Dicle Üniversitesi Sosyal Bilimler Enstitüsü Dergisi (DÜSBED) ISSN :
|
|
|
- Eren Ahmad
- 8 yıl önce
- İzleme sayısı:
Transkript
1 Dicle Üniversitesi Sosyal Bilimler Enstitüsü Dergisi (DÜSBED) ISSN : Kasım 2013 YIL-5 S.10 İSTATİKSEL PROSES KONTROLÜNDE KONTROL GRAFİKLERİNİN KULLANIMI VE TEKSTİL SANAYİNDE BİR UYGULAMA Orhan ŞAHİN Balikesir Üni. Ayvalık MYO Ayvalık/Balikesir, osahin52tr@yahoo.com ÖZET İstatistiksel Proses Kontrolünde kontrol grafiklerinin kullanımı adlı bu çalışmada üretim proseslerinde değişkenliğin sebepleri araştırılmış. Değişkenliğe neden olan faktörlerin belirlenmesinde kontrol grafikleri kullanılmıştır. Kontrol grafikleri istatistiksel kalite kontrolünde çok yaygın olarak kullanılan en etkili araçlardan bir tanesidir. Kontrol grafiklerinin kullanımını göstermek üzere Güntaş AŞ adlı bir tekstil işletmesinde uygulama yapılmıştır. Anahtar Kelimeler: Proses, değişkenlik, Kontrol Grafikleri USING CONTROL GRAPHICS IN STATISTICAL PROCESS CONTROL AND AN APPLICATION IN TEXTILE INDUSTRY ABSTRACT This study of using control graphics in statistical process control studies the reasons of variations in manufacture process. Control graphics are used for determining the factors causing variations.control graphics is one of the most effective methods widely used in quality control.in order to show the usage of control graphics the method is applied in GÜNTAŞ A.Ş. textile industry. Key words: process,variation,control graphics. 1-Proses nedir? Proses, bir ürün veya hizmeti üretmek için gerek duyulan aşamaların tamamıdır.(tate,23;1999) Bir başka tanıma göre, insan, makine/ekipman, hammadde, üretim metodu ve üretim ortamının bir ürün çıkartmak üzere birlikte olmasıdır.(çelikçapa,159;1995) 53

2 Orhan ŞAHİN Tanımlardan da anlaşılacağı üzere bir proses birtakım unsurlardan oluşmaktadır. Bunlar; İşlemler(Makine/Ekipman), Malzeme, Çevre Şartları, Operatör, Muayene 2-Proseste değişkenlik kavramı ve tespiti. Bir prosesin bir takım unsurlardan oluştuğunu söylemiştik. İşte bu unsurlar proseste birer değişkenlik kaynağıdır. Değişkenlik proseste üretilmiş mamül ve hizmetlerin kalitesini etkiler. Bundan dolayı prosesteki değişkenliğin dikkatlice izlenmesi, analiz edilmesi ve böylece kontrol altına alınması gereklidir. Bir proseste değişkenliği doğuran nedenleri iki gruba ayrılır.(kobu,1989: ) Tesadüfi değişkenlik: Olay üzerindeki etkileri bir kurala bağlanamayan ve tamamen tesadüfi olarak ortaya çıkan faktörlerdir. Belirsizlik nedeni ile varlıklarının tespiti ve etkilerinin ölçülmesi çok güç hatta imkansızdır. Örneğin bir parçanın işlenmesinde boyutların duyarlılığını etkileyen hava sıcaklığı, malzemenin metalurjik yapısı, işçinin dikkat ve ustalığı, aydınlatma, titreşim vb. faktörler bu gruba girer.şans faktörlerini tespit edip etkilerini gidermeye çalışmak hem teknik hemde ekonomik açıdan mümkün değildir. Şans faktörlerinin olay üzerinde hangi limitler arasında değişmeler meydana getireceğini bilmek ve bunu kontrol altında tutmak her bakımdan daha uygun bir tutumdur. Sistematik değişkenlik: Olayların sadece bir kısmı üzerinde etkili olurlar. Varlıkları sürekli olmayıp zaman zaman ortaya çıkarlar. Etkileri nispeten büyük ölçüde değişmeler meydana getirir. Bu özel faktörler üretim prosesini belirli bir yöne iten, kontrol dışına çıkaran ve nedeni tespit edilebilen değişimlerdir. Örneğin makine parçalarındaki aşınmalar, dağılan bir rulman, kopan bir cıvata vb. Bir işlemde sadece tesadüfi faktörler rol oynuyorsa herhangi bir değişken normal bir dağılım gösterir.. Normal dağılmış bir eğride verilerin %99,73 ü ±3 σ aralığında, %95,45±2, üzerinde bu ilişki anlatılmaktadır. %68,26±1 aralığında yer alır. Aşağıda normal eğri 54

3 İSTATİKSEL PROSES KONTROLÜNDE KONTROL GRAFİKLERİNİN KULLANIMI VE TEKSTİL SANAYİNDE BİR UYGULAMA Şekil 1: Normal Eğri Altındaki Alanlar ve Yüzdeleri 3-İstatistiksel Proses Kontrolü nedir? İstatistiksel proses kontrol bir ürünün en ekonomik ve yararlı bir tarzda üretilmesini sağlamak amacıyla, istatiksel prensip ve tekniklerin üretimin tüm aşamalarında kullanılmasıdır.(akın,1996:2) İstatiksel proses kontrol, üretimin önceden belirlenmiş kalite spesifikasyonlarına uygunluğunu sağlayan, standartlara bağlılığı hedef alan, kusurlu ürün üretimini en aza indirmekte kullanılan bir araçtır. İstatistiksel proses kontrol, basit bir muayene ve kontrol işlemi olmayıp, amacı sadece kusurları yakalamak değil, aynı zamanda kusurlu ürün üretimini engellemektir.istatiksel proses kontrol teknikleri satın alınan malzemelerdeki, metodlardaki, proseslerdeki, makinelerdeki, ürünlerdeki ve insan faktöründeki değişmeleri kontrol altına almak, niceliksel ve niteliksel özelliklerini ölçmek amacıyla sayısal veriler kullanarak sonuçlara ulaşmayı hedeflemektedir. İstatistiksel proses kontrol çalışmasını altı aşamaya ayırabiliriz.(contello. Charmes,Evan,1992:7) 1-Prosesin tanımlanması 2-Kontrol edilecek olan karakteristiklerin belirlenmesi 3-Ölçü aletlerinin test edilmesi ve kalibrasyonu 4-Proses yeterlilik analizi 55

4 Orhan ŞAHİN 5-Proses performans analizi 6-Proses kontrol grafikleri İstatistiksel proses kontrol uygulamasını şekil 2 deki gibi gösterebiliriz. İPK UYGULAMASI Prosesin tanımlanması Kontrol İçin Karakteristiklerin Belirlenmesi Ölçü Aletlerinin Doğruluk ve Hassasiyet testleri Proses Yeterlilik Analizi Evet Uygun mu? Hayır Ölçme tekniğini geliştirin veya Ölçme Aletlerini Uygun Hale getirin Cp 1,33 Evet Proses Performans Analizi Cpk 1? Cpk<1 Proses Ortalamasını Hedef Değere Çek Prosesi Geliştir Proses Kontrol Grafikleri Prosese Müdahale Etme Evet Proses Kontrol Altında mı? Hayır Prosesi Düzelt Şekil 2. İstatistiksel Proses Kontrolun Akış Diyagramı (Dilbaz,84) 4.İstatistiksel Proses Kontrol teknikleri İstatistiksel proses kontrol teknikleri, kalite problemlerinin çözümünde yaygın olarak kullanılan ve özellikle proses kontrolü amacıyla kullanılan yedi yöntemdir. 1.Çetele Diyagramı 56

5 İSTATİKSEL PROSES KONTROLÜNDE KONTROL GRAFİKLERİNİN KULLANIMI VE TEKSTİL SANAYİNDE BİR UYGULAMA 2.Histogram 3.Pareto Analizi 4.Neden-Sonuç Diyagramı 5.Kusur konsantrasyon diyagramı(gruplandırma) 6.Dağılma Diyagramı 7.Kontrol Grafikleri Bir firma genelindeki kalite ile ilgili sorunların %95 i bu araçlar kullanılarak çözülebilir. 5.Kontrol Grafikleri Doğada ve insan etkisi ile meydana gelen tüm olaylarda değişkenlik normal ve kaçınılmaz bir sonuçtur. İmalatta bu gerçek göz önüne alınarak dizayn aşamasında kalite spesifikasyonları için belirli kurallara göre tolerans limitleri belirlenir. Boyut, şekil, performans vb. spesifikasyonların önceden belirlenen limitler arasında değişme göstermesi normal kabul edilir. Eğer değişmeler limit dışına taşarsa nedenler araştırılır ve prosesin tekrar kontrol altına girmesini sağlayacak düzeltici önlemler alınır. Bu amaçla geliştirilen kontrol grafikleri ilk kez 1920 lerde Bell Telefon Laboratuarlarında çalıştığı sırada Dr. A. Walter Shewhart tarafından keşfedildiği için bu adla anılan Shewhart kontrol grafikleridir. Shewhart kontrol grafikleri istatistiksel proses kontrolünde çok sıkça kullanılmaktadır. Proseste değişime neden olan sebepleri araştırmada en etkin araç kontrol grafikleridir. Shewhart kontrol grafiklerinde ilgilenilen değişkenin normal dağılım gösterdiği farz edilmektedir.(seppala,1995:139) Kontrol grafikleri, mamülün gerçek kalite spesifikasyonlarını, geçmiş tecrübelere dayanarak belirlenen limitlere göre kronolojik(gün,saat,hafta vb) olarak kıyaslamaya yarayan grafiklerdir. (Feigenbaum,1961:25) Proseste değişkenliğe yol açan başlıca beş varyasyon kaynağını aşağıdaki gibi özetleyebiliriz.(akın,1996:77) 1-Prosesler(İşlemler): Başlıcaları; aletin yıpranması, makinenin titremesi, çalışma pozisyonu, elektrik dalgalanmaları vs. 57

6 Orhan ŞAHİN 2-Malzemeler: Yapısı, ölçüsü ve sertliği vb. 3-Çevre Şartları: Sıcaklık,voltaj stabilizesi vb. 4-Operatör: Tezgah ayarı, konumlama hassasiyeti, kullanım talimatına uyma derecesi, yöntem, beceri, fiziksel ve ruhsal durumu vs gibi etkenler. 5-Muayene: hatalı muayene ekipmanı, kalite standardının yanlış uygulanması, farklılıkların hatalı şekilde rapor edilmesi vb. Bu saydığımız beş değişkenlik kaynağı beklenen bir şekilde dağıldığında proseste tesadüften kaynaklanan farklılıklara neden olurlar. Bunları kısaca doğal nedenler olarak isimlendirebiliriz. Bunlar prosesin tabiatında bulunan ve tesadüften meydana gelen nedeni tespit edilemeyen kaynaklardan oluşan farklılıklardır. Bunların yanında ürünlerin kalitesinin ortalama değerini veya dağılımını değiştirebilen, ürünlerde belirtilen spesifikasyonların dışında değişmelere neden olan ve kaynağı tespit edilebilen doğal olmayan nedenlerde bulunmaktadır. Kontrol grafiklerinde üç tane çizgi bulunur. ÜKL:Üst Kontrol Limiti AKL:Alt Kontrol Limiti OÇ:Ortalama (merkez) çizgisidir. Bir prosesteki değişim ve kontrol limitleri arasındaki ilişki şekil 3 de gösterilmektedir. 58

7 İSTATİKSEL PROSES KONTROLÜNDE KONTROL GRAFİKLERİNİN KULLANIMI VE TEKSTİL SANAYİNDE BİR UYGULAMA Kaynağı tespit edilebilen ve doğal olmayan nedenlerden meydana gelen farklılıklar ÜKL Doğal nedenlerden ve tesagüften ileri gelen nedeni tespit edilemeyen faktörlerden oluşan farklılıklar Merke z Çizgi Doğal nedenlerden ve tesagüften ileri gelen nedeni tespit edilemeyen faktörlerden oluşan farklılıklar Sistematik Değişim Tesadüfi Değişim Tesadüfi Değişim AKL Kaynağı tespit edilebilen ve doğal olmayan nedenlerden meydana gelen farklılıklar Sistematik Değişim Şekil 3: Prosesteki değişkenlik ve kontrol limitleri arasındaki ilişki Bir kontrol grafiğinde tüm noktaların limitler arasında bulunması her zaman prosesin kontrol altında olduğu her şeyin yolunda gittiği anlamına gelmez. Bunun aksi durumda yani noktaların sık sık limitler dışına taşması halinde de prosesin kontrol dışında olmadığı her zaman söylenemez. Prosesin karakteristiğinin değişmesini veya yanlış hesaplama ihtimallerini göz önünde bulundurmak gerekir. Aşağıdaki şekillerde Shewhart kontrol grafiği normal dışı davranış durumları gösterilmektedir.(kobu,1987:345) (a) (b) 59

8 Orhan ŞAHİN (c) (d) Şekil 4:Shewhart Normal Dışı Davranış Durumları a) Proses karakteristiği yukarıya doğru bir değişme göstermektedir. Nedenleri araştırılarak düzeltme veya değişime uygun yeni limitleri belirleme yoluna gidilmelidir. b) Proses karakteristiği periyodik olarak değişmektedir. Her periyot için ayrı kontrol limiti belirlenmesi gerekir. c) Limitler dışına taşma çok sık meydana geldiğinden özel faktör arama yerine limitlerin yanlış hesaplama sonucu dar tespit edilme ihtimali üzerinde durulmalıdır. d) Görünüşte proses tam anlamıyla kontrol altındadır. Ancak tüm noktaların orta çizginin yakınında bulunması kuşku vericidir. Limitler arasındaki uzaklığın gereğinden geniş hesaplanması ihtimali vardır. 6.Örnek Seçimi ve Örneklerin Sayısı Bir proses incelemesi için gereken örnek büyüklüğü kullanılan analiz metoduna bağlı olarak 25 birimden 1250 birime kadar olabilir. X ve R kontrol grafikleri n=5 olmak üzere 25 kez, p grafiği n=50 olmak üzere 25 kez, c grafiği 1 den 5 e kadar 25 kez örneklem yapılmasını gerektirir.(hradesky,110:1988) 7-Ölçülebilen Kalite Özellikleri için X -R Grafikleri Bunlar uzunluk, ağırlık, hacim, vs gibi alet ve cihazlar yardımıyla ölçülebilen ve rakamlarla ifade edilen özelliklerdir. Veriler toplandıktan sonra merkez değeri ve kontrol limitleri hesaplanır. Bu hesabı açıklamadan önce ana 60
 Limitler dışına taşma çok sık meydana geldiğinden özel faktör arama yerine limitlerin yanlış hesaplama sonucu dar tespit edilme ihtimali üzerinde durulmalıdır.")
9 İSTATİKSEL PROSES KONTROLÜNDE KONTROL GRAFİKLERİNİN KULLANIMI VE TEKSTİL SANAYİNDE BİR UYGULAMA kütle ve örnek arasındaki farkı belirtmekte fayda vardır. Ana kütle tüm birimlerin oluşturduğu topluluk olup örnek ise anakütlenin bir kısmıdır. Örnek; seri şeklindeki imalat hattından veya partinin üretildiği zaman içersinde, kontrol veya başka amaçlı alınan sınırlı sayıda ürünlerdir. İstatistiki olarak anakütlenin ortalama değeri μ ve standart sapma değeri σ ile ifade edilir. Örneklere ait ortalama değeri ise Χ ve standart sapmayı ise s ile ifade edilir. Ayrıca örnekler içindeki değişim R aralık ile ifade edilir. Bunlara anakütle için parametre ve numune için istatistikler denilir. Bu grafiklerde kontrol limitleri standartların belli olması ve olmaması halleri için ayrı ayrı eşitliklerle bulunur. 8. Standartların Belli Olması Halinde Kontrol Grafikleri Bir üretimde standartlar önceden belirlenmiş ise kontrol grafiklerinin çizimine esas olacak orta çizgi, üst kontrol limiti ve alt kontrol limitlerinin hesaplanmasında kullanılan formüller aşağıda tabloda verilmiştir. Tablo 1. Standartların Belli Olması Halinde Kullanılan Formüller Grafik Türü Orta Çizgi AKL ÜKL X Grafiği μ μ - A σ μ + A σ σ Grafiği σ B 1 σ B 2 σ R Grafiği R =d 2 σ D 1 σ D 2 σ Burada μ ana kütle ortalaması, σ ise ana kütle standart sapması olup şu şekilde hesaplanır. 1 n μ = Σ X i şeklinde hesaplanır ken σ n i=1 61

10 Orhan ŞAHİN ise σ= n Σ(Χ i=1 den elde edilir. i - Χ) n -1 2 şeklinde hesaplanır. A, B 1,B 2,D 1,D 2,d 2 değerleri ek tablo 9. Standartların Belli Olmaması Halinde Kontrol Grafikleri Anakütleye ait istatistikler bilinmediği takdirde her örneğin X ortalaması ve R aralığı hesaplanır ve merkez çizgi X kontrol kartı için ortalamaların ortalaması adını da taşıyan Χ = n 1 n Σ i=1 Χ ve n 1 R = R i n Σ bağıntıları ile hesaplanır. Elde edilen kontrol i=1 limitleri aşağıdaki tabloda verilmiştir. Tablo 2. Standartların Belli Olmaması Halinde Kullanılan Formüller Grafik Türü Orta Çizgi AKL ÜKL Ortalama Χ Χ - A 2 R Χ + A 2 R Değişim Aralığı R D 3 R D 4 R Standart Sapma σ B 3 σ B 4 σ Uygulamada en çok kullanılan örnek boyutu n=5 olduğu için A 2 =0,577; D 3 =0; D 4 =2,114 ; d 2 =2,326 değerleri kullanılır. Diğerleri için değerler ek tablo 2 den elde edilir. 10- Χ, S Kontrol Grafikleri Genelde örnek sayısı 10 ve daha büyük olduğu durumlarda R grafiği yerine s grafiği kullanırlar. Kontrol limitleri şu şekilde hesaplanır. n adet örneğin standart 62

11 İSTATİKSEL PROSES KONTROLÜNDE KONTROL GRAFİKLERİNİN KULLANIMI VE TEKSTİL SANAYİNDE BİR UYGULAMA sapmalarının ortalaması s olmak üzere, s, C 4 σ nın bir tahmin edicisiir.(newbold,199:647) Bu durumda s grafiği için kontrol limitleri ÜKL= s +3 OÇ= s AKL= = s s 2 - C C 4 4 ÜKL= B 4 s OÇ= s AKL=B 3 s s C C 4 4 s 2 - C C Bu eşitliklerde de 1-3 s 2 - C C =B 3 ve 1 =B 4 yazılırsa s grafiği için kontrol limitleri aşağıdaki gibi olur. B 3, B 4 katsayıları çeşitli n değerleri için ek tablo verilmiştir. X grafiği için kontrol limitleri de şu şekilde bulunur.(kartal,73:1999) σ 3s ÜKL= X + 3 = X + n C n 4 OÇ= X 3s AKL= X - C n 4 3 bu eşitlikler de A 3 = C 4 n yazılırsa bu sınırlar ÜKL= X +A 3 s OÇ= X AKL= X - A 3 s olur. Burada çeşitli n değerleri için A 3 ün alacağı değerler ek tablo dan elde edilir. Grafikleri 11. Ölçülemeyen Özelliklerin Hesaplanmasında Kullanılan Kontrol Bunlar kırık, çatlak, bozuk, kokulu, lekeli, pürüzlü vs gibi duyu organlarımız aracılığıyla değerlendiribilen özelliklerdir. Nitelikler ile ilgili 63

12 Orhan ŞAHİN örneklere R ve x kontrol kartları kullanılmaz. Nitelikler ile ilgili kullanılacak grafikler aşağıdaki tabloda verilmiştir.(heizer,render, 2001: ) Tablo3. Ölçülemeyen Özellikler İçin Kontrol Limitleri Grafik Türü Orta Çizgi Kullanıldığı Yer p p Kusurlu Oranı np AKL p -3 n p Kusurlu Sayısı np - ÜKL p +3 c c Kusur Sayısı c-3 c C+3 c p(1- p) n p(1- p) n 3 n p(1- p) n p +3 n p(1- p) u u Birim Başına Kusur Sayısı u-3 n u u+3 n u p ve np kontrol grafikleri hatalı parça adetlerinin takibinde u ve c kontrol grafikleri ise bir parçadaki hata adedinin takibinde kullanılmaktadır. Bu grafikler için kabul edilen istatistiksel dağılımlar şöyledir.(juran,1979:23-19) p ve np grafiği:binomial, u ve c grafiği :poisson dağılımına uygun dur. Burada ki p = Kusurlu Birim Kontrol Edilen Birim dir. u kuntrol grafiği örnek büyüklüğü sabit olmadığı durumlarda, birim başına düşen kusur sayısındaki değişimleri incelemede kullanılır.(akın,1996:92) c kontrol grafiği örnek genişliği sabit olduğu durumlarda birim başına kusur sayısındaki değişimleri incelemede kullanılır. 12.Tekstil Sanayinde Bir Uygulama(Şahin,2000:73) 12.1 Uygulamanın Yapıldığı Yer Uygulama Malatya da kurulu bulunan Güntaş İplik Fabrikasında yapılmıştır. Güntaş Fabrikası 1986 yılında kurulmuştur. Kurulduğu yıldan itibaren fabrika kapasitesini artırmak suretiyle faaliyetlerini sürdürmektedir. 64
 p ve np grafiği:binomial, u ve c grafiği :poisson dağılımına uygun dur.")
13 İSTATİKSEL PROSES KONTROLÜNDE KONTROL GRAFİKLERİNİN KULLANIMI VE TEKSTİL SANAYİNDE BİR UYGULAMA 12.2 Fabrikanın Üretim Alanı ve Üretim Akışı Fabrikada pamuk ipliği üretilmektedir. Balyalar halinde gelen pamuk elyafları Şekil 13 de görüldüğü üzere çeşitli aşamalardan geçerek ipliğe dönüştürülmektedir. Bu üretim aşamaları şöyledir. -Tarak Makinesi: Vatka halinde beslenen elyaf tutamlarını açma-temizleme işlemleri ile düzgün bir şerit elde edilmesini sağlar. -Cer Makinesi: Tarak makinesinden gelen şeritler arasındaki numara ve %cv dengesizliklerini çekme işlemi ile daha homojen hale getirerek kaliteli şerit elde edilmesini sağlar. -Fitil Makinesi: Cer makinesinden gelen şeritleri kısmi büküm ve çekim işlemi ile incelterek vater makinasında kullanılmak üzere uygun fitil hazırlar. -Vater Makinesi: Fitil makinasından gelen fitiller belirli bir çekim ve büküm işlemi ile müşterilerin istediği kalite ve numara bazında ipliğin elde edilmesini sağlar. -Bobin Makinesi: Vater makinasından kops halinde çıkan iplikler üzerinde kaliteye etki eden hatalar mevcuttur. Bu hatalar belirli limitler arasında kalmak şartı ile limitdışı gelen hatalar temizlenerek müşteriye sevk edilmek üzere patronlara sarılır. 65

14 Orhan ŞAHİN ELYAF AMBARI HARMAN HALLAÇ TARAK MAKİNASI CER MAKİNASI 1 CER MAKİNASI 2 FİTİL MAKİNASI VATER MAKİNASI BOBİN MAKİNASI MAMÜL AMBARI MÜŞTERİ Şekil 5. Proses Akış Diyagramı 12.3 Uygulamanın Yapılma Şekli 66

15 İSTATİKSEL PROSES KONTROLÜNDE KONTROL GRAFİKLERİNİN KULLANIMI VE TEKSTİL SANAYİNDE BİR UYGULAMA Uygulama Şekil 13 de görüldüğü üzere Vater makinasının çıktıları üzerinde yapılmıştır. Vater makinası elyafların işlenip müşteriye sevk edilmeden önceki son aşamadır. Burada ipliğe dönüşen elyaflar kopslara sarılmakta ve bu kopslar üzerinde son kontroller yapılmaktadır. Kopslar üzerinde yapılan kontrolleri ikiye ayırabiliriz İplerin Nm kontrolü Burada her kopstan bir gram iplik alınarak uzunluğu ölçülmektedir. Bizim çalışma yaptığımız dönemde 30 No ile tanımlanan mamül üretildiğinden, dolayısıyla her bir gram ipliğin 30 metre gelmesi istenmektedir. Nm= metre veya uzunluk gram ağırlık tır. Çalışma yaptığımız makinada, makine 29,50 ye göre ayarlanmıştı.bu ipliğe ait kalite spesifikasyonları ise ASL=29 ve ÜSL=30 dur. Prosesten beklenen sonuçların ise 29,50 şeklinde çıkmasıydı Uster Testi Buna hata sayımı da diyebiliriz. Yani ipliğin üzerindeki düzgünsüzlük miktarını veren rakam. Düzgünsüzlük dediğimiz ise ipliğin üzerindeki kalın, ince noktaların ve nepslerin sayısal değerlerinin belli bir katsayıyla çarpımından elde edilen %u değerleridir. Nepsler ise iplik üzerindeki ölü elyafların, çeper ve diğer yabancı maddelerin toplamıdır. Uster testinde kabul edilecek kalite seviyeleri dünyada iplik kalitesine yön veren Uster Firmasının her beş senede bir yayınladığı Uster İstatistikleri kitabındaki grafiğe göre belirlenir. Bu verilere göre herkes kendi ipliğinin kalitesini görür. Tablo 4. Uster Değerleri Alt Sınır Üst Sınır %5 Sınırı - 11,5 %25 Sınırı 11,5 12,8 67

16 Orhan ŞAHİN %50 Sınırı 12,80 13,90 %75 Sınırı 13,90 14,90 %95 Sınırı 14,90 ve Daha Yukarısı Burada iyiden kötüye doğru bir sıralanış vardır. Örneğin %5 sınırı Dünyada aynı elyaftan bu ipliği üreten firmalar arasında bizim ipliğin kalitesi ilk %5 e giriyor demektir. Çalıştığımız işletmenin kendisi için belirlediği hedef %25 sınırıdır. Dolayısıyla bu işletme için ASL=11,5 ve ÜSL=12,8 dir Örneklerin Alınması ve Örnek Sayısı Örnekler dört gün boyunca Vater makinasından saat 10,00 ile 12,00 arasında tesadüfi olarak alınmıştır. Yapılan örnekleme n=5 büyüklüğünde 30 örnekten ibarettir Örneklerin Ölçülmesi Nm kontrolü için alınan her kops otomatik ölçüm makinasına takılmakta ve burada bir gram ipliğin kaç cm geldiği bu makine tarafından kaydedilmektedir. Yine aynı şekilde hata sayımı amacıyla alınan her örnek Uster makinasına takılmakta ve burada otomatik olarak iplikler üzerindeki hatalar sayılmaktadır. Bunun için toplam uzunluğu mt olan her kops un 450 mt sindeki hataları sayılmaktadır Verilerin Değerlendirilmesi Fabrikadan elde edilen verilerin değerlendirilmesinde SPSS paket programı kullanılmıştır. X ve R kontrol grafiği ile c kontrol grafiği kullanılmıştır. Elde edilen değerler Şekil de verilmiştir. 68

17 İSTATİKSEL PROSES KONTROLÜNDE KONTROL GRAFİKLERİNİN KULLANIMI VE TEKSTİL SANAYİNDE BİR UYGULAMA 69

18 Orhan ŞAHİN 70
19 İSTATİKSEL PROSES KONTROLÜNDE KONTROL GRAFİKLERİNİN KULLANIMI VE TEKSTİL SANAYİNDE BİR UYGULAMA 13. Sonuç ve Değerlendirme 71

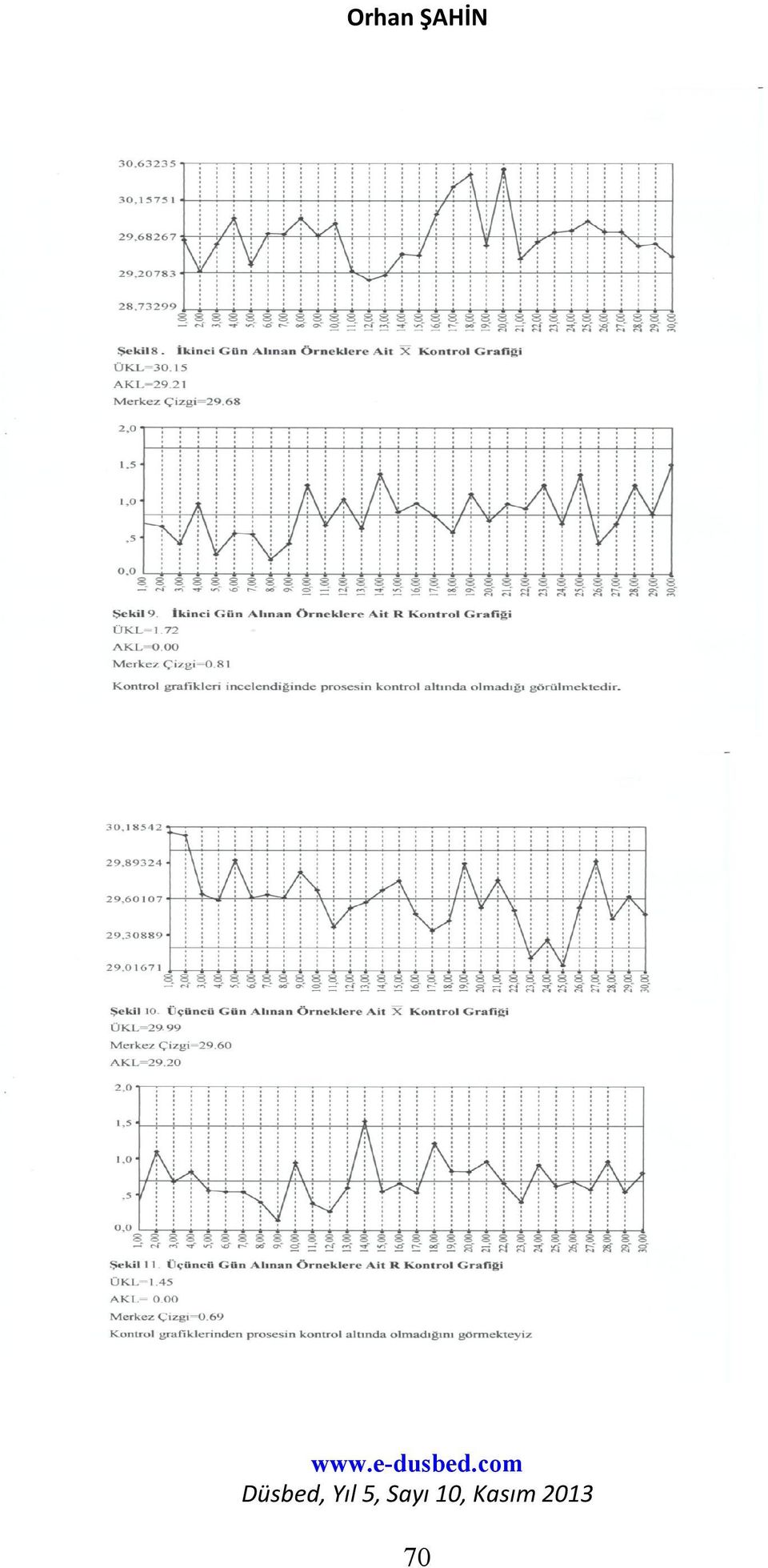
20 Orhan ŞAHİN İstatistiksel proses kontrolünde kontrol gafiklerinin kullanımının anlatıldığı bu çalışmada teroik bir anlatımdan sonra kontrol grafiklerinin kalite kontrolü amacıyla nasıl kullanılacağını göstermek üzere tekstil sanayinde bir uygulama yapılmıştır. Uygulamanın yapıldığı işletme bir iplik işletmesi olup iplik kalitesini etkileyen faktörlerin iplikler üzerinde meydana getirdiği değişimler incelenmiştir. Uygulama yaptığımız işletmede iplikler üzerinde iki tür kontrol yapılmakta idi. Birincisi; Burada her kopstan bir gram iplik alınarak uzunluğu ölçülmektedir. Nm kontrolü için alınan her kops otomatik ölçüm makinasına takılmakta ve burada bir gram ipliğin kaç cm geldiği bu makine tarafından kaydedilmektedir. Bizim çalışma yaptığımız dönemde 30 No ile tanımlanan mamül üretildiğinden, dolayısıyla her bir gram ipliğin 30 metre gelmesi istenmektedir. Nm= metre veya uzunluk gram ağırlık tır. Çalışma yaptığımız makinada, makine 29,50 ye göre ayarlanmıştı.bu ipliğe ait kalite spesifikasyonları ise ASL=29 ve ÜSL=30 dur. Dört gün süresince fabrikanın üretiminden n=5 büyüklüğünde 30 lu örnekler alınarak X ve R kontrol grafikleri oluşturulmuştur. Kontrol grafikleri incelendiğinde birinci gün alınan örneklerde prosesin spesifikasyonları karşılamadığı görülmüştür. İkinci gün ve üçüncü güne ait örneklerde yine spesifikasyon limitleri dışında birimlere rastlanılmıştır. Gerekli düzeltmeler yapıldıktan sonra dördüncü günde alınan örneklerde prosesin spesifikasyonları karşıladığı görülmüştür. İkincisi; Uster testi. Buna hata sayımı da diyebiliriz. Yani ipliğin üzerindeki düzgünsüzlük miktarını veren rakam. Düzgünsüzlük dediğimiz ise ipliğin üzerindeki kalın, ince noktaların ve nepslerin sayısal değerlerinin belli bir katsayıyla çarpımından elde edilen %u değerleridir. Nepsler ise iplik üzerindeki ölü elyafların, çeper ve diğer yabancı maddelerin toplamıdır. Uster testinde kabul edilecek kalite seviyeleri dünyada iplik kalitesine yön veren Uster Firmasının her beş senede bir yayınladığı Uster İstatistikleri kitabındaki grafiğe göre belirlenir. Çalıştığımız işletmenin kendisi için belirlediği hedef ASL=11,5 ve ÜSL=12,8 dir. 72

21 İSTATİKSEL PROSES KONTROLÜNDE KONTROL GRAFİKLERİNİN KULLANIMI VE TEKSTİL SANAYİNDE BİR UYGULAMA Dolayısıyla burada ölçülemeyen özellikler için kullanılan grafiklerden c kontrol grafiği kullanılmıştır. Yine n=5 büyüklüğünde 30 örnek alınmışve her örnek Uster makinasına takılarak burada otomatik olarak iplikler üzerindeki hatalar sayılmıştır. Bunun için toplam uzunluğu mt olan her kops un 450 mt sindeki hatalar sayılmıştır. Alınan örneklere ait kontrol grafiği incelendiğinde spesifikasyon dışında birimlerin olmadığı görülmüştür. Uygulamadan da anlaşılacağı üzere kontrol grafikleri prosesler hakkında karar vermede yardımcı olan güçlü araçlardır. Proseslerdeki limit dışı mamülü bulmada ve değişimlere sebep olan faktörleri belirlemede yönetimi yardımcı olmada etkin araçlardır. Günümüzde bilgisayar teknolojisinin gelişmesi ile birlikte bu araçların hem kullanımı hemde işlevselliği artmıştır. Bizde bu çalışmamızda SPSS paket programındaki ilgili menüleri kullanarak verilerimizi hızlı bir şekilde değerlendirme imkanı bulduk. KAYNAKÇA Akın, Besim., İPK Teknikleri-Proses Yeterlilik ve Makine Yeterlilik Analizi, Bilim Teknik yayınevi, İstanbul, Çelikçapa, Feray Omdan,. Endüstri İşletmelerinde Üretim Yönetimi ve Teknikleri, Uludağ Üniversitesi Yay. No.117, Bursa,1995 Feigenbaum, A.V., Total Qualıty Control, Mc.Graw-Hll Book Company, New York,1961. Garrity Susan M., Basıc Qualıty Improvement, Regent/Prıntıce hall., New Jersey, 1990 Hradesky, John L., Productivity and Quality Improvement, Mc Graw-Hıll Book Company, New York,1988. Heızer,Jay., Render, Barry., Operations Management, Prentice Hall, New Jersey, 2001,. 73
22 Orhan ŞAHİN İstatistiki Operasyon Kontrolü Uyulama Kılavuzu, Çeviren;Serhan Dilbaz, Otosan İnönü Fabrikası Juran, J.M.,Gryna, Frank M., Qualıty Control Handbook, Mc Graw-Hıll Book Company, New York,1979. Kane Vıctor E., Defect Prevention-Use of Simple Statistical Tools, Marcel Dekker İnc., New York, Kartal, Mahmut., İstatistiksel kalite Kontrolü,Şafak Yayınevi,Sivas,1999 Kobu,Bülent., Endüstriyel Kalite Kontrol, İstanbul Üniversitesi yayınları, İstanbul,1987. Newbold, Paul., Statıstıcs for Busıness and Economıcs,Prentice-Hall Internatıonal Inc, New Jersey,1995. Tate, Robert G., Proses Yeterlilik Analizi, Şişe Cam Yayınları, İstanbul EK TABLOLAR 74
23 İSTATİKSEL PROSES KONTROLÜNDE KONTROL GRAFİKLERİNİN KULLANIMI VE TEKSTİL SANAYİNDE BİR UYGULAMA. 75
İSTATİSTİKSEL PROSES KONTROLÜNDE PROSES YETERLİLİK ANALİZİ VE TEKSTİL ENDÜSTRİSİNDE UYGULAMA
 Atatürk Üniversitesi İktisadi ve İdari Bilimler Dergisi, Cilt: 7, Sayı:, 013 53 İSTATİSTİKSEL PROSES KONTROLÜNDE PROSES YETERLİLİK ANALİZİ VE TEKSTİL ENDÜSTRİSİNDE UYGULAMA Orhan ŞAHİN (*) Özet: İstatistiksel
Atatürk Üniversitesi İktisadi ve İdari Bilimler Dergisi, Cilt: 7, Sayı:, 013 53 İSTATİSTİKSEL PROSES KONTROLÜNDE PROSES YETERLİLİK ANALİZİ VE TEKSTİL ENDÜSTRİSİNDE UYGULAMA Orhan ŞAHİN (*) Özet: İstatistiksel
İstatistiksel Süreç Kontrol KAZIM KARABOĞA
 İstatistiksel Süreç Kontrol KAZIM KARABOĞA KALİTENİN TARİHSEL KİMLİK DEĞİŞİMİ Muayene İstatistiksel Kalite Kontrol Toplam Kalite Kontrol Toplam Kalite Yönetimi İSTATİSTİKSEL KALİTE KONTROL İstatistiksel
İstatistiksel Süreç Kontrol KAZIM KARABOĞA KALİTENİN TARİHSEL KİMLİK DEĞİŞİMİ Muayene İstatistiksel Kalite Kontrol Toplam Kalite Kontrol Toplam Kalite Yönetimi İSTATİSTİKSEL KALİTE KONTROL İstatistiksel
Bir ürün yada hizmetin belirlenen yada olabilecek ihtiyaçları karşılama yeterliğine dayanan özelliklerinin toplamıdır.
 KALİTE KONTROL Kalite: Bir ürün yada hizmetin belirlenen yada olabilecek ihtiyaçları karşılama yeterliğine dayanan özelliklerinin toplamıdır. Kontrol: Mevcut sonuçlarla hedefleri ve amaçları kıyaslama
KALİTE KONTROL Kalite: Bir ürün yada hizmetin belirlenen yada olabilecek ihtiyaçları karşılama yeterliğine dayanan özelliklerinin toplamıdır. Kontrol: Mevcut sonuçlarla hedefleri ve amaçları kıyaslama
Quality Planning and Control
 Quality Planning and Control END 3618 KALİTE PLANLAMA VE KONTROL Prof. Dr. Mehmet ÇAKMAKÇI Dokuz Eylül Üniversitesi Endüstri Mühendisliği Anabilim Dalı 1 İstatistiksel Proses Kontrol Kontrol Kartları Kontrol
Quality Planning and Control END 3618 KALİTE PLANLAMA VE KONTROL Prof. Dr. Mehmet ÇAKMAKÇI Dokuz Eylül Üniversitesi Endüstri Mühendisliği Anabilim Dalı 1 İstatistiksel Proses Kontrol Kontrol Kartları Kontrol
Quality Planning and Control
 Quality Planning and Control Prof. Dr. Mehmet ÇAKMAKÇI Dokuz Eylül Üniversitesi Endüstri Mühendisliği Anabilim Dalı 1 Süreç ve Ölçüm Sistemi Yeterlilik Analizi II (Process and Measurement System Capability
Quality Planning and Control Prof. Dr. Mehmet ÇAKMAKÇI Dokuz Eylül Üniversitesi Endüstri Mühendisliği Anabilim Dalı 1 Süreç ve Ölçüm Sistemi Yeterlilik Analizi II (Process and Measurement System Capability
ELYAF İŞLETMELERİNDE İSTATİSTİKSEL SÜREÇ KONTROLÜNÜN UYGULANMASI * An Application of Statistical Process Control in Polyester factory
 ELYAF İŞLETMELERİNDE İSTATİSTİKSEL SÜREÇ KONTROLÜNÜN UYGULANMASI * An Application of Statistical Process Control in Polyester factory Tuğba ÇOLAK İstatistik Anabilim Dalı Fikri AKDENİZ İstatistik Anabilim
ELYAF İŞLETMELERİNDE İSTATİSTİKSEL SÜREÇ KONTROLÜNÜN UYGULANMASI * An Application of Statistical Process Control in Polyester factory Tuğba ÇOLAK İstatistik Anabilim Dalı Fikri AKDENİZ İstatistik Anabilim
İSTATİSTİKSEL PROSES KONTROLÜ
 İSTATİSTİKSEL PROSES KONTROLÜ ZTM 433 KALİTE KONTROL VE STANDARDİZASYON PROF: DR: AHMET ÇOLAK İstatistiksel işlem kontrolü (İPK), işlemle çeşitli istatistiksel metotların ve analiz sapmalarının kullanımını
İSTATİSTİKSEL PROSES KONTROLÜ ZTM 433 KALİTE KONTROL VE STANDARDİZASYON PROF: DR: AHMET ÇOLAK İstatistiksel işlem kontrolü (İPK), işlemle çeşitli istatistiksel metotların ve analiz sapmalarının kullanımını
İstatistiksel proses kontrol ve kontrol diyagramı. 3. hafta
 İstatistiksel proses kontrol ve kontrol diyagramı 3. hafta İstatistiksel proses kontrol Prosesteki değişkenliği ölçerek ve analiz ederek istatistiksel kontrolünü sağlamak ve sürdürmek için istatistiksel
İstatistiksel proses kontrol ve kontrol diyagramı 3. hafta İstatistiksel proses kontrol Prosesteki değişkenliği ölçerek ve analiz ederek istatistiksel kontrolünü sağlamak ve sürdürmek için istatistiksel
4. HİSTOGRAM. Tolerans Aralığı. Değişim Aralığı HEDEF. Üst Spesifikasyon Limiti. Alt Spesifikasyon Limiti
 4. HİSTOGRAM Nedir? Sınıflandırılmış verilerin sütun grafiğidir. Sütunların (sınıfların) genişliği sabit olup, bir veri sınıfını temsil etmektedir. Sütunların yüksekliği ise her bir veri sınıfına düşen
4. HİSTOGRAM Nedir? Sınıflandırılmış verilerin sütun grafiğidir. Sütunların (sınıfların) genişliği sabit olup, bir veri sınıfını temsil etmektedir. Sütunların yüksekliği ise her bir veri sınıfına düşen
Hazır Beton Fabrikasında (Adana) İstatistiksel Kalite Kontrol Uygulaması Practice of Statistical Control at Ready Mixed Concrete Plant in Adana
 İstatistiksel Kalite Kontrol Uygulaması Practice of Statistical Control at Ready Mixed Concrete Plant in Adana") Hazır Beton Fabrikasında (Adana) İstatistiksel Kalite Kontrol Uygulaması Practice of Statistical Control at Ready Mixed Concrete Plant in Adana O. Bayat a, Z. Altınçelep b, B. Kaymakoğlu c, M. Altıner
Hazır Beton Fabrikasında (Adana) İstatistiksel Kalite Kontrol Uygulaması Practice of Statistical Control at Ready Mixed Concrete Plant in Adana O. Bayat a, Z. Altınçelep b, B. Kaymakoğlu c, M. Altıner
Quality Planning and Control
 Quality Planning and Control Prof. Dr. Mehmet ÇAKMAKÇI Dokuz Eylül Üniversitesi Endüstri Mühendisliği Anabilim Dalı 1 İstatistiksel Proses Kontrol Kontrol Kartları 2 Kontrol Grafikleri (Shewhart Control
Quality Planning and Control Prof. Dr. Mehmet ÇAKMAKÇI Dokuz Eylül Üniversitesi Endüstri Mühendisliği Anabilim Dalı 1 İstatistiksel Proses Kontrol Kontrol Kartları 2 Kontrol Grafikleri (Shewhart Control
Prof.Dr.Nihal ERGİNEL Anadolu Üniversitesi
 İSTATİSTİKSEL SÜREÇ KONTROLÜNE GİRİŞ Prof.Dr.Nihal ERGİNEL Anadolu Üniversitesi İstatistiksel Süreç Kontrolü Bir üretim/ hizmet sürecinin kontrol altında olup olmadığına karar vermek için kullanılan teknikler
İSTATİSTİKSEL SÜREÇ KONTROLÜNE GİRİŞ Prof.Dr.Nihal ERGİNEL Anadolu Üniversitesi İstatistiksel Süreç Kontrolü Bir üretim/ hizmet sürecinin kontrol altında olup olmadığına karar vermek için kullanılan teknikler
İstatistiksel Süreç Kontrolü Statistical Process Control (SPC) Dr. Musa KILIÇ
 Dr. Musa KILIÇ") İstatistiksel Süreç Kontrolü Statistical Process Control (SPC) Dr. Musa KILIÇ KALİTE VE KALİTE KONTROLÜ Kalitenin Tanımı Kalite, kullanıma uygunluktur (Juran). Kalite, bir ürünün gerekliliklere uygunluk
İstatistiksel Süreç Kontrolü Statistical Process Control (SPC) Dr. Musa KILIÇ KALİTE VE KALİTE KONTROLÜ Kalitenin Tanımı Kalite, kullanıma uygunluktur (Juran). Kalite, bir ürünün gerekliliklere uygunluk
Dokuz Eylül Üniversitesi Mühendislik Fakültesi Endüstri Mühendisliği Bölümü END Kalite Planlama ve Kontrol
 Dokuz Eylül Üniversitesi Mühendislik Fakültesi Endüstri Mühendisliği Bölümü END 3618 - Kalite Planlama ve Kontrol Uygulama Çalışması-I Dr. Öğr. Üyesi Kemal SUBULAN Tarih: 12.04.2018 A Aşağıda yer alan
Dokuz Eylül Üniversitesi Mühendislik Fakültesi Endüstri Mühendisliği Bölümü END 3618 - Kalite Planlama ve Kontrol Uygulama Çalışması-I Dr. Öğr. Üyesi Kemal SUBULAN Tarih: 12.04.2018 A Aşağıda yer alan
T.C. ESKİŞEHİR OSMANGAZİ ÜNİVERSİTESİ KONTROL GRAFİKLERİ. Prof. Dr. Nimetullah BURNAK Prof. Dr. A. Sermet ANAGÜN. Endüstri Mühendisliği Bölümü
 1970 T.C. ESKİŞEHİR OSMANGAZİ ÜNİVERSİTESİ KONTROL GRAFİKLERİ Prof. Dr. Nimetullah BURNAK Prof. Dr. A. Sermet ANAGÜN Endüstri Mühendisliği Bölümü 1 Kontrol Grafiği UygulamaAdımları Kontrol edilecek uygun
1970 T.C. ESKİŞEHİR OSMANGAZİ ÜNİVERSİTESİ KONTROL GRAFİKLERİ Prof. Dr. Nimetullah BURNAK Prof. Dr. A. Sermet ANAGÜN Endüstri Mühendisliği Bölümü 1 Kontrol Grafiği UygulamaAdımları Kontrol edilecek uygun
Faktöriyel: 1'den n'ye kadar olan tüm pozitif tamsayıların çarpımına, biçiminde gösterilir. Aynca; 0! = 1 ve 1!=1 1 dir. [Bunlar kabul değildir,
 14. Binom ve Poisson olasılık dağılımları Faktöriyeller ve kombinasyonlar Faktöriyel: 1'den n'ye kadar olan tüm pozitif tamsayıların çarpımına, n! denir ve n! = 1.2.3...(n-2).(n-l).n biçiminde gösterilir.
14. Binom ve Poisson olasılık dağılımları Faktöriyeller ve kombinasyonlar Faktöriyel: 1'den n'ye kadar olan tüm pozitif tamsayıların çarpımına, n! denir ve n! = 1.2.3...(n-2).(n-l).n biçiminde gösterilir.
Hazır Beton Fabrikasında (Adana) İstatistiksel Kalite Kontrol Uygulaması Practice of Statistical Control at Ready Mixed Concrete Plant in Adana
 İstatistiksel Kalite Kontrol Uygulaması Practice of Statistical Control at Ready Mixed Concrete Plant in Adana") 4. Maden Makinaları Sempozyumu, 23-24 Mayıs 2013, İzmir, Türkiye 4 th Mining Machinery Symposium, May 23-24 2013, İzmir, Turkey Hazır Beton Fabrikasında (Adana) İstatistiksel Kalite Kontrol Uygulaması
4. Maden Makinaları Sempozyumu, 23-24 Mayıs 2013, İzmir, Türkiye 4 th Mining Machinery Symposium, May 23-24 2013, İzmir, Turkey Hazır Beton Fabrikasında (Adana) İstatistiksel Kalite Kontrol Uygulaması
İstatistiksel Kalite Kontrol BBY 374 TOPLAM KALİTE YÖNETİMİ 18 NİSAN 2014
 İstatistiksel Kalite Kontrol BBY 374 TOPLAM KALİTE YÖNETİMİ 18 NİSAN 2014 İstatistiksel kalite kontrol o Üretim ve hizmet süreçlerinin ölçülebilir veriler yardımıyla istatistiksel yöntemler kullanılarak
İstatistiksel Kalite Kontrol BBY 374 TOPLAM KALİTE YÖNETİMİ 18 NİSAN 2014 İstatistiksel kalite kontrol o Üretim ve hizmet süreçlerinin ölçülebilir veriler yardımıyla istatistiksel yöntemler kullanılarak
İstatistik ve Olasılık
 İstatistik ve Olasılık -II Prof. Dr. İrfan KAYMAZ İki Ortalama Farkının Güven Aralığı Anakütle Varyansı Biliniyorsa İki ortalama arasındaki farkın dağılımına ilişkin Z değişkeni: Güven aralığı ifadesinde
İstatistik ve Olasılık -II Prof. Dr. İrfan KAYMAZ İki Ortalama Farkının Güven Aralığı Anakütle Varyansı Biliniyorsa İki ortalama arasındaki farkın dağılımına ilişkin Z değişkeni: Güven aralığı ifadesinde
İstatistiksel Kalite Kontrol
 İstatistiksel Kalite Kontrol İstatistiksel kalite kontrol (İKK) metodlarının sanayide geniş çapta uygulanması ile imalatın hızlanması, firenin azaltılması, maliyetlerin düşürülmesi ve kalitenin yükseltilmesi
İstatistiksel Kalite Kontrol İstatistiksel kalite kontrol (İKK) metodlarının sanayide geniş çapta uygulanması ile imalatın hızlanması, firenin azaltılması, maliyetlerin düşürülmesi ve kalitenin yükseltilmesi
İSTATİSTİKSEL PROSES KONTROLÜ KONTROL GRAFİKLERİ ÇİZİMİ ÖRNEK ARAŞTIRMA
 İSTATİSTİKSEL PROSES KONTROLÜ KONTROL GRAFİKLERİ ÇİZİMİ ÖRNEK ARAŞTIRMA ZTM 433 KALİTE KONTROL VE STANDARDİZASYON PROF: DR: AHMET ÇOLAK ÖRNEK ARAŞTIRMA ZİNCİR FABRİKASINDA UYGULAMA (Zeyveli, M. ve Selalmaz,
İSTATİSTİKSEL PROSES KONTROLÜ KONTROL GRAFİKLERİ ÇİZİMİ ÖRNEK ARAŞTIRMA ZTM 433 KALİTE KONTROL VE STANDARDİZASYON PROF: DR: AHMET ÇOLAK ÖRNEK ARAŞTIRMA ZİNCİR FABRİKASINDA UYGULAMA (Zeyveli, M. ve Selalmaz,
İstatistiksel Süreç Kontrolu. Doç.Dr.Nihal ERGİNEL Anadolu Üniversitesi
 İstatistiksel Süreç Kontrolu Doç.Dr.Nihal ERGİNEL Anadolu Üniversitesi İstatistiksel Süreç Kontrolü Bir üretim/ hizmet sürecinin kontrol altında olup olmadığına karar vermek için kullanılan teknikler bütünüdür.
İstatistiksel Süreç Kontrolu Doç.Dr.Nihal ERGİNEL Anadolu Üniversitesi İstatistiksel Süreç Kontrolü Bir üretim/ hizmet sürecinin kontrol altında olup olmadığına karar vermek için kullanılan teknikler bütünüdür.
TANIMLAYICI İSTATİSTİKLER
 TANIMLAYICI İSTATİSTİKLER Tanımlayıcı İstatistikler ve Grafikle Gösterim Grafik ve bir ölçüde tablolar değişkenlerin görsel bir özetini verirler. İdeal olarak burada değişkenlerin merkezi (ortalama) değerlerinin
TANIMLAYICI İSTATİSTİKLER Tanımlayıcı İstatistikler ve Grafikle Gösterim Grafik ve bir ölçüde tablolar değişkenlerin görsel bir özetini verirler. İdeal olarak burada değişkenlerin merkezi (ortalama) değerlerinin
İÇİNDEKİLER ÖN SÖZ...
 İÇİNDEKİLER ÖN SÖZ... v GİRİŞ... 1 1. İSTATİSTİK İN TARİHÇESİ... 1 2. İSTATİSTİK NEDİR?... 3 3. SAYISAL BİLGİDEN ANLAM ÇIKARILMASI... 4 4. BELİRSİZLİĞİN ELE ALINMASI... 4 5. ÖRNEKLEME... 5 6. İLİŞKİLERİN
İÇİNDEKİLER ÖN SÖZ... v GİRİŞ... 1 1. İSTATİSTİK İN TARİHÇESİ... 1 2. İSTATİSTİK NEDİR?... 3 3. SAYISAL BİLGİDEN ANLAM ÇIKARILMASI... 4 4. BELİRSİZLİĞİN ELE ALINMASI... 4 5. ÖRNEKLEME... 5 6. İLİŞKİLERİN
TKY nin 7 Basit Aracı. TKY nin 7 Basit Aracı. TKY nin 7 Basit Aracı. TKY nin 7 Basit Aracı. TKY nin 7 Basit Aracı. Saat Hata
 Frekans Yüzdelik Üretkenlik Doç. Dr. Kazım Sarı Beykent Üniversitesi 2008 Prentice Hall, Inc. 6 1 Fikir Geliştirme Araçları Kontrol (Çetele) Çizelgesi Yayılım Diyagramı Sebep-Sonuç Sonuç Diyagramı Veri
Frekans Yüzdelik Üretkenlik Doç. Dr. Kazım Sarı Beykent Üniversitesi 2008 Prentice Hall, Inc. 6 1 Fikir Geliştirme Araçları Kontrol (Çetele) Çizelgesi Yayılım Diyagramı Sebep-Sonuç Sonuç Diyagramı Veri
statistiksel Proses Kontrol -Uygulamalar -
 statistiksel Proses Kontrol -Uygulamalar - Prof.Dr. Erhan Öner eoner@marmara.edu.tr Prof.Dr. Erhan Öner/PK Problemleri/2002-1/34 Kontrol Diyagramları Niceliksel (kantitatif) kalite özellikleri ile oluturulan
statistiksel Proses Kontrol -Uygulamalar - Prof.Dr. Erhan Öner eoner@marmara.edu.tr Prof.Dr. Erhan Öner/PK Problemleri/2002-1/34 Kontrol Diyagramları Niceliksel (kantitatif) kalite özellikleri ile oluturulan
OLASILIK ve İSTATİSTİK Hipotez Testleri
 OLASILIK ve İSTATİSTİK Hipotez Testleri Yrd.Doç.Dr. Pınar YILDIRIM Okan Üniversitesi Mühendislik ve Mimarlık Fakültesi Bilgisayar Mühendisliği Bölümü Hipotezler ve Testler Hipotez, kitleye(yığına) ait
OLASILIK ve İSTATİSTİK Hipotez Testleri Yrd.Doç.Dr. Pınar YILDIRIM Okan Üniversitesi Mühendislik ve Mimarlık Fakültesi Bilgisayar Mühendisliği Bölümü Hipotezler ve Testler Hipotez, kitleye(yığına) ait
İstatistik ve Olasılık
 İstatistik ve Olasılık Ders 10: Prof. Dr. İrfan KAYMAZ Tanım Varyans analizi niçin yapılır? İkiden fazla veri grubunun ortalamalarının karşılaştırılması t veya Z testi ile yapılabilir. Ancak karşılaştırılacak
İstatistik ve Olasılık Ders 10: Prof. Dr. İrfan KAYMAZ Tanım Varyans analizi niçin yapılır? İkiden fazla veri grubunun ortalamalarının karşılaştırılması t veya Z testi ile yapılabilir. Ancak karşılaştırılacak
Kalite Geliştirmede İstatistiksel Yöntemler ve Six Sigma
 Kalite Geliştirmede İstatistiksel Yöntemler ve Six Sigma - 1 Ödevler 5 er kişilik 7 grup Hayali bir şirket kurulacak Bu şirketin kalite kontrol süreçleri raporlanacak Kalite sistem dokümantasyonu oluşturulacak
Kalite Geliştirmede İstatistiksel Yöntemler ve Six Sigma - 1 Ödevler 5 er kişilik 7 grup Hayali bir şirket kurulacak Bu şirketin kalite kontrol süreçleri raporlanacak Kalite sistem dokümantasyonu oluşturulacak
RASSAL DEĞİŞKENLER VE OLASILIK DAĞILIMLARI. Yrd. Doç. Dr. Emre ATILGAN
 RASSAL DEĞİŞKENLER VE OLASILIK DAĞILIMLARI Yrd. Doç. Dr. Emre ATILGAN 1 RASSAL DEĞİŞKENLER VE OLASILIK DAĞILIMLARI Olasılığa ilişkin olayların çoğunluğunda, deneme sonuçlarının bir veya birkaç yönden incelenmesi
RASSAL DEĞİŞKENLER VE OLASILIK DAĞILIMLARI Yrd. Doç. Dr. Emre ATILGAN 1 RASSAL DEĞİŞKENLER VE OLASILIK DAĞILIMLARI Olasılığa ilişkin olayların çoğunluğunda, deneme sonuçlarının bir veya birkaç yönden incelenmesi
İstatistik ve Olasılık
 İstatistik ve Olasılık Örnekleme Planlar ve Dağılımları Prof. Dr. İrfan KAYMAZ Tanım İncelenen olayın ait olduğu anakütlenin bütünüyle dikkate alınması zaman, para, ekipman ve bunun gibi nedenlerden dolayı
İstatistik ve Olasılık Örnekleme Planlar ve Dağılımları Prof. Dr. İrfan KAYMAZ Tanım İncelenen olayın ait olduğu anakütlenin bütünüyle dikkate alınması zaman, para, ekipman ve bunun gibi nedenlerden dolayı
İSTATİSTİK STATISTICS (2+0) Yrd.Doç.Dr. Nil TOPLAN SAÜ.MÜH. FAK. METALURJİ VE MALZEME MÜH. BÖLÜMÜ ÖĞRETİM ÜYESİ ÖĞRETİM YILI
 Yrd.Doç.Dr. Nil TOPLAN SAÜ.MÜH. FAK. METALURJİ VE MALZEME MÜH. BÖLÜMÜ ÖĞRETİM ÜYESİ ÖĞRETİM YILI") İSTATİSTİK STATISTICS (+) Yrd.Doç.Dr. Nil TOPLAN SAÜ.MÜH. FAK. METALURJİ VE MALZEME MÜH. BÖLÜMÜ ÖĞRETİM ÜYESİ ÖĞRETİM YILI KONU BAŞLIKLARI :. İSTATİSTİĞE GİRİŞ. VERİLERİN DÜZENLENMESİ. MERKEZİ EĞİLİM ÖLÇÜLERİ.
İSTATİSTİK STATISTICS (+) Yrd.Doç.Dr. Nil TOPLAN SAÜ.MÜH. FAK. METALURJİ VE MALZEME MÜH. BÖLÜMÜ ÖĞRETİM ÜYESİ ÖĞRETİM YILI KONU BAŞLIKLARI :. İSTATİSTİĞE GİRİŞ. VERİLERİN DÜZENLENMESİ. MERKEZİ EĞİLİM ÖLÇÜLERİ.
İstatistik ve Olasılık
 İstatistik ve Olasılık Ders 8: Prof. Dr. İrfan KAYMAZ Tanım Tahmin (kestirim veya öngörü): Mevcut bilgi ve deneylere dayanarak olayın bütünü hakkında bir yargıya varmaktır. Bu anlamda, anakütleden çekilen
İstatistik ve Olasılık Ders 8: Prof. Dr. İrfan KAYMAZ Tanım Tahmin (kestirim veya öngörü): Mevcut bilgi ve deneylere dayanarak olayın bütünü hakkında bir yargıya varmaktır. Bu anlamda, anakütleden çekilen
İstatistiksel Proses Kontrol
 İstatistiksel Proses Kontrol İstatistiksel Proses Kontrol Nedir? ü İstatistiksel proses kontrolü, üretim sürecinde kaliteyi ölçmek ve kontrol etmek için kullanılan endüstri standardı bir metodolojidir.
İstatistiksel Proses Kontrol İstatistiksel Proses Kontrol Nedir? ü İstatistiksel proses kontrolü, üretim sürecinde kaliteyi ölçmek ve kontrol etmek için kullanılan endüstri standardı bir metodolojidir.
3 KESİKLİ RASSAL DEĞİŞKENLER VE OLASILIK DAĞILIMLARI
 ÖNSÖZ İÇİNDEKİLER III Bölüm 1 İSTATİSTİK ve SAYISAL BİLGİ 11 1.1 İstatistik ve Önemi 12 1.2 İstatistikte Temel Kavramlar 14 1.3 İstatistiğin Amacı 15 1.4 Veri Türleri 15 1.5 Veri Ölçüm Düzeyleri 16 1.6
ÖNSÖZ İÇİNDEKİLER III Bölüm 1 İSTATİSTİK ve SAYISAL BİLGİ 11 1.1 İstatistik ve Önemi 12 1.2 İstatistikte Temel Kavramlar 14 1.3 İstatistiğin Amacı 15 1.4 Veri Türleri 15 1.5 Veri Ölçüm Düzeyleri 16 1.6
Mühendislikte İstatistiksel Yöntemler
 Mühendislikte İstatistiksel Yöntemler BÖLÜM 9 VARYANS ANALİZİ Yrd. Doç. Dr. Fatih TOSUNOĞLU 1 Varyans analizi niçin yapılır? İkiden fazla veri grubunun ortalamalarının karşılaştırılması t veya Z testi
Mühendislikte İstatistiksel Yöntemler BÖLÜM 9 VARYANS ANALİZİ Yrd. Doç. Dr. Fatih TOSUNOĞLU 1 Varyans analizi niçin yapılır? İkiden fazla veri grubunun ortalamalarının karşılaştırılması t veya Z testi
İstatistik ve Olasılık
 İstatistik ve Olasılık Ders 9: Prof. Dr. İrfan KAYMAZ Tanım Hipotez, bir veya daha fazla anakütle hakkında ileri sürülen, ancak doğruluğu önceden bilinmeyen iddialardır. Ortaya atılan iddiaların, örnekten
İstatistik ve Olasılık Ders 9: Prof. Dr. İrfan KAYMAZ Tanım Hipotez, bir veya daha fazla anakütle hakkında ileri sürülen, ancak doğruluğu önceden bilinmeyen iddialardır. Ortaya atılan iddiaların, örnekten
NORMAL DAĞILIM. 2., anakütle sayısı ile Poisson dağılımına uyan rassal bir değişkense ve 'a gidiyorsa,
 NORMAL DAĞILIM TEORİK 1., ortalaması, standart sapması olan bir normal dağılıma uyan rassal bir değişkense, bir sabitken nin beklem üreten fonksiyonunu bulun. 2., anakütle sayısı ile Poisson dağılımına
NORMAL DAĞILIM TEORİK 1., ortalaması, standart sapması olan bir normal dağılıma uyan rassal bir değişkense, bir sabitken nin beklem üreten fonksiyonunu bulun. 2., anakütle sayısı ile Poisson dağılımına
İstatistik ve Olasılık
 İstatistik ve Olasılık Ders 8: Prof. Dr. Tanım Hipotez, bir veya daha fazla anakütle hakkında ileri sürülen, ancak doğruluğu önceden bilinmeyen iddialardır. Ortaya atılan iddiaların, örnekten elde edilen
İstatistik ve Olasılık Ders 8: Prof. Dr. Tanım Hipotez, bir veya daha fazla anakütle hakkında ileri sürülen, ancak doğruluğu önceden bilinmeyen iddialardır. Ortaya atılan iddiaların, örnekten elde edilen
DOKUZ EYLÜL ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ DEKANLIĞI DERS/MODÜL/BLOK TANITIM FORMU. Dersin Kodu: TKS 2005
 Dersi Veren Birim: Tekstil Mühendisliği Dersin Türkçe Adı: TEMEL İPLİKÇİLİK Dersin Orjinal Adı: TEMEL İPLİKÇİLİK Dersin Düzeyi:(Ön lisans, Lisans, Yüksek Lisans, Doktora) Lisans Dersin Kodu: TKS 005 Dersin
Dersi Veren Birim: Tekstil Mühendisliği Dersin Türkçe Adı: TEMEL İPLİKÇİLİK Dersin Orjinal Adı: TEMEL İPLİKÇİLİK Dersin Düzeyi:(Ön lisans, Lisans, Yüksek Lisans, Doktora) Lisans Dersin Kodu: TKS 005 Dersin
Öğretim planındaki AKTS Endüstriyel Kalite Kontrol 540052000001324 3 0 0 3 5
 Ders Kodu Teorik Uygulama Lab. Ulusal Kredi Öğretim planındaki AKTS Endüstriyel Kalite Kontrol 540052000001324 3 0 0 3 5 Ön Koşullar : Yok: Bu dersin ön koşulu ya da yan koşulu bulunmamaktadır. Önerilen
Ders Kodu Teorik Uygulama Lab. Ulusal Kredi Öğretim planındaki AKTS Endüstriyel Kalite Kontrol 540052000001324 3 0 0 3 5 Ön Koşullar : Yok: Bu dersin ön koşulu ya da yan koşulu bulunmamaktadır. Önerilen
Kesikli Şans Değişkenleri İçin; Olasılık Dağılımları Beklenen Değer ve Varyans Olasılık Hesaplamaları
 Kesikli Şans Değişkenleri İçin; Olasılık Dağılımları Beklenen Değer ve Varyans Olasılık Hesaplamaları 1 Şans Değişkeni: Bir dağılışı olan ve bu dağılışın yapısına uygun frekansta oluşum gösteren değişkendir.
Kesikli Şans Değişkenleri İçin; Olasılık Dağılımları Beklenen Değer ve Varyans Olasılık Hesaplamaları 1 Şans Değişkeni: Bir dağılışı olan ve bu dağılışın yapısına uygun frekansta oluşum gösteren değişkendir.
Özet. Anahtar kelimler: İstatistiksel Proses Kontrol Teknikleri, X,S Kontrol Grafikleri, Tesadüfîlik Testi. Abstrac
 İSTATİSTİKSEL PROSES KONTROL TEKNİKLERİ VE KONTROL GRAFİKLERİNİN MALATYADAKİ BİR TEKSTİL (İPLİK DOKUMA) İŞLETMESİNDE BOBİN SARIM KONTROLÜNE UYGULANMASI Sait PATIR Özet Günümüzün küresel rekabet ortamında
İSTATİSTİKSEL PROSES KONTROL TEKNİKLERİ VE KONTROL GRAFİKLERİNİN MALATYADAKİ BİR TEKSTİL (İPLİK DOKUMA) İŞLETMESİNDE BOBİN SARIM KONTROLÜNE UYGULANMASI Sait PATIR Özet Günümüzün küresel rekabet ortamında
SÜREKLİ ŞANS DEĞİŞKENLERİ. Üstel Dağılım Normal Dağılım
 SÜREKLİ ŞANS DEĞİŞKENLERİ Üstel Dağılım Normal Dağılım 1 Üstel Dağılım Meydana gelen iki olay arasındaki geçen süre veya bir başka ifadeyle ilgilenilen olayın ilk defa ortaya çıkması için geçen sürenin
SÜREKLİ ŞANS DEĞİŞKENLERİ Üstel Dağılım Normal Dağılım 1 Üstel Dağılım Meydana gelen iki olay arasındaki geçen süre veya bir başka ifadeyle ilgilenilen olayın ilk defa ortaya çıkması için geçen sürenin
Merkezi Eğilim ve Dağılım Ölçüleri
 Merkezi Eğilim ve Dağılım Ölçüleri Soru Öğrencilerin derse katılım düzeylerini ölçmek amacıyla geliştirilen 16 soruluk bir test için öğrencilerin ilk 8 ve son 8 soruluk yarılardan aldıkları puanlar arasındaki
Merkezi Eğilim ve Dağılım Ölçüleri Soru Öğrencilerin derse katılım düzeylerini ölçmek amacıyla geliştirilen 16 soruluk bir test için öğrencilerin ilk 8 ve son 8 soruluk yarılardan aldıkları puanlar arasındaki
8.Hafta. Değişkenlik Ölçüleri. Öğr.Gör.Muhsin ÇELİK. Uygun değişkenlik ölçüsünü hesaplayıp yorumlayabilecek,
 İSTATİSTİK 8.Hafta Değişkenlik Ölçüleri Hedefler Bu üniteyi çalıştıktan sonra; Uygun değişkenlik ölçüsünü hesaplayıp yorumlayabilecek, Serilerin birbirlerine değişkenliklerini yorumlayabileceksiniz. 2
İSTATİSTİK 8.Hafta Değişkenlik Ölçüleri Hedefler Bu üniteyi çalıştıktan sonra; Uygun değişkenlik ölçüsünü hesaplayıp yorumlayabilecek, Serilerin birbirlerine değişkenliklerini yorumlayabileceksiniz. 2
KALİTE KAVRAMI VE KALİTENİN BOYUTLARI
 KALİTE YÖNETİMİ KALİTE KAVRAMI VE KALİTENİN BOYUTLARI Hizmet veya üründe kalite kavramı için farklı tanımlar kullanılmaktadır. En genel hâliyle ihtiyaçlara uygunluk (Crosby), ürün veya hizmetin değeri
KALİTE YÖNETİMİ KALİTE KAVRAMI VE KALİTENİN BOYUTLARI Hizmet veya üründe kalite kavramı için farklı tanımlar kullanılmaktadır. En genel hâliyle ihtiyaçlara uygunluk (Crosby), ürün veya hizmetin değeri
Ders 9: Kitle Ortalaması ve Varyansı için Tahmin
 Ders 9: Kitle Ortalaması ve Varyansı için Tahmin Kitle ve Örneklem Örneklem Dağılımı Nokta Tahmini Tahmin Edicilerin Özellikleri Kitle ortalaması için Aralık Tahmini Kitle Standart Sapması için Aralık
Ders 9: Kitle Ortalaması ve Varyansı için Tahmin Kitle ve Örneklem Örneklem Dağılımı Nokta Tahmini Tahmin Edicilerin Özellikleri Kitle ortalaması için Aralık Tahmini Kitle Standart Sapması için Aralık
Otomotiv Sertifika Programı
 Otomotiv Sertifika Programı Otomotiv ana sanayi ve yan sanayinde kabul gören, geleneksel iş modelleri artık günümüzde uluslararası standartlar olarak zorunluluklar haline gelmiştir. Bu eğitimde birçok
Otomotiv Sertifika Programı Otomotiv ana sanayi ve yan sanayinde kabul gören, geleneksel iş modelleri artık günümüzde uluslararası standartlar olarak zorunluluklar haline gelmiştir. Bu eğitimde birçok
Yrd. Doç. Dr. Fatih TOSUNOĞLU Erzurum Teknik Üniversitesi Mühendislik Fakültesi İnşaat Mühendisliği Bölümü
 Mühendislikte İstatistiksel Yöntemler Yrd. Doç. Dr. Fatih TOSUNOĞLU Erzurum Teknik Üniversitesi Mühendislik Fakültesi İnşaat Mühendisliği Bölümü 1 Araştırma sonuçlarının açıklanmasında frekans tablosu
Mühendislikte İstatistiksel Yöntemler Yrd. Doç. Dr. Fatih TOSUNOĞLU Erzurum Teknik Üniversitesi Mühendislik Fakültesi İnşaat Mühendisliği Bölümü 1 Araştırma sonuçlarının açıklanmasında frekans tablosu
İSTATİSTİK II. Hipotez Testleri 1
 İSTATİSTİK II Hipotez Testleri 1 1 Hipotez Testleri 1 1. Hipotez Testlerinin Esasları 2. Ortalama ile ilgili bir iddianın testi: Büyük örnekler 3. Ortalama ile ilgili bir iddianın testi: Küçük örnekler
İSTATİSTİK II Hipotez Testleri 1 1 Hipotez Testleri 1 1. Hipotez Testlerinin Esasları 2. Ortalama ile ilgili bir iddianın testi: Büyük örnekler 3. Ortalama ile ilgili bir iddianın testi: Küçük örnekler
NİTELİKSEL KONTROL GRAFİKLERİ
 NİTELİKSEL KONTROL GRAFİKLERİ Prof. Dr. Nihal ERGİNEL Ölçülemeyen ancak hatalı / hatasız, geçer / geçmez, tekstil sektöründe leke sayısı, dokuma kaçağı vb nin analiz edilmesi için oluşturulan kontrol grafikleridir.
NİTELİKSEL KONTROL GRAFİKLERİ Prof. Dr. Nihal ERGİNEL Ölçülemeyen ancak hatalı / hatasız, geçer / geçmez, tekstil sektöründe leke sayısı, dokuma kaçağı vb nin analiz edilmesi için oluşturulan kontrol grafikleridir.
Fiz 1011 Ders 1. Fizik ve Ölçme. Ölçme Temel Kavramlar. Uzunluk Kütle Zaman. Birim Sistemleri. Boyut Analizi.
 Fiz 1011 Ders 1 Fizik ve Ölçme Ölçme Temel Kavramlar Uzunluk Kütle Zaman Birim Sistemleri Boyut Analizi http://kisi.deu.edu.tr/mehmet.tarakci/ Ölçme Nedir? Fiziksel bir büyüklüğü ölçmek, birim olarak seçilen
Fiz 1011 Ders 1 Fizik ve Ölçme Ölçme Temel Kavramlar Uzunluk Kütle Zaman Birim Sistemleri Boyut Analizi http://kisi.deu.edu.tr/mehmet.tarakci/ Ölçme Nedir? Fiziksel bir büyüklüğü ölçmek, birim olarak seçilen
Genel olarak test istatistikleri. Merkezi Eğilim (Yığılma) Ölçüleri Dağılım (Yayılma) Ölçüleri. olmak üzere 2 grupta incelenebilir.
 Ölçüleri Dağılım (Yayılma) Ölçüleri. olmak üzere 2 grupta incelenebilir.") 4.SUNUM Genel olarak test istatistikleri Merkezi Eğilim (Yığılma) Ölçüleri Dağılım (Yayılma) Ölçüleri olmak üzere 2 grupta incelenebilir. 2 Ranj Çeyrek Kayma Çeyrekler Arası Açıklık Standart Sapma Varyans
4.SUNUM Genel olarak test istatistikleri Merkezi Eğilim (Yığılma) Ölçüleri Dağılım (Yayılma) Ölçüleri olmak üzere 2 grupta incelenebilir. 2 Ranj Çeyrek Kayma Çeyrekler Arası Açıklık Standart Sapma Varyans
OLASILIK VE İSTATİSTİK
 OLASILIK VE İSTATİSTİK 1 Bölüm 1 Temel Terimler ve Tanımlar 2 Giriş Genel olarak araştırmalarda, büyük veri gruplarının içinden daha küçük veri grupları seçilerek büyük veri gruplarının hakkında bilgi
OLASILIK VE İSTATİSTİK 1 Bölüm 1 Temel Terimler ve Tanımlar 2 Giriş Genel olarak araştırmalarda, büyük veri gruplarının içinden daha küçük veri grupları seçilerek büyük veri gruplarının hakkında bilgi
İŞLETMECİLER İÇİN İSTATİSTİK II UYGULAMA III. Yrd. Doç. Dr. Pembe GÜÇLÜ
 İŞLETMECİLER İÇİN İSTATİSTİK II UYGULAMA III Yrd. Doç. Dr. Pembe GÜÇLÜ 2 Yrd. Doç.Dr. Pembe GÜÇLÜ SORU 1. Toplu sözleşme görüşmeleri sırasında bir şirket, yeni bir teşvik planının, üretimdeki bütün işçiler
İŞLETMECİLER İÇİN İSTATİSTİK II UYGULAMA III Yrd. Doç. Dr. Pembe GÜÇLÜ 2 Yrd. Doç.Dr. Pembe GÜÇLÜ SORU 1. Toplu sözleşme görüşmeleri sırasında bir şirket, yeni bir teşvik planının, üretimdeki bütün işçiler
Parti Bazında Kabul Örneklemesi
 KABUL ÖRNEKLEMESİ Hammadde, yarı mamul veya bitmiş (son) ürünün kabul / red kararının verilebilmesi için kullanılan bir yaklaşımdır. Kabul örneklemesi sadece partinin kabul / red kararı için kullanılır,
KABUL ÖRNEKLEMESİ Hammadde, yarı mamul veya bitmiş (son) ürünün kabul / red kararının verilebilmesi için kullanılan bir yaklaşımdır. Kabul örneklemesi sadece partinin kabul / red kararı için kullanılır,
Bölüm 3. Tanımlayıcı İstatistikler
 Bölüm 3 Tanımlayıcı İstatistikler 1 Tanımlayıcı İstatistikler Bir veri setini tanımak veya birden fazla veri setini karşılaştırmak için kullanılan ve ayrıca örnek verilerinden hareket ile frekans dağılışlarını
Bölüm 3 Tanımlayıcı İstatistikler 1 Tanımlayıcı İstatistikler Bir veri setini tanımak veya birden fazla veri setini karşılaştırmak için kullanılan ve ayrıca örnek verilerinden hareket ile frekans dağılışlarını
SÜREKLİ OLASILIK DAĞILIMI
 SÜREKLİ OLASILIK DAĞILIMI Normal Olasılık Dağılımı Akülerin dayanma süresi, araçların belli bir zamanda aldığı yol, bir koşuya katılanların bitirme süresi gibi sayılamayacak kadar çok değer alabilen sürekli
SÜREKLİ OLASILIK DAĞILIMI Normal Olasılık Dağılımı Akülerin dayanma süresi, araçların belli bir zamanda aldığı yol, bir koşuya katılanların bitirme süresi gibi sayılamayacak kadar çok değer alabilen sürekli
BÖLÜM 6 MERKEZDEN DAĞILMA ÖLÇÜLERİ
 1 BÖLÜM 6 MERKEZDEN DAĞILMA ÖLÇÜLERİ Gözlenen belli bir özelliği, bu özelliğe ilişkin ölçme sonuçlarını yani verileri kullanarak betimleme, istatistiksel işlemlerin bir boyutunu oluşturmaktadır. Temel
1 BÖLÜM 6 MERKEZDEN DAĞILMA ÖLÇÜLERİ Gözlenen belli bir özelliği, bu özelliğe ilişkin ölçme sonuçlarını yani verileri kullanarak betimleme, istatistiksel işlemlerin bir boyutunu oluşturmaktadır. Temel
BÖLÜM 5 MERKEZİ EĞİLİM ÖLÇÜLERİ
 1 BÖLÜM 5 MERKEZİ EĞİLİM ÖLÇÜLERİ Gözlenen belli bir özelliği, bu özelliğe ilişkin ölçme sonuçlarını yani verileri kullanarak betimleme, istatistiksel işlemlerin bir boyutunu oluşturmaktadır. Temel sayma
1 BÖLÜM 5 MERKEZİ EĞİLİM ÖLÇÜLERİ Gözlenen belli bir özelliği, bu özelliğe ilişkin ölçme sonuçlarını yani verileri kullanarak betimleme, istatistiksel işlemlerin bir boyutunu oluşturmaktadır. Temel sayma
H 0 : θ = θ 0 Bu sıfır hipotezi şunu ifade eder: Anakütle parametresi θ belirli bir θ 0
 YTÜ-İktisat İstatistik II Hipotez Testi 1 HİPOTEZ TESTİ: AMAÇ: Örneklem bilgisinden hareketle anakütleye ilişkin olarak kurulan bir hipotezin (önsavın) geçerliliğinin test edilmesi Genel notasyon: anakütleye
YTÜ-İktisat İstatistik II Hipotez Testi 1 HİPOTEZ TESTİ: AMAÇ: Örneklem bilgisinden hareketle anakütleye ilişkin olarak kurulan bir hipotezin (önsavın) geçerliliğinin test edilmesi Genel notasyon: anakütleye
yarnmaster DiGital online Quality Control
 Masters in Textile textile Quality Control Masters in textile Quality Control yarnmster facts yarnmster Optik iplik temizleme 045910/007t İPLİK VE YÜZEYLERİN DEĞERLENDİRİLMESİ Tekstil yüzeylerinin kalite
Masters in Textile textile Quality Control Masters in textile Quality Control yarnmster facts yarnmster Optik iplik temizleme 045910/007t İPLİK VE YÜZEYLERİN DEĞERLENDİRİLMESİ Tekstil yüzeylerinin kalite
İSTATİSTİK MHN3120 Malzeme Mühendisliği
 İSTATİSTİK MHN3120 Malzeme Mühendisliği CBÜ - Malzeme Mühendisliği Bölümü Ofis: Mühendislik Fakültesi A Blok Ofis no:311 Tel: 0 236 2012404 E-posta :emre.yalamac@cbu.edu.tr YARDIMCI KAYNAKLAR Mühendiler
İSTATİSTİK MHN3120 Malzeme Mühendisliği CBÜ - Malzeme Mühendisliği Bölümü Ofis: Mühendislik Fakültesi A Blok Ofis no:311 Tel: 0 236 2012404 E-posta :emre.yalamac@cbu.edu.tr YARDIMCI KAYNAKLAR Mühendiler
İSTATİSTİKSEL HATALAR VE ÖRNEKLEME HATASININ ÖLÇÜLMESİ
 İSTATİSTİKSEL HATALAR VE ÖRNEKLEME HATASININ ÖLÇÜLMESİ Yrd.Dop.Dr. Şehamet Bülbül (*) 1.GÎRÎŞ Herhangi bir konuda kaıar vermek veya tahmin yapabilmek için o konu ile ilgili birimler incelenerek gerekli
İSTATİSTİKSEL HATALAR VE ÖRNEKLEME HATASININ ÖLÇÜLMESİ Yrd.Dop.Dr. Şehamet Bülbül (*) 1.GÎRÎŞ Herhangi bir konuda kaıar vermek veya tahmin yapabilmek için o konu ile ilgili birimler incelenerek gerekli
ÖRNEKLEME DAĞILIŞLARI VE TAHMİNLEYİCİLERİN ÖZELLİKLERİ
 ÖRNEKLEME DAĞILIŞLARI VE TAHMİNLEYİCİLERİN ÖZELLİKLERİ TEMEL KAVRAMLAR PARAMETRE: Populasyonun sayısal açıklayıcı bir ölçüsüdür ve anakütledeki tüm elemanlar dikkate alınarak hesaplanabilir. Ana kütledeki
ÖRNEKLEME DAĞILIŞLARI VE TAHMİNLEYİCİLERİN ÖZELLİKLERİ TEMEL KAVRAMLAR PARAMETRE: Populasyonun sayısal açıklayıcı bir ölçüsüdür ve anakütledeki tüm elemanlar dikkate alınarak hesaplanabilir. Ana kütledeki
Mühendislikte İstatistiksel Yöntemler
 Mühendislikte İstatistiksel Yöntemler BÖLÜM 7 TAHMİNLER Yrd. Doç. Dr. Fatih TOSUNOĞLU 1 Tahmin (kestirim veya öngörü): Mevcut bilgi ve deneylere dayanarak olayın bütünü hakkında bir yargıya varmaktır.
Mühendislikte İstatistiksel Yöntemler BÖLÜM 7 TAHMİNLER Yrd. Doç. Dr. Fatih TOSUNOĞLU 1 Tahmin (kestirim veya öngörü): Mevcut bilgi ve deneylere dayanarak olayın bütünü hakkında bir yargıya varmaktır.
Şekil 1: Karde Esnek İplik Üretim Hattı Makine Parkı Yerleşimi
 Çukurova Üniversitesi, Tekstil Mühendisliği Bölümü Karde Esnek İplik Üretim Hattı; Eğitim-Öğretim, Ürün Geliştirme ve Ar-Ge Faaliyetleri için Hizmet Vermeye Başlamıştır 2005 yılının sonunda TTI Wuppertal
Çukurova Üniversitesi, Tekstil Mühendisliği Bölümü Karde Esnek İplik Üretim Hattı; Eğitim-Öğretim, Ürün Geliştirme ve Ar-Ge Faaliyetleri için Hizmet Vermeye Başlamıştır 2005 yılının sonunda TTI Wuppertal
Ders 1 Minitab da Grafiksel Analiz-I
 ENM 5210 İSTATİSTİK VE YAZILIMLA UYGULAMALARI Ders 1 Minitab da Grafiksel Analiz-I İstatistik Nedir? İstatistik kelimesi ilk olarak Almanyada devlet anlamına gelen status kelimesine dayanılarak kullanılmaya
ENM 5210 İSTATİSTİK VE YAZILIMLA UYGULAMALARI Ders 1 Minitab da Grafiksel Analiz-I İstatistik Nedir? İstatistik kelimesi ilk olarak Almanyada devlet anlamına gelen status kelimesine dayanılarak kullanılmaya
Gruplanmış serilerde standart sapma hesabı
 Gruplanmış serilerde standart sapma hesabı Örnek: Verilen gruplanmış serinin standart sapmasını bulunuz? Sınıflar f i X X X m i f i. m i m i - (m i - ) f i.(m i - ) 0 den az 3 4 den az 7 4 6 dan az 4 6
Gruplanmış serilerde standart sapma hesabı Örnek: Verilen gruplanmış serinin standart sapmasını bulunuz? Sınıflar f i X X X m i f i. m i m i - (m i - ) f i.(m i - ) 0 den az 3 4 den az 7 4 6 dan az 4 6
Tekrarlanabilirlik. Sapma, Tekrarlanabilirlik, Tekrar yapılabilirlik, Kararlılık, Doğrusallık. Sapma
 ÖLÇÜM SİSTEMİ ANALİZİ (MEASUREMENT SYSTEM ANALYSIS - MSA) Ölçüm Sistemi Varyansının Türleri Ölçüm sistemi hataları beş grupta ele alınır. Sapma Sapma, Tekrarlanabilirlik, Tekrar yapılabilirlik, Kararlılık,
ÖLÇÜM SİSTEMİ ANALİZİ (MEASUREMENT SYSTEM ANALYSIS - MSA) Ölçüm Sistemi Varyansının Türleri Ölçüm sistemi hataları beş grupta ele alınır. Sapma Sapma, Tekrarlanabilirlik, Tekrar yapılabilirlik, Kararlılık,
SÜREKLİ RASSAL DEĞİŞKENLER
 SÜREKLİ RASSAL DEĞİŞKENLER Sürekli Rassal Değişkenler Sürekli Rassal Değişken: Değerleriölçümyadatartımla elde edilen, bir başka anlatımla sayımla elde edilemeyen, değişkene sürekli rassal değişken denir.
SÜREKLİ RASSAL DEĞİŞKENLER Sürekli Rassal Değişkenler Sürekli Rassal Değişken: Değerleriölçümyadatartımla elde edilen, bir başka anlatımla sayımla elde edilemeyen, değişkene sürekli rassal değişken denir.
TOPRAKTA PH TAYİNİ YETERLİLİK TESTİ RAPORU TÜBİTAK ULUSAL METROLOJİ ENSTİTÜSÜ REFERANS MALZEMELERI LABORATUVARI. Rapor No: KAR-G3RM-400.2014.
 TOPRAKTA PH TAYİNİ YETERLİLİK TESTİ RAPORU TÜBİTAK ULUSAL METROLOJİ ENSTİTÜSÜ REFERANS MALZEMELERI LABORATUVARI Rapor No: KAR-G3RM-400.2014.02 Koordinatör: Dr. Fatma AKÇADAĞ 24 Aralık 2014 Gebze/KOCAELİ
TOPRAKTA PH TAYİNİ YETERLİLİK TESTİ RAPORU TÜBİTAK ULUSAL METROLOJİ ENSTİTÜSÜ REFERANS MALZEMELERI LABORATUVARI Rapor No: KAR-G3RM-400.2014.02 Koordinatör: Dr. Fatma AKÇADAĞ 24 Aralık 2014 Gebze/KOCAELİ
OLASILIK ve KURAMSAL DAĞILIMLAR
 OLASILIK ve KURAMSAL DAĞILIMLAR Kuramsal Dağılımlar İstatistiksel çözümlemelerde; değişkenlerimizin dağılma özellikleri, çözümleme yönteminin seçimi ve sonuçlarının yorumlanmasında önemlidir. Dağılma özelliklerine
OLASILIK ve KURAMSAL DAĞILIMLAR Kuramsal Dağılımlar İstatistiksel çözümlemelerde; değişkenlerimizin dağılma özellikleri, çözümleme yönteminin seçimi ve sonuçlarının yorumlanmasında önemlidir. Dağılma özelliklerine
TEKSTİL TEKNOLOJİSİ ALANI TEHLİKELİ VE ÇOK TEHLİKELİ İŞLERDE PAMUK İPLİKÇİLİĞİ KURS PROGRAMI
 T.C. MİLLÎ EĞİTİM BAKANLIĞI Hayat Boyu Öğrenme Genel Müdürlüğü TEKSTİL TEKNOLOJİSİ ALANI TEHLİKELİ VE ÇOK TEHLİKELİ İŞLERDE PAMUK İPLİKÇİLİĞİ KURS PROGRAMI Ankara, 2018 İ Ç İ N D E K İ L E R PROGRAMIN
T.C. MİLLÎ EĞİTİM BAKANLIĞI Hayat Boyu Öğrenme Genel Müdürlüğü TEKSTİL TEKNOLOJİSİ ALANI TEHLİKELİ VE ÇOK TEHLİKELİ İŞLERDE PAMUK İPLİKÇİLİĞİ KURS PROGRAMI Ankara, 2018 İ Ç İ N D E K İ L E R PROGRAMIN
TEMEL İSTATİSTİKİ KAVRAMLAR YRD. DOÇ. DR. İBRAHİM ÇÜTCÜ
 TEMEL İSTATİSTİKİ KAVRAMLAR YRD. DOÇ. DR. İBRAHİM ÇÜTCÜ 1 İstatistik İstatistik, belirsizliğin veya eksik bilginin söz konusu olduğu durumlarda çıkarımlar yapmak ve karar vermek için sayısal verilerin
TEMEL İSTATİSTİKİ KAVRAMLAR YRD. DOÇ. DR. İBRAHİM ÇÜTCÜ 1 İstatistik İstatistik, belirsizliğin veya eksik bilginin söz konusu olduğu durumlarda çıkarımlar yapmak ve karar vermek için sayısal verilerin
Lean Excellence. 10.11.2009 Farba Kalite Bölümü / Yan sanayi Proses Denetimleri
 10.11.2009 Farba Kalite Bölümü / Yan sanayi Proses Denetimleri 1 NUMUNE ONAYININ ALINMASI DOKUMANTASYONUN FARBA / PPAP GEREKLİLİKLERİNE GÖRE HAZIRLANMASI PROSES DENETİMİ (DENETİM SONUCU 80 PUAN) ÜRÜN ONAYI
10.11.2009 Farba Kalite Bölümü / Yan sanayi Proses Denetimleri 1 NUMUNE ONAYININ ALINMASI DOKUMANTASYONUN FARBA / PPAP GEREKLİLİKLERİNE GÖRE HAZIRLANMASI PROSES DENETİMİ (DENETİM SONUCU 80 PUAN) ÜRÜN ONAYI
45919007t. yarnmaster zenit
 45919007t yarnmaster zenit Daha iyi görmek için üretilmiştir ZENIT Önemli olan: En yeni nesil YarnMaster Zenit modeli ile LOEPFE optik iplik temizleyicilerin teknolojisini yeni bir seviyeye getirmede baæarılı
45919007t yarnmaster zenit Daha iyi görmek için üretilmiştir ZENIT Önemli olan: En yeni nesil YarnMaster Zenit modeli ile LOEPFE optik iplik temizleyicilerin teknolojisini yeni bir seviyeye getirmede baæarılı
İÜ ONKOLOJİ ENSTİTÜSÜ KALİTE KONTROL ve TEST KALİBRASYON PROSEDÜRÜ
 Sayfa No : 1 / 6 1. Amaç Tıbbi Biyokimya Laboratuvarında rastgele ve sistematik hataları önlemek, doğru ve güvenilir test sonuçları elde etmek için iç ve dış kalite kontrol yöntemleri, bakım-kalibrasyonu
Sayfa No : 1 / 6 1. Amaç Tıbbi Biyokimya Laboratuvarında rastgele ve sistematik hataları önlemek, doğru ve güvenilir test sonuçları elde etmek için iç ve dış kalite kontrol yöntemleri, bakım-kalibrasyonu
2 Hata Hesabı. Hata Nedir? Mutlak Hata. Bağıl Hata
 Hata Hesabı Hata Nedir? Herhangi bir fiziksel büyüklüğün ölçülen değeri ile gerçek değeri arasındaki farka hata denir. Ölçülen bir fiziksel büyüklüğün sayısal değeri, yapılan deneysel hatalardan dolayı
Hata Hesabı Hata Nedir? Herhangi bir fiziksel büyüklüğün ölçülen değeri ile gerçek değeri arasındaki farka hata denir. Ölçülen bir fiziksel büyüklüğün sayısal değeri, yapılan deneysel hatalardan dolayı
D.E.Ü. TEKSTİL MÜHENDİSLİĞİ ÖĞRENCİLERİNDEN GÜNEYDOĞU ANADOLU BÖLGESİNE TEKNİK GEZİ
 D.E.Ü. TEKSTİL MÜHENDİSLİĞİ ÖĞRENCİLERİNDEN GÜNEYDOĞU ANADOLU BÖLGESİNE TEKNİK GEZİ 23-25 Ekim 2013 tarihlerinde Dokuz Eylül Üniversitesi (D.E.Ü.) Tekstil Mühendisliği Bölümü 37 öğrenci ve 5 akademik personelden
D.E.Ü. TEKSTİL MÜHENDİSLİĞİ ÖĞRENCİLERİNDEN GÜNEYDOĞU ANADOLU BÖLGESİNE TEKNİK GEZİ 23-25 Ekim 2013 tarihlerinde Dokuz Eylül Üniversitesi (D.E.Ü.) Tekstil Mühendisliği Bölümü 37 öğrenci ve 5 akademik personelden
İSTATİSTİKSEL PROSES KONTROLÜ TEKNİKLERİ İLE KÖMÜR KALİTESİNDEKİ DEĞİŞKENLİĞİN BELİRLENMESİ
 MADENCİLİK, Cilt 45, Sayı 3, Sayfa 19-6, Eylül 006 Vol.45, No.3, pp 19-6, September 006 İSTATİSTİKSEL PROSES KONTROLÜ TEKNİKLERİ İLE KÖMÜR KALİTESİNDEKİ DEĞİŞKENLİĞİN BELİRLENMESİ Determination of Variation
MADENCİLİK, Cilt 45, Sayı 3, Sayfa 19-6, Eylül 006 Vol.45, No.3, pp 19-6, September 006 İSTATİSTİKSEL PROSES KONTROLÜ TEKNİKLERİ İLE KÖMÜR KALİTESİNDEKİ DEĞİŞKENLİĞİN BELİRLENMESİ Determination of Variation
İSTATİSTİK I KISA ÖZET KOLAYAOF
 DİKKATİNİZE: BURADA SADECE ÖZETİN İLK ÜNİTESİ SİZE ÖRNEK OLARAK GÖSTERİLMİŞTİR. ÖZETİN TAMAMININ KAÇ SAYFA OLDUĞUNU ÜNİTELERİ İÇİNDEKİLER BÖLÜMÜNDEN GÖREBİLİRSİNİZ. İSTATİSTİK I KISA ÖZET KOLAYAOF 2 Kolayaof.com
DİKKATİNİZE: BURADA SADECE ÖZETİN İLK ÜNİTESİ SİZE ÖRNEK OLARAK GÖSTERİLMİŞTİR. ÖZETİN TAMAMININ KAÇ SAYFA OLDUĞUNU ÜNİTELERİ İÇİNDEKİLER BÖLÜMÜNDEN GÖREBİLİRSİNİZ. İSTATİSTİK I KISA ÖZET KOLAYAOF 2 Kolayaof.com
BakNET İstatistiksel Kalite Kontrol Sistemi KULLANIM KILAVUZU
 BakNET İstatistiksel Kalite Kontrol Sistemi KULLANIM KILAVUZU ÇALIŞMA PROSESİ: 1) Öncelikle veri tabanındaki ürün listesinden ürün seçmek için ÜRÜN butonuna basılır. Ekranda, tartım istasyonuna atanmış
BakNET İstatistiksel Kalite Kontrol Sistemi KULLANIM KILAVUZU ÇALIŞMA PROSESİ: 1) Öncelikle veri tabanındaki ürün listesinden ürün seçmek için ÜRÜN butonuna basılır. Ekranda, tartım istasyonuna atanmış
ANADOLU ÜNİVERSİTESİ. ENM 317 Prof. Dr. Nihal ERGİNEL
 ANADOLU ÜNİVERSİTESİ ENM 317 Prof. Dr. Nihal ERGİNEL 2 ÖRNEKLEME Anakütleden n birimlik örnek alınması ve anakütle parametrelerinin örnekten tahmin edilmesidir. 3 ÖRNEKLEME ALMANIN NEDENLERİ Anakütleye
ANADOLU ÜNİVERSİTESİ ENM 317 Prof. Dr. Nihal ERGİNEL 2 ÖRNEKLEME Anakütleden n birimlik örnek alınması ve anakütle parametrelerinin örnekten tahmin edilmesidir. 3 ÖRNEKLEME ALMANIN NEDENLERİ Anakütleye
İSTATİSTİKSEL TAHMİNLEME. Örneklem istatistiklerinden hareketle ana kütle parametreleri hakkında genelleme yapmaya istatistiksel tahminleme denir.
 İSTATİSTİKSEL TAHMİNLEME Örneklem istatistiklerinden hareketle ana kütle parametreleri hakkında genelleme yapmaya istatistiksel tahminleme denir. 1 ŞEKİL: Evren uzay-örneklem uzay İstatistiksel tahmin
İSTATİSTİKSEL TAHMİNLEME Örneklem istatistiklerinden hareketle ana kütle parametreleri hakkında genelleme yapmaya istatistiksel tahminleme denir. 1 ŞEKİL: Evren uzay-örneklem uzay İstatistiksel tahmin
SUDA ph TAYİNİ YETERLİLİK TESTİ RAPORU TÜBİTAK ULUSAL METROLOJİ ENSTİTÜSÜ REFERANS MALZEMELERI LABORATUVARI. Rapor No: KAR-G3RM-240.2013.
 SUDA ph TAYİNİ YETERLİLİK TESTİ RAPORU TÜBİTAK ULUSAL METROLOJİ ENSTİTÜSÜ REFERANS MALZEMELERI LABORATUVARI Rapor No: KAR-G3RM-240.2013.02 Koordinatör: Dr. Fatma AKÇADAĞ 6 Ocak 2014 Gebze/KOCAELİ Bu yeterlilik
SUDA ph TAYİNİ YETERLİLİK TESTİ RAPORU TÜBİTAK ULUSAL METROLOJİ ENSTİTÜSÜ REFERANS MALZEMELERI LABORATUVARI Rapor No: KAR-G3RM-240.2013.02 Koordinatör: Dr. Fatma AKÇADAĞ 6 Ocak 2014 Gebze/KOCAELİ Bu yeterlilik
10. Bir ana kütle oranının tahmininde α = 0,05 ise kullanılan Z değeri nedir? A) 1,64 B) 1,84 C) 1,96 D) 2,28 E) 3,08
 1,64 B) 1,84 C) 1,96 D) 2,28 E) 3,08") 1. Tanımlanan ana kütleden rassal seçilen örneklemlerden hesaplanan istatistikler yardımı ile ilgili ana kütle parametrelerinin değerini araştırma sürecine ne ad verilir? A) İstatistiksel hata B) İstatistiksel
1. Tanımlanan ana kütleden rassal seçilen örneklemlerden hesaplanan istatistikler yardımı ile ilgili ana kütle parametrelerinin değerini araştırma sürecine ne ad verilir? A) İstatistiksel hata B) İstatistiksel
ANADOLU ÜNİVERSİTESİ. ENM317 Mühendislik İstatistiği İSTATİSTİKSEL TAHMİN Prof. Dr. Nihal ERGİNEL
 ANADOLU ÜNİVERSİTESİ ENM317 Mühendislik İstatistiği İSTATİSTİKSEL TAHMİN Prof. Dr. Nihal ERGİNEL İSTATİSTİKSEL TAHMİN Örnekten anakütle parametrelerinin tahmin edilmesidir. İki tür tahminleme yöntemi vardır:
ANADOLU ÜNİVERSİTESİ ENM317 Mühendislik İstatistiği İSTATİSTİKSEL TAHMİN Prof. Dr. Nihal ERGİNEL İSTATİSTİKSEL TAHMİN Örnekten anakütle parametrelerinin tahmin edilmesidir. İki tür tahminleme yöntemi vardır:
Tanımlayıcı İstatistikler. Yrd. Doç. Dr. Emre ATILGAN
 Tanımlayıcı İstatistikler Yrd. Doç. Dr. Emre ATILGAN 1 Tanımlayıcı İstatistikler Yer Gösteren Ölçüler Yaygınlık Ölçüleri Merkezi Eğilim Ölçüleri Konum Ölçüleri 2 3 Aritmetik Ortalama Aritmetik ortalama,
Tanımlayıcı İstatistikler Yrd. Doç. Dr. Emre ATILGAN 1 Tanımlayıcı İstatistikler Yer Gösteren Ölçüler Yaygınlık Ölçüleri Merkezi Eğilim Ölçüleri Konum Ölçüleri 2 3 Aritmetik Ortalama Aritmetik ortalama,
İstatistik ve Olasılık
 İstatistik ve Olasılık Ders 2: Prof. Dr. İrfan KAYMAZ Tanım İnceleme sonucu elde edilen ham verilerin istatistiksel yöntemler kullanılarak özetlenmesi açıklayıcı istatistiği konusudur. Açıklayıcı istatistikte
İstatistik ve Olasılık Ders 2: Prof. Dr. İrfan KAYMAZ Tanım İnceleme sonucu elde edilen ham verilerin istatistiksel yöntemler kullanılarak özetlenmesi açıklayıcı istatistiği konusudur. Açıklayıcı istatistikte
ARALIK TAHMİNİ (INTERVAL ESTIMATION):
:") YTÜ-İktisat İstatistik II Aralık Tahmini I 1 ARALIK TAHMİNİ INTERVAL ESTIMATION): Nokta tahmininde ilgilenilen anakütle parametresine ilişkin örneklem bilgisinden hareketle tek bir sayı üretilir. Bir nokta
YTÜ-İktisat İstatistik II Aralık Tahmini I 1 ARALIK TAHMİNİ INTERVAL ESTIMATION): Nokta tahmininde ilgilenilen anakütle parametresine ilişkin örneklem bilgisinden hareketle tek bir sayı üretilir. Bir nokta
RGKLM-2015/02 BAL NUMUNESİ (HMF-NEM) LABORATUVARLAR ARASI KARŞILAŞTIRMA(LAK) TESTİ SONUÇ RAPORU
 LABORATUVARLAR ARASI KARŞILAŞTIRMA(LAK) TESTİ SONUÇ RAPORU") RGKLM-2015/02 BAL NUMUNESİ (HMF-NEM) LABORATUVARLAR ARASI KARŞILAŞTIRMA(LAK) TESTİ SONUÇ RAPORU 1 Laboratuvarlar arası karşılaştırma test numunesinin hazırlanması ve çevrimin organizasyonunda görev alan
RGKLM-2015/02 BAL NUMUNESİ (HMF-NEM) LABORATUVARLAR ARASI KARŞILAŞTIRMA(LAK) TESTİ SONUÇ RAPORU 1 Laboratuvarlar arası karşılaştırma test numunesinin hazırlanması ve çevrimin organizasyonunda görev alan
Ölçüm Sisteminin Analizi Measurement System Analysis. Dr. Nihal Erginel
 Ölçüm Sisteminin Analizi Measurement System Analysis Dr. Nihal Erginel TOPLAM DEĞİŞKENLİK Süreçten kaynaklanan değişkenlik Ölçüm sisteminden kaynaklanan değişkenlik Süreç Değişkenlik Kaynakları Hammadde
Ölçüm Sisteminin Analizi Measurement System Analysis Dr. Nihal Erginel TOPLAM DEĞİŞKENLİK Süreçten kaynaklanan değişkenlik Ölçüm sisteminden kaynaklanan değişkenlik Süreç Değişkenlik Kaynakları Hammadde
ENM 5210 İSTATİSTİK VE YAZILIMLA UYGULAMALARI. Nokta Grafikleri. Ders 2 Minitab da Grafiksel Analiz-II Tanımlayıcı İstatistikler
 ENM 5210 İSTATİSTİK VE YAZILIMLA UYGULAMALARI Nokta Grafikleri Nokta grafikleri örnek veri dağılımlarını değerlendirmek ve karşılaştırmak için kullanılır. Bir nokta grafiği örneklem verilerini gruplandırır
ENM 5210 İSTATİSTİK VE YAZILIMLA UYGULAMALARI Nokta Grafikleri Nokta grafikleri örnek veri dağılımlarını değerlendirmek ve karşılaştırmak için kullanılır. Bir nokta grafiği örneklem verilerini gruplandırır
TOPLAM KALİTE YÖNETİMİ
 SAKARYA ÜNİVERSİTESİ TOPLAM KALİTE YÖNETİMİ Hafta 13 Yrd. Doç. Dr. Semra BORAN Bu ders içeriğinin basım, yayım ve satış hakları Sakarya Üniversitesi ne aittir. "Uzaktan Öğretim" tekniğine uygun olarak
SAKARYA ÜNİVERSİTESİ TOPLAM KALİTE YÖNETİMİ Hafta 13 Yrd. Doç. Dr. Semra BORAN Bu ders içeriğinin basım, yayım ve satış hakları Sakarya Üniversitesi ne aittir. "Uzaktan Öğretim" tekniğine uygun olarak
KALİTE KAVRAMI ve UNSURLARI
 KALİTE KAVRAMI ve UNSURLARI Kalite, bir ürün veya hizmet ile ilgili özelliklerin, belirlenen veya olabilecek ihtiyaçları karşılama derecesidir. Kalite Sözlüğü Kalite, genel olarak günlük konuşmalarda
KALİTE KAVRAMI ve UNSURLARI Kalite, bir ürün veya hizmet ile ilgili özelliklerin, belirlenen veya olabilecek ihtiyaçları karşılama derecesidir. Kalite Sözlüğü Kalite, genel olarak günlük konuşmalarda
MAKİNE ELEMANLARI DERS SLAYTLARI
 MAKİNE ELEMANLARI DERS SLAYTLARI TOLERANSLAR P r o f. D r. İ r f a n K A Y M A Z P r o f. D r. A k g ü n A L S A R A N A r ş. G ör. İ l y a s H A C I S A L I H O Ğ LU Tolerans Gereksinimi? Tasarım ve üretim
MAKİNE ELEMANLARI DERS SLAYTLARI TOLERANSLAR P r o f. D r. İ r f a n K A Y M A Z P r o f. D r. A k g ü n A L S A R A N A r ş. G ör. İ l y a s H A C I S A L I H O Ğ LU Tolerans Gereksinimi? Tasarım ve üretim
İSTATİSTİK. Hafta 7.2 Kesikli Olasılık Dağılımları Poisson Dağılımı. Yrd. Doç. Dr. H. İbrahim CEBECİ
 İSTATİSTİK Hafta 7.2 Kesikli Olasılık Dağılımları Simeon Poisson a atfen isimlendirilen dağılım, bir örnek uzayın belli bir bölgesi veya zamanındaki olayların sayısının incelendiği kesikli bir olasılık
İSTATİSTİK Hafta 7.2 Kesikli Olasılık Dağılımları Simeon Poisson a atfen isimlendirilen dağılım, bir örnek uzayın belli bir bölgesi veya zamanındaki olayların sayısının incelendiği kesikli bir olasılık
İÇ KALİTE KONTROL VE KONTROL DİYAGRAMLARI
 Akreditasyon Danışmanlık Konusunda 25 yıllık bilgi ve deneyimini sizinle paylaşmak için! İÇ KALİTE KONTROL VE KONTROL DİYAGRAMLARI İbrahim AKDAĞ Kimya Mühendisi ATAKENT 3.ETAP B.32 Blok D.14 Atakent Mah.
Akreditasyon Danışmanlık Konusunda 25 yıllık bilgi ve deneyimini sizinle paylaşmak için! İÇ KALİTE KONTROL VE KONTROL DİYAGRAMLARI İbrahim AKDAĞ Kimya Mühendisi ATAKENT 3.ETAP B.32 Blok D.14 Atakent Mah.