GEÇMELER (ALIŞTIRMALAR)
|
|
|
- Özgür Alptekin
- 5 yıl önce
- İzleme sayısı:
Transkript

1 GEÇMELER (ALIŞTIRMALAR) Fits İmal edilen parçaların montaj sırasında bir başka parçayla eşleşmesi gerekir. Montajdan önceki boyutlarına göre delik ve mil şeklinde monte edilen iki eşleşen parça arasındaki ilişkiye geçme adı verilir. İdeal geçme, eşleşen parçaların görevlerini uygun şekilde yapmaları halidir. Delik ve milin gerçek boyutlarına bağlı olarak üç temel geçme çeşiti tanımlanabilir:

2 GEÇMELER (ALIŞTIRMALAR) 1. Boşluklu geçme 2. Sıkı geçme 3. Ara geçme Boşluklu geçme: İzin verilebilir en büyük mil çapı, en küçük delik çapından daha küçüktür. Bu çeşit geçme daima boşluk bırakır. Küçük boşluklar, araç yardımı olmaksızın kolaylıkla monte edilen hassas geçmeler sağlar. Parçaların birbirine göre hareketi gerekli olduğunda büyük boşluklar verilir, mesela burç içinde dönen mil. Boşluklu geçme halinde, boyutlar arasındaki fark daima pozitifdir. Boşluklu geçme yandaki şekilde gösterilmiştir.
3 GEÇMELER (ALIŞTIRMALAR) Sıkı geçme: İzin verilebilir en küçük mil çapı, en büyük delik çapından daha büyüktür. Bu çeşit geçme, sıkılık sağlar. Sıkı geçme, hareketsiz geçme biçimidir. İki parça sıkı geçme ile monte edilecekse araç gerelidir. İki eşleşen parça sıkı geçme ile monte edildiğinde artık tek bir parça gibi hareket eder. Parçaları monte etmek için ısıtma veya soğutma gerekebilir. Sıkı geçmede boyutlar arasındaki fark daima negatifdir.

4 Geçme Çeşitleri Boşluklu geçme = Tolerans verilmiş iki eşleşen parça, monte edildiğinde daima boşluk veya aralık kaldığında söz konusu olur. Sıkı geçme = Tolerans verilmiş iki eşleşen parça, monte edildiğinde daima sıkılık olduğunda söz konusu olur.

5 Geçme Çeşitleri Ara (Belirsiz) geçme = Tolerans verilmiş iki eşleşen parça, monte edildiğinde bazen sıkı bazen boşluklu geçme olduğunda söz konusu olur.
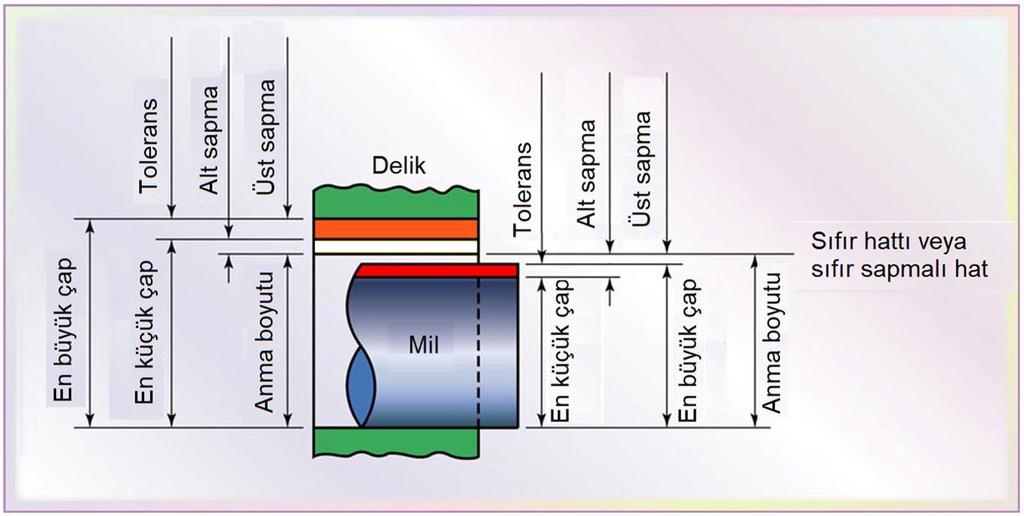
6 Geçmelerde Genel Terminoloji Boyut: Parçanın büyüklüğünü gösteren sayısal değer. Delik ve mil tarifinden gidildiği için boyut terimi çap ve uzunlukları kapsamaktadır. Anma boyutu: Bu, tüm boyut sınırlarının kendisine göre türetildiği boyuttur. Temel veya anma boyutu, boyutsal sapmaların verildiği temel büyüklük olarak tanımlanır. Bu genel olarak her iki bileşen için de aynıdır. Gerçek boyut: İmalat sonrası ölçme yolu ile elde edilen boyuttur. Boyut sınırları: Belirli bir boyut için izin verilen kabul edilebilir en büyük ve en küçük boyutlardır. Operatörün, parçayı bu sınırlar içinde imal etmesi beklenir. En büyük boyut sınırı, boyutun iki sınırından daha büyük olanı iken en küçük boyut sınırı, boyutun iki sınırından daha küçük olanıdır. Tolerans: Bir boyutun büyüklüğünde izin verilen toplam değişimdir. Yani, en büyük ve en küçük boyut sınırları arasındaki fark. Her zaman pozitiftir. Pay: Bu, minimum boşluk ve maksimum sıkılık arasındaki farktır. Pay, positif veya negatif olabilir. Pozitif pay boşluklu geçmeyi negatif pay sıkı geçmeyi gösterir.
7 Geçmelerde Genel Terminoloji Sınıflama: Bu, tolerans büyüklüğünün bir göstergesidir; daha düşük not, daha ince tolerans demektir. Sapma: Bir boyut ile buna karşılık gelen anma boyutu arasındaki cebirsel farktır. Pozitif, negatif veya sıfır olabilir. Üst sapma: En büyük boyut sınırı ile anma boyutu arasındaki cebirsel farktır. Delik için ES ve mil için es ile gösterilir. Alt sapma: En küçük boyut sınırı ile anma boyutu arasındaki cebirsel farktır. Delik için EI ve mil için ei ile gösterilir. Gerçek sapma: Gerçek boyut ile karşılık gelen anma boyutu arasındaki cebirsel fark
8 Geçmelerde Genel Terminoloji Sıfır hattı (çizgisi): Bu hat, sıfır sapmalı hat olarak da bilinir. Gelenek, sıfır hattını, yukarıda belirtilen pozitif sapmalarla ve aşağıda belirtilen negatif sapmalarla yatay olarak çizmektir. Sıfır hattı, grafik gösterimde anma boyutunu temsil eder. Mil ve delik: Bu terimler, herhangi bir şeklin dış ve iç unsurlarını tanımlamak için kullanılır. Silindirik olması gerekli değildir. Geçme: Montajdan önce boyutsal farka nispetle delik ve mil şeklindeki iki eşleşen parça arasındaki mevcut ilişkidir. Boşluklu, ara ve sıkı geçme olmak üzere üç şekilde olabilir.
9
10 Silindirik Alıştırmalar (Geçmeler) Birim (Normal) Delik Sistemi, Boyut Deliğe verilir Birim (Normal) Mil Sistemi, Boyut Mile verilir Birim (Normal) Delik Sistemi, Delik çapı sabittir, mil çapı gerekli boşluğu ( minimum delik çapı daima anma boyutudur) sağlamak için daha büyük veya daha küçük boyuta değiştirilir. Birim (Normal) Mil Sistemi, Mil çapı sabittir, delik çapı gerekli boşluğu ( maksimum mil çapı daima anma boyutudur) sağlamak için daha büyük veya daha küçük boyuta değiştirilir. Birim Delik Sistemi, matkap ve raybaların atölyede mevcudiyetinden dolayı tercih edilir. Ancak transmisyon sistem yatakları mile uydurulduğu (boşluklandırıldığı) için mil sistemi kullanılır. Delikler büyük harf ile miller ise küçük harf ile gösterilir. Delik: H Mil:h
11 Birim Delik ve Mil İçin Temel Sapma Harfleri. Delik için "A" dan"h" ya kadar değerler pozitif (+)dir, Mil için "a" dan"h" ya kadar negatif (-) dir. Delik için "J" den "K" ya kadar ya positif (+) ya da negatif (-) dir, Mil için "j" den "k" ya kadar ya positif (+) ya da negatif (-) dir.

12 Birim Delik Sistemi Birim delik sistemi, delik ve mil topluluğuna uygulanacak toleranslara kullanılır. Deliğin alt sapması sıfırdır.
13 Boşluklu Geçme (ör. 50H7/f6) Önce şekil sembolü verilmiştir. 50 anma boyutunu milimetre olarak gösterir. Büyük harf H deliği ve küçük harf f mili gösterir. Harf, sıfır hattına göre tolerans bölgesinin konumunu gösterir. Rakam tolerans bölgesinin genişliğini gösterir.
14 Boşluklu Geçme ( H7/f6 )
15 Boşluklu Geçme ( H7/f6 )
16 Ara Geçme İşlenen mil ve deliğin belirtilen tolerans bölgeleri içinde gerçek boyutlarına bağlı olarak boşluklu veya sıkı geçmeden biri olabilir.
17 Ara Geçme ( ör. H7/j6 )
18 Ara Geçme ( H7/j6 )
19 Ara Geçme ( H7/j6 )
20 Sıkı Geçme Eşleşen parçalar, en küçük mil çapı en büyük delik çapından daha geniş sınır değerlerine sahiptir.
21 Sıkı Geçme ( H7/n6 )
22 Sıkı Geçme ( H7/n6 )
23 Sıkı Geçme ( H7/n6 )
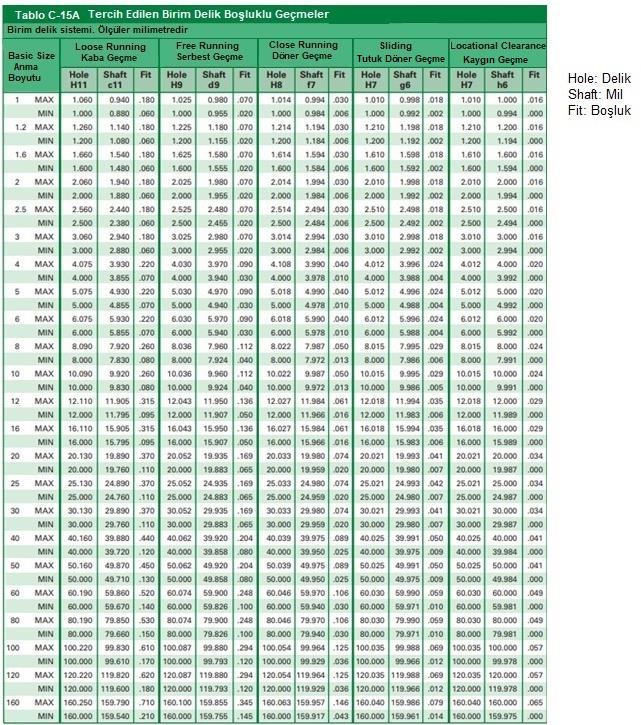
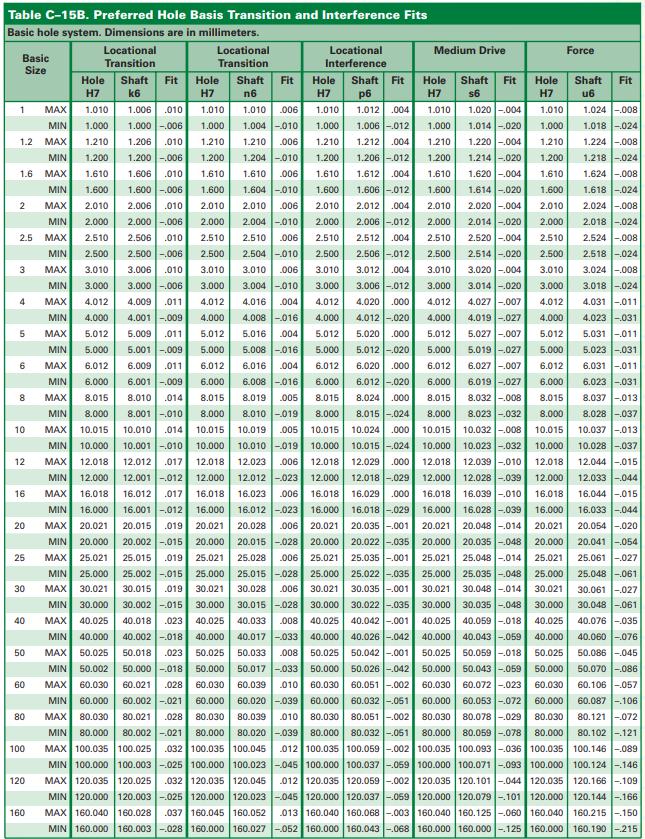
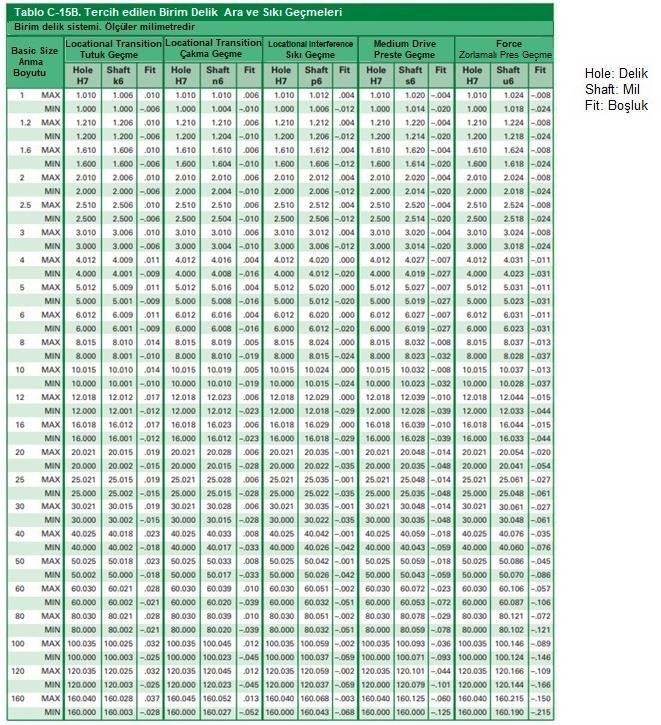
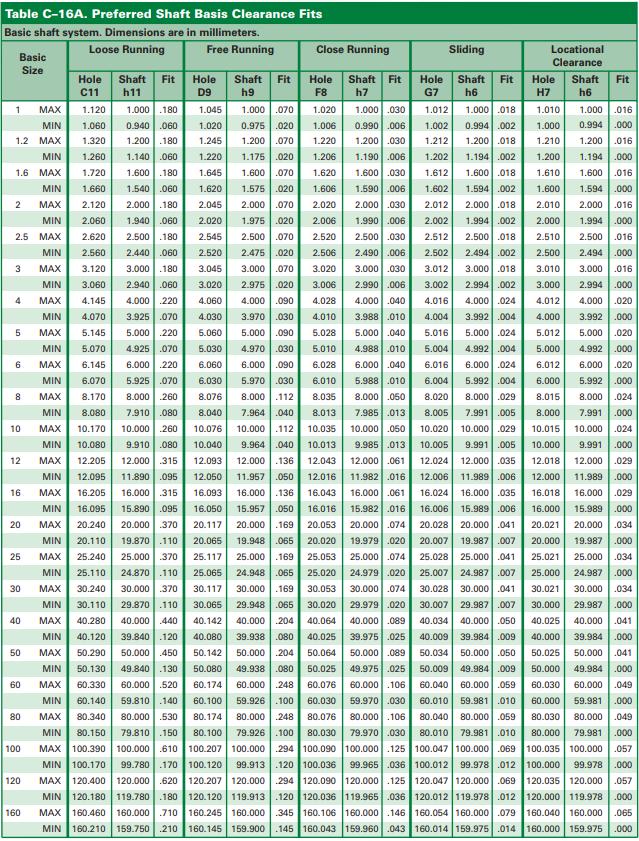
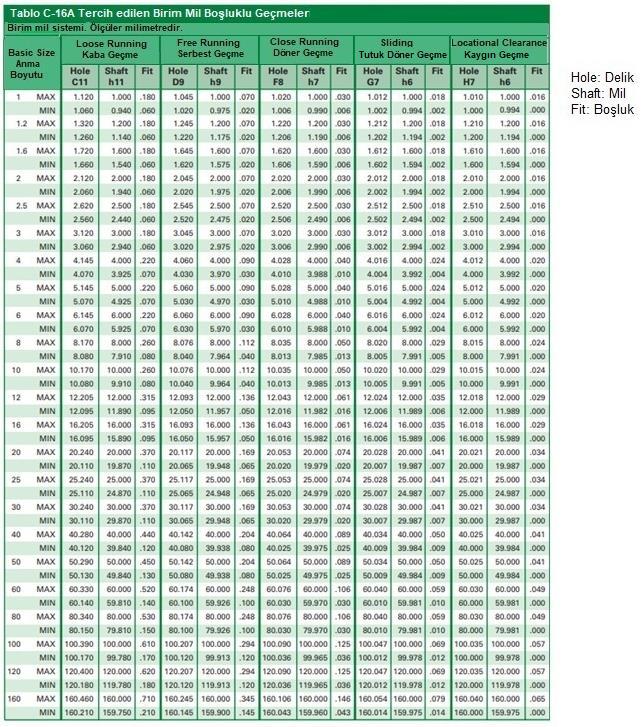
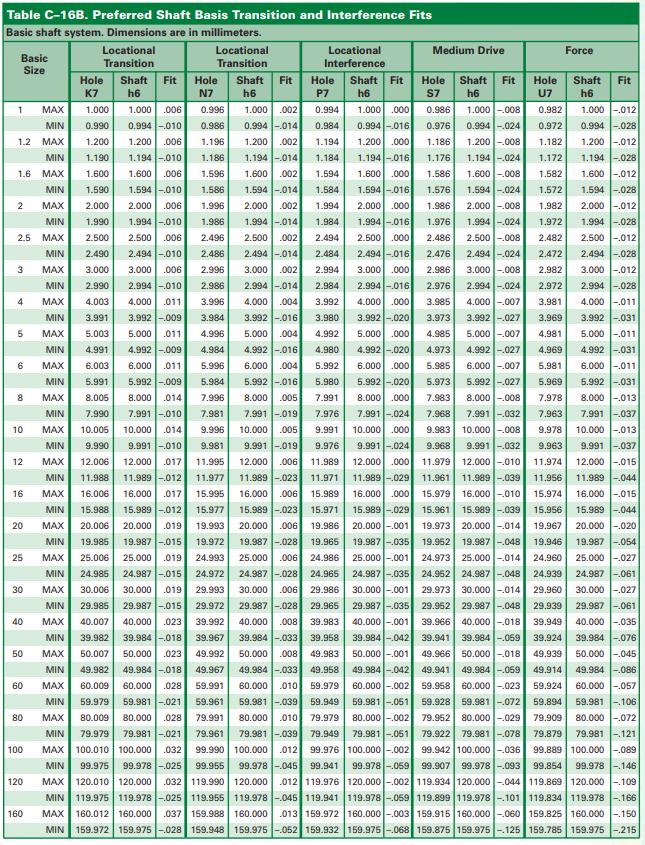
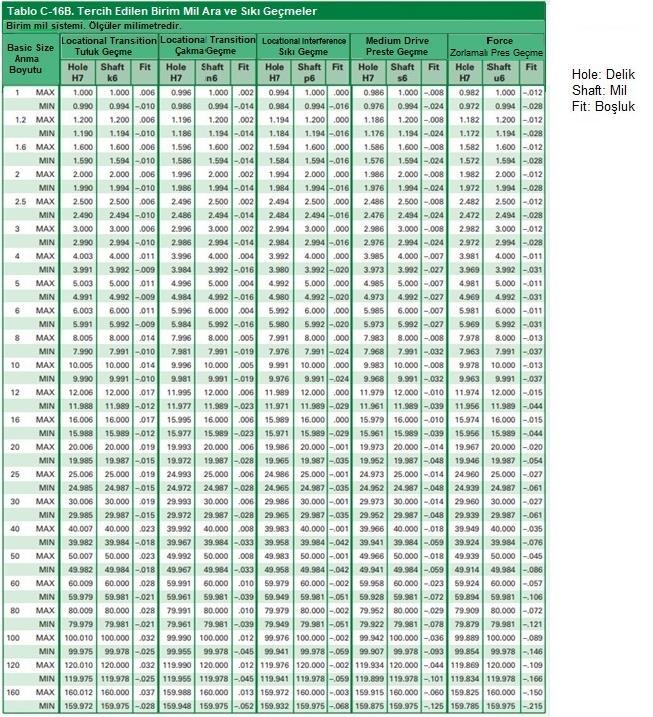
24 Sıkılık artar Boşluk artar Tablo C-14. Tercih edilen metrik geçme tanımları Boşluklu Geçmeler (Alıştırmalar) ISO Sembolü Birim Delik Birim Mil Tanımlama, Kullanılma yerleri H11/c11 C11/h11 Dış parçalar üzerindeki geniş ticari tolerans ve paylar için kaba geçme H9/d9 D9/h9 Hassaslığın esas olduğu yerlerdeki kullanımlar için değil, geniş sıcaklık değişimleri, yüksek hızlar ve ağır muylu basınçları için iyi olan serbest geçme H8/f7 F8/h7 Hassas makinaların çalışması ve orta hızlar ve muylu basınçlarında hassas yerleşim için döner geçme H7/g6 G7/h6 Serbestçe hızlı dönmeyecek ancak serbestçe hareket edip dönecek tutuk döner geçme H7/h6 H7/h6 Kolayca sökülüp takılması yapılabilecek sabit parçaların yerleşmesi için yüzeyleri yağlanarak geçirilen elemanlar için kaygın geçme Ara Geçmeler H7/k6 K7/h6 Boşluklu ve sıkı arasında doğru yerleşim yerinde tutuk geçme Sıkı Geçmeler H7/n6 N7/h6 Daha büyük sıkılığa izin verilen yerlerde daha fazla doğru yerleşim için çakma geçme H7/p6 P7/h6 Özel delik basıncı ihtiyacı olmaksızın yerleşimin hassaslığı ile birlikte rijitlik ve hizalama gerektiren parçalar için sıkı geçme H7/s6 S7/h6 Normal çelik parçalar veya hafif kesitler üzerindeki sıkı geçmeler, dökme demirle kullanılabilir daha sıkı geçme için pres geçme. H7/u6 U7/h6 Yüksek baskı altındaki parçalar veya ağır baskı kuvvetlerinin gerektiği sıkı geçmeler için zorlamalı pres geçme.

 vb.). Alıştırmayı, sütunların birinin üstünde bulunuz. b. İşlenen mil veya deliğin anma büyüklüğünü ihtiva eden satırı solda bulunuz.")
25 Alıştırmalara (Geçmelere) bakış. ISO Standardında tercih edilen metrik Birim Delik Boşluklu Alıştırmaları listeleyen tablonun bir kısmı aşağıda verilmiştir. a. Gerekli alıştırma çeşitlini tespit ediniz. (ör. Kaba geçme (loose running), serbest geçme (free running) vb.). Alıştırmayı, sütunların birinin üstünde bulunuz. b. İşlenen mil veya deliğin anma büyüklüğünü ihtiva eden satırı solda bulunuz. c. Doğru değerleri bulmak için sütun ve satırın kesiştiği yeri bulunuz. d. Örnek: 25 mm lik anma çapına (basic size/nominal size) sahip Kaba geçme (Loose running) sistemi

26 1. Örnek Boşluklu Alıştırma


27 2. Örnek Ara (Belirsiz) Alıştırma


28 3. Örnek Sıkı Alıştırma
29
30
31
32
33 IV- Alıştırmaların seçilmesi: Makine parçaları imal edilirken hangi tolerans sistemi kullanılmalıdır. Parçaya verilecek boşluk ve sıkılıkların ne kadar olacağı aşağıda yazılanlar dikkate alınarak seçilmelidir. Parçaların hareketi (dönme, kayma), birbirine temas eden yerlerin uzunlukları, çalışma sistemleri, çalışma sıcaklıkları ve benzeri durumlar dikkate alınır. Bunun yanı s ıra, deliklerin imalatı millere göre daha zor olduğundan alıştırmada milin delikten daha hassas yapılmasına dikkat edilmelidir. V- Tavsiye edilen alıştırmalar: ISO tolerans sisteminde mil ve deliklerin tolerans alanlarıyla bunların meydana getirdiği çeşitli alıştırmalar, Çizelgeler halinde verilmiştir. Standart olan makine parçalarının (cıvata, kama, pim perçin, rulman vb.) alıştırma kaliteleri, ilgili standartlarında ayrıca belirtilmiştir. Tablo 15.5 ve Tablo 15.6 da dikdörtgen içine alınan değerler, ISO tarafından da tavsiye edilen tolerans değerleridir. Bunların dışında makine imalatında tavsiye edilen alıştırmalar Tablo 15.7 de verilmiştir. Daha önce de belirtildiği gibi ISO tarafından tavsiye edilen tolerans değerleri Tablo da verilmiştir.
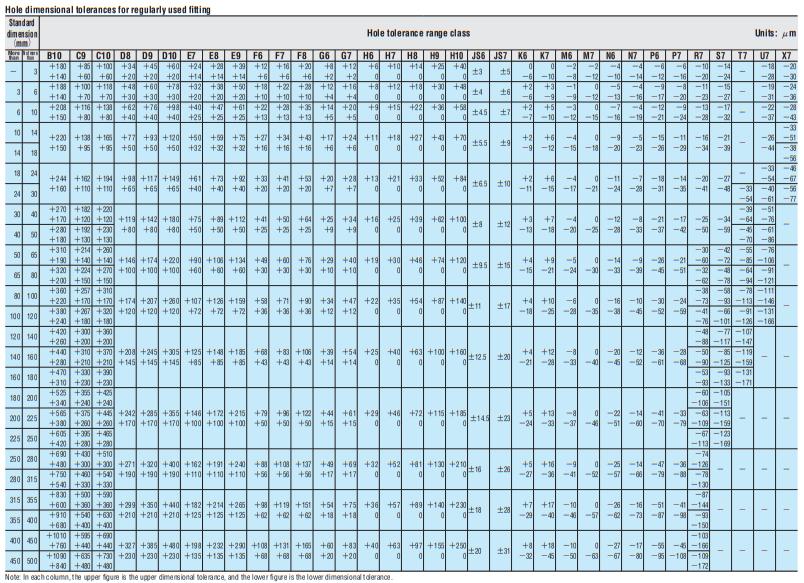
34 Normal delik sisteminin tercih edilen geçmeleri (ISO 286-1:2010) Delik Boyutu Boşluklu Geçmeler (Clearance Fits) Miller için Tolerans Sınıfları Ara (Belirsiz) Geçmeler (Transition Fits) H6 g5 h5 js5 k5 m5 n5 p5 Sıkı Geçmeler (Interference Fits) H7 f6 g6 h6 js6 k6 m6 n6 p6 r6 s6 t6 u6 x6 H8 e7 f7 h7 js7 k7 m7 s7 u7 d8 e8 f8 h8 H9 d8 e8 f8 h8 H10 b9 c9 d9 e9 h9 H11 b11 c11 d10 h10 Normal mil sisteminin tercih edilen geçmeleri (ISO 286-1:2010) Mil Boyutu Boşluklu Geçmeler (Clearance Fits) Delikler için Toleranslar Ara (Belirsiz) Geçmeler (Transition Fits) h5 G6 H6 JS6 K6 M6 N6 P6 Sıkı Geçmeler (Interference Fits) h6 F7 G7 H7 JS7 K7 M7 N7 P7 R7 S7 T7 U7 X7 h7 E8 F8 H8 h8 D9 E9 F9 H9 E8 F8 H8 h9 D9 E9 F9 H9 B11 C10 D10 H10 Not: Ekonomik nedenlerle, bir uyum için ilk seçim, mümkünse yeşil renkle gösterilen tolerans sınıflarından yapılmalıdır
) Tercih edilen birim mil sistemi, standart büyüklükte imal")
35 Tercih Edilen Birim Mil Geçmeleri (ANSIB (R1984)) Tercih edilen birim mil sistemi, standart büyüklükte imal edilen miller için kullanılır.

36 Tercih Edilen Birim Delik Geçmeleri Tercih edilen birim delik sistemi, deliklere girecek miller için uygulanacak toleranslarda kullanılır. Minimum delik, tolerans ve boşlukların uygulandığı anma boyutuna atanır. Bu sistem, delik üretmek için kullanılan standart raybalardan ve delik büyüklüklerini doğru şekilde kontrol etmek için kullanılan standart boyutlu «GEÇER MASTAR» dan dolayı sanayide geniş şekilde uygulanmaktadır.
37
38
39
40

41 Sorular 1. Birim mil sistemi, Birim Delik Sistemine göre niçin tercihen kullanılır? 2. Birim Delik Sistemi tablolarını kullanarak mil ve göbeğin eksik boyutlarını hesaplayınız. Çizimi tolerans boyutlarını vererek tamamlayınız.

42 3. Birim mil sistem tablolarını kullanarak mil ve göbeğin eksik boyutlarını hesaplayınız. Çizimi tolerans boyutlarını vererek tamamlayınız. 4. Birim delik ve birim mil tablolarında verilen tolerans birimleri nelerdir?

43 5. Çap 62 H7-f8 geçmesi mil ve delik için tolerans değerlerini hesaplayınız. Delik için üst ve alt değerleri hesaplayınız Üst = Alt = Mil için üst ve alt değerleri hesaplayınız Üst = Alt = Boyut toleranslarını detay çizime ekleyiniz. Her ne kadar Normal Delik ve Normal Mil Sistemleri, fonksiyonel özellikler bakış açısından eşit ise de tercihen Normal Delik Sistemi kullanılır.
44 ra (belirsiz) geçme içle Elle itme (kakma) Kaygın geçme Tutuk döner ge Parçalar, bir başkasına göre hareket edebilir Döner geçme Boşluklu geçme Serbest geçme Kaba geçme H6 H7 H8 H9 Uygulanabilir parça Fonksiyonel sınıflandırma Uygulama örneği c9 Özellikle geniş bir boşluk barındıran veya gerektiren hareketli parça Montajı kolaylaştırmak için geniş boşluk bulunduran parça Yüksek sıcaklıklarda bile uygun boşluk gerektiren parça Görevi sebebiyle büyük boşluk gerektiren parça: Genişler. Büyük konumsal hata. Uzun bağlama boyu Azaltılması gereken maliyet: İmalat maliyeti Bakım maliyeti Piston segmanı ve piston segmanı yuvası Gevşek ayar pimi ile bağlama d9 d9 Geniş bir boşluk bulunduran veya gerektiren parça Krank kolu ve pim yatağı e7 e8 e9 Yeterli genişlikte boşluklu parça veya boşluk gerektiren hareketli parça Yeterli genişlikte boşluk ve iyi yağlanmış yatak Yüksek sıcaklık, yüksek hız ve yüksek yüke maruz kalan yatak f6 f7 f7 f8 Uygun boşluk sağlayan ve harekete izin veren geçme (yüksek kaliteli geçme) Gres veya yağ ile yağlamalı düzenli normal sıcaklıkta çalışan yatak g5 g6 Hafif yük altında hassas makinanın sürekli dönen parçası Harekete izin veren dar boşluklu geçme (tapa, konumlama) Yüksek hassasiyetli kayar parça h5 h6 h7 h8 h5 h6 js6 h9 Yağlayıcı kullanıldığında elle harekete izin veren geçme (yüksek kalitede konumlama) Yüksek hassasiyette kayan özel parça Önemsiz sabit parça Çok küçük bir müdahale ile yerleşen montaj parçası Birimler kullanıldığı yerde parçaların her ikisini de kilitleyen yüksek hassasiyette konumlama Ağaç tokmak veya kurşun çekiç kullanarak takılabilir/sökülebilir geçme js5 k6 Takma/sökme için demir çekiç veya el baskısı gerektiren geçme (içteki milin dönmesinden kaçınmak için bir anahtar veya başka bir cihaz gereklidir) Hassas konumlama Normal dönen veya kayan parça (iyi yağlanmış olmalıdır) Normal bağlama parçası (sık sık sökülen) Hemen hemen hiç boşluk olmaksızın hassas hareket gerektiren parça Parçaya zarar vermeden sökmek zordur Geçme kuvveti, kuvvet iletimi için tek başına yeterli değildir. Egzoz valfi kutusu ve yaylı yatak sürgü parçası Piston segmanı ve piston segmanı yuvası Ekzos valfi yatağının geçmesi Krank mili ana yatağı Düzenli kayar parça sıyırma cıvatası (e9) Soğutma egzoz valfi kutusunun yerleştirildiği parça Normal mil burcu Bağlantı cihazı pim ve kolu Anahtar ve anahtar yuvası Hassas kontrol valfi mili (g6) Jant ve göbek bağlantısı Hassas dişli cihazındaki dişli bağlantısı Tespit pimi (h7) İki kavrama flanşı geçmesi Regülatör yolu ve pimi Ayar mili dişlisi ve göbeği Dişli pompa mili ve gövde geçmesi Rayba civatası
45 Parçalar, bir başkasına göre hareket edebilir Boşluklu geçme Kaba geçme Döner geçme Tutuk döner ge Serbest geçme H6 H7 H8 H9 Uygulanabilir parça Fonksiyonel sınıflandırma Uygulama örneği c9 Özellikle geniş bir boşluk barındıran veya gerektiren hareketli parça Montajı kolaylaştırmak için geniş boşluk bulunduran parça Yüksek sıcaklıklarda bile uygun boşluk gerektiren parça Görevi sebebiyle büyük boşluk gerektiren parça: Genişler. Büyük konumsal hata. Uzun bağlama boyu Azaltılması gereken maliyet: İmalat maliyeti Bakım maliyeti Piston segmanı ve piston segmanı yuvası Gevşek ayar pimi ile bağlama d9 d9 Geniş bir boşluk bulunduran veya gerektiren parça Krank kolu ve pim yatağı e7 e8 e9 Yeterli genişlikte boşluklu parça veya boşluk gerektiren hareketli parça Yeterli genişlikte boşluk ve iyi yağlanmış yatak Yüksek sıcaklık, yüksek hız ve yüksek yüke maruz kalan yatak f6 f7 f7 f8 Uygun boşluk sağlayan ve harekete izin veren geçme (yüksek kaliteli geçme) Gres veya yağ ile yağlamalı düzenli normal sıcaklıkta çalışan yatak g5 g6 Hafif yük altında hassas makinanın sürekli dönen parçası Harekete izin veren dar boşluklu geçme (tapa, konumlama) Yüksek hassasiyetli kayar parça Normal dönen veya kayan parça (iyi yağlanmış olmalıdır) Normal bağlama parçası (sık sık sökülen) Hemen hemen hiç boşluk olmaksızın hassas hareket gerektiren parça Egzoz valfi kutusu ve yaylı yatak sürgü parçası Piston segmanı ve piston segmanı yuvası Ekzos valfi yatağının geçmesi Krank mili ana yatağı Düzenli kayar parça sıyırma cıvatası (e9) Soğutma egzoz valfi kutusunun yerleştirildiği parça Normal mil burcu Bağlantı cihazı pim ve kolu Anahtar ve anahtar yuvası Hassas kontrol valfi mili (g6)
46 Parçalar, bir başkasına göre hareket edemez Ara (belirsiz) geçme Sıkı geçme Kaygın geçme Elle itme (kakma) e Zorlamalı çekiçle Hafif baskı Pres geçme H6 H7 H8 H9 Uygulanabilir parça Fonksiyonel sınıflandırma Uygulama örneği h5 h6 h7 h8 h5 h6 js6 h9 Yağlayıcı kullanıldığında elle harekete izin veren geçme (yüksek kalitede konumlama) Yüksek hassasiyette kayan özel parça Önemsiz sabit parça Çok küçük bir müdahale ile yerleşen montaj parçası Birimler kullanıldığı yerde parçaların her ikisini de kilitleyen yüksek hassasiyette konumlama Ağaç tokmak veya kurşun çekiç kullanılarak takılabilen/sökülebilen geçme js5 k6 Takma/sökme için demir çekiç veya el baskısı gerektiren geçme (içteki milin dönmesinden kaçınmak için bir anahtar veya başka bir cihaz gereklidir) Hassas konumlama k5 m6 Takma/sökme yukarıdakiyle aynı. Boşluğu olmayan hassas konumlama m5 n6 Takma/sökme için dikkate değer bir kuvvet gerektiren geçme Hassas sabit geçme (yüksek tork iletimi için gerekli olan anahtar veya diğer cihaz) n5 n6 p5 p6 r6 Takma/sökme için yüksek kuvvet gerektiren geçme (yüksek tork iletimi için gerekli olan anahtar veya diğer cihaz). Ancak her iki parça da demir olmayan parça olduğunda pres geçme için sadece hafif pres geçme kuvveti gereklidir. Demir parçayı demir, bronz veya bakır parçaya sabitlemek için standart pres geçmesi kullanan bağlamalar Takma/sökme, yukarıdakiyle aynı. Büyük parçalar için büzülmeli pres geçme, soğuk pres geçme veya zorlamalı pres geçme gereklidir. Parçaya zarar vermeden sökmek zordur Parçaya zarar vermeden sökmek zordur Geçme kuvveti, kuvvet iletimi için tek başına yeterli değildir. Geçme kuvveti, küçük kuvvet iletimi için yeterlidir. Jant ve göbek bağlantısı Hassas dişli cihazındaki dişli bağlantısı Tespit pimi (h7) İki kavrama flanşı geçmesi Regülatör yolu ve pimi Ayar mili dişlisi ve göbeği Dişli pompa mili ve gövde geçmesi Rayba civatası Rayba cıvatası Tespit pimi MSTM (m6) Hidrolik cihaz pistonları ve millerinin bağlanmaları Kavrama flanş ve mili geçmesi kavrama mili ve dişlisinin esnek geçmes (Pasif taraf) Hassas geçme Punch SPAS (m5) Emme valfi ve valf kılavuzu yerleştirme Emme valfi ve valf kılavuzu yerleştirme ( Dişli ve mili birlikte sabitleme (p6) Esnek kavrama ve dişlisi (tahrik tarafı) Kavrama ve mil Geçme kuvveti, Yatak burcu geçme ve sabitleme r5 s6 Parçaların birbirine sıkıca tutturulduğu ve sökülmeyeceği, büzülme önemli bir Emme valfi ve valf yuvası yerleştirme
Alıştırmalar (Geçmeler) (Fits) Muammer Nalbant
 (Fits) Muammer Nalbant") Alıştırmalar (Geçmeler) (Fits) Muammer Nalbant 2017 1 GEÇMELER (ALIŞTIRMALAR) Fits İmal edilen parçaların montaj sırasında bir başka parçayla eşleşmesi gerekir. Montajdan önceki boyutlarına göre delik
Alıştırmalar (Geçmeler) (Fits) Muammer Nalbant 2017 1 GEÇMELER (ALIŞTIRMALAR) Fits İmal edilen parçaların montaj sırasında bir başka parçayla eşleşmesi gerekir. Montajdan önceki boyutlarına göre delik
BÖLÜM 15. TOLERANSLAR
 BÖLÜM 15. TOLERANSLAR A TOLERANSIN TANIMI VE ÖNEMİ Makine imalâtında parçaların resminde verilen ölçülerinde, istenilen düzgünlükte üretilmesi mümkün değildir. Parçaların imalâtı sonucu elde edilen değerler,
BÖLÜM 15. TOLERANSLAR A TOLERANSIN TANIMI VE ÖNEMİ Makine imalâtında parçaların resminde verilen ölçülerinde, istenilen düzgünlükte üretilmesi mümkün değildir. Parçaların imalâtı sonucu elde edilen değerler,
GEÇME TOLERANSLARI. (Not: I, L, O, Q büyük veya küçük harfleri tolerans gösteriminde kullanılmazlar)
") GEÇME TOLERANSLARI İki mekanik elemanın birlikte çalışmasını sağlayan ölçülerinin toleransı bu iki elemanın birlikte hangi durumlarda çalışacağını belirler. Bu durumlar çok gevşekten çok sıkıya kadar değişir.
GEÇME TOLERANSLARI İki mekanik elemanın birlikte çalışmasını sağlayan ölçülerinin toleransı bu iki elemanın birlikte hangi durumlarda çalışacağını belirler. Bu durumlar çok gevşekten çok sıkıya kadar değişir.
TOLERANSLAR (TOLERANCES)
") TOLERANSLAR (TOLERANCES) İş parçalarının ideal şekil ve tam ölçüsünde üretilmesi: Zor Masraflı Gereksiz Bir parçanın ölçüsü, çizimde belirtilen değerden biraz büyük veya küçük olabilir. Bu iki sınıra TOLERANS
TOLERANSLAR (TOLERANCES) İş parçalarının ideal şekil ve tam ölçüsünde üretilmesi: Zor Masraflı Gereksiz Bir parçanın ölçüsü, çizimde belirtilen değerden biraz büyük veya küçük olabilir. Bu iki sınıra TOLERANS
Teknik Resim TEKNİK BİLİMLER MESLEK YÜKSEKOKULU. 9. Alıştırma Toleransları. Yrd. Doç. Dr. Garip GENÇ. [ ES (es) = EBÖ AÖ ]
![Teknik Resim TEKNİK BİLİMLER MESLEK YÜKSEKOKULU. 9. Alıştırma Toleransları. Yrd. Doç. Dr. Garip GENÇ. [ ES (es) = EBÖ AÖ ]](/thumbs/56/39108273.jpg "Teknik Resim TEKNİK BİLİMLER MESLEK YÜKSEKOKULU. 9. Alıştırma Toleransları. Yrd. Doç. Dr. Garip GENÇ. [ ES (es) = EBÖ AÖ ]") TEKNİK BİLİMLER MESLEK YÜKSEKOKULU Teknik Resim Toleransın Tanımı ve Önemi Elde edilen ölçü ve şekil, çizim üzerinde belirtilen değerden biraz büyük veya biraz küçük olabilir. İşte bu iki sınır arasındaki
TEKNİK BİLİMLER MESLEK YÜKSEKOKULU Teknik Resim Toleransın Tanımı ve Önemi Elde edilen ölçü ve şekil, çizim üzerinde belirtilen değerden biraz büyük veya biraz küçük olabilir. İşte bu iki sınır arasındaki
Makine Elemanları I. Toleranslar. Prof. Dr. İrfan KAYMAZ. Erzurum Teknik Üniversitesi. Mühendislik Fakültesi Makine Mühendisliği Bölümü
 Makine Elemanları I Prof. Dr. İrfan KAYMAZ Mühendislik Fakültesi Makine Mühendisliği Bölümü İçerik Toleransın tanımı Boyut Toleransı Geçme durumları Tolerans hesabı Yüzey pürüzlülüğü Örnekler Tolerans
Makine Elemanları I Prof. Dr. İrfan KAYMAZ Mühendislik Fakültesi Makine Mühendisliği Bölümü İçerik Toleransın tanımı Boyut Toleransı Geçme durumları Tolerans hesabı Yüzey pürüzlülüğü Örnekler Tolerans
MAK 305 MAKİNE ELEMANLARI-1
 MAK 305 MAKİNE ELEMANLARI-1 Toleranslar ve Yüzey Kalitesi Doç. Dr. Ali Rıza Yıldız 1 BU DERS SUNUMUNDAN EDİNİLMESİ BEKLENEN BİLGİLER Tolerans kavramının anlaşılması ISO Tolerans Sistemi Geçmeler Toleransın
MAK 305 MAKİNE ELEMANLARI-1 Toleranslar ve Yüzey Kalitesi Doç. Dr. Ali Rıza Yıldız 1 BU DERS SUNUMUNDAN EDİNİLMESİ BEKLENEN BİLGİLER Tolerans kavramının anlaşılması ISO Tolerans Sistemi Geçmeler Toleransın
A- STANDART SAYILAR VE TOLERANSLAR
 A STANDART SAYILAR VE TOLERANSLAR Cetvel1 Norm (Standart) sayılar ile ilgili tablolar Cetvel1A DIN323 e göre Temel Sayılar Faktörü Ana Değerler Yuvarlak Değerler Temel Seri Dönüşmüş Seri R5 R10 R20 R40
A STANDART SAYILAR VE TOLERANSLAR Cetvel1 Norm (Standart) sayılar ile ilgili tablolar Cetvel1A DIN323 e göre Temel Sayılar Faktörü Ana Değerler Yuvarlak Değerler Temel Seri Dönüşmüş Seri R5 R10 R20 R40
MAKİNE ELEMANLARI DERS SLAYTLARI
 MAKİNE ELEMANLARI DERS SLAYTLARI TOLERANSLAR P r o f. D r. İ r f a n K A Y M A Z P r o f. D r. A k g ü n A L S A R A N A r ş. G ör. İ l y a s H A C I S A L I H O Ğ LU Tolerans Gereksinimi? Tasarım ve üretim
MAKİNE ELEMANLARI DERS SLAYTLARI TOLERANSLAR P r o f. D r. İ r f a n K A Y M A Z P r o f. D r. A k g ü n A L S A R A N A r ş. G ör. İ l y a s H A C I S A L I H O Ğ LU Tolerans Gereksinimi? Tasarım ve üretim
MAKINA TASARIMI I Örnek Metin Soruları TOLERANSLAR
 MAKINA TASARIMI I Örnek Metin Soruları TOLERANSLAR 1. Boyut, gerçek boyut, nominal boyut ve tolerans nedir, tanımlayınız. 2. Toleransları sınıflandırınız. 3. Tasarımı yapılırken bir makine parçasının boyutları
MAKINA TASARIMI I Örnek Metin Soruları TOLERANSLAR 1. Boyut, gerçek boyut, nominal boyut ve tolerans nedir, tanımlayınız. 2. Toleransları sınıflandırınız. 3. Tasarımı yapılırken bir makine parçasının boyutları
Sıkı Geçme Mil Göbek Bağlantıları: Kontrol ve Boyutlandırma Hesaplamaları. Prof. Dr. Mehmet Fırat 72
 Sıkı Geçme Mil Göbek Bağlantıları: Kontrol ve Boyutlandırma Hesaplamaları 72 Tasarımcı, delikler ve miller için istenilen işlevi yerine getirdikten sonra herhangi bir geometrideki geçmeyi belirlemede özgürdür.
Sıkı Geçme Mil Göbek Bağlantıları: Kontrol ve Boyutlandırma Hesaplamaları 72 Tasarımcı, delikler ve miller için istenilen işlevi yerine getirdikten sonra herhangi bir geometrideki geçmeyi belirlemede özgürdür.
MAK-204. Üretim Yöntemleri. (8.Hafta) Kubilay Aslantaş
 Kubilay Aslantaş") MAK-204 Üretim Yöntemleri Vidalar-Vida Açma Đşlemi (8.Hafta) Kubilay Aslantaş Kullanım yerlerine göre vida Türleri Bağlama vidaları Hareket vidaları Kuvvet ileten vidaları Metrik vidalar Trapez vidalar
MAK-204 Üretim Yöntemleri Vidalar-Vida Açma Đşlemi (8.Hafta) Kubilay Aslantaş Kullanım yerlerine göre vida Türleri Bağlama vidaları Hareket vidaları Kuvvet ileten vidaları Metrik vidalar Trapez vidalar
Makine Elemanları I Prof. Dr. Akgün ALSARAN. Temel bilgiler Toleranslar
 Makine Elemanları I Prof. Dr. Akgün ALSARAN Temel bilgiler Toleranslar İçerik Tolerans nedir? Boyut toleransı Geçme Yüzey pürüzlülüğü Örnekler 2 Tolerans nedir? Tasarım ve üretim süreci arasında boyut
Makine Elemanları I Prof. Dr. Akgün ALSARAN Temel bilgiler Toleranslar İçerik Tolerans nedir? Boyut toleransı Geçme Yüzey pürüzlülüğü Örnekler 2 Tolerans nedir? Tasarım ve üretim süreci arasında boyut
Mak-204. Üretim Yöntemleri II. Talaşlı Đmalatın Genel Tanımı En Basit Talaş Kaldırma: Eğeleme Ölçme ve Kumpas Okuma Markalama Tolerans Kesme
 Mak-204 Üretim Yöntemleri II Talaşlı Đmalatın Genel Tanımı En Basit Talaş Kaldırma: Eğeleme Ölçme ve Kumpas Okuma Markalama Tolerans Kesme Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi
Mak-204 Üretim Yöntemleri II Talaşlı Đmalatın Genel Tanımı En Basit Talaş Kaldırma: Eğeleme Ölçme ve Kumpas Okuma Markalama Tolerans Kesme Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi
T.C. GAZĠ ÜNĠVERSĠTESĠ MAKĠNE RESĠM VE KONSTRÜKSĠYON ÖĞRETMENLĠĞĠ ANABĠLĠM DALI LĠSANS TEZĠ KAYMALI YATAKLAR. Hazırlayan : Ġrem YAĞLICI
 T.C. GAZĠ ÜNĠVERSĠTESĠ MAKĠNE RESĠM VE KONSTRÜKSĠYON ÖĞRETMENLĠĞĠ ANABĠLĠM DALI LĠSANS TEZĠ KAYMALI YATAKLAR Hazırlayan : Ġrem YAĞLICI 051227054 Tez Yöneticisi : Prof. Dr. H. Rıza BÖRKLÜ ANKARA 2009 Giriş
T.C. GAZĠ ÜNĠVERSĠTESĠ MAKĠNE RESĠM VE KONSTRÜKSĠYON ÖĞRETMENLĠĞĠ ANABĠLĠM DALI LĠSANS TEZĠ KAYMALI YATAKLAR Hazırlayan : Ġrem YAĞLICI 051227054 Tez Yöneticisi : Prof. Dr. H. Rıza BÖRKLÜ ANKARA 2009 Giriş
SKF Hidrolik Somunlu Montaj Yöntemi
 SKF Hidrolik Somunlu Montaj Yöntemi Oynak makaralı ve CAR toroidal makaralı rulmanların hidrolik somun ile hassas montajı SKF Hidrolik Somunlu Rulman Montaj Yöntemi, SKF ye özel konik mile monte CAR toroidal
SKF Hidrolik Somunlu Montaj Yöntemi Oynak makaralı ve CAR toroidal makaralı rulmanların hidrolik somun ile hassas montajı SKF Hidrolik Somunlu Rulman Montaj Yöntemi, SKF ye özel konik mile monte CAR toroidal
YUVARLANMALI YATAKLARIN MONTAJI VE BAKIMI
 Makine Elemanları 2 YUVARLANMALI YATAKLAR-III YUVARLANMALI YATAKLARIN MONTAJI VE BAKIMI Doç.Dr. Ali Rıza Yıldız 1 Bu Bölümden Elde Edilecek Kazanımlar Rulmanların Montajı Tolerans Değerlerinin Belirlenmesi
Makine Elemanları 2 YUVARLANMALI YATAKLAR-III YUVARLANMALI YATAKLARIN MONTAJI VE BAKIMI Doç.Dr. Ali Rıza Yıldız 1 Bu Bölümden Elde Edilecek Kazanımlar Rulmanların Montajı Tolerans Değerlerinin Belirlenmesi
Mak- 204. Üretim Yöntemleri - II. Vargel ve Planya Tezgahı. Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt.
 Mak- 204 Üretim Yöntemleri - II Talaşlı Đmalatta Takım Tezgahları Vargel ve Planya Tezgahı Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt. Bölümü Takım Tezgahlarında Yapısal
Mak- 204 Üretim Yöntemleri - II Talaşlı Đmalatta Takım Tezgahları Vargel ve Planya Tezgahı Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt. Bölümü Takım Tezgahlarında Yapısal
MAKİNA ELEMANLAR I MAK Bütün Gruplar ÖDEV 2
 MAKİNA ELEMANLAR I MAK 341 - Bütün Gruplar ÖDEV 2 Şekilde çelik bir mile sıkı geçme olarak monte edilmiş dişli çark gösterilmiştir. Söz konusu bağlantının P gücünü n dönme hızında k misli emniyetle iletmesi
MAKİNA ELEMANLAR I MAK 341 - Bütün Gruplar ÖDEV 2 Şekilde çelik bir mile sıkı geçme olarak monte edilmiş dişli çark gösterilmiştir. Söz konusu bağlantının P gücünü n dönme hızında k misli emniyetle iletmesi
KAMALAR, PİMLER, PERNOLAR
 KAMALAR, PİMLER, PERNOLAR 1 Mil ve Göbeğin Kamayla Bağlantısı Kama: Mil ile göbek arasında bağlantı kurarak, kuvvet veya hareketin milden göbeğe aktarılmasını sağlayan makina elemanıdır. Kamalı birleştirme:
KAMALAR, PİMLER, PERNOLAR 1 Mil ve Göbeğin Kamayla Bağlantısı Kama: Mil ile göbek arasında bağlantı kurarak, kuvvet veya hareketin milden göbeğe aktarılmasını sağlayan makina elemanıdır. Kamalı birleştirme:
Makine Elemanları I. Bağlama Elemanları. Prof. Dr. İrfan KAYMAZ. Erzurum Teknik Üniversitesi. Mühendislik Fakültesi Makine Mühendisliği Bölümü
 Bağlama Elemanları Makine Elemanları I Prof. Dr. İrfan KAYMAZ Mühendislik Fakültesi Makine Mühendisliği Bölümü İçerik Bağlama Elemanlarının Sınıflandırılması Şekil Bağlı bağlama elemanlarının hesabı Kuvvet
Bağlama Elemanları Makine Elemanları I Prof. Dr. İrfan KAYMAZ Mühendislik Fakültesi Makine Mühendisliği Bölümü İçerik Bağlama Elemanlarının Sınıflandırılması Şekil Bağlı bağlama elemanlarının hesabı Kuvvet
0384 Aşağıdakilerden hangisi şekil A'ya göre 3 parçanın doğru görünüşüdür? 1- Şekil l 2- Şekil 2 3- Şekil 3 4- Şekil 4 5- Şekil 5
 0384 Aşağıdakilerden hangisi şekil A'ya göre 3 parçanın doğru görünüşüdür? 0385 Aşağıdakilerden hangisi şekil A'ya göre 2 no parçanın doğru görünüşüdür? 123 124 0386 Aşağıdakilerden hangisi şekil A'ya
0384 Aşağıdakilerden hangisi şekil A'ya göre 3 parçanın doğru görünüşüdür? 0385 Aşağıdakilerden hangisi şekil A'ya göre 2 no parçanın doğru görünüşüdür? 123 124 0386 Aşağıdakilerden hangisi şekil A'ya
S.D.E. KELEBEK VANA DONANIMLARI. www.sde.com.tr. Ürün Kodu : BV
 Ürün Kodu : BV KELEBEK VANA Kelebek Vana, silindirik bir gövde, içinde disk şeklinde bir klepe, klepeyi vana içinde tutan ve taşıyan bir milden oluşan, az yer kaplayan, bir vana türüdür. Vana açıkken,
Ürün Kodu : BV KELEBEK VANA Kelebek Vana, silindirik bir gövde, içinde disk şeklinde bir klepe, klepeyi vana içinde tutan ve taşıyan bir milden oluşan, az yer kaplayan, bir vana türüdür. Vana açıkken,
IN-LINE TİP YANDAN EMİŞLİ SALYANGOZLU MONOBLOK SANTRİFÜJ POMPALAR YEP
 IN-LINE TİP YANDAN EMİŞLİ SALYANGOZLU MONOBLOK SANTRİFÜJ POMPALAR YEP 0 200 Yüksek verim, Uzun ömür, Üstün kalite, DIN 2533 ve TS EN 092-2 ve TS EN 092- normlarına uygun flanşlar, IEC, VDE normlarına uygun
IN-LINE TİP YANDAN EMİŞLİ SALYANGOZLU MONOBLOK SANTRİFÜJ POMPALAR YEP 0 200 Yüksek verim, Uzun ömür, Üstün kalite, DIN 2533 ve TS EN 092-2 ve TS EN 092- normlarına uygun flanşlar, IEC, VDE normlarına uygun
S.D.E. KELEBEK VANA DONANIMLARI. Ürün Kodu : BV
 KELEBEK VANA Kelebek Vana, silindirik bir gövde, içinde disk şeklinde bir klepe, klepeyi vana içinde tutan ve taşıyan bir milden oluşan, az yer kaplayan, bir vana türüdür. Vana açıkken, içinde klepe olduğu
KELEBEK VANA Kelebek Vana, silindirik bir gövde, içinde disk şeklinde bir klepe, klepeyi vana içinde tutan ve taşıyan bir milden oluşan, az yer kaplayan, bir vana türüdür. Vana açıkken, içinde klepe olduğu
S.D.E. KELEBEK VANA DONANIMLARI. Ürün Kodu : BV
 Ürün Kodu : BV KELEBEK VANA Kelebek Vana, silindirik bir gövde, içinde disk şeklinde bir klepe, klepeyi vana içinde tutan ve taşıyan bir milden oluşan, az yer kaplayan, bir vana türüdür. Vana açıkken,
Ürün Kodu : BV KELEBEK VANA Kelebek Vana, silindirik bir gövde, içinde disk şeklinde bir klepe, klepeyi vana içinde tutan ve taşıyan bir milden oluşan, az yer kaplayan, bir vana türüdür. Vana açıkken,
SNT EN 733 NORM POMPALAR
 EN 733 NORM POMPALAR Basılabilen Sıvılar İçinde katı parçacıklar ve elyaf bulunmayan, temiz veya çok hafif kirli, düşük viskoziteli sıvılar. Teknik Bilgiler Basma Flanşı Debi Basma Yüksekliği Hız Çalışma
EN 733 NORM POMPALAR Basılabilen Sıvılar İçinde katı parçacıklar ve elyaf bulunmayan, temiz veya çok hafif kirli, düşük viskoziteli sıvılar. Teknik Bilgiler Basma Flanşı Debi Basma Yüksekliği Hız Çalışma
Ek bilgi Internet:.../egsa. Ürün gamına genel bakıș Versiyon Boyut Strok İtme kuvveti
 Dinamik ve hassas Vidalı mil tahrikli 300 mm ye kadar kısa stroklar Eksenel veya paralel motor bağlantısı Yedek parça servisi Onarımservisi Ek bilgi Internet:.../egsa Ürün gamına genel bakıș Versiyon Strok
Dinamik ve hassas Vidalı mil tahrikli 300 mm ye kadar kısa stroklar Eksenel veya paralel motor bağlantısı Yedek parça servisi Onarımservisi Ek bilgi Internet:.../egsa Ürün gamına genel bakıș Versiyon Strok
Sõcak su sirkülasyon pompalarõ Standart Program
 Tip Kitapçõğõ./- G HPK Sõcak su sirkülasyon pompalarõ Standart Program Kullanõm Alanlarõ Standart dizayn HPK pompalarõ, sõcak su veya kõzgõn õsõ transfer yağlarõnõn boru veya tank sistemleri ile transferinin
Tip Kitapçõğõ./- G HPK Sõcak su sirkülasyon pompalarõ Standart Program Kullanõm Alanlarõ Standart dizayn HPK pompalarõ, sõcak su veya kõzgõn õsõ transfer yağlarõnõn boru veya tank sistemleri ile transferinin
VT PNÖMATİK AKTÜATÖRLER
 VT100 Serisi Çift Etkili Pnömatik Aktatörler / VT101 Serisi Tek Etkili Pnömatik Aktüatörler Güvenilir, Yüksek Performans Son Uluslararası Standartlara Tam Uyum Uygun Maliyetli Geniş Teknik Özellik Yelpazesi
VT100 Serisi Çift Etkili Pnömatik Aktatörler / VT101 Serisi Tek Etkili Pnömatik Aktüatörler Güvenilir, Yüksek Performans Son Uluslararası Standartlara Tam Uyum Uygun Maliyetli Geniş Teknik Özellik Yelpazesi
Triger kayışı değişimi montaj tavsiyeleri Audi A4, A6, A8 ve VW Passat modellerindeki 2,8 l 30 V motor tipi için ayrıntılı montaj bilgileri
 Technical Info www contitech de Triger kayışı değişimi montaj tavsiyeleri Audi A4, A6, A8 ve VW Passat modellerindeki 2,8 l 30 V motor tipi için ayrıntılı montaj bilgileri 2,8 l 30 V motor tipi, Audi ve
Technical Info www contitech de Triger kayışı değişimi montaj tavsiyeleri Audi A4, A6, A8 ve VW Passat modellerindeki 2,8 l 30 V motor tipi için ayrıntılı montaj bilgileri 2,8 l 30 V motor tipi, Audi ve
MAKİNE ELEMANLARI 1 GENEL ÇALIŞMA SORULARI 1) Verilen kuvvet değerlerini yükleme türlerini yazınız.
 Verilen kuvvet değerlerini yükleme türlerini yazınız.") MAKİNE ELEMANLARI 1 GENEL ÇALIŞMA SORULARI 1) Verilen kuvvet değerlerini yükleme türlerini yazınız. F = 2000 ± 1900 N F = ± 160 N F = 150 ± 150 N F = 100 ± 90 N F = ± 50 N F = 16,16 N F = 333,33 N F =
MAKİNE ELEMANLARI 1 GENEL ÇALIŞMA SORULARI 1) Verilen kuvvet değerlerini yükleme türlerini yazınız. F = 2000 ± 1900 N F = ± 160 N F = 150 ± 150 N F = 100 ± 90 N F = ± 50 N F = 16,16 N F = 333,33 N F =
Kayar Mesnetler GS F 1G Kayar Mesnet GS F 2G Kayar Mesnet GS 2G-PL Kayar Mesnet
 Kayar Mesnetler 6Kayar Mesnet DestekleriKılavuzlu bir Desteğin bir Simotec Kiriş Kesiti 100 veya 120 den ya da 100 ila 120 mm arasında bir flanş genişliğine sahip başka bir çelik kirişten askıya alınması
Kayar Mesnetler 6Kayar Mesnet DestekleriKılavuzlu bir Desteğin bir Simotec Kiriş Kesiti 100 veya 120 den ya da 100 ila 120 mm arasında bir flanş genişliğine sahip başka bir çelik kirişten askıya alınması
PHC-A HİDROLİK TUTUCULAR HASSAS TAKIM BAĞLAMADA YENİ NESİL STANDART SIFIR SALGILI HİDROLİK - PHZ S P.38 İNCE TİP HİDROLİK - PHC S
 HİDROLİK TUTUCULAR PHC-A HASSAS TAKIM BAĞLAMADA YENİ NESİL STANDART SIFIR SALGILI HİDROLİK - PHZ S P.3 İNCE TİP HİDROLİK - PHC S EKSTRA GÜÇLÜ HİDROLİK - PHC A BT P.4 BBT P.6 HSK A P. Ekstra Güçlü Hidrolik
HİDROLİK TUTUCULAR PHC-A HASSAS TAKIM BAĞLAMADA YENİ NESİL STANDART SIFIR SALGILI HİDROLİK - PHZ S P.3 İNCE TİP HİDROLİK - PHC S EKSTRA GÜÇLÜ HİDROLİK - PHC A BT P.4 BBT P.6 HSK A P. Ekstra Güçlü Hidrolik
SDS / SDS-V SDS - V 200-500 ÇİFT EMİŞLİ POMPALAR. Basılabilen Sıvılar. Teknik Bilgiler. Tasarım Özellikleri. Mil Sızdırmazlığı
 ÇİFT EMİŞLİ POMPALAR Basılabilen Sıvılar İçinde katı parçacıklar ve elyaf bulunmayan, temiz veya çok hafif kirli, düşük viskoziteli sıvılar. Teknik Bilgiler Basma Flanşı Debi Basma Yüksekliği Hız Çalışma
ÇİFT EMİŞLİ POMPALAR Basılabilen Sıvılar İçinde katı parçacıklar ve elyaf bulunmayan, temiz veya çok hafif kirli, düşük viskoziteli sıvılar. Teknik Bilgiler Basma Flanşı Debi Basma Yüksekliği Hız Çalışma
3.1. Proje Okuma Bilgisi 3.1.1. Tek Etkili Silindirin Kumandası
 HİDROLİK SİSTEM KURMAK VE ÇALIŞTIRMAK 3.1. Proje Okuma Bilgisi 3.1.1. Tek Etkili Silindirin Kumandası Basınç hattından gelen hidrolik akışkan, 3/2 yön kontrol valfine basılınca valften geçer. Silindiri
HİDROLİK SİSTEM KURMAK VE ÇALIŞTIRMAK 3.1. Proje Okuma Bilgisi 3.1.1. Tek Etkili Silindirin Kumandası Basınç hattından gelen hidrolik akışkan, 3/2 yön kontrol valfine basılınca valften geçer. Silindiri
Habix Kaplinler Habix Couplings
 Habix Kaplinler Habix Couplings DESCH HABİX KAPLİNLER DESCH Habix kaplini, mekanik mühendislik alanında ve motor ile tahrik edilen makine arasında güvenilir bir şaft bağlantısının gerekli olduğu her yerde
Habix Kaplinler Habix Couplings DESCH HABİX KAPLİNLER DESCH Habix kaplini, mekanik mühendislik alanında ve motor ile tahrik edilen makine arasında güvenilir bir şaft bağlantısının gerekli olduğu her yerde
SANTRİFÜJ KIZGIN YAĞ POMPALARI
 SANTRİFÜJ KIZGIN YAĞ POMPALARI KYP SERİSİ MAS Pompa Sanayi A.S Merkez Ofis: Atasehir Bulvarı ATA Çarsı.K.No:9 İSTANBUL TÜRKİYE Tel: +9 () (Pbx)- Fax:+9 () E-Mail: masgrup@superonline.com http: // www.masgrup.com
SANTRİFÜJ KIZGIN YAĞ POMPALARI KYP SERİSİ MAS Pompa Sanayi A.S Merkez Ofis: Atasehir Bulvarı ATA Çarsı.K.No:9 İSTANBUL TÜRKİYE Tel: +9 () (Pbx)- Fax:+9 () E-Mail: masgrup@superonline.com http: // www.masgrup.com
tanımlar, ölçüler ve açılar DIN ISO 5419 (alıntı baskı 06/98)
") temel bilgiler tanımlar, ölçüler ve açılar DIN ISO 5419 (alıntı baskı 06/98) helisel matkap ucu silindirik saplı/ konik saplı matkap ucu-ø kanal sırt döndürücü dil (DIN 1809' a göre) sap-ø eksen gövde
temel bilgiler tanımlar, ölçüler ve açılar DIN ISO 5419 (alıntı baskı 06/98) helisel matkap ucu silindirik saplı/ konik saplı matkap ucu-ø kanal sırt döndürücü dil (DIN 1809' a göre) sap-ø eksen gövde
EATON-HEMA 4106 ŞANZUMAN
 1 / 6 19.11.2018 EATON-HEMA 4106 ŞANZUMAN HM-8880093 HEMA GRUP MİLİ - BOŞ ÇIPLAK 8876188 12*18 DİŞ 455.00 TL HM-8877808 HEMA PRİZDİREK MİLİ - FATİH İNT. 8871475 HM-8877812 HEMA PRİZDİREK MİLİ - CARGO İNT.
1 / 6 19.11.2018 EATON-HEMA 4106 ŞANZUMAN HM-8880093 HEMA GRUP MİLİ - BOŞ ÇIPLAK 8876188 12*18 DİŞ 455.00 TL HM-8877808 HEMA PRİZDİREK MİLİ - FATİH İNT. 8871475 HM-8877812 HEMA PRİZDİREK MİLİ - CARGO İNT.
Zamanlama zinciri - çıkartma/takma
 Sayfa 1/21 Uyarılar ve öneriler Üretici tarafından aksi önerilmedikçe, aşağıdaki işlemler tavsiye edilir: Üretici tarafından aksi önerilmedikçe, aşağıdaki işlemler tavsiye edilir: Zamanlama zincirini her
Sayfa 1/21 Uyarılar ve öneriler Üretici tarafından aksi önerilmedikçe, aşağıdaki işlemler tavsiye edilir: Üretici tarafından aksi önerilmedikçe, aşağıdaki işlemler tavsiye edilir: Zamanlama zincirini her
1. 2. 3. 4. 5. 6. 7. 8. 9. 10. 11. 12. 13. 14. 15. 16. 17. 18. 19. 20. 21. 22. 23. 24. 25. 26.
 Mil-Göbek Bağlantıları Soruları 1. Mil-göbek bağlantılarını fiziksel esasa göre sınıflandırarak her sınıfın çalışma prensiplerini açıklayınız. 2. Kaç çeşit uygu kaması vardır? Şekil ile açıklayınız. 3.
Mil-Göbek Bağlantıları Soruları 1. Mil-göbek bağlantılarını fiziksel esasa göre sınıflandırarak her sınıfın çalışma prensiplerini açıklayınız. 2. Kaç çeşit uygu kaması vardır? Şekil ile açıklayınız. 3.
MOTOR KONSTRÜKSİYONU-3.HAFTA
 MOTOR KONSTRÜKSİYONU-3.HAFTA Yrd.Doç.Dr. Alp Tekin ERGENÇ İçten Yanmalı Motor Hareketli Elemanları 1- Piston 2- Perno 3- Segman 4- Krank mili 5- Biyel 6- Kam mili 7- Supaplar Piston A-Görevi: Yanma odası
MOTOR KONSTRÜKSİYONU-3.HAFTA Yrd.Doç.Dr. Alp Tekin ERGENÇ İçten Yanmalı Motor Hareketli Elemanları 1- Piston 2- Perno 3- Segman 4- Krank mili 5- Biyel 6- Kam mili 7- Supaplar Piston A-Görevi: Yanma odası
İĞNE VANALAR İĞNE VANALAR
 İĞNE VANALAR İĞNE VANALAR Tüm hakları Özkan Makina da saklıdır. Sürekli iyileștirme ve geliștirme programlarımız nedeniyle, temin edilen ürünler bu katalogta gösterilen ürünlerden farklı özellikler tașıyabilir.
İĞNE VANALAR İĞNE VANALAR Tüm hakları Özkan Makina da saklıdır. Sürekli iyileștirme ve geliștirme programlarımız nedeniyle, temin edilen ürünler bu katalogta gösterilen ürünlerden farklı özellikler tașıyabilir.
SDS / SDS-V ÇİFT EMİŞLİ POMPALAR
 ÇİFT EMİŞLİ POMPALAR Basılabilen Sıvılar serisi pompalar temiz veya çok hafif kirli, düşük viskoziteli sıvıları basmaya uygundur. Teknik Bilgiler Basma Flanşı Debi Basma Yüksekliği Hız Çalışma sıcaklığı
ÇİFT EMİŞLİ POMPALAR Basılabilen Sıvılar serisi pompalar temiz veya çok hafif kirli, düşük viskoziteli sıvıları basmaya uygundur. Teknik Bilgiler Basma Flanşı Debi Basma Yüksekliği Hız Çalışma sıcaklığı
MAKİNE ELEMANLARI - (5.Hafta) BAĞLAMA ELEMANLARI. Bağlama elemanları, bağlantı şekillerine göre 3 grupta toplanırlar. Bunlar;
 BAĞLAMA ELEMANLARI. Bağlama elemanları, bağlantı şekillerine göre 3 grupta toplanırlar. Bunlar;") MAKİNE ELEMANLARI - (5.Hafta) BAĞLAMA ELEMANLARI Bağlama elemanları; makinayı oluşturan elmanları, özelliklerini bozmadan, fonksiyonlarını ortadan kaldırmadan birbirine bağlayan elemanlardır. Çoğunlukla
MAKİNE ELEMANLARI - (5.Hafta) BAĞLAMA ELEMANLARI Bağlama elemanları; makinayı oluşturan elmanları, özelliklerini bozmadan, fonksiyonlarını ortadan kaldırmadan birbirine bağlayan elemanlardır. Çoğunlukla
Vidalı mil sistem KGT Vidalı mil KGS Vidalı somun KGF(M)
") Vidalı mil sistem KGT Vidalı mil KGS Vidalı somun KGF(M) Vidalı mil Eksenel boşluk ve önyükleme Schaeffler vidalı miller 45 temas açısına sahiptir. Dış ve iç tahrik kuvvetleri nedeniyle, önyüklemenin bir
Vidalı mil sistem KGT Vidalı mil KGS Vidalı somun KGF(M) Vidalı mil Eksenel boşluk ve önyükleme Schaeffler vidalı miller 45 temas açısına sahiptir. Dış ve iç tahrik kuvvetleri nedeniyle, önyüklemenin bir
MAK-204. Üretim Yöntemleri. Frezeleme Đşlemleri. (11.Hafta) Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt.
 Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt.") MAK-204 Üretim Yöntemleri Freze Tezgahı Frezeleme Đşlemleri (11.Hafta) Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt. Bölümü Freze tezgahının Tanımı: Frezeleme işleminde
MAK-204 Üretim Yöntemleri Freze Tezgahı Frezeleme Đşlemleri (11.Hafta) Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt. Bölümü Freze tezgahının Tanımı: Frezeleme işleminde
RULMANLAR YUVARLANMALI YATAKLAR-I. Makine Elemanları 2. Doç.Dr. Ali Rıza Yıldız. BURSA TECHNICAL UNIVERSITY (BTU) Department of Mechanical Engineering
 Department of Mechanical Engineering") Makine Elemanları 2 YUVARLANMALI YATAKLAR-I RULMANLAR Doç.Dr. Ali Rıza Yıldız 1 Bu Bölümden Elde Edilecek Kazanımlar Yuvarlanmalı Yataklamalar Ve Türleri Bilyalı Rulmanlar Sabit Bilyalı Rulmanlar Eğik
Makine Elemanları 2 YUVARLANMALI YATAKLAR-I RULMANLAR Doç.Dr. Ali Rıza Yıldız 1 Bu Bölümden Elde Edilecek Kazanımlar Yuvarlanmalı Yataklamalar Ve Türleri Bilyalı Rulmanlar Sabit Bilyalı Rulmanlar Eğik
YUVARLANMALI YATAKLAR III: Yuvarlanmalı Yatakların Montajı ve Bakımı
 Rulmanlı Yataklar YUVARLANMALI YATAKLAR III: Yuvarlanmalı Yatakların Montajı ve Bakımı Prof. Dr. İrfan KAYMAZ Mühendislik Fakültesi Makine Mühendisliği Bölümü Giriş Rulmanlı Yataklar Bu bölüm sonunda öğreneceğiniz
Rulmanlı Yataklar YUVARLANMALI YATAKLAR III: Yuvarlanmalı Yatakların Montajı ve Bakımı Prof. Dr. İrfan KAYMAZ Mühendislik Fakültesi Makine Mühendisliği Bölümü Giriş Rulmanlı Yataklar Bu bölüm sonunda öğreneceğiniz
MASTARLAR MASTAR ÇEŞİTLERİ. 1 - Tampon Mastarlar. 2 - Vida Mastarları. 3 - Çatal Mastarlar. 4 - Johnson Mastarları. 5 - Prizmatik Mastarlar
 MASTARLAR Makine parçalarının ölçme ve kontrol işlemlerinde ölçme ve kontrol aletleri ile birlikte kullanılan yardımcı aletlere Mastarlar denir. Bunların bazıları direkt bazıları ise endirekt olarak ölçme
MASTARLAR Makine parçalarının ölçme ve kontrol işlemlerinde ölçme ve kontrol aletleri ile birlikte kullanılan yardımcı aletlere Mastarlar denir. Bunların bazıları direkt bazıları ise endirekt olarak ölçme
Hidrostatik Güç İletimi. Vedat Temiz
 Hidrostatik Güç İletimi Vedat Temiz Tanım Hidrolik pompa ve motor kullanarak bir sıvı yardımıyla gücün aktarılmasıdır. Hidrolik Pompa: Pompa milinin her turunda (dönmesinde) sabit bir miktar sıvı hareketi
Hidrostatik Güç İletimi Vedat Temiz Tanım Hidrolik pompa ve motor kullanarak bir sıvı yardımıyla gücün aktarılmasıdır. Hidrolik Pompa: Pompa milinin her turunda (dönmesinde) sabit bir miktar sıvı hareketi
MAKİNE ELEMANLARINA GİRİŞ
 MAKİNE ELEMANLARINA GİRİŞ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ MAKİNE ELEMANLARI-I DERS NOTU Makineler 2 / 30 Makineler: Enerjiyi bir formdan başka bir forma dönüştüren, Enerjiyi bir yerden başka bir yere ileten,
MAKİNE ELEMANLARINA GİRİŞ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ MAKİNE ELEMANLARI-I DERS NOTU Makineler 2 / 30 Makineler: Enerjiyi bir formdan başka bir forma dönüştüren, Enerjiyi bir yerden başka bir yere ileten,
METAL İŞLEME TEKNOLOJİSİ. Doç. Dr. Adnan AKKURT
 METAL İŞLEME TEKNOLOJİSİ Doç. Dr. Adnan AKKURT Takım Tezgahları İnsan gücü ile çalışan ilk tezgahlardan günümüz modern imalat sektörüne kadar geçen süre zarfında takım tezgahları oldukça büyük bir değişim
METAL İŞLEME TEKNOLOJİSİ Doç. Dr. Adnan AKKURT Takım Tezgahları İnsan gücü ile çalışan ilk tezgahlardan günümüz modern imalat sektörüne kadar geçen süre zarfında takım tezgahları oldukça büyük bir değişim
MAMÜL PARÇA LİSTESİ. Mamül kodu : 41 / 2009400 Mamül adı : 4-MIX 54cc (ATOMIC) SIRA PARÇA PARÇA ADI - STANDART NO ADET
 SIRA PARÇA PARÇA ADI - STANDART NO ADET") Mamül kodu : 41 / 2009400 Mamül adı : 4-MIX 54cc (ATOMIC) 1 2009079 Plastik muhafaza (Atomizör) 1 2 2008902 Starter kapağı 1 3 2008987 Starter komple 1 4 2008909 Plastik buji kapağı 1 5 2009012 Özel civata
Mamül kodu : 41 / 2009400 Mamül adı : 4-MIX 54cc (ATOMIC) 1 2009079 Plastik muhafaza (Atomizör) 1 2 2008902 Starter kapağı 1 3 2008987 Starter komple 1 4 2008909 Plastik buji kapağı 1 5 2009012 Özel civata
Rulmanlı Yataklarla Yataklama. Y.Doç.Dr. Vedat TEMİZ. Esasları
 Rulmanlı Yataklarla Yataklama Y.Doç.Dr. Vedat TEMİZ Esasları Sabit bilyalı rulmanlar Normal uygulamalar dışında, tek rulmanın yük taşıma açısından yetersiz olduğu yerlerde veya her iki doğrultuda ön görülen
Rulmanlı Yataklarla Yataklama Y.Doç.Dr. Vedat TEMİZ Esasları Sabit bilyalı rulmanlar Normal uygulamalar dışında, tek rulmanın yük taşıma açısından yetersiz olduğu yerlerde veya her iki doğrultuda ön görülen
SERVĐS BÜLTENĐ BĐLGĐ C
 SERVĐS BÜLTENĐ BĐLGĐ C Eylül 2010 MODEL: SERĐSĐ TRAKTÖRLER KONU: ÖZEL TAKIMLAR AÇIKLAMA: Servis işlemlerini kolaylaştırmak amacıyla üretilen ve kullanılması gerekli olan özel takımlar ekli listede verilmiştir.
SERVĐS BÜLTENĐ BĐLGĐ C Eylül 2010 MODEL: SERĐSĐ TRAKTÖRLER KONU: ÖZEL TAKIMLAR AÇIKLAMA: Servis işlemlerini kolaylaştırmak amacıyla üretilen ve kullanılması gerekli olan özel takımlar ekli listede verilmiştir.
IN-LINE TİP YANDAN EMİŞLİ SALYANGOZLU MONOBLOK SANTRİFÜJ POMPALAR YEP
 IN-LINE TİP YANDAN EMİŞLİ SALYANGOZLU MONOBLOK SANTRİFÜJ POMPALAR YEP 40 200 Yüksek verim, Uzun ömür, Üstün kalite, DIN 2533 ve TS EN 1092-2 ve TS EN 1092-1 normlarına uygun flanşlar, IEC, VDE normlarına
IN-LINE TİP YANDAN EMİŞLİ SALYANGOZLU MONOBLOK SANTRİFÜJ POMPALAR YEP 40 200 Yüksek verim, Uzun ömür, Üstün kalite, DIN 2533 ve TS EN 1092-2 ve TS EN 1092-1 normlarına uygun flanşlar, IEC, VDE normlarına
CNC DİVİZÖR KATALOĞU.
 CNC DİVİZÖR KATALOĞU www.yildiriakina.net 2017 serisi Yeni Tasarım CNC Divizör GXA - S Süper Pnomatik (Pnomatik Frenli) tabla çapı yeni tasarım dikey ve yatay bağlantı sonsuz dişli aktarma süper pnomatik
CNC DİVİZÖR KATALOĞU www.yildiriakina.net 2017 serisi Yeni Tasarım CNC Divizör GXA - S Süper Pnomatik (Pnomatik Frenli) tabla çapı yeni tasarım dikey ve yatay bağlantı sonsuz dişli aktarma süper pnomatik
PC / PC-VM PC -VM AB ATIK SU / PROSES POMPALARI. Basılabilen Sıvılar. Teknik Bilgiler. Tasarım Özellikleri.
 ATIK SU / PROSES POMPALARI Basılabilen Sıvılar Endüstriyel ve evsel ham atık sular, katı ve lifli parçalar içeren sıvılar. Teknik Bilgiler Basma Flanşı DN 40...DN mm Arkadan sökülebilir tasarım sayesinde,
ATIK SU / PROSES POMPALARI Basılabilen Sıvılar Endüstriyel ve evsel ham atık sular, katı ve lifli parçalar içeren sıvılar. Teknik Bilgiler Basma Flanşı DN 40...DN mm Arkadan sökülebilir tasarım sayesinde,
A210 Yeni Nesil Pnömatik Aktüatörler
 A210 Yeni Nesil Pnömatik Aktüatörler Yeni nesil ProAir 210 Serisi Proval pnömatik aktüatörler kremayer dişli tip tasarıma sahip olup çift ve tek etkili tipte üretilmektedir. Yeni nesil aktüatörler mil
A210 Yeni Nesil Pnömatik Aktüatörler Yeni nesil ProAir 210 Serisi Proval pnömatik aktüatörler kremayer dişli tip tasarıma sahip olup çift ve tek etkili tipte üretilmektedir. Yeni nesil aktüatörler mil
Düzeltme. Endüstriyel redüktörler X.. yapı serisi helisel ve konik dişli redüktörler Tork sınıfları 6.8 knm - 475 knm *21334366_1214*
 Sürücü tekniği \ Tahrik otomasyonu \ Sistem entegrasyonu \ Servisler *21334366_1214* Düzeltme Endüstriyel redüktörler X.. yapı serisi helisel ve konik dişli redüktörler Tork sınıfları 6.8 knm - 475 knm
Sürücü tekniği \ Tahrik otomasyonu \ Sistem entegrasyonu \ Servisler *21334366_1214* Düzeltme Endüstriyel redüktörler X.. yapı serisi helisel ve konik dişli redüktörler Tork sınıfları 6.8 knm - 475 knm
MONTAJ MODELLEME ( ASSEMBLY MODELING)
") MONTAJ MODELLEME ( ASSEMBLY MODELING) Bilgisayar destekli çizim araçlarında temel montaj modelleme 3 yöntem ile yapılır. 1. YUKARIDAN AŞAĞIYA (TOP-DOWN) MODELLEME: Bu montaj tekniği daha çok, montajı oluşturan
MONTAJ MODELLEME ( ASSEMBLY MODELING) Bilgisayar destekli çizim araçlarında temel montaj modelleme 3 yöntem ile yapılır. 1. YUKARIDAN AŞAĞIYA (TOP-DOWN) MODELLEME: Bu montaj tekniği daha çok, montajı oluşturan
MAKİNE ELEMANLARI - (7.Hafta)
") MAKİNE ELEMANLARI - (7.Hafta) PRES (SIKI) GEÇMELER-2 B- Konik Geçme Bağlantısı Şekildeki gibi konik bir milin ucuna kasnağı sıkı geçme ile bağlamak için F ç Çakma kuvveti uygulamalıyız. Kasnağın milin
MAKİNE ELEMANLARI - (7.Hafta) PRES (SIKI) GEÇMELER-2 B- Konik Geçme Bağlantısı Şekildeki gibi konik bir milin ucuna kasnağı sıkı geçme ile bağlamak için F ç Çakma kuvveti uygulamalıyız. Kasnağın milin
SALYANGOZLU NORM POMPALAR SNP
 SALYANGOZLU NORM POMPALAR SNP 32 300 Yüksek verim, Uzun ömür, Üstün kalite, DIN 24255 normunda (TS EN 733 standardında), DIN 2533 normuna (TS EN 1092-2 ve TS EN 1092-1 standartlarına) uygun flanşlar, Elektrik
SALYANGOZLU NORM POMPALAR SNP 32 300 Yüksek verim, Uzun ömür, Üstün kalite, DIN 24255 normunda (TS EN 733 standardında), DIN 2533 normuna (TS EN 1092-2 ve TS EN 1092-1 standartlarına) uygun flanşlar, Elektrik
YATAK HASARLARI (I) Mustafa YAZICI TCK
 Mustafa YAZICI TCK") YATAK HASARLARI (I) Mustafa YAZICI TCK Yataklar makinalarda hareket ve yük iletimini aynı anda sağlayan parçalardır. Makinalarda hareketli ve sabit parçalar arasında yük iletimini sağlamak ve bu parçaları
YATAK HASARLARI (I) Mustafa YAZICI TCK Yataklar makinalarda hareket ve yük iletimini aynı anda sağlayan parçalardır. Makinalarda hareketli ve sabit parçalar arasında yük iletimini sağlamak ve bu parçaları
ContiTech: Dişli kayışı değişikliği için uzman ipuçları
 ContiTech: Dişli kayışı değişikliği için uzman ipuçları Ford Focus C-Max 1,6 ltr. Ti motor kodu HXDA,SIDA için ayrıntılı kılavuz Dişli kayışının değiştirilmesinde çoğunlukla ciddi sonuçları olan hatalar
ContiTech: Dişli kayışı değişikliği için uzman ipuçları Ford Focus C-Max 1,6 ltr. Ti motor kodu HXDA,SIDA için ayrıntılı kılavuz Dişli kayışının değiştirilmesinde çoğunlukla ciddi sonuçları olan hatalar
HRC Kaplinler HRC Couplings
 HRC Kaplinler HRC Couplings DESCH HRC Ana Özellikler: Geçmeli çene bağlantısı,kolay kurulum Aşınma direnci yüksek seviyede Düşük ağırlık, düşük kütle atalet momenti 115 mm'ye kadar matkap çapları Bağlantı
HRC Kaplinler HRC Couplings DESCH HRC Ana Özellikler: Geçmeli çene bağlantısı,kolay kurulum Aşınma direnci yüksek seviyede Düşük ağırlık, düşük kütle atalet momenti 115 mm'ye kadar matkap çapları Bağlantı
S.D.E. SÜRGÜLÜ VANA GENEL BİLGİLER. Volan, Vanayı açma, kapamaya yarayan el çarkıdır. Şapka, Vanayı T anahtar ile açma kapamaya yarayan parçadır.
 Ürün Kodu : GV SÜRGÜLÜ VANA GENEL BİLGİLER Sürgülü vanalar, uzun, yassı veya oval bir gövde, içinde vanayı açıp kapayan bir klepe, klepeyi hareket ettiren mil ve somundan oluşan, genel amaçlı vanalardır.
Ürün Kodu : GV SÜRGÜLÜ VANA GENEL BİLGİLER Sürgülü vanalar, uzun, yassı veya oval bir gövde, içinde vanayı açıp kapayan bir klepe, klepeyi hareket ettiren mil ve somundan oluşan, genel amaçlı vanalardır.
S.D.E. SÜRGÜLÜ VANA GENEL BİLGİLER. Volan, Vanayı açma, kapamaya yarayan el çarkıdır. Şapka, Vanayı T anahtar ile açma kapamaya yarayan parçadır.
 Ürün Kodu : GV SÜRGÜLÜ VANA GENEL BİLGİLER Sürgülü vanalar, uzun, yassı veya oval bir gövde, içinde vanayı açıp kapayan bir klepe, klepeyi hareket ettiren mil ve somundan oluşan, genel amaçlı vanalardır.
Ürün Kodu : GV SÜRGÜLÜ VANA GENEL BİLGİLER Sürgülü vanalar, uzun, yassı veya oval bir gövde, içinde vanayı açıp kapayan bir klepe, klepeyi hareket ettiren mil ve somundan oluşan, genel amaçlı vanalardır.
8. Silindirlerin Düzenleniş Şekline Göre
 8. Silindirlerin Düzenleniş Şekline Göre 1/40 Sıra Motor 2/40 V- Motor 3/40 Ferrari V12 65 o motoru 375 kw (7000 devir/dakikada) D/H 86/75 mm 5474 cc 4/40 Boksör Motor 5/40 Yıldız Tip Motor 6/40 Karşı
8. Silindirlerin Düzenleniş Şekline Göre 1/40 Sıra Motor 2/40 V- Motor 3/40 Ferrari V12 65 o motoru 375 kw (7000 devir/dakikada) D/H 86/75 mm 5474 cc 4/40 Boksör Motor 5/40 Yıldız Tip Motor 6/40 Karşı
SERVĐS BÜLTENĐ BĐLGĐ C
 SERVĐS BÜLTENĐ BĐLGĐ C Eylül 2010 MODEL: SERĐSĐ TRAKTÖRLER KONU: ÖZEL TAKIMLAR AÇIKLAMA: Servis işlemlerini kolaylaştırmak amacıyla üretilen ve kullanılması gerekli olan özel takımlar ekli listede verilmiştir.
SERVĐS BÜLTENĐ BĐLGĐ C Eylül 2010 MODEL: SERĐSĐ TRAKTÖRLER KONU: ÖZEL TAKIMLAR AÇIKLAMA: Servis işlemlerini kolaylaştırmak amacıyla üretilen ve kullanılması gerekli olan özel takımlar ekli listede verilmiştir.
29- Eylül KOÜ. Mühendislik Fakültesi Makine Mühendisliği Bölümü ( 1. ve 2. Öğretim 2. Sınıf / B Şubesi) Mukavemet Dersi - 1.
 Mukavemet Dersi - 1.") SORU-1) Şekildeki dikdörtgen kesitli kolonun genişliği b=200 mm. ve kalınlığı t=100 mm. dir. Kolon, kolon kesitinin geometrik merkezinden geçen ve tarafsız ekseni üzerinden etki eden P=400 kn değerindeki
SORU-1) Şekildeki dikdörtgen kesitli kolonun genişliği b=200 mm. ve kalınlığı t=100 mm. dir. Kolon, kolon kesitinin geometrik merkezinden geçen ve tarafsız ekseni üzerinden etki eden P=400 kn değerindeki
Endüstriyel Yatık Tip Redüktör Seçim Kriterleri
 Endüstriyel Yatık Tip Redüktör Seçim Kriterleri Gelişen imalat teknolojileri ile birlikte birim hacimde daha yüksek tork değerlerine sahip redüktörihtiyacı kullanıcıların en önemli beklentilerinden biri
Endüstriyel Yatık Tip Redüktör Seçim Kriterleri Gelişen imalat teknolojileri ile birlikte birim hacimde daha yüksek tork değerlerine sahip redüktörihtiyacı kullanıcıların en önemli beklentilerinden biri
KENDİNDEN EMİŞLİ SANTRİFÜJ POMPALAR UKM-S SERİSİ
 KENDİNDEN EMİŞLİ SANTRİFÜJ POMPALAR UKM-S SERİSİ MAS Sanayi A.Ş. Merkez Ofis: Atasehir Bulvarı ATA Çarsı.K.No:59 İSTANBUL TÜRKİYE Tel: +9 (16) 56 1 (Pbx)- Fax:+9 (16) 56 5 E-Mail: masgrup@superonline.com
KENDİNDEN EMİŞLİ SANTRİFÜJ POMPALAR UKM-S SERİSİ MAS Sanayi A.Ş. Merkez Ofis: Atasehir Bulvarı ATA Çarsı.K.No:59 İSTANBUL TÜRKİYE Tel: +9 (16) 56 1 (Pbx)- Fax:+9 (16) 56 5 E-Mail: masgrup@superonline.com
Mühendislik Makina ve Metalurji San. Tic. Ltd. Şti. Standart Elemanlar. www.ozyigit.com
 Mühendislik Makina ve Metalurji San. Tic. Ltd. Şti. Standart Elemanlar www.ozyigit.com GRAFİTLİ KAYDIRMA ELEMANLARI Grafitli kaydırma elemanları: Taşıyıcı ana yapısı genlikle yüksek dayanımlı bronz olan,
Mühendislik Makina ve Metalurji San. Tic. Ltd. Şti. Standart Elemanlar www.ozyigit.com GRAFİTLİ KAYDIRMA ELEMANLARI Grafitli kaydırma elemanları: Taşıyıcı ana yapısı genlikle yüksek dayanımlı bronz olan,
AKIŞKAN STATİĞİNİN TEMEL PRENSİPLERİ
 8 AKIŞKAN STATİĞİNİN TEMEL PRENSİPLERİ 2 2.1 BİR NOKTADAKİ BASINÇ Sıvı içindeki bir noktaya bütün yönlerden benzer basınç uygulanır. Şekil 2.1 deki gibi bir sıvı parçacığını göz önüne alın. Anlaşıldığı
8 AKIŞKAN STATİĞİNİN TEMEL PRENSİPLERİ 2 2.1 BİR NOKTADAKİ BASINÇ Sıvı içindeki bir noktaya bütün yönlerden benzer basınç uygulanır. Şekil 2.1 deki gibi bir sıvı parçacığını göz önüne alın. Anlaşıldığı
Yüksek verimli içme suyu pompası. Rio-Eco Therm N. Tip Kitapçığı
 Yüksek verimli içme suyu pompası Rio-Eco Therm N Tip Kitapçığı Baskı Tip Kitapçığı Rio-Eco Therm N Tüm hakları saklıdır. Bu kitabın içeriği üreticinin izni olmadan dağıtılamaz, çoğaltılamaz, düzenlenemez
Yüksek verimli içme suyu pompası Rio-Eco Therm N Tip Kitapçığı Baskı Tip Kitapçığı Rio-Eco Therm N Tüm hakları saklıdır. Bu kitabın içeriği üreticinin izni olmadan dağıtılamaz, çoğaltılamaz, düzenlenemez
Belirtilen taşıma kapasitelerine, ancak döner tekerin taban tablası tamamen bitişik olması halinde ulaşılır.
 Tabla (Üst tabla) Bağlantı deliği Çelik geçme pim Dişli pim (Ürün No. eklentisi: -GS...) Teker, cıvatalar ve somunlar aracılığıyla düz bir yüzeye monte edilir. Vida delikleri arasındaki mesafeler standartlar
Tabla (Üst tabla) Bağlantı deliği Çelik geçme pim Dişli pim (Ürün No. eklentisi: -GS...) Teker, cıvatalar ve somunlar aracılığıyla düz bir yüzeye monte edilir. Vida delikleri arasındaki mesafeler standartlar
İçme suyu pompası. Rio-Therm N. Tip Kitapçığı
 İçme suyu pompası RioTherm N Tip Kitapçığı Baskı Tip Kitapçığı RioTherm N Tüm hakları saklıdır. Bu kitabın içeriği üreticinin izni olmadan dağıtılamaz, çoğaltılamaz, düzenlenemez veya üçüncü şahıslara
İçme suyu pompası RioTherm N Tip Kitapçığı Baskı Tip Kitapçığı RioTherm N Tüm hakları saklıdır. Bu kitabın içeriği üreticinin izni olmadan dağıtılamaz, çoğaltılamaz, düzenlenemez veya üçüncü şahıslara
MAKİNE ELEMANLARI - (8.Hafta) VİDALAR -1
 VİDALAR -1") A. TEMEL KAVRAMLAR MAKİNE ELEMANLARI - (8.Hafta) VİDALAR -1 B. VİDA TÜRLERİ a) Vida Profil Tipleri Mil üzerine açılan diş ile lineer hareket elde edilmek istendiğinde kullanılır. Üçgen Vida Profili: Parçaları
A. TEMEL KAVRAMLAR MAKİNE ELEMANLARI - (8.Hafta) VİDALAR -1 B. VİDA TÜRLERİ a) Vida Profil Tipleri Mil üzerine açılan diş ile lineer hareket elde edilmek istendiğinde kullanılır. Üçgen Vida Profili: Parçaları
SCP SCP A TS EN ISO 2858 NORM POMPALAR. Basılabilen Sıvılar. Teknik Bilgiler. Tasarım Özellikleri. Mil Sızdırmazlığı
 TS EN ISO 25 NORM POMPALAR Basılabilen Sıvılar İçinde katı parçacıklar ve elyaf bulunmayan, temiz veya az kirli, düşük veya orta viskoziteli sıvılar. Teknik Bilgiler Basma Flanşı Debi Basma Yüksekliği
TS EN ISO 25 NORM POMPALAR Basılabilen Sıvılar İçinde katı parçacıklar ve elyaf bulunmayan, temiz veya az kirli, düşük veya orta viskoziteli sıvılar. Teknik Bilgiler Basma Flanşı Debi Basma Yüksekliği
DİYAFRAMLI EMNİYET VENTİLİ (DEV)
") DİYAFRAMLI EMNİYET VENTİLİ (DEV) SABİT AYARLI Aralık 01 TANITIM Diyaframlı emniyet ventilleri kapalı devre ısıtma sistemlerinde oluşan basıncı tahliye ederek, önceden belirlenmiş bir değere sınırlamak
DİYAFRAMLI EMNİYET VENTİLİ (DEV) SABİT AYARLI Aralık 01 TANITIM Diyaframlı emniyet ventilleri kapalı devre ısıtma sistemlerinde oluşan basıncı tahliye ederek, önceden belirlenmiş bir değere sınırlamak
02.01.2012. Freze tezgahında kullanılan kesicilere Çakı denir. Çakılar, profillerine, yaptıkları işe göre gibi çeşitli şekillerde sınıflandırılır.
 Freze ile ilgili tanımlar Kendi ekseni etrafında dönen bir kesici ile sabit bir iş parçası üzerinden yapılan talaş kaldırma işlemine Frezeleme, yapılan tezgaha Freze ve yapan kişiye de Frezeci denilir.
Freze ile ilgili tanımlar Kendi ekseni etrafında dönen bir kesici ile sabit bir iş parçası üzerinden yapılan talaş kaldırma işlemine Frezeleme, yapılan tezgaha Freze ve yapan kişiye de Frezeci denilir.
TEKNİK KILAVUZ : QUARD VE QUEND SOĞUK ŞEKİLLENDİRİLMESİ
 TEKNİK KILAVUZ : QUARD VE QUEND SOĞUK ŞEKİLLENDİRİLMESİ Distributed by Duferco 1. Giriş Quard, aşınmaya dayanıklı çelik ve Quend, yüksek dayanımlı çelik en iyi soğuk şekillendirme performansı için geliştirilmiştir.
TEKNİK KILAVUZ : QUARD VE QUEND SOĞUK ŞEKİLLENDİRİLMESİ Distributed by Duferco 1. Giriş Quard, aşınmaya dayanıklı çelik ve Quend, yüksek dayanımlı çelik en iyi soğuk şekillendirme performansı için geliştirilmiştir.
MONOBLOK SALYANGOZLU NORM SANTRİFÜJ POMPALAR MNP
 MONOBLOK SALYANGOZLU NORM SANTRİFÜJ POMPALAR MNP 32 50 Yüksek verim, Uzun ömür, Üstün kalite, DIN 2533 normuna (TS EN 092-2 ve TS EN 092- standartlarına) uygun flanşlar, IEC, VDE normlarına uygun elektrik
MONOBLOK SALYANGOZLU NORM SANTRİFÜJ POMPALAR MNP 32 50 Yüksek verim, Uzun ömür, Üstün kalite, DIN 2533 normuna (TS EN 092-2 ve TS EN 092- standartlarına) uygun flanşlar, IEC, VDE normlarına uygun elektrik
STAF, STAF-SG. Balans vanaları DN , PN 16 ve PN 25
 STAF, STAF-SG Balans vanaları DN 20-400, PN 16 ve PN 25 IMI TA / Balans vanaları / STAF, STAF-SG STAF, STAF-SG Flanşlı, dökme demir (STAF) ve düktil demir (STAF-SG) balans vanaları geniş bir uygulama alanında
STAF, STAF-SG Balans vanaları DN 20-400, PN 16 ve PN 25 IMI TA / Balans vanaları / STAF, STAF-SG STAF, STAF-SG Flanşlı, dökme demir (STAF) ve düktil demir (STAF-SG) balans vanaları geniş bir uygulama alanında
ContiTech: Dişli kayışı değişikliği için uzman ipuçları
 ContiTech: Dişli kayışı değişikliği için uzman ipuçları 2001 model, AKE motor kodlu A4 (B6) 2,5ltr. V6 TDI bir CT1015 WP1 ve CT1018K1 Audi modeline yönelik ayrıntılı kılavuz ContiTech, kayış değişiminde
ContiTech: Dişli kayışı değişikliği için uzman ipuçları 2001 model, AKE motor kodlu A4 (B6) 2,5ltr. V6 TDI bir CT1015 WP1 ve CT1018K1 Audi modeline yönelik ayrıntılı kılavuz ContiTech, kayış değişiminde
Yüzey Pürüzlülüğü. M Nalbant
 Yüzey Pürüzlülüğü M Nalbant 2017 1 Yüzey pürüzlülüğü veya kısaca pürüzlülük, yüzey dokusunun bir bileşenidir. Pürüzlülük, gerçek yüzeyin ideal biçiminden gerçek yüzeyin normal vektörü yönündeki, sapmalarıyla
Yüzey Pürüzlülüğü M Nalbant 2017 1 Yüzey pürüzlülüğü veya kısaca pürüzlülük, yüzey dokusunun bir bileşenidir. Pürüzlülük, gerçek yüzeyin ideal biçiminden gerçek yüzeyin normal vektörü yönündeki, sapmalarıyla
TS EN ISO. Düz Boruya Monte Edilen SNL. Santrifüj Pompalar ATEX SNL 02 04-10
 TS EN ISO 9905 Düz Boruya Monte Edilen Santrifüj Pompalar ATEX 02 0-10 Genel Bilgiler Basılabilen Sıvılar pompalar temiz veya çok hafif kirli düşük viskoziteli sıvıları basmaya uygundur. Teknik Bilgiler
TS EN ISO 9905 Düz Boruya Monte Edilen Santrifüj Pompalar ATEX 02 0-10 Genel Bilgiler Basılabilen Sıvılar pompalar temiz veya çok hafif kirli düşük viskoziteli sıvıları basmaya uygundur. Teknik Bilgiler
Mastarlar. Resim 2.23: Mastar ve şablon örnekleri
 Mastarlar Mastarlar (Resim 2.23), iş parçasının istenilen ölçüden daha büyük ya da küçük olup olmadığının kontrolü için kullanılan ölçme aletleridir. Parça boyutlarının, geometrik biçimlerin kontrolünde
Mastarlar Mastarlar (Resim 2.23), iş parçasının istenilen ölçüden daha büyük ya da küçük olup olmadığının kontrolü için kullanılan ölçme aletleridir. Parça boyutlarının, geometrik biçimlerin kontrolünde
Hız-Moment Dönüşüm Mekanizmaları. Vedat Temiz
 Hız-Moment Dönüşüm Mekanizmaları Vedat Temiz Neden hız-moment dönüşümü? 1. Makina için gereken hızlar çoğunlukla standart motorların hızlarından farklıdır. 2. Makina hızının, çalışma sırasında düzenli
Hız-Moment Dönüşüm Mekanizmaları Vedat Temiz Neden hız-moment dönüşümü? 1. Makina için gereken hızlar çoğunlukla standart motorların hızlarından farklıdır. 2. Makina hızının, çalışma sırasında düzenli
EMEA Aftermarket Press Event Aftermarket Basın Toplantısı, June 17, 2009 Türkiye, 12 Kasım Turbo Hakkında Fundamentals Genel Bilgiler
 EMEA Aftermarket Press Event Aftermarket Basın Toplantısı, June 17, 2009 Türkiye, 12 Kasım 2009 Turbo Hakkında Fundamentals Genel Bilgiler Gündem Turbo nedir? Turbo nasıl çalışır? İç Parçalar ve Fonksiyonları
EMEA Aftermarket Press Event Aftermarket Basın Toplantısı, June 17, 2009 Türkiye, 12 Kasım 2009 Turbo Hakkında Fundamentals Genel Bilgiler Gündem Turbo nedir? Turbo nasıl çalışır? İç Parçalar ve Fonksiyonları
Görev çubuğu. Ana ölçek. Şekil 1.1: Verniyeli kumpas
 Deney No : M0 Deney Adı : ÖLÇME VE HATA HESABI Deneyin Amacı : Bazı uzunluk ölçü aletlerini tanımak ve ölçme hataları hakkında ön bilgiler elde etmektir. Teorik Bilgi : VERNİYELİ KUMPAS Uzunluk ölçümü
Deney No : M0 Deney Adı : ÖLÇME VE HATA HESABI Deneyin Amacı : Bazı uzunluk ölçü aletlerini tanımak ve ölçme hataları hakkında ön bilgiler elde etmektir. Teorik Bilgi : VERNİYELİ KUMPAS Uzunluk ölçümü
TS EN ISO SNT. Tek Kademeli Norm Santrifüj Pompalar TS EN 733 ATEX SNT 01 04-10
 TS EN ISO 9905 Tek Kademeli Norm Santrifüj Pompalar TS EN 733 ATEX 01 04- Genel Bilgiler Basýlabilen Sývýlar pompalar aþýndýrýcý olmayan, içinde katý parçacýklar ve elyaf bulunmayan, temiz veya çok hafif
TS EN ISO 9905 Tek Kademeli Norm Santrifüj Pompalar TS EN 733 ATEX 01 04- Genel Bilgiler Basýlabilen Sývýlar pompalar aþýndýrýcý olmayan, içinde katý parçacýklar ve elyaf bulunmayan, temiz veya çok hafif
Mini yataklı silindirlerdfc
 Marketteki en küçük yataklı silindir Minimum yer gereksinimi Kayar yataklı veya rulman kılavuz yataklı Temassızsonkonumalgılaması için Yüksektorka dayanıklı ve hassas Yedek parça servisi DFC-10 Ek bilgi
Marketteki en küçük yataklı silindir Minimum yer gereksinimi Kayar yataklı veya rulman kılavuz yataklı Temassızsonkonumalgılaması için Yüksektorka dayanıklı ve hassas Yedek parça servisi DFC-10 Ek bilgi
MİL GÖBEK BAĞLANTILARI
 MİL GÖBEK BAĞLANTILARI Mil üzerine yerleştirilen dişli çark, kasnak, volan gibi disk şeklindeki Mil Mil elemanlara genel anlamda GÖBEK denir. Mil ve göbek tek bir sistem meydana getirecek şekilde birbirlerine
MİL GÖBEK BAĞLANTILARI Mil üzerine yerleştirilen dişli çark, kasnak, volan gibi disk şeklindeki Mil Mil elemanlara genel anlamda GÖBEK denir. Mil ve göbek tek bir sistem meydana getirecek şekilde birbirlerine
CNC FREZE TEZGAHLARININ PROGRAMLANMASI
 CNC FREZE TEZGAHLARININ PROGRAMLANMASI Frezelemenin Tanımı Çevresinde çok sayıda kesici ağzı bulunan takımın dönme hareketine karşılık, iş parçasının öteleme hareketi yapmasıyla gerçekleştirilen talaş
CNC FREZE TEZGAHLARININ PROGRAMLANMASI Frezelemenin Tanımı Çevresinde çok sayıda kesici ağzı bulunan takımın dönme hareketine karşılık, iş parçasının öteleme hareketi yapmasıyla gerçekleştirilen talaş
MUKAVEMET-2 DERSİ BAUN MAKİNA MÜHENDİSLİĞİ VİZE ÖNCESİ UYGULAMA SORULARI MART Burulma 2.Kırılma ve Akma Kriterleri
 MUKAVEMET-2 DERSİ BAUN MAKİNA MÜHENDİSLİĞİ VİZE ÖNCESİ UYGULAMA SORULARI MART-2019 1.Burulma 2.Kırılma ve Akma Kriterleri UYGULAMA-1 Şekildeki şaft C noktasında ankastre olarak sabitlenmiş ve üzerine tork
MUKAVEMET-2 DERSİ BAUN MAKİNA MÜHENDİSLİĞİ VİZE ÖNCESİ UYGULAMA SORULARI MART-2019 1.Burulma 2.Kırılma ve Akma Kriterleri UYGULAMA-1 Şekildeki şaft C noktasında ankastre olarak sabitlenmiş ve üzerine tork
Aşırı korozif ortamlar için nikel ve PTFE kaplama opsiyonel olarak sunulmaktadır.
 GENEL ÖZELLİKLER PAD-20 TEK ETKİLİ PNÖMATİK AKTÜATÖR Tek Etkili Pnömatik Aktüatörler dişli tip tasarıma sahip olup tek etkili tipte üretilmektedir. Yeni nesil aktüatörler mil üzerindeki kam ile standart
GENEL ÖZELLİKLER PAD-20 TEK ETKİLİ PNÖMATİK AKTÜATÖR Tek Etkili Pnömatik Aktüatörler dişli tip tasarıma sahip olup tek etkili tipte üretilmektedir. Yeni nesil aktüatörler mil üzerindeki kam ile standart