MAKİNE ELEMANLARI DERS SLAYTLARI
|
|
|
- Bilge Erdinç
- 8 yıl önce
- İzleme sayısı:
Transkript
1 MAKİNE ELEMANLARI DERS SLAYTLARI TOLERANSLAR P r o f. D r. İ r f a n K A Y M A Z P r o f. D r. A k g ü n A L S A R A N A r ş. G ör. İ l y a s H A C I S A L I H O Ğ LU

2 Tolerans Gereksinimi? Tasarım ve üretim süreci arasında boyut ve yüzey kalitesinde farklılıklar ortaya çıkmaktadır. Üretilen ürünün beklenen fonksiyonu gerçekleştirebilmesi, ekonomik olarak işlenemebilmesi amaçlanırken üretilen parçalar teknik çizim ile farklılıklar gösterebilir. Bu farklılığa rağmen hata miktarı belirlenen iki limit değer arasında ise ürünün beklenen işlevi yerine getirebileceği söylenebilir. Bu iki limit arasındaki fark Tolerans olarak adlandırılan kabul edilebilir sapma miktarıdır. Üretime gönderilen çizim üzerindeki boyut, şekil ve yüzey özellikleri ile ürünün kesin olarak üretilmesi veya üretilen ürünün bire bir tasarım ile aynı elde edilmesi oldukça güç ve masraflı olacaktır. Toleranslar sayesinde fonksiyonunu yerine getiren ve ekonomik olarak üretilmiş makine parçaları elde edilir. Ayrıca toleranslar sayesinde gerektiğinde parçaların değişimine olanak da sağlanır. Toleransın daha iyi anlaşılabilmesi için gerekli olan tanımlamalar en çok kullanılan delik ve mil gibi silindirik elemanlara göre açıklanacaktır. Delik deyimi parçanın iç yüzeyini mil deyimi ise dış yüzeyini simgeler. Tolerans

3 Toleranslar boyut, konum ve yüzey toleransları olmak üzere üçe ayrılır. 1- Boyut Toleransları Boyut: Parçanın büyüklüğünü gösteren sayısal değer. Delik ve mil tarifinden gidildiği için boyut terimi çap ve uzunlukları kapsamaktadır. Gerçek boyut: İmalat sonrası ölçeme yolu ile elde edilen boyut. ( Efektif Boyut) Boyut sınırları (limitler): Parçanın kabul edilebilir en büyük ve en küçük boyutudur. Gerçek boyut bu ikisi arasında olmalıdır. Nominal Boyut: Parçanın boyutuna en yakın standart veya yuvarlatılmış sayı (Referans boyut, anma boyutu) Genellikle hesap yolu ile elde edilir. Örneğin mukavemet hesabına göre bulunan boyut. 25,05mm için nominal boyut 25mm dir. Alt ve Üst sapmaların tanımlanmasında nominal boyut referans olarak alınır. Boyut Toleransı
 Genellikle hesap yolu ile elde edilir. Örneğin mukavemet hesabına göre bulunan boyut.")
4 En büyük boyut: iki sınır boyuttan büyük olanı (D max, d max ) En küçük boyut: İki sınır boyuttan küçük olanı ( D min,d min ) Sıfır Çizgisi: Sapmaların gösterilmesinde referans alınan nominal boyut çizgisi. Tolerans: En büyük ve en küçük boyut arasındaki farktır. (D max - D min gibi) Üst sapma :En büyük boyutla nominal boyut arasındaki fark (A ü, a ü ) Alt sapma :En küçük boyutla nominal boyut arasındaki fark (A a, a a ) Tolerans bölgesi: Tolerans iki faktöre bağlı olarak belirlenir. 1. Toleransın büyüklüğü (T) 2. Sıfır çizgisine olan uzaklığı Boyut Toleransı
 Tolerans bölgesi: Tolerans iki faktöre bağlı olarak belirlenir. 1. Toleransın büyüklüğü (T) 2.")
5 Görüldüğü gibi aynı tolerans değerlerine rağmen sapmalar farklı olabilmektedir. Bu büyüklük ve uzaklık kavramlarının farklılığı değişik nominal boyutlar için standartlaştırılmıştır. (ISO tolerans standartları) Tanımlamaları genişletecek olursak mil ve delik için toleranslar T d = d max - d min T D = D max - D min olur. Üst ve alt sapma değerleri içinse A ü = D max - D n A a = D min - D n a ü = d max - d n a a = d min - d n olarak hesaplanır. (D n ve d n sırasıyla mil ve delik için nominal boyutlar olup eş çalışan elemanlar da aynı değerdir.) Sapma değerleri kullanılarak toleranslar T d = a ü -a a Boyut Toleransı T D =A ü -A a * Burada «d» mil «D» delik gösterimlerinde kullanılmaktadır.

6 ISO (International Standard Organization) sisteminde tolerans: Harf : Toleransın sıfır çizgisine uzaklığı Sayı : Tolerans bölgesinin genişliği ile gösterilir TOLERANS KALİTESİ ISO sisteminde tolerans büyüklüğü imalat kalitesini de içerir. Kalite Sınıfları: IT01,IT0,IT1,IT2,,IT18 Temel Tolerans Değerler: Bu kalite sınıflarına karşılık gelen toleranslardır. ISO Tolerans standartı

7 Temel toleranslar; Kalite kademesine bağlı bir katsayı (k) Tolerans birimi (i) nin çarpımımdan elde edilir. ISO Tolerans standartı

 Millerde: (a,b,c,.")
8 Tolerans değerleri ; sıfır çizgisine olan uzaklıkları harf ile gösterilir Delikler: (A,B,C,.,Z,ZA,ZB,ZC) Millerde: (a,b,c,..,za,zb,zc) Tolerans bölgesi ve alanları
 Millerde: (a,b,c,.")
9 Geçme: Eş çalışan iki parçanın montaj sonrası boyutları arasındaki farktan kaynaklanan durumdur. Boşluklu, ara ve sıkı geçme olmak üzere üç şekilde olabilir. Pratikte geçmeler Birim Delik ve Birim Mil olmak üzere iki şekilde gerçekleştirilir. Boyut Toleransı

10 Birim Delik Sisteminde Geçmeler (Mil Toleransları) Deliklerde H toleransı kullanılır. (a h) (j n) (p zc) Birim Delik sisteminde deliğin toleransı sabit kabul edilir ve çeşitli geçmeler elde etmek için milin tolerans bölgesi değiştirilir. Boyut Toleransı

11 Birim Mil Sisteminde Geçmeler (Delik Toleransları) Millerde h toleransı kullanılır. (A H) (J N) (P ZC) Birim Mil sisteminde milin toleransı sabit kabul edilir ve deliğin tolerans bölgesi değiştirilir. Boyut Toleransı

12 ISO tolerans sisteminde IT01, IT00, IT1,..IT 18 olmak üzere 20 tolerans kalitesi bulunmaktadır. Tolerans kalitesi tolerans alanının büyüklüğünü göstermektedir. Burada tolerans kalite numarası arttıkça tolerans aralığı genişler, üretim kolaylaşıp maliyet azalırken kalite kalite düşer. Boyut Toleransı

13 Boyut Toleransı
. Harf tolerans bölgesinin sıfır çizgisine uzaklığını gösterirken, sayı tolerans bölgesinin büyüklüğünü ifade eder.")
14 Dünyada, tolerans büyüklüğünü ve sıfır çizgisine göre uzaklığını tayin eden bir çok standart sistemi olmasına rağmen çoğu ISO sistemine uymaktadır. ISO sisteminde tolerans bir harf ve bir sayı ile gösterilir (H7, m6 gibi). Harf tolerans bölgesinin sıfır çizgisine uzaklığını gösterirken, sayı tolerans bölgesinin büyüklüğünü ifade eder. Boyut Toleransı İnce toleranslar Orta toleranslar Kaba toleranslar ISO kaliteleri Ölçme cihazları Talaş kaldırma işlemi Döküm, Dövme ve Kaba işlemler Üretim yöntemlerine ait toleranslar: Parçaları işlemek için kullanılan her bir yöntemin belirli tolerans sınırları vardır. Dolayısı ile elde edilmek istenen toleransa göre üretim yöntemi belirlenmelidir. Ürün kontrolleri için mastar veya ölçü kontrolleri vardır. Genellikle mastar kontrolü kullanılır böylelikle zamandan kazanılır. Mastar ölçümleri maksimum ve minimum ölçülere göre karar verir, değer göstermez (Geçer-Geçmez) Ayrıca belli aralıklarla alınan numuneler ile seri kontrol edilir.

15 Çap 25 mm için H6 (+13,0) iken H7(+21,0) dır. Buda üretimde H6 toleransı için çap 25+13x0,001=25,013mm olurken H7 için 25+21x0,001=25,021 olur 25 25, ,021 0 Boyut Toleransı

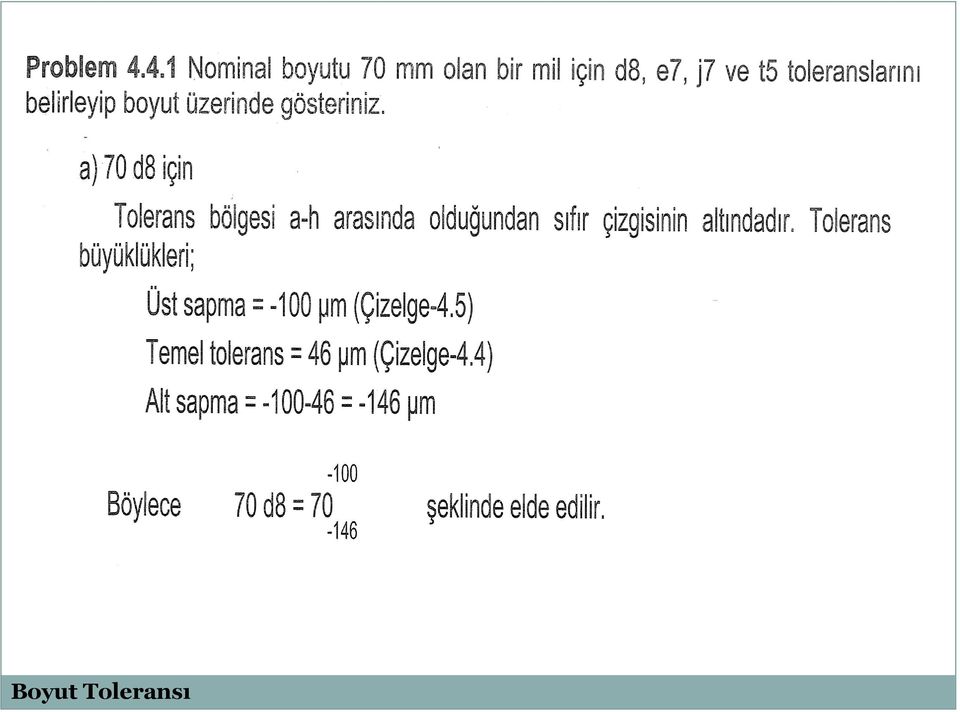
16 Bir uygulama: Nominal çapı Ø40 mm olan bir milin h6, s6 toleranslarını bulup en küçük (d min ) ve en büyük boyut ( d max ) hesaplamasını yapılım. h6 için d min =40,000-0,016=39,984 d max =40,000+0=40 Tolerans (T) = d max - d min =16 s6 için d min =40,000+0,043=40,043 d max =40,000+0,059=40,059 Tolerans (T) = d max - d min =16 Boyut Toleransı
 = d")
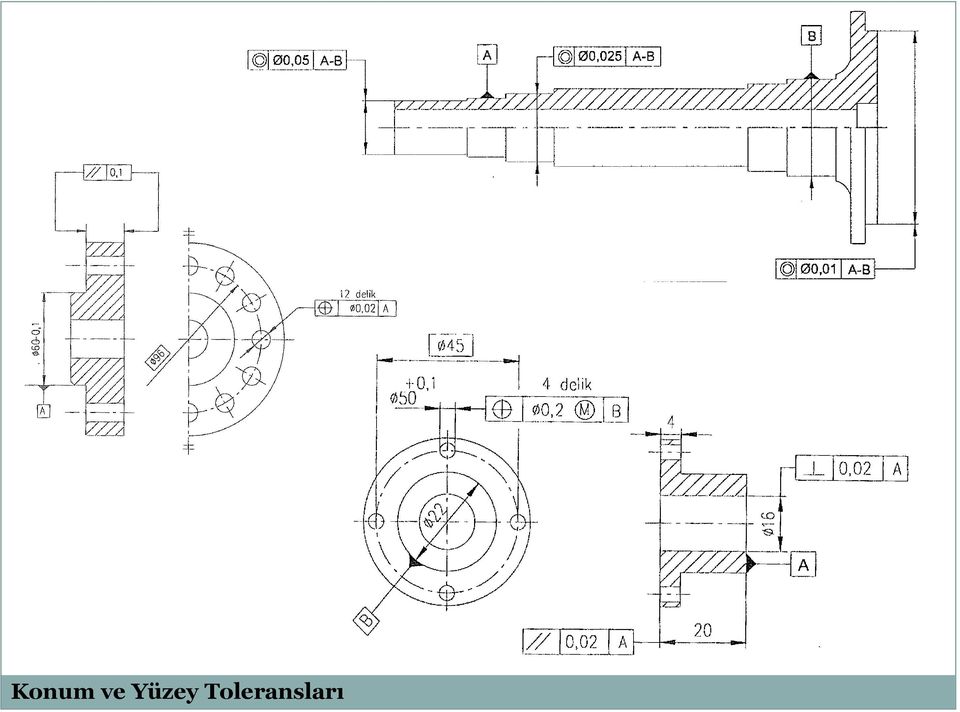
17 Üretim sırasında parçaların teknik çizimlerindeki geometrik şekilleri elde etmek imkansızdır. Tutma, takım ve işleme hataları geometrik şekillerde sapmalara neden olur. Geometrik şekillerdeki bu sapmalara şekil kalitesi denir. Geometrik Tolerans Sembolleri Konum ve Yüzey Toleransları

18 Konum ve Yüzey Toleransları
19 Yüzey Kalitesi: İşlenen parçalar Yüzey kalitesini belirleyen makro seviyede dalgalar, mikro seviyede yüzey pürüzlülükleri (R) ve yanı sıra hatalarda barındırırlar. Yüzey kalitesi pürüzlülük ile ifade edilir. Ra, Rz, Rp ve Rt olmak üzere dört farklı faktör vardır. En çok kullanılan ve anlamlısı ortalama yüzey pürüzlülüğü olan Ra dır. Konum ve Yüzey Toleransları

20

Makine Elemanları I. Toleranslar. Prof. Dr. İrfan KAYMAZ. Erzurum Teknik Üniversitesi. Mühendislik Fakültesi Makine Mühendisliği Bölümü
 Makine Elemanları I Prof. Dr. İrfan KAYMAZ Mühendislik Fakültesi Makine Mühendisliği Bölümü İçerik Toleransın tanımı Boyut Toleransı Geçme durumları Tolerans hesabı Yüzey pürüzlülüğü Örnekler Tolerans
Makine Elemanları I Prof. Dr. İrfan KAYMAZ Mühendislik Fakültesi Makine Mühendisliği Bölümü İçerik Toleransın tanımı Boyut Toleransı Geçme durumları Tolerans hesabı Yüzey pürüzlülüğü Örnekler Tolerans
Makine Elemanları I Prof. Dr. Akgün ALSARAN. Temel bilgiler Toleranslar
 Makine Elemanları I Prof. Dr. Akgün ALSARAN Temel bilgiler Toleranslar İçerik Tolerans nedir? Boyut toleransı Geçme Yüzey pürüzlülüğü Örnekler 2 Tolerans nedir? Tasarım ve üretim süreci arasında boyut
Makine Elemanları I Prof. Dr. Akgün ALSARAN Temel bilgiler Toleranslar İçerik Tolerans nedir? Boyut toleransı Geçme Yüzey pürüzlülüğü Örnekler 2 Tolerans nedir? Tasarım ve üretim süreci arasında boyut
MAK 305 MAKİNE ELEMANLARI-1
 MAK 305 MAKİNE ELEMANLARI-1 Toleranslar ve Yüzey Kalitesi Doç. Dr. Ali Rıza Yıldız 1 BU DERS SUNUMUNDAN EDİNİLMESİ BEKLENEN BİLGİLER Tolerans kavramının anlaşılması ISO Tolerans Sistemi Geçmeler Toleransın
MAK 305 MAKİNE ELEMANLARI-1 Toleranslar ve Yüzey Kalitesi Doç. Dr. Ali Rıza Yıldız 1 BU DERS SUNUMUNDAN EDİNİLMESİ BEKLENEN BİLGİLER Tolerans kavramının anlaşılması ISO Tolerans Sistemi Geçmeler Toleransın
Teknik Resim TEKNİK BİLİMLER MESLEK YÜKSEKOKULU. 9. Alıştırma Toleransları. Yrd. Doç. Dr. Garip GENÇ. [ ES (es) = EBÖ AÖ ]
![Teknik Resim TEKNİK BİLİMLER MESLEK YÜKSEKOKULU. 9. Alıştırma Toleransları. Yrd. Doç. Dr. Garip GENÇ. [ ES (es) = EBÖ AÖ ]](/thumbs/56/39108273.jpg "Teknik Resim TEKNİK BİLİMLER MESLEK YÜKSEKOKULU. 9. Alıştırma Toleransları. Yrd. Doç. Dr. Garip GENÇ. [ ES (es) = EBÖ AÖ ]") TEKNİK BİLİMLER MESLEK YÜKSEKOKULU Teknik Resim Toleransın Tanımı ve Önemi Elde edilen ölçü ve şekil, çizim üzerinde belirtilen değerden biraz büyük veya biraz küçük olabilir. İşte bu iki sınır arasındaki
TEKNİK BİLİMLER MESLEK YÜKSEKOKULU Teknik Resim Toleransın Tanımı ve Önemi Elde edilen ölçü ve şekil, çizim üzerinde belirtilen değerden biraz büyük veya biraz küçük olabilir. İşte bu iki sınır arasındaki
TOLERANSLAR (TOLERANCES)
") TOLERANSLAR (TOLERANCES) İş parçalarının ideal şekil ve tam ölçüsünde üretilmesi: Zor Masraflı Gereksiz Bir parçanın ölçüsü, çizimde belirtilen değerden biraz büyük veya küçük olabilir. Bu iki sınıra TOLERANS
TOLERANSLAR (TOLERANCES) İş parçalarının ideal şekil ve tam ölçüsünde üretilmesi: Zor Masraflı Gereksiz Bir parçanın ölçüsü, çizimde belirtilen değerden biraz büyük veya küçük olabilir. Bu iki sınıra TOLERANS
A- STANDART SAYILAR VE TOLERANSLAR
 A STANDART SAYILAR VE TOLERANSLAR Cetvel1 Norm (Standart) sayılar ile ilgili tablolar Cetvel1A DIN323 e göre Temel Sayılar Faktörü Ana Değerler Yuvarlak Değerler Temel Seri Dönüşmüş Seri R5 R10 R20 R40
A STANDART SAYILAR VE TOLERANSLAR Cetvel1 Norm (Standart) sayılar ile ilgili tablolar Cetvel1A DIN323 e göre Temel Sayılar Faktörü Ana Değerler Yuvarlak Değerler Temel Seri Dönüşmüş Seri R5 R10 R20 R40
A.I.3 TÜRK STANDARDLARI
 A.I.3 TÜRK STANDARDLARI Yüzey pürüzlülüğü konusunda başlıca Türk Standartları: TS 971.- Yüzey pürüzlülüğü - Parametreler ve pürüzlülük kuralları TS 2578.- Pürüzlülük karşılaştırma numuneleri. Bölüm 1:
A.I.3 TÜRK STANDARDLARI Yüzey pürüzlülüğü konusunda başlıca Türk Standartları: TS 971.- Yüzey pürüzlülüğü - Parametreler ve pürüzlülük kuralları TS 2578.- Pürüzlülük karşılaştırma numuneleri. Bölüm 1:
Yüzey Pürüzlülüğü Ölçüm Deneyi
 Yüzey Pürüzlülüğü Ölçüm Deneyi 1 İşlenmiş yüzeylerin kalitesi, tasarımda verilen ölçülerdeki hassasiyetin elde edilmesi ile karakterize edilir. Her bir işleme operasyonu, kesme takımından kaynaklanan düzensizlikler
Yüzey Pürüzlülüğü Ölçüm Deneyi 1 İşlenmiş yüzeylerin kalitesi, tasarımda verilen ölçülerdeki hassasiyetin elde edilmesi ile karakterize edilir. Her bir işleme operasyonu, kesme takımından kaynaklanan düzensizlikler
YÜZEYLERİN BİRBİRİNE GÖRE DURUMU
 YÜZEY İŞLEME İŞARETLERİ İ (SURFACE QUALITY SPECIFICATIONS) YÜZEYLERİN BİRBİRİNE GÖRE DURUMU Maliyetin artmaması için yüzeyler, gerektiği kadar düzgün ve pürüzsüz olmalıdır. Parça yüzeyleri, imalat yöntemine
YÜZEY İŞLEME İŞARETLERİ İ (SURFACE QUALITY SPECIFICATIONS) YÜZEYLERİN BİRBİRİNE GÖRE DURUMU Maliyetin artmaması için yüzeyler, gerektiği kadar düzgün ve pürüzsüz olmalıdır. Parça yüzeyleri, imalat yöntemine
MAKINA TASARIMI I Örnek Metin Soruları TOLERANSLAR
 MAKINA TASARIMI I Örnek Metin Soruları TOLERANSLAR 1. Boyut, gerçek boyut, nominal boyut ve tolerans nedir, tanımlayınız. 2. Toleransları sınıflandırınız. 3. Tasarımı yapılırken bir makine parçasının boyutları
MAKINA TASARIMI I Örnek Metin Soruları TOLERANSLAR 1. Boyut, gerçek boyut, nominal boyut ve tolerans nedir, tanımlayınız. 2. Toleransları sınıflandırınız. 3. Tasarımı yapılırken bir makine parçasının boyutları
TEKNİK RESİM. Ders Notları: Doç. Dr. Mehmet Çevik Celal Bayar Üniversitesi. Yüzey İşleme İşaretleri
 TEKNİK RESİM 12 2014 Ders Notları: Doç. Dr. Mehmet Çevik Celal Bayar Üniversitesi Yüzey İşleme İşaretleri 2/33 Yüzey İşleme İşaretleri Makina parçalarında yüzey pürüzleri Parça yüzeyinin dik kesiti Ortalama
TEKNİK RESİM 12 2014 Ders Notları: Doç. Dr. Mehmet Çevik Celal Bayar Üniversitesi Yüzey İşleme İşaretleri 2/33 Yüzey İşleme İşaretleri Makina parçalarında yüzey pürüzleri Parça yüzeyinin dik kesiti Ortalama
BÖLÜM 15. TOLERANSLAR
 BÖLÜM 15. TOLERANSLAR A TOLERANSIN TANIMI VE ÖNEMİ Makine imalâtında parçaların resminde verilen ölçülerinde, istenilen düzgünlükte üretilmesi mümkün değildir. Parçaların imalâtı sonucu elde edilen değerler,
BÖLÜM 15. TOLERANSLAR A TOLERANSIN TANIMI VE ÖNEMİ Makine imalâtında parçaların resminde verilen ölçülerinde, istenilen düzgünlükte üretilmesi mümkün değildir. Parçaların imalâtı sonucu elde edilen değerler,
Mak-204. Üretim Yöntemleri II. Talaşlı Đmalatın Genel Tanımı En Basit Talaş Kaldırma: Eğeleme Ölçme ve Kumpas Okuma Markalama Tolerans Kesme
 Mak-204 Üretim Yöntemleri II Talaşlı Đmalatın Genel Tanımı En Basit Talaş Kaldırma: Eğeleme Ölçme ve Kumpas Okuma Markalama Tolerans Kesme Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi
Mak-204 Üretim Yöntemleri II Talaşlı Đmalatın Genel Tanımı En Basit Talaş Kaldırma: Eğeleme Ölçme ve Kumpas Okuma Markalama Tolerans Kesme Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi
DİŞLER; Diş Profili, çalışma sırasında iki çark arasındaki oranı sabit tutacak şekilde biçimlendirilir. Dişli profillerinde en çok kullanılan ve bu
 KAVRAMLAR Dişli Çarklar, eksenleri birbirine yakın veya birbirini kesen miller arasında hareket ve güç ileten makine elemanlarıdır. Çevrelerine diş açılmış iki dişli çark bir dişli çiftini oluştururlar
KAVRAMLAR Dişli Çarklar, eksenleri birbirine yakın veya birbirini kesen miller arasında hareket ve güç ileten makine elemanlarıdır. Çevrelerine diş açılmış iki dişli çark bir dişli çiftini oluştururlar
MAKİNE ELEMANLARI DERS SLAYTLARI
 MAKİNE ELEMANLARI DERS SLAYTLARI YORULMA P r o f. D r. İ r f a n K A Y M A Z P r o f. D r. A k g ü n A L S A R A N A r ş. G ör. İ l y a s H A C I S A L İ HOĞ LU Aloha Havayolları Uçuş 243: Hilo dan Honolulu
MAKİNE ELEMANLARI DERS SLAYTLARI YORULMA P r o f. D r. İ r f a n K A Y M A Z P r o f. D r. A k g ü n A L S A R A N A r ş. G ör. İ l y a s H A C I S A L İ HOĞ LU Aloha Havayolları Uçuş 243: Hilo dan Honolulu
CNC TORNA TEZGAHLARININ PROGRAMLANMASI
 CNC TORNA TEZGAHLARININ PROGRAMLANMASI Yardımcı fonksiyonu (soğ. sıvısı, mili on/off) İlerleme miktarı Kesme hızı Blok(Satır) numarası Dairesel interpolasyonda yay başlangıcının yay merkezine X,Y veya
CNC TORNA TEZGAHLARININ PROGRAMLANMASI Yardımcı fonksiyonu (soğ. sıvısı, mili on/off) İlerleme miktarı Kesme hızı Blok(Satır) numarası Dairesel interpolasyonda yay başlangıcının yay merkezine X,Y veya
MAKİNA ELEMANLAR I MAK Bütün Gruplar ÖDEV 2
 MAKİNA ELEMANLAR I MAK 341 - Bütün Gruplar ÖDEV 2 Şekilde çelik bir mile sıkı geçme olarak monte edilmiş dişli çark gösterilmiştir. Söz konusu bağlantının P gücünü n dönme hızında k misli emniyetle iletmesi
MAKİNA ELEMANLAR I MAK 341 - Bütün Gruplar ÖDEV 2 Şekilde çelik bir mile sıkı geçme olarak monte edilmiş dişli çark gösterilmiştir. Söz konusu bağlantının P gücünü n dönme hızında k misli emniyetle iletmesi
tanımlar, ölçüler ve açılar DIN ISO 5419 (alıntı baskı 06/98)
") temel bilgiler tanımlar, ölçüler ve açılar DIN ISO 5419 (alıntı baskı 06/98) helisel matkap ucu silindirik saplı/ konik saplı matkap ucu-ø kanal sırt döndürücü dil (DIN 1809' a göre) sap-ø eksen gövde
temel bilgiler tanımlar, ölçüler ve açılar DIN ISO 5419 (alıntı baskı 06/98) helisel matkap ucu silindirik saplı/ konik saplı matkap ucu-ø kanal sırt döndürücü dil (DIN 1809' a göre) sap-ø eksen gövde
İMALAT TEKNOLOJİLERİ
 İMALAT TEKNOLOJİLERİ GĐRĐŞ Đmalat yöntemleri Alışılmış Đmalat Yöntemleri ve Alışılmamış Đmalat Yöntemleri olarak iki gruba ayrılır. Alışılmış yöntemler kesici uç, matkap ucu veya taşlama taşı gibi takımlar
İMALAT TEKNOLOJİLERİ GĐRĐŞ Đmalat yöntemleri Alışılmış Đmalat Yöntemleri ve Alışılmamış Đmalat Yöntemleri olarak iki gruba ayrılır. Alışılmış yöntemler kesici uç, matkap ucu veya taşlama taşı gibi takımlar
DİŞLİ ÇARKLAR I: GİRİŞ
 DİŞLİ ÇARKLAR I: GİRİŞ Prof. Dr. İrfan KAYMAZ Mühendislik Fakültesi Makine Mühendisliği Bölümü Giriş Dişli Çarklar Bu bölüm sonunda öğreneceğiniz konular: Güç ve Hareket İletim Elemanları Basit Dişli Dizileri
DİŞLİ ÇARKLAR I: GİRİŞ Prof. Dr. İrfan KAYMAZ Mühendislik Fakültesi Makine Mühendisliği Bölümü Giriş Dişli Çarklar Bu bölüm sonunda öğreneceğiniz konular: Güç ve Hareket İletim Elemanları Basit Dişli Dizileri
Alıştırma Toleransı -TERMİNOLOJİ
 Alıştırma Toleransı -TERMİNOLOJİ Mil: Dış şekli belirtir. Silindirik olmayan şekilleri de kapsar. Normal Mil (Esas Mil): Bir alıştırma ş sisteminde esas olark seçilen mil. Delik: İç şekli belirtir. Silindirik
Alıştırma Toleransı -TERMİNOLOJİ Mil: Dış şekli belirtir. Silindirik olmayan şekilleri de kapsar. Normal Mil (Esas Mil): Bir alıştırma ş sisteminde esas olark seçilen mil. Delik: İç şekli belirtir. Silindirik
Sıkı Geçme Mil Göbek Bağlantıları: Kontrol ve Boyutlandırma Hesaplamaları. Prof. Dr. Mehmet Fırat 72
 Sıkı Geçme Mil Göbek Bağlantıları: Kontrol ve Boyutlandırma Hesaplamaları 72 Tasarımcı, delikler ve miller için istenilen işlevi yerine getirdikten sonra herhangi bir geometrideki geçmeyi belirlemede özgürdür.
Sıkı Geçme Mil Göbek Bağlantıları: Kontrol ve Boyutlandırma Hesaplamaları 72 Tasarımcı, delikler ve miller için istenilen işlevi yerine getirdikten sonra herhangi bir geometrideki geçmeyi belirlemede özgürdür.
Teknik Resim TEKNİK BİLİMLER MESLEK YÜKSEKOKULU. 10. Şekil Konum Toleransları. Yrd. Doç. Dr. Garip GENÇ
 TEKNİK BİLİMLER MESLEK YÜKSEKOKULU Teknik Resim Genel Bilgi Parça işlenirken malzemenin dokusunda, işleyen tezgahta ve kesici takımda meydana gelen değişiklikler, parçaya yansıdığından şekil ve konum toleransı
TEKNİK BİLİMLER MESLEK YÜKSEKOKULU Teknik Resim Genel Bilgi Parça işlenirken malzemenin dokusunda, işleyen tezgahta ve kesici takımda meydana gelen değişiklikler, parçaya yansıdığından şekil ve konum toleransı
Sandvik Coromant'tan kesici takımlar. Döner takımlar FREZELEME DELİK DELME DELİK İŞLEME TAKIM TUTUCU SİSTEMLERİ
 Sandvik Coromant'tan kesici takımlar Döner takımlar RZLM DLİK DLM DLİK İŞLM TAKIM TUTUCU SİSTMLRİ 2012 DLİK DLM Matkap seçimi Matkap seçimi 1 Delik çapını ve delme derinliğini belirleyin Tabloda listelenen
Sandvik Coromant'tan kesici takımlar Döner takımlar RZLM DLİK DLM DLİK İŞLM TAKIM TUTUCU SİSTMLRİ 2012 DLİK DLM Matkap seçimi Matkap seçimi 1 Delik çapını ve delme derinliğini belirleyin Tabloda listelenen
BÖLÜM 14. YÜZEY DURUMLARI
 BÖLÜM 14. YÜZEY DURUMLARI A- YÜZEY PÜRÜZLÜLÜĞÜ Makine imalâtında talaşlı veya talaşsız şekillendirme ile elde edilen yüzeylerde yapımdan dolayı pürüzler kalır. Bu pürüzler uygulanan yapım çeşidine göre
BÖLÜM 14. YÜZEY DURUMLARI A- YÜZEY PÜRÜZLÜLÜĞÜ Makine imalâtında talaşlı veya talaşsız şekillendirme ile elde edilen yüzeylerde yapımdan dolayı pürüzler kalır. Bu pürüzler uygulanan yapım çeşidine göre
DENEY 2 KESME HIZININ YÜZEY PÜRÜZLÜLÜĞÜNE ETKİSİNİN İNCELENMESİ
 Kesme Hızının Yüzey Pürüzlülüğüne Etkisinin İncelenmesi 1/5 DENEY 2 KESME HIZININ YÜZEY PÜRÜZLÜLÜĞÜNE ETKİSİNİN İNCELENMESİ 1. AMAÇ Bu deneyin amacı; üretilen parçaların yüzey pürüzlülüğünü belirlemek
Kesme Hızının Yüzey Pürüzlülüğüne Etkisinin İncelenmesi 1/5 DENEY 2 KESME HIZININ YÜZEY PÜRÜZLÜLÜĞÜNE ETKİSİNİN İNCELENMESİ 1. AMAÇ Bu deneyin amacı; üretilen parçaların yüzey pürüzlülüğünü belirlemek
BOYUTLAR, TOLERANSLAR VE YÜZEYLER
 BOYUTLAR, TOLERANSLAR VE YÜZEYLER 1. Boyutlar, Toleranslar ve İlgili Özellikler 2. Geleneksel Ölçüm Aletleri ve Mastarlar 3. Yüzeyler 4. Yüzeylerin Ölçümü 5. İmal Usullerinin Etkisi Boyutlar ve Toleranslar
BOYUTLAR, TOLERANSLAR VE YÜZEYLER 1. Boyutlar, Toleranslar ve İlgili Özellikler 2. Geleneksel Ölçüm Aletleri ve Mastarlar 3. Yüzeyler 4. Yüzeylerin Ölçümü 5. İmal Usullerinin Etkisi Boyutlar ve Toleranslar
Makine Elemanları I. Bağlama Elemanları. Prof. Dr. İrfan KAYMAZ. Erzurum Teknik Üniversitesi. Mühendislik Fakültesi Makine Mühendisliği Bölümü
 Bağlama Elemanları Makine Elemanları I Prof. Dr. İrfan KAYMAZ Mühendislik Fakültesi Makine Mühendisliği Bölümü İçerik Bağlama Elemanlarının Sınıflandırılması Şekil Bağlı bağlama elemanlarının hesabı Kuvvet
Bağlama Elemanları Makine Elemanları I Prof. Dr. İrfan KAYMAZ Mühendislik Fakültesi Makine Mühendisliği Bölümü İçerik Bağlama Elemanlarının Sınıflandırılması Şekil Bağlı bağlama elemanlarının hesabı Kuvvet
MAKİNE ELEMANLARI DERS SLAYTLARI
 MAKİNE ELEMANLARI DERS SLAYTLARI AKSLAR VE MİLLER P r o f. D r. İ r f a n K A Y M A Z P r o f. D r. A k g ü n A L S A R A N A r ş. G ör. İ l y a s H A C I S A L İ HOĞ LU Dönen parça veya elemanlar taşıyan
MAKİNE ELEMANLARI DERS SLAYTLARI AKSLAR VE MİLLER P r o f. D r. İ r f a n K A Y M A Z P r o f. D r. A k g ü n A L S A R A N A r ş. G ör. İ l y a s H A C I S A L İ HOĞ LU Dönen parça veya elemanlar taşıyan
Mastarlar. Resim 2.23: Mastar ve şablon örnekleri
 Mastarlar Mastarlar (Resim 2.23), iş parçasının istenilen ölçüden daha büyük ya da küçük olup olmadığının kontrolü için kullanılan ölçme aletleridir. Parça boyutlarının, geometrik biçimlerin kontrolünde
Mastarlar Mastarlar (Resim 2.23), iş parçasının istenilen ölçüden daha büyük ya da küçük olup olmadığının kontrolü için kullanılan ölçme aletleridir. Parça boyutlarının, geometrik biçimlerin kontrolünde
GEOMETRİK TOLERANSLAR - ŞEKİL VE KONUM TOLERANSLARI (YENİ) -
 -") GEOMETRİK TOLERANSLAR - ŞEKİL VE KONUM TOLERANSLARI (YENİ) - H. Rıza BÖRKLÜ Gazi Üniversitesi Teknoloji Fakültesi Endüstriyel Tasarım Mühendisliği Bölümü Teknikokullar - ANKARA 26.04.2016 1 26.04.2016
GEOMETRİK TOLERANSLAR - ŞEKİL VE KONUM TOLERANSLARI (YENİ) - H. Rıza BÖRKLÜ Gazi Üniversitesi Teknoloji Fakültesi Endüstriyel Tasarım Mühendisliği Bölümü Teknikokullar - ANKARA 26.04.2016 1 26.04.2016
TEMEL İSTATİSTİKİ KAVRAMLAR YRD. DOÇ. DR. İBRAHİM ÇÜTCÜ
 TEMEL İSTATİSTİKİ KAVRAMLAR YRD. DOÇ. DR. İBRAHİM ÇÜTCÜ 1 İstatistik İstatistik, belirsizliğin veya eksik bilginin söz konusu olduğu durumlarda çıkarımlar yapmak ve karar vermek için sayısal verilerin
TEMEL İSTATİSTİKİ KAVRAMLAR YRD. DOÇ. DR. İBRAHİM ÇÜTCÜ 1 İstatistik İstatistik, belirsizliğin veya eksik bilginin söz konusu olduğu durumlarda çıkarımlar yapmak ve karar vermek için sayısal verilerin
Yüzey Pürüzlülüğü. M Nalbant
 Yüzey Pürüzlülüğü M Nalbant 2017 1 Yüzey pürüzlülüğü veya kısaca pürüzlülük, yüzey dokusunun bir bileşenidir. Pürüzlülük, gerçek yüzeyin ideal biçiminden gerçek yüzeyin normal vektörü yönündeki, sapmalarıyla
Yüzey Pürüzlülüğü M Nalbant 2017 1 Yüzey pürüzlülüğü veya kısaca pürüzlülük, yüzey dokusunun bir bileşenidir. Pürüzlülük, gerçek yüzeyin ideal biçiminden gerçek yüzeyin normal vektörü yönündeki, sapmalarıyla
CNC Freze Tezgâhı Programlama
 CNC Freze Tezgâhı Programlama 1. Amaç CNC tezgâhının gelişimi ve çalışma prensibi hakkında bilgi sahibi olmak. Başarılı bir CNC programlama için gerekli kısmî programlamanın temellerini anlamak. Hazırlayıcı
CNC Freze Tezgâhı Programlama 1. Amaç CNC tezgâhının gelişimi ve çalışma prensibi hakkında bilgi sahibi olmak. Başarılı bir CNC programlama için gerekli kısmî programlamanın temellerini anlamak. Hazırlayıcı
Türetilmiş Büyüklükler
 Birim Sistemi Fiziksel Nicelik Birim Sembol Kütle kilogram kg Işık şiddeti candela cd Termodinamik sıcaklık kelvin K Elektrik akımı Amper A Madde Miktarı mol mol Uzunluk metre m Zaman saniye s Türetilmiş
Birim Sistemi Fiziksel Nicelik Birim Sembol Kütle kilogram kg Işık şiddeti candela cd Termodinamik sıcaklık kelvin K Elektrik akımı Amper A Madde Miktarı mol mol Uzunluk metre m Zaman saniye s Türetilmiş
SÜREKLİ OLASILIK DAĞILIMI
 SÜREKLİ OLASILIK DAĞILIMI Normal Olasılık Dağılımı Akülerin dayanma süresi, araçların belli bir zamanda aldığı yol, bir koşuya katılanların bitirme süresi gibi sayılamayacak kadar çok değer alabilen sürekli
SÜREKLİ OLASILIK DAĞILIMI Normal Olasılık Dağılımı Akülerin dayanma süresi, araçların belli bir zamanda aldığı yol, bir koşuya katılanların bitirme süresi gibi sayılamayacak kadar çok değer alabilen sürekli
YUVARLANMALI YATAKLAR III: Yuvarlanmalı Yatakların Montajı ve Bakımı
 Rulmanlı Yataklar YUVARLANMALI YATAKLAR III: Yuvarlanmalı Yatakların Montajı ve Bakımı Prof. Dr. İrfan KAYMAZ Mühendislik Fakültesi Makine Mühendisliği Bölümü Giriş Rulmanlı Yataklar Bu bölüm sonunda öğreneceğiniz
Rulmanlı Yataklar YUVARLANMALI YATAKLAR III: Yuvarlanmalı Yatakların Montajı ve Bakımı Prof. Dr. İrfan KAYMAZ Mühendislik Fakültesi Makine Mühendisliği Bölümü Giriş Rulmanlı Yataklar Bu bölüm sonunda öğreneceğiniz
T. C. GÜMÜŞHANE ÜNİVERSİTESİ MÜHENDİSLİK ve DOĞA BİLİMLERİ FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ
 T. C. GÜMÜŞHANE ÜNİVERSİTESİ MÜHENDİSLİK ve DOĞA BİLİMLERİ FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ MAKİNE MÜHENDİSLİĞİ DENEYLER 2 İŞLEME HASSASİYETİ DENEYİ (İŞ PARÇASI YÜZEY PÜRÜZLÜLÜĞÜ ÖLÇÜMÜ) ÖĞRENCİ NO:
T. C. GÜMÜŞHANE ÜNİVERSİTESİ MÜHENDİSLİK ve DOĞA BİLİMLERİ FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ MAKİNE MÜHENDİSLİĞİ DENEYLER 2 İŞLEME HASSASİYETİ DENEYİ (İŞ PARÇASI YÜZEY PÜRÜZLÜLÜĞÜ ÖLÇÜMÜ) ÖĞRENCİ NO:
İmalat Mühendisliğinde Deneysel Metotlar
 İmalat Mühendisliğinde Deneysel Metotlar 3. Hafta 1 YÜZEY PÜRÜZLÜLÜK ÖLÇÜMÜ 1. DENEYİN AMACI Malzemelerin yüzey pürüzlülüğünün ölçümü, önemi ve nerelerde kullanıldığının belirlenmesi. 2 2.TEORİK BİLGİ
İmalat Mühendisliğinde Deneysel Metotlar 3. Hafta 1 YÜZEY PÜRÜZLÜLÜK ÖLÇÜMÜ 1. DENEYİN AMACI Malzemelerin yüzey pürüzlülüğünün ölçümü, önemi ve nerelerde kullanıldığının belirlenmesi. 2 2.TEORİK BİLGİ
İmalatta İşlenebilirlik Kriterleri
 Bölüm 24 TALAŞLI İŞLEMEDE EKONOMİ VE ÜRÜN TASARIMINDA DİKKAT EDİLECEK HUSUSLAR Talaşlı işlenebilirlik Toleranslar ve Yüzey Kesme Koşullarının Seçimi konuları İmalatta İşlenebilirlik Kriterleri Takım ömrü-
Bölüm 24 TALAŞLI İŞLEMEDE EKONOMİ VE ÜRÜN TASARIMINDA DİKKAT EDİLECEK HUSUSLAR Talaşlı işlenebilirlik Toleranslar ve Yüzey Kesme Koşullarının Seçimi konuları İmalatta İşlenebilirlik Kriterleri Takım ömrü-
Makine Elemanları I. Yorulma Analizi. Prof. Dr. İrfan KAYMAZ. Erzurum Teknik Üniversitesi. Mühendislik Fakültesi Makine Mühendisliği Bölümü
 Makine Elemanları I Prof. Dr. İrfan KAYMAZ Mühendislik Fakültesi Makine Mühendisliği Bölümü Yorulma hasarı Aloha Havayolları Uçuş 243: Hilo dan Honolulu (Havai) Uçuşu Tarih: 28 Nisan 1988 Makine elemanlarının
Makine Elemanları I Prof. Dr. İrfan KAYMAZ Mühendislik Fakültesi Makine Mühendisliği Bölümü Yorulma hasarı Aloha Havayolları Uçuş 243: Hilo dan Honolulu (Havai) Uçuşu Tarih: 28 Nisan 1988 Makine elemanlarının
Vidalı mil sistem KGT Vidalı mil KGS Vidalı somun KGF(M)
") Vidalı mil sistem KGT Vidalı mil KGS Vidalı somun KGF(M) Vidalı mil Eksenel boşluk ve önyükleme Schaeffler vidalı miller 45 temas açısına sahiptir. Dış ve iç tahrik kuvvetleri nedeniyle, önyüklemenin bir
Vidalı mil sistem KGT Vidalı mil KGS Vidalı somun KGF(M) Vidalı mil Eksenel boşluk ve önyükleme Schaeffler vidalı miller 45 temas açısına sahiptir. Dış ve iç tahrik kuvvetleri nedeniyle, önyüklemenin bir
Görev çubuğu. Ana ölçek. Şekil 1.1: Verniyeli kumpas
 Deney No : M0 Deney Adı : ÖLÇME VE HATA HESABI Deneyin Amacı : Bazı uzunluk ölçü aletlerini tanımak ve ölçme hataları hakkında ön bilgiler elde etmektir. Teorik Bilgi : VERNİYELİ KUMPAS Uzunluk ölçümü
Deney No : M0 Deney Adı : ÖLÇME VE HATA HESABI Deneyin Amacı : Bazı uzunluk ölçü aletlerini tanımak ve ölçme hataları hakkında ön bilgiler elde etmektir. Teorik Bilgi : VERNİYELİ KUMPAS Uzunluk ölçümü
Mühendislik Mekaniği Statik. Yrd.Doç.Dr. Akın Ataş
 Mühendislik Mekaniği Statik Yrd.Doç.Dr. Akın Ataş Bölüm 10 Eylemsizlik Momentleri Kaynak: Mühendislik Mekaniği: Statik, R. C.Hibbeler, S. C. Fan, Çevirenler: A. Soyuçok, Ö. Soyuçok. 10. Eylemsizlik Momentleri
Mühendislik Mekaniği Statik Yrd.Doç.Dr. Akın Ataş Bölüm 10 Eylemsizlik Momentleri Kaynak: Mühendislik Mekaniği: Statik, R. C.Hibbeler, S. C. Fan, Çevirenler: A. Soyuçok, Ö. Soyuçok. 10. Eylemsizlik Momentleri
1. 2. 3. 4. 5. 6. 7. 8. 9. 10. 11. 12. 13. 14. 15. 16. 17. 18. 19. 20. 21. 22. 23. 24. 25. 26.
 Mil-Göbek Bağlantıları Soruları 1. Mil-göbek bağlantılarını fiziksel esasa göre sınıflandırarak her sınıfın çalışma prensiplerini açıklayınız. 2. Kaç çeşit uygu kaması vardır? Şekil ile açıklayınız. 3.
Mil-Göbek Bağlantıları Soruları 1. Mil-göbek bağlantılarını fiziksel esasa göre sınıflandırarak her sınıfın çalışma prensiplerini açıklayınız. 2. Kaç çeşit uygu kaması vardır? Şekil ile açıklayınız. 3.
ÖLÇÜ ALETİ ÇÖZÜNÜRLÜĞÜNÜN VE ÖLÇME PROSESİNİN ÖLÇÜ TOLERANSINA UYGUNLUĞU
 1 ÖLÇÜ ALETİ ÇÖZÜNÜRLÜĞÜNÜN VE ÖLÇME PROSESİNİN ÖLÇÜ TOLERANSINA UYGUNLUĞU Derya TURGAY SİMKAL Kalibrasyon ve Danışmanlık Sanayi ve Ticaret Limited Şirketi Yakacık Caddesi No: 111 Kartal 34870 İstanbul
1 ÖLÇÜ ALETİ ÇÖZÜNÜRLÜĞÜNÜN VE ÖLÇME PROSESİNİN ÖLÇÜ TOLERANSINA UYGUNLUĞU Derya TURGAY SİMKAL Kalibrasyon ve Danışmanlık Sanayi ve Ticaret Limited Şirketi Yakacık Caddesi No: 111 Kartal 34870 İstanbul
Adres bilgileri ve diğer bilgilerin bazıları
 Adres bilgileri ve diğer bilgilerin bazıları G şifreleri (kodları) CNC programlarının yazımında kullanılan talaş kaldırma işlemlerini doğrudan ilgilendiren kodlardır. G kod numaraları G00 - G99 arasındadır.
Adres bilgileri ve diğer bilgilerin bazıları G şifreleri (kodları) CNC programlarının yazımında kullanılan talaş kaldırma işlemlerini doğrudan ilgilendiren kodlardır. G kod numaraları G00 - G99 arasındadır.
DENEY FÖYÜ 1: Direnç Ölçme ve Devre Kurulma
 DENEY FÖYÜ 1: Direnç Ölçme ve Devre Kurulma Deneyin Amacı: Elektrik Elektroniğin temel bileşeni olan direnç ile ilgili temel bigileri edinme, dirençlerin renk kodlarını öğrenme ve dirençlerin breadboard
DENEY FÖYÜ 1: Direnç Ölçme ve Devre Kurulma Deneyin Amacı: Elektrik Elektroniğin temel bileşeni olan direnç ile ilgili temel bigileri edinme, dirençlerin renk kodlarını öğrenme ve dirençlerin breadboard
MAK 401. Konu 3 : Boyut, Açı ve Alan Ölçümleri
 MAK 41 Konu 3 : Boyut, Açı ve Alan Ölçümleri Boyut Ölçümü Pratikte yapılan boyut ölçümlerinde kullanılan yöntemler genellikle doğrudan karşılaştırma adı verilen temasla yapılan ölçmelerdir. Bu iş için
MAK 41 Konu 3 : Boyut, Açı ve Alan Ölçümleri Boyut Ölçümü Pratikte yapılan boyut ölçümlerinde kullanılan yöntemler genellikle doğrudan karşılaştırma adı verilen temasla yapılan ölçmelerdir. Bu iş için
GEÇME TOLERANSLARI. (Not: I, L, O, Q büyük veya küçük harfleri tolerans gösteriminde kullanılmazlar)
") GEÇME TOLERANSLARI İki mekanik elemanın birlikte çalışmasını sağlayan ölçülerinin toleransı bu iki elemanın birlikte hangi durumlarda çalışacağını belirler. Bu durumlar çok gevşekten çok sıkıya kadar değişir.
GEÇME TOLERANSLARI İki mekanik elemanın birlikte çalışmasını sağlayan ölçülerinin toleransı bu iki elemanın birlikte hangi durumlarda çalışacağını belirler. Bu durumlar çok gevşekten çok sıkıya kadar değişir.
YUVARLANMALI YATAKLARIN MONTAJI VE BAKIMI
 Makine Elemanları 2 YUVARLANMALI YATAKLAR-III YUVARLANMALI YATAKLARIN MONTAJI VE BAKIMI Doç.Dr. Ali Rıza Yıldız 1 Bu Bölümden Elde Edilecek Kazanımlar Rulmanların Montajı Tolerans Değerlerinin Belirlenmesi
Makine Elemanları 2 YUVARLANMALI YATAKLAR-III YUVARLANMALI YATAKLARIN MONTAJI VE BAKIMI Doç.Dr. Ali Rıza Yıldız 1 Bu Bölümden Elde Edilecek Kazanımlar Rulmanların Montajı Tolerans Değerlerinin Belirlenmesi
Genel olarak test istatistikleri. Merkezi Eğilim (Yığılma) Ölçüleri Dağılım (Yayılma) Ölçüleri. olmak üzere 2 grupta incelenebilir.
 Ölçüleri Dağılım (Yayılma) Ölçüleri. olmak üzere 2 grupta incelenebilir.") 4.SUNUM Genel olarak test istatistikleri Merkezi Eğilim (Yığılma) Ölçüleri Dağılım (Yayılma) Ölçüleri olmak üzere 2 grupta incelenebilir. 2 Ranj Çeyrek Kayma Çeyrekler Arası Açıklık Standart Sapma Varyans
4.SUNUM Genel olarak test istatistikleri Merkezi Eğilim (Yığılma) Ölçüleri Dağılım (Yayılma) Ölçüleri olmak üzere 2 grupta incelenebilir. 2 Ranj Çeyrek Kayma Çeyrekler Arası Açıklık Standart Sapma Varyans
DENEY FÖYÜ 1: Direnç Ölçme ve Devre Kurulması
 DENEY FÖYÜ 1: Direnç Ölçme ve Devre Kurulması Deneyin Amacı: Elektrik Elektroniğin temel bileşeni olan direnç ile ilgili temel bilgileri edinme, dirençlerin renk kodlarını öğrenme, devre kurma aracı olarak
DENEY FÖYÜ 1: Direnç Ölçme ve Devre Kurulması Deneyin Amacı: Elektrik Elektroniğin temel bileşeni olan direnç ile ilgili temel bilgileri edinme, dirençlerin renk kodlarını öğrenme, devre kurma aracı olarak
PLASTİK ŞEKİL VERMENİN ESASLARI EÜT 231 ÜRETİM YÖNTEMLERİ. Metal Şekillendirmede Gerilmeler. Plastik Şekil Verme
 PLASTİK ŞEKİL VERMENİN ESASLARI EÜT 231 ÜRETİM YÖNTEMLERİ Doç.Dr. Murat VURAL İTÜ Makina Fakültesi 1 1. Plastik Şekil Vermeye Genel Bakış 2. Plastik Şekil Vermede Malzeme Davranışı 3. Plastik Şekil Vermede
PLASTİK ŞEKİL VERMENİN ESASLARI EÜT 231 ÜRETİM YÖNTEMLERİ Doç.Dr. Murat VURAL İTÜ Makina Fakültesi 1 1. Plastik Şekil Vermeye Genel Bakış 2. Plastik Şekil Vermede Malzeme Davranışı 3. Plastik Şekil Vermede
Akreditasyon Sertifikası Eki (Sayfa 1/6) Akreditasyon Kapsamı
 Akreditasyon Kapsamı") Akreditasyon Sertifikası Eki (Sayfa 1/6) Kalibrasyon Laboratuvarı Adresi : Kemalpaşa OSB Mah. 72. Sk. No: 6 Kemalpaşa 35730 İZMİR/TÜRKİYE Tel : 0232 877 13 69 Faks : 0232 457 37 69 E-Posta : info@bilginoglu-endustri.com.tr
Akreditasyon Sertifikası Eki (Sayfa 1/6) Kalibrasyon Laboratuvarı Adresi : Kemalpaşa OSB Mah. 72. Sk. No: 6 Kemalpaşa 35730 İZMİR/TÜRKİYE Tel : 0232 877 13 69 Faks : 0232 457 37 69 E-Posta : info@bilginoglu-endustri.com.tr
R4 Çatı Paneli. Üretim Yeri. İstanbul
 Ürün Tanımı Türkiye de üretilen ilk, tek ve gerçek kepli sandviç paneldir. Kepli panelin en büyük avantajı, birleşim noktalarındaki bağlantı elemanlarının üzerini örten bir kep profili sayesinde dış etkenlerden
Ürün Tanımı Türkiye de üretilen ilk, tek ve gerçek kepli sandviç paneldir. Kepli panelin en büyük avantajı, birleşim noktalarındaki bağlantı elemanlarının üzerini örten bir kep profili sayesinde dış etkenlerden
PARÇA MEKANİĞİ UYGULAMA 1 ŞEKİL FAKTÖRÜ TAYİNİ
 PARÇA MEKANİĞİ UYGULAMA 1 ŞEKİL FAKTÖRÜ TAYİNİ TANIM VE AMAÇ: Bireyselliklerini koruyan birbirlerinden farklı özelliklere sahip çok sayıda parçadan (tane) oluşan sistemlere parçalı malzeme denilmektedir.
PARÇA MEKANİĞİ UYGULAMA 1 ŞEKİL FAKTÖRÜ TAYİNİ TANIM VE AMAÇ: Bireyselliklerini koruyan birbirlerinden farklı özelliklere sahip çok sayıda parçadan (tane) oluşan sistemlere parçalı malzeme denilmektedir.
R3 Çatı Paneli. Üretim Yeri İskenderun. Uygulama Alanları
 Ürün Tanımı Türkiye de üretilen ilk, tek ve gerçek kepli sandviç paneldir. Kepli panelin en büyük avantajı, birleşim noktalarındaki bağlantı elemanlarının üzerini örten bir kep profili sayesinde dış etkenlerden
Ürün Tanımı Türkiye de üretilen ilk, tek ve gerçek kepli sandviç paneldir. Kepli panelin en büyük avantajı, birleşim noktalarındaki bağlantı elemanlarının üzerini örten bir kep profili sayesinde dış etkenlerden
Isı Kütle Transferi. Zorlanmış Dış Taşınım
 Isı Kütle Transferi Zorlanmış Dış Taşınım 1 İç ve dış akışı ayır etmek, AMAÇLAR Sürtünme direncini, basınç direncini, ortalama direnc değerlendirmesini ve dış akışta taşınım katsayısını, hesaplayabilmek
Isı Kütle Transferi Zorlanmış Dış Taşınım 1 İç ve dış akışı ayır etmek, AMAÇLAR Sürtünme direncini, basınç direncini, ortalama direnc değerlendirmesini ve dış akışta taşınım katsayısını, hesaplayabilmek
SERT KROM KAPLI MİLLER
 w w w. h i d ro s e s. co m SERT KROM KAPLI MİLLER Malzemelerimiz sertifikalıdır. Mil Boyutları 5-6 m dir Fiyatlara K.D.V dahil değildir. Çap Toleransı: ISO f7 Çelik Kalitesi: CK 45 Pürüzlülük: Ra max
w w w. h i d ro s e s. co m SERT KROM KAPLI MİLLER Malzemelerimiz sertifikalıdır. Mil Boyutları 5-6 m dir Fiyatlara K.D.V dahil değildir. Çap Toleransı: ISO f7 Çelik Kalitesi: CK 45 Pürüzlülük: Ra max
ÇELİK YAPILAR 2. Hafta. Onur ONAT Munzur Üniversitesi Mühendislik Fakültesi İnşaat Mühendisliği Bölümü, Tunceli
 ÇELİK YAPILAR 2. Hafta Onur ONAT Munzur Üniversitesi Mühendislik Fakültesi İnşaat Mühendisliği Bölümü, Tunceli 1 Haddelenmiş Çelik Ürünleri Nelerdir? Haddelemeyi tekrar hatırlayacak olursak; Haddeleme
ÇELİK YAPILAR 2. Hafta Onur ONAT Munzur Üniversitesi Mühendislik Fakültesi İnşaat Mühendisliği Bölümü, Tunceli 1 Haddelenmiş Çelik Ürünleri Nelerdir? Haddelemeyi tekrar hatırlayacak olursak; Haddeleme
Makine Elemanları II Prof. Dr. Akgün ALSARAN. Konik Dişli Çarklar DİŞLİ ÇARKLAR
 Makine Elemanları II Prof. Dr. Akgün ALSARAN Konik Dişli Çarklar DİŞLİ ÇARKLAR İçerik Giriş Konik dişli çark mekanizması Konik dişli çark mukavemet hesabı Konik dişli ark mekanizmalarında oluşan kuvvetler
Makine Elemanları II Prof. Dr. Akgün ALSARAN Konik Dişli Çarklar DİŞLİ ÇARKLAR İçerik Giriş Konik dişli çark mekanizması Konik dişli çark mukavemet hesabı Konik dişli ark mekanizmalarında oluşan kuvvetler
Mikrometrelerle ölçüm yaparken 250 gramdan fazla kuvvet uygulanmamalıdır. Fazla uygulanıp uygulanmadığı cırcırla anlaşılır.
 Mikrometreler Kumpaslara nazaran daha hassas olan ve okuma kolaylığı sağlayan ölçü aletleridir. Genellikle silindirik parçaların çaplarının ve ya düz parçaların kalınlıklarının ölçülmesinde kullanılır.
Mikrometreler Kumpaslara nazaran daha hassas olan ve okuma kolaylığı sağlayan ölçü aletleridir. Genellikle silindirik parçaların çaplarının ve ya düz parçaların kalınlıklarının ölçülmesinde kullanılır.
KONTROL İŞLERİNİZ İÇİN TAM DESTEK. MARTOOL
 KONTROL İŞLERİNİZ İÇİN TAM DESTEK. MARTOOL MARTOOL ürünleri ile ilgili en güncel bilgilere web sitemizden ulaşılabilir: www.mahr.com, WebCode 10436-5062 MarTool ölçme ve kontrol ekipmanları, boyutsal metrolojide
KONTROL İŞLERİNİZ İÇİN TAM DESTEK. MARTOOL MARTOOL ürünleri ile ilgili en güncel bilgilere web sitemizden ulaşılabilir: www.mahr.com, WebCode 10436-5062 MarTool ölçme ve kontrol ekipmanları, boyutsal metrolojide
MAKİNE ELEMANLARI DERS SLAYTLARI
 MAKİNE ELEMANLARI DERS SLAYTLARI PERÇİN VE YAPIŞTIRICI BAĞLANTILARI P r o f. D r. İ r f a n K A Y M A Z P r o f. D r. A k g ü n A L S A R A N A r ş. G ör. İ l y a s H A C I S A L İ HOĞ LU Perçin; iki veya
MAKİNE ELEMANLARI DERS SLAYTLARI PERÇİN VE YAPIŞTIRICI BAĞLANTILARI P r o f. D r. İ r f a n K A Y M A Z P r o f. D r. A k g ü n A L S A R A N A r ş. G ör. İ l y a s H A C I S A L İ HOĞ LU Perçin; iki veya
Talaşlı İşlenebilirlik
 Talaşlı İşlenebilirlik Bir malzemenin (genellikle metal) uygun takım ve kesme koşullarıyla göreli olarak kolay işlenebilirliği Sadece iş malzemesine bağlıdır. Talaşlı işleme yöntemi, takım ve kesme koşulları
Talaşlı İşlenebilirlik Bir malzemenin (genellikle metal) uygun takım ve kesme koşullarıyla göreli olarak kolay işlenebilirliği Sadece iş malzemesine bağlıdır. Talaşlı işleme yöntemi, takım ve kesme koşulları
BURSA TECHNICAL UNIVERSITY (BTU) 2 DİŞLİ ÇARKLAR I: GİRİŞ
 2 DİŞLİ ÇARKLAR I: GİRİŞ") Makine Elemanları 2 DİŞLİ ÇARKLAR I: GİRİŞ 1 Bu bölümden elde edilecek kazanımlar Güç Ve Hareket İletim Elemanları Basit Dişli Dizileri Redüktörler Ve Vites Kutuları : Sınıflandırma Ve Kavramlar Silindirik
Makine Elemanları 2 DİŞLİ ÇARKLAR I: GİRİŞ 1 Bu bölümden elde edilecek kazanımlar Güç Ve Hareket İletim Elemanları Basit Dişli Dizileri Redüktörler Ve Vites Kutuları : Sınıflandırma Ve Kavramlar Silindirik
GEÇMELER (ALIŞTIRMALAR)
") GEÇMELER (ALIŞTIRMALAR) Fits İmal edilen parçaların montaj sırasında bir başka parçayla eşleşmesi gerekir. Montajdan önceki boyutlarına göre delik ve mil şeklinde monte edilen iki eşleşen parça arasındaki
GEÇMELER (ALIŞTIRMALAR) Fits İmal edilen parçaların montaj sırasında bir başka parçayla eşleşmesi gerekir. Montajdan önceki boyutlarına göre delik ve mil şeklinde monte edilen iki eşleşen parça arasındaki
Metrik ölçü sistemi İnch (Parmak) Sistemi. Dr. Ferit FIÇICI 5
 Sistemi. Dr. Ferit FIÇICI 5") Dr. Ferit FIÇICI 1 Miktarı bilinmeyen bir büyüklüğü, aynı cinsten bir birim büyüklük ile karşılaştırarak kaç katı olduğunu saptamaya ölçme denir. Ölçmeişlemineaşağıdaki sebeplerden dolayı ihtiyaçduyulur:
Dr. Ferit FIÇICI 1 Miktarı bilinmeyen bir büyüklüğü, aynı cinsten bir birim büyüklük ile karşılaştırarak kaç katı olduğunu saptamaya ölçme denir. Ölçmeişlemineaşağıdaki sebeplerden dolayı ihtiyaçduyulur:
GAZ ALTI KAYNAK YÖNTEMİ MIG/MAG
 GENEL KAVRAMLAR Metalleri, birbirleri ile çözülemez biçimde birleştirme yöntemlerinden biri kaynaklı birleştirmedir. Kaynak yöntemiyle üretilmiş çelik parçalar, döküm ve dövme yöntemiyle üretilen parçalardan
GENEL KAVRAMLAR Metalleri, birbirleri ile çözülemez biçimde birleştirme yöntemlerinden biri kaynaklı birleştirmedir. Kaynak yöntemiyle üretilmiş çelik parçalar, döküm ve dövme yöntemiyle üretilen parçalardan
1 Tabloda listelenen matkaplar için çap aralığını ve delme derinliklerini bulun.
 pdrilling Content DLİK DLM Matkap seçimi Matkap seçimi Delik çapını ve delme derinliğini belirleyin 1 Tabloda listelenen matkaplar için çap aralığını ve delme derinliklerini bulun. 2 Matkap tipini seçin
pdrilling Content DLİK DLM Matkap seçimi Matkap seçimi Delik çapını ve delme derinliğini belirleyin 1 Tabloda listelenen matkaplar için çap aralığını ve delme derinliklerini bulun. 2 Matkap tipini seçin
TEMEL İŞLEMLER VE UYGULAMALARI Prof.Dr. Salim ASLANLAR
 1. ÖLÇME TEKNİĞİ Bilinen bir değer ile bilinmeyen bir değerin karşılaştırılmasına ölçme denir. Makine parçalarının veya yapılan herhangi işin görevini yapabilmesi için istenen ölçülerde olması gerekir.
1. ÖLÇME TEKNİĞİ Bilinen bir değer ile bilinmeyen bir değerin karşılaştırılmasına ölçme denir. Makine parçalarının veya yapılan herhangi işin görevini yapabilmesi için istenen ölçülerde olması gerekir.
Temel bilgiler-flipped Classroom Akslar ve Miller
 Makine Elemanları I Prof. Dr. İrfan KAYMAZ Temel bilgiler-flipped Classroom Akslar ve Miller İçerik Aks ve milin tanımı Akslar ve millerin mukavemet hesabı Millerde titreşim hesabı Mil tasarımı için tavsiyeler
Makine Elemanları I Prof. Dr. İrfan KAYMAZ Temel bilgiler-flipped Classroom Akslar ve Miller İçerik Aks ve milin tanımı Akslar ve millerin mukavemet hesabı Millerde titreşim hesabı Mil tasarımı için tavsiyeler
ICS 77.140.50 TÜRK STANDARDI TS 3519 EN 10131/Nisan 1996 ÖNSÖZ
 ICS 77.14.5 TÜRK STANDARDI TS 3519 EN 1131/Nisan 199 ÖNSÖZ Bu standard, CEN tarafindan kabul edilen EN 1131 standardi esas alinarak, TSE Metalürji Hazirlik Grubu'nca TS 3519'in revizyonu olarak hazirlanmis
ICS 77.14.5 TÜRK STANDARDI TS 3519 EN 1131/Nisan 199 ÖNSÖZ Bu standard, CEN tarafindan kabul edilen EN 1131 standardi esas alinarak, TSE Metalürji Hazirlik Grubu'nca TS 3519'in revizyonu olarak hazirlanmis
Master Panel 1000 WT Cephe
 GROUP ENERJİ SANDVİÇ PANEL 0216 340 2538-39 FAKS: 0216 340 2534 Email:info@groupenerji.com Master Panel 1000 WT Cephe Ürün Tanımı Cephe paneli bağlantı elemanını gizleyen sistemi sayesinde cephelerde kullanıma
GROUP ENERJİ SANDVİÇ PANEL 0216 340 2538-39 FAKS: 0216 340 2534 Email:info@groupenerji.com Master Panel 1000 WT Cephe Ürün Tanımı Cephe paneli bağlantı elemanını gizleyen sistemi sayesinde cephelerde kullanıma
FL 3 DENEY 4 MALZEMELERDE ELASTĐSĐTE VE KAYMA ELASTĐSĐTE MODÜLLERĐNĐN EĞME VE BURULMA TESTLERĐ ĐLE BELĐRLENMESĐ 1. AMAÇ
 Malzemelerde Elastisite ve Kayma Elastisite Modüllerinin Eğme ve Burulma Testleri ile Belirlenmesi 1/5 DENEY 4 MAZEMEERDE EASTĐSĐTE VE KAYMA EASTĐSĐTE MODÜERĐNĐN EĞME VE BURUMA TESTERĐ ĐE BEĐRENMESĐ 1.
Malzemelerde Elastisite ve Kayma Elastisite Modüllerinin Eğme ve Burulma Testleri ile Belirlenmesi 1/5 DENEY 4 MAZEMEERDE EASTĐSĐTE VE KAYMA EASTĐSĐTE MODÜERĐNĐN EĞME VE BURUMA TESTERĐ ĐE BEĐRENMESĐ 1.
2 Hata Hesabı. Hata Nedir? Mutlak Hata. Bağıl Hata
 Hata Hesabı Hata Nedir? Herhangi bir fiziksel büyüklüğün ölçülen değeri ile gerçek değeri arasındaki farka hata denir. Ölçülen bir fiziksel büyüklüğün sayısal değeri, yapılan deneysel hatalardan dolayı
Hata Hesabı Hata Nedir? Herhangi bir fiziksel büyüklüğün ölçülen değeri ile gerçek değeri arasındaki farka hata denir. Ölçülen bir fiziksel büyüklüğün sayısal değeri, yapılan deneysel hatalardan dolayı
BAĞIL DEĞERLENDİRME SİSTEMİ
 1.1. Bağıl Değerlendirme Sistemi (BDS) BAĞIL DEĞERLENDİRME SİSTEMİ Her bir öğrencinin, aynı dersi takip eden öğrencilerin oluşturduğu ana kütle içerisinde yer alan diğer öğrencilerin başarı düzeylerine
1.1. Bağıl Değerlendirme Sistemi (BDS) BAĞIL DEĞERLENDİRME SİSTEMİ Her bir öğrencinin, aynı dersi takip eden öğrencilerin oluşturduğu ana kütle içerisinde yer alan diğer öğrencilerin başarı düzeylerine
KILAVUZ. Perçin Makineleri KILAVUZ
 2016 Perçin Makineleri 1. PERÇİNLEME NEDİR? Perçin, sökülemeyen bir bağlantı elemanıdır. İki parça bir birine birleştirildikten sonra tahrip edilmeden sökülemiyorsa, bu birleştirmeye sökülemeyen birleştirme
2016 Perçin Makineleri 1. PERÇİNLEME NEDİR? Perçin, sökülemeyen bir bağlantı elemanıdır. İki parça bir birine birleştirildikten sonra tahrip edilmeden sökülemiyorsa, bu birleştirmeye sökülemeyen birleştirme
Alıştırmalar (Geçmeler) (Fits) Muammer Nalbant
 (Fits) Muammer Nalbant") Alıştırmalar (Geçmeler) (Fits) Muammer Nalbant 2017 1 GEÇMELER (ALIŞTIRMALAR) Fits İmal edilen parçaların montaj sırasında bir başka parçayla eşleşmesi gerekir. Montajdan önceki boyutlarına göre delik
Alıştırmalar (Geçmeler) (Fits) Muammer Nalbant 2017 1 GEÇMELER (ALIŞTIRMALAR) Fits İmal edilen parçaların montaj sırasında bir başka parçayla eşleşmesi gerekir. Montajdan önceki boyutlarına göre delik
Üst görünüşün elde edilmesi Ön görünüşün elde edilmesi
 1 2 3 Üst görünüşün elde edilmesi Ön görünüşün elde edilmesi 4 5 A P Y A 1 P 1 Y 1 : ön görünüş : sol yan görünüş : üst görünüş : arka görünüş : sağ yan görünüş : alt görünüş A Y P 6 alt sağ ön sol arka
1 2 3 Üst görünüşün elde edilmesi Ön görünüşün elde edilmesi 4 5 A P Y A 1 P 1 Y 1 : ön görünüş : sol yan görünüş : üst görünüş : arka görünüş : sağ yan görünüş : alt görünüş A Y P 6 alt sağ ön sol arka
KONTROL İŞLERİNİZ İÇİN TAM DESTEK. MARTOOL
 KONTROL İŞLERİNİZ İÇİN TAM DESTEK. MARTOOL MARTOOL ürünleri ile ilgili en güncel bilgilere web sitemizden ulaşılabilir: www.mahr.com, WebCode 10436-5062 MarTool ölçme ve kontrol ekipmanları, boyutsal metrolojide
KONTROL İŞLERİNİZ İÇİN TAM DESTEK. MARTOOL MARTOOL ürünleri ile ilgili en güncel bilgilere web sitemizden ulaşılabilir: www.mahr.com, WebCode 10436-5062 MarTool ölçme ve kontrol ekipmanları, boyutsal metrolojide
Master Panel 1000 R7 Çatı ve Cephe
 Master Panel 1000 R7 Çatı ve Cephe Ürün Tanımı Türkiye de üretilen ilk, tek ve gerçek kepli sandviç paneldir. Master Panel in en büyük avantajı panel bağlantı elemanlarının, panel birleģim noktasını örten
Master Panel 1000 R7 Çatı ve Cephe Ürün Tanımı Türkiye de üretilen ilk, tek ve gerçek kepli sandviç paneldir. Master Panel in en büyük avantajı panel bağlantı elemanlarının, panel birleģim noktasını örten
KAYMALI YATAKLAR II: Radyal Kaymalı Yataklar
 KAYMALI YATAKLAR II: Radyal Prof. Dr. İrfan KAYMAZ Mühendislik Fakültesi Makine Mühendisliği Bölümü Giriş Bu bölüm sonunda öğreneceğiniz konular: Radyal yataklama türleri Sommerfield Sayısı Sonsuz Genişlikte
KAYMALI YATAKLAR II: Radyal Prof. Dr. İrfan KAYMAZ Mühendislik Fakültesi Makine Mühendisliği Bölümü Giriş Bu bölüm sonunda öğreneceğiniz konular: Radyal yataklama türleri Sommerfield Sayısı Sonsuz Genişlikte
Suların Kimyasal Analizi ve İzlenmesi için Teknik Spesifikasyon Direktifi 2009/90/EC
 SU YÖNETİMİ GENEL MÜDÜRLÜĞÜ ENVANTER VE İZLEME DAİRESİ BAŞKANLIĞI Suların Kimyasal Analizi ve İzlenmesi için Teknik Spesifikasyon Direktifi 2009/90/EC Bahar Ayşe AYDIN Aralık 2014 1 Sunum İçeriği 2009/90/EC
SU YÖNETİMİ GENEL MÜDÜRLÜĞÜ ENVANTER VE İZLEME DAİRESİ BAŞKANLIĞI Suların Kimyasal Analizi ve İzlenmesi için Teknik Spesifikasyon Direktifi 2009/90/EC Bahar Ayşe AYDIN Aralık 2014 1 Sunum İçeriği 2009/90/EC
ve ANTETLER Çizim kağıdı Çizim kağıdı Çizim kağıdının hazırlanması Antet Standard A0 kesilmiş kağıt boyutu 1 m 2 x/y: e2
 0.08 M A 0.06 A C M42 X 1.5-6g 9.6 8X 45 9.4 0.1 M B M 6.6 6.1 20.00-20.13 C A 0.14 BÇİZİM KAĞITLARI ve ANTETLER 9.6 31.8 9.4 31.6 25.5 B 0.1 25.4 44.60 44.45 8X 7.9-8.1 0.14 M A C M 86 Çizim kağıdı Standard
0.08 M A 0.06 A C M42 X 1.5-6g 9.6 8X 45 9.4 0.1 M B M 6.6 6.1 20.00-20.13 C A 0.14 BÇİZİM KAĞITLARI ve ANTETLER 9.6 31.8 9.4 31.6 25.5 B 0.1 25.4 44.60 44.45 8X 7.9-8.1 0.14 M A C M 86 Çizim kağıdı Standard
İzostatik Sistemlerin Hareketli Yüklere Göre Hesabı
 İzostatik Sistemlerin Hareketli Yüklere Göre Hesabı Hareketli Yük Çeşitleri: a) I. tip hareketli yük: Sistemin tümünü veya bir bölümünü kaplayan, boyu değişken düzgün yayılı hareketli yüklerdir (insan,
İzostatik Sistemlerin Hareketli Yüklere Göre Hesabı Hareketli Yük Çeşitleri: a) I. tip hareketli yük: Sistemin tümünü veya bir bölümünü kaplayan, boyu değişken düzgün yayılı hareketli yüklerdir (insan,
TANIMLAYICI İSTATİSTİKLER
 TANIMLAYICI İSTATİSTİKLER Tanımlayıcı İstatistikler ve Grafikle Gösterim Grafik ve bir ölçüde tablolar değişkenlerin görsel bir özetini verirler. İdeal olarak burada değişkenlerin merkezi (ortalama) değerlerinin
TANIMLAYICI İSTATİSTİKLER Tanımlayıcı İstatistikler ve Grafikle Gösterim Grafik ve bir ölçüde tablolar değişkenlerin görsel bir özetini verirler. İdeal olarak burada değişkenlerin merkezi (ortalama) değerlerinin
Master Panel 915 R3 Çatı ve Cephe
 Master Panel 915 R3 Çatı ve Cephe Ürün Tanımı Türkiye de üretilen ilk, tek ve gerçek kepli sandviç paneldir. Master Panel in en büyük avantajı panel bağlantı elemanlarının, panel birleşim noktasını örten
Master Panel 915 R3 Çatı ve Cephe Ürün Tanımı Türkiye de üretilen ilk, tek ve gerçek kepli sandviç paneldir. Master Panel in en büyük avantajı panel bağlantı elemanlarının, panel birleşim noktasını örten
Master Panel 1000 R4 Çatı ve Cephe
 Master Panel 1000 R4 Çatı ve Cephe Faydalı Eni Minimum boy Maksimum boy 1000 mm 3 metre Nakliye Koşullarına Bağlıdır Ürün Tanımı Türkiye de üretilen ilk, tek ve gerçek kepli sandviç paneldir. Master Panel
Master Panel 1000 R4 Çatı ve Cephe Faydalı Eni Minimum boy Maksimum boy 1000 mm 3 metre Nakliye Koşullarına Bağlıdır Ürün Tanımı Türkiye de üretilen ilk, tek ve gerçek kepli sandviç paneldir. Master Panel
Kalite kimse bakmadığında da doğru olanı yapmaktır. Henry FORD
 1 Hakkımızda STARMET YAPI SAN. VE TİC. A.Ş. ; Uzman ve güçlü insan kaynağı ile Yassı Çelik Sektöründe çözüm ortağı ve tedarik merkezi olabilmek adına, özellikle İhracat ve imalata dayalı sanayi kuruluşlarına
1 Hakkımızda STARMET YAPI SAN. VE TİC. A.Ş. ; Uzman ve güçlü insan kaynağı ile Yassı Çelik Sektöründe çözüm ortağı ve tedarik merkezi olabilmek adına, özellikle İhracat ve imalata dayalı sanayi kuruluşlarına
N5 Çatı Paneli. Üretim Yeri İstanbul, Balıkesir, İskenderun. Uygulama Alanları
 Ürün Tanımı Beş hadveli yanal binili sandviç panelidir. %10 eğimle çatı kaplaması yapılabilmektedir. En büyük avantajı yanal binili panel birleşimi sayesinde hızlı montaj yapılmasıdır. Hadveli formuyla
Ürün Tanımı Beş hadveli yanal binili sandviç panelidir. %10 eğimle çatı kaplaması yapılabilmektedir. En büyük avantajı yanal binili panel birleşimi sayesinde hızlı montaj yapılmasıdır. Hadveli formuyla
N5 Çatı Paneli. Üretim Yeri İstanbul, Balıkesir, İskenderun. Uygulama Alanları
 Ürün Tanımı Beş hadveli yanal binili sandviç panelidir. %10 eğimle çatı kaplaması yapılabilmektedir. En büyük avantajı yanal binili panel birleşimi sayesinde hızlı montaj yapılmasıdır. Hadveli formuyla
Ürün Tanımı Beş hadveli yanal binili sandviç panelidir. %10 eğimle çatı kaplaması yapılabilmektedir. En büyük avantajı yanal binili panel birleşimi sayesinde hızlı montaj yapılmasıdır. Hadveli formuyla
ÜRÜN TEKNİK BROŞÜRÜ. CW724R - CuZn21Si3P ECOBRASS (PATENTLİ) ÇUBUK / İÇİ BOŞ ÇUBUK
 ÇUBUK / İÇİ BOŞ ÇUBUK") ÜRÜN TEKNİK BROŞÜRÜ CW7R CuZn1Si3P ECOBRASS (PATENTLİ) ÇUBUK / İÇİ BOŞ ÇUBUK CW7R CuZn1Si3P Ürün Kodu EN Sembol EN No AST Cu Zn Pb Sn Fe Ni Al n P Si Diğer Toplam ECOBRASS CuZn1Si3P CW7R C693 75, Kalan
ÜRÜN TEKNİK BROŞÜRÜ CW7R CuZn1Si3P ECOBRASS (PATENTLİ) ÇUBUK / İÇİ BOŞ ÇUBUK CW7R CuZn1Si3P Ürün Kodu EN Sembol EN No AST Cu Zn Pb Sn Fe Ni Al n P Si Diğer Toplam ECOBRASS CuZn1Si3P CW7R C693 75, Kalan
Titreşimli Elek Rulmanları ve Uygulamaları
 ve Uygulamaları Titreşimli elek uygulamaları başta olmak üzere titreşimli ortamlarda kullanılan rulmanlar şiddeti ve yönü değişken yüksek darbeli yüklere maruz kalmaktadır. Das Lager Germany mühendisleri
ve Uygulamaları Titreşimli elek uygulamaları başta olmak üzere titreşimli ortamlarda kullanılan rulmanlar şiddeti ve yönü değişken yüksek darbeli yüklere maruz kalmaktadır. Das Lager Germany mühendisleri
N3 Çatı Paneli. Üretim Yeri İstanbul, İskenderun, Balıkesir. Uygulama Alanları
 Ürün Tanımı Üç hadveli yanal binili sandviç panelidir. %10 eğimle çatı kaplaması yapılabilmektedir. En büyük avantajı yanal binili panel birleşimi sayesinde hızlı montaj yapılmasıdır. Üretim Yeri İstanbul,
Ürün Tanımı Üç hadveli yanal binili sandviç panelidir. %10 eğimle çatı kaplaması yapılabilmektedir. En büyük avantajı yanal binili panel birleşimi sayesinde hızlı montaj yapılmasıdır. Üretim Yeri İstanbul,
JOMINY DENEYİ MALZEME MÜHENDİSLİĞİ BÖLÜMÜ
 1. DENEYİN AMACI: Bu deney ile incelenen çelik alaşımın su verme davranışı belirlenmektedir. Bunlardan ilki su verme sonrası elde edilebilecek maksimum sertlik değeri olup, ikincisi ise sertleşme derinliğidir
1. DENEYİN AMACI: Bu deney ile incelenen çelik alaşımın su verme davranışı belirlenmektedir. Bunlardan ilki su verme sonrası elde edilebilecek maksimum sertlik değeri olup, ikincisi ise sertleşme derinliğidir
1. Kayma dirençli ( Kaymalı) Yataklar 2. Yuvarlanma dirençli ( Yuvarlanmalı=Rulmanlı ) Yataklar
 Yataklar 2. Yuvarlanma dirençli ( Yuvarlanmalı=Rulmanlı ) Yataklar") YATAKLAR Miller, dönel ve doğrusal hareketlerini bir yerden başka bir yere nakletmek amacıyla üzerlerine dişli çark, zincir, kayış-kasnak ve kavramalara bağlanır. İşte yataklar; millerin bu görevlerini
YATAKLAR Miller, dönel ve doğrusal hareketlerini bir yerden başka bir yere nakletmek amacıyla üzerlerine dişli çark, zincir, kayış-kasnak ve kavramalara bağlanır. İşte yataklar; millerin bu görevlerini
İZDÜŞÜM PRENSİPLERİ 8X M A 0.14 M A C M 0.06 A X 45. M42 X 1.5-6g 0.1 M B M
 0.08 M A 8X 7.9-8.1 0.1 M B M M42 X 1.5-6g 0.06 A 6.6 6.1 9.6 9.4 C 8X 45 0.14 M A C M 86 20.00-20.13 İZDÜŞÜM C A 0.14 B PRENSİPLERİ 44.60 44.45 B 31.8 31.6 0.1 9.6 9.4 25.5 25.4 36 Prof. Dr. 34 Selim
0.08 M A 8X 7.9-8.1 0.1 M B M M42 X 1.5-6g 0.06 A 6.6 6.1 9.6 9.4 C 8X 45 0.14 M A C M 86 20.00-20.13 İZDÜŞÜM C A 0.14 B PRENSİPLERİ 44.60 44.45 B 31.8 31.6 0.1 9.6 9.4 25.5 25.4 36 Prof. Dr. 34 Selim
MASTARLAR MASTAR ÇEŞİTLERİ. 1 - Tampon Mastarlar. 2 - Vida Mastarları. 3 - Çatal Mastarlar. 4 - Johnson Mastarları. 5 - Prizmatik Mastarlar
 MASTARLAR Makine parçalarının ölçme ve kontrol işlemlerinde ölçme ve kontrol aletleri ile birlikte kullanılan yardımcı aletlere Mastarlar denir. Bunların bazıları direkt bazıları ise endirekt olarak ölçme
MASTARLAR Makine parçalarının ölçme ve kontrol işlemlerinde ölçme ve kontrol aletleri ile birlikte kullanılan yardımcı aletlere Mastarlar denir. Bunların bazıları direkt bazıları ise endirekt olarak ölçme