KAYNAKLI İMALAT ve TASARIM (Prof. Dr. Adnan DİKİCİOĞLU ile ilgili bölümleri içerir) Şubat 2018
|
|
|
- Göker Kerimoğlu
- 5 yıl önce
- İzleme sayısı:
Transkript
1 KAYNAKLI İMALAT ve TASARIM (Prof. Dr. Adnan DİKİCİOĞLU ile ilgili bölümleri içerir) Şubat 2018
2 KAYNAĞIN TANIMI Kaynak çeşitli yöntemler kullanılarak, birleştirilecek parçalar arasında bir süreklilik oluşturma işlemidir. Welding Institute (İngiliz Kaynak Enstitüsü) 'ün armasının üzerinde şu sözler yazılıdır: "e duobus num", yani "birlikten kuvvet doğar". Bütün metaller dahil olmak üzere plastikler için de geçerli olan bu tanım, söz konusu metaller arasında metalik devamlılığı sağlamak olduğunda bütün metaller ve alaşımlara uygulanabilmektedir. Makroskobik düzeyde, metalik devamlılık birleştirilen parçaların arasındaki bütün metal olmayan maddelerin ortadan kalkması demektir. Perçin, cıvata ve yapıştırma ile sağlanan bağlantılarda birleşme alanı boyunca devamlılığı (fiziksel bütünlüğü) ve kimyasal yapıda homojenlik sağlayamaması nedeniyle, kaynak bağlantısından farklıdır. Bir kaynak dikişi hem homojen (Örnek: aynı cins kapak pasosuyla yapılan yumuşak çelik dikişi.), hem de heterojen (Örnek: bakır-metal kapak pasosuyla yapılan dökme çelik dikişi.) olabilir. Kaynak işleminin istenmeyen bir sonucu olarak, birleşme bölgesinde bir heterojenlik gözlenebilir (örnek: çeliklerin kaynağında dekarbürizasyonun bir sonucu olarak).
3 Kristal yapı bazında daha derinlemesine yapılacak bir inceleme kaynak işleminin sağladığı metalik devamlılık daha iyi anlaşılacaktır: Kaynak işleminden önce, kaynak yapılacak parçaların atomları iki ayrı grupta toplanmışlardır. Kaynak işleminden sonra devamlılık bu iki grubun araya hiçbir yabancı atomun giremeyeceği şekilde bir tek gurup altında toplanmasıyla meydana gelir. Şekil 1.1 'de ayrı iki A ve B grubundan gelen atomların birleşme bölgesi diye adlandırılan ve kesikli çizgi ile gösterilen bölgede kaynak işlemi sonunda nasıl birleşik AB grubunu oluşturdukları görülmektedir. Kaynak işleminin asıl özelliği, sözü geçen birleşme bölgesinde metallerin atomsal yapısı göz önüne alındığında, hiçbir süreksizliğe yer vermemesidir. O halde kaynak işleminin tümü, bu birleşmedeki sürekliliği bozacak metal olmayan yabancı maddelerin uzaklaştırılması işlemini de kapsamalıdır.
4 Şekil 1.1 Metalik süreklilik: Birleştirilecek A ve B parçalarını oluşturan atomlar önce iki ayrı bölgede toplanmışlarken (a), kaynak işleminden sonra tek bir bölge oluştururlar (b).
5 Metalik Devamlılığı (Sürekliliği) Sağlayan Mekanizmalar Sonuçta, metalik devamlılık, sadece metalin ve atomların yapısıyla tanımlanamaz. Şunu da göz önünde bulundurmak gerekir; Şekil 1. 2.'de gösterilen A ve B parçalarını oluşturan atomlar, bir tanecikten diğerine farklılık gösteren ve çok iyi oluşturulmuş bir düzene göre dizilmişlerdir. O halde, devamlılık mekanizmasını oluşturan taneciklerin içindeki atomların diziliş şekillerini incelemek uygun olacaktır. Bunu yapmak için önce bir tek tanecik düzeyinde neler olup bittiği, daha doğrusu, birleştirilecek parçacıkları sanki birer tanecikmiş gibi (monokristal) kabul ederek neler olup bittiği incelenecektir. Şekil I. 2, Şekil I. 3 ve Şekil I..4. 'de gösterilen mekanizmalar üzerinde durulacaktır.
 Soğuk şekil değiştirme ile atomların birbirlerine yaklaşması sonucu elde edilen metalik süreklilik.")
6 Birinci mekanizma basınç yöntemi yani birleştirilecek parçaların birbirine atomik anlamda yaklaştırılmasıdır. Şekil I. 2 (soğuk şekil verilme ile) Soğuk şekil değiştirme ile atomların birbirlerine yaklaşması sonucu elde edilen metalik süreklilik. Kristal yapı birleşme bölgesinde (kesikli çizgiler ile gösterilmiştir) burulmaya maruz kalmıştır.
7 Katı fazda metalik devamlılığın sağlanmasını sağlayan birinci mekanizma da atomların birbirlerine yeterli derecede yakınlaşmalarını sağlamaktır. Böylece hem karşı çekimin etkisinden yararlanılmış olur, hem de yabancı atomlar yakalanmış olur. Bu mekanizma deformasyonlara yol açmamak şartıyla soğuk veya sıcak olarak işletilebilir. Bunlara örnek olarak ultrasonik kaynak veya diğer taraftan elektrik direnç kaynağı veya sürtünme kaynağı verilebilir. Eğer atomlar arasındaki yakınlaşma soğuk şekil değiştirme ile sağlanmışsa, kaynak işleminden sonra kristal yapı çarpılmış olarak kalır, çünkü şekil değiştirme metalin pekleşmesine sebep olmuştur (Şekil I. 2.). Eğer şekil değiştirme sıcak olarak yapılmışsa metalik devamlılık yeniden kristalleştirme yöntemiyle tekrar sağlanır. Yeniden kristalleştirme yöntemi birleşme bölgesinin her iki tarafında da ortak bir yönlendirme yapmıştır (Şekil I. 3.).
8 Şekil 1.3. (sıcak şekil verme ile) Sıcak Şekil Değiştirme ve yeniden kristalleştirme olaylarının ortak etkisi ile elde edilen metalik süreklilik.

9 Bu durumda birleşme bölgesinin her iki tarafında da ortak bir kristal yapı oluşmuştur. Mikroyapı bazında bu işlem ortak bir tanecik ağı olarak açıklanabilir. Bu yapı çekirdeklerin yeniden kristalleştirilmesi sonucu ortaya çıkmışlardır (Şekil I. 4.). Şekil I. 4. Sıcak şekil değiştirme sonrasında meydana gelen Yeniden Kristalleşme sonucu elde edilen metalik süreklilik; mikro yapı ölçeğinde birleştirilen parçalara ait ortak taneler, birleşme bölgesinde ortaya çıkan çekirdeklerden türemişlerdir.
10 İkinci Mekanizma: Difüzyon-Yayınma yani atomların hareketlenmesidir. Metalik devamlılığı sağlayan ikinci bir mekanizma ise A parçasından gelen atomların B parçasına geçmesi ve B'den gelenlerin de A parçasına geçmeleri demek olan "Yayınma (Difüzyon)" mekanizmasıdır (Şekil I.5.). Eğer birleşme çizgisinin her iki yanında da katı halde malzeme varsa, bu geçiş her iki yönde de olur (olayın gerçekleşmesi için sıcaklık ve basınç gereklidir). Bu olay "difüzyon kaynağı" (yayınma yoluyla kaynak) yönteminin ana temasını oluşturur. Fakat bu olayda sadece yayınma rol oynamaz; sıcaklık ve basınç altında oluşan Yeniden Kristalleşme olayının da etkisi vardır. Eğer birleşme çizgisinin bir tarafında sıvı, diğer tarafında katı halde bulunan malzemeler varsa, yayınma olayı sıvı taraftaki atomların bu çizgiyi geçmelerine ve katı taraftaki atom şebekesinin içine yerleşmelerine izin verir. Bu durumda yayınma olayı birleşme çizgisi boyunca çok ince bir alaşım bölgesi meydana getirir. Diğer yönde katı tarafın atomları da sıvı tarafa geçebilirler. Fakat bu atomlar sıvı içinde eriyerek onun kimyasal bileşimine ancak ihmal edilebilecek kadar bir etki yaparlar. Buraya kadar anlatılanlar aynı zamanda "lehimleme" ve "lehim kaynağı" adı verilen işlemlerin de tanımıdır. Bu işlemler sıvı fazdaki bir malzemenin erime noktası çok daha yüksek bir malzeme üzerinde katılaşması ile de tanımlanırlar. Ayrıca belirtmek gerekir ki, "yayınma" işlemi metalik devamlılığın sağlanmasında esas olarak yer almasa da, birleşme bölgesinin iki tarafında farklı kimyasal bileşimlerin bulunduğu durumlarda - yani oldukça sık - kendini belli eder.
11 Katı fazda birleşme çizgisi boyunca gerçekleşen yayınma ile elde edilen metalik süreklilik (difüzyon kaynağı). Eğer B sıvı ise, A'nın atomları sıvı içinde erirler (lehim veya lehim kaynağı) veya katı fazdaki A'nın ve B'nin atomları bir araya gelerek birleşme bölgesinde AB sıvı fazını oluşturabilirler. Görüldüğü gibi, kristal yapıdaki metalik devamlılığın sağlanmasında yukarıda sayılan yöntemler ayrı ayrı veya beraberce rol oynamaktadır.

12 Üçüncü Mekanizma: sıvı durumda birbirine karışması ve tercihli yönlenme ile katılaşmadır. Üçüncü bir mekanizma ise B sıvısının, kendi çıkış yeri olan veya en azından erimesine katkıda bulunan A katısı üzerinde katılaşması sonucuna dayanır. Bu durumda metalik devamlılık "tercihli yönlenme" adı verilen bir olay yardımı ile sağlanır. Bu olayda katılaşan malzemenin atomları birleşme çizgisinden başlayarak katı malzemenin kristallerinin diziliş biçimine uyarlar. Böylece kristal yapıdaki tanecik ve tanecikleri ayıran birleşme bölgeleri gibi büyük yapılar katı halde duran esas metal ve sonradan katılaşan sıvı metal için ortak hale gelirler. Mikroyapı bazında bu olay esas metalin taneciklerinin birleşme çizgisini süreksizliğe uğramadan geçmeleri ve burada bir birleşme bölgesi oluşturmaları şeklinde tanımlanabilir (Şekil I. 6.). Bu olay, esas metalin tamamen veya kısmen rol oynadığı erime olayının yer aldığı bütün kaynak işlemlerinde görülmektedir. Söz konusu kaynak işlemlerine daha sonra "eritme kaynağı/füzyon Kaynağı" adı verilerek gazaltı kaynağı, elektrik-ark kaynağı, elektrik-direnç kaynağı, nokta kaynağı gibi isimler almaktadır. Şekil I. 6. Sıvı B/katı A birleşme bölgesinde katılaşma esnasında tercihli yönlenme yoluyla elde edilen metalik süreklilik. Birleşme bölgesinin her iki tarafındaki atomların diziliş yönleri bu bölge boyunca atom birleşmelerinin hangi yöne doğru uzandığı ile belirlidir.
13 Kaynak işlemini özetlemek gerekirse bunlar: Mekanik kuvvet ve/veya Isı ile atomların yakınlaşmasını sağlamak; yayınma ve yeniden kristalleştirme veya tercihli yönlenme aracılığı ile kristallere ortak bir yön kazandırma işlemleridir.
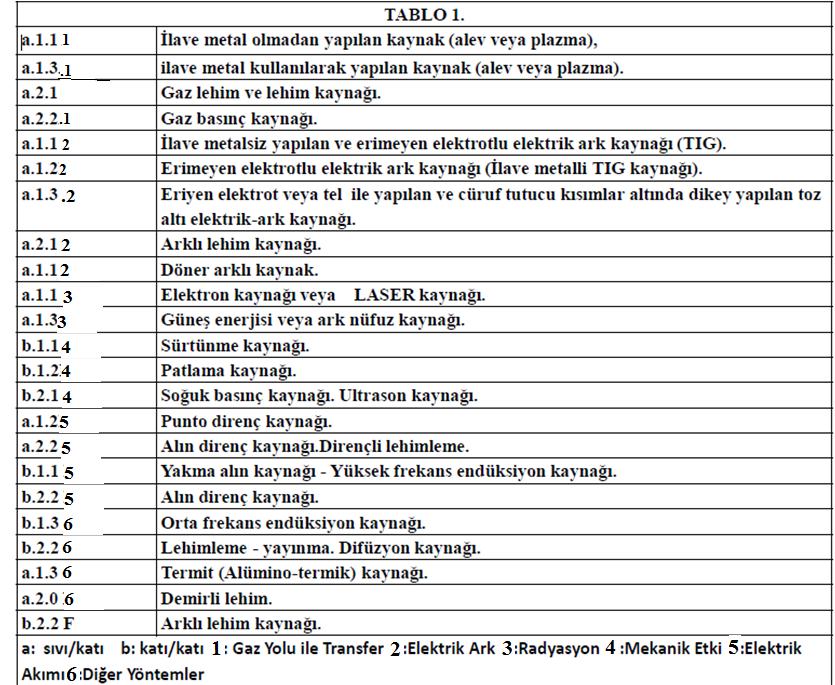
14 Kaynak Bölgesinde (Birleşme Düzeyinde) Aktivasyon Enerjisinin Durumuna Göre Sınıflandırma Uluslararası Kaynak Enstitüsü'nün iki komisyonu, sınıflandırma açısından bütün kaynak literatürünü tarayarak titiz bir çalışma sonucu birleşme düzeyinde Enerji Transferi konulu 9 maddelik bir işlem listesi çıkarmıştır. Böylece önceden yapılmış olan sınıflandırmalardan daha titiz bir sınıflandırma yapılabilmiştir. Bu sınıflandırma buraya basitleştirmek amacıyla 6 transfer işlemi olarak alınmıştır Birleşme tipi ve onun nasıl elde edileceğine dair birkaç küçük ön bilgi Tablo l.'de verilmiştir. Bunlar daha sonra yapılacak bazı yorumlar ile açıklığa kavuşturulacaktır.
15 Kaynak işleminde Enerji Transferleri Yönünden Sınıflandırma: 1 Gaz yolu ile transfer: Bu gurup, bağlantı için gerekli enerjinin, sıcak bir gaz veya gaz karışımı ile esas metal arasında oluşturulan ısı geçişi sonucu sağlanan işlemleri kapsar. Bu işlemlere, oksi-yanıcı gaz karışımı da dediğimiz gaz eritme kaynağı (a.l.l.1), gaz lehim, lehim kaynağı (a.2.1.1), ve hatta gaz basınç kaynağı (a.2.2.1) örnek olarak verilebilir. Bu sınıflandırma içinde plazma kaynağını (a veya a.1.3.1) da saymak gerekir. Çünkü, bu işlemde enerji transferi, plazmayı meydana getiren iyonize olmuş bir gaz sayesinde olmaktadır. Aynı eskiden atomik hidrojen kaynağı adı verilen ve artık pek fazla kullanılmayan yöntemde olduğu gibi. Plazma kaynağı da gaz altı kaynak yöntemlerinden sayılmakla birlikte diğer Gaz Altı yöntemleri bu sınıflamaya girmemektedir. 2: Elektrik arkı yolu ile transfer: Kaynak edilen mamullerin tonajı ve ihtiva ettiği değişkenlerin çokluğu nedeniyle en önemli yöntem budur. Yöntemlerin çoğunda elektrik arkı, esas metalin erimesine neden olur ve birleşme eriyen metalin esas metal üzerinde katılaşması ile gerçekleşir. Bu birleşme İlave metal olmadan (örnek olarak a.1.1.2, TIG kaynağı, yani erimeyen elektrot kullanarak) veya genellikle İlave metal ile birlikte olabilir. a bölümü elektrik arkı kaynağının (elektrot veya elektrot teli kullanarak, gaz veya toz altı veya cüruf altı) bütün değişkenlerini gruplamaktadır. Elektrik arkı aynı zamanda esas metalden daha çok eriyebilen bir metal yardımıyla bir sıvı-katı teması oluşturarak birleşmeyi sağlamak amacıyla da kullanılabilir: Bu işleme arklı lehim kaynağı (a.2.1.2) denir. Sonunda birleştirilecek parçaların arasında ark meydana gelirken, bir miktar basınç yardımıyla sıvı faz yok edilip, katı fazda birleşme sağlanabilir. Bu da çevresel birleştirmelerin yapılmasına olanak sağlayan döner arklı kaynak (b.1.1) yöntemidir.
16 3: Radyasyon yolu ile transfer: Bu gurupta, yüksek enerjili bir kaynaktan (elektrik arkı veya güneş enerjisi) gelen elektron ışınlarının veya LASER'in kullanılması söz konusudur. Bütün bu işlemler yalnızca eritme yöntemini kullanırlar. Elektron ışın kaynağı genellikle İlave metal olmadan yapılır (a.1.1.3), fakat ilave bir metalin de kullanıldığı bazı uygulanış biçimleri de vardır (a.1.3.3). Bu uygulamalara LASER kaynağında çok az rastlanır. 4: Mekanik etki yolu ile transfer: Tek aktivasyon enerjisi olarak mekanik bir etkiye (şekil değiştirme /deformasyon veya sürtünme) yol açan aktivasyon enerjisi kullanan yöntemlerin hepsi b grubuna aittirler. Çünkü bunlar, gerek araya sıvı veya viskoz bir geçiş fazı sokarak (sürtünme kaynağı ve patlamalı kaynak işlemlerinde - b ve b olduğu gibi), gerekse doğrudan katı fazda (soğuk basınç kaynağı veya ultrason kaynağı - b ) bir birleşme meydana getirirler. 5: Elektrik akımının geçmesi yolu ile transfer: Bu gurupta birleştirilecek parçaları kat eden bir elektrik akımının bulunduğu ve bu akım joule etkisi sonucu parçaların birleşme yerinde bir ısı meydana getirdiği yöntemler bulunmaktadır. Bu bir miktar basıncın da etkimesini gerektirmektedir. Bu yöntem, birleşmenin sıvı fazda gerçekleştiği nokta direnç kaynağı (a.1.2.5), birleşmenin geçici bir sıvı fazdan sonra katı fazda gerçekleştiği yakma alın kaynağı ve yüksek frekanslı endüksiyon kaynağı (ikisi de b bölümünde açıklanmıştır.), veya birleşmenin tamamen katı fazda gerçekleştiği alın direnç kaynağı (b.2.2.5) işlemlerinde kullanılmaktadır. 6: Diğer yöntemler: Sınıflandırılmamış birkaç enerji transferi yöntemi yukarıda yapılan gruplandırmaya girmemiştir. Bu duruma, bir İlave metalin daha sonra esas metalin içine nüfuz etmesi için eritildiği lehimleme (a.2.1.6) veya lehim difüzyonu yöntemlerinde, veya birleşmenin katı fazda, basınç altında ve belirli olmayan bir ısı yardımı ile gerçekleştiği difüzyon kaynağı (b.2.2.6) yöntemlerinde rastlanmaktadır. Yukardaki sınıflandırma tablosunda, 1'den 6'ya kadar olan guruplar, bütün enerji transferi yöntemlerini kapsamamaktadır. Diğer yöntemler bölümüne, alümino-termik kaynağı (a.1.3.6), veya çok eski bir yöntem olan demir ile lehim (a.2.2.6) veya çekiç (ocak) kaynağı (b.2.2.6) gibi yöntemler de konulabilir.
17 Metalik Devamlılığın Oluşmasının Sonuçları ve faz durumu sınıflandırılması: Kaynak işlemlerinin tümü incelenirse, metalik sürekliliği sağlamak için yukarıda sayılan yöntemlerden hangilerinin kullanılması gerektiği araştırılmak İstenirse ortaya çok basit bir sınıflandırma çıkar. Çünkü bütün kaynak işlemleri operasyon esnasında aşağıda belirtilen üç durumdan birini kapsamak zorundadır: a) Sıvı/katı birleşmesi: Birleşmenin, sıvı fazdaki bir malzemenin katı fazdaki esas metal ile temas durumunda katılaşması sonucu elde edildiği kaynak işlemleri. b) Katı/katı birleşmesi: Bu sınıf, metalik sürekliliğin katı halde bulunan birleştirilecek parçalar arasındaki temas ile sağlandığı işlemleri kapsar. c) Buhar/katı birleşmesi: Burada, sıvı halde bulunan katkı malzemesinin katı halde bulunan esas metal üzerinde yoğuşması söz konusudur. Nispeten çok ender kullanılan bu işlem bazı lehimleme veya yüzey kaplama işlemlerine uygulanır.
18 Yukarıda belirtilen ilk iki sınıf kendi aralarında aşağıdaki gibi bölümlere ayrılırlar: a.1. Esas metalin erimesiyle sıvı/katı birleşmesi oluşumu. Yani esas metalin kısmen erimesi ve ek olarak bir kaynak metalinin (ilave metal) kaynak banyosunun hazırlanmasına katılmasıdır. Burada eskiden "otojen" adı verilen kaynak işlemlerinden bahsedilmektedir. Bu terim bugün tarihsel sebepler yüzünden hiç kullanılmamaktadır. Bu terim daha çok Almanca ve Rusça'da gaz eritme kaynağı anlamını taşımaktadır. a.2. Esas metalin erimediği sıvı/katı birleşmesi oluşumu. Yani, burada esas metal kaynak banyosunun hazırlanmasında rol oynamamaktadır. Bu sınıf lehim,ve lehim kaynağı işlemlerini kapsar. b.1. Esas metalden kaynaklanan quazi sıvı (hamurumsu) veya akışkansı bir geçiş fazının ön oluşumu ile elde edilen bir katı/katı birleşmesi oluşumu. Bu faz oluşumu daha sonra operasyon süresince ortadan iki şekilde kalkar: 1. Tamamen (Yakma alın kaynağı veya sürtünme kaynağı) 2. Yavaş yavaş (Patlamalı kaynak) b.2. Daha yukarda anlatılan yöntemlerden biri kullanılarak katı fazda direkt temasa dayanan katı/katı birleşmesi oluşumu (soğuk veya sıcak şekil değiştirme basınç). Birleşme çizgisinin iki yanında bulunan bu farklı oluşumlar ve bundan ortaya çıkan bağlantı şekilleri, bilinmesi gereken şu üç olayın tek başlarına ya da beraberce etkilemeleri sonucu elde edilirler: Bir İlave metalin katılması (m), Birleştirilecek parçalara basınç uygulanması (beraberinde sonuç olarak bütünsel veya bölgesel şekil değiştirmelere sebep olarak) (p), Birleşme çizgisi düzeyinde bir sıcaklık farkına neden olunması (T).
19 6
KAYNAKLI İMALAT ve TASARIM. (Prof. Dr. Adnan DİKİCİOĞLU ile ilgili bölümleri içerir)
") KAYNAKLI İMALAT ve TASARIM (Prof. Dr. Adnan DİKİCİOĞLU ile ilgili bölümleri içerir) KAYNAĞIN TANIMI Kaynak çeşitli yöntemler kullanılarak, birleştirilecek parçalar arasında bir süreklilik oluşturma işlemidir.
KAYNAKLI İMALAT ve TASARIM (Prof. Dr. Adnan DİKİCİOĞLU ile ilgili bölümleri içerir) KAYNAĞIN TANIMI Kaynak çeşitli yöntemler kullanılarak, birleştirilecek parçalar arasında bir süreklilik oluşturma işlemidir.
MALZEME BİLİMİ VE MÜHENDİSLİĞİ. Malzeme Üretim Laboratuarı I Deney Föyü KAYNAK DENEYİ
 1. AMAÇ Bu deneyin amacı, kaynak yolu ile yapılan birleştirmeler hakkında teknolojik bilgi verilmesi ve bu birleştirmeler sonucu malzemelerde meydana gelen bozulmaların metalurjik yönden belirlenmesi,
1. AMAÇ Bu deneyin amacı, kaynak yolu ile yapılan birleştirmeler hakkında teknolojik bilgi verilmesi ve bu birleştirmeler sonucu malzemelerde meydana gelen bozulmaların metalurjik yönden belirlenmesi,
KAYNAKLI BİRLEŞTİRME
 KAYNAKLI BİRLEŞTİRME Döküm parçaların üretimi tekniklerinde ilerlemelere rağmen istenen tasarım özelliklerini karşılayamadığı görülmektedir. Yapının gevrek ve dövme parçalarla karşılaştırıldığında mukavemetinin
KAYNAKLI BİRLEŞTİRME Döküm parçaların üretimi tekniklerinde ilerlemelere rağmen istenen tasarım özelliklerini karşılayamadığı görülmektedir. Yapının gevrek ve dövme parçalarla karşılaştırıldığında mukavemetinin
ATOM HAREKETLERİ ve ATOMSAL YAYINIM
 ATOM HAREKETLERİ ve ATOMSAL YAYINIM 1. Giriş Malzemelerde üretim ve uygulama sırasında görülen katılaşma, çökelme, yeniden kristalleşme, tane büyümesi gibi olaylar ile kaynak, lehim, sementasyon gibi işlemler
ATOM HAREKETLERİ ve ATOMSAL YAYINIM 1. Giriş Malzemelerde üretim ve uygulama sırasında görülen katılaşma, çökelme, yeniden kristalleşme, tane büyümesi gibi olaylar ile kaynak, lehim, sementasyon gibi işlemler
BÖLÜM 3 DİFÜZYON (YAYINIM)
") BÖLÜM 3 DİFÜZYON (YAYINIM) 1 Mürekkebin suda yayılması veya kolonyanın havada yayılması difüzyona örnektir. En hızlı difüzyon gazlarda görülür. Katılarda atom hareketleri daha yavaş olduğu için katılarda
BÖLÜM 3 DİFÜZYON (YAYINIM) 1 Mürekkebin suda yayılması veya kolonyanın havada yayılması difüzyona örnektir. En hızlı difüzyon gazlarda görülür. Katılarda atom hareketleri daha yavaş olduğu için katılarda
MALZEME BİLGİSİ. Katılaşma, Kristal Kusurları
 MALZEME BİLGİSİ Dr.- Ing. Rahmi ÜNAL Konu: Katılaşma, Kristal Kusurları 1 Saf Metallerde Katılaşma Metal ve alaşım malzemelerin kullanım özellikleri büyük ölçüde katılaşma sırasında oluşan iç yapı ile
MALZEME BİLGİSİ Dr.- Ing. Rahmi ÜNAL Konu: Katılaşma, Kristal Kusurları 1 Saf Metallerde Katılaşma Metal ve alaşım malzemelerin kullanım özellikleri büyük ölçüde katılaşma sırasında oluşan iç yapı ile
Gaz. Gaz. Yoğuşma. Gizli Buharlaşma Isısı. Potansiyel Enerji. Sıvı. Sıvı. Kristalleşme. Gizli Ergime Isısı. Katı. Katı. Sıcaklık. Atomlar Arası Mesafe
 İmal Usulleri DÖKÜM Katılaşma Döküm yoluyla üretimde metal malzemelerin kullanım özellikleri, katılaşma aşamasında oluşan iç yap ile belirlenir. Dolaysıyla malzeme özelliklerinin kontrol edilebilmesi
İmal Usulleri DÖKÜM Katılaşma Döküm yoluyla üretimde metal malzemelerin kullanım özellikleri, katılaşma aşamasında oluşan iç yap ile belirlenir. Dolaysıyla malzeme özelliklerinin kontrol edilebilmesi
MALZEME BİLGİSİ. Katı Eriyikler
 MALZEME BİLGİSİ Dr.- Ing. Rahmi ÜNAL Konu: Katı Eriyikler 1 Giriş Endüstriyel metaller çoğunlukla birden fazla tür eleman içerirler, çok azı arı halde kullanılır. Arı metallerin yüksek iletkenlik, korozyona
MALZEME BİLGİSİ Dr.- Ing. Rahmi ÜNAL Konu: Katı Eriyikler 1 Giriş Endüstriyel metaller çoğunlukla birden fazla tür eleman içerirler, çok azı arı halde kullanılır. Arı metallerin yüksek iletkenlik, korozyona
Kaynak yöntemleri ile birleştirilen bir malzemenin kaynak bölgesinin mikroyapısı incelendiğinde iki ana bölgenin var olduğu görülecektir:
 Kaynak Bölgesinin Sınıflandırılması Prof. Dr. Hüseyin UZUN Kaynak yöntemleri ile birleştirilen bir malzemenin kaynak bölgesinin mikroyapısı incelendiğinde iki ana bölgenin var olduğu görülecektir: 1) Ergime
Kaynak Bölgesinin Sınıflandırılması Prof. Dr. Hüseyin UZUN Kaynak yöntemleri ile birleştirilen bir malzemenin kaynak bölgesinin mikroyapısı incelendiğinde iki ana bölgenin var olduğu görülecektir: 1) Ergime
İmal Usulleri. Döküm Tekniği
 İmal Usulleri Döküm Tekniği Örnek Heterojen Çekirdeklenme Alışılmamış laboratuar deneyleri dışında, sıvı metal için homojen çekirdeklenme asla olmaz. Uygulamadaki sıvı metallerin içinde hemen her zaman
İmal Usulleri Döküm Tekniği Örnek Heterojen Çekirdeklenme Alışılmamış laboratuar deneyleri dışında, sıvı metal için homojen çekirdeklenme asla olmaz. Uygulamadaki sıvı metallerin içinde hemen her zaman
Boya eklenmesi Kısmen karışma Homojenleşme
 DİFÜZYON 1 Katı içerisindeki atomların hareketi yüksek konsantrasyon bölgelerinden düşük konsantrasyon bölgelerine doğrudur. Kayma olayından farklıdır. Kaymada hareketli atom düzlemlerindeki bütün atomlar
DİFÜZYON 1 Katı içerisindeki atomların hareketi yüksek konsantrasyon bölgelerinden düşük konsantrasyon bölgelerine doğrudur. Kayma olayından farklıdır. Kaymada hareketli atom düzlemlerindeki bütün atomlar
Makine Elemanları. Sökülemeyen Bağlantı Elemanları
 Makine Elemanları Sökülemeyen Bağlantı Elemanları Perçin En az iki parçayı sökülemeyecek şekilde birleştirmek için kullanılan bir ucu hazır diğer ucu ise birleştirme sırasında oluşturulan makine elamanlarına
Makine Elemanları Sökülemeyen Bağlantı Elemanları Perçin En az iki parçayı sökülemeyecek şekilde birleştirmek için kullanılan bir ucu hazır diğer ucu ise birleştirme sırasında oluşturulan makine elamanlarına
Dislokasyon hareketi sonucu oluşan plastik deformasyon süreci kayma olarak adlandırılır.
 Dislokasyon hareketi sonucu oluşan plastik deformasyon süreci kayma olarak adlandırılır. Bütün metal ve alaşımlarda bulunan dislokasyonlar, katılaşma veya plastik deformasyon sırasında veya hızlı soğutmadan
Dislokasyon hareketi sonucu oluşan plastik deformasyon süreci kayma olarak adlandırılır. Bütün metal ve alaşımlarda bulunan dislokasyonlar, katılaşma veya plastik deformasyon sırasında veya hızlı soğutmadan
FZM 220. Malzeme Bilimine Giriş
 FZM 220 Yapı Karakterizasyon Özellikler İşleme Performans Prof. Dr. İlker DİNÇER Fakültesi, Fizik Mühendisliği Bölümü 1 Ders Hakkında FZM 220 Dersinin Amacı Bu dersin amacı, fizik mühendisliği öğrencilerine,
FZM 220 Yapı Karakterizasyon Özellikler İşleme Performans Prof. Dr. İlker DİNÇER Fakültesi, Fizik Mühendisliği Bölümü 1 Ders Hakkında FZM 220 Dersinin Amacı Bu dersin amacı, fizik mühendisliği öğrencilerine,
Kaynak nedir? Aynı veya benzer alaşımlı maddelerin ısı tesiri altında birleştirilmelerine Kaynak adı verilir.
 1 Kaynak nedir? Aynı veya benzer alaşımlı maddelerin ısı tesiri altında birleştirilmelerine Kaynak adı verilir. 2 Neden Kaynaklı Birleşim? Kaynakla, ilave bağlayıcı elemanlara gerek olmadan birleşimler
1 Kaynak nedir? Aynı veya benzer alaşımlı maddelerin ısı tesiri altında birleştirilmelerine Kaynak adı verilir. 2 Neden Kaynaklı Birleşim? Kaynakla, ilave bağlayıcı elemanlara gerek olmadan birleşimler
MALZEME BİLİMİ. Difüzyon
 MALZEME BİLİMİ Difüzyon Difüzyon D E R S N O T U Difüzyon; ısıl etkenlerle teşvik edilen atomsal mertebedeki parçacıkların (atom, iyon, küçük moleküller) kafes parametresinden daha büyük (ve tam katları
MALZEME BİLİMİ Difüzyon Difüzyon D E R S N O T U Difüzyon; ısıl etkenlerle teşvik edilen atomsal mertebedeki parçacıkların (atom, iyon, küçük moleküller) kafes parametresinden daha büyük (ve tam katları
Malzeme Bilgisi Prof. Dr. Akgün ALSARAN. Mekanizma ve etkileyen faktörler Difüzyon
 Malzeme Bilgisi Prof. Dr. Akgün ALSARAN Mekanizma ve etkileyen faktörler Difüzyon İçerik Difüzyon nedir Difüzyon mekanizmaları Difüzyon eşitlikleri Difüzyonu etkileyen faktörler 2 Difüzyon nedir Katı içerisindeki
Malzeme Bilgisi Prof. Dr. Akgün ALSARAN Mekanizma ve etkileyen faktörler Difüzyon İçerik Difüzyon nedir Difüzyon mekanizmaları Difüzyon eşitlikleri Difüzyonu etkileyen faktörler 2 Difüzyon nedir Katı içerisindeki
METALLERDE KATILAŞMA HOŞGELDİNİZ
 METALLERDE KATILAŞMA Malzeme Malzeme Bilgisi Bilgisi PROF. DR. HÜSEYİN UZUN HOŞGELDİNİZ 1 /94 METALLERDE KATILAŞMA Metal ve alaşımlar, belirli bir sıcaklıktan sonra (ergime sıcaklığı) katı halden sıvı
METALLERDE KATILAŞMA Malzeme Malzeme Bilgisi Bilgisi PROF. DR. HÜSEYİN UZUN HOŞGELDİNİZ 1 /94 METALLERDE KATILAŞMA Metal ve alaşımlar, belirli bir sıcaklıktan sonra (ergime sıcaklığı) katı halden sıvı
MALZEME BİLİMİ (DERS NOTLARI)
") MALZEME BİLİMİ (DERS NOTLARI) Bölüm 4. Malzemelerde Atom ve İyon Hareketleri Doç.Dr. Özkan ÖZDEMİR Doç. Dr. Özkan ÖZDEMİR Hedefler Malzemelerde difüzyon uygulamalarını ve prensipleri incelemek. Difüzyonun
MALZEME BİLİMİ (DERS NOTLARI) Bölüm 4. Malzemelerde Atom ve İyon Hareketleri Doç.Dr. Özkan ÖZDEMİR Doç. Dr. Özkan ÖZDEMİR Hedefler Malzemelerde difüzyon uygulamalarını ve prensipleri incelemek. Difüzyonun
PLASTİK ŞEKİLLENDİRME YÖNTEMLERİ
 PLASTİK ŞEKİLLENDİRME YÖNTEMLERİ Metalik malzemelerin geriye dönüşü olmayacak şekilde kontrollü fiziksel/kütlesel deformasyona (plastik deformasyon) uğratılarak şekillendirilmesi işlemlerine genel olarak
PLASTİK ŞEKİLLENDİRME YÖNTEMLERİ Metalik malzemelerin geriye dönüşü olmayacak şekilde kontrollü fiziksel/kütlesel deformasyona (plastik deformasyon) uğratılarak şekillendirilmesi işlemlerine genel olarak
Isıl işlem, katı haldeki metal ve alaşımlarına belirli özellikler kazandırmak amacıyla bir veya daha çok sayıda, yerine göre birbiri peşine uygulanan
 ISIL İŞLEMLER Isıl işlem, katı haldeki metal ve alaşımlarına belirli özellikler kazandırmak amacıyla bir veya daha çok sayıda, yerine göre birbiri peşine uygulanan ısıtma ve soğutma işlemleridir. İşlem
ISIL İŞLEMLER Isıl işlem, katı haldeki metal ve alaşımlarına belirli özellikler kazandırmak amacıyla bir veya daha çok sayıda, yerine göre birbiri peşine uygulanan ısıtma ve soğutma işlemleridir. İşlem
Faz dönüşümleri: mikroyapı oluşumu, faz dönüşüm kinetiği
 Faz dönüşümleri: mikroyapı oluşumu, faz dönüşüm kinetiği Faz dönüşümleri 1. Basit ve yayınma esaslı dönüşümler: Faz sayısını ve fazların kimyasal bileşimini değiştirmeyen basit ve yayınma esaslı ölçümler.
Faz dönüşümleri: mikroyapı oluşumu, faz dönüşüm kinetiği Faz dönüşümleri 1. Basit ve yayınma esaslı dönüşümler: Faz sayısını ve fazların kimyasal bileşimini değiştirmeyen basit ve yayınma esaslı ölçümler.
Gelin bugün bu yazıda ilkokul sıralarından beri bize öğretilen bilgilerden yeni bir şey keşfedelim, ya da ne demek istediğini daha iyi anlayalım.
 Kristal Yapılar Gelin bugün bu yazıda ilkokul sıralarından beri bize öğretilen bilgilerden yeni bir şey keşfedelim, ya da ne demek istediğini daha iyi anlayalım. Evrende, kimyasal özellik barındıran maddelerin
Kristal Yapılar Gelin bugün bu yazıda ilkokul sıralarından beri bize öğretilen bilgilerden yeni bir şey keşfedelim, ya da ne demek istediğini daha iyi anlayalım. Evrende, kimyasal özellik barındıran maddelerin
Bölüm 4: Kusurlar. Kusurlar
 Bölüm 4: Kusurlar Malzemelerin bazı özellikleri kusurların varlığıyla önemli derecede etkilenir. Kusurların türleri ve malzeme davranışı üzerindeki etkileri hakkında bilgi sahibi olmak önemlidir. Saf metallerin
Bölüm 4: Kusurlar Malzemelerin bazı özellikleri kusurların varlığıyla önemli derecede etkilenir. Kusurların türleri ve malzeme davranışı üzerindeki etkileri hakkında bilgi sahibi olmak önemlidir. Saf metallerin
Maddeye dışarıdan ısı verilir yada alınırsa maddenin sıcaklığı değişir. Dışarıdan ısı alan maddenin Kinetik Enerjisi dolayısıyla taneciklerinin
 Maddeye dışarıdan ısı verilir yada alınırsa maddenin sıcaklığı değişir. Dışarıdan ısı alan maddenin Kinetik Enerjisi dolayısıyla taneciklerinin titreşim hızı artar. Tanecikleri bir arada tutan kuvvetler
Maddeye dışarıdan ısı verilir yada alınırsa maddenin sıcaklığı değişir. Dışarıdan ısı alan maddenin Kinetik Enerjisi dolayısıyla taneciklerinin titreşim hızı artar. Tanecikleri bir arada tutan kuvvetler
Faz Dönüşümleri ve Faz (Denge) Diyagramları
 Diyagramları") Faz Dönüşümleri ve Faz (Denge) Diyagramları 1. Giriş Bir cisim bağ kuvvetleri etkisi altında en düşük enerjili denge konumunda bulunan atomlar grubundan oluşur. Koşullar değişirse enerji içeriği değişir,
Faz Dönüşümleri ve Faz (Denge) Diyagramları 1. Giriş Bir cisim bağ kuvvetleri etkisi altında en düşük enerjili denge konumunda bulunan atomlar grubundan oluşur. Koşullar değişirse enerji içeriği değişir,
Elektrik ark kaynağı.
 Kaynak yöntemleri Endüstride kullanılan kaynak yöntemleri çeşitlidir. Ancak bunların bazı ortak özellikleri vardır. Kiminde elektrik akımı ile kaynaklama yapılırken, kiminde bir takım gazlar kullanılarak
Kaynak yöntemleri Endüstride kullanılan kaynak yöntemleri çeşitlidir. Ancak bunların bazı ortak özellikleri vardır. Kiminde elektrik akımı ile kaynaklama yapılırken, kiminde bir takım gazlar kullanılarak
Paslanmaz Çelik Gövde. Yalıtım Sargısı. Katalizör Yüzey Tabakası. Egzoz Emisyonları: Su Karbondioksit Azot
 Paslanmaz Çelik Gövde Yalıtım Sargısı Egzoz Emisyonları: Su Karbondioksit Azot Katalizör Yüzey Tabakası Egzoz Gazları: Hidrokarbonlar Karbon Monoksit Azot Oksitleri Bu bölüme kadar, açıkça ifade edilmese
Paslanmaz Çelik Gövde Yalıtım Sargısı Egzoz Emisyonları: Su Karbondioksit Azot Katalizör Yüzey Tabakası Egzoz Gazları: Hidrokarbonlar Karbon Monoksit Azot Oksitleri Bu bölüme kadar, açıkça ifade edilmese
IML 212 İMAL USULLERİ
 IML 212 İMAL USULLERİ Doç.Dr. Murat Vural vuralmu@itu.edu.tr http://www.akademi.itu.edu.tr/vuralmu KAYNAK TEKNOLOJİSİNİN ESASLARI Kaynak Teknolojisine Genel Bakış Kaynaklı Bağlantı Kaynak Fiziği Bir Eritme
IML 212 İMAL USULLERİ Doç.Dr. Murat Vural vuralmu@itu.edu.tr http://www.akademi.itu.edu.tr/vuralmu KAYNAK TEKNOLOJİSİNİN ESASLARI Kaynak Teknolojisine Genel Bakış Kaynaklı Bağlantı Kaynak Fiziği Bir Eritme
MUKAVEMET ARTIRICI İŞLEMLER
 MUKAVEMET ARTIRICI İŞLEMLER Malzemenin Mukavemeti; a) Kimyasal Bileşim b) Metalurjik Yapı değiştirilerek arttırılabilir Malzemelerin Mukavemet Arttırıcı İşlemleri: 1. Martenzitik Dönüşüm 2. Alaşım Sertleştirmesi
MUKAVEMET ARTIRICI İŞLEMLER Malzemenin Mukavemeti; a) Kimyasal Bileşim b) Metalurjik Yapı değiştirilerek arttırılabilir Malzemelerin Mukavemet Arttırıcı İşlemleri: 1. Martenzitik Dönüşüm 2. Alaşım Sertleştirmesi
MALZEME BİLGİSİ DERS 7 DR. FATİH AY.
 MALZEME BİLGİSİ DERS 7 DR. FATİH AY www.fatihay.net fatihay@fatihay.net GEÇEN HAFTA KIRILMANIN TEMELLERİ KIRILMA ÇEŞİTLERİ KIRILMA TOKLUĞU YORULMA S-N EĞRİSİ SÜRÜNME GİRİŞ Basınç (atm) Katı Sıvı Buhar
MALZEME BİLGİSİ DERS 7 DR. FATİH AY www.fatihay.net fatihay@fatihay.net GEÇEN HAFTA KIRILMANIN TEMELLERİ KIRILMA ÇEŞİTLERİ KIRILMA TOKLUĞU YORULMA S-N EĞRİSİ SÜRÜNME GİRİŞ Basınç (atm) Katı Sıvı Buhar
YTÜMAKiNE * A305teyim.com
 YTÜMAKiNE * A305teyim.com KONU: Kalın Sacların Kaynağı BİRLEŞTİRME YÖNTEMLERİ ÖDEVİ Kaynak Tanımı : Aynı veya benzer cinsten iki malzemeyi ısı, basınç veya her ikisini birden kullanarak, ilave bir malzeme
YTÜMAKiNE * A305teyim.com KONU: Kalın Sacların Kaynağı BİRLEŞTİRME YÖNTEMLERİ ÖDEVİ Kaynak Tanımı : Aynı veya benzer cinsten iki malzemeyi ısı, basınç veya her ikisini birden kullanarak, ilave bir malzeme
METALLERDE KATILAŞMA
 METALLERDE KATILAŞMA Prof. Dr. Ramazan YILMAZ Sakarya Üniversitesi, Teknoloji Fakültesi, Metalurji ve Malzeme Mühendisliği Bölümü Esentepe Kampüsü, 54187, SAKARYA METALLERDE KATILAŞMA Metal ve alaşımlar,
METALLERDE KATILAŞMA Prof. Dr. Ramazan YILMAZ Sakarya Üniversitesi, Teknoloji Fakültesi, Metalurji ve Malzeme Mühendisliği Bölümü Esentepe Kampüsü, 54187, SAKARYA METALLERDE KATILAŞMA Metal ve alaşımlar,
SINAV VE BELGELENDİRME ÜCRET LİSTESİ
 VE BELGELENDİRME ÜCRET LİSTESİ ALÜMİNYUM KAYNAKÇISI- 11UY0014-3 A1: Kaynak İşlerinde İş Sağlığı ve Güvenliği 237.4 TL 11UY0014-3 B1: Metal-Ark Asal Gaz Kaynağı (MIG Kaynağı)- 400 TL Alüminyum (131) 11UY0014-3
VE BELGELENDİRME ÜCRET LİSTESİ ALÜMİNYUM KAYNAKÇISI- 11UY0014-3 A1: Kaynak İşlerinde İş Sağlığı ve Güvenliği 237.4 TL 11UY0014-3 B1: Metal-Ark Asal Gaz Kaynağı (MIG Kaynağı)- 400 TL Alüminyum (131) 11UY0014-3
MAKİNE VE TEÇHİZAT İŞLERİNDE İSG
 MAKİNE VE TEÇHİZAT İŞLERİNDE İSG 10.HAFTA Hazırlayan: Öğr. Gör. Tuğberk ÖNAL MALATYA 2017 KAYNAKLA BİRLEŞTİRME YÖNTEMLERİ Bilindiği gibi bütün kaynaklı birleştirmelerde bir ısıya ihtiyaç vardır ve bu ısı
MAKİNE VE TEÇHİZAT İŞLERİNDE İSG 10.HAFTA Hazırlayan: Öğr. Gör. Tuğberk ÖNAL MALATYA 2017 KAYNAKLA BİRLEŞTİRME YÖNTEMLERİ Bilindiği gibi bütün kaynaklı birleştirmelerde bir ısıya ihtiyaç vardır ve bu ısı
ELEKTROD NEDİR? Kaynak işlemi sırasında ; Üzerinden kaynak akımının geçmesini sağlayan, İş parçasına bakan ucu ile iş parçası arasında kaynak arkını
 ELEKTROD NEDİR? Kaynak işlemi sırasında ; Üzerinden kaynak akımının geçmesini sağlayan, İş parçasına bakan ucu ile iş parçası arasında kaynak arkını oluşturan, Gerektiğinde ergiyerek kaynak ağzını dolduran
ELEKTROD NEDİR? Kaynak işlemi sırasında ; Üzerinden kaynak akımının geçmesini sağlayan, İş parçasına bakan ucu ile iş parçası arasında kaynak arkını oluşturan, Gerektiğinde ergiyerek kaynak ağzını dolduran
ALIŞILMAMIŞ ÜRETİM YÖNTEMLERİ. Prof. Dr. Akgün ALSARAN
 ALIŞILMAMIŞ ÜRETİM YÖNTEMLERİ Prof. Dr. Akgün ALSARAN Değerlendirme Oda numaram E-posta adresi : 333 (Mühendislik Fakültesi) : aalsaran@atauni.edu.tr Ders notlarını pdf halinde alabilirsiniz. 2-3 ödev
ALIŞILMAMIŞ ÜRETİM YÖNTEMLERİ Prof. Dr. Akgün ALSARAN Değerlendirme Oda numaram E-posta adresi : 333 (Mühendislik Fakültesi) : aalsaran@atauni.edu.tr Ders notlarını pdf halinde alabilirsiniz. 2-3 ödev
Prof. Dr. HÜSEYİN UZUN KAYNAK KABİLİYETİ
 KAYNAK KABİLİYETİ Günümüz kaynak teknolojisinin kaydettiği inanılmaz gelişmeler sayesinde pek çok malzemenin birleştirilmesi artık mümkün hale gelmiştir. *Demir esaslı metalik malzemeler *Demirdışı metalik
KAYNAK KABİLİYETİ Günümüz kaynak teknolojisinin kaydettiği inanılmaz gelişmeler sayesinde pek çok malzemenin birleştirilmesi artık mümkün hale gelmiştir. *Demir esaslı metalik malzemeler *Demirdışı metalik
formülü zamanı da içerdiği zaman alttaki gibi değişecektir.
 Günümüz endüstrisinde en yaygın kullanılan Direnç Kaynak Yöntemi en eski elektrik kaynak yöntemlerinden biridir. Yöntem elektrik akımının kaynak edilecek parçalar üzerinden geçmesidir. Elektrik akımına
Günümüz endüstrisinde en yaygın kullanılan Direnç Kaynak Yöntemi en eski elektrik kaynak yöntemlerinden biridir. Yöntem elektrik akımının kaynak edilecek parçalar üzerinden geçmesidir. Elektrik akımına
CALLİSTER FAZ DÖNÜŞÜMLERİ
 CALLİSTER FAZ DÖNÜŞÜMLERİ Faz dönüşümlerinin çoğu ani olarak gerçekleşmediğinden, reaksiyon gelişiminin zamana bağlı, yani dönüşüm hızına bağlı olarak gelişen yapısal özelliklerini dikkate almak gerekir.
CALLİSTER FAZ DÖNÜŞÜMLERİ Faz dönüşümlerinin çoğu ani olarak gerçekleşmediğinden, reaksiyon gelişiminin zamana bağlı, yani dönüşüm hızına bağlı olarak gelişen yapısal özelliklerini dikkate almak gerekir.
Faz kavramı. Kristal yapılı malzemelerin iç yapılarında homojen ve belirli özellikler gösteren bölgelere faz (phase) adı verilir.
 adı verilir.") Faz kavramı Kristal yapılı malzemelerin iç yapılarında homojen ve belirli özellikler gösteren bölgelere faz (phase) adı verilir. Fazlar; bu atom düzenlerinden ve toplam iç yapıda bu fazların oluşturdukları
Faz kavramı Kristal yapılı malzemelerin iç yapılarında homojen ve belirli özellikler gösteren bölgelere faz (phase) adı verilir. Fazlar; bu atom düzenlerinden ve toplam iç yapıda bu fazların oluşturdukları
ELEKTROD NEDİR? Kaynak işlemi sırasında ; Üzerinden kaynak akımının geçmesini sağlayan, İş parçasına bakan ucu ile iş parçası arasında kaynak arkını
 ELEKTROD NEDİR? Kaynak işlemi sırasında ; Üzerinden kaynak akımının geçmesini sağlayan, İş parçasına bakan ucu ile iş parçası arasında kaynak arkını oluşturan, Gerektiğinde ergiyerek kaynak ağzını dolduran
ELEKTROD NEDİR? Kaynak işlemi sırasında ; Üzerinden kaynak akımının geçmesini sağlayan, İş parçasına bakan ucu ile iş parçası arasında kaynak arkını oluşturan, Gerektiğinde ergiyerek kaynak ağzını dolduran
MAK-205 Üretim Yöntemleri I. (6.Hafta) Kubilay Aslantaş
 Kubilay Aslantaş") MAK-205 Üretim Yöntemleri I Gazaltı Kaynağı ğı, Tozaltı Kaynağı Direnç Kaynağı (6.Hafta) Kubilay Aslantaş Gazaltı Ark Kaynağı Kaynak bölgesinin bir koruyucu gaz yardımıyla korunduğu kaynak yöntemler gurubudur.
MAK-205 Üretim Yöntemleri I Gazaltı Kaynağı ğı, Tozaltı Kaynağı Direnç Kaynağı (6.Hafta) Kubilay Aslantaş Gazaltı Ark Kaynağı Kaynak bölgesinin bir koruyucu gaz yardımıyla korunduğu kaynak yöntemler gurubudur.
Elektron ışını ile şekil verme. Prof. Dr. Akgün ALSARAN
 Elektron ışını ile şekil verme Prof. Dr. Akgün ALSARAN Elektron ışını Elektron ışını, bir ışın kaynağından yaklaşık aynı hızla aynı doğrultuda hareket eden elektronların akımıdır. Yüksek vakum içinde katod
Elektron ışını ile şekil verme Prof. Dr. Akgün ALSARAN Elektron ışını Elektron ışını, bir ışın kaynağından yaklaşık aynı hızla aynı doğrultuda hareket eden elektronların akımıdır. Yüksek vakum içinde katod
FZM 220. Malzeme Bilimine Giriş
 FZM 220 Yapı Karakterizasyon Özellikler İşleme Performans Prof. Dr. İlker DİNÇER Fakültesi, Fizik Mühendisliği Bölümü 1 Ders Hakkında FZM 220 Dersinin Amacı Bu dersin amacı, fizik mühendisliği öğrencilerine,
FZM 220 Yapı Karakterizasyon Özellikler İşleme Performans Prof. Dr. İlker DİNÇER Fakültesi, Fizik Mühendisliği Bölümü 1 Ders Hakkında FZM 220 Dersinin Amacı Bu dersin amacı, fizik mühendisliği öğrencilerine,
ELEMENTLER VE SEMBOLLERİ
 ELEMENTLER VE SEMBOLLERİ MADDE SAF MADDE ELEMENT BİLEŞİK KARIŞIM HOMOJEN KARIŞIM HETEROJEN KARIŞIM SAF MADDE: Kendisinden başka madde bulundur-mayan maddelere denir. ELEMENT: İçerisinde tek cins atom bulunduran
ELEMENTLER VE SEMBOLLERİ MADDE SAF MADDE ELEMENT BİLEŞİK KARIŞIM HOMOJEN KARIŞIM HETEROJEN KARIŞIM SAF MADDE: Kendisinden başka madde bulundur-mayan maddelere denir. ELEMENT: İçerisinde tek cins atom bulunduran
Toz Metalurjik Malzemeler Yrd. Doç. Dr. Rıdvan YAMANOĞLU
 Yrd. Doç. Dr. Rıdvan YAMANOĞLU Mikroyapı Kontrolü Tozlar, her taneciğin içerisinde fazların kontrolüne imkan tanıyan küçük boyutlardadır. Tozlar alışılagelmiş büyük cisimlerde ulaşılamayan yeni atomik
Yrd. Doç. Dr. Rıdvan YAMANOĞLU Mikroyapı Kontrolü Tozlar, her taneciğin içerisinde fazların kontrolüne imkan tanıyan küçük boyutlardadır. Tozlar alışılagelmiş büyük cisimlerde ulaşılamayan yeni atomik
METAL KAYNAĞI METALİK MALZEMELERİ,
 METAL KAYNAĞI METALİK MALZEMELERİ, ISI, BASINÇ veya HERİKİSİ BİRDEN KULLANILARAK, AYNI yada FAKLI BİR MALZEMEDEN ANCAK KAYNATILACAK MALZEME İLE YAKIN ERGİME SICAKLIĞINDA İLAVE BİR METAL KULLANARAK veya
METAL KAYNAĞI METALİK MALZEMELERİ, ISI, BASINÇ veya HERİKİSİ BİRDEN KULLANILARAK, AYNI yada FAKLI BİR MALZEMEDEN ANCAK KAYNATILACAK MALZEME İLE YAKIN ERGİME SICAKLIĞINDA İLAVE BİR METAL KULLANARAK veya
Difüzyon (Atomsal Yayınım)
") Difüzyon (Atomsal Yayınım) Malzemelerde üretim ve uygulama sırasında görülen katılaşma, çökelme, yeniden kristalleşme, tane büyümesi, faz dönüşümleri, içyapıların dengelenmesi ve ısıl işlemlerin gerçekleşmesi
Difüzyon (Atomsal Yayınım) Malzemelerde üretim ve uygulama sırasında görülen katılaşma, çökelme, yeniden kristalleşme, tane büyümesi, faz dönüşümleri, içyapıların dengelenmesi ve ısıl işlemlerin gerçekleşmesi
FZM 220. Malzeme Bilimine Giriş
 FZM 220 Yapı Karakterizasyon Özellikler İşleme Performans Prof. Dr. İlker DİNÇER Fakültesi, Fizik Mühendisliği Bölümü 1 Ders Hakkında FZM 220 Dersinin Amacı Bu dersin amacı, fizik mühendisliği öğrencilerine,
FZM 220 Yapı Karakterizasyon Özellikler İşleme Performans Prof. Dr. İlker DİNÇER Fakültesi, Fizik Mühendisliği Bölümü 1 Ders Hakkında FZM 220 Dersinin Amacı Bu dersin amacı, fizik mühendisliği öğrencilerine,
İKİ YADA DAHA FAZLA MADDENİN ÖZELLİKLERİNİ KAYBETMEDEN ÇEŞİTLİ ORANLARDA KARIŞMASI İLE OLUŞAN TOPLULUĞA KARIŞIM DENİR KARIŞIMLAR İKİ SINIFTA
 İKİ YADA DAHA FAZLA MADDENİN ÖZELLİKLERİNİ KAYBETMEDEN ÇEŞİTLİ ORANLARDA KARIŞMASI İLE OLUŞAN TOPLULUĞA KARIŞIM DENİR KARIŞIMLAR İKİ SINIFTA İNCELENİR Her tarafında aynı özelliği gösteren, tek bir madde
İKİ YADA DAHA FAZLA MADDENİN ÖZELLİKLERİNİ KAYBETMEDEN ÇEŞİTLİ ORANLARDA KARIŞMASI İLE OLUŞAN TOPLULUĞA KARIŞIM DENİR KARIŞIMLAR İKİ SINIFTA İNCELENİR Her tarafında aynı özelliği gösteren, tek bir madde
İKİ YADA DAHA FAZLA MADDENİN ÖZELLİKLERİNİ KAYBETMEDEN ÇEŞİTLİ ORANLARDA KARIŞMASI İLE OLUŞAN TOPLULUĞA KARIŞIM DENİR KARIŞIMLAR İKİ SINIFTA İNCELENİR
 KARIŞIMLAR İKİ YADA DAHA FAZLA MADDENİN ÖZELLİKLERİNİ KAYBETMEDEN ÇEŞİTLİ ORANLARDA KARIŞMASI İLE OLUŞAN TOPLULUĞA KARIŞIM DENİR KARIŞIMLAR İKİ SINIFTA İNCELENİR Her tarafında aynı özelliği gösteren, tek
KARIŞIMLAR İKİ YADA DAHA FAZLA MADDENİN ÖZELLİKLERİNİ KAYBETMEDEN ÇEŞİTLİ ORANLARDA KARIŞMASI İLE OLUŞAN TOPLULUĞA KARIŞIM DENİR KARIŞIMLAR İKİ SINIFTA İNCELENİR Her tarafında aynı özelliği gösteren, tek
1. Giriş 2. Yayınma Mekanizmaları 3. Kararlı Karasız Yayınma 4. Yayınmayı etkileyen faktörler 5. Yarı iletkenlerde yayınma 6. Diğer yayınma yolları
 1. Giriş 2. Yayınma Mekanizmaları 3. Kararlı Karasız Yayınma 4. Yayınmayı etkileyen faktörler 5. Yarı iletkenlerde yayınma 6. Diğer yayınma yolları Sol üstte yüzey seftleştirme işlemi uygulanmış bir çelik
1. Giriş 2. Yayınma Mekanizmaları 3. Kararlı Karasız Yayınma 4. Yayınmayı etkileyen faktörler 5. Yarı iletkenlerde yayınma 6. Diğer yayınma yolları Sol üstte yüzey seftleştirme işlemi uygulanmış bir çelik
TOZ METALURJİSİ Prof.Dr. Muzaffer ZEREN
 . TEKNİK SEÇİMLİ DERS I TOZ METALURJİSİ Prof.Dr. Muzaffer ZEREN SİNTERLEME Sinterleme, partiküllerarası birleşmeyi oluşturan ısıl prosestir; aynı zamanda ham konumda gözlenen özellikler artırılır. . Sinterlemenin
. TEKNİK SEÇİMLİ DERS I TOZ METALURJİSİ Prof.Dr. Muzaffer ZEREN SİNTERLEME Sinterleme, partiküllerarası birleşmeyi oluşturan ısıl prosestir; aynı zamanda ham konumda gözlenen özellikler artırılır. . Sinterlemenin
PLASTİK ŞEKİL VERME (PŞV) Plastik Şekil Vermenin Temelleri: Başlangıç iş parçasının şekline bağlı olarak PŞV iki gruba ayrılır.
 Plastik Şekil Vermenin Temelleri: Başlangıç iş parçasının şekline bağlı olarak PŞV iki gruba ayrılır.") PLASTİK ŞEKİL VERME (PŞV) Metallerin katı halde kalıp olarak adlandırılan takımlar yardımıyla akma dayanımlarını aşan gerilmelere maruz bırakılarak plastik deformasyonla şeklinin kalıcı olarak değiştirilmesidir
PLASTİK ŞEKİL VERME (PŞV) Metallerin katı halde kalıp olarak adlandırılan takımlar yardımıyla akma dayanımlarını aşan gerilmelere maruz bırakılarak plastik deformasyonla şeklinin kalıcı olarak değiştirilmesidir
MAKİNE MÜHENDİSLİĞİNE GİRİŞ Ders 7
 İmalat Yöntemleri MAKİNE MÜHENDİSLİĞİNE GİRİŞ Ders 7 Doç. Dr. Yüksel HACIOĞLU Talaşsız İmalat Talaşlı İmalat Fiziksel-Kimyasal Hammaddeye talaş kaldırmadan bir şekil verilir Döküm Dövme Presleme Haddeleme
İmalat Yöntemleri MAKİNE MÜHENDİSLİĞİNE GİRİŞ Ders 7 Doç. Dr. Yüksel HACIOĞLU Talaşsız İmalat Talaşlı İmalat Fiziksel-Kimyasal Hammaddeye talaş kaldırmadan bir şekil verilir Döküm Dövme Presleme Haddeleme
Fabrika İmalat Teknikleri
 Fabrika İmalat Teknikleri İmalat Yöntemleri İmalat teknolojisinin temel amacı tasarlanan ürünlerin en düşük maliyetle, en iyi kalitede ve en verimli yöntemle elde edilmesidir. Üretilecek parçaların geometrisi,
Fabrika İmalat Teknikleri İmalat Yöntemleri İmalat teknolojisinin temel amacı tasarlanan ürünlerin en düşük maliyetle, en iyi kalitede ve en verimli yöntemle elde edilmesidir. Üretilecek parçaların geometrisi,
Doç.Dr.Salim ŞAHİN SÜRÜNME
 Doç.Dr.Salim ŞAHİN SÜRÜNME SÜRÜNME Malzemelerin yüksek sıcaklıkta sabit bir yük altında (hatta kendi ağırlıkları ile bile) zamanla kalıcı plastik şekil değiştirmesine sürünme denir. Sürünme her ne kadar
Doç.Dr.Salim ŞAHİN SÜRÜNME SÜRÜNME Malzemelerin yüksek sıcaklıkta sabit bir yük altında (hatta kendi ağırlıkları ile bile) zamanla kalıcı plastik şekil değiştirmesine sürünme denir. Sürünme her ne kadar
Bölüm 4: Kusurlar. Kusurlar. Kusurlar. Kusurlar
 Bölüm 4: Kusurlar Malzemelerin bazı özellikleri kusurların varlığıyla önemli derecede etkilenir. Kusurların türleri ve malzeme davranışı üzerindeki etkileri hakkında bilgi sahibi olmak önemlidir. Saf metallerin
Bölüm 4: Kusurlar Malzemelerin bazı özellikleri kusurların varlığıyla önemli derecede etkilenir. Kusurların türleri ve malzeme davranışı üzerindeki etkileri hakkında bilgi sahibi olmak önemlidir. Saf metallerin
Metallerde Döküm ve Katılaşma
 2015-2016 Güz Yarıyılı Metalurji Laboratuarı I Metallerde Döküm ve Katılaşma Döküm:Metallerin ısı etkisiyle sıvı hale getirilip uygun şekilli kalıplar içerisinde katılaştırılması işlemidir Döküm Yöntemi
2015-2016 Güz Yarıyılı Metalurji Laboratuarı I Metallerde Döküm ve Katılaşma Döküm:Metallerin ısı etkisiyle sıvı hale getirilip uygun şekilli kalıplar içerisinde katılaştırılması işlemidir Döküm Yöntemi
ÇÖKELME SERTLEŞTİRMESİ
 ÇÖKELME SERTLEŞTİRMESİ Prof. Dr. Ramazan YILMAZ Sakarya Üniversitesi, Teknoloji Fakültesi, Metalurji ve Malzeme Mühendisliği Bölümü Esentepe Kampüsü, 54187, SAKARYA ÇÖKELME SERTLEŞTİRMESİ (Yaşlandırma
ÇÖKELME SERTLEŞTİRMESİ Prof. Dr. Ramazan YILMAZ Sakarya Üniversitesi, Teknoloji Fakültesi, Metalurji ve Malzeme Mühendisliği Bölümü Esentepe Kampüsü, 54187, SAKARYA ÇÖKELME SERTLEŞTİRMESİ (Yaşlandırma
1.GİRİŞ. 1.1. Metal Şekillendirme İşlemlerindeki Değişkenler, Sınıflandırmalar ve Tanımlamalar
 1.GİRİŞ Genel olarak metal şekillendirme işlemlerini imalat işlemlerinin bir parçası olarak değerlendirmek mümkündür. İmalat işlemleri genel olarak şu şekilde sınıflandırılabilir: 1) Temel şekillendirme,
1.GİRİŞ Genel olarak metal şekillendirme işlemlerini imalat işlemlerinin bir parçası olarak değerlendirmek mümkündür. İmalat işlemleri genel olarak şu şekilde sınıflandırılabilir: 1) Temel şekillendirme,
METALLERİN TEMEL MEKANİK ÖZELLİKLERİ Malzemelerin mekanik özelliklerinin belirlenmesi: İkizlenme mekanizması
 METALLERİN TEMEL MEKANİK ÖZELLİKLERİ Malzemelerin mekanik özelliklerinin belirlenmesi: İkizlenme mekanizması Kaymanın zor olduğu deformasyon şartlarında mesela, yüksek deformasyon hızları ve düşük deformasyon
METALLERİN TEMEL MEKANİK ÖZELLİKLERİ Malzemelerin mekanik özelliklerinin belirlenmesi: İkizlenme mekanizması Kaymanın zor olduğu deformasyon şartlarında mesela, yüksek deformasyon hızları ve düşük deformasyon
MADDENİN SINIFLANDIRILMASI
 MADDENİN SINIFLANDIRILMASI MADDE Saf madde Karışımlar Element Bileşik Homojen Karışımlar Heterojen Karışımlar ELEMENT Tek cins atomlardan oluşmuş saf maddeye element denir. ELEMENTLERİN ÖZELLİKLERİ Elementler
MADDENİN SINIFLANDIRILMASI MADDE Saf madde Karışımlar Element Bileşik Homojen Karışımlar Heterojen Karışımlar ELEMENT Tek cins atomlardan oluşmuş saf maddeye element denir. ELEMENTLERİN ÖZELLİKLERİ Elementler
HOŞGELDİNİZ MIG-MAG GAZALTI KAYNAKNAĞINDA ARK TÜRLERİ. K ayna K. Sakarya Üniversitesi Teknik Eğitim Fakültesi. Teknolojisi.
 MIG-MAG GAZALTI KAYNAKNAĞINDA ARK TÜRLERİ K ayna K K ayna K Teknolojisi Teknolojisi HOŞGELDİNİZ Doç. Dr. Hüseyin UZUN Kaynak Eğitimi Ana Bilim Dalı Başkanı 1 /47 ELEKTRİK ARKI NASIL OLUŞUR MIG-MAG gazaltı
MIG-MAG GAZALTI KAYNAKNAĞINDA ARK TÜRLERİ K ayna K K ayna K Teknolojisi Teknolojisi HOŞGELDİNİZ Doç. Dr. Hüseyin UZUN Kaynak Eğitimi Ana Bilim Dalı Başkanı 1 /47 ELEKTRİK ARKI NASIL OLUŞUR MIG-MAG gazaltı
Faz ( denge) diyagramları
 diyagramları") Faz ( denge) diyagramları İki elementin birbirleriyle karıştırılması sonucunda, toplam iç enerji mimimum olacak şekilde yeni atom düzenleri meydana gelir. Fazlar, İç enerjinin minimum olmasını sağlayacak
Faz ( denge) diyagramları İki elementin birbirleriyle karıştırılması sonucunda, toplam iç enerji mimimum olacak şekilde yeni atom düzenleri meydana gelir. Fazlar, İç enerjinin minimum olmasını sağlayacak
3.KABARTILI DİRENÇ KAYNAĞI. 05.05.2015 Dr.Salim ASLANLAR 1
 3.KABARTILI DİRENÇ KAYNAĞI 05.05.2015 Dr.Salim ASLANLAR 1 KABARTILI DİRENÇ KAYNAĞI Kabartılı direnç kaynağı, seri imalat için ekonomik bir birleştirme yöntemidir. Uygulamadan yararlanılarak, çoğunlukla
3.KABARTILI DİRENÇ KAYNAĞI 05.05.2015 Dr.Salim ASLANLAR 1 KABARTILI DİRENÇ KAYNAĞI Kabartılı direnç kaynağı, seri imalat için ekonomik bir birleştirme yöntemidir. Uygulamadan yararlanılarak, çoğunlukla
şeklinde, katı ( ) fazın ağırlık oranı ise; şeklinde hesaplanır.
 fazın ağırlık oranı ise; şeklinde hesaplanır.") FAZ DİYAGRAMLARI Malzeme özellikleri görmüş oldukları termomekanik işlemlerin sonucunda oluşan içyapılarına bağlıdır. Faz diyagramları mühendislerin içyapı değişikliği için uygulayacakları ısıl işlemin
FAZ DİYAGRAMLARI Malzeme özellikleri görmüş oldukları termomekanik işlemlerin sonucunda oluşan içyapılarına bağlıdır. Faz diyagramları mühendislerin içyapı değişikliği için uygulayacakları ısıl işlemin
KOROZYON DERS NOTU. Doç. Dr. A. Fatih YETİM 2015
 KOROZYON DERS NOTU Doç. Dr. A. Fatih YETİM 2015 v Korozyon nedir? v Korozyon nasıl oluşur? v Korozyon çeşitleri nelerdir? v Korozyona sebep olan etkenler nelerdir? v Korozyon nasıl önlenebilir? Korozyon
KOROZYON DERS NOTU Doç. Dr. A. Fatih YETİM 2015 v Korozyon nedir? v Korozyon nasıl oluşur? v Korozyon çeşitleri nelerdir? v Korozyona sebep olan etkenler nelerdir? v Korozyon nasıl önlenebilir? Korozyon
Paylaşılan elektron ya da elektronlar, her iki çekirdek etrafında dolanacaklar, iki çekirdek arasındaki bölgede daha uzun süre bulundukları için bu
 4.Kimyasal Bağlar Kimyasal Bağlar Aynı ya da farklı cins atomları bir arada tutan kuvvetlere kimyasal bağlar denir. Pek çok madde farklı element atomlarının birleşmesiyle meydana gelmiştir. İyonik bağ
4.Kimyasal Bağlar Kimyasal Bağlar Aynı ya da farklı cins atomları bir arada tutan kuvvetlere kimyasal bağlar denir. Pek çok madde farklı element atomlarının birleşmesiyle meydana gelmiştir. İyonik bağ
ATOMİK YAPI. Elektron Yükü=-1,60x10-19 C Proton Yükü=+1,60x10-19 C Nötron Yükü=0
 ATOMİK YAPI Elektron Yükü=-1,60x10-19 C Proton Yükü=+1,60x10-19 C Nötron Yükü=0 Elektron Kütlesi 9,11x10-31 kg Proton Kütlesi Nötron Kütlesi 1,67x10-27 kg Bir kimyasal elementin atom numarası (Z) çekirdeğindeki
ATOMİK YAPI Elektron Yükü=-1,60x10-19 C Proton Yükü=+1,60x10-19 C Nötron Yükü=0 Elektron Kütlesi 9,11x10-31 kg Proton Kütlesi Nötron Kütlesi 1,67x10-27 kg Bir kimyasal elementin atom numarası (Z) çekirdeğindeki
Tozların Şekillendirilmesi ve Sinterleme Yrd. Doç. Dr. Rıdvan YAMANOĞLU
 Tozların Şekillendirilmesi ve Sinterleme Yrd. Doç. Dr. Rıdvan YAMANOĞLU Tozların Şekillendirilmesi Toz metalurjisinin çoğu uygulamalarında nihai ürün açısından yüksek yoğunluk öncelikli bir kavramdır.
Tozların Şekillendirilmesi ve Sinterleme Yrd. Doç. Dr. Rıdvan YAMANOĞLU Tozların Şekillendirilmesi Toz metalurjisinin çoğu uygulamalarında nihai ürün açısından yüksek yoğunluk öncelikli bir kavramdır.
Örneğin; İki hidrojen (H) uyla, bir oksijen (O) u birleşerek hidrojen ve oksijenden tamamen farklı olan su (H 2
 uyla, bir oksijen (O) u birleşerek hidrojen ve oksijenden tamamen farklı olan su (H 2") On5yirmi5.com Madde ve özellikleri Kütlesi, hacmi ve eylemsizliği olan herşey maddedir. Yayın Tarihi : 21 Ocak 2014 Salı (oluşturma : 2/9/2016) Kütle hacim ve eylemsizlik maddenin ortak özelliklerindendir.çevremizde
On5yirmi5.com Madde ve özellikleri Kütlesi, hacmi ve eylemsizliği olan herşey maddedir. Yayın Tarihi : 21 Ocak 2014 Salı (oluşturma : 2/9/2016) Kütle hacim ve eylemsizlik maddenin ortak özelliklerindendir.çevremizde
UZAKTAN EĞİTİM KURSU RAPORU
 Amaç Bu rapor, GSI SLVTR tarafından kısmen uzaktan eğitim şeklinde verilen programların nasıl ve ne kapsamda uygulandığını anlatmaktadır. 1. Kapsam Bu rapor aşağıda sıralanan ve içeriği Uluslararası Kaynak
Amaç Bu rapor, GSI SLVTR tarafından kısmen uzaktan eğitim şeklinde verilen programların nasıl ve ne kapsamda uygulandığını anlatmaktadır. 1. Kapsam Bu rapor aşağıda sıralanan ve içeriği Uluslararası Kaynak
ATOMLAR ARASI BAĞLAR Doç. Dr. Ramazan YILMAZ
 ATOMLAR ARASI BAĞLAR Doç. Dr. Ramazan YILMAZ Sakarya Üniversitesi, Teknoloji Fakültesi, Metalurji ve Malzeme Mühendisliği Bölümü Esentepe Kampüsü, 54187, SAKARYA Atomlar Arası Bağlar 1 İyonik Bağ 2 Kovalent
ATOMLAR ARASI BAĞLAR Doç. Dr. Ramazan YILMAZ Sakarya Üniversitesi, Teknoloji Fakültesi, Metalurji ve Malzeme Mühendisliği Bölümü Esentepe Kampüsü, 54187, SAKARYA Atomlar Arası Bağlar 1 İyonik Bağ 2 Kovalent
Serüveni. 1.ÜNİTE: KİMYA BİLİMİ Kimyanın Sembolik Dili #3
 Serüveni 1.ÜNİTE: KİMYA BİLİMİ Kimyanın Sembolik Dili #3 MADDE SAF MADDE SAF OLMAYAN MADDE(KARIŞIM) ELEMENT BİLEŞİK HOMOJEN KARIŞIM HETEROJEN KARIŞIM METAL İYONİK BİLEŞİKLER SÜSPANSİYON AMETAL KOVALENT
Serüveni 1.ÜNİTE: KİMYA BİLİMİ Kimyanın Sembolik Dili #3 MADDE SAF MADDE SAF OLMAYAN MADDE(KARIŞIM) ELEMENT BİLEŞİK HOMOJEN KARIŞIM HETEROJEN KARIŞIM METAL İYONİK BİLEŞİKLER SÜSPANSİYON AMETAL KOVALENT
MAKİNE ELEMANLARINA GİRİŞ
 MAKİNE ELEMANLARINA GİRİŞ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ MAKİNE ELEMANLARI-I DERS NOTU Makineler 2 / 30 Makineler: Enerjiyi bir formdan başka bir forma dönüştüren, Enerjiyi bir yerden başka bir yere ileten,
MAKİNE ELEMANLARINA GİRİŞ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ MAKİNE ELEMANLARI-I DERS NOTU Makineler 2 / 30 Makineler: Enerjiyi bir formdan başka bir forma dönüştüren, Enerjiyi bir yerden başka bir yere ileten,
CALLİSTER - SERAMİKLER
 CALLİSTER - SERAMİKLER Atomik bağı ağırlıklı olarak iyonik olan seramik malzemeler için, kristal yapılarının atomların yerine elektrikle yüklü iyonlardan oluştuğu düşünülebilir. Metal iyonları veya katyonlar
CALLİSTER - SERAMİKLER Atomik bağı ağırlıklı olarak iyonik olan seramik malzemeler için, kristal yapılarının atomların yerine elektrikle yüklü iyonlardan oluştuğu düşünülebilir. Metal iyonları veya katyonlar
Malzemeler yapılarının içerisinde, belli oranlarda farklı atomları çözebilirler. Bu durum katı çözeltiler olarak adlandırılır.
 KATI ÇÖZELTİ Malzemeler yapılarının içerisinde, belli oranlarda farklı atomları çözebilirler. Bu durum katı çözeltiler olarak adlandırılır. Katı çözeltilerin diğer bir ismi katı eriyiktir. Bir çözelti
KATI ÇÖZELTİ Malzemeler yapılarının içerisinde, belli oranlarda farklı atomları çözebilirler. Bu durum katı çözeltiler olarak adlandırılır. Katı çözeltilerin diğer bir ismi katı eriyiktir. Bir çözelti
Malzeme Bilgisi. Madde ve Özellikleri
 Malzeme Bilgisi Madde: Boşlukta yer kaplayan, kütlesi ve hacmi olan katı, sıvı veya gaz şeklinde bulunan her şeye madde denir. Ayırt edici özellikler: Bir maddenin diğer maddelerden farklılık gösterenyanları,
Malzeme Bilgisi Madde: Boşlukta yer kaplayan, kütlesi ve hacmi olan katı, sıvı veya gaz şeklinde bulunan her şeye madde denir. Ayırt edici özellikler: Bir maddenin diğer maddelerden farklılık gösterenyanları,
Difüzyon kaynağı (Diffusion welding); birleştirmek üzere eşleşmiş iki yüzeyin, malzemelerin ergime noktaları altındaki bir sıcaklıkta, malzemelerde
; birleştirmek üzere eşleşmiş iki yüzeyin, malzemelerin ergime noktaları altındaki bir sıcaklıkta, malzemelerde") DİFÜZYON KAYNAĞI Difüzyon kaynağı (Diffusion welding); birleştirmek üzere eşleşmiş iki yüzeyin, malzemelerin ergime noktaları altındaki bir sıcaklıkta, malzemelerde tespit edilebilir plastik akmaya sebep
DİFÜZYON KAYNAĞI Difüzyon kaynağı (Diffusion welding); birleştirmek üzere eşleşmiş iki yüzeyin, malzemelerin ergime noktaları altındaki bir sıcaklıkta, malzemelerde tespit edilebilir plastik akmaya sebep
ÇELİK YAPILARDA BİRLEŞİM ARAÇLARI
 ÇELİK YAPILARDA BİRLEŞİM ARAÇLARI Çelik yapılarda kullanılan birleşim araçları; 1. Bulon ( cıvata) 2. Kaynak 3. Perçin Öğr. Gör. Mustafa EFİLOĞLU 1 KAYNAKLAR Aynı yada benzer alaşımlı metallerin yüksek
ÇELİK YAPILARDA BİRLEŞİM ARAÇLARI Çelik yapılarda kullanılan birleşim araçları; 1. Bulon ( cıvata) 2. Kaynak 3. Perçin Öğr. Gör. Mustafa EFİLOĞLU 1 KAYNAKLAR Aynı yada benzer alaşımlı metallerin yüksek
KİMYASAL BAĞLAR İYONİK BAĞ KOVALANT BAĞ POLAR KOVALENT BAĞ APOLAR KOVALENT BAĞ
 KİMYASAL BAĞLAR İYONİK BAĞ KOVALANT BAĞ POLAR KOVALENT BAĞ APOLAR KOVALENT BAĞ Atomlar bağ yaparken, elektron dizilişlerini soy gazlara benzetmeye çalışırlar. Bir atomun yapabileceği bağ sayısı, sahip
KİMYASAL BAĞLAR İYONİK BAĞ KOVALANT BAĞ POLAR KOVALENT BAĞ APOLAR KOVALENT BAĞ Atomlar bağ yaparken, elektron dizilişlerini soy gazlara benzetmeye çalışırlar. Bir atomun yapabileceği bağ sayısı, sahip
ZnS (zincblende) NaCl (sodium chloride) CsCl (cesium chloride)
 NaCl (sodium chloride) CsCl (cesium chloride)") Seramik, sert, kırılgan, yüksek ergime derecesine sahip, düşük elektrik ve ısı iletimi ile iyi kimyasal ve ısı kararlılığı olan ve yüksek basma dayanımı gösteren malzemelerdir. Malzeme özellikleri bağ
Seramik, sert, kırılgan, yüksek ergime derecesine sahip, düşük elektrik ve ısı iletimi ile iyi kimyasal ve ısı kararlılığı olan ve yüksek basma dayanımı gösteren malzemelerdir. Malzeme özellikleri bağ
Elektronların Dizilimi ve Kimyasal Bağlar
 Elektronların Dizilimi ve Kimyasal Bağlar Elektronların Dizilimi Elektronlar çekirdek çevresindeki yörüngelerde dönerek hareket ederler. Çekirdeğe en yakın yörünge 1 olmak üzere dışa doğru 2, 3,4... olarak
Elektronların Dizilimi ve Kimyasal Bağlar Elektronların Dizilimi Elektronlar çekirdek çevresindeki yörüngelerde dönerek hareket ederler. Çekirdeğe en yakın yörünge 1 olmak üzere dışa doğru 2, 3,4... olarak
Sentes-BIR Hakkında. Sentes-BIR metallerin birleştirmeleri ve kaplamaları konusunda çözümler üreten malzeme teknolojileri firmasıdır.
 Sentes-BIR Hakkında Sentes-BIR metallerin birleştirmeleri ve kaplamaları konusunda çözümler üreten malzeme teknolojileri firmasıdır. Çalışan sayısı 80 İhracat > %50 Üretim Programı Sert Lehimleme Alaşımları
Sentes-BIR Hakkında Sentes-BIR metallerin birleştirmeleri ve kaplamaları konusunda çözümler üreten malzeme teknolojileri firmasıdır. Çalışan sayısı 80 İhracat > %50 Üretim Programı Sert Lehimleme Alaşımları
MMM291 MALZEME BİLİMİ
 MMM291 MALZEME BİLİMİ Yrd. Doç. Dr. Ayşe KALEMTAŞ Ofis Saatleri: Perşembe 14:00 16:00 ayse.kalemtas@btu.edu.tr, akalemtas@gmail.com Bursa Teknik Üniversitesi, Doğa Bilimleri, Mimarlık ve Mühendislik Fakültesi,
MMM291 MALZEME BİLİMİ Yrd. Doç. Dr. Ayşe KALEMTAŞ Ofis Saatleri: Perşembe 14:00 16:00 ayse.kalemtas@btu.edu.tr, akalemtas@gmail.com Bursa Teknik Üniversitesi, Doğa Bilimleri, Mimarlık ve Mühendislik Fakültesi,
ZnS (zincblende) NaCl (sodium chloride) CsCl (cesium chloride)
 NaCl (sodium chloride) CsCl (cesium chloride)") Seramik, sert, kırılgan, yüksek ergime derecesine sahip, düşük elektrik ve ısı iletimi ile iyi kimyasal ve ısı kararlılığı olan ve yüksek basma dayanımı gösteren malzemelerdir. Malzeme özellikleri bağ
Seramik, sert, kırılgan, yüksek ergime derecesine sahip, düşük elektrik ve ısı iletimi ile iyi kimyasal ve ısı kararlılığı olan ve yüksek basma dayanımı gösteren malzemelerdir. Malzeme özellikleri bağ
K A Y N A K Y Ö N T E M L E R İ OKSİ-GAZ KAYNAK YÖNTEMLERİ
 K A Y N A K Y Ö N T E M L E R İ OKSİ-GAZ KAYNAK YÖNTEMLERİ 1- Oksi-asetilen kaynağı 2- Oksi-hidrojen kaynağı 3- Oksi-propan kaynağı 4- Gaz basınç kaynağı BASINÇ KAYNAK YÖNTEMLERİ 1- Sürtünme kaynağı 2-
K A Y N A K Y Ö N T E M L E R İ OKSİ-GAZ KAYNAK YÖNTEMLERİ 1- Oksi-asetilen kaynağı 2- Oksi-hidrojen kaynağı 3- Oksi-propan kaynağı 4- Gaz basınç kaynağı BASINÇ KAYNAK YÖNTEMLERİ 1- Sürtünme kaynağı 2-
ATOMİK YAPI. Elektron Yükü=-1,60x10-19 C Proton Yükü=+1,60x10-19 C Nötron Yükü=0
 ATOMİK YAPI Atom, birkaç türü birleştiğinde çeşitli molekülleri, bir tek türü ise bir kimyasal öğeyi oluşturan parçacıktır. Atom, elementlerin özelliklerini taşıyan en küçük yapı birimi olup çekirdekteki
ATOMİK YAPI Atom, birkaç türü birleştiğinde çeşitli molekülleri, bir tek türü ise bir kimyasal öğeyi oluşturan parçacıktır. Atom, elementlerin özelliklerini taşıyan en küçük yapı birimi olup çekirdekteki
MALZEME BİLGİSİ DERS 4 DR. FATİH AY.
 MALZEME BİLGİSİ DERS 4 DR. FATİH AY www.fatihay.net fatihay@fatihay.net GEÇEN HAFTA TEMEL KAVRAMLAR ATOMLARDA ELEKTRONLAR PERİYODİK TABLO BÖLÜM II ATOM YAPISI VE ATOMLARARASı BAĞLAR BAĞ KUVVETLERİ VE ENERJİLERİ
MALZEME BİLGİSİ DERS 4 DR. FATİH AY www.fatihay.net fatihay@fatihay.net GEÇEN HAFTA TEMEL KAVRAMLAR ATOMLARDA ELEKTRONLAR PERİYODİK TABLO BÖLÜM II ATOM YAPISI VE ATOMLARARASı BAĞLAR BAĞ KUVVETLERİ VE ENERJİLERİ
YETERLİLİKLER LİSTESİ
 1. Ağır Vasıta Tecrübe Sürücüsü 10UY0004-5 5 5 yıl 24 ay Tecrübe sürüşü öncesi test işlemleri Tecrübe sürüşü test işlemleri Tecrübe sürüşü sonrası test işlemleri 2. Makine Bakımcı 10UY0002-3 3 5 yıl 24
1. Ağır Vasıta Tecrübe Sürücüsü 10UY0004-5 5 5 yıl 24 ay Tecrübe sürüşü öncesi test işlemleri Tecrübe sürüşü test işlemleri Tecrübe sürüşü sonrası test işlemleri 2. Makine Bakımcı 10UY0002-3 3 5 yıl 24
PERSONEL BELGELENDİRME HİZMET LİSTESİ
 PLST.04 2015.09.11 2017.02.06/03 1 / 8 Sınav Adı ve Metodu Akreditasyon ve Yetki Durumu Sınav Ücreti t 1-11UY0010-3 ÇELİK KAYNAKÇISI (SEVİYE 3) 1 Zorunlu 11UY0010-3/A1 Kaynak İşlemlerinde İş Sağlığı Ve
PLST.04 2015.09.11 2017.02.06/03 1 / 8 Sınav Adı ve Metodu Akreditasyon ve Yetki Durumu Sınav Ücreti t 1-11UY0010-3 ÇELİK KAYNAKÇISI (SEVİYE 3) 1 Zorunlu 11UY0010-3/A1 Kaynak İşlemlerinde İş Sağlığı Ve
Malzeme Bilgisi ve Gemi Yapı Malzemeleri
 Malzeme Bilgisi ve Gemi Yapı Malzemeleri Grup 1 Pazartesi 9.00-12.50 Dersin Öğretim Üyesi: Y.Doç.Dr. Ergün Keleşoğlu Metalurji ve Malzeme Mühendisliği Bölümü Davutpaşa Kampüsü Kimya Metalurji Fakültesi
Malzeme Bilgisi ve Gemi Yapı Malzemeleri Grup 1 Pazartesi 9.00-12.50 Dersin Öğretim Üyesi: Y.Doç.Dr. Ergün Keleşoğlu Metalurji ve Malzeme Mühendisliği Bölümü Davutpaşa Kampüsü Kimya Metalurji Fakültesi
FİZ 427 KRİSTAL FİZİĞİ
 FİZ 427 KRİSTAL FİZİĞİ 1. Madde nedir? Kaça ayrılır? Fiziksel Özellikler Kimyasal Özellikler Ortak ve Ayırtedici özellikler 2. Katı nedir? Katı maddenin özellikleri Katı cisimler kaça ayrılır? 3. Mükemmel
FİZ 427 KRİSTAL FİZİĞİ 1. Madde nedir? Kaça ayrılır? Fiziksel Özellikler Kimyasal Özellikler Ortak ve Ayırtedici özellikler 2. Katı nedir? Katı maddenin özellikleri Katı cisimler kaça ayrılır? 3. Mükemmel
BÖLÜM#5: KESİCİ TAKIMLARDA AŞINMA MEKANİZMALARI
 BÖLÜM#5: KESİCİ TAKIMLARDA AŞINMA MEKANİZMALARI Kesici Takımlarda Aşınma Mekanizmaları Aşınma, kesicinin temas yüzeylerinde meydana gelen malzeme kaybı olarak ifade edilir. Kesici Takımlarda Aşınma Mekanizmaları
BÖLÜM#5: KESİCİ TAKIMLARDA AŞINMA MEKANİZMALARI Kesici Takımlarda Aşınma Mekanizmaları Aşınma, kesicinin temas yüzeylerinde meydana gelen malzeme kaybı olarak ifade edilir. Kesici Takımlarda Aşınma Mekanizmaları
Bir atomdan diğer bir atoma elektron aktarılmasıyla
 kimyasal bağlar Kimyasal bağ, moleküllerde atomları bir arada tutan kuvvettir. Atomlar daha düşük enerjili duruma erişmek için bir araya gelirler. Bir bağın oluşabilmesi için atomlar tek başına bulundukları
kimyasal bağlar Kimyasal bağ, moleküllerde atomları bir arada tutan kuvvettir. Atomlar daha düşük enerjili duruma erişmek için bir araya gelirler. Bir bağın oluşabilmesi için atomlar tek başına bulundukları
SINAV VE BELGE ÖLÇÜTLERİ. Sayfa 1 / 7 F / / 02
 1. Ağır Vasıta Tecrübe Sürücüsü 11UY0004-5 5 Teorik Soru Dağılımı A1-A4 B1-B4 A1-A4 B1-B4 B1-B2-B3-B4 2. Makine Bakımcı 10UY0002-5 5 A1:1-10 A2:11-20 B1:21-30 B2:31-50 B3:51-60 B4:61-70 A1: 60 / A2: 60
1. Ağır Vasıta Tecrübe Sürücüsü 11UY0004-5 5 Teorik Soru Dağılımı A1-A4 B1-B4 A1-A4 B1-B4 B1-B2-B3-B4 2. Makine Bakımcı 10UY0002-5 5 A1:1-10 A2:11-20 B1:21-30 B2:31-50 B3:51-60 B4:61-70 A1: 60 / A2: 60
GAZALTI TIG KAYNAĞI A. GİRİŞ
 A. GİRİŞ Soy gaz koruması altında ergimeyen tungsten elektrot ile yapılan ark kaynak yöntemi ( TIG veya GTAW olarak adlandırılır ) kaynak için gerekli ergime ısısının ana malzeme ile ergimeyen elektrot
A. GİRİŞ Soy gaz koruması altında ergimeyen tungsten elektrot ile yapılan ark kaynak yöntemi ( TIG veya GTAW olarak adlandırılır ) kaynak için gerekli ergime ısısının ana malzeme ile ergimeyen elektrot
Birbirine belli bir kuvvetle basan kontak parçaları birbirinden ya çok zor ayrılırlar ya da hiç ayrılmazlar ise kontaklar kaynak olmuşlardır denir.
 Birbirine belli bir kuvvetle basan kontak parçaları birbirinden ya çok zor ayrılırlar ya da hiç ayrılmazlar ise kontaklar kaynak olmuşlardır denir. 3 çeşit kaynak tipi vardır. Bunlar ; 1 Soğuk Kaynak 2
Birbirine belli bir kuvvetle basan kontak parçaları birbirinden ya çok zor ayrılırlar ya da hiç ayrılmazlar ise kontaklar kaynak olmuşlardır denir. 3 çeşit kaynak tipi vardır. Bunlar ; 1 Soğuk Kaynak 2