Honlama ve Lepleme Teknikleri
|
|
|
- Zeki Denktaş
- 5 yıl önce
- İzleme sayısı:
Transkript



1 Honlama ve Lepleme Teknikleri Haz.: Doç. Dr. Ahmet DEMİRER Honlama Teknikleri 1


2 Honlama Teknikleri Honlama ve lepleme tekniklerinin amacı; tornalama veya taşlama işlemi uygulanan yüzeylerin üzerinde bulunan pürüzleri gidermek, yüzeylerin kalitesini düzeltmek, istenen ölçü tamlığını elde etmek ve birlikte çalışacak olan iki yüzeyi birbirine alıştırmaktır. Honlama Teknikleri Birlikte çalışacak olan makine parçalarının, birbirinin üzerinde kolaylıkla kaymasını sağlamak için ve çeşitli yüzeylerde sızdırmazlık elde etmek amacıyla honlama ve lepleme teknikleri uygulanmaktadır. 2


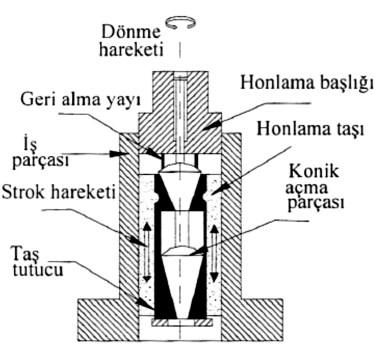
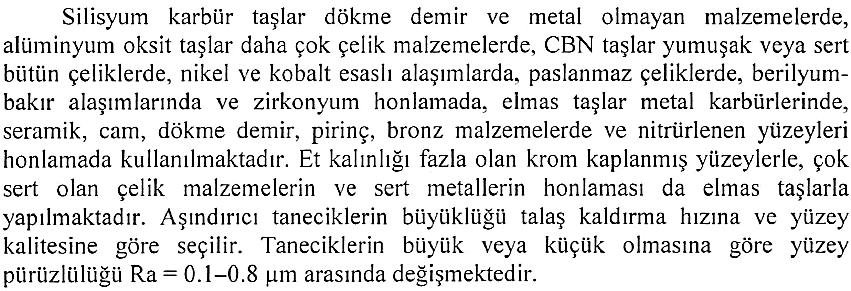
3 Honlama ve lepleme teknikleri; çeşitli aşındırıcı malzemeler kullanarak, metal veya metal olmayan malzemelerin yüzeyinden, düşük hızla yapılan talaş kaldırma işlemidir. Bu teknikler daha çok silindirik iç, dış ve düzlem ve küresel olan yüzeylere uygulanırlar. Honlama ve lepleme teknikleri özel tezgahlarda, torna, freze, matkap gibi tezgahlarda veya elle uygulanmaktadır. Bu tekniklerin motor yenileme işlerinde çok yaygın olarak kullanıldığı bilinmektedir. Bitirme işlemi olmaları nedeniyle, genellikle maliyet artışına neden olan işlemlerdir. Düzgün yüzey kalitesi ve ölçü tamlığı elde etmek için uygulanan bir tekniktir. Honlama Tekniği: Honlama tekniği daha çok silindirik 3







4 Silindir Honlama Kafası ve Honlama Taşı Honlama Yüzeyi Honlama Tekniği: 4




5 Honlama Taşları ve Taş Bileme Elması 5
6 6
7 7
8 8

9 9

10 10



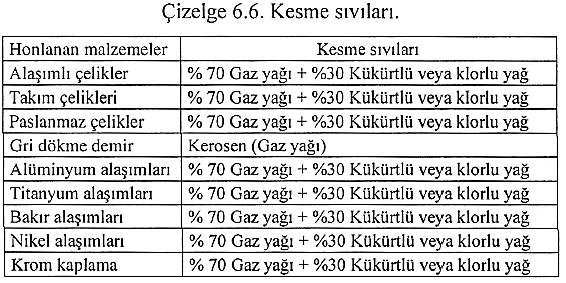
11 Kaynak: KISA Mehmet, Özel Üretim Teknikleri, Furkan Ofset, Bursa, LEPLEME TEKNİĞİ (İng: Lapping Alm: Läppen) 11

12 Lepleme, sertleştirilmiş ve taşlanmış iş parçası yüzeylerinde büyük parlaklık ve tamlık elde etmek için yapılan bir işlemdir. Taşlanmış yüzeylerde çok küçük hataları düzeltmek, çok iyi bir yüzey kalitesi elde etmek ve birlikte çalışacak iki yüzeyin alıştırılmasını sağlamak amacıyla yapılır. 12

13 Taşın-takımın hareket yönü Alıştırma bileşiği LEPLEME TEKNİKLERİ Lepleme elle veya mekanik olarak yapılabilir. Elle leplemede toz halinde serbest abrazif tanecikleri; mekanik leplemede birbirine taş şeklinde bağlanmış abrazif tanecikler kullanılır. Bu bakımdan mekanik lepleme, taşlama veya honlama ile karıştırılabilir. Ancak, taşlamadan farklı olarak lepleme, çok düşük hızda, honlamaya göre farklı takım tipleri ile yapılır. 13
14 Lepleme işlemi münferit parçalara veya birbiriyle temas halinde bulunan parçalara uygulanabilir. Münferit parça leplemesinde abrazif tanecikleri, lepleme çarkı denilen bir disk ile parça üzerine bastırılır ve meydana gelen sürtünme ile talaş kaldırılır, işlem sırasında çarklar birbirine göre zıt yönde dönerler, parça ise öteleme hareketi yapar. Lepleme işlemini etkileyen nedenler: 1-Kaba taneciklerin talaş kaldırma verimi yüksektir. 2-İnce taneciklerle daha küçük yüzey pürüzlülüğü elde edilir. 3-Yüksek basınçla çalışıldığında talaş kaldırma hızı arttığı gibi aynı zamanda taneciklerin parçalanma oranı da artar. 14

15 KULLANILAN AŞINDIRICILAR Lepleme işleminde en yaygın olarak kullanılan aşındırıcılar aşağıdaki gibi sıralanabilir: -Elmas, -Bor Nitrür, -Silikon Karbür -Demir Oksit -Krom Oksit -Alüminyum Oksit -Korindon -Lal taşı - Seryum LEPLEME TEZGAHLARI 1-Düzlem yüzey lepleme tezgahı 2-Silindirik yüzey lepleme tezgahı 3-Puntasız lepleme tezgahı 4-Makaralı puntasız lepleme tezg. 5-Özel lepleme tezgahları a-piston sekmanı lepleme tezgahı b-krank mili lepleme tezgahı c-küre lepleme tezgahı d-bilya lepleme tezgahı e-dişli çark lepleme tezgahı 15

16 LEPLEPE TEKNİĞİ NERELERDE KULLANILIR; Yüzey paralelliğinin ve yüzey pürüzlüğünün çok hassas olması istenen yerlerde, Bazı kalıpların yüzeyini parlatmak için, Parlak ve hassas yüzeyler elde etmek için, Tamir amaçlı olarak çizilen hasar gören yüzeylerin revizyonu için, vb amaçlar için uygulanan eski ve hassas bir yöntemdir. Çok avantajlı olmasına rağmen ülkemizde yaygın olarak kullanılan bir yöntem değildir. Lepleme burcu ile işlem, esas elle lepleme yöntemidir. Burada parça çapına uygun ve işlenecek yüzeyin uzunluğundan daha kısa, yumuşak malzemeden yapılan bir burç kullanılır. Parça bir tornanın aynasına veya dönmesini sağlayan bir tertibata tutturulur. Kollu bir madrenin iç kısmına yerleştirilen burç, parça üzerine geçirilir ve aralarına lepleme sıvısı veya macunu konulur. Parçanın dönmesi ile birlikte, manivelanın yardımı ile burca ileri geri bir hareket vererek işlem gerçekleştirilir. 16
17 İki disk arasında lepleme, genellikle bir tezgahta yapılır. Bu amaçla tezgahın ana miline, dönme yönleri zıt olan, birisi üst diğeri alt iki disk bağlanır. Parçalar, alt diskin üst yüzeyinde bulunan ve diskin eksenine göre eksantirik konumda bulunan oluklara yerleştirilir. Şöyle ki, disklerin dönmesi ile parçalar dönmekle beraber ileri geri bir hareket de yapmaktadırlar. Bir çok parçalan aynı anda işleyebilen sistem çok prodüktifdir. Bazı hallerde disklerin yerine lepleme taşları kullanılır. Puntasız leplemede parça, aynı yönde dönen iki lepleme rulosu arasına yerleştirilir. Ruloların dönmesi ile zıt yönde dönen parçaya sağ-sol bir öteleme hareketi de verilir. Yöntem küçük parçalara uygulanır. Yukarıda gösterilen yöntemlerin yanısıra, silindirik yüzeyler başka şekilde de işlenebilirler. 17


18 Lepleme Aletleri Uygun ölçüde ve tamamen düz olarak yapılmış bir lepleme pleyti ile düzlem yüzeyler leplenir. Silindirik malafalarla, delikler ve düz deliği bulunan bileziklerle de, dış silindirik yüzeyler leplenir. Lepleme aletlerini en basiti; elde kullanılmak üzere hazırlanan bakır lamadan yapılmış lepleme eğeleridir. Bunların görevi, gayet küçük farkları gidermek ve ince parlatmaktır. Lepleme Tekerleri Leplemenin verimli olmasi için tekerlerden faydalanılır. Sertleştirilmiş çelik parçaların ön leplemesi için bu tekerlere antimondan yapılmış levhalar yapıştırılır. Bunların üzeri düzeltildikten sonra korund tozu yapıştırılır. Bitirme leplemesi için, sert bakırdan yahut perlitik fonttan tekerler yapılmıştır. Bunlarda da parlatma ve yağlama maddesi olarak daha önce belirtilenler kullanılır. 18
19 Tutucular: Çok sayıdaki küçük parçaların leplenmesi için tutucular yapılmıştır. Leplenecek parçaların biçimlerine göre şekillendirilirler. İş parçaları boşluksuz tatlı bir, şekilde bunlara yerleştirilir. Tutucu, iş parçaları ile beraber, lepleme makinasının tekerleri arasına konur. Tekerlerin ters yönde dönmeleri, iş parçalarının işlenmesini sağlar. İş parçaları, leplemenin istenildiği gibi olmasını sağlamak için, tutucunun eksenine göre 15 lik bir açı altında yerleştirilir. Tutucuların görevi, lepleme makinasının tekerleri arasında iş parçalarını tutmaktır. Aynı zamanda tekerlerin dönmesi esnasında parçaların her noktasının temas etmesini sağlamaktır. YAPILIŞI; İş parçası elle tutulur. Başka bir araç ile tutmak gerekirse, sıkma ile biçiminin bozulmamasına dikkat edilir. Parça, malafa boyunca ileri-geri hareket ettirilerek ilk durumuna göre üç kat bir serbestlik elde edildikten sonra, daha çok aşındırıcı madde kullanılır. Delik ağızlarının genişlemesini önlemek için, aşındırıcı madde konduğu ile yağ, malafa üzerindeki yarığın içine konmalıdır. Böylece iş parçası ileri-geri hareket ettirilince, lepleme maddesi merkezden dağıtılmış olur. Ancak lepleme malafasında yeter miktarda aşındırıcı madde bulunmalı ve sık geçme konumu muhafaza edilmelidir. Aşındırıcı maddeci konduğu halde malafa gevşek ise, genişletilmelidir, iş parçasını ölçmeye başlamadan önce, çevre sıcaklığında bulunan gaz yağı içinde temizlemeli ve soğutmalıdır. 19

20 Silindirik iş parçalarının leplenmesi için, lepleme bileziklerinden yararlanılır. Bunlar, iş parçasına mümkün olduğu kadar iyi bir şekilde alıştırılmalıdır. Aksi halde, boşluklar nedeniyle lepleme bileziğinin kenarları parçanın biçimini bozar. Silindirik parçaların leplenmesi, deliklerin leplenmesine benzer. 8.LEPLEMENIN UYGULANDIĞI YERLER Hassas, olarak taşlanmış çeşitli düzlem yüzeyler ve yuvarlak iş parçaları, konik ve profilli parçalar, kontrol aletlerinin kontrol yüzeyleri (çatal ve tampon mastarları, Johanson mastarları vb.) leplenir. Yumuşak malzemelerin leplenmesinde çok düzgün yüzey meydana getirilemez. Çünkü, lepleme esnasında ince çizgiler meydana gelir. Seramik ve cam da leplenir. Yalnız plastik malzemeler leplenemez. Dişli çarklar, sonsuz vida ve çarkı, hassas vida ve somunlar vb. leplenir. Dişli çarklar leplenmeden önce, diş profillerini dikkatlice kontrol etmek gerekir 20
21 Kaynaklar 1)KISA Mehmet, Özel Üretim Teknikleri,Furkan Ofset, Bursa, ) Web Görseller 3)İTÜ Ders notları Lepleme Tekniği İle İlgili Çeşitli Videolar
BÖLÜM 25 TAŞLAMA VE DİĞER AŞINDIRMA İŞLEMLERİ
 25.1 TAŞLAMA BÖLÜM 25 TAŞLAMA VE DİĞER AŞINDIRMA İŞLEMLERİ Taşlama, taş adı verilen disk şeklindeki bir aşındırıcıyla gerçekleştirilen bir talaş kaldırma işlemidir. Taşın içinde milyonlarca küçük aşındırıcı
25.1 TAŞLAMA BÖLÜM 25 TAŞLAMA VE DİĞER AŞINDIRMA İŞLEMLERİ Taşlama, taş adı verilen disk şeklindeki bir aşındırıcıyla gerçekleştirilen bir talaş kaldırma işlemidir. Taşın içinde milyonlarca küçük aşındırıcı
MAKİNE MÜHENDİSLİĞİNE GİRİŞ Ders 8
 İmalat Yöntemleri MAKİNE MÜHENDİSLİĞİNE GİRİŞ Ders 8 Doç. Dr. Yüksel HACIOĞLU Talaşsız İmalat Talaşlı İmalat Fiziksel-Kimyasal Hammaddeye talaş kaldırmadan bir şekil verilir Döküm Dövme Presleme Haddeleme
İmalat Yöntemleri MAKİNE MÜHENDİSLİĞİNE GİRİŞ Ders 8 Doç. Dr. Yüksel HACIOĞLU Talaşsız İmalat Talaşlı İmalat Fiziksel-Kimyasal Hammaddeye talaş kaldırmadan bir şekil verilir Döküm Dövme Presleme Haddeleme
MAK-204. Üretim Yöntemleri
 MAK-204 Üretim Yöntemleri Taşlama ve Taşlama Tezgahı (12.Hafta) Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt. Bölümü Taşlama Đşleminin Tanımı: Belirli bir formda imal
MAK-204 Üretim Yöntemleri Taşlama ve Taşlama Tezgahı (12.Hafta) Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt. Bölümü Taşlama Đşleminin Tanımı: Belirli bir formda imal
TALAŞLI ÜRETİM YÖNTEMLERİ
 ÜNİTE-5 TALAŞLI ÜRETİM YÖNTEMLERİ ÖĞR. GÖR. HALİL YAMAK KONU BAŞLIKLARI Giriş Üretim Yöntemlerinin Sınıflandırılması Talaşlı Üretimin Temelleri Talaşlı Üretim Yöntemleri CNC İle İşleme GİRİŞ Bir ham maddenin
ÜNİTE-5 TALAŞLI ÜRETİM YÖNTEMLERİ ÖĞR. GÖR. HALİL YAMAK KONU BAŞLIKLARI Giriş Üretim Yöntemlerinin Sınıflandırılması Talaşlı Üretimin Temelleri Talaşlı Üretim Yöntemleri CNC İle İşleme GİRİŞ Bir ham maddenin
MAK-204. Üretim Yöntemleri. Frezeleme Đşlemleri. (11.Hafta) Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt.
 Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt.") MAK-204 Üretim Yöntemleri Freze Tezgahı Frezeleme Đşlemleri (11.Hafta) Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt. Bölümü Freze tezgahının Tanımı: Frezeleme işleminde
MAK-204 Üretim Yöntemleri Freze Tezgahı Frezeleme Đşlemleri (11.Hafta) Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt. Bölümü Freze tezgahının Tanımı: Frezeleme işleminde
02.01.2012. Freze tezgahında kullanılan kesicilere Çakı denir. Çakılar, profillerine, yaptıkları işe göre gibi çeşitli şekillerde sınıflandırılır.
 Freze ile ilgili tanımlar Kendi ekseni etrafında dönen bir kesici ile sabit bir iş parçası üzerinden yapılan talaş kaldırma işlemine Frezeleme, yapılan tezgaha Freze ve yapan kişiye de Frezeci denilir.
Freze ile ilgili tanımlar Kendi ekseni etrafında dönen bir kesici ile sabit bir iş parçası üzerinden yapılan talaş kaldırma işlemine Frezeleme, yapılan tezgaha Freze ve yapan kişiye de Frezeci denilir.
TALAŞLI İMALAT SAKARYA ÜNİVERSİTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ KALIPÇILIK TEKNİĞİ DERS NOTU. Doç.Dr. Akın Oğuz KAPTI. Talaşlı İmalat Yöntemleri
 TALAŞLI İMALAT MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ KALIPÇILIK TEKNİĞİ DERS NOTU Doç.Dr. Akın Oğuz KAPTI Talaşlı İmalat Yöntemleri 2 Talaşlı İmalat; iş parçası üzerinden, sertliği daha yüksek bir kesici takım yardımıyla,
TALAŞLI İMALAT MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ KALIPÇILIK TEKNİĞİ DERS NOTU Doç.Dr. Akın Oğuz KAPTI Talaşlı İmalat Yöntemleri 2 Talaşlı İmalat; iş parçası üzerinden, sertliği daha yüksek bir kesici takım yardımıyla,
MASTARLAR MASTAR ÇEŞİTLERİ. 1 - Tampon Mastarlar. 2 - Vida Mastarları. 3 - Çatal Mastarlar. 4 - Johnson Mastarları. 5 - Prizmatik Mastarlar
 MASTARLAR Makine parçalarının ölçme ve kontrol işlemlerinde ölçme ve kontrol aletleri ile birlikte kullanılan yardımcı aletlere Mastarlar denir. Bunların bazıları direkt bazıları ise endirekt olarak ölçme
MASTARLAR Makine parçalarının ölçme ve kontrol işlemlerinde ölçme ve kontrol aletleri ile birlikte kullanılan yardımcı aletlere Mastarlar denir. Bunların bazıları direkt bazıları ise endirekt olarak ölçme
METAL İŞLEME TEKNOLOJİSİ. Doç. Dr. Adnan AKKURT
 METAL İŞLEME TEKNOLOJİSİ Doç. Dr. Adnan AKKURT Takım Tezgahları İnsan gücü ile çalışan ilk tezgahlardan günümüz modern imalat sektörüne kadar geçen süre zarfında takım tezgahları oldukça büyük bir değişim
METAL İŞLEME TEKNOLOJİSİ Doç. Dr. Adnan AKKURT Takım Tezgahları İnsan gücü ile çalışan ilk tezgahlardan günümüz modern imalat sektörüne kadar geçen süre zarfında takım tezgahları oldukça büyük bir değişim
Mak-204. Üretim Yöntemleri II. Talaşlı Đmalatın Genel Tanımı En Basit Talaş Kaldırma: Eğeleme Ölçme ve Kumpas Okuma Markalama Tolerans Kesme
 Mak-204 Üretim Yöntemleri II Talaşlı Đmalatın Genel Tanımı En Basit Talaş Kaldırma: Eğeleme Ölçme ve Kumpas Okuma Markalama Tolerans Kesme Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi
Mak-204 Üretim Yöntemleri II Talaşlı Đmalatın Genel Tanımı En Basit Talaş Kaldırma: Eğeleme Ölçme ve Kumpas Okuma Markalama Tolerans Kesme Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi
A TU T R U G R AY A Y SÜR SÜ M R ELİ
 DÜZ DİŞLİ ÇARK AÇMA Düz Dişli Çarklar ve Kullanıldığı Yerler Eksenleri paralel olan miller arasında kuvvet ve hareket iletiminde kullanılan dişli çarklardır. Üzerine aynı profil ve adımda, mil eksenine
DÜZ DİŞLİ ÇARK AÇMA Düz Dişli Çarklar ve Kullanıldığı Yerler Eksenleri paralel olan miller arasında kuvvet ve hareket iletiminde kullanılan dişli çarklardır. Üzerine aynı profil ve adımda, mil eksenine
TALAŞLI İMALAT. Koşul, takım ile iş şekillendirilmek istenen parça arasında belirgin bir sertlik farkının olmasıdır.
 TALAŞLI İMALAT Şekillendirilecek parça üzerinden sert takımlar yardımıyla küçük parçacıklar halinde malzeme koparılarak yapılan malzeme üretimi talaşlı imalat olarak adlandırılır. Koşul, takım ile iş şekillendirilmek
TALAŞLI İMALAT Şekillendirilecek parça üzerinden sert takımlar yardımıyla küçük parçacıklar halinde malzeme koparılarak yapılan malzeme üretimi talaşlı imalat olarak adlandırılır. Koşul, takım ile iş şekillendirilmek
TORNACILIK. Ali Kaya GÜR Fırat Ün.Teknik Eğitim Fak.MetalFırat Ün.Teknik Eğitim Fak.Metal Eğ.Böl. ELAZIĞ
 TORNACILIK Ali Kaya GÜR Fırat Ün.Teknik Eğitim Fak.MetalFırat Ün.Teknik Eğitim Fak.Metal Eğ.Böl. ELAZIĞ TORNANIN TANIMI VE ENDÜSTRİDEKİ ÖNEMİ Bir eksen etrafında dönen iş parçalarını, kesici bir kalemle
TORNACILIK Ali Kaya GÜR Fırat Ün.Teknik Eğitim Fak.MetalFırat Ün.Teknik Eğitim Fak.Metal Eğ.Böl. ELAZIĞ TORNANIN TANIMI VE ENDÜSTRİDEKİ ÖNEMİ Bir eksen etrafında dönen iş parçalarını, kesici bir kalemle
Ezerek parlatma. iç çap mikroler ID. dış çap mikroler OD. iç konik mikroler MIC. düz yüzey mikroler MFF. dış konik mikroler MOC. www.aksan-tm.
 Ezerek parlatma iç çap mikroler ID dış çap mikroler OD YAMATO - Ezerek parlatma takımlarıyla işparçalarının parlatılması, ölçüye getirilmesi, yüzey sertleştirmesi saniyeler içinde tamamlanır Delik içi
Ezerek parlatma iç çap mikroler ID dış çap mikroler OD YAMATO - Ezerek parlatma takımlarıyla işparçalarının parlatılması, ölçüye getirilmesi, yüzey sertleştirmesi saniyeler içinde tamamlanır Delik içi
Parmak Freze çakıları
 Parmak Freze çakıları Parmak freze çakısı nedir? Parmak freze, Makine parçaları imalatında, kalıpçılıkta önemli bir yere sahip olan frezeleme işleminde kullanılan, helezonik kesici kenarlara sahip kesici
Parmak Freze çakıları Parmak freze çakısı nedir? Parmak freze, Makine parçaları imalatında, kalıpçılıkta önemli bir yere sahip olan frezeleme işleminde kullanılan, helezonik kesici kenarlara sahip kesici
TAŞLAMA VE DİĞER AŞINDIRMA YÖNTEMLERİ
 TAŞLAMA VE DİĞER AŞINDIRMA YÖNTEMLERİ 1. Taşlama 2. İlgili Aşındırma Yöntemleri Aşındırarak Talaş Kaldırma Genellikle yapıştırılmış bir disk şeklindeki sert, aşındırıcı parçacıkların hareketiyle talaş
TAŞLAMA VE DİĞER AŞINDIRMA YÖNTEMLERİ 1. Taşlama 2. İlgili Aşındırma Yöntemleri Aşındırarak Talaş Kaldırma Genellikle yapıştırılmış bir disk şeklindeki sert, aşındırıcı parçacıkların hareketiyle talaş
TAŞLAMA TEZGAHLARI. Taşlama prosesinin başlıca amaçları şunlardır:
 TAŞLAMA Temel bir şekillendirme yöntemi olan taşlama işlemi, kemiklerin keskinleştirilip silah yapılması, kılıçların bilenmesi, kesici ve delici birçok aletin yapımında ilk çağlardan beri kullanılmaktadır.
TAŞLAMA Temel bir şekillendirme yöntemi olan taşlama işlemi, kemiklerin keskinleştirilip silah yapılması, kılıçların bilenmesi, kesici ve delici birçok aletin yapımında ilk çağlardan beri kullanılmaktadır.
İNCE TALAŞ KALDIRMA TAŞLAMA
 İNCE TALAŞ KALDIRMA Günümüz teknolojisinde /makina parçalarının yapımında çoğu kez, artık milimetrenin yüzde ve binde mertebesindeki ölçü hassasiyeti ile yetinilmemekte ve milimetrenin on binde, yüz binde,
İNCE TALAŞ KALDIRMA Günümüz teknolojisinde /makina parçalarının yapımında çoğu kez, artık milimetrenin yüzde ve binde mertebesindeki ölçü hassasiyeti ile yetinilmemekte ve milimetrenin on binde, yüz binde,
Freze tezgahları ve Frezecilik. Page 7-1
 Freze tezgahları ve Frezecilik Page 7-1 Freze tezgahının Tanımı: Frezeleme işleminde talaş kaldırmak için kullanılan kesici takıma freze çakısı olarak adlandırılırken, freze çakısının bağlandığı takım
Freze tezgahları ve Frezecilik Page 7-1 Freze tezgahının Tanımı: Frezeleme işleminde talaş kaldırmak için kullanılan kesici takıma freze çakısı olarak adlandırılırken, freze çakısının bağlandığı takım
İmalat Teknolojileri. Dr.-Ing. Rahmi Ünal. Talaşlı İmalat Yöntemleri
 İmalat Teknolojileri Dr.-Ing. Rahmi Ünal Talaşlı İmalat Yöntemleri 1 Kapsam Talaşlı imalatın tanımı Talaş kaldırmanın esasları Takımlar Tornalama Frezeleme Planyalama, vargelleme Taşlama Broşlama Kaynak
İmalat Teknolojileri Dr.-Ing. Rahmi Ünal Talaşlı İmalat Yöntemleri 1 Kapsam Talaşlı imalatın tanımı Talaş kaldırmanın esasları Takımlar Tornalama Frezeleme Planyalama, vargelleme Taşlama Broşlama Kaynak
ŞİŞİRME KALIPLARI DERSİ ÇALIŞMA SORULARI. a. Matkap tezgâhı. b. Freze tezgâhı. c. Torna tezgâhı. d. Taşlama tezgâhı. a. Dökme demir. b.
 ŞİŞİRME KALIPLARI DERSİ ÇALIŞMA SORULARI 1. Genellikle büyük hacimli, prizmatik biçimli plastik şişelerin üretiminde kullanılan şişirme kalıbı aşağıdakilerden hangisidir? a. Dalıcı pinli şişirme kalıbı
ŞİŞİRME KALIPLARI DERSİ ÇALIŞMA SORULARI 1. Genellikle büyük hacimli, prizmatik biçimli plastik şişelerin üretiminde kullanılan şişirme kalıbı aşağıdakilerden hangisidir? a. Dalıcı pinli şişirme kalıbı
Mastarlar. Resim 2.23: Mastar ve şablon örnekleri
 Mastarlar Mastarlar (Resim 2.23), iş parçasının istenilen ölçüden daha büyük ya da küçük olup olmadığının kontrolü için kullanılan ölçme aletleridir. Parça boyutlarının, geometrik biçimlerin kontrolünde
Mastarlar Mastarlar (Resim 2.23), iş parçasının istenilen ölçüden daha büyük ya da küçük olup olmadığının kontrolü için kullanılan ölçme aletleridir. Parça boyutlarının, geometrik biçimlerin kontrolünde
KESME VE KESKİLER EĞELER
 KESME VE KESKİLER Esas olarak ucu kama biçiminde olan ve metal malzemeden ufak parçaların kesilmesinde ve koparılmasında yararlanılan ve elle kullanılan bir araçtır. Keskiler, kaliteli çelikten yapılmış,
KESME VE KESKİLER Esas olarak ucu kama biçiminde olan ve metal malzemeden ufak parçaların kesilmesinde ve koparılmasında yararlanılan ve elle kullanılan bir araçtır. Keskiler, kaliteli çelikten yapılmış,
FREZE TEZGÂHINDA BÖLME İŞLEMLERİ
 Üniversal Bölme Aygıtları(Divizörler) Freze tezgâhında her çeşit bölme işlemleri, divizör yardımıyla yapılabilir. Divizör ile, silindirik parçalar üzerine değişik sayılarda bölme yapma, konik parçalara
Üniversal Bölme Aygıtları(Divizörler) Freze tezgâhında her çeşit bölme işlemleri, divizör yardımıyla yapılabilir. Divizör ile, silindirik parçalar üzerine değişik sayılarda bölme yapma, konik parçalara
İmalat Teknolojileri. Dr.-Ing. Rahmi Ünal. Talaşlı İmalat Yöntemleri malzemebilimi.net
 İmalat Teknolojileri Dr.-Ing. Rahmi Ünal 1 Talaşlı İmalat Yöntemleri malzemebilimi.net Kapsam Talaşlı imalatın tanımı Talaş kaldırmanın esasları Takımlar Tornalama Frezeleme Planyalama, vargelleme Taşlama
İmalat Teknolojileri Dr.-Ing. Rahmi Ünal 1 Talaşlı İmalat Yöntemleri malzemebilimi.net Kapsam Talaşlı imalatın tanımı Talaş kaldırmanın esasları Takımlar Tornalama Frezeleme Planyalama, vargelleme Taşlama
Chapter 22: Tornalama ve Delik Açma. DeGarmo s Materials and Processes in Manufacturing
 Chapter 22: Tornalama ve Delik Açma DeGarmo s Materials and Processes in Manufacturing 22.1 Giriş Tornalama, dışı silindirik ve konik yüzeylere sahip parça işleme sürecidir. Delik açma, işleme sonucunda
Chapter 22: Tornalama ve Delik Açma DeGarmo s Materials and Processes in Manufacturing 22.1 Giriş Tornalama, dışı silindirik ve konik yüzeylere sahip parça işleme sürecidir. Delik açma, işleme sonucunda
Tarih İŞYERİ AMİRİ Konunun adı MÜHÜR-İMZA
 PRESLER Sac levhaların kabartma, bükme, oluk açma, kesme vb şekillendirme işlemlerinde işlemin karakteristiğine göre çeşitli türden presler kullanılmaktadır. Bu işlemlerde diğer önemli nokta da belli bir
PRESLER Sac levhaların kabartma, bükme, oluk açma, kesme vb şekillendirme işlemlerinde işlemin karakteristiğine göre çeşitli türden presler kullanılmaktadır. Bu işlemlerde diğer önemli nokta da belli bir
Klasik torna tezgahının temel elemanları
 Klasik torna tezgahının temel elemanları Devir ayar kolları Dişli Kutusu Ayna Soğutma sıvısı Siper Ana Mil Karşılık puntası Çalıştırma kolu ilerleme mili (talaş mili) Araba Acil Stop Kayıt Öğr. Gör.Ahmet
Klasik torna tezgahının temel elemanları Devir ayar kolları Dişli Kutusu Ayna Soğutma sıvısı Siper Ana Mil Karşılık puntası Çalıştırma kolu ilerleme mili (talaş mili) Araba Acil Stop Kayıt Öğr. Gör.Ahmet
MAK-204. Üretim Yöntemleri-II
 MAK-204 Üretim Yöntemleri-II Tornalama Đşlemleri (6.Hafta) Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt. Bölümü Kesici Takım Geometrisi γ: Talaş açısı: Kesilen talaşın
MAK-204 Üretim Yöntemleri-II Tornalama Đşlemleri (6.Hafta) Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt. Bölümü Kesici Takım Geometrisi γ: Talaş açısı: Kesilen talaşın
ÜNİTE MAKİNA VE TEÇHİZAT İÇİNDEKİLER. Prof. Dr. Ayhan ÇELİK HEDEFLER TALAŞLI ÜRETİM YÖNTEMLERİ
 TALAŞLI ÜRETİM YÖNTEMLERİ İÇİNDEKİLER Üretim Yöntemlerinin Sınıflandırılması Talaşlı Üretimin Temelleri Talaşlı Üretim Yöntemleri CNC ile İşleme MAKİNA VE TEÇHİZAT Prof. Dr. Ayhan ÇELİK HEDEFLER Bu üniteyi
TALAŞLI ÜRETİM YÖNTEMLERİ İÇİNDEKİLER Üretim Yöntemlerinin Sınıflandırılması Talaşlı Üretimin Temelleri Talaşlı Üretim Yöntemleri CNC ile İşleme MAKİNA VE TEÇHİZAT Prof. Dr. Ayhan ÇELİK HEDEFLER Bu üniteyi
CNC FREZE UYGULAMASI DENEY FÖYÜ
 T.C. BİLECİK ŞEYH EDEBALİ ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MAKİNE VE İMALAT MÜHENDİSLİĞİ BÖLÜMÜ MIM331 MÜHENDİSLİKTE DENEYSEL METODLAR DERSİ CNC FREZE UYGULAMASI DENEY FÖYÜ ÖĞRETİM ÜYESİ YRD.DOÇ.DR.BİROL
T.C. BİLECİK ŞEYH EDEBALİ ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MAKİNE VE İMALAT MÜHENDİSLİĞİ BÖLÜMÜ MIM331 MÜHENDİSLİKTE DENEYSEL METODLAR DERSİ CNC FREZE UYGULAMASI DENEY FÖYÜ ÖĞRETİM ÜYESİ YRD.DOÇ.DR.BİROL
Döküm, Kaba tornalama, Ham dişlinin malafaya alıştırılması, Hassa tornalama işlemi yapılması, vida delikleri delinmesi, Diş açma işlemi yapılması, Çap
 Konik dişli çarklar ekseksenlerinin kesişip kesişmemesine ve profiline göre çeşitli sınıflara ayrılır. Bu sınıfların şematik gösterimi aşağıdaki gibidir ; Konik dişli çarklar Eksenleri kesişen Eksenleri
Konik dişli çarklar ekseksenlerinin kesişip kesişmemesine ve profiline göre çeşitli sınıflara ayrılır. Bu sınıfların şematik gösterimi aşağıdaki gibidir ; Konik dişli çarklar Eksenleri kesişen Eksenleri
Karışık ve birbirine göre oldukça farklı görünen takım tezgahları, basite indirgendiğinde parça(p)-takım(t)-işlem(i) üçlüsünden meydana gelir.
-takım(t)-işlem(i) üçlüsünden meydana gelir.") TAKIM TEZGAHLARI Takım Tezgahlarının Blok Şeması ve Sınıflandırılması Karışık ve birbirine göre oldukça farklı görünen takım tezgahları, basite indirgendiğinde parça(p)-takım(t)-işlem(i) üçlüsünden meydana
TAKIM TEZGAHLARI Takım Tezgahlarının Blok Şeması ve Sınıflandırılması Karışık ve birbirine göre oldukça farklı görünen takım tezgahları, basite indirgendiğinde parça(p)-takım(t)-işlem(i) üçlüsünden meydana
Ürün Yenilikleri. Atölye Ekipmanları IV / HWS 400 ve HWS 402 Mengeneler. CD katalog Çevrim içi katalog
 Ürün Yenilikleri Atölye Ekipmanları IV / 2015 CD katalog 5.9.1.0 Çevrim içi katalog Meusburger standart parçaların lider bir üreticisi ve kalıp yapımı için de güvenilir bir partnerdir. Aynı zamanda atölye
Ürün Yenilikleri Atölye Ekipmanları IV / 2015 CD katalog 5.9.1.0 Çevrim içi katalog Meusburger standart parçaların lider bir üreticisi ve kalıp yapımı için de güvenilir bir partnerdir. Aynı zamanda atölye
" En son teknoloji ürünlerimiz ile müşterilerimize yenilikçi çözümler sunuyoruz..! " Ürünlerimiz
 " En son teknoloji ürünlerimiz ile müşterilerimize yenilikçi çözümler sunuyoruz..! " Ürünlerimiz Hakkımızda Firmamız 2013 yılı Haziran ayında Mehmet Yeşil Greentech Kesici Takımlar Şahıs firması olarak
" En son teknoloji ürünlerimiz ile müşterilerimize yenilikçi çözümler sunuyoruz..! " Ürünlerimiz Hakkımızda Firmamız 2013 yılı Haziran ayında Mehmet Yeşil Greentech Kesici Takımlar Şahıs firması olarak
A- STANDART SAYILAR VE TOLERANSLAR
 A STANDART SAYILAR VE TOLERANSLAR Cetvel1 Norm (Standart) sayılar ile ilgili tablolar Cetvel1A DIN323 e göre Temel Sayılar Faktörü Ana Değerler Yuvarlak Değerler Temel Seri Dönüşmüş Seri R5 R10 R20 R40
A STANDART SAYILAR VE TOLERANSLAR Cetvel1 Norm (Standart) sayılar ile ilgili tablolar Cetvel1A DIN323 e göre Temel Sayılar Faktörü Ana Değerler Yuvarlak Değerler Temel Seri Dönüşmüş Seri R5 R10 R20 R40
KESME 1. Tanımı ve Önemi Makas, kıl testere ve kesme bıçakları yardımıyla levha üzerinden talaş kaldırarak veya kaldırmadan belirlenen yüzeyin
 KESME 1. Tanımı ve Önemi Makas, kıl testere ve kesme bıçakları yardımıyla levha üzerinden talaş kaldırarak veya kaldırmadan belirlenen yüzeyin levhadan ayrılması için yapılan işleme kesme denir. Kesme
KESME 1. Tanımı ve Önemi Makas, kıl testere ve kesme bıçakları yardımıyla levha üzerinden talaş kaldırarak veya kaldırmadan belirlenen yüzeyin levhadan ayrılması için yapılan işleme kesme denir. Kesme
ZİNCİR DİŞLİ ÇARKLAR. Öğr. Gör. Korcan FIRAT CBÜ Akhisar MYO
 ZİNCİR DİŞLİ ÇARKLAR Öğr. Gör. Korcan FIRAT CBÜ Akhisar MYO ZİNCİR DİŞLİ ÇARK NEDİR? Tanımı: Güç ve hareket iletecek millerin merkez uzaklığının fazla olduğu durumlarda, aradaki bağlantıyı dişli çarklarla
ZİNCİR DİŞLİ ÇARKLAR Öğr. Gör. Korcan FIRAT CBÜ Akhisar MYO ZİNCİR DİŞLİ ÇARK NEDİR? Tanımı: Güç ve hareket iletecek millerin merkez uzaklığının fazla olduğu durumlarda, aradaki bağlantıyı dişli çarklarla
Silindir Arýzalarý Çalýºma sonucu silindir yüzeyleri aºýnma, parlaklýk, pörtüklenme, çizik, çatlak
 SÝLÝNDÝRLER Silindirlerin Yapým Özellikleri Ders sorumlusu: Yrd.Doç.Dr.Hilmi KUªÇU Silindir bloklarý, dökme demir ya da alüminyum alaºýmýndan yapýlýrlar. Dökme demirin içine, korozyon ve aºýnmaya karºý
SÝLÝNDÝRLER Silindirlerin Yapým Özellikleri Ders sorumlusu: Yrd.Doç.Dr.Hilmi KUªÇU Silindir bloklarý, dökme demir ya da alüminyum alaºýmýndan yapýlýrlar. Dökme demirin içine, korozyon ve aºýnmaya karºý
SinterlenmişKarbürler. Co bağlayıcı ~ Mpa Sertlikliğini 1100 ⁰C ye kadar muhafaza eder Kesme hızları hız çeliklerine nazaran 5 kat fazladır.
 SinterlenmişKarbürler Co bağlayıcı ~ Mpa Sertlikliğini 1100 ⁰C ye kadar muhafaza eder Kesme hızları hız çeliklerine nazaran 5 kat fazladır. Seramikler 3 Katogoride Toplanır: 1) Alumina (Al2O3) 2) Alumina
SinterlenmişKarbürler Co bağlayıcı ~ Mpa Sertlikliğini 1100 ⁰C ye kadar muhafaza eder Kesme hızları hız çeliklerine nazaran 5 kat fazladır. Seramikler 3 Katogoride Toplanır: 1) Alumina (Al2O3) 2) Alumina
Malzeme İşleme Yöntemleri
 BÖLÜM-9 MALZEMELERİN İŞLENMESİ (Talaşlı ve Diğer İmalat Yöntemleri) Prof. Dr. Yusuf ÖZÇATALBAŞ Malzeme İşleme Yöntemleri 1 KALIP YAPIM TEKNİKLERİ VE MALZEMELERİN TALAŞLI İŞLENMESİ Geleneksel Talaşlı İşleme
BÖLÜM-9 MALZEMELERİN İŞLENMESİ (Talaşlı ve Diğer İmalat Yöntemleri) Prof. Dr. Yusuf ÖZÇATALBAŞ Malzeme İşleme Yöntemleri 1 KALIP YAPIM TEKNİKLERİ VE MALZEMELERİN TALAŞLI İŞLENMESİ Geleneksel Talaşlı İşleme
Üst başlık hareket. kolu. Üst başlık. Askı yatak. Devir sayısı seçimi. Fener mili yuvası İş tablası. Boyuna hareket volanı Düşey hareket.
 Frezeleme İşlemleri Üst başlık Askı yatak Fener mili yuvası İş tablası Üst başlık hareket kolu Devir sayısı seçimi Boyuna hareket volanı Düşey hareket kolu Konsol desteği Eksenler ve CNC Freze İşlemler
Frezeleme İşlemleri Üst başlık Askı yatak Fener mili yuvası İş tablası Üst başlık hareket kolu Devir sayısı seçimi Boyuna hareket volanı Düşey hareket kolu Konsol desteği Eksenler ve CNC Freze İşlemler
ME220T Tasarım ve İmalat TALAŞLI İMALAT YÖNTEMLERİ VE TEZGAHLARI. 15. Talaşlı İmalat Yöntemleri. Talaş Kaldırma
 TALAŞLI İMALAT YÖNTEMLERİ VE TEZGAHLARI Groover, Fundamentals of Modern Manufacturing, Bölüm 22 ME220T Tasarım ve İmalat 15. Talaşlı İmalat Yöntemleri Mehmet DEMİRKOL 1. Tornalama ve ilgili işlemler 2.
TALAŞLI İMALAT YÖNTEMLERİ VE TEZGAHLARI Groover, Fundamentals of Modern Manufacturing, Bölüm 22 ME220T Tasarım ve İmalat 15. Talaşlı İmalat Yöntemleri Mehmet DEMİRKOL 1. Tornalama ve ilgili işlemler 2.
Talaşlı İşlenebilirlik
 Talaşlı İşlenebilirlik Bir malzemenin (genellikle metal) uygun takım ve kesme koşullarıyla göreli olarak kolay işlenebilirliği Sadece iş malzemesine bağlıdır. Talaşlı işleme yöntemi, takım ve kesme koşulları
Talaşlı İşlenebilirlik Bir malzemenin (genellikle metal) uygun takım ve kesme koşullarıyla göreli olarak kolay işlenebilirliği Sadece iş malzemesine bağlıdır. Talaşlı işleme yöntemi, takım ve kesme koşulları
Freze Tezgahları ve Frezecilik. Derleyen Doç. Dr. Adnan AKKURT
 Freze Tezgahları ve Frezecilik Derleyen Doç. Dr. Adnan AKKURT Freze tezgahının Tanımı: Frezeleme işleminde talaş kaldırmak için kullanılan kesici takıma freze çakısı olarak adlandırılırken, freze çakısının
Freze Tezgahları ve Frezecilik Derleyen Doç. Dr. Adnan AKKURT Freze tezgahının Tanımı: Frezeleme işleminde talaş kaldırmak için kullanılan kesici takıma freze çakısı olarak adlandırılırken, freze çakısının
ÖĞRENME FAALİYETİ-1 1. ÜÇGEN VİDA AÇMA
 AMAÇ ÖĞRENME FAALİYETİ-1 ÖĞRENME FAALİYETİ-1 Torna tezgâhında üçgen vida açabileceksiniz ARAŞTIRMA Torna tezgâhlarının olduğu işletmeleri ziyaret ederek, çalışanlardan üçgen vidalar hakkında bilgi alınız
AMAÇ ÖĞRENME FAALİYETİ-1 ÖĞRENME FAALİYETİ-1 Torna tezgâhında üçgen vida açabileceksiniz ARAŞTIRMA Torna tezgâhlarının olduğu işletmeleri ziyaret ederek, çalışanlardan üçgen vidalar hakkında bilgi alınız
MAKİNE MÜHENDİSLİĞİNE GİRİŞ Ders 7
 İmalat Yöntemleri MAKİNE MÜHENDİSLİĞİNE GİRİŞ Ders 7 Doç. Dr. Yüksel HACIOĞLU Talaşsız İmalat Talaşlı İmalat Fiziksel-Kimyasal Hammaddeye talaş kaldırmadan bir şekil verilir Döküm Dövme Presleme Haddeleme
İmalat Yöntemleri MAKİNE MÜHENDİSLİĞİNE GİRİŞ Ders 7 Doç. Dr. Yüksel HACIOĞLU Talaşsız İmalat Talaşlı İmalat Fiziksel-Kimyasal Hammaddeye talaş kaldırmadan bir şekil verilir Döküm Dövme Presleme Haddeleme
Durumu: Aktif olarak kullanılmakta, çalışırken/imalat yaparken görülebilir/incelenebilir.
 No: 110 Tezgâh Tipi: Ayna mahruti & hipoid dişli tezgâhı Marka: Stankoimport Model: 528C Özellikler: Maks. dış çap: 800 mm Maks. modül: 20 mm Modified Roll mekanizması Formate tipi dişli açabilme özelliği
No: 110 Tezgâh Tipi: Ayna mahruti & hipoid dişli tezgâhı Marka: Stankoimport Model: 528C Özellikler: Maks. dış çap: 800 mm Maks. modül: 20 mm Modified Roll mekanizması Formate tipi dişli açabilme özelliği
Tezgahın tablosına göre kullanılan devir hız kolları Siper (Support) Devir hız \ kutusu Ayna l i---- hareket düzeni.
 Devir hız \ kutusu Ayna l i---- hareket düzeni.") Elektrik motoru \ Tezgahın tablosına göre kullanılan devir hız kolları Siper (Support) Devir hız \ kutusu Ayna l.------------ i---- \ \ Enine (Tabla) hareket düzeni Gezer punto Ana mil Talaş mili Şalter
Elektrik motoru \ Tezgahın tablosına göre kullanılan devir hız kolları Siper (Support) Devir hız \ kutusu Ayna l.------------ i---- \ \ Enine (Tabla) hareket düzeni Gezer punto Ana mil Talaş mili Şalter
Mak- 204. Üretim Yöntemleri - II. Vargel ve Planya Tezgahı. Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt.
 Mak- 204 Üretim Yöntemleri - II Talaşlı Đmalatta Takım Tezgahları Vargel ve Planya Tezgahı Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt. Bölümü Takım Tezgahlarında Yapısal
Mak- 204 Üretim Yöntemleri - II Talaşlı Đmalatta Takım Tezgahları Vargel ve Planya Tezgahı Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt. Bölümü Takım Tezgahlarında Yapısal
KARADENİZ TEKNİK ÜNİVERSİTESİ MADEN MÜHENDİSLİĞİ BÖLÜMÜ MADEN İŞLETME LABORATUVARI. (2014-2015 Bahar Dönemi) BÖHME AŞINMA DENEYİ
 BÖHME AŞINMA DENEYİ") KARADENİZ TEKNİK ÜNİVERSİTESİ MADEN MÜHENDİSLİĞİ BÖLÜMÜ MADEN İŞLETME LABORATUVARI (2014-2015 Bahar Dönemi) BÖHME AŞINMA DENEYİ Amaç ve Genel Bilgiler: Kayaç ve beton yüzeylerinin aşındırıcı maddelerle
KARADENİZ TEKNİK ÜNİVERSİTESİ MADEN MÜHENDİSLİĞİ BÖLÜMÜ MADEN İŞLETME LABORATUVARI (2014-2015 Bahar Dönemi) BÖHME AŞINMA DENEYİ Amaç ve Genel Bilgiler: Kayaç ve beton yüzeylerinin aşındırıcı maddelerle
Metalin Sanat ile Birlestigi Noktadayız
 tess-san Metalin Sanat ile Birlestigi Noktadayız tess-san eurolub tess-san tess-san tess-san tess-san FORCE K 102 TESS-SAN EUROLUB TE 255 Üniversal Kesme Soğutma Sıvısı FORCE K 102 TUBE Boru Profil Sektörü
tess-san Metalin Sanat ile Birlestigi Noktadayız tess-san eurolub tess-san tess-san tess-san tess-san FORCE K 102 TESS-SAN EUROLUB TE 255 Üniversal Kesme Soğutma Sıvısı FORCE K 102 TUBE Boru Profil Sektörü
Parça tutturma tertibatları
 Parça tutturma tertibatları Parçalar, l/d (l:parça uzunluğu, d:çap) oranına göre çeşitli şekillerde tezgaha bağlanır. Uzunluğu l < d olan parçalar sadece aynaya bağlanır (serbest tutturma) Uzunluğu l 2d
Parça tutturma tertibatları Parçalar, l/d (l:parça uzunluğu, d:çap) oranına göre çeşitli şekillerde tezgaha bağlanır. Uzunluğu l < d olan parçalar sadece aynaya bağlanır (serbest tutturma) Uzunluğu l 2d
MALZEME ANA BİLİM DALI Malzeme Laboratuvarı Deney Föyü. Deneyin Adı: Malzemelerde Sertlik Deneyi. Deneyin Tarihi:
 Deneyin Adı: Malzemelerde Sertlik Deneyi Deneyin Tarihi:13.03.2014 Deneyin Amacı: Malzemelerin sertliğinin ölçülmesi ve mukavemetleri hakkında bilgi edinilmesi. Teorik Bilgi Sertlik, malzemelerin plastik
Deneyin Adı: Malzemelerde Sertlik Deneyi Deneyin Tarihi:13.03.2014 Deneyin Amacı: Malzemelerin sertliğinin ölçülmesi ve mukavemetleri hakkında bilgi edinilmesi. Teorik Bilgi Sertlik, malzemelerin plastik
İMM-123 ÖLÇME VE KONTROL
 İMM-123 ÖLÇME VE KONTROL 1.1.1. Ölçme Birim adı verilen ve bilinen bir değerle, aynı cinsten bilinmeyen bir değeri karşılaştırmaya ÖLÇME denir. Ölçme işlemleri ölçü aletleriyle yapılır. Örneğin; cetvel,
İMM-123 ÖLÇME VE KONTROL 1.1.1. Ölçme Birim adı verilen ve bilinen bir değerle, aynı cinsten bilinmeyen bir değeri karşılaştırmaya ÖLÇME denir. Ölçme işlemleri ölçü aletleriyle yapılır. Örneğin; cetvel,
MMT222 Malzeme Üretim Teknikleri
 K O C A E L İ ÜNİVERSİTESİ Metalurji ve Malzeme Mühendisliği Bölümü MMT222 Malzeme Üretim Teknikleri 3 Talaşlı İşlem Teknikleri Yrd. Doç. Dr. Ersoy Erişir 2012-2013 Bahar Yarıyılı 3. Talaşlı İşlem Teknikleri
K O C A E L İ ÜNİVERSİTESİ Metalurji ve Malzeme Mühendisliği Bölümü MMT222 Malzeme Üretim Teknikleri 3 Talaşlı İşlem Teknikleri Yrd. Doç. Dr. Ersoy Erişir 2012-2013 Bahar Yarıyılı 3. Talaşlı İşlem Teknikleri
BURSA TECHNICAL UNIVERSITY (BTU) 2 DİŞLİ ÇARKLAR I: GİRİŞ
 2 DİŞLİ ÇARKLAR I: GİRİŞ") Makine Elemanları 2 DİŞLİ ÇARKLAR I: GİRİŞ 1 Bu bölümden elde edilecek kazanımlar Güç Ve Hareket İletim Elemanları Basit Dişli Dizileri Redüktörler Ve Vites Kutuları : Sınıflandırma Ve Kavramlar Silindirik
Makine Elemanları 2 DİŞLİ ÇARKLAR I: GİRİŞ 1 Bu bölümden elde edilecek kazanımlar Güç Ve Hareket İletim Elemanları Basit Dişli Dizileri Redüktörler Ve Vites Kutuları : Sınıflandırma Ve Kavramlar Silindirik
» ÇAPAK TEMİZLEME PROGRAMI
 » ÇPK TEMİZLEME PROGRMI Çapak Temizleme Unigrat "Üniversal Saplı", en son ergonomik araştırmalara uygun olarak tasarlanmıştır. Tek elle kullanım Kilitleme başlığı ürünü tuttuğunuz elindeki parmaklarınızla
» ÇPK TEMİZLEME PROGRMI Çapak Temizleme Unigrat "Üniversal Saplı", en son ergonomik araştırmalara uygun olarak tasarlanmıştır. Tek elle kullanım Kilitleme başlığı ürünü tuttuğunuz elindeki parmaklarınızla
TAKIM TEZGAHLARI BÖLÜM 3 TESTERE İLE KESMEK, TESTERE TEZGAHLARI VE ÇALIŞMA PRENSİPLERİ. Öğr.Gör.Dr. Ömer ERKAN
 TAKIM TEZGAHLARI BÖLÜM 3 TESTERE İLE KESMEK, TESTERE TEZGAHLARI VE ÇALIŞMA PRENSİPLERİ Öğr.Gör.Dr. Ömer ERKAN 2 TESTERE TEZGAHLARI Metalleri kesen aletler,kendisinden daha sert ve dayanıklı olan,kısa sürede
TAKIM TEZGAHLARI BÖLÜM 3 TESTERE İLE KESMEK, TESTERE TEZGAHLARI VE ÇALIŞMA PRENSİPLERİ Öğr.Gör.Dr. Ömer ERKAN 2 TESTERE TEZGAHLARI Metalleri kesen aletler,kendisinden daha sert ve dayanıklı olan,kısa sürede
MEKANİK ATÖLYELERDE KULLANILAN ÖLÇÜ ALETLERİ VE DİĞER YARDIMCI ALETLER
 MEKANİK ATÖLYELERDE KULLANILAN ÖLÇÜ ALETLERİ VE DİĞER YARDIMCI ALETLER Bir parçanın yapımında ve yapıldıktan sonra istenen ölçülerde yapılıp yapılmadığının ölçülmesi, kontrol edilmesi gereklidir. Bu amaçla
MEKANİK ATÖLYELERDE KULLANILAN ÖLÇÜ ALETLERİ VE DİĞER YARDIMCI ALETLER Bir parçanın yapımında ve yapıldıktan sonra istenen ölçülerde yapılıp yapılmadığının ölçülmesi, kontrol edilmesi gereklidir. Bu amaçla
CNC TORNA TEZGAHLARI. Gümüşhane Üniversitesi, Makina Mühendisliği
 CNC TORNA TEZGAHLARI 1 TORNALAMA En genel ifadeyle tornalama; iş parçasının döndüğü ve kesicinin ilerleyerek parçadan talaş kaldırdığı kesme işlemidir. Tornalama işlemi iç ve dış tornalama olmak üzere
CNC TORNA TEZGAHLARI 1 TORNALAMA En genel ifadeyle tornalama; iş parçasının döndüğü ve kesicinin ilerleyerek parçadan talaş kaldırdığı kesme işlemidir. Tornalama işlemi iç ve dış tornalama olmak üzere
TALAŞLI İMALAT USULLERİ
 1 TALAŞLI İMALAT USULLERİ Prof. Dr. Süleyman YALDIZ Selçuk Üniversitesi Teknoloji Fakültesi 2 Temel bir şekillendirme yöntemi olan taşlama işlemi, bazı imalatçılar tarafından talaşlı imalat yöntemi sayılmayıp,
1 TALAŞLI İMALAT USULLERİ Prof. Dr. Süleyman YALDIZ Selçuk Üniversitesi Teknoloji Fakültesi 2 Temel bir şekillendirme yöntemi olan taşlama işlemi, bazı imalatçılar tarafından talaşlı imalat yöntemi sayılmayıp,
Plastik Şekil Verme
 Plastik Şekil Verme 31.10.2018 1 HADDELEME Malzemeleri, eksenleri etrafında dönen iki silindir arasından geçirerek yapılan plastik şekil verme işlemine haddeleme denir. Haddeleme, plastik şekillendirme
Plastik Şekil Verme 31.10.2018 1 HADDELEME Malzemeleri, eksenleri etrafında dönen iki silindir arasından geçirerek yapılan plastik şekil verme işlemine haddeleme denir. Haddeleme, plastik şekillendirme
KONİK DİŞLİ ÇARKLAR. Öğr. Gör. Korcan FIRAT. CBÜ Akhisar MYO
 KONİK DİŞLİ ÇARKLAR Öğr. Gör. Korcan FIRAT CBÜ Akhisar MYO TANIMI Eksenleri kesişen millerde kuvvet ve hareket iletmek için kullanılan ve yanal yüzeylerinin çevresine ve kesik koni tepe noktasında birleşecek
KONİK DİŞLİ ÇARKLAR Öğr. Gör. Korcan FIRAT CBÜ Akhisar MYO TANIMI Eksenleri kesişen millerde kuvvet ve hareket iletmek için kullanılan ve yanal yüzeylerinin çevresine ve kesik koni tepe noktasında birleşecek
HAKKIMIZDA
 2 www.metalkrom.com HAKKIMIZDA Sakarya ve çevresinde hizmet veren MetalKrom olarak; benimsediği politikalarla hem ucuz hem kaliteli üretim yaparak müşterimizin memnuniyetini en üst seviyede tutmak istiyoruz.
2 www.metalkrom.com HAKKIMIZDA Sakarya ve çevresinde hizmet veren MetalKrom olarak; benimsediği politikalarla hem ucuz hem kaliteli üretim yaparak müşterimizin memnuniyetini en üst seviyede tutmak istiyoruz.
İNCE TALAŞ KALDIRMA TAŞLAMA
 İNCE TALAŞ KALDIRMA Günümüz teknolojisinde /makina parçalarının yapımında çoğu kez, artık milimetrenin yüzde ve binde mertebesindeki ölçü hassasiyeti ile yetinilmemekte ve milimetrenin on binde, yüz binde,
İNCE TALAŞ KALDIRMA Günümüz teknolojisinde /makina parçalarının yapımında çoğu kez, artık milimetrenin yüzde ve binde mertebesindeki ölçü hassasiyeti ile yetinilmemekte ve milimetrenin on binde, yüz binde,
Metal İşlemede Hassas Parlak Taşlama İşlemi
 Metal İşlemede Hassas Parlak Taşlama İşlemi Senai Yalçınkaya 28 Mart 2016 Pazartesi 16 : 0 Yrd. Doç.Dr. Senai YALÇINKAYA, syalcinkaya@marmara.edu.trdepartment of Mechanical Engineering, Faculty of Technology,
Metal İşlemede Hassas Parlak Taşlama İşlemi Senai Yalçınkaya 28 Mart 2016 Pazartesi 16 : 0 Yrd. Doç.Dr. Senai YALÇINKAYA, syalcinkaya@marmara.edu.trdepartment of Mechanical Engineering, Faculty of Technology,
Rulmanlı Yataklarla Yataklama. Y.Doç.Dr. Vedat TEMİZ. Esasları
 Rulmanlı Yataklarla Yataklama Y.Doç.Dr. Vedat TEMİZ Esasları Sabit bilyalı rulmanlar Normal uygulamalar dışında, tek rulmanın yük taşıma açısından yetersiz olduğu yerlerde veya her iki doğrultuda ön görülen
Rulmanlı Yataklarla Yataklama Y.Doç.Dr. Vedat TEMİZ Esasları Sabit bilyalı rulmanlar Normal uygulamalar dışında, tek rulmanın yük taşıma açısından yetersiz olduğu yerlerde veya her iki doğrultuda ön görülen
ÜÇER. EKSPORT KATO TÜMİÇLER.indd :46:29
 wwweksporthirdavatcomtr 43 EKSPORT KATO TÜMİÇLER indd 43 310817 13:46:29 wwweksporthirdavatcomtr Alüminyum Oksit Normal Korund NK 24, 36, 46, 60 P, Q Demir Pirinç, Bronz, Alüminyum A Metaller Düşük Alaşımlı
wwweksporthirdavatcomtr 43 EKSPORT KATO TÜMİÇLER indd 43 310817 13:46:29 wwweksporthirdavatcomtr Alüminyum Oksit Normal Korund NK 24, 36, 46, 60 P, Q Demir Pirinç, Bronz, Alüminyum A Metaller Düşük Alaşımlı
İmal Usulleri. Fatih ALİBEYOĞLU -8-
 Fatih ALİBEYOĞLU -8- Giriş Dövme, darbe veya basınç altında kontrollü bir plastik deformasyon sağlanarak, metale istenen şekli verme, tane boyutunu küçültme ve mekanik özelliklerini iyileştirme amacıyla
Fatih ALİBEYOĞLU -8- Giriş Dövme, darbe veya basınç altında kontrollü bir plastik deformasyon sağlanarak, metale istenen şekli verme, tane boyutunu küçültme ve mekanik özelliklerini iyileştirme amacıyla
TEMEL İŞLEMLER VE UYGULAMALARI Prof.Dr. Salim ASLANLAR
 2 MARKALAMA TEKNİĞİ 2.1 Markalamanın Tanımı Çizilmiş resimlerden, imalatı bitmiş parçalardan ve verilen bilgilerden faydalanılarak o işin yapılacağı malzemenin üzerine çizilmesine markalama denir. Markalama
2 MARKALAMA TEKNİĞİ 2.1 Markalamanın Tanımı Çizilmiş resimlerden, imalatı bitmiş parçalardan ve verilen bilgilerden faydalanılarak o işin yapılacağı malzemenin üzerine çizilmesine markalama denir. Markalama
HONLAMA İŞLEMİ NE ZAMAN, NASIL ve NİÇİN YAPILIR?
 HONLAMA İŞLEMİ NE ZAMAN, NASIL ve NİÇİN YAPILIR? Segman yüzeylerinin işlenmesine yerinde olarak çok fazla önem verili. Birbiri ile sürtünmeli çalışacak herhangi bir parçanın hassas kısmındaki yüzeyden
HONLAMA İŞLEMİ NE ZAMAN, NASIL ve NİÇİN YAPILIR? Segman yüzeylerinin işlenmesine yerinde olarak çok fazla önem verili. Birbiri ile sürtünmeli çalışacak herhangi bir parçanın hassas kısmındaki yüzeyden
TEMEL İMALAT VE ARAÇ BAKIMI DERSİ SORU BANKASI TEMEL MEKANİK
 TEMEL İMALAT VE ARAÇ BAKIMI DERSİ SORU BANKASI TEMEL MEKANİK 1 1. Dökme demirden yapılan ve piyasada en çok kullanılan mengene aşağıdakilerden hangisidir? A) Boru mengenesi B) Ayaklı mengene C) Tesviyeci
TEMEL İMALAT VE ARAÇ BAKIMI DERSİ SORU BANKASI TEMEL MEKANİK 1 1. Dökme demirden yapılan ve piyasada en çok kullanılan mengene aşağıdakilerden hangisidir? A) Boru mengenesi B) Ayaklı mengene C) Tesviyeci
KAMALAR, PİMLER, PERNOLAR
 KAMALAR, PİMLER, PERNOLAR 1 Mil ve Göbeğin Kamayla Bağlantısı Kama: Mil ile göbek arasında bağlantı kurarak, kuvvet veya hareketin milden göbeğe aktarılmasını sağlayan makina elemanıdır. Kamalı birleştirme:
KAMALAR, PİMLER, PERNOLAR 1 Mil ve Göbeğin Kamayla Bağlantısı Kama: Mil ile göbek arasında bağlantı kurarak, kuvvet veya hareketin milden göbeğe aktarılmasını sağlayan makina elemanıdır. Kamalı birleştirme:
EKSTRÜZYON YOLU İLE İMALAT
 EKSTRÜZYON YOLU İLE İMALAT EKSTRÜZYON TANIMI (I) : Bu imalat yöntemi genellikle hafif metaller (Al,Cu,Mg, vs gibi için uygulanır.metal bir takoz bir alıcı kovan içine konur bir ıstampa vasıtasıyla metal
EKSTRÜZYON YOLU İLE İMALAT EKSTRÜZYON TANIMI (I) : Bu imalat yöntemi genellikle hafif metaller (Al,Cu,Mg, vs gibi için uygulanır.metal bir takoz bir alıcı kovan içine konur bir ıstampa vasıtasıyla metal
FLEX İNCE KESİCİLER-THINLINE
 resim konulacak FLEX İNCE KESİCİLER-THINLINE INOX A 60 R ÖLÇÜ A 60 R METAL C 60 R MERMER KUTU/ADET PASLANMAZ 115x1x22,23 2,25 20 115x1,6x22,23 2,35 15 125x1x22,23 2,42 20 125x1,6x22,23 2,69 15 180x2x22,23
resim konulacak FLEX İNCE KESİCİLER-THINLINE INOX A 60 R ÖLÇÜ A 60 R METAL C 60 R MERMER KUTU/ADET PASLANMAZ 115x1x22,23 2,25 20 115x1,6x22,23 2,35 15 125x1x22,23 2,42 20 125x1,6x22,23 2,69 15 180x2x22,23
2 Karbür Matkaplar 2 3. 2 Karbür Matkaplar Sayfa. 12 HSS-Frezeler. 17 Mengeneler. Teknisyenler için yeni ürünler. HSS Matkaplar. Takma Uçlu Matkaplar
 1 HSS Matkaplar Teknisyenler için yeni ürünler Delme 2 Karbür Matkaplar 2 3 Takma Uçlu Matkaplar 2 Karbür Matkaplar Soğutma Kanallı Karbür Matkaplar, TB 20 ve TB 30 Ürün ilavesi 42-43 4 5 Raybalar ve havşa
1 HSS Matkaplar Teknisyenler için yeni ürünler Delme 2 Karbür Matkaplar 2 3 Takma Uçlu Matkaplar 2 Karbür Matkaplar Soğutma Kanallı Karbür Matkaplar, TB 20 ve TB 30 Ürün ilavesi 42-43 4 5 Raybalar ve havşa
Ekim, Bakım ve Gübreleme Makinaları Dersi
 Ekim, Bakım ve Gübreleme Makinaları Dersi Tahıl Ekim Makinaları 4 e-mail: dursun@agri.ankara.edu.tr Ankara Üniversitesi Ziraat Fakültesi Tarım Makinaları ve Teknolojileri Mühendisliği Bölümü 2017 nde Yararlanılan
Ekim, Bakım ve Gübreleme Makinaları Dersi Tahıl Ekim Makinaları 4 e-mail: dursun@agri.ankara.edu.tr Ankara Üniversitesi Ziraat Fakültesi Tarım Makinaları ve Teknolojileri Mühendisliği Bölümü 2017 nde Yararlanılan
Torna tezgahının kısımları
 Torna tezgahının kısımları Bu yazımızda torna tezgahının kısımları konusunu işleyeceğiz.torna tezgahı kısımları resimli anlatım şeklindedir. Tornanın kısımları her tesviyeci-tornacı tarafından bilinmelidir.tornanın
Torna tezgahının kısımları Bu yazımızda torna tezgahının kısımları konusunu işleyeceğiz.torna tezgahı kısımları resimli anlatım şeklindedir. Tornanın kısımları her tesviyeci-tornacı tarafından bilinmelidir.tornanın
Konu: Yüksek Hassasiyetli Yağ Keçelerinin Takviye Bilezik Kalıplarının Üretiminde Kullanılan Takım Çelikleri ve Üretim Prosesleri
 Nurettin ÇALLI Fen Bilimleri Ens. Öğrenci No: 503812162 MAD 614 Madencilikte Özel Konular I Dersi Veren: Prof. Dr. Orhan KURAL İTÜ Maden Fakültesi Konu: Yüksek Hassasiyetli Yağ Keçelerinin Takviye Bilezik
Nurettin ÇALLI Fen Bilimleri Ens. Öğrenci No: 503812162 MAD 614 Madencilikte Özel Konular I Dersi Veren: Prof. Dr. Orhan KURAL İTÜ Maden Fakültesi Konu: Yüksek Hassasiyetli Yağ Keçelerinin Takviye Bilezik
Pamuk ekim makinaları. 18.10.2012 Prof.Dr.Rasim OKURSOY 1
 Pamuk ekim makinaları 18.10.2012 Prof.Dr.Rasim OKURSOY 1 18.10.2012 Prof.Dr.Rasim OKURSOY 2 Pamuk Ülkemizde pamuk çoğunlukla çırçır makinalarından çıktığı gibi ekilir. Bu tohumların üzeri hav denilen lifli
Pamuk ekim makinaları 18.10.2012 Prof.Dr.Rasim OKURSOY 1 18.10.2012 Prof.Dr.Rasim OKURSOY 2 Pamuk Ülkemizde pamuk çoğunlukla çırçır makinalarından çıktığı gibi ekilir. Bu tohumların üzeri hav denilen lifli
Chapter 24: Frezeleme. DeGarmo s Materials and Processes in Manufacturing
 Chapter 24: Frezeleme DeGarmo s Materials and Processes in Manufacturing 24.1 Giriş Frezeleme, düz bir yüzey elde etmek için yapılan temel bir talaş kaldırma işlemidir Freze bıçakları bir veya birden fazla
Chapter 24: Frezeleme DeGarmo s Materials and Processes in Manufacturing 24.1 Giriş Frezeleme, düz bir yüzey elde etmek için yapılan temel bir talaş kaldırma işlemidir Freze bıçakları bir veya birden fazla
www.egesan.com.tr FİYAT LİSTESİ
 www.egesan.com.tr FİYAT LİSTESİ 0 www.egesan.com.tr Merkez: Kemankeş Mah.Maliye Cad. Mocan Han No:3/ Karaköy-İstanbul Tel : 0 08-09 - 7-9 Faks : 0 8 Pazarlama Faks: 0 93 Mağaza: Hırdavatçılar Çarşısı No:
www.egesan.com.tr FİYAT LİSTESİ 0 www.egesan.com.tr Merkez: Kemankeş Mah.Maliye Cad. Mocan Han No:3/ Karaköy-İstanbul Tel : 0 08-09 - 7-9 Faks : 0 8 Pazarlama Faks: 0 93 Mağaza: Hırdavatçılar Çarşısı No:
www.egesan.com.tr FİYAT LİSTESİ
 www.egesan.com.tr FİYAT LİSTESİ 2014 www.egesan.com.tr Merkez: Kemankeş Mah.Maliye Cad. Mocan Han No:13/5 Karaköy-İstanbul Tel : 0212 252 21 08-09 - 27-92 Faks : 0212 252 21 84 Pazarlama Faks: 0212 252
www.egesan.com.tr FİYAT LİSTESİ 2014 www.egesan.com.tr Merkez: Kemankeş Mah.Maliye Cad. Mocan Han No:13/5 Karaköy-İstanbul Tel : 0212 252 21 08-09 - 27-92 Faks : 0212 252 21 84 Pazarlama Faks: 0212 252
Doç. Dr. Ahmet DEMİRER 1. Torna Tezgahları
 Doç. Dr. Ahmet DEMİRER 1 Parçaya kesici alet yönünde bir hareket vererek talaş kaldırmaya tornalamak, bu işlemleri yapan tezgahlara da torna tezgahları denir. Tornada genellikle eksenel hareketle dış iç
Doç. Dr. Ahmet DEMİRER 1 Parçaya kesici alet yönünde bir hareket vererek talaş kaldırmaya tornalamak, bu işlemleri yapan tezgahlara da torna tezgahları denir. Tornada genellikle eksenel hareketle dış iç
Mak-204. Üretim Yöntemleri. Delme ve Raybalama. Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt.
 Mak-204 Üretim Yöntemleri Delme ve Raybalama Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt. Bölümü Üretim Yöntemleri 1 Delme ve Raybalama Delik delme işlemi talaşlı imalat
Mak-204 Üretim Yöntemleri Delme ve Raybalama Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt. Bölümü Üretim Yöntemleri 1 Delme ve Raybalama Delik delme işlemi talaşlı imalat
» KONİK SAC-BORU MATKAP UÇLARI
 » KONİK SABORU MATKAP UÇLARI Konik SacBoru Matkap Uçları Yeni RUKO yüksek performans konik sacboru matkap uçları sertleştirilmiş malzemeden BN bileme metodu ile elde edilir. BN (kübik bor nitrit kristali)
» KONİK SABORU MATKAP UÇLARI Konik SacBoru Matkap Uçları Yeni RUKO yüksek performans konik sacboru matkap uçları sertleştirilmiş malzemeden BN bileme metodu ile elde edilir. BN (kübik bor nitrit kristali)
Akreditasyon Sertifikası Eki (Sayfa 1/6) Akreditasyon Kapsamı
 Akreditasyon Kapsamı") Akreditasyon Sertifikası Eki (Sayfa 1/6) Kalibrasyon Laboratuvarı Adresi : Kemalpaşa OSB Mah. 72. Sk. No: 6 Kemalpaşa 35730 İZMİR/TÜRKİYE Tel : 0232 877 13 69 Faks : 0232 457 37 69 E-Posta : info@bilginoglu-endustri.com.tr
Akreditasyon Sertifikası Eki (Sayfa 1/6) Kalibrasyon Laboratuvarı Adresi : Kemalpaşa OSB Mah. 72. Sk. No: 6 Kemalpaşa 35730 İZMİR/TÜRKİYE Tel : 0232 877 13 69 Faks : 0232 457 37 69 E-Posta : info@bilginoglu-endustri.com.tr
DİŞLER; Diş Profili, çalışma sırasında iki çark arasındaki oranı sabit tutacak şekilde biçimlendirilir. Dişli profillerinde en çok kullanılan ve bu
 KAVRAMLAR Dişli Çarklar, eksenleri birbirine yakın veya birbirini kesen miller arasında hareket ve güç ileten makine elemanlarıdır. Çevrelerine diş açılmış iki dişli çark bir dişli çiftini oluştururlar
KAVRAMLAR Dişli Çarklar, eksenleri birbirine yakın veya birbirini kesen miller arasında hareket ve güç ileten makine elemanlarıdır. Çevrelerine diş açılmış iki dişli çark bir dişli çiftini oluştururlar
1987 Den beri Çözüm Üretiyoruz
 AŞINDIRICI TAŞLAR SAN. TİC. LTD. ŞTİ. Sarıgazi Mahallesi Martı Sokak. NO: 6/A SANCAKTEPE / İSTANBUL / TÜRKİYE TEL : (0216) 622 02 62-63 FA : (0216) 622 02 64 E-MAIL : info@yontasasindirici.com 1987 Den
AŞINDIRICI TAŞLAR SAN. TİC. LTD. ŞTİ. Sarıgazi Mahallesi Martı Sokak. NO: 6/A SANCAKTEPE / İSTANBUL / TÜRKİYE TEL : (0216) 622 02 62-63 FA : (0216) 622 02 64 E-MAIL : info@yontasasindirici.com 1987 Den
Belirtilen taşıma kapasitelerine, ancak döner tekerin taban tablası tamamen bitişik olması halinde ulaşılır.
 Tabla (Üst tabla) Bağlantı deliği Çelik geçme pim Dişli pim (Ürün No. eklentisi: -GS...) Teker, cıvatalar ve somunlar aracılığıyla düz bir yüzeye monte edilir. Vida delikleri arasındaki mesafeler standartlar
Tabla (Üst tabla) Bağlantı deliği Çelik geçme pim Dişli pim (Ürün No. eklentisi: -GS...) Teker, cıvatalar ve somunlar aracılığıyla düz bir yüzeye monte edilir. Vida delikleri arasındaki mesafeler standartlar
tanımlar, ölçüler ve açılar DIN ISO 5419 (alıntı baskı 06/98)
") temel bilgiler tanımlar, ölçüler ve açılar DIN ISO 5419 (alıntı baskı 06/98) helisel matkap ucu silindirik saplı/ konik saplı matkap ucu-ø kanal sırt döndürücü dil (DIN 1809' a göre) sap-ø eksen gövde
temel bilgiler tanımlar, ölçüler ve açılar DIN ISO 5419 (alıntı baskı 06/98) helisel matkap ucu silindirik saplı/ konik saplı matkap ucu-ø kanal sırt döndürücü dil (DIN 1809' a göre) sap-ø eksen gövde
MELKUÇLAR MAKİNE LTD. ŞTİ.
 MELKUÇLAR MAKİNE LTD. ŞTİ. ZIMPARA ÜRÜN GURUBU Çamlıtepe caddesi 158/b siteler ANKARA Tel: 0 312-351 73 73 faks: 0 312 351 73 33 GENİŞ BANT ZIMPARALAR KALİBRE ZIMPARALAR Zımpara yüzeyinin dolmasını geciktiren
MELKUÇLAR MAKİNE LTD. ŞTİ. ZIMPARA ÜRÜN GURUBU Çamlıtepe caddesi 158/b siteler ANKARA Tel: 0 312-351 73 73 faks: 0 312 351 73 33 GENİŞ BANT ZIMPARALAR KALİBRE ZIMPARALAR Zımpara yüzeyinin dolmasını geciktiren
ÜYE FİRMA BİLGİ FORMU
 Firmanın Açık Adı Firmanın (Varsa) Kısa Adı Firma Kuruluş Tarihi (gg/aa/yyyy) Firmanın Bilgileri Genel Merkez E-Posta Firmanın Şube Bilgileri 1. Şube E-Posta 2. Şube E-Posta ÜYE FİRMA BİLGİ FORMU 3. Şube
Firmanın Açık Adı Firmanın (Varsa) Kısa Adı Firma Kuruluş Tarihi (gg/aa/yyyy) Firmanın Bilgileri Genel Merkez E-Posta Firmanın Şube Bilgileri 1. Şube E-Posta 2. Şube E-Posta ÜYE FİRMA BİLGİ FORMU 3. Şube
Kavramlar ve açılar. temel bilgiler. Yan kesme ağzı. ana kesme ağzı. = helis açısı. merkez boşluk açısı Yan kesme kenarı
 temel bilgiler Kavramlar ve açılar Yan kesme ağzı ana kesme ağzı α P = ana kesme kenarı boşluk açısı β H = ana kesme kenarı kama açısı γ P = ana kesme kenarı talaş açısı α O = yan kesme kenarı boşluk açısı
temel bilgiler Kavramlar ve açılar Yan kesme ağzı ana kesme ağzı α P = ana kesme kenarı boşluk açısı β H = ana kesme kenarı kama açısı γ P = ana kesme kenarı talaş açısı α O = yan kesme kenarı boşluk açısı
tmmob makina mühendisleri odası V. DANILEVSKY İMALAT MÜHENDİSLİĞİ Çeviren: Mak. Müh. Emin Bahadır KANTAROĞLU YAYIN NO: 121
 tmmob makina mühendisleri odası V. DANILEVSKY İMALAT MÜHENDİSLİĞİ Çeviren: Mak. Müh. Emin Bahadır KANTAROĞLU YAYIN NO: 121 TMMOB MAKINA MÜHENDiSLERi ODASI OCAKIM7 YAYIN NO: 121 BASKI: Yoma Boa VıymSumy*
tmmob makina mühendisleri odası V. DANILEVSKY İMALAT MÜHENDİSLİĞİ Çeviren: Mak. Müh. Emin Bahadır KANTAROĞLU YAYIN NO: 121 TMMOB MAKINA MÜHENDiSLERi ODASI OCAKIM7 YAYIN NO: 121 BASKI: Yoma Boa VıymSumy*
İmalatta İşlenebilirlik Kriterleri
 Bölüm 24 TALAŞLI İŞLEMEDE EKONOMİ VE ÜRÜN TASARIMINDA DİKKAT EDİLECEK HUSUSLAR Talaşlı işlenebilirlik Toleranslar ve Yüzey Kesme Koşullarının Seçimi konuları İmalatta İşlenebilirlik Kriterleri Takım ömrü-
Bölüm 24 TALAŞLI İŞLEMEDE EKONOMİ VE ÜRÜN TASARIMINDA DİKKAT EDİLECEK HUSUSLAR Talaşlı işlenebilirlik Toleranslar ve Yüzey Kesme Koşullarının Seçimi konuları İmalatta İşlenebilirlik Kriterleri Takım ömrü-
Çalıştığımız Firmalar PITON BOYA DÜNY ASI. www.bgmindustrial.com
 Çalıştığımız Firmalar PITON www.bgmindustrial.com 2 BOYA DÜNY ASI RHODIUS RS66 C24P-BF29 Taşlama Taşları Kullanımda çok yönlü! Taş ve dökme demir için taşlama diski. Taşlama veya çapak giderme yüzey örneğin,
Çalıştığımız Firmalar PITON www.bgmindustrial.com 2 BOYA DÜNY ASI RHODIUS RS66 C24P-BF29 Taşlama Taşları Kullanımda çok yönlü! Taş ve dökme demir için taşlama diski. Taşlama veya çapak giderme yüzey örneğin,
CNC FREZE TEZGAHLARININ PROGRAMLANMASI
 CNC FREZE TEZGAHLARININ PROGRAMLANMASI Frezelemenin Tanımı Çevresinde çok sayıda kesici ağzı bulunan takımın dönme hareketine karşılık, iş parçasının öteleme hareketi yapmasıyla gerçekleştirilen talaş
CNC FREZE TEZGAHLARININ PROGRAMLANMASI Frezelemenin Tanımı Çevresinde çok sayıda kesici ağzı bulunan takımın dönme hareketine karşılık, iş parçasının öteleme hareketi yapmasıyla gerçekleştirilen talaş
T.C. BİLECİK ŞEYH EDEBALİ ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MAKİNE VE İMALAT MÜHENDİSLİĞİ BÖLÜMÜ MÜHENDİSLİKTE DENEYSEL METODLAR II DERSİ
 T.C. BİLECİK ŞEYH EDEBALİ ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MAKİNE VE İMALAT MÜHENDİSLİĞİ BÖLÜMÜ MÜHENDİSLİKTE DENEYSEL METODLAR II DERSİ CNC TORNA UYGULAMASI Deneyin Amacı: Deney Sorumlusu: Arş. Gör.
T.C. BİLECİK ŞEYH EDEBALİ ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MAKİNE VE İMALAT MÜHENDİSLİĞİ BÖLÜMÜ MÜHENDİSLİKTE DENEYSEL METODLAR II DERSİ CNC TORNA UYGULAMASI Deneyin Amacı: Deney Sorumlusu: Arş. Gör.