YÜZEY SERTLEŞTİRME YÖNTEMLERİ
|
|
|
- Su Sarper
- 5 yıl önce
- İzleme sayısı:
Transkript
1 YÜZEY SERTLEŞTİRME YÖNTEMLERİ
2 Pek çok mühendislik malzemesi tok bir iç yapı ve çok sert bir yüzey gerektiren alanlarda çalışır. Bu durumlarda «yüzey sertleştirme» yöntemlerinin uygulanması gerekir. Yüzey sertleştirme uygulama sebepleri; Aşınma direncinin artırmak, Yüksek temas gerilmelerine direnci artırmak, Kırılma tokluğunu artırmak, Yorulma direncini artırmak, Korozyon direncini artırmak
3 Yüzey sertleştirme uygulanması gereken komponentler; Dişliler, Yataklar, Valfler Şaftlar, Makine takımları Kamlar, Hadde merdaneleri Cıvata Muylu, Mil, Perno Yatakları Vb.
4 Yüzey sertleştirme teknikleri 2 ana kategoride sınıflandırılabilir; 1. Yüzeyin kimyasal kompozisyonun değiştirildiği prosesler (Tüm yüzeyin sertleştirilmesi veya termomekanik prosesler) 2. Yüzeyin kimyasal kompozisyonun değiştirilmediği prosesler (yüzeye sınırlı ısıtmanın uygulandığı sertleştirme yöntemi, lokal termal yüzey sertleştirme)
5
6 Yüzeyin kimyasal kompozisyonun değiştirildiği prosesler (Tüm yüzeyin sertleştirilmesi veya termomekanik prosesler); 1. Karbürizasyon (Karbonlama, Sementasyon) 2. Nitrasyon (Nitrürazyon, Nitrüzasyon, Nitrürleme) 3. Karbo-nitrasyon
7 KARBÜRİZASYON (SEMENTASYON) KARBÜRİZASYON PROSESLERİ KATI KARBÜRİZASYON SIVI KARBÜRİZASYON GAZ KARBÜRİZASYON

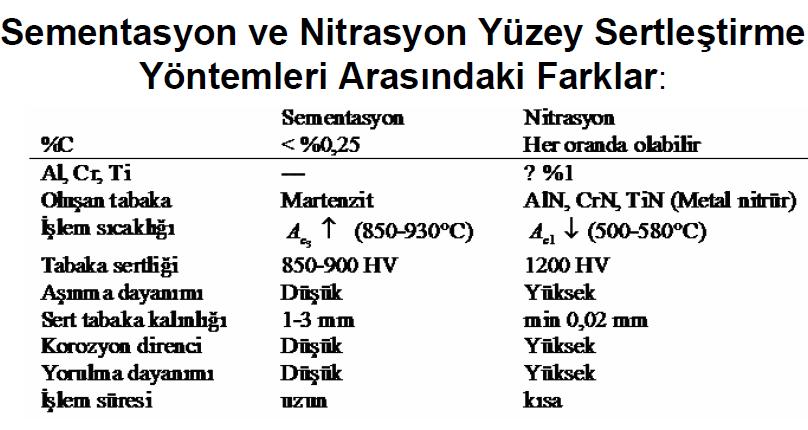
8 KARBÜRİZASYON (SEMENTASYON) Karbürizasyon düşük karbonlu çeliklerden (%0,02<%C<%0,25) yapılan parçalara yapılır. Karbürizasyon süresi 4-70 saat arasında değişir. yüzeylerine atomsal karbon yayındırılması esasına dayanır. Karbürizasyon süresi «karbürizasyon derinliğini» etkiler. Sertleştirilen tabaka kalınlığı üründen beklenen özelliklere göre 0,08-6,4 mm aralığında olabilir. Karbürizasyon çeliğin tamamını sertleştirmez, yalnızca istenen tabaka kalınlığı kadar kısmı sertleştirilir. Yöntemde, belirli kalınlıktaki yüzey tabakasının karbon derişikliği %0,8 C a kadar ulaştırılırken, merkezdeki karbon oranı değişmez. Yüzey tabakasının karbon derişikliği, sürekli sementit ağının oluşmaması için %C<%0,8 oranı hedeflenir. Alaşımsız karbon çeliklerinde, teknik bakımdan anlamlı bir karbonlama derinliği olarak 2 mm. ya da en fazla 3 mm. lik elde etmek için, ortalama 16 h lik bir sementasyon süresi gerekir. Parçanın içte yani göbekte (çekirdek) fazla sertleşmesi istenmediğinden, sementasyon çeliklerinin karbon oranı yaklaşık %0.25 ile sınırlandırılmıştır.
9 KARBÜRİZASYON (SEMENTASYON) İşlem sonucunda elde edilen yüzey sertliği 900 HV dir. İşlem sıcaklığı yüksektir. Yüzeydeki sert tabaka Fe 3C bileşimindedir. Karbonlama işleminden sonra doğrudan sertleştirme yapılır. Genel olarak parçalarda semente edilmesi gerekmeyen yerler başlangıçta kille kapatılır veya bakırla kaplanır. Diğer işlem görecek yüzeylerdeki pas, tufal ve varsa yağ özenle temizlenmelidir.


10 KATI KARBÜRİZASYON Karbon verici ortam, odundur. Odun kömürünün ısı iletiminin kötü olması nedeniyle, sıcaklığın istenilen düzeye getirilmesi uzun zaman alır.
11 SIVI KARBÜRİZASYON Karbon verici ortam olarak tuz banyoları örneğin sodyum siyanür, baryum siyanür tuzu vb. kullanılır. Yüksek banyo sıcaklıklarında ( C), siyanürün çeşitli reaksiyonları sonucunda, karbon atomu yüzeye yayınır (siyanür oranına bağlı olarak bir miktar da azot yayınır). Tuz eriyiğinin ısı iletimi daha iyi olduğu için işlem süresi daha kısadır; parçanın çarpılması ve tane yapısının irileşme olasılığı azalır. İstenen hızda parça yüzeyi ısıtılabildiğinden, istenen sementasyon kalınlığı daha kesin olarak ayarlanabilir. Karbonlanan yüzey temizdir. Çok sayıda küçük parça, tel sepetler yardımıyla sementasyon banyosundan tutmadan sonra, kolayca su verilebilmesi ekonomik açıdan büyük yarar sağlamaktadır. Yöntemin başlıca sakıncaları ise, yatırım masrafının yüksek olması ve özellikle siyanür tozlarının zehirli olmasıdır
12 GAZ KARBÜRİZASYON İşlem; doğal gaz, metan, etan, propan gazlarının olduğu ortamda gerçekleşir. Gazın bileşimine göre, karbonlama etkisi değişir ve yüzeyde istenilen karbon derinliği elde edilir. Yöntemin tüm parametreleri çok iyi ayarlanabilir.
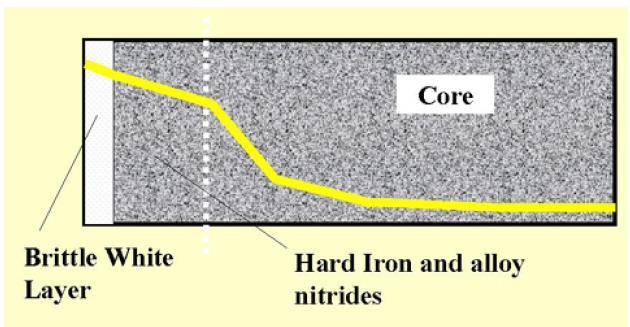
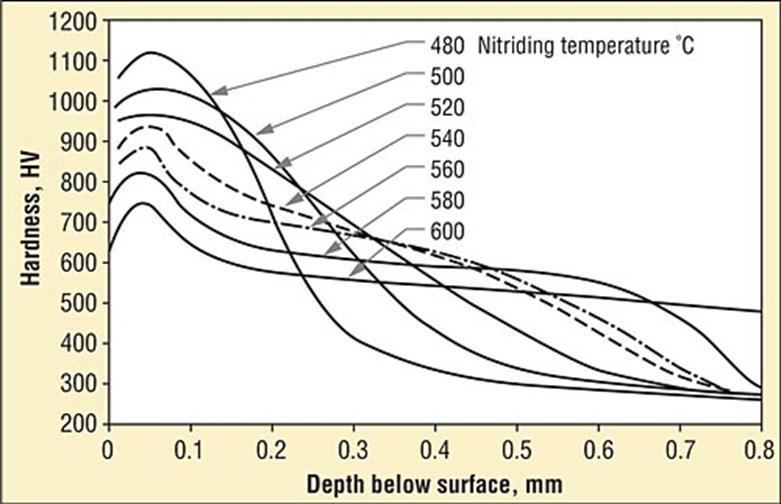
13 NİTRASYON Bu yöntemle sertleştirmede sertlik artışı, östenitin martenzite dönüşümünden değil, sıcaklığının altındaki sıcaklıklarda ( C) azot atomunun parça yüzeyine yayınarak, yüzeyde nitrür tabakası oluşturmasıdır. Yöntemin uygulanabilmesi için, çeliğin yaklaşık %1 oranında Al, Cr ve Ti gibi uygun nitrür yapıcılarla alaşımlandırılması gerekir. Alüminyum, krom ve titanyumun azot a karşı ilgisi demire kıyasla daha fazla olduğundan yüzeyde, yaklaşık 1200 HV sertliğinde AlN, TiN, CrN tabakası oluşur. Nitrürlemede östenit sıcaklığına kadar çıkılmadığından, soğuma sırasında martenzit oluşmaz. Daha düşük sıcaklıklarda gerçekleştirildiğinden distorsiyon veya deformasyon oluşmaz/çok az oluşur.
14 NİTRASYON
15 NİTRASYON NİTRASYON PROSESLERİ SIVI NİTRASYON GAZ NİTRASYON PLAZMA NİTRASYON
16 NİTRASYON
17 NİTRASYON
18 SIVI NİTRASYON İşlem tuz banyosunda gerçekleşir. Siyanürlü tuzda 570±10 C de gerçekleşen işlemde, yüzeye azot atomu yayındırılır. Tuzun ısı iletiminin yüksek olması nedeniyle, parça yüzeyi kısa sürede ısınır. 0,5 mm lik nitrürleme derinliği elde edilebilmesi için yaklaşık 10 h işlem süresi gerekmektedir
19 GAZ NİTRASYON İşlem amonyak gazı içerisinde gerçekleşir. İşlem sıcaklığı C dir. Açığa çıkan atomsal azot, çelik içerisine yayınır. Nitrürleme derinliğinin 0,5 mm olması için gerekli olan nitrasyon süresi yaklaşık 50 h dir. Yüksek hız çeliği takımlarda temperleme sıcaklığı altındaki banyoda nitrasyon sonucu yaklaşık 0,02 mm kalınlığında bir tabaka oluşturulması, işletme sırasında ısı etkisiyle yumuşamaya karşı direnci ve takım ömrünü belirgin olarak arttırmaya yeterlidir.

20 PLAZMA NİTRÜRLEME Plazma Nitrürleme vakum fırınında, başlangıç için 0,2 mbar düzeyi yeterli, iş parçaları ve fırın cidarı elektriksel olarak ters kutuplanmıştır. Negatif kutuplanan iş parçaları ile fırın cidarı arasına gerilim farkı uygulanır. Fırın içerisine verilen azot içeren gaz iyonize olur ve pozitif iyonlar iş parçalarına doğru ivmelenirler. İyon bombardımanı parça yüzeyini temizler, aktifleştirir ve nihayetinde ısıtır. Gerisi, bildiğimiz difüzyon sürecidir. İşlem sıcaklığı ve süresine bağlı olarak nitrür tabakası oluşur.
21 PLAZMA NİTRÜRLEME Plazma nitrürasyon yönteminin, diğer nitrürasyon yöntemlerine göre sağladığı üstünlükler şöyle sıralanabilir: işlemin kolay olması, nitrürleme hızının yüksek oluşu, beyaz tabakanın kontrolü, yüksek yorulma mukavemeti, düşük gevreklik, yüksek süneklilik, yüksek aşınma direnci, noktalı yüklere yüksek mukavemet, üretim maliyetinin düşük olması ve çevreyi kirletmemesi en önemli avantajlarındandı
22 PLAZMA NİTRÜRLEME Plazma nitrürasyon yönteminin avantajları olmasına rağmen birtakım dezavantajları da mevcuttur. Bu dezavantajlar şöyle sıralanabilir: a- İlk yatırım maliyetleri yüksektir. Bu nedenle sadece seri üretimde ekonomiktir. b- Nitrürlenecek parçanın hacmine, dolayısıyla reaksiyon fırının hacmine bağlı olarak 40 kw ila 1000 kw arasında enerji gereksinimine ihtiyaç vardır. c- Aynı şarjda; sadece aynı boyut ve kesitteki parçalara nitrürasyon uygulanabilir
23 PLAZMA NİTRÜRLEME Nitrürlemenin uygulanma amaçları şunlardır: malzeme yüzeylerinin aşınma direncinin arttırılması, korozyon dayanımının artırılması, yorulma dayanımının yükseltilmesi, yüksek hız çeliğinden imal edilmiş kesme takımlarında, soğuk ve sıcak iş çeliklerinde kullanım (servis) ömrünün uzatılması. Nitrürleme ve nitrokarbürleme bir çok gelişmiş ülkede endüstriyel anlamda kullanılan bir termokimyasal işlemdir. Otomobillerde dişli kutuları, takım elemanlarında (kesme kalıp takımları, kalıplar), basınçlı döküm parçaları, pres parçalan, hidrolik parçalar, plastik üreten ve işleyen parçalar, kamera ve projektör parçaları gibi küçük parçaların aşınmaya korunmasında kullanılmaktadır.
24 PLAZMA NİTRÜRLEME Makine İmalat Genel Makine Parçaları Malzeme Dişliler, İç Dişliler, Dişli Parçalar 16MnCr5 42CrMo4, 31CrMoV9 Şaftlar 16MnCr5 50CrV4 42CrMo4 Kılavuz şeritler 31CrAlNi7 X10CrNiS18-9 X90CrCoMoV17 Gri dökme demir makine gövdeleri GG 25 GGG 40 GGG 60 Helis dişli ve karşılık dişlileri ETG100 42CrMo4 31CrMo4-9 25CrMo4 Ekstrüder milleri, Hidrolik silindirler 31CrMoV9 34CrAlNi7 X35CrMo17, 16MnCr5 42CrMo4 İğler, Kam diskleri 31CrMoV9 30CrMoV9 42CrMo4, GGG 70 31CrMoV9 34CrAlNi7 Takım ve Kalıp İmalat Malzeme Form kalıpları GG 25 CrMo GGG 60 GGG 70L GGGJ Derin çekme, Kıvırma kalıpları, Kalıp plakaları X45NiCrMo4, X100CrMoV5-1, X155CrVMo12-1 Enjeksiyon kalıpları 14CrMnMo7 Kılavuz miller 16MnCr5 30CrMoV9 Alüminyum döküm kalıpları X38CrMoV5-1, X38CrMoV5-3, 40CrMnMoS8-6 Otomotiv Endüstrisi Malzeme Krank milleri, Kam milleri GG 25-42CrMo4 - C45, C15 C53G 42CrMo4 Sinter metalden mamül dişliler ve aparatlar Sint D 30, Astaloy Mo Amortisör parçaları C45 16MnCr5 Menteşeler, bağlantılar, eklemler... 31CrMo12 Enjeksiyon jetleri (nozullar) X155CrVMo12-1
25
26 KARBONİTRASYON (KARBONİTRÜRLEME) Gaz nitrasyona göre düşük sıcaklıkta, örneğin 570 C de 1-3 saat süreyle alaşımsız çeliklere uygulandığında, çok iyi aşınma direnci elde edilir. Bu işlem, siyanatın (CNO) parçalanmasıyla serbest kalan karbonun, kısmen bağlantı tabakasına yerleşerek (karbonitrür oluşumu) ve bu tabakanın dayanım ve sertliği yükseltmesiyle tamamlanır. Alaşımsız çelikler, banyo nitrasyon sonrası mümkün olduğu kadar su içinde ani soğutulurlar. Böylece, azotça aşırı doymuş difüzyon bölgesi oda sıcaklığında sertleşir. Yüksek sıcaklıklarda ( C) yapılan karbonitrasyon işleminde, yaklaşık olarak sementasyonla elde edilebilecek özellikler
27 2. Yüzeyin kimyasal kompozisyonun değiştirilmediği prosesler (yüzeye sınırlı ısıtmanın uygulandığı sertleştirme yöntemi, lokal termal yüzey sertleştirme) Malzeme yüzeyinde belirli bölgelerin östenit fazına ulaşıncaya kadar ısıtılması ve müteakiben hızlı soğutulması sonucu yüzeyde martenzit tabakası oluşturarak yüzeyin sertleştirildiği prosesleridir. Malzemenin iç kısımları östenit fazına ulaşmadığından hızlı soğuma sonrası martenzit oluşmayacaktır ve iç kısımlar tok kalacaktır. Sınırlı Isıtmanın Uygulandığı Yöntemler 1. Alevle Yüzey Sertleştirme 2. İndüksiyonla Yüzey Sertleştirme 3. Daldırma Yöntemi ile Yüzey Sertleştirme 4. Elektron bombardımanı ve Laser İle Sertleştirme
28 ALEVLE YÜZEY SERTLEŞTİRME Özellikle büyük parçalara uygulanan bu yöntemde, parça yüzeyinin hızlı ısıtılmasında, O2 nin yakıcı gaz olarak kullanıldığı üfleçlerden yararlanılır. Yanıcı gaz olarak asetilen ya da doğalgaz kullanılır. Parça yüzeyinin hızlı ısıtılması sonucunda, yüzey ostenitleme sıcaklığına getirilir ve parça şekline uygun olarak su püskürtülerek soğutulur. Böylece, yüzeyde yarı kararlı martenzit tabakası oluşturulur. Basit ve ucuz bir yöntemdir. Tam otomatik olarak da gerçekleştirilebilir. Büyük boyutlu parçalarda, diğer sertleştirme yöntemleri ile kıyaslandığında, teknik ve ekonomik bakımdan elverişlidir. Yüzeyde sertleşen tabaka kalınlığı, üflecin gücü ve diğer parametrelere bağlı olarak, 1-6 mm arasında değişir.
29 İNDÜKSİYONLA YÜZEY SERTLEŞTİRME Sertleştirilecek parçanın çevresine, yüksek frekanslı akımla beslenen bir indüksiyon bobini yerleştirilir ve parçada indüklenen frekans arttıkça yüzeye yakın kısımlarda yoğunlaşan girdap akımlarına malzemenin gösterdiği direnç nedeniyle bu bölgeler ısınır. Yöntemde ısıtma süresinin kısalığı, çarpılma, çatlama ve tane irileşmesi olasılıklarını azaltır. Yöntem kolay ve kesin olarak kontrol edilebilir, otomasyona çok elverişlidir. Ancak, yatırım masrafı yüksektir. Ekonomik bir üretim için, parça sayısının fazla olması gerekir.
30 DALDIRMA YÖNTEMİ İLE YÜZEY SERTLEŞTİRME Özellikle karmaşık şekilli parçaların yüzey sertleştirilmesi için kullanılan yöntemdir. Parça, çok yüksek sıcaklıktaki sıvı banyosuna daldırılarak, öngörülen kalınlıktaki yüzey tabakası ostenitleme sıcaklığına gelinceye (ostenitleninceye) kadar uygun bir süreyle bekletilir. Isının yüzeye yığılmamasını sağlamak amacıyla, ısı iletim katsayısı yüksek olan sıvılar kullanılır (örneğin Sn bronzu banyosu). Sıcak banyodan çıkarılan parçaya su verilerek, yüzey sertleştirilir. Sıvı banyosu, metal banyosu yanı sıra, erimiş tuz banyosu da olabilir. Yöntemin alev ya da indüksiyonla yüzey sertleştirmeye göre önemli üstünlükleri : Girintili-çıkıntılı, karmaşık biçimli parçalar için uygun olması, Ek donanıma ihtiyaç duyulmaması, Yatırım maliyetinin düşük olması, Üretim hızının yüksek, bu nedenle ekonomik olması. Dezavantajları: Sertleşen tabaka kalınlığının ayarlanması ve özellikle yeter ölçüde küçük tutulmasının zorluğu, Metal banyolarının parça yüzeyine yapışması, Tuz banyoları kullanımında ise yüzeyde karbon azalmasının meydana gelmesi.
31 ELEKTRON BOMBARDIMANI VE LASER YÖNTEMİ İLE SERTLEŞTİRME Elektron bombardımanı ve lazer yöntemi ile sertleştirme ; yeterli karbon içeren çelikler ile alaşımlı çeliklere uygulanır. Diğer bir deyişle sertleşebilir çeliklerin sertleştirilmesi için uygun yöntemlerdir. Elektron bombardımanı ile sertleştirmede vakuma gereksinim vardır. Lazer ile sertleştirme yönteminde ise vakuma ihtiyaç yoktur ve sertleştirme işlemi kullanılan gaz ile yapılabilir. Yöntemin sakıncaları: Cihaz ve ekipmanlar pahalıdır. Yüksek alaşımlı çelikler için uygulanabilir.
32
33 ÖZET Düşük karbonlu çelikler için sementasyon yöntemi ile yüzey sertleştirme en iyi yöntemdir. Nitrürleme işlemi; krom-molibdenli çelikler ile nitrürlenebilir çeliklere uygulanır. Nitrürleme prosesinde parçanın çarpılma (distorsiyon) oluşma olasılığı düşüktür. Alevle yüzey sertleştirme yöntemi, büyük ve ağır makine parçalarının yüzey sertleştirilmesi için uygundur. Daldırma ile yüzey sertleştirme karmaşık ve büyük parçaların yüzey sertleştirilmesi için uygundur. İndüksiyon yöntemi, küçük parçaların yüzey sertleştirilmesi için uygun yöntemdir.
Yüzey Sertleştirme Yöntemleri
 Yüzey Sertleştirme Yöntemleri Pek çok mühendislik malzemesi tok bir iç yapı ve çok sert bir yüzey gerektiren alanlarda çalışır. Bu durumlarda «yüzey sertleştirme» yöntemlerinin uygulanması gerekir. Yüzey
Yüzey Sertleştirme Yöntemleri Pek çok mühendislik malzemesi tok bir iç yapı ve çok sert bir yüzey gerektiren alanlarda çalışır. Bu durumlarda «yüzey sertleştirme» yöntemlerinin uygulanması gerekir. Yüzey
YÜZEY SERTLEŞTİRME İŞLEMLERİ
 YÜZEY SERTLEŞTİRME İŞLEMLERİ Yüzey Sertleştirme İşlemleri Yüzeyin sert ve aşınmaya dayanıklı olduğu, buna karşın sünek bir çekirdek istendiği durumda yüzey sertleştirme işlemi uygulanır. Yöntemde parçanın
YÜZEY SERTLEŞTİRME İŞLEMLERİ Yüzey Sertleştirme İşlemleri Yüzeyin sert ve aşınmaya dayanıklı olduğu, buna karşın sünek bir çekirdek istendiği durumda yüzey sertleştirme işlemi uygulanır. Yöntemde parçanın
Yüzey Sertleştirme 1
 Yüzey Sertleştirme 1 Yüzey sertleştirme Sünek yapıya sahip çeliklerden imal edilmiş makine parçalarında sert ve aşınmaya dayanıklı bir yüzey istenir. Örneğin yatak muylusu, kavrama tırnağı ve diğer temas
Yüzey Sertleştirme 1 Yüzey sertleştirme Sünek yapıya sahip çeliklerden imal edilmiş makine parçalarında sert ve aşınmaya dayanıklı bir yüzey istenir. Örneğin yatak muylusu, kavrama tırnağı ve diğer temas
Ç l e i l k i l k e l r e e e Uyg u a l na n n n Yüz ü ey e y Ser Se tle l ş e t ş ir i me e İ şl ş e l m l r e i
 Çeliklere Uygulanan Yüzey Sertleştirme İşlemleri Bazı uygulamalarda kullanılan çelik parçaların hem aşınma dirençlerinin, hem de darbe dayanımlarının yüksek olması istenir. Bunun için parçaların yüzeylerinin
Çeliklere Uygulanan Yüzey Sertleştirme İşlemleri Bazı uygulamalarda kullanılan çelik parçaların hem aşınma dirençlerinin, hem de darbe dayanımlarının yüksek olması istenir. Bunun için parçaların yüzeylerinin
MMT440 Çeliklerin Isıl İşlemi 2 Sertleştirme Isıl İşlemi ve Sertleşebilirlik
 MMT440 Çeliklerin Isıl İşlemi 2 Sertleştirme Isıl İşlemi ve Sertleşebilirlik Yrd. Doç. Dr. Ersoy Erişir 2011-2012 Bahar Yarıyılı 2. Sertleştirme Isıl İşlemi ve Sertleşebilirlik 2.1. Tanımlar 2.2. Su verme
MMT440 Çeliklerin Isıl İşlemi 2 Sertleştirme Isıl İşlemi ve Sertleşebilirlik Yrd. Doç. Dr. Ersoy Erişir 2011-2012 Bahar Yarıyılı 2. Sertleştirme Isıl İşlemi ve Sertleşebilirlik 2.1. Tanımlar 2.2. Su verme
YÜZEY SERTLEŞTİRME İŞLEMLERİ. (Konu Devamı)
") YÜZEY SERTLEŞTİRME İŞLEMLERİ (Konu Devamı) Suverme ile (doğrudan) sertleştirilemeyen çeliklerde Yüzey Bölgesi Sertleştirme İşlemleri; Termokimyasal İşlemler Suverme ile (doğrudan) sertleştirilemeyen çeliklerin
YÜZEY SERTLEŞTİRME İŞLEMLERİ (Konu Devamı) Suverme ile (doğrudan) sertleştirilemeyen çeliklerde Yüzey Bölgesi Sertleştirme İşlemleri; Termokimyasal İşlemler Suverme ile (doğrudan) sertleştirilemeyen çeliklerin
Isıl işlem, katı haldeki metal ve alaşımlarına belirli özellikler kazandırmak amacıyla bir veya daha çok sayıda, yerine göre birbiri peşine uygulanan
 ISIL İŞLEMLER Isıl işlem, katı haldeki metal ve alaşımlarına belirli özellikler kazandırmak amacıyla bir veya daha çok sayıda, yerine göre birbiri peşine uygulanan ısıtma ve soğutma işlemleridir. İşlem
ISIL İŞLEMLER Isıl işlem, katı haldeki metal ve alaşımlarına belirli özellikler kazandırmak amacıyla bir veya daha çok sayıda, yerine göre birbiri peşine uygulanan ısıtma ve soğutma işlemleridir. İşlem
KAPLAMA TEKNİKLERİ DERS NOTLARI
 KAPLAMA TEKNİKLERİ DERS NOTLARI Termokimyasal Kaplama Termokimyasal işlemler veya termokimyasal difüzyon işlemleri kavramı, karbürleme, dekarbürizasyon, nitrürleme, borlama, vanadyumlama veya niobyumlama
KAPLAMA TEKNİKLERİ DERS NOTLARI Termokimyasal Kaplama Termokimyasal işlemler veya termokimyasal difüzyon işlemleri kavramı, karbürleme, dekarbürizasyon, nitrürleme, borlama, vanadyumlama veya niobyumlama
MAKİNA YEDEK PARÇA SANAYİ VE TİCARET A.Ş.
 ÜRÜN KATALOĞU MAKİNA YEDEK PARÇA SANAYİ VE TİCARET A.Ş. Soğuk İş Takım Çelikleri Sıcak İş Takım Çelikleri Plastik Kalıp Çelikleri Islah Çelikleri Sementasyon Çelikleri İmalat Çelikleri Paslanmaz Çelikler
ÜRÜN KATALOĞU MAKİNA YEDEK PARÇA SANAYİ VE TİCARET A.Ş. Soğuk İş Takım Çelikleri Sıcak İş Takım Çelikleri Plastik Kalıp Çelikleri Islah Çelikleri Sementasyon Çelikleri İmalat Çelikleri Paslanmaz Çelikler
 SEMENTASYON Amaç: Düşük karbonlu (%C
SEMENTASYON Amaç: Düşük karbonlu (%C BÖLÜM 3 DİFÜZYON (YAYINIM)
") BÖLÜM 3 DİFÜZYON (YAYINIM) 1 Mürekkebin suda yayılması veya kolonyanın havada yayılması difüzyona örnektir. En hızlı difüzyon gazlarda görülür. Katılarda atom hareketleri daha yavaş olduğu için katılarda
BÖLÜM 3 DİFÜZYON (YAYINIM) 1 Mürekkebin suda yayılması veya kolonyanın havada yayılması difüzyona örnektir. En hızlı difüzyon gazlarda görülür. Katılarda atom hareketleri daha yavaş olduğu için katılarda
Paslanmaz Çeliklerin. kaynak edilmesi. Özlem Karaman Metalurji ve Malzeme Mühendisi Kaynak Mühendisi
 Paslanmaz Çeliklerin kaynak edilmesi Özlem Karaman Metalurji ve Malzeme Mühendisi Kaynak Mühendisi İçerik Kaynak Yöntemleri Östenitik Paslanmaz Çeliklerin Kaynağı Ferritik Paslanmaz Çeliklerin Kaynağı
Paslanmaz Çeliklerin kaynak edilmesi Özlem Karaman Metalurji ve Malzeme Mühendisi Kaynak Mühendisi İçerik Kaynak Yöntemleri Östenitik Paslanmaz Çeliklerin Kaynağı Ferritik Paslanmaz Çeliklerin Kaynağı
TERMOKİMYASAL YÜZEY KAPLAMA (BORLAMA)
") TERMOKİMYASAL YÜZEY KAPLAMA (BORLAMA) Deneyin Amacı: Demir esaslı bir malzemenin borlanması ve borlama işlemi sonrası malzemenin yüzeyinde oluşan borür tabakasının metalografik açıdan incelenmesi. Teorik
TERMOKİMYASAL YÜZEY KAPLAMA (BORLAMA) Deneyin Amacı: Demir esaslı bir malzemenin borlanması ve borlama işlemi sonrası malzemenin yüzeyinde oluşan borür tabakasının metalografik açıdan incelenmesi. Teorik
BÖHLER W302. Sıcak iş Çeliklerinin Başlıca Özelliklerinin Karşılaştırılması
 Sıcak iş Çeliklerinin Başlıca Özelliklerinin Karşılaştırılması Bu tablo çelik seçiminizde yardım olmak için hazırlanmıştır. Ancak yine de farklı uygulama türlerinin yarattığı gerilme koşulları dikkate
Sıcak iş Çeliklerinin Başlıca Özelliklerinin Karşılaştırılması Bu tablo çelik seçiminizde yardım olmak için hazırlanmıştır. Ancak yine de farklı uygulama türlerinin yarattığı gerilme koşulları dikkate
Prof. Dr. İRFAN AY / Öğr. Gör. FAHRETTİN KAPUSUZ 1
 OTOMOTİV PROGRAMI MALZEME TEKNOLOJİSİ-I- (DERS NOTLARI) Prof.Dr.İrfan AY Öğr. Gör. Fahrettin Kapusuz 2008-20092009 BALIKESİR Prof. Dr. İRFAN AY / Öğr. Gör. FAHRETTİN KAPUSUZ 1 ÇELİK STANDARTLARI Prof.
OTOMOTİV PROGRAMI MALZEME TEKNOLOJİSİ-I- (DERS NOTLARI) Prof.Dr.İrfan AY Öğr. Gör. Fahrettin Kapusuz 2008-20092009 BALIKESİR Prof. Dr. İRFAN AY / Öğr. Gör. FAHRETTİN KAPUSUZ 1 ÇELİK STANDARTLARI Prof.
GİP 121- GEMİ YAPI MALZEMELERİ 8. HAFTA
 GİP 121- GEMİ YAPI MALZEMELERİ 8. HAFTA 5. ÇELİKLERİN ISIL İŞLEMLERİ Faz: Metallerin kafes yapısına faz adı verilir. Katı Eriyikler (Tek Fazlı Alaşımlar): Alaşımı oluşturan elementlerin kafes sistemlerinde
GİP 121- GEMİ YAPI MALZEMELERİ 8. HAFTA 5. ÇELİKLERİN ISIL İŞLEMLERİ Faz: Metallerin kafes yapısına faz adı verilir. Katı Eriyikler (Tek Fazlı Alaşımlar): Alaşımı oluşturan elementlerin kafes sistemlerinde
ATOM HAREKETLERİ ve ATOMSAL YAYINIM
 ATOM HAREKETLERİ ve ATOMSAL YAYINIM 1. Giriş Malzemelerde üretim ve uygulama sırasında görülen katılaşma, çökelme, yeniden kristalleşme, tane büyümesi gibi olaylar ile kaynak, lehim, sementasyon gibi işlemler
ATOM HAREKETLERİ ve ATOMSAL YAYINIM 1. Giriş Malzemelerde üretim ve uygulama sırasında görülen katılaşma, çökelme, yeniden kristalleşme, tane büyümesi gibi olaylar ile kaynak, lehim, sementasyon gibi işlemler
BÖHLER W303 OSMANLI ALAŞIMLI ÇELİKLER SAN. VE TİC. LTD. ŞTİ. Sıcak iş Çeliklerinin Başlıca Özelliklerinin Karşılaştırılması
 Sıcak iş Çeliklerinin Başlıca Özelliklerinin Karşılaştırılması Bu tablo çelik seçiminizde yardım olmak için hazırlanmıştır. Ancak yine de farklı uygulama türlerinin yarattığı gerilme koşulları dikkate
Sıcak iş Çeliklerinin Başlıca Özelliklerinin Karşılaştırılması Bu tablo çelik seçiminizde yardım olmak için hazırlanmıştır. Ancak yine de farklı uygulama türlerinin yarattığı gerilme koşulları dikkate
MMT440 Çeliklerin Isıl İşlemi 2 Sertleştirme Isıl İşlemi ve Sertleşebilirlik
 MMT440 Çeliklerin Isıl İşlemi 2 Sertleştirme Isıl İşlemi ve Sertleşebilirlik Yrd. Doç. Dr. Ersoy Erişir 2011-2012 Bahar Yarıyılı 2. Sertleştirme Isıl İşlemi ve Sertleşebilirlik 2.1. Tanımlar 2.2. Su verme
MMT440 Çeliklerin Isıl İşlemi 2 Sertleştirme Isıl İşlemi ve Sertleşebilirlik Yrd. Doç. Dr. Ersoy Erişir 2011-2012 Bahar Yarıyılı 2. Sertleştirme Isıl İşlemi ve Sertleşebilirlik 2.1. Tanımlar 2.2. Su verme
BÖHLER W300. Sıcak iş Çeliklerinin Başlıca Özelliklerinin Karşılaştırılması
 Sıcak iş Çeliklerinin Başlıca Özelliklerinin Karşılaştırılması Bu tablo çelik seçiminizde yardım olmak için hazırlanmıştır. Ancak yine de farklı uygulama türlerinin yarattığı gerilme koşulları dikkate
Sıcak iş Çeliklerinin Başlıca Özelliklerinin Karşılaştırılması Bu tablo çelik seçiminizde yardım olmak için hazırlanmıştır. Ancak yine de farklı uygulama türlerinin yarattığı gerilme koşulları dikkate
BARTIN ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ METALURJİ VE MALZEME MÜHENDİSLİĞİ
 BARTIN ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ METALURJİ VE MALZEME MÜHENDİSLİĞİ MALZEME LABORATUARI I DERSİ ISIL İŞLEM (NORMALİZASYON, SU VERME, MENEVİŞLEME) DENEY FÖYÜ DENEYİN ADI: Isıl İşlem(Normalizasyon,
BARTIN ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ METALURJİ VE MALZEME MÜHENDİSLİĞİ MALZEME LABORATUARI I DERSİ ISIL İŞLEM (NORMALİZASYON, SU VERME, MENEVİŞLEME) DENEY FÖYÜ DENEYİN ADI: Isıl İşlem(Normalizasyon,
Konu: Yüksek Hassasiyetli Yağ Keçelerinin Takviye Bilezik Kalıplarının Üretiminde Kullanılan Takım Çelikleri ve Üretim Prosesleri
 Nurettin ÇALLI Fen Bilimleri Ens. Öğrenci No: 503812162 MAD 614 Madencilikte Özel Konular I Dersi Veren: Prof. Dr. Orhan KURAL İTÜ Maden Fakültesi Konu: Yüksek Hassasiyetli Yağ Keçelerinin Takviye Bilezik
Nurettin ÇALLI Fen Bilimleri Ens. Öğrenci No: 503812162 MAD 614 Madencilikte Özel Konular I Dersi Veren: Prof. Dr. Orhan KURAL İTÜ Maden Fakültesi Konu: Yüksek Hassasiyetli Yağ Keçelerinin Takviye Bilezik
Dökme Demirlerin Korozyonu Prof.Dr.Ayşegül AKDOĞAN EKER
 Dökme Demirlerin Korozyonu DÖKME DEMİR %2,06-%6,67 oranında karbon içeren Fe-C alaşımıdır. Gevrektirler. İstenilen parça üretimi sadece döküm ve talaşlı şekillendirme ile gerçekleştirilir. Dayanım yükseltici
Dökme Demirlerin Korozyonu DÖKME DEMİR %2,06-%6,67 oranında karbon içeren Fe-C alaşımıdır. Gevrektirler. İstenilen parça üretimi sadece döküm ve talaşlı şekillendirme ile gerçekleştirilir. Dayanım yükseltici
ÇELİĞİN ISIL İŞLEMLERİ
 ÇELİĞİN ISIL İŞLEMLERİ Isıl İşlem Isıl işlem; Bir malzemenin mekanik özelliklerini ve/veya içyapısını değiştirmek amacıyla, o malzemeye belli bir sıcaklık-zaman programı dahilinde uygulanan bir ısıtma
ÇELİĞİN ISIL İŞLEMLERİ Isıl İşlem Isıl işlem; Bir malzemenin mekanik özelliklerini ve/veya içyapısını değiştirmek amacıyla, o malzemeye belli bir sıcaklık-zaman programı dahilinde uygulanan bir ısıtma
DENEYİN ADI: Çeliklerin Isıl İşlemi. AMACI: Çeliklerde ısıl işlem yoluyla mikroyapı ve mekanik özelliklerin değişiminin öğretilmesi.
 DENEYİN ADI: Çeliklerin Isıl İşlemi AMACI: Çeliklerde ısıl işlem yoluyla mikroyapı ve mekanik özelliklerin değişiminin öğretilmesi. TEORİK BİLGİ: Metal ve alaşımlarının, faz diyagramlarına bağlı olarak
DENEYİN ADI: Çeliklerin Isıl İşlemi AMACI: Çeliklerde ısıl işlem yoluyla mikroyapı ve mekanik özelliklerin değişiminin öğretilmesi. TEORİK BİLGİ: Metal ve alaşımlarının, faz diyagramlarına bağlı olarak
MMT209 Çeliklerde Malzeme Bilimi ve Son Gelişmeler 3 Çelik üretimi. Yrd. Doç. Dr. Ersoy Erişir Güz Yarıyılı
 MMT209 Çeliklerde Malzeme Bilimi ve Son Gelişmeler 3 Çelik üretimi Yrd. Doç. Dr. Ersoy Erişir 2013-2014 Güz Yarıyılı Fırın Ön hadde Nihai hadde Soğuma Sarma Hadde yolu koruyucusu 1200-1250 ºC Kesme T >
MMT209 Çeliklerde Malzeme Bilimi ve Son Gelişmeler 3 Çelik üretimi Yrd. Doç. Dr. Ersoy Erişir 2013-2014 Güz Yarıyılı Fırın Ön hadde Nihai hadde Soğuma Sarma Hadde yolu koruyucusu 1200-1250 ºC Kesme T >
Islah Çelikleri. Sementasyon Çelikleri. Nitrürlenebilen Çelikler. Otomat Çelikleri. Paslanmaz Çelikler. Takım Çelikleri
 Bu ders kapsamında ele alınacak olan çelik türleri Islah Çelikleri Sementasyon Çelikleri Nitrürlenebilen Çelikler Otomat Çelikleri Paslanmaz Çelikler Takım Çelikleri ISLAH ÇELĠKLERĠ Bu çeliklerin % C karbon
Bu ders kapsamında ele alınacak olan çelik türleri Islah Çelikleri Sementasyon Çelikleri Nitrürlenebilen Çelikler Otomat Çelikleri Paslanmaz Çelikler Takım Çelikleri ISLAH ÇELĠKLERĠ Bu çeliklerin % C karbon
SOĞUK İŞ TAKIM ÇELİKLERİ SERTLERTİRME SONRASI SERTLİK
 SOĞUK İŞ TAKIM ÇELİKLERİ 1.2080 (X210CR12) 2,00 0,25 0,30 11,50 - - - - 60-64 1.2379 (X155CrVMo12-1) 1,55 0,25 11,80 0,80-0,95-63-65 1.2842 (90MnCrV8) 0,25 2,00 - - 0,10-58-62 1.2550 (60WCrV7) 0,63 0,30
SOĞUK İŞ TAKIM ÇELİKLERİ 1.2080 (X210CR12) 2,00 0,25 0,30 11,50 - - - - 60-64 1.2379 (X155CrVMo12-1) 1,55 0,25 11,80 0,80-0,95-63-65 1.2842 (90MnCrV8) 0,25 2,00 - - 0,10-58-62 1.2550 (60WCrV7) 0,63 0,30
Isıl İşlemde Risk Analizi
 Isıl İşlemde Risk Analizi Tam Isıl İşlem Çevrimi Isıl işlem öncesi operasyonlar Isıl işlem operasyonları Isıl İşlemde Temel Riskler Isıl işlemde en çok karşılaşılan problemler şunlardır: Su verme çatlaması
Isıl İşlemde Risk Analizi Tam Isıl İşlem Çevrimi Isıl işlem öncesi operasyonlar Isıl işlem operasyonları Isıl İşlemde Temel Riskler Isıl işlemde en çok karşılaşılan problemler şunlardır: Su verme çatlaması
Konu: Çelik Elde Edilmesi, Isıl İşlem ve Uygulamaları
 Konu: Çelik Elde Edilmesi, Isıl İşlem ve Uygulamaları Çeliğin Elde Edilmesi Çelik,(Fe) elementiyle ve genelde % 0,2 %2,1 oranlarında değişebilen karbon miktarının bileşiminden oluşan bir tür alaşımdır.
Konu: Çelik Elde Edilmesi, Isıl İşlem ve Uygulamaları Çeliğin Elde Edilmesi Çelik,(Fe) elementiyle ve genelde % 0,2 %2,1 oranlarında değişebilen karbon miktarının bileşiminden oluşan bir tür alaşımdır.
MALZEME BİLGİSİ DERS 11 DR. FATİH AY. www.fatihay.net fatihay@fatihay.net
 MALZEME BİLGİSİ DERS 11 DR. FATİH AY www.fatihay.net fatihay@fatihay.net GEÇEN HAFTA DEMİR ESASLI ALAŞIMLAR DEMİR DIŞI ALAŞIMLAR METALLERE UYGULANAN İMALAT YÖNTEMLERİ METALLERE UYGULANAN ISIL İŞLEMLER
MALZEME BİLGİSİ DERS 11 DR. FATİH AY www.fatihay.net fatihay@fatihay.net GEÇEN HAFTA DEMİR ESASLI ALAŞIMLAR DEMİR DIŞI ALAŞIMLAR METALLERE UYGULANAN İMALAT YÖNTEMLERİ METALLERE UYGULANAN ISIL İŞLEMLER
JOMINY DENEYİ MALZEME MÜHENDİSLİĞİ BÖLÜMÜ
 1. DENEYİN AMACI: Bu deney ile incelenen çelik alaşımın su verme davranışı belirlenmektedir. Bunlardan ilki su verme sonrası elde edilebilecek maksimum sertlik değeri olup, ikincisi ise sertleşme derinliğidir
1. DENEYİN AMACI: Bu deney ile incelenen çelik alaşımın su verme davranışı belirlenmektedir. Bunlardan ilki su verme sonrası elde edilebilecek maksimum sertlik değeri olup, ikincisi ise sertleşme derinliğidir
formülü zamanı da içerdiği zaman alttaki gibi değişecektir.
 Günümüz endüstrisinde en yaygın kullanılan Direnç Kaynak Yöntemi en eski elektrik kaynak yöntemlerinden biridir. Yöntem elektrik akımının kaynak edilecek parçalar üzerinden geçmesidir. Elektrik akımına
Günümüz endüstrisinde en yaygın kullanılan Direnç Kaynak Yöntemi en eski elektrik kaynak yöntemlerinden biridir. Yöntem elektrik akımının kaynak edilecek parçalar üzerinden geçmesidir. Elektrik akımına
Malzeme Bilgisi Prof. Dr. Akgün ALSARAN. Soğuma diyagramları ve sertleştirme Faz dönüşümü ve Isıl İşlem
 Malzeme Bilgisi Prof. Dr. Akgün ALSARAN Soğuma diyagramları ve sertleştirme Faz dönüşümü ve Isıl İşlem İçerik Faz dönüşümü İzotermal dönüşüm Martenzit Sertleşebilirlik (Jominy deneyi) Isıl işlem Yüzey
Malzeme Bilgisi Prof. Dr. Akgün ALSARAN Soğuma diyagramları ve sertleştirme Faz dönüşümü ve Isıl İşlem İçerik Faz dönüşümü İzotermal dönüşüm Martenzit Sertleşebilirlik (Jominy deneyi) Isıl işlem Yüzey
METALLERİN ISIL İŞLEMİ
 METALLERİN ISIL İŞLEMİ 1. Tavlama 2. Çelikte Martenzit Oluşumu 3. Çökelme Sertleşmesi 4. Yüzey Sertleştirme 5. Isıl İşlem Yöntemleri ve Donanımları Isıl İşlem Malzeme içinde, mekanik özelikleri iyileştirecek
METALLERİN ISIL İŞLEMİ 1. Tavlama 2. Çelikte Martenzit Oluşumu 3. Çökelme Sertleşmesi 4. Yüzey Sertleştirme 5. Isıl İşlem Yöntemleri ve Donanımları Isıl İşlem Malzeme içinde, mekanik özelikleri iyileştirecek
OSMANLI ALAŞIMLI ÇELİKLER SAN. VE TİC. LTD. ŞTİ
 Özellikler Paslanmaz martenzitik krom çeliğidir. Bileşiminde bulunan yüksek oranda karbon içeriği, gerilme direnci düzeylerini yükseltmek için gerekli sertleştirme ve su verme işlemlerinin gerçekleştirilmesine
Özellikler Paslanmaz martenzitik krom çeliğidir. Bileşiminde bulunan yüksek oranda karbon içeriği, gerilme direnci düzeylerini yükseltmek için gerekli sertleştirme ve su verme işlemlerinin gerçekleştirilmesine
BÖHLER K306 OSMANLI ALAŞIMLI ÇELİKLER SAN. VE TİC. LTD. ŞTİ. Başlıca çelik özelliklerinin kıyaslanması
 Başlıca çelik özelliklerinin kıyaslanması Bu tablonun amacı çelik seçeneğini kolaylaştırmaktır. Bununla birlikte, farklı uygulamalardan etkilenen çeşitli stres koşulları hesaba katılmamıştır. Teknik danışmanlık
Başlıca çelik özelliklerinin kıyaslanması Bu tablonun amacı çelik seçeneğini kolaylaştırmaktır. Bununla birlikte, farklı uygulamalardan etkilenen çeşitli stres koşulları hesaba katılmamıştır. Teknik danışmanlık
KIRIK YÜZEYLERİN İNCELENMESİ
 GAZİ ÜNİVERSİTESİ TEKNOLOJİ FAKÜLTESİ METALURJİ VE MALZEME MÜHENDİSLİĞİ MEM-317 MALZEME KARAKTERİZASYONU KIRIK YÜZEYLERİN İNCELENMESİ Yrd. Doç. Dr. Volkan KILIÇLI ANKARA 2012 KIRIK YÜZEYLERİN İNCELENMESİ
GAZİ ÜNİVERSİTESİ TEKNOLOJİ FAKÜLTESİ METALURJİ VE MALZEME MÜHENDİSLİĞİ MEM-317 MALZEME KARAKTERİZASYONU KIRIK YÜZEYLERİN İNCELENMESİ Yrd. Doç. Dr. Volkan KILIÇLI ANKARA 2012 KIRIK YÜZEYLERİN İNCELENMESİ
Mikroyapısal Görüntüleme ve Tanı
 Mikroyapısal Görüntüleme ve Tanı -Ek Ders Notları- Yrd. Doç. Dr. Enbiya Türedi Aralık 2012 Kaynak: www.metallograph.de 2 Malzeme: 1.7131 (16MnCr5) ötektoid-altı ısıl işlemsiz Büyütme: 500 : 1 Dağlayıcı:
Mikroyapısal Görüntüleme ve Tanı -Ek Ders Notları- Yrd. Doç. Dr. Enbiya Türedi Aralık 2012 Kaynak: www.metallograph.de 2 Malzeme: 1.7131 (16MnCr5) ötektoid-altı ısıl işlemsiz Büyütme: 500 : 1 Dağlayıcı:
PLASTİK ŞEKİL VERME (PŞV) Plastik Şekil Vermenin Temelleri: Başlangıç iş parçasının şekline bağlı olarak PŞV iki gruba ayrılır.
 Plastik Şekil Vermenin Temelleri: Başlangıç iş parçasının şekline bağlı olarak PŞV iki gruba ayrılır.") PLASTİK ŞEKİL VERME (PŞV) Metallerin katı halde kalıp olarak adlandırılan takımlar yardımıyla akma dayanımlarını aşan gerilmelere maruz bırakılarak plastik deformasyonla şeklinin kalıcı olarak değiştirilmesidir
PLASTİK ŞEKİL VERME (PŞV) Metallerin katı halde kalıp olarak adlandırılan takımlar yardımıyla akma dayanımlarını aşan gerilmelere maruz bırakılarak plastik deformasyonla şeklinin kalıcı olarak değiştirilmesidir
BÖHLER S600 OSMANLI ALAŞIMLI ÇELİKLER SAN. VE TİC. LTD. ŞTİ. Başlıca çelik özelliklerinin karşılaştırması:
 Başlıca çelik özelliklerinin karşılaştırması: Bu tablo çelik seçiminizde yardım olmak için hazırlanmıştır. Ancak yine de farklı uygulama türlerinin yarattığı gerilme koşulları dikkate alınmamıştır. Teknik
Başlıca çelik özelliklerinin karşılaştırması: Bu tablo çelik seçiminizde yardım olmak için hazırlanmıştır. Ancak yine de farklı uygulama türlerinin yarattığı gerilme koşulları dikkate alınmamıştır. Teknik
Pratik olarak % 0.2 den az C içeren çeliklere su verilemez.
 1. DENEYİN AMACI: Farklı soğuma hızlarında (havada, suda ve yağda su verme ile) meydana gelebilecek mikroyapıların mekanik özelliklere etkisinin incelenmesi ve su ortamında soğutulan numunenin temperleme
1. DENEYİN AMACI: Farklı soğuma hızlarında (havada, suda ve yağda su verme ile) meydana gelebilecek mikroyapıların mekanik özelliklere etkisinin incelenmesi ve su ortamında soğutulan numunenin temperleme
3. MALZEME PROFİLLERİ (MATERİALS PROFİLES) 3.1. METAL VE ALAŞIMLAR. Karbon çelikleri (carbon steels)
 3.1. METAL VE ALAŞIMLAR. Karbon çelikleri (carbon steels)") 3. MALZEME PROFİLLERİ (MATERİALS PROFİLES) 3.1. METAL VE ALAŞIMLAR Karbon çelikleri (carbon steels) Çelik, bileşiminde maksimum %2 C içeren demir karbon alaşımı olarak tanımlanabilir. Karbon çeliğin en
3. MALZEME PROFİLLERİ (MATERİALS PROFİLES) 3.1. METAL VE ALAŞIMLAR Karbon çelikleri (carbon steels) Çelik, bileşiminde maksimum %2 C içeren demir karbon alaşımı olarak tanımlanabilir. Karbon çeliğin en
KTÜ, Metalurji ve Malzeme Mühendisliği Bölümü
 FAZ DİYAGRAMLARI DERS NOTLARI İçerik KTÜ, Metalurji ve Malzeme Mühendisliği Bölümü Denge Dışı Reaksiyonlar ve Oluşan Yapılar (Martenzitik ve Beynitik Yapı) Bu güne kadar işlenen konularda denge veya yarı
FAZ DİYAGRAMLARI DERS NOTLARI İçerik KTÜ, Metalurji ve Malzeme Mühendisliği Bölümü Denge Dışı Reaksiyonlar ve Oluşan Yapılar (Martenzitik ve Beynitik Yapı) Bu güne kadar işlenen konularda denge veya yarı
Kovan. Alüminyum ekstrüzyon sisteminin şematik gösterimi
 GİRİŞ Ekstrüzyon; Isı ve basınç kullanarak malzemenin kalıptan sürekli geçişini sağlayarak uzun parçalar elde etme işlemi olup, plastik ekstrüzyon ve alüminyum ekstrüzyon olmak üzere iki çeşittir. Biz
GİRİŞ Ekstrüzyon; Isı ve basınç kullanarak malzemenin kalıptan sürekli geçişini sağlayarak uzun parçalar elde etme işlemi olup, plastik ekstrüzyon ve alüminyum ekstrüzyon olmak üzere iki çeşittir. Biz
Ekstrüzyon ve Ejeksiyon Vida-Kovanlarının İmalatında Kullanılan Çeliklerinin Seçimi ve Mukayesesi
 Ekstrüzyon ve Ejeksiyon Vida-Kovanlarının İmalatında Kullanılan Çeliklerinin Seçimi ve Mukayesesi Enver AYKUT 1 enveraykut@almakmakina.com ÖZET Bu çalışmada ekstrüzyon ve ejeksiyon vida ve kovanların imalatında
Ekstrüzyon ve Ejeksiyon Vida-Kovanlarının İmalatında Kullanılan Çeliklerinin Seçimi ve Mukayesesi Enver AYKUT 1 enveraykut@almakmakina.com ÖZET Bu çalışmada ekstrüzyon ve ejeksiyon vida ve kovanların imalatında
BÖHLER S705 OSMANLI ALAŞIMLI ÇELİKLER SAN. VE TİC. LTD. ŞTİ. Başlıca çeliklerin özelliklerinin karşılaştırılması:
 Başlıca çeliklerin özelliklerinin karşılaştırılması: Bu tablo çelik seçiminizde yardım olmak için hazırlanmıştır. Ancak yine de farklı uygulama türlerinin yarattığı gerilme koşulları dikkate alınmamıştır.
Başlıca çeliklerin özelliklerinin karşılaştırılması: Bu tablo çelik seçiminizde yardım olmak için hazırlanmıştır. Ancak yine de farklı uygulama türlerinin yarattığı gerilme koşulları dikkate alınmamıştır.
BÖHLER S700 OSMANLI ALAŞIMLI ÇELİKLER SAN. VE TİC. LTD. ŞTİ. Başlıca çeliklerin özelliklerinin karşılaştırılması:
 Başlıca çeliklerin özelliklerinin karşılaştırılması: Bu tablo çelik seçiminizde yardım olmak için hazırlanmıştır. Ancak yine de farklı uygulama türlerinin yarattığı gerilme koşulları dikkate alınmamıştır.
Başlıca çeliklerin özelliklerinin karşılaştırılması: Bu tablo çelik seçiminizde yardım olmak için hazırlanmıştır. Ancak yine de farklı uygulama türlerinin yarattığı gerilme koşulları dikkate alınmamıştır.
2. Sertleştirme 3. Islah etme 4. Yüzey sertleştirme Karbürleme Nitrürleme Alevle yüzey sertleştirme İndüksiyonla sertleştirme
 Isıl İşlem Isıl İşlem Isıl işlem, metal veya alaşımlarına istenen özellikleri kazandırmak amacıyla katı halde uygulanan kontrollü ısıtma ve soğutma işlemleri olarak tanımlanır. Çeliğe uygulanan temel ısıl
Isıl İşlem Isıl İşlem Isıl işlem, metal veya alaşımlarına istenen özellikleri kazandırmak amacıyla katı halde uygulanan kontrollü ısıtma ve soğutma işlemleri olarak tanımlanır. Çeliğe uygulanan temel ısıl
Çeliklere Uygulanan SERTLEŞTİRME YÖNTEMLERİ
 Çeliklere Uygulanan SERTLEŞTİRME YÖNTEMLERİ Temel Bilgiler ve Kavramlar Sertleştirme, çeliklerin A 3 veya A 1 sıcaklığı üzerindeki bir sıcaklıktan, yüzeyde (veya aynı zamanda kesitte) önemli sertlik artışı
Çeliklere Uygulanan SERTLEŞTİRME YÖNTEMLERİ Temel Bilgiler ve Kavramlar Sertleştirme, çeliklerin A 3 veya A 1 sıcaklığı üzerindeki bir sıcaklıktan, yüzeyde (veya aynı zamanda kesitte) önemli sertlik artışı
Uygulamalar ve Kullanım Alanları
 BÖHLER W360 ISOBLOC ılık veya sıcak dövme kalıpları ve zımbaları için geliştirilmiş bir takım çeliğidir. Sertlik ve tokluğun istendiği çok çeşitli uygulamalarda kullanılabilir. Özellikler Yüksek sertlik
BÖHLER W360 ISOBLOC ılık veya sıcak dövme kalıpları ve zımbaları için geliştirilmiş bir takım çeliğidir. Sertlik ve tokluğun istendiği çok çeşitli uygulamalarda kullanılabilir. Özellikler Yüksek sertlik
1. Giriş 2. Yayınma Mekanizmaları 3. Kararlı Karasız Yayınma 4. Yayınmayı etkileyen faktörler 5. Yarı iletkenlerde yayınma 6. Diğer yayınma yolları
 1. Giriş 2. Yayınma Mekanizmaları 3. Kararlı Karasız Yayınma 4. Yayınmayı etkileyen faktörler 5. Yarı iletkenlerde yayınma 6. Diğer yayınma yolları Sol üstte yüzey seftleştirme işlemi uygulanmış bir çelik
1. Giriş 2. Yayınma Mekanizmaları 3. Kararlı Karasız Yayınma 4. Yayınmayı etkileyen faktörler 5. Yarı iletkenlerde yayınma 6. Diğer yayınma yolları Sol üstte yüzey seftleştirme işlemi uygulanmış bir çelik
KTÜ, Metalurji ve Malzeme Mühendisliği Bölümü
 FAZ DİYAGRAMLARI DERS NOTLARI İçerik KTÜ, Metalurji ve Malzeme Mühendisliği Bölümü Denge Dışı Reaksiyonlar ve Oluşan Yapılar (Martenzitik ve Beynitik Yapı) Bu güne kadar işlenen konularda denge veya yarı
FAZ DİYAGRAMLARI DERS NOTLARI İçerik KTÜ, Metalurji ve Malzeme Mühendisliği Bölümü Denge Dışı Reaksiyonlar ve Oluşan Yapılar (Martenzitik ve Beynitik Yapı) Bu güne kadar işlenen konularda denge veya yarı
Difüzyon (Atomsal Yayınım)
") Difüzyon (Atomsal Yayınım) Malzemelerde üretim ve uygulama sırasında görülen katılaşma, çökelme, yeniden kristalleşme, tane büyümesi, faz dönüşümleri, içyapıların dengelenmesi ve ısıl işlemlerin gerçekleşmesi
Difüzyon (Atomsal Yayınım) Malzemelerde üretim ve uygulama sırasında görülen katılaşma, çökelme, yeniden kristalleşme, tane büyümesi, faz dönüşümleri, içyapıların dengelenmesi ve ısıl işlemlerin gerçekleşmesi
DENEYİN ADI: Jominy uçtan su verme ile sertleşebilirlik. AMACI: Çeliklerin sertleşme kabiliyetinin belirlenmesi.
 DENEYİN ADI: Jominy uçtan su verme ile sertleşebilirlik AMACI: Çeliklerin sertleşme kabiliyetinin belirlenmesi. TEORİK BİLGİ: Kritik soğuma hızı, TTT diyagramlarında burun noktasını kesmeden sağlanan en
DENEYİN ADI: Jominy uçtan su verme ile sertleşebilirlik AMACI: Çeliklerin sertleşme kabiliyetinin belirlenmesi. TEORİK BİLGİ: Kritik soğuma hızı, TTT diyagramlarında burun noktasını kesmeden sağlanan en
Bu tablonun amacı, çelik seçimini kolaylaştırmaktır. Ancak, farklı uygulama tiplerinin getirdiği çeşitli baskı durumlarını hesaba katmamaktadır.
 Sıcak iş Çeliklerinin Başlıca Özelliklerinin Karşılaştırılması 1) Martenzitik Çelik (martenzit sıcaklığı yaklaşık olarak 480 C dir); bu form, ısı ile işlem gören çelikler ile karşılaştırılamamaktadır.
Sıcak iş Çeliklerinin Başlıca Özelliklerinin Karşılaştırılması 1) Martenzitik Çelik (martenzit sıcaklığı yaklaşık olarak 480 C dir); bu form, ısı ile işlem gören çelikler ile karşılaştırılamamaktadır.
KAZAN ÇELİKLERİNİN KAYNAK KABİLİYETİ 1. Kazan Çeliklerinin Özellikleri
 KAZAN ÇELİKLERİNİN KAYNAK KABİLİYETİ 1. Kazan Çeliklerinin Özellikleri Buhar kazanlarının, ısı değiştiricilerinin imalatında kullanılan saclara, genelde kazan sacı adı verilir. Kazan saclarının, çekme
KAZAN ÇELİKLERİNİN KAYNAK KABİLİYETİ 1. Kazan Çeliklerinin Özellikleri Buhar kazanlarının, ısı değiştiricilerinin imalatında kullanılan saclara, genelde kazan sacı adı verilir. Kazan saclarının, çekme
ÇELİKLERİN ISIL İŞLEMLERİ. (Devamı)
") ÇELİKLERİN ISIL İŞLEMLERİ (Devamı) c a a A) Ön ve arka yüzey Fe- atomları gösterilmemiştir) B) (Tetragonal) martenzit kafesi a = b c) Şekil-2) YMK yapılı -yan yana bulunan- iki γ- Fe kristali içerisinde,
ÇELİKLERİN ISIL İŞLEMLERİ (Devamı) c a a A) Ön ve arka yüzey Fe- atomları gösterilmemiştir) B) (Tetragonal) martenzit kafesi a = b c) Şekil-2) YMK yapılı -yan yana bulunan- iki γ- Fe kristali içerisinde,
YÜKSEK MUKAVEMETLİ ÇELİKLERİN ÜRETİMİ VE SINIFLANDIRILMASI Dr. Caner BATIGÜN
 Yüksek Mukavemetli Yapı Çelikleri ve Zırh Çeliklerinin Kaynağı (09 Aralık 2016) YÜKSEK MUKAVEMETLİ ÇELİKLERİN ÜRETİMİ VE SINIFLANDIRILMASI Dr. Caner BATIGÜN ODTÜ Kaynak Teknolojisi ve Tahribatsız Muayene
Yüksek Mukavemetli Yapı Çelikleri ve Zırh Çeliklerinin Kaynağı (09 Aralık 2016) YÜKSEK MUKAVEMETLİ ÇELİKLERİN ÜRETİMİ VE SINIFLANDIRILMASI Dr. Caner BATIGÜN ODTÜ Kaynak Teknolojisi ve Tahribatsız Muayene
TEKNOLOJİK ARAŞTIRMALAR
 www.teknolojikarastirmalar.org ISSN:1304-4141 Makine Teknolojileri Elektronik Dergisi 2005 (4) 41-45 TEKNOLOJİK ARAŞTIRMALAR Teknik Not Soner BUYTOZ, İlyas SOMUNKIRAN Fırat Üniversitesi, Teknik Eğitim
www.teknolojikarastirmalar.org ISSN:1304-4141 Makine Teknolojileri Elektronik Dergisi 2005 (4) 41-45 TEKNOLOJİK ARAŞTIRMALAR Teknik Not Soner BUYTOZ, İlyas SOMUNKIRAN Fırat Üniversitesi, Teknik Eğitim
Metal Yüzey Hazırlama ve Temizleme Fosfatlama (Metal Surface Preparation and Cleaning)
") Boya sisteminden beklenilen yüksek direnç,uzun ömür, mükemmel görünüş özelliklerini öteki yüzey temizleme yöntemlerinden daha etkin bir biçimde karşılamak üzere geliştirilen boya öncesi yüzey temizleme
Boya sisteminden beklenilen yüksek direnç,uzun ömür, mükemmel görünüş özelliklerini öteki yüzey temizleme yöntemlerinden daha etkin bir biçimde karşılamak üzere geliştirilen boya öncesi yüzey temizleme
TEKNOLOJİK ARAŞTIRMALAR
 www.teknolojikarastirmalar.org ISSN:1304-4141 Makine Teknolojileri Elektronik Dergisi 2006 (3) 65-71 TEKNOLOJİK ARAŞTIRMALAR Teknik Not Plastik Ekstrüzyon Vidalarında Aşınma ve Yorulma Davranışlarının
www.teknolojikarastirmalar.org ISSN:1304-4141 Makine Teknolojileri Elektronik Dergisi 2006 (3) 65-71 TEKNOLOJİK ARAŞTIRMALAR Teknik Not Plastik Ekstrüzyon Vidalarında Aşınma ve Yorulma Davranışlarının
FZM 220. Malzeme Bilimine Giriş
 FZM 220 Yapı Karakterizasyon Özellikler İşleme Performans Prof. Dr. İlker DİNÇER Fakültesi, Fizik Mühendisliği Bölümü 1 Ders Hakkında FZM 220 Dersinin Amacı Bu dersin amacı, fizik mühendisliği öğrencilerine,
FZM 220 Yapı Karakterizasyon Özellikler İşleme Performans Prof. Dr. İlker DİNÇER Fakültesi, Fizik Mühendisliği Bölümü 1 Ders Hakkında FZM 220 Dersinin Amacı Bu dersin amacı, fizik mühendisliği öğrencilerine,
TİTANYUM ALAŞIMLARININ ISIL İŞLEMİ
 TİTANYUM ALAŞIMLARININ ISIL İŞLEMİ Bileşim ve amaçlarına göre Ti alaşımları tavlanabilir, sertleştirilebilir, yaşlandırılabilirler veya kimyasal ısıl işleme (nitrürleme, karbürleme vb.) tâbi tutulabilirler.
TİTANYUM ALAŞIMLARININ ISIL İŞLEMİ Bileşim ve amaçlarına göre Ti alaşımları tavlanabilir, sertleştirilebilir, yaşlandırılabilirler veya kimyasal ısıl işleme (nitrürleme, karbürleme vb.) tâbi tutulabilirler.
BÖHLER S500 OSMANLI ALAŞIMLI ÇELİKLER SAN. VE TİC. LTD. ŞTİ. Başlıca Çelik Özelliklerinin Karşılaştırılması
 Başlıca Çelik Özelliklerinin Karşılaştırılması Bu tablo çelik seçiminizde yardım olmak için hazırlanmıştır. Ancak yine de farklı uygulama türlerinin yarattığı gerilme koşulları dikkate alınmamıştır. Teknik
Başlıca Çelik Özelliklerinin Karşılaştırılması Bu tablo çelik seçiminizde yardım olmak için hazırlanmıştır. Ancak yine de farklı uygulama türlerinin yarattığı gerilme koşulları dikkate alınmamıştır. Teknik
İÇİNDEKİLER BÖLÜM 1 BÖLÜM 2
 İÇİNDEKİLER BÖLÜM 1 Malzeme Seçiminin Temelleri... 1 1.1 Giriş... 2 1.2 Malzeme seçiminin önemi... 2 1.3 Malzemelerin sınıflandırılması... 3 1.4 Malzeme seçimi adımları... 5 1.5 Malzeme seçiminde dikkate
İÇİNDEKİLER BÖLÜM 1 Malzeme Seçiminin Temelleri... 1 1.1 Giriş... 2 1.2 Malzeme seçiminin önemi... 2 1.3 Malzemelerin sınıflandırılması... 3 1.4 Malzeme seçimi adımları... 5 1.5 Malzeme seçiminde dikkate
MMT209 Çeliklerde Malzeme Bilimi ve Son Gelişmeler 11 Yüksek sıcaklığa dayanıklı çelikler. Yrd. Doç. Dr. Ersoy Erişir Güz Yarıyılı
 MMT209 Çeliklerde Malzeme Bilimi ve Son Gelişmeler 11 Yüksek sıcaklığa dayanıklı çelikler Yrd. Doç. Dr. Ersoy Erişir 2011-2012 Güz Yarıyılı Sıcaklık, K Sıcaklık, C 4000 W Ergiyik Ta 3000 T m Mo Nb Hf 2000
MMT209 Çeliklerde Malzeme Bilimi ve Son Gelişmeler 11 Yüksek sıcaklığa dayanıklı çelikler Yrd. Doç. Dr. Ersoy Erişir 2011-2012 Güz Yarıyılı Sıcaklık, K Sıcaklık, C 4000 W Ergiyik Ta 3000 T m Mo Nb Hf 2000
Takım çelikleri malzemelerin işlenmesi ve şekillendirilmesi için kullanılan asil çeliklerdir. Toplam çelik üretiminin % 8 ine sahip olan takım
 Takım Çelikleri Takım çelikleri malzemelerin işlenmesi ve şekillendirilmesi için kullanılan asil çeliklerdir. Toplam çelik üretiminin % 8 ine sahip olan takım çeliklerinin kullanımı her yıl artış göstermektedir.
Takım Çelikleri Takım çelikleri malzemelerin işlenmesi ve şekillendirilmesi için kullanılan asil çeliklerdir. Toplam çelik üretiminin % 8 ine sahip olan takım çeliklerinin kullanımı her yıl artış göstermektedir.
DEÜ MÜHENDİSLİK FAKÜLTESİ FEN ve MÜHENDİSLİK DERGİSİ Cilt: 6 Sayı: 2 s Mayıs 2004
 DEÜ MÜHENDİSLİK FAKÜLTESİ FEN ve MÜHENDİSLİK DERGİSİ Cilt: 6 Sayı: 2 s. 47-52 Mayıs 2004 AZ ALAŞIMLI ÇELİKLERDE KARBON MİKTARININ PLAZMA NİTRÜRASYONU DAVRANIŞINA ETKİSİ (EFFECT OF CARBON CONTENT ON THE
DEÜ MÜHENDİSLİK FAKÜLTESİ FEN ve MÜHENDİSLİK DERGİSİ Cilt: 6 Sayı: 2 s. 47-52 Mayıs 2004 AZ ALAŞIMLI ÇELİKLERDE KARBON MİKTARININ PLAZMA NİTRÜRASYONU DAVRANIŞINA ETKİSİ (EFFECT OF CARBON CONTENT ON THE
Doç.Dr.Salim ŞAHİN YORULMA VE AŞINMA
 Doç.Dr.Salim ŞAHİN YORULMA VE AŞINMA YORULMA Yorulma; bir malzemenin değişken yükler altında, statik dayanımının altındaki zorlamalarda ilerlemeli hasara uğramasıdır. Malzeme dereceli olarak arttırılan
Doç.Dr.Salim ŞAHİN YORULMA VE AŞINMA YORULMA Yorulma; bir malzemenin değişken yükler altında, statik dayanımının altındaki zorlamalarda ilerlemeli hasara uğramasıdır. Malzeme dereceli olarak arttırılan
SICAK İŞ TAKIM ÇELİKLERİ B İ R K A L İ T E M A R K A S I
 SICAK İŞ TAKIM ÇELİKLERİ B İ R K A L İ T E M A R K A S I S I C A K İ Ş T A K I M Ç E L İ K L E R İ MARTENSİTİK ÇELİKLER KIND Sınıf AISI Kimyasal Analiz % Kondüsyon HB C Si Mn Cr Mo Ni V Co W Sertleştirme
SICAK İŞ TAKIM ÇELİKLERİ B İ R K A L İ T E M A R K A S I S I C A K İ Ş T A K I M Ç E L İ K L E R İ MARTENSİTİK ÇELİKLER KIND Sınıf AISI Kimyasal Analiz % Kondüsyon HB C Si Mn Cr Mo Ni V Co W Sertleştirme
CERRAHİ İĞNE ALAŞIMLARI. Microbiologist KADİR GÜRBÜZ
 CERRAHİ İĞNE ALAŞIMLARI Microbiologist KADİR GÜRBÜZ Bileşimlerinde en az % 12 krom bulunan çelikler paslanmaz çeliklerdir.tüm paslanmaz çeliklerin korozyon direnci, çok yoğun ve koruyucu krom oksit ince
CERRAHİ İĞNE ALAŞIMLARI Microbiologist KADİR GÜRBÜZ Bileşimlerinde en az % 12 krom bulunan çelikler paslanmaz çeliklerdir.tüm paslanmaz çeliklerin korozyon direnci, çok yoğun ve koruyucu krom oksit ince
BÖHLER K460 OSMANLI ALAŞIMLI ÇELİKLER SAN. VE TİC. LTD. ŞTİ. Başlıca Çelik Özelliklerinin Karşılaştırılması
 Başlıca Çelik Özelliklerinin Karşılaştırılması Bu tablonun amacı çelik seçeneğini kolaylaştırmaktır. Bununla birlikte, farklı uygulamalardan etkilenen çeşitli stres koşulları hesaba katılmamıştır. Teknik
Başlıca Çelik Özelliklerinin Karşılaştırılması Bu tablonun amacı çelik seçeneğini kolaylaştırmaktır. Bununla birlikte, farklı uygulamalardan etkilenen çeşitli stres koşulları hesaba katılmamıştır. Teknik
HSS alanında etkinlik
 New Haziran 2017 Talaşlı imalat da yenilikler HSS alanında etkinlik Yeni HSS-E-PM UNI matkabı, HSS ile VHM arasındaki boşluğu dolduruyor TOTAL TOOLING=KALITE x SERVIS 2 WNT Önasya Kesici Takımlar San.
New Haziran 2017 Talaşlı imalat da yenilikler HSS alanında etkinlik Yeni HSS-E-PM UNI matkabı, HSS ile VHM arasındaki boşluğu dolduruyor TOTAL TOOLING=KALITE x SERVIS 2 WNT Önasya Kesici Takımlar San.
MOTOR KONSTRÜKSİYONU-3.HAFTA
 MOTOR KONSTRÜKSİYONU-3.HAFTA Yrd.Doç.Dr. Alp Tekin ERGENÇ İçten Yanmalı Motor Hareketli Elemanları 1- Piston 2- Perno 3- Segman 4- Krank mili 5- Biyel 6- Kam mili 7- Supaplar Piston A-Görevi: Yanma odası
MOTOR KONSTRÜKSİYONU-3.HAFTA Yrd.Doç.Dr. Alp Tekin ERGENÇ İçten Yanmalı Motor Hareketli Elemanları 1- Piston 2- Perno 3- Segman 4- Krank mili 5- Biyel 6- Kam mili 7- Supaplar Piston A-Görevi: Yanma odası
Isıl işlem: Metal veya alaşımlara amaca uygun özellikler kazandırmak için yapılan kontrollü ısıtma ve soğutma işlemleridir.
 ISIL İŞLEM Isıl işlem: Metal veya alaşımlara amaca uygun özellikler kazandırmak için yapılan kontrollü ısıtma ve soğutma işlemleridir. Isıl işlem; uygulamada, ısıtma, belli bir süre bekleme ve amaca uygun
ISIL İŞLEM Isıl işlem: Metal veya alaşımlara amaca uygun özellikler kazandırmak için yapılan kontrollü ısıtma ve soğutma işlemleridir. Isıl işlem; uygulamada, ısıtma, belli bir süre bekleme ve amaca uygun
PÜSKÜRTME ŞEKİLLENDİRME (SPRAY FORMING / SPRAY DEPOSITION)
") PÜSKÜRTME ŞEKİLLENDİRME (SPRAY FORMING / SPRAY DEPOSITION) Püskürtme şekillendirme (PŞ) yöntemi ilk olarak Osprey Ltd. şirketi tarafından 1960 lı yıllarda geliştirilmiştir. Günümüzde püskürtme şekillendirme
PÜSKÜRTME ŞEKİLLENDİRME (SPRAY FORMING / SPRAY DEPOSITION) Püskürtme şekillendirme (PŞ) yöntemi ilk olarak Osprey Ltd. şirketi tarafından 1960 lı yıllarda geliştirilmiştir. Günümüzde püskürtme şekillendirme
Malzemelerin Yüzey İşlemi MEM4043 / bahar. termokimyasal işlemler. Prof. Dr. Gökhan Orhan
 Malzemelerin Yüzey İşlemi MEM4043 / 2016-2017 bahar termokimyasal işlemler Prof. Dr. Gökhan Orhan istanbul üniversitesi / metalurji ve malzeme mühendisliği bölümü Termokimyasal İşlemler Termokimyasal kaplama
Malzemelerin Yüzey İşlemi MEM4043 / 2016-2017 bahar termokimyasal işlemler Prof. Dr. Gökhan Orhan istanbul üniversitesi / metalurji ve malzeme mühendisliği bölümü Termokimyasal İşlemler Termokimyasal kaplama
DÖVME (Forging) Dövme (cold forging parts)
 Dövme (cold forging parts)") DÖVME (Forging) Dövmenin tarihi 4000 yıl veya daha fazlasına dayanmaktadır. Cıvatalar, perçinler, çubuklar, türbin milleri, paralar, madalyalar, dişliler, el aletleri, hava taşıtı parçaları dövme yolu
DÖVME (Forging) Dövmenin tarihi 4000 yıl veya daha fazlasına dayanmaktadır. Cıvatalar, perçinler, çubuklar, türbin milleri, paralar, madalyalar, dişliler, el aletleri, hava taşıtı parçaları dövme yolu
SinterlenmişKarbürler. Co bağlayıcı ~ Mpa Sertlikliğini 1100 ⁰C ye kadar muhafaza eder Kesme hızları hız çeliklerine nazaran 5 kat fazladır.
 SinterlenmişKarbürler Co bağlayıcı ~ Mpa Sertlikliğini 1100 ⁰C ye kadar muhafaza eder Kesme hızları hız çeliklerine nazaran 5 kat fazladır. Seramikler 3 Katogoride Toplanır: 1) Alumina (Al2O3) 2) Alumina
SinterlenmişKarbürler Co bağlayıcı ~ Mpa Sertlikliğini 1100 ⁰C ye kadar muhafaza eder Kesme hızları hız çeliklerine nazaran 5 kat fazladır. Seramikler 3 Katogoride Toplanır: 1) Alumina (Al2O3) 2) Alumina
1/26 KARBON-KARBON KOMPOZİTLERİ
 1/26 KARBON-KARBON KOMPOZİTLERİ Karbon-Karbon Kompozitlerin Genel Özellikleri Yüksek elastik modül ve yüksek sıcaklık mukavemeti (T > 2000 o C de bile mukavemet korunur). Sürünmeye dirençli Kırılma tokluğu
1/26 KARBON-KARBON KOMPOZİTLERİ Karbon-Karbon Kompozitlerin Genel Özellikleri Yüksek elastik modül ve yüksek sıcaklık mukavemeti (T > 2000 o C de bile mukavemet korunur). Sürünmeye dirençli Kırılma tokluğu
T.C. MİLLÎ EĞİTİM BAKANLIĞI MEGEP (MESLEKİ EĞİTİM VE ÖĞRETİM SİSTEMİNİN GÜÇLENDİRİLMESİ PROJESİ) METAL TEKNOLOJİSİ YÜZEY SERTLEŞTRİME 2
 METAL TEKNOLOJİSİ YÜZEY SERTLEŞTRİME 2") T.C. MİLLÎ EĞİTİM BAKANLIĞI MEGEP (MESLEKİ EĞİTİM VE ÖĞRETİM SİSTEMİNİN GÜÇLENDİRİLMESİ PROJESİ) METAL TEKNOLOJİSİ YÜZEY SERTLEŞTRİME 2 ANKARA 2007 Milli Eğitim Bakanlığı tarafından geliştirilen modüller;
T.C. MİLLÎ EĞİTİM BAKANLIĞI MEGEP (MESLEKİ EĞİTİM VE ÖĞRETİM SİSTEMİNİN GÜÇLENDİRİLMESİ PROJESİ) METAL TEKNOLOJİSİ YÜZEY SERTLEŞTRİME 2 ANKARA 2007 Milli Eğitim Bakanlığı tarafından geliştirilen modüller;
OSMANLI ALAŞIMLI ÇELİKLER SAN. VE TİC. LTD. ŞTİ.BÖHLER W500
 Sıcak iş Çeliklerinin Başlıca Özelliklerinin Karşılaştırılması 1) Martenzitik Çelik (martenzit sıcaklığı yaklaşık olarak 480 C dir); bu form, ısı ile işlem gören çelikler ile karşılaştırılamamaktadır.
Sıcak iş Çeliklerinin Başlıca Özelliklerinin Karşılaştırılması 1) Martenzitik Çelik (martenzit sıcaklığı yaklaşık olarak 480 C dir); bu form, ısı ile işlem gören çelikler ile karşılaştırılamamaktadır.
CALLİSTER FAZ DÖNÜŞÜMLERİ
 CALLİSTER FAZ DÖNÜŞÜMLERİ Faz dönüşümlerinin çoğu ani olarak gerçekleşmediğinden, reaksiyon gelişiminin zamana bağlı, yani dönüşüm hızına bağlı olarak gelişen yapısal özelliklerini dikkate almak gerekir.
CALLİSTER FAZ DÖNÜŞÜMLERİ Faz dönüşümlerinin çoğu ani olarak gerçekleşmediğinden, reaksiyon gelişiminin zamana bağlı, yani dönüşüm hızına bağlı olarak gelişen yapısal özelliklerini dikkate almak gerekir.
BÖHLER K600 OSMANLI ALAŞIMLI ÇELİKLER SAN. VE TİC. LTD. ŞTİ. Başlıca çelik özelliklerinin karşılaştırılması
 Başlıca çelik özelliklerinin karşılaştırılması Bu tablonun amacı çelik seçeneğini kolaylaştırmaktır. Bununla birlikte, farklı uygulamalardan etkilenen çeşitli stres koşulları hesaba katılmamıştır. Teknik
Başlıca çelik özelliklerinin karşılaştırılması Bu tablonun amacı çelik seçeneğini kolaylaştırmaktır. Bununla birlikte, farklı uygulamalardan etkilenen çeşitli stres koşulları hesaba katılmamıştır. Teknik
6. BEYAZ ve YÜKSEK ALAŞIMLI DÖKME DEMİRLER
 6. BEYAZ ve YÜKSEK ALAŞIMLI DÖKME DEMİRLER Gri dökme demirlerin özellikleri; kimyasal bileşimlerinin değiştirilmesi veya kalıp içindeki soğuma hızlarının değiştirilmesiyle, büyük oranda farklılıklar kazanabilir.
6. BEYAZ ve YÜKSEK ALAŞIMLI DÖKME DEMİRLER Gri dökme demirlerin özellikleri; kimyasal bileşimlerinin değiştirilmesi veya kalıp içindeki soğuma hızlarının değiştirilmesiyle, büyük oranda farklılıklar kazanabilir.
ATMOSFER KONTROLLÜ VAKUM FIRINLARINDA ISIL İŞLEM ve JET REVİZYON MÜDÜRLÜĞÜNDEKİ UYGULAMALARI
 BÖLÜM 16 ATMOSFER KONTROLLÜ VAKUM FIRINLARINDA ISIL İŞLEM ve JET REVİZYON MÜDÜRLÜĞÜNDEKİ UYGULAMALARI Svl.Müh. Serkan KAPTAN 1nci HİBM K.lığı Jet Revizyon Müdürlüğü Şubat 2004, ESKİŞEHİR ÖZET Isıl işlem
BÖLÜM 16 ATMOSFER KONTROLLÜ VAKUM FIRINLARINDA ISIL İŞLEM ve JET REVİZYON MÜDÜRLÜĞÜNDEKİ UYGULAMALARI Svl.Müh. Serkan KAPTAN 1nci HİBM K.lığı Jet Revizyon Müdürlüğü Şubat 2004, ESKİŞEHİR ÖZET Isıl işlem
SICAK İŞ TAKIM ÇELİKLERİ. Ailesi
 2343 SICAK İŞ TAKIM ÇELİKLERİ 2344 2343 Ailesi SICAK İŞ ÇELİKLERİ Sıcak iş çelikleri yüksek sıcaklıkta çalışabilecek şekilde tasarlanmıştır. Kimyasal ve fiziksel özellikleri karbon ve yapı çeliklerin de
2343 SICAK İŞ TAKIM ÇELİKLERİ 2344 2343 Ailesi SICAK İŞ ÇELİKLERİ Sıcak iş çelikleri yüksek sıcaklıkta çalışabilecek şekilde tasarlanmıştır. Kimyasal ve fiziksel özellikleri karbon ve yapı çeliklerin de
Metalurji ve Malzeme Mühendisliği TAKIM ÇELİKLERİ
 Takım çelikleri; metal, plastik, lastik, seramik, refrakter ile kağıt ve ahşap malzemelerin işlenmesi ve şekillendirilmesinde kullanılmak üzere tasarlanan çeliklerdir. Toplam çelik üretiminin % 8 ine sahip
Takım çelikleri; metal, plastik, lastik, seramik, refrakter ile kağıt ve ahşap malzemelerin işlenmesi ve şekillendirilmesinde kullanılmak üzere tasarlanan çeliklerdir. Toplam çelik üretiminin % 8 ine sahip
Prof. Dr. İRFAN AY / Öğr. Gör. FAHRETTİN KAPUSUZ 1
 MAKİNE PROGRAMI MALZEME TEKNOLOJİSİ-I- (DERS NOTLARI) Prof.Dr.İrfan AY Öğr. Gör. Fahrettin Kapusuz 2008-20092009 BALIKESİR Prof. Dr. İRFAN AY / Öğr. Gör. FAHRETTİN KAPUSUZ 1 DEMİR-KARBON (Fe-C) DENGE DİYAGRAMI
MAKİNE PROGRAMI MALZEME TEKNOLOJİSİ-I- (DERS NOTLARI) Prof.Dr.İrfan AY Öğr. Gör. Fahrettin Kapusuz 2008-20092009 BALIKESİR Prof. Dr. İRFAN AY / Öğr. Gör. FAHRETTİN KAPUSUZ 1 DEMİR-KARBON (Fe-C) DENGE DİYAGRAMI
YORULMA HASARLARI Y r o u r l u m a ne n dir i?
 YORULMA HASARLARI 1 Yorulma nedir? Malzemenin tekrarlı yüklere maruz kalması, belli bir tekrar sayısından sonra yüzeyde çatlak oluşması, bunu takip eden kopma olayı ile malzemenin son bulmasına YORULMA
YORULMA HASARLARI 1 Yorulma nedir? Malzemenin tekrarlı yüklere maruz kalması, belli bir tekrar sayısından sonra yüzeyde çatlak oluşması, bunu takip eden kopma olayı ile malzemenin son bulmasına YORULMA
Prof. Dr. İRFAN AY / Öğr. Gör. FAHRETTİN KAPUSUZ 1
 MAKİNE PROGRAMI MALZEME TEKNOLOJİSİ-I- (DERS NOTLARI) Prof.Dr.İrfan AY Öğr. Gör. Fahrettin Kapusuz 2008-20092009 BALIKESİR Prof. Dr. İRFAN AY / Öğr. Gör. FAHRETTİN KAPUSUZ 1 DEMİR-KARBON (Fe-C) DENGE DİYAGRAMI
MAKİNE PROGRAMI MALZEME TEKNOLOJİSİ-I- (DERS NOTLARI) Prof.Dr.İrfan AY Öğr. Gör. Fahrettin Kapusuz 2008-20092009 BALIKESİR Prof. Dr. İRFAN AY / Öğr. Gör. FAHRETTİN KAPUSUZ 1 DEMİR-KARBON (Fe-C) DENGE DİYAGRAMI
BÖLÜM#5: KESİCİ TAKIMLARDA AŞINMA MEKANİZMALARI
 BÖLÜM#5: KESİCİ TAKIMLARDA AŞINMA MEKANİZMALARI Kesici Takımlarda Aşınma Mekanizmaları Aşınma, kesicinin temas yüzeylerinde meydana gelen malzeme kaybı olarak ifade edilir. Kesici Takımlarda Aşınma Mekanizmaları
BÖLÜM#5: KESİCİ TAKIMLARDA AŞINMA MEKANİZMALARI Kesici Takımlarda Aşınma Mekanizmaları Aşınma, kesicinin temas yüzeylerinde meydana gelen malzeme kaybı olarak ifade edilir. Kesici Takımlarda Aşınma Mekanizmaları
Dövmenin tarihi 4000 yıl veya daha fazlasına dayanmaktadır. Cıvatalar, perçinler, çubuklar, türbin milleri, paralar, madalyalar, dişliler, el
 Dövmenin tarihi 4000 yıl veya daha fazlasına dayanmaktadır. Cıvatalar, perçinler, çubuklar, türbin milleri, paralar, madalyalar, dişliler, el aletleri, hava taşıtı parçaları dövme yolu ile üretilen elemanlardır.
Dövmenin tarihi 4000 yıl veya daha fazlasına dayanmaktadır. Cıvatalar, perçinler, çubuklar, türbin milleri, paralar, madalyalar, dişliler, el aletleri, hava taşıtı parçaları dövme yolu ile üretilen elemanlardır.
Çeliklerin Fiziksel Metalurjisi
 Çeliklerin Fiziksel Metalurjisi Ders kapsamı Çelik malzemeler Termik dönüģümler ve kontrolü Fiziksel özellikler Ölçüm yöntemleri Malzeme seçim kriterleri Teknik ısıl iģlem uygulamaları Malzemelerin Kullanım
Çeliklerin Fiziksel Metalurjisi Ders kapsamı Çelik malzemeler Termik dönüģümler ve kontrolü Fiziksel özellikler Ölçüm yöntemleri Malzeme seçim kriterleri Teknik ısıl iģlem uygulamaları Malzemelerin Kullanım
Standart Temin Edilme Koşulu HB Sertlik derecesine erişecek şekilde sertleştirilmiş ve temperlenmiş durumda.
 Yeni Klasik BÖHLER M303 EXTRA, mükemmel tokluk, korozyon ve aşınma direnci sunan bir paslanmaz martenzitik krom çeliğidir ve iyileştirilmiş işlenebilirlik ve parlatılabilirlik özellikleri ile karakterize
Yeni Klasik BÖHLER M303 EXTRA, mükemmel tokluk, korozyon ve aşınma direnci sunan bir paslanmaz martenzitik krom çeliğidir ve iyileştirilmiş işlenebilirlik ve parlatılabilirlik özellikleri ile karakterize
Malzeme Bilgisi ve Gemi Yapı Malzemeleri
 Malzeme Bilgisi ve Gemi Yapı Malzemeleri Grup 1 Pazartesi 9.00-12.50 Dersin Öğretim Üyesi: Y.Doç.Dr. Ergün Keleşoğlu Metalurji ve Malzeme Mühendisliği Bölümü Davutpaşa Kampüsü Kimya Metalurji Fakültesi
Malzeme Bilgisi ve Gemi Yapı Malzemeleri Grup 1 Pazartesi 9.00-12.50 Dersin Öğretim Üyesi: Y.Doç.Dr. Ergün Keleşoğlu Metalurji ve Malzeme Mühendisliği Bölümü Davutpaşa Kampüsü Kimya Metalurji Fakültesi
ÜNLÜ ÖZYILMAZ DEMİR ÇELİK SAN VE TİC. LTD.ŞTİ.
 ÜNLÜ ÖZYILMAZ DEMİR ÇELİK SAN VE TİC. LTD.ŞTİ. TARİHÇEMİZ 1995 Yılında Seyfi Özyılmaz önderliğinde ÖZYILMAZ ÇELİK adı altında Bayrampaşa da kurulan firmamız başta yuvarlak çelik ve sıcak çekme lama mamullerinin
ÜNLÜ ÖZYILMAZ DEMİR ÇELİK SAN VE TİC. LTD.ŞTİ. TARİHÇEMİZ 1995 Yılında Seyfi Özyılmaz önderliğinde ÖZYILMAZ ÇELİK adı altında Bayrampaşa da kurulan firmamız başta yuvarlak çelik ve sıcak çekme lama mamullerinin
ÇÖKELME SERTLEŞTİRMESİ
 ÇÖKELME SERTLEŞTİRMESİ Prof. Dr. Ramazan YILMAZ Sakarya Üniversitesi, Teknoloji Fakültesi, Metalurji ve Malzeme Mühendisliği Bölümü Esentepe Kampüsü, 54187, SAKARYA ÇÖKELME SERTLEŞTİRMESİ (Yaşlandırma
ÇÖKELME SERTLEŞTİRMESİ Prof. Dr. Ramazan YILMAZ Sakarya Üniversitesi, Teknoloji Fakültesi, Metalurji ve Malzeme Mühendisliği Bölümü Esentepe Kampüsü, 54187, SAKARYA ÇÖKELME SERTLEŞTİRMESİ (Yaşlandırma
ÇELİKLERİN KOROZYONU. 14.04.2009 Prof.Dr.Ayşegül AKDOĞAN EKER
 ÇELİKLERİN KOROZYONU Fe-C Denge Diyagramı Fe-C Denge Diyagramı KARBON ORANLARINA GÖRE ÇELİKLER Ötektoidaltı çelik %0,006 C - %0,8 C Ötektoid (Perlitik) çelik (%0,8 C li) Ötektoidüstü çelik %0,8 C - %2,06
ÇELİKLERİN KOROZYONU Fe-C Denge Diyagramı Fe-C Denge Diyagramı KARBON ORANLARINA GÖRE ÇELİKLER Ötektoidaltı çelik %0,006 C - %0,8 C Ötektoid (Perlitik) çelik (%0,8 C li) Ötektoidüstü çelik %0,8 C - %2,06