Operasyonel Mükemmellik Sistemi AKSESUAR PAKETLEME ALANINDA VERİMLİLİK ARTIRMA KAİZENİ. Motivasyon&Eğitim&Gelişim
|
|
|
- Emel Başaran
- 5 yıl önce
- İzleme sayısı:
Transkript

1 İş Sağlığı & Güvenliği İsraf & Kayıp Analizi ler Saha Mükemmelliği Otonom Bakım Profesyonel Bakım Tedarik &Transfer Yerinde Kalite Motivasyon&Eğitim&Gelişim 00 Operasyonel Mükemmellik Sistemi AKSESUAR PAKETLEME ALANINDA VERİMLİLİK ARTIRMA KAİZENİ

2 1. Adım: Konu Seçimi Yataş Ankara İşletmesi 2017 stratejik hedefleri doğrultusunda tüm proses adımlarında verimlilik artırma projeleri beklenmektedir. Sunumunu göreceğiniz kaizen ise tüm proses alanlarından sadece bir kısmını kapsamaktadır. Projenin adı Aksesuar Poşetleme ve Kutulama hattında kişi başı poşet üretimini artırma projesidir. Aksesuar alanı hakkında bilgiler: Fabrikada üretimi tamamlanmış ve paketlenmiş her bir modülün (gardırop, şifonyer, tv sehpası vb.) montajı için gereken aksesuar paketi yine üretim tesisleri içerisinde yapılıp modül ile birlikte sevk edilmektedir. Aksesuar poşetleme ve kutulama prosesi için üretim alanı içerisinde 60 m^2 lik alan ayrılmıştır. 9 personel görevlendirilmiştir.( 8 direk, 1 endirek) Günlük kişi başı maksimum poşet üretim adet 149 adet Ortalama kişi başı poşet üretim adeti 123 tür.

3 2. Adım: Hedefin Belirlenmesi Müşteri siparişlerinin tam zamanında yetişmesi için günlük kişi başı üretilmesi gereken poşet sayısının 190 poşet/gün olduğu hesaplanmıştır. Hedef Mevcut Maks= 149 poşet/gün Ort=123 poşet/adam.gün 190 poşet/adam.gün

4 3.Adım: Kaizen Ekibi Ekip üyeleri, verimsizliğin yaşandığı bölüm olan modüler üretim Montaj & Paketleme hattından seçilmiştir. Ekibe destek olabilmek adına metot & üretim geliştirme şefi de ekibe dahil edilmiştir.

5 4. Adım: Mevcut Durum Analizi
6 4. Adım: Mevcut Durum Analizi Önceki Durum 8 adet Operatör 1 adet Endirek operatör 7 adet çalışma masası 15 m^2 Çalışma Tezgah alanı 21 m^2 Stok alanı MEVCUT DURUM SPHAGETTİ DİYAGRAMI

7 4. Adım: Mevcut Durum Analizi Poşetleme Op 1 Poşetleme Op 2 Poşetleme Op 3 Kutu açma Op Kutu doldurma Op Kutu Kapama OP AKSESUAR PAKETLEME İŞ ETÜDÜ ANALİZİ Aksesuar alanında mevcut kayıpları tespit etmek adına video çekimi yapılarak MURİ, MURA, MUDA analizleri yapılmıştır. Op10 Op 20 Op 30 Op 40 Op 50 Op 60




8 4. Adım: Mevcut Durum Analizi Muda NVAA Eliminasyonu Video Analiz Metodu NVAA Süre ve adetlerini azaltmak Mura Standartlaşırma Standart Operasyon Sayfaları Standart iş oluşturma Muri Ergonominin Sağlanması 9 Nokta Metodu



9 4.Adım: Mevcut Durum Analizi Muri analizinde 9 NOKTA metodu tablosu kullanılmıştır.



10 4. Adım: Mevcut Durum Analizi Aksesuar poşetleme prosesinin değer akışı çıkarılmış olup VA&NVAA analizleri yapılmıştır. MUDA MURİ
=100 sn (%61,7) NVAA(Non-Value Added-Katma Değersiz Süre=62")
11 4. Adım: Mevcut Durum Analizi MURA Proses NVAA-VAA Analizi yapıldı. Toplam Proses zamanı 162 sn VA (Value Added-Katma Değerli Süre)=100 sn (%61,7) NVAA(Non-Value Added-Katma Değersiz Süre=62 sn çıkmıştır.(%38,3) Saturasyon kaybı 24 sn çıkmıştır.





12 4. Adım: Mevcut Durum Analizi MUDA+MURA 6 PROSES İÇİN İŞ BİRLEŞTİRME TABLOSU HAZIRLANIP HAT DENGELEME ÇALIŞMASI YAPILDI




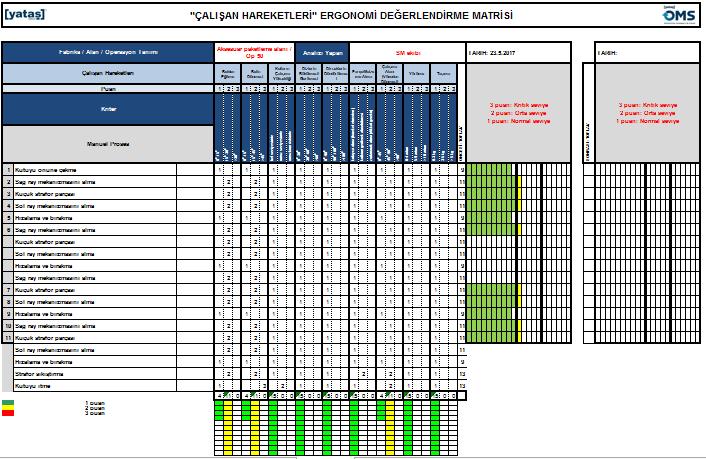
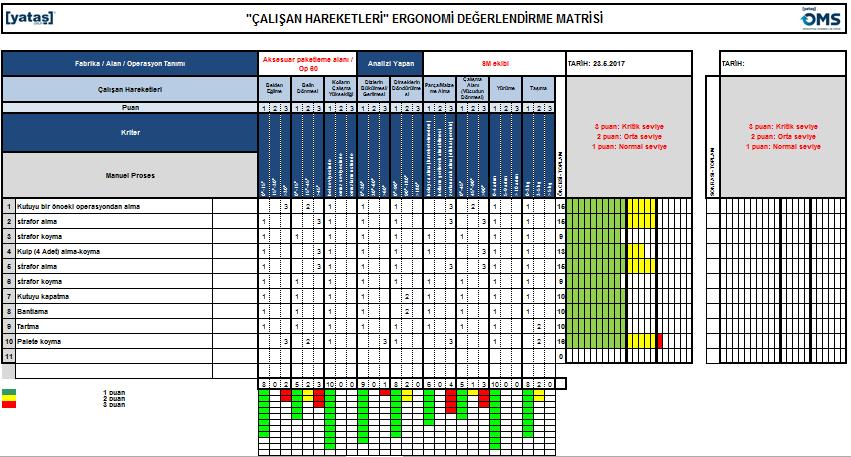
13 4. Adım: Mevcut Durum Analizi MURİ 6 Proseste 9 nokta ergonomi analizi yapıldı,her operasyon 1 sn ye kadar bölündü
 92 nokta 2. seviye (orta) 4 nokta 1. seviye(normal) Yapılan Ergonomi analizinde toplam proses ergonomi puanı 738 çıkmıştır.")
14 4. Adım: Mevcut Durum Analizi Operasyon Sırası ÖNCEKİ DURUM ERGONOMİ PUANI Operasyon ERGONOMİ ANALİZİ SONUCU Operasyon Operasyon Operasyon Operasyon Operasyon MURİ 738 Ergonomi puanı 21 nokta 3. seviye (Kritik) 92 nokta 2. seviye (orta) 4 nokta 1. seviye(normal) Yapılan Ergonomi analizinde toplam proses ergonomi puanı 738 çıkmıştır. Her proses için 9 noktada ergonomi analizi yapılmış olup çalışan hareketleri incelenmiştir. İnceleme sonucu 4 nokta normal, 92 nokta orta 21 nokta kritik seviyede çıkmıştır.

15 4. Adım: Mevcut Durum Analizi ÖNCE Paketleme parti büyüklüğü 20 Lot Size : 20 (Parti Üretim) Kalite hataları Gösterge Lot Size : 20 Proses Tedarik Süresi Yüksek 1 POŞET İÇİN 1 SAAT Hata Oranı Yüksek Ara Stok Yüksek

16 5. Adım: Proje Planı

17 6. Adım: Analiz

18 7. Adım: Uygulama


19 7. Adım Uygulama YENİ YERLEŞİM SPAGHETTİ DİAGRAMI
20 7. Adım Uygulama ÖNCE SONRA Paketleme parti büyüklüğü 20 Paketleme parti büyüklüğü 1 Lot Size : 20 (Parti Üretim) Lot Size : 1 (Tek Parça Akış) Gösterge Lot Size : 20 Tek Parça Akış lot: 1 Proses Tedarik Süresi Yüksek Düşük Hata Oranı Yüksek Çok Az Ara Stok Yüksek Sıfır


21 7. Adım Uygulama ÖNCE SONRA BİR MASA ETRAFINDA POŞETLEME İŞLEMİ YAPIYORDU. YARIMAMULLER AYNI KUTUDAN ALINIYOR SAYILARA DİKKAT EDİLMİYORDU. BU HA HATA ÇIKMASINA SEBEP OLUYORDU TEK PARÇA AKIŞA GEÇİLDİ PROSESLER ARASI BEKLEMELER KALDIRILDI, HER POŞET PROSESİNİ TAMAMLAYARAK PAKET İÇİNE GİRDİ. YERİNDE KALİTE İLE HATALAR AZALDI.


22 7. Adım Uygulama ÖNCE SONRA DAHA SONRA İSE;ŞEMALARDAKİ DIŞARI OLAN BAĞIMILILIK VE TEDARİK SÜRECİNDEKİ AKSAMALAR NEGATİF ETKİLER GETİRİYORDU MONTAJ ŞEMALARI ARTIK AKSEUAR ALANINDA,SADECE GEREKTİĞİ KADAR ÇEKİLEREK İSRAF ENGELLENDİ


23 7. Adım Uygulama ÖNCE SONRA AKSESUAR ALANI İÇİN TANIMLI YARIMAMUL ARABALARI YOKTU,TAŞIMA ERGONOMİK DEĞİLDİ PARTİ BÜYÜKLÜĞÜ VE ERGONOMİ GÖZE ALINARAK YARIMAMUL TAŞIMA ARABALARI TASARLANDI


24 7. Adım Uygulama ÖNCE SONRA Kaizen öncesinde aksesuarlar doğrudan poşetlere konulup poşetler ile elden ele dolaşıyordu. Operatörler her seferinde poşetlerin ağzını açmakta zorlanıyordu. Hem gereksiz hareket hem taşıma israfı söz konusuydu. Kaizen sonrasında tasarlanan tek parça akış sistemi ile hat başından dolarak gelen avadanlıklar hat sonunda kolayca poşete boşaltılıyor, tasarlanan makaralı yol ile boş avadanlıklar hat başına kendiliğinden ilerlemesi sağlanıyor. Bu sayede gereksiz hareket ve taşımanın önüne geçilmiştir.

25 7. Adım Uygulama ÖNCE SONRA Kaizen Öncesinde kutulama işlemi parti halinde yapılıyordu. Bu proses hem verimsizliğe hemde kutu içerisinde eksik parça hatasına sebebiyet veriyordu. Tasarlanan Yalın Kutulama istasyonu ile tek parça akış halinde kutulama prosesi yapılmıştır. Hem kutu tamamlanma süreleri iyileşmiş hem hatalar ortadan kalkmıştır.


26 7. Adım Uygulama ÖNCE SONRA Ergonomik olmayan, operatörde bel ağrılarına ve proseste gereksiz uzanmalara sebebiyet veren sabit koltuklar vardı Ergonomik ve kişiye göre aşağı yukarı ayarlanabilen sandalyeler tasarlanıp devreye alındı.



 92 nokta 2. seviye (orta) 4 nokta 1.")
27 8. Adım: Sonuç ve Kazanımlar Operasyon Sırası ÖNCEKİ DURUM ERGONOMİ PUANI SONRAKİ DURUM ERGONOMİ PUANI ERGONOMİ PUANI 149 PUAN AZALDI Operasyon Operasyon Operasyon Operasyon Operasyon Ergonomi puanı Operasyon Ergonomi puanı KRİTİK ERGONOMİ SEVİYESİNDEN NORMAL SEVİYEYE GEÇİLDİ 21 nokta 3. seviye (Kritik) 92 nokta 2. seviye (orta) 4 nokta 1. seviye(normal) 516 nokta 1. seviye(normal)



28 8. Adım: Sonuç ve Kazanımlar KALİTE HATALARINDA AZALMA 0,5 İYİLEŞME SONRASI 0, 2,95% 0,025 0,02 0,015 1,70% 0,01 0,81% 0,99% 0,79% 0, ,15% 0,00% 0,00% PROJE Ocak 17 Şubat 17 Mart 17 Nisan 17 Mayıs 17 Haziran 17 Temmuz 17 Ağustos 17

29 8. Adım: Sonuç ve Kazanımlar



30 8. Adım: Sonuç ve Kazanımlar Parasal Kazancımız
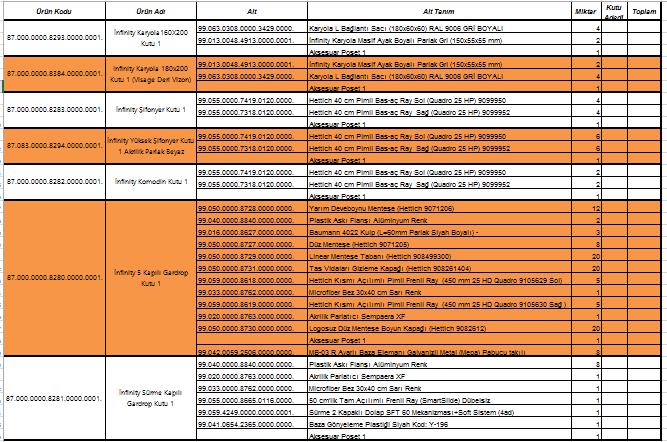
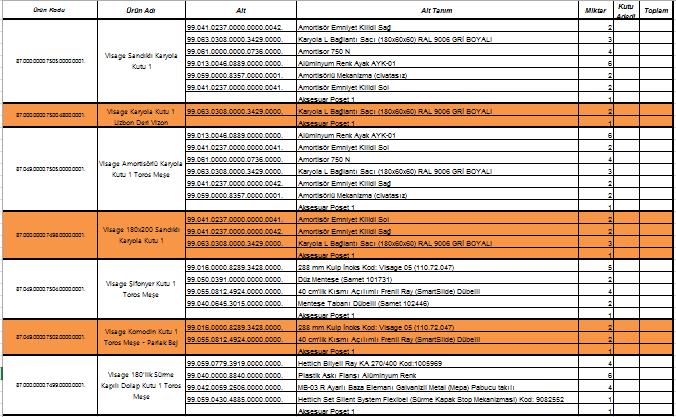


31 9.Adım: Standartlaştırma HER ÜRÜN GRUBU İÇİN AKSESUAR PAKET İÇERİKLERİ KONTROL LİSTELERİ OLUŞTURULDU



32 9.Adım: Standartlaştırma AKSESUAR PAKETLEME PROSESİ İÇİN STANDART OPERASYON SAYFALARI HAZIRLANDI


33 10.Adım:Yaygınlaştırma Mobilya aksesuar kutulama alanında yapılan bu kaizen sonrasında yaygınlaştırma olarak, baza ve başlık aksesuarları da baza bölümünde yapılırken artık bu alanda yapılmaya başlanmıştır. ÖNCE SONRA K Kaizen Öncesinde baza aksesuar kutulama baza alanında yapılıyordu sonunda baza aksesuar kutuları da mobilya alanında yapılmaya başlanmıştır.
34 TEŞEKKÜRLER
Operasyonel Mükemmellik Sistemi. Ambalaj İçinde Kırık Şikayetlerini Azaltılması. Motivasyon&Eğitim&Gelişim
 İş Sağlığı & Güvenliği İsraf & Kayıp Analizi ler Saha Mükemmelliği Otonom Bakım Profesyonel Bakım Tedarik &Transfer Yerinde Kalite Motivasyon&Eğitim&Gelişim 00 Operasyonel Mükemmellik Sistemi Ambalaj İçinde
İş Sağlığı & Güvenliği İsraf & Kayıp Analizi ler Saha Mükemmelliği Otonom Bakım Profesyonel Bakım Tedarik &Transfer Yerinde Kalite Motivasyon&Eğitim&Gelişim 00 Operasyonel Mükemmellik Sistemi Ambalaj İçinde
Operasyonel Mükemmellik Sistemi PAKETLEME HATTINDA ÜRETİM VERİMLİLİĞİ ARTTIRMA KAİZENİ. Motivasyon&Eğitim&Gelişim
 İş Sağlığı & Güvenliği İsraf & Kayıp Analizi ler Saha Mükemmelliği Otonom Bakım Profesyonel Bakım Tedarik &Transfer Yerinde Kalite Motivasyon&Eğitim&Gelişim 00 Operasyonel Mükemmellik Sistemi PAKETLEME
İş Sağlığı & Güvenliği İsraf & Kayıp Analizi ler Saha Mükemmelliği Otonom Bakım Profesyonel Bakım Tedarik &Transfer Yerinde Kalite Motivasyon&Eğitim&Gelişim 00 Operasyonel Mükemmellik Sistemi PAKETLEME
MANUAL DOLUM HATTI KOBETSU KAIZENİ
 15.05.2018 MANUAL DOLUM HATTI KOBETSU KAIZENİ Site of Izmir 1- KONU SEÇİMİ Çalışmamız manuel dolum hattındaki ergonomik uygunsuzluklarını gidermek üzerinedir. İş Güvenliği ve İşçi Sağlığı Etmeni: Çalışanların
15.05.2018 MANUAL DOLUM HATTI KOBETSU KAIZENİ Site of Izmir 1- KONU SEÇİMİ Çalışmamız manuel dolum hattındaki ergonomik uygunsuzluklarını gidermek üzerinedir. İş Güvenliği ve İşçi Sağlığı Etmeni: Çalışanların
TBS 5 KUTULAMA PROSESİ ÜRETİM VERİMLİLİĞİNİ ARTTIRMA PROJESİ
 TBS 5 KUTULAMA PROSESİ ÜRETİM VERİMLİLİĞİNİ ARTTIRMA PROJESİ 1. Adım: Konu Seçimi MUTLU AKÜ Montaj Bölümü 5.Hat TBS 5 Kutulama Prosesindeki üretim kayıpları ve kalite hatalarının önlenmesi projesi TBS5
TBS 5 KUTULAMA PROSESİ ÜRETİM VERİMLİLİĞİNİ ARTTIRMA PROJESİ 1. Adım: Konu Seçimi MUTLU AKÜ Montaj Bölümü 5.Hat TBS 5 Kutulama Prosesindeki üretim kayıpları ve kalite hatalarının önlenmesi projesi TBS5
WCM - Dünya Klasında Üretim. 7 Haziran 2014
 WCM - Dünya Klasında Üretim 7 Haziran 2014 Üretimde yaşanan sorunlar İş kazaları Verimsizlik Kalitesizlik Arızalar Stoklar Uzun Temin Süreleri Çevresel Sorunlar TOFAŞ ın Sürekli İyileştirme Yolculuğu ALTIN
WCM - Dünya Klasında Üretim 7 Haziran 2014 Üretimde yaşanan sorunlar İş kazaları Verimsizlik Kalitesizlik Arızalar Stoklar Uzun Temin Süreleri Çevresel Sorunlar TOFAŞ ın Sürekli İyileştirme Yolculuğu ALTIN
Orta Anadolu Leke Savar Kaizeni
 Orta Anadolu Leke Savar Kaizeni Orta Anadolu Karamancı Holding şirketi olan Orta Anadolu, 1953 yılında bir entegre iplik ve dokuma fabrikası olarak Kayseri de kurulmuştur. Merkez ofisi İstanbul da yer
Orta Anadolu Leke Savar Kaizeni Orta Anadolu Karamancı Holding şirketi olan Orta Anadolu, 1953 yılında bir entegre iplik ve dokuma fabrikası olarak Kayseri de kurulmuştur. Merkez ofisi İstanbul da yer
YALIN SİSTEM VE KAZANIMLARI
 YALIN SİSTEM VE KAZANIMLARI www.yalinenstitu.org.tr 1 YALIN ENSTİTÜ Yalın Düşünce AMAÇ Müşteriye mükemmel değer sunmak YÖNTEM İsraflardan arındırılmış mükemmel prosesler 2 YALIN ENSTİTÜ Değer Müşteriye
YALIN SİSTEM VE KAZANIMLARI www.yalinenstitu.org.tr 1 YALIN ENSTİTÜ Yalın Düşünce AMAÇ Müşteriye mükemmel değer sunmak YÖNTEM İsraflardan arındırılmış mükemmel prosesler 2 YALIN ENSTİTÜ Değer Müşteriye
KİLİM MOBİLYA. Yenilikçiler Kaizen Ekibi
 KİLİM MOBİLYA Yenilikçiler Kaizen Ekibi 2014 YENİLİKÇİLER KAİZENİ Berjer üretim hattı iyileştirmesi Baza - Berjer Hattı 10 Adımda Kobetsu Kaizen Berjer Nedir? "Berjer" arkası kabarık ve yüksek, oturulacak
KİLİM MOBİLYA Yenilikçiler Kaizen Ekibi 2014 YENİLİKÇİLER KAİZENİ Berjer üretim hattı iyileştirmesi Baza - Berjer Hattı 10 Adımda Kobetsu Kaizen Berjer Nedir? "Berjer" arkası kabarık ve yüksek, oturulacak
Modüler Fabrika Makine Hattında Bel Ağrıları Probleminin «Sıfıra» İndirilmesi
 İş Sağlığı & Güvenliği İsraf & Kayıp Analizi ler Saha Mükemmelliği Otonom Bakım Profesyonel Bakım Tedarik &Transfer Yerinde Kalite Motivasyon&Eğitim&Gelişim 00 Operasyonel Mükemmellik Sistemi Modüler Fabrika
İş Sağlığı & Güvenliği İsraf & Kayıp Analizi ler Saha Mükemmelliği Otonom Bakım Profesyonel Bakım Tedarik &Transfer Yerinde Kalite Motivasyon&Eğitim&Gelişim 00 Operasyonel Mükemmellik Sistemi Modüler Fabrika
ÖNCE-SONRA KAIZEN İÇERİK FORMU (Ek 2)
") ÖNCE-SONRA KAIZEN İÇERİK FORMU (Ek 2) Kaizen Konusu : Ekstrüzyon Hatlarında Briket Yükleme Sürelerinin İyileştirilmesi Tarih : 07/03/2017 Takım Üyeleri ve Görevleri : Anıl Yıldırım Sürekli iyileştirme
ÖNCE-SONRA KAIZEN İÇERİK FORMU (Ek 2) Kaizen Konusu : Ekstrüzyon Hatlarında Briket Yükleme Sürelerinin İyileştirilmesi Tarih : 07/03/2017 Takım Üyeleri ve Görevleri : Anıl Yıldırım Sürekli iyileştirme
GÜNLÜK ATÖLYE YÖNETİMİNDE 5S
 GÜNLÜK ATÖLYE YÖNETİMİNDE 5S OYAK RENAULT VİTES KUTUSU DEPARTMANI GÜNLÜK ATÖLYE YÖNETİMİ 5S Standardizasyon 5S Ayıkla Düzenle Temizle Standartlaştır Uygula «İlk 3» formülü: Birbirinden ayrılamaz. «+ 2»
GÜNLÜK ATÖLYE YÖNETİMİNDE 5S OYAK RENAULT VİTES KUTUSU DEPARTMANI GÜNLÜK ATÖLYE YÖNETİMİ 5S Standardizasyon 5S Ayıkla Düzenle Temizle Standartlaştır Uygula «İlk 3» formülü: Birbirinden ayrılamaz. «+ 2»
ENDÜSTRİ 4.0 YOLUNDA: Geleceği Tasarlamak DENİZ SPORER SEKKİN
 ENDÜSTRİ 4.0 YOLUNDA: Geleceği Tasarlamak DENİZ SPORER SEKKİN YAKIN GELECEK 2018 Sanayide kullanılacak robot sayısı yaklaşık 3 milyon olacak. Birbirine bağlı cihaz sayısı 13 milyardan 29 milyara çıkacak.
ENDÜSTRİ 4.0 YOLUNDA: Geleceği Tasarlamak DENİZ SPORER SEKKİN YAKIN GELECEK 2018 Sanayide kullanılacak robot sayısı yaklaşık 3 milyon olacak. Birbirine bağlı cihaz sayısı 13 milyardan 29 milyara çıkacak.
Kaizen No: 266. Pres tezgahında gerçekleşen tip değişikliği işlemi sırasında yaşanan iş güvenliği risklerini sıfırlamak.
 Kaizen No: 266 Pres tezgahında gerçekleşen tip değişikliği işlemi sırasında yaşanan iş güvenliği risklerini sıfırlamak. 1 Kaizen Konusu Pres tezgahında gerçekleşen tip değişikliği işlemi sırasında yaşanan
Kaizen No: 266 Pres tezgahında gerçekleşen tip değişikliği işlemi sırasında yaşanan iş güvenliği risklerini sıfırlamak. 1 Kaizen Konusu Pres tezgahında gerçekleşen tip değişikliği işlemi sırasında yaşanan
DENGELİ PROSES SAĞLAMAK
 SÜREKLİ İYİLEŞTİRME ÇALIŞMASI Tezgahtaki verimlilikleri farklı olan 2 Farklı Proses uygulanması yerine; DENGELİ PROSES SAĞLAMAK için proseslerin birleştirilerek ortaklaştırılması Verimlilik kayıplarının
SÜREKLİ İYİLEŞTİRME ÇALIŞMASI Tezgahtaki verimlilikleri farklı olan 2 Farklı Proses uygulanması yerine; DENGELİ PROSES SAĞLAMAK için proseslerin birleştirilerek ortaklaştırılması Verimlilik kayıplarının
FABRİKA ENERJİ MALİYETLERİNİN AZALTILMASI
 FABRİKA ENERJİ MALİYETLERİNİN AZALTILMASI 1.Problemin Seçimi Elba A.Ş. Bir ECA kuruluşudur. 2016 yılından itibaren şirketimizde yoğun olarak, Yalın Yönetim sistem araçlarını aktif bir şekilde kullanılmaya
FABRİKA ENERJİ MALİYETLERİNİN AZALTILMASI 1.Problemin Seçimi Elba A.Ş. Bir ECA kuruluşudur. 2016 yılından itibaren şirketimizde yoğun olarak, Yalın Yönetim sistem araçlarını aktif bir şekilde kullanılmaya
Click with the right mouse button on the graphic and choose change picture. Optik Seçme Makinesi Temizlik Süre ve Ergonomi İyileştirilmesi
 Click with the right mouse button on the graphic and choose change picture Optik Seçme Makinesi Temizlik Süre ve Ergonomi İyileştirilmesi Yarıbeyaz Nedir? Kavrulmuş Fındık Yarıbeyaz Fındık Yarıbeyaz Fındık
Click with the right mouse button on the graphic and choose change picture Optik Seçme Makinesi Temizlik Süre ve Ergonomi İyileştirilmesi Yarıbeyaz Nedir? Kavrulmuş Fındık Yarıbeyaz Fındık Yarıbeyaz Fındık
Shop Floor Automation
 Shop Floor Automation Üretim Yönetimi ve Takibi Depo Yönetimi ve Takibi BOM Tanımları ve Kontrolü Üretim Hattı Kontrol ve Yönlendirme Operatör Kontrol ve Yönlendirme İş Emri Yönetimi ve Takibi Otomatik
Shop Floor Automation Üretim Yönetimi ve Takibi Depo Yönetimi ve Takibi BOM Tanımları ve Kontrolü Üretim Hattı Kontrol ve Yönlendirme Operatör Kontrol ve Yönlendirme İş Emri Yönetimi ve Takibi Otomatik
CELAL BAYAR ÜNİVERSİTESİ ENDÜSTRİ MÜHENDİSLİĞİ BÖLÜMÜ STAJ YÖNERGESİ
 Bu staj yönergesi Celal Bayar Üniversitesi Endüstri Mühendisliği öğrencilerinin Üretim ve Yönetim stajları sırasında yapmaları gereken çalışmaları içermektedir. Staj, öğrencinin öğrenim hayatı boyunca
Bu staj yönergesi Celal Bayar Üniversitesi Endüstri Mühendisliği öğrencilerinin Üretim ve Yönetim stajları sırasında yapmaları gereken çalışmaları içermektedir. Staj, öğrencinin öğrenim hayatı boyunca
de i im Kaizen Kamil BOLAT
 Kaizen Kamil BOLAT Kaizen İyiye doğru değişiklikleri Her gün daha iyi için yapılan küçük değişiklikleri Yavaş, küçük ama sürekli iyileştirmeleri Müşteri memnuniyetini arttırmaya yönelik, herkes tarafından,
Kaizen Kamil BOLAT Kaizen İyiye doğru değişiklikleri Her gün daha iyi için yapılan küçük değişiklikleri Yavaş, küçük ama sürekli iyileştirmeleri Müşteri memnuniyetini arttırmaya yönelik, herkes tarafından,
LeanACADEMY. www.leanacademy.com.tr. Doğru uygulanan yalın üretim sistemi firmanızı mükemmelleştirir. Cevdet Dal
 LeanACADEMY www.leanacademy.com.tr Doğru uygulanan yalın üretim sistemi firmanızı mükemmelleştirir. Hakkımızda LeanACADEMY www.leanacademy.com.tr Yalın üretim sistemi eğitim ve danışmanlık 2009 yılında
LeanACADEMY www.leanacademy.com.tr Doğru uygulanan yalın üretim sistemi firmanızı mükemmelleştirir. Hakkımızda LeanACADEMY www.leanacademy.com.tr Yalın üretim sistemi eğitim ve danışmanlık 2009 yılında
TAM ZAMANINDA ÜRETİM (JUST IN TIME MANUFACTURING)
") TAM ZAMANINDA ÜRETİM (JUST IN TIME MANUFACTURING) TAM ZAMANINDA ÜRETİM (JUST IN TIME MANUFACTURING) İstenilen zamanda İstenilen miktarda Her türlü kaynak israfını önleyecek şekilde yapılan üretim Tam Zamanında
TAM ZAMANINDA ÜRETİM (JUST IN TIME MANUFACTURING) TAM ZAMANINDA ÜRETİM (JUST IN TIME MANUFACTURING) İstenilen zamanda İstenilen miktarda Her türlü kaynak israfını önleyecek şekilde yapılan üretim Tam Zamanında
Altı Sigma Nedir? Uygulayan şirketlere çok belirgin finansal kazançlar sağlamıştır.
 ALTI SİGMA NEDİR? Altı Sigma Nedir? 1980 lerin ortasında Motorola tarafından, Japon kalite fikirleri ve kontrol sistemlerinin süreçlerde uygulanması için geliştirilmiştir. Mevcut problemleri çözmek, altı
ALTI SİGMA NEDİR? Altı Sigma Nedir? 1980 lerin ortasında Motorola tarafından, Japon kalite fikirleri ve kontrol sistemlerinin süreçlerde uygulanması için geliştirilmiştir. Mevcut problemleri çözmek, altı
Torna Hattı Üretim Verimliliğinin Arttırılması Kaizen Sunumu
 Torna Hattı Üretim Verimliliğinin Arttırılması Kaizen Sunumu Hema Endüstri, yıllık sipariş adedi paretolarından hareketle ve kayıplara odaklı iyileştirme metodolojisi ile kaizen projelerini tetiklemektedir.
Torna Hattı Üretim Verimliliğinin Arttırılması Kaizen Sunumu Hema Endüstri, yıllık sipariş adedi paretolarından hareketle ve kayıplara odaklı iyileştirme metodolojisi ile kaizen projelerini tetiklemektedir.
DERSIMIZ: MATEMATIK 25.11.2015
 DERSIMIZ: MATEMATIK Berk Boyacı Otomatik Tanımlama & RFID Ürün Yöneticisi 25.11.2015 Ayşen Öztoprak Lojistik Otomasyon İş Geliştirme Müdürü DERSIMIZ: MATEMATİK HAKKIMIZDA 25.11.2015 Berk Boyacı / Ayşen
DERSIMIZ: MATEMATIK Berk Boyacı Otomatik Tanımlama & RFID Ürün Yöneticisi 25.11.2015 Ayşen Öztoprak Lojistik Otomasyon İş Geliştirme Müdürü DERSIMIZ: MATEMATİK HAKKIMIZDA 25.11.2015 Berk Boyacı / Ayşen
TOYOTA YÖNETİM ve ÜRETİM ANLAYIŞI
 TOYOTA YÖNETİM ve ÜRETİM ANLAYIŞI YALIN DÖNÜŞÜM ZİRVESİ İzmir Makina Mühendisleri Odası 4 Ekim 2013 Orhan ÖZER Genel Müdür & CEO Toyota Otomotiv Sanayi Türkiye A.Ş. 1/48 1 İçerik TOYOTA TOYOTA YÖNETİM
TOYOTA YÖNETİM ve ÜRETİM ANLAYIŞI YALIN DÖNÜŞÜM ZİRVESİ İzmir Makina Mühendisleri Odası 4 Ekim 2013 Orhan ÖZER Genel Müdür & CEO Toyota Otomotiv Sanayi Türkiye A.Ş. 1/48 1 İçerik TOYOTA TOYOTA YÖNETİM
SEÇİL KAUÇUK DOĞADAN. O-Ring Kaizen. Yeşil Fırtına
 SEÇİL KAUÇUK DOĞADAN O-Ring Kaizen Yeşil Fırtına Kaizen Ekibi Ekibi MANUEL STRECH MAKİNESİ OTOMASYONU Ferit Merdan, Ali Çiftçi, Caner Karadaş, Musa Korçam, Emre Nokta, Göksel Classified Oğuz, - Confidential
SEÇİL KAUÇUK DOĞADAN O-Ring Kaizen Yeşil Fırtına Kaizen Ekibi Ekibi MANUEL STRECH MAKİNESİ OTOMASYONU Ferit Merdan, Ali Çiftçi, Caner Karadaş, Musa Korçam, Emre Nokta, Göksel Classified Oğuz, - Confidential
Araç kasasına yan dikme montajı. İrsaliye/Fatura çıkarılması. Açık kasalı araçların branda örtümü. Aracın rampadan çıkışı. Müşteriye sevk.
 1 Sipariş Yükleme planının oluşturulması Tedarikçiden araç talebi Pick listelerinin çıkarılması Listedeki ürünlerin toplanması Aracın rampaya alınması Araç uygunluk kontrolü Araç kasasına yan dikme montajı
1 Sipariş Yükleme planının oluşturulması Tedarikçiden araç talebi Pick listelerinin çıkarılması Listedeki ürünlerin toplanması Aracın rampaya alınması Araç uygunluk kontrolü Araç kasasına yan dikme montajı
DAMLA SU SAPANCA Preform Verimliliğinin Artırılması Kaizen Ekibi
 DAMLA SU SAPANCA Preform Verimliliğinin Artırılması Kaizen Ekibi Serkan ERSOY Proje Sponsoru Üretim Şefi Hasan DİRİM Ekip Üyesi Elektrik Bakım Teknisyeni Murat ARSLAN Ekip Lideri Üretim Mühendisi Volkan
DAMLA SU SAPANCA Preform Verimliliğinin Artırılması Kaizen Ekibi Serkan ERSOY Proje Sponsoru Üretim Şefi Hasan DİRİM Ekip Üyesi Elektrik Bakım Teknisyeni Murat ARSLAN Ekip Lideri Üretim Mühendisi Volkan
LeanACADEMY. Doğru uygulanan yalın üretim sistemi firmanızı mükemmelleştirir. Cevdet Dal
 LeanACADEMY www.leanacademy.com.tr Doğru uygulanan yalın üretim sistemi firmanızı mükemmelleştirir. Hakkımızda LeanACADEMY www.leanacademy.com.tr Yalın üretim sistemi eğitim ve danışmanlık 2009 yılında
LeanACADEMY www.leanacademy.com.tr Doğru uygulanan yalın üretim sistemi firmanızı mükemmelleştirir. Hakkımızda LeanACADEMY www.leanacademy.com.tr Yalın üretim sistemi eğitim ve danışmanlık 2009 yılında
LeanACADEMY. Doğru uygulanan yalın üretim sistemi firmanızı mükemmelleştirir. Cevdet Dal
 LeanACADEMY www.leanacademy.com.tr Doğru uygulanan yalın üretim sistemi firmanızı mükemmelleştirir. Hakkımızda LeanACADEMY www.leanacademy.com.tr Yalın üretim sistemi eğitim ve danışmanlık 2009 yılında
LeanACADEMY www.leanacademy.com.tr Doğru uygulanan yalın üretim sistemi firmanızı mükemmelleştirir. Hakkımızda LeanACADEMY www.leanacademy.com.tr Yalın üretim sistemi eğitim ve danışmanlık 2009 yılında
Yaprak Yay Tanımı. Yaprak Yay Çeşitleri Konvansiyonel Yaprak Yaylar Parabolik Yaprak Yaylar Multiparabolik Yaprak Yaylar Z Tipi Yaprak Yaylar
 2017 1 Yaprak Yay Tanımı Yaprak yaylar, yol koşulları nedeniyle ani olarak şasi ve aktarma organlarına gelen yüklerin oluşturduğu enerjiyi üzerinde depolayıp, daha sonra açığa çıkararak sürüş konforu ve
2017 1 Yaprak Yay Tanımı Yaprak yaylar, yol koşulları nedeniyle ani olarak şasi ve aktarma organlarına gelen yüklerin oluşturduğu enerjiyi üzerinde depolayıp, daha sonra açığa çıkararak sürüş konforu ve
1- KONU SEÇİMİ KONU: BİANCALANİ VE PENTEK MAKİNALARINDA TEMİZLİK SÜRELERİNİN İYİLEŞTİRİLMESİ
 1- KONU SEÇİMİ KONU: BİANCALANİ VE PENTEK MAKİNALARINDA TEMİZLİK SÜRELERİNİN İYİLEŞTİRİLMESİ -Biancalanimakinasıkumaşa nihai tutum/yumuşaklık kazandırma amaçlı kullanılan özel bir makinadır. -Biancalani
1- KONU SEÇİMİ KONU: BİANCALANİ VE PENTEK MAKİNALARINDA TEMİZLİK SÜRELERİNİN İYİLEŞTİRİLMESİ -Biancalanimakinasıkumaşa nihai tutum/yumuşaklık kazandırma amaçlı kullanılan özel bir makinadır. -Biancalani
Yalın Üretim Sisteminde Malzeme Taşıma Mesafelerinin Benzetim Yöntemiyle Optimizasyonu. Kocaeli Üniversitesi, Endüstri Mühendisliği
 Yalın Üretim Sisteminde Malzeme Taşıma Mesafelerinin Benzetim Yöntemiyle Optimizasyonu İlay GÜLER Celal ÖZKALE İpek AYRANCI Muhammet KAHRIMAN Kocaeli Üniversitesi, Endüstri Mühendisliği Yalın Üretim Malzeme
Yalın Üretim Sisteminde Malzeme Taşıma Mesafelerinin Benzetim Yöntemiyle Optimizasyonu İlay GÜLER Celal ÖZKALE İpek AYRANCI Muhammet KAHRIMAN Kocaeli Üniversitesi, Endüstri Mühendisliği Yalın Üretim Malzeme
SEÇİL KAUÇUK ISISAN. O-Ring Kaizen. Isımat
 SEÇİL KAUÇUK ISISAN O-Ring Kaizen Isımat Kaizen Ekibi Ekibi Isısan Isı San.Tic. A.Ş. Isımat Kaizeni 1968 yılında kalorifer kazanı üretimiyle işe başlayan ve basınçlı kap üretim sektörünün lider kuruluşlarından
SEÇİL KAUÇUK ISISAN O-Ring Kaizen Isımat Kaizen Ekibi Ekibi Isısan Isı San.Tic. A.Ş. Isımat Kaizeni 1968 yılında kalorifer kazanı üretimiyle işe başlayan ve basınçlı kap üretim sektörünün lider kuruluşlarından
Kaizen No: ITE Torque-Plate SMED Çalışması
 Kaizen No: 1046 ITE Torque-Plate SMED Çalışması 1 KONU SEÇİMİ Firmamızda 2017 yılına ait duruşların %26 sını Setup duruşları oluşturmaktadır. Tüm verimlilik duruşları içinde ikinci sırada yer almaktadır.
Kaizen No: 1046 ITE Torque-Plate SMED Çalışması 1 KONU SEÇİMİ Firmamızda 2017 yılına ait duruşların %26 sını Setup duruşları oluşturmaktadır. Tüm verimlilik duruşları içinde ikinci sırada yer almaktadır.
Konu Seçimi. Temmuz 2015 Arıza Grafiği. Temmuz Ayı Mekanik Arıza Grafiği. Mekanik Elektrik Kalıp Hidrolik Pnömatik. Kolon Arızaları.
 Konu Seçimi Temmuz 2015 Arıza Grafiği Temmuz Ayı Mekanik Arıza Grafiği 250 200 229 212 140 120 100 124 150 80 100 102 90 60 50 55 40 20 34 24 7 5 0 Mekanik Elektrik Kalıp Hidrolik Pnömatik 0 Buhar Tesisatı
Konu Seçimi Temmuz 2015 Arıza Grafiği Temmuz Ayı Mekanik Arıza Grafiği 250 200 229 212 140 120 100 124 150 80 100 102 90 60 50 55 40 20 34 24 7 5 0 Mekanik Elektrik Kalıp Hidrolik Pnömatik 0 Buhar Tesisatı
Metesan A.Ş. Yalın Üretim Uygulaması. İsmail GÖKCE ismail.gokce@metesan.com
 Metesan A.Ş. Yalın Üretim Metesan A.Ş. 1981 de Aydınlatma 35 85 Enjeksiyon Beyaz Mete yaka ürünleri Ailesi makinası tarafından kuruldu 1998 de 2187 Melamin Mavi Lexel yaka Enjeksiyon Grup tarafından makinası
Metesan A.Ş. Yalın Üretim Metesan A.Ş. 1981 de Aydınlatma 35 85 Enjeksiyon Beyaz Mete yaka ürünleri Ailesi makinası tarafından kuruldu 1998 de 2187 Melamin Mavi Lexel yaka Enjeksiyon Grup tarafından makinası
SÜREKLİ İYİLEŞTİRME. Kalite güvence için uygunsuzluk yönetimi. Görev
 SÜREKLİ İYİLEŞTİRME Kalite güvence için uygunsuzluk yönetimi Görev Uygunsuzluk yönetiminde proaktif yaklaşım. Günümüz rekabetçi ortamında işletmelerin en önemli hedeflerinden birisi verimliliği artırmak
SÜREKLİ İYİLEŞTİRME Kalite güvence için uygunsuzluk yönetimi Görev Uygunsuzluk yönetiminde proaktif yaklaşım. Günümüz rekabetçi ortamında işletmelerin en önemli hedeflerinden birisi verimliliği artırmak
KALİTE MALİYET -TESLİMAT
 Müşteri Ne İster? HATASIZ ÜRÜN Yüksek Kalite UYGUN FİYAT Düşük Maliyet DERHAL TESLİMAT Teslimat Süresi KALİTE MALİYET -TESLİMAT Değişim Kültürel Değişim Yalın Üretim Sistemi İşletmelerde Kaizen Kültürü
Müşteri Ne İster? HATASIZ ÜRÜN Yüksek Kalite UYGUN FİYAT Düşük Maliyet DERHAL TESLİMAT Teslimat Süresi KALİTE MALİYET -TESLİMAT Değişim Kültürel Değişim Yalın Üretim Sistemi İşletmelerde Kaizen Kültürü
BSH Bosch Siemens Ev Aletleri Satisfaction Kaizeni
 BSH Bosch Siemens Ev Aletleri Satisfaction Kaizeni DONDURUCU FLAP SIKI GEÇME PROBLEMİ Murat Balseven / Takım Lideri FIK/1 - N1 13.02.2012 B O S C H A N D S I E M E N S H O M E A P P L I A N C E S G R O
BSH Bosch Siemens Ev Aletleri Satisfaction Kaizeni DONDURUCU FLAP SIKI GEÇME PROBLEMİ Murat Balseven / Takım Lideri FIK/1 - N1 13.02.2012 B O S C H A N D S I E M E N S H O M E A P P L I A N C E S G R O
2017_GB_JAN_09_Just-Do-It 5KM Üretim Adetlerinin Arttırılması
 2017_GB_JAN_09_Just-Do-It 5KM Üretim Adetlerinin Arttırılması 1. Adım: Konu Seçimi 5KM Ortalama Üretim Adet 100,0% 90,0% 6% 5KM OEE ve Kayıpları Trendi 9% 16% 16% 16% 13% 14% 18% 17% 23% Performans Kayıpları
2017_GB_JAN_09_Just-Do-It 5KM Üretim Adetlerinin Arttırılması 1. Adım: Konu Seçimi 5KM Ortalama Üretim Adet 100,0% 90,0% 6% 5KM OEE ve Kayıpları Trendi 9% 16% 16% 16% 13% 14% 18% 17% 23% Performans Kayıpları
«Hava Kompresörlerinde Enerji Tasarrufu Proje Çalışması» «Project Work: Energy Saving in Air Compressors»
 «Hava Kompresörlerinde Enerji Tasarrufu Proje Çalışması» «Project Work: Energy Saving in Air Compressors» Sedat Geveli (Demisaş Döküm Emaye Mamulleri Sanayi A.Ş.) 2.Oturum: Döküm Teknolojileri Demir -
«Hava Kompresörlerinde Enerji Tasarrufu Proje Çalışması» «Project Work: Energy Saving in Air Compressors» Sedat Geveli (Demisaş Döküm Emaye Mamulleri Sanayi A.Ş.) 2.Oturum: Döküm Teknolojileri Demir -
Yönetim Sistemleri Eğitimleri
 Yönetim Sistemleri Eğitimleri ISO 9001-2008 /2015 EĞİTİMİ Kuruluşlarında kalite yönetim sistemi kuracak, geliştirecek ve/veya uygulayacak katılımcılara kalitenin tanımlarını ve kalite yönetim prensiplerini
Yönetim Sistemleri Eğitimleri ISO 9001-2008 /2015 EĞİTİMİ Kuruluşlarında kalite yönetim sistemi kuracak, geliştirecek ve/veya uygulayacak katılımcılara kalitenin tanımlarını ve kalite yönetim prensiplerini
Yalın Enstitü. www.lean.org.tr. www.lean.org.tr
 İş standardı : Yapılacak iş için belirlenen tanımlamalar/standart-kriter Standart iş : Belirlenen standartların aynı şekilde uygulanması Standart iş yönetimi : İş standartları ve standart iş yöntemini
İş standardı : Yapılacak iş için belirlenen tanımlamalar/standart-kriter Standart iş : Belirlenen standartların aynı şekilde uygulanması Standart iş yönetimi : İş standartları ve standart iş yöntemini
Hasar Claimlerini Azaltma GM Depo Operasyonu
 Hasar Claimlerini Azaltma GM Depo Operasyonu 16.10.2014 İzmir, Türkiye Hasar Claimlerini Azaltma Konu seçimi Hedefin konması Ekibin oluşturulması Mevcut durumun tespiti Proje planı Analiz Uygulamalar Doğrulama
Hasar Claimlerini Azaltma GM Depo Operasyonu 16.10.2014 İzmir, Türkiye Hasar Claimlerini Azaltma Konu seçimi Hedefin konması Ekibin oluşturulması Mevcut durumun tespiti Proje planı Analiz Uygulamalar Doğrulama
Kısaca Yalın Düşünce. www.unitedpartners-tr.com
 Kısaca Yalın Düşünce Yalın Düşünce nin Temel Prensipleri YALIN LİDERLİK (LEAN LEADERSHIP) MÜKEMMELLİK (PERFECTION) DEĞER (VALUE) ÇEKME SİSTEMİ (PULL SYSTEM) DEĞER AKIŞI (VALUE STREAM) SÜREKLİ AKIŞ (FLOW)
Kısaca Yalın Düşünce Yalın Düşünce nin Temel Prensipleri YALIN LİDERLİK (LEAN LEADERSHIP) MÜKEMMELLİK (PERFECTION) DEĞER (VALUE) ÇEKME SİSTEMİ (PULL SYSTEM) DEĞER AKIŞI (VALUE STREAM) SÜREKLİ AKIŞ (FLOW)
ARÇELİK A.Ş. BUZDOLABI İŞLETMESİ ERGONOMİK RİSK ANALİZİ VE RİSKİN HARİTALANDIRILMASI. Gizem DENİZ
 ARÇELİK A.Ş. BUZDOLABI İŞLETMESİ ERGONOMİK RİSK ANALİZİ VE RİSKİN HARİTALANDIRILMASI Gizem DENİZ ARÇELİK DEMEK 1955 den bugüne yarım asırdan fazla tecrübe Ev yaşamına yönelik dayanıklı tüketim malları,
ARÇELİK A.Ş. BUZDOLABI İŞLETMESİ ERGONOMİK RİSK ANALİZİ VE RİSKİN HARİTALANDIRILMASI Gizem DENİZ ARÇELİK DEMEK 1955 den bugüne yarım asırdan fazla tecrübe Ev yaşamına yönelik dayanıklı tüketim malları,
İdeal Kurumsal Hizmetler Sanayi ve Ticaret Ltd. Şti. Tüm Hakları Saklıdır.
 dahafazladeğer İnsana saygı ve sürekli gelişime dayalı Toyota iş yönetimi ve gelişimi modelini uygulayarak şirketlerin cirolarını ve karlılıklarını artırmak, sürekli ve sağlıklı büyümelerini sağlamak amacıyla
dahafazladeğer İnsana saygı ve sürekli gelişime dayalı Toyota iş yönetimi ve gelişimi modelini uygulayarak şirketlerin cirolarını ve karlılıklarını artırmak, sürekli ve sağlıklı büyümelerini sağlamak amacıyla
INDEX - İÇİNDEKİLER 1 - HAKKIMIZDA REFERANSLAR A - ISITMA SOĞUTMA... B - ELEKTRİK ELEKTRONİK... C - BEYAZ EŞYA... D - OTOMOTİV...
 INDEX - İÇİNDEKİLER 1 - HAKKIMIZDA... 1 2 - REFERANSLAR A - ISITMA SOĞUTMA... B - ELEKTRİK ELEKTRONİK... C - BEYAZ EŞYA... D - OTOMOTİV... 2 3 4 5 3 - İZMİR KALIP FABRİKA A - KALIP İŞLETMESİ... B - PRES
INDEX - İÇİNDEKİLER 1 - HAKKIMIZDA... 1 2 - REFERANSLAR A - ISITMA SOĞUTMA... B - ELEKTRİK ELEKTRONİK... C - BEYAZ EŞYA... D - OTOMOTİV... 2 3 4 5 3 - İZMİR KALIP FABRİKA A - KALIP İŞLETMESİ... B - PRES
BUTİK HAT TASARIM, ÜRETİM ve KURULUMLARI (AGV, ANDON, Poka-Yoke, Manipülatörler destekli)
") BUTİK HAT TASARIM, ÜRETİM ve KURULUMLARI (AGV, ANDON, Poka-Yoke, Manipülatörler destekli) 1 İÇİNDEKİLER ERASYS MÜHENDİSLİK olarak ihtiyaca göre tamamen butik üretim hatları tasarlıyor, üretiyor, kuruyor
BUTİK HAT TASARIM, ÜRETİM ve KURULUMLARI (AGV, ANDON, Poka-Yoke, Manipülatörler destekli) 1 İÇİNDEKİLER ERASYS MÜHENDİSLİK olarak ihtiyaca göre tamamen butik üretim hatları tasarlıyor, üretiyor, kuruyor
OTOPSİ KAİZEN PROJE EKİBİ SUNUMU 21. KALİTE ÇEMBERLERİ PAYLAŞIM KONFERANSI SUNUMU
 OTOPSİ KAİZEN PROJE EKİBİ SUNUMU OTOPSİ KAİZEN NEDİR? Bu projede Otopsi Kaizen ekibi olarak Satış Sonrası Hizmetlerden elde edilen veriler dikkate alınarak en çok müşteri şikayetine sebep olan konular
OTOPSİ KAİZEN PROJE EKİBİ SUNUMU OTOPSİ KAİZEN NEDİR? Bu projede Otopsi Kaizen ekibi olarak Satış Sonrası Hizmetlerden elde edilen veriler dikkate alınarak en çok müşteri şikayetine sebep olan konular
ELEKTROMED. Elektronik Adamlar Kaizen Ekibi
 ELEKTROMED Elektronik Adamlar Kaizen Ekibi Yeni Nesil Su Sayacı Üretiminde Proje Adı Proje No Elektronik Adamlar K.RP.092 Optimizasyon Proje Tarihi 05.01.2014 Proje Ekibi Yasemin CAN Ekip Lideri Mehmet
ELEKTROMED Elektronik Adamlar Kaizen Ekibi Yeni Nesil Su Sayacı Üretiminde Proje Adı Proje No Elektronik Adamlar K.RP.092 Optimizasyon Proje Tarihi 05.01.2014 Proje Ekibi Yasemin CAN Ekip Lideri Mehmet
1. Konu. Yüzey Kontrolde Ayrılan Kumaş Firelerinin Azaltılması
 27. 09.2018 1. Konu Yüzey Kontrolde Ayrılan Kumaş Firelerinin Azaltılması 2. Takım ZİRVE EKİBİ ( 17.07.2017) Sponsor Lider Üye Üye Üye Üye Üye Üye Nihal TEKİN Ergül Sürücü (Yüzey Kontrol) Hakan Akay (Kalite
27. 09.2018 1. Konu Yüzey Kontrolde Ayrılan Kumaş Firelerinin Azaltılması 2. Takım ZİRVE EKİBİ ( 17.07.2017) Sponsor Lider Üye Üye Üye Üye Üye Üye Nihal TEKİN Ergül Sürücü (Yüzey Kontrol) Hakan Akay (Kalite
OFİS SÜREÇLERİNDE YALINLAŞMA
 OFİS SÜREÇLERİNDE YALINLAŞMA 05.10.2013 Onur ARTIIŞIK Organizasyonel Gelişim Uzmanı İnsan Kaynakları Direktörlüğü 1 20 Novembre, 2010 Genel Ofis Süreçlerinde Yalınlaşma Yalınlık Ofis Süreçlerinde Yalınlaşma
OFİS SÜREÇLERİNDE YALINLAŞMA 05.10.2013 Onur ARTIIŞIK Organizasyonel Gelişim Uzmanı İnsan Kaynakları Direktörlüğü 1 20 Novembre, 2010 Genel Ofis Süreçlerinde Yalınlaşma Yalınlık Ofis Süreçlerinde Yalınlaşma
1.ÜRETİM VE ÜRETİM YÖNETİMİ KAVRAMI
 ÜRETİM YÖNETİMİ 1.ÜRETİM VE ÜRETİM YÖNETİMİ KAVRAMI 1.1. ÜRETİM TANIMI İktisat dilinde, üretim; her türlü fayda yaratma (şekil değişikliği, zaman değişikliği, mekan değişikliği... vb ile) veya iktisadi
ÜRETİM YÖNETİMİ 1.ÜRETİM VE ÜRETİM YÖNETİMİ KAVRAMI 1.1. ÜRETİM TANIMI İktisat dilinde, üretim; her türlü fayda yaratma (şekil değişikliği, zaman değişikliği, mekan değişikliği... vb ile) veya iktisadi
SORU 1. Eleman nedir, temel özellikleri nelerdir? İşlere ilişkin elemanları örnek de vererek yazınız.
 Öğrenci Numarası Adı ve Soyadı İmzası: SORU. Eleman nedir, temel özellikleri nelerdir? İşlere ilişkin elemanları örnek de vererek yazınız. SORU. İş ölçümünde ölçülen bileşenleri (insan/makine) yazınız
Öğrenci Numarası Adı ve Soyadı İmzası: SORU. Eleman nedir, temel özellikleri nelerdir? İşlere ilişkin elemanları örnek de vererek yazınız. SORU. İş ölçümünde ölçülen bileşenleri (insan/makine) yazınız
BİLGİSAYAR DESTEKLİ PROJE PLANLAMASI VE PROGRAMLAMASI DERSÝ Proje Planlama ve Programlama Teknikleri
 Ý.T.Ü. FEN BİLİMLERİ ENSTİTÜSÜ * BİNA YAPIM YÖNETİMİ PROGRAMI BİLGİSAYAR DESTEKLİ PROJE PLANLAMASI VE PROGRAMLAMASI DERSÝ Proje Planlama ve Programlama Teknikleri Dr. Alaattin KANOÐLU BAHAR, 2001-02 02
Ý.T.Ü. FEN BİLİMLERİ ENSTİTÜSÜ * BİNA YAPIM YÖNETİMİ PROGRAMI BİLGİSAYAR DESTEKLİ PROJE PLANLAMASI VE PROGRAMLAMASI DERSÝ Proje Planlama ve Programlama Teknikleri Dr. Alaattin KANOÐLU BAHAR, 2001-02 02
SAC PARÇA ÜRETİM BÖLÜMÜNDE ENERJİ ANALİZÖRLERİYLE VERİMLİLİĞİ ARTTIRMA AMAÇLI İŞ EMRİ TAKİP, VERİ TOPLAMA ve ANALİZ SİSTEMİ OTOMASYONUNUN KURULMASI
 AR-GE MERKEZLERİ İYİ UYGULAMA ÖRNEKLERİ PAYLAŞIM TOPLANTISI AR-GE YÖNETİMİ YILDIZ KALIP SAN. TİC. A.Ş. SAC PARÇA ÜRETİM BÖLÜMÜNDE ENERJİ ANALİZÖRLERİYLE VERİMLİLİĞİ ARTTIRMA AMAÇLI İŞ EMRİ TAKİP, VERİ
AR-GE MERKEZLERİ İYİ UYGULAMA ÖRNEKLERİ PAYLAŞIM TOPLANTISI AR-GE YÖNETİMİ YILDIZ KALIP SAN. TİC. A.Ş. SAC PARÇA ÜRETİM BÖLÜMÜNDE ENERJİ ANALİZÖRLERİYLE VERİMLİLİĞİ ARTTIRMA AMAÇLI İŞ EMRİ TAKİP, VERİ
Ergonominin Amacı ve Goodyear Ergonomi Ekip Çalışmaları. Goodyear İzmit İş Güvenliği ve Çevre Bölümü
 Ergonominin Amacı ve Goodyear Ergonomi Ekip Çalışmaları Gönül YÜZBEY İş Güvenliği i ve Çevre MüdürüM ŞİRKET HAKKINDA 1898 de A.B.D nin Ohio eyaletinin Akron kentinde kuruldu. İsmini, vulkanizasyon işlemini
Ergonominin Amacı ve Goodyear Ergonomi Ekip Çalışmaları Gönül YÜZBEY İş Güvenliği i ve Çevre MüdürüM ŞİRKET HAKKINDA 1898 de A.B.D nin Ohio eyaletinin Akron kentinde kuruldu. İsmini, vulkanizasyon işlemini
Özellikler: Bilinen şudur ki, Ses Teknolojileri en iyi toplama işleminde performans
 Özellikler: Bilinen şudur ki, Ses Teknolojileri en iyi toplama işleminde performans gösterir. Fakat ses teknolojileri depo yönetiminin her aşamasında kullanılabilir. MAL KABUL Gelen Malın kabulü Etiketleme
Özellikler: Bilinen şudur ki, Ses Teknolojileri en iyi toplama işleminde performans gösterir. Fakat ses teknolojileri depo yönetiminin her aşamasında kullanılabilir. MAL KABUL Gelen Malın kabulü Etiketleme
2013-2014 Bahar Y.Y. E-Mühendislik Yönetimi Proje Dersi Danışman Listesi ve İlgi Alanları
 2013-2014 Bahar Y.Y. E-Mühendislik Yönetimi Proje Dersi Danışman Listesi ve İlgi Alanları Prof. Dr. Orhan TORKUL 1. Bilişim Sistemleri Analiz ve Tasarımı 2. İş Zekası Sistemleri 3. Ortak Çalışma Sistemleri
2013-2014 Bahar Y.Y. E-Mühendislik Yönetimi Proje Dersi Danışman Listesi ve İlgi Alanları Prof. Dr. Orhan TORKUL 1. Bilişim Sistemleri Analiz ve Tasarımı 2. İş Zekası Sistemleri 3. Ortak Çalışma Sistemleri
"Hep birlikte ileriye..." sloganıyla firmamız 2015 yılında da yeni müşterileriyle büyümeyi hedeflemektedir.
 DÜNDARLAR MAKİNA 1 Dündarlar Makina Sanayi ve Ticaret Limited Şirket 1995 yılında 900 m2 kapalı alanda faaliyetine başlayan firmamız hızla büyüyerek 2009 yılında 6500 m2 kapalı, 6000 m2 açık alanda üzere
DÜNDARLAR MAKİNA 1 Dündarlar Makina Sanayi ve Ticaret Limited Şirket 1995 yılında 900 m2 kapalı alanda faaliyetine başlayan firmamız hızla büyüyerek 2009 yılında 6500 m2 kapalı, 6000 m2 açık alanda üzere
SEÇİL KAUÇUK AK GIDA. O-Ring Kaizen. Ekibi. Lüleburgaz. Kaizen Ekibi
 SEÇİL KAUÇUK AK GIDA O-Ring Kaizen Lüleburgaz Ekibi Kaizen Ekibi YILDIZ MÜKEMMELLİK YOLU AK GIDA YILDIZ GELİŞTİRME TAKIMI SUNUMU Primodan Yoğurt Dolum Makinesi Folyo Değişim Sürelerinin Azaltılması METODOLOJİ
SEÇİL KAUÇUK AK GIDA O-Ring Kaizen Lüleburgaz Ekibi Kaizen Ekibi YILDIZ MÜKEMMELLİK YOLU AK GIDA YILDIZ GELİŞTİRME TAKIMI SUNUMU Primodan Yoğurt Dolum Makinesi Folyo Değişim Sürelerinin Azaltılması METODOLOJİ
Kaizen No: 259. ITE Torque-Plate Yüzey Tırlama Kalite Problemi
 Kaizen No: 259 ITE Torque-Plate Yüzey Tırlama Kalite Problemi 1 KONU SEÇİMİ 2017 yılı CNC hattı yeniden işleme oranı = %0,63 (yeniden işleme süresi/toplam çalışma süresi) 2017 yılı CNC hattı yeniden işleme
Kaizen No: 259 ITE Torque-Plate Yüzey Tırlama Kalite Problemi 1 KONU SEÇİMİ 2017 yılı CNC hattı yeniden işleme oranı = %0,63 (yeniden işleme süresi/toplam çalışma süresi) 2017 yılı CNC hattı yeniden işleme
ÖNCE-SONRA KAIZEN İÇERİK FORMU (Ek 2)
") ÖNCE-SONRA KAIZEN İÇERİK FORMU (Ek 2) Kaizen Konusu : TEL SEPET ÜRETİMİ SEKTÖR KESME GÜRÜLTÜSÜ AZALTMA Tarih :15.05.2017 Takım Üyeleri ve Görevleri : Anıl Yıldırım Sürekli İyileştirme Birim Lideri Serkan
ÖNCE-SONRA KAIZEN İÇERİK FORMU (Ek 2) Kaizen Konusu : TEL SEPET ÜRETİMİ SEKTÖR KESME GÜRÜLTÜSÜ AZALTMA Tarih :15.05.2017 Takım Üyeleri ve Görevleri : Anıl Yıldırım Sürekli İyileştirme Birim Lideri Serkan
AGV NEDİR ve UYGULAMA ÖRNEKLERİ
 AGV NEDİR ve UYGULAMA ÖRNEKLERİ İÇİNDEKİLER ERASYS MÜHENDİSLİK olarak ihtiyaca göre kapasite, hız, ebat gibi özelliklerde AGV ve yan sistemlerini TASARLIYOR, ÜRETİYOR ve KURULUMUNU YAPIYORUZ. Tüm sistemi
AGV NEDİR ve UYGULAMA ÖRNEKLERİ İÇİNDEKİLER ERASYS MÜHENDİSLİK olarak ihtiyaca göre kapasite, hız, ebat gibi özelliklerde AGV ve yan sistemlerini TASARLIYOR, ÜRETİYOR ve KURULUMUNU YAPIYORUZ. Tüm sistemi
WeighTrue. Hammaddelerin doğru tartımından emin olun. İşçi hatalarından soyutlanmış tartım işleriniz için.
 WeighTrue Hammaddelerin doğru tartımından emin olun İşçi hatalarından soyutlanmış tartım işleriniz için www.artoksi.com WeighTrue size ne sunar? Sipariş takibi - Gelen siparişler - İşleme alınan siparişler
WeighTrue Hammaddelerin doğru tartımından emin olun İşçi hatalarından soyutlanmış tartım işleriniz için www.artoksi.com WeighTrue size ne sunar? Sipariş takibi - Gelen siparişler - İşleme alınan siparişler
REXAM KALĐTE KAIZEN
 REXAM 2013-2014 KALĐTE KAIZEN EMEĞĐN MÜKEMMELLĐĞE DÖNÜŞTÜĞÜ YER HAZIRLAYAN : UĞUR ÖZÇELĐK GÖREVĐ : KALĐTE GÜVENCE YÖNETĐCĐSĐ 1 KONU SEÇİMİ HEDEF Kalıp çizilmesi kaynaklı bloke ürünlerin sayısındaki artış,
REXAM 2013-2014 KALĐTE KAIZEN EMEĞĐN MÜKEMMELLĐĞE DÖNÜŞTÜĞÜ YER HAZIRLAYAN : UĞUR ÖZÇELĐK GÖREVĐ : KALĐTE GÜVENCE YÖNETĐCĐSĐ 1 KONU SEÇİMİ HEDEF Kalıp çizilmesi kaynaklı bloke ürünlerin sayısındaki artış,
HER ŞEY ŞİMDİ BAŞLIYOR!
 MikroFly da Ana Paketin İçerdiği Modüller Stok/ürün yönetimi Hizmet ve masraf yönetimi Satınalma ve tedarikçi yönetimi Satış ve müşteri yönetimi Finans yönetimi Bütçe yönetimi Genel ve sabit kıymetler
MikroFly da Ana Paketin İçerdiği Modüller Stok/ürün yönetimi Hizmet ve masraf yönetimi Satınalma ve tedarikçi yönetimi Satış ve müşteri yönetimi Finans yönetimi Bütçe yönetimi Genel ve sabit kıymetler
HAKKIMIZDA.
 HAKKIMIZDA 25 yıllık perakende lojistiği deneyimimiz boyunca birçok ulusal, uluslararası mağaza zincirlerinin ve özellikle de yerel zincir ana distribütörlerinin ve otomotiv sektörünün lojistik operasyonlarında
HAKKIMIZDA 25 yıllık perakende lojistiği deneyimimiz boyunca birçok ulusal, uluslararası mağaza zincirlerinin ve özellikle de yerel zincir ana distribütörlerinin ve otomotiv sektörünün lojistik operasyonlarında
ORTA ANADOLU Önce / Sonra Kaizenleri
 ORTA ANADOLU Önce / Sonra Kaizenleri ORTA ANADOLU MÜKEMMELLİK YOLCULUĞUMUZ Bir Karamancı Holding şirketi olan Orta Anadolu Tekstil, 1953 yılında entegre iplik ve dokuma fabrikası olarak Kayseri de kurulmuştur.
ORTA ANADOLU Önce / Sonra Kaizenleri ORTA ANADOLU MÜKEMMELLİK YOLCULUĞUMUZ Bir Karamancı Holding şirketi olan Orta Anadolu Tekstil, 1953 yılında entegre iplik ve dokuma fabrikası olarak Kayseri de kurulmuştur.
Özhan KİP Mak.Müh. Özgün Isı İnş.San.Tic.Ltd.Şti. Üretim Planlama Müd. Yalın Üretim/Kaizen
 Değerli Okurlar; Sizlere faydalı olacağına inandığım ve günümüz üretim sisteminin vaz geçilmez kavramlarından biri olan kaizen ve yalın üretim konusunda elimden geldiği kadar bilgi ve deneyimlerimi paylaşmayı
Değerli Okurlar; Sizlere faydalı olacağına inandığım ve günümüz üretim sisteminin vaz geçilmez kavramlarından biri olan kaizen ve yalın üretim konusunda elimden geldiği kadar bilgi ve deneyimlerimi paylaşmayı
İŞ SAĞLIĞI VE GÜVENLİĞİ(İSG) YÖNETİMİNDE KULLANILAN TEKNİKLER İLE VERİMLİLİK ARTIŞINDA KULLANILAN 5S TEKNİĞİNİN ORTAK YÖNLERİ
 YÖNETİMİNDE KULLANILAN TEKNİKLER İLE VERİMLİLİK ARTIŞINDA KULLANILAN 5S TEKNİĞİNİN ORTAK YÖNLERİ") KIRIKKALE ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ ENDÜSTRİ MÜHENDİSLİĞİ BÖLÜMÜ İŞ SAĞLIĞI VE GÜVENLİĞİ(İSG) YÖNETİMİNDE KULLANILAN TEKNİKLER İLE VERİMLİLİK ARTIŞINDA KULLANILAN 5S TEKNİĞİNİN ORTAK YÖNLERİ ÖĞR.
KIRIKKALE ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ ENDÜSTRİ MÜHENDİSLİĞİ BÖLÜMÜ İŞ SAĞLIĞI VE GÜVENLİĞİ(İSG) YÖNETİMİNDE KULLANILAN TEKNİKLER İLE VERİMLİLİK ARTIŞINDA KULLANILAN 5S TEKNİĞİNİN ORTAK YÖNLERİ ÖĞR.
İŞ AKIŞI ve YERLEŞTİRME TİPLERİ
 İŞ AKIŞI ve YERLEŞTİRME TİPLERİ İş akışı tipleri önce, fabrika binasının tek veya çok katlı olmasına göre, yatay ve düşey olmak üzere iki grupta toplanabilir. Yatay iş akışı tiplerinden bazı örneklerde
İŞ AKIŞI ve YERLEŞTİRME TİPLERİ İş akışı tipleri önce, fabrika binasının tek veya çok katlı olmasına göre, yatay ve düşey olmak üzere iki grupta toplanabilir. Yatay iş akışı tiplerinden bazı örneklerde
NAMIK KEMAL ÜNİVERSİTESİ ÇORLU MÜHENDİSLİK FAKÜLTESİ ENDÜSTRİ MÜHENDİSLİĞİ BÖLÜMÜ STAJ KURALLARI
 NAMIK KEMAL ÜNİVERSİTESİ ÇORLU MÜHENDİSLİK FAKÜLTESİ ENDÜSTRİ MÜHENDİSLİĞİ BÖLÜMÜ STAJ KURALLARI AMAÇ MADDE 1 Bu staj kurallarının amacı Namık Kemal Üniversitesi Çorlu Mühendislik Fakültesi Endüstri Mühendisliği
NAMIK KEMAL ÜNİVERSİTESİ ÇORLU MÜHENDİSLİK FAKÜLTESİ ENDÜSTRİ MÜHENDİSLİĞİ BÖLÜMÜ STAJ KURALLARI AMAÇ MADDE 1 Bu staj kurallarının amacı Namık Kemal Üniversitesi Çorlu Mühendislik Fakültesi Endüstri Mühendisliği
Fırın ve Setüstü Ocakların Gaz Kollektörlerinin gruplandırıldığı atölyedeki iş akışının ve proseslerin iyileştirilmesi.
 . Konu Fırın ve Setüstü Ocakların Gaz Kollektörlerinin gruplandırıldığı atölyedeki iş akışının ve proseslerin iyileştirilmesi. Atölye içerisindeki malzeme akışının ve WIP in optimizasyonu. Kaliteye doğrudan
. Konu Fırın ve Setüstü Ocakların Gaz Kollektörlerinin gruplandırıldığı atölyedeki iş akışının ve proseslerin iyileştirilmesi. Atölye içerisindeki malzeme akışının ve WIP in optimizasyonu. Kaliteye doğrudan
BÖLÜM 1 TEDARİK ZİNCİRİ
 İÇİNDEKİLER BÖLÜM 1 TEDARİK ZİNCİRİ 1.1. Niçin Tedarik Zinciri?... 1 1.2. Tedarik Zinciri ve Tedarik Zinciri Yönetimi... 3 1.3. Tedarik Zinciri Yapısı... 5 1.4. İş Modelleri... 6 Kaynaklar... 7 BÖLÜM 2
İÇİNDEKİLER BÖLÜM 1 TEDARİK ZİNCİRİ 1.1. Niçin Tedarik Zinciri?... 1 1.2. Tedarik Zinciri ve Tedarik Zinciri Yönetimi... 3 1.3. Tedarik Zinciri Yapısı... 5 1.4. İş Modelleri... 6 Kaynaklar... 7 BÖLÜM 2
AMAÇ İş yerinde bulunan ve sağlık açısından risk oluşturan faktörleri etkili bir şekilde kontrol altına alarak çalışanlar için sağlıklı ve güvenli bir
 BİR TOPLUM SAĞLIĞI MERKEZİ MASA BAŞI ÇALIŞMA OFİSLERİNİN ERGONOMİK AÇIDAN DEĞERLENDİRİLMESİ VE ÇALIŞANLARIN SAĞLIK YAKINMALARINA ERGONOMİ GİRİŞİMİNİN ETKİSİ Uzm. Dr. İsmail Hakkı TUNÇEZ Yard. Doç. Dr.
BİR TOPLUM SAĞLIĞI MERKEZİ MASA BAŞI ÇALIŞMA OFİSLERİNİN ERGONOMİK AÇIDAN DEĞERLENDİRİLMESİ VE ÇALIŞANLARIN SAĞLIK YAKINMALARINA ERGONOMİ GİRİŞİMİNİN ETKİSİ Uzm. Dr. İsmail Hakkı TUNÇEZ Yard. Doç. Dr.
MAZİ İLE MUZARİ Ankara - 11 Ekim 2012
 MAZİ İLE MUZARİ Ankara - 11 Ekim 2012 HBTR Tarihçe HB Know How Transferi Metot ve Operasyon Standardizasyonu TKY Felsefesi MT Programı Vizyon Misyon Temel Değerler Süreç Yönetim Sistemi Hedeflerle Yönetim
MAZİ İLE MUZARİ Ankara - 11 Ekim 2012 HBTR Tarihçe HB Know How Transferi Metot ve Operasyon Standardizasyonu TKY Felsefesi MT Programı Vizyon Misyon Temel Değerler Süreç Yönetim Sistemi Hedeflerle Yönetim
TREND LOJİSTİK. Gelişen Lojistik Uygulamalar. ATİLLA YILDIZTEKİN Lojistik Yönetim Danışmanı atillayildiztekin@yahoo.com
 TREND LOJİSTİK Gelişen Lojistik Uygulamalar Depo Yönetimi LOGIMEX 11 1 Mart 2012 ATİLLA YILDIZTEKİN Lojistik Yönetim Danışmanı atillayildiztekin@yahoo.com 1 Depolamanın Yeri Tedarik Zinciri Lojistik Depolama
TREND LOJİSTİK Gelişen Lojistik Uygulamalar Depo Yönetimi LOGIMEX 11 1 Mart 2012 ATİLLA YILDIZTEKİN Lojistik Yönetim Danışmanı atillayildiztekin@yahoo.com 1 Depolamanın Yeri Tedarik Zinciri Lojistik Depolama
ISO 22000 PROSES YAKLAŞIMI TALİMATI
 ISO 22000 PROSES YAKLAŞIMI TALİMATI DOK. NO TL-KAL-11 REV. NO 00 YAYIN TAR. REV. TAR. SAYFA 1/9 NO 1. AMAÇ-KAPSAM Bu talimatın amacı, fabrikamızda ISO 22000 proseslerinin tanımlanması, etkileşimi ve veri
ISO 22000 PROSES YAKLAŞIMI TALİMATI DOK. NO TL-KAL-11 REV. NO 00 YAYIN TAR. REV. TAR. SAYFA 1/9 NO 1. AMAÇ-KAPSAM Bu talimatın amacı, fabrikamızda ISO 22000 proseslerinin tanımlanması, etkileşimi ve veri
Boyahane Yükleme Seviyesinin Arttırılması
 Boyahane Yükleme Seviyesinin Arttırılması KONU SEÇİMİ 86,00% 84,00% UCL=85,00% 82,00% Boyahane OEE 80,00% 78,00% 76,00% 74,00% _ X=78,51% 72,00% LCL=72,02% 70,00% 1 1 Oca/15 Mar/15 May/15 Tem/15 Eyl/15
Boyahane Yükleme Seviyesinin Arttırılması KONU SEÇİMİ 86,00% 84,00% UCL=85,00% 82,00% Boyahane OEE 80,00% 78,00% 76,00% 74,00% _ X=78,51% 72,00% LCL=72,02% 70,00% 1 1 Oca/15 Mar/15 May/15 Tem/15 Eyl/15
Aslı Ceyhan. Endüstri Yüksek Mühendisi 01 Osmangazi Üniversitesi İdeal Kurumsal Hizmetler Danışman, Eğitmen
 Aslı Ceyhan Endüstri Yüksek Mühendisi 01 Osmangazi Üniversitesi 2014- İdeal Kurumsal Hizmetler Danışman, Eğitmen 2005-2014 Coşkunöz Metal Form Lojistik Operasyon Kısım Müdürü Lojistik Mühendislik Kısım
Aslı Ceyhan Endüstri Yüksek Mühendisi 01 Osmangazi Üniversitesi 2014- İdeal Kurumsal Hizmetler Danışman, Eğitmen 2005-2014 Coşkunöz Metal Form Lojistik Operasyon Kısım Müdürü Lojistik Mühendislik Kısım
BİR OTOMOTİV FABRİKASININ ALT MONTAJ İŞLEMLERİNDE İSRAF AZALTIMI
 V. Ulusal Üretim Araştırmaları Sempozyumu, İstanbul Ticaret Üniversitesi, 25-27 Kasım 25 BİR OTOMOTİV FABRİKASININ ALT MONTAJ İŞLEMLERİNDE İSRAF AZALTIMI Onur ARTIIŞIK İstanbul Teknik Üniversitesi Semra
V. Ulusal Üretim Araştırmaları Sempozyumu, İstanbul Ticaret Üniversitesi, 25-27 Kasım 25 BİR OTOMOTİV FABRİKASININ ALT MONTAJ İŞLEMLERİNDE İSRAF AZALTIMI Onur ARTIIŞIK İstanbul Teknik Üniversitesi Semra
YÖNETİMİN SAĞLIK SEKTÖRÜNDE UYGULANABİLİRLİĞİ. Neslihan ŞİMŞEK İNÖNÜ ÜNİVERSİTESİ
 YALIN YÖNETİMİN SAĞLIK SEKTÖRÜNDE UYGULANABİLİRLİĞİ Neslihan ŞİMŞEK İNÖNÜ ÜNİVERSİTESİ GİRİŞ Sağlıkta artan maliyetleri ve israfı azaltmak, kaliteyi artırmak, hasta ve çalışan memnuniyetini artırmak Yalın
YALIN YÖNETİMİN SAĞLIK SEKTÖRÜNDE UYGULANABİLİRLİĞİ Neslihan ŞİMŞEK İNÖNÜ ÜNİVERSİTESİ GİRİŞ Sağlıkta artan maliyetleri ve israfı azaltmak, kaliteyi artırmak, hasta ve çalışan memnuniyetini artırmak Yalın
TOPLAM VERİMLİ BAKIM 1.GİRİŞ 2.YALIN ÜRETİM
 TOPLAM VERİMLİ BAKIM TKY405 Toplam Kalite Yönetimi Doç.Dr. Nihal ERGİNEL 1.GİRİŞ Müşteri taleplerinin hızla değiştiği, Kuruluşlar arasındaki rekabetin giderek daha da arttığı günümüzde; Firmalar varlıklarını
TOPLAM VERİMLİ BAKIM TKY405 Toplam Kalite Yönetimi Doç.Dr. Nihal ERGİNEL 1.GİRİŞ Müşteri taleplerinin hızla değiştiği, Kuruluşlar arasındaki rekabetin giderek daha da arttığı günümüzde; Firmalar varlıklarını
UÇAK MONTAJ PROBLEMLERİNİ AZALTMAYA YÖNELİK ÇALIŞMALAR. TASNİF DIŞI 1 TUSAŞ-TSKGV nin Bağlı Ortaklığıdır.
 UÇAK MONTAJ PROBLEMLERİNİ AZALTMAYA YÖNELİK ÇALIŞMALAR 1 1. Giriş, 2. Uçak Montajının Özellikleri, 3. İnceleme, 4. Sonuç 2 Hava aracı geliştirme aşamaları: Incose Sistem Mühendisliği El Kitabı. Gözden
UÇAK MONTAJ PROBLEMLERİNİ AZALTMAYA YÖNELİK ÇALIŞMALAR 1 1. Giriş, 2. Uçak Montajının Özellikleri, 3. İnceleme, 4. Sonuç 2 Hava aracı geliştirme aşamaları: Incose Sistem Mühendisliği El Kitabı. Gözden
Satınalma Yönetiminde 14 adımlık Tasarruf Listesi
 / Satınalma Tasarruf Listesi 1 Satınalma Yönetiminde 14 adımlık Tasarruf Listesi Bu sunum sadece cengizpak.com.tr site üyeleri içindir Hazırlayan : Cengiz Pak cengizpak.com.tr Avcının Silahı Kullanılabilir
/ Satınalma Tasarruf Listesi 1 Satınalma Yönetiminde 14 adımlık Tasarruf Listesi Bu sunum sadece cengizpak.com.tr site üyeleri içindir Hazırlayan : Cengiz Pak cengizpak.com.tr Avcının Silahı Kullanılabilir
KURSiS DANIŞMANLIK NE YAPTIK? SABİT ÜCRET YOK SEKTÖRÜN EN İYİSİYİZ!
 Rapor Tarihi: 9 Nisan 218 Pazartesi Kursis Danışmanlık tarafından hazırlanan; bugüne kadar yararlanmadığınız istihdam teşvikleriyle ilgili verimlilik raporunuzun detayları aşağıdadır. Bu teşviklerden kayıpsız
Rapor Tarihi: 9 Nisan 218 Pazartesi Kursis Danışmanlık tarafından hazırlanan; bugüne kadar yararlanmadığınız istihdam teşvikleriyle ilgili verimlilik raporunuzun detayları aşağıdadır. Bu teşviklerden kayıpsız
KAMU HASTANELERİNDE YALIN YAKLAŞIM VE ÖRNEK UYGULAMALAR. Uz. Dr. Elif GÜLER KAZANCI Tıbbi Hizmetler Başkanı
 KAMU HASTANELERİNDE YALIN YAKLAŞIM VE ÖRNEK UYGULAMALAR Uz. Dr. Elif GÜLER KAZANCI Tıbbi Hizmetler Başkanı KAMU HASTANELERİNDE SAĞLIK HİZMETİ SUNUMU 2003 yılından itibaren Sağlık Bakanlığı tarafından «Sağlıkta
KAMU HASTANELERİNDE YALIN YAKLAŞIM VE ÖRNEK UYGULAMALAR Uz. Dr. Elif GÜLER KAZANCI Tıbbi Hizmetler Başkanı KAMU HASTANELERİNDE SAĞLIK HİZMETİ SUNUMU 2003 yılından itibaren Sağlık Bakanlığı tarafından «Sağlıkta
DİŞ AÇMA HATTI EKİPMAN ARIZASI AZALTMA KAIZEN SUNUMU
 DİŞ AÇMA HATTI EKİPMAN ARIZASI AZALTMA KAIZEN SUNUMU Hema Endüstri, fabrika kayıp paretolarından hareketle ve kayıplara odaklı iyileştirme metodolojisi ile kaizen projelerini tetiklemektedir. Öncelikli
DİŞ AÇMA HATTI EKİPMAN ARIZASI AZALTMA KAIZEN SUNUMU Hema Endüstri, fabrika kayıp paretolarından hareketle ve kayıplara odaklı iyileştirme metodolojisi ile kaizen projelerini tetiklemektedir. Öncelikli
Önemli KPI Örnekleri
 Önemli KPI Örnekleri Ciro Satıştan elde edilen gelirlerin tümü Ciro Satış Miktarı Birim Satış Fiyatı Ciro Dağılımı (%) Ürün bazında ciro Kanal bazında ciro (yurtiçi, yurtdışı, fason vb.) Kâr merkezi (birim/grup
Önemli KPI Örnekleri Ciro Satıştan elde edilen gelirlerin tümü Ciro Satış Miktarı Birim Satış Fiyatı Ciro Dağılımı (%) Ürün bazında ciro Kanal bazında ciro (yurtiçi, yurtdışı, fason vb.) Kâr merkezi (birim/grup
ÜRETİM VE OPERASYON TAKİP SİSTEMLERİ
 ÜRETİM VE OPERASYON TAKİP SİSTEMLERİ Sinan Hoşgül Çorlu Fabrikası Üretim Müdürü Ajanda Üretim ve Operasyon Takip Sistemleri Manuel ve Yarı Otomasyon Takip Sistemlerinin Dezavantajları Otomatik Veri Akış
ÜRETİM VE OPERASYON TAKİP SİSTEMLERİ Sinan Hoşgül Çorlu Fabrikası Üretim Müdürü Ajanda Üretim ve Operasyon Takip Sistemleri Manuel ve Yarı Otomasyon Takip Sistemlerinin Dezavantajları Otomatik Veri Akış
PROJE NEDİR? MARKALAMA OKUNABİRLİLİĞİNİN ARTTIRILMASI
 PROJE NEDİR? MARKALAMA OKUNABİRLİLİĞİNİN ARTTIRILMASI 2014_WB_HLAlu_05 HİDRAZİN 1.Adım: Konu Seçimi 2.Adım: Hedefin Konması Voc- MÜŞTERİ İSTEKLERİ MARKALAMA OKUNABİLİR OLSUN MARKALAMA OKUNMASI İLE İLGİLİ
PROJE NEDİR? MARKALAMA OKUNABİRLİLİĞİNİN ARTTIRILMASI 2014_WB_HLAlu_05 HİDRAZİN 1.Adım: Konu Seçimi 2.Adım: Hedefin Konması Voc- MÜŞTERİ İSTEKLERİ MARKALAMA OKUNABİLİR OLSUN MARKALAMA OKUNMASI İLE İLGİLİ
Eskişehir Teknik Üniversitesi Mühendislik Fakültesi Endüstri Mühendisliği Bölümü. Doç. Dr. Nil ARAS ENM411 Tesis Planlaması Güz Dönemi
 Eskişehir Teknik Üniversitesi Mühendislik Fakültesi Endüstri Mühendisliği Bölümü Doç. Dr. Nil ARAS ENM411 Tesis Planlaması 2018-2019 Güz Dönemi 2 Tesis ihtiyaçlarının belirlenmesinde 3 önemli faktör Akış
Eskişehir Teknik Üniversitesi Mühendislik Fakültesi Endüstri Mühendisliği Bölümü Doç. Dr. Nil ARAS ENM411 Tesis Planlaması 2018-2019 Güz Dönemi 2 Tesis ihtiyaçlarının belirlenmesinde 3 önemli faktör Akış