FEN BİLİMLERİ ENSTİTÜSÜ / ENDÜSTRİYEL TASARIM MÜHENDİSLİĞİ TASARIMDAN ÜRETİME ALIŞILMAMIŞ İŞLEME PROSESLERİ
|
|
|
- Irmak Müjde
- 5 yıl önce
- İzleme sayısı:
Transkript

1 FEN BİLİMLERİ ENSTİTÜSÜ / ENDÜSTRİYEL TASARIM MÜHENDİSLİĞİ TASARIMDAN ÜRETİME ALIŞILMAMIŞ İŞLEME PROSESLERİ Prof. Dr. Adnan AKKURT 2016
2 Dersin Değerlendirmesi Ödev, Sınav ve Değerlendirme: Başarı notunun hesaplanmasında, Ara sınav notunun ağırlığı % 40, Final sınavı notunun ağırlığı da % 60 olacaktır. Vize: Alışılmamış imalat yöntemleri içerikli araştırma ödevi verilecektir. Final : Ders planı kapsamında alışılmamış imalat yöntemleri konularını kapsayan yazılı sınav yapılacaktır.
3 HAFTALIK DERS PLANI Hafta İçerik ve Konular 1. Hafta İleri yüzey işleme sistemlerine genel bir bakış. Mevcut sistemlerle karşılaştırılması. 2. Hafta İşlemlerde kullanılan enerji türüne göre sınıflandırılması. Yöntemlerin işlem prensipleri 3. Hafta Su Jeti ile yüzey işleme sistemleri, özellikleri, çalışma prensipleri 4. Hafta Jet oluşumu ve parametreler, İşlenen yüzey özellikleri ve etkin parametreler 5. Hafta Aşındırıcılı Su Jeti ile işleme sistemleri, özellikleri, çalışma prensipleri 6. Hafta Aşındırıcılı su jeti ile tornalama, frezeleme, delme ve kesmede etkin parametreler 7. Hafta Kimyasal işleme sistemleri, özellikleri, çalışma prensipleri ve parametreler 8. Hafta Elektrokimyasal kesme ve birleştirme sistemleri, çalışma prensipleri ve parametreler 9. Hafta Ezme yöntemi 10. Hafta Elektron Çubuğu ile işleme sistemi özellikleri, çalışma prensipleri ve parametreler 11. Hafta Ultrasonik kesme sistemleri, özellikleri, çalışma prensipleri ve kesme parametreleri 12. Hafta Lazerle işleme sistemleri, özellikleri, çalışma prensipleri ve parametreler 13. Hafta İyon bombardımanı ile işleme sistemleri, çalışma prensipleri ve işleme parametreleri 14. Hafta Farklı yöntemlerle kesilen numunelerin yüzey özelliklerinin araştırılması. 15. Hafta Final Sınavı
4 Dersin İçeriği İleri yüzey işleme sistemlerine genel bir bakış. Yaygın olarak kullanılan yüzey işleme sistemleri ile karşılaştırılması. İşlemlerde kullanılan enerji türüne göre sınıflandırılması. Yöntemlerin işlem prensipleri ve parametreleri incelenmesi. Su Jeti, Aşındırıcılı Su Jeti, Lazer, Elektron Çubuğu ile işleme, Kimyasal işleme, Elektrokimyasal işleme, İyon bombardımanı ile işleme sistemleri ve Ultrasonik yüzey işleme sistemleri. Farklı yöntemlerle kesilen numunelerin incelenmesi ve yüzey özelliklerinin araştırılması. Dersin Öğrenme Çıktıları İleri yüzey işleme yöntemlerinin verimliliklerini bilerek, uygulamada hangi yöntemin tercih edilmesi gerektiğine karar verebilme bilgi ve becerisine sahip olmak.

5 ELEKTRON IŞINI İLE İŞLEME DERLEYEN Doç. Dr. Adnan AKKURT
6 ELEKTRON IŞINI İLE İŞLEME Bilim ve teknolojideki ilerlemeler, elektron enerjisinin geleneksel olmayan imalat yöntemleri içinde, çeşitli alanlarda kullanılmasına imkan tanımıştır. Elektron ile işlemenin ilk çalışmaları 1930 lardan sonra Almanya ve Fransa da başlamıştır.
7 ELEKTRON IŞINI İLE İŞLEME Bu fiziksel etki nedeniyle, elektron ışınıyla işleme yöntemi, termal enerji prosesleri altında adlandırılır yılında ilk prototipi yapılmıştır
8 Kullanılan Cihazlar Electron Tabancası Yüksek Voltaj Güç Kaynağı Vakum Odası Pompalayıcı Sistem Kontrol Sistemi Elektron Tabancası Manipülatörü
9 Proses Komponentleri Elektronlar, elektrikle ısıtılan Tungsten filament katod vasıtasıyla oluşturulur Sıcaklık o C Akım: ma Yoğunluk: 5-15 Acm -2 Voltaj: 150kV
10 ELEKTRON IŞINI İLE İŞLEME Fiziksel Temeli; Elektronlar yüksek sıcaklığa ısıtılmış bir flamandan yayılırlar. Elektronlar daha sonra bir elektrik alan içinde ışık hızının yarısına kadar ivmelendirilirler. Elektron ışını iki manyetik alan tarafından kontrol edilir. İlk olarak ışının istenilen çapa odaklanması için sorumlu bir manyetik lens gibi davranırlar. Daha sonra manyetik alan odaklanan elektron ışını imalat tablasındaki istenen işlem görecek materyal üzerine odaklanır. Ortaya çıkan ısı ile, materyal eritilir ve buharlaşır.

11 Elektron ışını Elektron ışını, bir ışın kaynağından yaklaşık aynı hızla aynı doğrultuda hareket eden elektronların akımıdır. Yüksek vakum içinde katod tüpleri yardımıyla oluşturulur. Kattottan çıkan elektronlar, bir elektrik alanı yardımıyla anoda doğru ivmelendirilir. Elektronların bir katı cisme çarpması ile hızı sıfıra iner ve kinetik enerjisi başka enerji türlerine dönüşür. Benzer prensiple çalışan elektron mikroskobunda ısı soğutma ile uzaklaştırılırken, elektron ışını ile işleme yönteminde bu ısıdan yararlanılır. Elektron ışını ile temin edilen ısının veya gücün yoğunluğu, klâsik kaynak usullerinden yüksektir.elektron ışınlarının güç yoğunluğu, takriben 108W/cm2 dir. Bu güç yoğunluğu ile, tabancadan 1 m uzaklıklara kadar çalışma imkanı ortaya çıkar. Elektron ışınlarının ısı konsantrasyonu, gaz alevi ve elektrik arkındakinin katı daha yüksektir.

12 Elektron ışını Electron ışını ile delme metallerde 0,002-0,060 inch çapında ve diğer iletken metallerde 0,010-0,250 inch inceliğinde delikler açan bir prosestir. Lazer ile delme e benzeyen EB delmede, belirli bir bölgede erimenin olmasını sağlamak için enerji çalışma parçasının üzerine odaklanır ve delikler açılır.


13 Elektron ışını ile delme Delik açmanın nasıl çalıştığını bir metal levhanın yüzeyine doğrultulmuş bir ışını göz önüne alarak aşağıdaki şekilde görebiliriz. Işın çok küçük bir çapa sahiptir; bu sayede levha yüzeyinde çok küçük çaplardaki bir nokta üzerine odaklanabilir. Işın aynı zamanda çok yüksek bir kinetik enerjiye sahiptir ve bir katı cisme çarptığında bu enerjiyi serbest bırakır. Başarılı bir kaynağın gerçekleştirilebilmesi için serbest bırakılması gereken enerji miktarı l0 kw/mm2 ' ün üzerinde olmalıdır
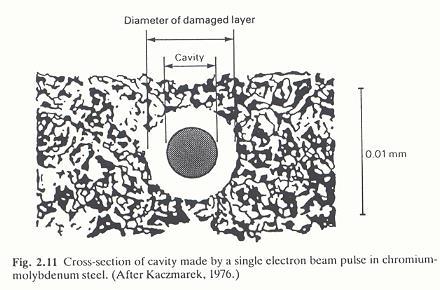
14 Elektron ışını ile delme Işının çarpma noktasında metalin sıcaklığı küçük bir alanda hızla yükselir. Metal erir ve bir kısmı da buharlaşır. Erimiş metal kenarlara doğru itilir ve bir krater oluşarak daha önce meydana gelmiş olan küçük banyonun dibindeki kati metal ortaya çıkar. Işın bundan sonra kah haldeki metale çarpar ve böylece biraz daha enerji serbest kalır. Ortaya çıkan yeni metalde de erime oluşturur; yeni bir krater meydana gelir ve bu çevrim, ışın tüm levha kalınlığı boyunca nüfuz edinceye kadar devam eder. Bu aşamada levha kalınlığı boyunca devam eden bir silindirik boşluk veya bir delik oluşur. Bu deliğin cidarı, ışın ekseninden dışarıya doğru zorlanarak atılmış, erimiş metalle kaplıdır. Bu metal, yüzey gerilimi ve delikte mevcut metal buharının basıncı sayesinde yerinde kalır.böylece ışın, çok az bir enerji kaybıyla, delik boyunca ilerleyerek levhanın diğer tarafına ulaşır. Bununla beraber, ışını bir tarafa doğru hareket ettirecek olursak, deliğin cidarına temas eder ve enerjisini salar. Delik geçici olarak uzamış hale gelir. Işının terk ettiği alandan ısı kaybı olur ve deliğin arka cidarındaki metalin bir kısmı katılaşır.


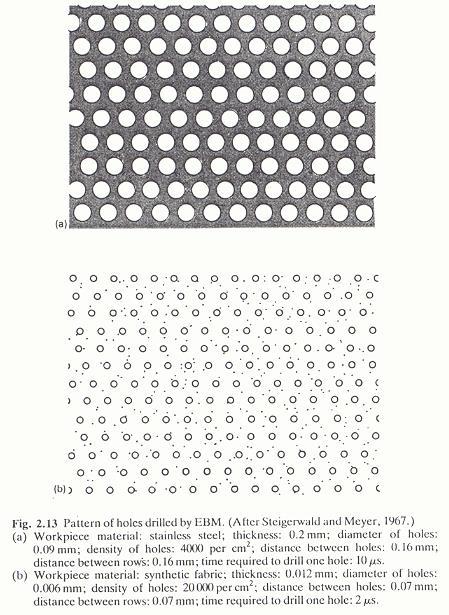
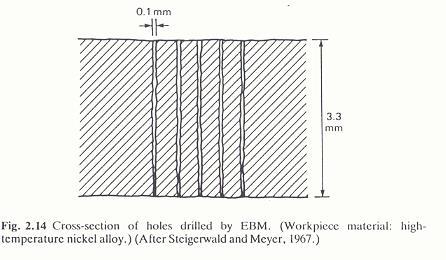
15 Elektron ışını ile delme Ön taraftan eriyen metal, yüzey geriliminin etkisiyle, dairesel kesiti yeniden oluşturmak üzere deliğin çevresine doğru akar. Işın levha boyunca hareket ederken, bu sıvılaşma ve katılaşma olayları deliğin şeklini üniform halde tutacak tarzda düzenli olarak ilerler. Hareketin tamamlanmasından sonra, ışının hareket doğrultusu ve levha kalınlığı boyunca ince bir döküm metal bandı oluşur. Tanımlanan bu işlemler dizisine "delik açma" adı verilir. Karşılıklı yüzeyleri arasında küçük bir aralıktan başka bir şeyi olmayan bir küt alın bağlantısında, bağlantı çizgisi boyunca ışını hareket ettirerek, delik cidarlarını kaplayan erimiş metal yardımıyla ara yüzeyde bk köprü oluşturduğundan, delik açma kaynağa uygun bk tekniktir. Diğer eritme kaynağı sistemlerinde olduğu gibi, arka cidardaki erimiş metalin sürekli katılaşması bağlantının iki elemanını birbirine birleştirir.
16 Elektron ışını ile kaynak Kaynak için gerekli ısının, parça yüzeyine yüksek hassasiyette odaklanmış ve yönlenmiş yüksek yoğunlukta elektron demeti ile sağlandığı eritme kaynak yöntemidir. Elektron ışın kaynağında güç değil güç yoğunluğu önemlidir.

17 Elektron ışını ile kaynak Üstünlükleri: Yüksek kalitede dikişler, derin ve/veya dar profiller Sınırlı ITAB, düşük ısıl distorsiyon Yüksek kaynak hızları Dekapan veya koruyucu gaz gerekmez Eksiklikleri: Yüksek ekipman maliyeti Hassas ağız hazırlığı ve hizalama gerekir Vakum kamarası gerekir Güvenlik konusu: EBW x-ışınları üretir
18 Elektron ışını ile delik delme İşlemin kabiliyetleri 1. Delik çapı: mm (1.4mm maksimum) 2. L/D:15:1 3.Isıl etkilenme:0.025mm 4.Delik çapı toleransı ±0.03mm 5.Delik yakınlığı, çapın iki katı Kısıtlamalar 1.Pahalı tezgah 2.Operatör kalitesi gerekli 3.En fazla 10mm kalınlıklı malzeme 4.Üstten çapak oluşumu Avantajlar 1.Hızlı delik delme 2.Tüm malzemelere delik delme 3.Mekanik ve ısıl deformasyon yok 4.Yüksek hassasiyet 5.Bilgisayarla denetim
19 Elektron ışını ile şekil verme Uygulama alanları 1.Uzay endüstrisinde: Türbin motorlarının yanma kubbelerine soğutma deliği açılması CrNiCoMoW lu çelik t:1.1 mm Delik sayısı: 3748 Çap:0.9mm Süre: 1 saatten az 2.İzolasyon endüstrisinde: Döner delikli

20 Televizyon Tüpüne Benzerliği
21 ELEKTRON IŞIN MAKİNASI Şematik

22 Normal ve Vakum Ortamı
23 Sıcaklığın Elektron Hızıyla Artması
24 Proses Komponentleri Işının odaklanması için manyetik mercekler kullanılır.
25 Proses Komponentleri Yaklaşık voltluk enerji ile elektronların hızı, 200, 000 km/sn üzerine çıkarılır.
26 Işın, 10~200 mikro metre 6500 GW/mm 2 yoğunluğa kadar odaklanabilir.

27 Endüstriyel EBM Makinası

28

29 Tek Pulsla oluşturulan örnek
30 Gerekli Puls Sayısına Voltajın Etkisi
31 Parçanın Yer Değişimi
32 Delmeye Malzeme Kalınlığının ve Delik Çapının Etkisi
33 Yüzey Kalitesi
34 Uygulama
35 Uygulama
36 Uygulama
37 Kesme performansından bazı örnekler. Materyal Tungsten Paslanmaz çelik Paslanmaz çelik Alüminyum Alüminyum (Al 2 O 3 ) Kuvars Çalışma Parçası Kalınlığı (mm) Delik Çapı (mikro m) Delme Zamanı (sn) Hızlandırm a Voltajı (KV) Işın Akımı (mikro A) < < <
38 EIM da Slot Kesme Örnekleri Materyal Paslanmaz çelik Tungsten Pirinç Alüminyum Çalışma Parçası Kalınlığı (mm) Slot Çapı (mikro m) Kesme Hızı (sn) Hızlandır ma Voltajı (KV) Ortalama Işın Akımı (mikro A)
39 Uygulama
40 EBM ile 0.01 mm çapa kadar delikler, seramikler dahil çok çeşitli malzemeler üzerine işlenebilir. EBM uygulaması çok hassas kanallar açmak, gravür ve elektronik sanayiinde film işlemek, küçük çaplı derin delikler (200:1 derinlik: çap oranı) açmak gibi küçük boyutlu fakat hassas işler için uygundur.

41 Bu özellik EDM, ECM, vb. diğer yöntemlerce sağlanamamaktadır. EBM nin bir diğer üstünlüğü ise elektron ışınının tamamen elektromanyetik alan kontrolü altında hareket ettirilme özelliğidir. Böylece LBM de kullanıldığı şekilde mekanik hareketli optik düzen yerine, mekanik hareket tümüyle önlenmiş olmaktadır.
42 Özellikle orifis delikleri açmak, tel ve fiber çekme kalıplarının işlenmesi önemli endüstriyel uygulamalardır. Ancak, vakumda işleme zorunluluğu ile maliyet yüksektir. Birçok konuda LBM, EBM ye göre tercih edilen yöntemdir. EBM nin önemli üstünlüklerinden birisi çok küçük boyutlarda (birkaç nm dolaylarında) işleme olanağı vermesidir.
43 Uygulama
44
45 Başlıca Uygulama Alanları Küçük delikleri delmekte Elektron ışını bir malzemeden parça buharlaştırmakta kullanılır.birkaç nanometre boyutundaki delik delinebilir. Daha başka elektron ışını ile delme istenen delik inceliğini işleyebilir. Kesme Elektron ışını temel olarak kesintisiz delik serisini deler. Elektron ışını çok kıvrık ve doğu kesikler meydana getirebilir. Ek olarak elektron ışını küçük yarıklar oluşturmak içinde kullanılabilir.
46 Başlıca Uygulama Alanları Kaynak Elektron ışını iki parçayı erime sıcaklığına ısıtaraktan metal parçaların birleşmesi için kullanılabilir. Tavlama Elektron ışını artan stresleri azaltmada ve malzemelerin ısısını artırmada kullanılır.bu çoğu zaman bir parçanın tamamlanması için istenen adımların sayısını azaltmak için diğer işlemlerin biriyle birleşimi sonucu yapılır.
47 Başlıca Uygulama Alanları Şekil ve boyut itibariyle hassasiyet, verim ve hız gerektiren sanayi uygulamalarında kullanılır. Örnek... Uzay araçları, elektronik endüstrisi, tıbbi cihazlar...
48
49 Avantajlar&Dezavantajlar EBM vakum altında yapıldığı için, özellikle küçük parçalar üzerindeki işlemler için çok elverişlidir aynı zamanda vakum temiz bir ortam oluşturur...
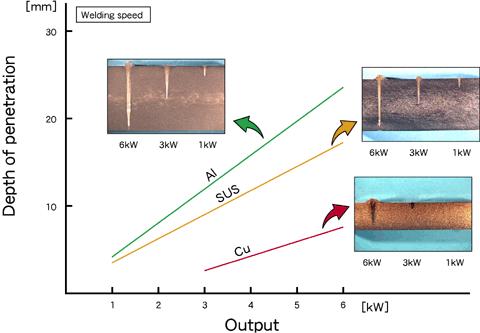
50 Welding performance
51 Avantajlar&Dezavantajlar EBM metodu, küçük delikler ve dar kanallar için çok uygundur. 0.05mm den küçük çapta delikleri delebilir... delik derinliği ile çapı arasındaki oran yüksektir...(~200)
52 Avantajlar&Dezavantajlar Isının yüzeyle teması esnasında tehlikeli X ışınları oluşur. Bu nedenle, işleme esnasında muhafaza ve iyi eğitilmiş personel kullanılmalı...
53 Avantajlar&Dezavantajlar Maksimum malzeme kalınlığı? Yüksek kurulum (ekipman )maliyetleri
54 Avantajlar&Dezavantajlar Malzemede Termal veya mekaniksel çarpılmalar olmaz. Herhangi bir malzeme delinebilir...(kırılgan ve gevrek malzemeler) İş parçası üzerinde bir yük oluşmaz...
55 Avantajlar&Dezavantajlar Çok yüksek hızlarda işlem yapılabilir... Örneğin, 0.3 mm kalınlığındaki bir tabaka üzerine, saniyede 1500~2000 adet, 100 mikrometre çapındaki delikler delinebilir...
56 Avantajlar&Dezavantajlar Tezgah hiçbir atık madde üretmez... Çevre dostudur...

57 TEŞEKKÜRLER
Elektron ışını ile şekil verme. Prof. Dr. Akgün ALSARAN
 Elektron ışını ile şekil verme Prof. Dr. Akgün ALSARAN Elektron ışını Elektron ışını, bir ışın kaynağından yaklaşık aynı hızla aynı doğrultuda hareket eden elektronların akımıdır. Yüksek vakum içinde katod
Elektron ışını ile şekil verme Prof. Dr. Akgün ALSARAN Elektron ışını Elektron ışını, bir ışın kaynağından yaklaşık aynı hızla aynı doğrultuda hareket eden elektronların akımıdır. Yüksek vakum içinde katod
Malzeme İşleme Yöntemleri
 BÖLÜM-9 MALZEMELERİN İŞLENMESİ (Talaşlı ve Diğer İmalat Yöntemleri) Prof. Dr. Yusuf ÖZÇATALBAŞ Malzeme İşleme Yöntemleri 1 KALIP YAPIM TEKNİKLERİ VE MALZEMELERİN TALAŞLI İŞLENMESİ Geleneksel Talaşlı İşleme
BÖLÜM-9 MALZEMELERİN İŞLENMESİ (Talaşlı ve Diğer İmalat Yöntemleri) Prof. Dr. Yusuf ÖZÇATALBAŞ Malzeme İşleme Yöntemleri 1 KALIP YAPIM TEKNİKLERİ VE MALZEMELERİN TALAŞLI İŞLENMESİ Geleneksel Talaşlı İşleme
Elektrokimyasal İşleme
 Elektrokimyasal İşleme Prof. Dr. Akgün ALSARAN Bu notların bir kısmı Prof. Dr. Can COGUN un ders notlarından alınmıştır. Anot, katot ve elektrolit ile malzemeye şekil verme işlemidir. İlk olarak 19. yüzyılda
Elektrokimyasal İşleme Prof. Dr. Akgün ALSARAN Bu notların bir kısmı Prof. Dr. Can COGUN un ders notlarından alınmıştır. Anot, katot ve elektrolit ile malzemeye şekil verme işlemidir. İlk olarak 19. yüzyılda
Kaynak nedir? Aynı veya benzer alaşımlı maddelerin ısı tesiri altında birleştirilmelerine Kaynak adı verilir.
 1 Kaynak nedir? Aynı veya benzer alaşımlı maddelerin ısı tesiri altında birleştirilmelerine Kaynak adı verilir. 2 Neden Kaynaklı Birleşim? Kaynakla, ilave bağlayıcı elemanlara gerek olmadan birleşimler
1 Kaynak nedir? Aynı veya benzer alaşımlı maddelerin ısı tesiri altında birleştirilmelerine Kaynak adı verilir. 2 Neden Kaynaklı Birleşim? Kaynakla, ilave bağlayıcı elemanlara gerek olmadan birleşimler
20.03.2012. İlk elektronik mikroskobu Almanya da 1931 yılında Max Knoll ve Ernst Ruska tarafından icat edilmiştir.
 SERKAN TURHAN 06102040 ABDURRAHMAN ÖZCAN 06102038 1878 Abbe Işık şiddetinin sınırını buldu. 1923 De Broglie elektronların dalga davranışına sahip olduğunu gösterdi. 1926 Busch elektronların magnetik alanda
SERKAN TURHAN 06102040 ABDURRAHMAN ÖZCAN 06102038 1878 Abbe Işık şiddetinin sınırını buldu. 1923 De Broglie elektronların dalga davranışına sahip olduğunu gösterdi. 1926 Busch elektronların magnetik alanda
HOŞGELDİNİZ MIG-MAG GAZALTI KAYNAKNAĞINDA ARK TÜRLERİ. K ayna K. Sakarya Üniversitesi Teknik Eğitim Fakültesi. Teknolojisi.
 MIG-MAG GAZALTI KAYNAKNAĞINDA ARK TÜRLERİ K ayna K K ayna K Teknolojisi Teknolojisi HOŞGELDİNİZ Doç. Dr. Hüseyin UZUN Kaynak Eğitimi Ana Bilim Dalı Başkanı 1 /47 ELEKTRİK ARKI NASIL OLUŞUR MIG-MAG gazaltı
MIG-MAG GAZALTI KAYNAKNAĞINDA ARK TÜRLERİ K ayna K K ayna K Teknolojisi Teknolojisi HOŞGELDİNİZ Doç. Dr. Hüseyin UZUN Kaynak Eğitimi Ana Bilim Dalı Başkanı 1 /47 ELEKTRİK ARKI NASIL OLUŞUR MIG-MAG gazaltı
04.01.2016 LASER İLE KESME TEKNİĞİ
 LASER İLE KESME TEKNİĞİ Laser: (Lightwave Amplification by Stimulated Emission of Radiation) Uyarılmış Işık yayarak ışığın güçlendirilmesi Haz.: Doç.Dr. Ahmet DEMİRER Kaynaklar: 1-M.Kısa, Özel Üretim Teknikleri,
LASER İLE KESME TEKNİĞİ Laser: (Lightwave Amplification by Stimulated Emission of Radiation) Uyarılmış Işık yayarak ışığın güçlendirilmesi Haz.: Doç.Dr. Ahmet DEMİRER Kaynaklar: 1-M.Kısa, Özel Üretim Teknikleri,
Modern Fiziğin Teknolojideki Uygulamaları
 40 Modern Fiziğin Teknolojideki Uygulamaları 1 Test 1 in Çözümleri 1. USG ve MR cihazları ile ilgili verilen bilgiler doğrudur. BT cihazı c-ışınları ile değil X-ışınları ile çalışır. Bu nedenle I ve II.
40 Modern Fiziğin Teknolojideki Uygulamaları 1 Test 1 in Çözümleri 1. USG ve MR cihazları ile ilgili verilen bilgiler doğrudur. BT cihazı c-ışınları ile değil X-ışınları ile çalışır. Bu nedenle I ve II.
Talaş oluşumu. Akış çizgileri plastik deformasyonun görsel kanıtıdır. İş parçası. İş parçası. İş parçası. Takım. Takım.
 Talaş oluşumu 6 5 4 3 2 1 Takım Akış çizgileri plastik deformasyonun görsel kanıtıdır. İş parçası 6 5 1 4 3 2 Takım İş parçası 1 2 3 4 6 5 Takım İş parçası Talaş oluşumu Dikey kesme İş parçası Takım Kesme
Talaş oluşumu 6 5 4 3 2 1 Takım Akış çizgileri plastik deformasyonun görsel kanıtıdır. İş parçası 6 5 1 4 3 2 Takım İş parçası 1 2 3 4 6 5 Takım İş parçası Talaş oluşumu Dikey kesme İş parçası Takım Kesme
Kaynak İşleminde Isı Oluşumu
 Kaynak İşleminde Isı Oluşumu Kaynak tekniklerinin pek çoğunda birleştirme işlemi, oluşturulan kaynak ısısı sayesinde gerçekleştirilir. Kaynak ısısı, hem birleştirilecek parçaların yüzeylerinin hem de ilave
Kaynak İşleminde Isı Oluşumu Kaynak tekniklerinin pek çoğunda birleştirme işlemi, oluşturulan kaynak ısısı sayesinde gerçekleştirilir. Kaynak ısısı, hem birleştirilecek parçaların yüzeylerinin hem de ilave
MAKİNE MÜHENDİSLİĞİNE GİRİŞ Ders 8
 İmalat Yöntemleri MAKİNE MÜHENDİSLİĞİNE GİRİŞ Ders 8 Doç. Dr. Yüksel HACIOĞLU Talaşsız İmalat Talaşlı İmalat Fiziksel-Kimyasal Hammaddeye talaş kaldırmadan bir şekil verilir Döküm Dövme Presleme Haddeleme
İmalat Yöntemleri MAKİNE MÜHENDİSLİĞİNE GİRİŞ Ders 8 Doç. Dr. Yüksel HACIOĞLU Talaşsız İmalat Talaşlı İmalat Fiziksel-Kimyasal Hammaddeye talaş kaldırmadan bir şekil verilir Döküm Dövme Presleme Haddeleme
Paslanmaz Çeliklerin. kaynak edilmesi. Özlem Karaman Metalurji ve Malzeme Mühendisi Kaynak Mühendisi
 Paslanmaz Çeliklerin kaynak edilmesi Özlem Karaman Metalurji ve Malzeme Mühendisi Kaynak Mühendisi İçerik Kaynak Yöntemleri Östenitik Paslanmaz Çeliklerin Kaynağı Ferritik Paslanmaz Çeliklerin Kaynağı
Paslanmaz Çeliklerin kaynak edilmesi Özlem Karaman Metalurji ve Malzeme Mühendisi Kaynak Mühendisi İçerik Kaynak Yöntemleri Östenitik Paslanmaz Çeliklerin Kaynağı Ferritik Paslanmaz Çeliklerin Kaynağı
Kaynak yöntemleri ile birleştirilen bir malzemenin kaynak bölgesinin mikroyapısı incelendiğinde iki ana bölgenin var olduğu görülecektir:
 Kaynak Bölgesinin Sınıflandırılması Prof. Dr. Hüseyin UZUN Kaynak yöntemleri ile birleştirilen bir malzemenin kaynak bölgesinin mikroyapısı incelendiğinde iki ana bölgenin var olduğu görülecektir: 1) Ergime
Kaynak Bölgesinin Sınıflandırılması Prof. Dr. Hüseyin UZUN Kaynak yöntemleri ile birleştirilen bir malzemenin kaynak bölgesinin mikroyapısı incelendiğinde iki ana bölgenin var olduğu görülecektir: 1) Ergime
Lazer ile şekil verme. Prof. Dr. Akgün ALSARAN
 Lazer ile şekil verme Prof. Dr. Akgün ALSARAN Lazer Lazer (İngilizce LASER (Light Amplification by Stimulated Emission of Radiation) fotonları uyumlu bir hüzme şeklinde oluşturan optik kaynak. Lazer fikrinin
Lazer ile şekil verme Prof. Dr. Akgün ALSARAN Lazer Lazer (İngilizce LASER (Light Amplification by Stimulated Emission of Radiation) fotonları uyumlu bir hüzme şeklinde oluşturan optik kaynak. Lazer fikrinin
Malzeme muayene metodları
 MALZEME MUAYENESİ Neden gereklidir? Malzemenin mikroyapısını tespit etmek için. Malzemelerin kimyasal kompozisyonlarını tesbit etmek için. Malzemelerdeki hataları tesbit etmek için Malzeme muayene metodları
MALZEME MUAYENESİ Neden gereklidir? Malzemenin mikroyapısını tespit etmek için. Malzemelerin kimyasal kompozisyonlarını tesbit etmek için. Malzemelerdeki hataları tesbit etmek için Malzeme muayene metodları
TAKIM ÇELİKLERİ İÇİN UYGULANAN EROZYON İŞLEMLERİ
 TAKIM ÇELİKLERİ İÇİN UYGULANAN EROZYON İŞLEMLERİ Kalıp işlemesinde erozyonla imalatın önemi kimse tarafından tartışılmamaktadır. Elektro erozyon arka arkaya oluşturulan elektrik darbelerinden meydana gelen
TAKIM ÇELİKLERİ İÇİN UYGULANAN EROZYON İŞLEMLERİ Kalıp işlemesinde erozyonla imalatın önemi kimse tarafından tartışılmamaktadır. Elektro erozyon arka arkaya oluşturulan elektrik darbelerinden meydana gelen
DENİZ HARP OKULU MAKİNE MÜHENDİSLİĞİ BÖLÜM BAŞKANLIĞI DERS TANITIM BİLGİLERİ
 DENİZ HARP OKULU MAKİNE MÜHENDİSLİĞİ BÖLÜM BAŞKANLIĞI DERS TANITIM BİLGİLERİ Dersin Adı Kodu Sınıf / Y.Y. Ders Saati (T+U+L) Kredi AKTS İmal Usulleri MKM-324 3/II (2+0+1) 2.5 4 Dersin Dili Dersin Seviyesi
DENİZ HARP OKULU MAKİNE MÜHENDİSLİĞİ BÖLÜM BAŞKANLIĞI DERS TANITIM BİLGİLERİ Dersin Adı Kodu Sınıf / Y.Y. Ders Saati (T+U+L) Kredi AKTS İmal Usulleri MKM-324 3/II (2+0+1) 2.5 4 Dersin Dili Dersin Seviyesi
MAK-205 Üretim Yöntemleri I. Yöntemleri. (4.Hafta) Kubilay Aslantaş
 Kubilay Aslantaş") MAK-205 Üretim Yöntemleri I Kalıcı Kalıp p Kullanılan lan Döküm D Yöntemleri (4.Hafta) Kubilay Aslantaş Kalıcı Kalıp p Kullanan Döküm D m YöntemleriY Harcanan kalıba döküm tekniğinin en büyük dezavantajı;
MAK-205 Üretim Yöntemleri I Kalıcı Kalıp p Kullanılan lan Döküm D Yöntemleri (4.Hafta) Kubilay Aslantaş Kalıcı Kalıp p Kullanan Döküm D m YöntemleriY Harcanan kalıba döküm tekniğinin en büyük dezavantajı;
6. ÖZEL UYGULAMALAR 6.1. ÖZLÜ ELEKTRODLARLA KAYNAK
 6. ÖZEL UYGULAMALAR 6.. ÖZLÜ ELEKTRODLARLA KAYNAK Örtülü elektrodlarýn tersine, gazaltý kaynak tellerindeki alaþým elemanlarý sadece bu tellerin üretiminde baþlangýç malzemesi olarak kullanýlan ingotlarýn
6. ÖZEL UYGULAMALAR 6.. ÖZLÜ ELEKTRODLARLA KAYNAK Örtülü elektrodlarýn tersine, gazaltý kaynak tellerindeki alaþým elemanlarý sadece bu tellerin üretiminde baþlangýç malzemesi olarak kullanýlan ingotlarýn
PÜSKÜRTME ŞEKİLLENDİRME (SPRAY FORMING / SPRAY DEPOSITION)
") PÜSKÜRTME ŞEKİLLENDİRME (SPRAY FORMING / SPRAY DEPOSITION) Püskürtme şekillendirme (PŞ) yöntemi ilk olarak Osprey Ltd. şirketi tarafından 1960 lı yıllarda geliştirilmiştir. Günümüzde püskürtme şekillendirme
PÜSKÜRTME ŞEKİLLENDİRME (SPRAY FORMING / SPRAY DEPOSITION) Püskürtme şekillendirme (PŞ) yöntemi ilk olarak Osprey Ltd. şirketi tarafından 1960 lı yıllarda geliştirilmiştir. Günümüzde püskürtme şekillendirme
Mak-204. Üretim Yöntemleri II. Talaşlı Đmalatın Genel Tanımı En Basit Talaş Kaldırma: Eğeleme Ölçme ve Kumpas Okuma Markalama Tolerans Kesme
 Mak-204 Üretim Yöntemleri II Talaşlı Đmalatın Genel Tanımı En Basit Talaş Kaldırma: Eğeleme Ölçme ve Kumpas Okuma Markalama Tolerans Kesme Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi
Mak-204 Üretim Yöntemleri II Talaşlı Đmalatın Genel Tanımı En Basit Talaş Kaldırma: Eğeleme Ölçme ve Kumpas Okuma Markalama Tolerans Kesme Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi
SinterlenmişKarbürler. Co bağlayıcı ~ Mpa Sertlikliğini 1100 ⁰C ye kadar muhafaza eder Kesme hızları hız çeliklerine nazaran 5 kat fazladır.
 SinterlenmişKarbürler Co bağlayıcı ~ Mpa Sertlikliğini 1100 ⁰C ye kadar muhafaza eder Kesme hızları hız çeliklerine nazaran 5 kat fazladır. Seramikler 3 Katogoride Toplanır: 1) Alumina (Al2O3) 2) Alumina
SinterlenmişKarbürler Co bağlayıcı ~ Mpa Sertlikliğini 1100 ⁰C ye kadar muhafaza eder Kesme hızları hız çeliklerine nazaran 5 kat fazladır. Seramikler 3 Katogoride Toplanır: 1) Alumina (Al2O3) 2) Alumina
ÇELİK YAPILARDA BİRLEŞİM ARAÇLARI
 ÇELİK YAPILARDA BİRLEŞİM ARAÇLARI Çelik yapılarda kullanılan birleşim araçları; 1. Bulon ( cıvata) 2. Kaynak 3. Perçin Öğr. Gör. Mustafa EFİLOĞLU 1 KAYNAKLAR Aynı yada benzer alaşımlı metallerin yüksek
ÇELİK YAPILARDA BİRLEŞİM ARAÇLARI Çelik yapılarda kullanılan birleşim araçları; 1. Bulon ( cıvata) 2. Kaynak 3. Perçin Öğr. Gör. Mustafa EFİLOĞLU 1 KAYNAKLAR Aynı yada benzer alaşımlı metallerin yüksek
METAL İŞLEME TEKNOLOJİSİ. Doç. Dr. Adnan AKKURT
 METAL İŞLEME TEKNOLOJİSİ Doç. Dr. Adnan AKKURT Takım Tezgahları İnsan gücü ile çalışan ilk tezgahlardan günümüz modern imalat sektörüne kadar geçen süre zarfında takım tezgahları oldukça büyük bir değişim
METAL İŞLEME TEKNOLOJİSİ Doç. Dr. Adnan AKKURT Takım Tezgahları İnsan gücü ile çalışan ilk tezgahlardan günümüz modern imalat sektörüne kadar geçen süre zarfında takım tezgahları oldukça büyük bir değişim
İMAL USULLERİ. DOÇ. DR. SAKıP KÖKSAL 1
 İMAL USULLERİ KAYNAKLAR: İmal usulleri, Çağlayan Yayınları, Mustafa Çiğdem İmal Usulleri, Birsen Yay. Selahaddin Anık, Adnan Dikicioğlu, Murat Vural Takım Tezgahları, Mustafa Akkurt, Çağlayan Kitapevi,
İMAL USULLERİ KAYNAKLAR: İmal usulleri, Çağlayan Yayınları, Mustafa Çiğdem İmal Usulleri, Birsen Yay. Selahaddin Anık, Adnan Dikicioğlu, Murat Vural Takım Tezgahları, Mustafa Akkurt, Çağlayan Kitapevi,
YTÜMAKiNE * A305teyim.com
 YTÜMAKiNE * A305teyim.com KONU: Kalın Sacların Kaynağı BİRLEŞTİRME YÖNTEMLERİ ÖDEVİ Kaynak Tanımı : Aynı veya benzer cinsten iki malzemeyi ısı, basınç veya her ikisini birden kullanarak, ilave bir malzeme
YTÜMAKiNE * A305teyim.com KONU: Kalın Sacların Kaynağı BİRLEŞTİRME YÖNTEMLERİ ÖDEVİ Kaynak Tanımı : Aynı veya benzer cinsten iki malzemeyi ısı, basınç veya her ikisini birden kullanarak, ilave bir malzeme
Dielektrik malzeme DİELEKTRİK ÖZELLİKLER. Elektriksel Kutuplaşma. Dielektrik malzemeler. Kutuplaşma Türleri 15.4.2015. Elektronik kutuplaşma
 Dielektrik malzeme DİELEKTRİK ÖZELLİKLER Dielektrik malzemeler; serbest elektron yoktur, yalıtkan malzemelerdir, uygulanan elektriksel alandan etkilenebilirler. 1 2 Dielektrik malzemeler Elektriksel alan
Dielektrik malzeme DİELEKTRİK ÖZELLİKLER Dielektrik malzemeler; serbest elektron yoktur, yalıtkan malzemelerdir, uygulanan elektriksel alandan etkilenebilirler. 1 2 Dielektrik malzemeler Elektriksel alan
BÖLÜM#5: KESİCİ TAKIMLARDA AŞINMA MEKANİZMALARI
 BÖLÜM#5: KESİCİ TAKIMLARDA AŞINMA MEKANİZMALARI Kesici Takımlarda Aşınma Mekanizmaları Aşınma, kesicinin temas yüzeylerinde meydana gelen malzeme kaybı olarak ifade edilir. Kesici Takımlarda Aşınma Mekanizmaları
BÖLÜM#5: KESİCİ TAKIMLARDA AŞINMA MEKANİZMALARI Kesici Takımlarda Aşınma Mekanizmaları Aşınma, kesicinin temas yüzeylerinde meydana gelen malzeme kaybı olarak ifade edilir. Kesici Takımlarda Aşınma Mekanizmaları
Paslanmaz Çelik Gövde. Yalıtım Sargısı. Katalizör Yüzey Tabakası. Egzoz Emisyonları: Su Karbondioksit Azot
 Paslanmaz Çelik Gövde Yalıtım Sargısı Egzoz Emisyonları: Su Karbondioksit Azot Katalizör Yüzey Tabakası Egzoz Gazları: Hidrokarbonlar Karbon Monoksit Azot Oksitleri Bu bölüme kadar, açıkça ifade edilmese
Paslanmaz Çelik Gövde Yalıtım Sargısı Egzoz Emisyonları: Su Karbondioksit Azot Katalizör Yüzey Tabakası Egzoz Gazları: Hidrokarbonlar Karbon Monoksit Azot Oksitleri Bu bölüme kadar, açıkça ifade edilmese
BÖHLER W300. Sıcak iş Çeliklerinin Başlıca Özelliklerinin Karşılaştırılması
 Sıcak iş Çeliklerinin Başlıca Özelliklerinin Karşılaştırılması Bu tablo çelik seçiminizde yardım olmak için hazırlanmıştır. Ancak yine de farklı uygulama türlerinin yarattığı gerilme koşulları dikkate
Sıcak iş Çeliklerinin Başlıca Özelliklerinin Karşılaştırılması Bu tablo çelik seçiminizde yardım olmak için hazırlanmıştır. Ancak yine de farklı uygulama türlerinin yarattığı gerilme koşulları dikkate
İŞ MAKİNALARI HİDROLİK TESİSATI BORULARININ BİRLEŞTİRİLMESİNDE SERT LEHİM İLE TIG KAYNAĞININ KARŞILAŞTIRILMASI
 İŞ MAKİNALARI HİDROLİK TESİSATI BORULARININ BİRLEŞTİRİLMESİNDE SERT LEHİM İLE TIG KAYNAĞININ KARŞILAŞTIRILMASI Volkan ÖZTÜRKLER 1, Mehmet ZEYBEK 1, Tufan ATEŞ 1 1 HİDROMEK AŞ. Ekskavatör Fabrikası Ayaş
İŞ MAKİNALARI HİDROLİK TESİSATI BORULARININ BİRLEŞTİRİLMESİNDE SERT LEHİM İLE TIG KAYNAĞININ KARŞILAŞTIRILMASI Volkan ÖZTÜRKLER 1, Mehmet ZEYBEK 1, Tufan ATEŞ 1 1 HİDROMEK AŞ. Ekskavatör Fabrikası Ayaş
GAZ ALTI KAYNAK YÖNTEMİ MIG/MAG
 GENEL KAVRAMLAR Metalleri, birbirleri ile çözülemez biçimde birleştirme yöntemlerinden biri kaynaklı birleştirmedir. Kaynak yöntemiyle üretilmiş çelik parçalar, döküm ve dövme yöntemiyle üretilen parçalardan
GENEL KAVRAMLAR Metalleri, birbirleri ile çözülemez biçimde birleştirme yöntemlerinden biri kaynaklı birleştirmedir. Kaynak yöntemiyle üretilmiş çelik parçalar, döküm ve dövme yöntemiyle üretilen parçalardan
IML 212 İMAL USULLERİ
 IML 212 İMAL USULLERİ Doç.Dr. Murat Vural vuralmu@itu.edu.tr http://www.akademi.itu.edu.tr/vuralmu KAYNAK TEKNOLOJİSİNİN ESASLARI Kaynak Teknolojisine Genel Bakış Kaynaklı Bağlantı Kaynak Fiziği Bir Eritme
IML 212 İMAL USULLERİ Doç.Dr. Murat Vural vuralmu@itu.edu.tr http://www.akademi.itu.edu.tr/vuralmu KAYNAK TEKNOLOJİSİNİN ESASLARI Kaynak Teknolojisine Genel Bakış Kaynaklı Bağlantı Kaynak Fiziği Bir Eritme
formülü zamanı da içerdiği zaman alttaki gibi değişecektir.
 Günümüz endüstrisinde en yaygın kullanılan Direnç Kaynak Yöntemi en eski elektrik kaynak yöntemlerinden biridir. Yöntem elektrik akımının kaynak edilecek parçalar üzerinden geçmesidir. Elektrik akımına
Günümüz endüstrisinde en yaygın kullanılan Direnç Kaynak Yöntemi en eski elektrik kaynak yöntemlerinden biridir. Yöntem elektrik akımının kaynak edilecek parçalar üzerinden geçmesidir. Elektrik akımına
BARA SİSTEMLERİ HAKKINDA GENEL BİLGİLER
 BARA SİSTEMLERİ HAKKINDA GENEL BİLGİLER Günümüzde bara sistemlerinde iletken olarak iki metalden biri tercih edilmektedir. Bunlar bakır ya da alüminyumdur. Ağırlık haricindeki diğer tüm özellikler bakırın
BARA SİSTEMLERİ HAKKINDA GENEL BİLGİLER Günümüzde bara sistemlerinde iletken olarak iki metalden biri tercih edilmektedir. Bunlar bakır ya da alüminyumdur. Ağırlık haricindeki diğer tüm özellikler bakırın
MIG-MAG GAZALTI KAYNAĞINDA KAYNAK PAMETRELERİ VE SEÇİMİ
 MIG-MAG GAZALTI KAYNAĞINDA KAYNAK PAMETRELERİ VE SEÇİMİ Prof. Dr. Ramazan YILMAZ Sakarya Üniversitesi, Teknoloji Fakültesi, Metalurji ve Malzeme Mühendisliği Bölümü Esentepe Kampüsü, 54187, SAKARYA Kaynak
MIG-MAG GAZALTI KAYNAĞINDA KAYNAK PAMETRELERİ VE SEÇİMİ Prof. Dr. Ramazan YILMAZ Sakarya Üniversitesi, Teknoloji Fakültesi, Metalurji ve Malzeme Mühendisliği Bölümü Esentepe Kampüsü, 54187, SAKARYA Kaynak
RÖNTGEN FİZİĞİ X-Işını oluşumu. Doç. Dr. Zafer KOÇ Başkent Üniversitesi Tıp Fak
 RÖNTGEN FİZİĞİ X-Işını oluşumu Doç. Dr. Zafer KOÇ Başkent Üniversitesi Tıp Fak X-IŞINI TÜPÜ X-IŞINI TÜPÜ PARÇALARI 1. Metal korunak (hausing) 2. Havası alınmış cam veya metal tüp 3. Katot 4. Anot X-ışın
RÖNTGEN FİZİĞİ X-Işını oluşumu Doç. Dr. Zafer KOÇ Başkent Üniversitesi Tıp Fak X-IŞINI TÜPÜ X-IŞINI TÜPÜ PARÇALARI 1. Metal korunak (hausing) 2. Havası alınmış cam veya metal tüp 3. Katot 4. Anot X-ışın
3. 3 Kaynaklı Birleşimler
 3. 3 Kaynaklı Birleşimler Aynı ya da benzer alaşımlı metallerin ısı etkisi yardımıyla birleştirilmesine kaynak denir. Lehimleme ile karıştırılmamalıdır. Kaynakla birleştirmenin bazı türlerinde, benzer
3. 3 Kaynaklı Birleşimler Aynı ya da benzer alaşımlı metallerin ısı etkisi yardımıyla birleştirilmesine kaynak denir. Lehimleme ile karıştırılmamalıdır. Kaynakla birleştirmenin bazı türlerinde, benzer
İMALAT TEKNOLOJİLERİ
 İMALAT TEKNOLOJİLERİ GĐRĐŞ Đmalat yöntemleri Alışılmış Đmalat Yöntemleri ve Alışılmamış Đmalat Yöntemleri olarak iki gruba ayrılır. Alışılmış yöntemler kesici uç, matkap ucu veya taşlama taşı gibi takımlar
İMALAT TEKNOLOJİLERİ GĐRĐŞ Đmalat yöntemleri Alışılmış Đmalat Yöntemleri ve Alışılmamış Đmalat Yöntemleri olarak iki gruba ayrılır. Alışılmış yöntemler kesici uç, matkap ucu veya taşlama taşı gibi takımlar
TORNA TEZGAHINDA KESME KUVVETLERİ ANALİZİ
 İMALAT DALI MAKİNE LABORATUVARI II DERSİ TORNA TEZGAHINDA KESME KUVVETLERİ ANALİZİ DENEY RAPORU HAZIRLAYAN Osman OLUK 1030112411 1.Ö. 1.Grup DENEYİN AMACI Torna tezgahı ile işlemede, iş parçasına istenilen
İMALAT DALI MAKİNE LABORATUVARI II DERSİ TORNA TEZGAHINDA KESME KUVVETLERİ ANALİZİ DENEY RAPORU HAZIRLAYAN Osman OLUK 1030112411 1.Ö. 1.Grup DENEYİN AMACI Torna tezgahı ile işlemede, iş parçasına istenilen
MODERN ENERJİ DEPOLAMA SİSTEMLERİ VE KULLANİM ALANLARİ
 MODERN ENERJİ DEPOLAMA SİSTEMLERİ VE KULLANİM ALANLARİ Muhammed Aydın ARSLAN 16360007 İÇERİK Hidrojen Depolama Sistemleri Batarya Volan Süper Kapasitörler Süper İletken Manyetik Enerji Depolama HİDROJEN
MODERN ENERJİ DEPOLAMA SİSTEMLERİ VE KULLANİM ALANLARİ Muhammed Aydın ARSLAN 16360007 İÇERİK Hidrojen Depolama Sistemleri Batarya Volan Süper Kapasitörler Süper İletken Manyetik Enerji Depolama HİDROJEN
ENERJİ DEPOLAMA. Özgür Deniz KOÇ
 ENERJİ DEPOLAMA Özgür Deniz KOÇ 16360057 1 İÇİNDEKİLER Katılarda depolama Duvarlarda Enerji Depolama Mevsimsel depolama 2 KATILARDA ENERJİ DEPOLAMA Katı ortamlarda enerji depolama sistemlerinde genellikle
ENERJİ DEPOLAMA Özgür Deniz KOÇ 16360057 1 İÇİNDEKİLER Katılarda depolama Duvarlarda Enerji Depolama Mevsimsel depolama 2 KATILARDA ENERJİ DEPOLAMA Katı ortamlarda enerji depolama sistemlerinde genellikle
1.Elektroerozyon Tezgahları 2.Takımlar( Elektrotlar) 2.1. İmalat Malzemeleri
 2.1. İmalat Malzemeleri") 1.Elektroerozyon Tezgahları Elektroerozyon işleminde ( EDM Electrical Discharge Machining ), malzeme kaldırma işlemi takım fonksiyonunu yapan bir elektrot ile parça arasında meydana gelen yüksek frekanslı
1.Elektroerozyon Tezgahları Elektroerozyon işleminde ( EDM Electrical Discharge Machining ), malzeme kaldırma işlemi takım fonksiyonunu yapan bir elektrot ile parça arasında meydana gelen yüksek frekanslı
BAŞKENT ÜNİVERSİTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ MAK - 402 MAKİNE MÜHENDİSLİĞİ LABORATUVARI DENEY 4
 BAŞKENT ÜNİVERSİTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ MAK - 0 MAKİNE MÜHENDİSLİĞİ LABORATUVARI DENEY İÇİNDE SABİT SICAKLIKTA SİLİNDİRİK ISITICI BULUNAN DİKDÖRTGEN PRİZMATİK SAC KUTU YÜZEYLERİNDEN ZORLANMIŞ TAŞINIM
BAŞKENT ÜNİVERSİTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ MAK - 0 MAKİNE MÜHENDİSLİĞİ LABORATUVARI DENEY İÇİNDE SABİT SICAKLIKTA SİLİNDİRİK ISITICI BULUNAN DİKDÖRTGEN PRİZMATİK SAC KUTU YÜZEYLERİNDEN ZORLANMIŞ TAŞINIM
Kaynak Hataları Çizelgesi
 Kaynak Hataları Çizelgesi Referans No Tanıtım ve Açıklama Resimli İzahı 1 2 3 Grup No: 1 Çatlaklar 100 Çatlaklar Soğuma veya gerilmelerin etkisiyle ortaya çıkabilen katı halde bir mevzii kopma olarak meydana
Kaynak Hataları Çizelgesi Referans No Tanıtım ve Açıklama Resimli İzahı 1 2 3 Grup No: 1 Çatlaklar 100 Çatlaklar Soğuma veya gerilmelerin etkisiyle ortaya çıkabilen katı halde bir mevzii kopma olarak meydana
TALAŞLI İMALAT. Koşul, takım ile iş şekillendirilmek istenen parça arasında belirgin bir sertlik farkının olmasıdır.
 TALAŞLI İMALAT Şekillendirilecek parça üzerinden sert takımlar yardımıyla küçük parçacıklar halinde malzeme koparılarak yapılan malzeme üretimi talaşlı imalat olarak adlandırılır. Koşul, takım ile iş şekillendirilmek
TALAŞLI İMALAT Şekillendirilecek parça üzerinden sert takımlar yardımıyla küçük parçacıklar halinde malzeme koparılarak yapılan malzeme üretimi talaşlı imalat olarak adlandırılır. Koşul, takım ile iş şekillendirilmek
MAK-204. Üretim Yöntemleri. Frezeleme Đşlemleri. (11.Hafta) Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt.
 Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt.") MAK-204 Üretim Yöntemleri Freze Tezgahı Frezeleme Đşlemleri (11.Hafta) Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt. Bölümü Freze tezgahının Tanımı: Frezeleme işleminde
MAK-204 Üretim Yöntemleri Freze Tezgahı Frezeleme Đşlemleri (11.Hafta) Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt. Bölümü Freze tezgahının Tanımı: Frezeleme işleminde
MODERN İMALAT YÖNTEMLERİ
 MODERN İMALAT YÖNTEMLERİ PLAZMA İLE KESİM, PLAZMA TEZGAHLARI Öğr.Gör.Dr. Ömer ERKAN PLAZMA İLE KESME Plazma maddenin dördüncü halidir. Madde gaz halinde iken doğru koşullar altında maddeye enerji verilmesinin
MODERN İMALAT YÖNTEMLERİ PLAZMA İLE KESİM, PLAZMA TEZGAHLARI Öğr.Gör.Dr. Ömer ERKAN PLAZMA İLE KESME Plazma maddenin dördüncü halidir. Madde gaz halinde iken doğru koşullar altında maddeye enerji verilmesinin
www.gunmak.com.tr Robot & Robotik Sistemler Montaj Otomasyonu Dozaj Sistemleri Püskürtme Sistemleri Bağlantı Elemanları Endüstriyel Aletletler
 www.gunmak.com.tr Robot & Robotik Sistemler Montaj Otomasyonu Dozaj Sistemleri Pompalar Püskürtme Sistemleri Bağlantı Elemanları Endüstriyel Aletletler Müşteri ihtiyaçlarını yakından takip eden ve ihtiyaca
www.gunmak.com.tr Robot & Robotik Sistemler Montaj Otomasyonu Dozaj Sistemleri Pompalar Püskürtme Sistemleri Bağlantı Elemanları Endüstriyel Aletletler Müşteri ihtiyaçlarını yakından takip eden ve ihtiyaca
2017 de Türkiye nin manyetik lineer motorları yerli üretim olan ilk lazer kesim makinesini ürettik. 3G, 120mt/dk hıza ulaştık.
 G - F Serileri Almira Lazer olarak 2007 den beri sunduğumuz avantajlı destek hizmetleri ve %100 sorunsuz makine politikasıyla bugüne kadar 3.000 den fazla makine satışını gerçekleştirdik. Kullanım alanına
G - F Serileri Almira Lazer olarak 2007 den beri sunduğumuz avantajlı destek hizmetleri ve %100 sorunsuz makine politikasıyla bugüne kadar 3.000 den fazla makine satışını gerçekleştirdik. Kullanım alanına
MAK 401 MAKİNA PROJE DERSİ KONULARI. Prof. Dr. Erdem KOÇ. Doç. Dr. Hakan ÖZCAN
 MAK 401 MAKİNA PROJE DERSİ KONULARI Not: Ders konuları seçilirken aşağıda belirtilen formun doldurulup bölüm sekreterliğine verilmesi gerekmektedir. Prof. Dr. Erdem KOÇ Konu Rüzgar Türbinlerinde Kanat
MAK 401 MAKİNA PROJE DERSİ KONULARI Not: Ders konuları seçilirken aşağıda belirtilen formun doldurulup bölüm sekreterliğine verilmesi gerekmektedir. Prof. Dr. Erdem KOÇ Konu Rüzgar Türbinlerinde Kanat
 Metalik malzemelerdeki kaynakların tahribatlı muayeneleri-kaynaklı yapıların soğuk çatlama deneyleri-ark kaynağı işlemleri Bölüm 2: Kendinden ön gerilmeli deneyler ISO 17642-2:2005 CTS TESTİ Hazırlayan:
Metalik malzemelerdeki kaynakların tahribatlı muayeneleri-kaynaklı yapıların soğuk çatlama deneyleri-ark kaynağı işlemleri Bölüm 2: Kendinden ön gerilmeli deneyler ISO 17642-2:2005 CTS TESTİ Hazırlayan:
Metal kesmeyi anlama # /71
 Kesme işlemi Metal kesmeyi anlama Metal kesmeyi anlama Frezeleme ile tornalama arasındaki fark Değişen kesme kuvvetleri (stres). Değişen kesme sıcaklıkları (uç gerilimi). İşlemeden ödün verme Kesme koşulları
Kesme işlemi Metal kesmeyi anlama Metal kesmeyi anlama Frezeleme ile tornalama arasındaki fark Değişen kesme kuvvetleri (stres). Değişen kesme sıcaklıkları (uç gerilimi). İşlemeden ödün verme Kesme koşulları
ALIŞILMAMIŞ ÜRETİM YÖNTEMLERİ. Prof. Dr. Akgün ALSARAN
 ALIŞILMAMIŞ ÜRETİM YÖNTEMLERİ Prof. Dr. Akgün ALSARAN Değerlendirme Oda numaram E-posta adresi : 333 (Mühendislik Fakültesi) : aalsaran@atauni.edu.tr Ders notlarını pdf halinde alabilirsiniz. 2-3 ödev
ALIŞILMAMIŞ ÜRETİM YÖNTEMLERİ Prof. Dr. Akgün ALSARAN Değerlendirme Oda numaram E-posta adresi : 333 (Mühendislik Fakültesi) : aalsaran@atauni.edu.tr Ders notlarını pdf halinde alabilirsiniz. 2-3 ödev
BÖHLER W302. Sıcak iş Çeliklerinin Başlıca Özelliklerinin Karşılaştırılması
 Sıcak iş Çeliklerinin Başlıca Özelliklerinin Karşılaştırılması Bu tablo çelik seçiminizde yardım olmak için hazırlanmıştır. Ancak yine de farklı uygulama türlerinin yarattığı gerilme koşulları dikkate
Sıcak iş Çeliklerinin Başlıca Özelliklerinin Karşılaştırılması Bu tablo çelik seçiminizde yardım olmak için hazırlanmıştır. Ancak yine de farklı uygulama türlerinin yarattığı gerilme koşulları dikkate
BD 5400 İletkenlik Duyargası. Montaj ve Kullanım Kitapçığı
 BD 5400 İletkenlik Duyargası Montaj ve Kullanım Kitapçığı BD 5400 MKK v10.02-tr 1 İÇİNDEKİLER 1. ÖNEMLİ NOTLAR... 3 2. TANIMLAMA... 3 3. TEKNİK ÖZELLİKLER... 4 4. MONTAJ ve KABLOLAMA... 5 4.1. Montaj...
BD 5400 İletkenlik Duyargası Montaj ve Kullanım Kitapçığı BD 5400 MKK v10.02-tr 1 İÇİNDEKİLER 1. ÖNEMLİ NOTLAR... 3 2. TANIMLAMA... 3 3. TEKNİK ÖZELLİKLER... 4 4. MONTAJ ve KABLOLAMA... 5 4.1. Montaj...
DÖKÜM TEKNOLOJİSİ. Döküm:Önceden hazırlanmış kalıpların içerisine metal ve alaşımların ergitilerek dökülmesi ve katılaştırılması işlemidir.
 DÖKÜM TEKNOLOJİSİ Döküm:Önceden hazırlanmış kalıpların içerisine metal ve alaşımların ergitilerek dökülmesi ve katılaştırılması işlemidir. DÖKÜM YÖNTEMİNİN ÜSTÜNLÜKLERİ Genelde tüm alaşımların dökümü yapılabilmektedir.
DÖKÜM TEKNOLOJİSİ Döküm:Önceden hazırlanmış kalıpların içerisine metal ve alaşımların ergitilerek dökülmesi ve katılaştırılması işlemidir. DÖKÜM YÖNTEMİNİN ÜSTÜNLÜKLERİ Genelde tüm alaşımların dökümü yapılabilmektedir.
ELEKTRON IŞIN KAYNAĞI
 ELEKTRON IŞIN KAYNAĞI 1 Elektron ışın kaynak yöntemi (Electron beam welding) ergitme ve katı hal kaynak yöntemleri ile elde edilemeyen mekanik ve mikroyapı özelliklerin elde edilmesi için kullanılan bir
ELEKTRON IŞIN KAYNAĞI 1 Elektron ışın kaynak yöntemi (Electron beam welding) ergitme ve katı hal kaynak yöntemleri ile elde edilemeyen mekanik ve mikroyapı özelliklerin elde edilmesi için kullanılan bir
BÖHLER K460 OSMANLI ALAŞIMLI ÇELİKLER SAN. VE TİC. LTD. ŞTİ. Başlıca Çelik Özelliklerinin Karşılaştırılması
 Başlıca Çelik Özelliklerinin Karşılaştırılması Bu tablonun amacı çelik seçeneğini kolaylaştırmaktır. Bununla birlikte, farklı uygulamalardan etkilenen çeşitli stres koşulları hesaba katılmamıştır. Teknik
Başlıca Çelik Özelliklerinin Karşılaştırılması Bu tablonun amacı çelik seçeneğini kolaylaştırmaktır. Bununla birlikte, farklı uygulamalardan etkilenen çeşitli stres koşulları hesaba katılmamıştır. Teknik
2017 de Türkiye nin manyetik lineer motorları yerli üretim olan ilk lazer kesim makinesini ürettik. 3G, 120mt/dk hıza ulaştık.
 FiberBora FIBERBORA Almira Lazer olarak 2007 den beri sunduğumuz avantajlı destek hizmetleri ve %100 sorunsuz makine politikasıyla bugüne kadar 3.000 den fazla makine satışını gerçekleştirdik. Kullanım
FiberBora FIBERBORA Almira Lazer olarak 2007 den beri sunduğumuz avantajlı destek hizmetleri ve %100 sorunsuz makine politikasıyla bugüne kadar 3.000 den fazla makine satışını gerçekleştirdik. Kullanım
Sürünme ; Yüksek sıcaklıklara dayanıklı malzemelerde görülen hasar dır. Yük veya gerilme altında zamanla meydana gelen plastik deformasyona sürünme
 SÜRÜNME HASARLARI 1 Sürünme ; Yüksek sıcaklıklara dayanıklı malzemelerde görülen hasar dır. Yük veya gerilme altında zamanla meydana gelen plastik deformasyona sürünme denir. 2 Günümüzde yüksek sıcaklık
SÜRÜNME HASARLARI 1 Sürünme ; Yüksek sıcaklıklara dayanıklı malzemelerde görülen hasar dır. Yük veya gerilme altında zamanla meydana gelen plastik deformasyona sürünme denir. 2 Günümüzde yüksek sıcaklık
X IŞINLARININ ELDE EDİLİŞİ
 X IŞINLARININ ELDE EDİLİŞİ Radyografide ve radyoterapide kullanılan X- ışınları, havası boşaltılmış bir tüp içinde, yüksek gerilim altında, ısıtılan katottan çıkan elektron demetinin hızlandırılarak anota
X IŞINLARININ ELDE EDİLİŞİ Radyografide ve radyoterapide kullanılan X- ışınları, havası boşaltılmış bir tüp içinde, yüksek gerilim altında, ısıtılan katottan çıkan elektron demetinin hızlandırılarak anota
YAKIT PİLLERİ. Cihat DEMİREL
 YAKIT PİLLERİ Cihat DEMİREL 16360030 İçindekiler Yakıt pilleri nasıl çalışır? Yakıt Pili Çalışma Prensibi Yakıt pilleri avantaj ve dezavantajları nelerdir? 2 Yakıt Pilleri Nasıl Çalışır? Tükenmez ve hiç
YAKIT PİLLERİ Cihat DEMİREL 16360030 İçindekiler Yakıt pilleri nasıl çalışır? Yakıt Pili Çalışma Prensibi Yakıt pilleri avantaj ve dezavantajları nelerdir? 2 Yakıt Pilleri Nasıl Çalışır? Tükenmez ve hiç
TOZ METALURJİSİ. Yrd. Doç. Dr. Rıdvan YAMANOĞLU
 TOZ METALURJİSİ Yrd. Doç. Dr. Rıdvan YAMANOĞLU Toz Metalurjisi Tasarım Toz Metalurjisi Avantajlar Karmaşık şekil Çok küçük parçalar Mikroyapı kontrolü Ekonomik Özellikle yüksek ergime dereceli malzemeler
TOZ METALURJİSİ Yrd. Doç. Dr. Rıdvan YAMANOĞLU Toz Metalurjisi Tasarım Toz Metalurjisi Avantajlar Karmaşık şekil Çok küçük parçalar Mikroyapı kontrolü Ekonomik Özellikle yüksek ergime dereceli malzemeler
KIRIK YÜZEYLERİN İNCELENMESİ
 GAZİ ÜNİVERSİTESİ TEKNOLOJİ FAKÜLTESİ METALURJİ VE MALZEME MÜHENDİSLİĞİ MEM-317 MALZEME KARAKTERİZASYONU KIRIK YÜZEYLERİN İNCELENMESİ Yrd. Doç. Dr. Volkan KILIÇLI ANKARA 2012 KIRIK YÜZEYLERİN İNCELENMESİ
GAZİ ÜNİVERSİTESİ TEKNOLOJİ FAKÜLTESİ METALURJİ VE MALZEME MÜHENDİSLİĞİ MEM-317 MALZEME KARAKTERİZASYONU KIRIK YÜZEYLERİN İNCELENMESİ Yrd. Doç. Dr. Volkan KILIÇLI ANKARA 2012 KIRIK YÜZEYLERİN İNCELENMESİ
TOKLUK VE KIRILMA. Doç.Dr.Salim ŞAHĠN
 TOKLUK VE KIRILMA Doç.Dr.Salim ŞAHĠN TOKLUK Tokluk bir malzemenin kırılmadan önce sönümlediği enerjinin bir ölçüsüdür. Bir malzemenin kırılmadan bir darbeye dayanması yeteneği söz konusu olduğunda önem
TOKLUK VE KIRILMA Doç.Dr.Salim ŞAHĠN TOKLUK Tokluk bir malzemenin kırılmadan önce sönümlediği enerjinin bir ölçüsüdür. Bir malzemenin kırılmadan bir darbeye dayanması yeteneği söz konusu olduğunda önem
TALAŞLI İMALAT SAKARYA ÜNİVERSİTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ KALIPÇILIK TEKNİĞİ DERS NOTU. Doç.Dr. Akın Oğuz KAPTI. Talaşlı İmalat Yöntemleri
 TALAŞLI İMALAT MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ KALIPÇILIK TEKNİĞİ DERS NOTU Doç.Dr. Akın Oğuz KAPTI Talaşlı İmalat Yöntemleri 2 Talaşlı İmalat; iş parçası üzerinden, sertliği daha yüksek bir kesici takım yardımıyla,
TALAŞLI İMALAT MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ KALIPÇILIK TEKNİĞİ DERS NOTU Doç.Dr. Akın Oğuz KAPTI Talaşlı İmalat Yöntemleri 2 Talaşlı İmalat; iş parçası üzerinden, sertliği daha yüksek bir kesici takım yardımıyla,
Enerji Verimliliği ve İndüksiyon Ocaklarının Değerlendirilmesi. Yrd. Doç. Dr. Halil Murat Ünver Kırıkkale Üniversitesi
 Enerji Verimliliği ve İndüksiyon Ocaklarının Değerlendirilmesi Yrd. Doç. Dr. Halil Murat Ünver Kırıkkale Üniversitesi Giriş İndüksiyonla Isıtma Prensipleri Bilindiği üzere, iletken malzemenin değişken
Enerji Verimliliği ve İndüksiyon Ocaklarının Değerlendirilmesi Yrd. Doç. Dr. Halil Murat Ünver Kırıkkale Üniversitesi Giriş İndüksiyonla Isıtma Prensipleri Bilindiği üzere, iletken malzemenin değişken
Makine Elemanları I. Perçin bağlantıları. Prof. Dr. İrfan KAYMAZ. Erzurum Teknik Üniversitesi. Mühendislik Fakültesi Makine Mühendisliği Bölümü
 Makine Elemanları I Prof. Dr. İrfan KAYMAZ Mühendislik Fakültesi Makine Mühendisliği Bölümü İÇERİK Giriş Perçin Çeşitleri Perçinleme işlemi Perçin bağlantı şekilleri Mukavemet hesapları Örnekler Giriş
Makine Elemanları I Prof. Dr. İrfan KAYMAZ Mühendislik Fakültesi Makine Mühendisliği Bölümü İÇERİK Giriş Perçin Çeşitleri Perçinleme işlemi Perçin bağlantı şekilleri Mukavemet hesapları Örnekler Giriş
12. SINIF KONU ANLATIMLI
 12. SINIF KONU ANLATIMLI 3. ÜNİTE: DALGA MEKANİĞİ 2. Konu ELEKTROMANYETİK DALGA ETKİNLİK VE TEST ÇÖZÜMLERİ 2 Elektromanyetik Dalga Testin 1 in Çözümleri 1. B manyetik alanı sabit v hızıyla hareket ederken,
12. SINIF KONU ANLATIMLI 3. ÜNİTE: DALGA MEKANİĞİ 2. Konu ELEKTROMANYETİK DALGA ETKİNLİK VE TEST ÇÖZÜMLERİ 2 Elektromanyetik Dalga Testin 1 in Çözümleri 1. B manyetik alanı sabit v hızıyla hareket ederken,
HAVACILIKTA TERSİNE MÜHENDİSLİK UYGULAMALARI. Özgecan YILDIZ 1
 HAVACILIKTA TERSİNE MÜHENDİSLİK UYGULAMALARI Özgecan YILDIZ 1 Tersine Mühendislik Nedir? Tersine mühendislik, teknik bilgi paketi mevcut olmayan bir sistem, cihaz ya da parçanın üretim aşamalarını da içerecek
HAVACILIKTA TERSİNE MÜHENDİSLİK UYGULAMALARI Özgecan YILDIZ 1 Tersine Mühendislik Nedir? Tersine mühendislik, teknik bilgi paketi mevcut olmayan bir sistem, cihaz ya da parçanın üretim aşamalarını da içerecek
Prof. Dr. HÜSEYİN UZUN KAYNAK KABİLİYETİ
 KAYNAK KABİLİYETİ Günümüz kaynak teknolojisinin kaydettiği inanılmaz gelişmeler sayesinde pek çok malzemenin birleştirilmesi artık mümkün hale gelmiştir. *Demir esaslı metalik malzemeler *Demirdışı metalik
KAYNAK KABİLİYETİ Günümüz kaynak teknolojisinin kaydettiği inanılmaz gelişmeler sayesinde pek çok malzemenin birleştirilmesi artık mümkün hale gelmiştir. *Demir esaslı metalik malzemeler *Demirdışı metalik
BİLGİSAYAR DESTEKLİ MÜHENDİSLİK SEMİNERİMİZE HOŞGELDİNİZ!!! HAZIRLAYAN: H.NAZIM EKİCİ
 BİLGİSAYAR DESTEKLİ MÜHENDİSLİK SEMİNERİMİZE HOŞGELDİNİZ!!! HAZIRLAYAN: H.NAZIM EKİCİ 1. BÖLÜM CAD-COMPUTER AIDED DESIGN NE TASARLIYORUZ? - KATI MODELLER (SOLIDS) - -SACLAR(SHEET METAL) - -YÜZEYLER (SURFACES)
BİLGİSAYAR DESTEKLİ MÜHENDİSLİK SEMİNERİMİZE HOŞGELDİNİZ!!! HAZIRLAYAN: H.NAZIM EKİCİ 1. BÖLÜM CAD-COMPUTER AIDED DESIGN NE TASARLIYORUZ? - KATI MODELLER (SOLIDS) - -SACLAR(SHEET METAL) - -YÜZEYLER (SURFACES)
HOŞGELDİNİZ MIG-MAG GAZALTI KAYNAK PARAMETRELERİ. K ayna K. Sakarya Üniversitesi Teknik Eğitim Fakültesi. Teknolojisi. Teknolojisi
 MIG-MAG GAZALTI KAYNAK PARAMETRELERİ K ayna K K ayna K Teknolojisi Teknolojisi HOŞGELDİNİZ Doç. Dr. Hüseyin UZUN Kaynak Eğitimi Ana Bilim Dalı Başkanı 1 /27 KAYNAK PARAMETRELERİ VE SEÇİMİ Kaynak dikişinin
MIG-MAG GAZALTI KAYNAK PARAMETRELERİ K ayna K K ayna K Teknolojisi Teknolojisi HOŞGELDİNİZ Doç. Dr. Hüseyin UZUN Kaynak Eğitimi Ana Bilim Dalı Başkanı 1 /27 KAYNAK PARAMETRELERİ VE SEÇİMİ Kaynak dikişinin
Bir cismin içinde mevcut olan veya sonradan oluşan bir çatlağın, cisme uygulanan gerilmelerin etkisi altında, ilerleyerek cismi iki veya daha çok
 Bir cismin içinde mevcut olan veya sonradan oluşan bir çatlağın, cisme uygulanan gerilmelerin etkisi altında, ilerleyerek cismi iki veya daha çok parçaya ayırmasına "kırılma" adı verilir. KIRILMA ÇEŞİTLERİ
Bir cismin içinde mevcut olan veya sonradan oluşan bir çatlağın, cisme uygulanan gerilmelerin etkisi altında, ilerleyerek cismi iki veya daha çok parçaya ayırmasına "kırılma" adı verilir. KIRILMA ÇEŞİTLERİ
TOZ METALURJİSİ. Yrd. Doç. Dr. Rıdvan YAMANOĞLU
 TOZ METALURJİSİ Yrd. Doç. Dr. Rıdvan YAMANOĞLU Toz Metalurjisi Avantajlar Karmaşık şekil Çok küçük parçalar Mikroyapı kontrolü Ekonomik Özellikle yüksek ergime dereceli malzemeler için alternatifsiz 2/20
TOZ METALURJİSİ Yrd. Doç. Dr. Rıdvan YAMANOĞLU Toz Metalurjisi Avantajlar Karmaşık şekil Çok küçük parçalar Mikroyapı kontrolü Ekonomik Özellikle yüksek ergime dereceli malzemeler için alternatifsiz 2/20
Chapter 22: Tornalama ve Delik Açma. DeGarmo s Materials and Processes in Manufacturing
 Chapter 22: Tornalama ve Delik Açma DeGarmo s Materials and Processes in Manufacturing 22.1 Giriş Tornalama, dışı silindirik ve konik yüzeylere sahip parça işleme sürecidir. Delik açma, işleme sonucunda
Chapter 22: Tornalama ve Delik Açma DeGarmo s Materials and Processes in Manufacturing 22.1 Giriş Tornalama, dışı silindirik ve konik yüzeylere sahip parça işleme sürecidir. Delik açma, işleme sonucunda
BÖHLER W303 OSMANLI ALAŞIMLI ÇELİKLER SAN. VE TİC. LTD. ŞTİ. Sıcak iş Çeliklerinin Başlıca Özelliklerinin Karşılaştırılması
 Sıcak iş Çeliklerinin Başlıca Özelliklerinin Karşılaştırılması Bu tablo çelik seçiminizde yardım olmak için hazırlanmıştır. Ancak yine de farklı uygulama türlerinin yarattığı gerilme koşulları dikkate
Sıcak iş Çeliklerinin Başlıca Özelliklerinin Karşılaştırılması Bu tablo çelik seçiminizde yardım olmak için hazırlanmıştır. Ancak yine de farklı uygulama türlerinin yarattığı gerilme koşulları dikkate
Kaynak Metalurjisi ve Teknolojisi (MATE 442) Ders Detayları
 Ders Detayları") Kaynak Metalurjisi ve Teknolojisi (MATE 442) Ders Detayları Ders Adı Kaynak Metalurjisi ve Teknolojisi Ders Kodu MATE 442 Dönemi Ders Uygulama Saati Saati Laboratuar Saati Kredi AKTS Her İkisi 3 0 0 3
Kaynak Metalurjisi ve Teknolojisi (MATE 442) Ders Detayları Ders Adı Kaynak Metalurjisi ve Teknolojisi Ders Kodu MATE 442 Dönemi Ders Uygulama Saati Saati Laboratuar Saati Kredi AKTS Her İkisi 3 0 0 3
" En son teknoloji ürünlerimiz ile müşterilerimize yenilikçi çözümler sunuyoruz..! " Ürünlerimiz
 " En son teknoloji ürünlerimiz ile müşterilerimize yenilikçi çözümler sunuyoruz..! " Ürünlerimiz Hakkımızda Firmamız 2013 yılı Haziran ayında Mehmet Yeşil Greentech Kesici Takımlar Şahıs firması olarak
" En son teknoloji ürünlerimiz ile müşterilerimize yenilikçi çözümler sunuyoruz..! " Ürünlerimiz Hakkımızda Firmamız 2013 yılı Haziran ayında Mehmet Yeşil Greentech Kesici Takımlar Şahıs firması olarak
PERÇİN BAĞLANTILARI. Bu sunu farklı kaynaklardan derlemedir.
 PERÇİN BAĞLANTILARI Perçin çözülemeyen bağlantı elemanıdır. Kaynak teknolojisindeki hızlı gelişme sonucunda yerini çoğunlukla kaynaklı bağlantılara bırakmıştır. Sınırlı olarak çelik kazan ve kap konstrüksiyonlarında
PERÇİN BAĞLANTILARI Perçin çözülemeyen bağlantı elemanıdır. Kaynak teknolojisindeki hızlı gelişme sonucunda yerini çoğunlukla kaynaklı bağlantılara bırakmıştır. Sınırlı olarak çelik kazan ve kap konstrüksiyonlarında
Dr. Fatih AY. Tel: 0 388 225 22 55 ayfatih@nigde.edu.tr
 Dr. Fatih AY Tel: 0 388 225 22 55 ayfatih@nigde.edu.tr Düzlemsel Güneş Toplayıcıları Vakumlu Güneş Toplayıcıları Yoğunlaştırıcı Sistemler Düz Toplayıcının Isıl Analizi 2 Yapı olarak havası boşaltılmış
Dr. Fatih AY Tel: 0 388 225 22 55 ayfatih@nigde.edu.tr Düzlemsel Güneş Toplayıcıları Vakumlu Güneş Toplayıcıları Yoğunlaştırıcı Sistemler Düz Toplayıcının Isıl Analizi 2 Yapı olarak havası boşaltılmış
Elektrik ark kaynağı.
 Kaynak yöntemleri Endüstride kullanılan kaynak yöntemleri çeşitlidir. Ancak bunların bazı ortak özellikleri vardır. Kiminde elektrik akımı ile kaynaklama yapılırken, kiminde bir takım gazlar kullanılarak
Kaynak yöntemleri Endüstride kullanılan kaynak yöntemleri çeşitlidir. Ancak bunların bazı ortak özellikleri vardır. Kiminde elektrik akımı ile kaynaklama yapılırken, kiminde bir takım gazlar kullanılarak
BÖHLER S705 OSMANLI ALAŞIMLI ÇELİKLER SAN. VE TİC. LTD. ŞTİ. Başlıca çeliklerin özelliklerinin karşılaştırılması:
 Başlıca çeliklerin özelliklerinin karşılaştırılması: Bu tablo çelik seçiminizde yardım olmak için hazırlanmıştır. Ancak yine de farklı uygulama türlerinin yarattığı gerilme koşulları dikkate alınmamıştır.
Başlıca çeliklerin özelliklerinin karşılaştırılması: Bu tablo çelik seçiminizde yardım olmak için hazırlanmıştır. Ancak yine de farklı uygulama türlerinin yarattığı gerilme koşulları dikkate alınmamıştır.
Alüminyum Test Eğitim ve Araştırma Merkezi. Mart 2017
 Alüminyum Test Eğitim ve Araştırma Merkezi Mart 2017 SEM Nedir? SEM ile Neler Yapılabilir? SEM ile Neler Yapılabilir? SEM Giriş SEM nedir? Mikro ve nano boyuttaki yapıları görüntüleyebilmek için kullanılan
Alüminyum Test Eğitim ve Araştırma Merkezi Mart 2017 SEM Nedir? SEM ile Neler Yapılabilir? SEM ile Neler Yapılabilir? SEM Giriş SEM nedir? Mikro ve nano boyuttaki yapıları görüntüleyebilmek için kullanılan
Problem 2.6 Problem 2.21 Problem 2.23
 Problem.6 Problem. Problem.3 33 Problem. Problem.3 Problem 3.0 Bir katıdaki sıcaklık dağılımına, ısı iletim katsayısının sıcaklığa bağlı olmasının etkisini belirlemek için, ısı iletim katsayısı, olan bir
Problem.6 Problem. Problem.3 33 Problem. Problem.3 Problem 3.0 Bir katıdaki sıcaklık dağılımına, ısı iletim katsayısının sıcaklığa bağlı olmasının etkisini belirlemek için, ısı iletim katsayısı, olan bir
MALZEME BİLGİSİ DERS 8 DR. FATİH AY. www.fatihay.net fatihay@fatihay.net
 MALZEME BİLGİSİ DERS 8 DR. FATİH AY www.fatihay.net fatihay@fatihay.net BÖLÜM IV METALLERİN MEKANİK ÖZELLİKLERİ GERİLME VE BİRİM ŞEKİL DEĞİŞİMİ ANELASTİKLİK MALZEMELERİN ELASTİK ÖZELLİKLERİ ÇEKME ÖZELLİKLERİ
MALZEME BİLGİSİ DERS 8 DR. FATİH AY www.fatihay.net fatihay@fatihay.net BÖLÜM IV METALLERİN MEKANİK ÖZELLİKLERİ GERİLME VE BİRİM ŞEKİL DEĞİŞİMİ ANELASTİKLİK MALZEMELERİN ELASTİK ÖZELLİKLERİ ÇEKME ÖZELLİKLERİ
MAKİNE MÜHENDİSLİĞİNE GİRİŞ Ders 3
 Enerji Kaynakları MAKİNE MÜHENDİSLİĞİNE GİRİŞ Ders 3 Enerji kaynakları Yakıtlar Doğa kuvvetleri Özel doğa kuvvetleri Yrd. Doç. Dr. Yüksel HACIOĞLU Katı Sıvı Gaz Odun Petrol Doğal Gaz Hidrolik Güneş Rüzgar
Enerji Kaynakları MAKİNE MÜHENDİSLİĞİNE GİRİŞ Ders 3 Enerji kaynakları Yakıtlar Doğa kuvvetleri Özel doğa kuvvetleri Yrd. Doç. Dr. Yüksel HACIOĞLU Katı Sıvı Gaz Odun Petrol Doğal Gaz Hidrolik Güneş Rüzgar
Yararlanılan Kaynaklar: 1. Kurt, H., Ders Notları 2. Genceli, O.F., Isı Değiştiricileri, Birsen Yayınevi, Dağsöz, A. K.
 Yararlanılan Kaynaklar: 1. Kurt, H., Ders Notları 2. Genceli, O.F., Isı Değiştiricileri, Birsen Yayınevi, 1999. 3. Dağsöz, A. K., Isı Değiştiricileri, 1985. 4. Kakaç, S.,andLiu, H., Selection,RatingandThermal
Yararlanılan Kaynaklar: 1. Kurt, H., Ders Notları 2. Genceli, O.F., Isı Değiştiricileri, Birsen Yayınevi, 1999. 3. Dağsöz, A. K., Isı Değiştiricileri, 1985. 4. Kakaç, S.,andLiu, H., Selection,RatingandThermal
MAKİNE MÜHENDİSLİĞİNE GİRİŞ Ders 4
 Akışkanlar ile ilgili temel kavramlar MAKİNE MÜHENDİSLİĞİNE GİRİŞ Ders 4 Yrd. Doç. Dr. Yüksel HACIOĞLU Su,, gaz, buhar gibi kolayca şekillerini değiştirebilen ve dış etkilerin etkisi altında kolayca hareket
Akışkanlar ile ilgili temel kavramlar MAKİNE MÜHENDİSLİĞİNE GİRİŞ Ders 4 Yrd. Doç. Dr. Yüksel HACIOĞLU Su,, gaz, buhar gibi kolayca şekillerini değiştirebilen ve dış etkilerin etkisi altında kolayca hareket
SEM İncelemeleri için Numune Hazırlama
 SEM İncelemeleri için Numune Hazırlama Giriş Taramalı elektron mikroskobunda kullanılacak numuneleri, öncelikle, Vakuma dayanıklı (buharlaşmamalı) Katı halde temiz yüzeyli İletken yüzeyli olmalıdır. Günümüzde
SEM İncelemeleri için Numune Hazırlama Giriş Taramalı elektron mikroskobunda kullanılacak numuneleri, öncelikle, Vakuma dayanıklı (buharlaşmamalı) Katı halde temiz yüzeyli İletken yüzeyli olmalıdır. Günümüzde
MAKİNE ELEMANLARI DERS SLAYTLARI
 MAKİNE ELEMANLARI DERS SLAYTLARI PERÇİN VE YAPIŞTIRICI BAĞLANTILARI P r o f. D r. İ r f a n K A Y M A Z P r o f. D r. A k g ü n A L S A R A N A r ş. G ör. İ l y a s H A C I S A L İ HOĞ LU Perçin; iki veya
MAKİNE ELEMANLARI DERS SLAYTLARI PERÇİN VE YAPIŞTIRICI BAĞLANTILARI P r o f. D r. İ r f a n K A Y M A Z P r o f. D r. A k g ü n A L S A R A N A r ş. G ör. İ l y a s H A C I S A L İ HOĞ LU Perçin; iki veya
Bir katı malzeme ısıtıldığında, sıcaklığının artması, malzemenin bir miktar ısı enerjisini absorbe ettiğini gösterir. Isı kapasitesi, bir malzemenin
 Bir katı malzeme ısıtıldığında, sıcaklığının artması, malzemenin bir miktar ısı enerjisini absorbe ettiğini gösterir. Isı kapasitesi, bir malzemenin dış ortamdan ısı absorblama kabiliyetinin bir göstergesi
Bir katı malzeme ısıtıldığında, sıcaklığının artması, malzemenin bir miktar ısı enerjisini absorbe ettiğini gösterir. Isı kapasitesi, bir malzemenin dış ortamdan ısı absorblama kabiliyetinin bir göstergesi
Bölüm 1 Maddenin Yapısı ve Radyasyon. Prof. Dr. Bahadır BOYACIOĞLU
 Bölüm 1 Maddenin Yapısı ve Radyasyon Prof. Dr. Bahadır BOYACIOĞLU İÇİNDEKİLER X-ışınlarının elde edilmesi X-ışınlarının Soğrulma Mekanizması X-ışınlarının özellikleri X-ışını cihazlarının parametreleri
Bölüm 1 Maddenin Yapısı ve Radyasyon Prof. Dr. Bahadır BOYACIOĞLU İÇİNDEKİLER X-ışınlarının elde edilmesi X-ışınlarının Soğrulma Mekanizması X-ışınlarının özellikleri X-ışını cihazlarının parametreleri
METAL KAYNAĞI METALİK MALZEMELERİ,
 METAL KAYNAĞI METALİK MALZEMELERİ, ISI, BASINÇ veya HERİKİSİ BİRDEN KULLANILARAK, AYNI yada FAKLI BİR MALZEMEDEN ANCAK KAYNATILACAK MALZEME İLE YAKIN ERGİME SICAKLIĞINDA İLAVE BİR METAL KULLANARAK veya
METAL KAYNAĞI METALİK MALZEMELERİ, ISI, BASINÇ veya HERİKİSİ BİRDEN KULLANILARAK, AYNI yada FAKLI BİR MALZEMEDEN ANCAK KAYNATILACAK MALZEME İLE YAKIN ERGİME SICAKLIĞINDA İLAVE BİR METAL KULLANARAK veya
2009 MÜFREDATI MÜHENDİSLİK FAKÜLTESİ / MAKİNE MÜHENDİSLİĞİ EĞİTİM PLANI SINIF: 1 DÖNEM: GÜZ. Ders Kodu Dersin Adı T P K ECTS Ders Tipi
 2009 MÜFREDATI MÜHENDİSLİK FAKÜLTESİ / MAKİNE MÜHENDİSLİĞİ EĞİTİM PLANI SINIF: 1 DÖNEM: GÜZ Aİ 101 ATATÜRK İLKELERİ VE İNKILAP TARİHİ-I 2 0 2 2 ZORUNLU MM 101 GENEL MATEMATİK-I 3 0 3 5 ZORUNLU MM 103 LİNEER
2009 MÜFREDATI MÜHENDİSLİK FAKÜLTESİ / MAKİNE MÜHENDİSLİĞİ EĞİTİM PLANI SINIF: 1 DÖNEM: GÜZ Aİ 101 ATATÜRK İLKELERİ VE İNKILAP TARİHİ-I 2 0 2 2 ZORUNLU MM 101 GENEL MATEMATİK-I 3 0 3 5 ZORUNLU MM 103 LİNEER
Isıl işlem, katı haldeki metal ve alaşımlarına belirli özellikler kazandırmak amacıyla bir veya daha çok sayıda, yerine göre birbiri peşine uygulanan
 ISIL İŞLEMLER Isıl işlem, katı haldeki metal ve alaşımlarına belirli özellikler kazandırmak amacıyla bir veya daha çok sayıda, yerine göre birbiri peşine uygulanan ısıtma ve soğutma işlemleridir. İşlem
ISIL İŞLEMLER Isıl işlem, katı haldeki metal ve alaşımlarına belirli özellikler kazandırmak amacıyla bir veya daha çok sayıda, yerine göre birbiri peşine uygulanan ısıtma ve soğutma işlemleridir. İşlem
Fabrika İmalat Teknikleri
 Fabrika İmalat Teknikleri İmalat Yöntemleri İmalat teknolojisinin temel amacı tasarlanan ürünlerin en düşük maliyetle, en iyi kalitede ve en verimli yöntemle elde edilmesidir. Üretilecek parçaların geometrisi,
Fabrika İmalat Teknikleri İmalat Yöntemleri İmalat teknolojisinin temel amacı tasarlanan ürünlerin en düşük maliyetle, en iyi kalitede ve en verimli yöntemle elde edilmesidir. Üretilecek parçaların geometrisi,
FİBER OPTİK ÜTÜLEME DIODE LAZER!
 ÜTÜLEME DIODE LAZERDE EN SON TEKNOLOJİ FCD FİBER OPTİK ÜTÜLEME DIODE LAZER! HAFİF EN BAŞLIĞI (300 gr) DÜNYANIN 60.000.000 ATIŞ ÖMRÜ 20.000.000 Garanti 2 YIL GARANTİ BUZ BAŞLIK K142186/878.4810 17.04.2015
ÜTÜLEME DIODE LAZERDE EN SON TEKNOLOJİ FCD FİBER OPTİK ÜTÜLEME DIODE LAZER! HAFİF EN BAŞLIĞI (300 gr) DÜNYANIN 60.000.000 ATIŞ ÖMRÜ 20.000.000 Garanti 2 YIL GARANTİ BUZ BAŞLIK K142186/878.4810 17.04.2015
MAK-205 Üretim Yöntemleri I. (6.Hafta) Kubilay Aslantaş
 Kubilay Aslantaş") MAK-205 Üretim Yöntemleri I Gazaltı Kaynağı ğı, Tozaltı Kaynağı Direnç Kaynağı (6.Hafta) Kubilay Aslantaş Gazaltı Ark Kaynağı Kaynak bölgesinin bir koruyucu gaz yardımıyla korunduğu kaynak yöntemler gurubudur.
MAK-205 Üretim Yöntemleri I Gazaltı Kaynağı ğı, Tozaltı Kaynağı Direnç Kaynağı (6.Hafta) Kubilay Aslantaş Gazaltı Ark Kaynağı Kaynak bölgesinin bir koruyucu gaz yardımıyla korunduğu kaynak yöntemler gurubudur.