SÜRTÜNME KARIŞTIRMA KAYNAK YÖNTEMİYLE BİRLEŞTİRİLEN AA2124/SiCp/25 KOMPOZİT LEVHALARIN MEKANİK ÖZELLİKLERİNE TAKIM AŞINMASININ ETKİSİ
|
|
|
- Deniz Bercu Özek
- 8 yıl önce
- İzleme sayısı:
Transkript
1 Gazi Üniv. Müh. Mim. Fak. Der. J. Fac. Eng. Arch. Gazi Univ. Cilt 26, No 1, , 2011 Vol 26, No 1, , 2011 SÜRTÜNME KARIŞTIRMA KAYNAK YÖNTEMİYLE BİRLEŞTİRİLEN AA2124/SiCp/25 KOMPOZİT LEVHALARIN MEKANİK ÖZELLİKLERİNE TAKIM AŞINMASININ ETKİSİ Yahya BOZKURT*, Hüseyin UZUN**, Serdar SALMAN * * Metal Eğitimi Bölümü, Tek. Eğt. Fak., Marmara Üniversitesi, Göztepe Kampüsü 34722, Kadıköy/İstanbul ** Metalurji ve Malzeme Müh. Bölümü, Teknoloji Fakültesi, Sakarya Üniversitesi, Esentepe Kampüsü, Sakarya. ybozkurt@marmara.edu.tr, huzun@sakarya.edu.tr, ssalman@marmara.edu.tr (Geliş/Received: ; Kabul/Accepted: ) ÖZET Bu çalışmada, yüksek hız çeliğinden imal edilen takım kullanılarak sürtünme karıştırma kaynak yöntemiyle birleştirilen AA2124/SiCp/25 kompozit levhaların karışım bölgesi içerisinde takım aşınmasından dolayı oluşabilecek metal veya fazların varlığı incelenmiştir. Takım aşınma kaybı üzerine düşük ve yüksek takım ilerleme hızının (40 mm/dak ve 100 mm/dak.) etkisi araştırılmıştır. Karışım bölgesinin analizi, SEM, BEI ve XRD çalışmaları ile yapılmıştır. Yapılan deneysel çalışmalar sonucunda, sabit takım dönme hızında takım ilerleme hızının 40 mm/dak. dan 100 mm/dak. ya arttırılmasıyla, karıştırıcı ucun uç kısmında %10, kök kısmında ise %5 lik bir aşınma kaybı belirlenmiştir. Ayrıca karışım bölgesi içerisinde karıştırıcı uçtan kopmuş metal parçacıkları, SiO 2 ve Cu 2 FeAl 7 metallerarası fazların var olduğu XRD analizi ile tespit edilmiştir. Bu etkenlere bağlı olarak, kaynak performansı % 42 oranında düşüş göstermiştir. Anahtar Kelimeler: Sürtünme karıştırma kaynağı (SKK), takım aşınması, AA2124/SiCp/25 kompozit. EFFECT OF TOOL WEAR ON MECHANICAL PROPERTIES OF FRICTION STIR WELDED AA2124/SiCp/25 COMPOSITE PLATES ABSTRACT In this study, the presence of metals or compounds which might have been caused by the rotational tool wear tool manufactured from high speed steel in the stirring zone of FSWed similar AA2124/SiCp/25 composite joints has been investigated. The effects of low and high tool transverse speeds (40 and 100 mm min -1 ) on the tool wear were also evaluated. Microstructure investigations of the stirring zone by SEM, BEI and XRD were carried out. The experimental results show that the tool wear increased with increasing the tool transverse speed at the constant tool rotation speed. While the tool wear of the joints at 40 mm min -1 was nearly unchangeable, the tool wear of the joints at 100 mm min -1 clearly increased to 10% on the top and 5% on the root sections. In addition, XRD analysis shows that metallic particles broken down off from the stirring tool, SiO 2 and Cu 2 FeAl 7 intermetalic phases were detected in the stirring zone. It was concluded that the joining efficiency decreased to the rate of 42%. Keywords: Friction stir welding (FSW), tool wear, AA2124/SiCp/25 composite. 1. GİRİŞ (INTRODUCTION) Partikül takviyeli metal matrisli kompozit malzemeler (MMK) havacılık, otomotiv, askeri ve ulaşım sanayi gibi endüstriyel sektörlerde yüksek sertlik, mukavemet, aşınma ve korozyon direncine sahip olmaları sebebiyle tercih edilen önemli yapısal malzemeler olarak kabul edilmektedirler. MMK malzemelerden büyük ve karmaşık yapılı parçalar üretmek için, MMK malzemelerin birbirleriyle ya da farklı metallerle birleştirilmesi önem arz etmektedir. Bu bakımdan, TIG, MIG, lazer v.b. geleneksel ergitmeli kaynak teknikleri [1-5] kullanılarak MMK malzemelerin birleştirilmesi yönünde çalışmalar

2 Y. Bozkurt ve ark. Sürtünme Karıştırma Kaynak Yöntemiyle Birleştirilen AA2124/SiCp/25... yapılmıştır. Fakat partiküllerin ergimesi, segregasyon ya da takviye fazlarının tepkimeye girmesi gibi istenmeyen sonuçlar ortaya çıktığı için beklenen mekanik özellikler elde edilememiştir [6,7]. Bu istenmeyen sonuçlar, düşük birleştirme sıcaklığı, kaynak süresinin kısa olması ve düşük çarpılma gibi önemli avantajlara sahip bir katı hal kaynak tekniği olan sürtünme karıştırma kaynağı (SKK) ile elimine edilebilmekte ve partiküllerin homojen dağılımı sağlanabilmektedir [8,9]. SKK, farklı hızlarda dönen bir omuz ve karıştırıcı uca sahip takımın iki levha arasına daldırılması ve birleştirme hattı boyunca hareket ettirilmesi ile gerçekleşir [10]. SKK da değişik karıştırıcı uçlu takım geometrileri kullanılmaktadır. Bunlardan çoğu vida dişli şeklindedir [11]. Takım geometrisi, SKK için en etkili parametredir ve bölgesel ısınma ile malzemenin karıştırılması ve taşınması sonucu malzeme akışını sağlar. MMK malzemelerin SKK ile birleştirilmesinde sert seramik takviyelerin varlığından dolayı takımın aşınması kritik bir sorundur. Nelson ve ark. H13 takım çeliğinden imal edilen ve ısıl işlem ile 52 HRC sertliğe ulaştırılan vida dişli takım ile birleştirilen Al 6061/B 4 C takviyeli MMK levhaların SKK sında takım aşınmasından dolayı birleşmenin mekanik özelliklerinde azalma olduğunu belirtmişlerdir [12]. Ayrıca, Prado ve ark. %20-Al 2 O 3 partikül takviyeli Al 6061 [13,14], Fernandez ve Murr, %20 SiC partikül takviyeli Al 359 [15], Lee ve ark. %10 SiC partikül takviyeli AZ91 MMK levhaların [16] SKK ile birleştirme işlemlerinde takım aşınmasının meydana geldiğini açıklamışlardır. Bu çalışmada, %25 SiC partikül takviyeli AA2124-T4 kompozit levhaların, SKK ile farklı ilerleme hızlarında birleştirilmesi sonucunda meydana gelen takım aşınmasının mekanik özellikler üzerindeki etkisi incelenmiştir. Takım aşınması nedeniyle takımdan ayrılan metalik parçacıkların karışım bölgesindeki mevcudiyetinin analizi sonucu, kaynak performansının nasıl etkilendiği araştırılmıştır. 2. DENEYDE KULLANILAN MALZEME VE METOT (MATERIAL AND METHOD USED IN EXPERIMENTAL STUDY) 2.1. Deneyde Kullanılan Malzeme (Material Used in Experimental Study) SKK tekniği ile birleştirilen kompozit malzeme; Al matris içerisine %25 SiC partikül takviyesi yapılmış ve kısaca AA2124/SiCp/25 simgesiyle gösterilen metal matrisli kompozittir. Bu kompozit uçak sanayinde yaygın olarak kullanılmaktadır. Deney malzemesi, 400x260x50 mm ebatlarında bir kütük halinde İngiltere nin AMC firmasından satın alınmıştır. Kütük halindeki MMK, Şekil 1 de gösterildiği gibi tel erozyon ile hassas bir şekilde 130x50x3 mm ebatlarında kesilerek levha halinde elde edilmiştir. Levha yüzeyleri, Taksan TYT-400 marka düzlemsel yüzey taşlama tezgahında taşlanarak 3 mm kalınlığına getirilmiştir. Bu çalışmada kullanılan AA2124/SiCp/25-T4 MMK malzemenin kimyasal bileşimi Tablo 1 de, mekanik özellikleri ise Tablo 2 de verilmiştir. Tablo 1. AA2124/SiCp/25-T4 MMK levhaların kimyasal bileşimi (The chemical composition of AA2124/SiCp/25-T4 MMC plate (mass %)) Malzeme Kimyasal İçerik (% Kütlesel) AA2124/SiCp/25-T4 Cu Mg Mn Si Al 3,86 1,52 0,65 0,17 93,8 Tablo 2. AA2124/SiCp/25-T4 MMK levhaların mekanik özellikleri (Mechanical properties of AA2124/SiCp/25-T4 MMCs) Malzeme Çekme Mukavemeti (MPa) Akma Mukavemeti (MPa) % Uzama Sertlik (HV) AA2124/SiCp/25-T , Tel in Giriş Yeri Tel in Çıkış Yeri Şekil 1. Kütük haldeki AA2124/SiCp/25-T4 metal matrisli kompozitin tel erozyon ile kesilmesi (ölçüler mm) (Cutting of AA2124/SiC/25p-T4 composite billet by wire electrical discharge machine (dimensions in mm)) 140 Gazi Üniv. Müh. Mim. Fak. Der. Cilt 26, No 1, 2011

3 Sürtünme Karıştırma Kaynak Yöntemiyle Birleştirilen AA2124/SiCp/... Y. Bozkurt ve ark. SKK sonrası birleştirme bölgesinin mekanik özelliklerini incelemek amacıyla, çekme deneyi numuneleri hazırlanmıştır. Çekme deneyi, Zwick marka Z010 üniversal tip çekme cihazında ISO/TTA2 standart ına uygun olarak [17] yapılmıştır. SKK yapılan numuneler üzerinde geleneksel metalografik uygulamalardan sonra hem kaynak bölgesini, hem de çekme deneyi sonrası kırık yüzeylerini incelemek için Jeol marka JSM 5910-LV cihazında; SEM, BEI ve EDS incelemeleri yapılmıştır. Ayrıca, SKK bölgesinin faz yapısında herhangi bir değişikliğin olup olmadığını tespit etmek için 20 <2θ< 90 aralığında 40 kv ile 40 ma voltaj ve Cu Kα radyasyon ışınımı kullanılarak 0,02 mm -1 tarama hızı ile XRD karakterizasyonu, Bruker-AXS marka D8 Advance cihazı ile yapılmıştır Deney Malzemesi için Kullanılan Kaynak Metodu (Welding Method Used for Experimental Material) Şekil 2 de şematik olarak şekil ve boyutları gösterilen karıştırıcı takım, 1,3343 yüksek hız çeliğinden (HSS) imal edilerek su verme ısıl işlemi ile 62 HRC sertlik değerine ulaştırılmıştır. SKK işlemi, küt alın pozisyonda Tablo 3 de gösterilen kaynak parametrelerinde Taksan marka FU 400x1600 V/2 üniversal tip dikey freze tezgâhında gerçekleştirilmiştir. Şekil 3 te birleştirme işleminin uygulama aşaması gösterilmektedir. Şekil 2. SKK işleminin gerçekleştirildiği takımın şematik görünümü (ölçüler mm) (Schematic view of the friction stir welding tool (dimensions in mm)) Tablo 3. SKK da kullanılan kaynak parametreleri (Welding parameters used at FSW) Takım Dönme Hızı Takım İlerleme Hızı Takım Eğim Açısı Takım Dönme Yönü (dev/dak) (mm/dak.) ⁰ Saat yönünde SKK takımı K Tipi Termokupl T.İ.Y. T.İ.Y.T. Sabitleme kalıbı Şekil 3. Sürtünme karıştırma kaynağının uygulanış yöntemi (Applying method of friction stir welding) Gazi Üniv. Müh. Mim. Fak. Der. Cilt 26, No 1,
![Çekme deneyi, Zwick marka Z010 üniversal tip çekme cihazında ISO/TTA2 standart ına uygun olarak [17] yapılmıştır.](/docs-images/49/11011966/images/page_3.jpg "SKK yapılan numuneler üzerinde geleneksel metalografik uygulamalardan sonra hem kaynak bölgesini, hem de çekme deneyi sonrası kırık yüzeylerini incelemek için Jeol marka JSM 5910-LV cihazında; SEM,")
4 Y. Bozkurt ve ark. Sürtünme Karıştırma Kaynak Yöntemiyle Birleştirilen AA2124/SiCp/ DENEYSEL SONUÇLAR VE TARTIŞMA (EXPERIMENTAL RESULTS AND DISCUSSION) 3.1 Makro ve Mikro Yapı İncelemeleri (Macro and Microstructure Examinations) AA2124/SiCp/25-T4 MMK levhaların SKK tekniği ile 900 dev/dak. sabit takım dönme hızı, 40 ve 100 mm/dak. farklı takım ilerleme hızları kullanılarak yapılan birleştirme işlemleri, başarıyla gerçekleştirilmiştir. Birleştirme yüzeyleri incelendiğinde düzgün, çapaksız ve çok az pürüzlü olduğu görülmüştür (Şekil 4). Birleştirme yüzeylerinin düzgünlüğü (a) karıştırıcı ucun omuz kısmının levha yüzeylerine uygun bir şekilde temas ettirilmesine, (b) levha kalınlığının tüm yüzey boyunca eşit olmasına ve (c) kaynak esnasında parçaların yukarıya doğru hareket etmeyecek şekilde bir sabitleme kalıbı üzerinde sıkıca tespit edilmesine atfedilmektedir [18]. Dolayısıyla yapılan bu çalışmadaki birleştirmelerde neredeyse çapaksız düzgün kaynak yüzeylerinin elde edilmesi literatürde de vurgulanan etkenlerin başarıyla uygulandığını göstermektedir. SKK ile birleştirilen AA2124/SiCp/25-T4 levhaların, kaynak bölgesine ait makroyapı görüntüleri incelendiğinde, literatürle de uyum içerisinde olan [19] genelde dört farklı bölgenin var olduğu tespit edilmiştir: (1) karışım bölgesi, (2) termo-mekanik olarak etkilenen bölge (TMEB), (3) ısı tesiri altında kalan bölge (ITAB) ve (4) ana metal. Bu bölgelerin detayları Şekil 5 de gösterilmiştir. Şekilde gösterilen 1 nolu bölge; karışım bölgesi, 2 nolu bölge; takım ilerleme yönünün ters (TİYT) tarafındaki TMEB, 3 nolu bölge TİYT tarafındaki ITAB, 4 nolu bölge; takım ilerleme yönündeki (TİY) TMEB, 5 nolu bölge; TİY deki ITAB ve 6 nolu bölge ana metalden oluşmaktadır. Şekil 6a da AA2124/SiCp/25-T4 kompozit levhanın, SEM mikroyapısı gösterilmiştir. Şekilden de görüleceği gibi AA2124 matriks içerisinde, SiC partikülleri nispeten üniform olmayan dağılım sergilemektedir. Ayrıca bazı yerlerde de SiC partiküllerinin yer almadığı serbest bölgeler görülmektedir. Şekil 6b de dönme hızı 900 dev/dak ve ilerleme hızı 40 mm/dak. (900/40) ve Şekil 6d de ise dönme hızı 900 dev/dak ve ilerleme hızı 100 mm/dak. (900/100) kaynak parametreleri kullanılarak birleştirilen kompozit levhaların karışım bölgesinin SEM mikroyapıları gösterilmektedir. Şekil 6c ve e de ise her iki mikroyapının BEI görüntüleri gösterilmektedir. Karışım bölgeleri incelendiğinde (Şekil 6b,d), SiC partiküllerinin dağılımı ana MMK levhaya nazaran daha homojendir. Bunun sebebi, takımın dönme ve ilerleme hareketi ile yüksek deformasyon ve karıştırmadan dolayı Al matris ile SiC partiküllerinin, bu deformasyon sayesinde farklı bir geometrik görünüme kavuşmasıdır [18, 20-22]. 900/100 kaynak parametresi ile yapılan birleştirmenin karışım bölgesinin SEM görüntüsüne bakıldığında, takım ilerleme hızının yüksek olmasından dolayı daha şiddetli bir karıştırma gerçekleşmiş ve 900/40 kaynak parametresi ile yapılan birleştirmeye nazaran, SiC partiküllerinin kısmen kırıldığı tespit edilmiştir (Şekil 6d). 3.2 Karıştırıcı Takım Ucu Aşınması (Wear of Stirring Tool) AA2124/SiCp/25-T4 kompozit levha içerisinde sert ve keskin SiC partiküllerin varlığı, birleştirme esnasında karıştırıcı takım ucunun aşınmasına sebep olmaktadır. 900/100 kaynak parametrelerinde yapılan SKK sonrası karıştırıcı uç çapının 4 mm den 3,6 mm ye düşmesi, bu bölgedeki aşınma oranının %10 olduğunu göstermektedir. Karıştırıcı ucun kök kısmındaki çapın da 6 mm den 5,7 mm ye düşmesi bu bölgedeki aşınma oranının %5 olduğunu göstermektedir (Şekil 7). Benzer sonuç, A.H.Feng ve arkadaşlarının, yaptıkları bir çalışmada AA2009/SiCp kompozit levhaları SKK yaparken takım çeliğinden imal edilmiş karıştırıcı uç çapının 6 mm den 5,6 mm ye düşmesi ile %7 lik bir Sıcaklık ölçümü için kör delikler 10 mm 10 mm Şekil /40 ve 900/100 kaynak parametreleri ile birleştirilen MMK levhaların kaynak dikiş görünümleri (Image of FSWed MMC at 900/40 and 900/100 welding parameters) Şekil 5. Farklı bölgelere ait makroyapı görüntüsü (Macrostructure images for different regions) 142 Gazi Üniv. Müh. Mim. Fak. Der. Cilt 26, No 1, 2011
.")
5 Sürtünme Karıştırma Kaynak Yöntemiyle Birleştirilen AA2124/SiCp/... aşınma kaybı olduğunu açıklamışlardır [21]. Ayrıca çeşitli çalışmalarda 6061/Al2O3p/10, A359/SiCp/20 ve AZ91/SiCp/10 kompozit levhaların SKK larında takım aşınması meydana geldiği belirtilmiştir [14-16]. Karıştırıcı takım ucunun aşınması, aşınma direnci yüksek olan çok kristalli kübik boron nitritli (PCBN) takımlar kullanılarak en aza indirilebileceği ifade edilmektedir [21]. Y. Bozkurt ve ark. 3.3 EDS ve XRD Analiz Sonuçları (Result of EDS and XRD Analysis) Şekil 6c de 900/40 kaynak parametresi ile yapılan birleştirmelerin karışım bölgesindeki BEI görüntüsü incelendiğinde, herhangi bir parlak görüntünün olmaması bu bölgede karıştırıcı uçtan kopan metal Ana Metal 900/40 a) b) 900/100 d) Kırılmış partiküller 900/40 c) e) 900/100 Fe Şekil 6. a) AA2124/SiCp/25-T4 MMK ana levhanın SEM görüntüsü, b,c) 900/40 kaynak parametrelerinde SKK yapılmış MMK levhanın karışım bölgesinin SEM ve BEI görüntüsü, d,e) 900/100 kaynak parametrelerinde SKK yapılmış MMK levhanın karışım bölgesinin SEM ve BEI görüntüsü (a) SEM image of AA2124/SiCp/25-T4 base MMC, b,c) SEM and BEI images of stir zone of FSWed AA2124/SiCp/25-T4 MMC sheets at 900/40 welding parameters, d,e) SEM and BEI images of stir zone of FSWed AA2124/SiCp/25-T4 MMC sheets at 900/100 welding parameters) Gazi Üniv. Müh. Mim. Fak. Der. Cilt 26, No 1,
![Karıştırıcı takım ucunun aşınması, aşınma direnci yüksek olan çok kristalli kübik boron nitritli (PCBN) takımlar kullanılarak en aza indirilebileceği ifade edilmektedir [21]. Y. Bozkurt ve ark. 3.](/docs-images/49/11011966/images/page_5.jpg "3 EDS ve XRD Analiz Sonuçları (Result of EDS and XRD Analysis) Şekil 6c de 900/40 kaynak parametresi ile yapılan birleştirmelerin karışım bölgesindeki BEI görüntüsü incelendiğinde, herhangi bir")
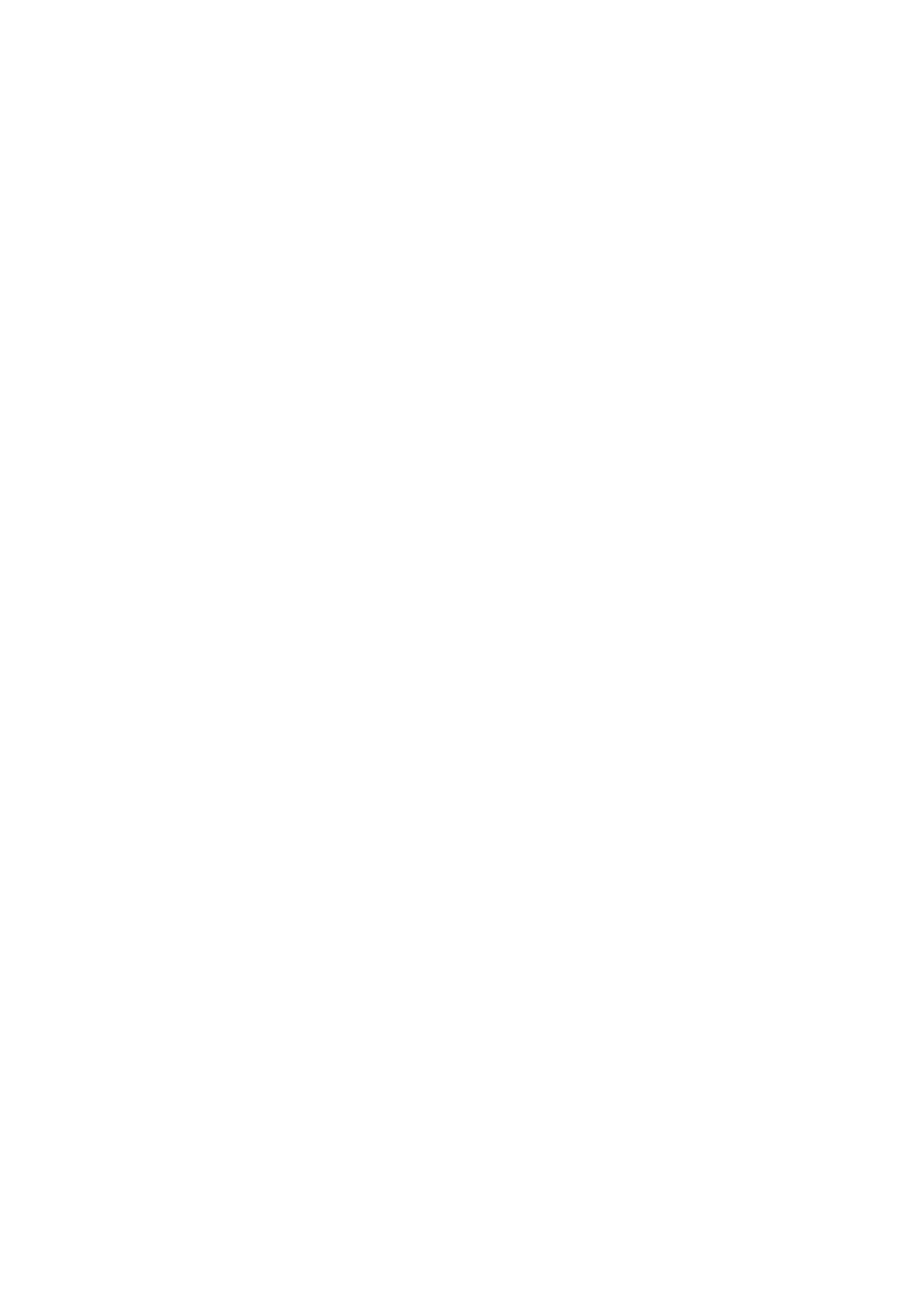
6 Y. Bozkurt ve ark. Sürtünme Karıştırma Kaynak Yöntemiyle Birleştirilen AA2124/SiCp/25... HSS Çeliğinden İmal Edilen 62 HRC Sertliğindeki Karıştırıcı Uç 5 mm a) Kök Kısmı: % 5 Aşınma Kaybı Uç Kısmı: % 10 Aşınma Kaybı 5 mm b) 5 mm c) Şekil 7. SKK öncesi ve 900/100 kaynak parametrelerinde yapılan birleşme sonrası karıştırıcı uç görünümleri; a) SKK öncesi takımın görünümü, b ve c) SKK sonrası aşınmış haldeki takımlar (Tool images of before and after FSW; a) Tool image before FSW, b and c) Worn tools after FSW) parçacıklarının olmadığını göstermektedir. Şekil 6e deki BEI görüntüsü incelendiğinde, takım dönme hızı (900 dev/dak) sabit tutulup, takim ilerleme hızı 100 mm/dak. ya (900/100) çıkarıldığında, karıştırıcı uçtan kopan metal parçacıkları görülmüştür. Bu durum, çekme deneyi sonrası SEM ve EDS incelemeleri ile yapılan kırık yüzey analizinde daha belirgin olarak göze çarpmaktadır (Şekil 8). Şekil 8a ve b) de karıştırıcı uç tan kopan metal parçacıkları gösterilmektedir. Şekil 8a üzerindeki A bölgesinden yapılan EDS analizinde, AA2124/SiCp/25-T4 ana kompozit levhada rastlanmayan Fe, Cr, C ve V gibi elementlerin varlığı tespit edilmiştir (Şekil 8c). Bu durum HSS çeliğinden imal edilen SKK takımının aşınarak, karışım bölgesi içerisine karıştığını göstermektedir. Karıştırıcı ucun aşınmasından dolayı kopan Fe parçacıklarının durumu XRD karakterizasyonu yapılarak açıklığa kavuşturulmuştur. AA2124/SiCp/25-T4 ana kompozit levhaların XRD karakterizasyonunda, CuAl 2 ve Al 2 CuMg fazlarının yanı sıra Al ve α SiC difraksiyon piklerinin varlığı belirlenmiştir (Şekil 9). Yapılan XRD incelemelerinde, Şekil 10 ve 11 de gösterildiği gibi Cu 2 FeAl 7 intermetalik fazının varlığı tespit edilmiş, saf Fe fazına rastlanmamıştır. SiC ara yüzeyinde oluşan Cu 2 FeAl 7 partikülleri, SiC ve Al matris arasındaki ara yüzey bağlantısını azalttığı belirlenmiştir. Benzer sonuçlar, A.H. Feng, ve Z.Y. Ma tarafından da belirlenmiştir [20,21]. Oluşan CuAl 2 fazı, Al 2 CuMg fazının çözünmesiyle oluşmaktadır. Ayrıca, takımın dönme ve ilerleme hareketi ile meydana gelen sürtünme sonucunda açığa çıkan sıcaklık, ortamdaki O 2 nin varlığından dolayı kaynak bölgesinin oksitlenmesine sebep olmuş ve SiO 2 fazı oluşmuştur. Kaynak merkezinden 15 mm uzaklıktaki farklı bölgelerden ölçülen sıcaklıklara göre, takım ilerleme hızının 40 dan 100 mm/dak ya arttırılmasıyla sıcaklığın 190 C den 260 C ye çıktığı belirlenmiş ve karışım bölgelerindeki sıcaklığın düşük ilerleme hızlarında 500 C civarında olduğu, yüksek ilerleme hızlarında ise 400 C civarına 144 Gazi Üniv. Müh. Mim. Fak. Der. Cilt 26, No 1, 2011
 Tool image before FSW, b and c) Worn tools after FSW) parçacıklarının olmadığını göstermektedir.")
7 Sürtünme Karıştırma Kaynak Yöntemiyle Birleştirilen AA2124/SiCp/... Y. Bozkurt ve ark. a) Karıştırıcı uç tan kopan metal parçacıkları 900/100 b) Fe 900/100 A c) Al Fe Mn V Cr Mn Fe Cu C Cr Cu Mn Cu V Fe Mg Si V V Cr Cr Mn Fe Cu Cu Full Scale 2675 cts Cursor: kev (11 cts) kev Kaynak Parametresi ve Bölgesi 900/100 A Bölgesi Kimyasal Element (%) C Mg Al Si V Cr Mn Fe Cu Toplam 27,28 0,58 22,08 3,87 0,43 1,11 1,66 34,08 8,91 100,00 Şekil /100 kaynak parametrelerinde SKK yapılan AA2124/SiCp/25-T4 MMK levhaların çekme deneyi sonrası karışım bölgesindeki kırık yüzey kesitleri; a,b) SEM görüntüleri, c) EDS analizi (Fracture surface cross-section in stir zone after tensile test of FSWed AA2124/SiCp/25-T4 MMC sheets at 900/100 welding parameters; a,b) SEM images, c) EDS analysis) düştüğü belirtilmiştir [19]. 900/100 kaynak parametrelerinde yapılan SKK da, karışım bölgesindeki düşük sıcaklığın karıştırıcı uç aşınmasını arttırdığı düşünülmektedir. Dolayısıyla, bu kaynak parametreleri ile yapılan SKK da Al, α SiC CuAl 2 ve SiO 2 fazlı difraksiyon piklerine ilaveten kaynağın hem kök (Şekil 10) hem kaynak yüzeyi kısmında (Şekil 11), Cu 2 FeAl 7 fazının varlığı tespit edilmiştir. Kaynağın kök kısmından kaynak yüzeyine gidildikçe difraksiyon piklerinin şiddetinde azalma bölgesel çözünmenin sonucudur. 3.4 Çekme Deneyi Sonuçları (Tensile Test Results) Ana MMK levha ve SKK sonrası yapılan çekme deneyi sonucunda elde edilen mukavemet değerleri Tablo 4 de, kopma tipleri ise Şekil 12 de gösterilmektedir. Ana MMK nın kopma bölgesi Şekil 12a da, 900 dev/dak. takım dönme ve 40 mm/dak. takım ilerleme hızında (900/40) yapılan birleştirmeler sonrası kopma bölgesi Şekil 12b de, 900 dev/dak. takım dönme ve 100 mm/dak. takım ilerleme hızında (900/100) yapılan birleştirmeler sonrası kopma bölgesi ise Şekil 12c de gösterilmektedir. Tablo 4 de görüldüğü gibi takım ilerleme hızının artmasıyla Gazi Üniv. Müh. Mim. Fak. Der. Cilt 26, No 1,
 SEM görüntüleri, c) EDS analizi (Fracture surface")
8 Y. Bozkurt ve ark. Sürtünme Karıştırma Kaynak Yöntemiyle Birleştirilen AA2124/SiCp/25... mukavemet değerlerinde azalma belirlenmiştir. Birim alanda meydana gelen sıcaklık düşüşü karışım bölgesinin hızlı soğumasına sebep olmaktadır. Dolayısıyla, bu hızlı soğuma karıştırıcı ucun aşınmasını arttırmış ve mukavemet azalmıştır. 900/40 kaynak parametrelerinde yapılan birleştirme sonrası kaynak performansı (SKK lı çekme mukavemeti/ana kompozitin çekme mukavemeti) % 78,5, % uzama ise 1,72 olarak belirlenmiştir. L.M.Marzoli ve arkadaşlarının [8], AA6061/Al 2 O 3 /20p MMK levhalara yaptığı SKK sonucunda optimum kaynak performansının % 70,7; L. Ceschini ve arkadaşlarının [9], AA7005/Al 2 O 3 /10p MMK levhalara yaptığı SKK da ise % 80 civarında olduğu dikkate alınırsa geçerli bir mukavemet değeri elde edildiği ortaya çıkmaktadır. 900/100 kaynak parametrelerinde Intensity yapılan birleştirme sonrası kaynak performansı ise ancak % 58, % uzama ise 3,33 olarak belirlenmiştir. 900/40 kaynak parametreleri ile birleştirilen MMK levhalar TİY deki ana metal/itab ara yüzey bölgesinden, 900/100 kaynak parametreleri ile yapılan birleştirmelerde ise karışım bölgesinden koptuğu ve tüm kopmaların boyun vermeksizin gevrek kırılma şeklinde olduğu Şekil 12 de görülmektedir. 900/100 kaynak parametreleri ile birleştirilen levhalara çekme deneyi uygulandığında, numunenin karışım bölgesinden koptuğu gözlenmiştir. Bu durum, SKK esnasında sert SiC partiküllerin karıştırıcı ucu aşındırması sonucu karışım bölgesinde % 34,08 gibi yüksek Fe içeriğinin ve Cr, C ve V gibi elementlerin var olması nedeniyle olabileceği düşünülmektedir. Ana MMK Al α SiC CuAl 2 Al 2 CuMg Theta Şekil 9. AA2124/SiCp/25-T4 ana MMK levhanın XRD karakterizasyonu (XRD characterization of base AA2124/SiCp/25-T4 MMC) Şekil /100 kaynak parametrelerinde SKK yapılan MMK nın kök kısmındaki XRD karakterizasyonu (XRD characterization in root side of FSWed MMK at 900/100 welding parameters) 146 Gazi Üniv. Müh. Mim. Fak. Der. Cilt 26, No 1, 2011

9 Sürtünme Karıştırma Kaynak Yöntemiyle Birleştirilen AA2124/SiCp/... Y. Bozkurt ve ark. Şekil /100 kaynak parametrelerinde SKK yapılan MMK nın kaynak yüzeyindeki XRD karakterizasyonu (XRD characterization in top side of FSWed MMK at 900/100 welding parameters) Tablo 4. Ana kompozit levha ile SKK sonrası çekme mukavemeti değerleri (Tensile tests results of the base composite and the FSWed joint) Malzeme Uzama SKK Yapılmış AA2124/SiCp/25-T4 Takım dönme hızı (dev/dak) 900 Takım ilerleme hızı (mm/dak) Çekme mukavemeti (MPa) (%) Kaynak performansı (%) ,12 1,72 78, ,93 3,33 58 Kopma Bölgesi TİY deki ITAB/ana metal arayüzeyi Karışım bölgesi a) 10 mm b) 10 mm c) 10 mm Şekil 12. SKK yapılan ve AA2124/SiCp/25-T4 ana metal matrisli kompozitin çekme deneyi sonrası kopma tipleri; a) Ana MMK nın kopma bölgesi, b) 900/40 kaynak parametresindeki kopma bölgesi, c) 900/100 kaynak parametresindeki kopma bölgesi (Fracture types of FSWed and AA2124/SiCp/25-T4 base MMC after tensile tests; a) Fracture zone of base MMC, b) Fracture zone at 900/40 welding parameter, c) Fracture zone at 900/100 welding parameter) Gazi Üniv. Müh. Mim. Fak. Der. Cilt 26, No 1,
 Çekme mukavemeti (MPa) (%) Kaynak performansı (%) 40 357,12 1,72 78,50 100 262,93 3,33 58 Kopma Bölgesi TİY deki ITAB/ana metal arayüzeyi Karışım bölgesi a) 10 mm b)")
10 Y. Bozkurt ve ark. Sürtünme Karıştırma Kaynak Yöntemiyle Birleştirilen AA2124/SiCp/ SONUÇLAR (CONCLUSIONS) 1. AA2124/SiCp/25-T4 MMK levhaların SKK tekniği ile 900/40 ve 900/100 kaynak parametreleri kullanılarak yapılan birleştirme işlemleri, başarıyla gerçekleştirilmiştir. 2. Düşük takım ilerleme hızı (900/40) ile yapılan SKK lı birleştirmede karıştırıcı uç aşınmamış ve yüksek ilerleme hızı (900/100) ile yapılan birleştirme sonucunda karıştırıcı ucun uç kısmının % 10, kök kısmının ise % 5 oranında aşındığı tespit edilmiştir. 3. Takım aşınması olmayan 900/40 kaynak parametresi ile yapılan birleştirmede, çekme mukavemeti 357,12 MPa elde edilirken, takım aşınması olan 900/100 kaynak parametresi ile yapılan birleştirme işlemi sonucunda 262,93 MPa çekme mukavemet değeri elde edilmiştir. Dolayısıyla, kaynak performansı değerleri de % 78,5 den % 58 e düşmüştür /100 lük kaynak parametresi ile yapılan birleştirmelerde elde edilen düşük mukavemet değerinin sebebi olarak, SKK esnasında sert SiC partiküllerin, HSS çeliğinden imal edilen karıştırıcı ucu aşındırması sonucu karışım bölgesinde % 34,08 Fe, % 27,28 C, % 1,11 Cr, ve % 0,43 oranında V elementlerinin varlığından dolayı oluşan Cu 2 FeAl 7 intermetalik fazınının SiC ve Al matris arasındaki ara yüzey bağlantısını azalttığı belirlenmiştir. 5. Yüksek ilerleme hızlarında yapılacak çalışmalar için aşınma direnci yüksek olan çok kristalli kübik boron nitritli (PCBN) takımlar kullanılarak, ya da birleştirme öncesi ön tavlama ile bu tarz aşınma problemlerinin en aza indirilebileceği düşünülmüştür. TEŞEKKÜR (ACKNOWLEDGEMENT) Yazarlar, FEN-DKR nolu proje kapsamında verdiği destekten ötürü, Marmara Üniversitesi Bilimsel Araştırma Projeleri Koordinasyon Birimine sonsuz şükranlarını sunarlar. KAYNAKLAR (REFERENCES) 1. Urena A., Escalera MD., Gil L., Influence of interface reactions on fracture mechanisms in TIG arc-welded aluminum matrix composites, Composite Science and Technology, vol. 60, , Huang R.Y., Chen SC., Huang J.C., Electron and laser beam welding of high strain rate superplastic Al-6061/SiC composites, Metallurgy and Material Transcation A, Vol. 32A, , Wang H.M., Chen Y.L., Yu L.G., In-situ weldalloying/laser beam welding of SiCp/6061Al MMC, Mater. Sci. Eng., Vol. A 293, 1 6, Ellis MBD., Joining of Aluminium Based Metal Matrix Composites, International Material Review, 41(2), 41-58, Urena A., Escalera M.D., Gil L.: Infuence of Interface Reactions on Fracture Mechanisms in TIG Arc-welded Aluminium Matrix Composites, Composite Science. Technology, Vol. 60, , Wert, J.A.: Microstructures of Friction Stir Weld Joints Between an Aluminum Base Metal Matrix Composite and a Monolitic Aluminum Alloy, Scripta Materialia, Vol. 49, , Liua H.J.,, Fenga J.C., Fujiib H., Nogib K., Wear characteristics of a WC Co tool in friction stir welding of AC4AC30 vol %SiCp composite, International Journal of Machine Tools & Manufacture, Vol. 45, , Marzoli L.M., Strombeck A.V., Santos J.F.D., Gambaro C., Volpone L.M., Friction stir welding of an AA6061/Al2O3/20p reinforced Alloy, Composites Science and Technology, Vol.66, Issue: 2, 363, Ceschini L., Boromei I, Minak G., Morri A., Tarterini F., Effect of friction stir welding on microstructure, tensile and fatigue properties of the AA7005/10 vol.%al 2 O 3 p composite, Composite Science and Technology, Vol.67, 605, Uzun, H., Done, C.D., Argagnotto, A., Ghidini, T., Gambaro, C., Friction Stir Welding of Dissimilar Al 6013-T4 to X5CrNi18-10 Stainless Steel, Materials and Design, Vol. 26, 41-46, Yan, J., Fundamental Study in FSW Procesing and FSW Process-Structure-Property Relationship for AA2024 and AA2524, PhD Thesis, Department of Mechanical Engineering and Information Technology, University of South Carolina, Mishra, R.S., Ma, Z.Y., Friction Stir Welding and Processing, Materials Science and Engineering, R 50, 57-58, Prado R.A., Murr L.E., Soto K.F., McClure J.C., Self-optimization in tool wear for friction-stir welding of Al % Al 2 O 3 MMC, Materials Science and Engineering A349, , Prado R.A., Murr L.E., Shindo D.J., Soto K.F., Tool wear in the friction stir welding of Al Alloy % Al 2 O 3 ; a preliminary study Scripta Materialia, Vol.45, 75-80, Fernandez G.J.; Murr L.E.: Characterization of Tool Wear and Weld Optimization in the Friction Stir Welding of Cast Aluminum % SiC Metal Matrix Composite, Materials Characterization, Vol.52, 65-75, Lee W.B., Leea C.Y., Kim M.K, Yoon J.I., Kim Y.J., Yoen Y.M., Jung S.B., Microstructures and wear property of friction stir welded AZ91Mg/SiC particle reinforced composite, 148 Gazi Üniv. Müh. Mim. Fak. Der. Cilt 26, No 1, 2011

11 Sürtünme Karıştırma Kaynak Yöntemiyle Birleştirilen AA2124/SiCp/... Y. Bozkurt ve ark. Composites Science and Technology, Vol. 66, , ISO/TTA 2.: Tensile Tests for Discontinuously Reinforced Metal Matrix Composites at Ambient Temperatures, First Edition, Technology Trends Assessment, Uzun, H., Yılmaz, R., Fındık, F., Alüminyum Alaşımları için Süper Birleştirme Yöntemi: Sürtünme Karıştırma Kaynak Tekniği ve Uygulamaları, Metal Dünyası, Sayı: 118, 75-82, Bozkurt, Y., Sürtün. Karıştırma Kaynak Tekniği İle Birleştirilen AA2124/SiCp/25 Komp. Levhaların Mekanik Özellikleri ve Mikroyapı Karakterizasyonu, Doktora Tezi, Marmara Üniversitesi Fen Bilimleri Enstitüsü, Feng, A.H., Ma, Z.Y., Formation of Cu 2 FeAl 7 Phase in Friction Stir Welded SiCp/Al-Cu-Mg Composite, Scripta Materialia, 57, , Feng, A.H.; Ma, Z.Y.: Effect of Microstructural Evolution on Mechanical Properties of Friction Stir Welded AA2009/SiCp Composite, Composites Science and Technology, Vol.68, , Cavaliere P.: Mechanical Properties of Friction Stir Processed 2618/Al 2 O 3 /20p Metal Matrix Comp., Composites, Part A36, , Gazi Üniv. Müh. Mim. Fak. Der. Cilt 26, No 1,

12
SÜRTÜNME KARIŞTIRMA KAYNAĞI İLE BİRLEŞTİRİLMİŞ ALÜMİNYUM ALAŞIMLARININ MEKANİK ÖZELLİKLERİNİN İSTATİSTİKSEL OLARAK İNCELENMESİ
 SÜRTÜNME KARIŞTIRMA KAYNAĞI İLE BİRLEŞTİRİLMİŞ ALÜMİNYUM ALAŞIMLARININ MEKANİK ÖZELLİKLERİNİN İSTATİSTİKSEL OLARAK İNCELENMESİ Kaan Özel 1, Cem S. Çetinarslan 2 1, 2 Trakya Üniversitesi, Mühendislik Fakültesi,
SÜRTÜNME KARIŞTIRMA KAYNAĞI İLE BİRLEŞTİRİLMİŞ ALÜMİNYUM ALAŞIMLARININ MEKANİK ÖZELLİKLERİNİN İSTATİSTİKSEL OLARAK İNCELENMESİ Kaan Özel 1, Cem S. Çetinarslan 2 1, 2 Trakya Üniversitesi, Mühendislik Fakültesi,
SÜRTÜNME KARIŞTIRMA VE ELEKTRİK ARK KAYNAK TEKNİKLERİ İLE BİRLEŞTİRİLEN CuZn30 LEVHALARIN MEKANİK ÖZELLİKLERİNİN KARŞILAŞTIRILMASI
 SÜRTÜNME KARIŞTIRMA VE ELEKTRİK ARK KAYNAK TEKNİKLERİ İLE BİRLEŞTİRİLEN CuZn30 LEVHALARIN MEKANİK ÖZELLİKLERİNİN KARŞILAŞTIRILMASI Hüseyin UZUN 1, Ramazan ÖZBEKMEZ 2 1 Sakarya Üniversitesi, Teknik Eğitim
SÜRTÜNME KARIŞTIRMA VE ELEKTRİK ARK KAYNAK TEKNİKLERİ İLE BİRLEŞTİRİLEN CuZn30 LEVHALARIN MEKANİK ÖZELLİKLERİNİN KARŞILAŞTIRILMASI Hüseyin UZUN 1, Ramazan ÖZBEKMEZ 2 1 Sakarya Üniversitesi, Teknik Eğitim
İlker EKER a ve İbrahim SEVİM b, * Geliş Tarihi/Received: 06.05.2009, Kabul Tarihi/Accepted: 02.06.2009
 Pamukkale Üniversitesi Mühendislik Bilimleri Dergisi, Cilt 15, Sayı 2, 2009, Sayfa 137-141 6061 Alüminyum Alaşımının Sürtünme Karıştırma Kaynak Yöntemi ile Kaynak Edilebilirliğinin İncelenmesi Investigation
Pamukkale Üniversitesi Mühendislik Bilimleri Dergisi, Cilt 15, Sayı 2, 2009, Sayfa 137-141 6061 Alüminyum Alaşımının Sürtünme Karıştırma Kaynak Yöntemi ile Kaynak Edilebilirliğinin İncelenmesi Investigation
TERMOPLASTİK POLİMERLERİN SÜRTÜNME KARIŞTIRMA NOKTA KAYNAĞINA BAKALİT ARA TABAKA TOZUNUN ETKİSİ
 TERMOPLASTİK POLİMERLERİN SÜRTÜNME KARIŞTIRMA NOKTA KAYNAĞINA BAKALİT ARA TABAKA TOZUNUN ETKİSİ Bekir ÇEVİK 1 ÖZET Bu çalışmada, polietilen malzemelerin sürtünme karıştırma nokta kaynağına bakalit ara
TERMOPLASTİK POLİMERLERİN SÜRTÜNME KARIŞTIRMA NOKTA KAYNAĞINA BAKALİT ARA TABAKA TOZUNUN ETKİSİ Bekir ÇEVİK 1 ÖZET Bu çalışmada, polietilen malzemelerin sürtünme karıştırma nokta kaynağına bakalit ara
SKK YÖNTEMİYLE BİRLEŞTİRİLEN ALÜMİNYUM ALAŞIMLARINDA İŞLEM PARAMETRELERİNİN MİKROYAPI VE MEKANİK ÖZELLİKLER ÜZERİNDEKİ ETKİSİ
 SKK YÖNTEMİYLE BİRLEŞTİRİLEN ALÜMİNYUM ALAŞIMLARINDA İŞLEM PARAMETRELERİNİN MİKROYAPI VE MEKANİK ÖZELLİKLER ÜZERİNDEKİ ETKİSİ Özet Furkan SARSILMAZ, Niyazi ÖZDEMİR Fırat Üniversitesi, Teknik Eğitim Fakültesi,
SKK YÖNTEMİYLE BİRLEŞTİRİLEN ALÜMİNYUM ALAŞIMLARINDA İŞLEM PARAMETRELERİNİN MİKROYAPI VE MEKANİK ÖZELLİKLER ÜZERİNDEKİ ETKİSİ Özet Furkan SARSILMAZ, Niyazi ÖZDEMİR Fırat Üniversitesi, Teknik Eğitim Fakültesi,
SÜRTÜNME KARIŞTIRMA KAYNAK (SKK) YÖNTEMİ İÇİN TAKIM TASARIMI VE KAYNAK UYGULAMASI
 YÖNTEMİ İÇİN TAKIM TASARIMI VE KAYNAK UYGULAMASI") 2. Ulusal Tasarım İmalat ve Analiz Kongresi 11-12 Kasım 2010- Balıkesir SÜRTÜNME KARIŞTIRMA KAYNAK (SKK) YÖNTEMİ İÇİN TAKIM TASARIMI VE KAYNAK UYGULAMASI Alaaddin TOKTAŞ, Gülcan TOKTAŞ atoktas@balikesir.edu.tr
2. Ulusal Tasarım İmalat ve Analiz Kongresi 11-12 Kasım 2010- Balıkesir SÜRTÜNME KARIŞTIRMA KAYNAK (SKK) YÖNTEMİ İÇİN TAKIM TASARIMI VE KAYNAK UYGULAMASI Alaaddin TOKTAŞ, Gülcan TOKTAŞ atoktas@balikesir.edu.tr
POLİETİLEN LEVHALARIN SÜRTÜNME KARIŞTIRMA NOKTA KAYNAĞI İLE BİRLEŞEBİLİRLİĞİNE KARIŞTIRICI TAKIM DÖNME YÖNÜ VE KARIŞTIRMA SÜRESİNİN ETKİSİ
 İleri Teknoloji Bilimleri Dergisi Cilt 2, Sayı 3, 28-33, 2013 Journal of Advanced Technology Sciences Vol 2, No 3, 28-33, 2013 POLİETİLEN LEVHALARIN SÜRTÜNME KARIŞTIRMA NOKTA KAYNAĞI İLE BİRLEŞEBİLİRLİĞİNE
İleri Teknoloji Bilimleri Dergisi Cilt 2, Sayı 3, 28-33, 2013 Journal of Advanced Technology Sciences Vol 2, No 3, 28-33, 2013 POLİETİLEN LEVHALARIN SÜRTÜNME KARIŞTIRMA NOKTA KAYNAĞI İLE BİRLEŞEBİLİRLİĞİNE
SÜRTÜNME KARIŞTIRMA KAYNAK YÖNTEMİ İLE BİRLEŞTİRİLEN AA6061/AA7075 ÇİFTİNDE KARIŞTIRICI UÇ OMUZ GENİŞLİĞİNİN MEKANİK ÖZELLİKLER ÜZERİNE ETKİSİ
 SÜRTÜNME KARIŞTIRMA KAYNAK YÖNTEMİ İLE BİRLEŞTİRİLEN AA6061/AA7075 ÇİFTİNDE KARIŞTIRICI UÇ OMUZ GENİŞLİĞİNİN MEKANİK ÖZELLİKLER ÜZERİNE ETKİSİ Furkan SARSILMAZ, Niyazi ÖZDEMİR, Serkan ÖZEL Fırat Üniversitesi,
SÜRTÜNME KARIŞTIRMA KAYNAK YÖNTEMİ İLE BİRLEŞTİRİLEN AA6061/AA7075 ÇİFTİNDE KARIŞTIRICI UÇ OMUZ GENİŞLİĞİNİN MEKANİK ÖZELLİKLER ÜZERİNE ETKİSİ Furkan SARSILMAZ, Niyazi ÖZDEMİR, Serkan ÖZEL Fırat Üniversitesi,
THE PRODUCTION OF AA5049 ALLOY SHEETS BY TWIN ROLL CASTING
 AA5049 ALÜMİNYUM ALAŞIMI LEVHALARIN İKİZ MERDANELİ SÜREKLİ DÖKÜM TEKNİĞİ İLE ÜRETİMİ Koray TURBALIOĞLU Teknik Alüminyum San. A.Ş., İstanbul koray.turbalioglu@teknikaluminyum.com.tr ÖZET AA5049 alaşımı
AA5049 ALÜMİNYUM ALAŞIMI LEVHALARIN İKİZ MERDANELİ SÜREKLİ DÖKÜM TEKNİĞİ İLE ÜRETİMİ Koray TURBALIOĞLU Teknik Alüminyum San. A.Ş., İstanbul koray.turbalioglu@teknikaluminyum.com.tr ÖZET AA5049 alaşımı
SÜRTÜNME KARIŞTIRMA KAYNAĞINDA KAYNAK HIZININ BİRLEŞEBİLİRLİĞE ETKİSİ
 Gazi Üniv. Müh. Mim. Fak. Der. J. Fac. Eng. Arch. Gazi Univ. Cilt 19, No 2, 191-197, 2004 Vol 19, No 2, 191-197, 2004 SÜRTÜNME KARIŞTIRMA KAYNAĞINDA KAYNAK HIZININ BİRLEŞEBİLİRLİĞE ETKİSİ Adem KURT, Mustafa
Gazi Üniv. Müh. Mim. Fak. Der. J. Fac. Eng. Arch. Gazi Univ. Cilt 19, No 2, 191-197, 2004 Vol 19, No 2, 191-197, 2004 SÜRTÜNME KARIŞTIRMA KAYNAĞINDA KAYNAK HIZININ BİRLEŞEBİLİRLİĞE ETKİSİ Adem KURT, Mustafa
TERMOPLASTİK POLİMERLERİN SKNK YÖNTEMİ İLE KAYNAKLANABİLİRLİĞİNE KARIŞTIRMA SÜRESİNİN ETKİSİ
 İleri Teknoloji Bilimleri Dergisi Cilt 3, Sayı 2, 69-74, 2014 Journal of Advanced Technology Sciences Vol. 3, No 2, 69-74, 2014 TERMOPLASTİK POLİMERLERİN SKNK YÖNTEMİ İLE KAYNAKLANABİLİRLİĞİNE KARIŞTIRMA
İleri Teknoloji Bilimleri Dergisi Cilt 3, Sayı 2, 69-74, 2014 Journal of Advanced Technology Sciences Vol. 3, No 2, 69-74, 2014 TERMOPLASTİK POLİMERLERİN SKNK YÖNTEMİ İLE KAYNAKLANABİLİRLİĞİNE KARIŞTIRMA
Pamukkale Üniversitesi Mühendislik Bilimleri Dergisi Pamukkale University Journal of Engineering Sciences
 Pamukkale Üniversitesi Mühendislik Bilimleri Dergisi Pamukkale University Journal of Engineering Sciences ALÜMİNYUM VE BAKIRIN YÜKSEK DEVİRLİ SÜRTÜNME KARIŞTIRMA KAYNAĞINDA TAKIM POZİSYONUNUN ETKİSİ THE
Pamukkale Üniversitesi Mühendislik Bilimleri Dergisi Pamukkale University Journal of Engineering Sciences ALÜMİNYUM VE BAKIRIN YÜKSEK DEVİRLİ SÜRTÜNME KARIŞTIRMA KAYNAĞINDA TAKIM POZİSYONUNUN ETKİSİ THE
Düzce Üniversitesi Bilim ve Teknoloji Dergisi
 Düzce Üniversitesi Bilim ve Teknoloji Dergisi, 2 (2014) 271 277 Düzce Üniversitesi Bilim ve Teknoloji Dergisi Araştırma Makalesi Polimer Malzemelerin Sürtünme Karıştırma Nokta Kaynağı Bekir ÇEVİK a,* a
Düzce Üniversitesi Bilim ve Teknoloji Dergisi, 2 (2014) 271 277 Düzce Üniversitesi Bilim ve Teknoloji Dergisi Araştırma Makalesi Polimer Malzemelerin Sürtünme Karıştırma Nokta Kaynağı Bekir ÇEVİK a,* a
Anahtar kelimeler: Sürtünme karıştırma kaynağı, AA7075-T651, Alüminyum alaşımları, Mekanik özellikleri
 2016 Published in 4th International Symposium on Innovative Technologies in Engineering and Science 3-5 November 2016 (ISITES2016 Alanya/Antalya - Turkey) Sürtünme Karıştırma Kaynak Yöntemi ile Birleştirilmiş
2016 Published in 4th International Symposium on Innovative Technologies in Engineering and Science 3-5 November 2016 (ISITES2016 Alanya/Antalya - Turkey) Sürtünme Karıştırma Kaynak Yöntemi ile Birleştirilmiş
SÜRTÜNME KAYNAĞIYLA BİRLEŞTİRİLMİŞ AISI 1040/DUPLEX PASLANMAZ ÇELİK ÇİFTİNDE SÜRTÜNME SÜRESİNİN MİKROYAPI VE MEKANİK ÖZELLİKLERİNE ETKİSİ
 SAÜ. Fen Bilimleri Dergisi, 16. Cilt, 2. Sayı, s. 69-75, 2012 13.01.2012 İlk Gönderim 15.02.2012 Kabul Edildi Sürtünme Kaynağıyla Birleştirilmiş AISI 1040/DUPLEX Paslanmaz Çelik Çiftinde Sürtünme Süresinin
SAÜ. Fen Bilimleri Dergisi, 16. Cilt, 2. Sayı, s. 69-75, 2012 13.01.2012 İlk Gönderim 15.02.2012 Kabul Edildi Sürtünme Kaynağıyla Birleştirilmiş AISI 1040/DUPLEX Paslanmaz Çelik Çiftinde Sürtünme Süresinin
B 4 C /Al KOMPOZİTLERİN TAKVİYE HACİM ORANINA BAĞLI OLARAK ABRASİF AŞINMA DAVRANIŞLARININ İNCELENMESİ
 SDU International Technologic Science Vol. 2, No 1, February 10 pp. -21 Mechanical Technology B 4 C /Al KOMPOZİTLERİN TAKVİYE HACİM ORANINA BAĞLI OLARAK ABRASİF AŞINMA DAVRANIŞLARININ İNCELENMESİ Hasan
SDU International Technologic Science Vol. 2, No 1, February 10 pp. -21 Mechanical Technology B 4 C /Al KOMPOZİTLERİN TAKVİYE HACİM ORANINA BAĞLI OLARAK ABRASİF AŞINMA DAVRANIŞLARININ İNCELENMESİ Hasan
Destructive and Non-Destructive Inspection of Dissimilar Aluminium Joints Welded by Friction Stir Welding Process
 Süleyman Demirel Üniversitesi, Fen Bilimleri Enstitüsü Dergisi, 13-1 (2009),88-95 Sürtünme Karıştırma Kaynak Yöntemiyle Birleştirilen Farklı Tipteki Alüminyum Bağlantıların Tahribatlı ve Tahribatsız Muayenesi
Süleyman Demirel Üniversitesi, Fen Bilimleri Enstitüsü Dergisi, 13-1 (2009),88-95 Sürtünme Karıştırma Kaynak Yöntemiyle Birleştirilen Farklı Tipteki Alüminyum Bağlantıların Tahribatlı ve Tahribatsız Muayenesi
Sürtünme Karıştırma Kaynak Yöntemi ile Birleştirilmiş AA6061/AA7075 Kaynaklı Bağlantıların Yorulma Özelliklerinin Araştırılması
 6 th International Advanced Technologies Symposium (IATS 11), 16-18 May 2011, Elazığ, Turkey Sürtünme Karıştırma Kaynak Yöntemi ile Birleştirilmiş AA6061/AA7075 Kaynaklı Bağlantıların Yorulma Özelliklerinin
6 th International Advanced Technologies Symposium (IATS 11), 16-18 May 2011, Elazığ, Turkey Sürtünme Karıştırma Kaynak Yöntemi ile Birleştirilmiş AA6061/AA7075 Kaynaklı Bağlantıların Yorulma Özelliklerinin
Düzce Üniversitesi Bilim ve Teknoloji Dergisi Araştırma Makalesi
 Düzce Üniversitesi Bilim ve Teknoloji Dergisi, 4 (2016) 894-901 Düzce Üniversitesi Bilim ve Teknoloji Dergisi Araştırma Makalesi Farklı Alüminyum Alaşımlarının Mıg Kaynak Yöntemi İle Kaynak Edilebilirliğinin
Düzce Üniversitesi Bilim ve Teknoloji Dergisi, 4 (2016) 894-901 Düzce Üniversitesi Bilim ve Teknoloji Dergisi Araştırma Makalesi Farklı Alüminyum Alaşımlarının Mıg Kaynak Yöntemi İle Kaynak Edilebilirliğinin
Aydın ŞIK, İbrahim ERTÜRK ve Murat ÖNDER* Geliş Tarihi/Received : 20.01.2010, Kabul Tarihi/Accepted : 15.03.2010
 Pamukkale Üniversitesi Mühendislik Bilimleri Dergisi Cilt 16, Sayı 2, 2010, Sayfa 139-147 AA2024 Alüminyum Alaşımının Sürtünme Karıştırma Kaynağında Farklı Parametrelerin Mekanik Özelliklere Etkisinin
Pamukkale Üniversitesi Mühendislik Bilimleri Dergisi Cilt 16, Sayı 2, 2010, Sayfa 139-147 AA2024 Alüminyum Alaşımının Sürtünme Karıştırma Kaynağında Farklı Parametrelerin Mekanik Özelliklere Etkisinin
Nida Katı Sermin Ozan Fırat University, Elazığ-Turkey nkati@firat.edu.tr; serozan@firat.edu.tr. http://dx.doi.org/10.12739/nwsa.2014.9.3.
 NWSA-Technological Applied Sciences Status : Original Study ISSN: 1306-3111/1308-7223 Received: January 2014 NWSA ID: 2014.9.3.2A0086 Accepted: July 2014 E-Journal of New World Sciences Academy Nida Katı
NWSA-Technological Applied Sciences Status : Original Study ISSN: 1306-3111/1308-7223 Received: January 2014 NWSA ID: 2014.9.3.2A0086 Accepted: July 2014 E-Journal of New World Sciences Academy Nida Katı
1 st INTERNATIONAL ENGINEERING AND TECHNOLOGY SYMPOSIUM (1 st IETS) May, 2018 BATMAN UNIVERSITY
 May, 2018 BATMAN UNIVERSITY") 1 st INTERNATIONAL ENGINEERING AND TECHNOLOGY SYMPOSIUM (1 st IETS) 03 05 May, 2018 BATMAN UNIVERSITY PRODUCTION OF AA7075 / B4C / SiC HYBRID COMPOSITE MATERIALS BY SEMI-SOLID STIRRING METHOD AA7075/B4C/SiC
1 st INTERNATIONAL ENGINEERING AND TECHNOLOGY SYMPOSIUM (1 st IETS) 03 05 May, 2018 BATMAN UNIVERSITY PRODUCTION OF AA7075 / B4C / SiC HYBRID COMPOSITE MATERIALS BY SEMI-SOLID STIRRING METHOD AA7075/B4C/SiC
ÇİNKO KATKILI ANTİBAKTERİYEL ÖZELLİKTE HİDROKSİAPATİT ÜRETİMİ VE KARAKTERİZASYONU
 ÇİNKO KATKILI ANTİBAKTERİYEL ÖZELLİKTE HİDROKSİAPATİT ÜRETİMİ VE KARAKTERİZASYONU SÜLEYMAN ÇINAR ÇAĞAN MERSİN ÜNİVERSİTESİ FEN BİLİMLERİ ENSTİTÜSÜ MAKİNE MÜHENDİSLİĞİ ANA BİLİM DALI YÜKSEK LİSANS TEZİ
ÇİNKO KATKILI ANTİBAKTERİYEL ÖZELLİKTE HİDROKSİAPATİT ÜRETİMİ VE KARAKTERİZASYONU SÜLEYMAN ÇINAR ÇAĞAN MERSİN ÜNİVERSİTESİ FEN BİLİMLERİ ENSTİTÜSÜ MAKİNE MÜHENDİSLİĞİ ANA BİLİM DALI YÜKSEK LİSANS TEZİ
İKİZ MERDANELİ SÜREKLİ DÖKÜM TEKNİĞİ İLE AA5754 MALZEME ÜRETİMİ. Koray TURBALIOĞLU
 İKİZ MERDANELİ SÜREKLİ DÖKÜM TEKNİĞİ İLE AA5754 MALZEME ÜRETİMİ Koray TURBALIOĞLU Teknik Alüminyum San. A.Ş., İstanbul koray.turbalioglu@teknikaluminyum.com.tr ÖZET Yüksek mekanik özellikleri ve korozyon
İKİZ MERDANELİ SÜREKLİ DÖKÜM TEKNİĞİ İLE AA5754 MALZEME ÜRETİMİ Koray TURBALIOĞLU Teknik Alüminyum San. A.Ş., İstanbul koray.turbalioglu@teknikaluminyum.com.tr ÖZET Yüksek mekanik özellikleri ve korozyon
SÜRTÜNME KARIŞTIRMA KAYNAĞI VE YENİ UYGULAMA ALANLARI
 SÜRTÜNME KARIŞTIRMA KAYNAĞI VE YENİ UYGULAMA ALANLARI Kaan ÖZEL 1, Mümin ŞAHİN 2 1 Trakya Üniversitesi Müh.-Mim. Fak. Makina Mühendisliği Bölümü 22180 - Edirne / TÜRKİYE Tel: 284 226 12 17 E-Posta : kaanozel@trakya.edu.tr
SÜRTÜNME KARIŞTIRMA KAYNAĞI VE YENİ UYGULAMA ALANLARI Kaan ÖZEL 1, Mümin ŞAHİN 2 1 Trakya Üniversitesi Müh.-Mim. Fak. Makina Mühendisliği Bölümü 22180 - Edirne / TÜRKİYE Tel: 284 226 12 17 E-Posta : kaanozel@trakya.edu.tr
THE EFFECT OF SINTERING PERIOD ON THE WEAR RESISTANCE OF AlMgSi-SiC P COMPOSITES PRODUCED BY POWDER METALLURGY METHOD
 5. Uluslararası İleri Teknolojiler Sempozyumu (IATS 9), 13-15 Mayıs 29, Karabük, Türkiye T/M YÖNTEMİYLE ÜRETİLMİŞ AlMgSi-SiC p KOMPOZİTİNDE SİNTERLEME SÜRESİNİN AŞINMA DİRENCİNE ETKİSİ THE EFFECT OF SINTERING
5. Uluslararası İleri Teknolojiler Sempozyumu (IATS 9), 13-15 Mayıs 29, Karabük, Türkiye T/M YÖNTEMİYLE ÜRETİLMİŞ AlMgSi-SiC p KOMPOZİTİNDE SİNTERLEME SÜRESİNİN AŞINMA DİRENCİNE ETKİSİ THE EFFECT OF SINTERING
AA 2014 Al Matrisli B 4 C Parçacık Takviyeli Kompozitlerin Mikro Yapı ve Aşınma Davranışının Đncelenmesi
 Gazi Üniversitesi Fen Bilimleri Dergisi Part:C, Tasarım Ve Teknoloji GU J Sci Part:C 1(4):161-168 (2013) AA 2014 Al Matrisli B 4 C Parçacık Takviyeli Kompozitlerin Mikro Yapı ve Aşınma Davranışının Đncelenmesi
Gazi Üniversitesi Fen Bilimleri Dergisi Part:C, Tasarım Ve Teknoloji GU J Sci Part:C 1(4):161-168 (2013) AA 2014 Al Matrisli B 4 C Parçacık Takviyeli Kompozitlerin Mikro Yapı ve Aşınma Davranışının Đncelenmesi
TEKNOLOJĐK ARAŞTIRMALAR
 www.teknolojikarastirmalar.com ISSN:1304-4141 Makine Teknolojileri Elektronik Dergisi 2007 (4) 1-7 TEKNOLOJĐK ARAŞTIRMALAR Makale AA 5251 Alaşımının Sürtünme Karıştırma Kaynağı Đle Birleştirilebilirliğine
www.teknolojikarastirmalar.com ISSN:1304-4141 Makine Teknolojileri Elektronik Dergisi 2007 (4) 1-7 TEKNOLOJĐK ARAŞTIRMALAR Makale AA 5251 Alaşımının Sürtünme Karıştırma Kaynağı Đle Birleştirilebilirliğine
T.C. TRAKYA ÜNİVERSİTESİ FEN BİLİMLERİ ENSTİTÜSÜ AŞIRI PLASTİK DEFORMASYON METOTLARININ ALÜMİNYUM ALAŞIMLARININ MEKANİK ÖZELLİKLERİNE ETKİSİ
 T.C. TRAKYA ÜNİVERSİTESİ FEN BİLİMLERİ ENSTİTÜSÜ AŞIRI PLASTİK DEFORMASYON METOTLARININ ALÜMİNYUM ALAŞIMLARININ MEKANİK ÖZELLİKLERİNE ETKİSİ Mak. Müh. Kaan ÖZEL YÜKSEK LİSANS TEZİ Makina Mühendisliği ANA
T.C. TRAKYA ÜNİVERSİTESİ FEN BİLİMLERİ ENSTİTÜSÜ AŞIRI PLASTİK DEFORMASYON METOTLARININ ALÜMİNYUM ALAŞIMLARININ MEKANİK ÖZELLİKLERİNE ETKİSİ Mak. Müh. Kaan ÖZEL YÜKSEK LİSANS TEZİ Makina Mühendisliği ANA
ÖZGEÇMİŞ VE YAYINLAR
 ÖZGEÇMİŞ VE YAYINLAR Yrd. Doç. Dr. Afşın Alper CERİT AKADEMİK GEÇMİŞİ Aksaray Üniversitesi Mühendislik Fakültesi Makine Mühendisliği Bölümü İmalat ve Konstrüksiyon Anabilim Dalı Adana Yolu Üzeri E-90 Karayolu
ÖZGEÇMİŞ VE YAYINLAR Yrd. Doç. Dr. Afşın Alper CERİT AKADEMİK GEÇMİŞİ Aksaray Üniversitesi Mühendislik Fakültesi Makine Mühendisliği Bölümü İmalat ve Konstrüksiyon Anabilim Dalı Adana Yolu Üzeri E-90 Karayolu
ELKTRİK AMAÇLI ALUMİNYUM KULLANIMI
 ELKTRİK AMAÇLI ALUMİNYUM KULLANIMI 1 ELKTRİK AMAÇLI ALUMİNYUM KULLANIMI 2 Elektrik ışığı ilk kez halka tanıtıldığında insanlar gaz lambasına o kadar alışkındı ki, Edison Company talimat ve güvenceleri
ELKTRİK AMAÇLI ALUMİNYUM KULLANIMI 1 ELKTRİK AMAÇLI ALUMİNYUM KULLANIMI 2 Elektrik ışığı ilk kez halka tanıtıldığında insanlar gaz lambasına o kadar alışkındı ki, Edison Company talimat ve güvenceleri
7075-T651 Alüminyum Levhaların Sürtünme Karıştırma Kaynağında Takım İlerleme Hızının Kaynak Özelliklerine Etkisi
 7075-T651 Alüminyum Levhaların Sürtünme Karıştırma Kaynağında Takım İlerleme Hızının Kaynak Özelliklerine Etkisi 1 Zafer Barlas 1 Teknoloji Fakültesi, Metalurji ve Malzeme Mühendisliği Bölümü, Sakarya
7075-T651 Alüminyum Levhaların Sürtünme Karıştırma Kaynağında Takım İlerleme Hızının Kaynak Özelliklerine Etkisi 1 Zafer Barlas 1 Teknoloji Fakültesi, Metalurji ve Malzeme Mühendisliği Bölümü, Sakarya
Gaz Tungsten Ark Kaynak Yöntemiyle AISI 304 Paslanmaz Çelik Yüzeyinde Üretilen M 7 C 3 Takviyeli Kompozit Kaplamaların Mikroyapısı
 Fırat Üniv. Fen ve Müh. Bil. Dergisi Science and Eng. J of Fırat Univ. 19 (4), 593-599, 2007 19 (4), 593-599, 2007 Gaz Tungsten Ark Kaynak Yöntemiyle AISI 304 Paslanmaz Çelik Yüzeyinde Üretilen M 7 C 3
Fırat Üniv. Fen ve Müh. Bil. Dergisi Science and Eng. J of Fırat Univ. 19 (4), 593-599, 2007 19 (4), 593-599, 2007 Gaz Tungsten Ark Kaynak Yöntemiyle AISI 304 Paslanmaz Çelik Yüzeyinde Üretilen M 7 C 3
TiC-Co Esaslı Çizici Kalem Karakterizasyonu
 6 th International Advanced Technologies Symposium (IATS 11), 16-18 May 2011, Elazığ, Turkey TiC-Co Esaslı Çizici Kalem Karakterizasyonu M. Erdoğan, A.Erol, A.Yönetken, Ş. Talaş Afyon Kocatepe Üniversitesi,
6 th International Advanced Technologies Symposium (IATS 11), 16-18 May 2011, Elazığ, Turkey TiC-Co Esaslı Çizici Kalem Karakterizasyonu M. Erdoğan, A.Erol, A.Yönetken, Ş. Talaş Afyon Kocatepe Üniversitesi,
Prof. Dr. HÜSEYİN UZUN KAYNAK KABİLİYETİ
 KAYNAK KABİLİYETİ Günümüz kaynak teknolojisinin kaydettiği inanılmaz gelişmeler sayesinde pek çok malzemenin birleştirilmesi artık mümkün hale gelmiştir. *Demir esaslı metalik malzemeler *Demirdışı metalik
KAYNAK KABİLİYETİ Günümüz kaynak teknolojisinin kaydettiği inanılmaz gelişmeler sayesinde pek çok malzemenin birleştirilmesi artık mümkün hale gelmiştir. *Demir esaslı metalik malzemeler *Demirdışı metalik
İleri Teknoloji Bilimleri Dergisi Journal of Advanced Technology Sciences ISSN:
 İleri Teknoloji Bilimleri Dergisi Journal of Advanced Technology Sciences ISSN:2147-3455 ORTA KARBONLU AISI1040 İMALAT ÇELİĞİNE UYGULANAN SICAK DÖVME İŞLEMİNİN MALZEMENİN MEKANİK ÖZELLİKLERİNE ETKİSİ Gültekin
İleri Teknoloji Bilimleri Dergisi Journal of Advanced Technology Sciences ISSN:2147-3455 ORTA KARBONLU AISI1040 İMALAT ÇELİĞİNE UYGULANAN SICAK DÖVME İŞLEMİNİN MALZEMENİN MEKANİK ÖZELLİKLERİNE ETKİSİ Gültekin
PARTİKÜL TAKVİYELİ ALÜMİNYUM ESASLI METAL MATRİS KOMPOZİTLERİN DİFÜZYON KAYNAK KABİLİYETLERİNİN İNCELENMESİ
 MAKALE PARTİKÜL TAKVİYELİ ALÜMİNYUM ESASLI METAL MATRİS KOMPOZİTLERİN DİFÜZYON KAYNAK KABİLİYETLERİNİN İNCELENMESİ Sertan Ozan * Araş Gör., Ege Üniversitesi, sertan.ozan@ege.edu.tr Serdar Karaoğlu Yrd.
MAKALE PARTİKÜL TAKVİYELİ ALÜMİNYUM ESASLI METAL MATRİS KOMPOZİTLERİN DİFÜZYON KAYNAK KABİLİYETLERİNİN İNCELENMESİ Sertan Ozan * Araş Gör., Ege Üniversitesi, sertan.ozan@ege.edu.tr Serdar Karaoğlu Yrd.
AA 5754 Alüminyum Alaşımının Robot (MIG) Kaynağı ile Birleştirilmesi ve Mikroyapısının İncelenmesi
 Kaynağı ile Birleştirilmesi ve Mikroyapısının İncelenmesi") 6 th International Advanced Technologies Symposium (IATS 11), 16-18 May 2011, Elazığ, Turkey AA 5754 Alüminyum Alaşımının Robot (MIG) Kaynağı ile Birleştirilmesi ve Mikroyapısının İncelenmesi Welding of
6 th International Advanced Technologies Symposium (IATS 11), 16-18 May 2011, Elazığ, Turkey AA 5754 Alüminyum Alaşımının Robot (MIG) Kaynağı ile Birleştirilmesi ve Mikroyapısının İncelenmesi Welding of
Afyon Kocatepe Üniversitesi Fen ve Mühendislik Bilimleri Dergisi
 Afyon Kocatepe Üniversitesi Fen ve Mühendislik Bilimleri Dergisi Afyon Kocatepe University Journal of Science and Engineering AKÜ FEMÜBİD 18 (2018) 015901 (324-335) AKU J. Sci. Eng. 18 (2018) 015901 (324-335)
Afyon Kocatepe Üniversitesi Fen ve Mühendislik Bilimleri Dergisi Afyon Kocatepe University Journal of Science and Engineering AKÜ FEMÜBİD 18 (2018) 015901 (324-335) AKU J. Sci. Eng. 18 (2018) 015901 (324-335)
Yoğun Düşük sürünme direnci Düşük/orta korozyon direnci. Elektrik ve termal iletken İyi mukavemet ve süneklik Yüksek tokluk Magnetik Metaller
 Kompozit malzemeler İki veya daha fazla malzemeden üretilirler Ana fikir farklı malzemelerin özelliklerini harmanlamaktır Kompozit: temel olarak birbiri içinde çözünmeyen ve birbirinden farklı şekil ve/veya
Kompozit malzemeler İki veya daha fazla malzemeden üretilirler Ana fikir farklı malzemelerin özelliklerini harmanlamaktır Kompozit: temel olarak birbiri içinde çözünmeyen ve birbirinden farklı şekil ve/veya
DOKUMA BAZALT-CAM VE FINDIK KABUĞU TAKVİYELİ POLİMER KOMPOZİTLERİNİN EĞİLME DAYANIMI VE ISI GEÇİRGENLİKLERİNİN İNCELENMESİ
 İstanbul Ticaret Üniversitesi Fen Bilimleri Dergisi Yıl: 10 Sayı: 20 Güz 201 s.119-126 DOKUMA BAZALT-CAM VE FINDIK KABUĞU TAKVİYELİ POLİMER KOMPOZİTLERİNİN EĞİLME DAYANIMI VE ISI GEÇİRGENLİKLERİNİN İNCELENMESİ
İstanbul Ticaret Üniversitesi Fen Bilimleri Dergisi Yıl: 10 Sayı: 20 Güz 201 s.119-126 DOKUMA BAZALT-CAM VE FINDIK KABUĞU TAKVİYELİ POLİMER KOMPOZİTLERİNİN EĞİLME DAYANIMI VE ISI GEÇİRGENLİKLERİNİN İNCELENMESİ
THE EXAMINATION OF METALLURGICAL PROPERTIES OF WELDED 6351 ALUMINUM ALLOYS WITH INERT GAS METHODS
 THE EXAMINATION OF METALLURGICAL PROPERTIES OF WELDED 6351 ALUMINUM ALLOYS WITH INERT GAS METHODS Nurullah KIRATLI* & Salih Hakan YETGIN* & Mustafa INCI** * Dumlupınar Üniversitesi, Simav Teknik Eğitim
THE EXAMINATION OF METALLURGICAL PROPERTIES OF WELDED 6351 ALUMINUM ALLOYS WITH INERT GAS METHODS Nurullah KIRATLI* & Salih Hakan YETGIN* & Mustafa INCI** * Dumlupınar Üniversitesi, Simav Teknik Eğitim
ÖZGEÇMİŞ VE YAYINLAR
 ÖZGEÇMİŞ VE YAYINLAR Yrd. Doç. Dr. Afşın Alper CERİT AKADEMİK GEÇMİŞİ Erciyes Üniversitesi Mühendislik Fakültesi Endüstriyel Tasarım Mühendisliği Bölümü 3809 Kayseri / TÜRKİYE Tel Faks E-posta Web : +90
ÖZGEÇMİŞ VE YAYINLAR Yrd. Doç. Dr. Afşın Alper CERİT AKADEMİK GEÇMİŞİ Erciyes Üniversitesi Mühendislik Fakültesi Endüstriyel Tasarım Mühendisliği Bölümü 3809 Kayseri / TÜRKİYE Tel Faks E-posta Web : +90
DĐRENÇ NOKTA KAYNAK ELEKTRODU ÖMRÜNÜN DENEYSEL ANALĐZĐ
 makale DĐRENÇ NOKTA KAYNAK ELEKTRODU ÖMRÜNÜN DENEYSEL ANALĐZĐ Selahaddin ANIK *, Ahmet OĞUR, ** Murat VURAL ***, Haldun TURAN ****, * Prof. Dr., ĐTÜ Makina Fakültesi, ** Prof. Dr., SAÜ Mühendislik Fakültesi
makale DĐRENÇ NOKTA KAYNAK ELEKTRODU ÖMRÜNÜN DENEYSEL ANALĐZĐ Selahaddin ANIK *, Ahmet OĞUR, ** Murat VURAL ***, Haldun TURAN ****, * Prof. Dr., ĐTÜ Makina Fakültesi, ** Prof. Dr., SAÜ Mühendislik Fakültesi
St 37 ÇELİĞİNİN SÜRTÜNMELİ VE GELENEKSEL DELME İŞLEMLERİNDE YÜZEY PÜRÜZLÜLÜĞÜNÜN ARAŞTIRILMASI
 3. Ulusal Talaşlı İmalat Sempozyumu, 04-05 Ekim 2012, Ankara, Türkiye St 37 ÇELİĞİNİN SÜRTÜNMELİ VE GELENEKSEL DELME İŞLEMLERİNDE YÜZEY PÜRÜZLÜLÜĞÜNÜN ARAŞTIRILMASI Cebeli ÖZEK a, * Zülküf DEMİR b a Fırat
3. Ulusal Talaşlı İmalat Sempozyumu, 04-05 Ekim 2012, Ankara, Türkiye St 37 ÇELİĞİNİN SÜRTÜNMELİ VE GELENEKSEL DELME İŞLEMLERİNDE YÜZEY PÜRÜZLÜLÜĞÜNÜN ARAŞTIRILMASI Cebeli ÖZEK a, * Zülküf DEMİR b a Fırat
IF ÇELİĞİ İLE AA 6061 ALAŞIMININ SÜRTÜNME KARIŞTIRMA KAYNAK YÖNTEMİYLE BİRLEŞTİRİLEBİLİRLİĞİ
 IF ÇELİĞİ İLE AA 6061 ALAŞIMININ SÜRTÜNME KARIŞTIRMA KAYNAK YÖNTEMİYLE BİRLEŞTİRİLEBİLİRLİĞİ S. M. AKTARER 1, D. M. SEKBAN 2, T. KÜÇÜKÖMEROĞLU 3 1 Teknik Bilimler Meslek Yüksekokulu, Recep Tayyip Erdoğan
IF ÇELİĞİ İLE AA 6061 ALAŞIMININ SÜRTÜNME KARIŞTIRMA KAYNAK YÖNTEMİYLE BİRLEŞTİRİLEBİLİRLİĞİ S. M. AKTARER 1, D. M. SEKBAN 2, T. KÜÇÜKÖMEROĞLU 3 1 Teknik Bilimler Meslek Yüksekokulu, Recep Tayyip Erdoğan
SÜRTÜNME KARIŞTIRMA KAYNAĞI YAPILMIŞ Cu/Al ALIN BİRLEŞTİRMESİNİN MİKROYAPI VE MEKANİK ÖZELLİKLERİNİN İNCELENMESİ
 Gazi Üniv. Müh. Mim. Fak. Der. J. Fac. Eng. Arch. Gazi Univ. Cilt 25, No 4, 857-865, 2010 Vol 25, No 4, 857-865, 2010 SÜRTÜNME KARIŞTIRMA KAYNAĞI YAPILMIŞ Cu/Al- 1050 ALIN BİRLEŞTİRMESİNİN MİKROYAPI VE
Gazi Üniv. Müh. Mim. Fak. Der. J. Fac. Eng. Arch. Gazi Univ. Cilt 25, No 4, 857-865, 2010 Vol 25, No 4, 857-865, 2010 SÜRTÜNME KARIŞTIRMA KAYNAĞI YAPILMIŞ Cu/Al- 1050 ALIN BİRLEŞTİRMESİNİN MİKROYAPI VE
DÜŞÜK KARBONLU ÇELİKLERDE ELEKTRİK ARK VE MAG KAYNAK YÖNTEMLERİNİN MEKANİK ÖZELLİKLERE ETKİSİNİN İNCELENMESİ
 2. Uluslar arası Demir Çelik Sempozyumu (IISS 15), 1-3 Nisan 2015, Karabük, Türkiye DÜŞÜK KARBONLU ÇELİKLERDE ELEKTRİK ARK VE KAYNAK YÖNTEMLERİNİN MEKANİK ÖZELLİKLERE ETKİSİNİN İNCELENMESİ EXAMINING THE
2. Uluslar arası Demir Çelik Sempozyumu (IISS 15), 1-3 Nisan 2015, Karabük, Türkiye DÜŞÜK KARBONLU ÇELİKLERDE ELEKTRİK ARK VE KAYNAK YÖNTEMLERİNİN MEKANİK ÖZELLİKLERE ETKİSİNİN İNCELENMESİ EXAMINING THE
PE LEVHALARIN SÜRTÜNME KARIŞTIRMA KAYNAĞI İLE BİRLEŞTİRİLMESİNDE DALMA VE BEKLEME SÜRESİNİN ETKİSİ
 PE LEVHALARIN SÜRTÜNME KARIŞTIRMA KAYNAĞI İLE BİRLEŞTİRİLMESİNDE DALMA VE BEKLEME SÜRESİNİN ETKİSİ Özet İdris Karagöz a ve Mustafa Öksüz b a Yalova Üniversitesi Yalova Meslek Yüksekokulu Lastik Plastik
PE LEVHALARIN SÜRTÜNME KARIŞTIRMA KAYNAĞI İLE BİRLEŞTİRİLMESİNDE DALMA VE BEKLEME SÜRESİNİN ETKİSİ Özet İdris Karagöz a ve Mustafa Öksüz b a Yalova Üniversitesi Yalova Meslek Yüksekokulu Lastik Plastik
Kaynak yöntemleri ile birleştirilen bir malzemenin kaynak bölgesinin mikroyapısı incelendiğinde iki ana bölgenin var olduğu görülecektir:
 Kaynak Bölgesinin Sınıflandırılması Prof. Dr. Hüseyin UZUN Kaynak yöntemleri ile birleştirilen bir malzemenin kaynak bölgesinin mikroyapısı incelendiğinde iki ana bölgenin var olduğu görülecektir: 1) Ergime
Kaynak Bölgesinin Sınıflandırılması Prof. Dr. Hüseyin UZUN Kaynak yöntemleri ile birleştirilen bir malzemenin kaynak bölgesinin mikroyapısı incelendiğinde iki ana bölgenin var olduğu görülecektir: 1) Ergime
Sürtünme Karıştırma Kaynağı ile Birleştirilen Etial 1050 H14 Al Alaşımının Mikroyapı ve Mekanik Özelliklerinin Araştırılması
 Politeknik Dergisi, 2016; 19 (2) : 129-134 Journal of Polytechnic, 2016; 19 (2) : 129-134 Sürtünme Karıştırma Kaynağı ile Birleştirilen Etial 10 H14 Al Alaşımının Mikroyapı ve Mekanik Özelliklerinin Araştırılması
Politeknik Dergisi, 2016; 19 (2) : 129-134 Journal of Polytechnic, 2016; 19 (2) : 129-134 Sürtünme Karıştırma Kaynağı ile Birleştirilen Etial 10 H14 Al Alaşımının Mikroyapı ve Mekanik Özelliklerinin Araştırılması
19 (4), 583-592, 2007 19 (4), 583-592, 2007
, 583-592, 2007 19 (4), 583-592, 2007") Fırat Üniv. Fen ve Müh. Bil. Dergisi Science and Eng. J of Fırat Univ. 19 (4), 583-592, 2007 19 (4), 583-592, 2007 Sürtünme Kaynak Yöntemiyle Birleştirilmiş AISI 420/AISI 1010 Çelik Çiftinde Çevresel Hızın
Fırat Üniv. Fen ve Müh. Bil. Dergisi Science and Eng. J of Fırat Univ. 19 (4), 583-592, 2007 19 (4), 583-592, 2007 Sürtünme Kaynak Yöntemiyle Birleştirilmiş AISI 420/AISI 1010 Çelik Çiftinde Çevresel Hızın
ALÜMİNYUMUN TIG KAYNAĞINDA AKIM TÜRÜNÜN KAYNAK METALİ MİKROYAPISI VE DARBE DAYANIMINA ETKİSİ
 Gazi Üniv. Müh. Mim. Fak. Der. J. Fac. Eng. Arch. Gazi Univ. Cilt 24, No 1, 155-160, 2009 Vol 24, No 1, 155-160, 2009 ALÜMİNYUMUN TIG KAYNAĞINDA AKIM TÜRÜNÜN KAYNAK METALİ MİKROYAPISI VE DARBE DAYANIMINA
Gazi Üniv. Müh. Mim. Fak. Der. J. Fac. Eng. Arch. Gazi Univ. Cilt 24, No 1, 155-160, 2009 Vol 24, No 1, 155-160, 2009 ALÜMİNYUMUN TIG KAYNAĞINDA AKIM TÜRÜNÜN KAYNAK METALİ MİKROYAPISI VE DARBE DAYANIMINA
ARK KAYNAK YÖNTEMİ İLE BİRLEŞTİRİLEN OSTENİTİK PASLANMAZ ÇELİK İLE DÜŞÜK KARBONLU ÇELİĞİN MEKANİK ÖZELLİKLERİNİN İNCELENMESİ
 Gazi Üniv. Müh. Mim. Fak. Der. J. Fac. Eng. Arch. Gazi Univ. Cilt 17, No 2, 75-85, 2002 Vol 17, No 2, 75-85, 2002 ARK KAYNAK YÖNTEMİ İLE BİRLEŞTİRİLEN OSTENİTİK PASLANMAZ ÇELİK İLE DÜŞÜK KARBONLU ÇELİĞİN
Gazi Üniv. Müh. Mim. Fak. Der. J. Fac. Eng. Arch. Gazi Univ. Cilt 17, No 2, 75-85, 2002 Vol 17, No 2, 75-85, 2002 ARK KAYNAK YÖNTEMİ İLE BİRLEŞTİRİLEN OSTENİTİK PASLANMAZ ÇELİK İLE DÜŞÜK KARBONLU ÇELİĞİN
Ahi Evran Üniversitesi, Mucur Meslek Yüksek Okulu, Teknik Programlar, Kırşehir 2. mustafa.sudag@ahievran.edu.tr, b aakkurt@gazi.edu.tr.
 SÜRTÜNME KARIġTIRMA NOKTA KAYNAĞI ĠLE BĠRLEġTĠRĠLEN AA6061 ALÜMĠNYUM ALAġIMLARININ ÇEKME DAYANIMININ ÇOKLU REGRESYON ANALĠZĠ ĠLE TAHMĠNĠ Mustafa Sudağ 1,a, Adnan Akkurt 2,b 1 Ahi Evran Üniversitesi, Mucur
SÜRTÜNME KARIġTIRMA NOKTA KAYNAĞI ĠLE BĠRLEġTĠRĠLEN AA6061 ALÜMĠNYUM ALAġIMLARININ ÇEKME DAYANIMININ ÇOKLU REGRESYON ANALĠZĠ ĠLE TAHMĠNĠ Mustafa Sudağ 1,a, Adnan Akkurt 2,b 1 Ahi Evran Üniversitesi, Mucur
SÜRTÜNME KARIŞTIRMA KAYNAĞIYLA BİRLEŞTİRİLEN ÇİFT FAZLI ÇELİĞİN MİKROYAPI VE MEKANİK ÖZELLİKLERİNİN İNCELENMESİ
 SÜRTÜNME KARIŞTIRMA KAYNAĞIYLA BİRLEŞTİRİLEN ÇİFT FAZLI ÇELİĞİN MİKROYAPI VE MEKANİK ÖZELLİKLERİNİN İNCELENMESİ T. Küçükömeroğlu 1, S.M. Aktarer 2, G.İpekoğlu 3, G. Çam 3 1 Makina Mühendisliği Bölümü,
SÜRTÜNME KARIŞTIRMA KAYNAĞIYLA BİRLEŞTİRİLEN ÇİFT FAZLI ÇELİĞİN MİKROYAPI VE MEKANİK ÖZELLİKLERİNİN İNCELENMESİ T. Küçükömeroğlu 1, S.M. Aktarer 2, G.İpekoğlu 3, G. Çam 3 1 Makina Mühendisliği Bölümü,
Journal of Engineering and Natural Sciences Mühendislik ve Fen Bilimleri Dergisi
 Journal of Engineering and Natural Sciences Mühendislik ve Fen Bilimleri Dergisi Sigma 28, 179-187, 2010 Research Article / Araştırma Makalesi AN INVESTIGATION OF WEAR BEHAVIORS OF DIFFERENT CUTTING TOOLS
Journal of Engineering and Natural Sciences Mühendislik ve Fen Bilimleri Dergisi Sigma 28, 179-187, 2010 Research Article / Araştırma Makalesi AN INVESTIGATION OF WEAR BEHAVIORS OF DIFFERENT CUTTING TOOLS
ALUMİNYUM ÇELİK FARKLI METAL KAYNAKLI BAĞLANTILARIN MİKROYAPISAL KARAKTERİZASYONU
 ALUMİNYUM ÇELİK FARKLI METAL KAYNAKLI BAĞLANTILARIN MİKROYAPISAL KARAKTERİZASYONU Dr. Emel Taban 1,2,*, Dr. Jerry E. Gould 3, Prof. Dr. John C. LIppold 1 1 Ohio State Üniversitesi, Mühendislik Fakültesi,
ALUMİNYUM ÇELİK FARKLI METAL KAYNAKLI BAĞLANTILARIN MİKROYAPISAL KARAKTERİZASYONU Dr. Emel Taban 1,2,*, Dr. Jerry E. Gould 3, Prof. Dr. John C. LIppold 1 1 Ohio State Üniversitesi, Mühendislik Fakültesi,
AŞINDIRICI PARTİKÜL KARIŞIMLARININ CAM KEÇE TAKVİYELİ POLİFENİLEN SULFİD MATRİSLİ KOMPOZİTLERİN KATI PARTİKÜL EROZYON DAVRANIŞLARINA ETKİLERİ
 IV. ULUSAL HAVACILIK VE UZAY KONFERANSI 12-14 Eylül 2012, Hava Harp Okulu, İstanbul AŞINDIRICI PARTİKÜL KARIŞIMLARININ CAM KEÇE TAKVİYELİ POLİFENİLEN SULFİD MATRİSLİ KOMPOZİTLERİN KATI PARTİKÜL EROZYON
IV. ULUSAL HAVACILIK VE UZAY KONFERANSI 12-14 Eylül 2012, Hava Harp Okulu, İstanbul AŞINDIRICI PARTİKÜL KARIŞIMLARININ CAM KEÇE TAKVİYELİ POLİFENİLEN SULFİD MATRİSLİ KOMPOZİTLERİN KATI PARTİKÜL EROZYON
TEL EROZYON YÖNTEMİ İLE İŞLENEN KALIP ÇELİKLERİNDE İŞLEM PARAMETRELERİNİN YÜZEY KALİTESİNE ETKİSİ
 TMMOB Makine Mühendisleri Odası Konya Şubesi IV. Makine Tasarım ve İmalat Teknolojileri Kongresi 24-25 Kasım 2007 TEL EROZYON YÖNTEMİ İLE İŞLENEN KALIP ÇELİKLERİNDE İŞLEM PARAMETRELERİNİN YÜZEY KALİTESİNE
TMMOB Makine Mühendisleri Odası Konya Şubesi IV. Makine Tasarım ve İmalat Teknolojileri Kongresi 24-25 Kasım 2007 TEL EROZYON YÖNTEMİ İLE İŞLENEN KALIP ÇELİKLERİNDE İŞLEM PARAMETRELERİNİN YÜZEY KALİTESİNE
Journal of Engineering and Natural Sciences Mühendislik ve Fen Bilimleri Dergisi
 Journal of Engineering and Natural Sciences Mühendislik ve Fen Bilimleri Dergisi Sigma 30, 252-258, 2012 PhD Research Article / Doktora Çalışması Araştırma Makalesi PRODUCTION OF Y 2 O 3 COATED AL 2 O
Journal of Engineering and Natural Sciences Mühendislik ve Fen Bilimleri Dergisi Sigma 30, 252-258, 2012 PhD Research Article / Doktora Çalışması Araştırma Makalesi PRODUCTION OF Y 2 O 3 COATED AL 2 O
Farklı Elektrotlar ile Delik Delme İşlemlerinde Yüzey Pürüzlülüğünün İncelenmesi
 Farklı Elektrotlar ile Delik Delme İşlemlerinde Yüzey Pürüzlülüğünün İncelenmesi Examination of Surface Roughness in the Hole Drilling Process with Different Electrodes Volkan Yılmaz 1 *, Ceren Y. Yılmaz
Farklı Elektrotlar ile Delik Delme İşlemlerinde Yüzey Pürüzlülüğünün İncelenmesi Examination of Surface Roughness in the Hole Drilling Process with Different Electrodes Volkan Yılmaz 1 *, Ceren Y. Yılmaz
Al MATRİSLİ MgO TAKVİYELİ KOMPOZİTLERİN FARKLI KESİCİ UÇLARLA TORNALANMASINDA KESME HIZININ AŞINMA DAVRANIŞINA ETKİLERİNİN İNCELENMESİ
 3. Ulusal Talaşlı İmalat Sempozyumu, 04-05 Ekim 2012, Ankara, Türkiye Al MATRİSLİ MgO TAKVİYELİ KOMPOZİTLERİN FARKLI KESİCİ UÇLARLA TORNALANMASINDA KESME HIZININ AŞINMA DAVRANIŞINA ETKİLERİNİN İNCELENMESİ
3. Ulusal Talaşlı İmalat Sempozyumu, 04-05 Ekim 2012, Ankara, Türkiye Al MATRİSLİ MgO TAKVİYELİ KOMPOZİTLERİN FARKLI KESİCİ UÇLARLA TORNALANMASINDA KESME HIZININ AŞINMA DAVRANIŞINA ETKİLERİNİN İNCELENMESİ
ERDEMİR 3237 MALZEMESİNİN KAYNAK YÖNTEMLERİNE VE SICAKLIĞA BAĞLI KIRILMA DAVRANIŞININ BELİRLENMESİ
 2. Ulusal Tasarım İmalat ve Analiz Kongresi 11-12 Kasım 2010- Balıkesir ERDEMİR 3237 MALZEMESİNİN KAYNAK YÖNTEMLERİNE VE SICAKLIĞA BAĞLI KIRILMA DAVRANIŞININ BELİRLENMESİ N. Sinan KÖKSAL*, İlter KİLERCİ**,
2. Ulusal Tasarım İmalat ve Analiz Kongresi 11-12 Kasım 2010- Balıkesir ERDEMİR 3237 MALZEMESİNİN KAYNAK YÖNTEMLERİNE VE SICAKLIĞA BAĞLI KIRILMA DAVRANIŞININ BELİRLENMESİ N. Sinan KÖKSAL*, İlter KİLERCİ**,
ZIRH ÇELİKLERİN KAYNAĞINDA KAYNAK AĞZI GEOMETRİSİ VE İLAVE TEL OPTİMİZASYONU Kaynaklı İmalatta İyileştirme Çalışmasına Örnek
 ZIRH ÇELİKLERİN KAYNAĞINDA KAYNAK AĞZI GEOMETRİSİ VE İLAVE TEL OPTİMİZASYONU Kaynaklı İmalatta İyileştirme Çalışmasına Örnek Çağrı ÇELİK Makina ve Kaynak Mühendisi NUROL Makina Sanayi A.Ş / Ankara cagri.celik@nurolmakina.com.tr
ZIRH ÇELİKLERİN KAYNAĞINDA KAYNAK AĞZI GEOMETRİSİ VE İLAVE TEL OPTİMİZASYONU Kaynaklı İmalatta İyileştirme Çalışmasına Örnek Çağrı ÇELİK Makina ve Kaynak Mühendisi NUROL Makina Sanayi A.Ş / Ankara cagri.celik@nurolmakina.com.tr
Yrd. Doç. Dr. SELDA KAYRAL
 Yrd. Doç. Dr. SELDA KAYRAL ÖĞRENİM DURUMU Derece Üniversite Bölüm / Program Yıllar Lisans Makine Mühendisliği 1995-2000 Y. Lisans Makine Mühendisliği 2001-2004 Doktora Makine Mühendisliği 2004-2011 İLETİŞİM
Yrd. Doç. Dr. SELDA KAYRAL ÖĞRENİM DURUMU Derece Üniversite Bölüm / Program Yıllar Lisans Makine Mühendisliği 1995-2000 Y. Lisans Makine Mühendisliği 2001-2004 Doktora Makine Mühendisliği 2004-2011 İLETİŞİM
2xx SERİSİ ALÜMİNYUM ALAŞIMLARINDA Ag İLAVESİNİN MUKAVEMETE ETKİSİ
 2xx SERİSİ ALÜMİNYUM ALAŞIMLARINDA Ag İLAVESİNİN MUKAVEMETE ETKİSİ Çağlar Yüksel 1, Özen Gürsoy 2, Eray Erzi 2, Derya Dışpınar 2 1 Yıldız Teknik Üniversitesi, Metalurji ve Malzeme Mühendisliği Bölümü,
2xx SERİSİ ALÜMİNYUM ALAŞIMLARINDA Ag İLAVESİNİN MUKAVEMETE ETKİSİ Çağlar Yüksel 1, Özen Gürsoy 2, Eray Erzi 2, Derya Dışpınar 2 1 Yıldız Teknik Üniversitesi, Metalurji ve Malzeme Mühendisliği Bölümü,
BORULARIN PLAKALARA DIŞTAN BİR TAKIMLA SÜRTÜNME KAYNAK EDİLEBİLİRLİĞİNİN İNCELENMESİ
 BORULARIN PLAKALARA DIŞTAN BİR TAKIMLA SÜRTÜNME KAYNAK EDİLEBİLİRLİĞİNİN İNCELENMESİ Prof.Dr. Cemal MERAN 1, Arş.Gör. Emre KORKMAZ 2, Doç.Dr. Tevfik KÜÇÜKÖMEROĞLU 3 Mehmet Arda AKSOY 4, Murat KESTEL 4,
BORULARIN PLAKALARA DIŞTAN BİR TAKIMLA SÜRTÜNME KAYNAK EDİLEBİLİRLİĞİNİN İNCELENMESİ Prof.Dr. Cemal MERAN 1, Arş.Gör. Emre KORKMAZ 2, Doç.Dr. Tevfik KÜÇÜKÖMEROĞLU 3 Mehmet Arda AKSOY 4, Murat KESTEL 4,
İNTERMETALİK MALZEMELER. Doç. Dr. Özkan ÖZDEMİR (DERS NOTLARI-4)
") İNTERMETALİK MALZEMELER (DERS NOTLARI-4) Doç. Dr. Özkan ÖZDEMİR BERİLYUM: Kimyasal özellikler bakımından alüminyuma benzer. Periyodik çizelgenin II A grubunun birinci elementidir ve metallere özgü özelliklerin
İNTERMETALİK MALZEMELER (DERS NOTLARI-4) Doç. Dr. Özkan ÖZDEMİR BERİLYUM: Kimyasal özellikler bakımından alüminyuma benzer. Periyodik çizelgenin II A grubunun birinci elementidir ve metallere özgü özelliklerin
Yakup KAYA, Nizamettin KAHRAMAN Karabük üniversitesi, Teknoloji Fakültesi, Balıklarkayası mevkii, 78050, Karabük
 Politeknik Dergisi Cilt:14 Sayı: 4 s. 263-2, 11 Journal of Polytechnic Vol: 14 No: 4 pp.263-2, 11 Titanyum Sacların Nokta Direnç Kaynağı ile Birleştirilmesinde Kaynak Parametrelerinin Çekirdek Oluşumuna
Politeknik Dergisi Cilt:14 Sayı: 4 s. 263-2, 11 Journal of Polytechnic Vol: 14 No: 4 pp.263-2, 11 Titanyum Sacların Nokta Direnç Kaynağı ile Birleştirilmesinde Kaynak Parametrelerinin Çekirdek Oluşumuna
İNSANSIZ HAVA ARAÇLARI MOTOR BLOĞU OLARAK KULLANILABİLECEK ALÜMİNYUM ALAŞIMIN TERCİHİ. Çağlar Yüksel 2. Yıldız Teknik Üniversitesi, İstanbul
 VI. ULUSAL HAVACILIK VE UZAY KONFERANSI 28-30 Eylül 2016, Kocaeli Üniversitesi, Kocaeli İNSANSIZ HAVA ARAÇLARI MOTOR BLOĞU OLARAK KULLANILABİLECEK ALÜMİNYUM ALAŞIMIN TERCİHİ Ali Özgür 1 Erdöküm Makine
VI. ULUSAL HAVACILIK VE UZAY KONFERANSI 28-30 Eylül 2016, Kocaeli Üniversitesi, Kocaeli İNSANSIZ HAVA ARAÇLARI MOTOR BLOĞU OLARAK KULLANILABİLECEK ALÜMİNYUM ALAŞIMIN TERCİHİ Ali Özgür 1 Erdöküm Makine
Al Metal Matris Kompozitlerin Abrasiv Aşınma Performansına Takviye Elemanlarının Etkisi
 Fırat Üniv. Fen ve Müh. Bil. Dergisi Science and Eng. J of Fırat Univ. 19 (2), 209-216, 2007 19 (2), 209-216, 2007 Al Metal Matris Kompozitlerin Abrasiv Aşınma Performansına Takviye Elemanlarının Etkisi
Fırat Üniv. Fen ve Müh. Bil. Dergisi Science and Eng. J of Fırat Univ. 19 (2), 209-216, 2007 19 (2), 209-216, 2007 Al Metal Matris Kompozitlerin Abrasiv Aşınma Performansına Takviye Elemanlarının Etkisi
Sürtünme Kaynaklı Bakır ve AISI 1040 Çeliğinin Mekanik ve Mikroyapı Özelliklerinin İncelenmesi
 Makine Teknolojileri Elektronik Dergisi Cilt: 9, No: 4, 2012 (11-20) Electronic Journal of Machine Technologies Vol: 9, No: 4, 2012 (11-20) TEKNOLOJİK ARAŞTIRMALAR www.teknolojikarastirmalar.com e-issn:1304-4141
Makine Teknolojileri Elektronik Dergisi Cilt: 9, No: 4, 2012 (11-20) Electronic Journal of Machine Technologies Vol: 9, No: 4, 2012 (11-20) TEKNOLOJİK ARAŞTIRMALAR www.teknolojikarastirmalar.com e-issn:1304-4141
SÜRTÜNME KARIŞTIRMA KAYNAĞI İLE YAPILAN ALÜMİNYUMUN KAYNAĞINDA KAYNAK BÖLGESİNİN MEKANİK ÖZELLİKLERİNİN İNCELENMESİ. Aydın ŞIK 1 Özgür KAYABAŞ 2
 30 2003Gazi Üniversitesi Endüstriyel Sanatlar Eğitim Fakültesi Dergisi Y.11, S.12, s.30-43 ÖZET SÜRTÜNME KARIŞTIRMA KAYNAĞI İLE YAPILAN ALÜMİNYUMUN KAYNAĞINDA KAYNAK BÖLGESİNİN MEKANİK ÖZELLİKLERİNİN İNCELENMESİ
30 2003Gazi Üniversitesi Endüstriyel Sanatlar Eğitim Fakültesi Dergisi Y.11, S.12, s.30-43 ÖZET SÜRTÜNME KARIŞTIRMA KAYNAĞI İLE YAPILAN ALÜMİNYUMUN KAYNAĞINDA KAYNAK BÖLGESİNİN MEKANİK ÖZELLİKLERİNİN İNCELENMESİ
Gaz Altı Ark Kaynağı İşleminde Proses Parametrelerinin Yapıdaki Çarpılmaya Etkisinin İncelenmesi
 Gaz Altı Ark Kaynağı İşleminde Proses Parametrelerinin Yapıdaki Çarpılmaya Etkisinin İncelenmesi Investigation of Process Parameters' Effects at Distortion on Gas Metal Arc Welding Ramazan EROL 1, Emre
Gaz Altı Ark Kaynağı İşleminde Proses Parametrelerinin Yapıdaki Çarpılmaya Etkisinin İncelenmesi Investigation of Process Parameters' Effects at Distortion on Gas Metal Arc Welding Ramazan EROL 1, Emre
Öğrenim Durumu. Verdiği Dersler. İdari Görevler
 Adı-Soyadı : Ergün EKİCİ Kişisel Bilgiler Unvan: Yrd. Doç. Dr. E-posta: ergunekici@uludag.edu.tr Telefon: Göreve Başlama Tarihi : Uzmanlık Alanları: Kesici takım teknolojileri, Hacim kalıpçılığı, CAD-CAM
Adı-Soyadı : Ergün EKİCİ Kişisel Bilgiler Unvan: Yrd. Doç. Dr. E-posta: ergunekici@uludag.edu.tr Telefon: Göreve Başlama Tarihi : Uzmanlık Alanları: Kesici takım teknolojileri, Hacim kalıpçılığı, CAD-CAM
FARKLI MALZEMELERİN KAYNAĞININ DENEYSEL VE TEORİK İNCELENMESİ
 KAYNAK TEKNOLOJİSİ II. ULUSAL KONGRESİ 21 FARKLI MALZEMELERİN KAYNAĞININ DENEYSEL VE TEORİK İNCELENMESİ * Ayhan Çelik, ** Adnan Özel, ***Akgün Alsaran ÖZET Bu çalışmada AISI 304 paslanmaz çelik ile St37
KAYNAK TEKNOLOJİSİ II. ULUSAL KONGRESİ 21 FARKLI MALZEMELERİN KAYNAĞININ DENEYSEL VE TEORİK İNCELENMESİ * Ayhan Çelik, ** Adnan Özel, ***Akgün Alsaran ÖZET Bu çalışmada AISI 304 paslanmaz çelik ile St37
MEKANOKİMYASAL YÖNTEMLE BOR KARBÜR SENTEZİ VE ALÜMİNYUM MATRİSLİ KOMPOZİT MALZEMEDE KULLANILABİLİRLİĞİNİN İNCELENMESİ
 Gazi Üniv. Müh. Mim. Fak. Der. Journal of the Faculty of Engineering and Architecture of Gazi University Cilt 28, No 4, 875-883, 2013 Vol 28, No 4, 875-883, 2013 MEKANOKİMYASAL YÖNTEMLE BOR KARBÜR SENTEZİ
Gazi Üniv. Müh. Mim. Fak. Der. Journal of the Faculty of Engineering and Architecture of Gazi University Cilt 28, No 4, 875-883, 2013 Vol 28, No 4, 875-883, 2013 MEKANOKİMYASAL YÖNTEMLE BOR KARBÜR SENTEZİ
METAL MATRİSLİ KOMPOZİT MALZEMELER
 Prof.Dr.Ahmet Aran - İ.T.Ü. Makina Fakültesi METAL MATRİSLİ KOMPOZİT MALZEMELER METAL MATRİSLİ KOMPOZİTLER KARMA MALZEMELER METAL MATRİSLİ KARMA MALZEMELER MMK ÜRETİM YÖNTEMLERİ UYGULAMA ÖRNEKLERİ Metal,
Prof.Dr.Ahmet Aran - İ.T.Ü. Makina Fakültesi METAL MATRİSLİ KOMPOZİT MALZEMELER METAL MATRİSLİ KOMPOZİTLER KARMA MALZEMELER METAL MATRİSLİ KARMA MALZEMELER MMK ÜRETİM YÖNTEMLERİ UYGULAMA ÖRNEKLERİ Metal,
AN INVESTIGATION OF DRY SLIDE BEHAVIORS OF Cu/Ni 3 Al METAL MATRIX COMPOSITE
 5. Uluslar arası İleri Teknolojiler Sempozyumu (İATS 09), 13-15 Mayıs 2009, Karabük, Türkiye Cu/Nİ 3 Al METAL MATRİSLİ KOMPOZİTİN KURU KAYMA AŞINMA DAVRANIŞLARININ ARAŞTIRILMASI AN INVESTIGATION OF DRY
5. Uluslar arası İleri Teknolojiler Sempozyumu (İATS 09), 13-15 Mayıs 2009, Karabük, Türkiye Cu/Nİ 3 Al METAL MATRİSLİ KOMPOZİTİN KURU KAYMA AŞINMA DAVRANIŞLARININ ARAŞTIRILMASI AN INVESTIGATION OF DRY
BOR KATKILI HİDROKSİAPATİT ÜRETİMİ VE KARAKTERİZASYONU
 BOR KATKILI HİDROKSİAPATİT ÜRETİMİ VE KARAKTERİZASYONU MUSTAFA UĞURLU MERSİN ÜNİVERSİTESİ FEN BİLİMLERİ ENSTİTÜSÜ MAKİNE MÜHENDİSLİĞİ ANA BİLİM DALI YÜKSEK LİSANS TEZİ MERSİN HAZİRAN - 2015 BOR KATKILI
BOR KATKILI HİDROKSİAPATİT ÜRETİMİ VE KARAKTERİZASYONU MUSTAFA UĞURLU MERSİN ÜNİVERSİTESİ FEN BİLİMLERİ ENSTİTÜSÜ MAKİNE MÜHENDİSLİĞİ ANA BİLİM DALI YÜKSEK LİSANS TEZİ MERSİN HAZİRAN - 2015 BOR KATKILI
KIRIK YÜZEYLERİN İNCELENMESİ
 GAZİ ÜNİVERSİTESİ TEKNOLOJİ FAKÜLTESİ METALURJİ VE MALZEME MÜHENDİSLİĞİ MEM-317 MALZEME KARAKTERİZASYONU KIRIK YÜZEYLERİN İNCELENMESİ Yrd. Doç. Dr. Volkan KILIÇLI ANKARA 2012 KIRIK YÜZEYLERİN İNCELENMESİ
GAZİ ÜNİVERSİTESİ TEKNOLOJİ FAKÜLTESİ METALURJİ VE MALZEME MÜHENDİSLİĞİ MEM-317 MALZEME KARAKTERİZASYONU KIRIK YÜZEYLERİN İNCELENMESİ Yrd. Doç. Dr. Volkan KILIÇLI ANKARA 2012 KIRIK YÜZEYLERİN İNCELENMESİ
T/M YÖNTEMİ İLE ÜRETİLEN Cu-C-Al 2 SiO 5 KOMPOZİTİNİN ABRASİV AŞINMA DAYANIMI Ç. ÖZAY & A. HASÇALIK
 T/M YÖNTEMİ İLE ÜRETİLEN Cu-C-Al 2 SiO 5 KOMPOZİTİNİN ABRASİV AŞINMA DAYANIMI Ç. ÖZAY & A. HASÇALIK Özet Bu çalışmada, Cu tozuna hacimce %5, %10, %15 oranında C ve Al 2 SiO 5 katılarak toz metalurjisi
T/M YÖNTEMİ İLE ÜRETİLEN Cu-C-Al 2 SiO 5 KOMPOZİTİNİN ABRASİV AŞINMA DAYANIMI Ç. ÖZAY & A. HASÇALIK Özet Bu çalışmada, Cu tozuna hacimce %5, %10, %15 oranında C ve Al 2 SiO 5 katılarak toz metalurjisi
Al-SiCp MMK LERDE PARTİKÜL TAKVİYE ORANININ MEKANİK ÖZELLİKLERE VE İŞLENEBİLİRLİĞİNE ETKİSİNİN ARAŞTIRILMASI
 PAMUKKALE ÜNİ VERSİ TESİ MÜHENDİ SLİ K FAKÜLTESİ PAMUKKALE UNIVERSITY ENGINEERING COLLEGE MÜHENDİ SLİ K B İ L İ MLERİ DERGİ S İ JOURNAL OF ENGINEERING SCIENCES YIL CİLT SAYI SAYFA : 26 : 2 : 3 : 33-32
PAMUKKALE ÜNİ VERSİ TESİ MÜHENDİ SLİ K FAKÜLTESİ PAMUKKALE UNIVERSITY ENGINEERING COLLEGE MÜHENDİ SLİ K B İ L İ MLERİ DERGİ S İ JOURNAL OF ENGINEERING SCIENCES YIL CİLT SAYI SAYFA : 26 : 2 : 3 : 33-32
Yrd. Doç. Dr. SELDA KAYRAL
 Yrd. Doç. Dr. SELDA KAYRAL ÖĞRENİM DURUMU Derece Üniversite Bölüm / Program Yıllar Lisans Celal Bayar Üniversitesi Makine Mühendisliği 1995-2000 Y. Lisans Celal Bayar Üniversitesi Makine Mühendisliği 2001-2004
Yrd. Doç. Dr. SELDA KAYRAL ÖĞRENİM DURUMU Derece Üniversite Bölüm / Program Yıllar Lisans Celal Bayar Üniversitesi Makine Mühendisliği 1995-2000 Y. Lisans Celal Bayar Üniversitesi Makine Mühendisliği 2001-2004
TOKLUK VE KIRILMA. Doç.Dr.Salim ŞAHĠN
 TOKLUK VE KIRILMA Doç.Dr.Salim ŞAHĠN TOKLUK Tokluk bir malzemenin kırılmadan önce sönümlediği enerjinin bir ölçüsüdür. Bir malzemenin kırılmadan bir darbeye dayanması yeteneği söz konusu olduğunda önem
TOKLUK VE KIRILMA Doç.Dr.Salim ŞAHĠN TOKLUK Tokluk bir malzemenin kırılmadan önce sönümlediği enerjinin bir ölçüsüdür. Bir malzemenin kırılmadan bir darbeye dayanması yeteneği söz konusu olduğunda önem
İTÜ Kimya-Metalurji Fakültesi, Metalurji ve Malzeme Mühendisliği Bölümü, 34469, Ayazağa, İstanbul
 itüdergisi/d mühendislik Cilt:5, Sayı:, Kısım:, 45-49 Şubat 6 H SO 4 çözeltisi içerisinde krom-nikelli çeliklerin aşınma davranışları Yavuz SUN *, Hüseyin ÇİMENOĞLU İTÜ Kimya-Metalurji Fakültesi, Metalurji
itüdergisi/d mühendislik Cilt:5, Sayı:, Kısım:, 45-49 Şubat 6 H SO 4 çözeltisi içerisinde krom-nikelli çeliklerin aşınma davranışları Yavuz SUN *, Hüseyin ÇİMENOĞLU İTÜ Kimya-Metalurji Fakültesi, Metalurji
Yahya TAŞGIN ve Mehmet KAPLAN Fırat Üniversitesi Teknik Eğitim Fakültesi Metal Eğitimi Bölümü, Elazığ yahyatasgin@hotmail.com
 Fırat Üniv. Fen ve Müh. Bil. Dergisi Science and Eng. J of Fırat Univ. 19 (2), 217-224, 27 19 (2), 217-224, 27 Sert Kabuklu bir Dökme Demirin Üretilebilirliği ve Abrasiv Aşınma Davranışlarının Araştırılması
Fırat Üniv. Fen ve Müh. Bil. Dergisi Science and Eng. J of Fırat Univ. 19 (2), 217-224, 27 19 (2), 217-224, 27 Sert Kabuklu bir Dökme Demirin Üretilebilirliği ve Abrasiv Aşınma Davranışlarının Araştırılması
MEKANİK ALAŞIMLAMA/ÖĞÜTME YÖNTEMİYLE ZrO 2 TAKVİYELİ TİTANYUM BAZLI (EX-SİTU) METAL MATRİS KOMPOZİT MALZEMELERİN ÜRETİLMESİ VE KARAKTERİZASYONU
 METAL MATRİS KOMPOZİT MALZEMELERİN ÜRETİLMESİ VE KARAKTERİZASYONU") TEKNOLOJİ, Cilt 7, (2004), Sayı 3, 517-522 TEKNOLOJİ MEKANİK ALAŞIMLAMA/ÖĞÜTME YÖNTEMİYLE ZrO 2 TAKVİYELİ TİTANYUM BAZLI (EX-SİTU) METAL MATRİS KOMPOZİT MALZEMELERİN ÜRETİLMESİ VE KARAKTERİZASYONU ÖZET
TEKNOLOJİ, Cilt 7, (2004), Sayı 3, 517-522 TEKNOLOJİ MEKANİK ALAŞIMLAMA/ÖĞÜTME YÖNTEMİYLE ZrO 2 TAKVİYELİ TİTANYUM BAZLI (EX-SİTU) METAL MATRİS KOMPOZİT MALZEMELERİN ÜRETİLMESİ VE KARAKTERİZASYONU ÖZET
TEKNOLOJİK ARAŞTIRMALAR
 www.teknolojikarastirmalar.org ISSN:1304-4141 Makine Teknolojileri Elektronik Dergisi 2006 (2) 1-9 TEKNOLOJİK ARAŞTIRMALAR Makale 4 Farklı Çeliğin Bazı Mekanik Özelliklerine Fe-Fe 3 c Faz Diyagramında
www.teknolojikarastirmalar.org ISSN:1304-4141 Makine Teknolojileri Elektronik Dergisi 2006 (2) 1-9 TEKNOLOJİK ARAŞTIRMALAR Makale 4 Farklı Çeliğin Bazı Mekanik Özelliklerine Fe-Fe 3 c Faz Diyagramında
DÜŞÜK KARBONLU BİR ÇELİĞİN KAYNAĞINDA TERMOMEKANİK İŞLEMİN MİKROYAPI VE MEKANİK ÖZELLİKLERE ETKİSİ
 Gazi Üniv. Müh. Mim. Fak. Der. J. Fac. Eng. Arch. Gazi Univ. Cilt 16, No 1, 1-8, 2001 Vol 16, No 1, 1-8, 2001 DÜŞÜK KARBONLU BİR ÇELİĞİN KAYNAĞINDA TERMOMEKANİK İŞLEMİN MİKROYAPI VE MEKANİK ÖZELLİKLERE
Gazi Üniv. Müh. Mim. Fak. Der. J. Fac. Eng. Arch. Gazi Univ. Cilt 16, No 1, 1-8, 2001 Vol 16, No 1, 1-8, 2001 DÜŞÜK KARBONLU BİR ÇELİĞİN KAYNAĞINDA TERMOMEKANİK İŞLEMİN MİKROYAPI VE MEKANİK ÖZELLİKLERE
FARKLI ÇELİKLERE UYGULANAN DEĞİŞEN ISITMA HIZLARININ MEKANİK ÖZELLİKLERE ETKİSİNİN İNCELENMESİ
 DEÜ MÜHENDİSLİK FAKÜLTESİ FEN ve MÜHENDİSLİK DERGİSİ Cilt: 3 Sayı: 3 sh. 65-73 Ekim 21 FARKLI ÇELİKLERE UYGULANAN DEĞİŞEN ISITMA HIZLARININ MEKANİK ÖZELLİKLERE ETKİSİNİN İNCELENMESİ ( THE INVESTIGATION
DEÜ MÜHENDİSLİK FAKÜLTESİ FEN ve MÜHENDİSLİK DERGİSİ Cilt: 3 Sayı: 3 sh. 65-73 Ekim 21 FARKLI ÇELİKLERE UYGULANAN DEĞİŞEN ISITMA HIZLARININ MEKANİK ÖZELLİKLERE ETKİSİNİN İNCELENMESİ ( THE INVESTIGATION
Çift Fazlı Paslanmaz Çeliklerde Yaşlandırma Koşullarının Mikroyapı Özellikleri Üzerindeki Etkisinin İncelenmesi
 Çift Fazlı Paslanmaz Çeliklerde Yaşlandırma Koşullarının Mikroyapı Özellikleri Üzerindeki Etkisinin İncelenmesi Alptekin Kısasöz 1,a, Ahmet Karaaslan 1,b 1 Yildiz Technical University, Department of Metallurgical
Çift Fazlı Paslanmaz Çeliklerde Yaşlandırma Koşullarının Mikroyapı Özellikleri Üzerindeki Etkisinin İncelenmesi Alptekin Kısasöz 1,a, Ahmet Karaaslan 1,b 1 Yildiz Technical University, Department of Metallurgical
Kompozit Malzemeler. Polimer kompozit malzemeler reçine (Matrix) ve takviye (Reinforcement) bileşenlerinden oluşur.
 ve takviye (Reinforcement) bileşenlerinden oluşur.") Kompozit Malzemeler Kompozit malzeme tanımı, temel olarak iki veya daha fazla malzemenin bir arada kullanılmasıyla oluşturulan ve meydana geldiği malzemelerden farklı özelliklere sahip yeni tür malzemeleri
Kompozit Malzemeler Kompozit malzeme tanımı, temel olarak iki veya daha fazla malzemenin bir arada kullanılmasıyla oluşturulan ve meydana geldiği malzemelerden farklı özelliklere sahip yeni tür malzemeleri
% 60 SiC-Al kompozitlerin aşınma davranışına SiC partikül boyutunun etkisi
 itüdergisi/d mühendislik Cilt:2, Sayı:3, 37-42 Haziran 2003 % 60 SiC-Al kompozitlerin aşınma davranışına SiC partikül boyutunun etkisi Hayrettin AHLATÇI *, Ercan CANDAN ve Hüseyin ÇİMENOĞLU İTÜ Kimya-Metalurji
itüdergisi/d mühendislik Cilt:2, Sayı:3, 37-42 Haziran 2003 % 60 SiC-Al kompozitlerin aşınma davranışına SiC partikül boyutunun etkisi Hayrettin AHLATÇI *, Ercan CANDAN ve Hüseyin ÇİMENOĞLU İTÜ Kimya-Metalurji
EGE ÜNİVERSİTESİ FEN BİLİMLERİ ENSTİTÜSÜ (DOKTORA TEZİ)
") EGE ÜNİVERSİTESİ FEN BİLİMLERİ ENSTİTÜSÜ (DOKTORA TEZİ) AA 6063 (AlMgSi0.5) TİPİ ALÜMİNYUM MALZEMELERİN SÜRTÜNME KARIŞTIRMA KAYNAĞINDA KAYNAK DEĞİŞKENLERİNİN, BAĞLANTININ DAYANIMI VE MİKROYAPI ÖZELLİKLERİ
EGE ÜNİVERSİTESİ FEN BİLİMLERİ ENSTİTÜSÜ (DOKTORA TEZİ) AA 6063 (AlMgSi0.5) TİPİ ALÜMİNYUM MALZEMELERİN SÜRTÜNME KARIŞTIRMA KAYNAĞINDA KAYNAK DEĞİŞKENLERİNİN, BAĞLANTININ DAYANIMI VE MİKROYAPI ÖZELLİKLERİ
BASINÇLI İNFİLTRASYON YÖNTEMİ İLE ÜRETİLEN Al- SiCp KOMPOZİTLERDE PARTİKÜL BOYUTUNUN ABRASİV AŞINMA DAVRANIŞINA ETKİSİ
 Gazi Üniv. Müh. Mim. Fak. Der. J. Fac. Eng. Arch. Gazi Univ. Cilt, No, -7, 7 Vol, No, -7, 7 BASINÇLI İNFİLTRASYON YÖNTEMİ İLE ÜRETİLEN Al- SiCp KOMPOZİTLERDE PARTİKÜL BOYUTUNUN ABRASİV AŞINMA DAVRANIŞINA
Gazi Üniv. Müh. Mim. Fak. Der. J. Fac. Eng. Arch. Gazi Univ. Cilt, No, -7, 7 Vol, No, -7, 7 BASINÇLI İNFİLTRASYON YÖNTEMİ İLE ÜRETİLEN Al- SiCp KOMPOZİTLERDE PARTİKÜL BOYUTUNUN ABRASİV AŞINMA DAVRANIŞINA
NİŞANTAŞI ÜNİVERSİTESİ/MÜHENDİSLİK-MİMARLIK FAKÜLTESİ/MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ/MAKİNE MÜHENDİSLİĞİ PR. (TAM BURSLU))
)") AHMET İRFAN YÜKLER E-Posta Adresi irfan.yukler@nisantasi.edu.tr Telefon (İş) Telefon (Cep) Faks Adres - 5432946360 Öğrenim Bilgisi Doktora 1979 1983 Yüksek Lisans 1976 1979 İSTANBUL TEKNİK ÜNİVERSİTESİ
AHMET İRFAN YÜKLER E-Posta Adresi irfan.yukler@nisantasi.edu.tr Telefon (İş) Telefon (Cep) Faks Adres - 5432946360 Öğrenim Bilgisi Doktora 1979 1983 Yüksek Lisans 1976 1979 İSTANBUL TEKNİK ÜNİVERSİTESİ
DETERMINATION OF IMPACT STRENGTH OF FERROUS BASED MATERIALS JOINED BY LASER WELDING
 5. Uluslararası İleri Teknolojiler Sempozyumu (IATS 09), 13-15 Mayıs 2009, Karabük, Türkiye LAZER KAYNAĞI İLE BİRLE TİRİLMİ DEMİR ESASLI MALZEMELERİN DARBE DAYANIMININ BELİRLENMESİ DETERMINATION OF IMPACT
5. Uluslararası İleri Teknolojiler Sempozyumu (IATS 09), 13-15 Mayıs 2009, Karabük, Türkiye LAZER KAYNAĞI İLE BİRLE TİRİLMİ DEMİR ESASLI MALZEMELERİN DARBE DAYANIMININ BELİRLENMESİ DETERMINATION OF IMPACT
Emre Yalçın (Odöksan ELBA) 7.Oturum: Süreçler ve Kontrol 7th Session: Process and Control
 7.Oturum: Süreçler ve Kontrol 7th Session: Process and Control") «İnce ve Kalın Kesitli SiMo Küresel Dökme Demirlerin Isıl İşlem Öncesinde ve Sonrasında Mikroyapı ve Mekanik Özellikleri» «The Effect of Heat Treatment To Microstructure and Mechanic Properties of Thin
«İnce ve Kalın Kesitli SiMo Küresel Dökme Demirlerin Isıl İşlem Öncesinde ve Sonrasında Mikroyapı ve Mekanik Özellikleri» «The Effect of Heat Treatment To Microstructure and Mechanic Properties of Thin