ÜRETİM YÖNTEMLERİ VE İMALAT TEKNOLOJİLERİ DÖKÜM YÖNTEMLERİ. Doç. Dr. Fehmi Nair Erciyes Üniversitesi Makine Mühendisliği Bölümü
|
|
|
- Ata Uyanık
- 8 yıl önce
- İzleme sayısı:
Transkript
1 ÜRETİM YÖNTEMLERİ VE İMALAT TEKNOLOJİLERİ Doç. Dr. Fehmi Nair Erciyes Üniversitesi Makine Mühendisliği Bölümü Yrd. Doç. Dr. Afşın Alper Cerit Erciyes Üniversitesi Endüstriyel Tasarım Mühendisliği Bölümü

2 Döküm: önceden hazırlanmış kalıpların içerisine metal ve alaşımların ergitilerek dökülmesi ve katılaştırılması işlemidir.

3 Döküm yönteminin diğer üretim yöntemlerine göre belirgin üstünlükleri Seri üretime uygundur. Seri üretim durumunda oldukça ekonomiktir. Hem çok büyük hem de küçük parçaların üretilebilir. Dökümle üretilen parçaların genellikle aşınma dayanımları daha iyidir. Titreşim sönümleme özellikleri (Dökme demirler) oldukça iyidir. Genellikle tüm alaşımların dökümu yapılabilmektedir. Döküm yönteminin diğer üretim yöntemlerine göre belirgin sınırları; Özellikle az sayıda küçük parça dökümlerinde, ekonomik değildir. Ergime sıcaklığı çok yüksek olan metaller (volfram ve tantal gibi) için uygun değildir. Çalışma ortamı temiz değildir. Genellikle çevreyi kirletir. Çok ince kesitlerin elde edilmesi oldukça güçtür.



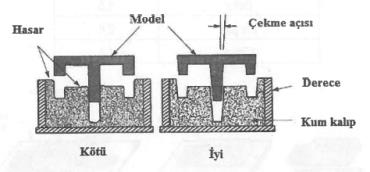
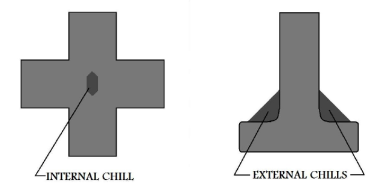
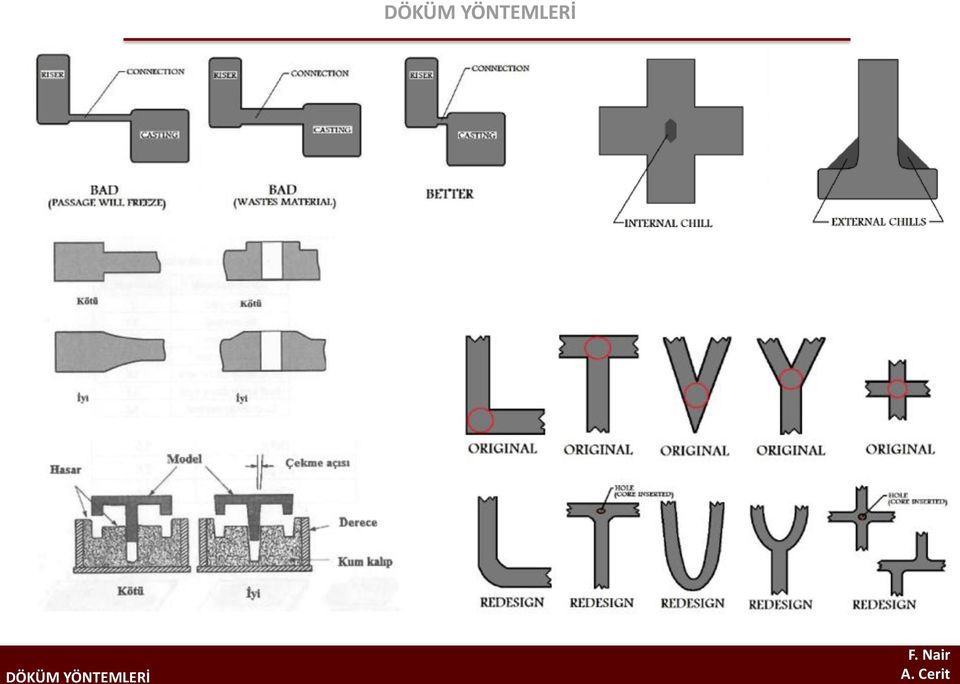
4 Döküm için tasarım kuralları

5
 Çift taraflı Levhalı model (d) Tek taraflı Levhalı")
 muhtemel maça tasarımı, (c) iç boşluklu")
6 Bazı Terimler (a) Serbest model (b) Ayrık serbest model (c) Çift taraflı Levhalı model (d) Tek taraflı Levhalı modelleri (a) Maça, kalıp boşluğunda maça destekleriyle tutulur (b) muhtemel maça tasarımı, (c) iç boşluklu döküm
 muhtemel maça tasarımı, (c) iç boşluklu")
7 Model ağaç, hafif metal veya plastik malzemelerden yapılan, dökülecek parçanın hemen hemen aynısı olan benzeridir. Modellerin yapılacağı malzemeler, genellikle dökülecek parça sayısına göre belirler. Az sayıda üretim için ağaç modeller yeterli olurken çok sayıda üretim için de uzun ömürlü olan hafif metal modeller tercih edilmektedir

8 Model Model Renkleri Dökme Demir (DD) model Kırmızı renkte Dökme Çelik (DÇ) model Mavi renkte Demir Olmayan (DO) model Renksiz olarak bulundurulur. Model Renk kodları

9 Besleyici ve Yolluk a) Daire yöntemi ile en kalın kesitin (besleyici bağlantı yerinin) belirlenmesi, b) Katılaşmış bir döküm parçada, katılaşma sonunda besleyici üzerinde oluşan katılaşma çekmesi Ergitilmiş sıvı metali, kalıp boşluğuna ulaştıran kanallara yolluk denir. Yolluk genellikle havşa, dikey yolluk (gidici), topuk, yatay yolluk (cüruftuk), vb. kısımlardan meydana gelir. Yolluklar, yatay ve düşey olmak üzere çeşittir. Düşey yolluklar, yatay düzleme dik olarak yerleştirilir ve direkt olarak kalıp boşluğu ile temas etmez. Yatay yolluklar, yatay düzlemde bulunur kalıp boşluğu ile direkt temas halindedir.

10 Maçalar Döküm parçalarının iç boşluklarını veya modelin kumdan sıyrılması sırasında bozulabilecek kalıp kısımlarını oluşturmak için kullanılan kalıp elemanları maça olarak adlandırılır. Bir maçadan istenilen özellikler şunlardır: yüksek sıcaklığa ve metal erozyonuna dayanıklıları olmalıdır. Döküm sonrası kolay dağılmalıdır. parçanın serbestçe büzülebilmesi sıkıştırılabilir veya dağılabilir olmalı. Gaz geçirgenliği yeterli olmalı, az gaz oluşturmalıdır. Çabuk pişmeli ve bu sırada biçimleri bozulmamalıdır, Yüzeyleri düzgün olmalıdır. Depolama sırasında özellikleri değişmemelidir

11 Katılaşma Katılaşma, ergimiş metalin tekrar katı hale gelmesidir. Katılaşma olayı, çekirdek oluşumu ve kristal büyümesi olmak üzere iki kısma ayrılabilir. Katılaşma olayı, sıvı içerisinde çekirdek oluşumu ile başlar, çekirdeklerin düşen sıcaklıkla orantılı olarak dallantılar (dendrit) halinde büyümesi ile devam eder. Büyüyen dalların birbirine temas etmesiyle sona erer ve tane dediğimiz yapılar oluşur Kare kalıpta katılaşmış dökümlerde tane yapıları. a) Saf metaller, b) alaşımlı metaller, c) çekirdekleyici kullanılarak elde edilmiş tamamen eş eksenli yapı,

12 Taneler İRİ TANELER Zayıf Mukavemet Yavaş Soğuma Hızı Düşük Alt Soğuma Düşük Çekirdeklenme Hızı İNCE TANELER Yüksek Mukavemet Yüksek Soğuma Hızı Yüksek Alt Soğuma Yüksek Çekirdeklenme Hızı EŞEKSENLİ TANELER İzotrop Katı Yavaş Soğuma Hızı Düşük Alt Soğuma Sabit Tane Büyüme Hızı YÖNLENMİŞ TANELER (SÜTÜNSAL) Anizotrop Katı Yüksek Soğuma Hızı Yüksek Alt Soğuma Yüksek Tane Büyüme Hızı
 Anizotrop Katı Yüksek Soğuma Hızı Yüksek Alt Soğuma Yüksek Tane")
13 Katılaşma Süresi Toplam katılaşma suresi :Dökümden sonra katılaşma icin gerekli süredir. t ks = C m (V/A) n V = dökümün hacmi; A = dökümün yüzey alanı; n = üstel sayı (tipik değeri = 2); ve Cm kalıp sabiti Chvorinov Kuralı Chvorinov Kuralındaki Kalıp Sabiti Cm kalıp sabiti aşağıdakilere bağlıdır: Kalıp malzemesi Döküm metalinin ısıl özellikleri Ergime sıcaklığına oranla döküm sıcaklığı Belirli bir döküm işlemi için Cm değeri, parça şekli çok farklı olsa bile, aynı kalıp malzemesi, metal ve döküm sıcaklığı kullanılan önceki deneysel verilere dayanabilir Chvorinov Kuralının Anlamı Daha yüksek bir hacim/yüzey oranına sahip bir döküm, düşük oranlı olana göre daha yavaş soğur. Ergimiş metali kalıp boşluğuna beslemek için, besleyicinin tks değerinin ana dökümün tks değerinden daha büyük olması gerekir. Besleyici ve dökümün kalıp sabitleri birbirine eşit olacağından, ana dökümün önce katılaşması için, besleyicinin daha büyük hacim/yüzey oranına sahip olacak şekilde tasarlanması gerekir. 13

14 Döküm Yöntemleri o Kum kalıba döküm %60 o Hassas döküm %7 o Basınçlı metal kalıba döküm %9 o Basınçsız metal kalıba döküm %11 o Savurma döküm %7 o Kabuk kalıba döküm %6 Döküm Yöntemleri Tek kullanımlık kalıplar Dökümden sonra kalıplar bozulmak zorundadır Dökümden sonra kalıplar bozulmak zorundadır Tek kalıba birden fazla parça dökülebilir Karmaşık ve büyük parçalar kolaylıkla dökülebilir Kalıp yapma süresi uzun, Üretim süresi fazla Çok kullanımlık kalıplar Kalıplar genellikle metal Çok sayıda döküm ihtiyacında kullanılır Üretim hızı yüksek ve ekonomik Kalıp en az iki parçalı olmak zorunda, açılıp kapanmalı Her döküm parça geometrisine uygun değil Döküm Yönteminin Belirlenmesinde Malzeme özellikleri Parçanın şekli Parça sayısı

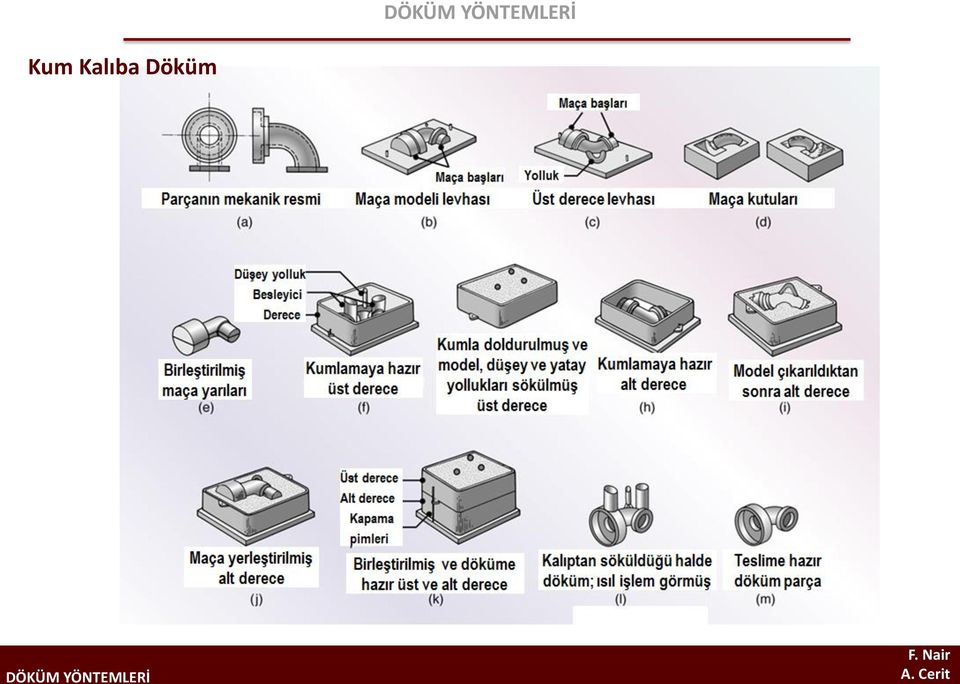
15 Kum Kalıba Döküm



16 Kum Kalıba Döküm Ergitme ocağı Ergitilecek metal Model Maça Kum Derece

17 Kum Döküm Üretim Sırası Kalıp kumu içindeki temel maddeler a)kum: % Demir oksit, alkali oksitler,kireç b)kil: % 2 50 c)su: Kuma % oranında katılır. d)diğer katkı maddeleri: Mısır unu, Öğütülmüş zift, Yumuşak kömür tozu, Talaş, Silis tozu, Demir oksit.

18 Kum Kalıba Döküm
19 Kum Kalıba Döküm Açık besleyici Havalandırma Döküm ağzı Üst derece Alt derece Maça (kum) Kalıp boşluğu Kapalı besleyici Kuyu Yatay yolluk Kalıp giriş ağzı Derece Düşey yolluk Kum Ayırma yüzeyi Kum

20 Kum Kalıba Döküm Uygulama

21 Kum Kalıba Döküm Uygulama
22 Kum Kalıba Döküm Uygulama
23 Kum Kalıba Döküm Uygulama
24 Yaş Kum Kalıba Döküm Demir-çelik, bakır, aluminyum dökümde kullanılır İyi bir kalıp kumunda, genellikle aşağıdaki özellikler bulunmalıdır. Yüksek sıcaklıklara dayanım, Döküm parçalarda daha iyi yüzey kalitesi veren küçük tane boyutu, Döküm esnasında oluşan gaz çıkışını sağlayacak geçirgenlik Yuvarlak tanelere göre daha iyi bir kalıp dayanımı veren karmaşık tane Yaş kum kalıba döku m yönteminin u stu nlu kleri: Genelde düşük kalıp ve kalıplama maliyeti Çok büyük parçaların dökümüne uygundur Karmaşık şekilli parça üretimi Çoğu metalin dökümüne uygun olması Yaş kum kalıba döku m yönteminin sınırları: Kalıp dayanımının düşük olması ve taşıma sırasında bozulma Düşük boyut hassasiyeti ve yüzey kalitesi
25 Kuru Kum Kalıba Döküm 400 C aşılmamalıdır Kuru kum kalıba döku m yönteminin u stu nlu kleri: Kalıp dayanımı ve ergimiş metal erozyonunu dayanımı daha yüksektir, Kalıplar taşınırken bozulma tehlikesi daha azdır, Döküm sırasında su buharı nedenle ortaya çıkan döküm kusurları oluşmaz, Gaz geçirgenliği daha iyidir, Daha düşük taneli kumlar kullanılabildiği için, daha az yüzey pürüzlülüğü sağlanabilir. Kum kum kalıba d.ku m yönteminin sınırları: Yaş kalıba göre kalıp hazırlama süresi ve maliyeti yüksektir
26 Hassas Döküm (investment casting, kuyumcu dökümü) Alüminyum,bronz, magnezyum alaşımları, dökme demir, paslanmaz çelik, takım çeliği Yüksek ergime sıcaklığına sahip metallerin dökümü için elverişlidir Türbin kanatları, silah parçaları, karmaşık geometrili dökümler Otomotiv, uçak, askeri endüstrilerde kullanılır
27 Hassas Döküm üstünlükleri: İnce detayları olan çok karmaşık parçalar üretimi Çok farklı döküm malzemelere uygunluğu Yüksek dayanıma sahip parça üretimi Oldukça iyi yüzey kalitesi ve ölçü tamlığı Normalde ilave bir işleme ihtiyaç yoktur Mum model tekrar tekrar kullanılabilir sınırları: Üretim sürecinin çok zaman alması Nispeten pahalı üretim olması Uygulama alanları Türbin kanatları askeri silah parçaları boru tesisat parçaları kilit parçaları el takımları Kuyumculuk tıp teknolojisi
28 Kabuk Kalıba Döküm Tek kullanımlıktır. Metal dökümü için uygundur. Dişli muhafazası, silindir kafası, bağlama çubuğu ve manivela kolu gibi küçük ve orta büyüklükteki parçalar dökülür. Dökme demir veya çelikten arzu edilen şekli verecek model yarımları üretilir. Nadiren alüminyum modeller de kullanılmaktadır. Model C ısıtılır. Reçineli kum modele yapışır. Kabuk fırında 350 C de pişirilir. Kabuk modelden çıkartılıp birleştirilir.

 oluşumu Kabuk kalıba döküm yönteminin sınırları: Yüksek donanım ve model")
29 Kabuk Kalıba Döküm Kabuk kalıba döküm yönteminin üstünlükleri: İnce detayları olan karmaşık parçaların üretimi Çok iyi yüzey kalitesi İyi boyutsal tamlık İkinci bir işlem genelde gerekmez Seri üretime uygunluk Düşük işçilik maliyeti Çok az artık (hurda) oluşumu Kabuk kalıba döküm yönteminin sınırları: Yüksek donanım ve model maliyeti
30 Kabuk Kalıba Döküm
31 Alçı Kalıba Döküm alçı taşı ve kalsiyum sülfat, talk, kum, asbest, sodyum silikat ve su karışımından elde edilen bir harç kullanılır. Alçının dayanımı düşük olduğundan, bu yöntemle genellikle 10 kg dan daha düşük olan parçalar üretilir. Alçı kalıba döküm yönteminin üstünlükleri: İyi boyutsal tamlık ve yüzey kalitesi İnce kesitli dökümlere uygunluk Alçı kalıba döküm yönteminin sınırları: Alçı içindeki nem bazı problemlere neden olmaktadır Nemin uzaklaştırılması için kalıp fırınlanmalıdır, Fırınlama süresi aşıldığında kalıp dayanımı azalır Alçı kalıplar yüksek sıcaklıklara dayanamazlar. Bu nedenle, ancak düşük ergime sıcaklığına sahip metaller için kullanılabilmektedir.
32 Seramik Kalıba Döküm Seramik kalıba döküm yöntemi, alçı kalıba döküm yöntemine oldukça benzerdir. Tek fark, kalıp malzemesi olarak alçı yerine yüksek ısıya dayanıklı refrakter malzeme kullanılmıştır. Alçı, plastik, ağaç veya kauçuk malzemeden yapılan modellerin üzerine seramik çamuru dökülür. Sertleşen seramik kalıplar modellerden ayrılarak yaklaşık 1000 C de fırınlanır. Bu kalırlar, dökme çelikler, dökme demirler ve diğer yüksek sıcaklık alaşımları için kullanılabilmektedir. Pahalı bir yöntem olmakla beraber ikincil üretim işlemleri (ör. Talaşlı imalat) genellikle elimine edilebilmektedir. Bu yöntemle üretilen tipik parçalar, paslanmaz çelik ve bronzdan yapılan kompresör çarkları, kompleks kesme takımları ve plastik kalıp takımlarıdır.


33 Dolu kalıba döküm Bu yöntem, kalıptan çıkarılması zor veya oldukça karmaşık şekilli parçaların çapaksız olarak dökülmesini mümkün kılmaktadır. Bununla beraber, model maliyeti genelde yüksektir. Alüminyum, dökme demir, çelik, nikel ve bakır gibi belli alaşımlar bu yöntem ile üretilebilmektedir Dolu kalıba döküm yönteminin üstünlükleri: Modelin kalıptan çıkarılmasına gerek yoktur Yaş kuma ve iki parçalı kalıba gerek duymaması nedeniyle basit ve hızlı kalıp yapımı, Dolu kalıba döküm yönteminin sınırları: Her döküm için yeni bir modele ihtiyaç duyulması İşlemin ekonomikliği, büyük ölçüde model üretim maliyetine bağlıdır.
34 Kokil (Metal) Kalıba Döküm Basınçsız Döküm Boşaltma Döküm Düşük Basınçlı Döküm Vakumlu Döküm Basınçlı Döküm Savurma (Santrifüj) Döküm Sıkıştırma Döküm Sürekli Döküm Ektrüzyon Tekniğiyle Döküm Çok kullanımlık kalıba döküm (metal kalıba döküm) yöntemleri, talaş kaldırma işçiliğinin, malzeme sarfiyatının az olması, seri üretime uygun olması, kum kalıpta döküme göre yüzey kalitesi ve mukavemet özellikleri daha iyi olması gibi nedenlerle endüstri alanında çok kullanılmaktadır.

35 Kokil Kalıba Döküm
36 Basınçsız Döküm Metal kalıp (çelik-dökme demir) Defalarca kullanım Sıvı metal yerçekimiyle kalıbı doldurur Küçük basit benzer cidar kalınlığındaki parçaların üretiminde tercih edilir Demir dışı metal (Al, Cu, Mg vb.) Piston, boru tesisat parçası, otomotiv, mermi, uçak parçası, mermi, füze
37 Basınçsız Döküm Kalıp hazırlama: C kalıp ön ısıtma, ayırıcı Kalıp montajı: en az iki parçalı kalıp, maça Döküm: ergimiş metal potadan kalıba dökülür Soğutma: ergimiş metal kendi halinde soğumaya bırakılır Kalıp açma: metal katılaştıktan sonra iki parçalı kalıp ayrılır Kesme taşlama: döküm parça üzerindeki yolluk besleyici kesilir, gerekirse taşlanır Daimi metal kalıba döküm yönteminin üstünlükleri: Çok iyi boyutsal kontrol ve yüzey kalitesi Metal kalıp nedeniyle daha hızlı katılaşma ve bunun sonucunda da da ince taneli ve dayanımı yüksek parça üretimi Daimi metal kalıba döküm yönteminin sınırları: Genellikle kullanımı düşük ergime sıcaklığına sahip metaller ile sınırlıdır Kalıpların açılıp kapanabilmesi gerektiği için, kum döküm tekniğine göre daha basit parça geometrileri için kullanılabilmektedir. Yüksek kalıp maliyeti
38 Boşaltma Döküm maça kullanılmadan içi boş parça dökmek amaçlanır Kalıp içerisindeki sıvı metal yüzeyi kısmen katılaştıktan sonra merkezdeki metalin geri akıtılması prensibine dayanır. metal kalıp yüzeyi daha soğuk olduğundan, katılaşma yüzeyde başlayıp içe doğru ilerler. Kabuğun kalınlığı, katılaşma süresi göz önüne alınarak ayarlanmalıdır Boşaltma döküm yöntemi ile kalay, kurşun gibi ergime noktası düşük olan metallerden heykel, lamba tabanı ve bazı oyuncaklar yapılır. parçalarda, dayanımdan ve içyapının görünümünden ziyade dış görünüm önemlidir.
39 Düşük Basınçlı Döküm Ergimiş metalin kalıba dökülmesi yerine, sıvı metalin düşük hava basıncı (< 1 bar) ile ittirilmesi prensibine dayanır. Bu basınç uygulamasına sıvı metal kalıbı doldururken ve katılaşma devam ederken devam edilir Ayrıca daha hassas ve ince et kalınlığına sahip döküm parçalar elde edilebilmektedir
40 Metal Kalıba Vakumlu Döküm Alçak basınçlı dökümün bir çeşidi olan vakumlu kalıcı kalıba döküm sıvı metalin kalıba vakumla doldurulması esasına dayanır. Alçak basınçlı döküm yerine vakumun kullanılmasının çeşitli avantajları vardır; gaz gözenekleri ve ilgili kusurlar azaltılır ve bu sayede daha yüksek dayanımda döküm parçası elde edilir

41 Basınçlı Döküm Sıvı metal basınç altında hızla bir biçimde metal kalıba doldurulur. Katılaşma tamamlanıncaya kadar basınç uygulanmaya devam edilir kalıp açılarak itici çubuklar yardımıyla parça kalıptan çıkartılır. Genellikle dökülecek malzemenin ergime sıcaklığı, 1000 C'nin altındadır ve uygulanan basınç atmosfer arasında değişir. Bu işlemden sonra üretilen döküm parçalarına genellikle talaşlı imalat uygulanmaz adet döküm (seri üretim) yapılabilir. Ancak kalıplar şekilli olduğundan maliyeti yüksek olmaktadır. Kurşun, kalay, çinko, alüminyum ve magnezyum alaşımlarının bu yöntem ile dökümü yapılabilir.
42 Basınçlı Döküm Daimi metal kalıba döküm yönteminin üstünlükleri: Seri üretime uygun olduğu için ekonomiktir Büyük parçaların üretilmesi mümkündür İnce cidarlı parçaların şekillendirilebilmesi Yüksek dayanıma sahip parça üretimi Çok iyi yüzey kalitesi ve tamlık Dökümhane hurdasının kolaylıkla yeniden kazanımı Daimi metal kalıba döküm yönteminin sınırları: Genelde düşük ergime sıcaklığına sahip metallerle sınırlıdır Yüksek takım ve donanım maliyeti Sınırlı kalıp ömrü Uzun ön hazırlık süresi Döküm sonrası kesme ve taşlama ihtiyacı
43 Sıcak Kamaralı Metal Kalıba Döküm Kalay, kurşun ve çinko gibi düşük sıcaklıkta eriyen metallerin dökümünde kullanılan bir yöntemdir. Bu yöntemde hazne potanın içinde bulunur. Erimiş metalin içindeki hazneye dolan sıvı metal bir piston veya basınçlı hava yardımıyla kalıp boşluğuna basılır. Bu yöntemle ancak ergime sıcaklığı nispeten düşük olan çinko, kalay, kurşun ve magnezyum gibi metallerin dökümü yapılır.

 soğuk hazneli basınçlı döküm yöntemi")
44 Soğuk Kamaralı Metal Kalıba Döküm Yüksek sıcaklıkta eriyen ve makinenin çalışan parçaları ile sürekli temas halinde bulunması sakıncalı olan alaşımlarda (bakır, alüminyum ve magnezyum alaşımları) soğuk hazneli basınçlı döküm yöntemi kullanılır


45 Savurma Döküm erimiş metal, bir eksen etrafında döndürülen kalıplar içine dökülür. Merkezkaç kuvvetlerinin oluşturduğu basınç metalin kalıp cidarlarına homojen olarak dağılmasını, parçanın dışının kalıbın iç şeklini almasını sağlar. Parçalar: borular, tüpler ve halkalar
46 Katılaşma Kalıplar, merkezden metal besleyecek besleyicilerle birlikte tasarlanır. Son dökümdeki metalin yoğunluğu, dönüş merkezine oranla dış kesitlerde daha büyüktür. Çoğunlukla, kalitenin en düşük olduğu kısım olan, dökümün merkezi talaşlı işlenerek uzaklaştırılan parçalarda kullanılır Örnekler: tekerlekler ve makaralar Kalıplar, parça boşlukları dönme ekseninden uzak olacak şekilde tasarlanarak erimiş metalin merkezkaç kuvvetiyle bu kalıp boşluklarına dağıtılarak dökülür. Küçük parçalar için kullanılır Diğer savurma döküm yöntemlerinde olduğu gibi parçanın radyal simetrik olması gerekmez.
47


48 Sıkıştırma Döküm ergimiş sıvı metal bir pota yardımıyla alt metal kalıpların içerisine doğrudan dökülür prese bağlı üst bir metal kalıp yardımıyla sıkıştırılır katılaşma bitinceye kadar basınç uygulanmaya devam edilir. Döküm parça katılaştıktan sonra üst kalıp açılır ve döküm parça kalıp içerisinden çıkarılır Toyota
49 Sürekli Döküm ergimiş sıvı metal su ile soğutulan uzun bir metal kalıbın (Bakır kokil) içerisinden geçirilerek katılaştırılır ve kalıbın şekli verilir. Bu yöntemle genelde dikdörtgen veya kare kesitli uzun blok şekilli döküm parçalar (slab döküm) elde edilir. Bu döküm parçalar daha sonra haddeleme teknikleri ile ince sac, I demiri, ray demiri veya U demiri gibi şekillere getirilmektedir.
50 Sürekli Döküm
51
52 Ekstrüzyon Tekniğiyle Döküm Ergitilmiş sıvı metal öncelikle bir geçiş potası içerisine dökülür potaya bağlı olan su soğutmalı bir metal kalıbın içerisinden geçirilerek parçalara şekil verilir. çok uzun çubuk şekilli metal parçaları seri bir şekilde üretilebilmektedir. Örneğin çeşitli kalınlık ölçülerinde dolu metal çubuklar (ör. İnşaat demirleri) ile dikişsiz metal bomlar bu yöntemle yaygın olarak üretilmektedir. Üretilecek parça şekline göre geçiş potası önündeki matris kalıbın değiştirilmesi yeterli olacaktır.
53 Metallerin Ergitilmesi ve Ergitme Ocakları Ergitilecek metal veya alaşıma, döküm atölyelerinin ve dökülecek parçaların durumuna göre oldukça farklı metal ergitme ocakları kullanılmaktadır. Metal ergitme ocaklarını, genellikle kullanılan ısı kaynağı göz önüne alınarak aşağıdaki şekilde üç genel gruba ayrılabilir. Kupol ocakları Pota ocakları Elektrik ocakları
54 Kupol Ocakları Dökme demir (pik döküm) ergitilmesinde en çok tercih edilen ve en ekonomik ergitme ocağı kupol ocağıdır. Kupol ocağı, yüksek fırının küçültülmüş bir benzeridir diyebiliriz. Çelik sacdan yapılmış, içi ateşe dayanıklı refrakter tuğlalar ile kaplanmış, dışında tüyerleri (hava üflemek için nozullar) olan dikey olarak çalışan bir ocaktır. Bu ocaklarda ısı kaynağı olarak kok kömürü kullanılmaktadır.
 kullanılmakla beraber bir elektrik rezistans yardımı ile çalışan pota ocakları da mevcuttur. Sıvı yakıt alevi, bir brülör yardımıyla pota çevresine doğru yönlendirilir.")
55 Pota Ocakları Demir olmayan metal ve alaşımların ergitilmesinde kullanılan ergitme ocaklarıdır. Ergitme esnasında çoğunlukla sıvı yakıt (mazot, fueloil vb.) kullanılmakla beraber bir elektrik rezistans yardımı ile çalışan pota ocakları da mevcuttur. Sıvı yakıt alevi, bir brülör yardımıyla pota çevresine doğru yönlendirilir. Ergitme işlemi ocak tabanına yerleştirilen çelik sac, dökme demir, grafit potalarda yapılır. Pota ocakları çelik, dökme demir, bakır, alüminyum, magnezyumlarının ergitilmesinde kullanılır.
56 Elektrik Ocakları Bu ocakların diğer ocaklara göre belirgin üstünlükleri vardır. Bu nedenle her geçen gün kullanımları artmaktadır. Elektrik ocaklarının bazı üstünlükleri; Yüksek sıcaklıklar elde edilebilir ( C) Ocakların sıcaklık ayarları ve kontrolü oldukça kolaydır Kullanımı kolaydır, Genelde her çeşit metal ve alaşımlar için kullanılabilmektedir İstenen bileşimde alaşım yapmak daha kolaydır Temizdir ve metal kayıpları oldukça azdır
57 Elektrik Ark Ocakları Dökme demir ve çelik ergitilmesinde yaygın kullanılır. Elektrik ark ocaklarında, elektrot olarak üç dikey karbon (grafit) çubuk kullanılmaktadır. Bu elektrotlar ile ocağa konulan metal arasında oluşturulan elekrik arkları ve buna bağlı yüksek ısı yardımıyla metal ergitilir. Bu yöntemin en büyük dezavantajı, çalışma esnasında ortay çıkan çok büyük gürültüdür.
58
59 Direnç Ocakları Bir potanın etrafına sarılan direnç tellerinde meydana gelen ısı ile potada metali ergitme prensibine dayanır. Direnç ocakları genellikle düşük sıcaklıklarda ergiyen alaşımlarda kullanılır C den daha yüksek sıcaklıklar için kullanılmaz.
60 İndüksiyon Ocakları hem demir alaşımları hem de demir olmayan metal ve alaşımların ergitilmesinde kullanılanılır. Üretilen çelik kalitesi oldukça iyidir. Pota dışındaki endüksiyon bobininden geçirilen alternatif akım, sürekli yön değiştiren elektromanyetik değişken alan meydana getirir. Malzeme içerisinde oluşan bu endüktiv elektrik alanı ise malzemenin öz direnci vasıtası ile ısı enerjisine dönüşür. Özellikle önemli alaşımlı çeliklerin (ör. volfram-kobaltlı ve nikel-kromlu çeliklerini başarılı bir şekilde ergitir.
61 Döküm Parçalarda Kalite Kontrol Yapı süreksizlikleri, boyut ve biçim kontrolü Gözle, vurarak veya tahribatsız muayene yöntemleri ile yapılmaktadır. Eksik döküm, büyük çatlaklar, kum düşmesi, pislik ve cüruf durumu, gaz boşlukları, kalıp bozulmaları gibi büyük kusurlar gözle tespit edilebilir. Parçaya bir cisimle vurarak çıkan ses, sağlam parça sesi ile karşılaştırılarak parçanın içinde görülmeyen hatalar tahmin edilebilir. Veya gözle görülemeyen yüzey çatlakları için penetrasyon yöntemi (çatlak içine boya emdirme), manyetik toz yöntemi, ultrason veya röntgen yöntemler kullanılmaktadır Kimyasal, fiziksel ve mekanik özelliklerin kontrolü Potadaki sıvı metalden veya dökülen bir parça üzerinden döküm parçanın kimyasal bileşimi analiz edilebilir. Malzeme yoğunluğunun tespit edilmesi ise malzemenin içyapısında bulunan muhtemel boşluklar hakkında fikir verebilmektedir. Malzeme üzerinde yapılacak sertlik ölçümü, çekme, basma, eğilme ve darbe deneyi gibi bazı tahribatlı malzeme muayene yöntemleri ile de malzemenin mekanik özellikleri tespit edilebilir. Bu deneylerde numunelerin hangi kısımlardan alındığı oldukça önemlidir. Özellikle aynı döküm parça üzerindeki kalın ve ince kesitli mekanik özellikleri, soğuma hızına bağlı olarak oldukça farklı olabilmektedir.
62 Döküm Parçalarda Kalite Kontrol
63 Döküm Hataları Çekme boşlukları: Katılaşma sırasında, sıvı metal ile beslenemeyen kalın kesitlerde oluşan ve genellikle cidarları pürüzlü olan boşluklardır. Gaz boşlukları: Kalıp boşluğunda var olan veya sıvı metal içinde çözünmüş gazların metali ve kalıbı terk edememesi sonucu parça içinde veya yüzeyinde oluşur. Kayma: Kalıplama sırasında model parçalarının veya kalıp kapama sırasında kalıp parçalarının konumlarından kayması sonucu ortaya çıkan biçim değişiklikleridir. Çapak: Bölüm yüzeyine sıvı metalin sızması sonucu oluşur. Soğuk birleşme: Kalıp içinde önceden katılaşmış bölgelerin daha sonra gelen sıvı metal cephesi ile birleştiği ve aradaki oksit tabakası nedeniyle kaynamanın tam olmadığı bölgelerde görülür. Sıçramalar: Döküm sırasında sıçrayarak kalıp cidarlarında katılaşan ve daha sonra kalıba dolan sıvı metalle soğuk olarak birleşen metal parçacıklarıdır. Eksik döküm: Dökülen sıvı metalin kalıbı tam doldurmaması sonucu oluşur. Döküm sıcaklığının düşük olması, gaz geçirgenliğinin yetersizliği, parça kesitlerinin kullanılan kalıp türü ve malzeme için çok dar olması başlıca nedenlerdir. Şişme: Kalıp dayanımının yetersiz olduğu bölgelerde sıvı metalin basıncının etkisiyle kalıpta yerel biçim değişiklikleri olur. Metal penetrasyonu: Sıvı metalin kum tanecikleri arasına sızması nedeniyle pürüzlü bir yüzey ortaya çıkar. Bu hatayı önlemek için ince kum kullanılmalı, kalıp daha fazla sıkıştırılmalı ve kalıp boşluğunun yüzeyine kömür tozu serpilmelidir.
64 Döküm Hataları Kalıp genişlemesi: Döküm sırasında kalıp kumu taneciklerinin genişlemesi ve oluşan basma gerilmeleri sonucu kalıp yüzeyinde çatlama ve dökülmeler ortaya çıkabilir. Segregasyon: Parça içinde, malzemenin kimyasal bileşimi bakımından yerel farklılıkların oluşmasıdır. Kirlilikler: Cüruf, oksit, kum parçacıkları gibi yabancı maddelerin sıvı metale karışmasıyla, genellikle parça yüzeyinde gözle görülebilir kusurlar ortaya çıkar. Kum tanelerinin yüzeye kaynaması: Döküm sıcaklığının çok yüksek seçilmesi veya bağlayıcı kilin refrakterliğinin yeterli olmaması durumunda kalıp kumu tanecikleri parçanın yüzeyine kaynar ve parça yüzeyi camsı bir görünüm alır. Sıcak yırtılma, çatlaklar ve çarpılmalar: Katılaşma tamamlanmış, ancak hala sıcak olması nedeniyle yeterli dayanıma sahip olmayan döküm parçalar, kalıp içinde soğurken büzülme serbestçe gerçekleşemez ve iç gerilmeler ortaya çıkar ise kritik kesitlerde sıcak yırtılmalar oluşur. Bu iç gerilmeler daha düşük sıcaklıklarda soğuk çatlaklara veya çarpılmalara da neden olabilir.
65 Döküm Hataları
66 Döküm Hataları
67 Döküm Hataları
68 Döküm Hataları
69 Döküm Hataları
DÖKÜM TEKNOLOJİSİ. Döküm:Önceden hazırlanmış kalıpların içerisine metal ve alaşımların ergitilerek dökülmesi ve katılaştırılması işlemidir.
 DÖKÜM TEKNOLOJİSİ Döküm:Önceden hazırlanmış kalıpların içerisine metal ve alaşımların ergitilerek dökülmesi ve katılaştırılması işlemidir. DÖKÜM YÖNTEMİNİN ÜSTÜNLÜKLERİ Genelde tüm alaşımların dökümü yapılabilmektedir.
DÖKÜM TEKNOLOJİSİ Döküm:Önceden hazırlanmış kalıpların içerisine metal ve alaşımların ergitilerek dökülmesi ve katılaştırılması işlemidir. DÖKÜM YÖNTEMİNİN ÜSTÜNLÜKLERİ Genelde tüm alaşımların dökümü yapılabilmektedir.
MAK-205 Üretim Yöntemleri I. Yöntemleri. (4.Hafta) Kubilay Aslantaş
 Kubilay Aslantaş") MAK-205 Üretim Yöntemleri I Kalıcı Kalıp p Kullanılan lan Döküm D Yöntemleri (4.Hafta) Kubilay Aslantaş Kalıcı Kalıp p Kullanan Döküm D m YöntemleriY Harcanan kalıba döküm tekniğinin en büyük dezavantajı;
MAK-205 Üretim Yöntemleri I Kalıcı Kalıp p Kullanılan lan Döküm D Yöntemleri (4.Hafta) Kubilay Aslantaş Kalıcı Kalıp p Kullanan Döküm D m YöntemleriY Harcanan kalıba döküm tekniğinin en büyük dezavantajı;
İMAL USULLERİ. DOÇ. DR. SAKıP KÖKSAL 1
 İMAL USULLERİ KAYNAKLAR: İmal usulleri, Çağlayan Yayınları, Mustafa Çiğdem İmal Usulleri, Birsen Yay. Selahaddin Anık, Adnan Dikicioğlu, Murat Vural Takım Tezgahları, Mustafa Akkurt, Çağlayan Kitapevi,
İMAL USULLERİ KAYNAKLAR: İmal usulleri, Çağlayan Yayınları, Mustafa Çiğdem İmal Usulleri, Birsen Yay. Selahaddin Anık, Adnan Dikicioğlu, Murat Vural Takım Tezgahları, Mustafa Akkurt, Çağlayan Kitapevi,
KALICI KALIBA DÖKÜM. Kalıcı Kalıp Kullanan Döküm Yöntemleri
 KALICI KALIBA DÖKÜM Kalıcı Kalıp Kullanan Döküm Yöntemleri 1. Metal (Kokil) kalıba döküm 2. Basınçlı döküm 3. Savurma (Santrifuj) döküm 4. Sürekli döküm 1. METAL KALIBA DÖKÜM Metal kalıba döküm erimiş
KALICI KALIBA DÖKÜM Kalıcı Kalıp Kullanan Döküm Yöntemleri 1. Metal (Kokil) kalıba döküm 2. Basınçlı döküm 3. Savurma (Santrifuj) döküm 4. Sürekli döküm 1. METAL KALIBA DÖKÜM Metal kalıba döküm erimiş
TALAŞSIZ ÜRETİM YÖNTEMLERİ -1
 ÜNİTE-6 TALAŞSIZ ÜRETİM YÖNTEMLERİ -1 ÖĞR. GÖR. HALİL YAMAK KONU BAŞLIKLARI Giriş GİRİŞ Son yıllarda insanların yaşam standartlarının yükselmesinin temel sebeplerinden biri, endüstri ve sanayide yaşanan
ÜNİTE-6 TALAŞSIZ ÜRETİM YÖNTEMLERİ -1 ÖĞR. GÖR. HALİL YAMAK KONU BAŞLIKLARI Giriş GİRİŞ Son yıllarda insanların yaşam standartlarının yükselmesinin temel sebeplerinden biri, endüstri ve sanayide yaşanan
DÖKÜM. - Kalıbın bozularak/dağıtılarak/kırılarak/parçalanarak veya açılarak ürünün çıkarılması şeklinde özetlenebilir.
 DÖKÜM Bir katılaştırma tekniği olan döküm, sıvı veya plastik şekil verilebilir (viskoz) başlangıç malzemesinin açık veya kapalı bir kalıp boşluğuna dökülerek burada katılaştırılması esasına dayanır. Bu
DÖKÜM Bir katılaştırma tekniği olan döküm, sıvı veya plastik şekil verilebilir (viskoz) başlangıç malzemesinin açık veya kapalı bir kalıp boşluğuna dökülerek burada katılaştırılması esasına dayanır. Bu
İmal Usulleri. Fatih ALİBEYOĞLU -5-6-
 Fatih ALİBEYOĞLU -5-6- Kalıcı Kalıba Döküm Döküm sadece bozulabilir kalıplara değil, kalıcı(metal, seramik vs.) kalıplara döküm yapılarak da gerçekleştirilir. Genellikle üretilecek parça sayısı fazla ise
Fatih ALİBEYOĞLU -5-6- Kalıcı Kalıba Döküm Döküm sadece bozulabilir kalıplara değil, kalıcı(metal, seramik vs.) kalıplara döküm yapılarak da gerçekleştirilir. Genellikle üretilecek parça sayısı fazla ise
DENEYİN ADI: Kum ve Metal Kalıba Döküm Deneyi. AMACI: Döküm yoluyla şekillendirme işleminin öğrenilmesi.
 DENEYİN ADI: Kum ve Metal Kalıba Döküm Deneyi AMACI: Döküm yoluyla şekillendirme işleminin öğrenilmesi. TEORİK BİLGİ: Metalik malzemelerin dökümü, istenen bir şekli elde etmek için, seçilen metal veya
DENEYİN ADI: Kum ve Metal Kalıba Döküm Deneyi AMACI: Döküm yoluyla şekillendirme işleminin öğrenilmesi. TEORİK BİLGİ: Metalik malzemelerin dökümü, istenen bir şekli elde etmek için, seçilen metal veya
Alaşımların Ergitilmesinde Kullanılan Gereçler Eritme ocakları Potalar ve maşalar Tel ve plaka şideleri
 ERİTME Tanımı ve Önemi Cisimlerin herhangi bir ısı yardımıyla katı hâlini kaybedip akışkan hâle gelmesi işlemine eritme denir. Kuyumculukta en çok yapılan işlemlerden birisi de eritme işlemidir. Altına
ERİTME Tanımı ve Önemi Cisimlerin herhangi bir ısı yardımıyla katı hâlini kaybedip akışkan hâle gelmesi işlemine eritme denir. Kuyumculukta en çok yapılan işlemlerden birisi de eritme işlemidir. Altına
Metalurji Mühendisliğine Giriş. Yrd. Doç. Dr. Rıdvan YAMANOĞLU
 Metalurji Mühendisliğine Giriş Yrd. Doç. Dr. Rıdvan YAMANOĞLU Erimiş metalin, elde edilecek parçanın şekline sahip bir kalıp boşluğuna, yerçekimi veya basınç uygulanarak doldurulup katılaşacağı yönteme
Metalurji Mühendisliğine Giriş Yrd. Doç. Dr. Rıdvan YAMANOĞLU Erimiş metalin, elde edilecek parçanın şekline sahip bir kalıp boşluğuna, yerçekimi veya basınç uygulanarak doldurulup katılaşacağı yönteme
MAK 353 İMAL USULLERİ
 MAK 353 İMAL USULLERİ Prof.Dr. Murat VURAL İTÜ Makina Fakültesi http://www.akademi.itu.edu.tr/vuralmu http://www.akademi.itu.edu.tr/dikicioglu vuralmu@itu.edu.tr 1 METAL DÖKÜMÜNÜN ESASLARI 1. Döküm Teknolojisine
MAK 353 İMAL USULLERİ Prof.Dr. Murat VURAL İTÜ Makina Fakültesi http://www.akademi.itu.edu.tr/vuralmu http://www.akademi.itu.edu.tr/dikicioglu vuralmu@itu.edu.tr 1 METAL DÖKÜMÜNÜN ESASLARI 1. Döküm Teknolojisine
MAK 351 İMAL USULLERİ
 MAK 351 İMAL USULLERİ Doç.Dr. Murat VURAL İTÜ Makina Fakültesi 1 METAL DÖKÜMÜNÜN ESASLARI 1. Döküm Teknolojisine Genel Bakış 2. Isıtma ve Dökme 3. Katılaşma ve Soğuma 2 1 Katılaştırma Yöntemleri Başlangıç
MAK 351 İMAL USULLERİ Doç.Dr. Murat VURAL İTÜ Makina Fakültesi 1 METAL DÖKÜMÜNÜN ESASLARI 1. Döküm Teknolojisine Genel Bakış 2. Isıtma ve Dökme 3. Katılaşma ve Soğuma 2 1 Katılaştırma Yöntemleri Başlangıç
PÜSKÜRTME ŞEKİLLENDİRME (SPRAY FORMING / SPRAY DEPOSITION)
") PÜSKÜRTME ŞEKİLLENDİRME (SPRAY FORMING / SPRAY DEPOSITION) Püskürtme şekillendirme (PŞ) yöntemi ilk olarak Osprey Ltd. şirketi tarafından 1960 lı yıllarda geliştirilmiştir. Günümüzde püskürtme şekillendirme
PÜSKÜRTME ŞEKİLLENDİRME (SPRAY FORMING / SPRAY DEPOSITION) Püskürtme şekillendirme (PŞ) yöntemi ilk olarak Osprey Ltd. şirketi tarafından 1960 lı yıllarda geliştirilmiştir. Günümüzde püskürtme şekillendirme
DÖKÜM YÖNTEMLERİ. Sıvı metalin soğuyarak katılaşması. Kalıbın dağıtılarak parçanın çıkarılması
 DÖKÜM YÖNTEMLERİ Geçici (Bozulabilir) Kalıba Döküm Yöntemleri: Kalıp parçayı çıkarmak için dağıtılır. Daha karmaşık şekiller mümkündür ancak dökümden çok kalıbın oluşturulması için gerekli süre uzun olduğundan
DÖKÜM YÖNTEMLERİ Geçici (Bozulabilir) Kalıba Döküm Yöntemleri: Kalıp parçayı çıkarmak için dağıtılır. Daha karmaşık şekiller mümkündür ancak dökümden çok kalıbın oluşturulması için gerekli süre uzun olduğundan
Metallerde Döküm ve Katılaşma
 2015-2016 Güz Yarıyılı Metalurji Laboratuarı I Metallerde Döküm ve Katılaşma Döküm:Metallerin ısı etkisiyle sıvı hale getirilip uygun şekilli kalıplar içerisinde katılaştırılması işlemidir Döküm Yöntemi
2015-2016 Güz Yarıyılı Metalurji Laboratuarı I Metallerde Döküm ve Katılaşma Döküm:Metallerin ısı etkisiyle sıvı hale getirilip uygun şekilli kalıplar içerisinde katılaştırılması işlemidir Döküm Yöntemi
İmal Usulleri. Döküm Tekniği
 İmal Usulleri Döküm Tekniği Örnek Heterojen Çekirdeklenme Alışılmamış laboratuar deneyleri dışında, sıvı metal için homojen çekirdeklenme asla olmaz. Uygulamadaki sıvı metallerin içinde hemen her zaman
İmal Usulleri Döküm Tekniği Örnek Heterojen Çekirdeklenme Alışılmamış laboratuar deneyleri dışında, sıvı metal için homojen çekirdeklenme asla olmaz. Uygulamadaki sıvı metallerin içinde hemen her zaman
İstenilene uygun parçaların elde edilmesi için, döküm atölyesinin her bölümündeki çalışmalar teknolojik bilgilere dayalı olarak yapılmalıdır.
 DÖKÜM Dökümün Tanımı Metal ve alaşımları, çeşitli ergitme ocaklarında ergitilip, hazırlanmış olan kalıplara dökerek istenilen şeklin elde edilmesi olarak da tanımlayabiliriz. Sıvı metal kalıplara doldurulduktan
DÖKÜM Dökümün Tanımı Metal ve alaşımları, çeşitli ergitme ocaklarında ergitilip, hazırlanmış olan kalıplara dökerek istenilen şeklin elde edilmesi olarak da tanımlayabiliriz. Sıvı metal kalıplara doldurulduktan
KALIP KUMLARI. Kalıp yapımında kullanılan malzeme kumdur. Kalıp kumu; silis + kil + rutubet oluşur.
 KALIPLAMA Modeller ve maçalar vasıtasıyla, çeşitli ortamlarda (kum, metal) kalıp adı verilen ve içerisine döküm yapılan boşlukların oluşturulmasına kalıplama denir. KALIP KUMLARI Kalıp yapımında kullanılan
KALIPLAMA Modeller ve maçalar vasıtasıyla, çeşitli ortamlarda (kum, metal) kalıp adı verilen ve içerisine döküm yapılan boşlukların oluşturulmasına kalıplama denir. KALIP KUMLARI Kalıp yapımında kullanılan
İmal Usulleri. Fatih ALİBEYOĞLU -4-
 Fatih ALİBEYOĞLU -4- Döküm Yöntemlerinin Sınıflandırılması 1. Bozulabilir kalıp yöntemleri kalıp, parçayı çıkarmak için dağıtılır Üstünlüğü: daha karmaşık şekiller mümkündür Eksikliği: dökümün kendisinden
Fatih ALİBEYOĞLU -4- Döküm Yöntemlerinin Sınıflandırılması 1. Bozulabilir kalıp yöntemleri kalıp, parçayı çıkarmak için dağıtılır Üstünlüğü: daha karmaşık şekiller mümkündür Eksikliği: dökümün kendisinden
Fabrika İmalat Teknikleri
 Fabrika İmalat Teknikleri İmalat Yöntemleri İmalat teknolojisinin temel amacı tasarlanan ürünlerin en düşük maliyetle, en iyi kalitede ve en verimli yöntemle elde edilmesidir. Üretilecek parçaların geometrisi,
Fabrika İmalat Teknikleri İmalat Yöntemleri İmalat teknolojisinin temel amacı tasarlanan ürünlerin en düşük maliyetle, en iyi kalitede ve en verimli yöntemle elde edilmesidir. Üretilecek parçaların geometrisi,
İNŞAAT MALZEME BİLGİSİ
 İNŞAAT MALZEME BİLGİSİ Prof. Dr. Metin OLGUN Ankara Üniversitesi Ziraat Fakültesi Tarımsal Yapılar ve Sulama Bölümü HAFTA KONU 1 Giriş, yapı malzemelerinin önemi 2 Yapı malzemelerinin genel özellikleri,
İNŞAAT MALZEME BİLGİSİ Prof. Dr. Metin OLGUN Ankara Üniversitesi Ziraat Fakültesi Tarımsal Yapılar ve Sulama Bölümü HAFTA KONU 1 Giriş, yapı malzemelerinin önemi 2 Yapı malzemelerinin genel özellikleri,
DÖKÜM İMAL USULLERİ 1
 DÖKÜM İMAL USULLERİ 1 METAL DÖKÜMÜNÜN ESASLARI 1. Döküm Teknolojisine Genel Bakış 2. Ergitme ve Döküm 3. Katılaşma ve Soğuma 2 Katılaştırma Yöntemleri Başlangıç malzemesi, ya bir sıvıdır ya da yüksek derecede
DÖKÜM İMAL USULLERİ 1 METAL DÖKÜMÜNÜN ESASLARI 1. Döküm Teknolojisine Genel Bakış 2. Ergitme ve Döküm 3. Katılaşma ve Soğuma 2 Katılaştırma Yöntemleri Başlangıç malzemesi, ya bir sıvıdır ya da yüksek derecede
MALZEME BİLİMİ I MMM201. aluexpo2015 Sunumu
 MALZEME BİLİMİ I MMM201 aluexpo2015 Sunumu Hazırlayanlar; Çağla Aytaç Dursun 130106110005 Dilek Karakaya 140106110011 Alican Aksakal 130106110005 Murat Can Eminoğlu 131106110001 Selim Can Kabahor 130106110010
MALZEME BİLİMİ I MMM201 aluexpo2015 Sunumu Hazırlayanlar; Çağla Aytaç Dursun 130106110005 Dilek Karakaya 140106110011 Alican Aksakal 130106110005 Murat Can Eminoğlu 131106110001 Selim Can Kabahor 130106110010
BASINÇLI DÖKÜM YÖNTEMİ
 BASINÇLI DÖKÜM YÖNTEMİ Basınçlı dökümler, sıvı metalin basınç altında metal kalıba doldurulması yoluyla elde edilen dökümlerdir. Basınçlı döküm, metal kalıba döküm yöntemine çok benzemektedir. Aradaki
BASINÇLI DÖKÜM YÖNTEMİ Basınçlı dökümler, sıvı metalin basınç altında metal kalıba doldurulması yoluyla elde edilen dökümlerdir. Basınçlı döküm, metal kalıba döküm yöntemine çok benzemektedir. Aradaki
Pik (Ham) Demir Üretimi
 Demir Üretimi") Pik (Ham) Demir Üretimi Çelik üretiminin ilk safhası pik demirin eldesidir. Pik demir için başlıca şu maddeler gereklidir: 1. Cevher: Demir oksit veya karbonatlardan oluşan, bir miktarda topraksal empüriteler
Pik (Ham) Demir Üretimi Çelik üretiminin ilk safhası pik demirin eldesidir. Pik demir için başlıca şu maddeler gereklidir: 1. Cevher: Demir oksit veya karbonatlardan oluşan, bir miktarda topraksal empüriteler
formülü zamanı da içerdiği zaman alttaki gibi değişecektir.
 Günümüz endüstrisinde en yaygın kullanılan Direnç Kaynak Yöntemi en eski elektrik kaynak yöntemlerinden biridir. Yöntem elektrik akımının kaynak edilecek parçalar üzerinden geçmesidir. Elektrik akımına
Günümüz endüstrisinde en yaygın kullanılan Direnç Kaynak Yöntemi en eski elektrik kaynak yöntemlerinden biridir. Yöntem elektrik akımının kaynak edilecek parçalar üzerinden geçmesidir. Elektrik akımına
Prof. Dr. HÜSEYİN UZUN KAYNAK KABİLİYETİ
 KAYNAK KABİLİYETİ Günümüz kaynak teknolojisinin kaydettiği inanılmaz gelişmeler sayesinde pek çok malzemenin birleştirilmesi artık mümkün hale gelmiştir. *Demir esaslı metalik malzemeler *Demirdışı metalik
KAYNAK KABİLİYETİ Günümüz kaynak teknolojisinin kaydettiği inanılmaz gelişmeler sayesinde pek çok malzemenin birleştirilmesi artık mümkün hale gelmiştir. *Demir esaslı metalik malzemeler *Demirdışı metalik
Gaz. Gaz. Yoğuşma. Gizli Buharlaşma Isısı. Potansiyel Enerji. Sıvı. Sıvı. Kristalleşme. Gizli Ergime Isısı. Katı. Katı. Sıcaklık. Atomlar Arası Mesafe
 İmal Usulleri DÖKÜM Katılaşma Döküm yoluyla üretimde metal malzemelerin kullanım özellikleri, katılaşma aşamasında oluşan iç yap ile belirlenir. Dolaysıyla malzeme özelliklerinin kontrol edilebilmesi
İmal Usulleri DÖKÜM Katılaşma Döküm yoluyla üretimde metal malzemelerin kullanım özellikleri, katılaşma aşamasında oluşan iç yap ile belirlenir. Dolaysıyla malzeme özelliklerinin kontrol edilebilmesi
MMT113 Endüstriyel Malzemeler 4 Metaller, Aluminyum ve Çinko. Yrd. Doç. Dr. Ersoy Erişir 2013-2014 Güz Yarıyılı
 MMT113 Endüstriyel Malzemeler 4 Metaller, Aluminyum ve Çinko Yrd. Doç. Dr. Ersoy Erişir 2013-2014 Güz Yarıyılı Al Aluminium 13 Aluminyum 2 İnşaat ve Yapı Ulaşım ve Taşımacılık; Otomotiv Ulaşım ve Taşımacılık;
MMT113 Endüstriyel Malzemeler 4 Metaller, Aluminyum ve Çinko Yrd. Doç. Dr. Ersoy Erişir 2013-2014 Güz Yarıyılı Al Aluminium 13 Aluminyum 2 İnşaat ve Yapı Ulaşım ve Taşımacılık; Otomotiv Ulaşım ve Taşımacılık;
TOZ METALURJİSİ. Yrd. Doç. Dr. Rıdvan YAMANOĞLU
 TOZ METALURJİSİ Yrd. Doç. Dr. Rıdvan YAMANOĞLU Toz Metalurjisi Tasarım Toz Metalurjisi Avantajlar Karmaşık şekil Çok küçük parçalar Mikroyapı kontrolü Ekonomik Özellikle yüksek ergime dereceli malzemeler
TOZ METALURJİSİ Yrd. Doç. Dr. Rıdvan YAMANOĞLU Toz Metalurjisi Tasarım Toz Metalurjisi Avantajlar Karmaşık şekil Çok küçük parçalar Mikroyapı kontrolü Ekonomik Özellikle yüksek ergime dereceli malzemeler
Dökümün Temelleri. DeGarmo s Materials and Processes in
 Chapter 11: Dökümün Temelleri DeGarmo s Materials and Processes in Manufacturing 11.1 Malzeme İşlemeye Giriş Her ürün, üretilmeden önce bir dizi işlemden geçer. Tasarım Malzeme seçimi Süreç seçimi İmalat
Chapter 11: Dökümün Temelleri DeGarmo s Materials and Processes in Manufacturing 11.1 Malzeme İşlemeye Giriş Her ürün, üretilmeden önce bir dizi işlemden geçer. Tasarım Malzeme seçimi Süreç seçimi İmalat
DÖKÜM USULLERİ : Parçamız Adı : Bağlantı elemanı Dökülecek metal : Dökme demir Çekme payı : % 1 Maçanın Mal. : Kum Modelin Mal.
 DÖKÜM USULLERİ : Döküm : kalıp için kullanılan malzeme ve ergimiş metalin kalıp içersinde sevkedilme şekline göre sınıflandırılabilir. Buna göre parçamız kum kalıb dökümü ile üretilecek. Parçamız Adı :
DÖKÜM USULLERİ : Döküm : kalıp için kullanılan malzeme ve ergimiş metalin kalıp içersinde sevkedilme şekline göre sınıflandırılabilir. Buna göre parçamız kum kalıb dökümü ile üretilecek. Parçamız Adı :
DENEY Kum ve Metal Kalıba Döküm ve Döküm Simülasyonu 4 Doç.Dr. Ahmet ÖZEL, Yrd.Doç.Dr. Mustafa AKÇİL, Yrd.Doç.Dr. Serdar ASLAN
 DENEY NO Kum ve Metal Kalıba Döküm ve Döküm Simülasyonu 4 Doç.Dr. Ahmet ÖZEL, Yrd.Doç.Dr. Mustafa AKÇİL, Yrd.Doç.Dr. Serdar ASLAN Deney aşamaları Tahmini süre (dak) 1) Ön bilgi kısa sınavı 30 2) Kalıplama
DENEY NO Kum ve Metal Kalıba Döküm ve Döküm Simülasyonu 4 Doç.Dr. Ahmet ÖZEL, Yrd.Doç.Dr. Mustafa AKÇİL, Yrd.Doç.Dr. Serdar ASLAN Deney aşamaları Tahmini süre (dak) 1) Ön bilgi kısa sınavı 30 2) Kalıplama
ERGİTME,DÖKÜM VE KATILAŞMA
 ERGİTME,DÖKÜM VE KATILAŞMA GİRİŞ Metalik malzemeler çoğunlukla ergitme ve döküm yöntemi ile üretilirler. Bazı metalik malzemeler sinterleme ile üretilir. Örneğin W alaşımları. Döküm sırasında kullanılan
ERGİTME,DÖKÜM VE KATILAŞMA GİRİŞ Metalik malzemeler çoğunlukla ergitme ve döküm yöntemi ile üretilirler. Bazı metalik malzemeler sinterleme ile üretilir. Örneğin W alaşımları. Döküm sırasında kullanılan
PLASTİK ŞEKİLLENDİRME YÖNTEMLERİ
 PLASTİK ŞEKİLLENDİRME YÖNTEMLERİ Metalik malzemelerin geriye dönüşü olmayacak şekilde kontrollü fiziksel/kütlesel deformasyona (plastik deformasyon) uğratılarak şekillendirilmesi işlemlerine genel olarak
PLASTİK ŞEKİLLENDİRME YÖNTEMLERİ Metalik malzemelerin geriye dönüşü olmayacak şekilde kontrollü fiziksel/kütlesel deformasyona (plastik deformasyon) uğratılarak şekillendirilmesi işlemlerine genel olarak
2.2 DÖKME DEMİRLER. MALZEME BİLGİSİNE GİRİŞ, Burhan Oğuz, OERLIKON Yayını,
 2.2 DÖKME DEMİRLER Başlarda gördüğümüz gibi, yüksek fırından alman dökme demir (pik demiri) genellikle çeliğe dönüştürülür. Ama bunun bir bölümü, kupol ocaklarında ergitilerek, çelik endüstrisinin hemen
2.2 DÖKME DEMİRLER Başlarda gördüğümüz gibi, yüksek fırından alman dökme demir (pik demiri) genellikle çeliğe dönüştürülür. Ama bunun bir bölümü, kupol ocaklarında ergitilerek, çelik endüstrisinin hemen
PLASTİK ŞEKİL VERME YÖNTEMLERİ
 ÜRETİM VE İMALAT TEKNOLOJİLERİ PLASTİK ŞEKİL VERME Yrd. Doç. Dr. Afşın Alper Cerit Erciyes Üniversitesi Endüstriyel Tasarım Mühendisliği Bölümü PLASTİK ŞEKİL VERME F. Nair A. Cerit Giriş PLASTİK ŞEKİL
ÜRETİM VE İMALAT TEKNOLOJİLERİ PLASTİK ŞEKİL VERME Yrd. Doç. Dr. Afşın Alper Cerit Erciyes Üniversitesi Endüstriyel Tasarım Mühendisliği Bölümü PLASTİK ŞEKİL VERME F. Nair A. Cerit Giriş PLASTİK ŞEKİL
MALZEME BİLGİSİ. Katılaşma, Kristal Kusurları
 MALZEME BİLGİSİ Dr.- Ing. Rahmi ÜNAL Konu: Katılaşma, Kristal Kusurları 1 Saf Metallerde Katılaşma Metal ve alaşım malzemelerin kullanım özellikleri büyük ölçüde katılaşma sırasında oluşan iç yapı ile
MALZEME BİLGİSİ Dr.- Ing. Rahmi ÜNAL Konu: Katılaşma, Kristal Kusurları 1 Saf Metallerde Katılaşma Metal ve alaşım malzemelerin kullanım özellikleri büyük ölçüde katılaşma sırasında oluşan iç yapı ile
PLASTİK ŞEKİL VERME (PŞV) Plastik Şekil Vermenin Temelleri: Başlangıç iş parçasının şekline bağlı olarak PŞV iki gruba ayrılır.
 Plastik Şekil Vermenin Temelleri: Başlangıç iş parçasının şekline bağlı olarak PŞV iki gruba ayrılır.") PLASTİK ŞEKİL VERME (PŞV) Metallerin katı halde kalıp olarak adlandırılan takımlar yardımıyla akma dayanımlarını aşan gerilmelere maruz bırakılarak plastik deformasyonla şeklinin kalıcı olarak değiştirilmesidir
PLASTİK ŞEKİL VERME (PŞV) Metallerin katı halde kalıp olarak adlandırılan takımlar yardımıyla akma dayanımlarını aşan gerilmelere maruz bırakılarak plastik deformasyonla şeklinin kalıcı olarak değiştirilmesidir
Kaynak nedir? Aynı veya benzer alaşımlı maddelerin ısı tesiri altında birleştirilmelerine Kaynak adı verilir.
 1 Kaynak nedir? Aynı veya benzer alaşımlı maddelerin ısı tesiri altında birleştirilmelerine Kaynak adı verilir. 2 Neden Kaynaklı Birleşim? Kaynakla, ilave bağlayıcı elemanlara gerek olmadan birleşimler
1 Kaynak nedir? Aynı veya benzer alaşımlı maddelerin ısı tesiri altında birleştirilmelerine Kaynak adı verilir. 2 Neden Kaynaklı Birleşim? Kaynakla, ilave bağlayıcı elemanlara gerek olmadan birleşimler
 Metalik malzemelerdeki kaynakların tahribatlı muayeneleri-kaynaklı yapıların soğuk çatlama deneyleri-ark kaynağı işlemleri Bölüm 2: Kendinden ön gerilmeli deneyler ISO 17642-2:2005 CTS TESTİ Hazırlayan:
Metalik malzemelerdeki kaynakların tahribatlı muayeneleri-kaynaklı yapıların soğuk çatlama deneyleri-ark kaynağı işlemleri Bölüm 2: Kendinden ön gerilmeli deneyler ISO 17642-2:2005 CTS TESTİ Hazırlayan:
YAPI MALZEMELERİ DERS NOTLARI
 YAPI MALZEMELERİ DERS NOTLARI YAPI MALZEMELERİ Herhangi bir yapının projelendirmesi ve inşaatı aşamasında amaç aşağıda belirtilen üç koşulu bir arada gerçekleştirmektir: a) Yapı istenilen işlevi yapabilmelidir,
YAPI MALZEMELERİ DERS NOTLARI YAPI MALZEMELERİ Herhangi bir yapının projelendirmesi ve inşaatı aşamasında amaç aşağıda belirtilen üç koşulu bir arada gerçekleştirmektir: a) Yapı istenilen işlevi yapabilmelidir,
ÇELİK YAPILARDA BİRLEŞİM ARAÇLARI
 ÇELİK YAPILARDA BİRLEŞİM ARAÇLARI Çelik yapılarda kullanılan birleşim araçları; 1. Bulon ( cıvata) 2. Kaynak 3. Perçin Öğr. Gör. Mustafa EFİLOĞLU 1 KAYNAKLAR Aynı yada benzer alaşımlı metallerin yüksek
ÇELİK YAPILARDA BİRLEŞİM ARAÇLARI Çelik yapılarda kullanılan birleşim araçları; 1. Bulon ( cıvata) 2. Kaynak 3. Perçin Öğr. Gör. Mustafa EFİLOĞLU 1 KAYNAKLAR Aynı yada benzer alaşımlı metallerin yüksek
KATI YALITIM MALZEMELERİ KALSİYUM SİLİKAT
 KATI YALITIM MALZEMELERİ KALSİYUM SİLİKAT Celal Bayar Üniversitesi Turgutlu Meslek Yüksekokulu İnşaat Bölümü Öğretim Görevlisi Tekin TEZCAN İnşaat Yüksek Mühendisi KALSİYUM SİLİKAT Yüksek mukavemetli,
KATI YALITIM MALZEMELERİ KALSİYUM SİLİKAT Celal Bayar Üniversitesi Turgutlu Meslek Yüksekokulu İnşaat Bölümü Öğretim Görevlisi Tekin TEZCAN İnşaat Yüksek Mühendisi KALSİYUM SİLİKAT Yüksek mukavemetli,
Döküm. Prof. Dr. Akgün ALSARAN
 Döküm Prof. Dr. Akgün ALSARAN Döküm Döküm, sıvı haldeki akıcı olan malzemelerin, üretilmek istenen parçanın biçiminde bir boşluğa sahip olan kalıplara dökülerek katılaştırıldığı bir üretim yöntemidir.
Döküm Prof. Dr. Akgün ALSARAN Döküm Döküm, sıvı haldeki akıcı olan malzemelerin, üretilmek istenen parçanın biçiminde bir boşluğa sahip olan kalıplara dökülerek katılaştırıldığı bir üretim yöntemidir.
Paslanmaz Çeliklerin. kaynak edilmesi. Özlem Karaman Metalurji ve Malzeme Mühendisi Kaynak Mühendisi
 Paslanmaz Çeliklerin kaynak edilmesi Özlem Karaman Metalurji ve Malzeme Mühendisi Kaynak Mühendisi İçerik Kaynak Yöntemleri Östenitik Paslanmaz Çeliklerin Kaynağı Ferritik Paslanmaz Çeliklerin Kaynağı
Paslanmaz Çeliklerin kaynak edilmesi Özlem Karaman Metalurji ve Malzeme Mühendisi Kaynak Mühendisi İçerik Kaynak Yöntemleri Östenitik Paslanmaz Çeliklerin Kaynağı Ferritik Paslanmaz Çeliklerin Kaynağı
2/13/2018 MALZEMELERİN GRUPLANDIRILMASI
 a) Kullanış yeri ve amacına göre gruplandırma: 1) Taşıyıcı malzemeler: İnşaat mühendisliğinde kullanılan taşıyıcı malzemeler, genellikle betonarme, çelik, ahşap ve zemindir. Beton, çelik ve ahşap malzemeler
a) Kullanış yeri ve amacına göre gruplandırma: 1) Taşıyıcı malzemeler: İnşaat mühendisliğinde kullanılan taşıyıcı malzemeler, genellikle betonarme, çelik, ahşap ve zemindir. Beton, çelik ve ahşap malzemeler
Kaynak yöntemleri ile birleştirilen bir malzemenin kaynak bölgesinin mikroyapısı incelendiğinde iki ana bölgenin var olduğu görülecektir:
 Kaynak Bölgesinin Sınıflandırılması Prof. Dr. Hüseyin UZUN Kaynak yöntemleri ile birleştirilen bir malzemenin kaynak bölgesinin mikroyapısı incelendiğinde iki ana bölgenin var olduğu görülecektir: 1) Ergime
Kaynak Bölgesinin Sınıflandırılması Prof. Dr. Hüseyin UZUN Kaynak yöntemleri ile birleştirilen bir malzemenin kaynak bölgesinin mikroyapısı incelendiğinde iki ana bölgenin var olduğu görülecektir: 1) Ergime
İmal Usulleri. Fatih ALİBEYOĞLU -11-
 Fatih ALİBEYOĞLU -11- Giriş Toz metalürjisi(tm); Metal tozlarından parça üretimi yapılan imalat yöntemidir. Tozlar istenilen şekle getirilmek amacıyla preslenir. Pişirilmek suretiyle tozlar arasında metalürjik
Fatih ALİBEYOĞLU -11- Giriş Toz metalürjisi(tm); Metal tozlarından parça üretimi yapılan imalat yöntemidir. Tozlar istenilen şekle getirilmek amacıyla preslenir. Pişirilmek suretiyle tozlar arasında metalürjik
Prof.Dr.Muzaffer ZEREN SU ATOMİZASYONU
 . Prof.Dr.Muzaffer ZEREN SU ATOMİZASYONU Su atomizasyonu, yaklaşık 1600 C nin altında ergiyen metallerden elementel ve alaşım tozlarının üretimi için en yaygın kullanılan tekniktir. Su atomizasyonu geometrisi
. Prof.Dr.Muzaffer ZEREN SU ATOMİZASYONU Su atomizasyonu, yaklaşık 1600 C nin altında ergiyen metallerden elementel ve alaşım tozlarının üretimi için en yaygın kullanılan tekniktir. Su atomizasyonu geometrisi
DOĞAL KURŞUN METALİK KURŞUN PLAKALAR
 KURŞUN ve ALAŞIMLARI DOĞAL KURŞUN METALİK KURŞUN PLAKALAR 1 KURŞUN ve ALAŞIMLARI Romalılar kurşun boruları banyolarda kullanmıştır. 2 KURŞUN ve ALAŞIMLARI Kurşuna oda sıcaklığında bile çok düşük bir gerilim
KURŞUN ve ALAŞIMLARI DOĞAL KURŞUN METALİK KURŞUN PLAKALAR 1 KURŞUN ve ALAŞIMLARI Romalılar kurşun boruları banyolarda kullanmıştır. 2 KURŞUN ve ALAŞIMLARI Kurşuna oda sıcaklığında bile çok düşük bir gerilim
YTÜMAKiNE * A305teyim.com
 YTÜMAKiNE * A305teyim.com KONU: Kalın Sacların Kaynağı BİRLEŞTİRME YÖNTEMLERİ ÖDEVİ Kaynak Tanımı : Aynı veya benzer cinsten iki malzemeyi ısı, basınç veya her ikisini birden kullanarak, ilave bir malzeme
YTÜMAKiNE * A305teyim.com KONU: Kalın Sacların Kaynağı BİRLEŞTİRME YÖNTEMLERİ ÖDEVİ Kaynak Tanımı : Aynı veya benzer cinsten iki malzemeyi ısı, basınç veya her ikisini birden kullanarak, ilave bir malzeme
ÇELİK YAPILAR (2+1) Yrd. Doç. Dr. Ali SARIBIYIK
 Yrd. Doç. Dr. Ali SARIBIYIK") ÇELİK YAPILAR (2+1) Yrd. Doç. Dr. Ali SARIBIYIK Dersin Amacı Çelik yapı sistemlerini, malzemelerini ve elemanlarını tanıtarak, çelik yapı hesaplarını kavratmak. Dersin İçeriği Çelik yapı sistemleri, kullanım
ÇELİK YAPILAR (2+1) Yrd. Doç. Dr. Ali SARIBIYIK Dersin Amacı Çelik yapı sistemlerini, malzemelerini ve elemanlarını tanıtarak, çelik yapı hesaplarını kavratmak. Dersin İçeriği Çelik yapı sistemleri, kullanım
Döküm Prensipleri. Yard.Doç.Dr. Derya Dışpınar. İstanbul Üniversitesi
 Döküm Prensipleri Yard.Doç.Dr. Derya Dışpınar Şekilvermeyöntemleri Talaşlı Talaşsız Torna Freze Matkap Taşlama Dövme Çekme Ekstrüzyon Döküm Kaynak, lehim Toz metalurjisi Birleştirme Döküm 1. Metal veya
Döküm Prensipleri Yard.Doç.Dr. Derya Dışpınar Şekilvermeyöntemleri Talaşlı Talaşsız Torna Freze Matkap Taşlama Dövme Çekme Ekstrüzyon Döküm Kaynak, lehim Toz metalurjisi Birleştirme Döküm 1. Metal veya
İmal Usulleri. Fatih ALİBEYOĞLU -8-
 Fatih ALİBEYOĞLU -8- Giriş Dövme, darbe veya basınç altında kontrollü bir plastik deformasyon sağlanarak, metale istenen şekli verme, tane boyutunu küçültme ve mekanik özelliklerini iyileştirme amacıyla
Fatih ALİBEYOĞLU -8- Giriş Dövme, darbe veya basınç altında kontrollü bir plastik deformasyon sağlanarak, metale istenen şekli verme, tane boyutunu küçültme ve mekanik özelliklerini iyileştirme amacıyla
Metalürji; üretim metalürjisi (ekstraktif metalürji) ve fiziksel metalürji (malzeme) olmak üzere iki ana dala ayrılabilmektedir.
 ve fiziksel metalürji (malzeme) olmak üzere iki ana dala ayrılabilmektedir.") 1. GİRİŞ Günümüz insanının yaşam standardında son 50 yılda sağlanan olağanüstü iyileşme büyük ölçüde mühendislik tasarımlarının seri ve ucuz olarak imalatını sağlayan yöntemlerin geliştirilmesi sayesindedir.
1. GİRİŞ Günümüz insanının yaşam standardında son 50 yılda sağlanan olağanüstü iyileşme büyük ölçüde mühendislik tasarımlarının seri ve ucuz olarak imalatını sağlayan yöntemlerin geliştirilmesi sayesindedir.
PLASTİK ŞEKİL VERMENİN ESASLARI EÜT 231 ÜRETİM YÖNTEMLERİ. Metal Şekillendirmede Gerilmeler. Plastik Şekil Verme
 PLASTİK ŞEKİL VERMENİN ESASLARI EÜT 231 ÜRETİM YÖNTEMLERİ Doç.Dr. Murat VURAL İTÜ Makina Fakültesi 1 1. Plastik Şekil Vermeye Genel Bakış 2. Plastik Şekil Vermede Malzeme Davranışı 3. Plastik Şekil Vermede
PLASTİK ŞEKİL VERMENİN ESASLARI EÜT 231 ÜRETİM YÖNTEMLERİ Doç.Dr. Murat VURAL İTÜ Makina Fakültesi 1 1. Plastik Şekil Vermeye Genel Bakış 2. Plastik Şekil Vermede Malzeme Davranışı 3. Plastik Şekil Vermede
ATOM HAREKETLERİ ve ATOMSAL YAYINIM
 ATOM HAREKETLERİ ve ATOMSAL YAYINIM 1. Giriş Malzemelerde üretim ve uygulama sırasında görülen katılaşma, çökelme, yeniden kristalleşme, tane büyümesi gibi olaylar ile kaynak, lehim, sementasyon gibi işlemler
ATOM HAREKETLERİ ve ATOMSAL YAYINIM 1. Giriş Malzemelerde üretim ve uygulama sırasında görülen katılaşma, çökelme, yeniden kristalleşme, tane büyümesi gibi olaylar ile kaynak, lehim, sementasyon gibi işlemler
MAKİNE MÜHENDİSLİĞİNE GİRİŞ Ders 7
 İmalat Yöntemleri MAKİNE MÜHENDİSLİĞİNE GİRİŞ Ders 7 Doç. Dr. Yüksel HACIOĞLU Talaşsız İmalat Talaşlı İmalat Fiziksel-Kimyasal Hammaddeye talaş kaldırmadan bir şekil verilir Döküm Dövme Presleme Haddeleme
İmalat Yöntemleri MAKİNE MÜHENDİSLİĞİNE GİRİŞ Ders 7 Doç. Dr. Yüksel HACIOĞLU Talaşsız İmalat Talaşlı İmalat Fiziksel-Kimyasal Hammaddeye talaş kaldırmadan bir şekil verilir Döküm Dövme Presleme Haddeleme
İNŞAAT MALZEME BİLGİSİ
 İNŞAAT MALZEME BİLGİSİ Prof. Dr. Metin OLGUN Ankara Üniversitesi Ziraat Fakültesi Tarımsal Yapılar ve Sulama Bölümü HAFTA KONU 1 Giriş, yapı malzemelerinin önemi 2 Yapı malzemelerinin genel özellikleri,
İNŞAAT MALZEME BİLGİSİ Prof. Dr. Metin OLGUN Ankara Üniversitesi Ziraat Fakültesi Tarımsal Yapılar ve Sulama Bölümü HAFTA KONU 1 Giriş, yapı malzemelerinin önemi 2 Yapı malzemelerinin genel özellikleri,
METAL DÖKÜM YÖNTEMLERİ EÜT 231 ÜRETİM YÖNTEMLERİ. Kum Döküme Genel Bakış. Döküm Yöntemlerinin İki Kategorisi
 METAL DÖKÜM YÖNTEMLERİ EÜT 231 ÜRETİM YÖNTEMLERİ Doç.Dr. Murat VURAL İTÜ Makina Fakültesi 1 1. Kum Döküm 2. Diğer Bozulabilir Kalıba Döküm Yöntemleri 3. Kalıcı Kalıba Döküm Yöntemleri 4. Dökümhane Uygulamaları
METAL DÖKÜM YÖNTEMLERİ EÜT 231 ÜRETİM YÖNTEMLERİ Doç.Dr. Murat VURAL İTÜ Makina Fakültesi 1 1. Kum Döküm 2. Diğer Bozulabilir Kalıba Döküm Yöntemleri 3. Kalıcı Kalıba Döküm Yöntemleri 4. Dökümhane Uygulamaları
MAK 353 İMAL USULLERİ. B - Döküm Yöntemleri İTÜ Makina Fakültesi
 MAK 353 İMAL USULLERİ B - Döküm Yöntemleri İTÜ Makina Fakültesi 1 METAL DÖKÜM YÖNTEMLERİ 1. Kum Döküm 2. Diğer Bozulabilir Kalıba Döküm Yöntemleri 3. Kalıcı Kalıba Döküm Yöntemleri 4. Dökümhane Uygulamaları
MAK 353 İMAL USULLERİ B - Döküm Yöntemleri İTÜ Makina Fakültesi 1 METAL DÖKÜM YÖNTEMLERİ 1. Kum Döküm 2. Diğer Bozulabilir Kalıba Döküm Yöntemleri 3. Kalıcı Kalıba Döküm Yöntemleri 4. Dökümhane Uygulamaları
İmal Usulleri. Fatih ALİBEYOĞLU -7-
 Fatih ALİBEYOĞLU -7- Giriş Malzemeler birçok imal yöntemiyle şekillendirilebilir. Bundan dolayı malzemelerin mekanik davranışlarını bilmemiz büyük bir önem teşkil etmektedir. Bir mekanik problemi çözerken
Fatih ALİBEYOĞLU -7- Giriş Malzemeler birçok imal yöntemiyle şekillendirilebilir. Bundan dolayı malzemelerin mekanik davranışlarını bilmemiz büyük bir önem teşkil etmektedir. Bir mekanik problemi çözerken
MAK 353 İMAL USULLERİ DÖKÜM (1)
") MAK 353 İMAL USULLERİ DÖKÜM (1) 1 METAL DÖKÜMÜNÜN ESASLARI 1. Döküm Teknolojisine Genel Bakış 2. Isıtma ve Dökme 3. Katılaşma ve Soğuma 2 Katılaştırma Yöntemleri Başlangıç malzemesi, ya bir sıvıdır ya
MAK 353 İMAL USULLERİ DÖKÜM (1) 1 METAL DÖKÜMÜNÜN ESASLARI 1. Döküm Teknolojisine Genel Bakış 2. Isıtma ve Dökme 3. Katılaşma ve Soğuma 2 Katılaştırma Yöntemleri Başlangıç malzemesi, ya bir sıvıdır ya
DENİZ HARP OKULU MAKİNE MÜHENDİSLİĞİ BÖLÜM BAŞKANLIĞI DERS TANITIM BİLGİLERİ
 DENİZ HARP OKULU MAKİNE MÜHENDİSLİĞİ BÖLÜM BAŞKANLIĞI DERS TANITIM BİLGİLERİ Dersin Adı Kodu Sınıf / Y.Y. Ders Saati (T+U+L) Kredi AKTS İmal Usulleri MKM-324 3/II (2+0+1) 2.5 4 Dersin Dili Dersin Seviyesi
DENİZ HARP OKULU MAKİNE MÜHENDİSLİĞİ BÖLÜM BAŞKANLIĞI DERS TANITIM BİLGİLERİ Dersin Adı Kodu Sınıf / Y.Y. Ders Saati (T+U+L) Kredi AKTS İmal Usulleri MKM-324 3/II (2+0+1) 2.5 4 Dersin Dili Dersin Seviyesi
«Demir Dökümlerde Uygulanan Noktasal Besleme Teknolojisindeki En Son Gelişmeler» «Latest Developments In Spot Feeding For Iron Castings»
 «Demir Dökümlerde Uygulanan Noktasal Besleme Teknolojisindeki En Son Gelişmeler» «Latest Developments In Spot Feeding For Iron Castings» Cemal Andıç (Foseco ) 1.Oturum / 1st Session Oturum Başkanı / Session
«Demir Dökümlerde Uygulanan Noktasal Besleme Teknolojisindeki En Son Gelişmeler» «Latest Developments In Spot Feeding For Iron Castings» Cemal Andıç (Foseco ) 1.Oturum / 1st Session Oturum Başkanı / Session
TALAŞLI İMALAT. Koşul, takım ile iş şekillendirilmek istenen parça arasında belirgin bir sertlik farkının olmasıdır.
 TALAŞLI İMALAT Şekillendirilecek parça üzerinden sert takımlar yardımıyla küçük parçacıklar halinde malzeme koparılarak yapılan malzeme üretimi talaşlı imalat olarak adlandırılır. Koşul, takım ile iş şekillendirilmek
TALAŞLI İMALAT Şekillendirilecek parça üzerinden sert takımlar yardımıyla küçük parçacıklar halinde malzeme koparılarak yapılan malzeme üretimi talaşlı imalat olarak adlandırılır. Koşul, takım ile iş şekillendirilmek
İmalat Yöntemleri. Prof. Dr. Akgün ALSARAN
 İmalat Yöntemleri Prof. Dr. Akgün ALSARAN Sınıflandırma Kütlesel şekilverme 1. Dövme 2. Haddelme 3. Ekstrüzyon 4. Tel çekme Sac şekilverme 1. Eğme 2. Derin çekme 3. Germe 4. Kesme Dövme Dövme, darbe ve
İmalat Yöntemleri Prof. Dr. Akgün ALSARAN Sınıflandırma Kütlesel şekilverme 1. Dövme 2. Haddelme 3. Ekstrüzyon 4. Tel çekme Sac şekilverme 1. Eğme 2. Derin çekme 3. Germe 4. Kesme Dövme Dövme, darbe ve
MAK 353 İMAL USULLERİ. İTÜ Makina Fakültesi
 MAK 353 İMAL USULLERİ İTÜ Makina Fakültesi 1 METAL DÖKÜM YÖNTEMLERİ 1. Kum Döküm 2. Diğer Bozulabilir Kalıba Döküm Yöntemleri 3. Kalıcı Kalıba Döküm Yöntemleri 4. Dökümhane Uygulamaları 5. Döküm Kalitesi
MAK 353 İMAL USULLERİ İTÜ Makina Fakültesi 1 METAL DÖKÜM YÖNTEMLERİ 1. Kum Döküm 2. Diğer Bozulabilir Kalıba Döküm Yöntemleri 3. Kalıcı Kalıba Döküm Yöntemleri 4. Dökümhane Uygulamaları 5. Döküm Kalitesi
MALZEME ANA BİLİM DALI Malzeme Laboratuvarı Deney Föyü. Deneyin Adı: Malzemelerde Sertlik Deneyi. Deneyin Tarihi:
 Deneyin Adı: Malzemelerde Sertlik Deneyi Deneyin Tarihi:13.03.2014 Deneyin Amacı: Malzemelerin sertliğinin ölçülmesi ve mukavemetleri hakkında bilgi edinilmesi. Teorik Bilgi Sertlik, malzemelerin plastik
Deneyin Adı: Malzemelerde Sertlik Deneyi Deneyin Tarihi:13.03.2014 Deneyin Amacı: Malzemelerin sertliğinin ölçülmesi ve mukavemetleri hakkında bilgi edinilmesi. Teorik Bilgi Sertlik, malzemelerin plastik
TOKLUK VE KIRILMA. Doç.Dr.Salim ŞAHĠN
 TOKLUK VE KIRILMA Doç.Dr.Salim ŞAHĠN TOKLUK Tokluk bir malzemenin kırılmadan önce sönümlediği enerjinin bir ölçüsüdür. Bir malzemenin kırılmadan bir darbeye dayanması yeteneği söz konusu olduğunda önem
TOKLUK VE KIRILMA Doç.Dr.Salim ŞAHĠN TOKLUK Tokluk bir malzemenin kırılmadan önce sönümlediği enerjinin bir ölçüsüdür. Bir malzemenin kırılmadan bir darbeye dayanması yeteneği söz konusu olduğunda önem
3.KABARTILI DİRENÇ KAYNAĞI. 05.05.2015 Dr.Salim ASLANLAR 1
 3.KABARTILI DİRENÇ KAYNAĞI 05.05.2015 Dr.Salim ASLANLAR 1 KABARTILI DİRENÇ KAYNAĞI Kabartılı direnç kaynağı, seri imalat için ekonomik bir birleştirme yöntemidir. Uygulamadan yararlanılarak, çoğunlukla
3.KABARTILI DİRENÇ KAYNAĞI 05.05.2015 Dr.Salim ASLANLAR 1 KABARTILI DİRENÇ KAYNAĞI Kabartılı direnç kaynağı, seri imalat için ekonomik bir birleştirme yöntemidir. Uygulamadan yararlanılarak, çoğunlukla
İmal Usulleri. Fatih ALİBEYOĞLU -3-
 Fatih ALİBEYOĞLU -3- İMAL USULLERİ Giriş Üretim, doğada bulunan maddeleri istenilen özellik ve biçimdeki ürünlere dönüştürmek olarak tanımlanabilir. Üretim yöntemleri iç dönüşümler ve dış dönüşümler olmak
Fatih ALİBEYOĞLU -3- İMAL USULLERİ Giriş Üretim, doğada bulunan maddeleri istenilen özellik ve biçimdeki ürünlere dönüştürmek olarak tanımlanabilir. Üretim yöntemleri iç dönüşümler ve dış dönüşümler olmak
DÖVME (Forging) Dövme (cold forging parts)
 Dövme (cold forging parts)") DÖVME (Forging) Dövmenin tarihi 4000 yıl veya daha fazlasına dayanmaktadır. Cıvatalar, perçinler, çubuklar, türbin milleri, paralar, madalyalar, dişliler, el aletleri, hava taşıtı parçaları dövme yolu
DÖVME (Forging) Dövmenin tarihi 4000 yıl veya daha fazlasına dayanmaktadır. Cıvatalar, perçinler, çubuklar, türbin milleri, paralar, madalyalar, dişliler, el aletleri, hava taşıtı parçaları dövme yolu
Makine Elemanları. Sökülemeyen Bağlantı Elemanları
 Makine Elemanları Sökülemeyen Bağlantı Elemanları Perçin En az iki parçayı sökülemeyecek şekilde birleştirmek için kullanılan bir ucu hazır diğer ucu ise birleştirme sırasında oluşturulan makine elamanlarına
Makine Elemanları Sökülemeyen Bağlantı Elemanları Perçin En az iki parçayı sökülemeyecek şekilde birleştirmek için kullanılan bir ucu hazır diğer ucu ise birleştirme sırasında oluşturulan makine elamanlarına
BASMA DENEYİ MALZEME MÜHENDİSLİĞİ BÖLÜMÜ. 1. Basma Deneyinin Amacı
 1. Basma Deneyinin Amacı Mühendislik malzemelerinin çoğu, uygulanan gerilmeler altında biçimlerini kalıcı olarak değiştirirler, yani plastik şekil değişimine uğrarlar. Bu malzemelerin hangi koşullar altında
1. Basma Deneyinin Amacı Mühendislik malzemelerinin çoğu, uygulanan gerilmeler altında biçimlerini kalıcı olarak değiştirirler, yani plastik şekil değişimine uğrarlar. Bu malzemelerin hangi koşullar altında
Döküm Yolu İle İmalat
 Döküm Yolu İle İmalat Tanımı: Eritilmiş sıvı metal veya alaşım çıkacak parçanın negatifi olan bir boşluğa dökülüp onu katılaştırmak suretiyle istediğimiz şekli elde etme yöntemine döküm adını veriyoruz.
Döküm Yolu İle İmalat Tanımı: Eritilmiş sıvı metal veya alaşım çıkacak parçanın negatifi olan bir boşluğa dökülüp onu katılaştırmak suretiyle istediğimiz şekli elde etme yöntemine döküm adını veriyoruz.
Kaynak Hataları Çizelgesi
 Kaynak Hataları Çizelgesi Referans No Tanıtım ve Açıklama Resimli İzahı 1 2 3 Grup No: 1 Çatlaklar 100 Çatlaklar Soğuma veya gerilmelerin etkisiyle ortaya çıkabilen katı halde bir mevzii kopma olarak meydana
Kaynak Hataları Çizelgesi Referans No Tanıtım ve Açıklama Resimli İzahı 1 2 3 Grup No: 1 Çatlaklar 100 Çatlaklar Soğuma veya gerilmelerin etkisiyle ortaya çıkabilen katı halde bir mevzii kopma olarak meydana
PERÇİN BAĞLANTILARI. Bu sunu farklı kaynaklardan derlemedir.
 PERÇİN BAĞLANTILARI Perçin çözülemeyen bağlantı elemanıdır. Kaynak teknolojisindeki hızlı gelişme sonucunda yerini çoğunlukla kaynaklı bağlantılara bırakmıştır. Sınırlı olarak çelik kazan ve kap konstrüksiyonlarında
PERÇİN BAĞLANTILARI Perçin çözülemeyen bağlantı elemanıdır. Kaynak teknolojisindeki hızlı gelişme sonucunda yerini çoğunlukla kaynaklı bağlantılara bırakmıştır. Sınırlı olarak çelik kazan ve kap konstrüksiyonlarında
MAK 401 MAKİNA PROJE DERSİ KONULARI. Prof. Dr. Erdem KOÇ. Doç. Dr. Hakan ÖZCAN
 MAK 401 MAKİNA PROJE DERSİ KONULARI Not: Ders konuları seçilirken aşağıda belirtilen formun doldurulup bölüm sekreterliğine verilmesi gerekmektedir. Prof. Dr. Erdem KOÇ Konu Rüzgar Türbinlerinde Kanat
MAK 401 MAKİNA PROJE DERSİ KONULARI Not: Ders konuları seçilirken aşağıda belirtilen formun doldurulup bölüm sekreterliğine verilmesi gerekmektedir. Prof. Dr. Erdem KOÇ Konu Rüzgar Türbinlerinde Kanat
http://www.oerlikon.com.tr/rutil_ve_bazik_elektrodlar.html
 Sayfa 1 / 5 Oerlikon Language Kaynak ESR 11 EN ISO 2560 - A E 380 RC 11 TS EN ISO 2560-A E 380 RC 11 DIN 1913 E 4322 R(C) 3 E 4322 R(C) 3 HER POZİSYONDA KAYNAK İÇİN UYGUN RUTİL ELEKTROD. Özellikle 5 mm'den
Sayfa 1 / 5 Oerlikon Language Kaynak ESR 11 EN ISO 2560 - A E 380 RC 11 TS EN ISO 2560-A E 380 RC 11 DIN 1913 E 4322 R(C) 3 E 4322 R(C) 3 HER POZİSYONDA KAYNAK İÇİN UYGUN RUTİL ELEKTROD. Özellikle 5 mm'den
İmalat Teknolojileri. Dr.-Ing. Rahmi Ünal. Talaşlı İmalat Yöntemleri
 İmalat Teknolojileri Dr.-Ing. Rahmi Ünal Talaşlı İmalat Yöntemleri 1 Kapsam Talaşlı imalatın tanımı Talaş kaldırmanın esasları Takımlar Tornalama Frezeleme Planyalama, vargelleme Taşlama Broşlama Kaynak
İmalat Teknolojileri Dr.-Ing. Rahmi Ünal Talaşlı İmalat Yöntemleri 1 Kapsam Talaşlı imalatın tanımı Talaş kaldırmanın esasları Takımlar Tornalama Frezeleme Planyalama, vargelleme Taşlama Broşlama Kaynak
Çelik Hasır Kaynak Elektrotları
 CUPRAL 5M CUPRAL 12M Çelik Hasır Kaynak Elektrotları Malzeme Adı, EN Malzeme Numarası, EN Malzeme Numarası, DIN Malzeme Numarası,ASTM Cr Zr Co Ni Be Al Sİ Fe Mn Diğerleri Cu Sertlik (HB) Çekme Dayanımı
CUPRAL 5M CUPRAL 12M Çelik Hasır Kaynak Elektrotları Malzeme Adı, EN Malzeme Numarası, EN Malzeme Numarası, DIN Malzeme Numarası,ASTM Cr Zr Co Ni Be Al Sİ Fe Mn Diğerleri Cu Sertlik (HB) Çekme Dayanımı
Konu: Yüksek Hassasiyetli Yağ Keçelerinin Takviye Bilezik Kalıplarının Üretiminde Kullanılan Takım Çelikleri ve Üretim Prosesleri
 Nurettin ÇALLI Fen Bilimleri Ens. Öğrenci No: 503812162 MAD 614 Madencilikte Özel Konular I Dersi Veren: Prof. Dr. Orhan KURAL İTÜ Maden Fakültesi Konu: Yüksek Hassasiyetli Yağ Keçelerinin Takviye Bilezik
Nurettin ÇALLI Fen Bilimleri Ens. Öğrenci No: 503812162 MAD 614 Madencilikte Özel Konular I Dersi Veren: Prof. Dr. Orhan KURAL İTÜ Maden Fakültesi Konu: Yüksek Hassasiyetli Yağ Keçelerinin Takviye Bilezik
METAL ÜRETİM TEKNİKLERİ
 ÜRETİM YÖNTEMLERİ VE İMALAT TEKNOLOJİLERİ Doç. Dr. Fehmi Nair Erciyes Üniversitesi Makine Mühendisliği Bölümü Yrd. Doç. Dr. Afşın Alper Cerit Erciyes Üniversitesi Endüstriyel Tasarım Mühendisliği Bölümü
ÜRETİM YÖNTEMLERİ VE İMALAT TEKNOLOJİLERİ Doç. Dr. Fehmi Nair Erciyes Üniversitesi Makine Mühendisliği Bölümü Yrd. Doç. Dr. Afşın Alper Cerit Erciyes Üniversitesi Endüstriyel Tasarım Mühendisliği Bölümü
TOZ METALURJİSİ. Yrd. Doç. Dr. Rıdvan YAMANOĞLU
 TOZ METALURJİSİ Yrd. Doç. Dr. Rıdvan YAMANOĞLU Toz Metalurjisi Avantajlar Karmaşık şekil Çok küçük parçalar Mikroyapı kontrolü Ekonomik Özellikle yüksek ergime dereceli malzemeler için alternatifsiz 2/20
TOZ METALURJİSİ Yrd. Doç. Dr. Rıdvan YAMANOĞLU Toz Metalurjisi Avantajlar Karmaşık şekil Çok küçük parçalar Mikroyapı kontrolü Ekonomik Özellikle yüksek ergime dereceli malzemeler için alternatifsiz 2/20
Sentes-BIR Hakkında. Sentes-BIR metallerin birleştirmeleri ve kaplamaları konusunda çözümler üreten malzeme teknolojileri firmasıdır.
 Sentes-BIR Hakkında Sentes-BIR metallerin birleştirmeleri ve kaplamaları konusunda çözümler üreten malzeme teknolojileri firmasıdır. Çalışan sayısı 80 İhracat > %50 Üretim Programı Sert Lehimleme Alaşımları
Sentes-BIR Hakkında Sentes-BIR metallerin birleştirmeleri ve kaplamaları konusunda çözümler üreten malzeme teknolojileri firmasıdır. Çalışan sayısı 80 İhracat > %50 Üretim Programı Sert Lehimleme Alaşımları
GAZ ALTI KAYNAK YÖNTEMİ MIG/MAG
 GENEL KAVRAMLAR Metalleri, birbirleri ile çözülemez biçimde birleştirme yöntemlerinden biri kaynaklı birleştirmedir. Kaynak yöntemiyle üretilmiş çelik parçalar, döküm ve dövme yöntemiyle üretilen parçalardan
GENEL KAVRAMLAR Metalleri, birbirleri ile çözülemez biçimde birleştirme yöntemlerinden biri kaynaklı birleştirmedir. Kaynak yöntemiyle üretilmiş çelik parçalar, döküm ve dövme yöntemiyle üretilen parçalardan
Dumlupınar Gaz Atomizasyonu Ünitesi
 Dumlupınar Gaz Atomizasyonu Ünitesi DPT projesi desteği ile tasalanarak kurulan gaz atomizasyon ünitesinin genel görünümü şekil 1 de verilmiştir. Dumlupınar Gaz Atomizasyon ünitesi altı ana bölümden oluşmaktadır.
Dumlupınar Gaz Atomizasyonu Ünitesi DPT projesi desteği ile tasalanarak kurulan gaz atomizasyon ünitesinin genel görünümü şekil 1 de verilmiştir. Dumlupınar Gaz Atomizasyon ünitesi altı ana bölümden oluşmaktadır.
Elektrik ark kaynağı.
 Kaynak yöntemleri Endüstride kullanılan kaynak yöntemleri çeşitlidir. Ancak bunların bazı ortak özellikleri vardır. Kiminde elektrik akımı ile kaynaklama yapılırken, kiminde bir takım gazlar kullanılarak
Kaynak yöntemleri Endüstride kullanılan kaynak yöntemleri çeşitlidir. Ancak bunların bazı ortak özellikleri vardır. Kiminde elektrik akımı ile kaynaklama yapılırken, kiminde bir takım gazlar kullanılarak
ÇİNKO ALAŞIMLARI :34 1
 09.11.2012 09:34 1 Çinko oda sıcaklıklarında bile deformasyon sertleşmesine uğrayan birkaç metalden biridir. Oda sıcaklıklarında düşük gerilimler çinkonun yapısında kalıcı bozunum yaratabilir. Bu nedenle
09.11.2012 09:34 1 Çinko oda sıcaklıklarında bile deformasyon sertleşmesine uğrayan birkaç metalden biridir. Oda sıcaklıklarında düşük gerilimler çinkonun yapısında kalıcı bozunum yaratabilir. Bu nedenle
Elektron ışını ile şekil verme. Prof. Dr. Akgün ALSARAN
 Elektron ışını ile şekil verme Prof. Dr. Akgün ALSARAN Elektron ışını Elektron ışını, bir ışın kaynağından yaklaşık aynı hızla aynı doğrultuda hareket eden elektronların akımıdır. Yüksek vakum içinde katod
Elektron ışını ile şekil verme Prof. Dr. Akgün ALSARAN Elektron ışını Elektron ışını, bir ışın kaynağından yaklaşık aynı hızla aynı doğrultuda hareket eden elektronların akımıdır. Yüksek vakum içinde katod
BÖLÜM 7. RİJİT ÜSTYAPILAR
 BÖLÜM 7. RİJİT ÜSTYAPILAR Rijit Üstyapı: Oldukça yüksek eğilme mukavemetine sahip ve Portland çimentosundan yapılmış, tek tabakalı plak vasıtasıyla yükleri taban zeminine dağıtan üstyapı tipidir. Çimento
BÖLÜM 7. RİJİT ÜSTYAPILAR Rijit Üstyapı: Oldukça yüksek eğilme mukavemetine sahip ve Portland çimentosundan yapılmış, tek tabakalı plak vasıtasıyla yükleri taban zeminine dağıtan üstyapı tipidir. Çimento
Doç.Dr.Salim ŞAHİN YORULMA VE AŞINMA
 Doç.Dr.Salim ŞAHİN YORULMA VE AŞINMA YORULMA Yorulma; bir malzemenin değişken yükler altında, statik dayanımının altındaki zorlamalarda ilerlemeli hasara uğramasıdır. Malzeme dereceli olarak arttırılan
Doç.Dr.Salim ŞAHİN YORULMA VE AŞINMA YORULMA Yorulma; bir malzemenin değişken yükler altında, statik dayanımının altındaki zorlamalarda ilerlemeli hasara uğramasıdır. Malzeme dereceli olarak arttırılan
MMT407 Plastik Şekillendirme Yöntemleri
 K O C A E L İ ÜNİVERSİTESİ Metalurji ve Malzeme Mühendisliği Bölümü MMT407 Plastik Şekillendirme Yöntemleri 3 Şekillendirmenin Metalurjik Esasları Yrd. Doç. Dr. Ersoy Erişir 2012-2013 Güz Yarıyılı 3. Şekillendirmenin
K O C A E L İ ÜNİVERSİTESİ Metalurji ve Malzeme Mühendisliği Bölümü MMT407 Plastik Şekillendirme Yöntemleri 3 Şekillendirmenin Metalurjik Esasları Yrd. Doç. Dr. Ersoy Erişir 2012-2013 Güz Yarıyılı 3. Şekillendirmenin
Doç.Dr.Salim ŞAHİN SÜRÜNME
 Doç.Dr.Salim ŞAHİN SÜRÜNME SÜRÜNME Malzemelerin yüksek sıcaklıkta sabit bir yük altında (hatta kendi ağırlıkları ile bile) zamanla kalıcı plastik şekil değiştirmesine sürünme denir. Sürünme her ne kadar
Doç.Dr.Salim ŞAHİN SÜRÜNME SÜRÜNME Malzemelerin yüksek sıcaklıkta sabit bir yük altında (hatta kendi ağırlıkları ile bile) zamanla kalıcı plastik şekil değiştirmesine sürünme denir. Sürünme her ne kadar
BÖLÜM#5: KESİCİ TAKIMLARDA AŞINMA MEKANİZMALARI
 BÖLÜM#5: KESİCİ TAKIMLARDA AŞINMA MEKANİZMALARI Kesici Takımlarda Aşınma Mekanizmaları Aşınma, kesicinin temas yüzeylerinde meydana gelen malzeme kaybı olarak ifade edilir. Kesici Takımlarda Aşınma Mekanizmaları
BÖLÜM#5: KESİCİ TAKIMLARDA AŞINMA MEKANİZMALARI Kesici Takımlarda Aşınma Mekanizmaları Aşınma, kesicinin temas yüzeylerinde meydana gelen malzeme kaybı olarak ifade edilir. Kesici Takımlarda Aşınma Mekanizmaları
2.Oturum: Kalıp & Maça Teknolojileri Oturum Başkanı: Teoman Altınok (Entil Endüstri)
") «Daha Temiz Motor Bloğu ve Silindir Kafaları için Gelişmiş Boya Sistemleri» Simon Turley, Halil Gönenbaba (Metko Hüttenes Albertus) 2.Oturum: Kalıp & Maça Teknolojileri Oturum Başkanı: Teoman Altınok (Entil
«Daha Temiz Motor Bloğu ve Silindir Kafaları için Gelişmiş Boya Sistemleri» Simon Turley, Halil Gönenbaba (Metko Hüttenes Albertus) 2.Oturum: Kalıp & Maça Teknolojileri Oturum Başkanı: Teoman Altınok (Entil
Plastik Şekil Verme
 Plastik Şekil Verme 31.10.2018 1 HADDELEME Malzemeleri, eksenleri etrafında dönen iki silindir arasından geçirerek yapılan plastik şekil verme işlemine haddeleme denir. Haddeleme, plastik şekillendirme
Plastik Şekil Verme 31.10.2018 1 HADDELEME Malzemeleri, eksenleri etrafında dönen iki silindir arasından geçirerek yapılan plastik şekil verme işlemine haddeleme denir. Haddeleme, plastik şekillendirme
METAL MATRİSLİ KOMPOZİT MALZEMELER
 Prof.Dr.Ahmet Aran - İ.T.Ü. Makina Fakültesi METAL MATRİSLİ KOMPOZİT MALZEMELER METAL MATRİSLİ KOMPOZİTLER KARMA MALZEMELER METAL MATRİSLİ KARMA MALZEMELER MMK ÜRETİM YÖNTEMLERİ UYGULAMA ÖRNEKLERİ Metal,
Prof.Dr.Ahmet Aran - İ.T.Ü. Makina Fakültesi METAL MATRİSLİ KOMPOZİT MALZEMELER METAL MATRİSLİ KOMPOZİTLER KARMA MALZEMELER METAL MATRİSLİ KARMA MALZEMELER MMK ÜRETİM YÖNTEMLERİ UYGULAMA ÖRNEKLERİ Metal,