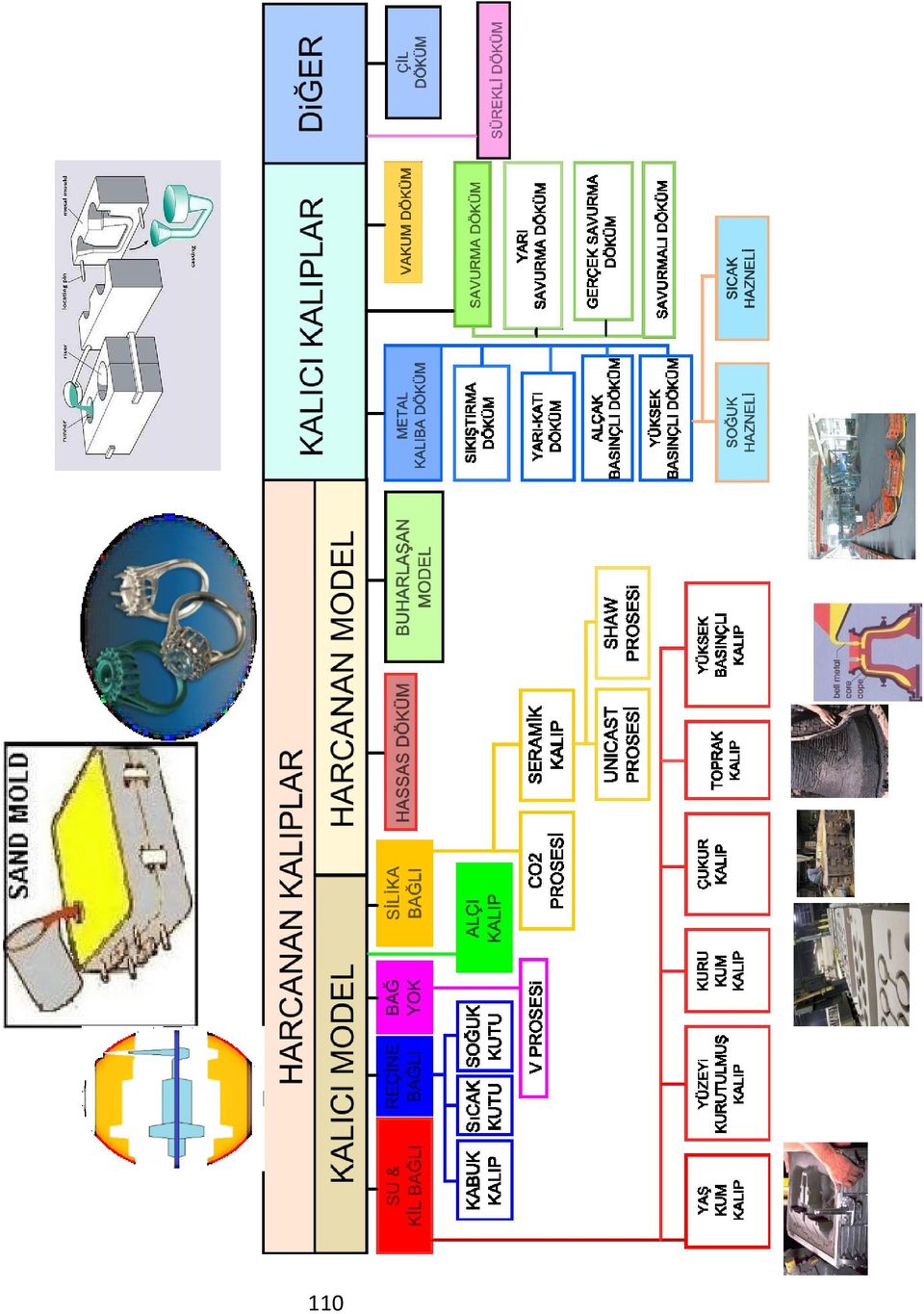
Döküm yöntemlerini kalıplama tekniklerine göre sınıflandırırsak; Harcanan kalıba döküm ve kalıcı kalıplara döküm şeklinde iki gruba ayırabiliriz.
|
|
|
- Serhat Başer
- 8 yıl önce
- İzleme sayısı:
Transkript
1 BÖLÜM 6 DÖKÜMLERİN YAPISI VE ÇEKİRDEKLENME DÖKÜM YÖNTEMLERİ Döküm yöntemlerini kalıplama tekniklerine göre sınıflandırırsak; Harcanan kalıba döküm ve kalıcı kalıplara döküm şeklinde iki gruba ayırabiliriz. Harcanan kalıp yöntemleri katılaşma sonrası döküm parçayı çıkarmak için bozulması gereken bir kalıp kullanır. Kalıp malzemeleri: kum, alçı ve benzer malzemelerdir, ayrıca bağlayıcılar kullanılır Kalıcı kalıp yöntemleri Bu yöntemde çok sayıda döküm üretmek için tekrar tekrar kullanılabilecek bir kalıcı kalıp kullanır. Metalden (veya, nadiren) seramik bir refrakter malzemeden yapılırlar. Harcanan kalıp Kalıcı kalıp HARCANAN KALIP VE KALICI KALIPLAR Harcanan kalıp yöntemleriyle daha karmaşık ve büyük geometriler oluşturulabilir Kalıcı kalıp yöntemlerindeki parça şekilleri, kalıbın açılması gerektiğinden sınırlıdır Kalıcı kalıp yöntemleri, yüksek hızlı ve seri üretim işlemlerinde daha ekonomiktir Kalıcı kalıp pahalıdır dizaynı ve üretilmesi zordur Kalıcı (metal) kalıplarda katılaşma hızı yüksek olduğundan daha ince taneli döküm parçalar üretilir. Yüksek ergime sıcaklığı olan metaller kalıcı kalıpta dökülemez 109
 seramik bir refrakter malzemeden yapılırlar.")

2 110
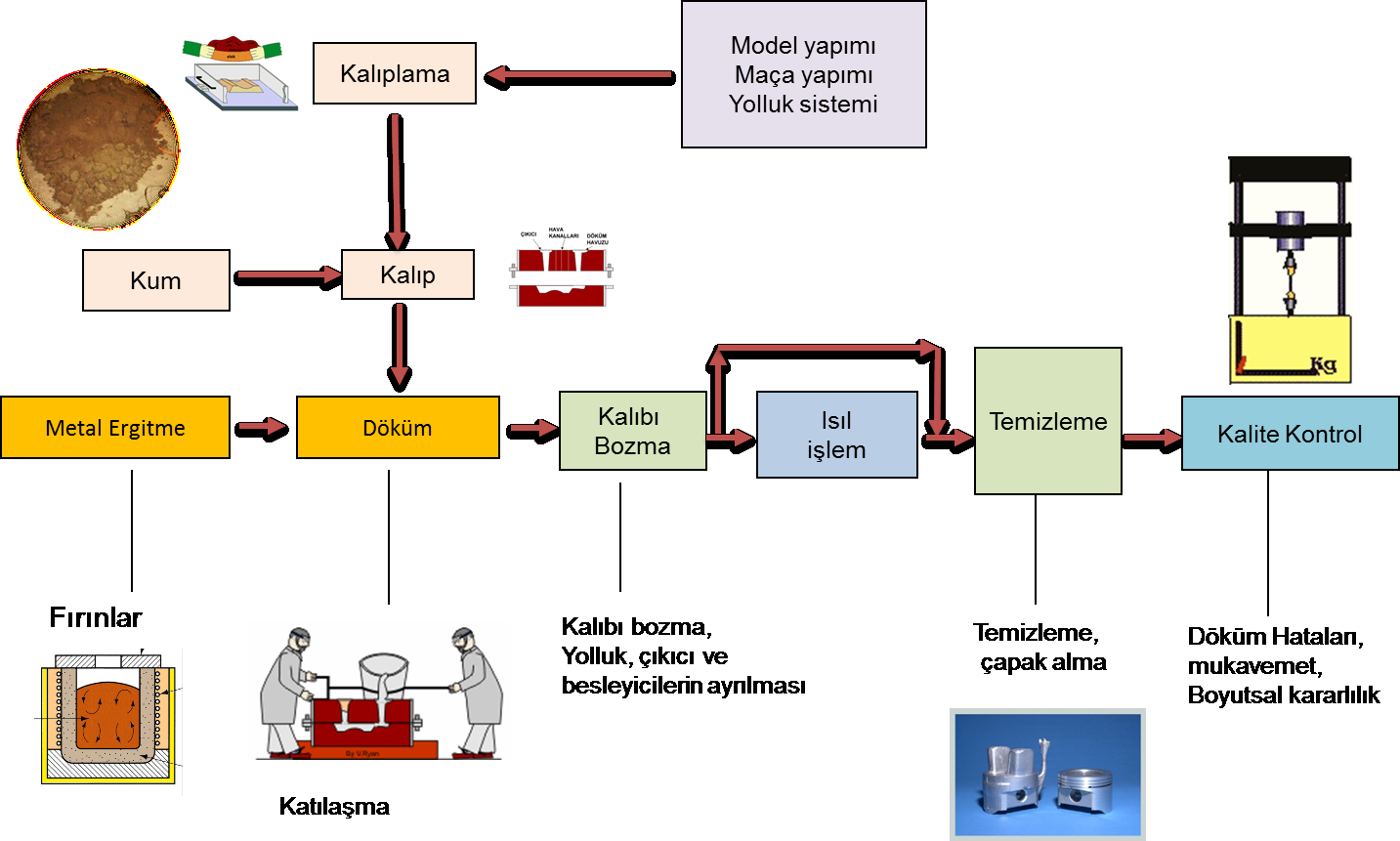
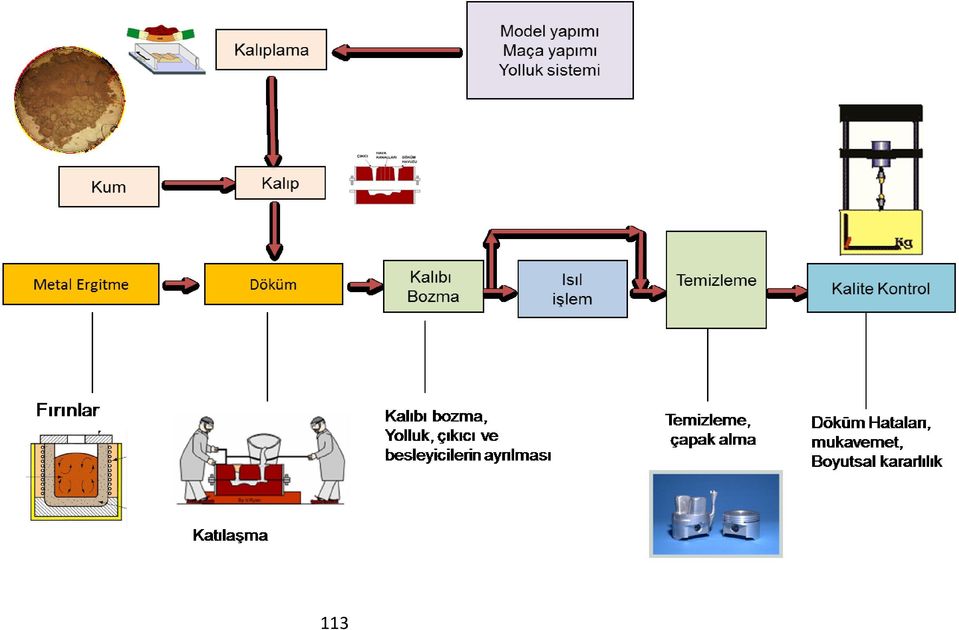
3 KUM KALIBA DÖKÜM Kalıplamada kum kullanıldığı bir döküm yöntemidir. Çok büyük ve küçük her türlü döküm ürününün elde edilmesinde kullanılır. Kalıp malzemesi başlıca üç bileşenden oluşur: gerekli refrakter özelliği sağlayan kum taneleri, kum içinde doğal olarak bulunan veya sonradan ilave edilebilen bağlayıcı ve kum tanelerinin birbirine tutunmasına imkan veren ve dolayısıyla kumu uygun bir kalıp malzemesi haline getiren su Kalıp iki yarıdan oluşur: Üst derece, Alt derece Kalıp yarıları, derece denen bir kutunun içindedir İki yarı, ayırma yüzeyinde birbirinden ayrılır Model, serbest, levhalı, şablon, gibi çeşitli olabilir Yolluk sistemi, Besleyici, soğutucu kullanılır Döküm boşluğu için maça kullanılır. Şekil Kg üzerinde bir döküm( Kompresör gövdesi) Kalıp Boşluğunun Oluşturulması Kalıp boşluğu, parçanın şekline sahip olan bir model çevresinde kumun elle yada makinalarla sıkıştırılmasıyla oluşturulur Model çıkarıldığında, modelin şekli olan kumda kalan boşluk, dökme parçanın istenen şekline sahiptir Model, katılaşma ve soğuma sırasında metalin büzülmesi ve ilave işleme payları kadar genellikle daha büyük yapılır Kalıp kumu nemlidir ve şeklini koruması için bir bağlayıcı içerir. 111



4 Kum kalıba dökümde kullanılan bağlayıcı kil, kimyasal bağlayıcı veya vakum olabilir. Ancak kum kalıba döküm veya yaş kum kalıba döküm deyince akla kil bağlayıcılar gelir. Kum kalıba döküm Yaş Kum Kalıplama Kuru Kum Kalıplama Kurutulmuş Kalıplar Çukur Kalıplar Otomatik Kalıplama Gibi çeşitleri vardır. 112

5 113
6 Yaş Kum Kalıba Döküm Yaş kum kalıba döküm, dökümhanelerde en yaygın kullanılan döküm yöntemidir. Bu yöntemde sıvı metal, yeniden kullanılabilir sıkıştırılmış bir kum kalıba dökülür ve katılaşana kadar kalıp içinde tutulur. Katılaştıktan sonrada kalıp bozularak parça dışarı çıkarılır. Yaş kum kalıba döküm yönteminde kalıp malzemesi; kum tanecikleri, kil, su ve diğer katkıların bir karışımıdır. Kum tanecikleri kalıp malzemesinin esasını, kil ve su birleşerek kumların bir arada tutulması için bir bağlayıcı vazifesi görür. Kalıplama, küçük parçalar için tezgah üzerinde, iri parçalar için yerde kum havuzlarında yapılır. Elde edilen parçanın kalitesi belli ölçüde kalıpçı ustasının becerisi ile belirlenir. Saatte 60 kalıptan fazla üretmemiz gerektiğinde makinalı kalıplamaya geçmek zorunlu olur ve bu durumda işlemler mekanik olarak yapıldığından kalıpçıların deneyimli olmasına gerek yoktur. Yaş Kum kalıba dökümde Genelde kalıp boşluğunu sıvı metalle doldurabilmek için yer çekimi kuvvetinden yaralanılır. Kum bağlayıcı madde içerir. Silis kumu (SiO2 ) [ 90% kum + 3% su + 7% kil ] Yeniden kullanılabilir bir model gerektirir. Ve modelin kalıptan çıkabilmesi için gereken eğimler daha önceden düşünülmelidir. Genelde kaba ve pürüzlü bir yüzey elde edilir. Dökümden sonra çıkıcı ve yollukların parçadan ayrılması gerekmektedir. Kalıplama aşamaları 114

7 115

8 Yaş Kum Kalıba Döküm Yönteminin Üstünlükleri: Kalıp malzemesi ucuzdur ve yenilenerek defalarca kullanılabildiğinden en ekonomik kalıplama yöntemidir. mekanizasyon da uygulanabilen yöntem basittir, Değişik metallerin dökümü için elverişlidir. Yaş Kum Kalıba Döküm Yönteminin Sınırları: İnce, uzun, karmaşık biçimli ve iri parçaların dökümünde kalıp malzemesinin dayanımı yetersiz olur Kalıp, taşıma sırasında bozulabilir. Sıvı metal dökümü sırasında nemli kalıpta oluşan buhar kusurlara neden olabilir. Boyut hassasiyeti ve yüzey kalitesi çok iyi değildir. Kalıbın optimum dayanıma sahip olabilmesi için nem miktarının iyi kontrol edilmesi gereklidir 116

9 Kuru Kum Kalıba Döküm Kuru kum kalıplar, yaş kum kalıplara benzer şekilde hazırlanır ve C arasındaki sıcaklıklarda kurutulurlar. Bağlayıcı görevi yapan kilin tüm suyunu kaybetmemesi için 400 C sıcaklığın üzerine çıkılmamalıdır. Zira tüm suyun kaybolması kumların mukavemeti üzerinde yıkıcı bir etki yapar. Kurutma öncesinde metalin döküleceği kalıp boşluğunun yüzeylerine uygun bir karışım sürülerek veya püskürtülerek bu bölgede daha yüksek sertlik ve refrakterlik elde edilebilir. Kurutmada kaybedilen zaman başlıca dezavantajı teşkil eder. Kalıp boşluğu yüzeyinin 22,5 cm. Derinliğine kadar kurutulması ile hazırlanan Yüzeyi kurutulmuş kalıplar, kuru kum kalıp yönteminin bir başka türü olmaktadır. Kuru kum kalıplarda serbest nem buharı olmadığından kalıp havalandırması problemi çok azalmaktadır. Daha düşük geçirgenlikli kumların kullanılabilmesi, bu yöntemle daha iyi döküm yüzeyi elde etmek imkanı sağlar. Yaş kum kalıp yöntemine nazaran, nem kontrolü daha az kritiktir. Ayrıca kalıbın dökümünden önce bir müddet beklemesi, yaş kum kalıplarda olduğu gibi kuruma ve yüzeyin gevrekleşmesi gibi sorunlara yol açmaz. Yüzey kurutmada, ısıtma esnasında buharlaşan nem, kum içinde her yöne yayınabileceğinden, kurutma kendi kendine havada değil fakat bir ısı kaynağı ile yapıldığında, sıcaklık artışına paralel olarak önemli oranda bölgesel nem konsantrasyonu meydana gelebilir. Bunun nedeni, ısıtılan yüzeyden uzak, soğuk bölgedeki kondensasyon olayıdır. Bu davranış şekildeki eğride açıkça görülebilir. Kuru kum kalıplara döküm yönteminin başlıca üstünlükleri: Dayanımı ve metal erezyonuna karşı dayanıklılığı yüksektir. Taşınırken bozulma tehlikesi daha azdır. Yaş kum kalıplardaki gibi kalıplama sırasında nem miktarının kontrolü kritik değildir. Döküm sırasında buhar oluşmayacağından, bu nedenle ortaya çıkan döküm kusurları söz konusu değildir. Gaz geçirgenliği daha iyidir. Kalıp havalandırması problemi çok azdır. Daha düşük geçirgenlikli kumlar kullanılabilir Yöntemin sakıncası ise kurutma işleminin kalıp hazırlama süresini uzatması ve maliyeti arttırmasıdır. 117

10 Çukur Kalıplara Döküm Çukur kalıplar, derecelere sığmayacak kadar büyük dökümlerin gerçekleştirilmesi için kullanılır. 1 tondan 100 tona kadar olan dev dökme parçaları, dereceler içinde kalıplamak mümkün olmamaktadır. Bu şekildeki parçaların dökümünü gerçekleştirebilmek için kutu biçiminde, duvarları beton ile örülen, boyutları birkaç metreye kadar çıkabilen havuzlar içinde kalıplama yapılır. Kalıbın yapılması uzun zaman alır, parçanın şekline göre kalıbın yapılması günleri alabilir. Kalıplama sırasında model bir çukura yerleştirilir ve kalıp kumu modelin altına ve çevresine dökülür, kum orada tamponlanıp sıkıştırılır. Daha sonra üst kalıp yerleştirilerek bölüm yüzeyinde metal sızmasını önlemek için yere bağlanır. Bölüm yüzeyi zemin seviyesinde veya üzerinde olabilir. Birçok dökümhanede sürekli olarak ürettikleri iri parçalar için hazır beton çukurlar vardır. Parçanın biçimi modelin kalıptan çıkmasını engelliyor ise, kalıplamada maçalardan yararlanılabilir. Kalıbın yapılması uzun zaman alır, parçanın şekline göre kalıbın yapılması günleri alabilir. Büyük iç gerilmelerin ortaya çıkmasını önlemek için, bu tür büyük dökümler yavaş soğutulmalıdır. Dolayısıyla dökümden sonra kalıbın açılması için birkaç gün beklenmesi gerekebilir. Bu yöntemde de kalite, kalıpçıların becerisine bağlı olup, boyut hassasiyeti düşüktür. Çukur kalıba dökümde boyut toleransları 1-2 cm ye çıkabilir. 118

11 119

12 Otomatik Kalıplama Kum kalıba yapılan dökümlerin en büyük avantajlarından birisi de otomasyona izin vermesi ve dolayısıyla seri üretime çok uygun olmasıdır. Daha önce akım şemasında bu durumu incelemiştik. Şimdi de 3 ana grup altında kalıplama makinalarını inceleyelim: basma tipi, sarsma tipi ve savurma tipi. 1. Basma tipi kalıplama makinaları İsminden de anlaşılabileceği gibi bu tip makinalarda kalıplama işlemi basma yoluyla olur. Kum yüzeyine basınç pnömatik veya el ile bir basınç plakası yardımıyla yapılır. 2. Sarsma tipi kalıplama makinaları Kumla dolu kalıplamaya hazır derecenin düşey yönde sarsılması yoluyla kalıplamanın gerçekleştirildiği makinalardır. Sıkışma işlemi, düşme hareketinde kumun kinetik enerjisinden yararlanılarak yapılır. Maksimum basınç modelin yüzeyine yakın bölgelerinde oluşurken derecenin üst kısmı tamponla sıkıştırılarak kalıp döküme hazırlanır. Pratik olarak sarsma-basma makinalarının bir arada olduğu kalıplama makinaları da vardır. Sarsma işlemini takiben derece içindeki kum basma işlemi ile sıkıştırılır 120

13 3. Savurma tipi kalıplama makinaları Bu tip makinalarda kum, kalıp yüzeyine yüksek hızlarla savrularak sıkışma işlemi yapılır. Başlangıçta düşük savurma hızı kullanılırken daha sonra model üzerinde kum yığıldıkça hız arttırılır. Diğer yöntemlere oranla daha iyi bir sıkışmanın sağlandığı sert bir kalıp elde edilir. DISAMATİK KALIPLAMA-Derecesiz Otomatik Kalıplama Derecesiz otomatik kalıplama yönteminde esas itici güç kum bağlayıcılarından gelmektedir. Özellikle maliyet açısından dereceli kalıplama ile karşılaştırıldığında gerek derece maliyeti, gerek depolama ve gerekse konveyörlerdeki büyük oranda azalma ortadan kalkmaktadır. 121

14 ÇALIŞMA SORULARI 1. Kalıplama yöntemlerini sınıflandırınız 2. Harcanan kalıplar ve kalıcı kalıplarda bazı detay farklar mevcuttur bunlar nelerdir 3. Dökümhane bölümleri nelerdir 4. Kum kalıba döküm prosesini kullanılan bağlayıcılara göre sınıflandırınız 5. Kum kalıba döküm yöntemleri nelerdir 6. Yaş kum kalıba dökümün üstünlükleri nelerdir 7. Yaş kum kalıba döküm yönteminin dezavantajları nelerdir 8. Kuru kum kalıpları anlatınız 9. Kuru kum kalıba döküm yönteminin avantajları nelerdir 10. Kuru kum kalıba döküm yönteminin dezavantajları nelerdir 11. Çukur kalıpları anlatınız 12. Otomatik kalıplama makinalarını anlatınız 13. Disamatik kalıplama nedir 122

15 VAKUMLU KALIPLAMA V Prosesi 1970 li yıllarda Japonya da geliştirilmiş bir yöntemdir. Kalıp malzemesi olarak bağlayıcı içermeyen ince taneli kuru kum kullanılır. Kumda bağlayıcılık, model yüzeyinin ince, plastik bir filmin ısıtılarak kaplanmasıyla sağlanır. Bu filmin uygulanmasından sonra eklenen kum hafif bir titreşim ile derecenin her tarafına nüfuz eder. Daha sonra derecenin üst yüzeyi de filmle kaplanarak vakum uygulanır ve model dereceden ayrılır. Bu yöntemle hazırlanan iki derece vakum uygulanmaktayken birleştirilir ve döküm işlemi uygulanır. Katılaşma süreci sonunda vakum kaldırılınca kum, bağlayıcı içermediğinden kolayca dağılır. Yeni ve modern bir döküm prosesidir; V-PROSES bağlayıcısız kumun kalıplara konması ve vakum ile şekillendirilmesidir. Bu proseste model sıkıca plastik film ile kaplanır ve plastik film ısıtıldıktan sonra vakum uygulanır.plastik film kaplı modelin etrafına bir derece yerleştirilir. Ve içine kum doldurulur. Diğer bir plastik film de derecedeki kumun üzerine konur ve vakum uygulanır. Vakum kumu birarada tutar ve model çıkartılır. Kalıbın diğer kısmına da aynı işlem uygulanır. Maçalar yerlerine konduktan sonra, kalıp kapatılır ve vakum altında iken döküm yapılır. Metal katılaştığında vakum kapatılır ve döküm parça kumun içinden serbestçe boşaltılır. 123

16 V-PROSESİ İŞLEM SIRASI V 124



17 V-PROSESİ ile düzgün döküm yüzeyi ve mükemmel detaylı dökümler üretilir. 125

18 V-Prosesin Avantajları 1. Koniklik payına gerek yok 2. Pürüzsüz yüzey, 125 RMS 3. İnce Et Kalınlığı 4. Ekonomik Prototip ve Üretim Miktarları 5. Boşluksuz döküm imkanı 6. Model kalıptan rahatça sıyrılır 7. Kalıplama kumu tekrar tekrar kullanılabilir. 8.Bağlayıcı masrafı yoktur. 9. Kalıbın her bölgesinin eş ve değişmez sertlikte olması 10.Temiz ve gürültüsüz çalışma koşulları 11.Kalıp boşluğunun plastik filmle kaplı olması sayesinde kalıp içinde erimiş malzemenin akıcılığının yüksek olması 12.Kalıp hazırlama ve bozmada mekanik işlemlerin olmaması sayesinde gürültüsüz, konforlu bir kalıp hazırlama-bozma süreci olması 13.Döküm gazlarının vakum sistemiyle kum taneleri arasından geçerek emilmesi ve çalışma ortamına bu gazların yayılmaması Her yöntemde olduğu gibi bu yöntemin de bazı dezavantajları vardır. Bunlar; Ana model defa kullanılabilir, bu sayıdan sonra yeni ana model üretimi gerektiğinden ve yeni ana model üretiminin de uzun sürmesi nedeniyle efektif ve ekonomik imalat yapabilmek için 20 ve katları adette imalat yapılmalıdır Vakum, ekstra bir kuvvete sebep olduğundan ince kesitler kırılabilir veya deforme olabilir. Vakumlu kalıplama yöntemi hızlı prototip üretmede, hassas yüzey kalitesine sahip elemanlarda, karmaşık tasarımlı, çok büyük boyutlu olmayan (maksimum 65-70cm civarında boyutlar) parçalarda kullanılır. 126

19 ÇALIŞMA SORULARI 1. Vakumlu kalıplama- V proses yöntemi nedir 2. Vakumlu kalıplama- V proses yönteminin avantajları nelerdir 3. Vakumlu kalıplama- V proses yönteminin dezavantajları nelerdir Kabuk Kalıba Döküm - SHELL MOLD CASTING II. Dünya Savaşı sırasında Alman Johannes Cronning tarafından bulunan kabuk kalıba döküm yöntemi, Croning veya C-Yöntemi olarak da adlandırılmaktadır. Kabuk kalıplama yönteminde ısıtılmış bir model etrafına oluşturulan kum ve ısı ile sertleşen (thermosetting) reçine bağlayıcı karışımında meydana gelir. Klasik olarak alt ve üst kalıp şeklinde hazırlanan kalıplar arasına döküm yapılır ve birkaç gramdan 180 kg a kadar hem demir esaslı hem de demirdışı metal ve alaşımları dökmek mümkündür. 1-Isıtılmış model (~ C) kum-reçine karışımının bulunduğu kutuya monte edilir Daha sonra kutu ters çevrilerek ısıtılmış modelin kum-reçine karışımı ile temas etmesi sağlanır. Bu sayede model yüzeyine temas eden reçine ısınarak sertleşir ve model üzerinde sıcaklık ve tutma süresi ile kalınlığı ayarlanabilen bir kabuk oluşur. 2- İstenilen kabuk kalınlığına ulaşıldığında (6-12 mm) kabuk tekrar çevrilerek sertleşmemiş ve bağlanmamış kumun geriye dökülmesi sağlanır C de Pişirme işlemi (4) ve sonrasında iyice setleşmiş olan kabuk kalıp modelden çıkarılır(5). 127
 reçine bağlayıcı karışımında meydana gelir.")
20 (6) Kabuk kalıbın iki yarısı, birleştirilir, bir kutu içinde çakıl veya metal bilyelerle desteklenir ve döküm gerçekleştirilir; Kabuk kalıpların diğer kum kalıplara üstünlükleri: Hassas toleransların elde edilmesi mümkündür. Çok ince kum kullanıldığından yüzey kalitesi yüksektir. Talaş kaldırma gerekmez Daha az kum kullanılır. Makinalarla üretildiğinden seri üretime uygundur ve deneyimli çalışana ihtiyaç duyulmaz. Döküm dayapılabilir ve yaş kum kalıplardan ha düşük sıcaklıklarda daha ince kesitler elde edilebilir. 128 Kabuk kalıba dökümün dezavantajları: Metal malzemelerden üretilen modeller pahalıdır. Kabuk kalıplama makinalarının maliyeti yüksektir. Maksimum döküm ağırlığı ve boyutları sınırlıdır. Reçine pahalı bir bağlayıcıdır. Döküm sırasında kimyasal gaz çıkışı olur. Az sayıda parça döküm için uygun değildir.



21 Kalıplar hafiftir ve depolanabilir. (7) Yolluklu bitmiş ürün döküm çıkarılır ÇALIŞMA SORULARI 1. Kabuk kalıba dökümü aşamaları ile anlatınız 2. Kabuk kalıpların kum kalıplara göre üstünlükleri nelerdir 3. Kabuk kalıpların kum kalıplara göre dezavantajları nelerdir CO2 KALIBA DÖKÜM Yaş kum kalıplama ile kuru kum kalıplama arasında sınıflandırılabilecek modern bir yöntem (CO2 - sodyum silikat yöntemi) CO2 ile kalıpların sertleştirilmesidir. Kalıp ve maçaların karbondioksit gazı yardımıyla sertleştirildiği CO2-yöntemi, ilk önce 1950 yıllarında uygulanmaya başlanmış ve bunu izleyen yıllarda giderek geliştirilerek kullanımı yaygınlaşmıştır. Bu yöntemde kalıplar, kurutulmuş kalıbınkine eşit bir mukavemete, ısıtmaya gerek kalmadan erişebilmektedir. Furan reçineleri gibi kendi kendine sertleşen organik bağlayıcılı kumlar da kalıplamada benzer şekilde kullanılabilir. Kum +% camsuyu (Na2O.SiO2) karışımı, model etrafına konur ve içinden ( sn) CO2 gazı geçirilir. 129
22 CO2 gazı, sodyum silikatı silikajele dönüştürür ve kum tanecikleri bağlanır. Bu işlemle kalıp sertleştirilir veya sertleştirilen kısımlar bir araya getirilerek kalıp oluşturulur. Alt ve üst kalıpların bu şekilde sertleştirilip kalıbın kapatılmasından sonra dökümün 24 saat içinde yapılması gerekir. Bu yöntem için özel kalıplama ve maça üfleme makinaları geliştirilmiş olup, bu makinalarda kalıplama ve gaz verme işlemleri peşpeşe yapılabilmektedir. CO2 yöntemi ile kalıplamada konvensiyonel kil bağlayıcılarının yerini sodyum silikat bağlayıcıları almaktadır. Cam suyu ve sodyum silikatın meydana getirdiği alçak mukavemetli kalıplardan CO2 gazı geçirilerek 14 kg/cm 2 'ye kadar yüksek bir kuru mukavemete erişilebilir. Bu yöntem pişirilmeden sertleşen kalıp ve bilhassa maça yapımında kullanılır. Yöntem, bilinen bütün döküm alaşımları için uygundur ve özellikle çelik, gri dökme demir ve bakır esaslı alaşımlarının dökümünde kullanılır. 130
23 CO2 yönteminin üstünlükleri özetle aşağıda verilmektedir Sodyum silikat - kum karışımının mukavemeti nedeniyle, alt ve üst derecede kum içine destek koymak ihtiyacı kalmamaktadır. Pahalı teçhizat gerekmez. Kum ile sodyum silikat karışımı basit teçhizatlarla kolayca yapılabilir. CO kolay temin edilebilir. Gaz gönderme cihazları ise pahalı değildirler. Kalıp ve maça yapım tekniği, geleneksel kum kalıplamadaki gibi olduğundan bu teknik her dökümhanede kolaylıkla uygulanabilir. Yöntem hem az sayıda parça için, hem de seri üretimde kullanılabilir. Karmaşık biçimlerin kalıptan çıkarılması yaş ve kuru kum kalıplardan daha kolaydır. Üretilen parçaların boyut hassasiyeti ve yüzey kalitesi yaş ve kuru kum kalıplardan daha iyidir. Kalıp kurutma işlemine gerek kalmadan, dayanımı yüksek kalıplar elde edilir. Fırınlar için yatırım yapılması gerekmez,kuru kum yer kalıplamadan ve zamandan tasarruf edildiğinden daha ekonomiktir. Yöntemde rahatsız edici gaz ve kokular çıkmaz. Maça üretiminde CO2 - gazı geçirilmeden önce maçaların içi boşaltılarak kabuk kalıplanıp yöntemindekine benzer şekilde maça üretimi yapılabilir. Yöntemin sınırlamaları ise şöyle sıralanabilir : Geleneksel yönteme nazaran daha pahalı bir yöntemdir. Hazırlanmış (sertleştirilmiş) kalıplar normal atmosfer basıncında depolandıklarında, 24 saatte veya daha uzun bir sürede bozulmaktadırlar. Hazırlanan kum karışımının ve sertleştirilen kalıpların bekletilebilecekleri süreler çok kısadır. Kalıp ve maçaların dökümünden sonra dağılabilme özellikleri çok kötüdür. ÇALIŞMA SORULARI 1. CO 2 yöntemi ile hazırlanan kalıplara dökümü anlatınız 2. CO 2 yönteminin avantajları nelerdir 3. CO 2 yönteminin dezavantajları nelerdir 131
24 ALÇI KALIBA DÖKÜM - PLASTER MOLD CASTING Kalsiyum sülfat bileşiği olan ve ıslatılıp kurutulduğunda sertleşerek çabuk donan, beyaz renkli ince alçıtaşı tozudur. Kalsiyum sülfat dehidrat ya da alçıtaşının C ye kadar ısıtılmasıyla elde edilir. Bileşimin donmasını geciktirici bir katkı maddesi eklendiğinde kaba ya da ince sıva adını alır. Alçı kalıba döküm demir dışı metallerin şekillendirilmesinde kullanılan özel bir döküm yöntemidir. Adından da anlaşılabileceği gibi ana kalıplama malzemesi alçıdır. Bu yöntem ilk olarak MÖ yıllarında Çin de pirinç heykellerin dökümünde kullanılmıştır. Alçı kalıplar büyük oranla bakır ve alüminyum alaşımları gibi düşük sıcaklıkta eriyen demir dışı malzemelerin dökümünde kullanılır. Eğer kalıp modellemesi için mum gibi düşük dayanımlı malzemeler tercih edilirse, kum gibi dövülerek sıkıştırılan kalıp malzemeleri uygun olmadığından başlangıçta sulu harç halinde olan alçı tercih edilir. Alçı kalıplar, bir bölüm yüzeyine sahiptirler ve en az iki veya daha çok parçalı olarak dizayn edilirler. Kullanılacak kalıp malzemesi için 100 ölçü alçı ile 160 ölçü su krem kıvamına gelinceye kadar karıştırılır. Kalıp malzemesi içine, kalıbın çatlamaması için %20 oranında talk, katılaşma süresini uzatmak içinse kaolin ve magnezyum oksit gibi katkılar eklenir. 132
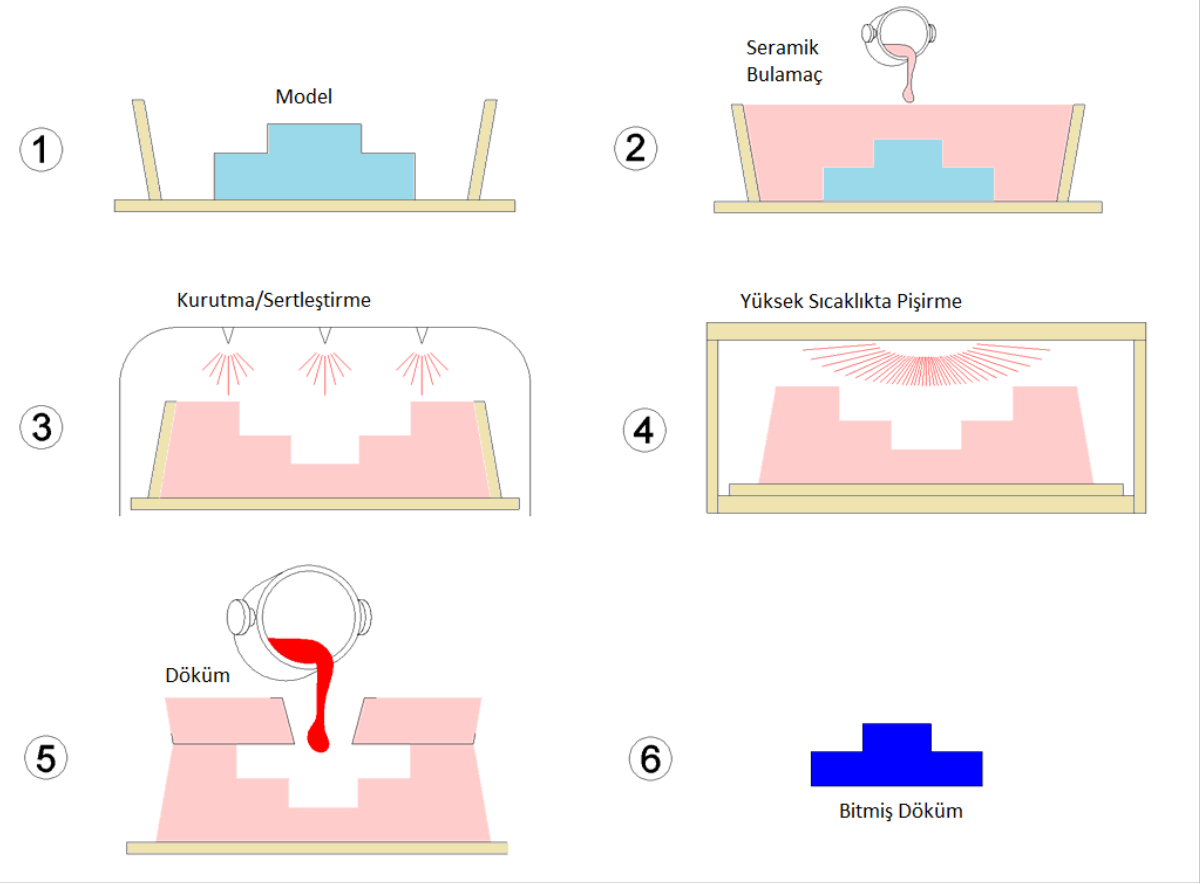
25 Kalıbın dayanım ve genleşme gibi özelliklerini kontrol edebilmek için kireç, çimento, asbest elyaf, silis unu gibi maddelerde kullanılabilir. Eğer, kalıp hazırlanırken karıştırma hızı normalden fazla olursa harcın içine hava gireceğinden gözenekler oluşabilir; karıştırma hızı normalden yavaş olursa harç katılaşabilir. Alçı üç farklı şekilde bulunabilir ve ticari adlandırmada her üçünün de adı alçıdır: Alçı başlangıçta yarı sulu haldedir ( CaSO 4. ½ H 2 O ). Harcın katılaşması esnasında alçı, su ile reaksiyona girerek CaSO. 4 2H O haline dönüşür. Sulu harcın model üzerine dökülmesini 2 izleyen birkaç dakika içinde gerçekleşen ilk sertleşmeden sonra model kalıptan çıkarılır ve kalıp 200 C sıcaklıkta kurutulur. Bu şekilde tüm suyu giden kalıp, Susuz kalsiyum sülfat (CaSO ) 4 haline dönüşür. Kurutulmuş kalıptan tekrardan nem alınması önemli önemlidir. Nem, alçının düşük olan gaz geçirgenliğini olumsuz bir şekilde etkiler. Alçı kalıplar çok kırılgan olduklarından ötürü taşıma sırasında özen gösterilmelidir. Model oluşturulduktan sonra üst ve alt dereceler oluşturulur. Yani kalıp boşluğumuzu oluşturacak negatifler elde edilir. Daha sonra kalıp içine alçı dökümü yapılarak, alçı kalıplar hazırlanır. Son olarak alçı kalıplar arasında metal dökümü yapılarak ürün elde edilir. 133
26 Model dereceye konur ve alçı dökülür. Kalıplar birleştirilerek döküm yapılır. Geçirgenliği arttırma yöntemleri: Köpüklü alçı kalıplar: Bu yöntem sayesinde, karışıma bir köpükleştirici katılarak kalıp gözenekli ve daha geçirgen hale gelir. Bu köpükleştiriciler çözelti içerisinde çok küçük hava kabarcıkları oluştururlar. Çözeltinin yoğunluğu azalarak hacmi artar. Model etrafına boşaltılan çözeltinin katılaşması ve daha sonraki kuruma işlemlerinde bu kabarcıklar birbirleri ile bağlantılanırlar. Böylelikle geçirgenlik artmış olur. Bu geçirgenlik miktarı çözelti hazırlanması sırasında karışıma ilave edilen hava miktarı ile orantılıdır. Antioch yöntemi: Yöntemde alçı kalıplar önce kısmen susuz sonra tekrar sulu hale getirilirler (dehidratlama ve rehidratlama). Böylelikle iğne biçimindeki alçı kristalleri yaklaşık olarak kum tanelerine benzer yuvarlak bir biçimde yavaşça tekrar kristalleşir. Poroz yapıya sahip olan kalıbın geçirgenliği artmış olur. 134
27 Antioch tipi alçı kalıpların geçirgenliklerinin yüksek olmasının yanısıra ısı kapasiteleri de yüksektir. Çünkü kalıp malzemesi %50 den fazla kum içerir. Ayrıca geleneksel kalıplamanın tersine büzülme olmaz. Hatta işlem sırasında hafif bir genleşme bile olur. Poroz yapısından dolayı kuru mukavemeti düşüktür. Kalıplama maliyeti yüksektir ve kalıp hazırlanışı için geçen süre uzundur. Ancak belirli bir geçirgenliği olduğu için döküm sırasında vakum veya basınca ihtiyaç duymaz. Kullanım Alanları Alçı kalıp ile üretilen parçalara örnek olarak jet motor kompresörleri, çeşitli elektrik donanım parçaları, çeşitli kauçuk ve lastik kalıplar verilebilir. Bu parçalar diğer kalıplama ve döküm yöntemleri ile üretilmek istenildiğinde işleme maliyetleri çok yüksek olduğu için alçı kalıp kullanılarak dökülmektedirler. Genel olarak alçı kalıba döküm yöntemi, kuyumcular tarafından da tercih edilen bir yöntemdir. Kuyumcuların dışında, diş hekimleri de bu yöntemi kullanmaktadır. Bazı sanatçılar ise alçı kalıba döküm yöntemi ile değişik çalışmalar yapmaktadırlar. Ayrıca, seramiği şekillendirme tekniklerinin endüstriyel anlamda baktığımızda alçı kalıba (alçı kullanılmasının sebebi alçının çamur içindeki suyu emerek çamurun yüzeye yapışmasını ve böylece kuruyup et kalınlığını sağlamasıdır.) döküm gibi seri üretime dayanan bir yöntem uygulanmaktadır. Alçı kalıpla şekillendirilecek ürün çamurun küçülme oranına göre teknik resmi büyütülerek çizilir ve alçı tornasında modeli hazırlanır. Alçı parçalar arasında parçaların birbirini tutmasını sağlayan pimler yerleştirilir. Alçı kalıp yapılırken alçı hazırlama detayları da önemlidir. Kalıplar boş döküm ve dolu döküme göre şekillendirilir. Geniş (servis tabağı, tepsi vb.) formlar dolu dökümle içi boş (kupa, fincan, pano vb.) formlar ise boş döküm ile şekillendirilir. Alçı kalıplarda diğer bir yöntem ise alçı kalıplar içerisine otomatik şablon (iç-dış) torna ile çamurun kuru preslenmesidir. 135
28 Alçı kalıba dökümün üstünlükleri: yüksek hassasiyette boyut toleransı sağlanır, çok düzgün yüzey ile yüksek kaliteli aluminyum, bakır ve çinko dökümleri yapılır Alçının ısı iletimi düşük olduğundan, soğuma yavaş ve üniform olur. Büyük kesit farklılıklarının bulunduğu karmaşık parçaların dökümü için uygundur. Hızlı soğumanın gerektiği bölgelerde soğutma plakaları yerleştirilebilir. Alçı kalıba dökümün sınırları: Alçı kalıpların en zayıf yönü gaz geçirgenliklerinin düşük oluşudur. (Geçirgenliği arttırmak amacıyla değişik teknikler geliştirilmiştir.) Bu yöntemle 10 kg dan daha düşük parçalar üretilebilir. Kalıplar kırılgandır. ÇALIŞMA SORULARI 1. Alçı kalıba döküm yöntemini anlatınız 2. Alçı kalıba döküm yönteminde gaz geçirgenliğini artırma yöntemleri nelerdir 3. Alçı kalıba döküm yönteminin üstünlükleri nelerdir 4. Alçı kalıba döküm yönteminin sınırlamaları nelerdir 136
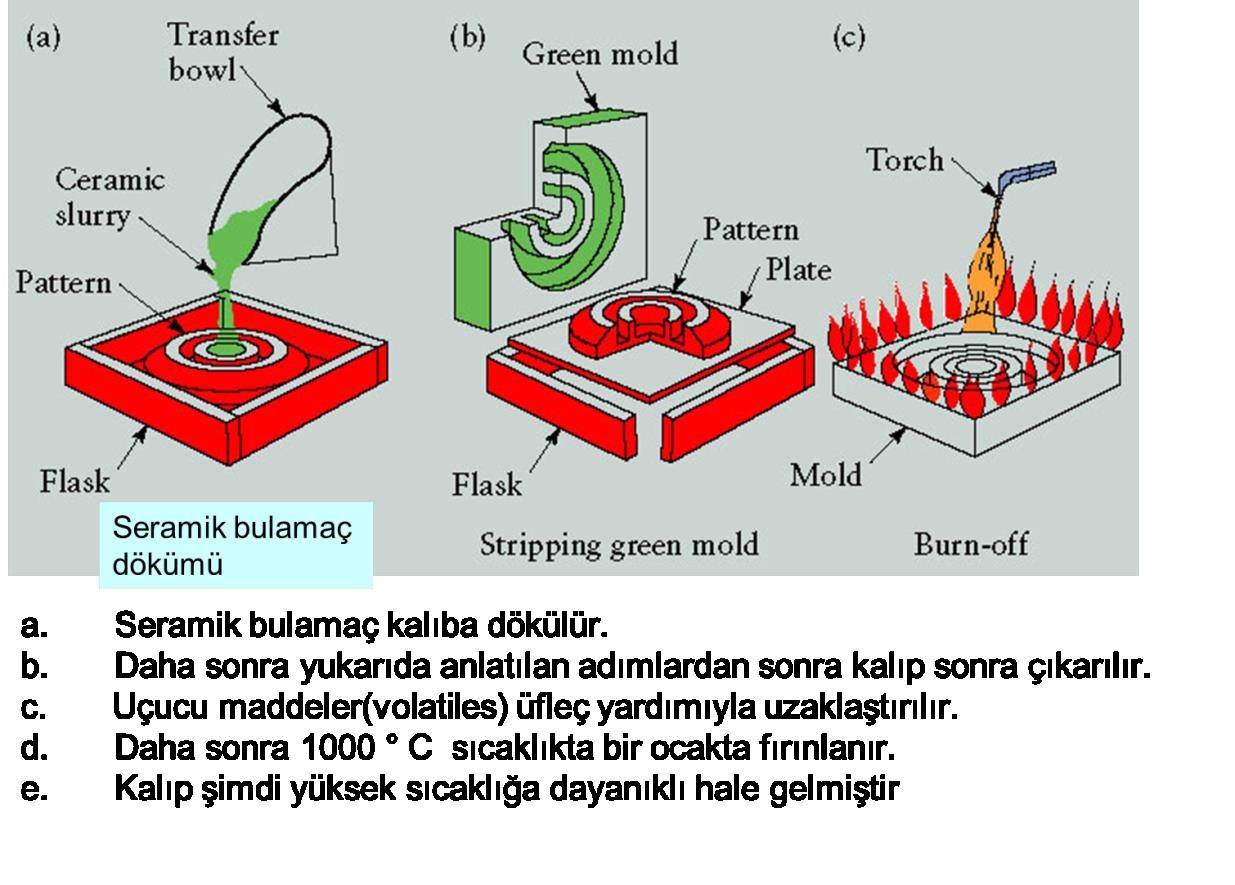
29 SERAMİK KALIBA DÖKÜM Seramik kalıba döküm yöntemi hassas döküm yönteminden türetilmiş olup, Diğer hassas döküm yöntemleri ile üretilemeyecek kadar büyük boyutlu parçaların veya parça sayısının çok az olduğu durumlarda tercih edilir. Farklı modellerin tekrar kullanılabilmesi ve yöntemin standart dökümhane imkanlarıyla uygulanabilmesi avantajlarıdır. Seramik kalıba dökümde hassas dökümde olduğu gibi boyut sınırlaması yoktur ve özellikle yüksek sıcaklıkta ergiyen metallerden karmaşık biçimli, yüzey kalitesi yüksek, boyutları hassas ve kusursuz döküm parçalarının üretilmesi mümkündür. Bu nedenle seramik kalıba döküm, boyut bakımından mum modellerin kullanılmasının mümkün olmadığı veya üretilecek parça adedi bakımından mum modelin üretiminde kullanılan metal kalıba yatırım yapmanın maliyet ve zaman bakımından uygun olmadığı durumlarda tercih edilir. Seramik kalıba döküm yönteminde kalıp malzemeleri, dökülebilen metal ve alaşımlar ve elde edilecekdöküm kalitesi gibi birçok özellikler açısından hassas döküm ile aynı özelliklere sahiptir. Tek önemli farkı, geleneksel kum kalıplama yöntemlerinde kullanıldığı gibi tekrar kullanılabilen modeller ile kalıplama yapılabilmesidir. Bu yüzden boyutsal hassasiyet ve yüzey düzgünlüğü hassas döküm kadar yüksek değildir. Hassas döküm veya seramik kalıba döküm yöntemlerinden birisinin seçimi dökülebilecek parça sayısına ve kalıplama maliyetine bağlıdır. Seramik kalıplama yönteminin en alt boyutu genellikle hassas döküm yönteminin en üst boyutudur. 137
30 138
31 ÇALIŞMA SORULARI 1. Seramik kalıba döküm yöntemini anlatınız 139
32 HASSAS DÖKÜM İngilizce de Invesment Casting, Ceramic Shell Casting (seramik kabuk dökümü) veya Lost Wax Process (kaybedilmiş mum prosesi), Almanca da Feinguss veya Schalenguss, Fransızca da ise Fonde a Cire Perdue ismiyle anılan hassas döküm asırlardan beri bilinen çok eski bir döküm yöntemidir. Yöntemin günümüzden 3000 yıl önce Mısır da ve Şang Hanedanı döneminde Çin de kullanıldığı bilinmektedir. Hassas döküm tekniğinin prensibi, mum ve benzer modeller kullanılarak hazırlanan kalıpların ısıtılması ve eriyen model malzemesinin kalıptan dışarı akıtılarak kalıp boşluğunun oluşturulmasıdır. Hassas döküm teknikleri temelde ikiye ayrılır: Hassas Kabuk Döküm (Investment Shell Casting) tekniğinde, seramik harç çok ince bir kabuk şeklinde modelin etrafını örterken, Dereceli Hassas Döküm (Investment Flask Casting) tekniğinde ise bir kabın içindeki kalıp boşluğu haricindeki tüm hacim seramik/alçı malzeme ile doldurulur: 1- "Hassas Kabuk Döküm" (Investment Shell Casting): Öncelikle, metalden dökülmesi istenilen parçanın mum veya benzeri bir malzemeden modeli hazırlanır. Genellikle alüminyum (kuyumculukda ise silikon) bir kalıp imal edilir ve plastik enjeksiyon yöntemi ile istenildiği kadar mum model elde edilir. (Döküm sonrası soğuma ve büzülme tahmini yapılarak model aslından biraz büyük imal edilebilir) 140
33 (1) Parçalar yine mumdan yapılmış bir gövdeye yapıştırılarak "mum salkım" hazırlanır. Mum malzeme, C arasında olabilen düşük ergime sıcaklığına sahip ve seramik kabuğu çatlatmaması için düşük ısıl genleşme özelliğine sahip bir malzemedir. (2) Model, seramik banyosuna batırılarak (sulu alçı görünümünde bir sıvı) çevresine ince bir tabaka kaplanması sağlanır. Seramik tabaka kuruyup katılaşıncaya kadar bir fırında bekletilir. Yeteri kalınlıkta seramik kaplanıncaya kadar son iki işlem tekrarlanır. Dış tabakalarda daha kalın seramik tozu kullanılır. (3) Dış yüzeyi sert seramik kaplı parça bir fırına sokularak mum modelin eriyip dışarı akması sağlanır. Seramik malzeme ise yüksek sıcaklığa dayanıklı olduğundan şeklini muhafaza eder. Bu esnada mum modelin akarak çıkmayan kısımları da tamamı ile buharlaşır. Ardından, fırın sıcaklığı yükseltilerek belli bir süre içinde seramik kabuk pişirilerek sinterlenir ve sonraki döküm işlemlerine dayanacak şekilde mukavemetinin artması sağlanır. (4) Mum salkımdan kalan boşluğa (daha önce bırakılmış bulunan bir ağızdan) ergimiş halde metal dökülür. 141
34 (5) Metal soğuyup katılaştıktan sonra darbe ile seramik kabuk kırılarak parça ortaya çıkarılır. (6) Parçalar ana gövdeden dairesel bir testere ile kesilerek alınır, bir başka değişle göbek bağları kesilir. Ardından, gerekli çapak alma, temizleme ve yüzey parlatma işlemleri yapılır. Son olarak ise kalite kontrol işlemleri yapılır. Dökümde tahmin edilemeyen boyutsal çekme veya çarpılmalar varsa bunu yok edecek şekilde mum modeller tekrar tasarlanıp üretilebilir 2- "Dereceli Hassas Döküm" (Investment Flask Casting ): 1- Mum modeller model ağacına eritilerek yapıştırılır 142
35 2- Silindirik bir gömlek (fanus) model ağacı etrafına geçirilir. 3- Gömlek ile model ağacı arasındaki tüm boşuklara alçı/seramik karışımı dökülür. 4- Fırında ısıyla karışım kurutulur ve kalıp ters çevrilerek içindeki mum modellerin eriyip akması sağlanır. 5- Sıcak kalıp ergimiş metal ile doldurulur. Vakum veya merkezkaç kuvvetiyle döküm kolaylaştırılabilir. 143
36 6- Basınçlı su püskürterek kalıp malzemesi temizlenir ve soğutulur 7- Döküm ağacından koparılan parçalar malzeme giriş çapakları temizlenerek döküm sonrası kullanıma hazır hale getirilirler. Uygulama Alanları: Hassas döküm tekniği 2. Dünya Savaşına kadar ticari olarak sadece kuyumcu ve dişçiler tarafından uygulanmış; daha sonra özellikle uzay, havacılık ve savunma,tıbbi ve ortopedik cihaz, otomotiv ve motor, tekstil, mekanik ve elektromekanik sanayinde hassas parçalara duyulan ihtiyaç, yöntemin endüstriyel uygulamasını yaygınlaştırmıştır. Hassas Dökümün Olumlu Yanları: Hassas Dökümün olumsuz yanları: Küçük ve karmaşık biçimli parça üretimi uygundur. Boyut hassasiyeti ve yüzey kalitesi mükemmeldir. Genellikle ek işlemlere gerek kalmadığından, işlenmesi güç malzemelerin dökümünde tercih edilir. Kalıp tek parçalı olduğundan parça yüzeyinde bölüm düzleminin izi kalmaz. Her bir parça için ayrı bir modelin üretilmesi gerekir. Yöntem mekanizasyona uygun olmayıp, üretim hızı ve kapasitesi düşüktür. Model ile kalıp malzemelerinin pahalı olması ve üretimin çok sayıda işlem içermesi nedeniyle parça maliyeti yüksektir. Sadece 5 kg dan küçük parçaların dökümüne uygundur. Mum tekrar tekrar kullanılabilir. 144
37 ÇALIŞMA SORULARI 1. Hassas döküm nedir çeşitleri ile anlatınız 2. Hassas dökümün üstünlükleri nelerdir 3. Hassas dökümün dezavantaları nelerdir DOLU KALIBA DÖKÜM - FULL-MOLD CASTING Sıvı metalin, köpük modeli buharlaştırması esasına dayanan dolu kalıba döküm yöntemi özellikle otomotiv, gemi ve makine imalat sanayilerine yönelik parçaların üretiminde yaygın olarak kullanılmaktadır. 145
38 Dolu kalıba döküm yönteminde köpük modeller, bağlayıcı içermeyen kum içerisine yerleştirilerek döküm yapılmaktadır. Köpük modellerin yapımında, Polistiren (PS), Polimetilmetakrilat (PMMA) veya ikisinin belirli oranlarda karıştırılması ile elde edilen karışım polimerleri kullanılır Bu yöntemde, yolluklar, çıkıcılar ve diğer tüm kalıp elemanları köpükten yapılır ve kumda kalıplanır. Modelin kalıptan çıkarılması söz konusu olmadığından, kalıbın iki parçalı yapılmasına, modele eğimler verilmesine ve maça kullanılmasına gerek kalmaz.. Kalıplama tamamlandıktan sonra modelin dıştan ulaşılabilen kısımları bir gaz alevi ile yakılır. Modelin kalan kısımları sıcak metal ile temas sırasında artık kalmayacak şekilde yanar. Sıvı metal, hidrokarbonlar içeren yanma gazlarının herhangi bir patlamaya neden olmaması için, başlangıçta yavaş yavaş dökülmelidir. Dolu kalıba döküm tekniği, özellikle sadece bir adet üretilecek büyük parçaların dökümünde de kullanılmaktadır. Örneğin, otomotiv endüstrisinde kullanılan pres kalıpları bu yöntemle üretilmektedir. İŞLEM KADEMELERİ a) Köpük Modellerin üretimi, b) Buhar vasıtasıyla köpük tanelerin ön şişirilmesi, c) Ön şişirilmiş köpük tanelerin kalıplar içinde arzu edilen şekle getirilmesi, d) Köpük model parçaların bir araya getirilerek yapıştırılması, e) Köpük modelle aynı malzemeden imal edilmiş olan yolluk ve besleyici sisteminin modelle birleştirmesi ile beraber döküm salkımın oluşturulması, f) Köpükten yapılmış olan döküm salkımın sıvı refrakterle kaplanması ve kurutulması, g) Refrakterle kaplı köpük döküm salkımın döküm derecesi içine yerleştirilmesi ve bağlayıcı içermeyen kumla döküm derecesin doldurulması, 146
39 h) Ergimiş metalin döküme hazırlanması ve döküm işlemin gerçekleştirilmesi, i) Döküm parçasının katılaşmasından sonra kaplama refrakterin yüzeyden uzaklaştırılması ve parçanın temizlemesi. Köpük Modellerin Üretimi Köpük modellerin üretimi, iki ana kademede gerçekleşmektedir; ilk olarak önşişirme ile polimer taneleri istenilen yoğunluğa ulaştırılmaktadır, ikinci aşamada ise önşişirilmiş polimer taneleri, kalıp içerisinde arzu edilen model şekline getirilmektedir. Önşişirme ve kalıplama aşamalarının arasında ise olgunlaşma ara kademesi mevcut olup taneler, kalıplamaya gitmeden önce, uygun koşullar altında 2 saat süresince bekletilmektedir. Bu işlemin amacı, önşişirmeden gelen polimer tanelerinin soğuması sırasında, tane içindeki şişirici etken olan pentanın yoğunlaşması nedeniyle meydana gelen tane iç kesitlerindeki negatif basıncın dengelenmesidir. Eğer taneler olgunlaştırma evresinden geçirilmez ise yassılaşmakta ve köpük modelin yüzey kalitesini bozabilmektedir. Olgunlaşmanın devamında ise önşişirilmiş polimer taneleri kalıp içerisine hava yardımıyla doldurulur. Köpük Model Yapımı Kalıp ise genellikle Al esaslı bir alaşımdan yapılmış, üzerinde su buharının geçişine imkan veren hava deliklerinin bulunduğu bir düzenektir. Kalıbın içi yeterli miktarda polimer tanesi ile doldurulduktan sonra kalıbın yüzeyine su buharı yollanır. Su buharının kalıp içinden geçişiyle beraber, önşişirilmiş polimer taneleri yumuşar ve taneler arası boşlukları dolduracak biçimde şişerler. 147
40 En son kademede ise polimer taneleri birbirlerine kaynayarak köpük modeli oluştururlar. Kalıplama aşamasını devamında köpük modelde oluşabilecek artık şişme sorununu ortadan kaldırabilmek için köpük modelin süratle soğutulması gerekmektedir, bu ise genellikle kalıbın arka yüzeyine su püskürtme veya vakum uygulama ile yapılabilmektedir. Hedeflenen sıcaklığa inildiğinde kalıp açılır. Köpük model pnömatik veya mekanik bir itici vasıtasıyla dışarı çıkartılır. 2. Modelleri boyutsal kararlılık için yaşlandırma a. Model oluşturmak için kullanılan köpük malzeme tipik bir döküm gibi çekintiye uğrar. b. Modeller 5 ila 7 günlük bir zaman diliminde oda sıcaklığında yaşlandırılır. c. Modelleri daha çabuk kullanabilmek için bir kurutma fırınında yaşlandırma işlemine tabi tutulur. 3. Modelin birleştirilmesi Köpük model parçaların bir araya getirilerek yapıştırılması Köpük modeller genellikle birçok parçadan meydana gelmektedir. Bu sebepten dolayı köpük model ve yolluk sisteminin birleştirilmesinde yapıştırıcılardan yararlanılır. Yöntemin bu kademesine köpük modelin toplanması adı verilir. En yaygın köpük model yapıştırıcısı, sıcak ergimiş yapıştırıcıdır. Köpük model yapıştırıcılarının klasik sıcak ergimiş yapıştırıcılara göre daha düşük sıcaklıklarda kullanılabilir olması gereklidir. Köpük modellerin yapıştırılması aşamasında, boyutsal kararlılığın devamlılığı ve ekleme kalitesinin istenen seviyede tutulabilmesi için otomatik makinelerden yararlanılır. Yapıştırma ile köpük döküm salkım hazırlanmış olur. 4. Yolluğa Birleştirme, salkım oluşturma 148
41 Köpük modelle aynı malzemeden imal edilmiş olan yolluk ve besleyici sisteminin modelle birleştirmesi ile beraber döküm salkımın oluşturulması 5. Seramik Kaplama Köpük döküm salkım hazırlandıktan sonra genellikle refrakter bir kaplamaya tabi tutulur. Yapılan refrakter kaplama sıvı metalin kuma girişini engellemekte ve polimerin pirolizi esnasında açığa çıkan sıvı ve gaz atıkların denetimli olarak uzaklaştırılmasını sağlamaktadır. Buna ilave olarak, refrakter kaplama kullanımı döküm sırasında sıvı metalin kalıba kesintili doldurulması halinde, bağlayıcı içermeyen serbest kumun çökerek yolluğu tıkamasını engeller. Kaplamalar, genellikle su bazlı olarak, refrakter tozların kullanımı ile üretilmektedir. Köpükten yapılmış olan döküm salkımın sıvı refrakterle kaplanması Kaplama işlemi, döküm salkımının üzerine boşaltma, daldırma veya püskürtme tekniklerinin birinin kullanımı ile yapılabilmektedir. 149
42 Burada dikkat edilecek husus refrakterin taşıyıcı veya bağlayıcısının köpük malzeme ile uyumlu olmasıdır. Bu nedenle hidrokarbon ve klorlu çözücü içeren refrakter kaplama malzemesinin, PS esaslı köpük modellerde kullanımı uygun değildir. Kaplamadan sonra döküm salkım hemen kurutulmalıdır, aksi taktirde döküm ürününde gözeneklilik veya yüzey hatalarının oluşma riski çok yüksektir. Döküm salkım üzerindeki kaplamanın kalınlığı, ağırlık tayini tekniği veya optik mikroskop altında inceleme yapılarak belirlenebilir. 6. Kurutma Döküm salkımın refrakterle kaplandıktan sonra kurutulması 7. Kalıplama Köpük döküm salkım, refrakter kaplamadan sonra tek parçalı bir döküm derecesi içerisine yerleştirilir ve bağlayıcı içermeyen kumla genellikle yağmurlama sistemi kullanılarak desteklenir. 150
43 Refrakterle kaplı köpük döküm salkımın döküm derecesi içine yerleştirilmesi ve bağlayıcı içermeyen kumla döküm derecesin doldurulması, Kum dolum aşamasında döküm derecesine yüksek frekanslı titreşim verilerek, kumun sıkışması sağlanır. Bu işleme, köpük modelin kumla desteklenmesi denir. 8. Metal Döküm Döküm salkım, kum ile desteklendikten sonra döküm işlemi yapılabilir. Döküm esnasında oluşabilecek olan kesinti, serbest haldeki kumun döküm boşluğunu tıkaması riskini de beraberinde getirmektedir. Bu nedenle, döküm sırasında sabit ve devamlı döküm hızını sağlayacak olan otomatik döküm potalarının kullanımı gereklidir. 151
44 Sıvı metalin döküme hazırlanması ve döküm işlemin gerçekleştirilmesi, 9. Temizleme Döküm parçasının katılaşmasından sonra kaplama refrakterin yüzeyden uzaklaştırılması ve parçanın temizlemesi. Dökümden sonra parça, temizleme ve bitirme işlemlerine yollanır. Döküm kumu ise soğutularak sisteme geri verilir. 152
45 ÇALIŞMA SORULARI 1. Dolu kalıba döküm ile Hassas Döküm işlem adımlarını karşılaştırınız? 2. Dolu kalıba döküm işlem aşamaları ile anlatınız 3. Dolu kalıba dökümün kum kalıba göre üstünlükleri nelerdir 4. Dolu kalıba dökümde seramik kaplama nedir? Neden ve nasıl yapılır? Açıklayınız 5. Dolu kalıba döküm yöntemini açıklayıp, uygulama alanlarına örnekler veriniz? KALICI KALIPLARA DÖKÜM KOKİL KALIPLAR Karmaşık biçimli, boyut toleransları dar ve çok sayıda üretilecek parçalar için tercih edilir. Dökülecek metalin gerektirdiği refrakterliğe sahip olması gereken kalıp malzemesi olarak genellikle özel kalite dökme demir veya çelik kullanılır. Düşük sıcaklıkta eriyen metallerin dökümü için bronz da kullanılmaktadır. Kokil dökümde tek bir kalıpla demir esaslı malzemelerden , alüminyum gibi düşük sıca klıkta eriyen malzemelerden ise e kadar parça dökülebilir. Metal kalıcı kalıba döküm yönteminde katılaşma sırasındaki soğuma, kum kalıplardan daha hızlı olduğu için iç yapı daha ince tanelidir. Boyut hassasiyeti 0,25 mm olup, parça yüzeyleri temizleme işlemi gerektirmeyecek kadar yüksek kalitelidir. 153
46 Metal kalıplarda kullanılan maçalar metal, kum veya alçıdan yapılabilir. Metal olmayan maçaların kullanılması halinde yöntem yarı kalıcı kalıba döküm olarak adlandırılır. Kalıp ömrünü arttırmak için kalıp boşluğu refrakter malzemelerle kaplanır ve bu sayede parçanın kalıptan çıkarılması da kolaylaşır. Kokil kalıplar genellikle açılıp kapanan iki veya daha çok parçadan oluşur. Kalıp kapandıktan sonra oluşan boşluğa sıvı metal dökülür ve katılaşmadan sonra kalıp açılarak parça çıkarılır. Bu işlemler elle yapılabileceği gibi, otomasyon ile makinalar tarafından da yapılabilir. Kalıp üretiminde kalıp boşluğu ve diğer kanallar işlenerek açılır. Kalıp malzemesi geçirgen olmadığından hava kanallarının da açılması zorunludur. Kokil kalıp tasarımı büyük deneyim ister. Metal kalıpların kesit kalınlığının belirlenmesinde ısı girdi ve çıktılarının dikkate alınması gerekir. Çünkü bu yöntemlerin başarısı kalıbın sürekli çalışma sıcaklığına bağlıdır. Kalıp kesit kalınlıkları genellikle mm arasında seçilir. Genellikle demir dışı metallerin dökümünde kullanılan kokil döküm yöntemiyle üretilen parçalara örnek olarak soğutucu kompresör gövdeleri, hidrolik fren silindirleri, biyel kolları, oyuncaklar ve mutfak eşyaları gösterilebilir. 154
47 Avantajları İnce taneli iç yapı sayesinde mekanik özellikleri daha iyidir. Katılaşmanın ve soğumanın çok hızlı oluşu, daha sık ve ince bir yapının elde edilmesini sağlar. Çekme gerilmesi ve akma sınırı artar. Daha fazla sertlik ve tokluk elde edilir. Döküm süresi kısalır. Hassas boyut toleransları sağlanabilir. Karmaşık parçaların üretimi mümkündür. Parçanın yüzey kalitesi iyi olup, temizleme masrafları düşüktür. Seri üretim için ekonomik bir uygulamadır. Çok fazla parça dökmek maliyeti düşürür Gaz kabarcığı ve karıncalanma gibi hatalar meydana gelmez. Ölçü değişimi daha az olduğu için hassas toleranslar ve işleme payları verilir. Kokil ile alaşımların sıcaklıklarının ayarlanması ile elde edilecek parça sertlikleri ayarlanabilir. Küçük bir alanda fazla miktarda üretim sağlanır. Dezavantajları Kokil kalıp pahalı olduğundan yöntem ancak seri üretimde ekonomiktir. Yöntem düşük sayıda parça üretiminde çok pahalı hale gelir. Bu yöntemle her malzeme dökülemez. Bütün alaşımlar metal kalıpta dökülmeye uygun değildir. Sadece küçük parçaların üretimi için uygundur. Bazı şekillerin bu yöntemle üretimi olanaksızdır, buna ya mala yüzeyinin ( ayırma yüzeyi ) yeri veya dökümün kalıptan çıkarılışındaki zorluk neden olmaktadır. Basınçlı Döküm Sıvı metalin çok yüksek basınç altında metalden yapılmış bir kalıba doldurulması esasına dayanır. Uygulanan basınç sayesinde fazla miktarda sıvı metalin kalıba çok hızlı bir şekilde doldurulması sağlanır. Katılaşma tamamlanıncaya kadar basınç uygulanmaya devam edilir ve ardından kalıp açılarak itici çubuklar yardımıyla parça kalıptan çıkarılarak işlem tamamlanır. Bu yöntem sayesinde çok karışık şekilli parçaların dökümü mümkün olur. Genellikle dökülecek malzemelerin erime sıcaklığı 1000 ºC nin altındadır. İşlemler tamamıyla makinalar tarafından gerçekleştirildiği için yüksek üretim hızlarına erişilebilir ( parça/saat). Kullanılan basınç atmosfer arasında değişir. 155
48 İşlem sonucu elde edilen parçalara genellikle talaşlı işlemeye lüzum kalmaz. Ayrıca parçaların yüzeyleri hızlı soğuma sonucunda ince taneli ve mukavemetli olurlar. Kalıplar pahalı olduğundan dolayı bu yöntem genellikle 5000 parçanın üstünde üretim yapılacaksa uygundur. Kalıp malzemesi olarak dökme demir, karbonlu çelik, alaşımlı çelik ve bazen de demir dışı malzemeler kullanılabilir. Dökülen metalin erime sıcaklığı yüksek ise alaşımlı çelik kalıplar, düşük ise karbonlu çelik kalıplar kullanılır. Basınçlı dökümde kurşun, kalay, çinko, alüminyum ve magnezyum alaşımları kullanılır. Kalıplar genellikle çift parçalıdır ve üzerlerinde parçaları çıkarabilmek için itici çubuklar vardır. Kalıpların sıcaklığının sabit kalması için genellikle su ile soğutulur. Hem kalıp ömrü artar hem de katılaşma esnasında hızlı soğuma sağlanır Yöntemin Üstünlükleri; Karmaşık biçimli küçük parçaların dökümüne uygundur. İnce cidarlı parçalarda kalıbın tam olarak dolması sağlanır. Üretim hızı yüksektir. Yüzey kalitesi ve boyut hassasiyeti çok yüksek olduğundan ek bitirme işlemlerine genellikle gerek kalmaz. Hızlı soğuma sonucu oluşan ince taneli içyapının mekanik özellikleri iyidir Alüminyum alaşımları gibi bazı alaşımlar, hızlı katılaşma neticesinde daha ince tane yapısı oluşturduğundan, diğer yöntemlerle üretilmiş ürünlere göre daha yüksek mekanik özellikler gösterirler. Yöntemin Sınırları; Sadece küçük parçaların üretimi mümkündür. Kalıp tasarımı güçtür. Döküm makinası için yüksek bir ön yatırım gereklidir. Kalıp masrafı nedeniyle ancak seri üretimde ve çok sayıda parça için ekonomiktir. Yüksek sıcaklıkta eriyen malzemelerin dökümü yapılamaz. Soğuk Hazneli Basınçlı Döküm Yüksek sıcaklıkta ergiyen ve makinanın çalışan parçaları ile sürekli temas halinde bulunması sakıncalı olan alaşımlarda (bakır, alüminyum ve magnezyum alaşımları) soğuk hazneli basınçlı döküm yöntemi kullanılır. Bu yöntemde ocakta eritilen metal bir kepçe yardımıyla istenilen miktarda alınarak hazneye konulur. Sonra piston bu erimiş metali sıkıştırarak kalıba doldurur ve katılaşma işleminin sonuna kadar basınç uygulanmaya devam eder. Ardından sıcak haznelide olduğu gibi kalıp ayrılır, iticiler yardımıyla parça çıkarılır ve işlem devam eder. 156
49 Sıcak Hazneli Basınçlı Döküm Kalay kurşun ve çinko gibi düşük sıcaklıkta eriyen metallerin dökümünde kullanılan yöntemdir. Bu yöntemde hazne potanın içinde bulunur. Kaz boynu şeklindeki yolluk, ergimiş metalin potadan metal kalıp içine basınçlı olarak dolmasını sağlar. Katılaşma tamamlanıncaya kadar basınç uygulanmaya devam eder. Ardından kalıp açılır ve itici çubuklar tarafından parça kalıptan ayrılır. Düşük basınçlı döküm Düşük basınçlı döküm yöntemi, kalıp doluşunun yerçekimi etkisiyle gerçekleştiği döküm yönteminden enjeksiyon adımı ve dolum sonrası katılaşma esnasında kalıp içindeki metalde pozitif bir basınç uygulanması yönünde ayrılır. Düşük basınçlı döküm yönteminde, sıcak ve soğuk kamaralı yüksek basınçlı döküm yöntemlerdeki MN/m 2 basınçlardan farklı olarak 40 kn/m 2 gibi bir basınç uygulanan bir yöntemdir Bu yöntemin geleneksel döküm yöntemlerine göre avantajı; hazneden kalıba dolan sıvı metalin atmosfere açık sıvı metale göre daha temiz olmasıdır. Bu sayede gaz gözenekleri ve oksitlenme asgariye indirilirken, mekanik özellikler iyileşir 157
50 Vakum basınçlı döküm Bu yöntem prensip olarak düşük basınçlı dökümle benzerlik gösterir. Kalıbın içerisindeki basınç bir vakum pompası ile düşürülür ve bu oluşan basınç farklılığı sıvı metalin kalıba girmesini sağlar. Bu yöntemle daha az türbülans oluştuğundan diğer yöntemlere göre daha az gaz boşluğu meydana gelir. Bu sayede üretilen parçanın daha sonra ısıl işlem görebilecek bir yapıda olmasını sağlayan özel bir yöntemdir Genel olarak prensibi düşük basınçlı dökümle aynıdır. Farkı; hava basıncının sıvı metalin altından pozitif yönde uygulanması yerine, kalıptaki hava basıncını vakumla düşürülmesi ve sıvı metalin kalıba dolmasının sağlanmasıdır. Alçak basınçlı döküm yerine vakumun kullanılmasının çeşitli avantajları vardır; gaz gözenekleri ve ilgili kusurlar azaltılır ve bu sayede daha yüksek dayanımda döküm parçası elde edilir. Sıkıştırma Döküm-Squeeze Casting Şekilde görüldüğü üzere sıvı metal açık bir kalıp içerisine yerçekimi etkisiyle oldurulur. Kalıbın diğer yarısının kapanmasıyla, sıvı metal sıkışarak kalıbı tamamen doldurur. Kalıp içerisinde sıvı metalin hareketi az olduğundan, metal akışkanlığının yüksek olması gerekmez. Böylece diğer yöntemlerle dökülemeyen dövme alaşımları bu yöntemle dökülebilir. Bu döküm işleminde; sıvı metal hacmi, sıvı metal sıcaklığı ve uygulanan basınç ( MPa) önem teşkil eder 158
51 belli miktardaki sıvı metale tek bir dövme vuruşu uygulanmasıyla parça üretilebilen bir döküm tekniği olarak, tanımlanabilir. Bu yöntemle döküm ve dövme işlemlerinin getirdiği iyi özellikler birleştirilmiş olur. Dövmeden sonraki sürekli sıkıştırma işlemi, yapıda bulunan inklüzyonların kırılmasını, mikro gözeneklerin kaynayıp parçayı daha homojen hale getirmesini sağlar. Küçük boyutlu otomatik bir makinede gerçekleştirilen işlem, basıncın direkt etkisi sonucu ergimiş metalin tümünün kullanılması, daha az enerji maliyeti, yollukların ortadan kaldırılmış olması ve dolayısıyla mekanik işleme maliyetinin düşük oluşu açılarından, diğer döküm yöntemlerine göre ekonomik olmaktadır. Dökümde mükemmel mekanik özellikler elde etmek, boşluksuz ve ince bir yapı elde edilmesiyle, bu da yavaş düzgün bir dolum ve sıvı metalin kapalı bir kalıp içerisinde yüksek basınç altında katılaştırılmasını kapsayan sıkıştırma dökümle mümkündür. Sıkıştırma dökümle üretilmiş parçalar diğer yöntemlerle üretilmiş ürünlerden daha iyi mekanik özelliklere sahiptir. Thicocasting ve Rheocasting Kısmen katılaşmış alaşımların basınçlı dökümde şarj malzemesi olarak kullanılması, döküm endüstrisinde son yılların araştırma konularından biri olmuştur. Yarı katı metal çamur çok düşük vizkozite gösterir ve bir bıçak kullanılarak kolaylıkla kesilebilmektedir 159

52 Katı sıvı çamurunun doğrudan basınçlı döküm makinesine beslenmesine «Rheocasting» çamurun önceden kalıplara dökülerek şekillendirilmesi sonra katı sıvı sıcaklığına tekrar ısıtılarak dökülmesine «Thixocasting» adı verilir. Yöntemin başlıca avantajları ise : Enerji verimliliği artar Pres döküm pratiği açısında kalıp problemleri azalır. Kalıp ömrü artar. Katılaşma için gerekli süre azalacağından döküm süresi kısalır, üretim hızı artar. Döküm kalitesi daha yüksek olur, çünkü ; Alaşım kalıba kısmen katılaşmış durumda girdiğinden daha az çekilme porozitesi oluşur ve mevcut olan porozite üniform dağılır. Kısmen katılaşmış alaşım, tamamen sıvı olandan daha viskoz olduğu için kalıp boşluğuna girerken daha az ( saçılma ) meydana gelir ki bu da dökümde kalan havanın azalmasına neden olur. Dolayısıyla gaz poroziteleri sorunu çok azalır veya kalmaz. 160
53 DEZAVANTAJLARI İşlem şartlarının sıkı şekilde kontrolü Nispeten yüksek yatırım maliyeti Nispeten daha uzun çevrim zamanı POTANSİYEL UYGULAMALARI İşleme ve son işçiliklerin azaltılması için kokil kalıp parçaların yerine kullanım Ana fren silindiri, kompresör gövdeleri gibi basınç sızdırmaz parçalar Motor bağlantı parçası ve biyel kolu gibi yüksek mukavemetli parçalar Kompresör pistonu, fren kampanası, vites kolları gibi ötektiküstü alaşımlardan yapılmış aşınmaya dirençli parçalar Aşırı işlem gerektiren dövme parçalar 161
54 162
55 ÇALIŞMA SORULARI 1. Kalıcı kalıplara dökümü sınıflandırınız 2. Kokil döküm nedir yararları nelerdir 3. Kokil dökümün sınırlamaları nelerdir 4. Basınçlı döküm nedir yöntemin üstünlükleri nelerdir 5. Basınçlı döküm nedir yöntemin sınırlamaları nelerdir 6. Soğuk hazneli ve sıcak hazneli döküm prosesi nedir iki yöntemi karşılaştırarar hangi metal 7. ve alaşımlarının dökülebileceğini yazınız 8. Düşük basınçlı döküm nedir? 9. Düşük basınçlı döküm ile vakum basınçlı dökümü karşılaştırınız 10. Sıkıştırma dökümü anlatınız 11. Thixocasting ve rheocasting döküm yöntemlerini anlatınız 12. Thixocasting ve rheocasting döküm yöntemlerininin avantajları nelerdir 13. Thixocasting ve rheocasting döküm yöntemlerininin dezavantajları nelerdir 163
56 SAVURMA DÖKÜM Savurma döküm yönteminde sıvı metal, bir eksen etrafında döndürülen kalıplar içine dökülerek biçimlendirilir. Merkezkaç kuvvetlerinin oluşturduğu basınç, metalin kalıp cidarına homojen olarak dağılmasını, parçanın dışının kalıbın iç şeklini almasını sağlar. Oluşan yüksek merkezkaç kuvveti sayesinde dökülen sıvı metal içinde bulunan düşük yoğunluklu kum ve cüruf tanecikleri, metal olmayan kalıntılar ve gazlar dönme eksenine doğru sürüklenir. Dolayısıyla bu yöntemle parça yüzeyinin gözeneksiz temiz ve ince taneli olarak elde edilmesi mümkün olur. Savurma döküm yöntemi üçe ayrılır: 1. Gerçek Savurma Döküm 2. Yarı Savurma Döküm 3. Savurmalı Döküm Gerçek Savurma Döküm: İç boşluklar maça kullanılmadan elde edilebilir. Bu yöntem boru üretiminde yaygın olarak kullanılır. Parçanın istenilen kesit kalınlığı, kalıp içine dökülen sıvı metalin miktarının ayarı ile mümkündür. Dönme ekseni yatay veya düşey açılı olabilir. Dökülecek parça sayısı az ise kalıplar kum esaslı malzemeden yapılır. Seri Üretimde ise su ile soğutulan metal kalıplar kullanılır. 164


57 Yarı Savurma Döküm: Dönel simetriye sahip, ancak iç boşluk içermeyen tekerlek ve dişli taslakları gibi parçaların üretiminde kullanılır. Genellikle düşey olan dönme ekseni aynı zamanda parçaların dönel simetri ekseni olup, kalıplar birkaç parça üst üste dökülebileceği şekilde düzenlenebilir. Kalıplar yaş kum, kuru kum, metal veya diğer uygun malzemelerden yapılabilir. Cüruf, oksit, kum gibi pislikler orta kısımda toplanır. Bu olay yoğunluk farkından yararlanılarak gerçekleşir. Yoğunluğu fazla olan dışarı çıkar, az olan ise ortada toplanır. Savurmalı Döküm: Parçalara ait kalıp boşluklarının kalıp dönme ekseninin dışına yerleştirilmesi bu tip dökümün özelliğidir. Metal, aynı zamanda dönme ekseni olan düşey bir yolluktan beslenir ve yatay yolluklardan geçerek kalıp boşluğuna ulaşır. ÜSTÜNLÜKLERİ Boru ve bunun gibi parçalar maça kullanılmadan dökülebilir. Gözeneksiz ve temiz bir içyapı elde edildiğinden, bu yöntemle dökülen malzemenin mekanik özellikleri diğer yöntemlerdekinden daha üstündür. Parça toleransları dar, yüzeyleri kalitelidir. Yolluk sistemi olmadığından, hurdaya atılan malzeme çok azdır. Kalıbın ince kesitli bölümleri kolaylıkla dolar. Erimiş metali besleme hızı yüksek olduğundan, döküm sıcaklığı düşük seçilebilir. SINIRLARI Dökülebilen parça biçimleri sınırlıdır. Döküm makinesi yüksek bir yatırım gerektirir. Yoğunlukları farklı olan bileşenler içeren alaşımlarda ağırlık segregasyonu görülebilir. 165
58 ÇALIŞMA SORULARI 1. Savurma döküm nedir kaç tipi vardır 2. Savurma dökümün yararları nelerdir 3. Savurma dökümün sakıncaları nelerdir SÜREKLİ DÖKÜM Bu yöntem dolu veya içi boş, uzun parçaların elde edilmesinde uygulanır. Sıvı madenin su ile soğutulan bir kokil kalıp içinden geçirilerek, katı hale dönüşmesini sağlayan işlemdir. Sürekli olarak akan maden kokil kalıbın biçimini alarak katılaşır. Bu şekilde «Sürekli Döküm» meydana gelmiş olur. Dökülen parçaların bazıları, potaya alınan sıvı maden miktarına göre sınırlanır. Buna «Yarı Sürekli Döküm» denir. Bazı uygulamalarda, özellikle hafif alaşımlarda sonsuz boylarda parçaların dökümü yapılır. Bu da «Tam Devamlı Döküm» adını alır. Sürekli döküm yönteminde, prensipte birbirinin aynı olan, farklı uygulamalara gidilmiştir. Katılaşmanın gerçekleştiği kalıp sabit konumlu olduğunda, yöntem bu kalıbın duruş şekli ve katılaşan metalin çekiliş yönüne bağlı olarak ; Düşey sürekli döküm Yatay sürekli döküm Eğik sürekli döküm, adlarını almaktadır. Sürekli döküm için son derece otomatik bir işlem ve döküm ürünlerinde mümkün en iyi kaliteyi sağlamak amacıyla geliştirilen yöntemlerde, özellikle kontrol altında tutulması gereken parametreler; 1) Döküm hızı, 2) Döküm sıcaklığı, 3) Soğutma şartları, 4) Metalin akışı, 5) Kalıp yağlanmasıdır. Sürekli dökümde katılaşma süresince soğutma şartlarının değişmemesi, katılaşma yüzeyinin kalıp içindeki konumu ve şeklinin hep aynı kalmasını sağlar. Dolayısıyla döküm, tüm uzunluğu boyunca hep aynı geometrik şekle sahip bir sıvı katı ara yüzeyi oluşturarak katılaşır. Bu durum, dökülen ingot veya diğer ürünlerde boylamasına özelliklerin (tane boyutu, segregasyon, gözeneklilik, mekanik özellik vb.) değişmesini önler. Sürekli döküm usulü, ergimiş metalin su ile soğutulan, iki ucu açık bir kalıptan geçirilerek katı hale dönüştürülmesi metodudur Genellikle, şekilsiz veya az şekilli uzun parçaların dökümü yapılmaktadır. Daha çok düşük ergime sıcaklıktaki malzemelere ve bakır alaşımlarına tatbik edilir. Şekil de düşey bir kalıp ile, 166
 Düzgün olmayan teşekküller ve bozulmalar önlenmektedir. b) Randıman %100'dür.")
59 sürekli döküm vasıtasıyla çubuk mamul imâli görülmektedir. Kalıbın üst ucundan ergimiş metal dökülür, alt ucundan çeşitli çap ve profillerde çubuk elde edilir. Sürekli döküm sayesinde aşağıdaki üstünlükler sağlanmaktadır: a) Düzgün olmayan teşekküller ve bozulmalar önlenmektedir. b) Randıman %100'dür. c) İngotlara göre daha düzgün bir yüzey elde edilmektedir. d) Segregasyonların azalması sebebiyle, yüksek kalitede malzeme elde edilmektedir. e) Soğutma hızı kontrol edilerek, tane büyüklüğü ve yapının ayarlanma imkanı vardır. f) işlem ekonomiktir. 167
DÖKÜM TEKNOLOJİSİ. Döküm:Önceden hazırlanmış kalıpların içerisine metal ve alaşımların ergitilerek dökülmesi ve katılaştırılması işlemidir.
 DÖKÜM TEKNOLOJİSİ Döküm:Önceden hazırlanmış kalıpların içerisine metal ve alaşımların ergitilerek dökülmesi ve katılaştırılması işlemidir. DÖKÜM YÖNTEMİNİN ÜSTÜNLÜKLERİ Genelde tüm alaşımların dökümü yapılabilmektedir.
DÖKÜM TEKNOLOJİSİ Döküm:Önceden hazırlanmış kalıpların içerisine metal ve alaşımların ergitilerek dökülmesi ve katılaştırılması işlemidir. DÖKÜM YÖNTEMİNİN ÜSTÜNLÜKLERİ Genelde tüm alaşımların dökümü yapılabilmektedir.
MAK-205 Üretim Yöntemleri I. Yöntemleri. (4.Hafta) Kubilay Aslantaş
 Kubilay Aslantaş") MAK-205 Üretim Yöntemleri I Kalıcı Kalıp p Kullanılan lan Döküm D Yöntemleri (4.Hafta) Kubilay Aslantaş Kalıcı Kalıp p Kullanan Döküm D m YöntemleriY Harcanan kalıba döküm tekniğinin en büyük dezavantajı;
MAK-205 Üretim Yöntemleri I Kalıcı Kalıp p Kullanılan lan Döküm D Yöntemleri (4.Hafta) Kubilay Aslantaş Kalıcı Kalıp p Kullanan Döküm D m YöntemleriY Harcanan kalıba döküm tekniğinin en büyük dezavantajı;
DÖKÜM TEKNİKLERİ. A- Harcanan Kalıp Kullanarak Yapılan Döküm Yöntemleri. B- Kalıcı Kalıp Kullanarak Yapılan Döküm Yöntemleri
 DÖKÜM TEKNİKLERİ A- Harcanan Kalıp Kullanarak Yapılan Döküm Yöntemleri B- Kalıcı Kalıp Kullanarak Yapılan Döküm Yöntemleri A- Harcanan Kalıp Kullanarak Yapılan Döküm Yöntemleri B- Kalıcı Kalıp Kullanarak
DÖKÜM TEKNİKLERİ A- Harcanan Kalıp Kullanarak Yapılan Döküm Yöntemleri B- Kalıcı Kalıp Kullanarak Yapılan Döküm Yöntemleri A- Harcanan Kalıp Kullanarak Yapılan Döküm Yöntemleri B- Kalıcı Kalıp Kullanarak
İMAL USULLERİ. DOÇ. DR. SAKıP KÖKSAL 1
 İMAL USULLERİ KAYNAKLAR: İmal usulleri, Çağlayan Yayınları, Mustafa Çiğdem İmal Usulleri, Birsen Yay. Selahaddin Anık, Adnan Dikicioğlu, Murat Vural Takım Tezgahları, Mustafa Akkurt, Çağlayan Kitapevi,
İMAL USULLERİ KAYNAKLAR: İmal usulleri, Çağlayan Yayınları, Mustafa Çiğdem İmal Usulleri, Birsen Yay. Selahaddin Anık, Adnan Dikicioğlu, Murat Vural Takım Tezgahları, Mustafa Akkurt, Çağlayan Kitapevi,
Genellikle bir jel yapıcı içeren bu karışımın jelleşmesi beklendikten sonra model çıkarılır.
 Harcanan Kalıba Döküm Yöntemleri A- Harcanan Kalıp Kullanarak Yapılan Döküm Yöntemleri SERAMİK KALIBA DÖKÜM Bu yöntemde, ahşap, alçı veya metalden üretilmiş modellerin üstüne, refrakter tanecikler ve bir
Harcanan Kalıba Döküm Yöntemleri A- Harcanan Kalıp Kullanarak Yapılan Döküm Yöntemleri SERAMİK KALIBA DÖKÜM Bu yöntemde, ahşap, alçı veya metalden üretilmiş modellerin üstüne, refrakter tanecikler ve bir
TALAŞSIZ ÜRETİM YÖNTEMLERİ -1
 ÜNİTE-6 TALAŞSIZ ÜRETİM YÖNTEMLERİ -1 ÖĞR. GÖR. HALİL YAMAK KONU BAŞLIKLARI Giriş GİRİŞ Son yıllarda insanların yaşam standartlarının yükselmesinin temel sebeplerinden biri, endüstri ve sanayide yaşanan
ÜNİTE-6 TALAŞSIZ ÜRETİM YÖNTEMLERİ -1 ÖĞR. GÖR. HALİL YAMAK KONU BAŞLIKLARI Giriş GİRİŞ Son yıllarda insanların yaşam standartlarının yükselmesinin temel sebeplerinden biri, endüstri ve sanayide yaşanan
Bu yöntemde, ahşap, alçı veya metalden üretilmiş modellerin üstüne, refrakter tanecikler ve bir seramik bağlayıcıdan oluşan harç dökülür.
 Harcanan Kalıba Döküm Yöntemleri A- Harcanan Kalıp Kullanarak Yapılan Döküm Yöntemleri SERAMİK KALIBA DÖKÜM Bu yöntemde, ahşap, alçı veya metalden üretilmiş modellerin üstüne, refrakter tanecikler ve bir
Harcanan Kalıba Döküm Yöntemleri A- Harcanan Kalıp Kullanarak Yapılan Döküm Yöntemleri SERAMİK KALIBA DÖKÜM Bu yöntemde, ahşap, alçı veya metalden üretilmiş modellerin üstüne, refrakter tanecikler ve bir
İmal Usulleri. Fatih ALİBEYOĞLU -4-
 Fatih ALİBEYOĞLU -4- Döküm Yöntemlerinin Sınıflandırılması 1. Bozulabilir kalıp yöntemleri kalıp, parçayı çıkarmak için dağıtılır Üstünlüğü: daha karmaşık şekiller mümkündür Eksikliği: dökümün kendisinden
Fatih ALİBEYOĞLU -4- Döküm Yöntemlerinin Sınıflandırılması 1. Bozulabilir kalıp yöntemleri kalıp, parçayı çıkarmak için dağıtılır Üstünlüğü: daha karmaşık şekiller mümkündür Eksikliği: dökümün kendisinden
Alaşımların Ergitilmesinde Kullanılan Gereçler Eritme ocakları Potalar ve maşalar Tel ve plaka şideleri
 ERİTME Tanımı ve Önemi Cisimlerin herhangi bir ısı yardımıyla katı hâlini kaybedip akışkan hâle gelmesi işlemine eritme denir. Kuyumculukta en çok yapılan işlemlerden birisi de eritme işlemidir. Altına
ERİTME Tanımı ve Önemi Cisimlerin herhangi bir ısı yardımıyla katı hâlini kaybedip akışkan hâle gelmesi işlemine eritme denir. Kuyumculukta en çok yapılan işlemlerden birisi de eritme işlemidir. Altına
KALICI KALIBA DÖKÜM. Kalıcı Kalıp Kullanan Döküm Yöntemleri
 KALICI KALIBA DÖKÜM Kalıcı Kalıp Kullanan Döküm Yöntemleri 1. Metal (Kokil) kalıba döküm 2. Basınçlı döküm 3. Savurma (Santrifuj) döküm 4. Sürekli döküm 1. METAL KALIBA DÖKÜM Metal kalıba döküm erimiş
KALICI KALIBA DÖKÜM Kalıcı Kalıp Kullanan Döküm Yöntemleri 1. Metal (Kokil) kalıba döküm 2. Basınçlı döküm 3. Savurma (Santrifuj) döküm 4. Sürekli döküm 1. METAL KALIBA DÖKÜM Metal kalıba döküm erimiş
Döküm için yapılan işlemleri kısaca şöyle sıralayabiliriz:
 Hassas Döküm Teknolojisi: Đngilizce'de "Investment Casting" veya "Investment Shell Casting" ismiyle anılan bu döküm tekniğinin 2000 yıllık bir geçmişi vardır. Bu teknik sayesinde elde uygun malzemeden
Hassas Döküm Teknolojisi: Đngilizce'de "Investment Casting" veya "Investment Shell Casting" ismiyle anılan bu döküm tekniğinin 2000 yıllık bir geçmişi vardır. Bu teknik sayesinde elde uygun malzemeden
KALIP KUMLARI. Kalıp yapımında kullanılan malzeme kumdur. Kalıp kumu; silis + kil + rutubet oluşur.
 KALIPLAMA Modeller ve maçalar vasıtasıyla, çeşitli ortamlarda (kum, metal) kalıp adı verilen ve içerisine döküm yapılan boşlukların oluşturulmasına kalıplama denir. KALIP KUMLARI Kalıp yapımında kullanılan
KALIPLAMA Modeller ve maçalar vasıtasıyla, çeşitli ortamlarda (kum, metal) kalıp adı verilen ve içerisine döküm yapılan boşlukların oluşturulmasına kalıplama denir. KALIP KUMLARI Kalıp yapımında kullanılan
DENEYİN ADI: Kum ve Metal Kalıba Döküm Deneyi. AMACI: Döküm yoluyla şekillendirme işleminin öğrenilmesi.
 DENEYİN ADI: Kum ve Metal Kalıba Döküm Deneyi AMACI: Döküm yoluyla şekillendirme işleminin öğrenilmesi. TEORİK BİLGİ: Metalik malzemelerin dökümü, istenen bir şekli elde etmek için, seçilen metal veya
DENEYİN ADI: Kum ve Metal Kalıba Döküm Deneyi AMACI: Döküm yoluyla şekillendirme işleminin öğrenilmesi. TEORİK BİLGİ: Metalik malzemelerin dökümü, istenen bir şekli elde etmek için, seçilen metal veya
PÜSKÜRTME ŞEKİLLENDİRME (SPRAY FORMING / SPRAY DEPOSITION)
") PÜSKÜRTME ŞEKİLLENDİRME (SPRAY FORMING / SPRAY DEPOSITION) Püskürtme şekillendirme (PŞ) yöntemi ilk olarak Osprey Ltd. şirketi tarafından 1960 lı yıllarda geliştirilmiştir. Günümüzde püskürtme şekillendirme
PÜSKÜRTME ŞEKİLLENDİRME (SPRAY FORMING / SPRAY DEPOSITION) Püskürtme şekillendirme (PŞ) yöntemi ilk olarak Osprey Ltd. şirketi tarafından 1960 lı yıllarda geliştirilmiştir. Günümüzde püskürtme şekillendirme
MAK 353 İMAL USULLERİ
 MAK 353 İMAL USULLERİ Prof.Dr. Murat VURAL İTÜ Makina Fakültesi http://www.akademi.itu.edu.tr/vuralmu http://www.akademi.itu.edu.tr/dikicioglu vuralmu@itu.edu.tr 1 METAL DÖKÜMÜNÜN ESASLARI 1. Döküm Teknolojisine
MAK 353 İMAL USULLERİ Prof.Dr. Murat VURAL İTÜ Makina Fakültesi http://www.akademi.itu.edu.tr/vuralmu http://www.akademi.itu.edu.tr/dikicioglu vuralmu@itu.edu.tr 1 METAL DÖKÜMÜNÜN ESASLARI 1. Döküm Teknolojisine
MAK 351 İMAL USULLERİ
 MAK 351 İMAL USULLERİ Doç.Dr. Murat VURAL İTÜ Makina Fakültesi 1 METAL DÖKÜMÜNÜN ESASLARI 1. Döküm Teknolojisine Genel Bakış 2. Isıtma ve Dökme 3. Katılaşma ve Soğuma 2 1 Katılaştırma Yöntemleri Başlangıç
MAK 351 İMAL USULLERİ Doç.Dr. Murat VURAL İTÜ Makina Fakültesi 1 METAL DÖKÜMÜNÜN ESASLARI 1. Döküm Teknolojisine Genel Bakış 2. Isıtma ve Dökme 3. Katılaşma ve Soğuma 2 1 Katılaştırma Yöntemleri Başlangıç
DÖKÜM. - Kalıbın bozularak/dağıtılarak/kırılarak/parçalanarak veya açılarak ürünün çıkarılması şeklinde özetlenebilir.
 DÖKÜM Bir katılaştırma tekniği olan döküm, sıvı veya plastik şekil verilebilir (viskoz) başlangıç malzemesinin açık veya kapalı bir kalıp boşluğuna dökülerek burada katılaştırılması esasına dayanır. Bu
DÖKÜM Bir katılaştırma tekniği olan döküm, sıvı veya plastik şekil verilebilir (viskoz) başlangıç malzemesinin açık veya kapalı bir kalıp boşluğuna dökülerek burada katılaştırılması esasına dayanır. Bu
Metalurji Mühendisliğine Giriş. Yrd. Doç. Dr. Rıdvan YAMANOĞLU
 Metalurji Mühendisliğine Giriş Yrd. Doç. Dr. Rıdvan YAMANOĞLU Erimiş metalin, elde edilecek parçanın şekline sahip bir kalıp boşluğuna, yerçekimi veya basınç uygulanarak doldurulup katılaşacağı yönteme
Metalurji Mühendisliğine Giriş Yrd. Doç. Dr. Rıdvan YAMANOĞLU Erimiş metalin, elde edilecek parçanın şekline sahip bir kalıp boşluğuna, yerçekimi veya basınç uygulanarak doldurulup katılaşacağı yönteme
İmal Usulleri. Fatih ALİBEYOĞLU -5-6-
 Fatih ALİBEYOĞLU -5-6- Kalıcı Kalıba Döküm Döküm sadece bozulabilir kalıplara değil, kalıcı(metal, seramik vs.) kalıplara döküm yapılarak da gerçekleştirilir. Genellikle üretilecek parça sayısı fazla ise
Fatih ALİBEYOĞLU -5-6- Kalıcı Kalıba Döküm Döküm sadece bozulabilir kalıplara değil, kalıcı(metal, seramik vs.) kalıplara döküm yapılarak da gerçekleştirilir. Genellikle üretilecek parça sayısı fazla ise
formülü zamanı da içerdiği zaman alttaki gibi değişecektir.
 Günümüz endüstrisinde en yaygın kullanılan Direnç Kaynak Yöntemi en eski elektrik kaynak yöntemlerinden biridir. Yöntem elektrik akımının kaynak edilecek parçalar üzerinden geçmesidir. Elektrik akımına
Günümüz endüstrisinde en yaygın kullanılan Direnç Kaynak Yöntemi en eski elektrik kaynak yöntemlerinden biridir. Yöntem elektrik akımının kaynak edilecek parçalar üzerinden geçmesidir. Elektrik akımına
MALZEME BİLİMİ I MMM201. aluexpo2015 Sunumu
 MALZEME BİLİMİ I MMM201 aluexpo2015 Sunumu Hazırlayanlar; Çağla Aytaç Dursun 130106110005 Dilek Karakaya 140106110011 Alican Aksakal 130106110005 Murat Can Eminoğlu 131106110001 Selim Can Kabahor 130106110010
MALZEME BİLİMİ I MMM201 aluexpo2015 Sunumu Hazırlayanlar; Çağla Aytaç Dursun 130106110005 Dilek Karakaya 140106110011 Alican Aksakal 130106110005 Murat Can Eminoğlu 131106110001 Selim Can Kabahor 130106110010
DÖKÜM USULLERİ : Parçamız Adı : Bağlantı elemanı Dökülecek metal : Dökme demir Çekme payı : % 1 Maçanın Mal. : Kum Modelin Mal.
 DÖKÜM USULLERİ : Döküm : kalıp için kullanılan malzeme ve ergimiş metalin kalıp içersinde sevkedilme şekline göre sınıflandırılabilir. Buna göre parçamız kum kalıb dökümü ile üretilecek. Parçamız Adı :
DÖKÜM USULLERİ : Döküm : kalıp için kullanılan malzeme ve ergimiş metalin kalıp içersinde sevkedilme şekline göre sınıflandırılabilir. Buna göre parçamız kum kalıb dökümü ile üretilecek. Parçamız Adı :
POLİSTREN KÖPÜK MODELLERİNİN DÖKÜMDE KULLANILMASI HAKKINDA PRATİK BİLGİLER
 KA 01-MART93 SIRA NO: 22 POLİSTREN KÖPÜK MODELLERİNİN DÖKÜMDE KULLANILMASI HAKKINDA PRATİK BİLGİLER Döküm sanayiinde çok çeşitli malzemelerden yapılmış modeller kullanılmaktadır. Son yıllarda revaçta olan
KA 01-MART93 SIRA NO: 22 POLİSTREN KÖPÜK MODELLERİNİN DÖKÜMDE KULLANILMASI HAKKINDA PRATİK BİLGİLER Döküm sanayiinde çok çeşitli malzemelerden yapılmış modeller kullanılmaktadır. Son yıllarda revaçta olan
DOĞAL KURŞUN METALİK KURŞUN PLAKALAR
 KURŞUN ve ALAŞIMLARI DOĞAL KURŞUN METALİK KURŞUN PLAKALAR 1 KURŞUN ve ALAŞIMLARI Romalılar kurşun boruları banyolarda kullanmıştır. 2 KURŞUN ve ALAŞIMLARI Kurşuna oda sıcaklığında bile çok düşük bir gerilim
KURŞUN ve ALAŞIMLARI DOĞAL KURŞUN METALİK KURŞUN PLAKALAR 1 KURŞUN ve ALAŞIMLARI Romalılar kurşun boruları banyolarda kullanmıştır. 2 KURŞUN ve ALAŞIMLARI Kurşuna oda sıcaklığında bile çok düşük bir gerilim
PLASTİK MALZEMELERİN İŞLENME TEKNİKLERİ
 PLASTİK MALZEMELERİN İŞLENME TEKNİKLERİ HADDELEME (Calendering) İLE İŞLEME TEKNİĞİ HADDELEMEYE(Calendering) GİRİŞ Bu yöntem genellikle termoplastiklere ve de özellikle ısıya karşı dayanıklılığı düşük olan
PLASTİK MALZEMELERİN İŞLENME TEKNİKLERİ HADDELEME (Calendering) İLE İŞLEME TEKNİĞİ HADDELEMEYE(Calendering) GİRİŞ Bu yöntem genellikle termoplastiklere ve de özellikle ısıya karşı dayanıklılığı düşük olan
KATI YALITIM MALZEMELERİ KALSİYUM SİLİKAT
 KATI YALITIM MALZEMELERİ KALSİYUM SİLİKAT Celal Bayar Üniversitesi Turgutlu Meslek Yüksekokulu İnşaat Bölümü Öğretim Görevlisi Tekin TEZCAN İnşaat Yüksek Mühendisi KALSİYUM SİLİKAT Yüksek mukavemetli,
KATI YALITIM MALZEMELERİ KALSİYUM SİLİKAT Celal Bayar Üniversitesi Turgutlu Meslek Yüksekokulu İnşaat Bölümü Öğretim Görevlisi Tekin TEZCAN İnşaat Yüksek Mühendisi KALSİYUM SİLİKAT Yüksek mukavemetli,
Metallerde Döküm ve Katılaşma
 2015-2016 Güz Yarıyılı Metalurji Laboratuarı I Metallerde Döküm ve Katılaşma Döküm:Metallerin ısı etkisiyle sıvı hale getirilip uygun şekilli kalıplar içerisinde katılaştırılması işlemidir Döküm Yöntemi
2015-2016 Güz Yarıyılı Metalurji Laboratuarı I Metallerde Döküm ve Katılaşma Döküm:Metallerin ısı etkisiyle sıvı hale getirilip uygun şekilli kalıplar içerisinde katılaştırılması işlemidir Döküm Yöntemi
Tozların Şekillendirilmesi ve Sinterleme Yrd. Doç. Dr. Rıdvan YAMANOĞLU
 Tozların Şekillendirilmesi ve Sinterleme Yrd. Doç. Dr. Rıdvan YAMANOĞLU Tozların Şekillendirilmesi Toz metalurjisinin çoğu uygulamalarında nihai ürün açısından yüksek yoğunluk öncelikli bir kavramdır.
Tozların Şekillendirilmesi ve Sinterleme Yrd. Doç. Dr. Rıdvan YAMANOĞLU Tozların Şekillendirilmesi Toz metalurjisinin çoğu uygulamalarında nihai ürün açısından yüksek yoğunluk öncelikli bir kavramdır.
Kalıp ve maça yapımında kullanılan döküm kumlarının yaş basma ve yaş kesme mukavemetlerinin ve nem miktarlarının tayin edilmesi.
 8.DÖKÜM KUMLARININ MUKAVEMET VE NEM MİKTARI TAYİNİ 8.1. Deneyin Amacı Kalıp ve maça yapımında kullanılan döküm kumlarının yaş basma ve yaş kesme mukavemetlerinin ve nem miktarlarının tayin edilmesi. 8.2.Deneyin
8.DÖKÜM KUMLARININ MUKAVEMET VE NEM MİKTARI TAYİNİ 8.1. Deneyin Amacı Kalıp ve maça yapımında kullanılan döküm kumlarının yaş basma ve yaş kesme mukavemetlerinin ve nem miktarlarının tayin edilmesi. 8.2.Deneyin
İmal Usulleri. Fatih ALİBEYOĞLU -8-
 Fatih ALİBEYOĞLU -8- Giriş Dövme, darbe veya basınç altında kontrollü bir plastik deformasyon sağlanarak, metale istenen şekli verme, tane boyutunu küçültme ve mekanik özelliklerini iyileştirme amacıyla
Fatih ALİBEYOĞLU -8- Giriş Dövme, darbe veya basınç altında kontrollü bir plastik deformasyon sağlanarak, metale istenen şekli verme, tane boyutunu küçültme ve mekanik özelliklerini iyileştirme amacıyla
DENEYİN ADI: Döküm Kumu Deneyleri. AMACI: Döküme uygun özellikte kum karışımı hazırlanmasının öğretilmesi.
 DENEYİN ADI: Döküm Kumu Deneyleri AMACI: Döküme uygun özellikte kum karışımı hazırlanmasının öğretilmesi. TEORİK BİLGİ: Dökümlerin büyük bir kısmı kum kalıpta yapılır. Dökümhanede kullanılan kumlar başlıca
DENEYİN ADI: Döküm Kumu Deneyleri AMACI: Döküme uygun özellikte kum karışımı hazırlanmasının öğretilmesi. TEORİK BİLGİ: Dökümlerin büyük bir kısmı kum kalıpta yapılır. Dökümhanede kullanılan kumlar başlıca
İmal Usulleri. Fatih ALİBEYOĞLU -11-
 Fatih ALİBEYOĞLU -11- Giriş Toz metalürjisi(tm); Metal tozlarından parça üretimi yapılan imalat yöntemidir. Tozlar istenilen şekle getirilmek amacıyla preslenir. Pişirilmek suretiyle tozlar arasında metalürjik
Fatih ALİBEYOĞLU -11- Giriş Toz metalürjisi(tm); Metal tozlarından parça üretimi yapılan imalat yöntemidir. Tozlar istenilen şekle getirilmek amacıyla preslenir. Pişirilmek suretiyle tozlar arasında metalürjik
Metalürji; üretim metalürjisi (ekstraktif metalürji) ve fiziksel metalürji (malzeme) olmak üzere iki ana dala ayrılabilmektedir.
 ve fiziksel metalürji (malzeme) olmak üzere iki ana dala ayrılabilmektedir.") 1. GİRİŞ Günümüz insanının yaşam standardında son 50 yılda sağlanan olağanüstü iyileşme büyük ölçüde mühendislik tasarımlarının seri ve ucuz olarak imalatını sağlayan yöntemlerin geliştirilmesi sayesindedir.
1. GİRİŞ Günümüz insanının yaşam standardında son 50 yılda sağlanan olağanüstü iyileşme büyük ölçüde mühendislik tasarımlarının seri ve ucuz olarak imalatını sağlayan yöntemlerin geliştirilmesi sayesindedir.
Toz Metalürjisi. Prof. Dr. Akgün ALSARAN. Notların bir bölümü Dr. Rahmi Ünal ın web sayfasından alınmıştır.
 Toz Metalürjisi Prof. Dr. Akgün ALSARAN Notların bir bölümü Dr. Rahmi Ünal ın web sayfasından alınmıştır. Toz metalürjisi İmali zor parçaların (küçük, fonksiyonel, birbiri ile uyumsuz, kompozit vb.) ekonomik,
Toz Metalürjisi Prof. Dr. Akgün ALSARAN Notların bir bölümü Dr. Rahmi Ünal ın web sayfasından alınmıştır. Toz metalürjisi İmali zor parçaların (küçük, fonksiyonel, birbiri ile uyumsuz, kompozit vb.) ekonomik,
DÖKÜM YÖNTEMLERİ. Sıvı metalin soğuyarak katılaşması. Kalıbın dağıtılarak parçanın çıkarılması
 DÖKÜM YÖNTEMLERİ Geçici (Bozulabilir) Kalıba Döküm Yöntemleri: Kalıp parçayı çıkarmak için dağıtılır. Daha karmaşık şekiller mümkündür ancak dökümden çok kalıbın oluşturulması için gerekli süre uzun olduğundan
DÖKÜM YÖNTEMLERİ Geçici (Bozulabilir) Kalıba Döküm Yöntemleri: Kalıp parçayı çıkarmak için dağıtılır. Daha karmaşık şekiller mümkündür ancak dökümden çok kalıbın oluşturulması için gerekli süre uzun olduğundan
Isıl işlem, katı haldeki metal ve alaşımlarına belirli özellikler kazandırmak amacıyla bir veya daha çok sayıda, yerine göre birbiri peşine uygulanan
 ISIL İŞLEMLER Isıl işlem, katı haldeki metal ve alaşımlarına belirli özellikler kazandırmak amacıyla bir veya daha çok sayıda, yerine göre birbiri peşine uygulanan ısıtma ve soğutma işlemleridir. İşlem
ISIL İŞLEMLER Isıl işlem, katı haldeki metal ve alaşımlarına belirli özellikler kazandırmak amacıyla bir veya daha çok sayıda, yerine göre birbiri peşine uygulanan ısıtma ve soğutma işlemleridir. İşlem
İNŞAAT MALZEME BİLGİSİ
 İNŞAAT MALZEME BİLGİSİ Prof. Dr. Metin OLGUN Ankara Üniversitesi Ziraat Fakültesi Tarımsal Yapılar ve Sulama Bölümü HAFTA KONU 1 Giriş, yapı malzemelerinin önemi 2 Yapı malzemelerinin genel özellikleri,
İNŞAAT MALZEME BİLGİSİ Prof. Dr. Metin OLGUN Ankara Üniversitesi Ziraat Fakültesi Tarımsal Yapılar ve Sulama Bölümü HAFTA KONU 1 Giriş, yapı malzemelerinin önemi 2 Yapı malzemelerinin genel özellikleri,
ÜRÜN TANIMI; arasında olmalıdır.! Derz uygulaması yapıştırma işleminden bir gün sonra yapılmalıdır.!
 ÜRÜN TANIMI; Granülometrik karbonat tozu, portlant çimentosu ve çeşitli polimer katkılar ( yapışma, esneklik, suya karşı direnç ve aşırı soğuk ve sıcağa dayanmı arttıran ) birleşiminden oluşan, seramik,
ÜRÜN TANIMI; Granülometrik karbonat tozu, portlant çimentosu ve çeşitli polimer katkılar ( yapışma, esneklik, suya karşı direnç ve aşırı soğuk ve sıcağa dayanmı arttıran ) birleşiminden oluşan, seramik,
İNŞAAT MALZEME BİLGİSİ
 İNŞAAT MALZEME BİLGİSİ Prof. Dr. Metin OLGUN Ankara Üniversitesi Ziraat Fakültesi Tarımsal Yapılar ve Sulama Bölümü HAFTA KONU 1 Giriş, yapı malzemelerinin önemi 2 Yapı malzemelerinin genel özellikleri,
İNŞAAT MALZEME BİLGİSİ Prof. Dr. Metin OLGUN Ankara Üniversitesi Ziraat Fakültesi Tarımsal Yapılar ve Sulama Bölümü HAFTA KONU 1 Giriş, yapı malzemelerinin önemi 2 Yapı malzemelerinin genel özellikleri,
Elektron ışını ile şekil verme. Prof. Dr. Akgün ALSARAN
 Elektron ışını ile şekil verme Prof. Dr. Akgün ALSARAN Elektron ışını Elektron ışını, bir ışın kaynağından yaklaşık aynı hızla aynı doğrultuda hareket eden elektronların akımıdır. Yüksek vakum içinde katod
Elektron ışını ile şekil verme Prof. Dr. Akgün ALSARAN Elektron ışını Elektron ışını, bir ışın kaynağından yaklaşık aynı hızla aynı doğrultuda hareket eden elektronların akımıdır. Yüksek vakum içinde katod
2/13/2018 MALZEMELERİN GRUPLANDIRILMASI
 a) Kullanış yeri ve amacına göre gruplandırma: 1) Taşıyıcı malzemeler: İnşaat mühendisliğinde kullanılan taşıyıcı malzemeler, genellikle betonarme, çelik, ahşap ve zemindir. Beton, çelik ve ahşap malzemeler
a) Kullanış yeri ve amacına göre gruplandırma: 1) Taşıyıcı malzemeler: İnşaat mühendisliğinde kullanılan taşıyıcı malzemeler, genellikle betonarme, çelik, ahşap ve zemindir. Beton, çelik ve ahşap malzemeler
İstenilene uygun parçaların elde edilmesi için, döküm atölyesinin her bölümündeki çalışmalar teknolojik bilgilere dayalı olarak yapılmalıdır.
 DÖKÜM Dökümün Tanımı Metal ve alaşımları, çeşitli ergitme ocaklarında ergitilip, hazırlanmış olan kalıplara dökerek istenilen şeklin elde edilmesi olarak da tanımlayabiliriz. Sıvı metal kalıplara doldurulduktan
DÖKÜM Dökümün Tanımı Metal ve alaşımları, çeşitli ergitme ocaklarında ergitilip, hazırlanmış olan kalıplara dökerek istenilen şeklin elde edilmesi olarak da tanımlayabiliriz. Sıvı metal kalıplara doldurulduktan
ATMOSFER KONTROLLÜ VAKUM FIRINLARINDA ISIL İŞLEM ve JET REVİZYON MÜDÜRLÜĞÜNDEKİ UYGULAMALARI
 BÖLÜM 16 ATMOSFER KONTROLLÜ VAKUM FIRINLARINDA ISIL İŞLEM ve JET REVİZYON MÜDÜRLÜĞÜNDEKİ UYGULAMALARI Svl.Müh. Serkan KAPTAN 1nci HİBM K.lığı Jet Revizyon Müdürlüğü Şubat 2004, ESKİŞEHİR ÖZET Isıl işlem
BÖLÜM 16 ATMOSFER KONTROLLÜ VAKUM FIRINLARINDA ISIL İŞLEM ve JET REVİZYON MÜDÜRLÜĞÜNDEKİ UYGULAMALARI Svl.Müh. Serkan KAPTAN 1nci HİBM K.lığı Jet Revizyon Müdürlüğü Şubat 2004, ESKİŞEHİR ÖZET Isıl işlem
Konu: Yüksek Hassasiyetli Yağ Keçelerinin Takviye Bilezik Kalıplarının Üretiminde Kullanılan Takım Çelikleri ve Üretim Prosesleri
 Nurettin ÇALLI Fen Bilimleri Ens. Öğrenci No: 503812162 MAD 614 Madencilikte Özel Konular I Dersi Veren: Prof. Dr. Orhan KURAL İTÜ Maden Fakültesi Konu: Yüksek Hassasiyetli Yağ Keçelerinin Takviye Bilezik
Nurettin ÇALLI Fen Bilimleri Ens. Öğrenci No: 503812162 MAD 614 Madencilikte Özel Konular I Dersi Veren: Prof. Dr. Orhan KURAL İTÜ Maden Fakültesi Konu: Yüksek Hassasiyetli Yağ Keçelerinin Takviye Bilezik
VARAK YALDIZ. Güzel bir görüntü elde etmek amacıyla, sıcaklık ve basınç etkisiyle başka. folyonun üzerinde bulunan son derece
 YALDIZ BASKI VARAK YALDIZ Güzel bir görüntü elde etmek amacıyla, sıcaklık ve basınç etkisiyle başka yüzeylere transfer edilebilen, taşıyıcı bir folyonun üzerinde bulunan son derece parlak metalik tabakalardır.
YALDIZ BASKI VARAK YALDIZ Güzel bir görüntü elde etmek amacıyla, sıcaklık ve basınç etkisiyle başka yüzeylere transfer edilebilen, taşıyıcı bir folyonun üzerinde bulunan son derece parlak metalik tabakalardır.
Döküm. Prof. Dr. Akgün ALSARAN
 Döküm Prof. Dr. Akgün ALSARAN Döküm Döküm, sıvı haldeki akıcı olan malzemelerin, üretilmek istenen parçanın biçiminde bir boşluğa sahip olan kalıplara dökülerek katılaştırıldığı bir üretim yöntemidir.
Döküm Prof. Dr. Akgün ALSARAN Döküm Döküm, sıvı haldeki akıcı olan malzemelerin, üretilmek istenen parçanın biçiminde bir boşluğa sahip olan kalıplara dökülerek katılaştırıldığı bir üretim yöntemidir.
KARADENİZ TEKNİK ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ METALURJİ VE MALZEME MÜHENDİSLİĞİ LABORATUAR DENEY FÖYÜ DÖKÜM DENEYİ
 KARADENİZ TEKNİK ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ METALURJİ VE MALZEME MÜHENDİSLİĞİ LABORATUAR DENEY FÖYÜ DÖKÜM DENEYİ Prof. Dr. Sultan ÖZTÜRK Arş. Gör. Kürşat İCİN TRABZON 2015 1. Deneyin Amacı Döküm
KARADENİZ TEKNİK ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ METALURJİ VE MALZEME MÜHENDİSLİĞİ LABORATUAR DENEY FÖYÜ DÖKÜM DENEYİ Prof. Dr. Sultan ÖZTÜRK Arş. Gör. Kürşat İCİN TRABZON 2015 1. Deneyin Amacı Döküm
KOMPOZİTLER Sakarya Üniversitesi İnşaat Mühendisliği
 Başlık KOMPOZİTLER Sakarya Üniversitesi İnşaat Mühendisliği Tanım İki veya daha fazla malzemenin, iyi özelliklerini bir araya toplamak ya da ortaya yeni bir özellik çıkarmak için, mikro veya makro seviyede
Başlık KOMPOZİTLER Sakarya Üniversitesi İnşaat Mühendisliği Tanım İki veya daha fazla malzemenin, iyi özelliklerini bir araya toplamak ya da ortaya yeni bir özellik çıkarmak için, mikro veya makro seviyede
Pik (Ham) Demir Üretimi
 Demir Üretimi") Pik (Ham) Demir Üretimi Çelik üretiminin ilk safhası pik demirin eldesidir. Pik demir için başlıca şu maddeler gereklidir: 1. Cevher: Demir oksit veya karbonatlardan oluşan, bir miktarda topraksal empüriteler
Pik (Ham) Demir Üretimi Çelik üretiminin ilk safhası pik demirin eldesidir. Pik demir için başlıca şu maddeler gereklidir: 1. Cevher: Demir oksit veya karbonatlardan oluşan, bir miktarda topraksal empüriteler
DÖKÜM TEKNOLOJİSİ. Dökümün tanımı, Üstünlükleri ve Dezavantajları
 DÖKÜM TEKNOLOJİSİ Dökümün tanımı, Üstünlükleri ve Dezavantajları Tanım :Eritilmiş sıvı metal veya alaşım çıkacak parçanın negatif olan bir boşluğa dökülüp onu katılaştırmak suretiyle istediğimiz şekli
DÖKÜM TEKNOLOJİSİ Dökümün tanımı, Üstünlükleri ve Dezavantajları Tanım :Eritilmiş sıvı metal veya alaşım çıkacak parçanın negatif olan bir boşluğa dökülüp onu katılaştırmak suretiyle istediğimiz şekli
3.KABARTILI DİRENÇ KAYNAĞI. 05.05.2015 Dr.Salim ASLANLAR 1
 3.KABARTILI DİRENÇ KAYNAĞI 05.05.2015 Dr.Salim ASLANLAR 1 KABARTILI DİRENÇ KAYNAĞI Kabartılı direnç kaynağı, seri imalat için ekonomik bir birleştirme yöntemidir. Uygulamadan yararlanılarak, çoğunlukla
3.KABARTILI DİRENÇ KAYNAĞI 05.05.2015 Dr.Salim ASLANLAR 1 KABARTILI DİRENÇ KAYNAĞI Kabartılı direnç kaynağı, seri imalat için ekonomik bir birleştirme yöntemidir. Uygulamadan yararlanılarak, çoğunlukla
TOKLUK VE KIRILMA. Doç.Dr.Salim ŞAHĠN
 TOKLUK VE KIRILMA Doç.Dr.Salim ŞAHĠN TOKLUK Tokluk bir malzemenin kırılmadan önce sönümlediği enerjinin bir ölçüsüdür. Bir malzemenin kırılmadan bir darbeye dayanması yeteneği söz konusu olduğunda önem
TOKLUK VE KIRILMA Doç.Dr.Salim ŞAHĠN TOKLUK Tokluk bir malzemenin kırılmadan önce sönümlediği enerjinin bir ölçüsüdür. Bir malzemenin kırılmadan bir darbeye dayanması yeteneği söz konusu olduğunda önem
ASC (ANDALUZİT, SİLİSYUM KARBÜR) VE AZS (ANDALUZİT, ZİRKON, SİLİSYUM KARBÜR) MALZEMELERİN ALKALİ VE AŞINMA DİRENÇLERİNİN İNCELENMESİ
 VE AZS (ANDALUZİT, ZİRKON, SİLİSYUM KARBÜR) MALZEMELERİN ALKALİ VE AŞINMA DİRENÇLERİNİN İNCELENMESİ") ASC (ANDALUZİT, SİLİSYUM KARBÜR) VE AZS (ANDALUZİT, ZİRKON, SİLİSYUM KARBÜR) MALZEMELERİN ALKALİ VE AŞINMA DİRENÇLERİNİN İNCELENMESİ İlyas CAN*, İbrahim BÜYÜKÇAYIR* *Durer Refrakter Malzemeleri San. Ve
ASC (ANDALUZİT, SİLİSYUM KARBÜR) VE AZS (ANDALUZİT, ZİRKON, SİLİSYUM KARBÜR) MALZEMELERİN ALKALİ VE AŞINMA DİRENÇLERİNİN İNCELENMESİ İlyas CAN*, İbrahim BÜYÜKÇAYIR* *Durer Refrakter Malzemeleri San. Ve
DÖKÜM İMAL USULLERİ 1
 DÖKÜM İMAL USULLERİ 1 METAL DÖKÜMÜNÜN ESASLARI 1. Döküm Teknolojisine Genel Bakış 2. Ergitme ve Döküm 3. Katılaşma ve Soğuma 2 Katılaştırma Yöntemleri Başlangıç malzemesi, ya bir sıvıdır ya da yüksek derecede
DÖKÜM İMAL USULLERİ 1 METAL DÖKÜMÜNÜN ESASLARI 1. Döküm Teknolojisine Genel Bakış 2. Ergitme ve Döküm 3. Katılaşma ve Soğuma 2 Katılaştırma Yöntemleri Başlangıç malzemesi, ya bir sıvıdır ya da yüksek derecede
YAPI MALZEMELERİ DERS NOTLARI
 YAPI MALZEMELERİ DERS NOTLARI YAPI MALZEMELERİ Herhangi bir yapının projelendirmesi ve inşaatı aşamasında amaç aşağıda belirtilen üç koşulu bir arada gerçekleştirmektir: a) Yapı istenilen işlevi yapabilmelidir,
YAPI MALZEMELERİ DERS NOTLARI YAPI MALZEMELERİ Herhangi bir yapının projelendirmesi ve inşaatı aşamasında amaç aşağıda belirtilen üç koşulu bir arada gerçekleştirmektir: a) Yapı istenilen işlevi yapabilmelidir,
YAPI MALZEMESİ. Romalılar devrinde ise su kireci bulunmuş ve su içi inşaatlarında kullanılmıştır.
 Bilinen en eski bağlayıcılardan birisi olan kireç, eski Babil, Mısır, Finikeliler, Hitit ve Persler tarafından hava kireci olarak yapıda kullanılmıştır. Romalılar devrinde ise su kireci bulunmuş ve su
Bilinen en eski bağlayıcılardan birisi olan kireç, eski Babil, Mısır, Finikeliler, Hitit ve Persler tarafından hava kireci olarak yapıda kullanılmıştır. Romalılar devrinde ise su kireci bulunmuş ve su
DENEY Kum ve Metal Kalıba Döküm ve Döküm Simülasyonu 4 Doç.Dr. Ahmet ÖZEL, Yrd.Doç.Dr. Mustafa AKÇİL, Yrd.Doç.Dr. Serdar ASLAN
 DENEY NO Kum ve Metal Kalıba Döküm ve Döküm Simülasyonu 4 Doç.Dr. Ahmet ÖZEL, Yrd.Doç.Dr. Mustafa AKÇİL, Yrd.Doç.Dr. Serdar ASLAN Deney aşamaları Tahmini süre (dak) 1) Ön bilgi kısa sınavı 30 2) Kalıplama
DENEY NO Kum ve Metal Kalıba Döküm ve Döküm Simülasyonu 4 Doç.Dr. Ahmet ÖZEL, Yrd.Doç.Dr. Mustafa AKÇİL, Yrd.Doç.Dr. Serdar ASLAN Deney aşamaları Tahmini süre (dak) 1) Ön bilgi kısa sınavı 30 2) Kalıplama
BAĞLAYICILAR. Alçı harcı, Kireç harcı, Takviyeli kireç harcı, Çimento harcı, Kuru harç, Şap ve sıva harcıdır.
 Yapısal peyzaj unsurlarının oluşturulmasında doğal taş, tuğla, karo, beton plak gibi döşeme, kaplama ve duvar malzemelerinin; Birbiriyle bağlanmasında, Yatay bir zemin üzerine döşenmesinde, Düşey bir zemin
Yapısal peyzaj unsurlarının oluşturulmasında doğal taş, tuğla, karo, beton plak gibi döşeme, kaplama ve duvar malzemelerinin; Birbiriyle bağlanmasında, Yatay bir zemin üzerine döşenmesinde, Düşey bir zemin
Metal Yüzey Hazırlama ve Temizleme Fosfatlama (Metal Surface Preparation and Cleaning)
") Boya sisteminden beklenilen yüksek direnç,uzun ömür, mükemmel görünüş özelliklerini öteki yüzey temizleme yöntemlerinden daha etkin bir biçimde karşılamak üzere geliştirilen boya öncesi yüzey temizleme
Boya sisteminden beklenilen yüksek direnç,uzun ömür, mükemmel görünüş özelliklerini öteki yüzey temizleme yöntemlerinden daha etkin bir biçimde karşılamak üzere geliştirilen boya öncesi yüzey temizleme
Dökümün Temelleri. DeGarmo s Materials and Processes in
 Chapter 11: Dökümün Temelleri DeGarmo s Materials and Processes in Manufacturing 11.1 Malzeme İşlemeye Giriş Her ürün, üretilmeden önce bir dizi işlemden geçer. Tasarım Malzeme seçimi Süreç seçimi İmalat
Chapter 11: Dökümün Temelleri DeGarmo s Materials and Processes in Manufacturing 11.1 Malzeme İşlemeye Giriş Her ürün, üretilmeden önce bir dizi işlemden geçer. Tasarım Malzeme seçimi Süreç seçimi İmalat
1.Elektroerozyon Tezgahları 2.Takımlar( Elektrotlar) 2.1. İmalat Malzemeleri
 2.1. İmalat Malzemeleri") 1.Elektroerozyon Tezgahları Elektroerozyon işleminde ( EDM Electrical Discharge Machining ), malzeme kaldırma işlemi takım fonksiyonunu yapan bir elektrot ile parça arasında meydana gelen yüksek frekanslı
1.Elektroerozyon Tezgahları Elektroerozyon işleminde ( EDM Electrical Discharge Machining ), malzeme kaldırma işlemi takım fonksiyonunu yapan bir elektrot ile parça arasında meydana gelen yüksek frekanslı
Dişhekimliğinde MUM. Prof Dr. Övül KÜMBÜLOĞLU. Ege Üniversitesi Dişhekimliği Fakültesi Protetik Diş Tedavisi Anabilim Dalı Öğretim Üyesi
 Dişhekimliğinde MUM Prof Dr. Övül KÜMBÜLOĞLU Ege Üniversitesi Dişhekimliği Fakültesi Protetik Diş Tedavisi Anabilim Dalı Öğretim Üyesi MUM Dişhekimliğinde kullanılan mumlar genellikle 2 veya daha fazla
Dişhekimliğinde MUM Prof Dr. Övül KÜMBÜLOĞLU Ege Üniversitesi Dişhekimliği Fakültesi Protetik Diş Tedavisi Anabilim Dalı Öğretim Üyesi MUM Dişhekimliğinde kullanılan mumlar genellikle 2 veya daha fazla
Döküm Yolu İle İmalat
 Döküm Yolu İle İmalat Tanımı: Eritilmiş sıvı metal veya alaşım çıkacak parçanın negatifi olan bir boşluğa dökülüp onu katılaştırmak suretiyle istediğimiz şekli elde etme yöntemine döküm adını veriyoruz.
Döküm Yolu İle İmalat Tanımı: Eritilmiş sıvı metal veya alaşım çıkacak parçanın negatifi olan bir boşluğa dökülüp onu katılaştırmak suretiyle istediğimiz şekli elde etme yöntemine döküm adını veriyoruz.
Fabrika İmalat Teknikleri
 Fabrika İmalat Teknikleri İmalat Yöntemleri İmalat teknolojisinin temel amacı tasarlanan ürünlerin en düşük maliyetle, en iyi kalitede ve en verimli yöntemle elde edilmesidir. Üretilecek parçaların geometrisi,
Fabrika İmalat Teknikleri İmalat Yöntemleri İmalat teknolojisinin temel amacı tasarlanan ürünlerin en düşük maliyetle, en iyi kalitede ve en verimli yöntemle elde edilmesidir. Üretilecek parçaların geometrisi,
Gaz. Gaz. Yoğuşma. Gizli Buharlaşma Isısı. Potansiyel Enerji. Sıvı. Sıvı. Kristalleşme. Gizli Ergime Isısı. Katı. Katı. Sıcaklık. Atomlar Arası Mesafe
 İmal Usulleri DÖKÜM Katılaşma Döküm yoluyla üretimde metal malzemelerin kullanım özellikleri, katılaşma aşamasında oluşan iç yap ile belirlenir. Dolaysıyla malzeme özelliklerinin kontrol edilebilmesi
İmal Usulleri DÖKÜM Katılaşma Döküm yoluyla üretimde metal malzemelerin kullanım özellikleri, katılaşma aşamasında oluşan iç yap ile belirlenir. Dolaysıyla malzeme özelliklerinin kontrol edilebilmesi
Tozların Şekillendirilmesi ve Sinterleme. Yrd. Doç. Dr. Rıdvan YAMANOĞLU
 Tozların Şekillendirilmesi ve Sinterleme Fırın Tasarımı Toz metalurjisinin çoğu uygulamalarında nihai ürün açısından yüksek yoğunluk öncelikli bir kavramdır. Toz yoğunlaştırması (densifikasyon) aşağıda
Tozların Şekillendirilmesi ve Sinterleme Fırın Tasarımı Toz metalurjisinin çoğu uygulamalarında nihai ürün açısından yüksek yoğunluk öncelikli bir kavramdır. Toz yoğunlaştırması (densifikasyon) aşağıda
Döküm kumu bileşeni olarak kullanılan silis kumunda tane büyüklüklerinin tespiti.
 DÖKÜM KUMLARININ ELEK ANALİZİ 1. DENEYİN AMACI Döküm kumu bileşeni olarak kullanılan silis kumunda tane büyüklüklerinin tespiti. 2. TEORİK BİLGİLER Döküm tekniğinde ergimiş metalin içine döküldüğü kalıpların
DÖKÜM KUMLARININ ELEK ANALİZİ 1. DENEYİN AMACI Döküm kumu bileşeni olarak kullanılan silis kumunda tane büyüklüklerinin tespiti. 2. TEORİK BİLGİLER Döküm tekniğinde ergimiş metalin içine döküldüğü kalıpların
KÜP ŞEKER MAKİNALARINDA LİDER KURULUŞ
 KÜP ŞEKER MAKİNALARINDA LİDER KURULUŞ Teknikeller Makina tam otomatik ve yarı otomatik küp şeker makineleri, küp şeker sarım makineleri ve tüp dolum makineleri üretmektedir. Üretim ihtiyaçlarınız doğrultusunda
KÜP ŞEKER MAKİNALARINDA LİDER KURULUŞ Teknikeller Makina tam otomatik ve yarı otomatik küp şeker makineleri, küp şeker sarım makineleri ve tüp dolum makineleri üretmektedir. Üretim ihtiyaçlarınız doğrultusunda
ATOM HAREKETLERİ ve ATOMSAL YAYINIM
 ATOM HAREKETLERİ ve ATOMSAL YAYINIM 1. Giriş Malzemelerde üretim ve uygulama sırasında görülen katılaşma, çökelme, yeniden kristalleşme, tane büyümesi gibi olaylar ile kaynak, lehim, sementasyon gibi işlemler
ATOM HAREKETLERİ ve ATOMSAL YAYINIM 1. Giriş Malzemelerde üretim ve uygulama sırasında görülen katılaşma, çökelme, yeniden kristalleşme, tane büyümesi gibi olaylar ile kaynak, lehim, sementasyon gibi işlemler
Şekil 1. Shansk Tezgahında Batarya Döküm Yöntemi
 SERAMİK SAĞLIK GEREÇLERİ ÜRETİMİNDE KULLANILAN DÖKÜM YÖNTEMLERİ AVANTAJ ve DEZAVANTAJLARI 1 ) Batarya Döküm ( Shanks Döküm) Sağlık gereçleri endüstrisinde üretim hızını arttırmak için geliştirilmiştir.
SERAMİK SAĞLIK GEREÇLERİ ÜRETİMİNDE KULLANILAN DÖKÜM YÖNTEMLERİ AVANTAJ ve DEZAVANTAJLARI 1 ) Batarya Döküm ( Shanks Döküm) Sağlık gereçleri endüstrisinde üretim hızını arttırmak için geliştirilmiştir.
BASMA DENEYİ MALZEME MÜHENDİSLİĞİ BÖLÜMÜ. 1. Basma Deneyinin Amacı
 1. Basma Deneyinin Amacı Mühendislik malzemelerinin çoğu, uygulanan gerilmeler altında biçimlerini kalıcı olarak değiştirirler, yani plastik şekil değişimine uğrarlar. Bu malzemelerin hangi koşullar altında
1. Basma Deneyinin Amacı Mühendislik malzemelerinin çoğu, uygulanan gerilmeler altında biçimlerini kalıcı olarak değiştirirler, yani plastik şekil değişimine uğrarlar. Bu malzemelerin hangi koşullar altında
TERMOSET PLASTİK KALIPÇILIĞI DERSİ ÇALIŞMA SORULARI. a. Kırılganlık. b. Saydamlık. c. Elastikiyet. d. Mukavemet. b.
 TERMOSET PLASTİK KALIPÇILIĞI DERSİ ÇALIŞMA SORULARI 1. Plastik sıkıştırma kalıpları daha çok hangi malzemelerin kalıplanmasında kullanılmaktadır? a. Termoplastik b. Polietilen c. Termoset d. PVC 5. Kauçuğun
TERMOSET PLASTİK KALIPÇILIĞI DERSİ ÇALIŞMA SORULARI 1. Plastik sıkıştırma kalıpları daha çok hangi malzemelerin kalıplanmasında kullanılmaktadır? a. Termoplastik b. Polietilen c. Termoset d. PVC 5. Kauçuğun
İmal Usulleri. Fatih ALİBEYOĞLU -7-
 Fatih ALİBEYOĞLU -7- Giriş Malzemeler birçok imal yöntemiyle şekillendirilebilir. Bundan dolayı malzemelerin mekanik davranışlarını bilmemiz büyük bir önem teşkil etmektedir. Bir mekanik problemi çözerken
Fatih ALİBEYOĞLU -7- Giriş Malzemeler birçok imal yöntemiyle şekillendirilebilir. Bundan dolayı malzemelerin mekanik davranışlarını bilmemiz büyük bir önem teşkil etmektedir. Bir mekanik problemi çözerken
MALZEME BİLGİSİ DERS 11 DR. FATİH AY. www.fatihay.net fatihay@fatihay.net
 MALZEME BİLGİSİ DERS 11 DR. FATİH AY www.fatihay.net fatihay@fatihay.net GEÇEN HAFTA DEMİR ESASLI ALAŞIMLAR DEMİR DIŞI ALAŞIMLAR METALLERE UYGULANAN İMALAT YÖNTEMLERİ METALLERE UYGULANAN ISIL İŞLEMLER
MALZEME BİLGİSİ DERS 11 DR. FATİH AY www.fatihay.net fatihay@fatihay.net GEÇEN HAFTA DEMİR ESASLI ALAŞIMLAR DEMİR DIŞI ALAŞIMLAR METALLERE UYGULANAN İMALAT YÖNTEMLERİ METALLERE UYGULANAN ISIL İŞLEMLER
TALAŞLI İMALAT. Koşul, takım ile iş şekillendirilmek istenen parça arasında belirgin bir sertlik farkının olmasıdır.
 TALAŞLI İMALAT Şekillendirilecek parça üzerinden sert takımlar yardımıyla küçük parçacıklar halinde malzeme koparılarak yapılan malzeme üretimi talaşlı imalat olarak adlandırılır. Koşul, takım ile iş şekillendirilmek
TALAŞLI İMALAT Şekillendirilecek parça üzerinden sert takımlar yardımıyla küçük parçacıklar halinde malzeme koparılarak yapılan malzeme üretimi talaşlı imalat olarak adlandırılır. Koşul, takım ile iş şekillendirilmek
İmal Usulleri. Döküm Tekniği
 İmal Usulleri Döküm Tekniği Örnek Heterojen Çekirdeklenme Alışılmamış laboratuar deneyleri dışında, sıvı metal için homojen çekirdeklenme asla olmaz. Uygulamadaki sıvı metallerin içinde hemen her zaman
İmal Usulleri Döküm Tekniği Örnek Heterojen Çekirdeklenme Alışılmamış laboratuar deneyleri dışında, sıvı metal için homojen çekirdeklenme asla olmaz. Uygulamadaki sıvı metallerin içinde hemen her zaman
Döküm Prensipleri. Yard.Doç.Dr. Derya Dışpınar. İstanbul Üniversitesi
 Döküm Prensipleri Yard.Doç.Dr. Derya Dışpınar Şekilvermeyöntemleri Talaşlı Talaşsız Torna Freze Matkap Taşlama Dövme Çekme Ekstrüzyon Döküm Kaynak, lehim Toz metalurjisi Birleştirme Döküm 1. Metal veya
Döküm Prensipleri Yard.Doç.Dr. Derya Dışpınar Şekilvermeyöntemleri Talaşlı Talaşsız Torna Freze Matkap Taşlama Dövme Çekme Ekstrüzyon Döküm Kaynak, lehim Toz metalurjisi Birleştirme Döküm 1. Metal veya
YTÜMAKiNE * A305teyim.com
 YTÜMAKiNE * A305teyim.com KONU: Kalın Sacların Kaynağı BİRLEŞTİRME YÖNTEMLERİ ÖDEVİ Kaynak Tanımı : Aynı veya benzer cinsten iki malzemeyi ısı, basınç veya her ikisini birden kullanarak, ilave bir malzeme
YTÜMAKiNE * A305teyim.com KONU: Kalın Sacların Kaynağı BİRLEŞTİRME YÖNTEMLERİ ÖDEVİ Kaynak Tanımı : Aynı veya benzer cinsten iki malzemeyi ısı, basınç veya her ikisini birden kullanarak, ilave bir malzeme
TOZ METALURJİSİ. Yrd. Doç. Dr. Rıdvan YAMANOĞLU
 TOZ METALURJİSİ Yrd. Doç. Dr. Rıdvan YAMANOĞLU Toz Metalurjisi Tasarım Toz Metalurjisi Avantajlar Karmaşık şekil Çok küçük parçalar Mikroyapı kontrolü Ekonomik Özellikle yüksek ergime dereceli malzemeler
TOZ METALURJİSİ Yrd. Doç. Dr. Rıdvan YAMANOĞLU Toz Metalurjisi Tasarım Toz Metalurjisi Avantajlar Karmaşık şekil Çok küçük parçalar Mikroyapı kontrolü Ekonomik Özellikle yüksek ergime dereceli malzemeler
PLASTİK ŞEKİLLENDİRME YÖNTEMLERİ
 PLASTİK ŞEKİLLENDİRME YÖNTEMLERİ Metalik malzemelerin geriye dönüşü olmayacak şekilde kontrollü fiziksel/kütlesel deformasyona (plastik deformasyon) uğratılarak şekillendirilmesi işlemlerine genel olarak
PLASTİK ŞEKİLLENDİRME YÖNTEMLERİ Metalik malzemelerin geriye dönüşü olmayacak şekilde kontrollü fiziksel/kütlesel deformasyona (plastik deformasyon) uğratılarak şekillendirilmesi işlemlerine genel olarak
BARTIN ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ METALURJİ VE MALZEME MÜHENDİSLİĞİ
 BARTIN ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ METALURJİ VE MALZEME MÜHENDİSLİĞİ MALZEME LABORATUARI I DERSİ ISIL İŞLEM (NORMALİZASYON, SU VERME, MENEVİŞLEME) DENEY FÖYÜ DENEYİN ADI: Isıl İşlem(Normalizasyon,
BARTIN ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ METALURJİ VE MALZEME MÜHENDİSLİĞİ MALZEME LABORATUARI I DERSİ ISIL İŞLEM (NORMALİZASYON, SU VERME, MENEVİŞLEME) DENEY FÖYÜ DENEYİN ADI: Isıl İşlem(Normalizasyon,
HIZLI PROTOTIP OLUŞTURMADA KARŞILAŞILAN PROBLEMLER VE ÇÖZÜM ÖNERİLERİ
 HIZLI PROTOTIP OLUŞTURMADA KARŞILAŞILAN PROBLEMLER VE ÇÖZÜM ÖNERİLERİ H. Rıza BÖRKLÜ, A. Kıvanç YILDIRIM ve H. Kürşad SEZER Gazi Üniversitesi Teknoloji Fakültesi Endüstriyel Tasarım Mühendisliği Bölümü
HIZLI PROTOTIP OLUŞTURMADA KARŞILAŞILAN PROBLEMLER VE ÇÖZÜM ÖNERİLERİ H. Rıza BÖRKLÜ, A. Kıvanç YILDIRIM ve H. Kürşad SEZER Gazi Üniversitesi Teknoloji Fakültesi Endüstriyel Tasarım Mühendisliği Bölümü
DÖKÜM KUMLARININ NEM VE MUKAVEMET TAYİNİ
 DÖKÜM KUMLARININ NEM VE MUKAVEMET TAYİNİ 1. DENEYİN AMACI Döküm kalıbı ve maçası yapmakta kullanılan kumların özelliklerinin öğrenilmesi ve bu kumlara bu özellikleri veren mekanizmaların incelenmesi 2.
DÖKÜM KUMLARININ NEM VE MUKAVEMET TAYİNİ 1. DENEYİN AMACI Döküm kalıbı ve maçası yapmakta kullanılan kumların özelliklerinin öğrenilmesi ve bu kumlara bu özellikleri veren mekanizmaların incelenmesi 2.
Kaynak nedir? Aynı veya benzer alaşımlı maddelerin ısı tesiri altında birleştirilmelerine Kaynak adı verilir.
 1 Kaynak nedir? Aynı veya benzer alaşımlı maddelerin ısı tesiri altında birleştirilmelerine Kaynak adı verilir. 2 Neden Kaynaklı Birleşim? Kaynakla, ilave bağlayıcı elemanlara gerek olmadan birleşimler
1 Kaynak nedir? Aynı veya benzer alaşımlı maddelerin ısı tesiri altında birleştirilmelerine Kaynak adı verilir. 2 Neden Kaynaklı Birleşim? Kaynakla, ilave bağlayıcı elemanlara gerek olmadan birleşimler
KUM KALIBA DÖKÜM YÖNTEMİ
 KUM KALIBA DÖKÜM YÖNTEMİ Kum kalıba döküm en çok kullanılan döküm yöntemlerinin başında gelmektedir. Çok farklı büyüklükteki parçalara uygulanışı ve kalıplama maliyetinin az oluşu nedeniyle tercih sebebidir.
KUM KALIBA DÖKÜM YÖNTEMİ Kum kalıba döküm en çok kullanılan döküm yöntemlerinin başında gelmektedir. Çok farklı büyüklükteki parçalara uygulanışı ve kalıplama maliyetinin az oluşu nedeniyle tercih sebebidir.
Dövmenin tarihi 4000 yıl veya daha fazlasına dayanmaktadır. Cıvatalar, perçinler, çubuklar, türbin milleri, paralar, madalyalar, dişliler, el
 Dövmenin tarihi 4000 yıl veya daha fazlasına dayanmaktadır. Cıvatalar, perçinler, çubuklar, türbin milleri, paralar, madalyalar, dişliler, el aletleri, hava taşıtı parçaları dövme yolu ile üretilen elemanlardır.
Dövmenin tarihi 4000 yıl veya daha fazlasına dayanmaktadır. Cıvatalar, perçinler, çubuklar, türbin milleri, paralar, madalyalar, dişliler, el aletleri, hava taşıtı parçaları dövme yolu ile üretilen elemanlardır.
ITP13103 Yapı Malzemeleri
 ITP13103 Yapı Malzemeleri Yrd.Doç.Dr. Orhan ARKOÇ e-posta : orhan.arkoc@klu.edu.tr Web : http://personel.klu.edu.tr/orhan.arkoc 1 Bölüm 5.1 GAZBETON 2 Giriş Gazbeton; silisli kum ( kuvarsit ), çimento,
ITP13103 Yapı Malzemeleri Yrd.Doç.Dr. Orhan ARKOÇ e-posta : orhan.arkoc@klu.edu.tr Web : http://personel.klu.edu.tr/orhan.arkoc 1 Bölüm 5.1 GAZBETON 2 Giriş Gazbeton; silisli kum ( kuvarsit ), çimento,
Mak-204. Üretim Yöntemleri II. Talaşlı Đmalatın Genel Tanımı En Basit Talaş Kaldırma: Eğeleme Ölçme ve Kumpas Okuma Markalama Tolerans Kesme
 Mak-204 Üretim Yöntemleri II Talaşlı Đmalatın Genel Tanımı En Basit Talaş Kaldırma: Eğeleme Ölçme ve Kumpas Okuma Markalama Tolerans Kesme Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi
Mak-204 Üretim Yöntemleri II Talaşlı Đmalatın Genel Tanımı En Basit Talaş Kaldırma: Eğeleme Ölçme ve Kumpas Okuma Markalama Tolerans Kesme Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi
Ç l e i l k i l k e l r e e e Uyg u a l na n n n Yüz ü ey e y Ser Se tle l ş e t ş ir i me e İ şl ş e l m l r e i
 Çeliklere Uygulanan Yüzey Sertleştirme İşlemleri Bazı uygulamalarda kullanılan çelik parçaların hem aşınma dirençlerinin, hem de darbe dayanımlarının yüksek olması istenir. Bunun için parçaların yüzeylerinin
Çeliklere Uygulanan Yüzey Sertleştirme İşlemleri Bazı uygulamalarda kullanılan çelik parçaların hem aşınma dirençlerinin, hem de darbe dayanımlarının yüksek olması istenir. Bunun için parçaların yüzeylerinin
MAK 353 İMAL USULLERİ. B - Döküm Yöntemleri İTÜ Makina Fakültesi
 MAK 353 İMAL USULLERİ B - Döküm Yöntemleri İTÜ Makina Fakültesi 1 METAL DÖKÜM YÖNTEMLERİ 1. Kum Döküm 2. Diğer Bozulabilir Kalıba Döküm Yöntemleri 3. Kalıcı Kalıba Döküm Yöntemleri 4. Dökümhane Uygulamaları
MAK 353 İMAL USULLERİ B - Döküm Yöntemleri İTÜ Makina Fakültesi 1 METAL DÖKÜM YÖNTEMLERİ 1. Kum Döküm 2. Diğer Bozulabilir Kalıba Döküm Yöntemleri 3. Kalıcı Kalıba Döküm Yöntemleri 4. Dökümhane Uygulamaları
Farklı piston yağlayıcılarının ısıl reaksiyonu ve bunun döküm kalitesine etkisi
 TRIBO-CHEMİE 2. Soğuk Kamaralı Döküm Makinelerinin Alüminyum Dozingi için Aalen Uygulama Günlerinde Dünyaca ünlü döküm uzmanı Prof.Dr.Dr.hc.Klein ın desteği ile System Shot Sleeve, Piston Yağlama(kısmı
TRIBO-CHEMİE 2. Soğuk Kamaralı Döküm Makinelerinin Alüminyum Dozingi için Aalen Uygulama Günlerinde Dünyaca ünlü döküm uzmanı Prof.Dr.Dr.hc.Klein ın desteği ile System Shot Sleeve, Piston Yağlama(kısmı
2.Oturum: Kalıp & Maça Teknolojileri Oturum Başkanı: Teoman Altınok (Entil Endüstri)
") «Daha Temiz Motor Bloğu ve Silindir Kafaları için Gelişmiş Boya Sistemleri» Simon Turley, Halil Gönenbaba (Metko Hüttenes Albertus) 2.Oturum: Kalıp & Maça Teknolojileri Oturum Başkanı: Teoman Altınok (Entil
«Daha Temiz Motor Bloğu ve Silindir Kafaları için Gelişmiş Boya Sistemleri» Simon Turley, Halil Gönenbaba (Metko Hüttenes Albertus) 2.Oturum: Kalıp & Maça Teknolojileri Oturum Başkanı: Teoman Altınok (Entil
Prof.Dr.Muzaffer ZEREN SU ATOMİZASYONU
 . Prof.Dr.Muzaffer ZEREN SU ATOMİZASYONU Su atomizasyonu, yaklaşık 1600 C nin altında ergiyen metallerden elementel ve alaşım tozlarının üretimi için en yaygın kullanılan tekniktir. Su atomizasyonu geometrisi
. Prof.Dr.Muzaffer ZEREN SU ATOMİZASYONU Su atomizasyonu, yaklaşık 1600 C nin altında ergiyen metallerden elementel ve alaşım tozlarının üretimi için en yaygın kullanılan tekniktir. Su atomizasyonu geometrisi
05.11.2014 METAL DÖKÜMÜNÜN ESASLARI MAK 351 İMAL USULLERİ. Katılaştırma Yöntemleri
 METAL DÖKÜMÜNÜN ESASLARI MAK 351 İMAL USULLERİ Doç.Dr. Turgut GÜLMEZ İTÜ Makina Fakültesi 1 MAK EUT 351 231 Üretim Doç.Dr. Yöntemleri Turgut GÜLMEZ(İTÜ Doç.Dr. Murat Makina VURAL Fakültesi) (İTÜ Makina
METAL DÖKÜMÜNÜN ESASLARI MAK 351 İMAL USULLERİ Doç.Dr. Turgut GÜLMEZ İTÜ Makina Fakültesi 1 MAK EUT 351 231 Üretim Doç.Dr. Yöntemleri Turgut GÜLMEZ(İTÜ Doç.Dr. Murat Makina VURAL Fakültesi) (İTÜ Makina
METAL DÖKÜM YÖNTEMLERİ EÜT 231 ÜRETİM YÖNTEMLERİ. Kum Döküme Genel Bakış. Döküm Yöntemlerinin İki Kategorisi
 METAL DÖKÜM YÖNTEMLERİ EÜT 231 ÜRETİM YÖNTEMLERİ Doç.Dr. Murat VURAL İTÜ Makina Fakültesi 1 1. Kum Döküm 2. Diğer Bozulabilir Kalıba Döküm Yöntemleri 3. Kalıcı Kalıba Döküm Yöntemleri 4. Dökümhane Uygulamaları
METAL DÖKÜM YÖNTEMLERİ EÜT 231 ÜRETİM YÖNTEMLERİ Doç.Dr. Murat VURAL İTÜ Makina Fakültesi 1 1. Kum Döküm 2. Diğer Bozulabilir Kalıba Döküm Yöntemleri 3. Kalıcı Kalıba Döküm Yöntemleri 4. Dökümhane Uygulamaları
DÖKÜM İMALAT PROSESLERİ İÇİN İLERİ DÜZEY SİMÜLASYON YAZILIMI: VULCAN
 DÖKÜM İMALAT PROSESLERİ İÇİN İLERİ DÜZEY SİMÜLASYON YAZILIMI: VULCAN VULCAN döküm simülasyon yazılımı ile imalat öncesi döküm kusurlarının tespiti ve iyileştirilmesi ÖZET Makalede uygulama yapılan model
DÖKÜM İMALAT PROSESLERİ İÇİN İLERİ DÜZEY SİMÜLASYON YAZILIMI: VULCAN VULCAN döküm simülasyon yazılımı ile imalat öncesi döküm kusurlarının tespiti ve iyileştirilmesi ÖZET Makalede uygulama yapılan model
ŞİŞİRME KALIPLARI DERSİ ÇALIŞMA SORULARI. a. Matkap tezgâhı. b. Freze tezgâhı. c. Torna tezgâhı. d. Taşlama tezgâhı. a. Dökme demir. b.
 ŞİŞİRME KALIPLARI DERSİ ÇALIŞMA SORULARI 1. Genellikle büyük hacimli, prizmatik biçimli plastik şişelerin üretiminde kullanılan şişirme kalıbı aşağıdakilerden hangisidir? a. Dalıcı pinli şişirme kalıbı
ŞİŞİRME KALIPLARI DERSİ ÇALIŞMA SORULARI 1. Genellikle büyük hacimli, prizmatik biçimli plastik şişelerin üretiminde kullanılan şişirme kalıbı aşağıdakilerden hangisidir? a. Dalıcı pinli şişirme kalıbı
MAK 353 İMAL USULLERİ. İTÜ Makina Fakültesi
 MAK 353 İMAL USULLERİ İTÜ Makina Fakültesi 1 METAL DÖKÜM YÖNTEMLERİ 1. Kum Döküm 2. Diğer Bozulabilir Kalıba Döküm Yöntemleri 3. Kalıcı Kalıba Döküm Yöntemleri 4. Dökümhane Uygulamaları 5. Döküm Kalitesi
MAK 353 İMAL USULLERİ İTÜ Makina Fakültesi 1 METAL DÖKÜM YÖNTEMLERİ 1. Kum Döküm 2. Diğer Bozulabilir Kalıba Döküm Yöntemleri 3. Kalıcı Kalıba Döküm Yöntemleri 4. Dökümhane Uygulamaları 5. Döküm Kalitesi
BASINÇLI HAVANIN ENERJİSİNDEN FAYDALANILARAK GÜÇ İLETEN VE BU GÜCÜ KONTROL EDEN SİSTEMDİR.
 Pnömatik Nedir? BASINÇLI HAVANIN ENERJİSİNDEN FAYDALANILARAK GÜÇ İLETEN VE BU GÜCÜ KONTROL EDEN SİSTEMDİR. Tüm Endüstriyel tesisler herhangi bir tip akışkan ihtiva eden bir güç sistemi kullanır. Bu sistemde
Pnömatik Nedir? BASINÇLI HAVANIN ENERJİSİNDEN FAYDALANILARAK GÜÇ İLETEN VE BU GÜCÜ KONTROL EDEN SİSTEMDİR. Tüm Endüstriyel tesisler herhangi bir tip akışkan ihtiva eden bir güç sistemi kullanır. Bu sistemde
DÖVME (Forging) Dövme (cold forging parts)
 Dövme (cold forging parts)") DÖVME (Forging) Dövmenin tarihi 4000 yıl veya daha fazlasına dayanmaktadır. Cıvatalar, perçinler, çubuklar, türbin milleri, paralar, madalyalar, dişliler, el aletleri, hava taşıtı parçaları dövme yolu
DÖVME (Forging) Dövmenin tarihi 4000 yıl veya daha fazlasına dayanmaktadır. Cıvatalar, perçinler, çubuklar, türbin milleri, paralar, madalyalar, dişliler, el aletleri, hava taşıtı parçaları dövme yolu