ohm direnç için farklı sıcaklık döngü test sonucu
|
|
|
- Nesrin Gülpınar
- 8 yıl önce
- İzleme sayısı:
Transkript
1 ohm direnç için farklı sıcaklık döngü test sonucu % Hatalı komponent Kaynak: Motorola Sıcaklık döngü sayısı

2 BGA için SAC krem lehimli bağlantının SnPb krem lehimli bağlantı ile ömür karşılaştırılması Kalay kurşunlu PBGA, SAC krem lehim ile montaj yapıldığında, 0/100 C döngü(mild) de potansiyel güvenilirlik sorunu Kaynak: Lead-Free and Mixed Assembly Solder Joint Reliability Trends, Jean-Paul Clech, Ph.D.EPSI Inc.Montclair, NJ, February 26, 2004

3 Malzemeler ve Güvenilirlik Kurşunsuz Lehim Alternatifleri Tahmini Maliyet Alaşım Metal Maliyeti(USD/lb) Sn4Ag0,5Cu 5,24 Sn3,5Ag5Bi 4,96 96,5Sn3,5Ag 4,90 Sn3Ag3Bi 4,58 Sn2Ag0,8Cu0,5Sb 3,82 Sn58Bi 3,11 Sn0,7Cu 2,41 Sn8Zn3Bi 2,32 63Sn37Pb 1,61 Kaynak: Pecht, M. and Ganesan, S., Lead-free Electronics, Maryland, USA, CALCE EPSC, 2004,

4 Alaşım tiplerine göre kullanım alanları Alaşım Erime Sıcaklığı ( C) Kullanılan Sektör Firma Adı SnAg Otomotiv Visteon(Ford) SnAgBi Askeri/Havacılık Panasonic Tüketici Elektronik Hitachi SnAgBiCu Askeri/Havacılık Panasonic SnAgBiCuGe 216(alaşım oranalrına Tüketici Elektronik Sony bağlı) SnAgBiX Tüketici Elektronik Sony SnAgCu 217 Otomotiv Panasonic Telekomunikasyon Nokia, Toshiba, Nortel, Panasonic SnBi 138 Tüketici Elektronik Panasonic SnCu 227 Tüketici Elektronik Panasonic Telekomunikasyon Nortel SnZn Tüketici Elektronik NEC, Panasonic, Toshiba

5 Lehim Alaşımları Güvenilirliği Reflow alaşım seçimi: Sn3.8Ag0.7Cu, EU IDEALS konsorsiyum tarafından, -20ºC ile 125º C arasında 3000 kezlik güvenilirlik testi sonrasında en iyi kurşunsuz lehim alaşımı olarak önerilmekte. Sn3.9Ag0.6Cu, NEMI(National Electronics Manufacturing Initiative) Accelerated thermal cycle (ATC) nin, BGA(Ball Grid Arrays),CSP(Chip Scale Packages), TSOP(Thin Small Outline Package) ve mikroçiplerde yaptığı güvenilirlik testlerinde kurşunlu lehime benzer veya daha iyi sonuçlar almış. Dalgalı lehim (Wave solder): Sn0.7Cu ve Sn3Ag0.5Cu maliyetten dolayı seçilmekte. Güvenilirlik açısından Sn3Ag0.5Cu, Sn3.9Ag0.6Cu kadar olumlu olmadığı değerlendirilmekte. Kaynak: Pecht,M.,Ganesan, S., Lead-Free Electronics, 2004 ed. Kaynak: Mahidhara, R., A Primer on Lead-free Processing, Chip Scale Review, March/April 2000
: Sn0.7Cu ve Sn3Ag0.5Cu maliyetten dolayı seçilmekte. Güvenilirlik açısından Sn3Ag0.5Cu, Sn3.")
6 Baskılı Devre Kartları için Kurşunsuz Lehime Uygun Sonlandırma Türleri Kurşunsuz HASL Reflowlu Kalay Elektrolitik Kalay-Bizmut Elektriksiz Nikel/Daldırma Altın (ENIG) Elektriksiz Nikel/ Elektriksiz Paladyum/ Daldırma (ENEPIG) OSP Daldırma Gümüş Daldırma Kalay
 OSP Daldırma Gümüş")
7 OSP Sonlandırmalı Baskılı Devre Kartları Fiyat olarak SnPb ile aynı olduğu için tercih edilmektedir, iyonik kalıntı içermez, HASL dan daha muntazam bir yüzey elde edilir, tercih edilen atmosfer ortamına bağlı olarak lehimlenebilirlik özelliği iyidir. Kurşunsuz lehim ile kullanılan lehim pastası ve yüksek sıcaklığa dayanımı dikkat edilmesi gereken hususlardır, ayrıca kurşunsuz lehimle ıslatma özelliği diğer yüzey sonlandırmalar kadar iyi değildir. Risk: Yüksek sıcaklığa ve kullanılan lehim pastası kimyasallarına karşı dayanıklılık sorunu. Islatma Kuvveti (mn/mm) 0,300 0,250 0,200 0,150 0,100 0,050 0,000 0,000 0,500 1,500 2,500 3,500 5,000 10,000 0 gün 30 gün 90 gün 180 gün 330 gün 672 gün Kurşunsuz HASL Risk: Yüksek sıcaklık, PCB de kamburlaşma, işlem sırasında emilen kimyasal maddeler. Islatma Süresi (sn) OSP sonlandırma için oda sıcaklığında 672 güne kadar depolanma durumunaki ıslatma kuvvetleri

8 Elektriksiz Nikel/Daldırma Altın (ENIG) 0,250 Risk: Kaplama kalınlığı(genelde çok ince olmaktadır) kritik olabilir, Kalay-bakır yüzey metali yılda 1µm kadar büyür ve ortaya çıkan metal lehimlenebilir değildir. Islatma Kuvveti (mn/mm 0,200 0,150 0,100 0,050 0,000 0,000 0,300 0,750 1,500 3,000 4,500 7,500 10,000 Islatma Süresi (sn) 18 ay 12 ay 6 ay 2 ay ENIG Sonlandırma için oda sıcaklığında 18 aya kadar depolanma durumunaki ıslatma kuvvetleri
 18 ay 12 ay 6 ay 2 ay ENIG Sonlandırma için oda sıcaklığında 18 aya kadar depolanma durumunaki")
9 Baskı Devre Kartı-Diğer Güvenilirlik konuları Reflow: Yüksek sıcaklıktan dolayı kamburlaşma olabilir, önlem: Yüksek Tg(Glass transition temp.) plaka kullanımı(maliyet yüksek) Temizlik Cl iyonu olarak kartlardaki kirlilik ölçümü Lehimleme öncesi Cl=2,06 μg/in2 220 C de Reflow sonrası Cl=3,85 μg/in2 250 C de dalgalı lehim sonrası Cl=6.1 μg/in2(ipc) PCB üreticileri lehim maskesi öncesi temizlilik ölçümü yapmalı Kaynak:UMD-CALCE

10 Komponentler için Kurşunsuz Lehime Uygun Sonlandırma Türleri Dünyada komponentler için halen kullanılmakta olan sonlandırmalar Erime sıcaklığı: Seçilen krem lehim reflow profili ile uyumlu olmalı İletkenlik: Kabuledilebilir iletkenliğe sahip olmalı Dayanıklılık: Mekanik montaj işlemleri sırasında ve termal gerilim karşısında kaplamanın kalkması ve ayrılmasına sebep olmayacak dayanık olmalı. Toksik durum: Tüm dünya şartlarına uygun olmalı Lehimlenebilirlik: İyi lehimlenebilirlik ve ıslanma özellikleri olmalı ve bu özelliğini çeşitli yaşlandırma ortamlarına maruz kalması durumunda da devam ettirebilmelidir. Güvenilirlik: Kılcal uzantı (whisker) veya lehim bağlantı ayrılması türünden hatalara sebep olmamalıdır, SnPb ve kurşunsuz krem lehimler ile uyumlu olmalıdır. Üretlebilirlik:Üretilebilirlik performansı iyi olmalıdır, ticari olarak mevcut olan kaplama kimyasalları ile elektrokaplama yapılabilme özelliği olmalıdır. Maliyet: Kalay kurşuna göre maliyet etkin olabilmelidir
 veya lehim bağlantı ayrılması türünden hatalara sebep olmamalıdır, SnPb ve kurşunsuz krem lehimler ile uyumlu olmalıdır.")
11 Komponentler için Kurşunsuz Lehime Uygun Sonlandırma Türleri Kaplama malzemesi 1.Kalay kaplama 2.Kalay-Bizmut 3.Kalay-Bakır 4.Ni/Pd/Au 5.Ni/Pd Texas:1, 3, 5 Philips: 1, 5 Cypress:4 Samsung: 2 Sony: 2, 4 Hitachi: 2, 4,3 Amkor : 2, 1 Sorunlar : Komponent parça numarası Kılcal uzantılar (Whiskering) Tin pest-beyaz β-kalayın gri α-kalaya dönüşümü, bağlantılarda güvenilirlik sorunu Korozyon-Ni/Pd/Au kaplı paketlerde, üretim sırasında kaplamaya zarar vererek alt kısımda bulunan bakırın ortaya çıkması ile sorun başlar.
 Tin pest-beyaz β-kalayın gri α-kalaya dönüşümü, bağlantılarda güvenilirlik sorunu")
12 Komponent Sonlandırma Güvenilirlik Komponent sonlandırmalarında kullanılan kurşunsuz lehim alaşımlarının SnPb ile karşılaştırılan kriterlerin sonuçları Sn SnBi SnCu SnAg Au /PdNi Au / Pd Lehimlenebilirlik Lehim bağlantı güvenilirliği SnPbBi güvenilirliği Test edilmedi Kalay kılcal uzama riski SnPb ve Kurşunsuz proses Biraz daha fazla risk var Biraz daha fazla risk var SnPbBi güvenilirliği Önemli ölçüde risk var Biraz daha fazla risk var Test edilmedi Kontak direnci Test edilmedi Aşınma direnci Test edilmedi Kılcal uzama riski yoktur Kılcal uzama riski yoktur Sürtünme katsayısı Test edilmedi Kaplama işlemi SnPb den daha kolay Zor Zor Çok zor Bozulma değeri Bi miktarı Maliyet Pahallı Çok pahallı Çok pahallı

13 Kılcal uzantı değerlendirme diagramı Meksimum kılcal uzantı(micron) Minimum kaplama kalınlığı için Ortalama kaplama kalınlığı 3 micron Eğrinin 26. haftadan sonra ektrapolasyonu durumunda, kılcal uzantı boyu 25. haftadan sonra 50 μm geçmemelidir Zaman(Hafta) Kaynak: Puttlitz, K., and Stalter, S. Handbook of Lead- Free Solder Technology for Microelectronic Assemblies, New York, USA, Marcel Dekker Inc., En uzun kılcal uzantı (micron) Depolama süresi, Gün 85 C %85 nem Normal ortam 55 C

14 Farklı kaplama malzemeleri üzerine uygulanan kalay kaplamalı sonlandırmalarda görülen maksimum kılcal uzantı Enuzun kılcal uzantı, um Depolama süresi, Gün K65, 2.6um K80, 2.7um MF202, 2.5um A42, 3.5um K75, 2.5um K75: CuCrSiTi (Cr%0.3, Ti%0.1, Si%0.02, kalanı Cu) K80: CuFe0.1P (Fe% 0.1, P% 0.03, kalanı bakır K65: CuFeZP (Fe%2.4, Zn%0.12, P%0.03, kalanı Cu) MF202: Cu2Sn0.03P0.2Ni0.15Zn A42: % 42 Ni, P max., Al 0.15 max., Fe kalan, S max., Co 1.0 max. C 0.05 max., Si 0.30 max., Mn 0.80 max., Cr 0.25 max Kaynak: Suganuma, K. Lead-Free Soldering in Electronics, Marcel Dekker Inc., 2004.

15 Kılcal uzantı(whisker) test sonuçları Kılcal Uzama Sıcaklık/Nem Depolama (60C/%95RH) Kılcal uzamalar Saatden sonra başlıyor Farklı sonlandırmalar için farklı bekleme süresi Saatden sonra korozyon ürünleri gözleniyor Bazı bacaklarda kılcal uzama olmuyor (örnek:snag de) Kaynak:Natioanal Electronics Manufacturing Initiative Inc.(NEMI)

16 Kılcal uzantı(whisker) test sonuçları Kılcal Uzama Sıcaklık Döngüsü -55C/ 85 C Not: 500. Döngüye kadar kılcal uzama yok. Kaynak:Natioanal Electronics Manufacturing Initiative Inc.(NEMI)

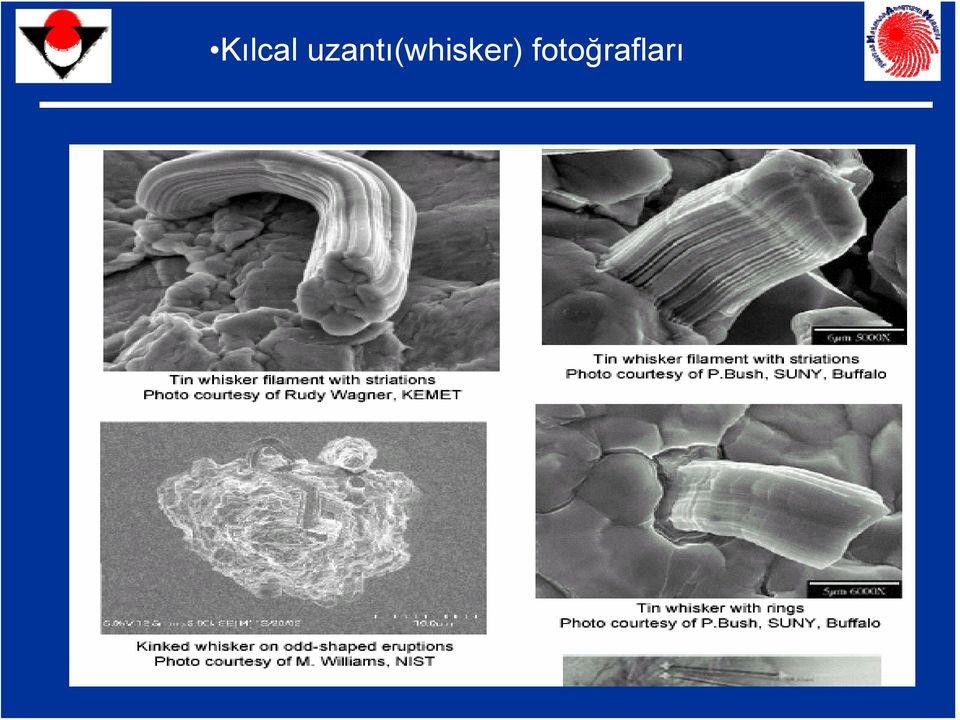
17 Kılcal uzantı(whisker) fotoğrafları
18 Kalay kılcal uzamalarının oluşumunun önlenmesine yönelik metotlar: Kalay kaplama yapmayın. Komponent üreticileri komponentleri kaplamadan kısa bir süre sonra 232 C nin üzerinde reflow işlemine tabi tutarak kalayın tamamen eriyip tekrar soğuması sağlanmalıdır. Kaplama kalay yerine sıcak daldırma kalay veya kalay alaşımının tercih edilmesi. Tercih edilen sıcak daldırma alaşım SnAgCu dır. Ana metal malzeme ile kalay kaplama arasına nikel kaplama yapılması. Mat kalay kaplamanın, kaplamadan kısa bir süre sonra (24 saatden az bir süre) 150 C de 1 saat süre ile ısıl işleme tabi tutulması. Bu metod bütün kullanıcılar tarafından kabul edilemiyebilir.

19 JESD22A121-Kalay ve kalay alaşımı yüzeylerde kılcal uzama ölçümü En uzun kılcal uzantı Bileşen tipi Sınıf 1 Sınıf 2 Sınıf 3 İki bacaklı bileşen 67 μm Çok bacaklı paket Saf kalay ve yüksek kalay oranında alaşımlar kabul edilmez 40 μm (Bacaklar arasındaki en küçük boşluk- 0.5mm)/3 veya 67 μm, hangisi daha küçkse Çalışma frekansı > 6GHz (RF) 50 μm Sınıf 1: Görev ve ömür olarak yüksek güvenilirlik gerektiren ürünler-askeri, uzay, tıbbi uygulamalar Sınıf 2: Yüksek güvenilirlik gerektiren ticari uygulamalar- iletişim altyapı aygıtları, sunucular, disk sürüler, vb. Sınıf 3: Tüketici ürünleri- en fazla 5 yıl ömür beklenen ürünler. Kaynak:International Electronics Manufacturing Initiative Inc.(INEMI)

20 Krem Lehim Krem Lehim Baskı parametrelerinin belirlenmesi: 1. Stencil kalınlığı (Stencil thickness) 2. Aperture büyüklüğü 3. Aperture şekli 4. Kart sonlandırması 5. Krem lehim tipi 6. Baskı hızı Viskosite Basılabilirlik Çökme testi Yayılma testi Yapışma testi Lehimlenebilirlik testi Toplaşma testi Krem lehimin kurşunsuz olduğunu gösterir etiketi olmalı, ilk giren ilk çıkar, açmadan önce 4 saat oda sıcaklığında bekletilmeli, depolama ömrü daha kısa, uzatılması için araştırmalar devam ediyor

21 Lehim Pastası (Flux) Lehim pastası lehimleme sırasında üç fonksiyona sahiptir: 1.Yüzeydeki hafif oksit tabakasını giderir. 2.Yüzey metalini tekrar oksitlenmeye karşı ve eriyik lehim yüzeyini de oksitlenmeye karşı korur. 3.Erimiş lehimin yüzey gerilimini azaltır Kurşunsuz lehim ile kullanılan lehim pastası kalıntılarının temizliği kalay-kurşunlu sistemlere göre çok daha zordur, bunun sebebi: 1.Yüksek reflow sıcaklığı 2. Kullanılan lehim pastası ile daha fazla yan reaksiyonların olması 3. Daha fazla kalay tuzlarının oluşması
22 SnPb ile SAC lehimin farklı lehim pastası ile sıcaklık döngüsü ömür karşılaştırılması 55ºC ile 125 º C 30 dak döngü süresi Max. ve min. de bekleme:10 dak. Hata modu: lehim yorulması CTE ppm/º C -40ºC ile 125 º C 12 dak döngü süresi Max. ve min. da bekleme:5 dak. Hata modu: lehim yorulması ve ayrılma Kaynak:Lead-Free and Mixed Assembly Solder Joint Reliability Trends, Jean-Paul Clech, Ph.D.EPSI Inc.Montclair, NJ, February 26, 2004
Lehim pastası ve temizlilik güvenilirliği
 Lehim pastası ve temizlilik güvenilirliği Kurşunsuz lehim uygulaması ile elektro kimyasal taşınma(electro-chemical migration (ECM) ne olacak? Yeni kaplama malzemeleri Yeni bağlantı malzemeleri Yeni flux
Lehim pastası ve temizlilik güvenilirliği Kurşunsuz lehim uygulaması ile elektro kimyasal taşınma(electro-chemical migration (ECM) ne olacak? Yeni kaplama malzemeleri Yeni bağlantı malzemeleri Yeni flux
Sentes-BIR Hakkında. Sentes-BIR metallerin birleştirmeleri ve kaplamaları konusunda çözümler üreten malzeme teknolojileri firmasıdır.
 Sentes-BIR Hakkında Sentes-BIR metallerin birleştirmeleri ve kaplamaları konusunda çözümler üreten malzeme teknolojileri firmasıdır. Çalışan sayısı 80 İhracat > %50 Üretim Programı Sert Lehimleme Alaşımları
Sentes-BIR Hakkında Sentes-BIR metallerin birleştirmeleri ve kaplamaları konusunda çözümler üreten malzeme teknolojileri firmasıdır. Çalışan sayısı 80 İhracat > %50 Üretim Programı Sert Lehimleme Alaşımları
DOĞAL KURŞUN METALİK KURŞUN PLAKALAR
 KURŞUN ve ALAŞIMLARI DOĞAL KURŞUN METALİK KURŞUN PLAKALAR 1 KURŞUN ve ALAŞIMLARI Romalılar kurşun boruları banyolarda kullanmıştır. 2 KURŞUN ve ALAŞIMLARI Kurşuna oda sıcaklığında bile çok düşük bir gerilim
KURŞUN ve ALAŞIMLARI DOĞAL KURŞUN METALİK KURŞUN PLAKALAR 1 KURŞUN ve ALAŞIMLARI Romalılar kurşun boruları banyolarda kullanmıştır. 2 KURŞUN ve ALAŞIMLARI Kurşuna oda sıcaklığında bile çok düşük bir gerilim
THERMAL SPRAY KAPLAMA
 THERMAL SPRAY KAPLAMA ANTİ KOROZYON UYGULAMALARI Tel malzemenin ısıtılıp, eriyik veya yarı eriyik halde, itici gaz aracılığı ile iş parçasına püskürtülmesi ile yapılan kaplamalardır. Thermal Spray sistemleri,
THERMAL SPRAY KAPLAMA ANTİ KOROZYON UYGULAMALARI Tel malzemenin ısıtılıp, eriyik veya yarı eriyik halde, itici gaz aracılığı ile iş parçasına püskürtülmesi ile yapılan kaplamalardır. Thermal Spray sistemleri,
ÇİNKO ALAŞIMLARI :34 1
 09.11.2012 09:34 1 Çinko oda sıcaklıklarında bile deformasyon sertleşmesine uğrayan birkaç metalden biridir. Oda sıcaklıklarında düşük gerilimler çinkonun yapısında kalıcı bozunum yaratabilir. Bu nedenle
09.11.2012 09:34 1 Çinko oda sıcaklıklarında bile deformasyon sertleşmesine uğrayan birkaç metalden biridir. Oda sıcaklıklarında düşük gerilimler çinkonun yapısında kalıcı bozunum yaratabilir. Bu nedenle
BÖLÜM I YÜZEY TEKNİKLERİ
 BÖLÜM I YÜZEY TEKNİKLERİ Yüzey Teknikleri Hakkında Genel Bilgiler Gelişen teknoloji ile beraber birçok endüstri alanında kullanılabilecek malzemelerden istenen ve beklenen özellikler de her geçen gün artmaktadır.
BÖLÜM I YÜZEY TEKNİKLERİ Yüzey Teknikleri Hakkında Genel Bilgiler Gelişen teknoloji ile beraber birçok endüstri alanında kullanılabilecek malzemelerden istenen ve beklenen özellikler de her geçen gün artmaktadır.
MMT113 Endüstriyel Malzemeler 5 Metaller, Bakır ve Magnezyum. Yrd. Doç. Dr. Ersoy Erişir 2013-2014 Güz Yarıyılı
 MMT113 Endüstriyel Malzemeler 5 Metaller, Bakır ve Magnezyum Yrd. Doç. Dr. Ersoy Erişir 2013-2014 Güz Yarıyılı Cu Copper 29 Bakır 2 Dünyada madenden bakır üretimi, Milyon ton Yıl Dünyada madenden bakır
MMT113 Endüstriyel Malzemeler 5 Metaller, Bakır ve Magnezyum Yrd. Doç. Dr. Ersoy Erişir 2013-2014 Güz Yarıyılı Cu Copper 29 Bakır 2 Dünyada madenden bakır üretimi, Milyon ton Yıl Dünyada madenden bakır
Akımsız Nikel. Çözeltideki tuzları kullanarak herhangi bir elektrik akım kaynağı kullanılmadan nikel alaşımı kaplayabilen bir prosestir"
 Akımsız Nikel Eğitimi Akımsız Nikel Çözeltideki tuzları kullanarak herhangi bir elektrik akım kaynağı kullanılmadan nikel alaşımı kaplayabilen bir prosestir" Akımsız Nikel Anahtar Özellikler Brenner &
Akımsız Nikel Eğitimi Akımsız Nikel Çözeltideki tuzları kullanarak herhangi bir elektrik akım kaynağı kullanılmadan nikel alaşımı kaplayabilen bir prosestir" Akımsız Nikel Anahtar Özellikler Brenner &
Prof. Dr. HÜSEYİN UZUN KAYNAK KABİLİYETİ
 KAYNAK KABİLİYETİ Günümüz kaynak teknolojisinin kaydettiği inanılmaz gelişmeler sayesinde pek çok malzemenin birleştirilmesi artık mümkün hale gelmiştir. *Demir esaslı metalik malzemeler *Demirdışı metalik
KAYNAK KABİLİYETİ Günümüz kaynak teknolojisinin kaydettiği inanılmaz gelişmeler sayesinde pek çok malzemenin birleştirilmesi artık mümkün hale gelmiştir. *Demir esaslı metalik malzemeler *Demirdışı metalik
Kaplama dekoratif görünüşü çekici kılarlar 2
 METALĠK KAPLAMALAR Uygulamada metalik kaplamalar yalnız korozyondan korunma amacı ile dahi yapılmış olsalar bile diğer önemli bazı amaçlara da hizmet ederler: Dekoratif görünüşü çekici kılarlar. 1 Kaplama
METALĠK KAPLAMALAR Uygulamada metalik kaplamalar yalnız korozyondan korunma amacı ile dahi yapılmış olsalar bile diğer önemli bazı amaçlara da hizmet ederler: Dekoratif görünüşü çekici kılarlar. 1 Kaplama
BARA SİSTEMLERİ HAKKINDA GENEL BİLGİLER
 BARA SİSTEMLERİ HAKKINDA GENEL BİLGİLER Günümüzde bara sistemlerinde iletken olarak iki metalden biri tercih edilmektedir. Bunlar bakır ya da alüminyumdur. Ağırlık haricindeki diğer tüm özellikler bakırın
BARA SİSTEMLERİ HAKKINDA GENEL BİLGİLER Günümüzde bara sistemlerinde iletken olarak iki metalden biri tercih edilmektedir. Bunlar bakır ya da alüminyumdur. Ağırlık haricindeki diğer tüm özellikler bakırın
Rapor no: 020820060914 Konu: Paslanmaz çelik
 Rapor no: 08060914 Konu: Paslanmaz çelik PASLANMAZ ÇELİK Paslanmaz çelik, yüksek korozyon dayanımı ve üstün mekanik özellikleri (çekme, darbe, aşınma dayanımı ve sertlik) açısından diğer metalik malzemelere
Rapor no: 08060914 Konu: Paslanmaz çelik PASLANMAZ ÇELİK Paslanmaz çelik, yüksek korozyon dayanımı ve üstün mekanik özellikleri (çekme, darbe, aşınma dayanımı ve sertlik) açısından diğer metalik malzemelere
6.WEEK BİYOMATERYALLER
 6.WEEK BİYOMATERYALLER Biyomedikal Uygulamalar İçin Malzemeler Doç. Dr. Ayşe Karakeçili 3. BİYOMATERYAL TÜRLERİ METALİK BİYOMATERYALLER Hard Tissue Replacement Materials Metalik materyaller, biyomateryal
6.WEEK BİYOMATERYALLER Biyomedikal Uygulamalar İçin Malzemeler Doç. Dr. Ayşe Karakeçili 3. BİYOMATERYAL TÜRLERİ METALİK BİYOMATERYALLER Hard Tissue Replacement Materials Metalik materyaller, biyomateryal
Paslanmaz Çelik Sac 310
 Paslanmaz Çelik Sac 310 310 kalite paslanmaz çelik stoklarımızda 0,60mm'den 25mm'ye kadar mevcut bulunmaktadır. Bu kalite tipik ateşte 1250 C'ye kadar oksidasyona dayanıklıdır. 800 C'ye kadar sürtünme
Paslanmaz Çelik Sac 310 310 kalite paslanmaz çelik stoklarımızda 0,60mm'den 25mm'ye kadar mevcut bulunmaktadır. Bu kalite tipik ateşte 1250 C'ye kadar oksidasyona dayanıklıdır. 800 C'ye kadar sürtünme
3.5 mm kontak pin mesafesi 1 Kutup 12 A PCB ye direkt soketli montaj
 41 Serisi - Alçak Profil PCB Röleler 8-12 - 16 A Özellikler 1 ve 2 Kutup - Alçak profil (15.7 mm yükseklik) 41.31-1 Kutup 12 A (3.5 mm pin mesafesi) 41.52-2 Kutup 8 A (5 mm pin mesafesi) 41.61-1 Kutup
41 Serisi - Alçak Profil PCB Röleler 8-12 - 16 A Özellikler 1 ve 2 Kutup - Alçak profil (15.7 mm yükseklik) 41.31-1 Kutup 12 A (3.5 mm pin mesafesi) 41.52-2 Kutup 8 A (5 mm pin mesafesi) 41.61-1 Kutup
Sıcak Daldırma Galvanizleme Prosesimiz İntermetalik Alaşım Katmanları Galfan Korozyon Dirençleri Ar-Ge Çalışmalarımız
 Sıcak Daldırma Galvanizleme Prosesimiz İntermetalik Alaşım Katmanları Galfan Korozyon Dirençleri Ar-Ge Çalışmalarımız Bilindiği gibi, demir ve alaşımları bir çok alanda kullanılan malzemelerdir. Kullanım
Sıcak Daldırma Galvanizleme Prosesimiz İntermetalik Alaşım Katmanları Galfan Korozyon Dirençleri Ar-Ge Çalışmalarımız Bilindiği gibi, demir ve alaşımları bir çok alanda kullanılan malzemelerdir. Kullanım
Chrome Gleam 3C. Çevre Dostu Üç Değerlikli Krom Kaplama
 Chrome Gleam 3C Çevre Dostu Üç Değerlikli Krom Kaplama Çevreci Proses - Üç Değerlikli Krom Kaplama Chrome Gleam 3C/ 3C Jet Plating İçerik Üç Değerlikli Krom Tanıtımı Üç Değerlikliye Karşı altı Değerlikli
Chrome Gleam 3C Çevre Dostu Üç Değerlikli Krom Kaplama Çevreci Proses - Üç Değerlikli Krom Kaplama Chrome Gleam 3C/ 3C Jet Plating İçerik Üç Değerlikli Krom Tanıtımı Üç Değerlikliye Karşı altı Değerlikli
ÜRÜN TEKNİK BROŞÜRÜ. CW511L - CuZn38As S511 - S511DW ÇUBUK / İÇİ BOŞ ÇUBUK
 ÜRÜN TEKNİK BROŞÜRÜ CW511L CuZn3As S511 S511DW ÇUBUK / İÇİ BOŞ ÇUBUK CW511L CuZn3As Ürün Kodu EN Sembol EN No AST Cu Zn Pb Sn Fe Ni Al As Diğer Toplam S511 CuZn3As CW511L C2753 61,5 Kalan 63,5 Kalan,2,1,1,3,5,2,,2
ÜRÜN TEKNİK BROŞÜRÜ CW511L CuZn3As S511 S511DW ÇUBUK / İÇİ BOŞ ÇUBUK CW511L CuZn3As Ürün Kodu EN Sembol EN No AST Cu Zn Pb Sn Fe Ni Al As Diğer Toplam S511 CuZn3As CW511L C2753 61,5 Kalan 63,5 Kalan,2,1,1,3,5,2,,2
ÜRÜN TEKNİK BROŞÜRÜ. CW511L - CuZn38As S511 - S511DW ÇUBUK / İÇİ BOŞ ÇUBUK
 ÜRÜN TEKNİK BROŞÜRÜ CW511L CuZn3As S511 S511DW ÇUBUK / İÇİ BOŞ ÇUBUK CW511L CuZn3As Ürün Kodu EN Sembol EN No AST Cu Zn Pb Sn Fe Ni Al As Diğer Toplam S511 CuZn3As CW511L C2753 61,5 Kalan 63,5 Kalan,2,1,1,3,5,2,,2
ÜRÜN TEKNİK BROŞÜRÜ CW511L CuZn3As S511 S511DW ÇUBUK / İÇİ BOŞ ÇUBUK CW511L CuZn3As Ürün Kodu EN Sembol EN No AST Cu Zn Pb Sn Fe Ni Al As Diğer Toplam S511 CuZn3As CW511L C2753 61,5 Kalan 63,5 Kalan,2,1,1,3,5,2,,2
AKPA KOMPOZİT PANEL TEKNİK KATALOG
 AKPA KOMPOZİT PANEL TEKNİK KATALOG Ekim 2013 AKPA KOMPOZİT PANEL TEKNİK KATALOG İÇİNDEKİLER 1. Alüminyum Kompozit Panel 2 2. Kompozit Panelin Avantajları 2 3. Akpa Kompozit Panel Üretim Ölçüleri 3 4. Tolerans
AKPA KOMPOZİT PANEL TEKNİK KATALOG Ekim 2013 AKPA KOMPOZİT PANEL TEKNİK KATALOG İÇİNDEKİLER 1. Alüminyum Kompozit Panel 2 2. Kompozit Panelin Avantajları 2 3. Akpa Kompozit Panel Üretim Ölçüleri 3 4. Tolerans
ÜRÜN KATALOĞU BM TEKNİK
 TR ÜRÜN KATALOĞU BM TEKNİK HAKKIMIZDA Bm Lazer olarak sektörde edindiğimiz tecrübe ile siz değerli müşterilerimize daha kaliteli, güvenilir ve sürdürülebilir hizmet ulaştırmayı hedefliyoruz. 2009 yılından
TR ÜRÜN KATALOĞU BM TEKNİK HAKKIMIZDA Bm Lazer olarak sektörde edindiğimiz tecrübe ile siz değerli müşterilerimize daha kaliteli, güvenilir ve sürdürülebilir hizmet ulaştırmayı hedefliyoruz. 2009 yılından
7075 SERĠSĠ ALAġIMLARIN GENEL ÜRETĠM YÖNTEMLERĠ
 7075 SERĠSĠ ALAġIMLARIN GENEL ÜRETĠM YÖNTEMLERĠ 1 7075 SERĠSĠ ALAġIMLARIN KULLANIM ALANI 7075 AlaĢımı Hava taģıtları baģta olmak üzere 2 yüksek Dayanım/Yoğunluk oranı gerektiren birçok alanda kullanılmaktadır.
7075 SERĠSĠ ALAġIMLARIN GENEL ÜRETĠM YÖNTEMLERĠ 1 7075 SERĠSĠ ALAġIMLARIN KULLANIM ALANI 7075 AlaĢımı Hava taģıtları baģta olmak üzere 2 yüksek Dayanım/Yoğunluk oranı gerektiren birçok alanda kullanılmaktadır.
SICAK İŞ TAKIM ÇELİKLERİ B İ R K A L İ T E M A R K A S I
 SICAK İŞ TAKIM ÇELİKLERİ B İ R K A L İ T E M A R K A S I S I C A K İ Ş T A K I M Ç E L İ K L E R İ MARTENSİTİK ÇELİKLER KIND Sınıf AISI Kimyasal Analiz % Kondüsyon HB C Si Mn Cr Mo Ni V Co W Sertleştirme
SICAK İŞ TAKIM ÇELİKLERİ B İ R K A L İ T E M A R K A S I S I C A K İ Ş T A K I M Ç E L İ K L E R İ MARTENSİTİK ÇELİKLER KIND Sınıf AISI Kimyasal Analiz % Kondüsyon HB C Si Mn Cr Mo Ni V Co W Sertleştirme
Dünyada ve Türkiye de Bakır
 Dünyada ve Türkiye de Bakır Selçuk Harput ODTÜ Metalurji ve Malzeme Mühendisliği Bölümü 50. Yıl Sempozyumu 29.06.2016 4.5 4 Ag Cu ELEMENTLERİN ISIL İLETKENLİKLERİ (W/cm⁰K) Isıl İletkenlik Sıralamasında
Dünyada ve Türkiye de Bakır Selçuk Harput ODTÜ Metalurji ve Malzeme Mühendisliği Bölümü 50. Yıl Sempozyumu 29.06.2016 4.5 4 Ag Cu ELEMENTLERİN ISIL İLETKENLİKLERİ (W/cm⁰K) Isıl İletkenlik Sıralamasında
TIG GAZALTI KAYNAK YÖNTEMİNDE KULLANILAN GAZLAR VE ÖZELLİKLERİ PROF. DR. HÜSEYİN UZUN HOŞGELDİNİZ
 TIG GAZALTI KAYNAK YÖNTEMİNDE KULLANILAN GAZLAR VE ÖZELLİKLERİ PROF. DR. HÜSEYİN UZUN HOŞGELDİNİZ 1 NİÇİN KORUYUCU GAZ KULLANILIR? 1- Ergimiş kaynak banyosunu, havada mevcut olan gazların zararlı etkilerinden
TIG GAZALTI KAYNAK YÖNTEMİNDE KULLANILAN GAZLAR VE ÖZELLİKLERİ PROF. DR. HÜSEYİN UZUN HOŞGELDİNİZ 1 NİÇİN KORUYUCU GAZ KULLANILIR? 1- Ergimiş kaynak banyosunu, havada mevcut olan gazların zararlı etkilerinden
Birimler. 0-315 C 16,6 µm/mk. 0-538 C 17,2 µm/mk. 0-700 C 18,3 µm/mk. 0-1000 C 19,5 µm/mk
 Paslanmaz Çelik Sac 309 309 kalite paslanmaz çelik 1,50mm'den 12mm'ye kadar stoklarimizda bulunmaktadir. Bu kalite paslanmaz çelik tipik atese 1000 C'ye kadar dayaniklidir. FIZIKSEL ÖZELLIKLER / 309 Aksi
Paslanmaz Çelik Sac 309 309 kalite paslanmaz çelik 1,50mm'den 12mm'ye kadar stoklarimizda bulunmaktadir. Bu kalite paslanmaz çelik tipik atese 1000 C'ye kadar dayaniklidir. FIZIKSEL ÖZELLIKLER / 309 Aksi
MALZEMELERDE RASTLANAN HASAR TÜRLERİNE GENEL BİR BAKIŞ
 MALZEMELERDE RASTLANAN HASAR TÜRLERİNE GENEL BİR BAKIŞ 1. Metal Yorulması Hasar Türleri 2. Üretim aşamasından kaynaklanan hatalar a) Döküm b) Metal-dışı kalıntı c) Isıl işlem d) Hadde e) Hatalı montaj
MALZEMELERDE RASTLANAN HASAR TÜRLERİNE GENEL BİR BAKIŞ 1. Metal Yorulması Hasar Türleri 2. Üretim aşamasından kaynaklanan hatalar a) Döküm b) Metal-dışı kalıntı c) Isıl işlem d) Hadde e) Hatalı montaj
İÇİNDEKİLER 2. 3. 4. 5. 6.
 İstiklal Mah. Barış Manço Cad. 5. Sok No:8 34522 Esenyurt / İSTANBUL TÜRKİYE Tel.: 0212 679 69 79 Faks: 0212 679 69 81 E-posta: info@gozdempaslanmaz.com 44 44 881 1 İÇİNDEKİLER 1. 2. 3. 4. 5. 6. 2 1 HAKKIMIZDA
İstiklal Mah. Barış Manço Cad. 5. Sok No:8 34522 Esenyurt / İSTANBUL TÜRKİYE Tel.: 0212 679 69 79 Faks: 0212 679 69 81 E-posta: info@gozdempaslanmaz.com 44 44 881 1 İÇİNDEKİLER 1. 2. 3. 4. 5. 6. 2 1 HAKKIMIZDA
KAPLAMA TEKNİKLERİ DERS NOTLARI
 KAPLAMA TEKNİKLERİ DERS NOTLARI Yüzey Mühendisliği Malzemelerin yüzey özelliklerini değiştirerek; yeni mühendislik özellikleri kazandırmak ya da dekoratif açıdan çekici kılmak, insanoğlunun eski çağlardan
KAPLAMA TEKNİKLERİ DERS NOTLARI Yüzey Mühendisliği Malzemelerin yüzey özelliklerini değiştirerek; yeni mühendislik özellikleri kazandırmak ya da dekoratif açıdan çekici kılmak, insanoğlunun eski çağlardan
Akreditasyon Sertifikası Eki (Sayfa 1/7) Akreditasyon Kapsamı
 Akreditasyon Kapsamı") Akreditasyon Sertifikası Eki (Sayfa 1/7) Deney Laboratuvarı Adresi : Şerifali Mah. Hendem cad. No:58 Kat:1 Yukarıdudullu Ümraniye 34775 İSTANBUL/TÜRKİYE Tel : 0 216 420 47 52 Faks : 0 216 466 31 52 E-Posta
Akreditasyon Sertifikası Eki (Sayfa 1/7) Deney Laboratuvarı Adresi : Şerifali Mah. Hendem cad. No:58 Kat:1 Yukarıdudullu Ümraniye 34775 İSTANBUL/TÜRKİYE Tel : 0 216 420 47 52 Faks : 0 216 466 31 52 E-Posta
Paslanmaz Çeliklerin. kaynak edilmesi. Özlem Karaman Metalurji ve Malzeme Mühendisi Kaynak Mühendisi
 Paslanmaz Çeliklerin kaynak edilmesi Özlem Karaman Metalurji ve Malzeme Mühendisi Kaynak Mühendisi İçerik Kaynak Yöntemleri Östenitik Paslanmaz Çeliklerin Kaynağı Ferritik Paslanmaz Çeliklerin Kaynağı
Paslanmaz Çeliklerin kaynak edilmesi Özlem Karaman Metalurji ve Malzeme Mühendisi Kaynak Mühendisi İçerik Kaynak Yöntemleri Östenitik Paslanmaz Çeliklerin Kaynağı Ferritik Paslanmaz Çeliklerin Kaynağı
THE PRODUCTION OF AA5049 ALLOY SHEETS BY TWIN ROLL CASTING
 AA5049 ALÜMİNYUM ALAŞIMI LEVHALARIN İKİZ MERDANELİ SÜREKLİ DÖKÜM TEKNİĞİ İLE ÜRETİMİ Koray TURBALIOĞLU Teknik Alüminyum San. A.Ş., İstanbul koray.turbalioglu@teknikaluminyum.com.tr ÖZET AA5049 alaşımı
AA5049 ALÜMİNYUM ALAŞIMI LEVHALARIN İKİZ MERDANELİ SÜREKLİ DÖKÜM TEKNİĞİ İLE ÜRETİMİ Koray TURBALIOĞLU Teknik Alüminyum San. A.Ş., İstanbul koray.turbalioglu@teknikaluminyum.com.tr ÖZET AA5049 alaşımı
ÜRÜN TEKNİK BROŞÜRÜ. CW724R - CuZn21Si3P ECOBRASS (PATENTLİ) ÇUBUK / İÇİ BOŞ ÇUBUK
 ÇUBUK / İÇİ BOŞ ÇUBUK") ÜRÜN TEKNİK BROŞÜRÜ CW7R CuZn1Si3P ECOBRASS (PATENTLİ) ÇUBUK / İÇİ BOŞ ÇUBUK CW7R CuZn1Si3P Ürün Kodu EN Sembol EN No AST Cu Zn Pb Sn Fe Ni Al n P Si Diğer Toplam ECOBRASS CuZn1Si3P CW7R C693 75, Kalan
ÜRÜN TEKNİK BROŞÜRÜ CW7R CuZn1Si3P ECOBRASS (PATENTLİ) ÇUBUK / İÇİ BOŞ ÇUBUK CW7R CuZn1Si3P Ürün Kodu EN Sembol EN No AST Cu Zn Pb Sn Fe Ni Al n P Si Diğer Toplam ECOBRASS CuZn1Si3P CW7R C693 75, Kalan
(a) Genelde ekstruzyon çubuklarının dayanıklılığı,en yüksek,ekstruzyon boruların ise alcaktır.diğer ekstruzyon şekillerinin dayanıklılığı ise verilen
 Genelde ekstruzyon çubuklarının dayanıklılığı,en yüksek,ekstruzyon boruların ise alcaktır.diğer ekstruzyon şekillerinin dayanıklılığı ise verilen") -PDF Merger DEMO : Purchase from www.-pdf.com to remove the watermark KOMPOZİSYON, (%) ÖzgÜl ağırlık, (Gm/m³) Ergime sıcaklığı, ( ) Isı iletkenliği (20 ) (Kal/Sa/m/ ) Genleşme katsayısı, ( ˉ¹)x10ˉ6 20
-PDF Merger DEMO : Purchase from www.-pdf.com to remove the watermark KOMPOZİSYON, (%) ÖzgÜl ağırlık, (Gm/m³) Ergime sıcaklığı, ( ) Isı iletkenliği (20 ) (Kal/Sa/m/ ) Genleşme katsayısı, ( ˉ¹)x10ˉ6 20
6XXX EKSTRÜZYON ALAŞIMLARININ ÜRETİMİNDE DÖKÜM FİLTRELERİNDE ALIKONAN KALINTILARIN ANALİZİ
 6XXX EKSTRÜZYON ALAŞIMLARININ ÜRETİMİNDE DÖKÜM FİLTRELERİNDE ALIKONAN KALINTILARIN ANALİZİ Kemal Örs ve Yücel Birol ASAŞ Alüminyum Malzeme Enstitüsü MAM TUBİTAK Maksimum billet uzunluğu :7.300mm, ve152,178,203,254,355mm
6XXX EKSTRÜZYON ALAŞIMLARININ ÜRETİMİNDE DÖKÜM FİLTRELERİNDE ALIKONAN KALINTILARIN ANALİZİ Kemal Örs ve Yücel Birol ASAŞ Alüminyum Malzeme Enstitüsü MAM TUBİTAK Maksimum billet uzunluğu :7.300mm, ve152,178,203,254,355mm
formülü zamanı da içerdiği zaman alttaki gibi değişecektir.
 Günümüz endüstrisinde en yaygın kullanılan Direnç Kaynak Yöntemi en eski elektrik kaynak yöntemlerinden biridir. Yöntem elektrik akımının kaynak edilecek parçalar üzerinden geçmesidir. Elektrik akımına
Günümüz endüstrisinde en yaygın kullanılan Direnç Kaynak Yöntemi en eski elektrik kaynak yöntemlerinden biridir. Yöntem elektrik akımının kaynak edilecek parçalar üzerinden geçmesidir. Elektrik akımına
Akreditasyon Sertifikası Eki (Sayfa 1/6) Akreditasyon Kapsamı
 Akreditasyon Kapsamı") Akreditasyon Sertifikası Eki (Sayfa 1/6) Deney Laboratuvarı Adresi : Şerifali Çiftliği Hendem cad. No:58 Kat:1 Yukarıdudullu Ümraniye 34775 İSTANBUL / TÜRKİYE Tel : 0 216 420 47 52 Faks : 0 216 466 31
Akreditasyon Sertifikası Eki (Sayfa 1/6) Deney Laboratuvarı Adresi : Şerifali Çiftliği Hendem cad. No:58 Kat:1 Yukarıdudullu Ümraniye 34775 İSTANBUL / TÜRKİYE Tel : 0 216 420 47 52 Faks : 0 216 466 31
Bacaklı malzemelerin otomatik hatlarda seri ve hatasız dizgisi (Jumper-wire, aksiyel ve radyal)
") Baskı Devre Kart Dizgisi Bacaklı malzemelerin otomatik hatlarda seri ve hatasız dizgisi (Jumper-wire, aksiyel ve radyal) SMD Malzemelerin Dizgisi (1005 (0402) malzemelerden 0.3mm hassas entegreler, konnektörler
Baskı Devre Kart Dizgisi Bacaklı malzemelerin otomatik hatlarda seri ve hatasız dizgisi (Jumper-wire, aksiyel ve radyal) SMD Malzemelerin Dizgisi (1005 (0402) malzemelerden 0.3mm hassas entegreler, konnektörler
İÇİNDEKİLER BÖLÜM 1 BÖLÜM 2
 İÇİNDEKİLER BÖLÜM 1 Malzeme Seçiminin Temelleri... 1 1.1 Giriş... 2 1.2 Malzeme seçiminin önemi... 2 1.3 Malzemelerin sınıflandırılması... 3 1.4 Malzeme seçimi adımları... 5 1.5 Malzeme seçiminde dikkate
İÇİNDEKİLER BÖLÜM 1 Malzeme Seçiminin Temelleri... 1 1.1 Giriş... 2 1.2 Malzeme seçiminin önemi... 2 1.3 Malzemelerin sınıflandırılması... 3 1.4 Malzeme seçimi adımları... 5 1.5 Malzeme seçiminde dikkate
MMT209 Çeliklerde Malzeme Bilimi ve Son Gelişmeler 11 Yüksek sıcaklığa dayanıklı çelikler. Yrd. Doç. Dr. Ersoy Erişir Güz Yarıyılı
 MMT209 Çeliklerde Malzeme Bilimi ve Son Gelişmeler 11 Yüksek sıcaklığa dayanıklı çelikler Yrd. Doç. Dr. Ersoy Erişir 2011-2012 Güz Yarıyılı Sıcaklık, K Sıcaklık, C 4000 W Ergiyik Ta 3000 T m Mo Nb Hf 2000
MMT209 Çeliklerde Malzeme Bilimi ve Son Gelişmeler 11 Yüksek sıcaklığa dayanıklı çelikler Yrd. Doç. Dr. Ersoy Erişir 2011-2012 Güz Yarıyılı Sıcaklık, K Sıcaklık, C 4000 W Ergiyik Ta 3000 T m Mo Nb Hf 2000
Sert Baskı Devre Kartları İçin Kalifikasyon ve Performans Spesifikasyonu
 IPC-6012D TR If a conflict occurs between the English and translated versions of this document, the English version will take precedence. Bu dökümanın İngilizcesi ile başka dile çevrilmiş sürümleri arasında
IPC-6012D TR If a conflict occurs between the English and translated versions of this document, the English version will take precedence. Bu dökümanın İngilizcesi ile başka dile çevrilmiş sürümleri arasında
Doğalgaz Çelik Şebekelerinde Kumlama ve Boyama Prosesi. Hazırlayan: Adnan ERDOĞAN, Bakım Mühendisi Tarih: 14.05.2013 Yer: Bursa
 Doğalgaz Çelik Şebekelerinde Kumlama ve Boyama Prosesi Hazırlayan: Adnan ERDOĞAN, Bakım Mühendisi Tarih: 14.05.2013 Yer: Bursa AJANDA 1. GİRİŞ 2. KUMLAMA VE BOYAMA PROSESİNİN ÖZELLİKLERİ 3. PROSESİN UYGULAMA
Doğalgaz Çelik Şebekelerinde Kumlama ve Boyama Prosesi Hazırlayan: Adnan ERDOĞAN, Bakım Mühendisi Tarih: 14.05.2013 Yer: Bursa AJANDA 1. GİRİŞ 2. KUMLAMA VE BOYAMA PROSESİNİN ÖZELLİKLERİ 3. PROSESİN UYGULAMA
SinterlenmişKarbürler. Co bağlayıcı ~ Mpa Sertlikliğini 1100 ⁰C ye kadar muhafaza eder Kesme hızları hız çeliklerine nazaran 5 kat fazladır.
 SinterlenmişKarbürler Co bağlayıcı ~ Mpa Sertlikliğini 1100 ⁰C ye kadar muhafaza eder Kesme hızları hız çeliklerine nazaran 5 kat fazladır. Seramikler 3 Katogoride Toplanır: 1) Alumina (Al2O3) 2) Alumina
SinterlenmişKarbürler Co bağlayıcı ~ Mpa Sertlikliğini 1100 ⁰C ye kadar muhafaza eder Kesme hızları hız çeliklerine nazaran 5 kat fazladır. Seramikler 3 Katogoride Toplanır: 1) Alumina (Al2O3) 2) Alumina
DENEYİN ADI: Kum ve Metal Kalıba Döküm Deneyi. AMACI: Döküm yoluyla şekillendirme işleminin öğrenilmesi.
 DENEYİN ADI: Kum ve Metal Kalıba Döküm Deneyi AMACI: Döküm yoluyla şekillendirme işleminin öğrenilmesi. TEORİK BİLGİ: Metalik malzemelerin dökümü, istenen bir şekli elde etmek için, seçilen metal veya
DENEYİN ADI: Kum ve Metal Kalıba Döküm Deneyi AMACI: Döküm yoluyla şekillendirme işleminin öğrenilmesi. TEORİK BİLGİ: Metalik malzemelerin dökümü, istenen bir şekli elde etmek için, seçilen metal veya
Jotamastic Smart Pack
 ENDÜSTRĐYEL ÜRÜNLER PERAKENDE SERĐSĐ Jotamastic Smart Pack Mükemmel penetrasyon, yapışma ve nem toleransı Fırça ve rulo ile kolayca uygulanır. Đki bileşen hızlı ve kolay bir şekilde karıştırılır. - 10
ENDÜSTRĐYEL ÜRÜNLER PERAKENDE SERĐSĐ Jotamastic Smart Pack Mükemmel penetrasyon, yapışma ve nem toleransı Fırça ve rulo ile kolayca uygulanır. Đki bileşen hızlı ve kolay bir şekilde karıştırılır. - 10
TEKNOLOJİK ARAŞTIRMALAR
 www.teknolojikarastirmalar.org ISSN:13-11 Makine Teknolojileri Elektronik Dergisi () 37- TEKNOLOJİK ARAŞTIRMALAR Kısa Makale Saf,, den üretilen yatakların aşınma özelliklerinin incelenmesi 1.Giriş Bekir
www.teknolojikarastirmalar.org ISSN:13-11 Makine Teknolojileri Elektronik Dergisi () 37- TEKNOLOJİK ARAŞTIRMALAR Kısa Makale Saf,, den üretilen yatakların aşınma özelliklerinin incelenmesi 1.Giriş Bekir
Akreditasyon Sertifikası Eki (Sayfa 1/4) Akreditasyon Kapsamı
 Akreditasyon Kapsamı") Akreditasyon Sertifikası Eki (Sayfa 1/4) Deney Laboratuvarı Adresi : Tümsan 2 Sitesi B Blok No:5 İkitelli İSTANBUL / TÜRKİYE Tel : 0 212 486 29 53 Faks : 0 212 486 29 52 E-Posta : info@cevkak.org Website
Akreditasyon Sertifikası Eki (Sayfa 1/4) Deney Laboratuvarı Adresi : Tümsan 2 Sitesi B Blok No:5 İkitelli İSTANBUL / TÜRKİYE Tel : 0 212 486 29 53 Faks : 0 212 486 29 52 E-Posta : info@cevkak.org Website
TERMOKİMYASAL YÜZEY KAPLAMA (BORLAMA)
") TERMOKİMYASAL YÜZEY KAPLAMA (BORLAMA) Deneyin Amacı: Demir esaslı bir malzemenin borlanması ve borlama işlemi sonrası malzemenin yüzeyinde oluşan borür tabakasının metalografik açıdan incelenmesi. Teorik
TERMOKİMYASAL YÜZEY KAPLAMA (BORLAMA) Deneyin Amacı: Demir esaslı bir malzemenin borlanması ve borlama işlemi sonrası malzemenin yüzeyinde oluşan borür tabakasının metalografik açıdan incelenmesi. Teorik
AlSi7Mg DÖKÜM ALAŞIMINDA T6 ISIL İŞLEM DEĞERLERE ETKİSİNİN İNCELENMESİ. Onur GÜVEN, Doğan ALPDORUK, Şükrü IRMAK
 AlSi7Mg DÖKÜM ALAŞIMINDA T6 ISIL İŞLEM PARAMETRELERİNİN MEKANİK DEĞERLERE ETKİSİNİN İNCELENMESİ Onur GÜVEN, Doğan ALPDORUK, Şükrü IRMAK DÖKÜMCÜLÜK İSTENEN BİR ŞEKLİ ELDE ETMEK İÇİN SIVI METALİN SÖZ KONUSU
AlSi7Mg DÖKÜM ALAŞIMINDA T6 ISIL İŞLEM PARAMETRELERİNİN MEKANİK DEĞERLERE ETKİSİNİN İNCELENMESİ Onur GÜVEN, Doğan ALPDORUK, Şükrü IRMAK DÖKÜMCÜLÜK İSTENEN BİR ŞEKLİ ELDE ETMEK İÇİN SIVI METALİN SÖZ KONUSU
NH BIÇAKLI SİGORTA ALTLIKLARI
 Giriş VOLTRANO Markalı alçak gerilim NH Bıçaklı Sigorta Altlıklarında güvenirlik ve performans sağlamak için en son teknoloji kullanılır. Alçak gerilim NH Bıçaklı Sigorta Altlıkları TS EN 60269-1/-2 de
Giriş VOLTRANO Markalı alçak gerilim NH Bıçaklı Sigorta Altlıklarında güvenirlik ve performans sağlamak için en son teknoloji kullanılır. Alçak gerilim NH Bıçaklı Sigorta Altlıkları TS EN 60269-1/-2 de
2xx SERİSİ ALÜMİNYUM ALAŞIMLARINDA Ag İLAVESİNİN MUKAVEMETE ETKİSİ
 2xx SERİSİ ALÜMİNYUM ALAŞIMLARINDA Ag İLAVESİNİN MUKAVEMETE ETKİSİ Çağlar Yüksel 1, Özen Gürsoy 2, Eray Erzi 2, Derya Dışpınar 2 1 Yıldız Teknik Üniversitesi, Metalurji ve Malzeme Mühendisliği Bölümü,
2xx SERİSİ ALÜMİNYUM ALAŞIMLARINDA Ag İLAVESİNİN MUKAVEMETE ETKİSİ Çağlar Yüksel 1, Özen Gürsoy 2, Eray Erzi 2, Derya Dışpınar 2 1 Yıldız Teknik Üniversitesi, Metalurji ve Malzeme Mühendisliği Bölümü,
Çelik Hasır Kaynak Elektrotları
 CUPRAL 5M CUPRAL 12M Çelik Hasır Kaynak Elektrotları Malzeme Adı, EN Malzeme Numarası, EN Malzeme Numarası, DIN Malzeme Numarası,ASTM Cr Zr Co Ni Be Al Sİ Fe Mn Diğerleri Cu Sertlik (HB) Çekme Dayanımı
CUPRAL 5M CUPRAL 12M Çelik Hasır Kaynak Elektrotları Malzeme Adı, EN Malzeme Numarası, EN Malzeme Numarası, DIN Malzeme Numarası,ASTM Cr Zr Co Ni Be Al Sİ Fe Mn Diğerleri Cu Sertlik (HB) Çekme Dayanımı
Q - ELEKTRON TÜBÜ VE VAKUM DONANIMININ SERTLEHİMLENMESİ
 Q - ELEKTRON TÜBÜ VE VAKUM DONANIMININ SERTLEHİMLENMESİ Vakum tüpleri ve sair yüksek vakum tertiplerinin sertlehimlenmesi için yüksek derecede hassas süreçlerin, ocak donanımının, yüksek safiyette ve alçak
Q - ELEKTRON TÜBÜ VE VAKUM DONANIMININ SERTLEHİMLENMESİ Vakum tüpleri ve sair yüksek vakum tertiplerinin sertlehimlenmesi için yüksek derecede hassas süreçlerin, ocak donanımının, yüksek safiyette ve alçak
Bölüm 11: Uygulamalar ve Metal Alaşımların İşlenmesi
 Bölüm 11: Uygulamalar ve Metal Alaşımların İşlenmesi Metal alaşımlar nasıl sınıflandırılır ve genel uygulama alanları nedir? Metallerin genel üretim teknikleri nelerdir? Demir esalı olan ve olmayan alaşımlarda
Bölüm 11: Uygulamalar ve Metal Alaşımların İşlenmesi Metal alaşımlar nasıl sınıflandırılır ve genel uygulama alanları nedir? Metallerin genel üretim teknikleri nelerdir? Demir esalı olan ve olmayan alaşımlarda
MMT113 Endüstriyel Malzemeler 4 Metaller, Aluminyum ve Çinko. Yrd. Doç. Dr. Ersoy Erişir 2013-2014 Güz Yarıyılı
 MMT113 Endüstriyel Malzemeler 4 Metaller, Aluminyum ve Çinko Yrd. Doç. Dr. Ersoy Erişir 2013-2014 Güz Yarıyılı Al Aluminium 13 Aluminyum 2 İnşaat ve Yapı Ulaşım ve Taşımacılık; Otomotiv Ulaşım ve Taşımacılık;
MMT113 Endüstriyel Malzemeler 4 Metaller, Aluminyum ve Çinko Yrd. Doç. Dr. Ersoy Erişir 2013-2014 Güz Yarıyılı Al Aluminium 13 Aluminyum 2 İnşaat ve Yapı Ulaşım ve Taşımacılık; Otomotiv Ulaşım ve Taşımacılık;
PVD SPUTTERING. Cr 3+ Cr 6+ GREEN TECHNOLOGY NEW ERA OF CHROME COATING
 PVD SPUTTERING NEW ERA OF CHROME COATING GREEN TECHNOLOGY Cr 3+ Cr 6+ KOLZER PVD İŞLEMİ FİZİKSEL BUHAR BİRİKTİRME PVD Prosesi ile Krom Kaplama, uygulama yapılacak yüzeye istenen mekanik özellikleri kazandırırken,
PVD SPUTTERING NEW ERA OF CHROME COATING GREEN TECHNOLOGY Cr 3+ Cr 6+ KOLZER PVD İŞLEMİ FİZİKSEL BUHAR BİRİKTİRME PVD Prosesi ile Krom Kaplama, uygulama yapılacak yüzeye istenen mekanik özellikleri kazandırırken,
ÖLÇÜM VE /VEYA ANALİZ İLE İLGİLİ; Kapsam Parametre Metot Adı Metot Numarası ph Elektrometrik metot TS EN ISO 10523
 Çevresel Etki Değerlendirmesi İzin ve Denetim lüğü EK LİSTE-1/8 ph Elektrometrik metot TS EN ISO 10523 SU, ATIK SU 1,2 İletkenlik Elektrot Metodu TS 9748 EN 27888 Sıcaklık Laboratuvar ve Saha Metodu SM
Çevresel Etki Değerlendirmesi İzin ve Denetim lüğü EK LİSTE-1/8 ph Elektrometrik metot TS EN ISO 10523 SU, ATIK SU 1,2 İletkenlik Elektrot Metodu TS 9748 EN 27888 Sıcaklık Laboratuvar ve Saha Metodu SM
Ürün özellikleri TBK AA2200. Tel : (86) 757 84316505 Fax : (86) 757 84315065 www.tbkbattery.com
 757 84316505 Fax : (86) 757 84315065 www.tbkbattery.com") TBK Co. (Hongkong) Ltd. Ürün özellikleri Müşteri: Model: TBK AA2200 Hazırlayan: Zhao Chein Lee Kontrol eden: Onaylayan : Address : Bldg31,33, Tongfucun lndustrial Park, Shiao Village, Danlang, Baoan Dist.
TBK Co. (Hongkong) Ltd. Ürün özellikleri Müşteri: Model: TBK AA2200 Hazırlayan: Zhao Chein Lee Kontrol eden: Onaylayan : Address : Bldg31,33, Tongfucun lndustrial Park, Shiao Village, Danlang, Baoan Dist.
SÜPER ALAŞIMLAR Prof.Dr.Ayşegül AKDOĞAN EKER Prof.Dr.Ayşegül AKDOĞAN EKER
 Süper alaşım; ana yapısı demir, nikel yada kobalt olan nisbeten yüksek miktarlarda krom, az miktarda da yüksek sıcaklıkta ergiyen molibden, wofram, alüminyum ve titanyum içeren alaşım olarak tanımlanabilir.
Süper alaşım; ana yapısı demir, nikel yada kobalt olan nisbeten yüksek miktarlarda krom, az miktarda da yüksek sıcaklıkta ergiyen molibden, wofram, alüminyum ve titanyum içeren alaşım olarak tanımlanabilir.
MMT310 Malzemelerin Mekanik Davranışı Mukavemet ve deformasyon özelliklerinin belirlenmesi - Sürünme, eğme ve burma deneyleri
 MMT310 Malzemelerin Mekanik Davranışı Mukavemet ve deformasyon özelliklerinin belirlenmesi - Sürünme, eğme ve burma deneyleri Yrd. Doç. Dr. Ersoy Erişir 2011-2012 Bahar Yarıyılı 2. Mukavemet ve deformasyon
MMT310 Malzemelerin Mekanik Davranışı Mukavemet ve deformasyon özelliklerinin belirlenmesi - Sürünme, eğme ve burma deneyleri Yrd. Doç. Dr. Ersoy Erişir 2011-2012 Bahar Yarıyılı 2. Mukavemet ve deformasyon
EN 9100. S e r t i f i k a l ı. Özel somun perçinler. güvenilir bağlantı elemanınız!
 Belçika Malı EN 9100 S e r t i f i k a l ı Tubtara güvenilir bağlantı elemanınız! Özel somun perçinler Ürün geometrisi ve mekanik değerler Dejond kuruluşu, TUBTARA ticari markasıyla geniş bir ürün yelpazesinde
Belçika Malı EN 9100 S e r t i f i k a l ı Tubtara güvenilir bağlantı elemanınız! Özel somun perçinler Ürün geometrisi ve mekanik değerler Dejond kuruluşu, TUBTARA ticari markasıyla geniş bir ürün yelpazesinde
PLASKIN- Ürün Ailesi Şeması
 PLASKIN- Ürün Ailesi Şeması Hazırlayan PlalamTeknikDepartmanı Tarih 10\01\2012 Cod. 059 1. Ürün Yapısı 1.1 Ürün yapısı şeması 1.2 Ürün Tanımı Polyester tabaka ile sıcak katmanlaştırılmış plaka (Standart
PLASKIN- Ürün Ailesi Şeması Hazırlayan PlalamTeknikDepartmanı Tarih 10\01\2012 Cod. 059 1. Ürün Yapısı 1.1 Ürün yapısı şeması 1.2 Ürün Tanımı Polyester tabaka ile sıcak katmanlaştırılmış plaka (Standart
METAL MATRİSLİ KOMPOZİT MALZEMELER
 Prof.Dr.Ahmet Aran - İ.T.Ü. Makina Fakültesi METAL MATRİSLİ KOMPOZİT MALZEMELER METAL MATRİSLİ KOMPOZİTLER KARMA MALZEMELER METAL MATRİSLİ KARMA MALZEMELER MMK ÜRETİM YÖNTEMLERİ UYGULAMA ÖRNEKLERİ Metal,
Prof.Dr.Ahmet Aran - İ.T.Ü. Makina Fakültesi METAL MATRİSLİ KOMPOZİT MALZEMELER METAL MATRİSLİ KOMPOZİTLER KARMA MALZEMELER METAL MATRİSLİ KARMA MALZEMELER MMK ÜRETİM YÖNTEMLERİ UYGULAMA ÖRNEKLERİ Metal,
CERRAHİ İĞNE ALAŞIMLARI. Microbiologist KADİR GÜRBÜZ
 CERRAHİ İĞNE ALAŞIMLARI Microbiologist KADİR GÜRBÜZ Bileşimlerinde en az % 12 krom bulunan çelikler paslanmaz çeliklerdir.tüm paslanmaz çeliklerin korozyon direnci, çok yoğun ve koruyucu krom oksit ince
CERRAHİ İĞNE ALAŞIMLARI Microbiologist KADİR GÜRBÜZ Bileşimlerinde en az % 12 krom bulunan çelikler paslanmaz çeliklerdir.tüm paslanmaz çeliklerin korozyon direnci, çok yoğun ve koruyucu krom oksit ince
Bakır ve Bakır Alaşımlı Yarı Mamüller
 Bakır ve Bakır Alaşımlı Yarı Mamüller Bakırın Hayat Bulduğu Yer... 1971 yılından itibaren faaliyet gösteren firmamız; sürekli gelişimi ilke edinmiş, insani değerleri her zaman ön planda tutan, çalışan
Bakır ve Bakır Alaşımlı Yarı Mamüller Bakırın Hayat Bulduğu Yer... 1971 yılından itibaren faaliyet gösteren firmamız; sürekli gelişimi ilke edinmiş, insani değerleri her zaman ön planda tutan, çalışan
MMT209 Çeliklerde Malzeme Bilimi ve Son Gelişmeler 3 Çelik üretimi. Yrd. Doç. Dr. Ersoy Erişir Güz Yarıyılı
 MMT209 Çeliklerde Malzeme Bilimi ve Son Gelişmeler 3 Çelik üretimi Yrd. Doç. Dr. Ersoy Erişir 2013-2014 Güz Yarıyılı Fırın Ön hadde Nihai hadde Soğuma Sarma Hadde yolu koruyucusu 1200-1250 ºC Kesme T >
MMT209 Çeliklerde Malzeme Bilimi ve Son Gelişmeler 3 Çelik üretimi Yrd. Doç. Dr. Ersoy Erişir 2013-2014 Güz Yarıyılı Fırın Ön hadde Nihai hadde Soğuma Sarma Hadde yolu koruyucusu 1200-1250 ºC Kesme T >
PARÇALARI ORİJİNAL CUMMINS BİR FARK VAR. Daha Yaygın & Daha İyi Parçalar.
 Her Parça Aynı Değildir. Daha Yaygın & Daha İyi Parçalar. Her An Yanınızda Daha İyi Bir Garanti. Genellikle fark yaratan şeyler gözle görülmez. Motor bileşenlerinin spesifikasyonlara uyması gerekir ve
Her Parça Aynı Değildir. Daha Yaygın & Daha İyi Parçalar. Her An Yanınızda Daha İyi Bir Garanti. Genellikle fark yaratan şeyler gözle görülmez. Motor bileşenlerinin spesifikasyonlara uyması gerekir ve
METAL OKSİT KAPLI TİTANYUM ANOTLARIN GENEL ŞARTNAMESİ. Anotlar, kablolar, bağlantı ve kalite kontrol işlemleri bu şartnamede verilmiştir.
 1.AMAÇ: METAL OKSİT KAPLI TİTANYUM ANOTLARIN GENEL ŞARTNAMESİ Anotlar, kablolar, bağlantı ve kalite kontrol işlemleri bu şartnamede verilmiştir. 2.AÇIKLAMA: 2.1.LIDA (Lineer Dağılımlı Anot) manasına gelen
1.AMAÇ: METAL OKSİT KAPLI TİTANYUM ANOTLARIN GENEL ŞARTNAMESİ Anotlar, kablolar, bağlantı ve kalite kontrol işlemleri bu şartnamede verilmiştir. 2.AÇIKLAMA: 2.1.LIDA (Lineer Dağılımlı Anot) manasına gelen
.Akreditasyon Sertifikası Eki. (Sayfa 1/13) Akreditasyon Kapsamı
 Akreditasyon Kapsamı") .Akreditasyon Sertifikası Eki. (Sayfa 1/13) Deney Laboratuvarı Adresi : Ostim Mah. Alınteri Bulv. SS Gül 86 San.Sit. No:1/49 06370 ANKARA/TÜRKİYE Tel : 0 312 3855201 Faks : 0 312 3855202 E-Posta : tuncay.katirci@metaltekkimya.com.tr
.Akreditasyon Sertifikası Eki. (Sayfa 1/13) Deney Laboratuvarı Adresi : Ostim Mah. Alınteri Bulv. SS Gül 86 San.Sit. No:1/49 06370 ANKARA/TÜRKİYE Tel : 0 312 3855201 Faks : 0 312 3855202 E-Posta : tuncay.katirci@metaltekkimya.com.tr
MALZEME SEÇİMİNİN ÖNEMİ VE MÜHENDİSLİK MALZEMELERİ
 MALZEME SEÇİMİNİN ÖNEMİ VE MÜHENDİSLİK MALZEMELERİ Bir fikre ya da ihtiyaç duyulan bir pazara ait ürünün nasıl üretileceğine dair detaylı bilgilerin ortaya çıkma sürecidir. Benzer tasarımlar Müşteri istekleri
MALZEME SEÇİMİNİN ÖNEMİ VE MÜHENDİSLİK MALZEMELERİ Bir fikre ya da ihtiyaç duyulan bir pazara ait ürünün nasıl üretileceğine dair detaylı bilgilerin ortaya çıkma sürecidir. Benzer tasarımlar Müşteri istekleri
İLERİ SOL JEL PROSESLERİ
 İLERİ SOL JEL PROSESLERİ Yrd. Doç. Dr. Atilla EVCİN Kaplama ve İnce Filmler Sol-jel kaplamalar birçok fonksiyona sahiptir. Bunlardan en belli başlı olanı, görünür ışık dalga boyunda transparan oksitlerin
İLERİ SOL JEL PROSESLERİ Yrd. Doç. Dr. Atilla EVCİN Kaplama ve İnce Filmler Sol-jel kaplamalar birçok fonksiyona sahiptir. Bunlardan en belli başlı olanı, görünür ışık dalga boyunda transparan oksitlerin
NİKEL ESASLI REZİSTANS ELEMENTLERİ
 NİKEL ESASLI REZİSTANS ELEMENTLERİ Isıtıcı âletler (ocaklar, fırınlar, sobalar...) imalinde kullanılan rezistans tellerinin elektriksel nitelikleri ve ömürleri üzerinde yapılmış çalışma ve deney sonuçlarını
NİKEL ESASLI REZİSTANS ELEMENTLERİ Isıtıcı âletler (ocaklar, fırınlar, sobalar...) imalinde kullanılan rezistans tellerinin elektriksel nitelikleri ve ömürleri üzerinde yapılmış çalışma ve deney sonuçlarını
Vermiküler/Silindirik Grafitli Dökme Demir COMPACTED GRAPHITE CAST IRON
 Vermiküler/Silindirik Grafitli Dökme Demir COMPACTED GRAPHITE CAST IRON Ferrit Silindirik grafitler (Ferrit + Perlit) Matrix Grafit küreleri Silindirik, Gri ve Küresel grafitli dökme demirler arası özelliklere
Vermiküler/Silindirik Grafitli Dökme Demir COMPACTED GRAPHITE CAST IRON Ferrit Silindirik grafitler (Ferrit + Perlit) Matrix Grafit küreleri Silindirik, Gri ve Küresel grafitli dökme demirler arası özelliklere
Akreditasyon Sertifikası Eki (Sayfa 1/9) Akreditasyon Kapsamı
 Akreditasyon Kapsamı") Akreditasyon Sertifikası Eki (Sayfa 1/9) Deney Laboratuvarı Adresi : Ostim Mah. Alınteri Bulv. SS Gül 86 San.Sit. No:1/49 06370 ANKARA / TÜRKİYE Tel : 03123855201 Faks : 03123855202 E-Posta : tuncay.katirci@metaltekkimya.com
Akreditasyon Sertifikası Eki (Sayfa 1/9) Deney Laboratuvarı Adresi : Ostim Mah. Alınteri Bulv. SS Gül 86 San.Sit. No:1/49 06370 ANKARA / TÜRKİYE Tel : 03123855201 Faks : 03123855202 E-Posta : tuncay.katirci@metaltekkimya.com
BARTIN ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ METALURJİ VE MALZEME MÜHENDİSLİĞİ MALZEME LABORATUARI II DERSİ AKIMLI VE AKIMSIZ KAPLAMALAR DENEY FÖYÜ
 BARTIN ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ METALURJİ VE MALZEME MÜHENDİSLİĞİ MALZEME LABORATUARI II DERSİ AKIMLI VE AKIMSIZ KAPLAMALAR DENEY FÖYÜ Gelişen teknoloji ile beraber birçok endüstri alanında kullanılabilecek
BARTIN ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ METALURJİ VE MALZEME MÜHENDİSLİĞİ MALZEME LABORATUARI II DERSİ AKIMLI VE AKIMSIZ KAPLAMALAR DENEY FÖYÜ Gelişen teknoloji ile beraber birçok endüstri alanında kullanılabilecek
MALZEME BİLGİSİ DERS 7 DR. FATİH AY.
 MALZEME BİLGİSİ DERS 7 DR. FATİH AY www.fatihay.net fatihay@fatihay.net GEÇEN HAFTA KIRILMANIN TEMELLERİ KIRILMA ÇEŞİTLERİ KIRILMA TOKLUĞU YORULMA S-N EĞRİSİ SÜRÜNME GİRİŞ Basınç (atm) Katı Sıvı Buhar
MALZEME BİLGİSİ DERS 7 DR. FATİH AY www.fatihay.net fatihay@fatihay.net GEÇEN HAFTA KIRILMANIN TEMELLERİ KIRILMA ÇEŞİTLERİ KIRILMA TOKLUĞU YORULMA S-N EĞRİSİ SÜRÜNME GİRİŞ Basınç (atm) Katı Sıvı Buhar
6. ÖZEL UYGULAMALAR 6.1. ÖZLÜ ELEKTRODLARLA KAYNAK
 6. ÖZEL UYGULAMALAR 6.. ÖZLÜ ELEKTRODLARLA KAYNAK Örtülü elektrodlarýn tersine, gazaltý kaynak tellerindeki alaþým elemanlarý sadece bu tellerin üretiminde baþlangýç malzemesi olarak kullanýlan ingotlarýn
6. ÖZEL UYGULAMALAR 6.. ÖZLÜ ELEKTRODLARLA KAYNAK Örtülü elektrodlarýn tersine, gazaltý kaynak tellerindeki alaþým elemanlarý sadece bu tellerin üretiminde baþlangýç malzemesi olarak kullanýlan ingotlarýn
Elektronik Kart Üretiminde Çözüm Ortağınız
 Elektronik Kart Üretiminde Çözüm Ortağınız Elsimnet, otomatik dizgi i le elektronik kart üretimi, prototip üretim, özel proses gerektiren üretim, delik i çi malzemeli kart üretimi, koruyucu kaplama ve
Elektronik Kart Üretiminde Çözüm Ortağınız Elsimnet, otomatik dizgi i le elektronik kart üretimi, prototip üretim, özel proses gerektiren üretim, delik i çi malzemeli kart üretimi, koruyucu kaplama ve
KRON KÖPRÜ REVATMANI
 PORSELEN METALİ 1. Yüksek korozyon direnci sunmalı ve özellikle dental porselenler için üretilmiş olmalıdır. 2. DIN 17006 ve DIN 13912 standartlarına uygun olmalıdır. 3. Ağırlıklı olarak Nikel-Krom alaşımından
PORSELEN METALİ 1. Yüksek korozyon direnci sunmalı ve özellikle dental porselenler için üretilmiş olmalıdır. 2. DIN 17006 ve DIN 13912 standartlarına uygun olmalıdır. 3. Ağırlıklı olarak Nikel-Krom alaşımından
MalzemelerinMekanik Özellikleri II
 MalzemelerinMekanik Özellikleri II Doç.Dr. Derya Dışpınar deryad@istanbul.edu.tr 2014 Sünek davranış Griffith, camlarileyaptığıbuçalışmada, tamamengevrekmalzemelerielealmıştır Sünekdavranışgösterenmalzemelerde,
MalzemelerinMekanik Özellikleri II Doç.Dr. Derya Dışpınar deryad@istanbul.edu.tr 2014 Sünek davranış Griffith, camlarileyaptığıbuçalışmada, tamamengevrekmalzemelerielealmıştır Sünekdavranışgösterenmalzemelerde,
Akreditasyon Sertifikası Eki (Sayfa 1/6) Akreditasyon Kapsamı
 Akreditasyon Kapsamı") Akreditasyon Sertifikası Eki (Sayfa 1/6) Deney Laboratuvarı Adresi : Yavuz Sultan Selim Cad. 118. Sokak No: 29 Dilovası 41455 KOCAELİ/TÜRKİYE Tel : 0 262 754 17 81 Faks : 0 262 754 19 84 E-Posta : EHSTurkey@sgs.com
Akreditasyon Sertifikası Eki (Sayfa 1/6) Deney Laboratuvarı Adresi : Yavuz Sultan Selim Cad. 118. Sokak No: 29 Dilovası 41455 KOCAELİ/TÜRKİYE Tel : 0 262 754 17 81 Faks : 0 262 754 19 84 E-Posta : EHSTurkey@sgs.com
Akreditasyon Sertifikası Eki (Sayfa 1/9) Akreditasyon Kapsamı
 Akreditasyon Kapsamı") Akreditasyon Sertifikası Eki (Sayfa 1/9) Deney Laboratuvarı Adresi : İkitelli Organize Sanayi Bölgesi Tümsan 2 San. Sit. İkitelli Plaza No:21 K: 2/15 Küçükçekmece 34303 İSTANBUL / TÜRKİYE Tel : 0 212 485
Akreditasyon Sertifikası Eki (Sayfa 1/9) Deney Laboratuvarı Adresi : İkitelli Organize Sanayi Bölgesi Tümsan 2 San. Sit. İkitelli Plaza No:21 K: 2/15 Küçükçekmece 34303 İSTANBUL / TÜRKİYE Tel : 0 212 485
Eczacıbaşı - Lincoln Electric ASKAYNAK. Düşük Alaşımlı Yüksek Dayanımlı Çelikler İçin MIG/TIG Kaynak Telleri
 Eczacıbaşı - Lincoln Electric ASKAYNAK Düşük Alaşımlı Yüksek Dayanımlı Çelikler İçin MIG/TIG Kaynak Telleri Düşük Alaşımlı Yüksek Dayanımlı Kaynak Teli Ürün Ailesi Genel Ürün Özellikleri Kararlı ark ve
Eczacıbaşı - Lincoln Electric ASKAYNAK Düşük Alaşımlı Yüksek Dayanımlı Çelikler İçin MIG/TIG Kaynak Telleri Düşük Alaşımlı Yüksek Dayanımlı Kaynak Teli Ürün Ailesi Genel Ürün Özellikleri Kararlı ark ve
Akreditasyon Sertifikası Eki (Sayfa 1/8) Akreditasyon Kapsamı
 Akreditasyon Kapsamı") Akreditasyon Sertifikası Eki (Sayfa 1/8) Deney Laboratuvarı Adresi : Ostim Mah. Alınteri Bulv. SS Gül 86 San.Sit. No:1/49 06370 ANKARA / TÜRKİYE Tel : 03123855201 Faks : 03123855202 E-Posta : tuncay.katirci@metaltekk
Akreditasyon Sertifikası Eki (Sayfa 1/8) Deney Laboratuvarı Adresi : Ostim Mah. Alınteri Bulv. SS Gül 86 San.Sit. No:1/49 06370 ANKARA / TÜRKİYE Tel : 03123855201 Faks : 03123855202 E-Posta : tuncay.katirci@metaltekk
ODE R-FLEX PRM/STD LEVHA
 (HVAC) 4 ODE RFLEX PRM/STD LEVHA ELASTOMERİK KAUÇUK KÖPÜĞÜ YALITIM LEVHALARI Isı İletkenlik Katsayısı (λ λ) (W/mK) (0 C) Yangın Sınıfı (TS EN 11) Yangın Sınıfı (BS 47) Sıcaklık Dayanımı ( C) Kimyasallara
(HVAC) 4 ODE RFLEX PRM/STD LEVHA ELASTOMERİK KAUÇUK KÖPÜĞÜ YALITIM LEVHALARI Isı İletkenlik Katsayısı (λ λ) (W/mK) (0 C) Yangın Sınıfı (TS EN 11) Yangın Sınıfı (BS 47) Sıcaklık Dayanımı ( C) Kimyasallara
2-C- BAKIR VE ALAŞIMLARININ ISIL İŞLEMLERİ 2-C-3 MARTENSİTİK SU VERME(*)
") 2-C- BAKIR VE ALAŞIMLARININ ISIL İŞLEMLERİ 2-C-3 MARTENSİTİK SU VERME(*) Sınai bakırlı alaşımlar arasında sadece soğukta iki veya çok fazlı alüminyumlu bakırlar pratik olarak mantensitik su almaya yatkındırlar.
2-C- BAKIR VE ALAŞIMLARININ ISIL İŞLEMLERİ 2-C-3 MARTENSİTİK SU VERME(*) Sınai bakırlı alaşımlar arasında sadece soğukta iki veya çok fazlı alüminyumlu bakırlar pratik olarak mantensitik su almaya yatkındırlar.
Mobile Batman Üniversitesi Batı Raman Kampüsü Fen Edebiyat Fakültesi Arkeoloji Bölümü Batman
 Sorumlu Öğretim Üyesi Yrd.Doç.Dr. Mahmut AYDIN İletişim:aydinm135@gmail.com, Mobile.05357236743 Batman Üniversitesi Batı Raman Kampüsü Fen Edebiyat Fakültesi Arkeoloji Bölümü Batman Taşınabilir Enerji
Sorumlu Öğretim Üyesi Yrd.Doç.Dr. Mahmut AYDIN İletişim:aydinm135@gmail.com, Mobile.05357236743 Batman Üniversitesi Batı Raman Kampüsü Fen Edebiyat Fakültesi Arkeoloji Bölümü Batman Taşınabilir Enerji
MALZEME BİLİMİ I MMM201. aluexpo2015 Sunumu
 MALZEME BİLİMİ I MMM201 aluexpo2015 Sunumu Hazırlayanlar; Çağla Aytaç Dursun 130106110005 Dilek Karakaya 140106110011 Alican Aksakal 130106110005 Murat Can Eminoğlu 131106110001 Selim Can Kabahor 130106110010
MALZEME BİLİMİ I MMM201 aluexpo2015 Sunumu Hazırlayanlar; Çağla Aytaç Dursun 130106110005 Dilek Karakaya 140106110011 Alican Aksakal 130106110005 Murat Can Eminoğlu 131106110001 Selim Can Kabahor 130106110010
CEPHE KAPLAMA MALZEMESİ OLARAK AHŞAPTA ORTAM NEMİNİN ETKİSİ
 CEPHE KAPLAMA MALZEMESİ OLARAK AHŞAPTA ORTAM NEMİNİN ETKİSİ Öğr. Gör. Hakan ÜNALAN (Anadolu Üniversitesi Engelliler Entegre Yüksekokulu) Yrd. Doç. Dr. Emrah GÖKALTUN (Anadolu Üniversitesi Mimarlık Bölümü)
CEPHE KAPLAMA MALZEMESİ OLARAK AHŞAPTA ORTAM NEMİNİN ETKİSİ Öğr. Gör. Hakan ÜNALAN (Anadolu Üniversitesi Engelliler Entegre Yüksekokulu) Yrd. Doç. Dr. Emrah GÖKALTUN (Anadolu Üniversitesi Mimarlık Bölümü)
BÖLÜM 5 ÖZEL ÇELİKLER
 BÖLÜM 5 ÖZEL ÇELİKLER Özel Çelikler Çeliklere nikel, mangan, silisyum, tungsten, krom gibi maddeler eklenerek alaşımın özellikleri değiştirilir. Özel Çelikler 2 Özel Çelikler 1. Nikelli çelikler 2. Nikel
BÖLÜM 5 ÖZEL ÇELİKLER Özel Çelikler Çeliklere nikel, mangan, silisyum, tungsten, krom gibi maddeler eklenerek alaşımın özellikleri değiştirilir. Özel Çelikler 2 Özel Çelikler 1. Nikelli çelikler 2. Nikel
NİKEL ESASLI SÜPER ALAŞIMLAR - İşlenmiş, Döküm
 NİKEL ESASLI SÜPER ALAŞIMLAR - İşlenmiş, Döküm A-PDF Merger DEMO : Purchase from www.a-pdf.com to remove the watermark MALZEME TİPİ D-979 UDIMET 500 UDIMET 700 WASPALOY NICROTUNG (A) RENE 41; R-41 C:0.05-0.12(b)
NİKEL ESASLI SÜPER ALAŞIMLAR - İşlenmiş, Döküm A-PDF Merger DEMO : Purchase from www.a-pdf.com to remove the watermark MALZEME TİPİ D-979 UDIMET 500 UDIMET 700 WASPALOY NICROTUNG (A) RENE 41; R-41 C:0.05-0.12(b)
N3 Çatı Paneli. Üretim Yeri İstanbul, İskenderun, Balıkesir. Uygulama Alanları
 Ürün Tanımı Üç hadveli yanal binili sandviç panelidir. %10 eğimle çatı kaplaması yapılabilmektedir. En büyük avantajı yanal binili panel birleşimi sayesinde hızlı montaj yapılmasıdır. Üretim Yeri İstanbul,
Ürün Tanımı Üç hadveli yanal binili sandviç panelidir. %10 eğimle çatı kaplaması yapılabilmektedir. En büyük avantajı yanal binili panel birleşimi sayesinde hızlı montaj yapılmasıdır. Üretim Yeri İstanbul,
ÜRÜN BİLGİSİ ÖLFLEX HEAT 260 SC. Bilgi Mükemmel kimyasal, termal ve elektriksel performans Az yer kaplayan ve ağırlık tasarrufu sağlayan
 En zorlu koşullarda kullanım için - makinelerde ve tesis inşasında kullanım için sağlam, kimyasal dirençli ve az yer kaplayan PTFE tek damarlı kablo, uygun sıcaklıklar: -190 C ila +260 C Bilgi Mükemmel
En zorlu koşullarda kullanım için - makinelerde ve tesis inşasında kullanım için sağlam, kimyasal dirençli ve az yer kaplayan PTFE tek damarlı kablo, uygun sıcaklıklar: -190 C ila +260 C Bilgi Mükemmel
KOROZYONUN ÖNEMİ. Korozyon, özellikle metallerde büyük ekonomik kayıplara sebep olur.
 KOROZYON KOROZYON VE KORUNMA KOROZYON NEDİR? Metallerin bulundukları ortam ile yaptıkları kimyasal veya elektrokimyasal reaksiyonları sonucu meydana gelen malzeme bozunumuna veya hasarına korozyon adı
KOROZYON KOROZYON VE KORUNMA KOROZYON NEDİR? Metallerin bulundukları ortam ile yaptıkları kimyasal veya elektrokimyasal reaksiyonları sonucu meydana gelen malzeme bozunumuna veya hasarına korozyon adı
Master Panel NOVA 5TM Çatı
 Master Panel NOVA 5TM Çatı Ürün Tanımı Yangın riskinin yüksek olduğu yapılarda ve azami yangın dayanımı istenen binalarda güvenle kullanılırken beş hadveli formuyla geniş açıklıkların güvenle geçilmesini
Master Panel NOVA 5TM Çatı Ürün Tanımı Yangın riskinin yüksek olduğu yapılarda ve azami yangın dayanımı istenen binalarda güvenle kullanılırken beş hadveli formuyla geniş açıklıkların güvenle geçilmesini
Akreditasyon Sertifikası Eki (Sayfa 1/13) Akreditasyon Kapsamı
 Akreditasyon Kapsamı") Akreditasyon Sertifikası Eki (Sayfa 1/13) Deney Laboratuvarı Adresi : Ostim Mah. Alınteri Bulv. SS Gül 86 San.Sit. No:1/49 06370 ANKARA/TÜRKİYE Tel : 0 312 3855201 Faks : 0 312 3855202 E-Posta : tuncay.katirci@metaltekkimya.com.tr
Akreditasyon Sertifikası Eki (Sayfa 1/13) Deney Laboratuvarı Adresi : Ostim Mah. Alınteri Bulv. SS Gül 86 San.Sit. No:1/49 06370 ANKARA/TÜRKİYE Tel : 0 312 3855201 Faks : 0 312 3855202 E-Posta : tuncay.katirci@metaltekkimya.com.tr
MMT310 Malzemelerin Mekanik Davranışı 2 Mukavemet ve deformasyon özelliklerinin belirlenmesi - Basma ve sertlik deneyleri
 MMT310 Malzemelerin Mekanik Davranışı 2 Mukavemet ve deformasyon özelliklerinin belirlenmesi - Basma ve sertlik deneyleri Yrd. Doç. Dr. Ersoy Erişir 2011-2012 Bahar Yarıyılı 2. Mukavemet ve deformasyon
MMT310 Malzemelerin Mekanik Davranışı 2 Mukavemet ve deformasyon özelliklerinin belirlenmesi - Basma ve sertlik deneyleri Yrd. Doç. Dr. Ersoy Erişir 2011-2012 Bahar Yarıyılı 2. Mukavemet ve deformasyon
DEMİR SİLİKAT ESASLI YERLİ GRİT KUMU (RASPA KUMU) Oretec Mineral Sanayi Ltd. Şti. Bölücek Mahallesi 2 Nolu Sanayi Cad. No:164 Ereğli / Zonguldak
 Oretec Mineral Sanayi Ltd. Şti. Bölücek Mahallesi 2 Nolu Sanayi Cad. No:164 Ereğli / Zonguldak") DEMİR SİLİKAT ESASLI YERLİ GRİT KUMU (RASPA KUMU) Oretec Mineral Sanayi Ltd. Şti. Bölücek Mahallesi 2 Nolu Sanayi Cad. No:164 Ereğli / Zonguldak G r it Kumu /Kumla ma Grit, tozuması en az ve kumlama gücü
DEMİR SİLİKAT ESASLI YERLİ GRİT KUMU (RASPA KUMU) Oretec Mineral Sanayi Ltd. Şti. Bölücek Mahallesi 2 Nolu Sanayi Cad. No:164 Ereğli / Zonguldak G r it Kumu /Kumla ma Grit, tozuması en az ve kumlama gücü
Yüzey Koruma ve Yapıştırma Prosesleri. 28.06.2012 Mercedes-Benz Türk Istanbul
 Yüzey Koruma ve Yapıştırma Prosesleri 28.06.2012 Mercedes-Benz Türk Istanbul İçindekiler 1. Akredite Kapsamında olan Testler 2. Boya Testleri 3. Fosfatlama ve KTL Testleri 4. Yapıştırma Testleri Folie
Yüzey Koruma ve Yapıştırma Prosesleri 28.06.2012 Mercedes-Benz Türk Istanbul İçindekiler 1. Akredite Kapsamında olan Testler 2. Boya Testleri 3. Fosfatlama ve KTL Testleri 4. Yapıştırma Testleri Folie
PÜSKÜRTME ŞEKİLLENDİRME (SPRAY FORMING / SPRAY DEPOSITION)
") PÜSKÜRTME ŞEKİLLENDİRME (SPRAY FORMING / SPRAY DEPOSITION) Püskürtme şekillendirme (PŞ) yöntemi ilk olarak Osprey Ltd. şirketi tarafından 1960 lı yıllarda geliştirilmiştir. Günümüzde püskürtme şekillendirme
PÜSKÜRTME ŞEKİLLENDİRME (SPRAY FORMING / SPRAY DEPOSITION) Püskürtme şekillendirme (PŞ) yöntemi ilk olarak Osprey Ltd. şirketi tarafından 1960 lı yıllarda geliştirilmiştir. Günümüzde püskürtme şekillendirme