TEMEL İŞLEMLER VE UYGULAMALARI Prof.Dr. Salim ASLANLAR
|
|
|
- Turgay Fişek
- 8 yıl önce
- İzleme sayısı:
Transkript
1 1. ÖLÇME TEKNİĞİ Bilinen bir değer ile bilinmeyen bir değerin karşılaştırılmasına ölçme denir. Makine parçalarının veya yapılan herhangi işin görevini yapabilmesi için istenen ölçülerde olması gerekir. Bu amacın gerçekleşmesi içinde imalat sırasında ve sonrasında parçaların ölçülmesi gerekir. Ölçme; Dolaylı Ölçme ( Bu işlemde ölçü aleti belli bir kıyaslama parçasına ayarlanır. Ölçme kıyaslama parçasına göre yapılır. Örneğin pergel, iç ve dış çap kumpasları ve mastarlar ile ölçme gibi.) Doğrudan Ölçme (Ölçü takımları ile yapılan ölçmedir. Bu ölçme işleminde ölçü, ölçme takımından doğrudan okunur.) Olarak ikiye ayrılır Ölçme ve Kontrolü Etkileyen Faktörler aşağıda verilmiştir. Ölçme aletinin hassasiyeti. Ölçme işleminin yapıldığı yerin ortam ısısı. Ölçme yapan kişiden kaynaklanan faktörler Ölçme yapılan yerin aydınlığı Ölçü aletinin aşırı ısınması Yapılan işin hassasiyeti. Ölçme ve kontrol yapılırken meydana gelen hatalar. Ölçülecek iş parçasının fiziksel özelliği Uzunluk Ölçü Sistemleri Metrik Sistem Bu ölçü sisteminde birim metredir. Metre, yerküre meridyeninin kırk milyonda biri uzunluğundadır ve (m) harfi ile simgelendirilir. Makine tekniğinde metrenin as katları kullanılır. 10 m,100 cm,10 mm gibi gösterilir. Uzunluk As Katları Ölçüleri m dm cm mm µ 1 Gega ( ) ( ) ( ) ( ) 1 Kilo ( (1.10 ) ) ( ) ( ) ( ) ( ) 1 Hecta 100( ) ( ) ( ) ( ) ( ) 1 Decka 10( ) ( ) ( ) ( ) ( ) 1 Metre (m) 1 10 ( ) ( ) ( ) 1 Desimetre (dm) 0.1 ( ) Santimetre (cm) 0.01( ) 0.1( ) Milimetre 0.001( ) 0.01( ) 0.1( ) (mm) Mikron (µ) ( ) (1.10 ) ( ) 0.001( ) 1 1
 Doğrudan Ölçme (Ölçü takımları ile yapılan ölçmedir. Bu ölçme işleminde ölçü, ölçme takımından doğrudan okunur.) Olarak ikiye ayrılır Ölçme ve Kontrolü Etkileyen Faktörler aşağıda verilmiştir.")
2 Inch (parmak) Sistemi Bu ölçü sisteminde birim YARDA dır. 1 YARDA = 3 AYAK = 36 PARMAK tır. Makine tekniğinde YARDA nın as katlarından PARMAK ve BÖLÜNTÜLERİ kullanılır. Parmak ( ) işareti ile ifade edilir. 1, 2, 1/2, 5/16, 3/8 gibi gösterilir. 1 = 25.4 mm dir. Uzunluk Ölçü Sistemlerinin Birbirine Çevrilmesi 1-3 / 8 kaç mm eder hesaplayalım. 2-1 /4" kaç mm eder hesaplayalım. 1 " = 25,4 mm ise 1 " = 25,4 mm ise 3 / 8" = X eder. 1 / 4 " = X eder. X = 3 x 25,4 / 8 X = 1 x 25,4 / 4 X = 76,2 / 8 X = 9,52 mm eder. X = 25,4 / 4 X = 6,35 mm eder. 3-5 / 16 " kaç mm eder hesaplayalım 4-57,15 mm kaç parmak (") eder hesaplayalım. 1 " = 25,4 mm ise 25,4 mm = 1" ise 5 / 16 " = X eder. 57,15 = X eder X = 5 x 25,4 / 16 X = 57,15 / 25,4 X = 127 / 16 X = 7,93 mm eder. X = 2 ¼ "eder Ölçme Aletleri Basit Bölüntülü Ölçü Aletleri Metreler Uzun parçaların kabaca ölçülmesinde kullanılan çizgi bölüntülü ölçü aletleridir. Metreler büyük boyutlu parçaların ölçülmesinde ve hassasiyet istenmeyen küçük parçaların ölçülmesinde kullanılır. Metrelerin ölçü hassasiyeti 1mm ve 0,5 mm dir. Milimetrik bölüntüler ile yapılmakla birlikte santimetre olarak okunur. Metreler kullanım amaçlarına göre şerit metreler(şekil 1.1), katlanır metreler olmak üzere iki gruba ayrılır. Şerit metreler büyük uzunlukların ölçülmesinde kullanılırlar. Uzunlukları 2, 3, 5, 10, 20, 30 ve 50 metre genişlikleri ise mm olarak paslanmaz yay çeliklerinden üretilirler. 2
 eder hesaplayalım. 1 \" = 25,4 mm ise 25,4 mm = 1\" ise 5 / 16 \" = X eder.")
3 Şekil 1.1 Şerit Metreler Şerit metreler ile ölçüm yaparken metrenin uç kısmı ölçülecek parçanın esas alınan yüzeyine tam temas etmelidir. Şerit metrenin 0 çizgisine hareketli olmasına dikkat edilmesi gereklidir. (Şekil 1.2) Şekil 1.2 Şerit metrenin hareketli 0 çizgisi Katlanır metreler hassas olmayan uzunluk ölçümlerinde kullanılırlar. Ölçü hassasiyetleri 1 mm dir. Ahşap malzemelerden, çelik malzeme ve alüminyum malzemeden yapılırlar. Uzunlukları 1 metredir. Şekil 1.3 Katlanır Metreler Çelik Cetvel Makine atölyelerinde en çok kullanılan ölçü aletlerindendir. Daha çok ölçme ve markalama işlemlerinde kullanılırlar. Yay çeliğinden yapılan çelik cetvellerin genişlikleri 20 mm boyları ise mm ve kalınlıkları da 0,5 mm ölçülerindedir. Çelik cetveller 0,5 mm aralıklı olarak ince çizgi bölüntülü yapıldığı gibi 1 mm aralıklı olarak yapılanları da vardır. Bazı çelik cetvelleri bir tarafı mm bölüntülü diğer tarafı ise (") parmak bölüntülü olabilir. Çelik cetvellerin bazılarının arkasında parmak ölçülerinin metrik değerleri yazılı olarak verilmiştir. (Şekil 1.4) Şekil 1.4 Çelik Cetvel 3

4 1.2.2 Verniyerli Ölçü Aletleri Sürmeli Kumpaslar Ayarlanabilen bölüntülü ölçü aletlerindendir. Uzunluk ölçülerini, iç çap, dış çap, derinlik ve kanal gibi mesafeleri ölçme işlemlerinde kullanılırlar. Kumpaslar cetvel ve sürgü olmak üzere iki esas parçadan meydana gelmiştir. Sabit çene cetvelle, hareketli çene ise sürgü ile tek parça halinde yapılmıştır. Sürgü üzerinde verniyer bölüntüsü vardır. Cetvelin bir tarafı (mm), diğer tarafı ise (") parmak bölüntülü olarak yapılır. Kumpaslar paslanmaz çelikten yapılırlar. Cetvellere göre ölçme hassasiyetleri daha yüksektir. Ölçüyü dijital ve saatli olarak otomatik gösteren kumpaslarda vardır. (Şekil ) Şekil 1.5 Sürmeli(Verniyerli ) kumpas ve kısımları Şekil 1.6 Dijital göstergeli kumpas Şekil 1.7 Saat kadranlı sürmeli kumpas 4
, diğer tarafı ise (\") parmak bölüntülü olarak yapılır. Kumpaslar paslanmaz çelikten yapılırlar. Cetvellere göre ölçme hassasiyetleri daha yüksektir.")

5 Kumpaslar Ölçü Sistemlerine Göre Metrik ölçü sistemine göre yapılan kumpaslar 1/10 mm verniyer taksimatlı kumpaslar 1/20 mm verniyer taksimatlı kumpaslar 1/50 mm verniyer taksimatlı kumpaslar Parmak ölçü sistemine göre yapılan kumpaslar 1/32 " verniyer taksimatlı kumpaslar 1/64 " verniyer taksimatlı kumpaslar 1/128 verniyer taksimatlı kumpaslar 1/192 verniyer taksimatlı kumpaslar 1/1000" verniyer taksimatlı kumpaslar Kullanım Alanlarına Göre Kumpaslar İç ve dış çap kumpasları Derinlik kumpasları Özel kumpaslar Modül kumpasları olarak gruplandırılır Metrik ölçü sistemine göre yapılan kumpaslar /10 mm verniyer bölüntülü kumpaslar Bu kumpaslarda cetvel üzerindeki 9 mm lik kısım verniyer üzerinde 10 eşit parçaya bölünmüştür. Cetvelin üzerindeki iki çizgi aralığı 1 mm olduğuna göre sürgü üzerindeki çizgi aralığı 9 / 10 = 0,9 mm dir. Buna göre bu kumpasın hassasiyeti (1 0,9 = 0,1 mm) dir. Bu kumpas ile ölçüm yapılırken sürgü kısmındaki her bir çizgi cetveldeki tam değerden sonra 0,1 olarak okunur. (Şekil 1.8) Şekil / 10 mm Veniyer Taksimatlı Kumpasların Bölüntüleri Örneklerle 1 / 10 mm Verniyer Taksimatlı Kumpaslarda Ölçü Okuma 5

6 Şekil / 10 mm Veniyer Taksimatlı Kumpasların uygulanması Verniyerin 0 (sıfır) çizgisi cetveldeki 7. çizgi ile çakışmıştır. Buna göre okunan ölçü 7 mm ve 8 mm arasındaki ondalık ölçüleridir. Verniyerin çakışan çizgisinin kaçıncı çizgi olduğu tespit edilir ve ondalıklı değer okunur. Üstteki örnekte verniyer bölüntüsünün 10. çizgisi çakıştığı için buna göre ölçülen değer: 7 mm dir. (Şekil 1.9) Şekil / 10 mm Veniyer Taksimatlı Kumpasların uygulanması Verniyerin 0 (Sıfır) çizgisi cetvel üzerinde 62 mm yi geçmiştir. Verniyerin 4. çizgisi cetvel üzerindeki herhangi bir çizgi ile tam çakışmıştır. (Şekil 1.10)Buna göre ölçülen değer; ,4 = 62,4 mm dir /20 mm verniyer bölüntülü kumpaslar Bu kumpaslarda cetvel üzerindeki 19 mm lik kısım sürgü üzerinde 20 eşit parçaya bölünmüştür. Cetvel üzerindeki iki çizgi aralığı 1 mm olduğuna göre sürgü üzerindeki çizgi aralığı 19 / 20 = 0,95 mm dir. Buna göre bu kumpasın hassasiyeti (1 0,95 = 0,05 mm) dir. Bu kumpas ile ölçüm yapılırken sürgü kısmındaki her bir çizgi cetveldeki tam değerden sonra 0,05 olarak okunur. Şekil Şekil / 20 mm Veniyer Taksimatlı Kumpasların Bölüntüleri 6

7 Şekil / 20 mm Veniyer Taksimatlı Kumpasların uygulanması Verniyerin 0 (sıfır) çizgisi cetveldeki 7. çizgiyi geçmiştir. Buna göre okunan ölçü 7 mm ve 8 mm arasındaki ondalık ölçüleridir. Verniyerin çakışan çizgisinin kaçıncı çizgi olduğu tespit edilir ve ondalıklı değer okunur. Üstteki örnekte verniyer bölüntüsünün 10. çizgisi çakıştığı için ölçülen değer (Şekil 1.12): 7 + ( 0,05 x 10 ) = 7,50 mm dir. Şekil / 20 mm Veniyer Taksimatlı Kumpasların uygulanması Verniyerin 0 (Sıfır) çizgisi cetvel üzerinde 51 mm yi geçmiştir. Verniyerin 7. çizgisi cetvel üzerindeki herhangi bir çizgi ile tam çakışmıştır. Buna göre okunan değer(şekil 1.13): 51 + ( 0,05 x 7) = 51,35 mm dir /50 mm verniyer bölüntülü kumpaslar Bu kumpaslarda cetvel üzerindeki 49 mm lik kısım sürgü üzerinde 50 eşit parçaya bölünmüştür. Cetvel üzerindeki iki çizgi aralığı 1 mm olduğuna göre sürgü üzerindeki çizgi aralığı 49 / 50 = 0,98 mm dir. Buna göre bu kumpasın hassasiyeti 1 0,98 = 0,02 mm dir. Bu kumpas ile ölçüm yapılırken sürgü kısmındaki her bir çizgi cetveldeki tam değerden sonra 0,02 olarak okunur (Şekil 1.14) Şekil / 50 mm Veniyer taksimatlı kumpasların bölüntüleri Örnek 1 Şekil / 50 mm Veniyer Taksimatlı Kumpasların uygulanması Verniyerin 0 (sıfır) çizgisi cetveldeki 40. çizgiyi geçmiştir. Buna göre okunan ölçü 40 mm ve 41mm arasındaki ondalık ölçüleridir. Verniyerin çakışan çizgisinin kaçıncı çizgi olduğu tespit edilir ve ondalıklı değer okunur. Üstteki örnekte verniyer bölüntüsünün 40.çizgisi çakıştığı için; ölçülen değer(şekil 1.15): 40 + (0,02 x 40) = 40,80 mm dir. 7

. Buna göre okunan değer: 61 + (0,02")
8 Örnek 2 Şekil / 50 mm Veniyer Taksimatlı Kumpasların uygulanması Verniyerin 0 (Sıfır) çizgisi cetvel üzerinde 61 mm yi geçmiştir. Verniyerin 17. çizgisi cetvel üzerindeki herhangi bir çizgi ile tam çakışmıştır(şekil 1.16). Buna göre okunan değer: 61 + (0,02 x 17) = 61,34 mm dir Parmak ölçü sistemine göre yapılan kumpaslar /128 verniyer taksimatlı kumpaslar 1/128 verniyer bölüntülü kumpas, ölçü cetveli 1 parmak ölçüsünün(1 ölçüsü=25.4 mm dir) 16 eşit parçaya bölünmesiyle elde edilmiştir. Cetvel ölçü bölüntüsü üzerindeki 7/16 lık kısım sürgü üzerinde 8 eşit parçaya bölünmek suretiyle 1/128 verniyer bölüntüsü elde edilmiştir(şekil 1.17). Şekil /128 Verniyer Bölüntülü Kumpas Örnek 1 Şekil1.18 1/128 Verniyer Taksimatli Kumpasta ¼+4/128 = 9/32 Ölçüsünün Okunması /4 + 4 /128 = = = = = 9 /
 16 eşit parçaya bölünmesiyle elde edilmiştir.")
9 /1000" Verniyer Taksimatlı Kumpaslar 1/1000 verniyer bölüntülü kumpas, ölçü cetveli 1 parmak ölçüsünün 40 eşit parçaya bölünmesiyle elde edilmiştir. Cetvel ölçü bölüntüsü üzerindeki 24 eşit bölüntü çizgisi sürgü üzerinde 25 eşit parçaya bölünmek suretiyle parmak verniyer bölüntü elde edilmiştir. Bu değer kumpasın ölçebileceği en küçük değer ve hassasiyettir(şekil 3.18). Şekil /1000 Verniyer Bölüntülü Kumpas Örnek1 Şekil /1000 Verniyer Taksimatlı Kumpasların uygulanması Ölçünün okunuşu 6x0,0025=0, ,150 =2,150 2,150 +0,002 = 2,152 okunan ölçü Kullanım Alanlarına göre yapılan kumpaslar İç ve dış çap kumpasları Bu kumpaslar daha önceki sürmeli kumpaslar ile aynı kumpaslardır Derinlik kumpasları Bu kumpaslarla kademeli kanal, delik derinlikleri ölçülür. Ölçülecek gerecin özelliğine göre değişik çeşitleri vardır. 9

10 Şekil 1.20: Derinlik Ölçme Şekil 1.21: Derinlik kumpasının kullanımı Özel Kumpaslar Değişik biçimli ve konumlu parçaların boyutlarını ölçmek veya kontrol etmek amacı ile kullanılır Modül Kumpasları Dişli çarkların diş genişliği ve diş üstü yüksekliğinin ölçülmesinde kullanılır. 10

11 Kumpasların Kullanılması, Bakımı ve Korunması Ölçü hassasiyetine uygun kumpas seçilmelidir Kumpas sürgüsünün cetvel üzerinde boşluksuz çalışıp çalışmadığına bakılmalıdır Çeneler kapalı durumda iken sıfır çizgileri çakışır durumda ve çeneler birbirine yapışık olmalıdır Ölçüm sırasında sürgüye fazla basma kuvveti uygulanmamalıdır İş parçasına önce sabit çene temas ettirilmeli, daha sonra hareketli çene sürülerek temas etmelidir Sıcak parça ve çapaklı parça kesinlikle ölçülmemelidir Kumpaslar kesici ve darbe aletlerinden uzak tutulmalıdır Kumpasların çeneleri pergel gibi veya cetvel kısmı çelik cetvel gibi kullanılmamalıdır Ölçme işlemi bittikten sonra kumpas çeneleri kapatılıp özel kutularına konulmalıdır Uzun süre kullanılmayacak kumpaslar asitsiz yağlar (vaselin) ile yağlanıp kutularında saklanmalıdır. Şekil 1.22 de kumpas okuma hataları verilmiştir Şekil 1.22: Kumpas okuma ve hatalar Mikrometreler Sürmeli kumpaslarda gereçleri 0,02 mm ölçme hassasiyeti ile ölçebilmekteydik. Bu hassasiyet değeri makine parçalarının yapımında yeterli değildir. Daha hassas ölçümlerde mikrometrelerden yararlanılır. Mikrometreler 0,01, 0,001 ve 0,0001 mm hassasiyette ölçüm yapabilir. Mikrometreler de gövdenin bir ucunda sabit ölçme çenesi diğer uçta ise somun içinde çalışan vidalı bir mil ve bu mile bağlı hareketli çene vardır. Milin somun içerisinde döndürülmesiyle hareketli çene ileri-geri hareket ederek ölçme işlemi gerçekleştirilir. Mikrometrelerde ölçme alanı ile ölçme aralığı farklı şeylerdir. Ölçme alanları 0 25mm, mm, mm dir. Ölçme aralığı ise metrik mikrometrelerde 25 mm parmak( ) sistemli mikrometrelerde ise 1 dır. Ölçü çeneleri arasındaki boşluk ölçme alanı, ölçüm milinin hareket mesafesi ise ölçme aralığıdır. Mikrometrelerde ölçme baskısı 250 gr olacak şekilde ayarlanmıştır. Bunu anlamak için mikrometre çeneleri iş parçasına temas ettikten sonra cırcır vidası ses çıkarana kadar döndürülür.(cıcır vidası ses çıkarmaya başladığı an ölçme baskısı 250 gr a ulaşmış olur). 11



12 Ölçü sistemlerine göre mikrometreler Metrik mikrometreler Parmak (") mikrometreler Kullanım alanlarına göre mikrometreler Dış çap mikrometreleri İç çap mikrometreleri Derinlik mikrometreleri Modül mikrometreleri Vida mikrometreleri Özel mikrometreler Şekil mm Aralığıda 0,01mm Hassasiyetinde Mikrometre Şekil Mikrometrenin prensip resmi 12



13 Ölçü Sistemlerine Göre Mikrometreler Metrik Mikrometreler ,01 Hassasiyette Ölçüm Yapan Mikrometreler Vidalı mil ile hareket eden tambur tam tur yaptığında hareketli çene mil adımına bağlı olarak 0,5 mm ileri veya geri hareket eder. Kovan yatay çizgisi üzerinde birer milimetrelik bölüntüler, çizginin alt kısmında ise 0,5 mm lik bölüntüler vardır. Tambur ise 50 eşit parçaya bölünmüştür. Tamburun tam devri sonunda hareketli çene 0,5 mm hareket ettiğine göre tambur çevresindeki 50 eşit aralıkta bir devir yapmış olur. Buna göre mikrometre hassasiyeti 0,5 / 50 = 0,01 mm olur. Aşağıdaki şekillerde 0-25 mm aralığında ve 0,01 mm hassasiyetinde ölçme yapan mikrometrelerden ölçü okuma örnekleri verilmiştir. Scala kovanında üstteki her çizgi 1 mm yi alttaki her çizgi ise üstteki her çizgiden sonra o ölçüye artı olarak 0,50 mm yi ifade eder. Örnek 1. Örnek 2 Okunan Değer; 6 + 0,50 + 0,33 = 6,83 mm dir. Okunan Değer; 9 + 0, = 9,93 mm dir. 13



14 = = = =

15 1.3 Kumpaslar İle İlgili Uygulamalar 15

16
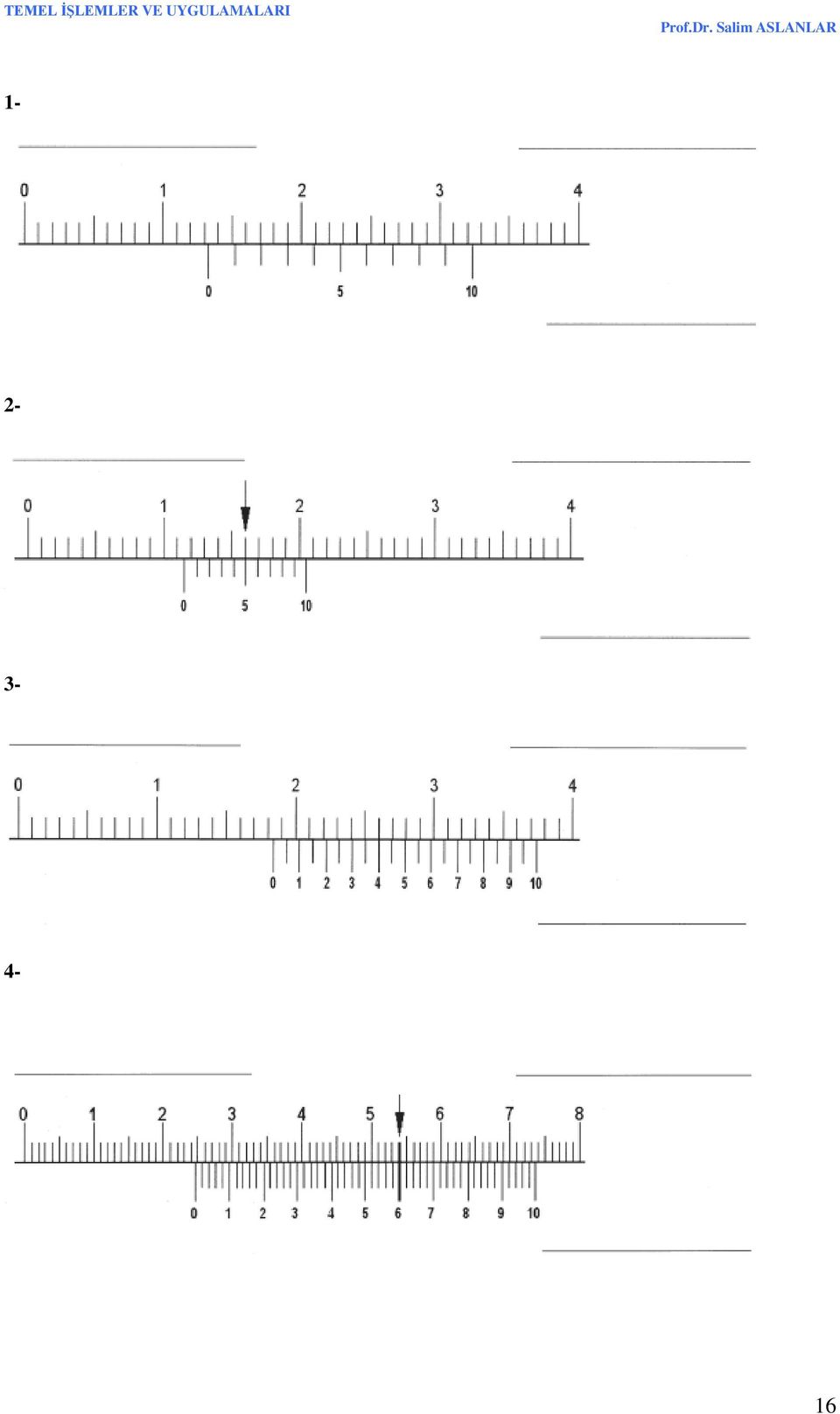
17 ,3 mm yi 1 / 10 verniyer taksimatlı kumpasta çizerek gösteriniz 9-70,36 mm yi 1 / 50 verniyer taksimatlı kumpasta çizerek gösteriniz 10-75,25 mm yi 1 / 20 verniyer taksimatlı kumpasta çizerek gösteriniz? 17

18

19


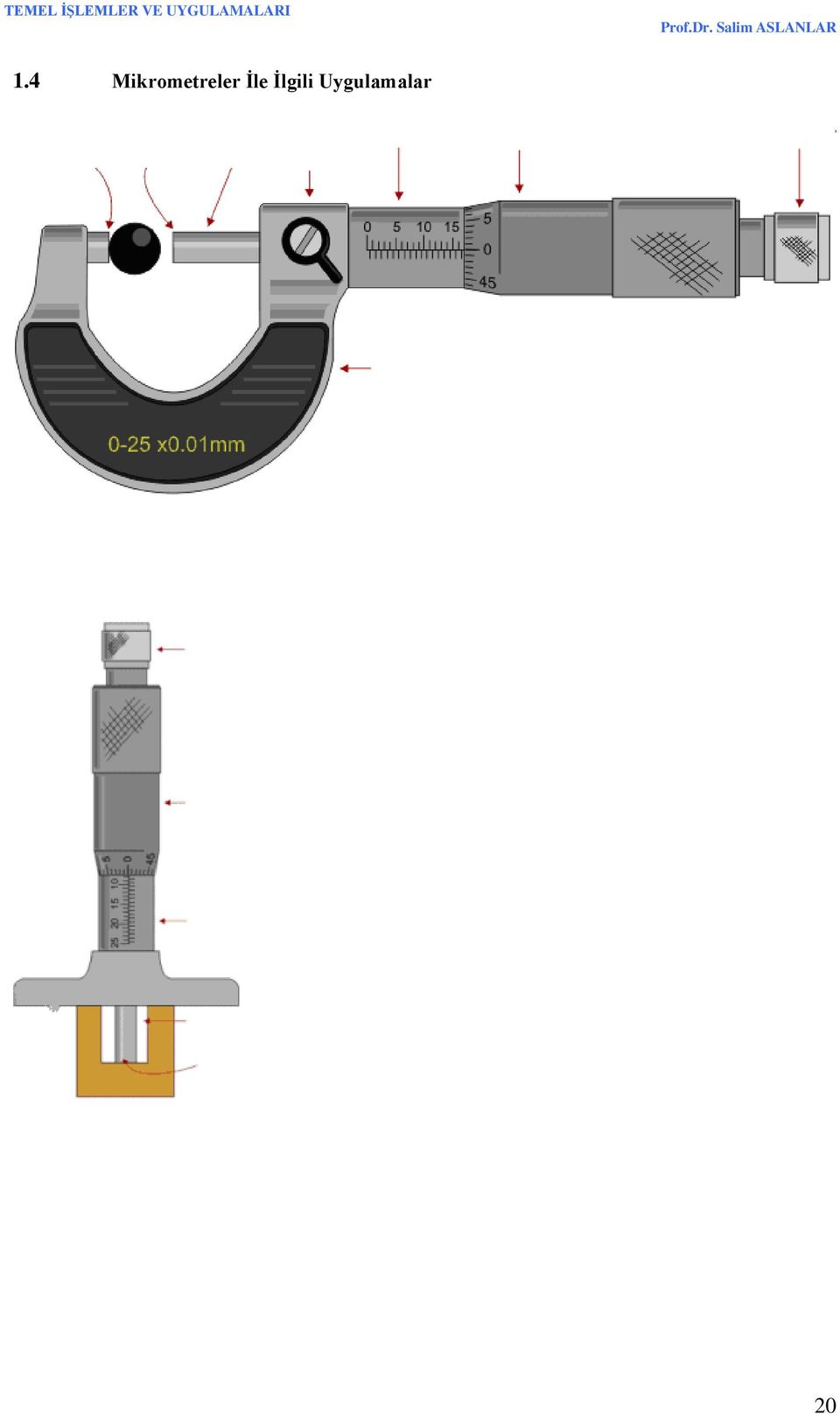
20 1.4 Mikrometreler İle İlgili Uygulamalar 20

21
22
23
24 24
25 25
ÖLÇME VE KONTROL Ölçme ve Kontrolün Tanımı ve Önemi
 Hazırlayan: Arş.Gör.Ali Kaya GÜR e-mail:alikayagur@gmail.com Fırat Üniversitesi Teknik Eğitim Fakültesi Metal Eğitimi Bölümü ELAZIĞ ÖLÇME VE KONTROL Ölçme ve Kontrolün Tanımı ve Önemi Bilinen bir değer
Hazırlayan: Arş.Gör.Ali Kaya GÜR e-mail:alikayagur@gmail.com Fırat Üniversitesi Teknik Eğitim Fakültesi Metal Eğitimi Bölümü ELAZIĞ ÖLÇME VE KONTROL Ölçme ve Kontrolün Tanımı ve Önemi Bilinen bir değer
Laboratuvarlarda ve uygulamalarda ölçme işlemlerinin en önemli bir kısmını uzunluk (derinlik, çap vb.) ölçümleri almaktadır.
 ölçümleri almaktadır.") Ölçme Tekniği Uzunluk Ölçümü Laboratuvarlarda ve uygulamalarda ölçme işlemlerinin en önemli bir kısmını uzunluk (derinlik, çap vb.) ölçümleri almaktadır. Boyut ölçme işlemlerinde kullanılan yöntemler genellikle
Ölçme Tekniği Uzunluk Ölçümü Laboratuvarlarda ve uygulamalarda ölçme işlemlerinin en önemli bir kısmını uzunluk (derinlik, çap vb.) ölçümleri almaktadır. Boyut ölçme işlemlerinde kullanılan yöntemler genellikle
İMM-123 ÖLÇME VE KONTROL
 İMM-123 ÖLÇME VE KONTROL 1.1.1. Ölçme Birim adı verilen ve bilinen bir değerle, aynı cinsten bilinmeyen bir değeri karşılaştırmaya ÖLÇME denir. Ölçme işlemleri ölçü aletleriyle yapılır. Örneğin; cetvel,
İMM-123 ÖLÇME VE KONTROL 1.1.1. Ölçme Birim adı verilen ve bilinen bir değerle, aynı cinsten bilinmeyen bir değeri karşılaştırmaya ÖLÇME denir. Ölçme işlemleri ölçü aletleriyle yapılır. Örneğin; cetvel,
2. Uzunluk Ölçü Sistemleri
 2. Uzunluk Ölçü Sistemleri Dünya devletleri arasında uzunluğun ölçülmesinde iki ölçü sistemi kullanılmaktadır. Metrik Birim( Ölçü) Sistemi İngiliz(inç-parmak) Birim (Ölçü) Sistemi 2.1. Metrik Birim (Ölçü)
2. Uzunluk Ölçü Sistemleri Dünya devletleri arasında uzunluğun ölçülmesinde iki ölçü sistemi kullanılmaktadır. Metrik Birim( Ölçü) Sistemi İngiliz(inç-parmak) Birim (Ölçü) Sistemi 2.1. Metrik Birim (Ölçü)
Endüstriyel Ölçme ve Kontrol
 TEKNİK BİLİMLER MESLEK YÜKSEKOKULU Endüstriyel Ölçme ve Kontrol KUMPASLAR Sürgülü kumpaslar Alman normu DIN 862 esas alınarak yapılırlar. Bu norm 2000 mm ye kadar ölçme kapasitelidir. 10 eşit bölümlü (1/10
TEKNİK BİLİMLER MESLEK YÜKSEKOKULU Endüstriyel Ölçme ve Kontrol KUMPASLAR Sürgülü kumpaslar Alman normu DIN 862 esas alınarak yapılırlar. Bu norm 2000 mm ye kadar ölçme kapasitelidir. 10 eşit bölümlü (1/10
BURSA ATATÜRK ANADOLU TEKNİK VE ENDÜSTRİ MESLEK LİSESİ MAKİNE TEKNOLOJİSİ ALANI
 BURSA ATATÜRK ANADOLU TEKNİK VE ENDÜSTRİ MESLEK LİSESİ MAKİNE TEKNOLOJİSİ ALANI ÖLÇME VE KONTROL Derleyen : Adnan YILMAZ 1 ÖLÇME VE KONTROL A - ÖLÇME : Bilinmeyen bir birimin içinde bilinen bir birimin
BURSA ATATÜRK ANADOLU TEKNİK VE ENDÜSTRİ MESLEK LİSESİ MAKİNE TEKNOLOJİSİ ALANI ÖLÇME VE KONTROL Derleyen : Adnan YILMAZ 1 ÖLÇME VE KONTROL A - ÖLÇME : Bilinmeyen bir birimin içinde bilinen bir birimin
Mikrometrelerle ölçüm yaparken 250 gramdan fazla kuvvet uygulanmamalıdır. Fazla uygulanıp uygulanmadığı cırcırla anlaşılır.
 Mikrometreler Kumpaslara nazaran daha hassas olan ve okuma kolaylığı sağlayan ölçü aletleridir. Genellikle silindirik parçaların çaplarının ve ya düz parçaların kalınlıklarının ölçülmesinde kullanılır.
Mikrometreler Kumpaslara nazaran daha hassas olan ve okuma kolaylığı sağlayan ölçü aletleridir. Genellikle silindirik parçaların çaplarının ve ya düz parçaların kalınlıklarının ölçülmesinde kullanılır.
Endüstriyel Metroloji
 Ölçme: Bilinmeyen bir büyüklüğün değerini öğrenmek için, bu büyüklüğü bilinen bir büyüklük(standart) ile karşılaştırma ve bir değer belirleme işlemidir. Kontrol: Yapılan işlemlerin saptanmış değerlere
Ölçme: Bilinmeyen bir büyüklüğün değerini öğrenmek için, bu büyüklüğü bilinen bir büyüklük(standart) ile karşılaştırma ve bir değer belirleme işlemidir. Kontrol: Yapılan işlemlerin saptanmış değerlere
ÖLÇME VE KONTROL. E- Özel kalınlık mastarları ve kullanılma yerleri
 ÖLÇME VE KONTROL Giriş: Bu konu, atölyede meydana getirilecek işlerin ölçme ve kontrolü ile birlikte parçaların çalışıp kullanılacağı yere göre fonksiyonlarını yapabilmesi için ölçme ve kontrolün önem
ÖLÇME VE KONTROL Giriş: Bu konu, atölyede meydana getirilecek işlerin ölçme ve kontrolü ile birlikte parçaların çalışıp kullanılacağı yere göre fonksiyonlarını yapabilmesi için ölçme ve kontrolün önem
ÖLÇME BİLGİSİ DERS NOTU
 ÖLÇME BİLGİSİ DERS NOTU Öğr.Gör.A.Özcan GÜL 1 ÖLÇÜ SİSTEMLERİ Dünyada kullanılmakta olan iki çeşit ölçü sistemi vardır. 1-) Metrik ölçü sistemi, 2-) İngiliz ölçü sistemi 1-) METRİK ÖLÇÜ SİSTEMİ Metrik
ÖLÇME BİLGİSİ DERS NOTU Öğr.Gör.A.Özcan GÜL 1 ÖLÇÜ SİSTEMLERİ Dünyada kullanılmakta olan iki çeşit ölçü sistemi vardır. 1-) Metrik ölçü sistemi, 2-) İngiliz ölçü sistemi 1-) METRİK ÖLÇÜ SİSTEMİ Metrik
1.UZUNLUK ÖLÇMEK Ölçme
 1.UZUNLUK ÖLÇMEK 1.1. Ölçme Çağımız bilim ve teknolojisi, hassasiyet üzerine kurulmuştur. Fabrikasyon üretimde kullanılan makineler, insan kontrolü yerine bilgisayar kontrollü, otomatik olarak üretim yapacak
1.UZUNLUK ÖLÇMEK 1.1. Ölçme Çağımız bilim ve teknolojisi, hassasiyet üzerine kurulmuştur. Fabrikasyon üretimde kullanılan makineler, insan kontrolü yerine bilgisayar kontrollü, otomatik olarak üretim yapacak
ELEKTRİK-ELEKTRONİK ÖLÇME TESİSAT GRUBU TEMRİN-1-Mikrometre ve Kumpas Kullanarak Kesit ve Çap Ölçmek
 ELEKTRİK-ELEKTRONİK ÖLÇME TESİSAT GRUBU TEMRİN-1-Mikrometre ve Kumpas Kullanarak Kesit ve Çap Ölçmek Amaç: Mikrometre ve kumpas kullanarak kesit ve çap ölçümünü yapabilir. Kullanılacak Malzemeler: 1. Yankeski
ELEKTRİK-ELEKTRONİK ÖLÇME TESİSAT GRUBU TEMRİN-1-Mikrometre ve Kumpas Kullanarak Kesit ve Çap Ölçmek Amaç: Mikrometre ve kumpas kullanarak kesit ve çap ölçümünü yapabilir. Kullanılacak Malzemeler: 1. Yankeski
Endüstriyel Ölçme ve Kontrol
 TEKNİK BİLİMLER MESLEK YÜKSEKOKULU Endüstriyel Ölçme ve Kontrol 3. MİKROMETRELER Page 1 MİKROMETRELER Dış, iç ve derinlik ölçmelerinde, vida, dişli çark gibi makine elemanlarının çeşitli ölçülerini saptamada
TEKNİK BİLİMLER MESLEK YÜKSEKOKULU Endüstriyel Ölçme ve Kontrol 3. MİKROMETRELER Page 1 MİKROMETRELER Dış, iç ve derinlik ölçmelerinde, vida, dişli çark gibi makine elemanlarının çeşitli ölçülerini saptamada
Endüstriyel Ölçme ve Kontrol
 TEKNİK BİLİMLER MESLEK YÜKSEKOKULU Endüstriyel Ölçme ve Kontrol 3. MİKROMETRELER Yrd. Doç. Dr. Garip GENÇ Prof. Dr. Nihat AKKUŞ Page 2 Page 1 MİKROMETRELER Dış, iç ve derinlik ölçmelerinde, vida, dişli
TEKNİK BİLİMLER MESLEK YÜKSEKOKULU Endüstriyel Ölçme ve Kontrol 3. MİKROMETRELER Yrd. Doç. Dr. Garip GENÇ Prof. Dr. Nihat AKKUŞ Page 2 Page 1 MİKROMETRELER Dış, iç ve derinlik ölçmelerinde, vida, dişli
Metrik ölçü sistemi İnch (Parmak) Sistemi. Dr. Ferit FIÇICI 5
 Sistemi. Dr. Ferit FIÇICI 5") Dr. Ferit FIÇICI 1 Miktarı bilinmeyen bir büyüklüğü, aynı cinsten bir birim büyüklük ile karşılaştırarak kaç katı olduğunu saptamaya ölçme denir. Ölçmeişlemineaşağıdaki sebeplerden dolayı ihtiyaçduyulur:
Dr. Ferit FIÇICI 1 Miktarı bilinmeyen bir büyüklüğü, aynı cinsten bir birim büyüklük ile karşılaştırarak kaç katı olduğunu saptamaya ölçme denir. Ölçmeişlemineaşağıdaki sebeplerden dolayı ihtiyaçduyulur:
T.C. ERCİYES ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MEKATRONİK MÜHENDİSLİĞİ BÖLÜMÜ MEKATRONİK LABORATUVARI 2. ÖLÇME ve DEĞERLENDRME
 T.C. ERCİYES ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MEKATRONİK MÜHENDİSLİĞİ BÖLÜMÜ MEKATRONİK LABORATUVARI 2 ÖLÇME ve DEĞERLENDRME DENEY SORUMLUSU Öğr. Gör. Emir ESİM OCAK 2013 KAYSERİ ÖLÇME VE DEĞERLENDİRME
T.C. ERCİYES ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MEKATRONİK MÜHENDİSLİĞİ BÖLÜMÜ MEKATRONİK LABORATUVARI 2 ÖLÇME ve DEĞERLENDRME DENEY SORUMLUSU Öğr. Gör. Emir ESİM OCAK 2013 KAYSERİ ÖLÇME VE DEĞERLENDİRME
T.C. MİLLÎ EĞİTİM BAKAN LIĞI
 T.C. MİLLÎ EĞİTİM BAKAN LIĞI MEGEP (MESLEKÎ EĞİTİM VE ÖĞRETİM SİSTEMİNİN GÜÇ LENDİRİLMES İ PROJESİ) METAL TEKNOLOJİSİ ÖLÇME KONTROL VE MARKALAMA ANKARA 2005 Milli Eğitim Bakanlığı tarafından geliştirilen
T.C. MİLLÎ EĞİTİM BAKAN LIĞI MEGEP (MESLEKÎ EĞİTİM VE ÖĞRETİM SİSTEMİNİN GÜÇ LENDİRİLMES İ PROJESİ) METAL TEKNOLOJİSİ ÖLÇME KONTROL VE MARKALAMA ANKARA 2005 Milli Eğitim Bakanlığı tarafından geliştirilen
MAK 401. Konu 3 : Boyut, Açı ve Alan Ölçümleri
 MAK 41 Konu 3 : Boyut, Açı ve Alan Ölçümleri Boyut Ölçümü Pratikte yapılan boyut ölçümlerinde kullanılan yöntemler genellikle doğrudan karşılaştırma adı verilen temasla yapılan ölçmelerdir. Bu iş için
MAK 41 Konu 3 : Boyut, Açı ve Alan Ölçümleri Boyut Ölçümü Pratikte yapılan boyut ölçümlerinde kullanılan yöntemler genellikle doğrudan karşılaştırma adı verilen temasla yapılan ölçmelerdir. Bu iş için
Ölçme Bilgisi. Ölçmenin Tanımı ve Önemi :
 Ölçme Bilgisi Ölçmenin Tanımı ve Önemi : Ölçme: Bilinmeyen bir büyüklüğün değerini öğrenmek için, bu büyüklüğü bilinen bir büyüklük (standart) ile karşılaştırma ve bir değer belirleme işlemidir. Makine
Ölçme Bilgisi Ölçmenin Tanımı ve Önemi : Ölçme: Bilinmeyen bir büyüklüğün değerini öğrenmek için, bu büyüklüğü bilinen bir büyüklük (standart) ile karşılaştırma ve bir değer belirleme işlemidir. Makine
MEKANİK ATÖLYELERDE KULLANILAN ÖLÇÜ ALETLERİ VE DİĞER YARDIMCI ALETLER
 MEKANİK ATÖLYELERDE KULLANILAN ÖLÇÜ ALETLERİ VE DİĞER YARDIMCI ALETLER Bir parçanın yapımında ve yapıldıktan sonra istenen ölçülerde yapılıp yapılmadığının ölçülmesi, kontrol edilmesi gereklidir. Bu amaçla
MEKANİK ATÖLYELERDE KULLANILAN ÖLÇÜ ALETLERİ VE DİĞER YARDIMCI ALETLER Bir parçanın yapımında ve yapıldıktan sonra istenen ölçülerde yapılıp yapılmadığının ölçülmesi, kontrol edilmesi gereklidir. Bu amaçla
Mastarlar. Resim 2.23: Mastar ve şablon örnekleri
 Mastarlar Mastarlar (Resim 2.23), iş parçasının istenilen ölçüden daha büyük ya da küçük olup olmadığının kontrolü için kullanılan ölçme aletleridir. Parça boyutlarının, geometrik biçimlerin kontrolünde
Mastarlar Mastarlar (Resim 2.23), iş parçasının istenilen ölçüden daha büyük ya da küçük olup olmadığının kontrolü için kullanılan ölçme aletleridir. Parça boyutlarının, geometrik biçimlerin kontrolünde
Görev çubuğu. Ana ölçek. Şekil 1.1: Verniyeli kumpas
 Deney No : M0 Deney Adı : ÖLÇME VE HATA HESABI Deneyin Amacı : Bazı uzunluk ölçü aletlerini tanımak ve ölçme hataları hakkında ön bilgiler elde etmektir. Teorik Bilgi : VERNİYELİ KUMPAS Uzunluk ölçümü
Deney No : M0 Deney Adı : ÖLÇME VE HATA HESABI Deneyin Amacı : Bazı uzunluk ölçü aletlerini tanımak ve ölçme hataları hakkında ön bilgiler elde etmektir. Teorik Bilgi : VERNİYELİ KUMPAS Uzunluk ölçümü
YENİLENEBİLİR ENERJİ TEKNOLOJİSİ
 T.C. MİLLÎ EĞİTİM BAKANLIĞI YENİLENEBİLİR ENERJİ TEKNOLOJİSİ ENERJİ SİSTEMİNDE ÖLÇME KONTROL 522EE0329 Ankara, 2012 Bu modül, mesleki ve teknik eğitim okul/kurumlarında uygulanan Çerçeve Öğretim Programlarında
T.C. MİLLÎ EĞİTİM BAKANLIĞI YENİLENEBİLİR ENERJİ TEKNOLOJİSİ ENERJİ SİSTEMİNDE ÖLÇME KONTROL 522EE0329 Ankara, 2012 Bu modül, mesleki ve teknik eğitim okul/kurumlarında uygulanan Çerçeve Öğretim Programlarında
A TU T R U G R AY A Y SÜR SÜ M R ELİ
 DÜZ DİŞLİ ÇARK AÇMA Düz Dişli Çarklar ve Kullanıldığı Yerler Eksenleri paralel olan miller arasında kuvvet ve hareket iletiminde kullanılan dişli çarklardır. Üzerine aynı profil ve adımda, mil eksenine
DÜZ DİŞLİ ÇARK AÇMA Düz Dişli Çarklar ve Kullanıldığı Yerler Eksenleri paralel olan miller arasında kuvvet ve hareket iletiminde kullanılan dişli çarklardır. Üzerine aynı profil ve adımda, mil eksenine
Düzce Üniversitesi Teknoloji Fakültesi Makine ve İmalat Mühendisliği ÖLÇME VE KONTROL. Öğr. Gör. Dr. Ömer ERKAN MIT ÖLÇME ve KONTROLE GİRİŞ
 Düzce Üniversitesi Teknoloji Fakültesi Makine ve İmalat Mühendisliği ÖLÇME VE KONTROL Öğr. Gör. Dr. Ömer ERKAN 1. ÖLÇME ve KONTROLE GİRİŞ MIT 108 GİRİŞ Bilinen bir değerle bilinmeyen bir değerin kıyaslanmasına
Düzce Üniversitesi Teknoloji Fakültesi Makine ve İmalat Mühendisliği ÖLÇME VE KONTROL Öğr. Gör. Dr. Ömer ERKAN 1. ÖLÇME ve KONTROLE GİRİŞ MIT 108 GİRİŞ Bilinen bir değerle bilinmeyen bir değerin kıyaslanmasına
TEMEL İŞLEMLER TEKNOLOJİSİ VE UYGULAMALARI Prof.Dr. İng. Salim ASLANLAR
 3. KONTROL TEKNİĞİ 3.1 Kontrolün Tanımı ve Önemi Makine ve metal teknolojilerinde parçaların belirli sınırlar içinde yapım resmine uygun olarak yapılıp yapılmadığının araştırılmasına kontrol adı verilir.
3. KONTROL TEKNİĞİ 3.1 Kontrolün Tanımı ve Önemi Makine ve metal teknolojilerinde parçaların belirli sınırlar içinde yapım resmine uygun olarak yapılıp yapılmadığının araştırılmasına kontrol adı verilir.
MASTARLAR MASTAR ÇEŞİTLERİ. 1 - Tampon Mastarlar. 2 - Vida Mastarları. 3 - Çatal Mastarlar. 4 - Johnson Mastarları. 5 - Prizmatik Mastarlar
 MASTARLAR Makine parçalarının ölçme ve kontrol işlemlerinde ölçme ve kontrol aletleri ile birlikte kullanılan yardımcı aletlere Mastarlar denir. Bunların bazıları direkt bazıları ise endirekt olarak ölçme
MASTARLAR Makine parçalarının ölçme ve kontrol işlemlerinde ölçme ve kontrol aletleri ile birlikte kullanılan yardımcı aletlere Mastarlar denir. Bunların bazıları direkt bazıları ise endirekt olarak ölçme
YARD. DOÇ. DR. HANİFİ ÇİNİCİ TEMEL İŞLEM TEKNİKLERİ MEM 217
 YARD. DOÇ. DR. HANİFİ ÇİNİCİ TEMEL İŞLEM TEKNİKLERİ MEM 217 ÖLÇME Ölçmenin Tanımı Bilinen bir değerle bilinmeyen bir değerin kıyaslanmasına ölçme adı verilir. Ölçme Çeşitleri Doğrudan (direkt) Ölçme: Ölçü
YARD. DOÇ. DR. HANİFİ ÇİNİCİ TEMEL İŞLEM TEKNİKLERİ MEM 217 ÖLÇME Ölçmenin Tanımı Bilinen bir değerle bilinmeyen bir değerin kıyaslanmasına ölçme adı verilir. Ölçme Çeşitleri Doğrudan (direkt) Ölçme: Ölçü
KUMPASLAR. Ölçüm Aralığı. (mm/in)
") 101 Serisi Kumpaslar KUMPASLAR MEKANİK KUMPAS - Monoblok, Paslanmaz, Üstten sıkmalı Bu ürün GB/T1214.2 DIN862 ve JIS B 7507 standartlarına göre üretilmiştir. Moden teknoloji ile paslanmaz çelikten üretilmiştir.
101 Serisi Kumpaslar KUMPASLAR MEKANİK KUMPAS - Monoblok, Paslanmaz, Üstten sıkmalı Bu ürün GB/T1214.2 DIN862 ve JIS B 7507 standartlarına göre üretilmiştir. Moden teknoloji ile paslanmaz çelikten üretilmiştir.
ENDÜSTRİ MÜHENDİSLİĞİ BÖLÜMÜ İMALAT YÖNTEMLERİ-I
 ENDÜSTRİ MÜHENDİSLİĞİ BÖLÜMÜ İMALAT YÖNTEMLERİ-I (DERS NOTLARI) Prof.Dr.İrfan AY Arş. Gör. T.Kerem Demircioğlu İMALAT YÖNTEMLERİ I KUMPASIN TANITIMI İMALAT YÖNTEMLERİ I HATIRLATMA ÖLÇME BİLGİSİ KUMPASLAR
ENDÜSTRİ MÜHENDİSLİĞİ BÖLÜMÜ İMALAT YÖNTEMLERİ-I (DERS NOTLARI) Prof.Dr.İrfan AY Arş. Gör. T.Kerem Demircioğlu İMALAT YÖNTEMLERİ I KUMPASIN TANITIMI İMALAT YÖNTEMLERİ I HATIRLATMA ÖLÇME BİLGİSİ KUMPASLAR
a) Düzlemsellik b) Açı tamlığı c) Ölçü tamlığı d) Sertlik
 Düzlemsellik b) Açı tamlığı c) Ölçü tamlığı d) Sertlik") Soru 1) Talaşlı üretime uygun malzemelerin, üzerinden talaş kaldırılarak işlenmesine ne ad verilir? a) Eğeleme b) Tesviyecilik c) Ölçme d) Kontrol Soru 4) Aşağıdakilerden hangisi eğeleme sırasında istenilen
Soru 1) Talaşlı üretime uygun malzemelerin, üzerinden talaş kaldırılarak işlenmesine ne ad verilir? a) Eğeleme b) Tesviyecilik c) Ölçme d) Kontrol Soru 4) Aşağıdakilerden hangisi eğeleme sırasında istenilen
Kurşun Kalemlerin Teknik ve Mesleki Resimde Kullanıldığı Yerler
 Bir önceki dersin tekrarı yapılır, anlaşılmayan konuların tekrarı özet şeklinde anlatılır ve verilen ödevden alınan sonuçların sınıfta anlattırılarak arkadaşlarıyla paylaşmaları istenir. BÖLÜM I Teknik
Bir önceki dersin tekrarı yapılır, anlaşılmayan konuların tekrarı özet şeklinde anlatılır ve verilen ödevden alınan sonuçların sınıfta anlattırılarak arkadaşlarıyla paylaşmaları istenir. BÖLÜM I Teknik
ASİMETO DİJİTAL KOMPARATÖR SAATİ ÖZELLİKLERİ
 ASİMETO DİJİTAL KOMPARATÖR SAATİ İ TOLERANS ÖLÇME ÖZELLİĞİ BÜYÜK VE KOLAY OKUNABİLİR LCD EKRAN HIZLI İNÇ/METRİK DÖNÜŞÜMÜ ABS/INC KOORDİNAT SEÇİMİ ON/OFF KOORDİNAT SEÇİMİ KALİBRASYON RAPORU 356 AGD2 KOMPARATÖR
ASİMETO DİJİTAL KOMPARATÖR SAATİ İ TOLERANS ÖLÇME ÖZELLİĞİ BÜYÜK VE KOLAY OKUNABİLİR LCD EKRAN HIZLI İNÇ/METRİK DÖNÜŞÜMÜ ABS/INC KOORDİNAT SEÇİMİ ON/OFF KOORDİNAT SEÇİMİ KALİBRASYON RAPORU 356 AGD2 KOMPARATÖR
ÖLÇME HATALARI VE ÖZELLİKLERİ
 ÖLÇME VE KONTROL Birim adı verilen ve bilinen bir değerle, kendi cinsinden bilinmeyen bir değeri kıyaslamaya (karşılaştırmaya) ÖLÇME denir. Parçaların istenilen ölçü sınırları içersinde yapılıp yapılmadıkları
ÖLÇME VE KONTROL Birim adı verilen ve bilinen bir değerle, kendi cinsinden bilinmeyen bir değeri kıyaslamaya (karşılaştırmaya) ÖLÇME denir. Parçaların istenilen ölçü sınırları içersinde yapılıp yapılmadıkları
2 Hata Hesabı. Hata Nedir? Mutlak Hata. Bağıl Hata
 Hata Hesabı Hata Nedir? Herhangi bir fiziksel büyüklüğün ölçülen değeri ile gerçek değeri arasındaki farka hata denir. Ölçülen bir fiziksel büyüklüğün sayısal değeri, yapılan deneysel hatalardan dolayı
Hata Hesabı Hata Nedir? Herhangi bir fiziksel büyüklüğün ölçülen değeri ile gerçek değeri arasındaki farka hata denir. Ölçülen bir fiziksel büyüklüğün sayısal değeri, yapılan deneysel hatalardan dolayı
ÖLÇME ve KONTROL ölçme kontrol Şekil: 1.
 ÖLÇME ve KONTROL Bir ölçü aleti ve deneysel bir yöntem kullanılarak fiziksel bir büyüklüğün değerinin, geçerliliği kabul edilmiş standart bir birim cinsinden ifade edilmesi işlemine ölçme; ölçü ve kontrol
ÖLÇME ve KONTROL Bir ölçü aleti ve deneysel bir yöntem kullanılarak fiziksel bir büyüklüğün değerinin, geçerliliği kabul edilmiş standart bir birim cinsinden ifade edilmesi işlemine ölçme; ölçü ve kontrol
BÖLÜM 1. ÖLÇME VE KONTROL 1.1. ÖLÇME
 BÖLÜM 1. ÖLÇME VE KONTROL 1.1. ÖLÇME Birim adı verilen ve bilinen bir değerle, aynı cinsten bilinmeyen bir değeri karşılaştırmaya ÖLÇME denir. Örneğin ; cetvel, kumpas ve mikrometre Çelik cetvel ve şerit
BÖLÜM 1. ÖLÇME VE KONTROL 1.1. ÖLÇME Birim adı verilen ve bilinen bir değerle, aynı cinsten bilinmeyen bir değeri karşılaştırmaya ÖLÇME denir. Örneğin ; cetvel, kumpas ve mikrometre Çelik cetvel ve şerit
Mak-204. Üretim Yöntemleri II. Talaşlı Đmalatın Genel Tanımı En Basit Talaş Kaldırma: Eğeleme Ölçme ve Kumpas Okuma Markalama Tolerans Kesme
 Mak-204 Üretim Yöntemleri II Talaşlı Đmalatın Genel Tanımı En Basit Talaş Kaldırma: Eğeleme Ölçme ve Kumpas Okuma Markalama Tolerans Kesme Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi
Mak-204 Üretim Yöntemleri II Talaşlı Đmalatın Genel Tanımı En Basit Talaş Kaldırma: Eğeleme Ölçme ve Kumpas Okuma Markalama Tolerans Kesme Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi
ELEKTRİK ELEKTRONİK TEKNOLOJİSİ
 T.C. MİLLÎ EĞİTİM BAKANLIĞI ELEKTRİK ELEKTRONİK TEKNOLOJİSİ FİZİKSEL BÜYÜKLÜKLERİN ÖLÇÜLMESİ Ankara, 2018 Bu bireysel öğrenme materyali, mesleki ve teknik eğitim okul / kurumlarında uygulanan çerçeve öğretim
T.C. MİLLÎ EĞİTİM BAKANLIĞI ELEKTRİK ELEKTRONİK TEKNOLOJİSİ FİZİKSEL BÜYÜKLÜKLERİN ÖLÇÜLMESİ Ankara, 2018 Bu bireysel öğrenme materyali, mesleki ve teknik eğitim okul / kurumlarında uygulanan çerçeve öğretim
TEMEL İŞLEMLER VE UYGULAMALARI Prof.Dr. Salim ASLANLAR
 2 MARKALAMA TEKNİĞİ 2.1 Markalamanın Tanımı Çizilmiş resimlerden, imalatı bitmiş parçalardan ve verilen bilgilerden faydalanılarak o işin yapılacağı malzemenin üzerine çizilmesine markalama denir. Markalama
2 MARKALAMA TEKNİĞİ 2.1 Markalamanın Tanımı Çizilmiş resimlerden, imalatı bitmiş parçalardan ve verilen bilgilerden faydalanılarak o işin yapılacağı malzemenin üzerine çizilmesine markalama denir. Markalama
02.04.2012. Düşey mesafelerin (Yüksekliklerin) Ölçülmesi. Düşey Mesafelerin (Yüksekliklerin) Ölçülmesi. Düşey Mesafelerin (Yüksekliklerin) Ölçülmesi
 Ölçülmesi. Düşey Mesafelerin (Yüksekliklerin) Ölçülmesi. Düşey Mesafelerin (Yüksekliklerin) Ölçülmesi") Düşey mesafelerin (Yüksekliklerin) Ölçülmesi Noktalar arasındaki düşey mesafelerin ölçülmesine yükseklik ölçmesi ya da nivelman denir. Yükseklik: Ölçülmek istenen nokta ile sıfır yüzeyi olarak kabul edilen
Düşey mesafelerin (Yüksekliklerin) Ölçülmesi Noktalar arasındaki düşey mesafelerin ölçülmesine yükseklik ölçmesi ya da nivelman denir. Yükseklik: Ölçülmek istenen nokta ile sıfır yüzeyi olarak kabul edilen
T.C. MİLLÎ EĞİTİM BAKANLIĞI
 T.C. MİLLÎ EĞİTİM BAKANLIĞI MEGEP (MESLEKÎ EĞİTİM VE ÖĞRETİM SİSTEMİNİN GÜÇLENDİRİLMESİ PROJESİ) MAKİNE TEKNOLOJİSİ CNC TORNA İŞLEMLERİ 3 ANKARA-2006 Milli Eğitim Bakanlığı tarafından geliştirilen modüller;
T.C. MİLLÎ EĞİTİM BAKANLIĞI MEGEP (MESLEKÎ EĞİTİM VE ÖĞRETİM SİSTEMİNİN GÜÇLENDİRİLMESİ PROJESİ) MAKİNE TEKNOLOJİSİ CNC TORNA İŞLEMLERİ 3 ANKARA-2006 Milli Eğitim Bakanlığı tarafından geliştirilen modüller;
İMALAT İŞLEMLERİ I DERS NOTLARI
 1 İMALAT İŞLEMLERİ I DERS NOTLARI 1. TEMEL EL İŞLEMLERİ Tesviyeci; çeşitli makine parçalarını, el aletlerini (eğe, testere, v.b.) veya takım tezgahlarını (torna, freze, matkap, v.b.) kullanarak verilen
1 İMALAT İŞLEMLERİ I DERS NOTLARI 1. TEMEL EL İŞLEMLERİ Tesviyeci; çeşitli makine parçalarını, el aletlerini (eğe, testere, v.b.) veya takım tezgahlarını (torna, freze, matkap, v.b.) kullanarak verilen
Tespit Vidasý. Ýç Ölçüm Çeneleri. Verniyer Skalasý. (Metrik) Dýþ Ölçüm Çeneleri. Ýç Ölçüm Çeneleri. Fonksiyon Düðmeleri. Dýþ Ölçüm Çeneleri.
 Dýþ Ölçüm Çeneleri. Ýç Ölçüm Çeneleri. Fonksiyon Düðmeleri. Dýþ Ölçüm Çeneleri.") KUMPASLAR KUMPAS HAKKINDA Kumpaslar parçalarýn iç, dýþ, yükseklik ve derinlik gibi boyutlarýný ölçmek için kullanýlýrlar. Ýç Ölçüm Çeneleri Tespit Vidasý Verniyer Skalasý (Ýnç) Ana Skala (Ýnç) KUMPAS ÇEÞÝTLERÝ
KUMPASLAR KUMPAS HAKKINDA Kumpaslar parçalarýn iç, dýþ, yükseklik ve derinlik gibi boyutlarýný ölçmek için kullanýlýrlar. Ýç Ölçüm Çeneleri Tespit Vidasý Verniyer Skalasý (Ýnç) Ana Skala (Ýnç) KUMPAS ÇEÞÝTLERÝ
Uzunluk ölçme aletleri
 UZUNLUK ÖLÇÜLERİ Bir nesnenin uzunluğu o nesnenin bir uçtan bir uca ne kadar uzandığını belirtir. Örnekler: Bir alışveriş merkezinde otoparkın kapıya olan uzaklığı, boyumuzun uzunluğu, kalemimizin, masamızın
UZUNLUK ÖLÇÜLERİ Bir nesnenin uzunluğu o nesnenin bir uçtan bir uca ne kadar uzandığını belirtir. Örnekler: Bir alışveriş merkezinde otoparkın kapıya olan uzaklığı, boyumuzun uzunluğu, kalemimizin, masamızın
Akreditasyon Sertifikası Eki (Sayfa 1/6) Akreditasyon Kapsamı
 Akreditasyon Kapsamı") Akreditasyon Sertifikası Eki (Sayfa 1/6) Kalibrasyon Laboratuvarı Adresi : Kemalpaşa OSB Mah. 72. Sk. No: 6 Kemalpaşa 35730 İZMİR/TÜRKİYE Tel : 0232 877 13 69 Faks : 0232 457 37 69 E-Posta : info@bilginoglu-endustri.com.tr
Akreditasyon Sertifikası Eki (Sayfa 1/6) Kalibrasyon Laboratuvarı Adresi : Kemalpaşa OSB Mah. 72. Sk. No: 6 Kemalpaşa 35730 İZMİR/TÜRKİYE Tel : 0232 877 13 69 Faks : 0232 457 37 69 E-Posta : info@bilginoglu-endustri.com.tr
T.C. MİLLÎ EĞİTİM BAKANLIĞI MEGEP (MESLEKÎ EĞİTİM VE ÖĞRETİM SİSTEMİNİN GÜÇLENDİRİLMESİ PROJESİ) MAKİNE TEKNOLOJİSİ CNC FREZE İŞLEMLERİ 3
 MAKİNE TEKNOLOJİSİ CNC FREZE İŞLEMLERİ 3") T.C. MİLLÎ EĞİTİM BAKANLIĞI MEGEP (MESLEKÎ EĞİTİM VE ÖĞRETİM SİSTEMİNİN GÜÇLENDİRİLMESİ PROJESİ) MAKİNE TEKNOLOJİSİ CNC FREZE İŞLEMLERİ 3 ANKARA 2006 Milli Eğitim Bakanlığı tarafından geliştirilen modüller;
T.C. MİLLÎ EĞİTİM BAKANLIĞI MEGEP (MESLEKÎ EĞİTİM VE ÖĞRETİM SİSTEMİNİN GÜÇLENDİRİLMESİ PROJESİ) MAKİNE TEKNOLOJİSİ CNC FREZE İŞLEMLERİ 3 ANKARA 2006 Milli Eğitim Bakanlığı tarafından geliştirilen modüller;
Ölçme ve Kontrol Ders Notları
 Ölçme ve Kontrol Ders Notları Namık Kemal Üniversitesi Hayrabolu Meslek Yüksek Okulu Öğretim Görevlisi Ahmet DURAK ÖLÇME Bilinen bir değerin aynı cinsten bilinmeyen bir değer içinde ne kadar olduğunun
Ölçme ve Kontrol Ders Notları Namık Kemal Üniversitesi Hayrabolu Meslek Yüksek Okulu Öğretim Görevlisi Ahmet DURAK ÖLÇME Bilinen bir değerin aynı cinsten bilinmeyen bir değer içinde ne kadar olduğunun
Sinüs MAS ARL AR; 50,25 mm 40m ,25 MASTAR BÖLÜ 6. M R 6.1. T : MASTAR
 Mastarlar MASTARLAR; Makine parçalarının ölçme ve kontrol işlemlerinde, ölçu ve kontrol aletleri ile birlikte kullanılan yardımcı aletlere MASTAR denir. Mastarların bazıları doğrudan doğruya, bazıları
Mastarlar MASTARLAR; Makine parçalarının ölçme ve kontrol işlemlerinde, ölçu ve kontrol aletleri ile birlikte kullanılan yardımcı aletlere MASTAR denir. Mastarların bazıları doğrudan doğruya, bazıları
KONUM ALGILAMA YÖNTEMLERİ VE KONTROLÜ
 KONUM ALGILAMA YÖNTEMLERİ VE KONTROLÜ 1. AMAÇ: Endüstride kullanılan direnç, kapasite ve indüktans tipi konum (yerdeğiştirme) algılama transdüserlerinin temel ilkelerini açıklayıp kapalı döngü denetim
KONUM ALGILAMA YÖNTEMLERİ VE KONTROLÜ 1. AMAÇ: Endüstride kullanılan direnç, kapasite ve indüktans tipi konum (yerdeğiştirme) algılama transdüserlerinin temel ilkelerini açıklayıp kapalı döngü denetim
Birim adı verilen ve bilinen bir değerle, aynı cinsten bilinmeyen bir değeri karşılaştırmaya ÖLÇME denir. Örneğin ; cetvel, kumpas ve mikrometre
 ÖLÇME Birim adı verilen ve bilinen bir değerle, aynı cinsten bilinmeyen bir değeri karşılaştırmaya ÖLÇME denir. Örneğin ; cetvel, kumpas ve mikrometre Bir başka ifade ile; bilinmeyen bir değerin içinde,
ÖLÇME Birim adı verilen ve bilinen bir değerle, aynı cinsten bilinmeyen bir değeri karşılaştırmaya ÖLÇME denir. Örneğin ; cetvel, kumpas ve mikrometre Bir başka ifade ile; bilinmeyen bir değerin içinde,
Silindirik iç ve dış yüzeyler üzerine açılan helisel girinti ve çıkıntılara vida denir.
 9. VİDALAR Silindirik iç ve dış yüzeyler üzerine açılan helisel girinti ve çıkıntılara vida denir. Vida Helisi Vida Adımı Bir kenarı silindirin çapına eşit dik bir üçgen, silindirin üzerine sarıldığında
9. VİDALAR Silindirik iç ve dış yüzeyler üzerine açılan helisel girinti ve çıkıntılara vida denir. Vida Helisi Vida Adımı Bir kenarı silindirin çapına eşit dik bir üçgen, silindirin üzerine sarıldığında
MAK-204. Üretim Yöntemleri. Frezeleme Đşlemleri. (11.Hafta) Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt.
 Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt.") MAK-204 Üretim Yöntemleri Freze Tezgahı Frezeleme Đşlemleri (11.Hafta) Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt. Bölümü Freze tezgahının Tanımı: Frezeleme işleminde
MAK-204 Üretim Yöntemleri Freze Tezgahı Frezeleme Đşlemleri (11.Hafta) Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt. Bölümü Freze tezgahının Tanımı: Frezeleme işleminde
Öğrenim Kazanımları Bu programı başarı ile tamamlayan öğrenci;
 Image not found http://bologna.konya.edu.tr/panel/images/pdflogo.png Ders Adı : Ölçme ve Kontrol Ders No : 0690230053 Teorik : 2 Pratik : 0 Kredi : 2 ECTS : 3 Ders Bilgileri Ders Türü Öğretim Dili Öğretim
Image not found http://bologna.konya.edu.tr/panel/images/pdflogo.png Ders Adı : Ölçme ve Kontrol Ders No : 0690230053 Teorik : 2 Pratik : 0 Kredi : 2 ECTS : 3 Ders Bilgileri Ders Türü Öğretim Dili Öğretim
KUMPASLAR. MC101-152 0 150 mm 0.02 mm 40 mm MC101-202 0 200 mm 0.02 mm 50 mm MC101-302 0 300 mm 0.02 mm 64 mm
 101 Serisi Mekanik Kumpaslar KUMPASLAR - Monoblok, Paslanmaz, Üstten sıkmalı * Bu ürün GB/T1214.2 DIN862 ve JIS B 7507 standartlarına göre üretilmiştir. * Moden teknoloji ile paslanmaz çelikten üretilmiştir.
101 Serisi Mekanik Kumpaslar KUMPASLAR - Monoblok, Paslanmaz, Üstten sıkmalı * Bu ürün GB/T1214.2 DIN862 ve JIS B 7507 standartlarına göre üretilmiştir. * Moden teknoloji ile paslanmaz çelikten üretilmiştir.
PDF created with FinePrint pdffactory trial version Düşey mesafelerin (Yüksekliklerin) Ölçülmesi
 Ölçülmesi") Düşey mesafelerin (Yüksekliklerin) Noktalar arasındaki düşey mesafelerin ölçülmesine yükseklik ölçmesi ya da nivelman denir. Yükseklik: Ölçülmek istenen nokta ile sıfır yüzeyi olarak kabul edilen deniz
Düşey mesafelerin (Yüksekliklerin) Noktalar arasındaki düşey mesafelerin ölçülmesine yükseklik ölçmesi ya da nivelman denir. Yükseklik: Ölçülmek istenen nokta ile sıfır yüzeyi olarak kabul edilen deniz
Akreditasyon Sertifikası Eki (Sayfa 1/6) Akreditasyon Kapsamı
 Akreditasyon Kapsamı") Akreditasyon Sertifikası Eki (Sayfa 1/6) Kalibrasyon Laboratuvarı Adresi : Aydınevler Mah. Preveze Sokak No:21 Maltepe 34844 İSTANBUL/TÜRKİYE Tel : 0216 4894582 Faks : 0216 4894580 E-Posta : info@optomed.com.tr
Akreditasyon Sertifikası Eki (Sayfa 1/6) Kalibrasyon Laboratuvarı Adresi : Aydınevler Mah. Preveze Sokak No:21 Maltepe 34844 İSTANBUL/TÜRKİYE Tel : 0216 4894582 Faks : 0216 4894580 E-Posta : info@optomed.com.tr
Akreditasyon Sertifikası Eki (Sayfa 1/7) Akreditasyon Kapsamı
 Akreditasyon Kapsamı") Akreditasyon Sertifikası Eki (Sayfa 1/7) MKM Muayene Merkezi Arge Ve Laboratuvar Hizmetleri Sanayi İç ve Dış Ticaret Limited Şirketi Laboratuvarı Adresi : Küçükkızılhisar Mahallesi Mahmut Teyfik Atay Bulvarı
Akreditasyon Sertifikası Eki (Sayfa 1/7) MKM Muayene Merkezi Arge Ve Laboratuvar Hizmetleri Sanayi İç ve Dış Ticaret Limited Şirketi Laboratuvarı Adresi : Küçükkızılhisar Mahallesi Mahmut Teyfik Atay Bulvarı
DİŞLER; Diş Profili, çalışma sırasında iki çark arasındaki oranı sabit tutacak şekilde biçimlendirilir. Dişli profillerinde en çok kullanılan ve bu
 KAVRAMLAR Dişli Çarklar, eksenleri birbirine yakın veya birbirini kesen miller arasında hareket ve güç ileten makine elemanlarıdır. Çevrelerine diş açılmış iki dişli çark bir dişli çiftini oluştururlar
KAVRAMLAR Dişli Çarklar, eksenleri birbirine yakın veya birbirini kesen miller arasında hareket ve güç ileten makine elemanlarıdır. Çevrelerine diş açılmış iki dişli çark bir dişli çiftini oluştururlar
T.C. MİLLÎ EĞİTİM BAKANLIĞI PLASTİK TEKNOLOJİSİ TEMEL TALAŞLI ÜRETİM 2 521MMI031
 T.C. MİLLÎ EĞİTİM BAKANLIĞI PLASTİK TEKNOLOJİSİ TEMEL TALAŞLI ÜRETİM 2 521MMI031 Ankara, 2011 İÇİNDEKİLER AÇIKLAMALAR... ii GİRİŞ...1 ÖĞRENME FAALİYETİ-1...3 1. MATKAP UCU BİLEME...3 1.1. Delme Araçları
T.C. MİLLÎ EĞİTİM BAKANLIĞI PLASTİK TEKNOLOJİSİ TEMEL TALAŞLI ÜRETİM 2 521MMI031 Ankara, 2011 İÇİNDEKİLER AÇIKLAMALAR... ii GİRİŞ...1 ÖĞRENME FAALİYETİ-1...3 1. MATKAP UCU BİLEME...3 1.1. Delme Araçları
SÜLEYMAN DEMİ REL ÜNİ VERSİ TESİ MÜHENDİ SLİ K-Mİ MARLIK FAKÜLTESİ MAKİ NA MÜHENDİ SLİĞİ BÖLÜMÜ MEKANİK LABORATUARI DENEY RAPORU
 SÜLEYMAN DEMİ REL ÜNİ VERSİ TESİ MÜHENDİ SLİ K-Mİ MARLIK FAKÜLTESİ MAKİ NA MÜHENDİ SLİĞİ BÖLÜMÜ MEKANİK LABORATUARI DENEY RAPORU DENEY ADI KİRİŞLERDE SEHİM DERSİN ÖĞRETİM ÜYESİ YRD.DOÇ.DR. ÜMRAN ESENDEMİR
SÜLEYMAN DEMİ REL ÜNİ VERSİ TESİ MÜHENDİ SLİ K-Mİ MARLIK FAKÜLTESİ MAKİ NA MÜHENDİ SLİĞİ BÖLÜMÜ MEKANİK LABORATUARI DENEY RAPORU DENEY ADI KİRİŞLERDE SEHİM DERSİN ÖĞRETİM ÜYESİ YRD.DOÇ.DR. ÜMRAN ESENDEMİR
Yıldız Teknik Üniversitesi İnşaat Fakültesi Harita Mühendisliği Bölümü TOPOGRAFYA (HRT3350)
") Yıldız Teknik Üniversitesi İnşaat Fakültesi Harita Mühendisliği Bölümü Ders Adı Kodu Yerel Kredi ECTS Ders (saat/hafta) Uygulama (saat/hafta) Laboratuvar (saat/hafta) Topografya HRT3350 3 4 3 0 0 DERSİN
Yıldız Teknik Üniversitesi İnşaat Fakültesi Harita Mühendisliği Bölümü Ders Adı Kodu Yerel Kredi ECTS Ders (saat/hafta) Uygulama (saat/hafta) Laboratuvar (saat/hafta) Topografya HRT3350 3 4 3 0 0 DERSİN
Sentil Mastarları. Kod No. Diş Mastarları Kod No. Diş Tipi Yaprak Adedi. Radius Mastarları. Kod No. Radius (mm) Yaprak Adedi
 Yaprak Adedi") MASTARLAR Sentil Mastarları Boyutları (mm) Yaprak Uzunluğu Yaprak Adedi MC851-108 0.03 1.00 mm 100 8 MC851-113 0.05 1.00 mm 100 13 MC851-120 0.05 1.00 mm 100 20 MC851-220 0.05 1.00 mm 200 20 Diş Mastarları
MASTARLAR Sentil Mastarları Boyutları (mm) Yaprak Uzunluğu Yaprak Adedi MC851-108 0.03 1.00 mm 100 8 MC851-113 0.05 1.00 mm 100 13 MC851-120 0.05 1.00 mm 100 20 MC851-220 0.05 1.00 mm 200 20 Diş Mastarları
Elektrik sahaları ve levhalı kapasitör içindeki potansiyeller
 Elektrik Elektrik sahası Öğrenebilecekleriniz... Kapasitör Elektrik sahası Potansiyel Voltaj Eş potansiyel hatları Kural: Bir bütün halindeki elektrik sahası bir levhalı kapasitörün şarjlı levaları arasında
Elektrik Elektrik sahası Öğrenebilecekleriniz... Kapasitör Elektrik sahası Potansiyel Voltaj Eş potansiyel hatları Kural: Bir bütün halindeki elektrik sahası bir levhalı kapasitörün şarjlı levaları arasında
Yıldız Teknik Üniversitesi İnşaat Fakültesi Harita Mühendisliği Bölümü TOPOGRAFYA (HRT3351) Yrd. Doç. Dr. Ercenk ATA
 Yrd. Doç. Dr. Ercenk ATA") Yıldız Teknik Üniversitesi İnşaat Fakültesi Harita Mühendisliği Bölümü Ölçek Haritadaki uzunluğun, gerçek uzunluğa oranıdır. 1. Sayısal Ölçek: 1/2000-1: 2000 2. Çizgisel Ölçek: TOPOGRAFYA DERSİNE GİRİŞ
Yıldız Teknik Üniversitesi İnşaat Fakültesi Harita Mühendisliği Bölümü Ölçek Haritadaki uzunluğun, gerçek uzunluğa oranıdır. 1. Sayısal Ölçek: 1/2000-1: 2000 2. Çizgisel Ölçek: TOPOGRAFYA DERSİNE GİRİŞ
BURSA TECHNICAL UNIVERSITY (BTU) 2 DİŞLİ ÇARKLAR I: GİRİŞ
 2 DİŞLİ ÇARKLAR I: GİRİŞ") Makine Elemanları 2 DİŞLİ ÇARKLAR I: GİRİŞ 1 Bu bölümden elde edilecek kazanımlar Güç Ve Hareket İletim Elemanları Basit Dişli Dizileri Redüktörler Ve Vites Kutuları : Sınıflandırma Ve Kavramlar Silindirik
Makine Elemanları 2 DİŞLİ ÇARKLAR I: GİRİŞ 1 Bu bölümden elde edilecek kazanımlar Güç Ve Hareket İletim Elemanları Basit Dişli Dizileri Redüktörler Ve Vites Kutuları : Sınıflandırma Ve Kavramlar Silindirik
ARAZİ ÖLÇMELERİ. Koordinat sistemleri. Kartezyen koordinat sistemi
 Koordinat sistemleri Coğrafik objelerin haritaya aktarılması, objelerin detaylarına ait koordinatların düzleme aktarılması ile oluşur. Koordinat sistemleri kendi içlerinde kartezyen koordinat sistemi,
Koordinat sistemleri Coğrafik objelerin haritaya aktarılması, objelerin detaylarına ait koordinatların düzleme aktarılması ile oluşur. Koordinat sistemleri kendi içlerinde kartezyen koordinat sistemi,
ARAZİ ÖLÇMELERİ. Koordinat sistemleri. Kartezyen koordinat sistemi
 Koordinat sistemleri Coğrafik objelerin haritaya aktarılması, objelerin detaylarına ait koordinatların düzleme aktarılması ile oluşur. Koordinat sistemleri kendi içlerinde kartezyen koordinat sistemi,
Koordinat sistemleri Coğrafik objelerin haritaya aktarılması, objelerin detaylarına ait koordinatların düzleme aktarılması ile oluşur. Koordinat sistemleri kendi içlerinde kartezyen koordinat sistemi,
Akreditasyon Sertifikası Eki (Sayfa 1/12) Akreditasyon Kapsamı
 Akreditasyon Kapsamı") Akreditasyon Sertifikası Eki (Sayfa 1/12) Laboratuvarı Akreditasyon No: Adresi : Fevzi Çakmak Mah. 10564 Sok. No:44 42050 KONYA / TÜRKİYE Tel : 0 332 342 70 20 Faks : 0 332 342 70 23 E-Posta : ukm@ukm.com.tr
Akreditasyon Sertifikası Eki (Sayfa 1/12) Laboratuvarı Akreditasyon No: Adresi : Fevzi Çakmak Mah. 10564 Sok. No:44 42050 KONYA / TÜRKİYE Tel : 0 332 342 70 20 Faks : 0 332 342 70 23 E-Posta : ukm@ukm.com.tr
ENDÜSTRİYEL OTOMASYON TEKNOLOJİLERİ
 T.C. MİLLÎ EĞİTİM BAKANLIĞI ENDÜSTRİYEL OTOMASYON TEKNOLOJİLERİ EL TESVİYECİLİĞİ 1 521MMI375 ANKARA 2011 Bu modül, mesleki ve teknik eğitim okul/kurumlarında uygulanan Çerçeve Öğretim Programlarında yer
T.C. MİLLÎ EĞİTİM BAKANLIĞI ENDÜSTRİYEL OTOMASYON TEKNOLOJİLERİ EL TESVİYECİLİĞİ 1 521MMI375 ANKARA 2011 Bu modül, mesleki ve teknik eğitim okul/kurumlarında uygulanan Çerçeve Öğretim Programlarında yer
ÖĞRENME FAALİYETİ-1 1. ÜÇGEN VİDA AÇMA
 AMAÇ ÖĞRENME FAALİYETİ-1 ÖĞRENME FAALİYETİ-1 Torna tezgâhında üçgen vida açabileceksiniz ARAŞTIRMA Torna tezgâhlarının olduğu işletmeleri ziyaret ederek, çalışanlardan üçgen vidalar hakkında bilgi alınız
AMAÇ ÖĞRENME FAALİYETİ-1 ÖĞRENME FAALİYETİ-1 Torna tezgâhında üçgen vida açabileceksiniz ARAŞTIRMA Torna tezgâhlarının olduğu işletmeleri ziyaret ederek, çalışanlardan üçgen vidalar hakkında bilgi alınız
AKIŞ ÖLÇME Viskozite, Akmazlık
 1 AKIŞ ÖLÇME AKIŞ ÖLÇME Tanımlar AKIŞ ÖLÇME Akışkan; akabilen madde anlamına gelmekteyken sıvı ve gazları içine alır. Akışkan maddeler, bulundukları kabın şeklini alır ve ağırlıkları nedeniyle kap cidarlarına
1 AKIŞ ÖLÇME AKIŞ ÖLÇME Tanımlar AKIŞ ÖLÇME Akışkan; akabilen madde anlamına gelmekteyken sıvı ve gazları içine alır. Akışkan maddeler, bulundukları kabın şeklini alır ve ağırlıkları nedeniyle kap cidarlarına
HARİTA BİLGİSİ. Produced by M. EKER 1
 HARİTA BİLGİSİ Produced by M. EKER 1 ÖLÇÜ BİRİMLERİ Uzunluk, Alan ve AçıA Ölçü Birimleri Herhangi bir objenin ölçülmesinden, aynı nitelikteki objeden birim olarak belirlenen bir büyüklükle kle kıyaslanmask
HARİTA BİLGİSİ Produced by M. EKER 1 ÖLÇÜ BİRİMLERİ Uzunluk, Alan ve AçıA Ölçü Birimleri Herhangi bir objenin ölçülmesinden, aynı nitelikteki objeden birim olarak belirlenen bir büyüklükle kle kıyaslanmask
Ölçme Bilgisi DERS 7-8. Yatay Kontrol Noktaları Ve Yükseklik ölçmeleri. Kaynak: İ.ASRİ (Gümüşhane Ü) T. FİKRET HORZUM( AÜ )
 T. FİKRET HORZUM( AÜ )") Ölçme Bilgisi DERS 7-8 Yatay Kontrol Noktaları Ve Yükseklik ölçmeleri Kaynak: İ.ASRİ (Gümüşhane Ü) T. FİKRET HORZUM( AÜ ) Bir alanın üzerindeki detaylarla birlikte harita veya planının yapılabilmesi için
Ölçme Bilgisi DERS 7-8 Yatay Kontrol Noktaları Ve Yükseklik ölçmeleri Kaynak: İ.ASRİ (Gümüşhane Ü) T. FİKRET HORZUM( AÜ ) Bir alanın üzerindeki detaylarla birlikte harita veya planının yapılabilmesi için
1. DENEY: ÖLÇME. Ölçülecek cisimler, Cetvel, Verniyeli kompas, Mikrometre, 100 ml'lik ölçekli kap(mezür), Terazi (mg duyarlı),
, Terazi (mg duyarlı),") 1. DENEY: ÖLÇME AMAÇ 1. Uzunluk, kütle ve hacim metrik birimlerini öğrenmek,. Cetvel verniyeli kompas, mikrometre ve terazi mezür kullanarak uzunluk ve kütle ve hacim ölçmeyi öğrenmek, NOT: Deneye gelmeden
1. DENEY: ÖLÇME AMAÇ 1. Uzunluk, kütle ve hacim metrik birimlerini öğrenmek,. Cetvel verniyeli kompas, mikrometre ve terazi mezür kullanarak uzunluk ve kütle ve hacim ölçmeyi öğrenmek, NOT: Deneye gelmeden
Uzunluk Ölçümü (Şenaj) Prof.Dr.Mustafa KARAŞAHİN
 Prof.Dr.Mustafa KARAŞAHİN") Uzunluk Ölçümü (Şenaj) Prof.Dr.Mustafa KARAŞAHİN Uzunlukların Ölçülmesi (Şenaj) Arazide uzunlukların doğru ve hassas bir şekilde ölçülmesi, projelerin doğru hazırlanmasında ve projelerin araziye uygulaması
Uzunluk Ölçümü (Şenaj) Prof.Dr.Mustafa KARAŞAHİN Uzunlukların Ölçülmesi (Şenaj) Arazide uzunlukların doğru ve hassas bir şekilde ölçülmesi, projelerin doğru hazırlanmasında ve projelerin araziye uygulaması
Akreditasyon Sertifikası Eki (Sayfa 1/11) Akreditasyon Kapsamı
 Akreditasyon Kapsamı") Akreditasyon Sertifikası Eki (Sayfa 1/11) Hizmetleri Ticaret Limited Şirketi Kalibrasyon Laboratuvarı Adresi : Uluönder Mah.Baksan San. Sitesi Blok 114 No:3 ESKİŞEHİR/TÜRKİYE Tel : 0 222 340 25 99 Faks
Akreditasyon Sertifikası Eki (Sayfa 1/11) Hizmetleri Ticaret Limited Şirketi Kalibrasyon Laboratuvarı Adresi : Uluönder Mah.Baksan San. Sitesi Blok 114 No:3 ESKİŞEHİR/TÜRKİYE Tel : 0 222 340 25 99 Faks
ÖLÇME BİLGİSİ DÜŞEY MESAFELERİN (YÜKSEKLİKLERİN) ÖLÇÜLMESİ NİVELMAN ALETLERİ. Doç. Dr. Alper Serdar ANLI. 8. Hafta
 ÖLÇÜLMESİ NİVELMAN ALETLERİ. Doç. Dr. Alper Serdar ANLI. 8. Hafta") ÖLÇME BİLGİSİ DÜŞEY MESAFELERİN (YÜKSEKLİKLERİN) ÖLÇÜLMESİ NİVELMAN ALETLERİ Doç. Dr. Alper Serdar ANLI 8. Hafta DÜŞEY MESAFELERİN (YÜKSEKLİKLERİN) ÖLÇÜLMESİ Noktaların yükseklikleri düşey ölçmelerle belirlenir.
ÖLÇME BİLGİSİ DÜŞEY MESAFELERİN (YÜKSEKLİKLERİN) ÖLÇÜLMESİ NİVELMAN ALETLERİ Doç. Dr. Alper Serdar ANLI 8. Hafta DÜŞEY MESAFELERİN (YÜKSEKLİKLERİN) ÖLÇÜLMESİ Noktaların yükseklikleri düşey ölçmelerle belirlenir.
MARKALMA. Markalama Aletleri; Pleyt, Mihengir, Şapkalı gönye, Çizecek, Kalemler, V yatağı, Çelik cetvel, Markalama boyası, Pergel, Nokta, Çekiç
 MARKALMA Markalama, işlenecek olan iş parçası şeklinin çizecek adı verilen sert uçlu çiziciler veya renkli diğer markalama takımları yardımıyla iş parçası üzerine çizilmesi işlemine denir. Markalama yapılacak
MARKALMA Markalama, işlenecek olan iş parçası şeklinin çizecek adı verilen sert uçlu çiziciler veya renkli diğer markalama takımları yardımıyla iş parçası üzerine çizilmesi işlemine denir. Markalama yapılacak
Akreditasyon Sertifikası Eki (Sayfa 1/8) Akreditasyon Kapsamı
 Akreditasyon Kapsamı") Akreditasyon Sertifikası Eki (Sayfa 1/8) Kalibrasyon Laboratuvarı Adresi : Nilüfer Ticaret Merkezi 2.kısım 635 sokak Otomasyon plaza No:7 Nilüfer 16120 BURSA / TÜRKİYE Tel : 0 224 441 55 77 Faks : 0 224
Akreditasyon Sertifikası Eki (Sayfa 1/8) Kalibrasyon Laboratuvarı Adresi : Nilüfer Ticaret Merkezi 2.kısım 635 sokak Otomasyon plaza No:7 Nilüfer 16120 BURSA / TÜRKİYE Tel : 0 224 441 55 77 Faks : 0 224
T.C. MİLLÎ EĞİTİM BAKANLIĞI MAKİNA TEKNOLOJİSİ TORNADA DELME VE ÖLÇME 521MMI655
 T.C. MİLLÎ EĞİTİM BAKANLIĞI MAKİNA TEKNOLOJİSİ TORNADA DELME VE ÖLÇME 521MMI655 Ankara, 2012 Bu modül, mesleki ve teknik eğitim okul/kurumlarında uygulanan Çerçeve Öğretim Programlarında yer alan yeterlikleri
T.C. MİLLÎ EĞİTİM BAKANLIĞI MAKİNA TEKNOLOJİSİ TORNADA DELME VE ÖLÇME 521MMI655 Ankara, 2012 Bu modül, mesleki ve teknik eğitim okul/kurumlarında uygulanan Çerçeve Öğretim Programlarında yer alan yeterlikleri
Akreditasyon Sertifikası Eki (Sayfa 1/8) Akreditasyon Kapsamı
 Akreditasyon Kapsamı") Akreditasyon Sertifikası Eki (Sayfa 1/8) Kalibrasyon Laboratuvarı Adresi : Dicle Sk. Cengiz Ölmez Apt. 10/9 Yenişehir 21100 DİYARBAKIR / TÜRKİYE Tel : 0412 224 41 42 Faks : 0412 224 41 42 E-Posta : info@mnv.com.tr
Akreditasyon Sertifikası Eki (Sayfa 1/8) Kalibrasyon Laboratuvarı Adresi : Dicle Sk. Cengiz Ölmez Apt. 10/9 Yenişehir 21100 DİYARBAKIR / TÜRKİYE Tel : 0412 224 41 42 Faks : 0412 224 41 42 E-Posta : info@mnv.com.tr
Atölyede Güvenlik Kuralları
 Atölyede Güvenlik Kuralları Güvenlik önemli bir sağduyu ve iyi bir çalışma alışkanlığıdır. Takım veya avadanlığın kullanılmasını öğrenen kişi, önce onu güvenle kullanmasını öğrenmelidir. İyi iş alışkanlıkları
Atölyede Güvenlik Kuralları Güvenlik önemli bir sağduyu ve iyi bir çalışma alışkanlığıdır. Takım veya avadanlığın kullanılmasını öğrenen kişi, önce onu güvenle kullanmasını öğrenmelidir. İyi iş alışkanlıkları
ORMANCILIKTA ÖLÇME, HARİTA VE KADASTRO DERSİ UYGULAMA FÖYÜ. HAZIRLAYANLAR Yrd. Doç. Dr. Saliha ÜNVER OKAN Arş. Gör.
 ORMANCILIKTA ÖLÇME, HARİTA VE KADASTRO DERSİ UYGULAMA FÖYÜ HAZIRLAYANLAR Yrd. Doç. Dr. Saliha ÜNVER OKAN Arş. Gör. Taha Yasin HATAY Trabzon, 2015 UYGULAMA-1: BASİT EL ALETLERİ KULLANILARAK TEMEL ÖLÇÜMLER
ORMANCILIKTA ÖLÇME, HARİTA VE KADASTRO DERSİ UYGULAMA FÖYÜ HAZIRLAYANLAR Yrd. Doç. Dr. Saliha ÜNVER OKAN Arş. Gör. Taha Yasin HATAY Trabzon, 2015 UYGULAMA-1: BASİT EL ALETLERİ KULLANILARAK TEMEL ÖLÇÜMLER
DENEY 1 SABİT HIZLA DÜZGÜN DOĞRUSAL HAREKET
 DENEY 1 SABİT HIZLA DÜZGÜN DOĞRUSAL HAREKET AMAÇ: Bir nesnenin sabit hızda, net gücün etkisi altında olmadan düzgün bir hat üzerinde hareket etmesini doğrulamak ve bu hızı hesaplanmaktır. GENEL BİLGİLER:
DENEY 1 SABİT HIZLA DÜZGÜN DOĞRUSAL HAREKET AMAÇ: Bir nesnenin sabit hızda, net gücün etkisi altında olmadan düzgün bir hat üzerinde hareket etmesini doğrulamak ve bu hızı hesaplanmaktır. GENEL BİLGİLER:
Şimdi sanal marketimizden sipariş verin! www.meusburger.com. Avantajlarınız: » mm / Inch 'e her konumda hızlı değişim
 Atölye gereksinimleri aksiyonları 01.01'den 29.02.1' ya kadar geçerli Şimdi sanal marketimizden sipariş verin! www.meusburger.com Diğer ölçüm cihazları ve el aletlerini alet ve kalıp yapımı için atölye
Atölye gereksinimleri aksiyonları 01.01'den 29.02.1' ya kadar geçerli Şimdi sanal marketimizden sipariş verin! www.meusburger.com Diğer ölçüm cihazları ve el aletlerini alet ve kalıp yapımı için atölye
ZİNCİR DİŞLİ ÇARKLAR. Öğr. Gör. Korcan FIRAT CBÜ Akhisar MYO
 ZİNCİR DİŞLİ ÇARKLAR Öğr. Gör. Korcan FIRAT CBÜ Akhisar MYO ZİNCİR DİŞLİ ÇARK NEDİR? Tanımı: Güç ve hareket iletecek millerin merkez uzaklığının fazla olduğu durumlarda, aradaki bağlantıyı dişli çarklarla
ZİNCİR DİŞLİ ÇARKLAR Öğr. Gör. Korcan FIRAT CBÜ Akhisar MYO ZİNCİR DİŞLİ ÇARK NEDİR? Tanımı: Güç ve hareket iletecek millerin merkez uzaklığının fazla olduğu durumlarda, aradaki bağlantıyı dişli çarklarla
ULUDAĞ ÜNĠVERSĠTESĠ MÜHENDĠSLĠK FAKÜLTESĠ MAKĠNE MÜHENDĠSLĠĞĠ BÖLÜMÜ MAK4404 MAKĠNE UYGULAMALARI LABORATUVARI DERSĠ DENEY FÖYLERĠ
 MÜHENDĠSLĠK FAKÜLTESĠ MAK4404 MAKĠNE UYGULAMALARI LABORATUVARI DERSĠ DENEY FÖYLERĠ BOYUT ÖLÇÜMÜ VE ANALĠZĠ Hazırlayanlar: Prof. Dr. Ġbrahim YÜKSEL, Yrd. Doç. Dr. Gürsel ġefkat 1. Amaç Bir cismin uzunluğu,
MÜHENDĠSLĠK FAKÜLTESĠ MAK4404 MAKĠNE UYGULAMALARI LABORATUVARI DERSĠ DENEY FÖYLERĠ BOYUT ÖLÇÜMÜ VE ANALĠZĠ Hazırlayanlar: Prof. Dr. Ġbrahim YÜKSEL, Yrd. Doç. Dr. Gürsel ġefkat 1. Amaç Bir cismin uzunluğu,
ÖLÇMEK İÇİN ÜRETİLDİLER. MARGAGE
 ÖLÇMEK İÇİN ÜRETİLDİLER. MARGAGE MARGAGE ürünleri ile ilgili en güncel bilgilere web sitemizden ulaşılabilir: www.mahr.com, WebCode 10397 Alman İmparatorluğu'nun kurulduğu ve metrik sistemin kullanılmaya
ÖLÇMEK İÇİN ÜRETİLDİLER. MARGAGE MARGAGE ürünleri ile ilgili en güncel bilgilere web sitemizden ulaşılabilir: www.mahr.com, WebCode 10397 Alman İmparatorluğu'nun kurulduğu ve metrik sistemin kullanılmaya
Akreditasyon Sertifikası Eki (Sayfa 1/12) Akreditasyon Kapsamı
 Akreditasyon Kapsamı") Akreditasyon Sertifikası Eki (Sayfa 1/12) Uzmanlar Merkezi Laboratuvarı Akreditasyon No: Adresi : Fevzi Çakmak Mah. 10564 Sok. No:44 42050 KONYA / TÜRKİYE Tel : 0 332 342 70 20 Faks : 0 332 342 70 23 E-Posta
Akreditasyon Sertifikası Eki (Sayfa 1/12) Uzmanlar Merkezi Laboratuvarı Akreditasyon No: Adresi : Fevzi Çakmak Mah. 10564 Sok. No:44 42050 KONYA / TÜRKİYE Tel : 0 332 342 70 20 Faks : 0 332 342 70 23 E-Posta
ORMANCILIKTA ÖLÇME, HARİTA VE KADASTRO DERSİ UYGULAMA FÖYÜ. HAZIRLAYANLAR Yrd. Doç. Dr. Saliha ÜNVER OKAN Arş. Gör.
 ORMANCILIKTA ÖLÇME, HARİTA VE KADASTRO DERSİ UYGULAMA FÖYÜ HAZIRLAYANLAR Yrd. Doç. Dr. Saliha ÜNVER OKAN Arş. Gör. Taha Yasin HATAY Trabzon, 2015 UYGULAMA II. NİVO İLE YÜKSEKLİK FARKI ÖLÇÜMÜ UYGULAMANIN
ORMANCILIKTA ÖLÇME, HARİTA VE KADASTRO DERSİ UYGULAMA FÖYÜ HAZIRLAYANLAR Yrd. Doç. Dr. Saliha ÜNVER OKAN Arş. Gör. Taha Yasin HATAY Trabzon, 2015 UYGULAMA II. NİVO İLE YÜKSEKLİK FARKI ÖLÇÜMÜ UYGULAMANIN
Torna tezgahının kısımları
 Torna tezgahının kısımları Bu yazımızda torna tezgahının kısımları konusunu işleyeceğiz.torna tezgahı kısımları resimli anlatım şeklindedir. Tornanın kısımları her tesviyeci-tornacı tarafından bilinmelidir.tornanın
Torna tezgahının kısımları Bu yazımızda torna tezgahının kısımları konusunu işleyeceğiz.torna tezgahı kısımları resimli anlatım şeklindedir. Tornanın kısımları her tesviyeci-tornacı tarafından bilinmelidir.tornanın
Akreditasyon Sertifikası Eki (Sayfa 1/10) Akreditasyon Kapsamı
 Akreditasyon Kapsamı") Akreditasyon Sertifikası Eki (Sayfa 1/10) Kalibrasyon Laboratuvarı Akreditasyon No: Adresi : Osmaniye mah. Ümraniye Sok. No:11/B Bakırköy 34144 İSTANBUL / TÜRKİYE Tel : 0 212 660 87 81 Faks : 0 212 660
Akreditasyon Sertifikası Eki (Sayfa 1/10) Kalibrasyon Laboratuvarı Akreditasyon No: Adresi : Osmaniye mah. Ümraniye Sok. No:11/B Bakırköy 34144 İSTANBUL / TÜRKİYE Tel : 0 212 660 87 81 Faks : 0 212 660
Akreditasyon Sertifikası Eki (Sayfa 1/13) Akreditasyon Kapsamı
 Akreditasyon Kapsamı") Akreditasyon Sertifikası Eki (Sayfa 1/13) Uzmanlar Merkezi Laboratuvarı Adresi : Fevzi Çakmak Mah. 10564 Sok. No:44 42050 KONYA/TÜRKİYE Tel : 0 332 342 70 20 Faks : 0 332 342 70 23 E-Posta : ukm@ukm.com.tr
Akreditasyon Sertifikası Eki (Sayfa 1/13) Uzmanlar Merkezi Laboratuvarı Adresi : Fevzi Çakmak Mah. 10564 Sok. No:44 42050 KONYA/TÜRKİYE Tel : 0 332 342 70 20 Faks : 0 332 342 70 23 E-Posta : ukm@ukm.com.tr
Akreditasyon Sertifikası Eki (Sayfa 1/11) Akreditasyon Kapsamı
 Akreditasyon Kapsamı") Akreditasyon Sertifikası Eki (Sayfa 1/11) Hizmetleri Ticaret Limited Şirketi Kalibrasyon Laboratuvarı Adresi : Uluönder Mah.Baksan San. Sitesi Blok 114 No:3 ESKİŞEHİR/TÜRKİYE Tel : 0 222 340 25 99 Faks
Akreditasyon Sertifikası Eki (Sayfa 1/11) Hizmetleri Ticaret Limited Şirketi Kalibrasyon Laboratuvarı Adresi : Uluönder Mah.Baksan San. Sitesi Blok 114 No:3 ESKİŞEHİR/TÜRKİYE Tel : 0 222 340 25 99 Faks
MAKİNE VE TECHİZAT İLE İLGİLİ GENEL KAVRAMLAR
 ÜNİTE-1 MAKİNE VE TECHİZAT İLE İLGİLİ GENEL KAVRAMLAR ÖĞR. GÖR. HALİL YAMAK KONU BAŞLIKLARI Makine, Teçhizat, Sistem, Tesisat ve Cihaz Kavramları Makinelerin Sınıflandırılması Tesisatların Sınıflandırılması
ÜNİTE-1 MAKİNE VE TECHİZAT İLE İLGİLİ GENEL KAVRAMLAR ÖĞR. GÖR. HALİL YAMAK KONU BAŞLIKLARI Makine, Teçhizat, Sistem, Tesisat ve Cihaz Kavramları Makinelerin Sınıflandırılması Tesisatların Sınıflandırılması
Teknik Resim Araç ve Gereçleri Ahmet SAN
 Teknik Resim Araç ve Gereçleri Ahmet SAN 1-Resim Tahtaları ve Masaları Resim tahtaları üzerine resim kâğıdının bağlanarak çizimlerin yapılması amacıyla kullanılır. Üst yüzeyi ve kenarları düzgün ve pürüzsüz
Teknik Resim Araç ve Gereçleri Ahmet SAN 1-Resim Tahtaları ve Masaları Resim tahtaları üzerine resim kâğıdının bağlanarak çizimlerin yapılması amacıyla kullanılır. Üst yüzeyi ve kenarları düzgün ve pürüzsüz
TORNACILIK. Ali Kaya GÜR Fırat Ün.Teknik Eğitim Fak.MetalFırat Ün.Teknik Eğitim Fak.Metal Eğ.Böl. ELAZIĞ
 TORNACILIK Ali Kaya GÜR Fırat Ün.Teknik Eğitim Fak.MetalFırat Ün.Teknik Eğitim Fak.Metal Eğ.Böl. ELAZIĞ TORNANIN TANIMI VE ENDÜSTRİDEKİ ÖNEMİ Bir eksen etrafında dönen iş parçalarını, kesici bir kalemle
TORNACILIK Ali Kaya GÜR Fırat Ün.Teknik Eğitim Fak.MetalFırat Ün.Teknik Eğitim Fak.Metal Eğ.Böl. ELAZIĞ TORNANIN TANIMI VE ENDÜSTRİDEKİ ÖNEMİ Bir eksen etrafında dönen iş parçalarını, kesici bir kalemle
AKIŞ ÖLÇME Tanımlar AKIŞ ÖLÇME Akışkan Akışkanların Özellikleri ELP Elektrik Ölçme Tekniği Öğr.Gör. Volkan ERDEMİR
 1 AKIŞ ÖLÇME AKIŞ ÖLÇME Tanımlar AKIŞ ÖLÇME Akışkan; akabilen madde anlamına gelmekteyken sıvı ve gazları içine alır. Akışkan maddeler, bulundukları kabın şeklini alır ve ağırlıkları nedeniyle kap cidarlarına
1 AKIŞ ÖLÇME AKIŞ ÖLÇME Tanımlar AKIŞ ÖLÇME Akışkan; akabilen madde anlamına gelmekteyken sıvı ve gazları içine alır. Akışkan maddeler, bulundukları kabın şeklini alır ve ağırlıkları nedeniyle kap cidarlarına