YÜKSEK LİSANS TEZİ POLİPROPİLEN (PP) / ETİLEN-PROPİLEN-DİEN-MONOMER (EPDM) TERMOPLASTİK VULKANİZATLARININ HAZIRLANMASI VE KARAKTERİZASYONU
|
|
|
- Pembe Eroğlu
- 5 yıl önce
- İzleme sayısı:
Transkript
1 İSTANBUL ÜNİVERSİTESİ FEN BİLİMLERİ ENSTİTÜSÜ YÜKSEK LİSANS TEZİ POLİPROPİLEN (PP) / ETİLEN-PROPİLEN-DİEN-MONOMER (EPDM) TERMOPLASTİK VULKANİZATLARININ HAZIRLANMASI VE KARAKTERİZASYONU Kimya Müh. Nesrin YALIM Kimya Mühendisliği Anabilim Dalı Kimyasal Teknolojiler Programı Danışman Prof. Dr. Gülten GÜRDAĞ İkinci Danışman Yard. Doç. Dr. Ali DURMUŞ Temmuz, 2010 İSTANBUL
2 ÖNSÖZ Polipropilen (PP) / Etilen-Propilen-Dien-Monomer (EPDM) Termoplastik Vulkanizatlarının Hazırlanması ve Karakterizasyonu konulu tezimin her safhasında yardımını ve yakınlığını hep hissettiğim, değerli fikirleriyle çalışmalarımı yönlendiren tez danışmanım değerli hocam Sayın Prof. Dr. Gülten GÜRDAĞ a çok teşekkür ederim. Çalışmalarımın her safhasında bana yardımcı olan, çalışmalarıma çok büyük emek veren ve bana destek olan değerli hocam Sayın Yrd. Doç. Dr. Ali DURMUŞ a teşekkür ederim. Tez çalışmam süresince bana her konuda yardımcı olan sevgili Dr. Nevra ERCAN a teşekkürlerimi sunarım. Bu süre boyunca, deneysel çalışmalarımdaki yardımları için Proses ve Reaktör Tasarımı Anabilim Dalı öğretim üyeleri Prof. Dr. İsmail Aydın ve Yrd. Doç. Dr. Gülin Selda Pozan Soylu ya teşekkür ederim. Çalışmamın deneysel bölümündeki sarf malzemelerinin temininde benden yardımlarını esirgemeyen ve tez çalışmasının fikir ortağı olan Genel Müdürüm Sayın Makine Yüksek Mühendisi Zeki ÖZEN e (ÖZEN TERMOPLASTİK SAN. TİC. A.Ş.) ve KOROZO AMBALAJ SAN. TİC. A.Ş. e ayrı ayrı teşekkür ederim. Yüksek lisans eğitimim boyunca yanımda olan ve manevi desteklerinin yanında çalışmalarım sırasında yardımlarını da esirgemeyen sevgili arkadaşlarım Kimya Mühendisi Koray YURDAKUL ve Kimya Yüksek Mühendisi Ertan DOĞAN a teşekkür ederim. Son olarak, manevi desteklerini her zaman hissettiğim annem, babam, kardeşim ve eşim Kimya Mühendisi Varol HIZARCI ya teşekkür ederim. Temmuz, 2010 Nesrin YALIM I
3 İÇİNDEKİLER ÖNSÖZ... I İÇİNDEKİLER.. II ŞEKİL LİSTESİ VI TABLO LİSTESİ... VII SEMBOL LİSTESİ. VIII ÖZET IX SUMMARY.... XI 1. GİRİŞ GENEL KISIMLAR POLİMER KİMYASI Polimer ve Monomer Kavramları Polimerlerin Sınıflandırılması Polimerlerin Isıl Özellikleri ELASTOMERLER Elastomer Tanımı Elastomerlerin Plastik ve Elyaflardan Ayrılması Elastomerler için Gerekli Şartlar KAUÇUK KAVRAMI Kauçuk Karışımı Kauçuk Çeşitleri Etilen-Propilen ( EPM ) ve Etilen-Propilen Dien Monomer (EPDM) Kauçuklar.. 11 II
4 (E-P) Etilen-Propilen Yapısı EPDM Kauçuklarının Genel Özellikleri Moleküler Ağırlık Molekül Ağırlığı Dağılımı Dien Tipi Dien Seviyesi POLİPROPİLEN DOLGU MADDELERİ Dolgu Maddelerinin Sınıflandırılması Dolgu Maddelerinin Tanımlanması YUMUŞATICILAR Yumuşatıcıların Sınıflandırılması PROSES KOLAYLAŞTIRICILAR STABİLİZATÖRLER VULKANİZASYON Statik Vulkanizasyon Dinamik Vulkanizasyon Polipropilen (PP)/ Etilen-Propilen-Dien-Monomer (EPDM) Termoplastik Vulkanizatlar ( TPV ) Vulkanizasyon Teknikleri Pres Vulkanizasyon Açık Vulkanizasyon Sürekli Vulkanizasyon Soğuk Vulkanizasyon Termoplastik Vulkanizatlar (TPV) ların Kullanım Alanları III
5 2.10. TERMOPLASTİK VULKANİZAT ( TPV ) ÇALIŞMALARI MALZEME VE YÖNTEM MALZEME- KİMYASAL CİHAZLAR VE YÖNTEMLER Çift Vidalı Ekstruder Örnek Hazırlama Sıcak Pres Sertlik Ölçümleri Çekme Kopma Test Cihazı Differantial Scanning Calorimetry ( DSC ) Taramalı Elektron Mikroskopisi ( Scanning Electron Microscopy: SEM ) BULGULAR ÖRNEKLERİN FİZİKSEL GÖRÜNÜMLERİ SERTLİK BULGULARI ÇEKME- KOPMA TEST BULGULARI DSC BULGULARI SEM GÖRÜNTÜLERİ XRD BULGULARI Termoplastik Vulkanizatlarda XRD Bulguları ile Kil Dağılımı Üzerinde Yapılan Çalışmalar XRD Bulguları ile Kil Dağılımının İncelenmesi Artan PP Miktarında Kloisit 20A İçeren Örneklerin XRD Bulguları Sabit PP Miktarında Kloisit 20A nın Artması ile Hazırlanan Örneklerin XRD Bulguları.. 72 IV
6 4.7. TGA BULGULARI TARTIŞMA VE SONUÇ. 76 KAYNAKLAR.. 81 ÖZGEÇMİŞ. 88 V
7 ŞEKİL LİSTESİ Şekil 2.1 : Polimerlerin sınıflandırılması... 3 Şekil 2.2 : Amorf ve yarı kristal polimerlerde ısıl geçişler sırasında gözlenen davranış değişiklikleri... 5 Şekil 2.3 : Çeşitli polimerlerin gerilme-uzama eğrileri... 6 Şekil 2.4 : Çapraz bağlanmış polimer yapısı... 8 Şekil 2.5 : EPM in kimyasal formülü Şekil 2.6 : EPDM (dien monomer = Etilen nor bornen (ENB)) in kimyasal formülü 13 Şekil 2.7 : Polipropilenin kimyasal yapısı. 16 Şekil 2.8 : Vulkanizasyon mekanizması 24 Şekil 2.9 : Konvansiyonel vulkanizasyon mekanizması Şekil 2.10 : Termoplastik elastomerlerin morfolojik yapısı 27 Şekil 2.11 : SnCl 2 ile aktive edilmiş reçine ile ENB-EPDM in çapraz bağlanma mekanizması Şekil 2.12 : Bir peroksitin genel çapraz bağlama mekanizması.. 29 Şekil 3.1 : Çift vidalı ekstruder. 42 Şekil 3.2 : Çift vidalı ekstruder vida görünümü Şekil 3.3 : Sıcak pres. 45 Şekil 3.4 : Shore A durometre Şekil 3.5 : Çekme kopma test cihazı. 46 Şekil 4.1 : O1-C1-P1 örneklerine ait fotoğraflar.. 48 Şekil 4.2 : P1-P1X1-P1Y3-P1Z1 örneklerine ait fotoğraflar Şekil 4.3 : İlk grup çalışmada hazırlanan TPV örneklerinin sertlik bulguları Şekil 4.4 : Dolgu maddesi ilavesiyle hazırlanan TPV örneklerinin sertlik bulguları Şekil 4.5 : Artan PP miktarının sertlik değerlerine etkisi.. 52 Şekil 4.6 Şekil 4.7 Şekil 4.8 : PP, O1-O2-O3, P1-P2-P3 kodlu ürünlerin gerilme dayanımı ve uzama değerlerinin karşılaştırılması : P1 in dolgu maddesi ilavesiyle hazırlanan TPV örneklerinin gerilme yanımı ve uzama değerlerinin karşılaştırılması. 55 : P2 ve P3 ün dolgu maddesi ilavesiyle hazırlanan TPV örneklerinin gerilme dayanımı ve uzama değerlerinin karşılaştırılması Şekil 4.9 : EPDM, PP, O1, P1, P2, P3 örneklerinin erime pikleri 60 Şekil 4.10 : EPDM, PP, O1, P1, P2, P3 örneklerinin kristalizasyon pikleri Şekil 4.11 : P1, P1X1, P1X3, P1Y1, P1Z1 örneklerinin erime pikleri Şekil 4.12 : P1, P1X1, P1X3, P1Z1 örneklerinin kristalizasyon pikleri. 62 Şekil 4.13 : O1, P1, P2 ve P3 kodlu örneklerin SEM görüntüleri Şekil 4.14 : P1, P1X1 ve P1X3 kodlu örneklerin SEM görüntüleri Şekil 4.15 : P1, P1X1,P1Y1 ve P1Z1 kodlu örneklerin SEM görüntüleri.. 67 Şekil 4.16 : Denemelerde kullanılan organokilin ( C20A ) XRD deseni 71 Şekil 4.17 : P1Z1, P2Z1 ve P3Z1 kodlu örneklerin XRD desenleri Şekil 4.18 : P1Z1, P1Z2 ve P1Z3 kodlu örneklerin XRD desenleri 73 Şekil 4.19 : Artan kalsit ve kaolin miktarında hazırlanan TPV örneklerinin TGA grafiği.. 74 VI
8 TABLO LİSTESİ Tablo 2.1 : Vulkanize olmuş ve vulkanize olmamış bir kauçuğun özellikleri..10 Tablo 2.2 : Bazı kauçukların kimyasal formülleri Tablo 2.3 : Bağ tipleri ve bağ enerjileri 25 Tablo 3.1 : Kullanılan MH 418 Polipropilen ürün özelliği.. 39 Tablo 3.2 : Kullanılan KEP 901 EPDM ürün özelliği.. 39 Tablo 3.3 : Kullanılan E-1820ES SEBS ürün özelliği.. 40 Tablo 3.4 : Kullanılan WOT 68 Parafinik yağ ürün özelliği 40 Tablo 3.5 : Kullanılan A-3 Kalsit ürün özelliği 40 Tablo 3.6 : Kullanılan EM 62 Kaolin ürün özelliği. 41 Tablo 3.7 : Kullanılan Cloisite C20A ürün özelliği.. 41 Tablo 3.8 : Çapraz bağlayıcı, plastifiyan ve uyumlaştırıcı etkisinin incelendiği örneklerin bileşimi.. 43 Tablo 3.9 : Dolgu maddesi tipi ve miktarı değişiminin incelendiği örneklerin bileşimi. 44 Tablo 4.1 : İlk grup çalışmada hazırlanan TPV örneklerinin sertlik bulguları.. 50 Tablo 4.2 : Dolgu maddesi ilavesiyle hazırlanan TPV örneklerinin sertlik bulguları. 51 Tablo 4.3 : PP, fenolik reçine ilave edilmeden hazırlanan örneklerin (O1,O2,O3), Çapraz bağlayıcı, uyumlaştırıcı ve plastifiyan ilave edilerek hazırlanan TPV örneklerinin (P1,P2,P3) kopma anındaki ölçülen gerilme dayanımı ve uzama değerleri Tablo 4.4 : P1 in dolgu maddesi ilavesiyle hazırlanan TPV örneklerinin gerilme dayanımı ve uzama değerleri.. 55 Tablo 4.5 : P1, P2 ve P3 ün dolgu maddesi ilavesiyle hazırlanan TPV örneklerinin gerilme dayanımı ve uzama değerleri 56 Tablo 4.6 : EPDM, PP, O1, P1, P2, P3 örneklerine ait DSC sonuçları Tablo 4.7 : P1, P1X1, P1X3, P1Y1, P1Z1 örneklerine ait DSC sonuçları Tablo 4.8 : Kil katkılı PP/EPDM TPV larına ait X-ışını kırınım değerleri.. 69 Tablo 4.9 : Sabit kloisit 20A miktarında PP nin %30 dan %50 ve %70 e artması ile X-ışını kırınım değerlerinin değişimi. 72 Tablo 4.10 : Sabit PP miktarında kloisit 20A nın artması ile X-ışını kırınım değerlerinin değişimi.. 73 Tablo 4.11 : Artan kalsit ve kaolin miktarında hazırlanan TPV örneklerinin %5 ve %50 bozunmanın gerçekleştiği sıcaklıklar değerleri.. 74 VII
9 SEMBOL LİSTESİ : Angstrom ağ. : Ağırlık fraksiyonu 0 C : Sıcaklık d : Gazın polimer filmden geçiş yolu(film kalınlığı), geometrik boyut d 001 : Kil tabakaları arası mesafe E : Elastik modülü (Young Modülü) F : Kuvvet g : Gram ΔH m : Erime entalpisi ( J/g ) 0 ΔH m : %100 kristalin polipropilenin erime entalpisi (209 J/g) J : Joule K : Dağılım kat sayısı kgf : Kilogram kuvvet kj : Kilo joule λ : Dalga boyu θ : Tarama açısı MFI : Erime akış indeksi nm : Nanometre rpm : 1 dakikadaki devir sayısı s : Saniye T c : Kristalizasyon sıcaklığı Tg : Camsı geçiş sıcaklığı T m : Erime sıcaklığı T -5% : Termogravimetrik analizde %5 bozunma sıcaklığı T -50% : Termogravimetrik analizde %50 bozunma sıcaklığı ts 2 : Scorch süresi t90 : Optimum pişme süresi X c : Kristalizasyon derecesi w : Ağırlık A o VIII
10 ÖZET POLİPROPİLEN (PP) / ETİLEN-PROPİLEN-DİEN-MONOMER (EPDM) TERMOPLASTİK VULKANİZATLARININ HAZIRLANMASI VE KARAKTERİZASYONU Termoplastik vulkanizatlar (TPV) lar, kauçuk fazın erimiş bir termoplastik fazın varlığında çapraz bağlandığı dinamik vulkanizasyon ile hazırlanmaktadır. Ticari olarak en çok kullanılan termoplastik vulkanizatlar, polipropilen (PP) (termoplastik faz ) ve etilen-propilen-dien monomeri (EPDM) nden (kauçuk fazı) hazırlanmaktadır. PP- EPDM TPV ları mükemmel ısı, oksijen ve ozon stabilitesi yanında yüksek ısı ve yağ direncine sahiptirler. TPV ların hazırlanması; PP ve EPDM in vulkanizasyondan önce homojen bir şekilde karıştırılması; EPDM fazının çapraz bağlanması ve ardından çapraz bağlı EPDM parçacıklarının PP matrisinde dağıtılması kademelerini kapsadığından proses son derece karmaşıktır. Üstün özelliklere sahip ürünler elde etmek için her kademenin kontrolü son derece önemlidir. Bu tez çalışmasında, ticari olarak üretilen ve farklı bileşimlerde PP ve EPDM içeren TPV lar, çift vidalı ekstruderde, eriyik harmanlama metodu ile hazırlanmış ve TPV örneklerinin sertlik, kopma dayanımı ve kopma uzaması incelenmiştir. Aynı oranlarda PP/EPDM içeren TPV örnekleri farklı miktarlarda kalsit, kaolin ve kloisit dolgu maddeleri ilavesi ile de hazırlanmış ve bu dolgu maddelerinin TPV örneklerinin mekanik özellikleri üzerindeki etkileri incelenmiştir. TPV örnekleri, ek olarak Diferansiyel Taramalı Kalorimetri (Differential Scanning Calorimetry:DSC), X-Işını Kırınım (X-Ray Diffraction:XRD) ve Taramalı Elektron Mikroskopisi (Scanning Electron Microscopy: SEM) yöntemleri ile de incelenmiştir. Çapraz bağsız PP/EPDM harmanları (termoplastic elastomer:tpe) ile çapraz bağlı eşdeğerlerinin sertlikleri hemen hemen aynı iken, plastifiyan ve uyumlaştırıcı ilavesi sertlikte azalmaya yol açmıştır. İnorganik dolgu maddesinin varlığı ve miktarının artışı IX
11 TPV ların sertlik değerlerini biraz arttırmıştır. Ancak PP miktarının artışının sertlik değerleri üzerinde daha büyük etkiye sahip olduğu görülmüştür. Kaolin ve Klosit 20A dolgu maddeleri, TPV örneklerinin serlikleri üzerinde hemen hemen aynı oranda etkiye sahip iken, kalsit in sertlikte daha fazla artışa yol açtığı görülmüştür. XRD verileri, Kloisit 20A katkı maddesinin PP tarafından interkale edilemediğini göstermiştir. TPV ların çekme dayanımı çapraz bağsız eşdeğer TPE lerinkinden daha yüksektir. Aynı PP miktarında kalsit ve kaolin miktarlarının artışı TPV ların çekme dayanımında hafif azalmaya yol açarken, kloisit 20A katkı maddesinin varlığı ve miktarının artışı çekme dayanımını değerlerini iki katına kadar arttırmıştır. İnorganik katkı maddesi içermeyen TPV ların erime sıcaklığı (T m ) PP inkine göre düşük iken, aynı miktarda PP içeren TPV ın Tm değeri katkı maddesi türü ile hemen hemen değişmemiştir. X
12 SUMMARY THE PREPARATION AND CHARACTERIZATION OF POLYPROPYLENE (PP) / ETHYLENE-PROPYLENE-DIEN- MONOMER ( EPDM ) THERMOPLASTIC VULCANISATES Thermoplastic vulcanisates (TPV s) are prepared by the dynamic crosslinking of a rubber phase in the presence of a molten thermoplastic phase. The most used commercial thermoplastic vulcanisates (TPV s) are prepared from polypropylene (PP: thermoplastic phase) and ethylene-propylene-diene monomer (EPDM: rubber/eleastomer phase). They have high heat and oil resistance in addition to the excellent stability against heat, oxygen, and ozone. In the preparation of TPV s, PP and EPDM phases are mixed homogeneously before the crosslinking of EPDM, then EPDM phase is crosslinked in the molten PP phase, afterwards crosslinked elastomer phase is dispersed in the thermoplastic phase. Therefore, the process is highly complicated, and the control of each step of the process is very important in order to obtain TPV s with superior properties. In this MSc thesis work, TPV s with various compositions have been prepared from PP and EPDM by melt blending method in a twin-screw extruder, and some mechanical properties of TPV s such as hardness, tensile strength and elongation at break have been investigated. In addition, the effects of the kinds and contents of inorganic fillers such as calcite, kaolin, and cloisite 20A on the mechanical properties of TPV s have also been investigated. Further characterization of TPV s was also performed by Differential Scanning Calorimetry (DSC), X-Ray Diffraction (XRD) and Scanning Electron Microscopy (SEM) methods. The hardnesses (Shore A) of thermoplastic elastomers (TPE) (non-crosslinked PP/EPDM blends) were nearly the same as those of their crosslinked counterparts, but the addition of plastifier and compatibilizer led to decrease in the hardnesses of these crosslinked samples. The presence of inorganic fillers and the increase of their contents XI
13 in TPV s slightly increased the hardnesses values, but it was observed that the amount of PP has higher effect on the Shore A hardness of TPV. While the kaolin and Cloisite 20A have the same amount of enhancing effect on the hardness of TPV samples, the filler calcite has led to higher increase in the hardness of TPV. XRD data have shown that Cloisite 20 A could not be able to intercalate by PP. The tensile strengths of TPV s were higher than those of their non-crosslinked thermoplastic elastomer blend counterparts. At the same PP content, the increase in the contents of calcite and kaolin led to a slight decrease in tensile strengths of TPV s, but the presence and the increase in the content of Cloisite 20A have increased them up to twice. While the melting temperature (Tm) of TPV s without filler was lower than that of PP, it was nearly not changed with the kind of filler at the same PP content in comparison to the TPV without filler. XII
14 Bu çalışma İstanbul Üniversitesi Bilimsel Araştırma Projeleri Yürütücü Sekreterliğinin 3936 numaralı projesi ile desteklenmiştir.
15 1 1. GİRİŞ Elastomerler oda sıcaklığında boyunun en az iki katı kadar uzatılabilen ve bu uzamayı temin eden kuvvet ortadan kaldırıldığında hemen hemen orijinal haline dönebilen, yüksek molekül ağırlığına sahip polimerik malzemeler olarak tanımlanırlar [1]. Termoplastik elastomerler (TPE), termoplastiklerin eriyikten şekillendirilebilme özelliği ile termoset çapraz bağlı kauçukların mekanik ve elastik özelliklerine sahiptirler. Termoplastik elastomerler ekstrüzyon, üfleme ile kalıplama, enjeksiyonla kalıplama, vakumla şekillendirme gibi farklı tekniklerle proses edilebilirler. Ayrıca üretim hurda ve artıkları tekrardan kullanılabilir yani bunlar geri dönüşü olan malzemelerdir. Termoplastik vulkanizatlar (TPV), TPE lerin özel bir sınıfını oluşturmaktadır [2]. Çoğu TPE lerin aksine TPV lar blok kopolimer değil, polimer harmanları temeline dayalıdır. TPV lar, birbiri ile karışmayan bir kauçuk ve bir termoplastik harmanının dinamik vulkanizasyonu ile üretilmektedir. Bu proseste kauçuk, termoplastik ile eriyik halde karıştırılırken seçimli olarak çapraz bağlanmaktadır. Sonuç olarak ürünler, bir termoplastik matris içinde dağılmış çapraz bağlı kauçuk partiküllerinden oluşmaktadır. Böylece TPV ların hem elastiklikleri, hem de eriyikten şekillendirilebilirlikleri izah edilebilmektedir [3]. Ticari TPV ların çoğu etilen-propilen-dien monomeri (EPDM) ve polipropilen (PP) harmanı esaslıdır. PP kullanılmasının sebebi PP nin yüksek erime noktası (T m ) ve yüksek kristaliniteye sahip olmasından ve dolayısıyla yüksek sıcaklıklarda iyi özellikli TPV ların oluşmasına sebep oluşudur. EPDM kullanılmasının sebebi ise EPDM nin yüksek ısı, oksijen ve ozon stabilitesine sahip olması ve bunun sonucu olarak ısı oksidasyonu ve ozon direnci iyi olan TPV ların üretilmesini sağlamasıdır [4]. Bu çalışmada, SnCl 2 ile aktive edilmiş fenolik reçine çapraz bağlayıcısı kullanılarak, farklı oranlarda PP/EPDM TPV lar eriyik harmanlama metodu ile hazırlanmıştır. Aynı TPV lar, karışıma plastifiyan ( parafinik yağ ) ve uyumlaştırıcı ( Stiren-Etilen-
16 2 Butadien-Stiren, SEBS ) katılarak uyumlaştırıcının ve plastifiyanın ürün eldesine ve özelliklerine etkisi incelenmek amacıyla tekrar hazırlanmıştır. TPV bileşimlerine üç farklı dolgu maddesi farklı oranlarda katılarak TPV ın mekanik ve yapısal özellikleri üzerindeki etkileri incelenmiştir. Dolgu maddesi olarak kalsit, kaolin, kloisit kullanılmıştır. Hazırlanan TPV ların mekanik ve yapısal özellikleri çeşitli analizler ile incelenmiştir. Bu amaçla karakterizasyon çalışmaları kapsamında TPV örneklerinin kopma dayanımı, kopma uzaması, sertlik değerleri ölçülmüş ve ek olarak TPV örnekleri, Diferansiyel Taramalı Kalorimetri (Differential Scanning Calorimetry:DSC), X-Işını Kırınım (X- Ray Diffraction:XRD) ve Taramalı Elektron Mikroskopisi (Scanning Electron Microscopy: SEM) yöntemleri ile de incelenmiştir. Elde edilen bilimsel veriler detaylı şekilde ortaya konulmuştur.

17 3 2. GENEL KISIMLAR 2.1. POLİMER KİMYASI Polimer ve Monomer Kavramları Monomer, birbirlerine kovalent bağlarla bağlanarak büyük moleküller oluşturabilen küçük molekül kütleli kimyasal maddeler için kullanılan bir tanımlamadır. Polimer ise, çok sayıda monomerin kovalent bağlarla birbirlerine bağlanarak oluşturduğu iri molekülün adıdır. Polimer kelimesi, çok anlamına gelen poly- ve tanecik, küçük parça anlamına gelen meros- kelimelerinden türemiştir [5] Polimerlerin Sınıflandırılması Şekil 2.1: Polimerlerin sınıflandırılması [6] Plastikleri termoplastik ve termoset malzemeler olarak iki gruba ayırabiliriz. Termoplastikler, ısıtıldığı zaman Tg sıcaklığının üzerinde yumuşar ve şekillendirilebilir; soğutulduğunda ise sertleşebilir. Bu tür bir işlem defalarca tekrarlanabilir. Termoset malzemeler, kritik bir sıcaklığın üzerinde çapraz bağlanmaya uğrayarak kalıcı olarak sertleşir ve tekrar ısıtıldığında yumuşamazlar. Bu maddeler
18 4 boyutsal bir kararlılığa sahiptir ve darbe dirençleri fazladır. Termoset malzemeler, çözünebilir ürünlerden çapraz bağlı reçinelere dönüştürülmüş ve tekrar kalıplama ile şekillendirilemeyen plastiklerdir. Bu yüzden çapraz bağlanma sırasında şekillendirilirler [6] Polimerlerin Isıl Özellikleri Polimer zincirleri iri yapılarına karşın polimer örgüsü içerisindeki bazı bölgelerde düzenli bir şekilde istiflenebilirler (kristal bölgeler). Kristal bölgeler polimerlerden son ürünler yapılırken uygulanan işlemler sırasında belli düzeyde kendiliğinden oluşur. Ancak bu aşamada tüm polimer zincirlerinin bir düzen içerisinde paketlenerek tam kristal bir yapı vermesi beklenemez. Bu nedenle, çeşitli amaçlar için kullanılan endüstriyel polimerlerin çoğu amorf ve kristal bölgeleri birlikte örgülerinde bulundururlar (yarı kristal). Yarı-kristal polimerlerin genel örgüsü, amorf faz içine gömülmüş kristal bölgelerden oluşan bir sisteme benzetilir. Bir polimerin ısı karşısındaki davranışı kristal, yarı kristal ya da amorf olmasıyla yakından ilişkilidir. Amorf polimerler yeterince düşük sıcaklıklarda sert ve kırılgandırlar (cam gibi). Böyle bir polimer ısıtıldığında camsı geçiş sıcaklığı (Tg) denilen bir sıcaklıkta yumuşayarak kauçuk özellikleri gösterir. Polimerin camsı geçiş sıcaklığı üzerinde ısıtılması sürdürülürse; polimer, kauçuğumsu davranışı da bırakarak yavaş yavaş zamk görüntüsü üzerinden yeterince yüksek sıcaklıklarda sıvı halini alır. Ancak; kauçuğumsu, zamksı ve sıvı davranış değişiklikleri arasında kesin sıcaklık değerleri yoktur, geçişler kademelidir. Örneğin, amorf bir madde olan cam, camsı geçiş sıcaklığına kadar ısıtıldığında yumuşamaya başlar, biraz daha yüksek sıcaklıklarda kolayca şekillendirilir, yeterince ısıtılırsa sıvı gibi akar. Yarı-kristal polimerler de amorf polimerler gibi camsı geçiş sıcaklıkları altında kırılgandırlar. Bu özelliklerini camsı geçiş sıcaklığına kadar korurlar. Camsı geçiş sıcaklığı geçildiğinde belli derecede yumuşaklık kazanmakla birlikte kristal yapılarından dolayı esnek termoplastik davranışa geçerler. Erime sıcaklığına (T m ) kadar

19 5 termoplastik özelliklerini değiştirmezler ve erime sıcaklığında kristal yapıları yıkılarak viskoz bir sıvı verecek şekilde erirler. Tam kristal polimerler serttirler, camsı geçiş göstermezler, belli bir sıcaklıkta erirler. Amorf ve yarı-kristal polimerlerin yukarıda değinilen ısıl değişimleri aşağıda basitçe gösterilmiştir [6,7]. Şekil 2.2: Amorf ve yarı kristal polimerlerde ısıl geçişler sırasında gözlenen davranış değişiklikleri. Yarı-kristal polimerlerde geçişler belirgin, amorf polimerlerde camsı geçiş dışındakiler kademelidir [5] ELASTOMERLER Elastomer Tanımı Oda sıcaklığında orijinal boyunun en az iki misline uzatılabilen ve bu uzamayı temin eden kuvvet ortadan kaldırıldığında hemen hemen orijinal haline dönebilen polimerik malzemeler elastomer olarak tanımlanır. Elastomerleri daha kapsamlı bir şekilde çok düşük sıcaklıklarda cam gibi sert olan, çok yüksek sıcaklıklarda dahi koyu sıvımsı
20 6 akışkan özellikler göstermeyen, oda sıcaklığından, parçalanma sıcaklığına kadar geniş bir alan içerisinde elastik özellikler gösteren seyrek çapraz bağlanmış (vulkanize olmuş) polimerik malzemeler olarak tarif edebiliriz [6,7] Elastomerlerin Plastik ve Elyaflardan Ayrılması Polimerik maddelerin en önemli yanı, bu maddelerin doğal ürünler yerine materyal olarak kullanılmasına olanak sağlayan mekanik özellikleridir. Plastik, kauçuk ve elyaflar o malzemenin gerilme-uzama eğrisine bakılarak sınıflandırılır. Bu amaçla, bir doğrultuda gerilen polimer örneğinin kopma noktasına kadar uzaması sırasındaki davranışı gözlenir. Gerilme, polimer örneğinin birim alanına uygulanan kuvveti; gevşeme ise, örneğin bu etkisi ile uzamasını belirtir [6]. Şekil 2.3: Çeşitli polimerlerin gerilme-uzama eğrileri [6] Elastomerler İçin Gerekli Şartlar Elastomer, kauçuk olarak tanımladığımız polimerlerin seyrek çapraz bağlanması ile oluşan ağ veya ağ yapısı halidir. Elastomer hal için polimerin, Yüksek molekül ağırlığına Düşük zincirler arası çekim kuvvetine
21 7 Gelişigüzel zincir yapısına (amorf) Çapraz bağlanabilme özelliğine sahip olması gerekir. Polimerin elastik davranışlarda bulunabilmesi için, camsı geçiş sıcaklığının düşük ve tümü ile amorf olması gerekir. Ayrıca polimer zincirlerinin çeşitli hareketleri kolayca yapabilmesi ve moleküller arası çekim kuvvetlerinin küçük olması zorunludur. Çapraz bağlar esnekliğin tersinir olmasını sağlar. Tabii kauçuk (poliizopren) tipik elastomer özellikleri gösterir. Polimer, camsı geçiş sıcaklığında (-73 0 C) amorf olup kolayca çapraz bağlanabilir. Gerilme ile zincirler, uygulanan kuvvet doğrultusunda yönlenir ve bir miktar kristallenir. Böylece uzamaya karşı gittikçe artan bir direnç belirir [7] KAUÇUK KAVRAMI Kauçuklar çapraz bağlanmamış, ama çapraz bağlanabilme özelliğine sahip yani vulkanize olabilen polimerlerdir. Yüksek sıcaklıkta ve deforme edici kuvvetlerin etkisi altında koyu sıvımsı akış özelliği gösterirler. Böylece uygun şartlar altında şekillendirilebilirler. Lastik kavramı, yukarıda tarifi yapılan elastomer kavramı ile eşanlamlıdır. Çapraz bağlanabilme özelliği vulkanizasyonla açıklanabilir. Vulkanizasyon, kauçuğun kimyasal yapı değişikliğine uğrayarak (çapraz bağlanma reaksiyonu) ve geri dönüşümsüz olarak elastik özelliklere sahip bir duruma gelmesi ve getirilmesi işlemidir. Vulkanizasyon öncesi yüksek plastik özellikler, vulkanizasyon sonrası, yerini yüksek elastik özelliklere bırakır [8].
22 8 Şekil 2.4: Çapraz bağlanmış polimer yapısı [6] Kauçuk Karışımı İstenilen özelliklere göre ayarlanmış, kauçuk ve diğer hammaddeler ile katkı maddelerinden oluşan, vulkanize edilebilen bir karışımdır. Bir kauçuk karışımından beklenen özellikler şu şekilde sıralanabilir [9]: Bitmiş mamülün çalışacağı ortama uygun özelliklerin yaratılması Karışımın uygulanacağı prosesin metot ve makinelere uygun olması Rekabet edilebilmesi için maliyet özellikleri Kauçuk karışımı, bitmiş üründen istenilen özelliklerin sağlanabilmesi için uygun kauçuk (polimer) ve hammaddeler ile katkı maddelerinin seçilebilmesi ve birbirleriyle karıştırılması işlemidir. Maksada uygun olarak seçilmiş ve birbirleriyle oransal bir bütünlük sağlamış maddeler topluluğu reçete veya formül olarak adlandırılır [10]. Kauçuk teknolojisinde oranlar, ana hammadde olan polimerin (kauçuk) ağırlıkça 100 birim kabul edildiği bir esasa dayanır. Bu reçete (formül) şunlardan oluşur [11]: Kauçuk 100 Dolgu maddeleri 50 Yumuşatıcılar 10
23 9 Proses kolaylaştırıcılar 1-5 Yaşlanmayı önleyiciler 1-5 Aktivatörler 5 Hızlandırıcılar 1.2 Pişiriciler 0.2 Geciktiriciler 0.5 Kauçuk karışımında kullanılan maddeler proses özellikleri, son üründen istenen özellikler ve maliyet kontrolü gibi özellikleri kontrol etmede kullanılırlar. Bunlar: 1) Elastomerler (doğal ya da sentetik) 2) Vulkanizasyon ajanları (kükürt, kükürt verici akseleratörler, organik peroksitler, ikincil vulkanizasyon ajanları ve metalik oksitler) 3) Hızlandırıcılar 4) Hızlandırıcı aktivatörleri ve geciktiriciler 5) Yaşlanmaya karşı koruyucular (antioksidant ve antiozonatlar) 6) Proses yardımcıları, plastikleştiriciler, yumuşatıcılar ve yapıştırıcılar 7) Güçlendirici pigmentler ve reçineler 8) İnert dolgu maddeleri ve maliyet düşürücüler 9) Özel amaçlı kullanılan maddeler (aşındırıcı, şişirici ajanlar, renklendiriciler ve kokular) Her kauçuk karışımı, yukarıdaki maddelerin tamamının kullanılmasını gerektirmez; ancak kauçuk ile vulkanizasyon sistemini oluşturan maddelerin muhakkak bulunması gerekir [12]. Vulkanize olmuş veya vulkanize olmamış bir kauçuğun özellikleri aşağıda Tablo 2.1 de belirtilmiştir [13].

24 10 Tablo 2.1: Vulkanize olmuş ve vulkanize olmamış bir kauçuğun özellikleri Vulkanize olmamış Yumuşak Yapışkan Düşük mukavemet Yüksek kalıcı deformasyon Çözünme Isıdan etkilenme Termoplastik özellikler Vulkanize olmuş Sert Yapışkan olmayan Yüksek mukavemet Düşük kalıcı deformasyon Çözünmez ya da az çözünür Isıdan az etkilenme Elastik özellikler Kauçuk Çeşitleri Tablo 2.2: Bazı kauçukların kimyasal formülleri Kimyasal Adı Kimyasal Formülü Tabii Kauçuk (NR) Stiren-butadien Kauçuklar (SBR) Butadien Kauçuklar (BR) İsopren Kauçuklar (IR) Butil Kauçuk (IIR) EPM, EPDM Kauçuklar Akrilonitrilbütadien Kauçuğu (NBR)
25 11 Kloropen Kauçuklar (CR) Klorosülfonpolietilen (CSM) Polisülfid Kauçuklar Akrilik Kauçuklar (ACM) Floro Elastomerler (FKM) Poliüretan Kauçuklar (AU) Epiklorohidrin Kauçuklar (CO, ECO) Etilen-Propilen (EPM) ve Etilen-Propilen Dien Monomer (EPDM) Kauçuklar Ticari olarak ilk kez 1963 yılında üretilmeye başlanmıştır. EPM etilen ile propilenin kopolimerizasyonu ile üretilmektedir. Kopolimer EPM amorf ve tamamen doymuş bir yapıdadır. Bu yapı koordinasyon katalizörlerinin varlığında, etilen ve propilenin kopolimerizasyonu sonucu elde edilir. Kopolimer EPM organik peroksitlerle çapraz bağlar oluşturur. Diğer polimerlerle karışabilme olanağı yoktur. Bu şekilde vulkanize edilmiş kopolimer oksidasyon ısı ve ozona karşı mükemmel dayanım gösterir.
26 12 Etilen-propilen kauçukların genel özellikleri şu şekilde sıralanabilir: Hava şartları ve ozona mükemmel dayanım, Isı ve oksidasyona çok iyi dayanım, Kimyasallara dayanım, Düşük ısılarda çok iyi elastik özellikler (etilen miktarına bağlı olarak), Mükemmel elektrik izolasyonu (yüksek dielektrik özellikler), Yüksek dolgu ve yağ alabilme özelliği (ekonomik karışımlar), Düşük yoğunluk (düşük gramajda mamul üretimi). Şekil 2.5: EPM in kimyasal formülü Reaksiyonda görüldüğü gibi etilen ve propilenin kopolimerizasyonu sonucu tamamen doymuş bir yapı oluşmakta yani zincirde çift bağ bulunmamaktadır. Terpolimer EPDM, etilen ve propilenin yanı sıra üçüncü bir dienin reaksiyona katılması ile meydana gelmektedir. Dien in reaksiyona katılması sonucu zincirde çift bağ yani doymamışlık oluşmaktadır. Bu durum peroksitlerin yanı sıra kükürtle vulkanizasyonu ve diğer polimerlerle karıştırılabilme imkanını sağlamaktadır [14,15].
27 13 Şekil 2.6: EPDM (dien monomer = Etilen nor bornen (ENB)) in kimyasal formülü ( E-P ) Etilen-Propilen Yapısı E-P oranı genellikle etilen % ağırlığına göre tanımlanır. Oran olarak % arasında değişiklik gösterir. Monomerler amorf yapıda gelişi güzel dağılmış olarak kopolimer yapıda bulunur. Yüksek etilen oranlı EPDM polimeri, yüksek kristalinite, yüksek pişirme zamanına, yüksek oranda yağ ve mineral yükleme, kolay granüle edilebilme ve yüksek ekstrüzyon özelliklerine ve yüksek gerilme mukavemeti değerlerine sahiptir. Zor karıştırma, kristalliğin artmasıyla dispersiyonun zorlaşması ve düşük sıcaklıklardaki performans düşüklükleri dezavantajlarıdır [16] EPDM Kauçukların Genel Özellikleri: Isı, ışık ve oksidasyona karşı mükemmel dayanıklılık gösterir. Yüksek dolgu ve yağ alabilme özelliğinden düşük maliyette karışımlar oluştururlar. Sulu ve konsantre asit ve alkalilere dayanıklılık gösterirler. Düşük yoğunluklu olduğu için hafif malzemeler üretmek mümkündür. İyi dielektrik özellikler vermektedir [16] Moleküler Ağırlık Elastomerlerin molekül ağırlığı genellikle Mooney viskozitesi ile ifade edilir. EPDM in Mooney viskozitesi C sıcaklıkta ölçülür. Bu sıcaklığın seçilmesindeki birinci
28 14 sebep düşük sıcaklıklarda yüksek etilen oranının kristallenmeye neden olabileceğidir. Olası kristallenme durumunda doğru molekül ağırlığı ölçülemez. Mooney viskozitesi çok farklı olabilir, 20 düşük 100 yüksek viskoziteli olduğunu belirtir ve bire bir molekül ağırlığı ile orantılıdır. Yüksek molekül ağırlığının bazı avantajları vardır: Yüksek kristalinite, yüksek pişme zamanı, yüksek oranda mineral ve yağ yükleme, kolay granüle edilebilme ve yüksek ekstrüzyon özellikleri ve yüksek gerilme mukavemeti değerleri sayılabilir. Dezavantajları: İşleme zorluğu, dispersiyonun zor ve az oluşudur [16] Molekül Ağırlığı Dağılımı Molekül ağırlığı dağılımı polimer uygulamaları için çok önemli bir özelliktir. Molekül ağırlığı dağılımı Jel Permeasyon Kromotogrofisi ( GPC ) ile C deki sıcaklıkta tespit edilir. Bu değer ağırlıkça molekül ağırlığının sayıca molekül ağırlığına oranı Mw/ Mn olarak ifade edilir. Bu oran genellikle 2 ve 5 arasındadır. Geniş molekül ağırlığı dağılımına sahip polimerler E/P oranı yüksek olan polimerler içindir. Geniş molekül ağırlığı dağılımına sahip polimerler mükemmel işlenme ve yüksek derecede pişme özelliklerine sahiptirler. Ancak geniş dağılımlı polimerler yüksek dolgu ve yağ yükleme oranlarına izin vermezler, az ve yavaş kür edilirler. Dar dağılımlı polimerler geniş dağılımlı polimerlere göre daha hızlı ve çok kür olabilme, yüksek dolgu-yağ oranlarını ihtiva etme özelliklerine sahiptir [16] Dien Tipi EPDM üretiminde adı geçen 3 termonomer türü vardır: Etildien Norbornen (ENB), 1,4 Hekzadien (1.4 HD), Disiklopentadien (DCPD). 3 Termonomer tipinin vulkanizasyon omurgaları farklıdır ve farklı özellikler gösterirler. I. Etildien Norbornen (ENB): ENB en çok kullanılan EPDM türüdür.sülfür vulkanizasyon sistemlerinde mükemmel aktiviteyi sağlamak için kopolimerizasyon boyunca çifte bağın oluşturulmasının uzun zaman almasından dolayı pahalı bir termonomer türüdür. Bu aktivite ENB li EPDM in ENB siz EPDM e göre dien li elastomerler ile birlikte kür edilebilme eğilimini
29 15 II. III. kazandırır. Termonomerin nadir görülen bir yapı özelliği de dallanmış ve lineer olarak sentezlenebilmesidir. Dallanmış yapı bu tür polimerler için önemli bir jeolojik özelliktir. ENB hızlı pişme ve yüksek çapraz bağlanma yoğunluğu gösterir. ENB yapısında her 1000 C atomuna karşılık 4-16 arası çifte bağ bulundurur ve en çok tercih edilen EPDM türüdür. 1,4 Hekzadien ( 1.4 HD ): 1.4 HD ENB li polimere göre daha yavaş kür oranı gösterir. Fakat ENB den daha yüksek değerlere sahiptir.bu özelliklerden en belirgin olanı mükemmel ısı karakteristiğidir ve bu EPM polimerine yakın değerdedir.1.4 HD polimeri çapraz bağlanma ve zincir sonlanma reaksiyonlarında çok iyi dönüşüm gösterir. 1.4 HD li normal (lineer) EPDM mükemmel proses karakteristiğine sahiptir.1.4 HD de her 1000 C atomuna karşılık 4-8 arası çifte bağ bulundurur. Disiklopentadien (DCPD): DCPD nin avantajı düşük fiyat ve kimyasal yapısının ENB ye benzerliğidir. DCPD en yavaş kür hızına sahiptir. Yapısındaki doymamış çifte bağ sayısı az olduğu için ozon direncinin çok iyi olmasını sağlar. Yapısında her 1000 C atomuna karşılık 3-6 çift bağ ihtiva eder Dien Seviyesi Kullanımda olan EPDM polimerinin üç farklı dien seviyesi vardır: Düşük dien seviyesi EPDM polimerinin yapısında bulunan ağırlıkça % dien miktarını belirtir ve bu sınıf için % dien miktarı 2-5 aralığındadır. Orta dien seviyesi 6-10 aralığındadır. Yüksek dien seviyesi aralığındadır. EPDM yapısında oluşturulacak çapraz bağları meydana getiren doymamış çifte bağlar dien grubunda bulunduğu için kompozisyonun kür oranını ve karakteristiğini dien grubu belirler [16] POLİPROPİLEN 1954 yılında keşfedilen polipropilen yaklaşık 4 yıl sonra 1958 de yapılan deneysel çalışmalar sonucunda sanayide parça üretiminde kullanılmaya başlanmıştır. Bu tarihten sonra enjeksiyon ve ekstrüzyonla elyaf olarak üretilmeleri sonucu, makine ve dişli parçaları, ev eşyalarında kullanılmıştır. Polipropilenin kimyasal direnci iyi olup, bu kimyasal direnç kritalinite derecesi arttıkça daha da artar. Polipropilen halojenleri
30 16 içeren nitrik asit, süfürik asit, potasyum dikromat, kerosen karbon tetra klorür ve çok kuvvetli oksitleyici maddelerden başka kimyasal maddelerden etkilenmez. Oda sıcaklığında polipropileni hiçbir çözücü çözemez, deterjanlar polipropileni etkilemezler [17]. Polipropilen yarı kristalin bir termoplastik malzeme olup propilen monomerinin katılma polimerizasyonu veya stereospesifik ( koordinasyon ) polimerizasyon yöntemi ile elde edilen bir polimerdir. Polimerizasyon için kullanılan monomerin çok saf olması gerekir. Çünkü monomerin yapısında bulunabilecek su, katalizörü yok eder ve polimerizasyonun ilerlemesini engelleyerek uzun zincir yapılı polipropilen molekülünün elde edilmesine imkan sağlamaz. Bu yönüyle polipropilenin polimerizasyonu gaz fazında gerçekleşmektedir. Polimerizasyon için kullanılan monomer CH 2 = CHCH 3 propilen molekülü olup C de kaynamaktadır. Propilen, kauçuksu özelliğe sahip monomerlerle kopolimerizasyonu gerçekleştirildiğinde, kopolimerin oranına bağlı olarak kauçuksu özellik kazandırır. Ancak böyle bir polimer sert kristalin plastik yerine elastomer gibi hareket eder [18]. CH 3 H CH 3 H CH 3 H \ / C==C -> -- C -- C -- C -- C -- / \ H H H H H H propilen monomer polipropilen polimer Şekil 2.7: Polipropilenin kimyasal yapısı [19] Polipropilenin polimerinde 4 tip zincir dizilişi vardır. Homo polipropilen : Sadece propilen monomerinin polimerizasyonu ile elde edilir. Monomerin dizilişi şu şekilde olmaktadır: PPPPPPPPP Blok kopolimer : Propilen ve etilen monomerinin kopolimerizasyonu ile elde edilir. Monomerin dizilişi şu şekilde olmaktadır: PPPPEEEEEEE
31 17 Random kopolimer : Propilen ve etilen monomerlerinin kopolimerizasyonu ile elde edilir. Monomerlerin dizilişi aşağıdaki gibidir PEPEEEEPPPP Ardışık ( Alternatif ) Kopolimer : Propilen ve etilen monomerlerinin kopolimerizasyonu sonucu elde edilir. Monomerlerin dizilişi şu şekilde olmaktadır PEPEPEPEPE Polipropilen yapısındaki atomların dizilişine göre 3 gruba ayrılır: 1- Ataktik polipropilen, 2- İzotaktik, 3- Sindiyotaktik Ataktik Polipropilen : Ataktik polipropilen amorf yapıda yani molekülleri gelişi güzel dizilmiş olup moleküller arasında bir simetri yoktur. Hava şartlarına ve yorulmaya karşı dayanıklıdır. Bağlayıcı özelliğe sahip olduğu için otoyol işaretlerinin yapımında ve tekstil sanayisinde özellikle elyaf haline getirilerek yaygın olarak kullanılmaktadır. Molekül ağırlığı ve yönlenme arttıkça gerilmelere dayanımı düşer C nin altında yumuşar ve erir. İzotaktik Polipropilen : İzotaktik polipropilen ise soğuma esnasında soğuma aralığının uzun tutulmasından, atomların dizilme meydana getirecek formda olmasından ve atomlar arası bağ mukavemetlerinin kuvvetli olmasından dolayı kristalin bir yapıya sahiptir. Amorf polipropilene göre daha belirgin bir ergime sıcaklığına sahiptir. Sindiyotaktik Polipropilen : Sindiyotaktik polipropilenin izotaktik polipropilen gibi kristal yapılı bir polimerdir. İzotaktik yapıdaki özelliklerin aynısına sahiptir. Sindiyotaktik yapıdaki polipropilen düşük sıcaklıktaki polimerizasyonla elde edilir[17] DOLGU MADDELERİ Kauçuklara kuru toz halinde katılan çok küçük tane boyutlu maddeler, ya güçlendirici (reinforcing agent) ya da dolgu maddeleri (filler) olarak tanımlanır. Bu maddeler kauçuğun kuvvetlendirilmesi, işlenebilme özelliklerinin geliştirilmesi, ekonomik karışımlar oluşturması ve renklendirebilmesi amacıyla kullanılmaktadır.
32 18 Dolgu maddeleri, tabii kauçuğun mastikasyonu yapılarak, bu maddeleri bünyesine alabileceği anlaşıldıktan sonra kullanılmaya başlanmıştır. Güçlendirici türde olanlar, kauçuğun fiziksel ve mekaniksel özelliklerinde, kuvvetlendirici etkiler yaparken, dolgu maddesi türünde olanlar genellikle formülasyonu ucuzlatmakta ve bazı proses işlemlerinde iyileştirici özellikler sağlamaktadır. Güçlendirici Tesir sözcüğünden, polimer molekülleri ile etkileşime giren dolgu maddelerinin, karışımın fiziksel ve mekanik özelliklerini (kopma mukavemeti, modülüs, yırtılma ve aşınma mukavemeti) güçlendirmelerini anlıyoruz. Örneğin; hiçbir dolgu maddesi içermeyen saf SBR kauçuktan oluşan bir karışımın kopma mukavemeti değeri kg/cm 2 olarak test edilmesine rağmen, belirli bir oran ve özellikte karbon siyahı ile takviye edilmesi halinde bu değerin 200 kg/cm 2 ye ulaştığı görülmektedir. Dolgu maddesi miktarı, partikül boyutu ve yapısı, dolgu maddesi karışım etkileşimi ve şişme ve proses teknikleri fiziksel özellikleri belirlemede anahtar faktörlerdir [17] Dolgu Maddelerinin Sınıflandırılması Dolgu maddelerini, siyah ve beyaz dolgu maddeleri olarak iki sınıfa ayırmak mümkündür. Yapmış oldukları tesirlere göre de: Aktif dolgu maddeleri (güçlendirici) : karbon siyahı ve çöktürülmüş (presipite) silikalar Yarı aktif dolgu maddeleri (kısmen güçlendirici) : sodyum alüminyum silikat, kalsiyum silikat, talk, kaolin İnaktif dolgu maddeleri (güçlendirici etkisi olmayan) : kalsiyum karbonat(tebeşir) [20] Dolgu Maddelerinin Tanımlanması Kauçuklarda kullanılan dolgu maddelerini tanımlayan başlıca özellikler şunlardır: Spesifik gravite, Tanecik büyüklüğü, Yüzey alanı,
33 19 Yapı özellikleri. Bunlara ek olarak dolgu maddelerinin vulkanizasyon işlemine etkisi bakımından aşağıdaki özelliklerinin bilinmesinde fayda vardır: Istıldıkları zaman meydana gelen ağırlık kaybı Kül miktarı Suda çözünebilen madde miktarı Asidik veya bazik olması, Nem miktarı. Spesifik gravite : Kauçuktan elde edilen mamülün son ağırlığının belirlenmesi bakımından önemlidir. El topları bu konuya örnek olarak verilebilir. Yüksek spesifik graviteye sahip bir dolgu maddesinden yapılan ürünün, daha düşük spesifik graviteye sahip dolgu maddesinden yapılmış ürüne göre daha fazla dolgu maddesi harcaması gerektirdiğinden ağırlığı fazla olacaktır. Tane büyüklüğü ve dağılımı: Tane büyüklüğü ve dağılımı, dolgu maddelerinin kauçuğu güçlendirmesi yönünden en önemli parametrelerden biridir. Dolgu maddelerinin tane büyüklüğü, nanometre cinsinden ifade edilmektedir. Bir nanometre, milimetrenin milyonda biridir. Dolgu maddelerinin tane büyüklüğü nanometre arasında değişmektedir. Kauçuğu güçlendirme özelliğine sahip olanlar nanometre arasında tane büyüklüğüne sahiptir. Karbon siyahı taneleri ufaldıkça, birim hacimdeki yüzey artacağı için daha kolay ve daha fazla adsorbe edileceğinden, renk koyulaşır. Bu nedenle küçük taneli karbon siyahları, daha koyu siyah renkte olurlar. Yüzey alanı : Dolgu maddelerinin kauçuğu güçlendirme özelliklerinden bir diğeri, yüzey alanıdır. Yüzey alanı, tanecik büyüklüğü ve gözenekliliğin bir fonksiyonudur. Yüzey alanı, bir gram dolgu maddesinin yüzeyinin metrekare cinsinden alanının ifadesidir. Bunun dışında, birim hacimdeki dolgu maddesinin yüzey alanını ifade eden hacimsel spesifik alanda kullanılmaktadır (m 2 /cm 3 ). Yapı özelliği : Dolgu maddelerini oluşturan taneciklerin birbirlerine eklenerek uzun zincirler halinde üç boyutlu kümeler oluşturması sonucunda dolgu maddesi bir yapı
34 20 kazanmaktadır. Karbon siyahları için bu yapı üretim sırasında gaz fazda oluşmakta ve üretim şartlarına göre değişmektedir. Karbon siyahı dışındaki dolgu maddelerinde bu yapı, taneciklerin küresel şekillerini kaybederek, deforme olmasıyla ve yeni kümeler meydana getirmesi ile oluşmaktadır. Deformasyon ve küme oluşumu ne kadar fazla ise yapı da o kadar fazla olmaktadır [21] YUMUŞATICILAR Yumuşatıcılar, kauçuk sanayinde, dolgu maddeleri ile birlikte, bir karışımın iskeletini oluşturur. Dolgu maddelerinden sonra en çok kullanılan malzemelerdir. Yumuşatıcı kavramını, esas itibariyle, işlem kolaylaştırıcı yönüyle ele almak gerekir. İşlem kolaylaştırma prosesin çeşitli kademelerinde karşımıza çıkmaktadır : Yumuşatıcılar, polimer ve dolgu maddelerini ıslatarak karıştırma sırasında meydana gelen sürtünmeleri azaltır. Bu şekilde mekanik aşınmalar azaltılmış olur. Karıştırma sırasında, karışımın viskozitesini düşürerek, karıştırma enerjisini azaltır. Bu şekilde enerji tasarrufu sağlanmış olur. Dolgu maddelerinin ve kimyasallarının karışım içerisinde kolayca dağılımını sağlayarak, homojen kısımlar oluşmasını sağlar. Karışımın akışkanlığını arttırarak, işlenmesini kolaylaştırır. Karışımın yapışkanlığını arttırır. Düşük karıştırma ısıları sağlayarak, ön vulkanizasyon tehlikesini azaltır. Yüksek oranda dolgu maddeleri ile birlikte kullanıldığında, karışımın maliyetini düşürür. Karışımın fiziksel özelliklerinde değişiklikler meydana getirir (sertlik, uzama, elastikiyet ve düşük sıcaklık özellikleri) [22] Yumuşatıcıların Sınıflandırılması Yumuşatıcılar, polimer ile yaptıkları etkileşim özelliklerine göre sınıflandırıldığı gibi menşeine göre de sınıflandırılabilir. Burada fiziksel ve kimyasal yumuşatıcılar olarak iki kısımda ele alınacaktır.
35 21 Kimyasal yumuşatıcılar : Kauçuğun kimyasal yolla yumuşatılmasına peptizasyon katılan kimyasal maddelere peptizer adı verilir. Peptizasyon sonucu kauçuğun viskozitesi düşürülerek dolgu ve kimyasalların dağılımı kolaylaştırılmaktadır. Peptizer olarak kullanılan maddeler : fenil hidrazin tuzları, aromatik merkaptanlar difenil disülfid ve alkil aril sülfonatlardır. Fiziksel yumuşatıcılar : İsminden de anlaşılacağı gibi fiziksel yumuşatıcılar, karışımın ve vulkanize olmuş mamülün özelliklerine, önemli ölçüde etkiler yaparlar. 100 phr kauçuk esasına göre 5-20 phr arasında kullanılırlar. 20 phr üzerinde kullanıldığı zaman, ucuzlatıcı görevi görürler. 3 kısımda incelenirler: 1-Petrol Türevli Mineral Yağlar : Yumuşatıcılar arasında ucuz olması ve kolaylıkla polimer yapısına katılması nedeniyle, en çok kullanılan yağ grubudur. Karbon atomlarının diziliş şekillerine göre üçe ayrılır. Parafinik yağlar Naftenik yağlar Aromatik yağlar 2-Tabii Yağlar : Tabii yağlar, hayvansal ve bitkisel yağlar olmak üzere iki kısma ayrılır. Pamuk yağı, ay çiçek yağı, fındık yağı gibi bitkisel yağlar ile don yağı gibi hayvansal yağlar, ekstrüzyon kolaylaştırıcı özelliktedir ve yüzey parlaklığı sağlar. 3-Sentetik Yağlar : Fiyatlarının pahalı olması nedeniyle mineral yağlara göre daha az miktarda kullanılır. Genellikle polar yapıda olduklarından, polar NBR ve CR karışımlarında kullanılır. Hem karışımın fiziksel özelliklerine, hem de işlenebilme özelliklerine önemli etkiler yaparlar. Kauçuk karışımlarında genellikle 5-30 phr oranında kullanılırlar. Çeşitli fosfat, eter, thioeter, ester gruplarından oluşmuş yağlardır. DOP (dioktil ftalat), DBP (dibutil ftalat), DINP (diisono ftalat) en çok kullanılan yağlardır [23].
36 PROSES KOLAYLAŞTIRICILAR Kauçuk malzeme üretimi, hammaddenin depolama anından, mamulün oluşumuna kadar, bir seri işlemi kapsamaktadır. Her üretim kademesinde değişik zorluklar çıkabilmektedir. Bu zorlukları gidermek amacı ile proses kolaylaştırıcılar ya da diğer bir ifade ile proses yardımcı maddeleri geliştirilmiştir. Proses yardımcı maddelerinin işlevleri, yumuşatıcılara benzediği halde, karışıma düşük oranda katılmaları ve fiziksel özelliklere çok az tesir etmeleri nedeniyle farklılıklar göstermektedir. Proses yardımcı maddelerini şu şekilde sınıflandırabiliriz: Dağıtıcılar(dispergatörler), Akışkanlık arttırıcı maddeler, Mastikasyon yardımcı maddeler(peptizerler), Yapışkanlık arttırıcılar, Homojene edici maddeler, Kauçuk bağlı kimyasallar, Kalıp ayırıcılar, Özel amaçlı sentetik yumuşatıcılar [24] STABİLİZATÖRLER Stabilizatörler polimerlerin bozunmasını önlemek, dolayısıyla kullanım sürelerini uzatmak için kullanılırlar. Antioksidan ve antiozonant gibi stabilizatörler polimerlerin bozunmasını önlemek için kullanılırlar. Çeşitli antioksidant tipleri vardır. En yaygınları hindered phenol ve amin lerdir. Bunlar birincil antioksidant olarak bilinirler. Thiocompounds ve phosphites ikincil antioksidant olarak bilinir [25]. Antioksidantların peroksit sistemi ile kullanılması özel dikkat gerektirir. Çünkü bu malzemeler peroksitin dekompoze olmasından sonra ortaya çıkan radikaller için polimerle yarışırlar [26]. Antioksidant ve peroksit ve/veya antioksidant ve polimer radikalleri arasındaki reaksiyonlar, hem çapraz bağlama verimini düşürücü hem de antioksidanların aktivitelerini yitirmesine neden olur [27]. En çok etkili olan stabilizatörler aynı
37 23 zamanda peroksit çapraz bağlarını en çok engelleyenlerdir [28]. Antioksidanlar genelde iki sınıfa ayrılırlar: 1) Proses Stabilizatörleri, 2) Isı stabilizatörleri. EPDM gibi mükemmel ozon ve hava direnci, iyi ısı direnci olan malzemeler bile düşük miktarlarda antioksidantlarla stabilize edilirler. Peroksitle kürlenmiş TPV lar için uygun stabilizatör seçimi üç kritere göre yapılır: 1) Peroksit kürle az etkileşim, 2) Yaşlanmaya karşı iyi stabilite, 3) TPV a renk vermemesi [29] VULKANİZASYON Plastik haldeki kauçuk hamurunun, dışarıdan tatbik edilen bir enerji ile elastik hale dönüşme işlemine vulkanizasyon denir. Vulkanizasyon, uzun bir miktar yer değiştirme enerjisine sahip moleküllerin, çapraz bağlarla birbirine bağlanıp meydana gelen ağ örgüsü sayesinde yer değiştirmeyen bir yapının elde edilmesidir [30]. Elastomerler yüksek molekül ağırlıklı, uzun zincirimsi, amorf yapılı polimerik malzemelerdir. Elastomerler kür edilmediklerinde hamurumsu yapıdadırlar. Bu hallerinde herhangi bir uzama, esneklik özelliklerine sahip değildirler. Elastomerler belirtilen bu özelliklerinden kurtulmak için yüksek molekül ağırlıklı moleküllerle birbirlerine kimyasal çapraz bağlarla bağlanırlar. Bu bağlanma yüzlerce karbon atomunun birbirine yeterli bağ oluşum enerjisinin sağlanmasıyla oluşur ve bu bağlanmaya vulkanizasyon veya kür adı verilir [30].
 çapraz bağ yapısı) Vulkanizasyonun iki türü vardır:")
![Statik vulkanizasyon ve dinamik vulkanizasyon [31]](/docs-images/93/113612400/images/38-1.jpg ". 2.9.1.")
38 24 Şekil 2.8: Vulkanizasyon mekanizması (komşu (vıcınal) çapraz bağ yapısı) Vulkanizasyonun iki türü vardır: Statik vulkanizasyon ve dinamik vulkanizasyon [31] Statik Vulkanizasyon Statik vulkanizasyon konvensiyonel vulkanizasyon olarak bilinir ve sülfür bazlı kimyasal sistemlerle karbon-karbon ( C=C ) bağları arasında gerçekleşir. Şekil 2.9: Konvansiyonel vulkanizasyon mekanizması
39 25 Tablo 2.3: Bağ tipleri ve bağ enerjileri Bağ Tipi Bağ Enerjisi(kcal/mol) -C SX C <64 -C S S C 64 -C S C 68 -C C 84 Vulkanizasyonda en iyi sonuçlar (C-C) ve (C-S-C) şeklindeki kısa çapraz bağlanmalar neticesinde elde edilir. Statik vulkanizasyonda bağların kimyasal olarak birbirine bağlanabilmesi, bağ enerjilerinin aşılıp kullanılan kür sisteminin ağ yapı kurması için ısı, basınç ve kayma gerilmelerine ihtiyaç vardır. Statik vulkanizasyon sonucunda oluşan ağ yapı geri dönüşsüzdür [31] Dinamik Vulkanizasyon Polimerik malzemelerden olan elastomerler ve kauçuklar kür edilmeyip, çapraz bağlarla birbirine bağlanmadıklarında hamurumsu, sünek yapıdadırlar [30]. Bahsedildiği gibi kür işlemi elastomerlerin yapılarının tamamiyle değiştirilmesi işlemidir. İlk olarak Charles Goodyear kauçuğu kükürt ile ısıtarak vulkanizasyonu gerçekleştirmiştir. Dinamik vulkanizasyon tekniği 1962 yılında G. Fisher tarafından bulunmuş bir vulkanizasyon türüdür. Dinamik vulkanizasyon statik vulkanizasyondaki gibi doymamış düşük enerji seviyeli bağların kükürt, metal oksit, peroksit gibi bağ oluşturucu maddeler, ısı ve basınç yardımıyla doyurulup birbirine bağlanmasına benzer. Statik vulkanizasyonda bağların doyurulup çapraz bağlanması için uzun süren ısıtma ve basınç gereksinimleri dinamik vulkanizasyonda bertaraf edilmiştir. Oluşan çapraz bağlar ısı, basınç ve köprü elemanlarının yardımıyla geri dönüşsüz, kimyasal olarak çapraz bağlanırlar. Burada bağların oluşması için etkili üç parametre vardır: ıs, ısıtma süresi ve basınç. Dinamik vulkanizasyonda ısıtma polimerlerin işlenme sıcaklığında yapılır ve düşüktür; karıştırma süresi ve verimliliği daha fazladır. Karıştırma süresinin
40 26 ve verimliliğinin yüksek olması polimer üzerine etkiyen kayma gerilmelerinin polimer taneciklerini disperse etmesi ile ısı ve kayma gerilmelerinin oluşturduğu etki ile doyurulan bağlar çapraz bağlanmış yapı oluştururlar [31]. Bu bağların oluşturulması sırasında elastomerler yalnız olarak kür edilmez geri dönüşlü bağ yapısının oluşturulması için elastomerle birlikte termoplastik polimerler kullanılır. Termoplastik polimerlerin bağ yapısındaki doymuş bağlar, termoplastiklik özelliği olan tekrar işlenebilme dinamik vulkanizasyon kriterlerinden olan karıştırma ve bunun sonucunda ortaya çıkan dispersiyon sayesinde iki farklı polimer fazının yüksek mertebeden dağılımı neticesinde çapraz bağlanan yapılar ve bağlanmayan termoplastik fazların bir araya girmesinden dolayı fiziksel bağlanma ortaya çıkarırlar. Sözü edilen fiziksel bağlanma sonucunda ortaya termoplastikler gibi işlenebilen, geri dönüşümü olabilen ve kauçuk özelliği gösteren dinamik vulkanizasyon tekniği ortaya çıkar.kısaca dinamik vulkanizasyonun tabiatında doymamış düşük enerji seviyeli çifte bağların ısı ve basınç etkisi ile kükürt, peroksit, metal oksit gibi elementlerle bağlanması; termoplastiklik özelliğinin kazandırılması için matrisle uyumlu bir termoplastiğin yüksek mertebede disperse edilmesi tekniği vardır [31] Polipropilen (PP) / Etilen-Propilen-Dien-Monomer (EPDM) Termoplastik Vulkanizatlar (TPV) Termoplastik elastomerler (TPE), termoplastiklerin eriyikten şekillendirilebilme özelliği ile termoset çapraz bağlı kauçukların mekanik ve elastik özelliklerine sahiptirler. Termoplastik elastomerler ekstrüzyon, üfleme ile kalıplama, enjeksiyanla kalıplama, vakumla şekillendirme gibi farklı tekniklerle proses edilebilirler. Ayrıca üretim hurda ve artıkları tekrardan kullanılabilir yani bunlar geri dönüşü olan malzemelerdir. Termoplastik vulkanizatlar (TPV), TPE lerin özel bir sınıfını oluşturmaktadır [32]. Çoğu TPE lerin aksine TPV lar blok kopolimer değil, polimer harmanları temeline dayalıdır. TPV lar, birbiri ile karışmayan bir kauçuk ve bir termoplastik harmanının dinamik vulkanizasyonu ile üretilmektedir. Bu proseste kauçuk, termoplastik ile eriyik halde karıştırılırken seçimli olarak çapraz bağlanmaktadır. Sonuç olarak ürünler, bir termoplastik matris içinde dağılmış çapraz bağlı kauçuk partiküllerinden oluşmaktadır.
![27 Böylece TPV ların hem elastiklikleri, hem de eriyikten şekillendirilebilirlikleri izah edilebilmektedir [33].](/docs-images/93/113612400/images/41-0.jpg "Dinamik vulkanizasyon ilk önce 1963 de Gessler tarafından tanımlanmış, daha sonra Fisher (1973) ve Coran (1980-1982) ve arkadaşları tarafından geliştirilmiştir.")
41 27 Böylece TPV ların hem elastiklikleri, hem de eriyikten şekillendirilebilirlikleri izah edilebilmektedir [33]. Dinamik vulkanizasyon ilk önce 1963 de Gessler tarafından tanımlanmış, daha sonra Fisher (1973) ve Coran ( ) ve arkadaşları tarafından geliştirilmiştir lerin ortaları ve sonlarında önemli sayıda termoplastik elastomerik ürün ticarileştirilmiştir [34]. Ticari TPV ların çoğu etilen-propilen-dien monomeri (EPDM) ve polipropilen (PP) harmanı esaslıdır. PP kullanılmasının sebebi PP nin yüksek erime noktası (T m ) ve yüksek kristaliniteye sahip olmasından ve dolayısıyla yüksek sıcaklıklarda iyi özellikli TPV ların oluşmasına sebep oluşudur. EPDM kullanılmasının sebebi ise EPDM nin yüksek ısı, oksijen ve ozon stabilitesine sahip olması ve bunun sonucu olarak ısı oksidasyonu ve ozon direnci iyi olan TPV ların üretilmesini sağlamasıdır [35]. Şekil 2.10: Termoplastik elastomerlerin morfolojik yapısı PP/EPDM blendlerinde, EPDM fazını çapraz bağlamak için birkaç çapraz bağlama vasıtası kullanılmaktadır. Bu amaçla kullanılan çapraz bağlayıcı sistemleri, aktive edilmiş/aktifleştirilmiş FE/FA reçineleri ve peroksittir. Resol çapraz bağlaması sıklıkla kullanılmaktadır. Çünkü doymamış elastomer fazını seçimli olarak çapraz bağlar ve
42 28 termal olarak stabil çapraz bağlar oluşturur, fakat siyah lekeler ve renk bozulmasına yol açar. Peroksit, daha iyi renk ve daha yüksek çapraz bağlama hızı avantajına sahiptir. Peroksit sadece EPDM i çapraz bağlamaz,aynı zamanda PP in bozunmasına ve PP/EPDM TPV ın nihai özelliklerinin düşmesine yol açar. PP/EPDM TPV da, PP in bozunmasını azaltmak için triallil siyanürat (TAC), triallil izo-siyanürat (TAIC), trimetilol propantriakrilat (TMPTA) vs. gibi maddeler ilave edilmektedir. Bunlar PP in bozunmasını önlediği/yavaşlattığı gibi EPDM in çapraz bağlanma hızı ve çapraz bağ yoğunluğunu da arttırır [36,37].Teorik olarak çapraz bağlama vasıtası ve TAC gibi yardımcı maddenin sadece EPDM fazında yerleştiği ve maksimum miktarda çapraz bağlanmanın gerçekleştiği ve PP de hiç bozunmanın olmaması beklenir. Gerçekte PP in bozunması önlenemez. Bununla birlikte EPDM fazında daha çok çapraz bağlama vasıtasının olması ve PP ve EPDM fazlarındaki curing agent dağılımının bilinmesi beklenmektedir. Şekil 2.11: SnCl 2 ile aktive edilmiş reçine ile ENB-EPDM in çapraz bağlanma mekanizması [38]
43 29. R O O R 2 RO.. RO + ~ CH 2 ~ ~ CH ~ + ROH. ~ CH ~ ~ CH ~. + ~ CH ~ ~ CH ~. Disproportionation 2 ~ CH 2 C CH 2 CH 2 CH 3 ~ CH 2 CH CH 2 CH 2 ~ + ~ CH 2 C CH CH 2 ~ CH 3 CH 3. Beta. ~ CH 2 C CH 2 CH ~ ~ CH 2 C CH 2 + CH ~ scission CH 3 CH 3 CH 3 CH 3 Şekil 2.12: Bir peroksitin genel çapraz bağlama mekanizması [39] TPV ürünlerinin işlenmesi, PP ve EPDM in vulkanizasyonundan önce uniform dağılımını, EPDM in çapraz bağlanmasını ve faz dönüşümü (phase inversion) ve nihai olarak PP matriste çapraz bağlı EPDM partiküllerinin dispersiyonunu içerir. Bu nedenle proses karmaşıktır ve her bir kademenin kontrolü, mükemmel özelliklere sahip ürünler elde etmek açısından önemlidir [42]. PP ve EPDM in uyumu özel bir uyumlaştırıcıya gerek kalmadan EPDM fazının çok ince (1-3µm) dispers edilmesi ile sağlanabilir [41]. Sertliği düşürmek ve eriyikten işlenebilirliği iyileştirmek için normalde TPV a yüksek miktarda proses yağı katılır. PP, EPDM ve yağ arasındaki küçük polarite farkları sebebi ile yağ, EPDM ve PP fazları arasında dağılır ve her iki fazı şişirir. TPV ın reolojik ve mekanik özelliklerini anlamak için her iki fazdaki yağ miktarının bilinmesi gerekmektedir [40]. Ayrıca, termoplastik matris içinde fazla miktarda elastomer fazının disperse edilmesi de düşük sertlikli ürünler üretmek için bir yöntemdir [41]. Bileşimin ve çapraz bağ yoğunluğunun değiştirilmesi ile farklı özellikte TPV lar üretilebilir. TPV bileşimi sadece elastomer, termoplastik ve yağ ile sınırlı değildir. TPV karışımına, ek olarak dolgu maddeleri, stabilizatörler, alev geciktiriciler,
44 30 renklendiriciler gibi katkı maddeleri de katılabilir ve böylece ürün özellikleri geliştirilebilir [41] Vulkanizasyon Teknikleri Vulkanizasyon işlemi, değişik teknikler kullanılarak basınç ve yüksek sıcaklık altında gerçekleştirilir. En önemli vulkanizasyon metotları [43]; Pres vulkanizasyon Açık vulkanizasyon Sürekli vulkanizasyon Soğuk vulkanizasyon Pres Vulkanizasyon Adından da anlaşılacağı üzere, pres vulkanizasyon ısı ve basınç destekli kalıplarda yapılır. Vulkanizasyon presi hidrolik basınçla ayrılan iki veya daha fazla plaka içerir. Bu plakalar buhar ya da elektrikle ısıtılır. Kauçuk parçası ısıtılmış plakalar arasında, basınç altında ve değişik kalıplarda vulkanize edilir [43]. Kalıplama prosesi üç başlık altında sınıflandırılabilir [43]: 1. Basınç-Sıkıştırma Kalıplama 2. Transfer Kalıplama 3. Enjeksiyon Kalıplama Açık Vulkanizasyon Açık vulkanizasyon sıcak hava ya da buhar içinde gerçekleştirilebilir. Sıcak hava fırınlarında yapılan vulkanizasyon, sıcak havanın zayıf ısı transferinden dolayı çok verimli değildir ve oksijenin neden olduğu yaşlanmayı önlemek için daha düşük sıcaklıklarda uzun vulkanizasyon süresi gerektirir. Açık buhar vulkanizasyonu; içine parçanın yerleştirilip buhar verildiği, ısıtma ceketli otoklav olarak adlandırılan geniş konteynırlarda yapılır. Sıcak havadan farklı olarak doygun buhar daha iyi ısı transferi sağlar ve inert gaz gibi davranır. Sonuç olarak yüksek sıcaklıklarda daha kısa pişme süreleri mümkündür. Açık buhar pişirme hortum, kablo ve şerit gibi ekstrüde olmuş ürünlerde kullanılır [43].
45 Sürekli Vulkanizasyon Bu proseste kauçuk parçası şekillendirilir ve tek-hat operasyonuyla pişirilir. Sürekli vulkanizasyonun bir çok metodu vardır ve hepsi aynı ilkeye sahiptir; şekillendirilmiş pişmemiş ürün pişme ortamı boyunca transfer edilir. Pişirme ortamı sıvı, sıcak hava, buhar, mikrodalga ve infrared ve yüksek enerjili radyasyon olabilir. Sürekli vulkanizasyon genellikle ekstrüde olmuş ürünler; elektrik tesisatı kaplamaları, konveyör kemerleri ve döşemeler için kullanılır [43] Soğuk Vulkanizasyon İnce materyaller oda sıcaklığında sülfür monoklorit (S2Cl2) buharlarına maruz bırakılarak vulkanize edilebilirler. Bununla birlikte oda sıcaklığında vulkanizasyonu sağlayan ultra akseleratörler bu pişirme ajanlarının yerini almıştır [43]. Endüstriyel ölçekte TPV lar, tipik olarak iki vidalı ekstruderlerle üretilir. Bu da fazla miktarda proses esnekliğine izin vermektedir [33]. Bazı akademik çalışmalarda, dinamik vulkanize edilmiş termoplastik ve elastomerin morfolojisi, bunların fiziksel karışımları ile karşılaştırılmıştır [45,46]. Çalışmalar sonucunda elastomerin karışımdaki oranı fazla olsa da elastomer, karışımda dinamik olarak vulkanize edildiğinde elastomer karışımda dağılmış faz (dispersed phase) olduğu anlaşılmıştır.bu proses faz dönüşümü (phase inversion) olarak adlandırılır. Fakat ekstruderin içindeki eriyiğe ulaşılamadığı için ekstruderdeki faz dönüşümü şu ana kadar incelenememiştir. EPDM/PP karışımları (eşit oranda veya EPDM biraz daha fazla olduğunda) çapraz bağlanmadan önce cocontinous morfolojiye sahiptir. SnCl 2 ile aktive edilen resol sistemi ile beraber EPDM fazı disperse olur, dağılır. Bu nedenle, elastisite ve eriyik işlenebilirliği açısından dinamik vulkanizasyon gereklidir. Fiziksel karışımların ve TPV ların morfolojileri viskozite oranı ve karışım bleşiminin kombine edilmesi ile rasyonalize edilebilir. Avgeropoulos ve ark. ilk olarak gösterdi ki [47]; Düşük viskoziteli ve/veya yüksek hacim oranlı fazın matriks fazı olduğunu En yüksek viskoziteli ve/veya düşük hacim oranlı fazın dağılmış fazı olduğunu Benzer/yakın viskoziteler ve/veya eşit hacim oranları co-continuous morfolojiyle sonuçlandığını göstermiştir.
46 32 Kauçuğun çapraz bağlanması, kauçuk fazı viskositesini yükseltir ve bu da faz dönüşümüne neden olur. TPV ların çift-vida ekstruderlerindeki üretimi diğer makinelerdeki üretiminden çok daha karmaşıktır. Ekstruderde, termoplastiğin erimesi, kauçuğun dağılması ve çapraz bağlanma zaman içinde ayrılır. Genelde termoplastik ve elastomer ana beslemeden verilirken, çapraz bağ sistemi, doldu maddesi, yağ vs. ana beslemeden ve/veya yan beslemelerden verilir. Termoplastik erimeli, elastomer ve termoplastik karışmalı, heterojen fakat çok iyi dağılmış bir karışım elde edilmelidir. Yağ iki faza da yedirilmelidir, çapraz bağ sistemi çözünmeli ve elastomerin bağ yapması sağlanmalıdır. Bu farklı prosesler genelde aynı zamanda olur ve karşılıklı etkileşim içerisindedirler. Mesela, kauçuk fazın çapraz bağ yapması karışımın viskozite oranını etkiler, dolayısıyla karışımın dağılımını da etkiler. Çapraz bağlanma, karışımın dağılım sürecini etkileyebilir, çünkü termoplastiğin tamamen erimesinden önce oluşabilir. Benzer bir şekilde, yağ dağılımı kauçuk ve termoplastik fazlarının hacim oranlarını, viskoziteleri etkiler; dolayısı ile karışımın dağılımını etkiler veya eriyiğin sıcaklığı ve akışı ekstruder ekseninde dalgalanma yapar, bu da viskoziteleri etkiler. Formülasyon ve ekstruderin sıcaklığı, vida hızı, saatlik üretim hızı değiştirilerek ürün karakteristikleri oluşturulur [48] Termoplastik Vulkanizatlar (TPV) ların Kullanım Alanları Otomotiv Endüstrisi: Hortum kaplamaları, contalar, bagaj ve pencere contaları, vibrasyon emiciler, ateşleme tertibatı bileşenleri. Mimari ve İnşaat: Tavan ve yer dekorasyonu, pencere profilleri. Elektrik- Elektronik: Kablo izolasyonu, bilgisayarlar, telekomünikasyon. Diğerleri: Medikal ve gıda sektöründe elastomerik eşyalar, ofis ekipmanları, PP ve PE plastiklerde darbe mukavemeti arttırıcı [44,45] TERMOPLASTİK VULKANİZAT ( TPV ) ÇALIŞMALARI Naskar ve arkadaşları[49], farklı yapıdaki stabilizatörlerin katıldığı dikümil peroksit (DCP) ve triallil siyanürat (TAC) ile kürlenmiş PP/EPDM TPV ların yaşlandırmadan sonraki fiziksel özelliklerini incelemişlerdir. Stabilizatör olarak octadecyl-3,5-di-tert-
47 33 butil-4-hydroxyhydrocinnamate (Irganox 1076), tris (2,4-di-tert-butylphenil) phoshite (Irgafos 168), N-(1,3-dimetylbutyl)-N -phenyl-p-phenylenediamine (Santoflex 6PPD), benzenamine,n-{4-[(1,3-dimethylbutyl)imino]-2,5-cyclohehexadien-1-ylidine}(q-flex QDI), 2,2,4-trimethyl-1,2-dihydroquinoline, polymerized (Flectol TMQ), poly{[6- [(1,1,3,3-tetramethylbutylamino-1,3,5-triazine-4-piperidinyl)-imino]-1,6-hexanediy1 [(2,2,6,6-tetramethyl-4-piperdinyl)imino]}(hindered amine light stablizer) (HALS) (Chimmassorb 944LD), bis(hydrogenetad tallow alkyl)amines, oxidized(irgastab FS042) stabilizatörlerini kullanmışlardır. TMQ stabilizatörünün en iyi performansı gösterdiğini fakat TPV ürünlerinin rengini bozduğunu görmüşlerdir. Irganox Irgafos Chimmassorb 944 LD + Irgastab FS 042 grubunun yukarıdaki üç kritere göre en iyi stabilizatör grubunun olduğunu görmüşlerdir [49]. Chaihong ve arkadaşları[50], PP/EPDM TPV ında yağ ve çapraz bağlanma vasıtasının dağılım katsayılarını, PP fazının erime noktasını (T m ) DSC kullanarak ölçüp hesaplamışlardır. PP/EPDM TPV, çift vidalı bir ekstruderde peroksit çapraz bağlayıcısı kullanılarak hazırlanmıştır. Peroksit, PP in bozunmasına ve T m nin azalmasına yol açar. PP fazındaki yağ da, T m i düşürür. Saf PP in ve PP/EPDM TPV ının siklohekzan ile ekstraksiyonu öncesi ve sonrasında ölçülen T m değerleri arasındaki farka dayanarak yağ dağılım katsayısı olarak hesaplanmıştır. PP/EPDM TPV ının T m inin saf PP in T m ine göre azalması, PP in bozunması ve PP fazında yağın varlığının sonucudur. İlaveten, PP, yağ,çapraz bağlayıcının ilave sırasının da T m üzerinde önemli etkiye sahip olduğu test edilmiştir. Çapraz bağlayıcı dağılım katsayısı da 0.52 olarak hesaplanmışdır. Her iki katsayı birden küçüktür ve bunun hesaplanmasına dayanarak TPV ın dizaynı, hammaddelerin kontrolü, ilave sırası ve proses parametreleri ile sağlanabilir [50]. Van Duin[51], EPDM esaslı TPV larda, soğutma sırasında PP in kristalizasyonu ve yağın tekrar dağılımına atfedilen bir morfoloji değişikliğine işaret etmiştir. Soğutma sonucunda PP fazı katılaşır ve kısmen kistallenir ve EPDM partikülleri katı haldeki malzeme özelliklerini büyük ölçüde belirler. Bu kauçumsu halde yağın büyük ölçüde EPDM fazı tarafından absorblandığına inanılmaktadır. Bir miktar yağ, PP fazının amorf bölgelerinde kalabilir ki bu da TPV ın elastikliğini iyileştirir [51].
48 34 Ohlsson ve arkadaşları[52], dağılım katsayısı K yı PP fazındaki yağ konsantrasyonunun elastomer fazındaki yağ konsantrasyonuna oranı olarak tanımlamış ve PP fazının T g sindeki alçalmaya dayanarak 0.47 olarak hesaplamışlardır. PP ve EPDM fazlarının T g leri çakışabilir, bu taktirde T g leri kullanarak hesaplama yapmak doğru olmaz [52]. Jayaraman ve arkadaşları[53], PP ve kauçuk fazları arasındaki yağ dağılımını TPV harmanlarının TEM görüntülerinden hesaplamışlardır [53]. Sengers ve arkadaşları[54], dielektrik spektroskopi ile dağılım katsayısını 0.63 olarak hesaplamışlardır. PP in %45-50 si kristalin olduğundan ve yağ, kristalin bölgelerde bulunamayacağından, hesaplamada sadece amorf PP miktarı kullanılmış ve düzeltilmiş değer 0.89 olarak bulunmuştur. Bu sonuçlar, yağın katı haldeki dağılımını göstermektedir ve eriyik haldeki yağ dağılımından farklıdır. Eriyikte yağ muhtemelen her iki polimer fazında dağılmaktadır. Böylece düşük viskozite ve daha iyi işlenebilirlik elde edilir. Bu nedenle işleme şartlarında yağ dağılımının bilinmesi, opsiyonel işlenebilirliğe sahip TPV ların rasyonel dizaynı için çok önemlidir. Eriyik haldeki yağ dağılımını tespit etmek için kantitatif NMR analizi yapılmıştır [54]. Poliolefin modifikasyonunu iyileştirmek için kullanılan en genel metodlardan biri maleik anhidritin (MAH) bir peroksit varlığında reaktif olmasıdır. Campos ve arkadaşları[55], bu prosesin asıl avantajlarının çözücünün bulunmaması, kısa reaksiyon zamanı ve en önemlisi sürekli bir proses oluşu olduğunu görmüşlerdir [55]. Murillo ve arkadaşları[56], PP ve EPDM fiziksel karışımında kimyasal uyumluluğu ve aralarındaki etkileşimi arttırmak için her iki polimeri maleik anhidrit (MAH) ile modifiye etmişler, solvent olarak ksilen ve başlatıcı olarak da dikümil peroksit kullanmışlardır. Karışımların kalitatif ve kantitatif analizlerini FTIR spektroskopisiyle yapmışlardır. PP/EPDM oranının etkisi, dolgu maddesi miktarının etkisi ve karıştırma hızının etkilerini incelemişlerdir. En yüksek darbe mukavemeti, PP/EPDM oranının 70/30, dolgu maddesinin %15 ve karıştırma hızının 60 rpm olduğu durumda bulunmuştur [56].
49 35 Genişletici yağ ilave edilmiş PP/EPDM TPV larının reolojileri Han, White, Jain ve arkadaşları tarafından ölçülmüştür ve şu sonuçlar bulunmuştur: Kauçuk yüklemesi ile TPV lar artan bir akma gerilimine sahiptirler ve kayma viskozite eğrisi PP eriyiğinden daha güçlüdür [57,58]. Bazı araştırmacılar yağ verilmiş ve kauçuk miktarı ile sertlik değerleri değiştirilmiş TPV ların reolojilerini ölçmüşlerdir. Steeman ve Zoeteliff[59], TPV nın sertliğinin azalması ile akma geriliminin arttığını bulmuşlardır. Ama yüksek kesme hızında, kesme viskozitelerinin sertliğin azalması ile daha da azaldığını bulmuşlardır [59]. TPV ların reolojisinde EPDM nin etkisi hem PP/EPDM [60] karışımları ile hem de PP/EPDM/yağ karışımlarıyla [61] dinamik vulkanizasyon esnasında farklı miktarlardaki çapraz bağlayıcı ilavesi ile ölçülmüştür. Düşük uzama hızlarında (low-strain rates) bellek modülün (storage modulus) ve dinamik viskozite değerlerinin, kauçuk değerlerinin daha yüksek olduğu karışımlarda daha yüksek olduğu bulunmuştur. Çapraz bağ yoğunluğu elastomerlerin ve dinamik vulkanizatın en önemli parametrelerinden biridir. Mekanik özelliklerin birçoğu (modül, sertlik, yırtılma ve çekme mukavemeti, sürünme, gevşeme ve sıkıştırma eğilimi) çapraz bağ yoğunluğuna bağlıdır. Çapraz bağ yoğunluğunu ölçmek için kullanılabilir beş metod vardır. Geleneksel elastomer için denge-şişme ölçümleri, Mooney-Rivlin Plots [62] ile birleşiminde mekanik çekme testleri ve manyetik rezonans teknikleri (NMR) [63] bu amaç için kullanılır. Dinamik vulkanizatların daha kompleks ve karmaşık morfolojilerinden dolayı bu yöntemler TPV ın çapraz bağ yoğunluğunu ölçmede yetersiz ve elverişsiz kalır. Norbert Venneman ve arkadaşları[64], dinamik vulkanizatların çapraz bağ yoğunluğunu ölçmede Temperature Scanning Stress Relaxation (TSSR) adındaki yeni bir test metodunu kullanmışlardır. Bu test metodunun geleneksel şişme ölçümlerinden çok daha iyi sonuçlar verdiği görülmüştür. Bu metodun avantajı ölçümlerin kesin oluşudur. Şişme metodu ile yapılan ölçümler çok zaman almakta idi, fakat TSSR testlerinin hem daha kolay hem de daha hızlı uygulandığı görülmüştür. Ayrıca, TSSR ölçümlerinden PP fazının degradasyonu ve gevşeme davranışı hakkında da bilgi edinilmiştir [64]. Goharpey ve arkadaşları[65], TPV ların morfolojileri ve reolojik özellikleri arasındaki ilişki EPDM/PP karışımlarındaki EPDM oranlarını değiştirerek incelemişlerdir. %20,
50 36 40 ve 60 oranında EPDM içeren karışımlar hazırlamışlardır. Örnekler motor hızı 60 rpm olan bir internal laboratuar mikserinde hazırlanmıştır. Örneklerin morfolojileri Scanning Electron Microscopy si (SEM) ile incelendi. Örneklerin eriyik viskoelastik özellikleri ve reolojik davranışları C sıcaklıkta Rheometric Mechanical Spektrometry (RMS) inde incelenmiştir. TPV örneklerinde önemli bir viskozite düzelmesi ve güçlü bir bellek modülü (Storage Modulus) görülmüştür ve en yüksek değerler EPDM in %60 oranında olduğu örnekte görülmüştür. Bu sonuçlar örneklerin morfolojik özelliklerinde gösterilen pişirilmiş kauçuk partiküllerinin aralara dağılmasından kaynaklanan bir ağ yapısına sahip olmasına bağlanmıştır [65]. Tokita ve arkadaşları[66], Etilen-Propilen Monomer (EPM) ve Etilen-Propilen Dien Monomer (EPDM) polimerleri için başlangıç viskozitesinin bir fonksiyonu olarak maksimum gevşeme zamanı ile ağırlıkça E/P oranı arasındaki ilşki araştırılmıştır. EPM de etilen-propilen ağırlıkça oranı 60/40 ın altında olduğunda gevşeme zamanının yalnızca molekül ağırlığının bir fonksiyonu olduğu görülmüştür. Ağırlık oranı 60/40 ın üzerinde olduğunda etilen etkisinin meydana geldiği ve gevşeme zamanının aniden artarak en yüksek değere ulaştığı gözlemlenmiştir. Ayrılma sıcaklığının yaklaşık 50 0 C olduğu bulunmuştur. EPDM polimerinin polimerizasyon kinetiğinde, termonomer özelliklerinin, uzun, dallanmış zincir içine girmede önemli bir faktör olduğu anlaşılmıştır [66]. Baldwin[67], EPDM vulkanizatlarının yapılarının tanımlanmasında akseleratör tipi ve konsantrasyonu, pişme süresi ve sıcaklığı ve stearik asit konsantrasyonu gibi pişirim değişkenlerinin rolü araştırılmıştır. Stearik asitin vulkanizasyon için yararlı bir katkı maddesi olduğu bulunmuştur. Stearik asit konsantrasyonunun 0-4 phr (per hundred rubber) arasında artmasıyla pişmenin daha hızlı olduğu ve polisülfidik çapraz bağlanmanın azaldığı görülmüştür. Düşük yüzdeli polisülfidik çapraz bağlanma içeren vulkanizatlar oluşturmak için pişme süresinin uzatılması ya da düşük sülfür ve düşük sülfür/akseleratör oranı gerektiği bulunmuştur. Aynı çapraz bağlanma yoğunluğunda yüksek sıcaklıkta pişirimin düşük sıcaklıkta pişirimden daha düşük düzeyde polisülfidik çapraz bağlanma göstermiştir. Dialkiltiokarbamik asit türevi ve benzotiazoliltio radikaline sahip akseleratör karışımının maksimum pişme oranı için en
51 37 uygun olduğu ve düşük sülfür derecesine sahip daha kararlı çapraz bağlanmalar oluşturduğu bulunmuştur [67]. Fujio ve arkadaşları[68], EPDM ve Divinil Benzen (DVB) bileşimlerinin peroksit pişirimi üzerine sülfür etkisi araştırılmıştır. EPDM (veya EPM) ve DVB bileşimleri, sert vulkanizatlar elde etmek, oldukça iyi mekaniksel özelliklere sahip olmak ve yüksek çapraz bağlanma yoğunluğu sağlamak için peroksit ile pişirilmiştir. EPDM ve DVB bileşimlerinde az miktarda kükürt kullanımı yaşlanma öncesi modülüs değerinive kopma enerjisini önemli derecede arttırmıştır. Kükürt eklenmesiyle çapraz bağlanma artmış ve bunun sonucunda dinamik mekaniksel özekliklerin ve şişme davranışının iyileştiği gözlemlenmiştir. Elektron mikroskopisi çalışmaları sülfür içeren vulkanizatların dispersiyon durumunun sülfürsüz pişirilen vulkanizatlardan daha iyi olduğunu göstermiştir. Sülfür miktarı fazla kullanıldığında DVB nin yetersiz polimerizasyonu sonucu vulkanizatların modülüs değerlerinin önemli derecede azaldığı görülmüştür. Burada DVB polimerizasyonunun geciktiricisi gibi davranmıştır [68]. Pal ve arkadaşları[69], Silan bağlı ajan varlığında silika ve kil dolgulu EPDM kauçuğun kesit çalışması yapılmış ve polimer-dolgu maddesi etkileşmesi, ağ yapısı ve fiziksel özellikleri araştırılmıştır. Silan bağlı ajanların, bis(trietoksisil propil) tetrasülfid (Si-69), silika ve kil dolgulu doğal kauçuk sisteminin ağ yapısı ve sülfürasyon prosesi üzerinde önemli bir etkiye sahip olmamasına karşın polimer dolgu maddesi etkileşmesine bağlı olarak fiziksel özellikler değişik derecelerde geliştirilebilmiştir. Si-69 eklenmesinin hem silika hem de kil dolgulu karışımda mooney viskozitesini düşürdüğü, scorch süresini (ts 2 ) yükselttiği gözlemlenmiştir. Si- 69 un silika dolgulu karışımın optimum pişme süresini (t90 ) değiştirmezken kil dolgulu karışımın optimum pişme süresini arttırdığı görülmüştür. Si-69 hem çapraz bağlanma yoğunluğu hem de bağ oluşmasını, modülüs değerini ve sertliği arttırdığı için istenen yaşlanma özellklerinin ve stabilitenin oluşmasını sağladığı bulunmuştur. Kopma dayanımı ve uzama miktarının düşük dolgu miktarında ve Si-69 varlığında arttığı görülmüştür [69]. Van Den Berg ve arkadaşları[70], Etiliden norbornan dan (ENBH) vulkanizasyon ürünlerinin yapısı tanımlanmıştır. EPDM için model olan ve Etiliden norbornen (ENB) içeren ENBH ın sülfür, çinko oksit, stearik asit, tetrametiltiuramdisülfit (TMTD) ve
52 38 merkaptobenzotiazol (MBT) içeren sistemde vulkanizasyonu açıklanmıştır. Vulkanizasyon işlemi C de 1 saat yapılmıştır. Bu şartlar altında ana ürün genel yapısı C9H13-Sn-C9H13 olan bileşiklerin karışımıdır. Ayırma metodu olarak yüksek performanslı sıvı kromotografisi (HPLC) ve tanımlayıcı metot olarak proton magnetik rezonans (1H-NMR) kullanılarak her bir bileşiğin yapısı tanımlanmıştır [70]. Van Den Berg ve arkadaşları[71], Etildien norbornen den vulkanizasyon ürünleri üzerine sıcaklık ve zamanın etkisi araştırılmıştır. Vulkanize olmuş EPDM de kükürt çapraz bağlanmaları üzerine vulkanizasyon sıcaklığının ve zamanın etkisi düşük moleküler model olarak ENBH (C9H14) bileşiği kullanılarak çalışılmıştır. Vulkanizasyon şartları 180, 160, 140 ve C de 60 dakika ve C de 60,30,15,5 dakika olarak belirlenmiştir. Yüksek sıcaklıklarda daha yüksek sülfit çapraz bağlanmaları yerine disülfidik çapraz bağlanmaların oluşumunun tercih edildiği, daha yumuşak vulkanizasyon şartları altında (60 dakika C de veya C de 5 dakika) bağlanmaları hemen hemen olmadığı ve pentasülfidik çapraz bağlanmaların en fazla olduğu görülmüştür [71]. Abdel Aziz ve arkadaşları[72], EPDM kauçuğun radyasyon vulkanizasyonu üzerine farklı polifonksiyonel bileşiklerin etkisi araştırılmıştır. γ- radyasyon ile vulkanize edilmiş EPDM kauçuğunun termal yaşlanması üzerine farklı antioksidantlar ve antioksidant karışımlarının etkisi incelenmiştir. Işınlanmış örneklerin C de 28 gün sonunda termal yaşlanması; kopma anında gerilme kuvveti ve uzama miktarı ile değerlendirilmiştir. Antioksidant tipleri arasındaki korelasyon, konsantrasyon ve verimlilik termogravimetrik analiz ( TGA ) ve diferansiyel tarama calorimetri (DSC) kullanılarak incelenmiştir [72].
53 39 3. MALZEME VE YÖNTEM 3.1. MALZEME-KİMYASAL Tez çalışmasında termoplastik olarak PP ( Polipropilen, PETKİM ürünü PETOPLEN MH 418, MFI: g/10 dk., ASTM D-1238), kauçuk olarak EPDM ( Etilen- Propilen-Dien-Monomer, KUMHO ürünü KEP 901, etilen norbornen (ENB), etilen oranı: % , ENB oranı : % ), uyumlaştırıcı olarak SEBS ( Stiren- Etilen- Butadien-Stiren, KRATON ürünü E 1820ES, stiren oranı %31.7 ), plastifiyan olarak ise parafinik yağ ( PETROYAĞ ürünü WOT 68, yoğunluk: kg/m 3, ASTM D 4052, TS EN ISO ) ticari ürünleri kullanılmış olup genel özellikleri aşağıda verilmiştir. Çapraz bağlayıcı olarak SnCl 2 ile aktive edilmiş fenolik reçine kullanılmıştır. Tablo 3.1: Kullanılan MH 418 Polipropilen ürün özelliği DENEY ADI BİRİMİ DEĞERİ METODU Erime Akış Hızı (MFR) (2160 g, C) g/10 dk ASTM D-1238 Kirlilik, 100 g ad Max. 10 TM-113 Balık Gözü ad/g Max. 11 TM-125 Akma Noktasında Gerilme Dayanımı kg/cm ASTM-638 Kopma Noktasında Gerilme Dayanımı kg/cm ASTM-638 Renk B 10 D Hunter Lab. CQ Tablo 3.2: Kullanılan KEP 901 EPDM ürün özelliği ÖZELLİK Uçucu ML(1+8)125 0 C OIL Etilen ENB BİRİMİ (wt%) (MU) (phr) (wt%) (wt%) DEĞERİ 0.75 MAX
54 40 Tablo 3.3: Kullanılan E-1820ES SEBS ürün özelliği ÖZELLİK TEST METODU BİRİMİ DEĞERİ Stiren oranı BMS0407 (wt%) Uçucu miktarı KM04 (wt%) 1.0 max Antioksidan miktarı KM08 (wt%) 0.03 min Çözelti viskozitesi BMS0380 Pa.s 1.1 Tablo 3.4: Kullanılan WOT 68 Parafinik yağ ürün özelliği YAPILAN TESTLER TEST STANDARDI ÖLÇÜLEN DEĞERLER Yoğunluk 15 0 C,kg/m 3 ASTM D 4052 TS EN ISO Alevlenme Noktası, 0 C Viskozite 40 0 C,Cst ASTM D 92 TS EN ISO 2592 ASTM D 445 TS 1451 EN ISO Akma Noktası, 0 C ASTM D 97 TS 1233 ISO Kırılma İndisi 20 0 C ASTM D Görünüş GÖZLE MUAYENE BERRAK Koku - KOKUSUZ Dolgu maddesi olarak ESEN MİKRONİZE ürünü Kalsit A-3, AVS MİNERAL ürünü Kaolin ( EM 62, Rafine Dolgu Kaolini), Southern Clay ürünü Kloisit 20A olmak üzere üç farklı dolgu maddesi kullanılmış olup genel özellikleri aşağıda verilmiştir. Tablo 3.5: Kullanılan A-3 Kalsit ürün özelliği DEĞER ARALIĞI BULGU RENK CaCO 3 min. % MgCO 3 max. % HCl de ÇÖZÜNMEYEN max. % NEM max. % TOP CUT (D 97) micron micron ORTALAMA (D 50) micron 4.89 micron YÜZEY ALANI ÖLÇÜMÜ (BET) m 2 /gr
55 41 Tablo 3.6: Kullanılan EM 62 Kaolin ürün özelliği KİMYASAL ÖZELLİKLERİ SiO 2 % 50,00 Al 2 O 3 % 30,00 Fe 2 O 3 % 0,50 TiO 2 % 0,60 K 2 O % 3,30 CaO+MgO % 1 Na 2 O % 0,15 Ateş Zaiyatı (1000 C) % 15 FİZİKSEL ÖZELLİKLERİ Beyazlık (R457) % 84 ± 2 Sarılık % 6 ± 1 Rutubet % 3,0 ph 6,5-8 Serbest Yoğunluk g/cm 3 0,50-0,60 Yüzey Alanı Ölçümü (BET) m 2 /g 8-10 D.O.P. Yağ Emme Mik. ml/100g TANE DAĞILIMI Elek Analizi 45 µm % 0, µm % 1,50-2 µm % 55,00 Tablo 3.7: Kullanılan Kloisit 20A ürün özelliği Organik grup Katyon değiştirme kapasitesi ( CEC) di-metil di-hidrojene tallow kuarterner amonyum tuzu (2Me2HT) 95 meq/100g. kil Nem < % 2 ( ağ. ) Organik grup miktarı % 38 ( ağ.) Spesifik gravite 1.77 g/cm 3 %90 < 13 µ Partikül boyutu Yüzey alanı ölçümü ( BET ) %50 < 6 µ %10 < 2 µ m 2 /gr

 eş yönlü (co-rotating) çift vidalı ekstruderde hazırlanmıştır.")
56 CİHAZLAR VE YÖNTEMLER Çift Vidalı Ekstruder PP/EPDM TPV örnekleri, eriyik harmanlama yöntemine göre Şekil 3.1 ve 3.2 de görülen Rondol marka, 10 mm vida çaplı, 20 D vida uzunluğunda, vida konfigürasyonu ayarlanabilir (segmented screw) eş yönlü (co-rotating) çift vidalı ekstruderde hazırlanmıştır. Şekil 3.1: Çift vidalı ekstruder Şekil 3.2: Çift vidalı ekstruder vida görünümü
57 Örnek Hazırlama Örnek hazırlanmadan önce, kullanılan tüm kimyasallar 70 0 C de vakum etüvünde bir gece boyunca vakum etüvünde kurutulmuştur.örneklerin hazırlanmasında, ekstruder sıcaklıkları girişten kafa çıkışına doğru C olarak uygulanmış ve 75 devir/dakika vida hızında çalışılmıştır.ekstruderden çıkan örnekler su banyosunda soğutulup kırıcıda (pelletiser) pellet haline getirilmiştir. Deneysel çalışmalarda, farklı bileşimlerde örnekler hazırlanmış, bu örneklerde çapraz bağlayıcının, uyumlaştırıcı ve plastifiyanın kullanılması, dolgu maddelerinin kullanılması ürün özelliklerini ne şekilde etkilediği incelenmiştir. Örneklerin hazırlanmasında 100 kısım PP/EPDM başına gerekli ağırlık oranında ( phr, parts per hundred polymer ) uyumlaştırıcı ve plastifiyan tartılarak TPV karışımları önce karıştırıcıda yaklaşık 1,5 saat karıştırıldıktan sonra ekstrudere yüklenmiştir. İlk grup çalışmada farklı oranlarda PP/EPDM örnekleri hazırlanmış daha sonra bu karışımlara SnCl 2 ile aktive edilmiş fenolik reçine ( çapraz bağlayıcı ) ilave edilerek çapraz bağlayıcının PP/EPDM karışımları üzerine etkisi incelenmiştir. Hazırlanan bu karışımlara bir de uyumlaştırıcı ( SEBS ) ve plastifiyan ( proses yağı, WOT 68) ilave edilerek TPV örneklerine etkisi incelenmiştir.örneklerin bileşimi Tablo 3.8. de verilmiştir. Tablo 3.8: Çapraz bağlayıcı, plastifiyan ve uyumlaştırıcı etkisinin incelendiği örneklerin bileşimi ( % Ağırlıkça Bileşim ) Örnek Kodu PP EPDM Reçine SnCl 2 Proses Yağı SEBS O O O C ,05 0,7 - - C ,75 0,5 - - C ,45 0,3 - - P ,05 0, P ,75 0, P ,45 0,3 27 8
58 44 İkinci grup çalışmada hazırlanan TPV örneklerine ( P1,P2 ve P3 ) üç farklı dolgu maddesi (kalsit, kaolin ve kloisit) farklı oranlarda ilave edilerek dolgu maddelerinin TPV örneklerinin mekanik özellikleri üzerindeki etkileri incelenmiştir. Hazırlanan örneklerin bileşimi Tablo 3.9. da verilmiştir. Tablo 3.9: Dolgu maddesi tipi ve miktarı değişiminin incelendiği örneklerin bileşimi ( ağ. % ) Örnek Proses PP EPDM Reçine SnCl 2 Kodu Yağı SEBS Kalsit Kaolin Kloisit P1X ,05 0, P1X ,05 0, P1X ,05 0, P1Y ,05 0, P1Y ,05 0, P1Y ,05 0, P1Z ,05 0, P1Z ,05 0, P1Z ,05 0, P2X ,75 0, P2Y ,75 0, P2Z ,75 0, P3X ,45 0, P3Y ,45 0, P3Z ,45 0, Sıcak Pres Pellet haline getirilmiş TPV örneklerinden mekanik testleri için Şekil 3.3. de gösterilen Qulitest marka sıcak preste test numuneleri hazırlanmıştır. Paslanmaz çelik plakalı sıcak preste 200 µ kalınlığında teflon tabakalar arasına konulan malzeme C de ilk olarak 10 dakika basınçsız ön ısınmaya tabi tutulmuş, ardından yine aynı sıcaklıkta 5 dakika 50 kg/cm 2 basınçta sıkıştırılarak test plakaları haline getirilmiştir. Presleme sonunda plakalar hızlı su soğutmasıyla ( yaklaşık 40 0 C/dak. ) oda sıcaklığına soğutulmuştur.


59 45 Şekil 3.3: Sıcak pres Sertlik Ölçümleri EPDM/PP dinamik vulkanize karışımlarından elde edilen sıcak preste basılan test numunelerinin sertlikleri Şekil 3.4 te gösterilen Shore A durometre ile ölçüldü. Şekil 3.4: Shore A durometre


60 Çekme Kopma Test Cihazı Tüm TPV numunelerinin çekme testi ASTM D 412 standardına uygun olarak Korozo Ambalaj San. firmasının kalite kontrol laboratuarında bulunan Şekil 3.6. da gösterilen ZWICK ROELL Z010 markalı çekme cihazı kullanılarak yapıldı. Test hızı 5 mm/dak olarak uygulandı. Şekil 3.5: Çekme kopma test cihazı Differential Scanning Calorimetry ( DSC ) TPV örneklerinin erime ve kristallenme sıcaklığı gibi bazı faz geçiş sıcaklıkları ve entalpilerinin belirlenmesinde Diferansiyel Taramalı Kalorimetre (Differential Scanning Calorimetry, DSC) cihazı kullanılmıştır. DSC analizleri, TETRATEK SII EXSTAR 6000 DSC 6200 markalı DSC cihazında gerçekleştirilmiştir. Analizler Al kröze içindeki 2,5-5 mg ağırlığında örneklerle 50 ml/dk. azot akımı altında geçekleştirilmiştir. Uygulanan ısıtma programı, C ler arasında 20 0 C/dk ısıtma hızı olarak uygulanmıştır. Uygulanan soğutma programı ise C ler arasında 20 0 C/dk soğutma hızı olarak uygulanmıştır. Malzemelerin erime entalpileri (ΔH m, J/g) bulunarak, 3.1 nolu denklem ile kristallenme yüzdeleri (X c ) hesaplanmıştır. %100 kristalin polpropilenin erime entalpisi (ΔH 0 m ) 209 J/g olarak alınmıştır.
61 47 ΔH m X c % = x 100 (3.1) w x ΔH m Taramalı Elektron Mikroskopisi ( Scanning Electron Microscopy: SEM ) EPDM/PP dinamik vulkanize karışımlarının yüzey morfolojileri SEM görüntüleri ile incelenmiştir. Sıvı azot içinde kırılmış örnekler inert ve geçirgen bir yüzey elde etmek için vakum altında altınla kaplandı. SEM cihazının çektiği mikroyapı resimleri ile karışımı oluşturan polimerlerin morfolojik yapıları, dispersiyon oranları ve partikül boyutları tespit edilmeye çalışıldı X Işını Kırınım Difraktometresi (XRD) Hazırlanan TPV örneklerinin yapısal karakterizasyonunda, Rigaku D/Max-2200/PC model X-Işını kırınım cihazı kullanılmıştır. Bu analizle kil tabakalarının polimer içindeki dağılımı belirlenip, organokil tabakalarının arasındaki mesafe hesaplanmıştır. Cihazda Cu-anot ışın kaynağı altında 40 kv ve 30 ma de 3 o -60 o kırınım açıları arasında, 2 o /dak lık hızla tarama yapılmıştır. Örneklerdeki kil dağılımları ve organokil tabakalar arası mesafeler 3.2 ile gösterilen Bragg eşitliği ile hesaplanmıştır. λ = 2.d.sin θ (3.2) Bragg eşitliğinde λ, kullanılan x ışınının dalga boyunu (0,154 nm), θ kristal faza ait XRD analizi ile elde edilen pik değerinin (2θ) yarısını göstermektedir Termogravimetrik Analiz (TGA) Hazırlanan TPV örneklerinin ısıl bozunma davranışları, TG-60WS-Shimadzu cihazında analiz edilmiştir mg arası tartılan örnekler, platin kröze içinde oda sıcaklığından 900 o C ye kadar 20 o C/dak. ısıtma hızıyla hava akımı (50 ml/dak.) altında ısıtılarak termal-oksidatif bozunma davranışları tespit edilmiştir.

62 48 4. BULGULAR 4.1. ÖRNEKLERİN FİZİKSEL GÖRÜNÜMLERİ Şekil 4.1. de ekstruderin pelletleştiricisinde granül haline getirilmiş ve sıcak preste basılıp kaşık şeklinde kesilmiş sırasıyla O1, C1 ve P1 kodlu TPV örneklerinin fotoğrafları görülmektedir. Şekil 4.2. de ise sırasıyla P1, P1X1, P1Y3 ve P1Z1 kodlu TPV örneklerinin fotoğrafları görülmektedir. Şekil 4.1: O1-C1-P1 örneklerine ait fotoğraflar Fotoğraflarda da görüldüğü gibi TPV örneklerinin rengi krem rengidir.o1 ( 30/70 PP/EPDM) in rengi daha açık, C1 in rengi reçine (çapraz bağlayıcı) ilavesinden dolayı daha sarımsı, P1 in rengi ise plastifiyan ( WOT 68 ) ilavesinden dolayı C1 den daha sarıdır.

63 49 Şekil 4.2: P1-P1X1-P1Y3-P1Z1 örneklerine ait fotoğraflar P1-P1X1-P1Y3-P1Z1 örneklerine ait fotoğraflara bakıldığında ise dolgu maddesinin cinsine bağlı olarak TPV örneklerinin renklerinde farklılık görülmektedir. P1 e kalsit ilave edildiğinde ( P1X1 ) renginin daha mat olduğu, kaolin ilavesinde ( P1Y3 ) ise rengin bozulduğu yani koyulaştığı, kloisit ilavesinde ( P1Z1 ) renkte fazla bir değişiklik olmadığı görülmektedir. TPV örneklerinin renkleri sanayide kullanımında çok önemlidir. Hazırlanan TPV lar doğal rengi ile değil müşterinin istediği renkte hazırlanarak satışa sunulmaktadır. Bundan dolayı istenilen rengi elde etmek için TPV örneklerinin renklerinde görülen bozulmayı kapatmak için daha çok pigment kullanılacaktır ve bu pek tercih edilen bir durum değildir.
64 SERTLİK BULGULARI Hazırlanan tüm TPV örneklerinin ölçülen sertlik bulguları Tablo 4.1 ve Tablo 4.2 de gösterilmiş, Şekil 4.3 ve Şekil 4.4 de ise ölçülen sertlik bulguları birbirleriyle karşılaştırılmıştır. Tablo 4.1: İlk grup çalışmada hazırlanan TPV örneklerinin sertlik bulguları Örnek kodu EPDM O1 O2 O3 C1 C2 C3 P1 P2 P3 Sertlik değeri (± 2 Shore A) SERTLİK EPDM O1 O2 O3 C1 C2 C3 P1 P2 P3 Şekil 4.3: İlk grup çalışmada hazırlanan TPV örneklerinin sertlik bulguları Tablo 4.1 ve Şekil 4.3 deki sertlik bulguları incelendiğinde EPDM in tek başına sertliği düşükken PP ile karıştırıldığında hazırlanan O1 (EPDM/PP 70/30), O2 (EPDM/PP 50/50), O3 (EPDM/PP 30/70) karışımlarında sertlik değerinin ilave edilen PP miktarına bağlı olarak arttığı görülmektedir. C1, C2 ve C3 örneklerinin sertlik değerleri incelendiğinde ilave edilen reçine miktarına bağlı olarak sertliklerde az da olsa artma görülmektedir. Reçine ilavesiyle EPDM in çapraz bağlanması artışın sebebi olarak gösterilebilir. P1, P2 ve P3 örneklerinin sertlik değerleri incelediğinde plastifiyan (proses yağı, WOT 68) ilavesine bağlı olarak sertlik değerlerinin düştüğü
65 51 görülmektedir. Sonuçlardan da anlaşılacağı gibi düşük sertlik değerinde ürün eldesi için proses yağı ilavesi önemli rol oynamaktadır. Tablo 4.2: Dolgu maddesi ilavesiyle hazırlanan TPV örneklerinin sertlik bulguları KALSİT İLAVELİ ÖRNEKLER Örnek kodu P1X1 P1X2 P1X3 P2X1 P3X1 Sertlik değeri (±2 Shore A) KAOLİN İLAVELİ ÖRNEKLER Örnek kodu P1Y1 P1Y2 PIY3 P2Y1 P3Y1 Sertlik değeri (±2 Shore A) KLOİSİT İLAVELİ ÖRNEKLER Örnek kodu P1Z1 P1Z2 P1Z3 P2Z1 P3Z1 Sertlik değeri (±2 Shore A) SERTLİK P1 P1X1,P1X2,P1X3 P1Y1,P1Y2,P1Y3 P1Z1,P1Z2,P1Z3 Şekil 4.4: Dolgu maddesi ilavesiyle hazırlanan TPV örneklerinin sertlik bulguları Tablo 4.2. ve Şekil 4.4 teki sertlik bulguları incelendiğinde TPV örneklerine ilave edilen kalsit ( % 20, 40, 60 ), kaolin (% 5, 10, 20) ve kloisit ( % 2, 5, 8 ) dolgu maddelerine ve miktarlarına bağlı olarak ürüne tokluk kazandırdıklarından dolayı sertlik değerlerinde artma görülmektedir. Kaolin ve kloisit içeren eşdeğer kodlu ürünlerin sertlik değerleri tamamen aynıdır. Ancak eşdeğer kodlu kalsit içeren
66 52 örneklerin sertlik değerleri kaolin ve kloisit içeren örneklerinkinden %3-4 oranında daha fazladır. Ticari TPV ler, mükemmel hava alabilirliği (weatherability), düşük yoğunlukları ve nispeten düşük maliyetleri nedeniyle çeşitli uygulamalarda ( otomobil parçaları, kablo izolasyonu, ayakkabı, ambalaj ve tıbbi uygulamalar gibi ) kullanılmaktadır. TPV harmanlarına ilave edilen cam elyafı, talk, kalsiyum karbonat ve mika gibi konvansiyonel katkı maddeleri sertlik ile birlikte eriyik viskozitesi, ağırlık, ısıl bozunma sıcaklığı ve boyutsal kararlılığı da arttırır, ancak tokluk ve optik berraklık/saydamlığı azaltırlar. Bu geleneksel takviye ve dolgu maddeleri yüksek miktarlarda kullanıldıklarından ağırlık artışına yol açarlar ki bu da otomotiv uygulamaları için dezavantajdır. Bu çalışmada da aynı sertlik değerleri %20 Kalsit = %5 Kaolin = %2 Kloisit veya %60 Kalsit = %20 Kaolin = %8 Kloisit ilavesi ile elde edilmiştir. Dolayısı ile Kalsit-Kaolin-Kloisit sırasında ilave edilen dolgu takviye malzemesi miktarı azalmıştır. Az miktarda ( %2-8 ) kloisit ilavesi ile aynı sertlik performansı sağlanmıştır ki bu durum otomotiv uygulamaları için uygun maliyetlidir. Üstelik bu maddeler, katkı maddesi içeriği düşük olduğu için geri kazanılabilir. Şekil 4.5 te ise artan PP miktarının, hazırlanan TPV örneklerinin sertlik değerlerine etkisi gösterilmiştir SERTLİK P1 P1X1,P2X1,P3X1 P1Y1,P2Y1,P3Y1 P1Z1,P2Z1,P3Z1 Şekil 4.5: Artan PP miktarının sertlik değerlerine etkisi
67 53 %20 kalsit ilaveli örneklerde PP miktarının artması ile örnek sertlikleri 67, 79 ve 91 değerlerini almıştır. %5 kaolin ilaveli eşdeğer örneklerin sertlikleri ise 65,77 ve 88 sırasında; %2 kloisit içeren örneklerde PP miktarının %30 dan %70 e artışı ile sertlik değerlerinin 65, 76 ve 88 sırasında artış gösterdiği tespit edilmiştir. Kaolin ve kloisit katkılı örneklerde, katkı maddesi miktarının artışında olduğu gibi, PP miktarının artışında da eşdeğer kodlu kaolin ve kloisit katkılı örneklerin sertlikleri tamamen aynı değerleri göstermiş; kalsit ilaveli örneklerin sertliklerinin ise yaklaşık %3 oranında daha yüksek olduğu belirlenmiştir ÇEKME KOPMA TEST BULGULARI Hazırlanan tüm TPV örneklerinin kopma anında ölçülen gerilme dayanımı (kgf/cm 2 ) ve uzama (%) değerleri Tablo 4.3, Tablo 4.4 ve Tablo 4.5 te gösterilmiş, Şekil 4.6, Şekil 4.7 ve Şekil 4.8 de ise ölçülen gerilme dayanımı ve uzama değerleri birbirleriyle karşılaştırılmıştır. Tablo 4.3: PP, fenolik reçine ilave edilmeden hazırlanan örneklerin (O1,O2,O3), çapraz bağlayıcı, uyumlaştırıcı ve plastifiyan ilave edilerek hazırlanan TPV örneklerinin (P1,P2,P3) kopma anındaki ölçülen gerilme dayanımı ve uzama değerleri ÖRNEK KODU GERİLME DAYANIMI (kgf/cm 2 ) UZAMA (%) (KOPMA ANINDA) (KOPMA ANINDA) PP O O O P P P
68 GERİLME DAYANIMI (kgf/cm UZAMA (%) PP O1,O2,O3 P1,P2,P3 0 PP O1,O2,O3 P1,P2,P3 Şekil 4.6: PP, O1-O2-O3, P1-P2-P3 kodlu ürünlerin gerilme dayanımı ve uzama değerlerinin karşılaştırılması Tablo 4.3 ve Şekil 4.6 incelendiğinde polipropilenin tek başına gerilme dayanımı ve uzama değerinin çok yüksek olduğu, PP e EPDM ilave ettiğimizde { O1 (EPDM/PP oranı 70/30),O2 (EPDM/PP oranı 50/50), O3 (EPDM/PP oranı 30/70) } ise EPDM kauçuğunun gerilme dayanımı düşük olduğundan bu değerlerin azaldığı görülür. O1, O2, O3 incelendiğinde artan EPDM miktarında gerilme dayanımı ve uzama değerleri azalmıştır. P1, P2, P3 kodlu ürünlerin gerilme dayanımı ve uzama değerleri incelendiğinde ise çapraz bağlayıcı, uyumlaştırıcı ve plastifiyanın etkisi ile gerilme dayanımı ve uzama değerlerinde O1, O2, O3 ün değerlerine göre artma olduğu görülmektedir. Bir nanokompozitin gerilme dayanımı şu faktörlere bağlıdır: Organokilin veya katkı maddesinin TPV matris içindeki dispersiyonu TPV matris ile kil/katkı maddesi etkileşimi TPV deki EPDM ve PP fazlarının uyumluluğu Dolgu-dolgu etkileşimi Nanokompozitin gerilme dayanımındaki artış, polimer matrisi ve dolgu maddesi etkileşiminden kaynaklanmaktadır. Polimer matrisinin kil tabakalarının arasına girmesi (interkalasyon) polimer-dolgu etkileşimini arttırır [84].
69 55 Tablo 4.4: P1 in dolgu maddesi ilavesiyle hazırlanan TPV örneklerinin gerilme dayanımı ve uzama değerleri ÖRNEK KODU GERİLME DAYANIMI (kgf/cm 2 ) UZAMA (%) (KOPMA ANINDA) (KOPMA ANINDA) P P1X P1X P1X P1Y P1Y P1Y P1Z P1Z P1Z GERİLME DAYANIMI (kgf/cm UZAMA (%) P1 P1X1,P1X2,P1X3 P1Y1,P1Y2,P1Y3 P1Z1,P1Z2,P1Z3 200 P1 P1X1,P1X2,P1X3 P1Y1,P1Y2,P1Y3 P1Z1,P1Z2,P1Z3 Şekil 4.7: P1 in dolgu maddesi ilavesiyle hazırlanan TPV örneklerinin gerilme dayanımı ve uzama değerlerinin karşılaştırılması Tablo 4.4 ve Şekil 4.7 incelendiğinde P1 örneğine %20, %40 ve %60 kalsit ilavesi ile gerilme dayanımı değerlerinde P1 e göre sırası ile %11, %23, %38 lik azalma görülmüştür. Aynı örneğe %5, %10 ve %20 kaolin ilavesi ile gerilme dayanımında P1 e göre %4, %9 ve %29 luk azalma gözlenmiştir. %2, %5 ve %8 kloisit ilavesi P1 örneğinin gerilme dayanımı değerleri P1 e göre, kalsit ile kaolin ilavesinin aksine sırası ile %29, %65 ve %105 artış göstermiştir. Kalsit ve kaolin ilavesi ile gerilme dayanımı değerlerinde gözlenen düşme polimer matrisi ile kalsit veya kaolin etkileşiminin ve dolgu maddesi dispersiyonunun düşük olduğunu ve bu nedenle dolgu maddelerinin kendi aralarındaki etkileşimlerinin daha baskın oluşu nedeni ile aglomere olmaları ile açıklanabilir. Kalsit ilavesi ile P1 örneğinin uzama değerlerinde %2,1, %5,3 ve %15,4 lük; kaolin ilavesi ile de %3,2, %6,9 ve %7,6 lık azalma görülmüştür. Kloisit ilavesi, kalsit ve kaolinin aksine uzama değerlerini P1 inkine göre %11,6, %7,4 ve %8,2 oranında
70 56 arttırmıştır. Bu değerlerden de görüleceği gibi az miktarda katkı maddesi (kloisit) ilavesi ile mekanik özelliklerde %100 e varan artış sağladığı için kloisit en uygun katkı maddesidir. Tablo 4.5: P1, P2 ve P3 ün dolgu maddesi ilavesiyle hazırlanan TPV örneklerinin gerilme dayanımı ve uzama değerleri ÖRNEK KODU GERİLME DAYANIMI (kgf/cm 2 ) UZAMA (%) (KOPMA ANINDA) (KOPMA ANINDA) P P1X P1Y P1Z P P2X P2Y P2Z P P3X P3Y P3Z GERİLME D AYAN IMI (k gf/c m2) UZAMA (%) P2 P2X1,P2Y1,P2Z1 P3 P3X1,P3Y1,P3Z1 0 P2 P2X1,P2Y1,P2Z1 P3 P3X1,P3Y1,P3Z1 Şekil 4.8: P2 ve P3 ile dolgu maddesi ilavesiyle hazırlanan TPV örneklerinin gerilme dayanımı ve uzama değerlerinin karşılaştırılması Tablo 4.5 ve Şekil 4.8 incelendiğinde P2 örneğine %20 kalsit, %5 kaolin ve %2 kloisit ilavesi ile elde edilen katkılı P2 örneklerinin gerilme dayanımı değerlerinde sırası ile %38 ve %23,5 lik alma ve %6,5 lik artış belirlenmiştir. Aynı örneklerin kopma-uzama değerlerinde ise P2 ye göre %19,61 lik ve %10 luk azalma ve %9,4 lük artış kaydedilmiştir. P3 örneğine bu çalışmada incelenen en düşük miktardaki kalsit, kaolin ve kloisit ilavesi ile gerilme dayanımı değerlerinde sırası ile %50 ve %10 luk azalma ve %1,5 lik artış gerçekleşmiştir. Aynı örneklerin kopma-uzama değerlerinde eşdeğer P2
71 57 örneklerininkine göre daha düşük bir değişme görülmüş olup bu değerler kalsit, kaolin ve kloisit ilavesi için sırası ile %11,8 ve %7,7 lik azalma ve %7,4 lük artış şeklindedir. Kil içermeyen P1, P2 ve P3 TPV örneklerinin gerilme dayanımı değerleri sırası ile 154, 200 ve 263 olup PP miktarının %30 dan %50 ve %70 e artması ile gerilme dayanımı değerlerinde lineer bir artış görülmüştür. Aynı örneklerin (P1, P2 ve P3) kopma-uzama değerleri PP miktarının artması ile PP miktarındaki %20 lik artışlar ile 475 ten 530 ve 570 e yükselmiş olup, artış lineerdir. %20 kalsit ilaveli P1X1, P2X1 ve P3X1 örneklerinin gerilme dayanımı değerlerinde, P1, P2 ve P3 e göre sırası ile %11, %38 ve %50 lik azalma gözlenmiştir. Buna göre PP miktarının artışı ile %50 ye varan azalma, TPV matrisinde PP ve kalsit etkileşiminin EPDM-kalsit etkileşimine oranla düşük olduğunu göstermektedir. Bunun sebebi bileşenler arası etkileşimi iyileştirici uyumlaştırıcı kullanılmayan bu sistemde PP matrisin apolar yapıya sahip oluşudur. %5 kaolin içeren P1Y1, P2Y1 ve P3Y1 örneklerinin gerilme dayanımı değerlerinde ise P1, P2 ve P3 e göre sırası ile %3,8, %23,5 ve %10,2 lik azalma gerçekleşmiştir. Aynı örneklerin kopma-uzama değerleri P1, P2 ve P3 e ait değerlere göre %3,2, %10 ve %7,7 azalma göstermiştir. %2 kloisit içeren P1Z1, P2Z1 ve P3Z1 örneklerinin gerilme dayanımı değerleri P1, P2 ve P3 ün değerlerine göre %2,86, %6,5 ve %1,5 oranında artmıştır. Kopma-uzama değerlerinde ise sırası ile %11,6, %9,4 ve %7,4 lük artış gözlenmiştir. Bilindiği gibi dolgulu bir sistemin mekanik özellikleri sadece dolgu maddesinin türüne ve miktarına değil, aynı zamanda polimer matrisin kristalinitesine de bağlıdır. Mekanik özelliklerde katkı/dolgu maddeleri ile sağlanan iyileşme birçok faktöre bağlıdır: Dolgu maddesinin aspect ratio değeri Dolgunun polimer matris içinde dispersiyonu ve yönlenmesi Polimer matrisi ve dolgu matrisi arasındaki ara yüzey adezyonu [84].
72 DSC BULGULARI TPV soğutulduğunda, PP fazı katılaşır ve kısmen kristallenir. Katı haldeki malzeme özelliklerini büyük ölçüde EPDM partikülleri belirler. Bu kauçumsu halde, yağın genellikle, EPDM fazı tarafından daha baskın bir şekilde absorblandığına inanılmaktadır. Bir miktar yağ, PP fazının amorf bölgesinde bulunabilir ki bu da TPV nin elastikliğini iyileştirmektedir. PP fazının T g sindeki azalmadan yararlanarak, dağılım katsayısı (K) ; PP fazındaki yağ konsantrasyonunun elastomer fazdaki yağ konsantrasyonuna oranı bulunabilmektedir [36]. PP/EPDM blendlerinde, EPDM fazını çapraz bağlamak için birkaç çapraz bağlama vasıtası kullanılmaktadır. Bu amaçla kullanılan çapraz bağlayıcı sistemleri, aktive edilmiş/aktifleştirilmiş FE/FA reçineleri ve peroksittir. Resol çapraz bağlaması sıklıkla kullanılmaktadır. Çünkü doymamış elastomer fazını seçimli olarak çapraz bağlar ve termal olarak stabil çapraz bağlar oluşturur, fakat siyah lekeler ve renk bozulmasına yol açar. Peroksit, daha iyi renk ve daha yüksek çapraz bağlama hızı avantajına sahiptir. Peroksit sadece EPDM i çapraz bağlamaz, aynı zamanda PP in bozunmasına ve PP/EPDM TPV ın nihai özelliklerinin düşmesine yol açar. Örneğin PP nin bozunması T m i düşürür. Plastikleştirici olarak PP fazında yağın varlığı da erime noktasını düşürür. PP/EPDM TPV ında T m in ( erime noktası ) saf PP in T m sine göre azalması, PP in bozunması ve PP fazında yağın varlığının sonucudur [36]. Caihong ve arkadaşları[50], erime sıcaklığı 165,7 o C olan PP, %5,2, %10,6, %15,3 ve %21,2 (ağırlıkça) EPDM ile karıştırıldığında erime sıcaklıklarını sırası ile 165,68, 165,9, 165,69 ve 165,67 o C olarak bulmuştur. Aynı çalışmada peroksit ile çapraz bağlama sırasında meydana gelen yan reaksiyon olan PP bozunması sonucu PP in erime sıcaklığında 5,82 o C lik azalma olmuştur. Buna karşılık PP fazındaki yağ T m de 7,2 o C lik azalmaya yol açmıştır. Yine aynı çalışmada dağılım katsayısı değerlerinden yararlanarak daha fazla yağ ve daha fazla peroksidin EPDM fazında mevcut olduğu tespit edilmiştir [50]. Tzong ve arkadaşları[75], resol çapraz bağlı PP/EPDM TPV ında PP fazının özelliklerini incelemişlerdir. Resol çapraz bağlayıcı %1, %2, %4 ve %6 oranlarında
73 59 kullanılmış ve resol miktarının %4 e kadar artması ile β-faz PP in erime sıcaklığının düştüğünü tespit etmişlerdir. Bunu da kristal yapının mükemmelliğinin azalmasına bağlamışlardır. Resol çapraz bağlayıcı miktarı %4 e kadar kullanıldığında DSC eğrisinde ilki β-fazına, daha yüksek sıcaklıktaki α-fazına olmak üzere iki adet erime piki gözlemişlerdir. Çapraz bağlayıcı miktarının %6 ya kadar artması ile ısıtma eğrisinde sadece α-fazına ait bir erime piki gözlenmiş, β-fazının erime piki görülmemiştir. Bu da bu çapraz bağlayıcı konsantrasyonunda β-pp fazının ani azalmasına atfedilmiştir. Reçine (resol) miktarı β-pp fazının kristal boyutu ve toplam (α+β) kristalinite üzerinde hemen hemen etkisizdir. Artan resol miktarı ile α ve β fazlarının T m değerlerinin her ikisi de azalmıştır ki bu α ve β fazının kristal mükemmelliğinin düşmesine atfedilmiştir. Resol miktarının T c (kristalizasyon sıcaklığı) üzerindeki etkisi de incelenmiş ve çapraz bağlayıcı varlığı (%1) ile T c nin önce arttığı ve çapraz bağlayıcı miktarının %4 ten daha fazla artması ile Tc nin düştüğü görülmüştür. %1-4 resol içeren TPV in T c değeri 120 o C nin yukarısında iken, resol miktarı %6 ya arttırıldığında TPV nin T c si 114,07 o C olarak tespit edilmiştir. Bu değer de α-pp fazının T c sıcaklığıdır [75]. Ticari TPV ların çoğu etilen-propilen-dien monomeri (EPDM) ve polipropilen (PP) harmanı esaslıdır. PP kullanılmasının avantajı PP nin yüksek erime noktası (T m ) ve yüksek kristaliniteye sahip olmasından ve dolayısıyla yüksek sıcaklıklarda iyi özellikli TPV ların oluşmasına sebep oluşudur. EPDM kullanılmasının sebebi ise EPDM nin yüksek ısı, oksijen ve ozon stabilitesine sahip olması ve bunun sonucu olarak ısı oksidasyonu ve ozon direnci iyi olan TPV ların üretilmesini sağlamasıdır [35]. Şekil 4.9 de EPDM, PP, O1, P1, P2 ve P3 e ait erime pikleri, Şekil 4.10 da ise aynı örneklere ait kristalizasyon pikleri gösterilmektedir. Ayrıca örneklerin erime pik alanlarından hesaplanan erime entalpileri ve kristalizasyon yüzdeleri (%X c ) Tablo 4.6 da verilmiştir.
74 60 Şekil 4.9: EPDM, PP, O1, P1, P2, P3 örneklerinin erime pikleri Şekil 4.10: EPDM, PP, O1, P1, P2, P3 örneklerinin kristalizasyon pikleri Tablo 4.6: EPDM, PP, O1, P1, P2, P3 örneklerine ait DSC sonuçları Örnek Kodu T m ( o C) T c ( o C) ΔH m h (J/g) ΔH c h (J/g) X c (%) EPDM PP 168,5 104,8 82, ,28 O1 156,7 102,8 31,8 32,8 50 P ,7 21,8 20,7 47 P2 156,9 101,8 38,4 37,7 49 P3 158,8 103,8 45,3 47,6 42
75 61 Her ne kadar Caihong ve arkadaşlarının çalışmasında[50] %5-21 EPDM içeren PP/EPDM harmanı ile PP nin erime noktası arasında bir fark görülmemiş olsa da Tablo 4.6 da verilen ve 30 PP 70 EPDM içeren O1 örneğinin T m değeri saf PP ninkinden 11,8 o C daha düşüktür. Bu azalma, çapraz bağlanmamış EPDM in plastikleştirici gibi davranarak PP zincirleri arasındaki etkileşimleri azaltarak kristal yapının daha düşük sıcaklıklarda erimesine yol açmasından kaynaklanmaktadır. O1 ve P1 örneklerinin Tm değerleri karşılaştırıldığında P1 in erime noktası O1 inkinden 2,7 o C daha düşüktür. Bu azalma Tzong ve arkadaşlarının çalışmasındaki[75] gibi resol kullanımı ile β-pp fazının erime noktasının düşmesine atfedilebileceği gibi kullanılan plastifiyan nedeni ile T m nin düşmesi ile de açıklanabilir. P3, P2 ve P1 sırasında çapraz bağlayıcı miktarı artmaktadır. Bu örneklerde çapraz bağlayıcı miktarın artması ile erime sıcaklığı düşmektedir ki bu da Tzong ve arkadaşlarının bulgusu[75] ile uyumludur. P1-P3 örneklerinde PP miktarı P1-P3 sırasında artmaktadır. Plastifiyanın büyük ölçüde EPDM fazında daha az bir miktarda da PP fazında bulunduğu bilgisinden yola çıkarak ve bu çalışmada P1-P3 örneklerinde aynı miktarda plastifiyan kullanıldığından P1-P3 sırasında PP miktarı arttığından P3 deki birim PP başına mevcut plastifiyan miktarı P1 deki PP ye göre daha az olacaktır. Bu nedenle PP miktarı ile T m deki azalmanın düşmesi bu şekilde de açıklanabilir. Şekil 4.11 de P1, P1X1, P1X3, P1Y1, P1Z1 e ait erime pikleri, Şekil 4.12 de ise aynı örneklere ait kristalizasyon pikleri gösterilmektedir. Ayrıca örneklerin erime pik alanlarından hesaplanan erime entalpileri ve kristalizasyon yüzdeleri (%X c ) Tablo 4.7 de verilmiştir. Eşdeğer kodlu, farklı miktarda ve farklı dolgu maddesi içeren P1X1, P1Y1 ve P1Z1 örnekleri ile P1 in T m ve T c değerleri arasında önemli bir fark tespit edilmemiştir (Tablo 4.7). Kalsit miktarının %20 den (P1X1) %60 a (P1X3) artması ile de T m de sadece 1,1 o C lik artış olurken; T c de değişiklik olmamıştır.
76 62 Şekil 4.11: P1, P1X1, P1X3, P1Y1, P1Z1 örneklerinin erime pikleri Şekil 4.12: P1, P1X1, P1X3, P1Z1 örneklerinin kristalizasyon pikleri Tablo 4.7: P1, P1X1, P1X3, P1Y1, P1Z1 örneklerine ait DSC sonuçları Örnek Kodu T m ( o C) T c ( o C) ΔH m h (J/g) ΔH c h (J/g) X c (%) P ,7 21,8 20,7 47 P1X1 153,7 101,6 21,9 19,9 55 P1X3 154,8 101,6 30,2 30,0 94 P1Y1 154,9-23,6-53 P1Z1 153,8 101,5 21,8 23,9 48


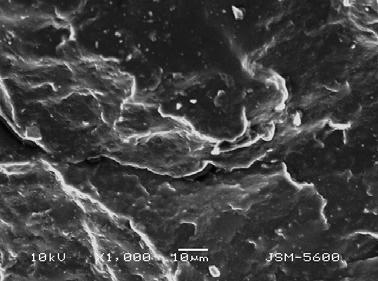



77 SEM GÖRÜNTÜLERİ Şekil 4.13 de 70/30 EPDM/PP karışımına ait O1, O1 e çapraz bağlayıcı,uyumlaştırıcı ve plastifiyan katılarak hazırlanan P1, 50/50 EPDM/PP karışımına ait P2, 30/70 EPDM/PP karışımına ait P3 e ait SEM görüntüleri verilmiştir. O1 P1 P2
 bağlıdır [76].")

78 64 P3 Şekil 4.13: O1, P1, P2 ve P3 kodlu örneklerin SEM görüntüleri TPV ların nihai morfolojisi bileşim ve TPV nin oluşturulması şekline (bileşenlerin ilave sırası ve reaksiyon şartları) bağlıdır [76]. Bu tür harmanların çapraz bağlanmasından önceki başlangıç morfolojisi de büyük öneme sahiptir. Çapraz bağlanma sırasında elastomerik fazın viskozitesinde büyük artış olur ki bu da kompleks bir morfolojinin oluşumuna yol açar. İlaveten, çapraz bağlayıcının yapısı ve elastomer fazın çapraz bağlanma derecesi de çok önemlidir çünkü bunlar elastomer fazın yapısını, viskozitesini ve elastikliğini modifiye eder. Böylece nihai morofoloji ve özellikler etkilenmiş olur. Böylece dinamik çapraz bağlanma, bu tür harmanların işlenmesinde dkkate alınması gereken bir faz inversiyonunu indükler [76]. PP/EPDM harmanları çok düşük arayüzey gerilimleri (eriyik harman oluşturma sıcaklığı olan 190 o C da 0.3 mn/m) ile karakterize edilmektedir [77],[78]. Bu nedenle bu tür sistemlerde karışabilirlik-karışmazlık konusu önemlidir. Bu konu karmaşık ve spekülatiftir, çünkü morfoloji oda sıcaklığında belirlenmektedir. Bu nedenle eriyik haldeki morfolojinin tam bir göstergesi değildir. Bununla birlikte Bhadane ve ark.[77] PP/EPDM harmanlarının eriyik halde kısmen karıştığını ve soğutulduğunda PP in kristalin yapısının harmanın tamamen faz ayrılmasına yol açtığını göstermiştir. İlaveten başka bir çalışmalarında[78] düşük EPDM konsantrasyonlarında EPDM fazının beklenmeyen bir morfolojik yapıya ( stabil, ayrı, nanometre boyutlu elyaflar, çok büyük parçcıklar, kısmen birleşmiş parçacıklar ve nanodolgularla bağlantılı sayısız parçacık) sahip olduğunu göstermişlerdir. Dinamik olarak çapraz bağlanmış harmanlarda, EPDM fazında bir çapraz bağlanma gradienti vardır. Çünkü çapraz bağlayıcı difüzyonu, EPDM fazının dispersiyonu ile doğrudan rekabet halindedir. Düşük PP konsantrasyonlarında ve viskozite oranı bire yakın olduğunda, EPDM fazının çok ince dağılmış küresel domainler oluşturduğu belirlenmiştir [77]. EPDM ve PP arasındaki
79 65 arayüzey geriliminin çok düşük olduğu ve başlıca EPDM deki etilen miktarına bağlı olduğu bilinmektedir. Literatürde, PP/EPDM harmanlarında, düşük EPDM konsantrasyonlarında EPDM in PP fazı içinde küresel damlacıklar halinde dağıldığı varsayılmaktadır [77]. Bu amaçla fazlardan düz zincirli olanın uygun bir çözücü ile ekstrakte edildikten sonraki ve önceki SEM görüntüleri karşılaştırılarak fazların boyutu, dispersiyon derecesi ve geometrisi hakkında bilgi edinilmektedir. Şekil 4.13 de verilen SEM görüntüleri incelendiğinde, %30 PP ve %70 EPDM içeren çapraz bağsız PP/EPDM karışımına (O1) ait SEM görüntüsünde, sürekli EPDM fazı içinde dağılmış PP e ait 3-4 μm boyutundaki partiküller görülmektedir. O1 e ait SEM görüntüsü, Şekil 2.10 da verilen görüntülerden termoplastik poliolefinleri temsil eden ko-kontinü yapıdan ziyade termoplatik vulkanizatları gösteren ada matris yapısına benzerlik göstermektedir. Aynı PP/EPDM bileşimine sahip, fakat ilaveten çapraz bağlayıcı, uyumlaştırıcı ve plastifiyan da içeren P1 in SEM görüntüsü ise O1 inkine göre çok daha homojendir ve PP e ait küresel kristaller belirgin olarak görülmemektedir. PP miktarının artması ile PP in sürekli fazı oluşturduğu P3 e ait SEM görüntüsünde bile PP e ait küresel kristallerin görülmeyişi homojen dağılımlı iç içe geçmiş ağ yapının bir göstergesidir. Şekil 4.14 te P1, P1 e ağırlıkça %20 oranında kalsit katılması ile elde edilen P1X1 ve P1 e ağırlıkça %60 oranında kalsit katılması ile elde edilen P1X3 e ait SEM görüntüleri verilmiştir.


80 66 P1 P1X1 P1X3 Şekil 4.14: P1, P1X1 ve P1X3 kodlu örneklerin SEM görüntüleri P1, P1X1 ve P1X3 örneklerinin SEM görüntüleri (Şekil 4.14) incelendiğinde, dolgu maddesi kalsit miktarının artması ile dolgu maddelerinin aglomerasyonunun belirginlik kazandığı görülmektedir. Şekil 4.15 te P1, ağırlıkça %20 oranında kalsit içeren P1X1, ağırlıkça %5 oranında kaolin içeren P1Y1 ve ağırlıkça %2 oranında kloisit içeren P1Z1 e ait SEM görüntüleri verilmiştir.




81 67 P1 P1X1 P1Y1 P1Z1 Şekil 4.15: P1, P1X1,P1Y1 ve P1Z1 kodlu örneklerin SEM görüntüleri Şekil 4.15 de verilen çapraz bağlı ancak dolgu maddesi içermeyen P1 in SEM görüntüsü P1 in bileşiminden başka sırasıyla %20 kalsit, %5 kaolin ve %2 kloisit dolgu maddelerini içeren P1X1, P1Y1 ve P1Z1 inkiler ile karşılaştırıldığında kaolin dolgulu
Yedinci Ulusal Kimya Mühendisliği Kongresi, 5-8 Eylül 2006, Anadolu Üniversitesi, Eskişehir YMN15
 YMN15 EPDM BAZLI KARIŞIMLAR İÇERİSİNDE KULLANILAN KARBON SİYAHI PARTİKÜL BÜYÜKLÜĞÜNÜN VULKANİZASYONA VE NİHAİ ÜRÜNÜN FİZİKSEL ÖZELLİKLERİ ÜZERİNE ETKİSİNİN İNCELENMESİ A.M.Eroğlu 1,G. Albayrak 2, İ. Aydın
YMN15 EPDM BAZLI KARIŞIMLAR İÇERİSİNDE KULLANILAN KARBON SİYAHI PARTİKÜL BÜYÜKLÜĞÜNÜN VULKANİZASYONA VE NİHAİ ÜRÜNÜN FİZİKSEL ÖZELLİKLERİ ÜZERİNE ETKİSİNİN İNCELENMESİ A.M.Eroğlu 1,G. Albayrak 2, İ. Aydın
TERMOPLASTİKLER, TERMOSETLER, ELESTOMERLER, FİBERLER
 1 TİCARİ POLİMERLER TERMOPLASTİKLER, TERMOSETLER, ELESTOMERLER, FİBERLER Polimerler yaşamın her kesitinde bulunan doğal ve sentetik çok çeşitli maddelerdir. Örneğin, selüloz, nişasta ve pamuk organik,
1 TİCARİ POLİMERLER TERMOPLASTİKLER, TERMOSETLER, ELESTOMERLER, FİBERLER Polimerler yaşamın her kesitinde bulunan doğal ve sentetik çok çeşitli maddelerdir. Örneğin, selüloz, nişasta ve pamuk organik,
MALZEMELERİN MEKANİK ÖZELLİKLERİ
 MALZEMELERİN MEKANİK ÖZELLİKLERİ Farklı üretim yöntemleriyle üretilen ürünler uygulama koşullarında üzerlerine uygulanan kuvvetlere farklı yanıt verirler ve uygulanan yükün büyüklüğüne bağlı olarak koparlar,
MALZEMELERİN MEKANİK ÖZELLİKLERİ Farklı üretim yöntemleriyle üretilen ürünler uygulama koşullarında üzerlerine uygulanan kuvvetlere farklı yanıt verirler ve uygulanan yükün büyüklüğüne bağlı olarak koparlar,
1 Tanıtım, ders içeriği, polimer işleme yöntemlerinin sınıflandırılması 2
 1 Tanıtım, ders içeriği, polimer işleme yöntemlerinin sınıflandırılması 2 Termoplastik şekillendirme süreçleri Ekstrüzyon-1 3 Ekstrüzyon-2 4 Ekstrüzyon-3 çift vidalı ekstrüzyon sistemleri (co-rotating,
1 Tanıtım, ders içeriği, polimer işleme yöntemlerinin sınıflandırılması 2 Termoplastik şekillendirme süreçleri Ekstrüzyon-1 3 Ekstrüzyon-2 4 Ekstrüzyon-3 çift vidalı ekstrüzyon sistemleri (co-rotating,
KARBON ELYAF TAKVİYELİ POLİAMİT 6 KARMALARIN ISIL VE MEKANİK ÖZELLİKLERİNİN İNCELENMESİ
 KARBON ELYAF TAKVİYELİ POLİAMİT 6 KARMALARIN ISIL VE MEKANİK ÖZELLİKLERİNİN İNCELENMESİ N. Gamze Karslı Yılmaz, Ayşe Aytaç, Veli Deniz Kocaeli Üniversitesi, Mühendislik Fakültesi, Kimya Mühendisliği Bölümü,
KARBON ELYAF TAKVİYELİ POLİAMİT 6 KARMALARIN ISIL VE MEKANİK ÖZELLİKLERİNİN İNCELENMESİ N. Gamze Karslı Yılmaz, Ayşe Aytaç, Veli Deniz Kocaeli Üniversitesi, Mühendislik Fakültesi, Kimya Mühendisliği Bölümü,
KOMPOZİTLER Sakarya Üniversitesi İnşaat Mühendisliği
 Başlık KOMPOZİTLER Sakarya Üniversitesi İnşaat Mühendisliği Tanım İki veya daha fazla malzemenin, iyi özelliklerini bir araya toplamak ya da ortaya yeni bir özellik çıkarmak için, mikro veya makro seviyede
Başlık KOMPOZİTLER Sakarya Üniversitesi İnşaat Mühendisliği Tanım İki veya daha fazla malzemenin, iyi özelliklerini bir araya toplamak ya da ortaya yeni bir özellik çıkarmak için, mikro veya makro seviyede
MMT113 Endüstriyel Malzemeler 9 Polimerik Malzemeler. Yrd. Doç. Dr. Ersoy Erişir 2014-2015 Güz Yarıyılı
 MMT113 Endüstriyel Malzemeler 9 Polimerik Malzemeler Yrd. Doç. Dr. Ersoy Erişir 2014-2015 Güz Yarıyılı Polimerik malzemelerin kullanımı her yıl ortalama % 7 büyümektedir. Yıllık tüketimleri yaklaşık 120
MMT113 Endüstriyel Malzemeler 9 Polimerik Malzemeler Yrd. Doç. Dr. Ersoy Erişir 2014-2015 Güz Yarıyılı Polimerik malzemelerin kullanımı her yıl ortalama % 7 büyümektedir. Yıllık tüketimleri yaklaşık 120
5. POLİMERLER. ME 220T Tasarım ve İmalat POLİMER MALZEMELER. Mehmet DEMİRKOL. Polimer Türleri. Polimer. b. Termosetler. a.
 POLİMER MALZEMELER ME 220T Tasarım ve İmalat 5. POLİMERLER 1. Polimer teknolojisinin temelleri 2. Yapısal Özellikler 3. Polimer Türleri 1. Termoplastikler 2. Termosetler 3. Elastomerler 4. Polimerlerin
POLİMER MALZEMELER ME 220T Tasarım ve İmalat 5. POLİMERLER 1. Polimer teknolojisinin temelleri 2. Yapısal Özellikler 3. Polimer Türleri 1. Termoplastikler 2. Termosetler 3. Elastomerler 4. Polimerlerin
İki ve üç kovalent bağa sahip moleküller doymamış olarak isimlendirilirler.
 İki ve üç kovalent bağa sahip moleküller doymamış olarak isimlendirilirler. Her biri tek kovalent bağa sahip hidrokarbona, doymuş hidrokarbon denir ve mevcut bağlarından biri kopmadan yeni bir atom bağlanamaz.
İki ve üç kovalent bağa sahip moleküller doymamış olarak isimlendirilirler. Her biri tek kovalent bağa sahip hidrokarbona, doymuş hidrokarbon denir ve mevcut bağlarından biri kopmadan yeni bir atom bağlanamaz.
YAPI MALZEMELERİ DERS NOTLARI
 YAPI MALZEMELERİ DERS NOTLARI YAPI MALZEMELERİ Herhangi bir yapının projelendirmesi ve inşaatı aşamasında amaç aşağıda belirtilen üç koşulu bir arada gerçekleştirmektir: a) Yapı istenilen işlevi yapabilmelidir,
YAPI MALZEMELERİ DERS NOTLARI YAPI MALZEMELERİ Herhangi bir yapının projelendirmesi ve inşaatı aşamasında amaç aşağıda belirtilen üç koşulu bir arada gerçekleştirmektir: a) Yapı istenilen işlevi yapabilmelidir,
DERSİN PLANI VE İÇERİĞİ. Giriş : Polimer Kimyasındaki Temel Kavramlar, Polimerlerin sınıflandırılması ve genel özellikleri
 DERSİN KODU ADI-AKTS-KREDİ KİM 432 -Kauçuk Kimyası- 4-3 Hafta 1 2 DERSİN PLANI VE İÇERİĞİ Giriş : Polimer Kimyasındaki Temel Kavramlar, Polimerlerin sınıflandırılması ve genel özellikleri 3 Kauçuğun Tarihçesi;
DERSİN KODU ADI-AKTS-KREDİ KİM 432 -Kauçuk Kimyası- 4-3 Hafta 1 2 DERSİN PLANI VE İÇERİĞİ Giriş : Polimer Kimyasındaki Temel Kavramlar, Polimerlerin sınıflandırılması ve genel özellikleri 3 Kauçuğun Tarihçesi;
İki malzeme orijinal malzemelerden elde edilemeyen bir özellik kombinasyonunu elde etmek için birleştirilerek kompozitler üretilir.
 KOMPOZİTLER Kompozit malzemeler, şekil ve kimyasal bileşimleri farklı, birbiri içerisinde pratik olarak çözünmeyen iki veya daha fazla sayıda makro bileşenin kombinasyonundan oluşan malzemelerdir. İki
KOMPOZİTLER Kompozit malzemeler, şekil ve kimyasal bileşimleri farklı, birbiri içerisinde pratik olarak çözünmeyen iki veya daha fazla sayıda makro bileşenin kombinasyonundan oluşan malzemelerdir. İki
Zeyfiye TEZEL Mehmet KARACADAĞ
 PROJENİN ADI: POLİMER KATKILI ASFALT ÜRETİMİNİN ARAŞTIRILMASI Zeyfiye TEZEL Mehmet KARACADAĞ ( Kimya Bilim Danışmanlığı Çalıştayı Çalışması 29 Ağustos-9 Eylül 2007) Danışman: Doç.Dr. İsmet KAYA 1 PROJENİN
PROJENİN ADI: POLİMER KATKILI ASFALT ÜRETİMİNİN ARAŞTIRILMASI Zeyfiye TEZEL Mehmet KARACADAĞ ( Kimya Bilim Danışmanlığı Çalıştayı Çalışması 29 Ağustos-9 Eylül 2007) Danışman: Doç.Dr. İsmet KAYA 1 PROJENİN
2/13/2018 MALZEMELERİN GRUPLANDIRILMASI
 a) Kullanış yeri ve amacına göre gruplandırma: 1) Taşıyıcı malzemeler: İnşaat mühendisliğinde kullanılan taşıyıcı malzemeler, genellikle betonarme, çelik, ahşap ve zemindir. Beton, çelik ve ahşap malzemeler
a) Kullanış yeri ve amacına göre gruplandırma: 1) Taşıyıcı malzemeler: İnşaat mühendisliğinde kullanılan taşıyıcı malzemeler, genellikle betonarme, çelik, ahşap ve zemindir. Beton, çelik ve ahşap malzemeler
Bütün termoplastik olefinlerle uyumludur. Dispersiyonu zor olan organik ve inorganik pigmentlerde dağılımı düzenler. Masterbatchte yüksek pigment
 1 Libaid T 2 mükemmel bir süreç yardımcısıdır. Dolgulu pigmentlerde kullanıldığı zaman polimer matriksi içinde ihtiyaç duyulan dağılımı üniform bir şekilde yapar. Libaid T 2 çok iyi bir bağlayıcıdır. Bu
1 Libaid T 2 mükemmel bir süreç yardımcısıdır. Dolgulu pigmentlerde kullanıldığı zaman polimer matriksi içinde ihtiyaç duyulan dağılımı üniform bir şekilde yapar. Libaid T 2 çok iyi bir bağlayıcıdır. Bu
Metalurji Mühendisliğine Giriş. Yrd. Doç. Dr. Rıdvan YAMANOĞLU
 Metalurji Mühendisliğine Giriş Yrd. Doç. Dr. Rıdvan YAMANOĞLU Esasını makromoleküllü organik maddelerin oluşturduğu yapay veya doğal maddelerin kimyasal yoldan dönüştürülmesiyle elde edilirler. Organik
Metalurji Mühendisliğine Giriş Yrd. Doç. Dr. Rıdvan YAMANOĞLU Esasını makromoleküllü organik maddelerin oluşturduğu yapay veya doğal maddelerin kimyasal yoldan dönüştürülmesiyle elde edilirler. Organik
PLASTİK MALZEMELER SAKARYA ÜNİVERSİTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ KALIPÇILIK TEKNİĞİ DERS NOTU. Doç.Dr. Akın Oğuz KAPTI
 PLASTİK MALZEMELER MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ KALIPÇILIK TEKNİĞİ DERS NOTU Doç.Dr. Akın Oğuz KAPTI Plastik Malzemelerin Özellikleri 2 Hafiflik: Özgül ağırlıkları 0,8 2,2 g/cm 3 aralığındadır. Mekanik Özellikler:
PLASTİK MALZEMELER MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ KALIPÇILIK TEKNİĞİ DERS NOTU Doç.Dr. Akın Oğuz KAPTI Plastik Malzemelerin Özellikleri 2 Hafiflik: Özgül ağırlıkları 0,8 2,2 g/cm 3 aralığındadır. Mekanik Özellikler:
A eğrisi, neredeyse tamamen elastik şekil değişimiyle hasara uğrayan, gevrek bir polimere aittir. B eğrisi, pek çok metalde de görüldüğü gibi,
 A eğrisi, neredeyse tamamen elastik şekil değişimiyle hasara uğrayan, gevrek bir polimere aittir. B eğrisi, pek çok metalde de görüldüğü gibi, başlangıçtaki elastik davranışı akma ve sonrasında plastik
A eğrisi, neredeyse tamamen elastik şekil değişimiyle hasara uğrayan, gevrek bir polimere aittir. B eğrisi, pek çok metalde de görüldüğü gibi, başlangıçtaki elastik davranışı akma ve sonrasında plastik
PLASTİK MALZEMELERİN İŞLENME TEKNİKLERİ
 PLASTİK MALZEMELERİN İŞLENME TEKNİKLERİ HADDELEME (Calendering) İLE İŞLEME TEKNİĞİ HADDELEMEYE(Calendering) GİRİŞ Bu yöntem genellikle termoplastiklere ve de özellikle ısıya karşı dayanıklılığı düşük olan
PLASTİK MALZEMELERİN İŞLENME TEKNİKLERİ HADDELEME (Calendering) İLE İŞLEME TEKNİĞİ HADDELEMEYE(Calendering) GİRİŞ Bu yöntem genellikle termoplastiklere ve de özellikle ısıya karşı dayanıklılığı düşük olan
Mert KILINÇ, Göknur BAYRAM. Orta Doğu Teknik Üniversitesi, Kimya Mühendisliği Bölümü, 06531, ANKARA ÖZET
 PROSES PARAMETRELERİNİN VE CAM FİBER ORANININ GERİ KAZANILMIŞ PET/CAM FİBER KOMPOZİTLERİNİN MEKANİK VE TERMAL ÖZELLİKLERİ İLE MORFOLOJİLERİNE OLAN ETKİLERİ Mert KILINÇ, Göknur BAYRAM Orta Doğu Teknik Üniversitesi,
PROSES PARAMETRELERİNİN VE CAM FİBER ORANININ GERİ KAZANILMIŞ PET/CAM FİBER KOMPOZİTLERİNİN MEKANİK VE TERMAL ÖZELLİKLERİ İLE MORFOLOJİLERİNE OLAN ETKİLERİ Mert KILINÇ, Göknur BAYRAM Orta Doğu Teknik Üniversitesi,
KİMYA-IV. Yrd. Doç. Dr. Yakup Güneş
 KİMYA-IV Yrd. Doç. Dr. Yakup Güneş Organik Kimyaya Giriş Kimyasal bileşikler, eski zamanlarda, elde edildikleri kaynaklara bağlı olarak Anorganik ve Organik olmak üzere, iki sınıf altında toplanmışlardır.
KİMYA-IV Yrd. Doç. Dr. Yakup Güneş Organik Kimyaya Giriş Kimyasal bileşikler, eski zamanlarda, elde edildikleri kaynaklara bağlı olarak Anorganik ve Organik olmak üzere, iki sınıf altında toplanmışlardır.
PLASTİKLER (POLİMERLER)
") PLASTİKLER (POLİMERLER) PLASTİK NEDİR? Karbon ile hidrojen bileşiği plastiği oluşturur. Petrolden elde edilir. Monomer adı verilen binlerce küçük molekülün ısı ve basınç altında birleşerek kocaman bir
PLASTİKLER (POLİMERLER) PLASTİK NEDİR? Karbon ile hidrojen bileşiği plastiği oluşturur. Petrolden elde edilir. Monomer adı verilen binlerce küçük molekülün ısı ve basınç altında birleşerek kocaman bir
PLASTİK ŞEKİL VERME (PŞV) Plastik Şekil Vermenin Temelleri: Başlangıç iş parçasının şekline bağlı olarak PŞV iki gruba ayrılır.
 Plastik Şekil Vermenin Temelleri: Başlangıç iş parçasının şekline bağlı olarak PŞV iki gruba ayrılır.") PLASTİK ŞEKİL VERME (PŞV) Metallerin katı halde kalıp olarak adlandırılan takımlar yardımıyla akma dayanımlarını aşan gerilmelere maruz bırakılarak plastik deformasyonla şeklinin kalıcı olarak değiştirilmesidir
PLASTİK ŞEKİL VERME (PŞV) Metallerin katı halde kalıp olarak adlandırılan takımlar yardımıyla akma dayanımlarını aşan gerilmelere maruz bırakılarak plastik deformasyonla şeklinin kalıcı olarak değiştirilmesidir
PLASTİK ŞEKİLLENDİRME YÖNTEMLERİ
 PLASTİK ŞEKİLLENDİRME YÖNTEMLERİ Metalik malzemelerin geriye dönüşü olmayacak şekilde kontrollü fiziksel/kütlesel deformasyona (plastik deformasyon) uğratılarak şekillendirilmesi işlemlerine genel olarak
PLASTİK ŞEKİLLENDİRME YÖNTEMLERİ Metalik malzemelerin geriye dönüşü olmayacak şekilde kontrollü fiziksel/kütlesel deformasyona (plastik deformasyon) uğratılarak şekillendirilmesi işlemlerine genel olarak
MALZEME ÖZELLİKLERİ U203-R95
 MALZEME ÖZELLİKLERİ U203-R95 Poliüretan U203 - KIRMIZI U203-R95; 95 ±2 Shore A sertlikte, mükemmel fiziksel özelliklere sahip Hidroliz uyumlu PU (HPU) malzemedir. Birçok hidrolik akışkan ve yağ-su emülsiyonlarına
MALZEME ÖZELLİKLERİ U203-R95 Poliüretan U203 - KIRMIZI U203-R95; 95 ±2 Shore A sertlikte, mükemmel fiziksel özelliklere sahip Hidroliz uyumlu PU (HPU) malzemedir. Birçok hidrolik akışkan ve yağ-su emülsiyonlarına
Bölüm 14 & Bölüm 15: Polimerlerin Yapısı ve Özellikleri
 Bölüm 14 & Bölüm 15: Polimerlerin Yapısı ve Özellikleri Polimer molekülünün genel yapısı ve kimyasal karakteri nelerdir? Polimerin kristal yapısı metal ve seramiklerden nasıl farklıdır? Polimerlerin çekme
Bölüm 14 & Bölüm 15: Polimerlerin Yapısı ve Özellikleri Polimer molekülünün genel yapısı ve kimyasal karakteri nelerdir? Polimerin kristal yapısı metal ve seramiklerden nasıl farklıdır? Polimerlerin çekme
MMM 2011 Malzeme Bilgisi
 MMM 2011 Malzeme Bilgisi Yrd. Doç. Dr. Işıl BİRLİK Metalurji ve Malzeme Mühendisliği Bölümü isil.kayatekin@deu.edu.tr Materials Science and Engineering: An Introduction W.D. Callister, Jr., John Wiley
MMM 2011 Malzeme Bilgisi Yrd. Doç. Dr. Işıl BİRLİK Metalurji ve Malzeme Mühendisliği Bölümü isil.kayatekin@deu.edu.tr Materials Science and Engineering: An Introduction W.D. Callister, Jr., John Wiley
PLASTİKLERİN MEKANİK ÖZELLİKLERİ Prof.Dr.Ayşegül AKDOĞAN EKER
 PLASTİKLERİN MEKANİK ÖZELLİKLERİ Mekanik Özellikler -Çekme dayanımı - Elastiklik modülü -Uzama değeri -Basma dayanımı -Sürünme dayanımı - Darbe dayanımı -Eğme dayanımı - Burulma dayanımı - Özgül ağırlık
PLASTİKLERİN MEKANİK ÖZELLİKLERİ Mekanik Özellikler -Çekme dayanımı - Elastiklik modülü -Uzama değeri -Basma dayanımı -Sürünme dayanımı - Darbe dayanımı -Eğme dayanımı - Burulma dayanımı - Özgül ağırlık
POLİMER. Bakalit (Bakalite) Sentezi (Fenol-Formaldehit Reçineleri)
 Sentezi (Fenol-Formaldehit Reçineleri)") POLİMER Birçok küçük molekülün uygun koşullar altında bir araya gelip birleşerek yüksek molekül ağırlıklı bileşikleri oluşturması işlemi polimerizasyon olarak tanımlanır. Polimerizasyon sonucu, küçük moleküllü
POLİMER Birçok küçük molekülün uygun koşullar altında bir araya gelip birleşerek yüksek molekül ağırlıklı bileşikleri oluşturması işlemi polimerizasyon olarak tanımlanır. Polimerizasyon sonucu, küçük moleküllü
POLİMERİK MALZEMELER Prof. Dr. Akın AKINCI Sakarya Üniversitesi Mühendislik Fakültesi Metalurji ve Malzeme Mühendisliği Bölümü
 POLİMERİK MALZEMELER Prof. Dr. Akın AKINCI Sakarya Üniversitesi Mühendislik Fakültesi Metalurji ve Malzeme Mühendisliği Bölümü 16.10.2015 1 GİRİŞ -PLASTİK SANAYİİNİN, 1868 DE NİTRO SELÜLOZUN TİCARİ ÜRETİMİYLE
POLİMERİK MALZEMELER Prof. Dr. Akın AKINCI Sakarya Üniversitesi Mühendislik Fakültesi Metalurji ve Malzeme Mühendisliği Bölümü 16.10.2015 1 GİRİŞ -PLASTİK SANAYİİNİN, 1868 DE NİTRO SELÜLOZUN TİCARİ ÜRETİMİYLE
POLYAMİD & NYLON 6,6 SENTEZİ. Bektaş DOĞAN Gökhan GÜRSOY
 POLYAMİD & NYLON 6,6 SENTEZİ Bektaş DOĞAN Gökhan GÜRSOY MONOMER NEDİR? POLİMER NEDİR? POLİMERLERİN ÖZELLİKLERİ Polimerler, büyük moleküller olduğu için katı ve serttirler. Polimer zincirleri kolay katlanmaya
POLYAMİD & NYLON 6,6 SENTEZİ Bektaş DOĞAN Gökhan GÜRSOY MONOMER NEDİR? POLİMER NEDİR? POLİMERLERİN ÖZELLİKLERİ Polimerler, büyük moleküller olduğu için katı ve serttirler. Polimer zincirleri kolay katlanmaya
6-Maddelerin daha az çözünür tuz ve esterleri kullanılabilir. 7-Isı, ışık ve metaller gibi katalizörlerin etkisi önlenebilir.
 Hidrolize engel olmak veya hidroliz hızını yavaşlatmak için alınabilecek önlemler nelerdir? 1-pH ayarlanabilir. 2-Çözücü tipi değiştirilebilir. 3-Kompleks oluşturulabilir. 4-Yüzey aktif maddeler ilave
Hidrolize engel olmak veya hidroliz hızını yavaşlatmak için alınabilecek önlemler nelerdir? 1-pH ayarlanabilir. 2-Çözücü tipi değiştirilebilir. 3-Kompleks oluşturulabilir. 4-Yüzey aktif maddeler ilave
ZnS (zincblende) NaCl (sodium chloride) CsCl (cesium chloride)
 NaCl (sodium chloride) CsCl (cesium chloride)") Seramik, sert, kırılgan, yüksek ergime derecesine sahip, düşük elektrik ve ısı iletimi ile iyi kimyasal ve ısı kararlılığı olan ve yüksek basma dayanımı gösteren malzemelerdir. Malzeme özellikleri bağ
Seramik, sert, kırılgan, yüksek ergime derecesine sahip, düşük elektrik ve ısı iletimi ile iyi kimyasal ve ısı kararlılığı olan ve yüksek basma dayanımı gösteren malzemelerdir. Malzeme özellikleri bağ
ATAKTİK POLİPROPİLENİN MALEİK ANHİDRİD İLE MODİFİKASYONU
 ATAKTİK POLİPROPİLENİN MALEİK ANHİDRİD İLE MODİFİKASYONU Göksun DEVECİLER DİZBAY, Enver DEMİRHAN Kocaeli Üniversitesi, Kimya Mühendisliği Bölümü 41040, KOCAELİ ÖZET Ziegler-Natta katalizörü sistemi ile
ATAKTİK POLİPROPİLENİN MALEİK ANHİDRİD İLE MODİFİKASYONU Göksun DEVECİLER DİZBAY, Enver DEMİRHAN Kocaeli Üniversitesi, Kimya Mühendisliği Bölümü 41040, KOCAELİ ÖZET Ziegler-Natta katalizörü sistemi ile
ÖMRÜNÜ TAMAMLAMIŞ LASTİKLERİN GERİ KAZANIMINDA PİROLİZ YÖNTEMİ
 ÖMRÜNÜ TAMAMLAMIŞ LASTİKLERİN GERİ KAZANIMINDA PİROLİZ YÖNTEMİ Onursal Yakaboylu Aslı İşler Filiz Karaosmanoğlu 1 Onursal Yakaboylu - Atık Sempozyumu / Antalya 19/04/2011 İÇERİK Lastik Atık lastik Atık
ÖMRÜNÜ TAMAMLAMIŞ LASTİKLERİN GERİ KAZANIMINDA PİROLİZ YÖNTEMİ Onursal Yakaboylu Aslı İşler Filiz Karaosmanoğlu 1 Onursal Yakaboylu - Atık Sempozyumu / Antalya 19/04/2011 İÇERİK Lastik Atık lastik Atık
BASMA DENEYİ MALZEME MÜHENDİSLİĞİ BÖLÜMÜ. 1. Basma Deneyinin Amacı
 1. Basma Deneyinin Amacı Mühendislik malzemelerinin çoğu, uygulanan gerilmeler altında biçimlerini kalıcı olarak değiştirirler, yani plastik şekil değişimine uğrarlar. Bu malzemelerin hangi koşullar altında
1. Basma Deneyinin Amacı Mühendislik malzemelerinin çoğu, uygulanan gerilmeler altında biçimlerini kalıcı olarak değiştirirler, yani plastik şekil değişimine uğrarlar. Bu malzemelerin hangi koşullar altında
Dokuz Eylül Üniversitesi İnşaat Mühendisliği Bölümü YAPI MALZEMESİ -I
 Dokuz Eylül Üniversitesi İnşaat Mühendisliği Bölümü YAPI MALZEMESİ -I 14. Polimerler 14.1.Polimerizasyon 14.2.Plastiklerin mühendislikte kullanımı ve özellikleri 14.3.Plastik katkı maddeleri 14.4.Lif donatılı
Dokuz Eylül Üniversitesi İnşaat Mühendisliği Bölümü YAPI MALZEMESİ -I 14. Polimerler 14.1.Polimerizasyon 14.2.Plastiklerin mühendislikte kullanımı ve özellikleri 14.3.Plastik katkı maddeleri 14.4.Lif donatılı
bezli kauçuk Ayrıca Tablo 1'de üretimde kullanılan malzeme çeşitleri, ticari markaları ve SKT kodları belirtilmiştir. Ticari markalar (*)
") Malzeme bilgileri Genellikle sentetik kauçuktan üretilen SKT sızdırmazlık elemanlarının malzemeleri, kauçuk, deri, mantar, yün ve bezli kauçuk olabilir. Bunların tip tanıtma tablolarında gösterilişi Şekil
Malzeme bilgileri Genellikle sentetik kauçuktan üretilen SKT sızdırmazlık elemanlarının malzemeleri, kauçuk, deri, mantar, yün ve bezli kauçuk olabilir. Bunların tip tanıtma tablolarında gösterilişi Şekil
FZM 220. Malzeme Bilimine Giriş
 FZM 220 Yapı Karakterizasyon Özellikler İşleme Performans Prof. Dr. İlker DİNÇER Fakültesi, Fizik Mühendisliği Bölümü 1 Ders Hakkında FZM 220 Dersinin Amacı Bu dersin amacı, fizik mühendisliği öğrencilerine,
FZM 220 Yapı Karakterizasyon Özellikler İşleme Performans Prof. Dr. İlker DİNÇER Fakültesi, Fizik Mühendisliği Bölümü 1 Ders Hakkında FZM 220 Dersinin Amacı Bu dersin amacı, fizik mühendisliği öğrencilerine,
TERMOPLASTİKLER GENEL TİCARİ PLASTİKLER (COMMODITY PLASTICS)
") TERMOPLASTİKLER GENEL TİARİ PLASTİKLER (OMMODITY PLASTIS) POLİPROPİLEN (PP), POLİSTİREN (PS), POLİVİNİLKLORÜR (PV) Polipropilen, polistiren ve polivinil klorür, R = genel formülüyle tanımlan monomerlerden
TERMOPLASTİKLER GENEL TİARİ PLASTİKLER (OMMODITY PLASTIS) POLİPROPİLEN (PP), POLİSTİREN (PS), POLİVİNİLKLORÜR (PV) Polipropilen, polistiren ve polivinil klorür, R = genel formülüyle tanımlan monomerlerden
MUKAVEMET ARTIRICI İŞLEMLER
 MUKAVEMET ARTIRICI İŞLEMLER Malzemenin Mukavemeti; a) Kimyasal Bileşim b) Metalurjik Yapı değiştirilerek arttırılabilir Malzemelerin Mukavemet Arttırıcı İşlemleri: 1. Martenzitik Dönüşüm 2. Alaşım Sertleştirmesi
MUKAVEMET ARTIRICI İŞLEMLER Malzemenin Mukavemeti; a) Kimyasal Bileşim b) Metalurjik Yapı değiştirilerek arttırılabilir Malzemelerin Mukavemet Arttırıcı İşlemleri: 1. Martenzitik Dönüşüm 2. Alaşım Sertleştirmesi
MALZEME SEÇİMİNİN ÖNEMİ VE MÜHENDİSLİK MALZEMELERİ. Doç.Dr. Salim ŞAHİN
 MALZEME SEÇİMİNİN ÖNEMİ VE MÜHENDİSLİK MALZEMELERİ Doç.Dr. Salim ŞAHİN MALZEME SEÇİMİNİN ÖNEMİ Günümüzde 70.000 demir esaslı malzeme (özellikle çelik) olmak üzere 100.000 den fazla kullanılan geniş bir
MALZEME SEÇİMİNİN ÖNEMİ VE MÜHENDİSLİK MALZEMELERİ Doç.Dr. Salim ŞAHİN MALZEME SEÇİMİNİN ÖNEMİ Günümüzde 70.000 demir esaslı malzeme (özellikle çelik) olmak üzere 100.000 den fazla kullanılan geniş bir
Metallerde Döküm ve Katılaşma
 2015-2016 Güz Yarıyılı Metalurji Laboratuarı I Metallerde Döküm ve Katılaşma Döküm:Metallerin ısı etkisiyle sıvı hale getirilip uygun şekilli kalıplar içerisinde katılaştırılması işlemidir Döküm Yöntemi
2015-2016 Güz Yarıyılı Metalurji Laboratuarı I Metallerde Döküm ve Katılaşma Döküm:Metallerin ısı etkisiyle sıvı hale getirilip uygun şekilli kalıplar içerisinde katılaştırılması işlemidir Döküm Yöntemi
İÇİNDEKİLER Superior Conta Kullanılan Kauçuk O-Ring Standard Size (AS 568A) O-Ring Standard Size (Metric) O-Ring Standard Size (JIS B 2401)
 O-Ring Standard Size (Metric) O-Ring Standard Size (JIS B 2401)") İÇİNDEKİLER 01 Superior Conta 03 Kullanılan Kauçuk 05 O-Ring Standard Size (AS 568A) 13 O-Ring Standard Size (Metric) 24 O-Ring Standard Size (JIS B 2401) 28 O-Ring Set Superior Conta ------ Hedeflerinizi
İÇİNDEKİLER 01 Superior Conta 03 Kullanılan Kauçuk 05 O-Ring Standard Size (AS 568A) 13 O-Ring Standard Size (Metric) 24 O-Ring Standard Size (JIS B 2401) 28 O-Ring Set Superior Conta ------ Hedeflerinizi
MUHENDISLIK PLASTIKLERI ENGINEERING P L A S T I C S
 MUHENDISLIK P L A S T I C S www.megapolimer.com MEGA POLİMER 2004 yılında mühendislik plastikleri imalatı amacıyla kurulan Mega Polimer ve Teknik Plastik San. Tic. Ltd. Şti. birkaç yıl içinde kaliteli
MUHENDISLIK P L A S T I C S www.megapolimer.com MEGA POLİMER 2004 yılında mühendislik plastikleri imalatı amacıyla kurulan Mega Polimer ve Teknik Plastik San. Tic. Ltd. Şti. birkaç yıl içinde kaliteli
Kompozit Malzemeler. Polimer kompozit malzemeler reçine (Matrix) ve takviye (Reinforcement) bileşenlerinden oluşur.
 ve takviye (Reinforcement) bileşenlerinden oluşur.") Kompozit Malzemeler Kompozit malzeme tanımı, temel olarak iki veya daha fazla malzemenin bir arada kullanılmasıyla oluşturulan ve meydana geldiği malzemelerden farklı özelliklere sahip yeni tür malzemeleri
Kompozit Malzemeler Kompozit malzeme tanımı, temel olarak iki veya daha fazla malzemenin bir arada kullanılmasıyla oluşturulan ve meydana geldiği malzemelerden farklı özelliklere sahip yeni tür malzemeleri
FİYAT LİSTELERİ HABER VERME GEREĞİ DUYMADAN DEĞİŞTİRİLEBİLİR. LÜTFEN SİPARİŞLERİNİZİ FAX VEYA MAİL YOLU İLE BİLDİRİNİZ.
 KULLANILAN ELASTOMER TÜRLERİ 1 ELASTOMERLERİN ÖZELLİKLERİ 2 ORİNG TOLERANS ÖLÇÜLERİ 3 YUVA ÖLÇÜLERİ 4 KANAL ÖLÇÜLERİ 5 MİL VE BOĞAZDA KIRILMA PAY ÖLÇÜLERİ 6 FİYAT LİSTELERİ HABER VERME GEREĞİ DUYMADAN
KULLANILAN ELASTOMER TÜRLERİ 1 ELASTOMERLERİN ÖZELLİKLERİ 2 ORİNG TOLERANS ÖLÇÜLERİ 3 YUVA ÖLÇÜLERİ 4 KANAL ÖLÇÜLERİ 5 MİL VE BOĞAZDA KIRILMA PAY ÖLÇÜLERİ 6 FİYAT LİSTELERİ HABER VERME GEREĞİ DUYMADAN
ZnS (zincblende) NaCl (sodium chloride) CsCl (cesium chloride)
 NaCl (sodium chloride) CsCl (cesium chloride)") Seramik, sert, kırılgan, yüksek ergime derecesine sahip, düşük elektrik ve ısı iletimi ile iyi kimyasal ve ısı kararlılığı olan ve yüksek basma dayanımı gösteren malzemelerdir. Malzeme özellikleri bağ
Seramik, sert, kırılgan, yüksek ergime derecesine sahip, düşük elektrik ve ısı iletimi ile iyi kimyasal ve ısı kararlılığı olan ve yüksek basma dayanımı gösteren malzemelerdir. Malzeme özellikleri bağ
Hitit Üniversitesi, Mühendislik Fakültesi, Kimya Mühendisliği Bölümü, 19030,ÇORUM sstilmisbasan@hitit.edu.tr
 ÜÇLÜ POLİ(VİNİL KLORÜR) KARIŞIMLARININ TERMOMEKANİK ÖZELLİKLERİNE MALEİK ANHİDRİT İÇEREN TERPOLİMERLERİN ETKİSİ SATILMIŞ BASAN, ÖZLEM AYDIN, FATMA ŞAHİN Hitit Üniversitesi, Mühendislik Fakültesi, Kimya
ÜÇLÜ POLİ(VİNİL KLORÜR) KARIŞIMLARININ TERMOMEKANİK ÖZELLİKLERİNE MALEİK ANHİDRİT İÇEREN TERPOLİMERLERİN ETKİSİ SATILMIŞ BASAN, ÖZLEM AYDIN, FATMA ŞAHİN Hitit Üniversitesi, Mühendislik Fakültesi, Kimya
Pik (Ham) Demir Üretimi
 Demir Üretimi") Pik (Ham) Demir Üretimi Çelik üretiminin ilk safhası pik demirin eldesidir. Pik demir için başlıca şu maddeler gereklidir: 1. Cevher: Demir oksit veya karbonatlardan oluşan, bir miktarda topraksal empüriteler
Pik (Ham) Demir Üretimi Çelik üretiminin ilk safhası pik demirin eldesidir. Pik demir için başlıca şu maddeler gereklidir: 1. Cevher: Demir oksit veya karbonatlardan oluşan, bir miktarda topraksal empüriteler
EVDE KİMYA SABUN. Yağ asitlerinin Na ve ya K tuzuna sabun denir. Çok eski çağlardan beri kullanılan en önemli temizlik maddeleridir.
 EVDE KİMYA SABUN Yağ asitlerinin Na ve ya K tuzuna sabun denir. Çok eski çağlardan beri kullanılan en önemli temizlik maddeleridir. CH 3(CH 2) 16 COONa: Sodyum stearat (Beyaz Sabun) CH 3(CH 2) 16 COOK:
EVDE KİMYA SABUN Yağ asitlerinin Na ve ya K tuzuna sabun denir. Çok eski çağlardan beri kullanılan en önemli temizlik maddeleridir. CH 3(CH 2) 16 COONa: Sodyum stearat (Beyaz Sabun) CH 3(CH 2) 16 COOK:
Nanolif Üretimi ve Uygulamaları
 Nanolif Üretimi ve Uygulamaları Doç. Dr. Atilla Evcin Malzeme Bilimi ve Mühendisliği Bölümü Çözelti Özellikleri Elektro-eğirme sırasında kullanılacak çözeltinin özellikleri elde edilecek fiber yapısını
Nanolif Üretimi ve Uygulamaları Doç. Dr. Atilla Evcin Malzeme Bilimi ve Mühendisliği Bölümü Çözelti Özellikleri Elektro-eğirme sırasında kullanılacak çözeltinin özellikleri elde edilecek fiber yapısını
Paylaşılan elektron ya da elektronlar, her iki çekirdek etrafında dolanacaklar, iki çekirdek arasındaki bölgede daha uzun süre bulundukları için bu
 4.Kimyasal Bağlar Kimyasal Bağlar Aynı ya da farklı cins atomları bir arada tutan kuvvetlere kimyasal bağlar denir. Pek çok madde farklı element atomlarının birleşmesiyle meydana gelmiştir. İyonik bağ
4.Kimyasal Bağlar Kimyasal Bağlar Aynı ya da farklı cins atomları bir arada tutan kuvvetlere kimyasal bağlar denir. Pek çok madde farklı element atomlarının birleşmesiyle meydana gelmiştir. İyonik bağ
FZM 220. Malzeme Bilimine Giriş
 FZM 220 Yapı Karakterizasyon Özellikler İşleme Performans Prof. Dr. İlker DİNÇER Fakültesi, Fizik Mühendisliği Bölümü 1 Ders Hakkında FZM 220 Dersinin Amacı Bu dersin amacı, fizik mühendisliği öğrencilerine,
FZM 220 Yapı Karakterizasyon Özellikler İşleme Performans Prof. Dr. İlker DİNÇER Fakültesi, Fizik Mühendisliği Bölümü 1 Ders Hakkında FZM 220 Dersinin Amacı Bu dersin amacı, fizik mühendisliği öğrencilerine,
SIKÇA SORULAN SORULAR
 SIKÇA SORULAN SORULAR Chevron 2005 DOC ID VİSKOZİTE Viskozite Nedir? Viskozite, yağların kendi akışlarına karşı gösterdikleri iç dirençtir Düşük Viskozite = İnce ve kolay akan yağ Yüksek Viskozite = Kalın
SIKÇA SORULAN SORULAR Chevron 2005 DOC ID VİSKOZİTE Viskozite Nedir? Viskozite, yağların kendi akışlarına karşı gösterdikleri iç dirençtir Düşük Viskozite = İnce ve kolay akan yağ Yüksek Viskozite = Kalın
COMPOUND VE MASTERBATCH PROSESLERİN YENİ YARDIMCISI LIBAID T-2
 İŞLEME PROBLEMLERİNİ ÇÖZMEK İÇİN KATKILAR Vizkositesi yüksek olan malzemeleri işlemek için yüksek basınç gerekir. Yüksek basınç yapılan işleme sonucunda yüksek ısıların oluışması ve burada bozunmaya ve
İŞLEME PROBLEMLERİNİ ÇÖZMEK İÇİN KATKILAR Vizkositesi yüksek olan malzemeleri işlemek için yüksek basınç gerekir. Yüksek basınç yapılan işleme sonucunda yüksek ısıların oluışması ve burada bozunmaya ve
Dişhekimliğinde MUM. Prof Dr. Övül KÜMBÜLOĞLU. Ege Üniversitesi Dişhekimliği Fakültesi Protetik Diş Tedavisi Anabilim Dalı Öğretim Üyesi
 Dişhekimliğinde MUM Prof Dr. Övül KÜMBÜLOĞLU Ege Üniversitesi Dişhekimliği Fakültesi Protetik Diş Tedavisi Anabilim Dalı Öğretim Üyesi MUM Dişhekimliğinde kullanılan mumlar genellikle 2 veya daha fazla
Dişhekimliğinde MUM Prof Dr. Övül KÜMBÜLOĞLU Ege Üniversitesi Dişhekimliği Fakültesi Protetik Diş Tedavisi Anabilim Dalı Öğretim Üyesi MUM Dişhekimliğinde kullanılan mumlar genellikle 2 veya daha fazla
Akreditasyon Sertifikası Eki (Sayfa 1/6) Akreditasyon Kapsamı
 Akreditasyon Kapsamı") Akreditasyon Sertifikası Eki (Sayfa 1/6) Deney Laboratuvarı Adresi : Şerifali Çiftliği Hendem cad. No:58 Kat:1 Yukarıdudullu Ümraniye 34775 İSTANBUL / TÜRKİYE Tel : 0 216 420 47 52 Faks : 0 216 466 31
Akreditasyon Sertifikası Eki (Sayfa 1/6) Deney Laboratuvarı Adresi : Şerifali Çiftliği Hendem cad. No:58 Kat:1 Yukarıdudullu Ümraniye 34775 İSTANBUL / TÜRKİYE Tel : 0 216 420 47 52 Faks : 0 216 466 31
ÇİNKO KATKILI ANTİBAKTERİYEL ÖZELLİKTE HİDROKSİAPATİT ÜRETİMİ VE KARAKTERİZASYONU
 ÇİNKO KATKILI ANTİBAKTERİYEL ÖZELLİKTE HİDROKSİAPATİT ÜRETİMİ VE KARAKTERİZASYONU SÜLEYMAN ÇINAR ÇAĞAN MERSİN ÜNİVERSİTESİ FEN BİLİMLERİ ENSTİTÜSÜ MAKİNE MÜHENDİSLİĞİ ANA BİLİM DALI YÜKSEK LİSANS TEZİ
ÇİNKO KATKILI ANTİBAKTERİYEL ÖZELLİKTE HİDROKSİAPATİT ÜRETİMİ VE KARAKTERİZASYONU SÜLEYMAN ÇINAR ÇAĞAN MERSİN ÜNİVERSİTESİ FEN BİLİMLERİ ENSTİTÜSÜ MAKİNE MÜHENDİSLİĞİ ANA BİLİM DALI YÜKSEK LİSANS TEZİ
LDPE/EVOH Harmanlarının Hazırlanması, Karakterizasyonu ve Bazı Özellikleri
 LDPE/EVOH Harmanlarının Hazırlanması, Karakterizasyonu ve Bazı Özellikleri Melike Demirci, Nevra Ercan, Ali Durmuş, Ahmet Kaşgöz * İstanbul Üniversitesi, Mühendislik Fakültesi, Kimya Mühendisliği Bölümü,
LDPE/EVOH Harmanlarının Hazırlanması, Karakterizasyonu ve Bazı Özellikleri Melike Demirci, Nevra Ercan, Ali Durmuş, Ahmet Kaşgöz * İstanbul Üniversitesi, Mühendislik Fakültesi, Kimya Mühendisliği Bölümü,
Doç. Dr. Cengiz ÇETİN, BEK153 Organik Eserlerde Önleyici Koruma Ders Notu DERS 6 4. ÇÖZÜCÜLER. Resim 1. Ciriş bitkisi.
 DERS 6 4. ÇÖZÜCÜLER Resim 1. Ciriş bitkisi. 1 4. ÇÖZÜCÜLER Çözücüler normal sıcaklık ve basınçta sıvı halde bulunan organik maddelerdir. Organik olmayan fakat herkes tarafından bilinen su da bir çözücüdür.
DERS 6 4. ÇÖZÜCÜLER Resim 1. Ciriş bitkisi. 1 4. ÇÖZÜCÜLER Çözücüler normal sıcaklık ve basınçta sıvı halde bulunan organik maddelerdir. Organik olmayan fakat herkes tarafından bilinen su da bir çözücüdür.
Doç. Dr. Cengiz ÇETİN, BEK153 Organik Eserlerde Önleyici Koruma Ders Notu DERS 2 2. POLİMERLER
 DERS 2 2. POLİMERLER 2.1. Yardımcı Terimler Bileşik, birden fazla atomun belirli oranlarda kimyasal reaksiyonu sonucu bir araya gelmesiyle oluşan saf maddedir. Bileşiklerin en küçük yapı taşı moleküllerdir.
DERS 2 2. POLİMERLER 2.1. Yardımcı Terimler Bileşik, birden fazla atomun belirli oranlarda kimyasal reaksiyonu sonucu bir araya gelmesiyle oluşan saf maddedir. Bileşiklerin en küçük yapı taşı moleküllerdir.
Konu: Yüksek Hassasiyetli Yağ Keçelerinin Takviye Bilezik Kalıplarının Üretiminde Kullanılan Takım Çelikleri ve Üretim Prosesleri
 Nurettin ÇALLI Fen Bilimleri Ens. Öğrenci No: 503812162 MAD 614 Madencilikte Özel Konular I Dersi Veren: Prof. Dr. Orhan KURAL İTÜ Maden Fakültesi Konu: Yüksek Hassasiyetli Yağ Keçelerinin Takviye Bilezik
Nurettin ÇALLI Fen Bilimleri Ens. Öğrenci No: 503812162 MAD 614 Madencilikte Özel Konular I Dersi Veren: Prof. Dr. Orhan KURAL İTÜ Maden Fakültesi Konu: Yüksek Hassasiyetli Yağ Keçelerinin Takviye Bilezik
TEKSTİL MATERYALLERİNİN YANMA MEKANİZMASI VE LİMİT OKSİJEN İNDEKS DEĞERLERİ
 T.C. MARMARA ÜNİVERSİTESİ FEN BİLİMLERİ ENSTİTÜSÜ TEKSTİL EĞİTİMİ ANABİLİM DALI TEKSTİL MATERYALLERİNİN YANMA MEKANİZMASI VE LİMİT OKSİJEN İNDEKS DEĞERLERİ HAZIRLAYAN DERSİN ADI :SELCAN KAYAN : ENSTRÜMANTAL
T.C. MARMARA ÜNİVERSİTESİ FEN BİLİMLERİ ENSTİTÜSÜ TEKSTİL EĞİTİMİ ANABİLİM DALI TEKSTİL MATERYALLERİNİN YANMA MEKANİZMASI VE LİMİT OKSİJEN İNDEKS DEĞERLERİ HAZIRLAYAN DERSİN ADI :SELCAN KAYAN : ENSTRÜMANTAL
Katılar. MÜHENDİSLİK KİMYASI DERS NOTLARI Yrd. Doç. Dr. Atilla EVCİN. Yrd. Doç. Dr. Atilla EVCİN Afyonkarahisar Kocatepe Üniversitesi 2006
 Katılar Tüm maddeler, yeteri kadar soğutulduğunda katıları oluştururlar. MÜHENDİSLİK KİMYASI DERS NOTLARI Yrd. Doç. Dr. Atilla EVCİN Oluşan katıların doğası atom, iyon veya molekülleri birarada tutan kuvvetlere
Katılar Tüm maddeler, yeteri kadar soğutulduğunda katıları oluştururlar. MÜHENDİSLİK KİMYASI DERS NOTLARI Yrd. Doç. Dr. Atilla EVCİN Oluşan katıların doğası atom, iyon veya molekülleri birarada tutan kuvvetlere
PROJENİN ADI POLİMER KATKILI ASFALT ÜRETİMİNİN ARAŞTIRILMASI. Danışman: Doç.Dr. İsmet KAYA. Zeyfiye TEZEL Mehmet KARACADAĞ
 PROJENİN ADI POLİMER KATKILI ASFALT ÜRETİMİNİN ARAŞTIRILMASI Zeyfiye TEZEL Mehmet KARACADAĞ ( Kimya Bilim Danışmanlığı Çalıştayı Çalışması 29 Ağustos-9 Eylül 2007) Danışman: Doç.Dr. İsmet KAYA PROJENİN
PROJENİN ADI POLİMER KATKILI ASFALT ÜRETİMİNİN ARAŞTIRILMASI Zeyfiye TEZEL Mehmet KARACADAĞ ( Kimya Bilim Danışmanlığı Çalıştayı Çalışması 29 Ağustos-9 Eylül 2007) Danışman: Doç.Dr. İsmet KAYA PROJENİN
Yrd. Doç. Dr. Atilla EVCİN Sol-jel Prosesleri Ders Notları
 Alüminyum Alkoksit ve Alümina Üretimi Alüminyum metalinin alkolle reaksiyonu sonucu alkoksit oluşturulması ve bundan elde edilecek jelinde öğütülüp kalsine edildikten sonra alüminaya dönüşmesi beklenmektedir.
Alüminyum Alkoksit ve Alümina Üretimi Alüminyum metalinin alkolle reaksiyonu sonucu alkoksit oluşturulması ve bundan elde edilecek jelinde öğütülüp kalsine edildikten sonra alüminaya dönüşmesi beklenmektedir.
Böttcher 1725 yılında kuruldu 290 yıllık bir başarı hikayesi. İlk merdane 1878 yılında üretildi Grafik endüstrisinde 130 yılı aşkın bir tecrübe
 İçerik 1. Böttcher tanıtımı 2. Merdane üretimi 3. Ürünler 4. Sektörler 5. Müşteriler 6. Böttcher Türkiye 7. Neden karton ambalaj? 8. Migrasyon 9. Böttcher çözümleri Böttcher 1725 yılında kuruldu 290 yıllık
İçerik 1. Böttcher tanıtımı 2. Merdane üretimi 3. Ürünler 4. Sektörler 5. Müşteriler 6. Böttcher Türkiye 7. Neden karton ambalaj? 8. Migrasyon 9. Böttcher çözümleri Böttcher 1725 yılında kuruldu 290 yıllık
Plastik Parçanın Performansı Etkilenir:
 Mekanik Özellikler -Çekme dayanımı - Darbe dayanımı -Uzama - Elastiklik modülü -Basma dayanımı - Özgül ağırlık -Sürünme - Su absorbsiyonu -Kesme dayanımı - Sürtünme katsayısı -Makaslama dayanımı - Modül
Mekanik Özellikler -Çekme dayanımı - Darbe dayanımı -Uzama - Elastiklik modülü -Basma dayanımı - Özgül ağırlık -Sürünme - Su absorbsiyonu -Kesme dayanımı - Sürtünme katsayısı -Makaslama dayanımı - Modül
İNŞAAT MALZEME BİLGİSİ
 İNŞAAT MALZEME BİLGİSİ Prof. Dr. Metin OLGUN Ankara Üniversitesi Ziraat Fakültesi Tarımsal Yapılar ve Sulama Bölümü HAFTA KONU 1 Giriş, yapı malzemelerinin önemi 2 Yapı malzemelerinin genel özellikleri,
İNŞAAT MALZEME BİLGİSİ Prof. Dr. Metin OLGUN Ankara Üniversitesi Ziraat Fakültesi Tarımsal Yapılar ve Sulama Bölümü HAFTA KONU 1 Giriş, yapı malzemelerinin önemi 2 Yapı malzemelerinin genel özellikleri,
Ayrıca, bu kitapta sunulan bilgilerin İnşaat Mühendislerine de meslek yaşamları boyunca yararlı olacağı umulmaktadır.
 Önsöz Dokuz Eylül Üniversitesi Mühendislik Fakültesi İnşaat Mühendisliği Bölümü, İNŞ 2023 Yapı Malzemesi I (3+0) dersinde kullanılmak üzere hazırlanan bu kitap, İNŞ 2024 Yapı Malzemesi II dersinde kullanılan
Önsöz Dokuz Eylül Üniversitesi Mühendislik Fakültesi İnşaat Mühendisliği Bölümü, İNŞ 2023 Yapı Malzemesi I (3+0) dersinde kullanılmak üzere hazırlanan bu kitap, İNŞ 2024 Yapı Malzemesi II dersinde kullanılan
Yalova Üniversitesi Mühendislik Fakültesi Polimer Mühendisliği Bölümü. Polimer Nedir?
 Yalova Üniversitesi Mühendislik Fakültesi Polimer Mühendisliği Bölümü Polimer Nedir? Monomer olarak adlandırılan basit moleküllerin kimyasal bağlarla bağlanması sonucu oluşan yüksek molekül ağırlıklı maddelerdir.
Yalova Üniversitesi Mühendislik Fakültesi Polimer Mühendisliği Bölümü Polimer Nedir? Monomer olarak adlandırılan basit moleküllerin kimyasal bağlarla bağlanması sonucu oluşan yüksek molekül ağırlıklı maddelerdir.
C C C C C C. tekrar (doymamış molekül) Polyvinyl chloride (PVC) Polypropylene (PP) Polyethylene (PE) Polimerler. tekrar tekrar tekrar
 Polyvinyl chloride (PVC) Polypropylene (PP) Polyethylene (PE) Polimerler. tekrar tekrar tekrar") Polimerler Polimerler Polimer malzemeler, karbonun H, O, OH, Cl gibi element veya iyonlarla kovalent bağ karakterinde yaptığı bileşiklere ait zincir moleküllerin Vander Walls bağları ile birarada bulunması
Polimerler Polimerler Polimer malzemeler, karbonun H, O, OH, Cl gibi element veya iyonlarla kovalent bağ karakterinde yaptığı bileşiklere ait zincir moleküllerin Vander Walls bağları ile birarada bulunması
C C C C C C. tekrar (doymamış molekül) Polyvinyl chloride (PVC) Polypropylene (PP) Polyethylene (PE) Polimerler. tekrar tekrar tekrar
 Polyvinyl chloride (PVC) Polypropylene (PP) Polyethylene (PE) Polimerler. tekrar tekrar tekrar") Polimerler Polimerler Polimer malzemeler, karbonun H, O, OH, Cl gibi element veya iyonlarla kovalent bağ karakterinde yaptığı bileşiklere ait zincir moleküllerin Vander Walls bağları ile birarada bulunması
Polimerler Polimerler Polimer malzemeler, karbonun H, O, OH, Cl gibi element veya iyonlarla kovalent bağ karakterinde yaptığı bileşiklere ait zincir moleküllerin Vander Walls bağları ile birarada bulunması
Nanografi Nanoteknoloji Bilişim İmalat ve Danışmanlık Ltd. Şti.
 TEKNİK BİLGİ SAYFASI EPOCYL TM NC R2HM-01- Prepreg İşlemleri için Hazırlanmış Reçine Sistemi Genel Özellikler Tanım: EPOCYL TM NC R2HM-01 epoksi tabanlı bir reçine sistemidir, erimiş sıcak prepreg ve basınçlı
TEKNİK BİLGİ SAYFASI EPOCYL TM NC R2HM-01- Prepreg İşlemleri için Hazırlanmış Reçine Sistemi Genel Özellikler Tanım: EPOCYL TM NC R2HM-01 epoksi tabanlı bir reçine sistemidir, erimiş sıcak prepreg ve basınçlı
Polimer Reolojisi. Yrd. Doç. Dr. Ali DURMUŞ. Ders içeriği. Reoloji Bilimine Giriş. Tanımlar ve Kavramlar
 Polimer Reolojisi Ders içeriği Reoloji Bilimine Giriş Tanımlar ve Kavramlar Yrd. Doç. Dr. Ali DURMUŞ İstanbul Üniversitesi Kimya Mühendisliği Bölümü durmus@istanbul.edu.tr 212 4737070 (17855 / 17663) Yrd.Doç.Dr.
Polimer Reolojisi Ders içeriği Reoloji Bilimine Giriş Tanımlar ve Kavramlar Yrd. Doç. Dr. Ali DURMUŞ İstanbul Üniversitesi Kimya Mühendisliği Bölümü durmus@istanbul.edu.tr 212 4737070 (17855 / 17663) Yrd.Doç.Dr.
Dielektrik malzeme DİELEKTRİK ÖZELLİKLER. Elektriksel Kutuplaşma. Dielektrik malzemeler. Kutuplaşma Türleri 15.4.2015. Elektronik kutuplaşma
 Dielektrik malzeme DİELEKTRİK ÖZELLİKLER Dielektrik malzemeler; serbest elektron yoktur, yalıtkan malzemelerdir, uygulanan elektriksel alandan etkilenebilirler. 1 2 Dielektrik malzemeler Elektriksel alan
Dielektrik malzeme DİELEKTRİK ÖZELLİKLER Dielektrik malzemeler; serbest elektron yoktur, yalıtkan malzemelerdir, uygulanan elektriksel alandan etkilenebilirler. 1 2 Dielektrik malzemeler Elektriksel alan
MALZEME BİLGİSİ DERS 7 DR. FATİH AY. www.fatihay.net fatihay@fatihay.net
 MALZEME BİLGİSİ DERS 7 DR. FATİH AY www.fatihay.net fatihay@fatihay.net GEÇEN HAFTA KRİSTAL KAFES NOKTALARI KRİSTAL KAFES DOĞRULTULARI KRİSTAL KAFES DÜZLEMLERİ DOĞRUSAL VE DÜZLEMSEL YOĞUNLUK KRİSTAL VE
MALZEME BİLGİSİ DERS 7 DR. FATİH AY www.fatihay.net fatihay@fatihay.net GEÇEN HAFTA KRİSTAL KAFES NOKTALARI KRİSTAL KAFES DOĞRULTULARI KRİSTAL KAFES DÜZLEMLERİ DOĞRUSAL VE DÜZLEMSEL YOĞUNLUK KRİSTAL VE
SINAV SÜRESİ 80 DAKİKADIR. BAŞARILAR. Terim Açıklama Örnek
 PLİMER KİMYASI ARA SINAVI 31.07.2015 SRU N 1 2 3 4 5 PUAN Yalnızca 4 soruyu yanıtlayınız. Yanıtlamadığınız sorunun PUAN kısmına çarpı koyunuz. Aksi taktirde 5. Soru değerlendirme dışı kalacaktır. N : AD
PLİMER KİMYASI ARA SINAVI 31.07.2015 SRU N 1 2 3 4 5 PUAN Yalnızca 4 soruyu yanıtlayınız. Yanıtlamadığınız sorunun PUAN kısmına çarpı koyunuz. Aksi taktirde 5. Soru değerlendirme dışı kalacaktır. N : AD
Prof. Dr. HÜSEYİN UZUN KAYNAK KABİLİYETİ
 KAYNAK KABİLİYETİ Günümüz kaynak teknolojisinin kaydettiği inanılmaz gelişmeler sayesinde pek çok malzemenin birleştirilmesi artık mümkün hale gelmiştir. *Demir esaslı metalik malzemeler *Demirdışı metalik
KAYNAK KABİLİYETİ Günümüz kaynak teknolojisinin kaydettiği inanılmaz gelişmeler sayesinde pek çok malzemenin birleştirilmesi artık mümkün hale gelmiştir. *Demir esaslı metalik malzemeler *Demirdışı metalik
GERİ DÖNÜŞTÜRÜLEBİLİR BARİYER FİLMLER
 GERİ DÖNÜŞTÜRÜLEBİLİR BARİYER FİLMLER Dr. FÜSUN GÜNER KOROZO ARGE MÜDÜRLÜĞÜ Ekim 2017 Bariyer Filmler İÇERİK PE/EVOH/PE ve PE/PA/PE Filmler Bariyer Filmlerin Geri Dönüştürülmesi Polietilen Bariyer Filmler
GERİ DÖNÜŞTÜRÜLEBİLİR BARİYER FİLMLER Dr. FÜSUN GÜNER KOROZO ARGE MÜDÜRLÜĞÜ Ekim 2017 Bariyer Filmler İÇERİK PE/EVOH/PE ve PE/PA/PE Filmler Bariyer Filmlerin Geri Dönüştürülmesi Polietilen Bariyer Filmler
INSA 283 MALZEME BİLİMİ. Giriş
 INSA 283 MALZEME BİLİMİ Giriş Malzeme Gereksinimi Bütün mühendislik bilim dallari malzeme ile yakindan iliskilidir. Mühendisler kullanacaklari malzemeyi çok iyi tanıyarak ve genis malzeme tayfi içinde
INSA 283 MALZEME BİLİMİ Giriş Malzeme Gereksinimi Bütün mühendislik bilim dallari malzeme ile yakindan iliskilidir. Mühendisler kullanacaklari malzemeyi çok iyi tanıyarak ve genis malzeme tayfi içinde
MUKAVEMET DERSİ. (Temel Kavramlar) Prof. Dr. Berna KENDİRLİ
 Prof. Dr. Berna KENDİRLİ") MUKAVEMET DERSİ (Temel Kavramlar) Prof. Dr. Berna KENDİRLİ Ders Planı HAFTA KONU 1 Giriş, Mukavemetin tanımı ve genel ilkeleri 2 Mukavemetin temel kavramları 3-4 Normal kuvvet 5-6 Gerilme analizi 7 Şekil
MUKAVEMET DERSİ (Temel Kavramlar) Prof. Dr. Berna KENDİRLİ Ders Planı HAFTA KONU 1 Giriş, Mukavemetin tanımı ve genel ilkeleri 2 Mukavemetin temel kavramları 3-4 Normal kuvvet 5-6 Gerilme analizi 7 Şekil
GIDALARIN YÜZEY ÖZELLİKLERİ DERS-9
 GIDALARIN YÜZEY ÖZELLİKLERİ DERS-9 KÖPÜK OLUŞUMU Köpük oluşumu Köpük, gazın dağılan faz, bir sıvının ise sürekli faz olduğu bir kolloidal dispersiyondur. Dispersiyon ortamı genellikle bir sıvıdır. Ancak,
GIDALARIN YÜZEY ÖZELLİKLERİ DERS-9 KÖPÜK OLUŞUMU Köpük oluşumu Köpük, gazın dağılan faz, bir sıvının ise sürekli faz olduğu bir kolloidal dispersiyondur. Dispersiyon ortamı genellikle bir sıvıdır. Ancak,
Toz Metalurjik Malzemeler. Yrd. Doç. Dr. Rıdvan YAMANOĞLU
 Yrd. Doç. Dr. Rıdvan YAMANOĞLU Tozların hazırlanması TOZ HAZIRLAMA NE ŞEKİLDE YAPILABİLİR, NEDEN GEREKLİDİR... Tozların hazırlanması Üretilen tozların rahat bir şekilde taşınması, depolanması, yoğunlaştırılması
Yrd. Doç. Dr. Rıdvan YAMANOĞLU Tozların hazırlanması TOZ HAZIRLAMA NE ŞEKİLDE YAPILABİLİR, NEDEN GEREKLİDİR... Tozların hazırlanması Üretilen tozların rahat bir şekilde taşınması, depolanması, yoğunlaştırılması
Kireçtaşlarından Çöktürülmüş Kalsiyum Karbonat Üretimi Doç. Dr. Özen KILIÇ
 Kireçtaşlarından Çöktürülmüş Kalsiyum Karbonat Üretimi Doç. Dr. Özen KILIÇ Ç.Ü. Müh. Mim. Fak. Maden Müh. Bölümü e-posta: zenkilic@cu.edu.tr PCC (ÇKK) NEDİR? PCC (Precipitated Calcium Carbonate), çöktürülmüş
Kireçtaşlarından Çöktürülmüş Kalsiyum Karbonat Üretimi Doç. Dr. Özen KILIÇ Ç.Ü. Müh. Mim. Fak. Maden Müh. Bölümü e-posta: zenkilic@cu.edu.tr PCC (ÇKK) NEDİR? PCC (Precipitated Calcium Carbonate), çöktürülmüş
Çimentolu Sistemlerde Kullanılan Kimyasal Katkılar ve Özellikleri
 Çimentolu Sistemlerde Kullanılan Kimyasal Katkılar ve Özellikleri Çimsa Çimento Araştırma ve Uygulama Merkezi Ocak, 2017 Kimyasal Katkı Nedir? Kimyasal katkılar, betonun birtakım özelliklerini iyileştirmek
Çimentolu Sistemlerde Kullanılan Kimyasal Katkılar ve Özellikleri Çimsa Çimento Araştırma ve Uygulama Merkezi Ocak, 2017 Kimyasal Katkı Nedir? Kimyasal katkılar, betonun birtakım özelliklerini iyileştirmek
Kil Nedir? Kristal yapıları birbirinden farklı birkaç mineralin oluşturduğu bir karışımın genel ismidir
 Nanokompozitlerin sentezi Kil Nedir? Kristal yapıları birbirinden farklı birkaç mineralin oluşturduğu bir karışımın genel ismidir KİL=Ana kil minerali + Diğer kil mineralleri + Eser organik maddeler Yapısında
Nanokompozitlerin sentezi Kil Nedir? Kristal yapıları birbirinden farklı birkaç mineralin oluşturduğu bir karışımın genel ismidir KİL=Ana kil minerali + Diğer kil mineralleri + Eser organik maddeler Yapısında
İNŞAAT MALZEME BİLGİSİ
 İNŞAAT MALZEME BİLGİSİ Prof. Dr. Metin OLGUN Ankara Üniversitesi Ziraat Fakültesi Tarımsal Yapılar ve Sulama Bölümü HAFTA KONU 1 Giriş, yapı malzemelerinin önemi 2 Yapı malzemelerinin genel özellikleri,
İNŞAAT MALZEME BİLGİSİ Prof. Dr. Metin OLGUN Ankara Üniversitesi Ziraat Fakültesi Tarımsal Yapılar ve Sulama Bölümü HAFTA KONU 1 Giriş, yapı malzemelerinin önemi 2 Yapı malzemelerinin genel özellikleri,
ÇUKUROVA ÜNİVERSİTESİ FEN BİLİMLERİ ENSTİTÜSÜ
 ÇUKUROVA ÜNİVERSİTESİ FEN BİLİMLERİ ENSTİTÜSÜ YÜKSEK LİSANS TEZİ KARBON SİYAHI/YAĞ VE KARBON SİYAHI/DOLGU MADDESİ ORANININ FARKLI VULKANİZASYON SİSTEMLERİNDE EPDM, NBR VE SBR ELASTOMERLERİNİN FİZİKO-MEKANİKSEL
ÇUKUROVA ÜNİVERSİTESİ FEN BİLİMLERİ ENSTİTÜSÜ YÜKSEK LİSANS TEZİ KARBON SİYAHI/YAĞ VE KARBON SİYAHI/DOLGU MADDESİ ORANININ FARKLI VULKANİZASYON SİSTEMLERİNDE EPDM, NBR VE SBR ELASTOMERLERİNİN FİZİKO-MEKANİKSEL
MALZEME BİLİMİ I MMM201. aluexpo2015 Sunumu
 MALZEME BİLİMİ I MMM201 aluexpo2015 Sunumu Hazırlayanlar; Çağla Aytaç Dursun 130106110005 Dilek Karakaya 140106110011 Alican Aksakal 130106110005 Murat Can Eminoğlu 131106110001 Selim Can Kabahor 130106110010
MALZEME BİLİMİ I MMM201 aluexpo2015 Sunumu Hazırlayanlar; Çağla Aytaç Dursun 130106110005 Dilek Karakaya 140106110011 Alican Aksakal 130106110005 Murat Can Eminoğlu 131106110001 Selim Can Kabahor 130106110010
Isıl işlem, katı haldeki metal ve alaşımlarına belirli özellikler kazandırmak amacıyla bir veya daha çok sayıda, yerine göre birbiri peşine uygulanan
 ISIL İŞLEMLER Isıl işlem, katı haldeki metal ve alaşımlarına belirli özellikler kazandırmak amacıyla bir veya daha çok sayıda, yerine göre birbiri peşine uygulanan ısıtma ve soğutma işlemleridir. İşlem
ISIL İŞLEMLER Isıl işlem, katı haldeki metal ve alaşımlarına belirli özellikler kazandırmak amacıyla bir veya daha çok sayıda, yerine göre birbiri peşine uygulanan ısıtma ve soğutma işlemleridir. İşlem
Dersin İçeriği PLASTİK KİRLİLİĞİ VE ETKİLERİ
 PLASTİK KİRLİLİĞİ VE ETKİLERİ Dr. Sedat GÜNDOĞDU Dersin İçeriği 1.Plastik nedir? 2.Plastik tipleri nelerdir? 3.Plastik kirliliği nedir? 4.Plastik kirliliğinin kaynakları 5.Plastik kirliliğinin mevcut durumu
PLASTİK KİRLİLİĞİ VE ETKİLERİ Dr. Sedat GÜNDOĞDU Dersin İçeriği 1.Plastik nedir? 2.Plastik tipleri nelerdir? 3.Plastik kirliliği nedir? 4.Plastik kirliliğinin kaynakları 5.Plastik kirliliğinin mevcut durumu
Deneyin Amacı Çekme deneyinin incelenmesi ve metalik bir malzemeye ait çekme deneyinin yapılması.
 1 Deneyin Adı Çekme Deneyi Deneyin Amacı Çekme deneyinin incelenmesi ve metalik bir malzemeye ait çekme deneyinin yapılması. Teorik Bilgi Malzemelerin statik (darbesiz) yük altındaki mukavemet özelliklerini
1 Deneyin Adı Çekme Deneyi Deneyin Amacı Çekme deneyinin incelenmesi ve metalik bir malzemeye ait çekme deneyinin yapılması. Teorik Bilgi Malzemelerin statik (darbesiz) yük altındaki mukavemet özelliklerini
FZM 220. Malzeme Bilimine Giriş
 FZM 220 Yapı Karakterizasyon Özellikler İşleme Performans Prof. Dr. İlker DİNÇER Fakültesi, Fizik Mühendisliği Bölümü 1 Ders Hakkında FZM 220 Dersinin Amacı Bu dersin amacı, fizik mühendisliği öğrencilerine,
FZM 220 Yapı Karakterizasyon Özellikler İşleme Performans Prof. Dr. İlker DİNÇER Fakültesi, Fizik Mühendisliği Bölümü 1 Ders Hakkında FZM 220 Dersinin Amacı Bu dersin amacı, fizik mühendisliği öğrencilerine,
İLERİ YAPI MALZEMELERİ-1 MALZEMELERİN GENEL TANIMI
 İLERİ YAPI MALZEMELERİ-1 MALZEMELERİN GENEL TANIMI MALZEMELERİN GENEL TANIMI Giriş: Tasarlanan yapının belirli bir amaca hizmet edebilmesinde en önemli öğe malzemedir. Bu nedenle yapı malzemelerinin özelliklerinin
İLERİ YAPI MALZEMELERİ-1 MALZEMELERİN GENEL TANIMI MALZEMELERİN GENEL TANIMI Giriş: Tasarlanan yapının belirli bir amaca hizmet edebilmesinde en önemli öğe malzemedir. Bu nedenle yapı malzemelerinin özelliklerinin
1.GİRİŞ. 1.1. Metal Şekillendirme İşlemlerindeki Değişkenler, Sınıflandırmalar ve Tanımlamalar
 1.GİRİŞ Genel olarak metal şekillendirme işlemlerini imalat işlemlerinin bir parçası olarak değerlendirmek mümkündür. İmalat işlemleri genel olarak şu şekilde sınıflandırılabilir: 1) Temel şekillendirme,
1.GİRİŞ Genel olarak metal şekillendirme işlemlerini imalat işlemlerinin bir parçası olarak değerlendirmek mümkündür. İmalat işlemleri genel olarak şu şekilde sınıflandırılabilir: 1) Temel şekillendirme,
Yoğun Düşük sürünme direnci Düşük/orta korozyon direnci. Elektrik ve termal iletken İyi mukavemet ve süneklik Yüksek tokluk Magnetik Metaller
 Kompozit malzemeler İki veya daha fazla malzemeden üretilirler Ana fikir farklı malzemelerin özelliklerini harmanlamaktır Kompozit: temel olarak birbiri içinde çözünmeyen ve birbirinden farklı şekil ve/veya
Kompozit malzemeler İki veya daha fazla malzemeden üretilirler Ana fikir farklı malzemelerin özelliklerini harmanlamaktır Kompozit: temel olarak birbiri içinde çözünmeyen ve birbirinden farklı şekil ve/veya
METALİK MALZEMELERİN GENEL KARAKTERİSTİKLERİ BAHAR 2010
 METALİK MALZEMELERİN GENEL KARAKTERİSTİKLERİ BAHAR 2010 WEBSİTE www2.aku.edu.tr/~hitit Dersler İÇERİK Metalik Malzemelerin Genel Karakteristiklerİ Denge diyagramları Ergitme ve döküm Dökme demir ve çelikler
METALİK MALZEMELERİN GENEL KARAKTERİSTİKLERİ BAHAR 2010 WEBSİTE www2.aku.edu.tr/~hitit Dersler İÇERİK Metalik Malzemelerin Genel Karakteristiklerİ Denge diyagramları Ergitme ve döküm Dökme demir ve çelikler
MALZEME BİLİMİ Bölüm 1. Malzeme Bilimi ve Mühendisliğine Giriş Hazırlayan Doç. Dr. Özkan Özdemir
 MALZEME BİLİMİ Bölüm 1. Malzeme Bilimi ve Mühendisliğine Giriş Hazırlayan Doç. Dr. Özkan Özdemir BÖLÜM 1. HEDEFLER Malzeme Bilimi ve Mühendislik Alanlarını tanıtmak Yapı, Özellik ve Üretim arasındaki ilişkiyi
MALZEME BİLİMİ Bölüm 1. Malzeme Bilimi ve Mühendisliğine Giriş Hazırlayan Doç. Dr. Özkan Özdemir BÖLÜM 1. HEDEFLER Malzeme Bilimi ve Mühendislik Alanlarını tanıtmak Yapı, Özellik ve Üretim arasındaki ilişkiyi