Endüstriyel Metroloji
|
|
|
- Kelebek Akgül
- 8 yıl önce
- İzleme sayısı:
Transkript
1 Ölçme: Bilinmeyen bir büyüklüğün değerini öğrenmek için, bu büyüklüğü bilinen bir büyüklük(standart) ile karşılaştırma ve bir değer belirleme işlemidir. Kontrol: Yapılan işlemlerin saptanmış değerlere göre doğrulanması(bir işin doğru ve istenilen özelliklere uygun olup olmadığı) işlemidir. Metroloji: Genel olarak ölçme etkinliği ve bu etkinlikte kullanılan ekipman ve birimler üzerinde çalışma yürüten bilim alanı olarak tanımlanabilir. Basit olarak metroloji bir ölçüm bilimidir. Ölçümle ilgili her şey metroloji alanının içinde yer alır. Metroloji Biliminin Faaliyetleri: 1-Hammadde ve ürün kalitesinin belirlenmesi 2-Yapı tesisat emniyetinin denetlenmesi 3-Gıda,sağlık hizmetlerinde resmi ölçümlerin yapılması 4-Cisimlerin biçim ve büyüklüklerinin standart değerlerle ifade edilmesi 5-Çevre,haberleşme ve savunma sistemlerinin kalite ve performansının belirlenmesi vb. Metroloji Altyapısı Bilimsel Metroloji Endüstriyel Metroloji Kanuni(Legal) Metroloji Sayfa 1

2 Bilimsel Metroloji: Uluslar arası geçerliliği olan birincil standartların ülke düzeyinde oluşturulması ile ilgili faaliyetleri kapsamaktadır. Ülkemizde bu konuda TUBİTAK bünyesinde hizmet veren Ulusal Metroloji Enstitüsü(UME) görevlidir. Endüstriyel Metroloji: Bilimsel metrolojinin faaliyetleri sonucu ortaya çıkan,ikincil standartlarla endüstride kullanılan izleme ve ölçme cihazlarının kalibrasyonlarının yapıldığı hizmet alanını kapsar. 132 sayılı kuruluş kanunu ile endüstriyel alanda kalibrasyon hizmetlerinin yürütülmesi TSE nin temel görevidir. Kanuni(Legal) Metroloji: Ticarete esas teşkil eden ölçü ve kontrol aletlerinin kalibrasyonları ile ilgilenir. Bu kategoriye giren tüm cihazlar zorunlu olarak kalibre ettirilmek zorundadır. Ülkemizde 3516 sayılı kanun ile T.C. Sanayi ve Ticaret Bakanlığı bu konuda görevlidir. Kalibrasyon: Kalibrasyon en basit tanımı ile bir ölçü sisteminin ne kadar doğru ölçtüğünün bir üst referans ölçüm sistemi ile kontrolü veya mukayese işlemidir. Kalibrasyon işleminde bütün ölçümler en üst seviyedeki standarda zincirleme bağlıdır. Buna izlenebilirlik denir. Kalibrasyona ne zaman ihtiyaç duyulur? 1-Doğru ölçmeyen bir teşhis veya tedavi cihazı ile muayene ya da tedavi olmak ister misiniz? 2-Pazardan aldığınız meyve ve sebzelerin bozuk bir terazi ile tartılmasını nasıl karşılarsınız? 3-Yükseklik göstergesi hatalı bir uçakla yolculuk etmek ister misiniz? 4-Hatalı ölçen bir cihazdan dolayı maddi ve manevi kayıplara kayıtsız kalabilir misiniz? 5-Evlerimizde elektrik, su ve doğalgaz gibi hizmetlerin bedellerini tespit etmeye yarayan sayaçların kullanılan miktardan daha fazla değerler göstermesini kabul edebilir miyiz? Yukarıda sorulan sorulara verilecek cevaplar hayırsa metroloji hepimiz içinde önemlidir. Sayfa 2


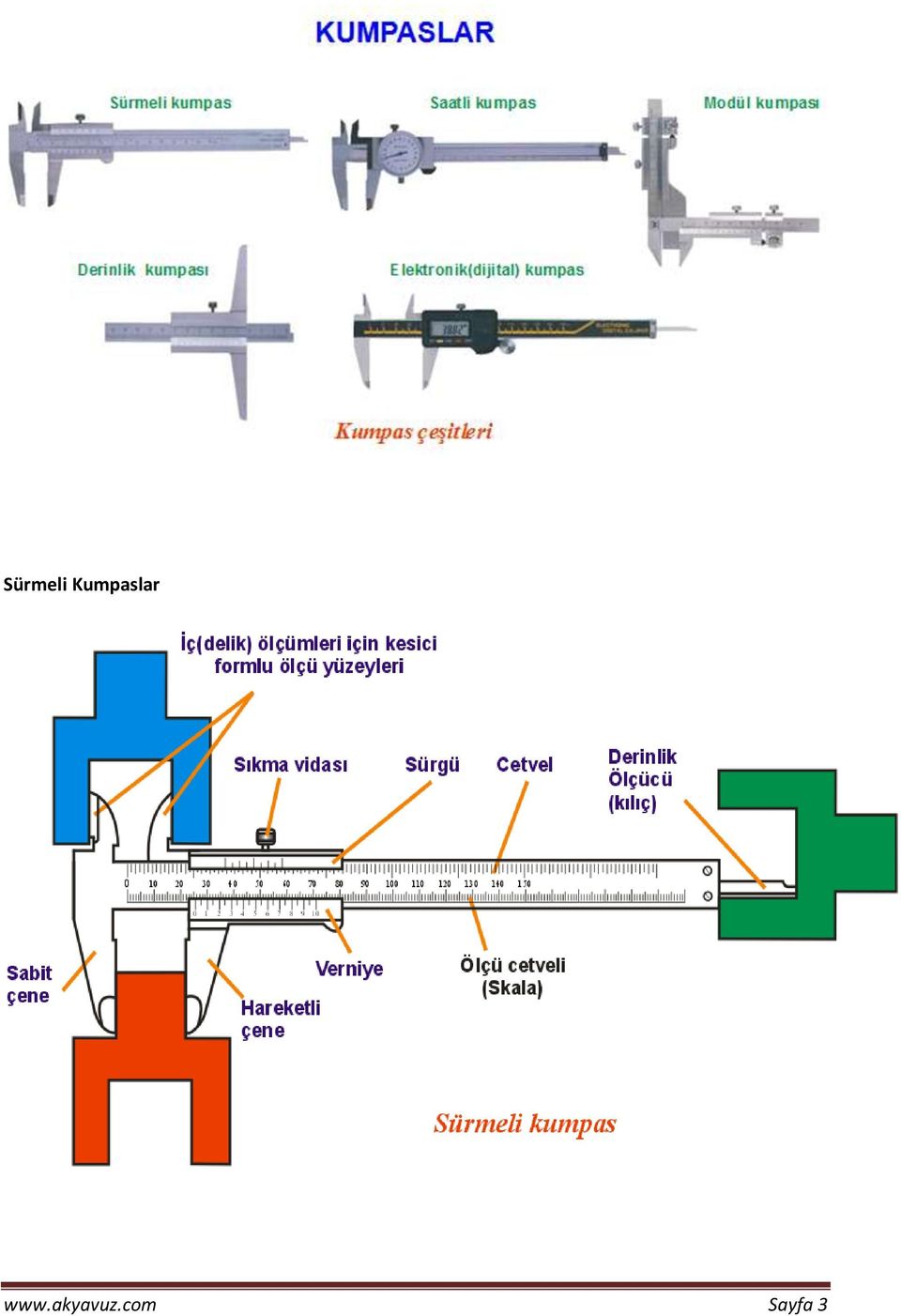
3 Sürmeli Kumpaslar Sayfa 3

4 1/10 Verniyeli Kumpas Cetvel üzerinde 9mm lik kısım, verniye üzerinde 10 eşit parçaya bölünerek, verniye iki çizgi arası 9/10 = 0,9mm bulunur. Cetvelin iki çizgi arası ile verniye iki çizgi arası farkı, 1-0,9=0,1mm hassasiyet elde edilir. Buna göre verniyenin birinci çizgisi, cetveldeki birinci çizgi ile çakışırsa kumpas 0, mm, ikinci çizgisi çakışırsa 0,2mm açılmış olur. Sayfa 4


5 1/20 Verniyeli Kumpas Cetvel üzerinde 19mm lik kısım, verniye üzerinde 20 eşit parçaya bölünerek, verniye iki çizgi arası 19/20 = 0,95mm bulunur. Cetvelin iki çizgi arası ile verniye iki çizgi arası farkı, 1-0,95=0,05mm hassasiyet elde edilir. Buna göre verniyenin birinci çizgisi, cetveldeki birinci çizgi ile çakışırsa kumpas 0,05mm, ikinci çizgisi çakışırsa 0,10mm açılmış olur. Sayfa 5


6 Kumpas üreten firmalar son yıllarda, verniye üzerindeki bölüntülerin daha kolay okunabilmesi için, cetvel üzerindeki 39 mm lik aralığı verniye üzerinde 20 eşit parçaya bölerek 1/20 verniye oluşturmuşlardır. Cetvel üzerindeki 39 mm, verniye üzerinde 20 eşit parçaya bölünerek, verniye üzerinde 39/20 = 1,95 mm lik aralıklar elde edilmiştir.bu şekilde, verniyenin birinci çizgisi cetvelin çizgisi ile çakışırsa kumpas 0,05 mm,verniyenin ikinci çizgisi çakışırsa 0,10 mm açılmış olur. Sayfa 6


7 1/50 Verniyeli Kumpas Cetvel üzerindeki 49 mm, verniye üzerinde 50 eşit parçaya bölünerek 49/50=0,98mm verniye aralıkları elde edilmiştir. Cetvelin üzerinde iki çizgi aralığı ile, verniye iki çizgi aralığı arasındaki fark, 1-0,98 = 0,02mm hassasiyet elde edilir. Böylece, verniyenin birinci çizgisi ile cetvelin birinci çizgisi çakışırsa kumpas 0,02mm, ikinci çizgisi çakışırsa 0,04mm vs. açılmış olur. Sayfa 7


8 Saatli Kumpas Saatli kumpasların özelliği, üzerinde verniye olmamasıdır. Ölçüm yaparken cetvel üzerinden tam mm değerleri, saat göstergesinden ise ondalık mm ler okunur. Hassasiyeti 0,02mm olan saatli kumpaslarda, hareketli çene 2mm açıldığında, saat ibresi bir tam tur döner. Kadran üzeri 100 eşit parçaya bölündüğü için kumpasın ölçme hassasiyeti 2 / 100 = 0,02mm dir. Hassasiyeti 0,05mm olan saatli kumpaslarda,hareketli çene 5mm açıldığında, saat ibresi bir tam tur döner. Kadran üzeri 100 eşit parçaya bölündüğü için kumpasın ölçme hassasiyeti 5 / 100 = 0,05mm dir Sayfa 8

9 Saatli kumpaslardaki kadran yerine elektronik görüntü ekranı bulunan kumpaslardır. Ekran gerekli enerjiyi pilden alır. Elektronik(dijital) kumpasların hassasiyetleri milimetre cinsinden 0,01 mm, parmak cinsinden ise 0,0005" tır. Kumpas, üzerinde bulunan düğmelerle(şalter) işlevini yapar. Sistem şalteri M harfini gösterdiği zaman, ekrandaki ölçüler milimetre olarak, E harfini gösterdiğinde ise parmak(inç) olarak okunur. Açma ve kapama düğmesi ekranı çalıştırır. Sıfırlama düğmesi ile, istenilen noktada kumpasın sıfır konumunda kalmasını sağlar. Sayfa 9
 olarak okunur.")
10 Mikrometreler Mekanik kumandalı vida-somun sistemine göre çalışan ölçü aletleridir. Ölçü tamlığı kumpaslara göre daha yüksektir. Metrik sistemdeki mikrometrelerin ölçme tamlığı 0,01 0,001mm, inch mikrometrelerde ise ölçme tamlığı 0,001 0,0001 tir. Mikrometrelerin ölçme alanı metrik için, 25mm(0-25,25-50,50-75vb.) yada inç için 1 la sınırlıdır. Sayfa 10

11 Mikrometrelerde, U biçiminde çelik döküm gövde, gövdenin bir ucunda sabit çene diğer ucunda kovan, kovan içinde ayarlı somun, somun içinde hareket eden vidalı ölçü mili ve buna bağlı hareket eden tambur bulunur. Mikrometre tamburunun her turunda vidalı mil 250gr çevirme baskısıyla 0,5mm hareket eder. Kovan üzerindeki bölüntüler her 5mm de, tambur üzerindeki bölüntüler ise beş çizgide bir numaralandırılmıştır. Mikrometrenin uçları kapalı olduğu zaman, kovan üzerindeki sıfır çizgisi, tamburun kenarı ile çakışır. Aynı zamanda tamburun üzerindeki sıfır çizgisi de,kovanın üzerindeki ana(yatay) çizgi ile çakışır. Mikrometrenin ölçme hassasiyeti; 0,5 / 50 = 0,01 mm olur. Ölçünün 0,5; 1; 1,5; 2..gibi değerleri kovan üzerinden 0,01 0,49 mm değerleri tamburdan okunur. Bölüntülü mikrometre ile 0,01 mm hassasiyetinde ölçümleri kolaylıkla yapabiliriz. Mikrometre ile yapılan ölçümlerin güvenilirliği kumpaslara göre daha yüksektir. Ölçüm yapmak için tambur döndürülerek vidalı mil ölçülecek parçaya yaklaştırılır. Cırcır döndürülerek parça çeneler arasına sıkıştırılır. Tamburun köşesinin ölçü cetvelindeki çizgilerden hangisini geçtiğine bakılır(tam ve yarım mm). Tambur üzerinden okunan 0,01mm lik değerler kovandaki ölçüye ilâve edilir. Sayfa 11

12 A)Ölçü bölüntülerine göre mikrometreler 1-Normal bölüntülü mikrometreler 2-Sayaç göstergeli mikrometreler 3-İbreli mikrometreler 4-Verniyeli mikrometreler(0,001mm ) 5-Dijital(elektronik) mikrometreler B)Ölçme yerlerine göre mikrometreler 1-Dış ölçü mikrometresi 2-İç ölçü mikrometresi 3-Derinlik mikrometresi 4-Modül mikrometresi 5-Vida mikrometresi Sayfa 12

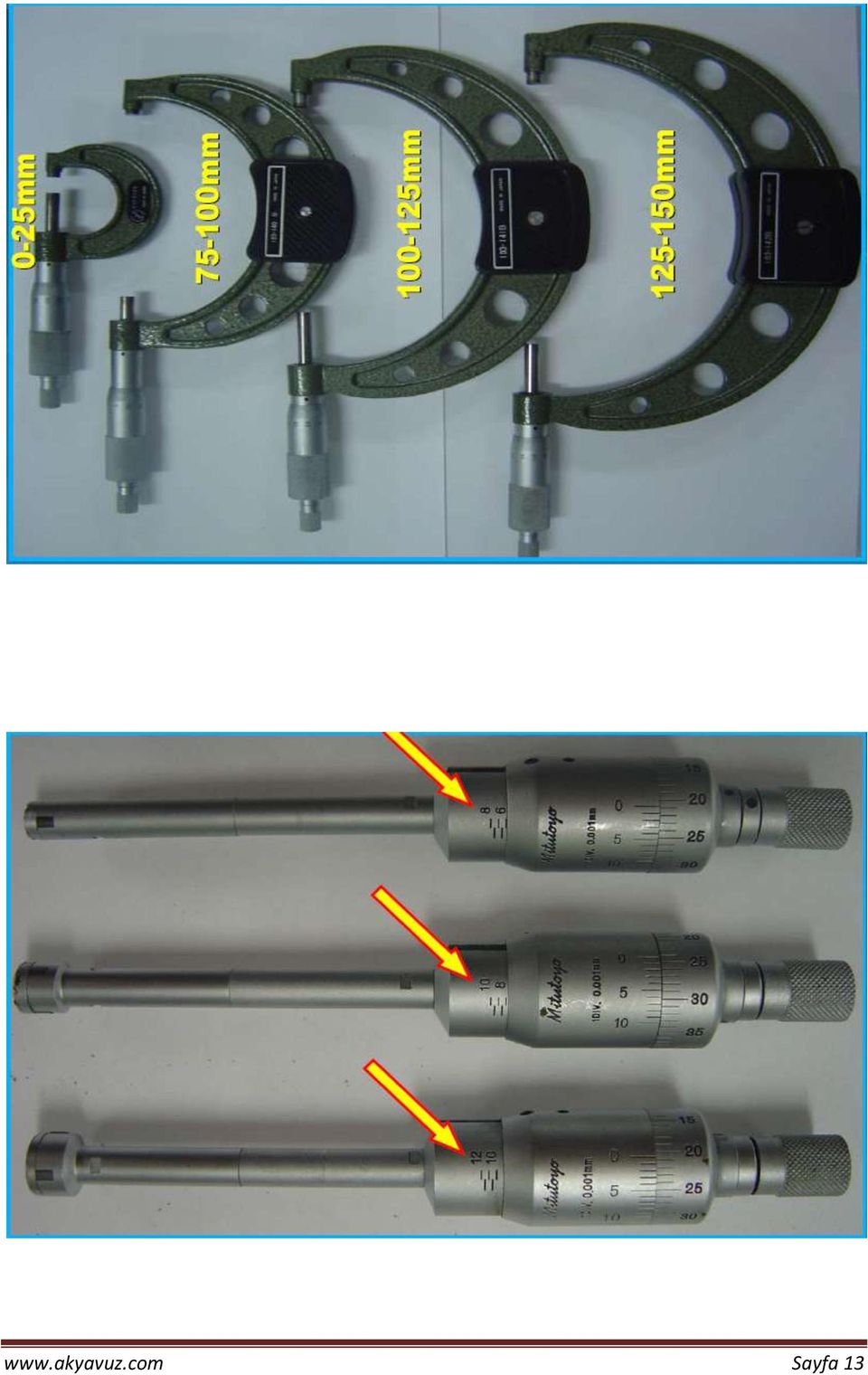
13 Sayfa 13
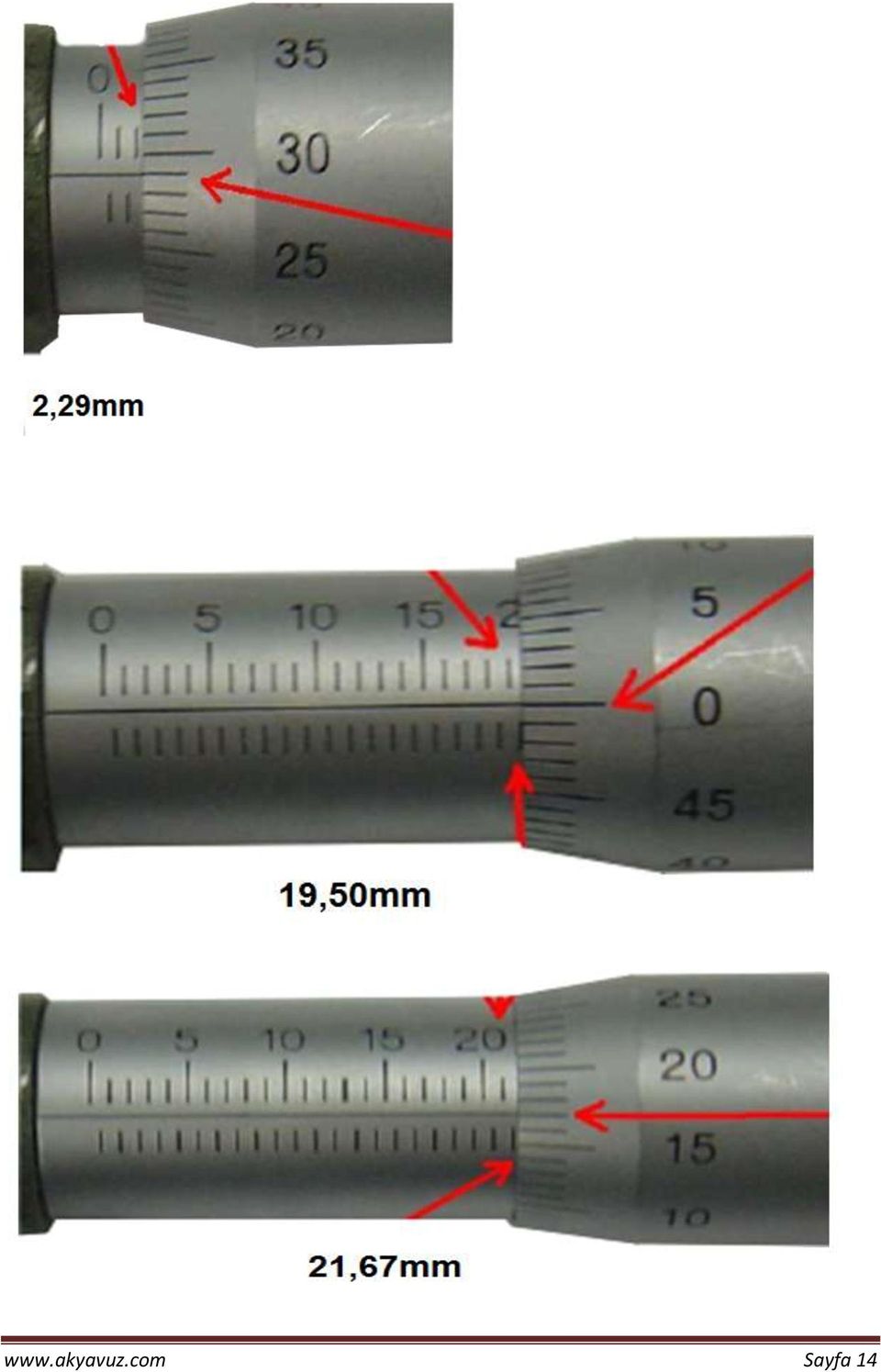
14 Sayfa 14


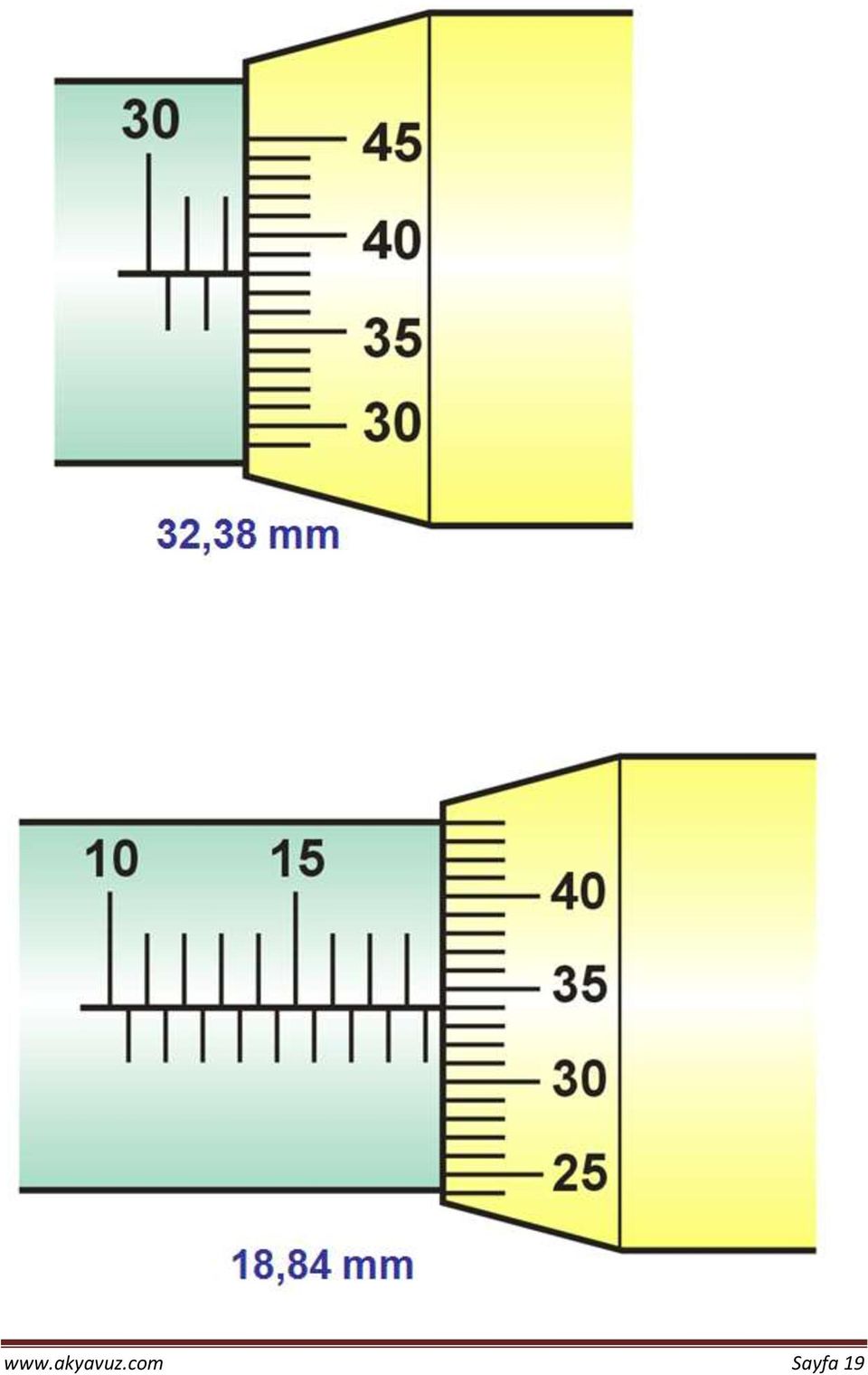
15 Verniyeli(1/1000mm) Mikrometreler Mikrometrelerin ölçme hassasiyetini arttırmak için, tambur üzerinde ilk 9 bölüntülük kısım kovan üzerine taşınarak 10 eşit aralığa bölünmüştür. Tambur üzerindeki iki çizgi arası 0,01mm dir 9. 0,01=0,09mm dir 0,09/10 =0,001mm dir. Verniyeli mikrometrelerde ölçü okumak için, önce tamburun kovan üzerinde geçtiği tam ve yarım mm değerleri okunur. Buna tambur üzerindeki 0,01mm değerlerden yatay çizgiyi geçen değerler eklenir. Son olarak verniye bölüntü çizgilerinden(0,001mm) çakışan çizgi değeri eklenerek ölçü okunur. Sayfa 15

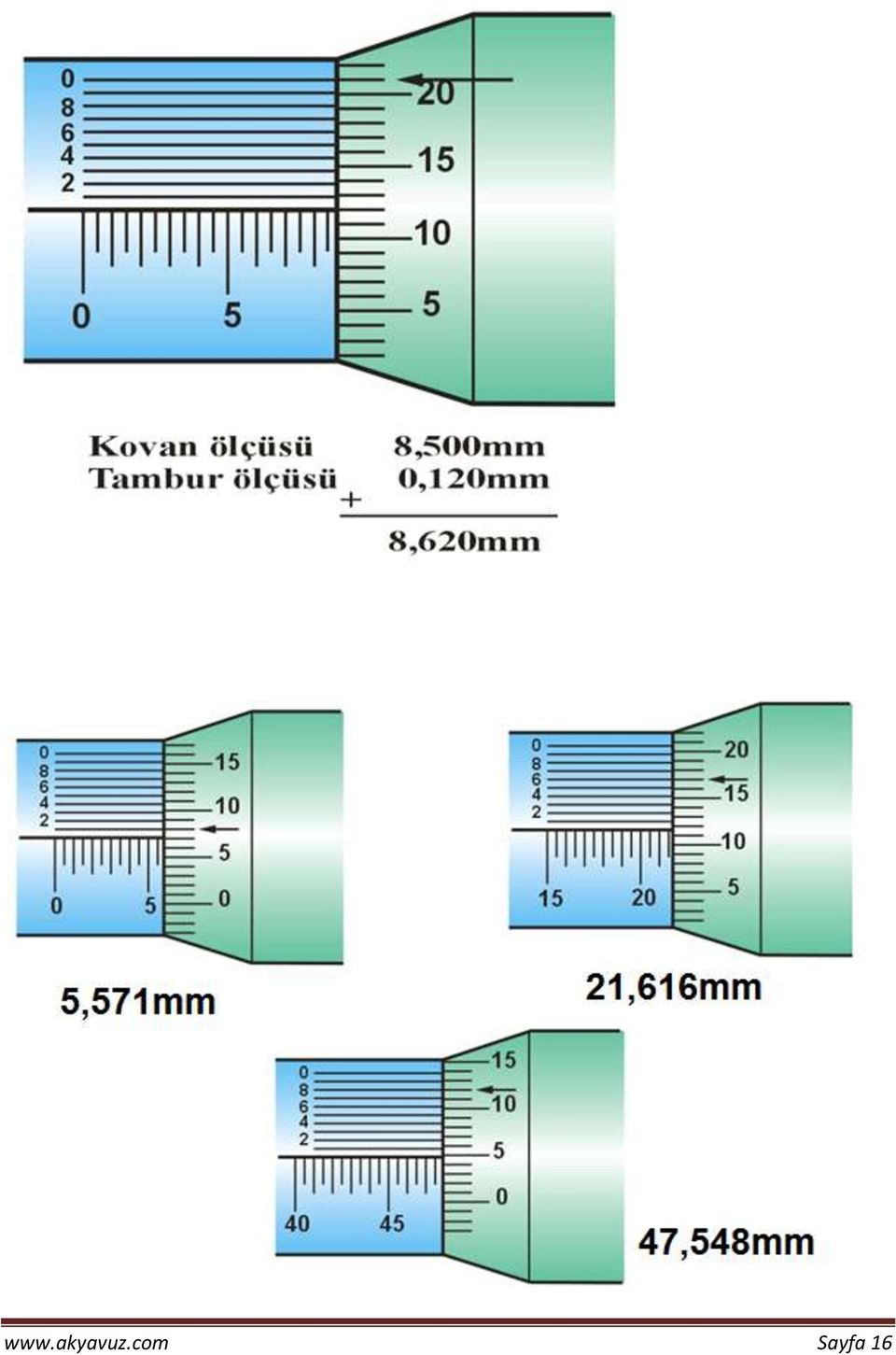
16 Sayfa 16
17 İç Ölçü Mikrometreleri Çeşitli çaptaki deliklerin ölçülmesi için farklı yapıda dizayn edilmişlerdir. Bazıları kanal genişliklerini ölçmeye elverişlidir. Mekanik ve dijital olanları vardır. Derinlik Mikrometreleri Çeşitli boydaki kanal ve delik derinliklerinin ölçülmesi için kullanılır. Ölçme alanını genişletmek için ölçme milleri değiştirilebilir. Bölüntülü veya dijital ; Metrik ve inch ölçü sistemlerinde yapılanları vardır. Dijital Mikrometreler Metrik sistemde üretilen dijital mikrometrelerin ölçme hassasiyeti 0,001 mm, inch sisteminde ise 0,0001" dir. Mekanik ve elektronik sistemle çalışanları vardır. Dijital olanlar enerjisini pillerden alır. Dijital mikrometrelerin ekranları beş haneli rakam gurubunun sığacağı büyüklüktedir. Gövde üzerinde açma kapama; metrik-inch;ve sıfırlama butonları bulunur. Modül Mikrometresi Modüle bağlı olarak dişli çarkların diş kalınlığını ve adımını ölçmek için kullanılan mikrometredir. Diskli mikrometre olarak da bilinir. Vida Mikrometreleri Vidaların diş dibi çaplarını ölçmek için kullanılır.ölçme çeneleri uçları vida diş profil açılarına uygundur. Tüp(Kalınlık) Mikrometreleri Tüp mikrometreleri, çekilmiş parçaların veya boruların et kalınlıklarını ölçmek için kullanılır. Sabit ölçü çenesindeki ölçü milinin ucu küreseldir. Ölçme anında bu uç borunun iç yüzeyine gelir. Sayfa 17

18 Değişebilir Uçlu Mikrometreler Ölçme alanı(aralığı) genişletilmiş mikrometredir. Uçları değiştirildiğinde mastarla sıfırlama yapılır. Sınır(Mastar) Mikrometreleri Ölçme işlevinin yanı sıra belirlenen sınır değeri içinde kontrol amaçlı da kullanılabilen mikrometredir. Kullanımı çatal mastar gibidir.1.çene üst ölçü sınırına 2.çene alt ölçü sınırına ayarlanır. Tolerans sınırları içinde olan parça 1. çeneden geçer 2. çeneden geçmez. Kanal Mikrometreleri Özellikle delik içine açılmış kanalların genişlik, derinlik ve kenara olan uzaklığının ölçülmesi için geliştirilmiş mikrometredir. Kenet Mikrometreleri Teneke veya saç malzemelerin kenetleme kalınlığını ölçmekte kullanılır. Özellikle konserve ve sprey kutularının dikiş yeri genişliğinin, yüksekliğinin ve derinliğinin ölçülmesi için geliştirilmiştir. Sayfa 18

19 Sayfa 19
20 Sayfa 20

TEMEL İŞLEMLER VE UYGULAMALARI Prof.Dr. Salim ASLANLAR
 1. ÖLÇME TEKNİĞİ Bilinen bir değer ile bilinmeyen bir değerin karşılaştırılmasına ölçme denir. Makine parçalarının veya yapılan herhangi işin görevini yapabilmesi için istenen ölçülerde olması gerekir.
1. ÖLÇME TEKNİĞİ Bilinen bir değer ile bilinmeyen bir değerin karşılaştırılmasına ölçme denir. Makine parçalarının veya yapılan herhangi işin görevini yapabilmesi için istenen ölçülerde olması gerekir.
İMM-123 ÖLÇME VE KONTROL
 İMM-123 ÖLÇME VE KONTROL 1.1.1. Ölçme Birim adı verilen ve bilinen bir değerle, aynı cinsten bilinmeyen bir değeri karşılaştırmaya ÖLÇME denir. Ölçme işlemleri ölçü aletleriyle yapılır. Örneğin; cetvel,
İMM-123 ÖLÇME VE KONTROL 1.1.1. Ölçme Birim adı verilen ve bilinen bir değerle, aynı cinsten bilinmeyen bir değeri karşılaştırmaya ÖLÇME denir. Ölçme işlemleri ölçü aletleriyle yapılır. Örneğin; cetvel,
Mikrometrelerle ölçüm yaparken 250 gramdan fazla kuvvet uygulanmamalıdır. Fazla uygulanıp uygulanmadığı cırcırla anlaşılır.
 Mikrometreler Kumpaslara nazaran daha hassas olan ve okuma kolaylığı sağlayan ölçü aletleridir. Genellikle silindirik parçaların çaplarının ve ya düz parçaların kalınlıklarının ölçülmesinde kullanılır.
Mikrometreler Kumpaslara nazaran daha hassas olan ve okuma kolaylığı sağlayan ölçü aletleridir. Genellikle silindirik parçaların çaplarının ve ya düz parçaların kalınlıklarının ölçülmesinde kullanılır.
Endüstriyel Ölçme ve Kontrol
 TEKNİK BİLİMLER MESLEK YÜKSEKOKULU Endüstriyel Ölçme ve Kontrol KUMPASLAR Sürgülü kumpaslar Alman normu DIN 862 esas alınarak yapılırlar. Bu norm 2000 mm ye kadar ölçme kapasitelidir. 10 eşit bölümlü (1/10
TEKNİK BİLİMLER MESLEK YÜKSEKOKULU Endüstriyel Ölçme ve Kontrol KUMPASLAR Sürgülü kumpaslar Alman normu DIN 862 esas alınarak yapılırlar. Bu norm 2000 mm ye kadar ölçme kapasitelidir. 10 eşit bölümlü (1/10
ÖLÇME BİLGİSİ DERS NOTU
 ÖLÇME BİLGİSİ DERS NOTU Öğr.Gör.A.Özcan GÜL 1 ÖLÇÜ SİSTEMLERİ Dünyada kullanılmakta olan iki çeşit ölçü sistemi vardır. 1-) Metrik ölçü sistemi, 2-) İngiliz ölçü sistemi 1-) METRİK ÖLÇÜ SİSTEMİ Metrik
ÖLÇME BİLGİSİ DERS NOTU Öğr.Gör.A.Özcan GÜL 1 ÖLÇÜ SİSTEMLERİ Dünyada kullanılmakta olan iki çeşit ölçü sistemi vardır. 1-) Metrik ölçü sistemi, 2-) İngiliz ölçü sistemi 1-) METRİK ÖLÇÜ SİSTEMİ Metrik
Metroloji ve Kalibrasyon Nedir? Ne İçin Gereklidir? Metroloji ve Kalibrasyonun, yaşamımızdaki önemini ve gerekliliğini vurgulamak için aşağıdaki
 Metroloji ve Kalibrasyon Nedir? Ne İçin Gereklidir? Metroloji ve Kalibrasyonun, yaşamımızdaki önemini ve gerekliliğini vurgulamak için aşağıdaki soruları cevaplamamız bu konuda bakış açımızın gelişmesini
Metroloji ve Kalibrasyon Nedir? Ne İçin Gereklidir? Metroloji ve Kalibrasyonun, yaşamımızdaki önemini ve gerekliliğini vurgulamak için aşağıdaki soruları cevaplamamız bu konuda bakış açımızın gelişmesini
Laboratuvarlarda ve uygulamalarda ölçme işlemlerinin en önemli bir kısmını uzunluk (derinlik, çap vb.) ölçümleri almaktadır.
 ölçümleri almaktadır.") Ölçme Tekniği Uzunluk Ölçümü Laboratuvarlarda ve uygulamalarda ölçme işlemlerinin en önemli bir kısmını uzunluk (derinlik, çap vb.) ölçümleri almaktadır. Boyut ölçme işlemlerinde kullanılan yöntemler genellikle
Ölçme Tekniği Uzunluk Ölçümü Laboratuvarlarda ve uygulamalarda ölçme işlemlerinin en önemli bir kısmını uzunluk (derinlik, çap vb.) ölçümleri almaktadır. Boyut ölçme işlemlerinde kullanılan yöntemler genellikle
Mastarlar. Resim 2.23: Mastar ve şablon örnekleri
 Mastarlar Mastarlar (Resim 2.23), iş parçasının istenilen ölçüden daha büyük ya da küçük olup olmadığının kontrolü için kullanılan ölçme aletleridir. Parça boyutlarının, geometrik biçimlerin kontrolünde
Mastarlar Mastarlar (Resim 2.23), iş parçasının istenilen ölçüden daha büyük ya da küçük olup olmadığının kontrolü için kullanılan ölçme aletleridir. Parça boyutlarının, geometrik biçimlerin kontrolünde
2. Uzunluk Ölçü Sistemleri
 2. Uzunluk Ölçü Sistemleri Dünya devletleri arasında uzunluğun ölçülmesinde iki ölçü sistemi kullanılmaktadır. Metrik Birim( Ölçü) Sistemi İngiliz(inç-parmak) Birim (Ölçü) Sistemi 2.1. Metrik Birim (Ölçü)
2. Uzunluk Ölçü Sistemleri Dünya devletleri arasında uzunluğun ölçülmesinde iki ölçü sistemi kullanılmaktadır. Metrik Birim( Ölçü) Sistemi İngiliz(inç-parmak) Birim (Ölçü) Sistemi 2.1. Metrik Birim (Ölçü)
BURSA ATATÜRK ANADOLU TEKNİK VE ENDÜSTRİ MESLEK LİSESİ MAKİNE TEKNOLOJİSİ ALANI
 BURSA ATATÜRK ANADOLU TEKNİK VE ENDÜSTRİ MESLEK LİSESİ MAKİNE TEKNOLOJİSİ ALANI ÖLÇME VE KONTROL Derleyen : Adnan YILMAZ 1 ÖLÇME VE KONTROL A - ÖLÇME : Bilinmeyen bir birimin içinde bilinen bir birimin
BURSA ATATÜRK ANADOLU TEKNİK VE ENDÜSTRİ MESLEK LİSESİ MAKİNE TEKNOLOJİSİ ALANI ÖLÇME VE KONTROL Derleyen : Adnan YILMAZ 1 ÖLÇME VE KONTROL A - ÖLÇME : Bilinmeyen bir birimin içinde bilinen bir birimin
MAK 401. Konu 3 : Boyut, Açı ve Alan Ölçümleri
 MAK 41 Konu 3 : Boyut, Açı ve Alan Ölçümleri Boyut Ölçümü Pratikte yapılan boyut ölçümlerinde kullanılan yöntemler genellikle doğrudan karşılaştırma adı verilen temasla yapılan ölçmelerdir. Bu iş için
MAK 41 Konu 3 : Boyut, Açı ve Alan Ölçümleri Boyut Ölçümü Pratikte yapılan boyut ölçümlerinde kullanılan yöntemler genellikle doğrudan karşılaştırma adı verilen temasla yapılan ölçmelerdir. Bu iş için
ÖLÇME VE KONTROL. E- Özel kalınlık mastarları ve kullanılma yerleri
 ÖLÇME VE KONTROL Giriş: Bu konu, atölyede meydana getirilecek işlerin ölçme ve kontrolü ile birlikte parçaların çalışıp kullanılacağı yere göre fonksiyonlarını yapabilmesi için ölçme ve kontrolün önem
ÖLÇME VE KONTROL Giriş: Bu konu, atölyede meydana getirilecek işlerin ölçme ve kontrolü ile birlikte parçaların çalışıp kullanılacağı yere göre fonksiyonlarını yapabilmesi için ölçme ve kontrolün önem
ELEKTRİK-ELEKTRONİK ÖLÇME TESİSAT GRUBU TEMRİN-1-Mikrometre ve Kumpas Kullanarak Kesit ve Çap Ölçmek
 ELEKTRİK-ELEKTRONİK ÖLÇME TESİSAT GRUBU TEMRİN-1-Mikrometre ve Kumpas Kullanarak Kesit ve Çap Ölçmek Amaç: Mikrometre ve kumpas kullanarak kesit ve çap ölçümünü yapabilir. Kullanılacak Malzemeler: 1. Yankeski
ELEKTRİK-ELEKTRONİK ÖLÇME TESİSAT GRUBU TEMRİN-1-Mikrometre ve Kumpas Kullanarak Kesit ve Çap Ölçmek Amaç: Mikrometre ve kumpas kullanarak kesit ve çap ölçümünü yapabilir. Kullanılacak Malzemeler: 1. Yankeski
ÖLÇME VE KONTROL Ölçme ve Kontrolün Tanımı ve Önemi
 Hazırlayan: Arş.Gör.Ali Kaya GÜR e-mail:alikayagur@gmail.com Fırat Üniversitesi Teknik Eğitim Fakültesi Metal Eğitimi Bölümü ELAZIĞ ÖLÇME VE KONTROL Ölçme ve Kontrolün Tanımı ve Önemi Bilinen bir değer
Hazırlayan: Arş.Gör.Ali Kaya GÜR e-mail:alikayagur@gmail.com Fırat Üniversitesi Teknik Eğitim Fakültesi Metal Eğitimi Bölümü ELAZIĞ ÖLÇME VE KONTROL Ölçme ve Kontrolün Tanımı ve Önemi Bilinen bir değer
KUMPASLAR. Ölçüm Aralığı. (mm/in)
") 101 Serisi Kumpaslar KUMPASLAR MEKANİK KUMPAS - Monoblok, Paslanmaz, Üstten sıkmalı Bu ürün GB/T1214.2 DIN862 ve JIS B 7507 standartlarına göre üretilmiştir. Moden teknoloji ile paslanmaz çelikten üretilmiştir.
101 Serisi Kumpaslar KUMPASLAR MEKANİK KUMPAS - Monoblok, Paslanmaz, Üstten sıkmalı Bu ürün GB/T1214.2 DIN862 ve JIS B 7507 standartlarına göre üretilmiştir. Moden teknoloji ile paslanmaz çelikten üretilmiştir.
Endüstriyel Ölçme ve Kontrol
 TEKNİK BİLİMLER MESLEK YÜKSEKOKULU Endüstriyel Ölçme ve Kontrol 3. MİKROMETRELER Page 1 MİKROMETRELER Dış, iç ve derinlik ölçmelerinde, vida, dişli çark gibi makine elemanlarının çeşitli ölçülerini saptamada
TEKNİK BİLİMLER MESLEK YÜKSEKOKULU Endüstriyel Ölçme ve Kontrol 3. MİKROMETRELER Page 1 MİKROMETRELER Dış, iç ve derinlik ölçmelerinde, vida, dişli çark gibi makine elemanlarının çeşitli ölçülerini saptamada
Endüstriyel Ölçme ve Kontrol
 TEKNİK BİLİMLER MESLEK YÜKSEKOKULU Endüstriyel Ölçme ve Kontrol 3. MİKROMETRELER Yrd. Doç. Dr. Garip GENÇ Prof. Dr. Nihat AKKUŞ Page 2 Page 1 MİKROMETRELER Dış, iç ve derinlik ölçmelerinde, vida, dişli
TEKNİK BİLİMLER MESLEK YÜKSEKOKULU Endüstriyel Ölçme ve Kontrol 3. MİKROMETRELER Yrd. Doç. Dr. Garip GENÇ Prof. Dr. Nihat AKKUŞ Page 2 Page 1 MİKROMETRELER Dış, iç ve derinlik ölçmelerinde, vida, dişli
ASİMETO DİJİTAL KOMPARATÖR SAATİ ÖZELLİKLERİ
 ASİMETO DİJİTAL KOMPARATÖR SAATİ İ TOLERANS ÖLÇME ÖZELLİĞİ BÜYÜK VE KOLAY OKUNABİLİR LCD EKRAN HIZLI İNÇ/METRİK DÖNÜŞÜMÜ ABS/INC KOORDİNAT SEÇİMİ ON/OFF KOORDİNAT SEÇİMİ KALİBRASYON RAPORU 356 AGD2 KOMPARATÖR
ASİMETO DİJİTAL KOMPARATÖR SAATİ İ TOLERANS ÖLÇME ÖZELLİĞİ BÜYÜK VE KOLAY OKUNABİLİR LCD EKRAN HIZLI İNÇ/METRİK DÖNÜŞÜMÜ ABS/INC KOORDİNAT SEÇİMİ ON/OFF KOORDİNAT SEÇİMİ KALİBRASYON RAPORU 356 AGD2 KOMPARATÖR
Metrik ölçü sistemi İnch (Parmak) Sistemi. Dr. Ferit FIÇICI 5
 Sistemi. Dr. Ferit FIÇICI 5") Dr. Ferit FIÇICI 1 Miktarı bilinmeyen bir büyüklüğü, aynı cinsten bir birim büyüklük ile karşılaştırarak kaç katı olduğunu saptamaya ölçme denir. Ölçmeişlemineaşağıdaki sebeplerden dolayı ihtiyaçduyulur:
Dr. Ferit FIÇICI 1 Miktarı bilinmeyen bir büyüklüğü, aynı cinsten bir birim büyüklük ile karşılaştırarak kaç katı olduğunu saptamaya ölçme denir. Ölçmeişlemineaşağıdaki sebeplerden dolayı ihtiyaçduyulur:
MEKANİK ATÖLYELERDE KULLANILAN ÖLÇÜ ALETLERİ VE DİĞER YARDIMCI ALETLER
 MEKANİK ATÖLYELERDE KULLANILAN ÖLÇÜ ALETLERİ VE DİĞER YARDIMCI ALETLER Bir parçanın yapımında ve yapıldıktan sonra istenen ölçülerde yapılıp yapılmadığının ölçülmesi, kontrol edilmesi gereklidir. Bu amaçla
MEKANİK ATÖLYELERDE KULLANILAN ÖLÇÜ ALETLERİ VE DİĞER YARDIMCI ALETLER Bir parçanın yapımında ve yapıldıktan sonra istenen ölçülerde yapılıp yapılmadığının ölçülmesi, kontrol edilmesi gereklidir. Bu amaçla
MASTARLAR MASTAR ÇEŞİTLERİ. 1 - Tampon Mastarlar. 2 - Vida Mastarları. 3 - Çatal Mastarlar. 4 - Johnson Mastarları. 5 - Prizmatik Mastarlar
 MASTARLAR Makine parçalarının ölçme ve kontrol işlemlerinde ölçme ve kontrol aletleri ile birlikte kullanılan yardımcı aletlere Mastarlar denir. Bunların bazıları direkt bazıları ise endirekt olarak ölçme
MASTARLAR Makine parçalarının ölçme ve kontrol işlemlerinde ölçme ve kontrol aletleri ile birlikte kullanılan yardımcı aletlere Mastarlar denir. Bunların bazıları direkt bazıları ise endirekt olarak ölçme
T.C. ERCİYES ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MEKATRONİK MÜHENDİSLİĞİ BÖLÜMÜ MEKATRONİK LABORATUVARI 2. ÖLÇME ve DEĞERLENDRME
 T.C. ERCİYES ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MEKATRONİK MÜHENDİSLİĞİ BÖLÜMÜ MEKATRONİK LABORATUVARI 2 ÖLÇME ve DEĞERLENDRME DENEY SORUMLUSU Öğr. Gör. Emir ESİM OCAK 2013 KAYSERİ ÖLÇME VE DEĞERLENDİRME
T.C. ERCİYES ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MEKATRONİK MÜHENDİSLİĞİ BÖLÜMÜ MEKATRONİK LABORATUVARI 2 ÖLÇME ve DEĞERLENDRME DENEY SORUMLUSU Öğr. Gör. Emir ESİM OCAK 2013 KAYSERİ ÖLÇME VE DEĞERLENDİRME
Görev çubuğu. Ana ölçek. Şekil 1.1: Verniyeli kumpas
 Deney No : M0 Deney Adı : ÖLÇME VE HATA HESABI Deneyin Amacı : Bazı uzunluk ölçü aletlerini tanımak ve ölçme hataları hakkında ön bilgiler elde etmektir. Teorik Bilgi : VERNİYELİ KUMPAS Uzunluk ölçümü
Deney No : M0 Deney Adı : ÖLÇME VE HATA HESABI Deneyin Amacı : Bazı uzunluk ölçü aletlerini tanımak ve ölçme hataları hakkında ön bilgiler elde etmektir. Teorik Bilgi : VERNİYELİ KUMPAS Uzunluk ölçümü
23.3.2015. Metroloji - Kalibrasyon. Hatalı ölçüm yapma ihtimali olan bir EKG cihazı ile kalp ritmi grafiğinizin çekilmesini ister misiniz?
 - Kalibrasyon «Ölçemediğiniz hiçbir olguyu kontrol edemezsiniz.» Hatalı ölçüm yapma ihtimali olan bir EKG cihazı ile kalp ritmi grafiğinizin çekilmesini ister misiniz? Pazardan aldığınız meyve sebzelerin
- Kalibrasyon «Ölçemediğiniz hiçbir olguyu kontrol edemezsiniz.» Hatalı ölçüm yapma ihtimali olan bir EKG cihazı ile kalp ritmi grafiğinizin çekilmesini ister misiniz? Pazardan aldığınız meyve sebzelerin
BÖLÜM 1. ÖLÇME VE KONTROL 1.1. ÖLÇME
 BÖLÜM 1. ÖLÇME VE KONTROL 1.1. ÖLÇME Birim adı verilen ve bilinen bir değerle, aynı cinsten bilinmeyen bir değeri karşılaştırmaya ÖLÇME denir. Örneğin ; cetvel, kumpas ve mikrometre Çelik cetvel ve şerit
BÖLÜM 1. ÖLÇME VE KONTROL 1.1. ÖLÇME Birim adı verilen ve bilinen bir değerle, aynı cinsten bilinmeyen bir değeri karşılaştırmaya ÖLÇME denir. Örneğin ; cetvel, kumpas ve mikrometre Çelik cetvel ve şerit
1.UZUNLUK ÖLÇMEK Ölçme
 1.UZUNLUK ÖLÇMEK 1.1. Ölçme Çağımız bilim ve teknolojisi, hassasiyet üzerine kurulmuştur. Fabrikasyon üretimde kullanılan makineler, insan kontrolü yerine bilgisayar kontrollü, otomatik olarak üretim yapacak
1.UZUNLUK ÖLÇMEK 1.1. Ölçme Çağımız bilim ve teknolojisi, hassasiyet üzerine kurulmuştur. Fabrikasyon üretimde kullanılan makineler, insan kontrolü yerine bilgisayar kontrollü, otomatik olarak üretim yapacak
2 Hata Hesabı. Hata Nedir? Mutlak Hata. Bağıl Hata
 Hata Hesabı Hata Nedir? Herhangi bir fiziksel büyüklüğün ölçülen değeri ile gerçek değeri arasındaki farka hata denir. Ölçülen bir fiziksel büyüklüğün sayısal değeri, yapılan deneysel hatalardan dolayı
Hata Hesabı Hata Nedir? Herhangi bir fiziksel büyüklüğün ölçülen değeri ile gerçek değeri arasındaki farka hata denir. Ölçülen bir fiziksel büyüklüğün sayısal değeri, yapılan deneysel hatalardan dolayı
Ölçme Bilgisi. Ölçmenin Tanımı ve Önemi :
 Ölçme Bilgisi Ölçmenin Tanımı ve Önemi : Ölçme: Bilinmeyen bir büyüklüğün değerini öğrenmek için, bu büyüklüğü bilinen bir büyüklük (standart) ile karşılaştırma ve bir değer belirleme işlemidir. Makine
Ölçme Bilgisi Ölçmenin Tanımı ve Önemi : Ölçme: Bilinmeyen bir büyüklüğün değerini öğrenmek için, bu büyüklüğü bilinen bir büyüklük (standart) ile karşılaştırma ve bir değer belirleme işlemidir. Makine
ENDÜSTRİ MÜHENDİSLİĞİ BÖLÜMÜ İMALAT YÖNTEMLERİ-I
 ENDÜSTRİ MÜHENDİSLİĞİ BÖLÜMÜ İMALAT YÖNTEMLERİ-I (DERS NOTLARI) Prof.Dr.İrfan AY Arş. Gör. T.Kerem Demircioğlu İMALAT YÖNTEMLERİ I KUMPASIN TANITIMI İMALAT YÖNTEMLERİ I HATIRLATMA ÖLÇME BİLGİSİ KUMPASLAR
ENDÜSTRİ MÜHENDİSLİĞİ BÖLÜMÜ İMALAT YÖNTEMLERİ-I (DERS NOTLARI) Prof.Dr.İrfan AY Arş. Gör. T.Kerem Demircioğlu İMALAT YÖNTEMLERİ I KUMPASIN TANITIMI İMALAT YÖNTEMLERİ I HATIRLATMA ÖLÇME BİLGİSİ KUMPASLAR
ÖLÇME ve KONTROL ölçme kontrol Şekil: 1.
 ÖLÇME ve KONTROL Bir ölçü aleti ve deneysel bir yöntem kullanılarak fiziksel bir büyüklüğün değerinin, geçerliliği kabul edilmiş standart bir birim cinsinden ifade edilmesi işlemine ölçme; ölçü ve kontrol
ÖLÇME ve KONTROL Bir ölçü aleti ve deneysel bir yöntem kullanılarak fiziksel bir büyüklüğün değerinin, geçerliliği kabul edilmiş standart bir birim cinsinden ifade edilmesi işlemine ölçme; ölçü ve kontrol
1. DENEY: ÖLÇME. Ölçülecek cisimler, Cetvel, Verniyeli kompas, Mikrometre, 100 ml'lik ölçekli kap(mezür), Terazi (mg duyarlı),
, Terazi (mg duyarlı),") 1. DENEY: ÖLÇME AMAÇ 1. Uzunluk, kütle ve hacim metrik birimlerini öğrenmek,. Cetvel verniyeli kompas, mikrometre ve terazi mezür kullanarak uzunluk ve kütle ve hacim ölçmeyi öğrenmek, NOT: Deneye gelmeden
1. DENEY: ÖLÇME AMAÇ 1. Uzunluk, kütle ve hacim metrik birimlerini öğrenmek,. Cetvel verniyeli kompas, mikrometre ve terazi mezür kullanarak uzunluk ve kütle ve hacim ölçmeyi öğrenmek, NOT: Deneye gelmeden
A TU T R U G R AY A Y SÜR SÜ M R ELİ
 DÜZ DİŞLİ ÇARK AÇMA Düz Dişli Çarklar ve Kullanıldığı Yerler Eksenleri paralel olan miller arasında kuvvet ve hareket iletiminde kullanılan dişli çarklardır. Üzerine aynı profil ve adımda, mil eksenine
DÜZ DİŞLİ ÇARK AÇMA Düz Dişli Çarklar ve Kullanıldığı Yerler Eksenleri paralel olan miller arasında kuvvet ve hareket iletiminde kullanılan dişli çarklardır. Üzerine aynı profil ve adımda, mil eksenine
Düzce Üniversitesi Teknoloji Fakültesi Makine ve İmalat Mühendisliği ÖLÇME VE KONTROL. Öğr. Gör. Dr. Ömer ERKAN MIT ÖLÇME ve KONTROLE GİRİŞ
 Düzce Üniversitesi Teknoloji Fakültesi Makine ve İmalat Mühendisliği ÖLÇME VE KONTROL Öğr. Gör. Dr. Ömer ERKAN 1. ÖLÇME ve KONTROLE GİRİŞ MIT 108 GİRİŞ Bilinen bir değerle bilinmeyen bir değerin kıyaslanmasına
Düzce Üniversitesi Teknoloji Fakültesi Makine ve İmalat Mühendisliği ÖLÇME VE KONTROL Öğr. Gör. Dr. Ömer ERKAN 1. ÖLÇME ve KONTROLE GİRİŞ MIT 108 GİRİŞ Bilinen bir değerle bilinmeyen bir değerin kıyaslanmasına
YENİLENEBİLİR ENERJİ TEKNOLOJİSİ
 T.C. MİLLÎ EĞİTİM BAKANLIĞI YENİLENEBİLİR ENERJİ TEKNOLOJİSİ ENERJİ SİSTEMİNDE ÖLÇME KONTROL 522EE0329 Ankara, 2012 Bu modül, mesleki ve teknik eğitim okul/kurumlarında uygulanan Çerçeve Öğretim Programlarında
T.C. MİLLÎ EĞİTİM BAKANLIĞI YENİLENEBİLİR ENERJİ TEKNOLOJİSİ ENERJİ SİSTEMİNDE ÖLÇME KONTROL 522EE0329 Ankara, 2012 Bu modül, mesleki ve teknik eğitim okul/kurumlarında uygulanan Çerçeve Öğretim Programlarında
KUMPASLAR. MC101-152 0 150 mm 0.02 mm 40 mm MC101-202 0 200 mm 0.02 mm 50 mm MC101-302 0 300 mm 0.02 mm 64 mm
 101 Serisi Mekanik Kumpaslar KUMPASLAR - Monoblok, Paslanmaz, Üstten sıkmalı * Bu ürün GB/T1214.2 DIN862 ve JIS B 7507 standartlarına göre üretilmiştir. * Moden teknoloji ile paslanmaz çelikten üretilmiştir.
101 Serisi Mekanik Kumpaslar KUMPASLAR - Monoblok, Paslanmaz, Üstten sıkmalı * Bu ürün GB/T1214.2 DIN862 ve JIS B 7507 standartlarına göre üretilmiştir. * Moden teknoloji ile paslanmaz çelikten üretilmiştir.
T.C. MİLLÎ EĞİTİM BAKANLIĞI
 T.C. MİLLÎ EĞİTİM BAKANLIĞI MEGEP (MESLEKÎ EĞİTİM VE ÖĞRETİM SİSTEMİNİN GÜÇLENDİRİLMESİ PROJESİ) MAKİNE TEKNOLOJİSİ CNC TORNA İŞLEMLERİ 3 ANKARA-2006 Milli Eğitim Bakanlığı tarafından geliştirilen modüller;
T.C. MİLLÎ EĞİTİM BAKANLIĞI MEGEP (MESLEKÎ EĞİTİM VE ÖĞRETİM SİSTEMİNİN GÜÇLENDİRİLMESİ PROJESİ) MAKİNE TEKNOLOJİSİ CNC TORNA İŞLEMLERİ 3 ANKARA-2006 Milli Eğitim Bakanlığı tarafından geliştirilen modüller;
Sinüs MAS ARL AR; 50,25 mm 40m ,25 MASTAR BÖLÜ 6. M R 6.1. T : MASTAR
 Mastarlar MASTARLAR; Makine parçalarının ölçme ve kontrol işlemlerinde, ölçu ve kontrol aletleri ile birlikte kullanılan yardımcı aletlere MASTAR denir. Mastarların bazıları doğrudan doğruya, bazıları
Mastarlar MASTARLAR; Makine parçalarının ölçme ve kontrol işlemlerinde, ölçu ve kontrol aletleri ile birlikte kullanılan yardımcı aletlere MASTAR denir. Mastarların bazıları doğrudan doğruya, bazıları
Birim adı verilen ve bilinen bir değerle, aynı cinsten bilinmeyen bir değeri karşılaştırmaya ÖLÇME denir. Örneğin ; cetvel, kumpas ve mikrometre
 ÖLÇME Birim adı verilen ve bilinen bir değerle, aynı cinsten bilinmeyen bir değeri karşılaştırmaya ÖLÇME denir. Örneğin ; cetvel, kumpas ve mikrometre Bir başka ifade ile; bilinmeyen bir değerin içinde,
ÖLÇME Birim adı verilen ve bilinen bir değerle, aynı cinsten bilinmeyen bir değeri karşılaştırmaya ÖLÇME denir. Örneğin ; cetvel, kumpas ve mikrometre Bir başka ifade ile; bilinmeyen bir değerin içinde,
Akreditasyon Sertifikası Eki (Sayfa 1/6) Akreditasyon Kapsamı
 Akreditasyon Kapsamı") Akreditasyon Sertifikası Eki (Sayfa 1/6) Kalibrasyon Laboratuvarı Adresi : Kemalpaşa OSB Mah. 72. Sk. No: 6 Kemalpaşa 35730 İZMİR/TÜRKİYE Tel : 0232 877 13 69 Faks : 0232 457 37 69 E-Posta : info@bilginoglu-endustri.com.tr
Akreditasyon Sertifikası Eki (Sayfa 1/6) Kalibrasyon Laboratuvarı Adresi : Kemalpaşa OSB Mah. 72. Sk. No: 6 Kemalpaşa 35730 İZMİR/TÜRKİYE Tel : 0232 877 13 69 Faks : 0232 457 37 69 E-Posta : info@bilginoglu-endustri.com.tr
Sentil Mastarları. Kod No. Diş Mastarları Kod No. Diş Tipi Yaprak Adedi. Radius Mastarları. Kod No. Radius (mm) Yaprak Adedi
 Yaprak Adedi") MASTARLAR Sentil Mastarları Boyutları (mm) Yaprak Uzunluğu Yaprak Adedi MC851-108 0.03 1.00 mm 100 8 MC851-113 0.05 1.00 mm 100 13 MC851-120 0.05 1.00 mm 100 20 MC851-220 0.05 1.00 mm 200 20 Diş Mastarları
MASTARLAR Sentil Mastarları Boyutları (mm) Yaprak Uzunluğu Yaprak Adedi MC851-108 0.03 1.00 mm 100 8 MC851-113 0.05 1.00 mm 100 13 MC851-120 0.05 1.00 mm 100 20 MC851-220 0.05 1.00 mm 200 20 Diş Mastarları
Akreditasyon Sertifikası Eki (Sayfa 1/14) Akreditasyon Kapsamı
 Akreditasyon Kapsamı") Akreditasyon Sertifikası Eki (Sayfa 1/14) Laboratuvarı Adresi : Sancak Mh. Taçmahal Cd. A Blok 33/B Selçuklu 42250 KONYA/TÜRKİYE Tel : 0332 233 55 42 Faks : 0332 233 77 42 E-Posta : info@miradakalibrasyon.com
Akreditasyon Sertifikası Eki (Sayfa 1/14) Laboratuvarı Adresi : Sancak Mh. Taçmahal Cd. A Blok 33/B Selçuklu 42250 KONYA/TÜRKİYE Tel : 0332 233 55 42 Faks : 0332 233 77 42 E-Posta : info@miradakalibrasyon.com
TEMEL İŞLEMLER TEKNOLOJİSİ VE UYGULAMALARI Prof.Dr. İng. Salim ASLANLAR
 3. KONTROL TEKNİĞİ 3.1 Kontrolün Tanımı ve Önemi Makine ve metal teknolojilerinde parçaların belirli sınırlar içinde yapım resmine uygun olarak yapılıp yapılmadığının araştırılmasına kontrol adı verilir.
3. KONTROL TEKNİĞİ 3.1 Kontrolün Tanımı ve Önemi Makine ve metal teknolojilerinde parçaların belirli sınırlar içinde yapım resmine uygun olarak yapılıp yapılmadığının araştırılmasına kontrol adı verilir.
Mak-204. Üretim Yöntemleri II. Talaşlı Đmalatın Genel Tanımı En Basit Talaş Kaldırma: Eğeleme Ölçme ve Kumpas Okuma Markalama Tolerans Kesme
 Mak-204 Üretim Yöntemleri II Talaşlı Đmalatın Genel Tanımı En Basit Talaş Kaldırma: Eğeleme Ölçme ve Kumpas Okuma Markalama Tolerans Kesme Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi
Mak-204 Üretim Yöntemleri II Talaşlı Đmalatın Genel Tanımı En Basit Talaş Kaldırma: Eğeleme Ölçme ve Kumpas Okuma Markalama Tolerans Kesme Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi
Ölçme ve Kontrol Ders Notları
 Ölçme ve Kontrol Ders Notları Namık Kemal Üniversitesi Hayrabolu Meslek Yüksek Okulu Öğretim Görevlisi Ahmet DURAK ÖLÇME Bilinen bir değerin aynı cinsten bilinmeyen bir değer içinde ne kadar olduğunun
Ölçme ve Kontrol Ders Notları Namık Kemal Üniversitesi Hayrabolu Meslek Yüksek Okulu Öğretim Görevlisi Ahmet DURAK ÖLÇME Bilinen bir değerin aynı cinsten bilinmeyen bir değer içinde ne kadar olduğunun
ÖĞRENME FAALİYETİ-1 1. ÜÇGEN VİDA AÇMA
 AMAÇ ÖĞRENME FAALİYETİ-1 ÖĞRENME FAALİYETİ-1 Torna tezgâhında üçgen vida açabileceksiniz ARAŞTIRMA Torna tezgâhlarının olduğu işletmeleri ziyaret ederek, çalışanlardan üçgen vidalar hakkında bilgi alınız
AMAÇ ÖĞRENME FAALİYETİ-1 ÖĞRENME FAALİYETİ-1 Torna tezgâhında üçgen vida açabileceksiniz ARAŞTIRMA Torna tezgâhlarının olduğu işletmeleri ziyaret ederek, çalışanlardan üçgen vidalar hakkında bilgi alınız
a) Düzlemsellik b) Açı tamlığı c) Ölçü tamlığı d) Sertlik
 Düzlemsellik b) Açı tamlığı c) Ölçü tamlığı d) Sertlik") Soru 1) Talaşlı üretime uygun malzemelerin, üzerinden talaş kaldırılarak işlenmesine ne ad verilir? a) Eğeleme b) Tesviyecilik c) Ölçme d) Kontrol Soru 4) Aşağıdakilerden hangisi eğeleme sırasında istenilen
Soru 1) Talaşlı üretime uygun malzemelerin, üzerinden talaş kaldırılarak işlenmesine ne ad verilir? a) Eğeleme b) Tesviyecilik c) Ölçme d) Kontrol Soru 4) Aşağıdakilerden hangisi eğeleme sırasında istenilen
METROLOJİ NEDİR? Metrolojinin Temel Amacı Nedir?
 METROLOJİ NEDİR? Diğer bütün bilim alanları ile ilişkisi olan "Metroloji", ölçme sistemleri ve birimlerle ilgili ölçme bilimidir. Metroloji üç ana başlıkta incelenebilir; 1. Bilimsel Metroloji: Uluslararası
METROLOJİ NEDİR? Diğer bütün bilim alanları ile ilişkisi olan "Metroloji", ölçme sistemleri ve birimlerle ilgili ölçme bilimidir. Metroloji üç ana başlıkta incelenebilir; 1. Bilimsel Metroloji: Uluslararası
Akreditasyon Sertifikası Eki (Sayfa 1/12) Akreditasyon Kapsamı
 Akreditasyon Kapsamı") Akreditasyon Sertifikası Eki (Sayfa 1/12) Laboratuvarı Adresi : Sancak Mh. Taçmahal Cd. A Blok 33/B Selçuklu 42250 KONYA/TÜRKİYE Tel : 0332 233 55 42 Faks : 0332 233 77 42 E-Posta : info@mirada.com Website
Akreditasyon Sertifikası Eki (Sayfa 1/12) Laboratuvarı Adresi : Sancak Mh. Taçmahal Cd. A Blok 33/B Selçuklu 42250 KONYA/TÜRKİYE Tel : 0332 233 55 42 Faks : 0332 233 77 42 E-Posta : info@mirada.com Website
Akreditasyon Sertifikası Eki (Sayfa 1/11) Akreditasyon Kapsamı
 Akreditasyon Kapsamı") Akreditasyon Sertifikası Eki (Sayfa 1/11) Laboratuvarı Adresi : SANCAK MAH. TAÇMAHAL CAD. A BLOK 33/B 42250 KONYA/TÜRKİYE Tel : 0532 446 93 08 Faks : E-Posta : ali@mirada.com Website : www.mirada.com Ölçüm
Akreditasyon Sertifikası Eki (Sayfa 1/11) Laboratuvarı Adresi : SANCAK MAH. TAÇMAHAL CAD. A BLOK 33/B 42250 KONYA/TÜRKİYE Tel : 0532 446 93 08 Faks : E-Posta : ali@mirada.com Website : www.mirada.com Ölçüm
Tespit Vidasý. Ýç Ölçüm Çeneleri. Verniyer Skalasý. (Metrik) Dýþ Ölçüm Çeneleri. Ýç Ölçüm Çeneleri. Fonksiyon Düðmeleri. Dýþ Ölçüm Çeneleri.
 Dýþ Ölçüm Çeneleri. Ýç Ölçüm Çeneleri. Fonksiyon Düðmeleri. Dýþ Ölçüm Çeneleri.") KUMPASLAR KUMPAS HAKKINDA Kumpaslar parçalarýn iç, dýþ, yükseklik ve derinlik gibi boyutlarýný ölçmek için kullanýlýrlar. Ýç Ölçüm Çeneleri Tespit Vidasý Verniyer Skalasý (Ýnç) Ana Skala (Ýnç) KUMPAS ÇEÞÝTLERÝ
KUMPASLAR KUMPAS HAKKINDA Kumpaslar parçalarýn iç, dýþ, yükseklik ve derinlik gibi boyutlarýný ölçmek için kullanýlýrlar. Ýç Ölçüm Çeneleri Tespit Vidasý Verniyer Skalasý (Ýnç) Ana Skala (Ýnç) KUMPAS ÇEÞÝTLERÝ
Kurşun Kalemlerin Teknik ve Mesleki Resimde Kullanıldığı Yerler
 Bir önceki dersin tekrarı yapılır, anlaşılmayan konuların tekrarı özet şeklinde anlatılır ve verilen ödevden alınan sonuçların sınıfta anlattırılarak arkadaşlarıyla paylaşmaları istenir. BÖLÜM I Teknik
Bir önceki dersin tekrarı yapılır, anlaşılmayan konuların tekrarı özet şeklinde anlatılır ve verilen ödevden alınan sonuçların sınıfta anlattırılarak arkadaşlarıyla paylaşmaları istenir. BÖLÜM I Teknik
1-)ÖZELLİKLER 2-)TEKNİK ÖZELLİKLER
ÖZELLİKLER 2-)TEKNİK ÖZELLİKLER") 1-)ÖZELLİKLER *Bu ölçüm cihazı DIN,ASTM ve BS standartlarına uyduğu gibi IOS-2178 ve ISO-2360 standartlarınında tüm koşulları sağlayarak laboratuar ve zor koşullarda kullanılabilir. *F Tipi probe manyetik
1-)ÖZELLİKLER *Bu ölçüm cihazı DIN,ASTM ve BS standartlarına uyduğu gibi IOS-2178 ve ISO-2360 standartlarınında tüm koşulları sağlayarak laboratuar ve zor koşullarda kullanılabilir. *F Tipi probe manyetik
MAK-204. Üretim Yöntemleri. (8.Hafta) Kubilay Aslantaş
 Kubilay Aslantaş") MAK-204 Üretim Yöntemleri Vidalar-Vida Açma Đşlemi (8.Hafta) Kubilay Aslantaş Kullanım yerlerine göre vida Türleri Bağlama vidaları Hareket vidaları Kuvvet ileten vidaları Metrik vidalar Trapez vidalar
MAK-204 Üretim Yöntemleri Vidalar-Vida Açma Đşlemi (8.Hafta) Kubilay Aslantaş Kullanım yerlerine göre vida Türleri Bağlama vidaları Hareket vidaları Kuvvet ileten vidaları Metrik vidalar Trapez vidalar
Akreditasyon Sertifikası Eki (Sayfa 1/10) Akreditasyon Kapsamı
 Akreditasyon Kapsamı") Akreditasyon Sertifikası Eki (Sayfa 1/10) Kalibrasyon Laboratuvarı Adresi : Arpaçeşme Mah. Şehit Oktay Kaya Cad. No: 91 / A Gebze 41400 KOCAELİ/TÜRKİYE Tel : 0262 643 06 44 Faks : 0262 643 06 44 E-Posta
Akreditasyon Sertifikası Eki (Sayfa 1/10) Kalibrasyon Laboratuvarı Adresi : Arpaçeşme Mah. Şehit Oktay Kaya Cad. No: 91 / A Gebze 41400 KOCAELİ/TÜRKİYE Tel : 0262 643 06 44 Faks : 0262 643 06 44 E-Posta
Akreditasyon Sertifikası Eki (Sayfa 1/7) Akreditasyon Kapsamı
 Akreditasyon Kapsamı") Akreditasyon Sertifikası Eki (Sayfa 1/7) MKM Muayene Merkezi Arge Ve Laboratuvar Hizmetleri Sanayi İç ve Dış Ticaret Limited Şirketi Laboratuvarı Adresi : Küçükkızılhisar Mahallesi Mahmut Teyfik Atay Bulvarı
Akreditasyon Sertifikası Eki (Sayfa 1/7) MKM Muayene Merkezi Arge Ve Laboratuvar Hizmetleri Sanayi İç ve Dış Ticaret Limited Şirketi Laboratuvarı Adresi : Küçükkızılhisar Mahallesi Mahmut Teyfik Atay Bulvarı
T.C. MİLLÎ EĞİTİM BAKANLIĞI MEGEP (MESLEKÎ EĞİTİM VE ÖĞRETİM SİSTEMİNİN GÜÇLENDİRİLMESİ PROJESİ) MAKİNE TEKNOLOJİSİ CNC FREZE İŞLEMLERİ 3
 MAKİNE TEKNOLOJİSİ CNC FREZE İŞLEMLERİ 3") T.C. MİLLÎ EĞİTİM BAKANLIĞI MEGEP (MESLEKÎ EĞİTİM VE ÖĞRETİM SİSTEMİNİN GÜÇLENDİRİLMESİ PROJESİ) MAKİNE TEKNOLOJİSİ CNC FREZE İŞLEMLERİ 3 ANKARA 2006 Milli Eğitim Bakanlığı tarafından geliştirilen modüller;
T.C. MİLLÎ EĞİTİM BAKANLIĞI MEGEP (MESLEKÎ EĞİTİM VE ÖĞRETİM SİSTEMİNİN GÜÇLENDİRİLMESİ PROJESİ) MAKİNE TEKNOLOJİSİ CNC FREZE İŞLEMLERİ 3 ANKARA 2006 Milli Eğitim Bakanlığı tarafından geliştirilen modüller;
Akreditasyon Sertifikası Eki (Sayfa 1/11) Akreditasyon Kapsamı
 Akreditasyon Kapsamı") Akreditasyon Sertifikası Eki (Sayfa 1/11) Metroloji Ve Kalibrasyon Merkezi Kalibrasyon Laboratuvarı Adresi : BARBAROS MH. OYMAK CD. SÜMER HUKUK PLAZA B BLOK 10/14 KOCASİNAN / KAYSERİ 38100 KAYSERİ / TÜRKİYE
Akreditasyon Sertifikası Eki (Sayfa 1/11) Metroloji Ve Kalibrasyon Merkezi Kalibrasyon Laboratuvarı Adresi : BARBAROS MH. OYMAK CD. SÜMER HUKUK PLAZA B BLOK 10/14 KOCASİNAN / KAYSERİ 38100 KAYSERİ / TÜRKİYE
Akreditasyon Sertifikası Eki (Sayfa 1/8) Akreditasyon Kapsamı
 Akreditasyon Kapsamı") Akreditasyon Sertifikası Eki (Sayfa 1/8) Kalibrasyon Laboratuvarı Adresi : Nilüfer Ticaret Merkezi 2.kısım 635 sokak Otomasyon plaza No:7 Nilüfer 16120 BURSA / TÜRKİYE Tel : 0 224 441 55 77 Faks : 0 224
Akreditasyon Sertifikası Eki (Sayfa 1/8) Kalibrasyon Laboratuvarı Adresi : Nilüfer Ticaret Merkezi 2.kısım 635 sokak Otomasyon plaza No:7 Nilüfer 16120 BURSA / TÜRKİYE Tel : 0 224 441 55 77 Faks : 0 224
ÇEŞİT ÇEŞİT ÖLÇME İŞLERİNİZ Mİ VAR? MULTİMAR BU İŞLERİN ÜSTADIDIR.
 ÇEŞİT ÇEŞİT ÖLÇME İŞLERİNİZ Mİ VAR? MULTİMAR BU İŞLERİN ÜSTADIDIR. MULTIMAR ürünleri ile ilgili en güncel bilgilere web sitemizden ulaşılabilir: www.mahr.com, WebCode 10281 Multimar Çok Amaçlı Ölçme Ekipmanının
ÇEŞİT ÇEŞİT ÖLÇME İŞLERİNİZ Mİ VAR? MULTİMAR BU İŞLERİN ÜSTADIDIR. MULTIMAR ürünleri ile ilgili en güncel bilgilere web sitemizden ulaşılabilir: www.mahr.com, WebCode 10281 Multimar Çok Amaçlı Ölçme Ekipmanının
+90 312 4lg 32 00- www.turkak.otg."
 +90 312 4lg 32 00- www.turkak.otg." Akreditasyon Sertifikası Eki (Sayfa 1/8) Laboratuvarı Akreditasyon No: Adres: Fevzi Çakmak Mah. 10564 Sok. No:44 42050 KONYA / TÜRKİYE Tel : 0 332 342 70 20 Faks : 0
+90 312 4lg 32 00- www.turkak.otg." Akreditasyon Sertifikası Eki (Sayfa 1/8) Laboratuvarı Akreditasyon No: Adres: Fevzi Çakmak Mah. 10564 Sok. No:44 42050 KONYA / TÜRKİYE Tel : 0 332 342 70 20 Faks : 0
Akreditasyon Talep Edilen Kapsamlar (Sayfa 1/6)
") Akreditasyon Talep Edilen Kapsamlar (Sayfa 1/6) Aralığı Şartları Kalibrasyon ve Malzeme Test 1 cn F 500N Kütleler ile 0,16 % BS EN ISO Makineleri 7500-1 ASTM E4 Test Makineleri 100 N F 250 kn 0.5 Sınıfı
Akreditasyon Talep Edilen Kapsamlar (Sayfa 1/6) Aralığı Şartları Kalibrasyon ve Malzeme Test 1 cn F 500N Kütleler ile 0,16 % BS EN ISO Makineleri 7500-1 ASTM E4 Test Makineleri 100 N F 250 kn 0.5 Sınıfı
Akreditasyon Sertifikası Eki (Sayfa 1/20) Akreditasyon Kapsamı
 Akreditasyon Kapsamı") Akreditasyon Sertifikası Eki (Sayfa 1/20) Kalibrasyon Laboratuvarı Adresi : Organize Sanayi Bölgesi Kırmızı Cadde No: 6 16140 BURSA / TÜRKİYE Tel : 0224 243 80 00 Faks : 0224 243 83 21 E-Posta : bursakalibrasyon@tse.org.tr
Akreditasyon Sertifikası Eki (Sayfa 1/20) Kalibrasyon Laboratuvarı Adresi : Organize Sanayi Bölgesi Kırmızı Cadde No: 6 16140 BURSA / TÜRKİYE Tel : 0224 243 80 00 Faks : 0224 243 83 21 E-Posta : bursakalibrasyon@tse.org.tr
Silindirik iç ve dış yüzeyler üzerine açılan helisel girinti ve çıkıntılara vida denir.
 9. VİDALAR Silindirik iç ve dış yüzeyler üzerine açılan helisel girinti ve çıkıntılara vida denir. Vida Helisi Vida Adımı Bir kenarı silindirin çapına eşit dik bir üçgen, silindirin üzerine sarıldığında
9. VİDALAR Silindirik iç ve dış yüzeyler üzerine açılan helisel girinti ve çıkıntılara vida denir. Vida Helisi Vida Adımı Bir kenarı silindirin çapına eşit dik bir üçgen, silindirin üzerine sarıldığında
Akreditasyon Sertifikası Eki (Sayfa 1/11) Akreditasyon Kapsamı
 Akreditasyon Kapsamı") Akreditasyon Sertifikası Eki (Sayfa 1/11) Kalibrasyon Laboratuvarı Adresi : Arpaçeşme Mah. Şehit Oktay Kaya Cad. No: 91 / A Gebze 41400 KOCAELİ / TÜRKİYE Tel : 0262 643 06 44 Faks : 0262 643 06 44 E-Posta
Akreditasyon Sertifikası Eki (Sayfa 1/11) Kalibrasyon Laboratuvarı Adresi : Arpaçeşme Mah. Şehit Oktay Kaya Cad. No: 91 / A Gebze 41400 KOCAELİ / TÜRKİYE Tel : 0262 643 06 44 Faks : 0262 643 06 44 E-Posta
Mikrometre Aksesuarları Sayfa 94. Mikrometre Kafaları (başlıkları) Sayfa 103. Mikrometre Kafası Aksesuarları Sayfa 127
 Sayfa 103. Mikrometre Kafası Aksesuarları Sayfa 127") Mikrometre Digimatic Mikrometreler ve Mekanik Mikrometreler Sayfa 35 Mikrometre Aksesuarları Sayfa 94 Mikrometre Kafaları (başlıkları) Sayfa 103 Mikrometre Kafası Aksesuarları Sayfa 127 34 Absolute Yüksek
Mikrometre Digimatic Mikrometreler ve Mekanik Mikrometreler Sayfa 35 Mikrometre Aksesuarları Sayfa 94 Mikrometre Kafaları (başlıkları) Sayfa 103 Mikrometre Kafası Aksesuarları Sayfa 127 34 Absolute Yüksek
Akreditasyon Sertifikası Eki (Sayfa 1/12) Akreditasyon Kapsamı
 Akreditasyon Kapsamı") Akreditasyon Sertifikası Eki (Sayfa 1/12) Laboratuvarı Akreditasyon No: Adresi : Fevzi Çakmak Mah. 10564 Sok. No:44 42050 KONYA / TÜRKİYE Tel : 0 332 342 70 20 Faks : 0 332 342 70 23 E-Posta : ukm@ukm.com.tr
Akreditasyon Sertifikası Eki (Sayfa 1/12) Laboratuvarı Akreditasyon No: Adresi : Fevzi Çakmak Mah. 10564 Sok. No:44 42050 KONYA / TÜRKİYE Tel : 0 332 342 70 20 Faks : 0 332 342 70 23 E-Posta : ukm@ukm.com.tr
SALUTRON D4 / D5 : BOYA VE KAPLAMA KALINLIĞI ÖLÇME CİHAZI TANITMA VE KULLANMA KILAVUZU
 SALUTRON D4 / D5 BOYA ve KAPLAMA KALINLIĞI ÖLÇME CİHAZI TANITMA VE KULLANMA KILAVUZU ÜRÜN MARKA MODEL : BOYA VE KAPLAMA KALINLIĞI ÖLÇME CİHAZI : SALUTRON : D4 / D5 Firma : MEP TEKNİK ELEKTRİK TİC. LTD.
SALUTRON D4 / D5 BOYA ve KAPLAMA KALINLIĞI ÖLÇME CİHAZI TANITMA VE KULLANMA KILAVUZU ÜRÜN MARKA MODEL : BOYA VE KAPLAMA KALINLIĞI ÖLÇME CİHAZI : SALUTRON : D4 / D5 Firma : MEP TEKNİK ELEKTRİK TİC. LTD.
ZİNCİR DİŞLİ ÇARKLAR. Öğr. Gör. Korcan FIRAT CBÜ Akhisar MYO
 ZİNCİR DİŞLİ ÇARKLAR Öğr. Gör. Korcan FIRAT CBÜ Akhisar MYO ZİNCİR DİŞLİ ÇARK NEDİR? Tanımı: Güç ve hareket iletecek millerin merkez uzaklığının fazla olduğu durumlarda, aradaki bağlantıyı dişli çarklarla
ZİNCİR DİŞLİ ÇARKLAR Öğr. Gör. Korcan FIRAT CBÜ Akhisar MYO ZİNCİR DİŞLİ ÇARK NEDİR? Tanımı: Güç ve hareket iletecek millerin merkez uzaklığının fazla olduğu durumlarda, aradaki bağlantıyı dişli çarklarla
ÖLÇÜ ALETİ ÇÖZÜNÜRLÜĞÜNÜN VE ÖLÇME PROSESİNİN ÖLÇÜ TOLERANSINA UYGUNLUĞU
 1 ÖLÇÜ ALETİ ÇÖZÜNÜRLÜĞÜNÜN VE ÖLÇME PROSESİNİN ÖLÇÜ TOLERANSINA UYGUNLUĞU Derya TURGAY SİMKAL Kalibrasyon ve Danışmanlık Sanayi ve Ticaret Limited Şirketi Yakacık Caddesi No: 111 Kartal 34870 İstanbul
1 ÖLÇÜ ALETİ ÇÖZÜNÜRLÜĞÜNÜN VE ÖLÇME PROSESİNİN ÖLÇÜ TOLERANSINA UYGUNLUĞU Derya TURGAY SİMKAL Kalibrasyon ve Danışmanlık Sanayi ve Ticaret Limited Şirketi Yakacık Caddesi No: 111 Kartal 34870 İstanbul
AKIŞ ÖLÇME Viskozite, Akmazlık
 1 AKIŞ ÖLÇME AKIŞ ÖLÇME Tanımlar AKIŞ ÖLÇME Akışkan; akabilen madde anlamına gelmekteyken sıvı ve gazları içine alır. Akışkan maddeler, bulundukları kabın şeklini alır ve ağırlıkları nedeniyle kap cidarlarına
1 AKIŞ ÖLÇME AKIŞ ÖLÇME Tanımlar AKIŞ ÖLÇME Akışkan; akabilen madde anlamına gelmekteyken sıvı ve gazları içine alır. Akışkan maddeler, bulundukları kabın şeklini alır ve ağırlıkları nedeniyle kap cidarlarına
ÖLÇME HATALARI VE ÖZELLİKLERİ
 ÖLÇME VE KONTROL Birim adı verilen ve bilinen bir değerle, kendi cinsinden bilinmeyen bir değeri kıyaslamaya (karşılaştırmaya) ÖLÇME denir. Parçaların istenilen ölçü sınırları içersinde yapılıp yapılmadıkları
ÖLÇME VE KONTROL Birim adı verilen ve bilinen bir değerle, kendi cinsinden bilinmeyen bir değeri kıyaslamaya (karşılaştırmaya) ÖLÇME denir. Parçaların istenilen ölçü sınırları içersinde yapılıp yapılmadıkları
KONTROL İŞLERİNİZ İÇİN TAM DESTEK. MARTOOL
 KONTROL İŞLERİNİZ İÇİN TAM DESTEK. MARTOOL MARTOOL ürünleri ile ilgili en güncel bilgilere web sitemizden ulaşılabilir: www.mahr.com, WebCode 10436-5062 MarTool ölçme ve kontrol ekipmanları, boyutsal metrolojide
KONTROL İŞLERİNİZ İÇİN TAM DESTEK. MARTOOL MARTOOL ürünleri ile ilgili en güncel bilgilere web sitemizden ulaşılabilir: www.mahr.com, WebCode 10436-5062 MarTool ölçme ve kontrol ekipmanları, boyutsal metrolojide
DENEY 1 1.1. DC GERİLİM ÖLÇÜMÜ DENEYİN AMACI
 DENEY 1 1.1. DC GERİLİM ÖLÇÜMÜ 1. DC gerilimin nasıl ölçüldüğünü öğrenmek. 2. KL-21001 Deney Düzeneğini tanımak. 3. Voltmetrenin nasıl kullanıldığını öğrenmek. Devre elemanı üzerinden akım akmasını sağlayan
DENEY 1 1.1. DC GERİLİM ÖLÇÜMÜ 1. DC gerilimin nasıl ölçüldüğünü öğrenmek. 2. KL-21001 Deney Düzeneğini tanımak. 3. Voltmetrenin nasıl kullanıldığını öğrenmek. Devre elemanı üzerinden akım akmasını sağlayan
ASIMETO DİGİTAL KUMPAS ÖZELLİKLERİ
 ASIMETO DİGİTAL KUMPAS ÖZELLİKLERİ SERTLEÞTÝRÝLMÝÞ PASLANMAZ ÇELÝK ÖLÇME YÜZEYLERÝ BÜYÜK VE OKUNABÝLÝR LCD EKRAN ÝNÇ/METRÝK DÖNÜÞÜM BUTONU AÇMA KAPAMA BUTONU SERTLEÞTÝRÝLMÝÞ PASLANMAZ ÇELÝK ÖLÇME YÜZEYLERÝ
ASIMETO DİGİTAL KUMPAS ÖZELLİKLERİ SERTLEÞTÝRÝLMÝÞ PASLANMAZ ÇELÝK ÖLÇME YÜZEYLERÝ BÜYÜK VE OKUNABÝLÝR LCD EKRAN ÝNÇ/METRÝK DÖNÜÞÜM BUTONU AÇMA KAPAMA BUTONU SERTLEÞTÝRÝLMÝÞ PASLANMAZ ÇELÝK ÖLÇME YÜZEYLERÝ
w w w. a s m k a l i b r a s y o n. c o m. t r ASM Kalibrasyon ve Ölçüm Laboratuvarı Kalibrasyon Hizmet Kapsamı
 BASINÇ KALİBRASYONU KALİBRASYON HİZMETİ Manometre / Vakummetre (Kl.1-4) Manometre / Vakummetre (Kl.
BASINÇ KALİBRASYONU KALİBRASYON HİZMETİ Manometre / Vakummetre (Kl.1-4) Manometre / Vakummetre (Kl.
Akreditasyon Sertifikası Eki (Sayfa 1/12) Akreditasyon Kapsamı
 Akreditasyon Kapsamı") Akreditasyon Sertifikası Eki (Sayfa 1/12) Uzmanlar Merkezi Laboratuvarı Akreditasyon No: Adresi : Fevzi Çakmak Mah. 10564 Sok. No:44 42050 KONYA / TÜRKİYE Tel : 0 332 342 70 20 Faks : 0 332 342 70 23 E-Posta
Akreditasyon Sertifikası Eki (Sayfa 1/12) Uzmanlar Merkezi Laboratuvarı Akreditasyon No: Adresi : Fevzi Çakmak Mah. 10564 Sok. No:44 42050 KONYA / TÜRKİYE Tel : 0 332 342 70 20 Faks : 0 332 342 70 23 E-Posta
LABCONCEPT + Premium
 LABCONCEPT + Premium Tüm ölçüm fonksiyonlarını içeren Trimos-WinDHI yazılımlı bilgisayar Değiştirlebilir aksesuarlar Ölçüm kuvveti göstergesi 3 noktadan pozisyonlanmış cihaz gövdesi Kilitlenebilir ve ayarlanabilir
LABCONCEPT + Premium Tüm ölçüm fonksiyonlarını içeren Trimos-WinDHI yazılımlı bilgisayar Değiştirlebilir aksesuarlar Ölçüm kuvveti göstergesi 3 noktadan pozisyonlanmış cihaz gövdesi Kilitlenebilir ve ayarlanabilir
Akreditasyon Sertifikası Eki (Sayfa 1/11) Akreditasyon Kapsamı
 Akreditasyon Kapsamı") Akreditasyon Sertifikası Eki (Sayfa 1/11) Laboratuvarı Laboratuvarı Adresi : Orta Mah. latife hanım Sokak No: 12/1 Pendik 34896 İSTANBUL / TÜRKİYE Tel : 0 216 598 12 12 Faks : 0 216 598 12 14 E-Posta :
Akreditasyon Sertifikası Eki (Sayfa 1/11) Laboratuvarı Laboratuvarı Adresi : Orta Mah. latife hanım Sokak No: 12/1 Pendik 34896 İSTANBUL / TÜRKİYE Tel : 0 216 598 12 12 Faks : 0 216 598 12 14 E-Posta :
Akreditasyon Sertifikası Eki (Sayfa 1/8) Akreditasyon Kapsamı
 Akreditasyon Kapsamı") Akreditasyon Sertifikası Eki (Sayfa 1/8) Ltd. Şti. Kalibrasyon Laboratuvarı Kalibrasyon Laboratuvarı Adresi : Musalla bağları mah. Belh cad. No:35 Selçuklu 42060 KONYA/TÜRKİYE Tel : 0 332 235 53 54 Faks
Akreditasyon Sertifikası Eki (Sayfa 1/8) Ltd. Şti. Kalibrasyon Laboratuvarı Kalibrasyon Laboratuvarı Adresi : Musalla bağları mah. Belh cad. No:35 Selçuklu 42060 KONYA/TÜRKİYE Tel : 0 332 235 53 54 Faks
GENEL BİLGİLER. Micromar - Tasarım Özellikleri 3-2. Micromar - Mikrometre türleri. Değer örneği: Karbit uçlu ölçme yüzeyleri.
 - 3-2 GENEL BİLGİLER Micromar - Tasarım i Karbit uçlu ölçme yüzeyleri Örs Mil Çark cetvel Referans çizgiler (manşon) Tambur Mandal Değer örneği:,1 mm bölümlü mikrometre 3 2 Gövde Kilit Manşon 2, Tambur,28
- 3-2 GENEL BİLGİLER Micromar - Tasarım i Karbit uçlu ölçme yüzeyleri Örs Mil Çark cetvel Referans çizgiler (manşon) Tambur Mandal Değer örneği:,1 mm bölümlü mikrometre 3 2 Gövde Kilit Manşon 2, Tambur,28
Akreditasyon Sertifikası Eki (Sayfa 1/13) Akreditasyon Kapsamı
 Akreditasyon Kapsamı") Akreditasyon Sertifikası Eki (Sayfa 1/13) Uzmanlar Merkezi Laboratuvarı Adresi : Fevzi Çakmak Mah. 10564 Sok. No:44 42050 KONYA/TÜRKİYE Tel : 0 332 342 70 20 Faks : 0 332 342 70 23 E-Posta : ukm@ukm.com.tr
Akreditasyon Sertifikası Eki (Sayfa 1/13) Uzmanlar Merkezi Laboratuvarı Adresi : Fevzi Çakmak Mah. 10564 Sok. No:44 42050 KONYA/TÜRKİYE Tel : 0 332 342 70 20 Faks : 0 332 342 70 23 E-Posta : ukm@ukm.com.tr
MarTest. Hassas Yoklayıcılar
 GENEL BİLGİLER Modeller Standart Ekstra Uzun Uç Ölçüm aralığı Analog saat stili Skala Değerleri Hassasiyet f ges f e f u f t f w metrik S ±, mm,1 mm 13 µm 1 µm 3 µm µm 3 µm SG ±, mm,1 mm 13 µm 1 µm 3 µm
GENEL BİLGİLER Modeller Standart Ekstra Uzun Uç Ölçüm aralığı Analog saat stili Skala Değerleri Hassasiyet f ges f e f u f t f w metrik S ±, mm,1 mm 13 µm 1 µm 3 µm µm 3 µm SG ±, mm,1 mm 13 µm 1 µm 3 µm
ÖLÇMEK İÇİN ÜRETİLDİLER. MARGAGE
 ÖLÇMEK İÇİN ÜRETİLDİLER. MARGAGE MARGAGE ürünleri ile ilgili en güncel bilgilere web sitemizden ulaşılabilir: www.mahr.com, WebCode 10397 Alman İmparatorluğu'nun kurulduğu ve metrik sistemin kullanılmaya
ÖLÇMEK İÇİN ÜRETİLDİLER. MARGAGE MARGAGE ürünleri ile ilgili en güncel bilgilere web sitemizden ulaşılabilir: www.mahr.com, WebCode 10397 Alman İmparatorluğu'nun kurulduğu ve metrik sistemin kullanılmaya
TES Dijital Toprak direnci ölçer TES-1700 KULLANMA KLAVUZU
 TES Dijital Toprak direnci ölçer TES-1700 KULLANMA KLAVUZU TES ELECTRICAL ELECTRONIC CORP ı. GÜVENLİK BİLGİSİ Ölçü aleti ile servis ya da çalışma yapmadan önce aşağıdaki güvenlik bilgilerini dikkatle okuyunuz.
TES Dijital Toprak direnci ölçer TES-1700 KULLANMA KLAVUZU TES ELECTRICAL ELECTRONIC CORP ı. GÜVENLİK BİLGİSİ Ölçü aleti ile servis ya da çalışma yapmadan önce aşağıdaki güvenlik bilgilerini dikkatle okuyunuz.
Ulusal Metroloji Enstitüsü GENEL METROLOJİ
 Ulusal Metroloji Enstitüsü GENEL METROLOJİ METROLOJİNİN TANIMI Kelime olarak metreden türetilmiş olup anlamı ÖLÇME BİLİMİ dir. Metrolojinin Görevi : Bütün ölçme sistemlerinin temeli olan birimleri (SI
Ulusal Metroloji Enstitüsü GENEL METROLOJİ METROLOJİNİN TANIMI Kelime olarak metreden türetilmiş olup anlamı ÖLÇME BİLİMİ dir. Metrolojinin Görevi : Bütün ölçme sistemlerinin temeli olan birimleri (SI
TES Dijital Toprak direnci ölçer TES-1605 KULLANMA KLAVUZU
 TES Dijital Toprak direnci ölçer TES-1605 KULLANMA KLAVUZU TES ELECTRICAL ELECTRONIC CORP ı. GÜVENLİK BİLGİSİ Ölçü aleti ile servis ya da çalışma yapmadan önce aşağıdaki güvenlik bilgilerini dikkatle okuyunuz.
TES Dijital Toprak direnci ölçer TES-1605 KULLANMA KLAVUZU TES ELECTRICAL ELECTRONIC CORP ı. GÜVENLİK BİLGİSİ Ölçü aleti ile servis ya da çalışma yapmadan önce aşağıdaki güvenlik bilgilerini dikkatle okuyunuz.
Akreditasyon Sertifikası Eki (Sayfa 1/12) Akreditasyon Kapsamı
 Akreditasyon Kapsamı") Akreditasyon Sertifikası Eki (Sayfa 1/12) Ltd. Şti. Kalibrasyon Laboratuarı Kalibrasyon Laboratuvarı Adresi : Musalla bağları mah. Belh cad. No:35 Selçuklu 42060 KONYA / TÜRKİYE Tel : 0 332 235 53 54 Faks
Akreditasyon Sertifikası Eki (Sayfa 1/12) Ltd. Şti. Kalibrasyon Laboratuarı Kalibrasyon Laboratuvarı Adresi : Musalla bağları mah. Belh cad. No:35 Selçuklu 42060 KONYA / TÜRKİYE Tel : 0 332 235 53 54 Faks
MAK 305 MAKİNE ELEMANLARI-1
 MAK 305 MAKİNE ELEMANLARI-1 Toleranslar ve Yüzey Kalitesi Doç. Dr. Ali Rıza Yıldız 1 BU DERS SUNUMUNDAN EDİNİLMESİ BEKLENEN BİLGİLER Tolerans kavramının anlaşılması ISO Tolerans Sistemi Geçmeler Toleransın
MAK 305 MAKİNE ELEMANLARI-1 Toleranslar ve Yüzey Kalitesi Doç. Dr. Ali Rıza Yıldız 1 BU DERS SUNUMUNDAN EDİNİLMESİ BEKLENEN BİLGİLER Tolerans kavramının anlaşılması ISO Tolerans Sistemi Geçmeler Toleransın
EN İYİLER ŞİMDİ KABLOSUZ BLUETOOTH İLE BAĞLANMA ZAMANI! 01.03-31.12.2015. 1 2 3 4 SYLVAC ENTEGRE BLUETOOTH SERİSİ Bluetooth ÖZELLİKLİ CİHAZLAR.
 1969 dan beri hassas ölçüm cihazlarının İsviçre li üreticisi EN İYİLER 01.03-31.12.201 201 1 2 3 4 1 2 3 4 SYLVAC ENTEGRE BLUETOOTH SERİSİ Bluetooth ÖZELLİKLİ CİHAZLAR. KAbLOSUZ BAĞLANTIYA HAZIR, MODÜL
1969 dan beri hassas ölçüm cihazlarının İsviçre li üreticisi EN İYİLER 01.03-31.12.201 201 1 2 3 4 1 2 3 4 SYLVAC ENTEGRE BLUETOOTH SERİSİ Bluetooth ÖZELLİKLİ CİHAZLAR. KAbLOSUZ BAĞLANTIYA HAZIR, MODÜL
DİŞLER; Diş Profili, çalışma sırasında iki çark arasındaki oranı sabit tutacak şekilde biçimlendirilir. Dişli profillerinde en çok kullanılan ve bu
 KAVRAMLAR Dişli Çarklar, eksenleri birbirine yakın veya birbirini kesen miller arasında hareket ve güç ileten makine elemanlarıdır. Çevrelerine diş açılmış iki dişli çark bir dişli çiftini oluştururlar
KAVRAMLAR Dişli Çarklar, eksenleri birbirine yakın veya birbirini kesen miller arasında hareket ve güç ileten makine elemanlarıdır. Çevrelerine diş açılmış iki dişli çark bir dişli çiftini oluştururlar
T.C. MİLLÎ EĞİTİM BAKAN LIĞI
 T.C. MİLLÎ EĞİTİM BAKAN LIĞI MEGEP (MESLEKÎ EĞİTİM VE ÖĞRETİM SİSTEMİNİN GÜÇ LENDİRİLMES İ PROJESİ) METAL TEKNOLOJİSİ ÖLÇME KONTROL VE MARKALAMA ANKARA 2005 Milli Eğitim Bakanlığı tarafından geliştirilen
T.C. MİLLÎ EĞİTİM BAKAN LIĞI MEGEP (MESLEKÎ EĞİTİM VE ÖĞRETİM SİSTEMİNİN GÜÇ LENDİRİLMES İ PROJESİ) METAL TEKNOLOJİSİ ÖLÇME KONTROL VE MARKALAMA ANKARA 2005 Milli Eğitim Bakanlığı tarafından geliştirilen
Makine Elemanları I. Toleranslar. Prof. Dr. İrfan KAYMAZ. Erzurum Teknik Üniversitesi. Mühendislik Fakültesi Makine Mühendisliği Bölümü
 Makine Elemanları I Prof. Dr. İrfan KAYMAZ Mühendislik Fakültesi Makine Mühendisliği Bölümü İçerik Toleransın tanımı Boyut Toleransı Geçme durumları Tolerans hesabı Yüzey pürüzlülüğü Örnekler Tolerans
Makine Elemanları I Prof. Dr. İrfan KAYMAZ Mühendislik Fakültesi Makine Mühendisliği Bölümü İçerik Toleransın tanımı Boyut Toleransı Geçme durumları Tolerans hesabı Yüzey pürüzlülüğü Örnekler Tolerans
HER İŞİNİZDE HASSASİYET Mİ ARIYORSUNUZ? MICROMAR'INIZ VARSA SORUN DEĞİL.
 HER İŞİNİZDE HASSASİYET Mİ ARIYORSUNUZ? MICROMAR'INIZ VARSA SORUN DEĞİL. MICROMAR ürünleri ile ilgili en güncel bilgilere WEB sitemizden ulaşabilirsiniz: www.mahr.de, WebCode 2 Mikrometreler, kumpaslarla
HER İŞİNİZDE HASSASİYET Mİ ARIYORSUNUZ? MICROMAR'INIZ VARSA SORUN DEĞİL. MICROMAR ürünleri ile ilgili en güncel bilgilere WEB sitemizden ulaşabilirsiniz: www.mahr.de, WebCode 2 Mikrometreler, kumpaslarla
Akreditasyon Sertifikası Eki (Sayfa 1/6) Akreditasyon Kapsamı
 Akreditasyon Kapsamı") Akreditasyon Sertifikası Eki (Sayfa 1/6) YEDİTEPE ÜNİVERSİTESİ FİZİK BÖLÜMÜ Metroloji Ve Adresi : Yeditepe Üniversitesi 26 Ağustos Yerleşimi Kayışdağı Cad. Fizik Bölümü Prof.Dr.Ahmet İNCE 34755 İSTANBUL/TÜRKİYE
Akreditasyon Sertifikası Eki (Sayfa 1/6) YEDİTEPE ÜNİVERSİTESİ FİZİK BÖLÜMÜ Metroloji Ve Adresi : Yeditepe Üniversitesi 26 Ağustos Yerleşimi Kayışdağı Cad. Fizik Bölümü Prof.Dr.Ahmet İNCE 34755 İSTANBUL/TÜRKİYE
SALUTRON D3 : BOYA VE KAPLAMA KALINLIĞI ÖLÇME CİHAZI TANITMA VE KULLANMA KILAVUZU
 SALUTRON D3 BOYA ve KAPLAMA KALINLIĞI ÖLÇME CİHAZI TANITMA VE KULLANMA KILAVUZU ÜRÜN MARKA MODEL : BOYA VE KAPLAMA KALINLIĞI ÖLÇME CİHAZI : SALUTRON : D3 Firma : MEP TEKNİK ELEKTRİK TİC. LTD. ŞTİ. Adres
SALUTRON D3 BOYA ve KAPLAMA KALINLIĞI ÖLÇME CİHAZI TANITMA VE KULLANMA KILAVUZU ÜRÜN MARKA MODEL : BOYA VE KAPLAMA KALINLIĞI ÖLÇME CİHAZI : SALUTRON : D3 Firma : MEP TEKNİK ELEKTRİK TİC. LTD. ŞTİ. Adres
MAKİNE ELEMANLARI DERS SLAYTLARI
 MAKİNE ELEMANLARI DERS SLAYTLARI TOLERANSLAR P r o f. D r. İ r f a n K A Y M A Z P r o f. D r. A k g ü n A L S A R A N A r ş. G ör. İ l y a s H A C I S A L I H O Ğ LU Tolerans Gereksinimi? Tasarım ve üretim
MAKİNE ELEMANLARI DERS SLAYTLARI TOLERANSLAR P r o f. D r. İ r f a n K A Y M A Z P r o f. D r. A k g ü n A L S A R A N A r ş. G ör. İ l y a s H A C I S A L I H O Ğ LU Tolerans Gereksinimi? Tasarım ve üretim
KONTROL İŞLERİNİZ İÇİN TAM DESTEK. MARTOOL
 KONTROL İŞLERİNİZ İÇİN TAM DESTEK. MARTOOL MARTOOL ürünleri ile ilgili en güncel bilgilere web sitemizden ulaşılabilir: www.mahr.com, WebCode 10436-5062 MarTool ölçme ve kontrol ekipmanları, boyutsal metrolojide
KONTROL İŞLERİNİZ İÇİN TAM DESTEK. MARTOOL MARTOOL ürünleri ile ilgili en güncel bilgilere web sitemizden ulaşılabilir: www.mahr.com, WebCode 10436-5062 MarTool ölçme ve kontrol ekipmanları, boyutsal metrolojide