Elektronik Raspa ve Aksesuarlar
|
|
|
- Gözde Gökçek
- 8 yıl önce
- İzleme sayısı:
Transkript


1 Elektronik Raspa ve Aksesuarlar

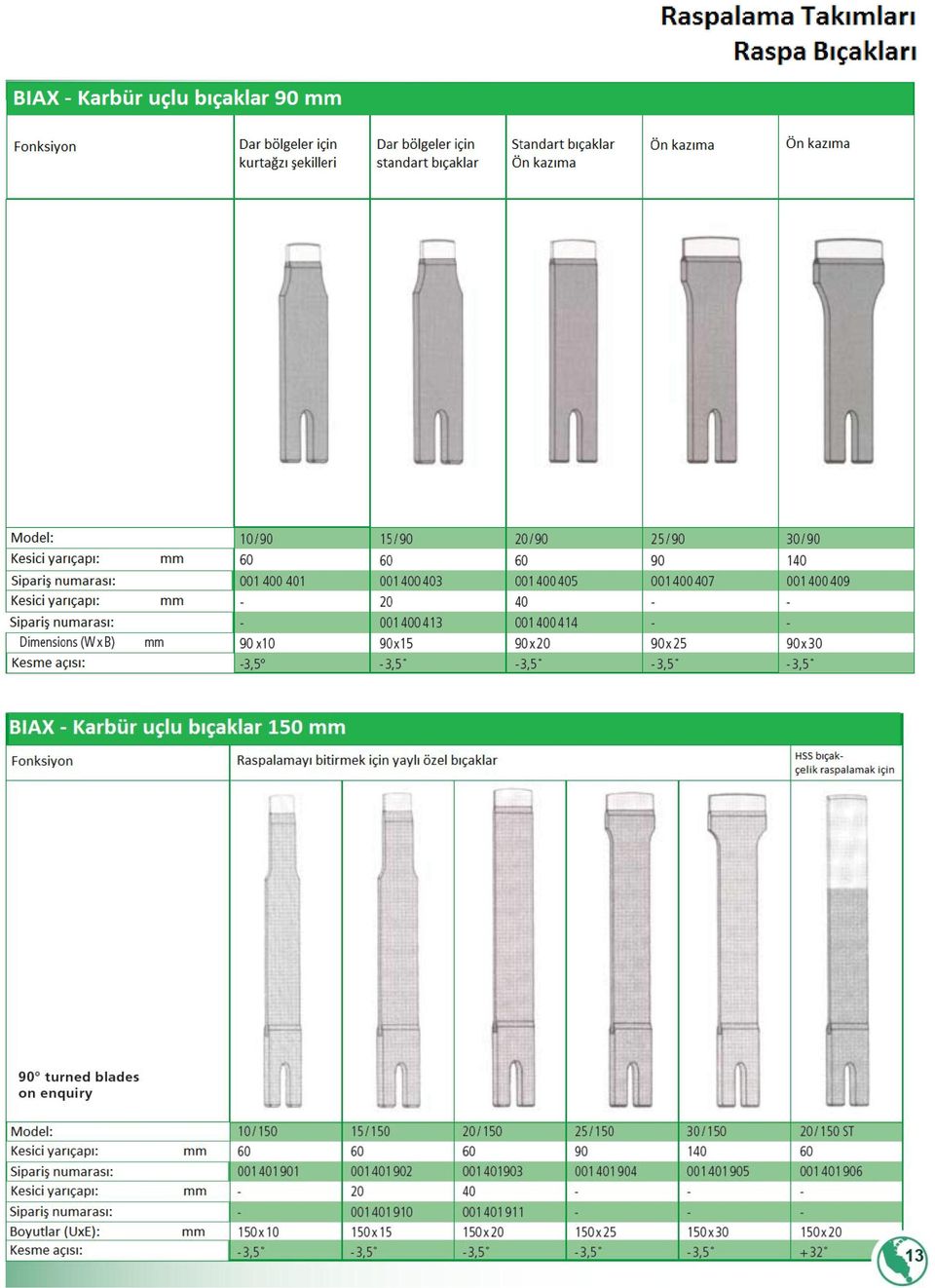
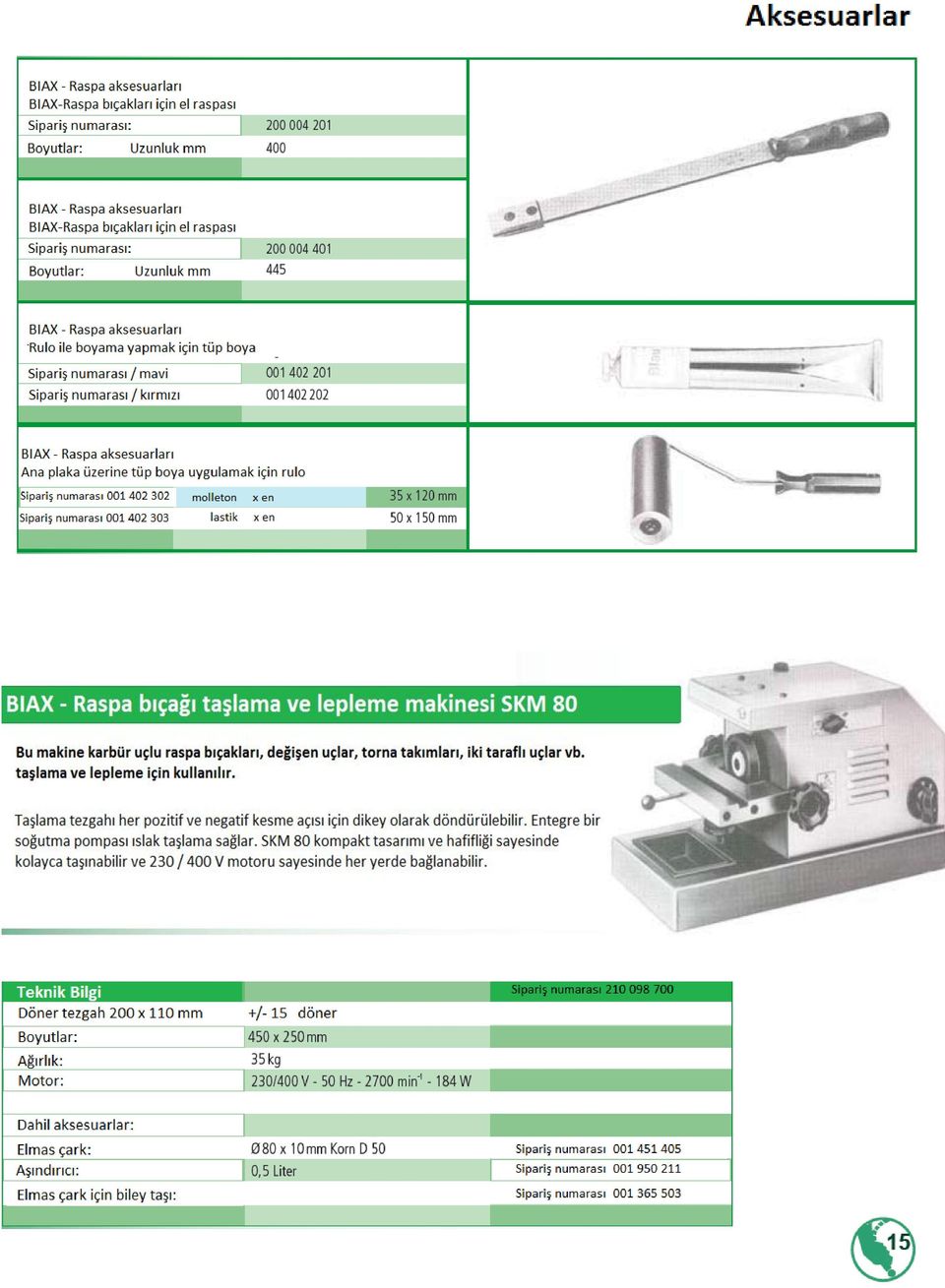
2 İçindekiler Özet Raspa çeşitleri Uygulama Kullanım Talimatları 5 Önerilen değer Çeşitli malzemeleri raspalama 10 Raspalama takımları El raspası, Tüp boya, Silindir 15 Raspa bıçağı ve taşlama makinesi 15 BIAX Universal Raspa, ağır işler için olan model şu işlemler için uygundur: Büyük makine yapımında aşırı ağır raspalama Türbin, şanzıman ve pompa yapımında kılavuz yataklar ve makine sütunları üzerinde çelik raspalama Sipariş Numarası: 230 V V BIAX Universal Raspa, hafif olan model şu işlemler için uygundur: ağır raspalama standart raspalama ince raspalama hassas raspalama ve yağ sızdırmaz raspalama Özel bıçakları sayesinde kurtağzı şekilleri ve prizma raspalama için de uygundur. Sipariş Numarası: 230 V V Aksesuarlar BS 40 modelinde tutamak, kilit vida dahildir BL 40 modelinde dahil değil Sipariş Numarası: Kilit vida Tutamak



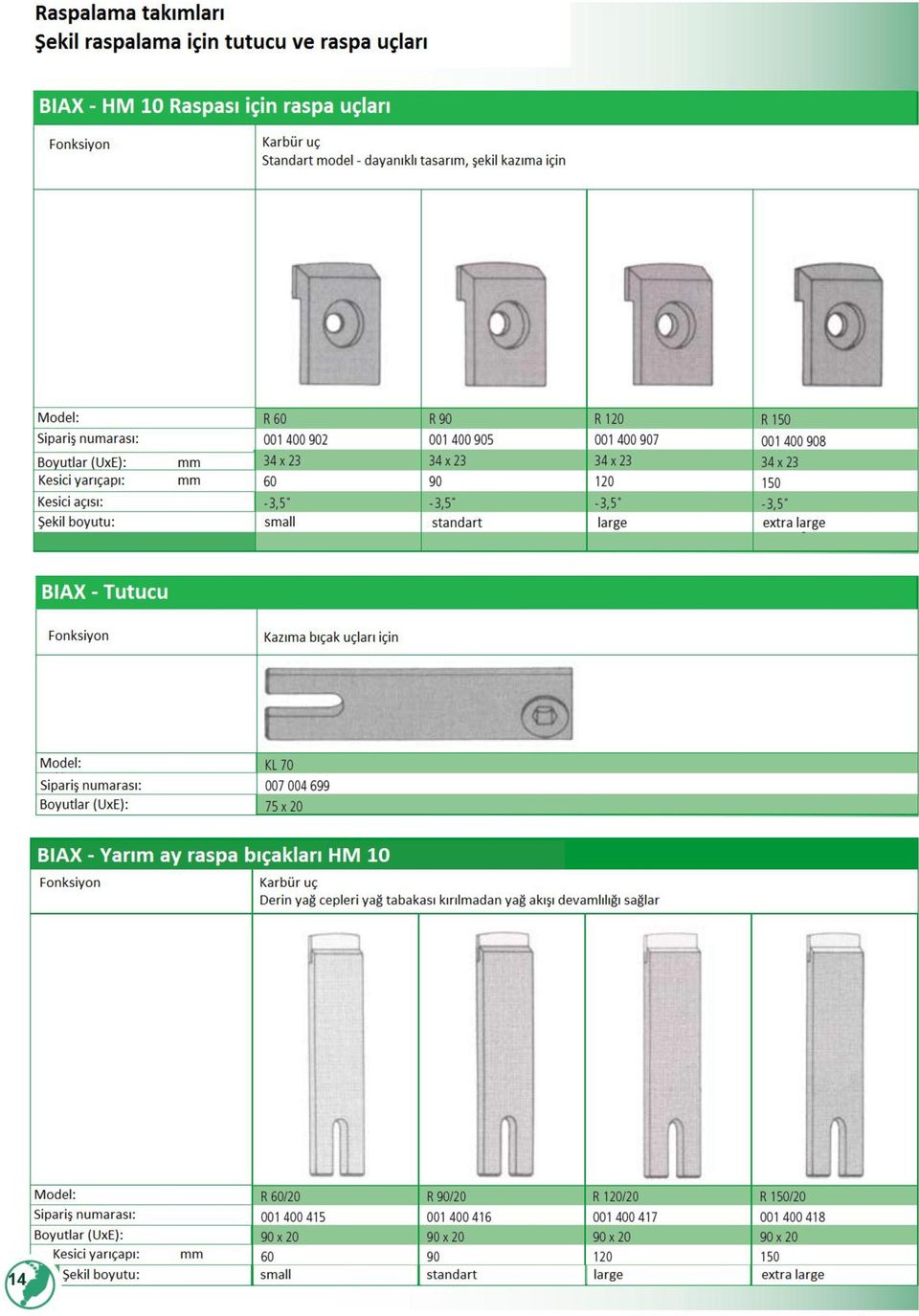
3 BL 10 Modeli BIAX Universal Raspa, hafif olan model şu işlemler için uygundur: plastik raspalama standart raspalama ince raspalama hassas raspalama ve yağ sızdırmaz raspalama Özel bıçakları sayesinde kurtağzı şekilleri ve prizma raspalama için de uygundur. Sipariş Numarası: 230 V V HM 10 Modeli BIAX Yarım Ay Şekli Çıkaran Raspa şu işlemler için uygundur: yağ cepleri raspalama optik hoş yüzeyler elde etme Sipariş Numarası: 230V V



4 BIAX Universal Raspa, hafif olan model şu işlemler için uygundur: ağır raspalama standart raspalama ince raspalama ve yağ sızdırmaz raspalama Özel bıçakları sayesinde kurtağzı şekilleri ve prizma raspalama için de uygundur. Sipariş Numarası Yağ besleme ünitesi yoluyla basınç düşürme vanası, filtre ve yağdanlık ile bağlantı Motor blokları, pompaları, türbinleri ve şanzımanları üzerinde çalışırken ilk önce yüzey tamamen temizlenir, çapakları alınır ve sonra tüp boya uygulanır. Sondaj deliği ve dişli delik durumları için malzeme deliğin sonuna uygulanır. Yüzeydeki pürüzler her zaman ilk kazımadan önce yok edilmelidir. Delikler veya diğer kesintilerde buraların etrafını kazımak gerekir, hiçbir şekilde üstünden raspalama yapılmaz. Yağ kanallarının yanındaki kesintilerde daima geniş bir kesici eğriliği olan bir bıçak kullandığınızdan emin olun. Bu, bıçağın yağ kanalına takılmasını engeller. Raspalamayı kolaylaştırmak için mümkünse yağ kanalı raspalama işleminden sonra frezelenmelidir. Makine aletleri üretiminde sıkça karşılaşılan el ile ulaşma zorluğu nedeniyle kurtağzı şekli raspalama kolay değildir. Bu nedenle BL 40 raspa modeli için açılı bir tutucu geliştirilmiştir. Dar açıda kurtağzı raspalayabilmek için bıçağın ince bir karbür ucu bulunur. Kurtağzı veya prizmalar kolay ulaşılabilecek konumdaysa 90 açıyla değiştirilmiş bir alet tavsiye edilir. Bu model yetenekli işçiye zorluk çıkarmaz ve görselde iyi bir iş ortaya koyar. Kurtağızları dik bir şekilde raspalanamayabilir. Tecrübeler 45 açıda raspalamanın en avantajlısı olduğunu gösterir.

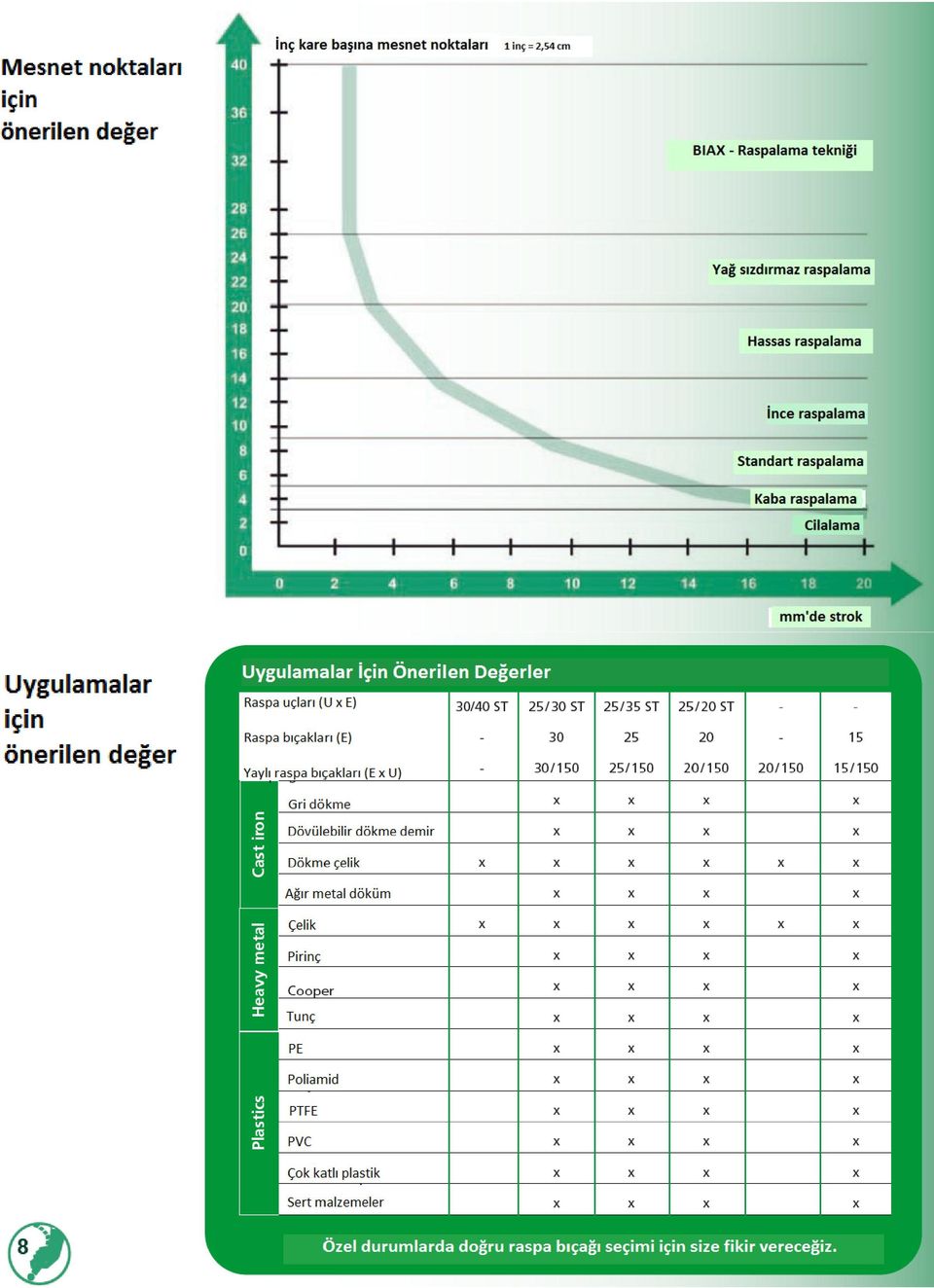
5 Raspa Aleti Çeşitli yarıçap ve açıların raspalama sonuçlarına etkisi Raspalama işlemi çalışılan yüzeyde ilk önce bir ön kazıma ya da pürüzlendirme ile başlar. Bu işlemlerde küçük mesnet noktaları belirlemeye gerek yoktur. Bu nedenle orantılı bir çalışma sağlamak için geniş yarıçaplı bir bıçak kullanılır. Geniş raspanın kullanıldığı yüzeylerde geniş yarıçapı olan bıçaklar daha etkili sonuçlar verir. Birkaç raspalama ve dokunuştan sonra daha fazla mesnet noktası oluşur. Kişisel mesnet noktalarını etkileyici bir şekilde işlemek için bıçağın yarıçapı daha küçük olmalıdır. Raspa Kullanımı Bu raspalar size hassas bir işçilik garantiler. Lütfen aşağıdaki talimatları dikkate alınız. Raspanın başını sol eliniz ile tutun, dört parmağınızı kösele kayışın altına geçirin ve başparmağınızı da üst kısma yerleştirin. Sağ eliniz motoru tutsun ve raspaya yön versin. Solak kişiler makineyi tam tersi şekilde tutmalıdır. Yatay pozisyonda çalışırken raspayı kalçanıza doğru bastırın. Böylece geri tepme gücü (reaksiyon kuvveti) absorbe edilecektir. Elektronik ayar, strok oranı/dk (yalnızca elektronik modeller için) Elektronik ünitenin ayar çarkı arka kısımdadır. Strok Ayarı BS 40, BL 40, BL 10 VE DL 40 modellerinin strok ayarı aynıdır. Raspa pabucunu ön ters noktaya doğru kaydırın. Bu konumda ayar vidası gövdenin alt kısmında kalır. Strok ayarı için ekteki Allen İngiliz anahtarı SW 6 yı kullanın. Sağa döndürdüğünüzde strok artarken, sola döndürdüğünüzde strok azalır. Gövdedeki delikler ayar vidasını doğru bir şekilde konumlandırmanızı sağlar.

6 İşlenecek parça zaten hazırlanmıştır.(hassas frezelenmiş, cilalanmış veya taşlanmış) İlk raspalama, tabanı oluşturur. Makine raspalama için geniş yarıçaplı kesicisi (iş parçasının büyüklüğüne bağlı) olan bir bıçak veya raspa ucu (25 mm veya 30 mm) ve 12 mm-20mm bir strok seçilir. Raspanın kesici ucu yaklaşık 45 lik açıyla parçanın üzerine yerleştirilir. Raspa, stroğun örtüşmesini sağlayan bir hızda iş parçası boyunca yatay olarak hareket ettirilir. Tüm yüzeyi raspaladıktan sonra bu işlem ilk kazımaya 90 açıda bir kez daha tekrarlanır. Bu aşamada raspalama karşılıklı köşelere paralel olarak gerçekleşir. Bu işlem için biraz daha kısa bir strok (6 mm-12 mm) ve daha dar bir bıçak (15 mm, 20 mm veya 25 mm) gerekir. Yüzeyde ön kazıma yapıldıktan sonra planyadan ya da yatak hassaslığından çıkan nokta tatmin edici bir sonuç elde edilene kadar raspalanır. Raspalanacak yüzeyin kalitesi mesnet noktaları sayısı ile doğru orantılıdır. Başlangıçta mesnet noktaları geniştir ve sayıları azdır. Strok azaltılır (2 mm-6 mm) ve 15 mm veya 20 mm lik raspa aletleri kullanılırsa raspaya yüzey üzerinde yön verirken hiçbir baskı uygulanmadığı takdirde geniş mesnet noktaları raspalanabilir.(raspayı kaldırmaya gerek yoktur) Ritim hızlı bir şekilde değiştirilebilir. Sonuç: Daha fazla ve daha küçük mesnet noktaları tüm yüzeye dağıtılmıştır. Dayanma noktalarının maksimum sayısıda olması (genelde inç 1 kare başına 24-40) ince ve aşırı ince oyukların dağılmasına sebep olur. Yağ tabakasının iyi yapışmasını sağlar ve bu sayede çalışma esnasında karışık sürtünmeyi önemli ölçüde azaltır. Daha sonra raspalanmış yüzey üzerinde yer alacak yağ ceplerinin derinliği isteğe göre belirlenir. Büyük yükler uzun bir kullanımdan sonra bile mükemmel bir yağ tabakası garantilemek için derin yağ cepleri (yaklaşık 6-8μ) gerektirir. Hafif yükler için 2-4μ bir yağ cep derinliği uygundur. Küçük yarıçaplı yay temperli raspa bıçağı kullanılarak derin yağ cepleri elde edilir. Geniş yarıçaplı bir bıçak ile yassı oyuklar elde edilir. Raspanın temas açı seçimi de önemlidir. Geniş temas açısı derin yağ cepleri oluştururken, küçük temas açısı düz yağ cepleri oluşturur. Noktalar görünüşüne bağlı olarak hassas ve yağ sızdırmaz raspalamada yatak kapasitelerine göre daha fazla veya daha az yoğun şekilde işlenirler. Serpiştirilmiş bir görünüm elde edebilmek için yüzey 90 açı ile her 4 yönde raspalanır ve bu nedenle şekil raspalama gerekmez. Bu şekilde raspalanmış yüzeyler rastgele oluşan satranç tahtaları gibi gözükür. Her durumda yüzey el ile raspalanırsa aynı sayıda mesnet noktası elde edilecektir. Yay temperli raspa bıçağı kullanımı gibi doğru strok uzunluğu (syf 8 deki şema) bunun önkoşuludur. 1 1 inç = 2,54 cm

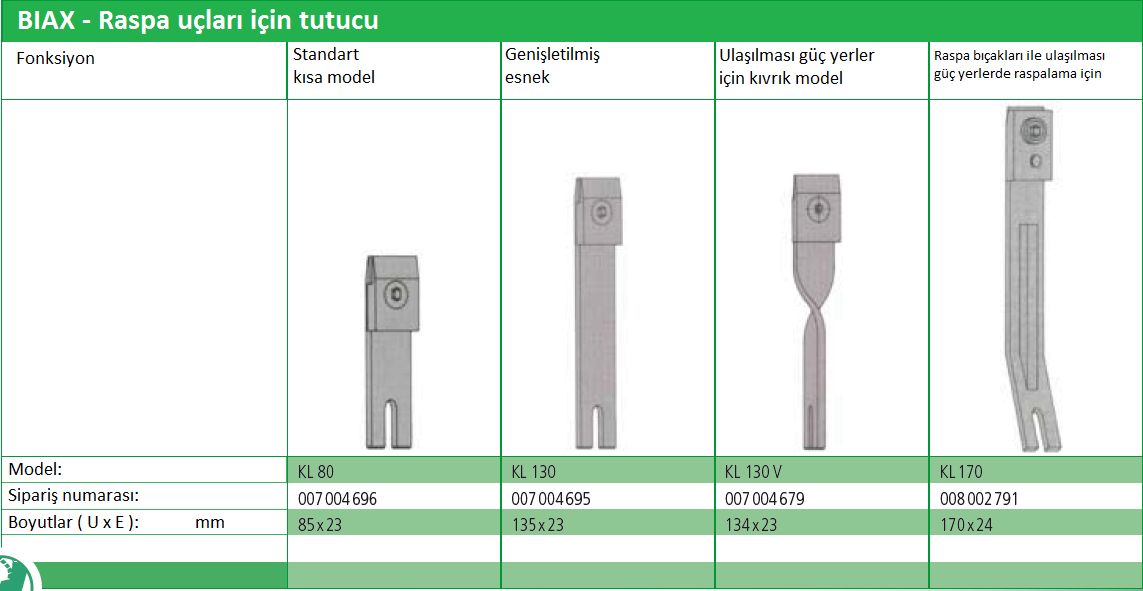
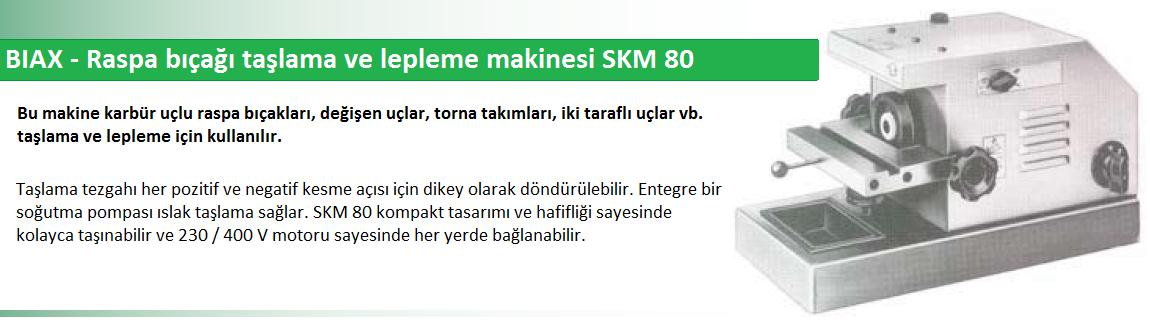
7 45 açılarda taşlama, planyalama, frezeleme vb. işlemler sonucunda yüzeyde oluşan tüm pürüzleri raspalayın. BIAX KL 130 mengene tutucu ve BIAX raspa ucu 25 x 30 mm ile geniş strok. Bindirme temiz bıçaklar raspalanmış yüzeyin pürüzsüzlüğünü arttırır, iz bırakmaz. Kullanım esnasında yüzeyi iyice kazıyın, kazıma yönünü değiştirin ki böylece raspa önceki raspalama işleminden kalan oyuklara takılmasın. İş yerinde gölge yapmayan doğru ışık önemlidir. Raspalamadan sonra ve temizlemeden önce tüm talaşları kaldırın. Gri dökme demir, tüm sert plastikler ve demir dışı malzemeler durumunda karbür uçlu raspa takımları kullanın. Sert çeliği yalnızca karbür uçlu raspa bıçakları veya uçları ile negatif bir kesme açısında raspalayın. Bir yağlayıcı yardımıyla talaş kaldırmada daha iyi sonuçlar elde edin. Temizleme takımlarını rulo ile hafifçe boyayın. Tüp boya çok kalın olur ya da eşit dağılmazsa mesnet noktaları gerçek büyüklüklerinde gözükmeyebilir. İnce taneli bir bileme taşı ile raspalama sonrasındaki kalıntıları yok edin. Temizleme sırasında doğru bir manevrayla ve yüzey üzerinde bir baskı uygulamadan temizleme takımını hareket ettirin. Fazla ya da düzensiz yapılan baskı yanlış raspalama ile sonuçlanır. Temizleme takımını köşelerden çok uzaklaştırmayın; aşırı ağırlık ve baskı raspalama şeklini bozar. Kayan yüzeylerde maksimum %40 lık bir mesnet alanı ve flanşlı yüzeylerde %90 a kadar mesnet noktası elde edene kadar raspalama işlemini tekrar edin. Girinti-çıkıntı yükseklik ölçüm aleti yardımıyla raspalama derinliği belirlenebilir. Raspa bıçağını BIAX raspa bıçak taşlama ve lepleme makinesi ile zamanında bileyin. Yalnızca keskin raspa aletleri küçük parçacıkları kaldırır ve çok çaba sarf edilmeden iyi sonuçlar verir. Temizleme sıvısı ile temizleme takımını sık sık temizleyin. Raspalama süreci yalnızca raspalama işlemini içermez. Pürüzlendirmek, temizlemek, mesnet noktaları için kazınmış yüzeyi kontrol etmek, paralelliği ve doğru yerleştirmeyi ölçmek ve raspalama takımlarını bilemek bu sürecin bir parçasıdır. Geniş yüzeyler küçük, kavisli yüzeylere göre daha kolay raspalanır. Kurtağzı, prizma, oyuk ve dik yüzeyleri raspalamak zordur. Makine raspalamanın avantajları pratikte ortaya konmuştur. Teknik gelişmeler geçmişteki yöntemleri geride bırakmış ve önyargıların yok edilmesine katkıda bulunmuştur. Şirketler ve çalışanlar bundan yararlanmaktadır. Piyasadaki sert rekabet şirketleri modernleşmeye ve çalışanları da ellerinden gelenin en iyisini yapmaya zorluyor. Bu durum gelişmiş ürünler ortaya çıkarıyor ve piyasada daha iyi fırsatlar yaratıyor. Modern makineler üretim problemlerini çözebilir. Ama bu durum yetenekli işçiyi, eğitimli raspacıyı etkiliyor. Bu nedenle harcanan fiziksel eforu ortadan kaldırmak, işçinin sağlığını korumak ve verimliliği arttırmak için yollar aranmalıdır. İşçi bugün BIAX raspası ile kendi raspalama tarzını yaratabilir ve bir çaba sarf etmeden maksimum yüzey kaliteleri elde edebilir. BIAX raspası daha kolay, daha hızlı ve daha iyi bir raspalama için tasarlanmış, teknik açıdan tam gelişmiş, elektronik değişken, modern portatif bir alettir.



8
9 BIAX ın yeni hassas raspası sınırsız hareket kabiliyeti sayesinde dik yüzeyleri raspalama için en uygun alettir. Dik yüzeylerdeki manuel raspalama fiziksel çaba ile bağlantılı olduğu için bu aletin güç tasarruf işlevi bu örnekle gösterilmiş olur. İşçinin daha az fiziksel gerilime maruz kalması sayesinde zaman ve paradan tasarruf edildiği aşikardır. Dik yüzey raspalama işleminde BIAX raspası düzgün ayarlandığı takdirde işleyiş tekniği sayesinde herhangi bir yükseklikte raspayı neredeyse ağırlıksız yapan bir kasnak ile birlikte kullanılır. Hem aşağı hem yukarı doğru çapraz raspalama mümkündür. Kasnak salon inşaatının elverişli bir kirişinden uygun bir yükseklikte bir vinçle ya da mafsallı vinç kolu ile bir kolonda durdurulur. Bu, makine serbest asılı haldeyken raspalanacak yüzey ile temasa geçeceği bir şekilde yapılmalıdır. Raspalama Uygulama Farklı bıçak yarıçapları ve eğim açılarının raspalama sonuçlarına etkisi Makine dökme, gri dökme, pirinç, tunç ve sert malzemeleri raspalama şu şekilde çeşitlilik gösterir: Büyük ya da küçük talaşlar mı kaldırmak istiyorsunuz? Standart 3,5 lik negatif kesme açılı standart BIAX bıçağı ile bunu yapabilirsiniz. Bıçağın kesme açısı ne kadar negatif olursa bir o kadar pürüzsüz ve oyuksuz yüzeyler elde edersiniz. Son derece kıvrımlı olan makine gövdelerini (gri dökme demir) hazırlamak için kesme açısı 0-1 olmalıdır. Bu size malzeme kaldırmada daha etkili sonuçlar verir. Makine parçaları tamirinde planya makinesindeki tıkalı kayan yüzeyleri tamir etmek için parçaları sökmeye artık gerek yok. Tıkanmış kayan yüzeyden dolayı sıkıştırılmış malzeme genelde oldukça serttir. Böyle bölgeler BIAX elektronik raspa BS 40 ile temizlenir. Bu nedenle KL 130 tutucu ile bir karbür uçlu bir raspa bıçağı ya da karbür uçlu bir ek kullanılır. Bıçak ve bıçak yarıçapı iş parçasının büyüklüğüne göre değişir. Daha fazla miktarda malzeme işlemek için kesme açısı 0-5 negatiftir. Tıkanmış sert yüzey geniş bir strok ile pürüzlendirilir. Daha sonra yay temperli raspa bıçağı olan BIAX elektronik raspa BL 40 yardımıyla yüzey istenen kalitede raspalanır. Taşlanmış yüzeylerde BIAX Yarım Ay Raspası ile yarım ay şekilleri çıkarılabilir. Yarım ay şekli yağı tutan kabarık alanlardır ve bu sayede kayan yüzeyde kalıcı bir yağlama sağlanır. Kayan yüzeyin kalıcı yağlanması devamlı yağ akışı sayesinde garantilenecektir. Yarım ay şekilleri özellikle bu nedenden dolayı tavsiye edilir. Ayrıca yarım ay şekli çıkarılan yüzeyler oldukça etkileyicidir. Kullanım: Raspa iş parçasının yüzeyi üzerinde bir çizgi üzerinde hareket ettirilir. Sabit şekiller sabit ilerlemenin bir sonucudur. İstenilen kabarık yüzey derinliğine göre eğim açısı değişmek zorundadır. - Büyük eğim açıları daha derin alanlar oluşturur - Küçük eğim açıları daha alçak alanlar oluşturur - Büyük bıçak yarıçapları büyük yarım ay şekilleri çıkarır - Küçük bıçak yarıçapları küçük yarım ay şekilleri çıkarır

10 Bu malzeme genellikle makine takımlarının üretiminde kullanılır. Bu durumda yalnızca karbür uçlu raspa bıçaklar ve karbür uçlar kullanılır. Fazla miktar bir malzeme kazınacak ise, uzun bir strok ve 0-1 negatif kesme açılı geniş bir bıçak kullanın. İstenilen yüzeyi elde ettikten sonra son işlemeye geçebilirsiniz. Bu tür dökmeleri raspalamak kolaydır. İstenilen sonuçlar almak için ucun kesme açısını değiştirmek gerekebilir. Çelik bir raspa bıçağı ya da innsertü olan BIAX raspası genellikle çelik raspalamak için kullanılır. Raspalama yöntemi dökme demir raspalama ile aynıdır. Emülsiyon ya da petrol (gres yağı içermeyen maddeler) gibi sıvı kullanımı yüzey kalitesini arttırır. Raspa ucunun çelik olması durumunda kesme açısı genelde 32 olmalıdır. 700kp/mm² fazla direnç durumunda ise ucun yarıçapı 60 mm olmalıdır. Çok yüksek dirençli çelik aynı zamanda karbür uçlu bıçaklar ile raspalanabilir. Bu durumda önceden negatif ya da pozitif bir açının kullanılması gerektiğini söylemek imkansızdır. Bunun çözümü yalnızca farklı kesme açıları denemekten geçer. Bu malzemeler genellikle çok yüksek basınç altında işlem gören kayan yüzeyler için kullanılır. Negatif zeminli karbür uçlu raspa bıçağı veya ucu ile raspalanırlar. BIAX hassas elektronik raspa BL 40 veya BIAX basınçlı hava raspası DL 40 bu işlem için en uygun olanlardır. Pirinç ve kırmızı bronz kolaylıkla raspalanabilir. Negatif zemin karbür uçlu raspa bıçakları ya da uçları kullanılır. Alüminyum raspalamak için karbür uçlu raspa bıçakları ve uçları kullanmanızı öneriyoruz. Negatif ya da pozitif bir kesme açısının kullanılması malzemenin dayanıklılığına bağlıdır. Doğru kesme açısını belirleyen alaşımdır. Suda çözünür bir kesme emülsiyonu (gres yağı içermeyen) temiz ve pürüzsüz bir yüzey sağlar. Tunç raspalamak kolaydır. Pirinç raspalamada olduğu gibi olumsuz zeminli kesiciler kullanılmalıdır. Bu malzemeyi BIAX hassas elektronik raspa BL 40 ya da BIAX basınçlı hava raspası DL 40 ile raspalamak kolaydır. Strok oranı strok/1/dk olmalıdır. Kesme açısı geniş bir bıçak ya da uç yarıçapıyla negatif açılı olmalıdır. Bu yolla geniş mesnet noktaları ve geniş bir mesnet alanı elde edilir. Alkol uygun bir sıvı olacaktır.


11

12

13
14
15

16

Pozitif kesme işlemine sahip çift taraflı, çok kenarlı konsept
 CoroMill 745 Pozitif kesme işlemine sahip çift taraflı, çok kenarlı konsept Benzersiz CoroMill 745 kesicisinin sırrı, patentli kesici uç konumlandırma sistemidir. Kesici ucu yana doğru yatırdığınızda,
CoroMill 745 Pozitif kesme işlemine sahip çift taraflı, çok kenarlı konsept Benzersiz CoroMill 745 kesicisinin sırrı, patentli kesici uç konumlandırma sistemidir. Kesici ucu yana doğru yatırdığınızda,
Talaş oluşumu. Akış çizgileri plastik deformasyonun görsel kanıtıdır. İş parçası. İş parçası. İş parçası. Takım. Takım.
 Talaş oluşumu 6 5 4 3 2 1 Takım Akış çizgileri plastik deformasyonun görsel kanıtıdır. İş parçası 6 5 1 4 3 2 Takım İş parçası 1 2 3 4 6 5 Takım İş parçası Talaş oluşumu Dikey kesme İş parçası Takım Kesme
Talaş oluşumu 6 5 4 3 2 1 Takım Akış çizgileri plastik deformasyonun görsel kanıtıdır. İş parçası 6 5 1 4 3 2 Takım İş parçası 1 2 3 4 6 5 Takım İş parçası Talaş oluşumu Dikey kesme İş parçası Takım Kesme
Bükme ve Düzeltme. Özel bükme ve şekillendirme ihtiyaçları için geniş geçim. Güvenebileceğiniz kalitede. Tesisat 7 5. Enstrüman 8 3 Üçlü Bükme 1 1
 Bükme ve Düzeltme Özel bükme ve şekillendirme ihtiyaçları için geniş geçim. Güvenebileceğiniz kalitede. Tip No inç. Sayfa Boru Bükmeler Tesisat 7 5 8-4 10-18 8.2 Enstrüman 8 16-1 2 6-12 8.2 Üçlü Bükme
Bükme ve Düzeltme Özel bükme ve şekillendirme ihtiyaçları için geniş geçim. Güvenebileceğiniz kalitede. Tip No inç. Sayfa Boru Bükmeler Tesisat 7 5 8-4 10-18 8.2 Enstrüman 8 16-1 2 6-12 8.2 Üçlü Bükme
Chapter 24: Frezeleme. DeGarmo s Materials and Processes in Manufacturing
 Chapter 24: Frezeleme DeGarmo s Materials and Processes in Manufacturing 24.1 Giriş Frezeleme, düz bir yüzey elde etmek için yapılan temel bir talaş kaldırma işlemidir Freze bıçakları bir veya birden fazla
Chapter 24: Frezeleme DeGarmo s Materials and Processes in Manufacturing 24.1 Giriş Frezeleme, düz bir yüzey elde etmek için yapılan temel bir talaş kaldırma işlemidir Freze bıçakları bir veya birden fazla
Frezeleme takım kompansasyonu # /49
 Frezeleme takım kompansasyonu Kesici pozisyonlandırma Dikkate alınması gereken: Aşağı frezeleme - Yukarı frezeleme. Aynı anda temas eden diş sayısı Giriş sorunları Çıkış sorunları Kesici pozisyonlandırma
Frezeleme takım kompansasyonu Kesici pozisyonlandırma Dikkate alınması gereken: Aşağı frezeleme - Yukarı frezeleme. Aynı anda temas eden diş sayısı Giriş sorunları Çıkış sorunları Kesici pozisyonlandırma
Performans ve güvenilirlik ile yeni bir bakış açısı.
 _ XTRA TEC XT XTENDED TECHNOLOGY Performans ve güvenilirlik ile yeni bir bakış açısı. Ürün yenilikleri Frezeleme EŞSİZ BİR DENEYİM İÇİN PERFORMANS VE GÜVENİLİRLİK BİR ARADA. Başarılı Walter frezeleme takımlarının
_ XTRA TEC XT XTENDED TECHNOLOGY Performans ve güvenilirlik ile yeni bir bakış açısı. Ürün yenilikleri Frezeleme EŞSİZ BİR DENEYİM İÇİN PERFORMANS VE GÜVENİLİRLİK BİR ARADA. Başarılı Walter frezeleme takımlarının
MAK-204. Üretim Yöntemleri. Frezeleme Đşlemleri. (11.Hafta) Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt.
 Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt.") MAK-204 Üretim Yöntemleri Freze Tezgahı Frezeleme Đşlemleri (11.Hafta) Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt. Bölümü Freze tezgahının Tanımı: Frezeleme işleminde
MAK-204 Üretim Yöntemleri Freze Tezgahı Frezeleme Đşlemleri (11.Hafta) Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt. Bölümü Freze tezgahının Tanımı: Frezeleme işleminde
TALAŞLI İMALAT SAKARYA ÜNİVERSİTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ KALIPÇILIK TEKNİĞİ DERS NOTU. Doç.Dr. Akın Oğuz KAPTI. Talaşlı İmalat Yöntemleri
 TALAŞLI İMALAT MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ KALIPÇILIK TEKNİĞİ DERS NOTU Doç.Dr. Akın Oğuz KAPTI Talaşlı İmalat Yöntemleri 2 Talaşlı İmalat; iş parçası üzerinden, sertliği daha yüksek bir kesici takım yardımıyla,
TALAŞLI İMALAT MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ KALIPÇILIK TEKNİĞİ DERS NOTU Doç.Dr. Akın Oğuz KAPTI Talaşlı İmalat Yöntemleri 2 Talaşlı İmalat; iş parçası üzerinden, sertliği daha yüksek bir kesici takım yardımıyla,
Modüler sistem Coromant EH
 Modüler sistem Coromant EH Küçük çaplar için takım esnekliği Erişimi zor olan parça kısımlarına ulaşılması ve takım grubunun mümkün olduğunca kısa ve kompakt tutulması karlı imalat için çok önemlidir.
Modüler sistem Coromant EH Küçük çaplar için takım esnekliği Erişimi zor olan parça kısımlarına ulaşılması ve takım grubunun mümkün olduğunca kısa ve kompakt tutulması karlı imalat için çok önemlidir.
BÖLÜM 25 TAŞLAMA VE DİĞER AŞINDIRMA İŞLEMLERİ
 25.1 TAŞLAMA BÖLÜM 25 TAŞLAMA VE DİĞER AŞINDIRMA İŞLEMLERİ Taşlama, taş adı verilen disk şeklindeki bir aşındırıcıyla gerçekleştirilen bir talaş kaldırma işlemidir. Taşın içinde milyonlarca küçük aşındırıcı
25.1 TAŞLAMA BÖLÜM 25 TAŞLAMA VE DİĞER AŞINDIRMA İŞLEMLERİ Taşlama, taş adı verilen disk şeklindeki bir aşındırıcıyla gerçekleştirilen bir talaş kaldırma işlemidir. Taşın içinde milyonlarca küçük aşındırıcı
Silindirik iç ve dış yüzeyler üzerine açılan helisel girinti ve çıkıntılara vida denir.
 9. VİDALAR Silindirik iç ve dış yüzeyler üzerine açılan helisel girinti ve çıkıntılara vida denir. Vida Helisi Vida Adımı Bir kenarı silindirin çapına eşit dik bir üçgen, silindirin üzerine sarıldığında
9. VİDALAR Silindirik iç ve dış yüzeyler üzerine açılan helisel girinti ve çıkıntılara vida denir. Vida Helisi Vida Adımı Bir kenarı silindirin çapına eşit dik bir üçgen, silindirin üzerine sarıldığında
CNC FREZE TEZGAHLARININ PROGRAMLANMASI
 CNC FREZE TEZGAHLARININ PROGRAMLANMASI Frezelemenin Tanımı Çevresinde çok sayıda kesici ağzı bulunan takımın dönme hareketine karşılık, iş parçasının öteleme hareketi yapmasıyla gerçekleştirilen talaş
CNC FREZE TEZGAHLARININ PROGRAMLANMASI Frezelemenin Tanımı Çevresinde çok sayıda kesici ağzı bulunan takımın dönme hareketine karşılık, iş parçasının öteleme hareketi yapmasıyla gerçekleştirilen talaş
Mak- 204. Üretim Yöntemleri - II. Vargel ve Planya Tezgahı. Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt.
 Mak- 204 Üretim Yöntemleri - II Talaşlı Đmalatta Takım Tezgahları Vargel ve Planya Tezgahı Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt. Bölümü Takım Tezgahlarında Yapısal
Mak- 204 Üretim Yöntemleri - II Talaşlı Đmalatta Takım Tezgahları Vargel ve Planya Tezgahı Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt. Bölümü Takım Tezgahlarında Yapısal
Chapter 22: Tornalama ve Delik Açma. DeGarmo s Materials and Processes in Manufacturing
 Chapter 22: Tornalama ve Delik Açma DeGarmo s Materials and Processes in Manufacturing 22.1 Giriş Tornalama, dışı silindirik ve konik yüzeylere sahip parça işleme sürecidir. Delik açma, işleme sonucunda
Chapter 22: Tornalama ve Delik Açma DeGarmo s Materials and Processes in Manufacturing 22.1 Giriş Tornalama, dışı silindirik ve konik yüzeylere sahip parça işleme sürecidir. Delik açma, işleme sonucunda
MAK-204. Üretim Yöntemleri. (8.Hafta) Kubilay Aslantaş
 Kubilay Aslantaş") MAK-204 Üretim Yöntemleri Vidalar-Vida Açma Đşlemi (8.Hafta) Kubilay Aslantaş Kullanım yerlerine göre vida Türleri Bağlama vidaları Hareket vidaları Kuvvet ileten vidaları Metrik vidalar Trapez vidalar
MAK-204 Üretim Yöntemleri Vidalar-Vida Açma Đşlemi (8.Hafta) Kubilay Aslantaş Kullanım yerlerine göre vida Türleri Bağlama vidaları Hareket vidaları Kuvvet ileten vidaları Metrik vidalar Trapez vidalar
BÖLÜM#5: KESİCİ TAKIMLARDA AŞINMA MEKANİZMALARI
 BÖLÜM#5: KESİCİ TAKIMLARDA AŞINMA MEKANİZMALARI Kesici Takımlarda Aşınma Mekanizmaları Aşınma, kesicinin temas yüzeylerinde meydana gelen malzeme kaybı olarak ifade edilir. Kesici Takımlarda Aşınma Mekanizmaları
BÖLÜM#5: KESİCİ TAKIMLARDA AŞINMA MEKANİZMALARI Kesici Takımlarda Aşınma Mekanizmaları Aşınma, kesicinin temas yüzeylerinde meydana gelen malzeme kaybı olarak ifade edilir. Kesici Takımlarda Aşınma Mekanizmaları
MAKİNE MÜHENDİSLİĞİNE GİRİŞ Ders 8
 İmalat Yöntemleri MAKİNE MÜHENDİSLİĞİNE GİRİŞ Ders 8 Doç. Dr. Yüksel HACIOĞLU Talaşsız İmalat Talaşlı İmalat Fiziksel-Kimyasal Hammaddeye talaş kaldırmadan bir şekil verilir Döküm Dövme Presleme Haddeleme
İmalat Yöntemleri MAKİNE MÜHENDİSLİĞİNE GİRİŞ Ders 8 Doç. Dr. Yüksel HACIOĞLU Talaşsız İmalat Talaşlı İmalat Fiziksel-Kimyasal Hammaddeye talaş kaldırmadan bir şekil verilir Döküm Dövme Presleme Haddeleme
METAL İŞLEME TEKNOLOJİSİ. Doç. Dr. Adnan AKKURT
 METAL İŞLEME TEKNOLOJİSİ Doç. Dr. Adnan AKKURT Takım Tezgahları İnsan gücü ile çalışan ilk tezgahlardan günümüz modern imalat sektörüne kadar geçen süre zarfında takım tezgahları oldukça büyük bir değişim
METAL İŞLEME TEKNOLOJİSİ Doç. Dr. Adnan AKKURT Takım Tezgahları İnsan gücü ile çalışan ilk tezgahlardan günümüz modern imalat sektörüne kadar geçen süre zarfında takım tezgahları oldukça büyük bir değişim
DENEY ADI: KÜKÜRT + (GRAFİT, FİLLER YA DA ATEŞ KİLİ) İLE YAPILAN BAŞLIKLAMA
 İLE YAPILAN BAŞLIKLAMA") ÖMER HALİSDEMİR ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ İNŞAAT MÜHENDİSLİĞİ BÖLÜMÜ SERTLEŞMİŞ BETON DENEYLERİ DENEY ADI: KÜKÜRT + (GRAFİT, FİLLER YA DA ATEŞ KİLİ) İLE YAPILAN BAŞLIKLAMA DENEY STANDARDI: TS
ÖMER HALİSDEMİR ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ İNŞAAT MÜHENDİSLİĞİ BÖLÜMÜ SERTLEŞMİŞ BETON DENEYLERİ DENEY ADI: KÜKÜRT + (GRAFİT, FİLLER YA DA ATEŞ KİLİ) İLE YAPILAN BAŞLIKLAMA DENEY STANDARDI: TS
MASTARLAR MASTAR ÇEŞİTLERİ. 1 - Tampon Mastarlar. 2 - Vida Mastarları. 3 - Çatal Mastarlar. 4 - Johnson Mastarları. 5 - Prizmatik Mastarlar
 MASTARLAR Makine parçalarının ölçme ve kontrol işlemlerinde ölçme ve kontrol aletleri ile birlikte kullanılan yardımcı aletlere Mastarlar denir. Bunların bazıları direkt bazıları ise endirekt olarak ölçme
MASTARLAR Makine parçalarının ölçme ve kontrol işlemlerinde ölçme ve kontrol aletleri ile birlikte kullanılan yardımcı aletlere Mastarlar denir. Bunların bazıları direkt bazıları ise endirekt olarak ölçme
MF-7900-E22,23 KULLANIM KILAVUZU
 MF-7900-E22,23 KULLANIM KILAVUZU İÇİNDEKİLER I. TEKNİK ÖZELLİKLER...1 II. E22 KULLANILDIĞINDA...1 1. Montaj prosedürü... 1 2. Ayarlama prosedürü... 5 III. E23 KULLANILDIĞINDA...6 1. Montaj prosedürü...
MF-7900-E22,23 KULLANIM KILAVUZU İÇİNDEKİLER I. TEKNİK ÖZELLİKLER...1 II. E22 KULLANILDIĞINDA...1 1. Montaj prosedürü... 1 2. Ayarlama prosedürü... 5 III. E23 KULLANILDIĞINDA...6 1. Montaj prosedürü...
D06F. Kurulum Kılavuzu. Basınç Düşürme Vanası
 D06F Kurulum Kılavuzu Basınç Düşürme Vanası Güvenlik Kılavuzu: 1. Kurulum talimatlarına uyunuz. 2. Cihazı: Kullanım amacına uygun olarak İyi durumda iken Güvenliğe ve tehlike riskine ilişkin yapılması
D06F Kurulum Kılavuzu Basınç Düşürme Vanası Güvenlik Kılavuzu: 1. Kurulum talimatlarına uyunuz. 2. Cihazı: Kullanım amacına uygun olarak İyi durumda iken Güvenliğe ve tehlike riskine ilişkin yapılması
FELCO 13 - Yeil Ağaç, asma, bahçe makası - Yüksek performans - 1 ya da 2 el ile kullanılabilir
 FELCO 13 - Yeil Ağaç, asma, bahçe makası - Yüksek performans - 1 ya da 2 el ile kullanılabilir Made in Switzerland by FELCO 7 8 3 9 2 9 1 0 0 1 7 3 > Güvenilirlik: dövme alüminyumdan konforlu, hafif ve
FELCO 13 - Yeil Ağaç, asma, bahçe makası - Yüksek performans - 1 ya da 2 el ile kullanılabilir Made in Switzerland by FELCO 7 8 3 9 2 9 1 0 0 1 7 3 > Güvenilirlik: dövme alüminyumdan konforlu, hafif ve
Talaşlı İşlenebilirlik
 Talaşlı İşlenebilirlik Bir malzemenin (genellikle metal) uygun takım ve kesme koşullarıyla göreli olarak kolay işlenebilirliği Sadece iş malzemesine bağlıdır. Talaşlı işleme yöntemi, takım ve kesme koşulları
Talaşlı İşlenebilirlik Bir malzemenin (genellikle metal) uygun takım ve kesme koşullarıyla göreli olarak kolay işlenebilirliği Sadece iş malzemesine bağlıdır. Talaşlı işleme yöntemi, takım ve kesme koşulları
sökülmesi ve Roomba nasıl temizlenir 560
 sökülmesi ve Roomba nasıl temizlenir 560 (Vb çamur, sos,) onaylı olmayan maddeler üzerinde çalıştıktan sonra Roomba 560 tam temizlik Yazan: HoyeBoye GİRİŞ Bu kılavuz Roomba toz-bin, fırça meclisleri ve
sökülmesi ve Roomba nasıl temizlenir 560 (Vb çamur, sos,) onaylı olmayan maddeler üzerinde çalıştıktan sonra Roomba 560 tam temizlik Yazan: HoyeBoye GİRİŞ Bu kılavuz Roomba toz-bin, fırça meclisleri ve
FELCO 2 - Yeil Ağaç, asma, bahçe makası - Yüksek performans - klasik model
 FELCO 2 - Yeil Ağaç, asma, bahçe makası - Yüksek performans - klasik model Made in Switzerland by FELCO 7 8 3 9 2 9 1 0 0 0 1 2 > Güvenilirlik: dövme alüminyumdan konforlu, hafif ve sağlam saplar, ömür
FELCO 2 - Yeil Ağaç, asma, bahçe makası - Yüksek performans - klasik model Made in Switzerland by FELCO 7 8 3 9 2 9 1 0 0 0 1 2 > Güvenilirlik: dövme alüminyumdan konforlu, hafif ve sağlam saplar, ömür
METAL KESİM ŞERİT TESTERELERİ 2017
 METAL KESİM ŞERİT TESTERELERİ 2017 Busatec leri temel olarak özel alaşımlı çelikten oluşan iki bileşenli bir malzemedir. Son derece esnek, yaklaşık 50 HRC taşıyıcı malzeme ile HSS malzemenin elektro kaynak
METAL KESİM ŞERİT TESTERELERİ 2017 Busatec leri temel olarak özel alaşımlı çelikten oluşan iki bileşenli bir malzemedir. Son derece esnek, yaklaşık 50 HRC taşıyıcı malzeme ile HSS malzemenin elektro kaynak
MALZEME ANA BİLİM DALI Malzeme Laboratuvarı Deney Föyü. Deneyin Adı: Malzemelerde Sertlik Deneyi. Deneyin Tarihi:
 Deneyin Adı: Malzemelerde Sertlik Deneyi Deneyin Tarihi:13.03.2014 Deneyin Amacı: Malzemelerin sertliğinin ölçülmesi ve mukavemetleri hakkında bilgi edinilmesi. Teorik Bilgi Sertlik, malzemelerin plastik
Deneyin Adı: Malzemelerde Sertlik Deneyi Deneyin Tarihi:13.03.2014 Deneyin Amacı: Malzemelerin sertliğinin ölçülmesi ve mukavemetleri hakkında bilgi edinilmesi. Teorik Bilgi Sertlik, malzemelerin plastik
MAK-204. Üretim Yöntemleri
 MAK-204 Üretim Yöntemleri Taşlama ve Taşlama Tezgahı (12.Hafta) Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt. Bölümü Taşlama Đşleminin Tanımı: Belirli bir formda imal
MAK-204 Üretim Yöntemleri Taşlama ve Taşlama Tezgahı (12.Hafta) Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt. Bölümü Taşlama Đşleminin Tanımı: Belirli bir formda imal
Freze tezgahları ve Frezecilik. Page 7-1
 Freze tezgahları ve Frezecilik Page 7-1 Freze tezgahının Tanımı: Frezeleme işleminde talaş kaldırmak için kullanılan kesici takıma freze çakısı olarak adlandırılırken, freze çakısının bağlandığı takım
Freze tezgahları ve Frezecilik Page 7-1 Freze tezgahının Tanımı: Frezeleme işleminde talaş kaldırmak için kullanılan kesici takıma freze çakısı olarak adlandırılırken, freze çakısının bağlandığı takım
108 Profesyonel elektrikli el aletleri. Ahşap işleme aletleri
 108 Profesyonel elektrikli el aletleri Profesyonel elektrikli el aletleri 109 Frezeler, planyalar ve zımpara makineleri gözle görülür derecede iyi sonuçlar için Profesyonel yüzey işlemenin anlamı: frezelemede
108 Profesyonel elektrikli el aletleri Profesyonel elektrikli el aletleri 109 Frezeler, planyalar ve zımpara makineleri gözle görülür derecede iyi sonuçlar için Profesyonel yüzey işlemenin anlamı: frezelemede
Plazma kesim kalitesinin iyileştirilmesi
 Plazma kesim kalitesinin iyileştirilmesi Aşağıdaki referans kılavuzu kesim kalitesini iyileştirmek için çeşitli çözümler sunar. Göz önünde bulundurulacak farklı birçok faktör olduğundan sağlanan önerileri
Plazma kesim kalitesinin iyileştirilmesi Aşağıdaki referans kılavuzu kesim kalitesini iyileştirmek için çeşitli çözümler sunar. Göz önünde bulundurulacak farklı birçok faktör olduğundan sağlanan önerileri
Ç a p a k a l m a ç ö z ü m l e r i n d e l i d e r. Son. Dokunuş. S H A V I V S p o t l i g h t
 Ç a p a k a l m a ç ö z ü m l e r i n d e l i d e r Son Dokunuş S H A V I V S p o t l i g h t En Yeni Ürünler Havşa kitleri Her bir kit 3 farklı boyutta solid HSS havşa raspası içerir ve çok geniş aralıklardaki
Ç a p a k a l m a ç ö z ü m l e r i n d e l i d e r Son Dokunuş S H A V I V S p o t l i g h t En Yeni Ürünler Havşa kitleri Her bir kit 3 farklı boyutta solid HSS havşa raspası içerir ve çok geniş aralıklardaki
BOZKURT MAKİNA. Çivi Üretim Makinaları, Yedek Parça ve Ekipmanları BF1 MODEL ÇİVİ ÜRETİM MAKİNASI
 BOZKURT MAKİNA Çivi Üretim Makinaları, Yedek Parça ve Ekipmanları BF1 MODEL ÇİVİ ÜRETİM MAKİNASI ÇİVİ ÇAPI ÇİVİ BOYU KAPASİTE MOTOR GÜCÜ MAXİMUM ÇİVİ KAFA ÖLÇÜSÜ MAKİNA PARKURU ÖLÇÜLERİ (AxBxC) AĞIRLIK
BOZKURT MAKİNA Çivi Üretim Makinaları, Yedek Parça ve Ekipmanları BF1 MODEL ÇİVİ ÜRETİM MAKİNASI ÇİVİ ÇAPI ÇİVİ BOYU KAPASİTE MOTOR GÜCÜ MAXİMUM ÇİVİ KAFA ÖLÇÜSÜ MAKİNA PARKURU ÖLÇÜLERİ (AxBxC) AĞIRLIK
FELCO 16 - Yeil Ağaç, asma, bahçe makası - Yüksek performans - ergonomi - kompakt - Sol elini kullananlar için
 FELCO 16 - Yeil Ağaç, asma, bahçe makası - Yüksek performans - ergonomi - kompakt - Sol elini kullananlar için Made in Switzerland by FELCO 7 8 3 9 2 9 1 0 0 6 4 7 > Güvenilirlik: dövme alüminyumdan konforlu,
FELCO 16 - Yeil Ağaç, asma, bahçe makası - Yüksek performans - ergonomi - kompakt - Sol elini kullananlar için Made in Switzerland by FELCO 7 8 3 9 2 9 1 0 0 6 4 7 > Güvenilirlik: dövme alüminyumdan konforlu,
02.01.2012. Freze tezgahında kullanılan kesicilere Çakı denir. Çakılar, profillerine, yaptıkları işe göre gibi çeşitli şekillerde sınıflandırılır.
 Freze ile ilgili tanımlar Kendi ekseni etrafında dönen bir kesici ile sabit bir iş parçası üzerinden yapılan talaş kaldırma işlemine Frezeleme, yapılan tezgaha Freze ve yapan kişiye de Frezeci denilir.
Freze ile ilgili tanımlar Kendi ekseni etrafında dönen bir kesici ile sabit bir iş parçası üzerinden yapılan talaş kaldırma işlemine Frezeleme, yapılan tezgaha Freze ve yapan kişiye de Frezeci denilir.
Paint School JPS-E/Pre-treatment 1. Yüzey Hazırlığı
 JPS-E/Pre-treatment 1 Yüzey Hazırlığı Boyada oluşan problemlerin %80-90 ı aşağıdakilere bağlıdır: Çelik Hazırlığı Temizlik Yüzey Hazırlama Uygulama Havalandırma Sistem Seçimi Uygulama Esnasında Kontrol
JPS-E/Pre-treatment 1 Yüzey Hazırlığı Boyada oluşan problemlerin %80-90 ı aşağıdakilere bağlıdır: Çelik Hazırlığı Temizlik Yüzey Hazırlama Uygulama Havalandırma Sistem Seçimi Uygulama Esnasında Kontrol
Römorklar MICHELIN CARGOXBIB HIGH FLOTATION MICHELIN CARGOXBIB HEAVY DUTY MICHELIN CARGOXBIB MICHELIN XS
 Römorklar MICHELIN HIGH FLOTATION MICHELIN HEAVY DUTY MICHELIN MICHELIN XS Römorklar Toprak üzerinde daha az etkisi olan yükler için düşük basınçlı römork lastiği YENİ MICHELIN HIGH FLOTATION HOMOJEN VE
Römorklar MICHELIN HIGH FLOTATION MICHELIN HEAVY DUTY MICHELIN MICHELIN XS Römorklar Toprak üzerinde daha az etkisi olan yükler için düşük basınçlı römork lastiği YENİ MICHELIN HIGH FLOTATION HOMOJEN VE
STATİK BALANS VANASI / DİŞLİ
 STATİK BALANS VANASI / DİŞLİ STATİK BALANS VANASI Balans vanası ısı transferi istenen cihaz ve üniteler için tasarlanmış malzemelerdir. Isı transferi için debinin üstünde bir akışı engelleyerek sistemin
STATİK BALANS VANASI / DİŞLİ STATİK BALANS VANASI Balans vanası ısı transferi istenen cihaz ve üniteler için tasarlanmış malzemelerdir. Isı transferi için debinin üstünde bir akışı engelleyerek sistemin
1 Tabloda listelenen matkaplar için çap aralığını ve delme derinliklerini bulun.
 pdrilling Content DLİK DLM Matkap seçimi Matkap seçimi Delik çapını ve delme derinliğini belirleyin 1 Tabloda listelenen matkaplar için çap aralığını ve delme derinliklerini bulun. 2 Matkap tipini seçin
pdrilling Content DLİK DLM Matkap seçimi Matkap seçimi Delik çapını ve delme derinliğini belirleyin 1 Tabloda listelenen matkaplar için çap aralığını ve delme derinliklerini bulun. 2 Matkap tipini seçin
Kot, deri ve kanvas nasıl dikilir
 Kot, deri ve kanvas nasıl dikilir Önemli güvenlik talimatları Bu güvenlik talimatları makinenin yanlış çalışmasına kaynaklanan tehlike veya hasarı önlemek için tasarlanmıştır. Dikkatle okuyunuz ve her
Kot, deri ve kanvas nasıl dikilir Önemli güvenlik talimatları Bu güvenlik talimatları makinenin yanlış çalışmasına kaynaklanan tehlike veya hasarı önlemek için tasarlanmıştır. Dikkatle okuyunuz ve her
CoroMill QD. Yüksek güvenlikli kanal frezeleme
 CoroMill QD Yüksek güvenlikli kanal frezeleme Kanal frezelemedeki ana zorluk, özellikle derin ve dar kanallar işlenirken genelde talaş boşaltmadır. CoroMill QD içten kesme sıvısına sahip türünün ilk kesicisidir.
CoroMill QD Yüksek güvenlikli kanal frezeleme Kanal frezelemedeki ana zorluk, özellikle derin ve dar kanallar işlenirken genelde talaş boşaltmadır. CoroMill QD içten kesme sıvısına sahip türünün ilk kesicisidir.
CNC FREZE BAHAR DÖNEMİ DERS NOTLARI
 CNC FREZE BAHAR DÖNEMİ DERS NOTLARI Frezeleme; mevcut olan en esnek işleme yöntemidir ve neredeyse her şekli işleyebilir. Bu esnekliğin dezavantajı, optimize etmeyi daha zor hale getirecek şekilde uygulama
CNC FREZE BAHAR DÖNEMİ DERS NOTLARI Frezeleme; mevcut olan en esnek işleme yöntemidir ve neredeyse her şekli işleyebilir. Bu esnekliğin dezavantajı, optimize etmeyi daha zor hale getirecek şekilde uygulama
G & G CM16 Karabina Airsoft Yeniden. Yazan: 101 Tech USA. ifixit CC BY-NC-SA tr.ifixit.com Sayfa 1/ 10
 G & G CM16 Karabina Airsoft Yeniden Yazan: 101 Tech USA ifixit CC BY-NC-SA tr.ifixit.com Sayfa 1/ 10 Adım 1 G & G Savaş Makinesi 16 Carbine Yeniden ilk ön uç kaydırarak seçici plakasını yeniden yükleyin.
G & G CM16 Karabina Airsoft Yeniden Yazan: 101 Tech USA ifixit CC BY-NC-SA tr.ifixit.com Sayfa 1/ 10 Adım 1 G & G Savaş Makinesi 16 Carbine Yeniden ilk ön uç kaydırarak seçici plakasını yeniden yükleyin.
G & G CM16 Karabina Airsoft Sökme. Yazan: 101 Tech USA. ifixit CC BY-NC-SA /Www.ifixit.com Sayfa 1/ 10
 G & G CM16 Karabina Airsoft Sökme Yazan: 101 Tech USA ifixit CC BY-NC-SA /Www.ifixit.com Sayfa 1/ 10 GİRİŞ Bu kılavuz, tamamen aşağı şanzıman G & G Savaş Makinesi 16 airsoft tüfek sökmeye nasıl size gösterecektir.
G & G CM16 Karabina Airsoft Sökme Yazan: 101 Tech USA ifixit CC BY-NC-SA /Www.ifixit.com Sayfa 1/ 10 GİRİŞ Bu kılavuz, tamamen aşağı şanzıman G & G Savaş Makinesi 16 airsoft tüfek sökmeye nasıl size gösterecektir.
BQ / NQ / HQ / PQ KAROT KESME MAKİNESİ KULLANIM KILAVUZU
 BQ / NQ / HQ / PQ KAROT KESME MAKİNESİ KULLANIM KILAVUZU İÇİNDEKİLER 1. TANIM.. 1 2. TEKNİK ÖZELLİKLER.. 1 3. YERLEŞTİRME.. 2 4. GÜVENLİK KONUSU... 2 5. TEST ÖNCESİ HAZIRLIK... 4 6. TEST... 4 1.TANIM Cihaz,
BQ / NQ / HQ / PQ KAROT KESME MAKİNESİ KULLANIM KILAVUZU İÇİNDEKİLER 1. TANIM.. 1 2. TEKNİK ÖZELLİKLER.. 1 3. YERLEŞTİRME.. 2 4. GÜVENLİK KONUSU... 2 5. TEST ÖNCESİ HAZIRLIK... 4 6. TEST... 4 1.TANIM Cihaz,
ÖZET. Basit Makineler. Basit Makine Çeşitleri BASİT MAKİNELER
 Basit Makineler Basit Makine Nedir? Günlük hayatımızda yaptığımız işleri kolaylaştırmak için bir takım araçlar kullanırız. Bir kuvvetin yönünü, büyüklüğünü ya da bir kuvvetin hem büyüklüğünü hem de yönünü
Basit Makineler Basit Makine Nedir? Günlük hayatımızda yaptığımız işleri kolaylaştırmak için bir takım araçlar kullanırız. Bir kuvvetin yönünü, büyüklüğünü ya da bir kuvvetin hem büyüklüğünü hem de yönünü
BIAX 85 Yılı Aşkın Kalite
 BIAX 85 Yılı Aşkın Kalite Schmid & Wezel pnömatik aletlere odaklanan öncülerdendi. Şirket 85 yıldır müşteriye en yüksek düzeyde hassasiyet, kalite ve işbirliği sunmakta. Bugünlerde, havalı el aletleri
BIAX 85 Yılı Aşkın Kalite Schmid & Wezel pnömatik aletlere odaklanan öncülerdendi. Şirket 85 yıldır müşteriye en yüksek düzeyde hassasiyet, kalite ve işbirliği sunmakta. Bugünlerde, havalı el aletleri
TAKIM AŞINMA MEKANİZMALARI VE AŞINMA TİPLERİ
 1 TAKIM AŞINMA MEKANİZMALARI VE AŞINMA TİPLERİ Prof. Dr. Süleyman YALDIZ Selçuk Üniversitesi Teknoloji Fakültesi KESİCİ TAKIMLAR 2 Takım ömrü, genellikle belirli bir kritere ulaşmak için gerekli olan etkili
1 TAKIM AŞINMA MEKANİZMALARI VE AŞINMA TİPLERİ Prof. Dr. Süleyman YALDIZ Selçuk Üniversitesi Teknoloji Fakültesi KESİCİ TAKIMLAR 2 Takım ömrü, genellikle belirli bir kritere ulaşmak için gerekli olan etkili
İmalatta İşlenebilirlik Kriterleri
 Bölüm 24 TALAŞLI İŞLEMEDE EKONOMİ VE ÜRÜN TASARIMINDA DİKKAT EDİLECEK HUSUSLAR Talaşlı işlenebilirlik Toleranslar ve Yüzey Kesme Koşullarının Seçimi konuları İmalatta İşlenebilirlik Kriterleri Takım ömrü-
Bölüm 24 TALAŞLI İŞLEMEDE EKONOMİ VE ÜRÜN TASARIMINDA DİKKAT EDİLECEK HUSUSLAR Talaşlı işlenebilirlik Toleranslar ve Yüzey Kesme Koşullarının Seçimi konuları İmalatta İşlenebilirlik Kriterleri Takım ömrü-
TORNALAMA Walter ISO tornalama 8 Kanal açma 19 Takım tutucu 25 Sipariş sayfaları 26 Teknik bilgi 96
 TORNALAMA Walter ISO tornalama 8 Kanal açma 19 Takım tutucu 25 Sipariş sayfaları 26 Teknik bilgi 96 DELME Walter Titex Karbür matkap 104 Sipariş sayfaları 106 Teknik bilgi 122 Walter Delik genişletme ve
TORNALAMA Walter ISO tornalama 8 Kanal açma 19 Takım tutucu 25 Sipariş sayfaları 26 Teknik bilgi 96 DELME Walter Titex Karbür matkap 104 Sipariş sayfaları 106 Teknik bilgi 122 Walter Delik genişletme ve
Diyarbakır Beton Kesme Firmaları. Derz kesme:
 Diyarbakır Beton Kesme Firmaları Derz kesme: Kesim sistemi bir sokak ve caddenin bir kısmını yüzeye zarar vermeden kesip değiştirme olanağı sağlar. Derz kesme çevresindeki yapıya zarar vermeden, betonu
Diyarbakır Beton Kesme Firmaları Derz kesme: Kesim sistemi bir sokak ve caddenin bir kısmını yüzeye zarar vermeden kesip değiştirme olanağı sağlar. Derz kesme çevresindeki yapıya zarar vermeden, betonu
METAL KESİM ŞERİT TESTERELERİ
 METAL KESİM ŞERİT TESTERELERİ 2017.1 Busatec leri temel olarak özel alaşımlı çelikten oluşan iki bileşenli bir malzemedir. Son derece esnek, yaklaşık 50 HRC taşıyıcı malzeme ile HSS malzemenin elektro
METAL KESİM ŞERİT TESTERELERİ 2017.1 Busatec leri temel olarak özel alaşımlı çelikten oluşan iki bileşenli bir malzemedir. Son derece esnek, yaklaşık 50 HRC taşıyıcı malzeme ile HSS malzemenin elektro
Verimli kesme ve kanal açma için takımlar
 Verimli kesme ve kanal açma için takımlar Dilimleme için uygun donanıma sahip CoroCut QD, piyasadaki en güçlü ve en gelişmiş kesme ve kanal açma takımıdır. Herhangi bir tezgah tipi ile tüm malzemelerde
Verimli kesme ve kanal açma için takımlar Dilimleme için uygun donanıma sahip CoroCut QD, piyasadaki en güçlü ve en gelişmiş kesme ve kanal açma takımıdır. Herhangi bir tezgah tipi ile tüm malzemelerde
Giriş. Basınçlı Şaft Akışölçeri. Akışölçer Servis Kitleri. Sökme. Kasnak Şaftı Sökümü
 Akışölçer Servis Kitleri Giriş Şekile bakın. Bu talimat sayfasında basınçlı ya da vidalı şaftları kullanan akışölçerler için tamir prosedürleri bulunmaktadır. Uygun tamir prosedürüne başvurun: Basınçlı
Akışölçer Servis Kitleri Giriş Şekile bakın. Bu talimat sayfasında basınçlı ya da vidalı şaftları kullanan akışölçerler için tamir prosedürleri bulunmaktadır. Uygun tamir prosedürüne başvurun: Basınçlı
TEKNİK KILAVUZ : QUARD VE QUEND SOĞUK ŞEKİLLENDİRİLMESİ
 TEKNİK KILAVUZ : QUARD VE QUEND SOĞUK ŞEKİLLENDİRİLMESİ Distributed by Duferco 1. Giriş Quard, aşınmaya dayanıklı çelik ve Quend, yüksek dayanımlı çelik en iyi soğuk şekillendirme performansı için geliştirilmiştir.
TEKNİK KILAVUZ : QUARD VE QUEND SOĞUK ŞEKİLLENDİRİLMESİ Distributed by Duferco 1. Giriş Quard, aşınmaya dayanıklı çelik ve Quend, yüksek dayanımlı çelik en iyi soğuk şekillendirme performansı için geliştirilmiştir.
MELKUÇLAR MAKİNE LTD. ŞTİ.
 MELKUÇLAR MAKİNE LTD. ŞTİ. ZIMPARA ÜRÜN GURUBU Çamlıtepe caddesi 158/b siteler ANKARA Tel: 0 312-351 73 73 faks: 0 312 351 73 33 GENİŞ BANT ZIMPARALAR KALİBRE ZIMPARALAR Zımpara yüzeyinin dolmasını geciktiren
MELKUÇLAR MAKİNE LTD. ŞTİ. ZIMPARA ÜRÜN GURUBU Çamlıtepe caddesi 158/b siteler ANKARA Tel: 0 312-351 73 73 faks: 0 312 351 73 33 GENİŞ BANT ZIMPARALAR KALİBRE ZIMPARALAR Zımpara yüzeyinin dolmasını geciktiren
ÇAPAK ALMA RASPALARI TEKNİK BİLGİLER ÇAPAK ALMA RASPA SETİ KOD İÇERİK FİYAT KODU D-SD GÖVDE 3 BIÇAK C-10, C-20 VE C-30 RCP-34034 KORE
 TEKNİK BİLGİLER Çapak, işleme sonrası ürün kenarlarında kalmış istenmeyen metal parçalarıdır. Bu nedenle çapak alma makinaları ya da talaş kaldırma yöntemi ile çapak temizleme işlemi yapılması gerekmektedir.
TEKNİK BİLGİLER Çapak, işleme sonrası ürün kenarlarında kalmış istenmeyen metal parçalarıdır. Bu nedenle çapak alma makinaları ya da talaş kaldırma yöntemi ile çapak temizleme işlemi yapılması gerekmektedir.
KUBOTA SÜPER MİNİ EKSKAVATÖR
 KUBOTA SÜPER MİNİ EKSKAVATÖR Süper kompakt. Yüksek güvenilirlikte. Çalıştırması kolay. 1 tonun altında dünya çapında en iyi satan modelimiz, inanılmaz derecede verimli süper mini ekskavatör olarak geliştirilmiştir
KUBOTA SÜPER MİNİ EKSKAVATÖR Süper kompakt. Yüksek güvenilirlikte. Çalıştırması kolay. 1 tonun altında dünya çapında en iyi satan modelimiz, inanılmaz derecede verimli süper mini ekskavatör olarak geliştirilmiştir
tanımlar, ölçüler ve açılar DIN ISO 5419 (alıntı baskı 06/98)
") temel bilgiler tanımlar, ölçüler ve açılar DIN ISO 5419 (alıntı baskı 06/98) helisel matkap ucu silindirik saplı/ konik saplı matkap ucu-ø kanal sırt döndürücü dil (DIN 1809' a göre) sap-ø eksen gövde
temel bilgiler tanımlar, ölçüler ve açılar DIN ISO 5419 (alıntı baskı 06/98) helisel matkap ucu silindirik saplı/ konik saplı matkap ucu-ø kanal sırt döndürücü dil (DIN 1809' a göre) sap-ø eksen gövde
YENİ. Tooldyne Uzmanından takım balans sistemi. RM1059 tr
 YENİ Tooldyne Uzmanından takım balans sistemi RM1059 tr Tooldyne Daha az balanssızlık sayesinde daha iyi işleme kalitesi Yüksek hızda işleme günümüzde metal ve plastiklerin ekonomik şekilde işlenmesi için
YENİ Tooldyne Uzmanından takım balans sistemi RM1059 tr Tooldyne Daha az balanssızlık sayesinde daha iyi işleme kalitesi Yüksek hızda işleme günümüzde metal ve plastiklerin ekonomik şekilde işlenmesi için
KESME VE KESKİLER EĞELER
 KESME VE KESKİLER Esas olarak ucu kama biçiminde olan ve metal malzemeden ufak parçaların kesilmesinde ve koparılmasında yararlanılan ve elle kullanılan bir araçtır. Keskiler, kaliteli çelikten yapılmış,
KESME VE KESKİLER Esas olarak ucu kama biçiminde olan ve metal malzemeden ufak parçaların kesilmesinde ve koparılmasında yararlanılan ve elle kullanılan bir araçtır. Keskiler, kaliteli çelikten yapılmış,
Kuvvet x Kuvvet Kolu = Yük x Yük Kolu. 7.Sınıf Fen ve Teknoloji. KONU: Basit Makineler
 Hayatımızı Kolaylaştıran Makineler Günlük hayatımızda iş yapma kolaylığı sağlayan pek çok araç gereç kullanılmaktadır. Makineler Genel Olarak; Uygulanan kuvveti arttırabilir. Bir kuvvetin yönünü değiştirebilir.
Hayatımızı Kolaylaştıran Makineler Günlük hayatımızda iş yapma kolaylığı sağlayan pek çok araç gereç kullanılmaktadır. Makineler Genel Olarak; Uygulanan kuvveti arttırabilir. Bir kuvvetin yönünü değiştirebilir.
PHC-A HİDROLİK TUTUCULAR HASSAS TAKIM BAĞLAMADA YENİ NESİL STANDART SIFIR SALGILI HİDROLİK - PHZ S P.38 İNCE TİP HİDROLİK - PHC S
 HİDROLİK TUTUCULAR PHC-A HASSAS TAKIM BAĞLAMADA YENİ NESİL STANDART SIFIR SALGILI HİDROLİK - PHZ S P.3 İNCE TİP HİDROLİK - PHC S EKSTRA GÜÇLÜ HİDROLİK - PHC A BT P.4 BBT P.6 HSK A P. Ekstra Güçlü Hidrolik
HİDROLİK TUTUCULAR PHC-A HASSAS TAKIM BAĞLAMADA YENİ NESİL STANDART SIFIR SALGILI HİDROLİK - PHZ S P.3 İNCE TİP HİDROLİK - PHC S EKSTRA GÜÇLÜ HİDROLİK - PHC A BT P.4 BBT P.6 HSK A P. Ekstra Güçlü Hidrolik
YAĞMUR SUYU (YAPRAK) FİLTRESİ YAĞMUR SUYU TOPLAMA
 FİLTRESİ YAĞMUR SUYU TOPLAMA") YAĞMUR SUYU (YAPRAK) FİLTRESİ YAĞMUR SUYU TOPLAMA NASIL ÇALIŞIR? YAĞMUR SUYU NASIL TOPLANIR? Başta çatılar olmak üzere, açık alanlar otoparklar, yollar ve drenaj borularından toplanabilir. NERELERDE KULLANILIR?
YAĞMUR SUYU (YAPRAK) FİLTRESİ YAĞMUR SUYU TOPLAMA NASIL ÇALIŞIR? YAĞMUR SUYU NASIL TOPLANIR? Başta çatılar olmak üzere, açık alanlar otoparklar, yollar ve drenaj borularından toplanabilir. NERELERDE KULLANILIR?
Montaj Kılavuzu PERGOLA KAMELYA. www.arline.com.tr
 Montaj Kılavuzu PERGOLA KAMELYA GİRİŞ Elinizdeki kılavuzda Arline Pergola kurulumuna başlamak için ihtiyacınız olan bilgiler mevcuttur. Montaj ve kurulum tekniklerinin anlatıldığı bu kılavuz ürünlerimizin
Montaj Kılavuzu PERGOLA KAMELYA GİRİŞ Elinizdeki kılavuzda Arline Pergola kurulumuna başlamak için ihtiyacınız olan bilgiler mevcuttur. Montaj ve kurulum tekniklerinin anlatıldığı bu kılavuz ürünlerimizin
Alt şasi tasarım. Genel bilgiler. Alt şasi aşağıdaki amaçlar için kullanılabilir:
 Alt şasi aşağıdaki amaçlar için kullanılabilir: Yükü şasi çerçevesi üzerine düzgün bir şekilde dağıtmak için Tekerlekler ve çerçeve üzerinde dik duran diğer parçalar için boşluk sağlamak amacıyla Üstyapıyı
Alt şasi aşağıdaki amaçlar için kullanılabilir: Yükü şasi çerçevesi üzerine düzgün bir şekilde dağıtmak için Tekerlekler ve çerçeve üzerinde dik duran diğer parçalar için boşluk sağlamak amacıyla Üstyapıyı
SPEED GRADER G2. Özel tür motor greyderi Üniversal olarak monte edilebilir. Hızlı montaj Yüksek kalite
 & SPEED GRADER G2 www.pthproducts.com Özel tür motor greyderi Üniversal olarak monte edilebilir. Hızlı montaj Yüksek kalite 2 İki boyda mükemmellik 80 HP ve üzeri çekici gücüne sahip olan Daha düşük motor
& SPEED GRADER G2 www.pthproducts.com Özel tür motor greyderi Üniversal olarak monte edilebilir. Hızlı montaj Yüksek kalite 2 İki boyda mükemmellik 80 HP ve üzeri çekici gücüne sahip olan Daha düşük motor
People. Passion. Performance. RX Hidrolik Kırıcılar Her Türlü Zorlu İş İçin
 People. Passion. Performance. RX Hidrolik Kırıcılar Her Türlü Zorlu İş İçin CHICAGO PNÖMATİK TAŞIYICIYA MONTELİ HİDROLİK KIRICILAR GÜVENİLİRDİR, SAĞLAMDIR DAYANIKLIDIR. İş yaparken arıza ya da bakım için
People. Passion. Performance. RX Hidrolik Kırıcılar Her Türlü Zorlu İş İçin CHICAGO PNÖMATİK TAŞIYICIYA MONTELİ HİDROLİK KIRICILAR GÜVENİLİRDİR, SAĞLAMDIR DAYANIKLIDIR. İş yaparken arıza ya da bakım için
İmalat Teknolojileri. Dr.-Ing. Rahmi Ünal. Talaşlı İmalat Yöntemleri
 İmalat Teknolojileri Dr.-Ing. Rahmi Ünal Talaşlı İmalat Yöntemleri 1 Kapsam Talaşlı imalatın tanımı Talaş kaldırmanın esasları Takımlar Tornalama Frezeleme Planyalama, vargelleme Taşlama Broşlama Kaynak
İmalat Teknolojileri Dr.-Ing. Rahmi Ünal Talaşlı İmalat Yöntemleri 1 Kapsam Talaşlı imalatın tanımı Talaş kaldırmanın esasları Takımlar Tornalama Frezeleme Planyalama, vargelleme Taşlama Broşlama Kaynak
ContiTech: Dişli kayışı değişikliği için uzman ipuçları
 ContiTech: Dişli kayışı değişikliği için uzman ipuçları Fiat 500 1,2 ltr. için detaylı kılavuz. Motor kodu 169 A4.000 ContiTech, kayış değişiminde hataların nasıl önlenebilir olduğunu gösterir. Dişli kayışının
ContiTech: Dişli kayışı değişikliği için uzman ipuçları Fiat 500 1,2 ltr. için detaylı kılavuz. Motor kodu 169 A4.000 ContiTech, kayış değişiminde hataların nasıl önlenebilir olduğunu gösterir. Dişli kayışının
Metal kesmeyi anlama # /71
 Kesme işlemi Metal kesmeyi anlama Metal kesmeyi anlama Frezeleme ile tornalama arasındaki fark Değişen kesme kuvvetleri (stres). Değişen kesme sıcaklıkları (uç gerilimi). İşlemeden ödün verme Kesme koşulları
Kesme işlemi Metal kesmeyi anlama Metal kesmeyi anlama Frezeleme ile tornalama arasındaki fark Değişen kesme kuvvetleri (stres). Değişen kesme sıcaklıkları (uç gerilimi). İşlemeden ödün verme Kesme koşulları
Installation instructions, accessories. Park yardımı, arka. Volvo Car Corporation Gothenburg, Sweden , ,
 Installation instructions, accessories Talimat No 31339907 Sürüm 1.2 Parça No. 31339904, 9487267, 31359217 Park yardımı, arka Volvo Car Corporation Park yardımı, arka- 31339907 - V1.2 Sayfa 1 / 26 Donanım
Installation instructions, accessories Talimat No 31339907 Sürüm 1.2 Parça No. 31339904, 9487267, 31359217 Park yardımı, arka Volvo Car Corporation Park yardımı, arka- 31339907 - V1.2 Sayfa 1 / 26 Donanım
HAVALI ZIMBA MAKİNASI
 HAVALI ZIMBA MAKİNASI MODEL RTM0116 TANITMA VE KULLANIM KILAVUZU CİHAZIN ÜNİTELERİ 1. TUTMA KOLU 2. HAVA ENJEKTÖRÜ 3. TETİK 4. ŞARJÖR DEĞİŞTİRME DÜĞMESİ 5.ZIMBA TELİ ŞARJÖRÜ TEKNİK VERİLER 1. TAVSİYE EDİLEN
HAVALI ZIMBA MAKİNASI MODEL RTM0116 TANITMA VE KULLANIM KILAVUZU CİHAZIN ÜNİTELERİ 1. TUTMA KOLU 2. HAVA ENJEKTÖRÜ 3. TETİK 4. ŞARJÖR DEĞİŞTİRME DÜĞMESİ 5.ZIMBA TELİ ŞARJÖRÜ TEKNİK VERİLER 1. TAVSİYE EDİLEN
» VİDA-Dİş tamir takimlari
 » VİDA-Dİş tamir takimlari Vida Dişi Yenileme Bıçağı RUKO dış ve iç vida dişi yenileme bıçağı ile, hasara uğramış vida, somun dişleri kolayca ve düşük maliyetle tamir edilebilir. Örneğin; Bakım onarım,
» VİDA-Dİş tamir takimlari Vida Dişi Yenileme Bıçağı RUKO dış ve iç vida dişi yenileme bıçağı ile, hasara uğramış vida, somun dişleri kolayca ve düşük maliyetle tamir edilebilir. Örneğin; Bakım onarım,
Model 600 Elektrikli El paftası Boru kapasitesi: 1 /8-1 1 /4
 Diş Açma Elektrikli Diş Açma 600 Elektrikli El paftası Boru kapasitesi: /8 - /4 Motor: Universal, geri döndürülebilir 020 W motor ~ 25-60 Hz. Anahtar: Ağır iş, pedal tipi, emniyet kilitlemeli anahtar.
Diş Açma Elektrikli Diş Açma 600 Elektrikli El paftası Boru kapasitesi: /8 - /4 Motor: Universal, geri döndürülebilir 020 W motor ~ 25-60 Hz. Anahtar: Ağır iş, pedal tipi, emniyet kilitlemeli anahtar.
Konveyörlü Tip WTM140
 serisi, bulaşık yıkama işleminde yüksek verimlilik, tasarruf ve ergonomi konularında yüksek beklentileri bulunan profesyoneller için üretilir. Ürün serisi bardak yıkama, tezgahaltı, giyotin tip, konveyörlü,
serisi, bulaşık yıkama işleminde yüksek verimlilik, tasarruf ve ergonomi konularında yüksek beklentileri bulunan profesyoneller için üretilir. Ürün serisi bardak yıkama, tezgahaltı, giyotin tip, konveyörlü,
up-gear Teknolojisi Büyük konik dişli üretiminde en iyi çözüm
 up-gear Teknolojisi Büyük konik dişli üretiminde en iyi çözüm Geliştirilmiş işleme çözümlerinin yanında yeni stratejik üretim ortaklığı İster inşaat makineleri isterse deniz motor sistemleri ya da trenler
up-gear Teknolojisi Büyük konik dişli üretiminde en iyi çözüm Geliştirilmiş işleme çözümlerinin yanında yeni stratejik üretim ortaklığı İster inşaat makineleri isterse deniz motor sistemleri ya da trenler
Kurulum Kılavuzu. DEVIreg 130. Elektronik Termostat. www.devi.com
 Kurulum Kılavuzu DEVIreg 130 Elektronik Termostat www.devi.com İçindekiler 1 Giriş.................... 3 1.1 Teknik Özellikler......... 4 1.2 Güvenlik Talimatları....... 5 2 Montaj Talimatları...........
Kurulum Kılavuzu DEVIreg 130 Elektronik Termostat www.devi.com İçindekiler 1 Giriş.................... 3 1.1 Teknik Özellikler......... 4 1.2 Güvenlik Talimatları....... 5 2 Montaj Talimatları...........
AERO 21 Küçük ve etkili
 AERO 21 Küçük ve etkili Yenilenen AERO serisi Yenilenen AERO serisi, kompakt ve çok amaçlı bir ıslak&kuru vakum makinesi olarak tasarlanmıştır. AERO modeli, aşağıdaki özellikleri ile öne çıkmaktadır; Kompakt
AERO 21 Küçük ve etkili Yenilenen AERO serisi Yenilenen AERO serisi, kompakt ve çok amaçlı bir ıslak&kuru vakum makinesi olarak tasarlanmıştır. AERO modeli, aşağıdaki özellikleri ile öne çıkmaktadır; Kompakt
Ağır Tip Boru Kesiciler Tek / Üç / Dört Bıçaklı Boru Kesiciler. Ekstra Geniş Bıçaklı Boru Kesici. Giyotin Tipi Boru Kesme Makasları.
 Ağır Tip Boru Kesiciler Tek / Üç / Dört Bıçaklı Boru Kesiciler 2-A 42-A 3-S, 4-S, 6-S 44-S Std. Bıçak Nominal Boru si Büyüklüğü Bıçak Sayısı Inch Dış Çap 3220 2-A 33100 1 1/ - 2 10-60 3,2 145 3230 3-S
Ağır Tip Boru Kesiciler Tek / Üç / Dört Bıçaklı Boru Kesiciler 2-A 42-A 3-S, 4-S, 6-S 44-S Std. Bıçak Nominal Boru si Büyüklüğü Bıçak Sayısı Inch Dış Çap 3220 2-A 33100 1 1/ - 2 10-60 3,2 145 3230 3-S
Beton için enjeksiyon tekniği Profesyonel uygulayıcılar için genleşme basınçsız ankrajlama.
 AĞIR YÜK BAĞLANTILARI / KİMYA 101 Beton için enjeksiyon tekniği Profesyonel uygulayıcılar için genleşme basınçsız ankrajlama. GENEL BAKIŞ Vida dişli ankraj FIS A Çelik, galvanize çinko kaplama Enjeksiyon
AĞIR YÜK BAĞLANTILARI / KİMYA 101 Beton için enjeksiyon tekniği Profesyonel uygulayıcılar için genleşme basınçsız ankrajlama. GENEL BAKIŞ Vida dişli ankraj FIS A Çelik, galvanize çinko kaplama Enjeksiyon
1984 ten bugüne; Daima en iyiye...
 1984 ten bugüne; Alınteri Bulvarı No:100 PK 06370 Ostim / Ankara Tel: +90 (312) 385 30 30 Fax: +90 (312) 385 44 00 info@copuroglu.com.tr http://www.facebook.com/copurogluas @copuroglu_as Daima en iyiye...
1984 ten bugüne; Alınteri Bulvarı No:100 PK 06370 Ostim / Ankara Tel: +90 (312) 385 30 30 Fax: +90 (312) 385 44 00 info@copuroglu.com.tr http://www.facebook.com/copurogluas @copuroglu_as Daima en iyiye...
HUPF/HUP Serisi. Honeywell UNIVERSAL GAS VALVES UYGULAMA
 UNIVERSAL GAS VALVES HUPF/HUP Serisi GAZ BASINÇ REGÜLATÖRLERİ FİLTRELİ VEYA FİLTRESİZ UYGULAMA KULLANMA KILAVUZU Karışımlı, birleşik sistemler ve endüstriyel dağıtım sistemleri dahil tüm gaz yakıcılardaki
UNIVERSAL GAS VALVES HUPF/HUP Serisi GAZ BASINÇ REGÜLATÖRLERİ FİLTRELİ VEYA FİLTRESİZ UYGULAMA KULLANMA KILAVUZU Karışımlı, birleşik sistemler ve endüstriyel dağıtım sistemleri dahil tüm gaz yakıcılardaki
Meyve ve sebze kesicisi
 Meyve ve sebze kesicisi tr Kullanım Kılavuzu Tchibo GmbH D-22290 Hamburg 93387FV02X00VIII 2017-08 353 350 Değerli Müşterimiz! Meyve ve sebze kesicinizle çok çeşitli meyve ve sebzeleri çabucak ve kolayca
Meyve ve sebze kesicisi tr Kullanım Kılavuzu Tchibo GmbH D-22290 Hamburg 93387FV02X00VIII 2017-08 353 350 Değerli Müşterimiz! Meyve ve sebze kesicinizle çok çeşitli meyve ve sebzeleri çabucak ve kolayca
MODEL RTM925 TANITMA VE KULLANIM KILAVUZU
 ELEKTRİKLİ ÇİT BUDAMA MODEL RTM925 TANITMA VE KULLANIM KILAVUZU TEKNİK ÖZELLİKLER -RTM925- VOLTAJ 230V~50HZ GİRİŞ GÜCÜ 710W BIÇAK UZUNLUĞU 530MM DEVİR HIZI 1600 R/MİN DİŞ ARALIĞI 20MM MAX KESİLECEK ÇALI
ELEKTRİKLİ ÇİT BUDAMA MODEL RTM925 TANITMA VE KULLANIM KILAVUZU TEKNİK ÖZELLİKLER -RTM925- VOLTAJ 230V~50HZ GİRİŞ GÜCÜ 710W BIÇAK UZUNLUĞU 530MM DEVİR HIZI 1600 R/MİN DİŞ ARALIĞI 20MM MAX KESİLECEK ÇALI
Kısa merdaneli konveyör
 Electrolux bulaşık makineleri, bulaşıkhane yardımcı ekipmanlarımızla birlikte kullanıldığında potansiyellerinin en üst noktasında performans gösterirler. Modüler yapıdaki Electrolux bulaşıkhane yardımcı
Electrolux bulaşık makineleri, bulaşıkhane yardımcı ekipmanlarımızla birlikte kullanıldığında potansiyellerinin en üst noktasında performans gösterirler. Modüler yapıdaki Electrolux bulaşıkhane yardımcı
PARÇALARI ORİJİNAL CUMMINS BİR FARK VAR. Daha Yaygın & Daha İyi Parçalar.
 Her Parça Aynı Değildir. Daha Yaygın & Daha İyi Parçalar. Her An Yanınızda Daha İyi Bir Garanti. Genellikle fark yaratan şeyler gözle görülmez. Motor bileşenlerinin spesifikasyonlara uyması gerekir ve
Her Parça Aynı Değildir. Daha Yaygın & Daha İyi Parçalar. Her An Yanınızda Daha İyi Bir Garanti. Genellikle fark yaratan şeyler gözle görülmez. Motor bileşenlerinin spesifikasyonlara uyması gerekir ve
Mak-204. Üretim Yöntemleri II. Talaşlı Đmalatın Genel Tanımı En Basit Talaş Kaldırma: Eğeleme Ölçme ve Kumpas Okuma Markalama Tolerans Kesme
 Mak-204 Üretim Yöntemleri II Talaşlı Đmalatın Genel Tanımı En Basit Talaş Kaldırma: Eğeleme Ölçme ve Kumpas Okuma Markalama Tolerans Kesme Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi
Mak-204 Üretim Yöntemleri II Talaşlı Đmalatın Genel Tanımı En Basit Talaş Kaldırma: Eğeleme Ölçme ve Kumpas Okuma Markalama Tolerans Kesme Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi
WNT Önasya Kesici Takımlar San. ve Tic. Ltd. Şti. Şerifali Mah. Hattat Sk. No:16/2 34775 Ümraniye/İstanbul Tel. +90 216 526 63 05 Faks +90 216 526 63
 WNT Önasya Kesici Takımlar San. ve Tic. Ltd. Şti. Şerifali Mah. Hattat Sk. No:16/2 34775 Ümraniye/İstanbul Tel. +90 216 526 63 05 Faks +90 216 526 63 08 wnt-tr@wnt.com www.wnt.com Efsanevi performans Dragonskin
WNT Önasya Kesici Takımlar San. ve Tic. Ltd. Şti. Şerifali Mah. Hattat Sk. No:16/2 34775 Ümraniye/İstanbul Tel. +90 216 526 63 05 Faks +90 216 526 63 08 wnt-tr@wnt.com www.wnt.com Efsanevi performans Dragonskin
Tohum İşleme ve İyileştirme Teknolojik Çözüm Ortağınız AKYUREKEXCELL ELEME MAKİNELERİ SERİSİ
 Tohum İşleme ve İyileştirme Teknolojik Çözüm Ortağınız AKYUREKEXCELL ELEME MAKİNELERİ 200-210-220 SERİSİ AKYÜREK EXCELL 200 Serisi Süper Hassas Eleme Makineleri Akyürek Excell Süper Elekleri her tür kuru
Tohum İşleme ve İyileştirme Teknolojik Çözüm Ortağınız AKYUREKEXCELL ELEME MAKİNELERİ 200-210-220 SERİSİ AKYÜREK EXCELL 200 Serisi Süper Hassas Eleme Makineleri Akyürek Excell Süper Elekleri her tür kuru
Elektrikli Çok Amaçlı Pişiriciler
 700XP serisi, en üst düzeyde performans, güvenilirlik, enerji tasarrufu, güvenlik standartları ve ergonomik operasyonu garantilemek üzere tasarlanmış 100'den fazla modelden oluşur. Bu kavramlar modülerlik,
700XP serisi, en üst düzeyde performans, güvenilirlik, enerji tasarrufu, güvenlik standartları ve ergonomik operasyonu garantilemek üzere tasarlanmış 100'den fazla modelden oluşur. Bu kavramlar modülerlik,
Isı Kütle Transferi. Zorlanmış Dış Taşınım
 Isı Kütle Transferi Zorlanmış Dış Taşınım 1 İç ve dış akışı ayır etmek, AMAÇLAR Sürtünme direncini, basınç direncini, ortalama direnc değerlendirmesini ve dış akışta taşınım katsayısını, hesaplayabilmek
Isı Kütle Transferi Zorlanmış Dış Taşınım 1 İç ve dış akışı ayır etmek, AMAÇLAR Sürtünme direncini, basınç direncini, ortalama direnc değerlendirmesini ve dış akışta taşınım katsayısını, hesaplayabilmek
Ürün bilgileri. Sert metalden oluşan (karbür) kalıpçı freze uçları Yüksek performanslı, güçlü ve istikrarlı kesme kenarı dayanıklılığı sağlar.
 kalıpçı freze uçları Yüksek performanslı, güçlü ve istikrarlı kesme kenarı dayanıklılığı sağlar.") Frässtifte ROTARY FRAISES FREESSTIFTEN FRÆSESTIFTER FRESAS PUNTE PINOS KOLÍKOVÉ FREZY БОРФРЕЗЫ FREZE KALIPÇI ROTO TURBÓMARÓK GALINĖS GLODALA REZKARJI PARA BIAX TRZPIENIOWE DI FREZE BURRS LIMES FREZOS FRESATURA
Frässtifte ROTARY FRAISES FREESSTIFTEN FRÆSESTIFTER FRESAS PUNTE PINOS KOLÍKOVÉ FREZY БОРФРЕЗЫ FREZE KALIPÇI ROTO TURBÓMARÓK GALINĖS GLODALA REZKARJI PARA BIAX TRZPIENIOWE DI FREZE BURRS LIMES FREZOS FRESATURA
Uzun merdaneli konveyör
 Electrolux bulaşık makineleri, Electrolux bulaşıkhane yardımcı ekipmanlarıyla birlikte kullanıldığında potansiyellerinin en üst noktasında performans gösterirler. Modüler yapıdaki Electrolux bulaşıkhane
Electrolux bulaşık makineleri, Electrolux bulaşıkhane yardımcı ekipmanlarıyla birlikte kullanıldığında potansiyellerinin en üst noktasında performans gösterirler. Modüler yapıdaki Electrolux bulaşıkhane
HOŞGELDİNİZ MIG-MAG GAZALTI KAYNAK PARAMETRELERİ. K ayna K. Sakarya Üniversitesi Teknik Eğitim Fakültesi. Teknolojisi. Teknolojisi
 MIG-MAG GAZALTI KAYNAK PARAMETRELERİ K ayna K K ayna K Teknolojisi Teknolojisi HOŞGELDİNİZ Doç. Dr. Hüseyin UZUN Kaynak Eğitimi Ana Bilim Dalı Başkanı 1 /27 KAYNAK PARAMETRELERİ VE SEÇİMİ Kaynak dikişinin
MIG-MAG GAZALTI KAYNAK PARAMETRELERİ K ayna K K ayna K Teknolojisi Teknolojisi HOŞGELDİNİZ Doç. Dr. Hüseyin UZUN Kaynak Eğitimi Ana Bilim Dalı Başkanı 1 /27 KAYNAK PARAMETRELERİ VE SEÇİMİ Kaynak dikişinin
ContiTech: Dişli kayışı değişikliği için uzman ipuçları
 ContiTech: Dişli kayışı değişikliği için uzman ipuçları Ford Focus C-Max 1,6 ltr. Ti motor kodu HXDA,SIDA için ayrıntılı kılavuz Dişli kayışının değiştirilmesinde çoğunlukla ciddi sonuçları olan hatalar
ContiTech: Dişli kayışı değişikliği için uzman ipuçları Ford Focus C-Max 1,6 ltr. Ti motor kodu HXDA,SIDA için ayrıntılı kılavuz Dişli kayışının değiştirilmesinde çoğunlukla ciddi sonuçları olan hatalar
Elektrikli Çok Amaçlı Pişiriciler
 700XP serisi, en üst düzeyde performans, güvenilirlik, enerji tasarrufu, güvenlik standartları ve ergonomik operasyonu garantilemek üzere tasarlanmış 100'den fazla modelden oluşur. Bu kavramlar modülerlik,
700XP serisi, en üst düzeyde performans, güvenilirlik, enerji tasarrufu, güvenlik standartları ve ergonomik operasyonu garantilemek üzere tasarlanmış 100'den fazla modelden oluşur. Bu kavramlar modülerlik,
Orijinal OSSBERGER Türbin
 Orijinal OSSBERGER Türbin Kendinizi boşa akan giden sudan elektrik üretmeye mi adadınız? Çevre dostu, yenilenebilir, doğal bir kaynaktan enerji elde ederek kullanmak mı istiyorsunuz? Bizim işimiz yüzyıldır
Orijinal OSSBERGER Türbin Kendinizi boşa akan giden sudan elektrik üretmeye mi adadınız? Çevre dostu, yenilenebilir, doğal bir kaynaktan enerji elde ederek kullanmak mı istiyorsunuz? Bizim işimiz yüzyıldır
laboratuvarürünleri BUNSEN BEKLERİ - h e r BUNSEN BEKSTANDI BUNSEN BEK HORTUMU ^ 3 \
 2016 BUNSEN BEKLERİ 680 laboratuvarürünleri BUNSEN BEKLERİ - h e r c in s g a z ile k u lla n ıla b ilir le r ^ 3 \ T ( p r e m iu m y ü k s e k ıs ı prinçten üretililir. Toplam uzunluğu 90 mm olduğundan
2016 BUNSEN BEKLERİ 680 laboratuvarürünleri BUNSEN BEKLERİ - h e r c in s g a z ile k u lla n ıla b ilir le r ^ 3 \ T ( p r e m iu m y ü k s e k ıs ı prinçten üretililir. Toplam uzunluğu 90 mm olduğundan