ÇELİKLER VE ISIL İŞLEM DERS NOTU
|
|
|
- Şebnem Eroğlu
- 8 yıl önce
- İzleme sayısı:
Transkript


1 METALÜRJİ ÇELİKLER VE ISIL İŞLEM DERS NOTU ADEM ŞAHİN

2 2 I. GİRİŞ Mühendislikte tasarlanan imalatı gerçekleştirmek için kullanılacak malzeme seçiminin doğru yapılması üretim kolaylığı ve mamulün emniyetli ömrü açısından önemlidir. Malzeme seçimi yapılırken önce aşağıdakine benzer soruların cevaplandırılması gerekmektedir. Bunlardan bazıları şunlardır; - Mamul hangi gerilmeler altındadır? (Gerilmenin büyüklüğü, statik veya dinamik oluşu) - Mamul hangi ortamda çalışacaktır? (Hava, su, yağ, asit vb) - Mamul hangi sıcaklıkta çalışacaktır? - Sürtünme ve aşınma sözkonusu mudur? - İmalat hangi metotlarla gerçekleştirilecektir? (Döküm, plastik şekil verme vb) Bu gibi sorulara cevap bulunduktan sonra piyasada bulunabilen malzemenin mukavemet, sertlik, tokluk, yoğunluk, yüksek sıcaklığa dayanıklılık ve korozyon direnci gibi özellikleri ile ekonomik olup olmadıkları da göz önüne alınarak bir seçim yapılır. Bazı özelliklerden bir miktar ödün verip kullanım için en önemli özellik dikkate alınıp, diğer özellikler sonradan yapılacak müdahalelerle iyileştirilebilir. Genelde malzemenin en önemli özelliği olan mekanik özellikler gerek imalat sırasında işlem kolaylığı sağlamak için gerekse imalat sonrası kullanım yerinin gerektirdiği değerleri sağlamak için çeşitli işlemlerle değiştirilebilir. Mekanik özellikleri değiştirme malzeme cins ve kimyasal bileşimine bağlı olmak kaydıyla aşağıdaki işlemlerden bir veya birkaçını uygulamak suretiyle mümkündür. Bu işlemler; - Mekanik işlemler - Termik işlemler - Termo-mekanik işlemler

3 3 olmaktadır. Bu işlemlerden termik işlemler dilimizde ısıl işlemler olarak kullanılmaktadır. TSE ce ısı işlemleri olarak adlandırılmıştır. Isı işlemleri, metal veya alaşımlarına özelliklerini değiştirmek amacıyla bir veya daha çok sayıda uygulanan ısıtma, soğutma gibi işlemler olarak tarif edilir. A) ISIL İŞLEM NEDİR? 1. Metal metal bir parçanın özelliklerinde belirgin bir değişiklik sağlamak amacıyla metal veya alaşımların katı halde ısıtılıp soğutulması işlemlerine ısıl işlem denir. 2. Isıl işlem istenen değişikliklerin yanı sıra istenmeyen değişiklikler de yaratabilir.özel olarak yapılabileceği gibi başka bir işlemin sonucu olarakta ortaya çıkabilir. B) ÇELİĞE NEDEN ISIL İŞLEM YAPILIR? 1. Aşınma dayanımını arttırmak için. 2. Mekanik özelliklerini iyileştirmek için(tokluk,çekme ve akma dayanımı). 3. Sünekliğini geliştirmek ve yumuşatmak için. 4. Kaba tane yapısını inceltmek için. C) ISIL İŞLEM NE ZAMAN YAPILIR? 1. Çeliğe yapılan ilk işlem olabilir. Örneğin,işlenebilirliği geliştirmek için. 2. Bir parçanın imalat sırasında ısıl işlem görmesi gerekebilir. Örneğin soğuk şekillendirme sırasında parçanın tekrar şekil verilebilmesi için yumuşatılması gerekebilir. 3. Aşınma dayanımı elde etmek için en son işlem olarak yapılabilir. Örneğin saban demiri(pulluk kulağı). Ç) ÇELİK ISIL İŞLEMİ NASIL YAPILIR? 1. Değişik mikro yapılar elde etmek amacı ile allotropik dönüşümlerden yararlanılarak. 2. Bu mikro yapıların oluşumu öncelikle soğuma hızına, ya da daha teknik bir ifade ile, zaman-sıcaklık ilişkisine bağlıdır. 3. Soğuk işlem görmüş düşük karbonlu bir çeliğin yapısını yeniden kristalleştirme işlemi, allotropik dönüşüme bağımlı değildir.

4 4 D) MALZEME TASARIM ISIL İŞLEM İLİŞKİLERİ Isıl işlem pratiğinde sık sık karşılaşılabilen yetersiz sertlik, yetersiz mukavemet değerleri veya çatlak vb. sorunlar, üretim birimleri arsında çözümü zor tartışmalara neden olur ve hata, genellikle ısıl işlem bölümüne yüklenir. Aslında, amaçlar doğrultusunda, hatasız parçalar üretmek için dikkat edilmesi gereken bir çok nokta vardır. Örneğin, malzeme seçimi, tasarımı, taşlama ilk akla gelen önemli faktörlerdir. 1.MALZEME SEÇİMİ Her uygulama için en uygun olan çeliğin seçilmesine dikkat edilmelidir. Burada çeliğin analizi kadar, hatta daha da önemli olan malzemenin yapısal özellikleridir. Çeliğin yapısında bulunabilecek kalıntı, gözenek, çapak, kılcal çatlak gibi oluşumlar, ısıl işlem sırasında mutlaka sorun kaynağı olacaklardır. Gene örneğin dengesiz bir karbür dağılımı veya karbonsuzlaşmaya uğramış bir yüzey istenen sonuca ulaşılmasını engeller. Çelik üretimi sırasında ingot dökümünden dövmeye veya haddelemeye kadar yapılabilecek çeşitli hatalar, ısıl işlem sırasında malzemenin tamamen çıkmasına bile sebep olabilirler. Bunun için, amacımıza uygun bir çeliği seçerken, analizden, yapıya kadar bir çok konuda dikkatli olmak gereklidir. Hataları peşinen önlemek daima daha ucuza geleceğinden, bu aşamalarda dikkat elden bırakılmamalıdır. 2. TASARIM Burada sözkonusu olan, üretilecek parçanın daha tasarım aşamasındayken, ısıl işlem açısından gözden geçirilmelidir. Örneğin büyük kesit değişiklikleri yani kalın kesitlerden ince kesitlere ani geçerler, veya keskin köşelerden mümkün olduğunca kaçınılmalıdır. Isıl işlem sırasında oluşacak iç gerilimler sonucu; ya ısıl işlem sırasında ya da kullanım sırasında parçalarda bu yüzden kırılmalar meydana gelebilir. Bu konuda çeşitli örnekler, Şekil 1 de verilmiştir.

5 5 3. TAŞLAMA Taşlama su verme sonrası ve meneviş öncesi yapılıyorsa, yüzeyde çatlaklar her zaman oluşabilirler. Taşlama sırasındaki aşırı ısınma sonucu doğacak gerilimler, yüzeylerde çatlamaya sebep olacağından, bu işlem mümkün olduğu kadar su verme sonrası yapılmamalı, taş seçimine dikkat edilmeli, hızlı ve aşırı yükle taşlamadan kaçınılmalı ve yeterli soğutma sağlanmalıdır. Aşırı ısınma ve soğuma, yüzeyde bir tabaka kalıntı östenit, onun hemen altında ise aşırı menevişlenmiş bir tabaka yaratır. Bu gibi zayıflık yaratıcı özelliklerden mümkün olduğunca uzak durulmalıdır. 4. KULLANIM Kullanım sırasında da aşırı yükleme, gerilim artışı, dikkatsiz çalışma, yüksek çalışma sıcaklığı, hızlı ısınıp soğuma gibi durumlar, ısıl işlemi doğru da yapılmış olsa, parçalar ömrünü kısaltan faktörlerdir. Düşük alaşımlı çelikler, ısı şoklarından pek etkilenmezler. Ama her yerde düşük alaşımlı çelik kullanılamayacağından, özellikle alaşım miktarı yükseldikçe fiyatı da yükselen çeliklerde fazla malzeme kaybının önüne geçmek için bütün bu faktörler, rasyonel bir değerlendirmeden geçirilmemelidir.

6 6 Şekil 1: Isı İşlem Açısından Tasarım Örnekler

7 7 II. ÇELİĞİN TEMEL DÖNÜŞÜMLERİ A. KATI DÖNÜŞÜM PRENSİPLERİ Ergimiş durumdaki saf demirin oda sıcaklığına soğutulma durumundaki davranışı aşağıdaki şekilde gösterilmiştir. Şekil 2: Saf Demirin Faz Dönüşümleri B. DEMİR-KARBON DENGE DİYAGRAMI Bu diyagramda izotermal reaksiyonları gösteren üç yatay çizgi vardır: - Peritektik reaksiyon - Ötektik reaksiyon - Ötektoid reaksiyon

8 8 Şekil 3: Demir-Karbon Diyagramının Çelik Bölüm
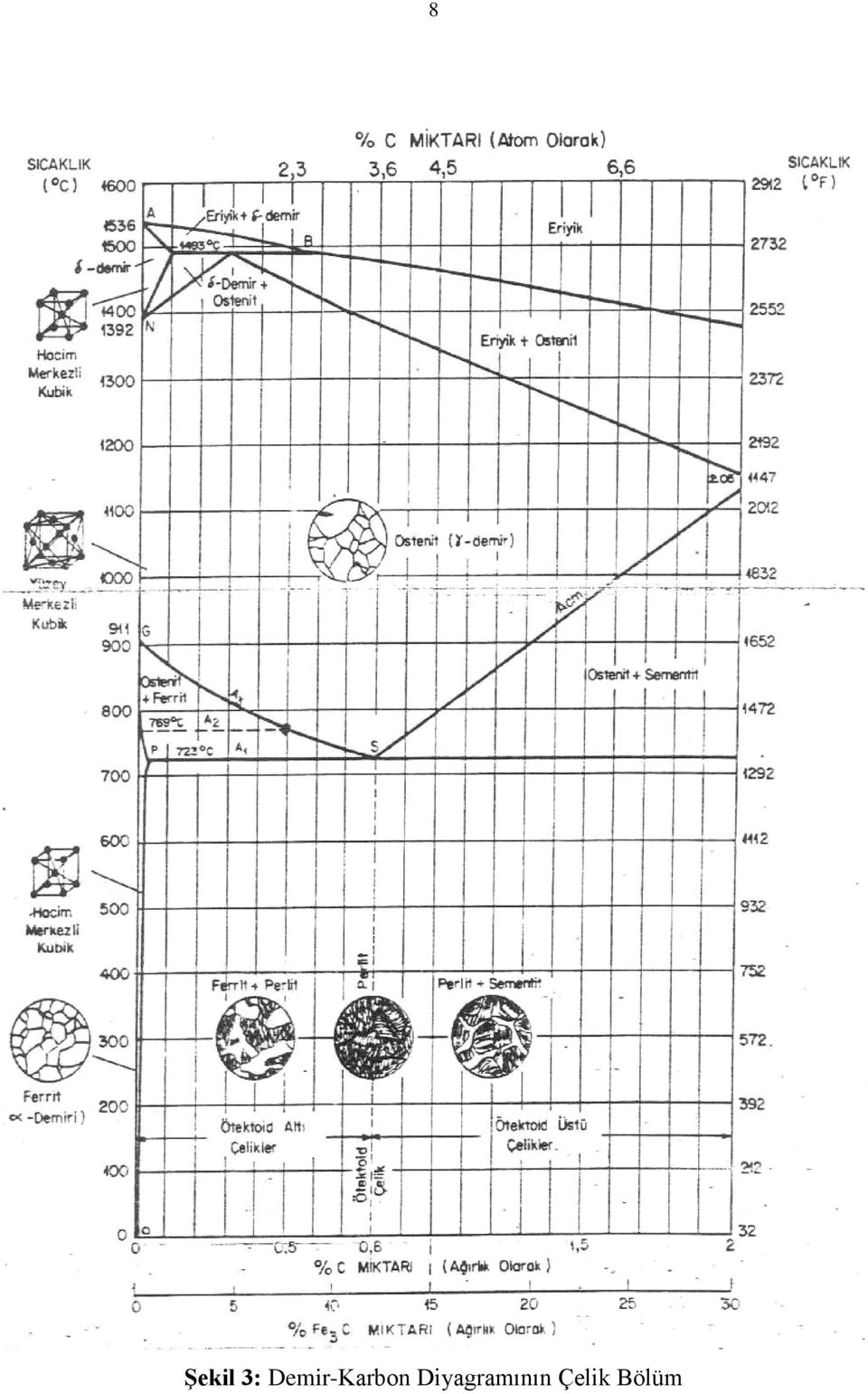
9 9 Şimdi diyagramın sol üst köşesindeki kısmı ele alalım: (Şekil 3) Bu kısım delta bölgesi olarak bilinir o C sıcaklıkta bulunan yatay çizgi peritektik reaksiyonu göstermektedir. Peritektik reaksiyon şöyle yazılabilir: Sıvı (L) + SOĞUMA/ISINMA HMK yapıya sahip -demirde karbonun eriyebilirliği en fazla % 0.10 iken YMK yapıya sahip demirde karbon eriyebilirliği daha yüksektir. Isıl işlem prosesi uygulanmadığından delta bölgesinin çok az endüstriyel uygulaması vardır. İkinci yatay çizgi, 1147 o C sıcaklıkta bulunan çizgidir. Bu çizgi, aşağıdaki verilen reaksiyonun meydana geldiği ötektik sıcaklığı çizgisidir. Sıvı (L) soğuma/ısınma + Fe 3 C Ötektik karışımı fazı oda sıcaklığında varolmadığından mikro yapıda ötektik karışımı görülmez. En son yatay çizgi 723 o C sıcaklıkta oluşur. Bu çizgiye ötektoid sıcaklığı çizgisi denir. Ötektoid reaksiyon şöyle yazılabilir. soğuma/ısınma + Fe 3 C ötektoid karışım 2. Karbon yüzdesine göre demir-karbon denge diyagramını üç kısma ayırmak mümkündür:

10 10 a-demir: İhmal edilebilecek kadar az karbon içeren veya saf demir. b-çelik: % 2 den az karbon içeren Fe-C alaşımlarıdır. c-dökme demir: % 2 den fazla karbon içeren Fe-C alaşımlarıdır. 3. Çelik bölgesi ötektoid karbon oranına (% 0.83 C) göre sınıflandırılır; % 0.83 den az karbon içeren çelikler ötektoid altı çeliklere, % arasında karbon içeren çeliklere ötektoidüstü çelikler denir. Gene karbon miktarlarına göre çelikler, şöyle de sınıflandırılabilir: ötektoidaltı ötektoid ötektoidüstü %C düşük orta karbonlu yüksek karbonlu 4. Demir-karbon denge diyagramının çelik bölgesindeki önemli olayları şöyle sıralayabiliriz: a-sıcaklık yükselirse perlit hızla östenite dönüşür; ferrit ve östenitte birleşerek sadece östenit oluştururlar. b-yapıdaki bütün sementitin eriyeceği minimum sıcaklık, bileşimdeki karbon miktarına göre değişir. (% 0-2 C) Karbon % 2 nin üzerinde ise her zaman biraz sementit erimemiş olarak kalacaktır. c-çeliği kritik sıcaklığın üzerine çıkarmakla (bu bölgede mümkün olduğunca düşük bir sıcaklık düzeyinde kalmak şartıyla) minimum dane büyüklüğü elde edilebilir. d-demir-karbon denge diyagramı sadece bir rehber niteliğindedir. Bu diyagrama dayanılarak, ulaşılacak özellikler hakkında tahmin yapılamaz. Ayrıca, zaman etkisi de bu diyagramda görünmez.

11 11 C. ÇELİĞİN İÇ YAPISI 1.Ferrit ( -demir) Ferrit, demirde (HMK) az miktarda karbonun erimesiyle oluşan bir arayer katı eriyiğidir. Demir-karbon denge diyagramında işaretiyle gösterilen bölgede oluşur. Ferritte çözünebilen en fazla karbon miktarı % karbon çözünür. Çelikteki en yumuşak fazdır. Ortalama özellikleri şöyle özetlenebilir: Çekme mukavemeti: psi Uzama : % 40 Sertlik : 0-HRC nin altında 2.Sementit (Fe 3 C) % 6.67 karbon içeren demir karbür bileşiğidir. Çeliğin yapısındaki en sert fazdır. Yapıda iğneli veya ağ şeklinde bulunan sementit, çok sert ve kırılgandır. Çekme dayanımı düşük, buna karşılık basma mukavemeti yüksektir. 3.Perlit % 0.83 karbon içeren ötektoid yapıdır. Ferrit ve sementit fazlarının karışımı olan perlit çok yavaş soğuma şartlarında 723 o C sıcaklıkta oluşur. Yapıda yuvarlak taneli veya lamelli olarak görülebilir. Taneli türü, 723 o Csıcaklıkta tavlama veçok yavaş soğutma ile elde edilebilir. Lamelli türü ise havada soğutma ile oluşur. Ortalama özellikleri şöyle özetlenebilir: Çekme mukavemeti: psi Uzama : % 20 (2inçte) Sertlik : 20 HRC Perlitik yapı özellikle taşlanabilirlik açısından elverişlidir.

12 12 4.Östenit ( -demir) YMK şeklinde demir yapıda katı karbon çözeltisidir. Demir-karbon denge diyagramında işaretiyle gösterilen bölgede oluşan östenit yaklaşık % 2 ye kadar karbon çözündürebilir. Her cins çelikte 723 o C nin üzerinde bulunur. A c3 ve A cm sıcaklıklarının üzerinde ise çözünme tamdır. Yumuşak ve antimanyetiktir. Ortalama özellikleri şöyle özetlenebilir: Çekme mukavemeti: psi Uzama : % 10 (2 inçte) Sertlik : Maksimum 40 HRC Alaşımsız çelikte normal olarak oda sıcaklıklarında bulunmaz. 5. Martensit Östenitin hızla soğutulması sonucu elde edilen iğneli ve sert bir yapıdır. Yaklaşık o C civarında dönüşür. 6. Östenitin, perlitik dönüşüme izin vermeyecek hızlarda, ancak martensit elde etmeyecek kadar yavaş soğutulması sonucu değişik yapılar ortaya çıkar. Bu yapılar soğuma hızı arttıkça, sorbit, beynit, trostit isimlerini alır: a. Sorbit: Martensitin C nin üzerinde tavlanması ile de elde edilebilir. Ferrit ve sementitin tanesiz ve çok ince karışımıdır. Mikroskop altında ince perlit olarak da tanımlanır. Bu yapı, özellikle tel çekme işlemlerinde aranır. Sertliği 250 HB civarındadır. b.beynit: Özmenevişleme işlemi ile elde edilen bu yapının sertliği perlit ve martensit yapıların arasında olup, HRC arasında değişir. Beynitik çelikler, özellikle, yaylar, tarım araçları, segman, çanak, çayır bıçağı gibi aletlerin üretiminde kullanılırlar.

13 13 c.trostit: Martensitin 250 o C sıcaklıkta tavlanması ile de elde edilebilir. Ferrit ve sementitin tanesiz ince karışımıdır. Sertliği 400 HB civarındadır. 7.Ledeburit Östenit ve sementit fazlarının mekanik karışımıdır. Demir-karbon denge diyagramının ötektik pozisyonudur. 8.Grafit Sementit (Fe 3 C) her zaman kararlı bir faz değildir. Bazı özel durumlarda ayrışabilir: Fe 3 C 3 Fe + C (grafit) Yavaş soğutulmuş dökme demirlerin çoğunda grafit oda sıcaklığında mevcut olan bir yapı elemanıdır. Çeliklerde ise östenit sıcaklığının altında çok uzatılmış tavlamalar sonucu ortaya çıkabilir. Silis, grafit oluşumunu özendirir.
 Yavaş soğutulmuş dökme demirlerin çoğunda grafit oda sıcaklığında mevcut olan bir yapı")

14 14 Şekil 4 (a): Çeliğin İç Yapısı


15 15 Şekil 4 (b): Çeliğin İç Yapısı


16 16 Şekil 4 (c): Çeliğin İç Yapısı

17 17 D. ALAŞIM ELEMANLARININ ETKİSİ 1. Çeliklerde kullanılan alaşım elemanları, gerek tür ve gerekse miktar açısından öylesine büyük bir çeşitlilik gösterir ki, kimyasal analiz ile iç yapı arasında sayısal bir ilişki kurmak çok güçtür. Demir-karbon denge diyagramı üzerindeki etkilerini üç önemli başlık altında toplayabiliriz. a. Yapıdaki fazların sayısı daha önce açıklananlarla sınırlı kalmaz. b. Ötektoid dönüşüm sıcaklığı etkilenir. c. Ötektoid pozisyonu da etkilenir. 2. Alaşım elemanlarını pratik bir biçimde gruplandırmak istersek, onları değişik yapılar oluşturma özelliklerine göre ayırmak uygun olur: a. Östenit dengeleyici: C, N, Mn, Ni, Cu, Zn, Co b. Ferrit dengeleyiciler: Zr, Ti, Sn, P, V, Nb, W c. Krbür yapıcı olanlar: Mo, W, Be, Nb, V, Cr d. Grafit yapıcı olanlar: Si, Co, Al, Ni 3. Alaşım elemanlarının çelikler üzerindeki etkilerini ise şöyle özetleyebiliriz: a. Karbon ( C): Daha önce değinildiği üzere karbon, çeliğin temel alaşım elemanıdır. Çelik iç yapısındaki sertlik özelliği, doğrudan doğruya karbonun ürünüdür; gerek martensit dönüşümü ve gerekse nihai sertlik, karbon sayesinde ortaya çıkar. Çelikte ulaşılabilecek en yüksek sertlik değeri, bileşimindeki karbon değerine bağlıdır: Sertliğe ve çekme dayanımını arttırmasına karşılık yüksek karbon, çeliğin süneklik ve dövülebilirlik özelliklerini zayıflatır ve kaynak kabiliyetini düşürür. Ayrıca, su verme sonrasında kalıntı östenit miktarını da artırır. Bu da, özellikle takım çeliklerin de menevişleme işlemlerine özel bir önem verilmesini gerektirir.

18 18 b. Alüminyum (Al): En güçlü oksijen ve nitrojen giderici eleman olarak çelik üretiminde kullanılır. Yaşlanma direncini artırır ve küçük miktarlarda kullanıldığında dane inceltici etki yapar. Volfram ve molibden yerine % 1 e kadar kullanılır, ancak yapıda alümine oluşması problem çıkarabilir. Nitrojenle birleştiğinde çok sert nitrür oluşturduğundan, nitrürlenen çeliklere uygulanır. Tufalleşme direncini artırır ve ferritik yapılı ısıya dayanıklı çeliklerde kullanılır. Östenit bölgesinin daraltma etkisi güçlüdür. Fe-Ni-Co-Al manyetik alaşımlarında kullanılır. c. Antimon (Sb): Zararlıdır; tokluğu düşürür ve östenit bölgesini daraltır. ç. Arsenik (As): Zararlıdır, östenit bölgesini daraltır, difüzyon tavlaması ile elimine edilmesi kükürte nazaran zordur. Meneviş gevrekliğini arttırır, tokluk ve kaynaklanabilirliği ise azdır. d. Kurşun (Pb): Çelikte erimez, suspansiyon halinde kalır. Küçük talaş ve düzgün yüzey elde edebilmek için otomat çeliklerinde % arasında kullanılır. e. Bor (B): Nötron emici özelliği güçlü olduğundan nükleer enerji tesislerinin kalkanlarında kullanılır. Sementasyon çeliklerinde göbek kısmının sertliğini yükselterek sertleştirilebilirliği arttırır. Kaynak yapılma imkanını azaltır. Östenit tanelerini büyüttüğünden % oranında bile sağlamlığı azaltır. f. Seryum (Ce): Temizleyici etkisi vardır. % 70 Ce içeren Fe-Ce alaşımları, ateşleticidir. Dökme demire küreselleştirme amacıyla katılır. g. Krom (Cr): En önemli fonksiyonu sertleşebilirliği artırmasıdır; gerek yağ gerekse havada sertleşmeyi mümkün kılacak kadar kritik soğuma hızını düşürür. Darbe dayanımını artırır.
: Zararlıdır; tokluğu düşürür ve östenit bölgesini daraltır. ç. Arsenik (As): Zararlıdır, östenit bölgesini daraltır, difüzyon tavlaması ile elimine edilmesi kükürte nazaran zordur.")
19 19 Tavlanmış çeliklerde karbürler halinde bulunur, bu karbürler östenitleme sırasında erir ve martensit oluşumunun birincil kaynağını oluşturur. Aşınma dayanımı, sıcak sertliği, H 2 - direncini geliştirir. Artan krom miktarları, tufalleşme direncini artırır, ancak korozyon dayanımı için % 13 ün üzerinde kalması gerekir. Östenit bölgesini daraltır ve ferrit bölgesini genişletir, östenitik Cr-Mn ve Cr-Ni çeliklerinde ise östeniti kararlaştırıcı etki yapar. Isı ve elektrik iletkenliği ve ortalama genleşme katsayısını düşürür. Bir başka önemli etkisi de özellikle yüksek hız takım çeliklerinde görülür. İkinci sertleşme sırasında karbür çökelmesi üzerindeki engelleyici etkisi, alaşım elemanları açısından daha zengin bir matris daha ince karbürler oluşmasını sağlar. Büyük miktarlarda kalıcı östenit olmadığı zaman çeliğin yumuşamasını engelleyici etkisi vardır ama tek başına ikincil sertleşme sağlamaz. Sonuçta, süneklilik ve sertlik arasında optimum bir denge oluşmasını sağlar. g. Kalsiyum (Ca): Silisle birlikte oksijen gidermede kullanılır. h. Kobalt (Co): Yüksek hız çelikleri, sıcak iş çelikleri ve ısıya dayanıklı çeliklerde kullanılır. En büyük özelliği, kızıl sertliği en etkin olarak artıran eleman olmasıdır, ancak bunu, darbe dayanımını düşürme pahasına yapar. Çeliğin türüne bağlı olmak üzere yaklaşık % 5 lik bir kobalt katkısı sertliği 1-2 HRC yükseltir, kızıl sertlik ve iletkenliği de birlikte gelişir. Çalışmalar, bu elemanın takım çeliklerinde diğer alaşım karbürlerinin çökelmesini engellediğini göstermektedir. Gene kobatl, Co 7 -M 6 şeklinde bir intermetaloid oluşturur ve bu faz, tavlanmış çeliğin sertliği ile karbür miktarını düşürür.

20 20 Çeliğin tokluk ve sağlamlığını da azalttığı saptanmıştır, yapılan deneylerde %5 e kadar olan kobalt katkısı ile darbe dayancında hafif bir düşme, % 5-8 arasında hızlanan, % 8 in üzerinde ise önemli boyut kazanan bir düşme ortaya çıkmıştır. Çeliğe bir başka etkisi de derin talaş kaldırma özelliğini geliştirmesidir. h. Magnezyum (Mg): Dökme demirlerde grafitleri küreselleştirme amacıyla kullanılır. i. Mangan (Mn): Oksijen alma işleminde kullanıldığından, % 0.35 e kadar bulunur. Çeliğin dayanımını iyileştirir. Kritik soğuma hızını düşürerek sertleşebilirliği iyileşebilir. Karbür oluşturmaz, ancak belirli ölçülerde diğer karbürlerde çözünür. Mn miktarı % arasında tutulan çelikler suda sertleşebilirler. Yüksek karbonlu ve en az % 12 manganlı çelikler darbeyle şertleşirler, ve ancak bu soğuk deformasyon sertleşmesinden sonra yüksek aşınma dayanımı kazanırlar. j. Molibden (Mo): Güçlü bir karbür yapıcıdır. Etkisi volfram gibi olduğundan onun yerine kullanılır. Molibden karbürler daha düşük sıcaklıkta çözündüğü için de östenitleme sıcaklığı da düşüktür. Kritik soğuma hızını düşürür, sertleşebilirlik ve sıcak sertlik özelliklerini geliştirir. Meneviş gevrekliğini engeller. Olumsuz özellikleri de tufalleşme direncini düşürmesi ve karbon kaybetme eğiliminin güçlü olması yani çelikte karbonsuzlaşma eğilimini arttırmasıdır. k. Nikel (Ni): Çeliğindarbe dayanımını geliştirir. Ayrıca çok düşük sıcaklarda tokluğun muhafazasını sağlar. Cr-Ni paslanmaz çeliklerde kullanılır. % 2 nin üzerinde östenit fazını dengeleme eğilimi gösterir, karbonsuzlaşmayı hızlandırır.

21 21 l. Fosfor (P): Birikime sebep olduğu için zararlıdır, ayrıca gevrek kırılmaya neden olur. m. Kükürt (S): Genel olarak bütün çeliklerde zararlı bir eleman olarak tanınır. Çeliği gevrekleştirir. En güçlü birikim yapıcı elemandır. Malzemede enlemesine yöndeki tokluğu belirgin biçimde düşürür. Ayrıca kaynak çatlamasına eğilimi yükseltir. Yağlama etkisi ve küçük talaş kaldırması sayesinde istisna olarak otomat çeliklerinde zararını önlemesi için iki misli manganla birlikte kullanılan bu elemanın son yıllarda yüksek hız çeliklerinde de kullanıldığı görülmektedir. n. Silis (Si): oksijen alma işleminde kullanılır. Grafit çökelmesini hızlandırır. Katı çözelti içinde çözünmüş olarak bulunan bu eleman, çekme dayanımı ile aşınma dayanımını iyileştirir. Özellikle şok dayanımlı çelikler ile yay çeliklerinde kullanılan silis, yüksek miktarda (% 1 in üstünde) katılırsa, yüksek sıcaklıklardaki tufal oluşumunu yavaşlatır. o. Vanadyum (V): Önceleri cüruf pisliklerini ve azotu azaltmak için kullanılmış ancak daha sonra kesme yeteneğini geliştirdiği saptanmış olan bu eleman minimum % 1 oranında olmak üzere yüksek hız çeliklerinde daima bulunur. Genellikle % 2-3 civarında katılır. VC ve V 3 C 4 şeklinde çok kararlı karbürler oluşturur; bu karbürler normal östinitleme sıcaklıklarında çözünmezler ve böylece dane büyümesine karşı çok etkili bir engel oluştururlar. Özellikle yüksek hız çelikleri östenitlenirken solidus noktasına yaklaşan sıcaklıkta dane büyümesini engelleyen bu karbürlerin varlığı ısıl işlemde ortaya çıkabilecek çok önemli sorunların önüne geçer. Oluşturduğu karbürler çok serttir; V 3 C 4 en sert karbür olarak bilinir. Krom ve molibden ile birlikte çeliğin aşınma direncini çok arttırır ve kesme takımlarının ömrünü uzatır. Taşlanabilirlik özelliği azalır. Östenit bölgesini daraltır ve Curie sıcaklığını (A 2 ) yukarı kaydırır.
22 22 Yüksek hız çeliklerinde, sıcak iş çeliklerinde, sürtünmeye dayanıklı çeliklerde kullanılır. Kızıl sertliği arttırmak için de kullanılan bu eleman, ayrıca menevişlenmiş çeliklerin kaynak yapılma özelliğini de geliştirir. p. Hidrojen (H): Zararlıdır, gevrekliğe sebep olur. uzama ve kısalma değerlerini düşürür. Asit kaynaklı hidrojen atomu yüzeye nüfuz ederek kabarcıklar oluşturur. Nem kaynaklı hidrojen ise yüksek sıcaklıklarda karbonsuzlaşmaya neden olur. r. Volfram (W): Çok güçlü bir karbür yapıcıdır, bu karbürler çok sert olur. tokluğu iyileştirir. Sürünme ve yüksek sıcaklıklarda aşınma dayanımını geliştirir. Tercihen yüksek hız çelikleri, sıcak iş kalıp çelikleri, sürünme dayanımlı çelikler ve en yüksek sertlikteki elmas çeliklerinde kullanılır. Yüksek hız çeliklerinde % 20 ye varan oranlarda kullanılır. Oluşturduğu W 2 C 6 türü kompleks karbürler, hem aşınma direncini artırır, hem de kızıl sertliğini yükseltir. % 15 oranına kadar çeliğin kızıl sertliğini ve % 20 oranına kadarda kesme performansını lineer olarak artırır. Özellikle W 2 C karbürü çökeltilerinin, çeliğin ikincil sertleşme mekanizmasında önemli bir rol oynadığı saptanmıştır. Tokluğu iyileştirir. Karbürleri yüksek sıcaklıkta oluştuğundan, östenitleme sıcaklığını artırır. Amerikan standartlarındaki T türü yüksek hız çeliklerinin temel alaşım elemanıdır. s. Zikron (Zr): Karbür yapıcıdır. Ayrıca; oksijen, nitrojen ve kükürt giderme amaçlarıyla kullanılır. ş. Niyobyum (Nb): İkincil sertleşme sıcaklığını yükseltir. Güçlü bir karbür yapıcı ve ferrit oluşturucudur. Östenit alanını daraltır. Yüksek hız çeliklerinde diğer elemanların yerine bir katkı maddesi olarak kullanılabilir.
23 23 t. Tantan (Ta): Kızıl sertliği arttırır; ancak % 6 nın üzerinde, oluşturduğu kararlı karbürler yüzünden sertleşebilirliği ortadan kaldırılabilir. İkincil sertleşme geliştirmez, ancak meneviş işleminde en yüksek sertliğin oluşturduğu noktayı 650 o C a kaydırır. u. Titan (Ti): Dane inceltme ve tokluğu iyileştirme amacıyla kullanılır. Döküm sonrası yapıyı iyileştirmek için aşı olarak uygulanır. Ti + V miktarının % 6-7 yi geçmemesine dikkat edilmelidir. ü. Nitrojen (N): Kızıl sertliği arttırmak ve dane büyümesini engellemek amacıyla e kadar kullanılmaktadır. v. Selen (Se): İşlenebilirliği arttırmak için kullanılır. Çelikte bulunan alaşım elemanlarının çeşitli özellikler üzerinde etkilerini Şekil 5 de görebiliriz.
24 24 Şekil 5: Alaşım Elemanlarının Çelik Özelliklerine Etkileri
25 25 III. ÇELİKLERE UYGULANAN TEMEL ISIL İŞLEM YÖNTEMLERİ Çelikte ana ısıl işlem prosedürleri östenit dönüşümünü içerir. Bu dönüşüm ürünlerinin özelliği ve görünüşü çeliğin fiziksel ve mekanik özelliklerini belirler. Isıl işlemde ilk adım östenit oluşturmak için malzemeyi belli bir kritik sıcaklığıyla ısıtmasıyla başlar. Ancak östenitleme konusuna geçmeden önce, daha düşük sıcaklıklarda yapılan tavlama yöntemlerine bir göz atalım. A. ÇELİĞİN TAVLANMASI 1. Perlitik Tavlama (Küreselleştirme Tavı) Alaşımsız çeliklerin yani % C içeren karbon çelikleri için küreselleştirme tavı sıcaklığı A 1 in hemen altında ( o C), % 0.8 den yüksek karbonlu ötektoid üssü çeliklerinde ise A 1 in üzerindedir. Perlitik yapılı bir çelik tavlandığı zaman, sementit lamelleri kısa bir süre sonra karmaşık şekiller alır ve tav işlemine devam edildiğinde lameller uçlardan kürecikler oluşturur. Küreler halinde parçalanırlar. Küreselleşme adı buradan kaynaklanmaktadır. Sıcaklık yükseldikçe bu işlemde hızlanır. Tavlama işlemi A 1 in altında yapıldığı zaman soğuma hızı, oda sıcaklığındaki son sertliğe etki etmez. Tavlama A 1 üzerinde yapıldıktan sonra yavaş soğutma yapılırsa küreselleşmemiş yapı büyük ölçüde aynen kalır. Çelik soğudukça östenitte çözünen karbon, karbür küreleri üzerinde ayrışır. Tav sıcaklığı daha yüksek olduğu taktir de daha büyük miktarda karbür çözünür ve sementit bir lamel şeklinde ayrışır. Dönüşümün olduğu A 1 altındaki pratik sıcaklık (soğuma hızına bağlıdır) elde edilen yapının görünüşünü belirleyen bir faktördür. Dönüşüm sıcaklığı A 1 e yaklaştıkça
26 26 küreselleştirilmiş yapı daha iri ve yumuşak olur. dönüşüm sıcaklığı A 1 den uzaklaştıkça (hızlı soğuma) elde edilen yapı daha ince ve sert, lamel sayısı daha fazla olur. Şu halde karbon veya daha düşük alaşım çeliklerinin küreselleştirme tavı söz konusu olduğunda uygulanacak temel kurallar aşağıdaki gibi özetlenebilir: o C da 2 saat süre ile östenitleme (kısmi) o C a kadar 10 o C/saatlik bir hızla yavaş soğutma - Oda sıcaklığına kadar sürekli soğutma yavaş soğutma fırın içinde yapılmalıdır. 725 o C altındaki sürekli soğutma ise havada yapılabilir. Çelikte başka yapısal hiçbir dönüşüm olmayacağından östenit dönüştürüldükten sonra oda sıcaklığına soğutma mümkün olduğu kadar hızlı yapılmalıdır. Elde edilen küreselleşmiş yapı en düşük sertliğe sahiptir, ancak bu yapı, delme, planya, tornalama veya raybalama gibi bazı işlemler için uygun değildir. Gerektiğinde tav sıcaklığı arttırılarak daha sert ve daha fazla lamelli bir yapı elde edilebilir. Ötektoid üssü çeliklerinin, tane sınırlarındaki sementiti makul bir süre içinde küreselleştirebilmesi için A 1 üzerindeki sıcaklıklarda tavlanması gerekir. % arasında C içeren karbon ve düşük alaşım çeliklerinin, ya da ötektoid üssü çeliklerinin küreselleştirilmesi, uygun tavlamadan önce A 1 in 25 o C altında ön tavlama yapmak veya tav sıcaklıklarını A 1 civarında yükseltip indirmek suretiyle hızlandırılabilir.
27 27 2. Gerilim Giderme İşlemi Çelik plastik olarak işlendiği veya deforme edildiği zaman, soğuk işlenen yüzeylerde gerilmeler oluşur. Bu gerilmeler sertliği bölgesel olarak arttırır ve sürekli işlemeyi giderek daha da güçleştirir. Ayrıca çeliğin daha sonraki ısıl işlemler sırasında eğilmesine yol açılabilir, bu yüzden söz konusu gerilmelerin 1-2 saatlik gerilim giderme tavı ile azaltılması veya yok edilmesi gerekir. Karbon ve düşük alaşım çelikleri için o C, sıcak işlem ve yüksek hız çelikleri için o C sıcaklık gereklidir. Bu işlem herhangi bir faz değişimine neden olmaz, ancak yeniden kristalleşmeye yol açar. Soğuma sırasında ısıl gerilmelerin oluşmaması için, parçaların fırında yaklaşık 500 o C a kadar yavaş soğutulması ve bundan dışarı alınarak havada soğutulması ve bundan sonra dışarı alınarak havada soğutulması iyi bir uygulamadır. Kalıcı gerilmelerden en çok arındırılması gereken çok büyük takımların veya makine parçalarının gerilim giderme işlemlerinde başlangıçtaki soğutma hızı çok düşük örneğin 300 o C altına kadar saatte sadece birkaç o C düzeyinde olmalıdırlar. Takımlar ve makine parçalarının gerilim gidermeden doğan herhangi bir çalışmayı karşılayabilecek yeterli işleme payları ile bırakılması gerekir. Gerilim giderme tavı uygulanacağı zaman ortaya şu soru çıkar: Gerilim giderme tavı belirli bir sıcaklıkta, belirli bir süre ile ile uygulandığı zaman kalıcı gerilim yüzdesi ne olacaktır? Tav sıcaklığı yükselip tav süresi uzadıkça daha az gerilim kalacaktır. Kalıcı gerilim yüzdesini: Kalıcı gerilim/ oda sıcaklığındaki akma dayanımı olarak alırsak Şekil 6 da gösterilene benzer diyagramdan faydalanabiliriz.
28 28 Şekilde ortalama eğriye göre, 450 o C da 1 saatlik bir tavlama sadece % 50lik bir gerilim gidermeye yol açmaktadır. Tam bir gerilim giderme için örneğin 650 o C da 1 saat veya 600 o C da 15 saatlik bir tavlama gerekmektedir. Bu diyagramdan faydalanarak, fazla miktarda yapay oksitlenme olmaması için daha düşük tavlama sıcaklığı ile yeterli süre seçilebilir. Şekil 6: Gerilim Giderme Sırasında Gerilmelerin Zaman ve Sıcaklığın Fonksiyonu. Olarak Değişmesi B. ÖSTENİTLEME İŞLEMLERİ Bir çeliği östenitlemede amaç; daha sonraki soğuma işleminde arzu edilen mikroyapıyı sağlamak içindir. Östenit teşekkülü karbonun diffüzyon hızına bağlı olarak belirli bir zaman aralığında oluşmaktadır. Teknik östenitleme genelde izotermik yani çelik tavlanır ve çözünmeyi sağlayacak miktarda bekletilir.
29 29 Ötektoidaltı ve ötektoidüssü çeliklerde östenitleşme eğrileri farklıdır. 1. Ötektoidaltı Çeliklerin Östenitlenmesi: İzotermik Östenitleme: İzotermik tavlama için, ince parçalar tavlanıp, belli süreler bekletilip, soğutularak değişik mikroyapılar ve mukavemet değerleri kontrol edilir. Şekil 7 de AC 1 b ve AC 1 e veac 3 noktaları görünmektedir. Şekil 7: Ötektoidaltı Çeliklerde Isıl Tavlama İle Östenit Oluşumu

30 30 Şekil 14: Östenit Tane İriliği
31 o C dönüşüm göz önüne alındığında -demir, -demir ve M 3 C değişimleri görülmektedir. AC 1 b noktasında ilk -demir oluşmakta ve zaman geçtikçe AC 1 b-ac 1 e noktaları arasında M 3 C tamamı -demire dönüşmektedir. Bu arada demirinde bir kısmı -demire dönüşür. Bekletme süresi ile, martensit sertliğinin değişimi, AC 3 dönüşüm noktasından hemen sonra karbonun östenit katı eriyiği içerisinde homojen dağılmamasından kaynaklanmaktadır. Karbonun östenit katı eriyiği içerisinde heterojen dağılması halinde, sertleşme yer yer yumuşak noktalara rastlanır. Östenit dönüşümü homojen yapıldıktan sonra, sertlik en yüksek değere çıkar. Bu noktadan sonra, sertlik değeri östenit dönüşüm zamanına bağlı kalmaz. Martensit mikroyapısının sertliği, martensitteki % C oranına bağlıdır. Homojen östenitteki önemli olan noktalardan biri diğeri de östenit dane büyüklüğüdür. Östenit dane iriliği ASTM Standartlarına göre verilmiştir. ASTM ye göre dane irilikleri şekil 8 de verilmiştir. Düşük sıcaklıklarda östenitlemelerde zaman fazla olması yanında ince dane oluşması nedeni ile emniyetli çalışma yapılmış olmaktadır. Yüksek sıcaklıktaki östenitlemelerde, zaman kısa olması yanında dane irileşmesinden dolayı istenmeyen mekanik özellikler olmaktadır.
32 32 Şekil 9: Ötektoid altı Çeliklerde Sürekli Tavlama ile Östenit Oluşumu
33 33 Şekil 10: Ck Çeliğinin Sürekli Tavlanmasında Östenit Dönüşüm Eğrisi 2. Sürekli Tavlama İle Östenitleme: Farklı tavlama hızlarında östenit oluşumunun tespiti için eğri şekil 9 de görülmektedir. Alınan numune belirli tavlama hızlarında AC 1 b, AC 1 e ve AC 3 noktalarından geçirilmektedir. Şekil 10 Ck 45 çeliğinin sürekli sıcaklık-zaman-östenitleştirme eğrisini göstermektedir. Bu eğride östenit dane irilikleri de belirtilmiştir. Bu eğrideki karbürlerin çözümü çok hızlı olduğu için AC 1 e eğrisi yok olmuştur. 1 o C/ saniye tavlama hızı ile östenit teşekkülü 730 o C başlar, 785 o C gelindiğinde AC 3 sıcaklığına erişerek östenit dönüşümü tamamlanır. Sıcaklığın artması ile östenit homojenleşir, östenit dane büyüklüğü de değişmeler olur o C östenit dane büyüklüğü ASTM: o C ise ASTM: 6 olur o C/saniye hızındaki tavlamada ise östenit dönüşümü 790 o C başlar, 910 o C üstünde bir sıcaklıkta östenit dönüşümü tamamlar o C/saniye hızındaki tavlamalarda, östenit dane büyüklüğü çok incedir.
34 34 Sürekli sıcaklık-zaman-östenitleme eğrileri yüzey sertleştirme de kullanılabilecek niteliktedir. Örneğin, indüksiyon yüzey sertleştirme, alevle yüzey sertleştirme vb. C.1. Eş Sıcaklık Tavlaması ve Tam Tavlama Bu işlem önce A 1 üzerinde uygun bir sıcaklıkta östenitleme ve daha sonra da A 1 altındaki dönüşüm sıcaklığına yavaş soğutma işlemlerini kapsar. Eş sıcaklık tavlamasını yapabilmek için sözkonusu çeliğin TTT (eş sıcaklık) diyağramından faydalanılır. Şekil 11 de DIN 42 CrMo 4 çeliğinin TTT diyagramı görülmektedir. Burada 1 nolu eğri tam tavlamayı 2 nolu eğri ise eş sıcaklık tavlamasını göstermektedir. 2 nolu eğri, dönüşüm tamamlandığı zaman çeliğin oda sıcaklığına serbestçe soğutulabileceğini göstermektedir. Sözkonusu çelik için en uygun dönüşüm sıcaklığını bulabilmek için bu çeliğin TTT diyagramı gereklidir. Bu dönüşüm sıcaklığı bulunduktan sonra, şekil 11 den de görüleceği üzere, dönüşümün tamamlanması için uzun süre gerekebilir. Büyük ısı kapasitesi nedeniyle sıcaklıkta gerekli hızı düşmeye olanak vermediğinden pratik nedenlerle böyle bir ısıl işlemin klasik mufl fırınlarında yapılması mümkün değildir. Bunun yerine her biri farklı sıcaklıklarda tutulan iki mufl fırını veya farklı sıcaklık bölgeleri bulunan sürekli fırınlardan faydalanılır. Eşsıcaklık tavlamasından faydalanılarak işlem süresi klasik tam tavlama için harcanan süreye kıyasla önemli ölçüde kısıtlanabilir. Bununla beraber elde edilen sertlik daha yüksektir. AFNOR 15 NC 6 gibi alaşımlı yüzey sertleştirme çelikleri çoğunlukla eş sıcaklık tavlamasına tabi tutulur. Östenitleme o C da yapılır, dönüşüm sıcaklığı o C olup, tamamlanması 2-4 saat sürer.
35 35 Elde edilen yapı kaba ferrit ve perlitten ibaret olup, bir çok işleme yöntemleri için uygundur. Genel olarak belirtmek gerekirse, eş sıcaklık tavlaması düşük karbon ve düşük alaşımlı çeliklerde uygulanır, buna karşılık küreleştirme tavlaması plastik için minimum sertlik, ya da yüksek karbonlu çeliklerde iyi işlenebilirlik istendiği zaman uygulanmaktadır. Şekil 11: DIN 42 Cr, Mo 4 çeliğinin TTT diyagramı (1) nolu eğri tam tavlama (2) nolu eğri eşısıl tavlamanın soğutma eğrileri C.2. Normalleştirme Veya Normalleştirme Tavı Bu işlem çeliğin kabaca sertleşme sıcaklığına eşit bir sıcaklığa ısıtılması, burada dakika burada tutulması ve sonra havada soğutmaya bırakılmasından ibarettir.
36 36 Normalleştirme tavının amacı örneğin dövme veya kaynak için yüksek sıcaklığa ısıtılması sonucu iri taneli hale gelen çeliğin ince taneli bir yapıya getirilmesidir. Normalleştirme esas olarak karbon ve düşük alaşım çeliklerine uygulanır. Bu işlemden sonra elde edilen sertlik, çeliğin bileşimine ve soğuma hızını belirleyen kesit kalınlığına bağlıdır. Ancak normalleştirme sırasında (havada soğutmada) yüzey ile merkezdeki soğutma hızları arasındaki fark azdır. Bu sebepten tek bir soğutma eğrisi parçanın soğumasını oldukça iyi bir şekilde temsil edebilir. Bu tür bir soğuma eğrisi söz konusu çeliğin ZSD diyagramı üzerine konduğunda normalleştirme sonunda beklenen yapı elemanlarının miktarı ile beklenen sertlik değerleri önceden bulunabilir. Özellikle farklı kesitlerdeki dövme parçalar normal olarak normalize edilebilir. Widmanstötten adı verilen yapının ortadan kalkması nedeniyle karbon veya düşük alaşımlı çelik dökümler daima normalleştirilmelidir. Normalleştirme dışında başka tavlama işlemleri de vardır. -Homojenleştirme tavlaması -Yeniden kristalleştirme tavlaması -Hidrojen tavlaması D. SU VERME Sertleştirme, östenitleme işlemi tamamlandıktan sonra, çeliğin östenitleme sıcaklığından, bu çelik için kritik soğutma hızından daha hızlı soğutulmasıdır. Amaç çoğunlukla martensitten oluşmuş su verilmiş bir yapı elde etmektir. Bu yapı uygun sertliktedir.
37 37 Şekil 12 de ZSD diyagramında görülen direk su verme yönteminde şüphesiz ilk sertleştirme yöntemidir. Bu yöntemde çelik parçalar sertleştirme sıcaklığından oda sıcaklığına veya kullanılan su verme ortamının sıcaklığının biraz üstüne kadar hızla soğutulur. Şekil 18: ZSD (TTT) Eğrisinde Kritik Soğuma Hızı Su verme işleminin derecesi, su verme işlemi sırasında aynı anda etkin olan birçok etkene bağlıdır; Bu etkenleri şöyle sıralayabiliriz: a-metalin parçanın kendisi ile ilgili etkenler: -Sertleşebilirliği (çeliğin kompozisyonu) -Hacmi ve şekli (kesit kalınlığı, yüzey alanı) -Yüzey durumu (oksitlenmiş, tufalli metalik ısı transferi katsayısını etkileyen faktörler) b-su verme ortamıyla ilgili etkenler:
38 38 -Su verme ortamının termo-fiziksel özellikleri (viskozite, özgül ısı vb.) -Su verme ortamının sıcaklığı c-su verme dononımı ile ilgili etkenler: -Su verme ortamının karıştırılma hızı -Akış yönü -Su verme ortamının basıncı 1. Suverme makanizması: Buharlaşan suverme sıvıları (su, yağ vb.) suverme işlemi sırasında yüksek sıcaklıklarda buhar oluştururlar. Sıcak bir parçanın buharlaşabilen bir suverme ortamına daldırılması ile üç tipik soğuma aşaması gözlemlenir. a) Buhar örtülü soğuma aşaması: Bu aşama buhar örtü oluşumu ile belirlenir. Yani suverme ortamına daldırılan parçanın etrafı kesiksiz bir su buharı tabakası ile kaplanmıştır. Bu oluşum metal parçanın yüzeyinden çıkan ısı, parça yüzeyinin birim alanında maksimum buhar oluşturacak ısıdan fazla olduğu durumlarda görülür. Bu aşama, yavaş soğuma aşamalarından biridir. Çünkü, parça etrafında oluşan buhar zarfı, bir yalıtkan gibi davranır ve soğuma prensip olarak buhar tabakasından radyasyon yolu ile yayılır. Buharlaşmayan çözeltiden oluşan suverme ortamlarında, bu aşama fark edilmez ve soğuma hemen B aşamasında başlar. Bu durumda su verilen parçadaki sertleşme derinliği daha büyük olur. b) Buhar taşıma ve kaynama aşaması: Bu aşamada ısı transferinin ve bağlı olarak soğuma hızının en yüksek değerlerine ulaşılır. Bu aşama, metal yüzeyi sıcaklığının düşmesi ve sürekli buhar tabakasının bozulması ile başlar. Bu anda su verme sıvısının şiddetli kaynaması görülür ve ısı metal yüzeyinden buharlaşma ısısı olarak çıkar.
39 39 Buhar kabarcıklarının şekil ve büyüklükleri, b aşamasının süresinin kontrolü ve bu aşamada sağlanan soğutma hızı açısından önemlidir. Buhar örtü veya buhar kabarcıkları oluşmasının koşulları, suverilen parçanın şekline de bağlıdır. b aşaması, suverme ortamının kaynama noktasına ulaşıldığında sona erer. c) Sıvı soğuma aşaması: Bu aşamada soğuma hızı B aşamasından daha azdır. C aşaması metal yüzeyinin sıcaklığı su verme sıvısının kaynama noktasının altına düştüğü zaman başlar. Bu sıcaklığın altında kaynama durur ve daha sonra taşıma ve konveksiyon yoluyla yavaş bir soğuma devam eder. Sıvının kaynama noktası ile suverme banyosunun sıcaklığı arasında fark, ısı transferi hızını etkileyen ana etkendir. Su verme ortamının viskozitesi de C aşamasındaki soğutma hızını etkiler. Su verme olayının karmaşık mekanizması, Şekil 20 deki gibi bir soğuma eğrisi geliştirilerek açıklanabilir. Bu şekil östenitleştirme sıcaklığından, soğuk ve uçucu bir suverme ortamına daldırılan silindirik bir test çubuğunun merkez ve yüzeyindeki tipik soğuma eğrilerini göstermektedir. Bu eğriler test parçasının içine yerleştirilmiş termokapıllar yardımıyla ve ısı değişmelerini kaydeden bir yüksek hızlı kayıt makinesi yardımıyla elde edilmiştir. Elde edilen zaman sıcaklık eğrileri su verme sırasında metal yüzeyden su verme ortamına yukarıda bahsedilen ısı transferi aşamalarını belirler. 2 Suverme sırasında, çeşitli su verme ortamlarında, soğuma hızını etkileyen faktörler: a) Suverme ortamının karıştırılması hızı b) İş parçasının kütlesi ve kesit kalınlığı c) İş parçasının yüzey oksitlenmesi d) Suveme ortamının sıcaklığı
40 40 a) Suverme ortamının karıştırılmasının etkileri: Suverme sıvısının dıştan bir etki ile hareket ettirilmesinin bu sıvının ısı transferi özellikleri üzerinde son derece önemli etkisi vardır. bu karıştırma mekanik olarak A aşamasındaki örtünün daha erken kalkmasına neden olur. Ayrıca buhar taşıma aşamasında daha küçük ve daha sık bağlantısız kabarcıklar oluşmasını sağlar. Bu etkilere ek olarak, karıştırma ısınmış sıvının yerine soğuk sıvının gelmesini sağlar. Şurası açıktır ki akış hızının artmasına en büyük etkisi yüzeyin soğuma hızı üzerinde olacaktır. Bu nedenle, örneğin 75 mm çapında bir silindir, suverme yağının akış hızı 500 ft/dak (2.75 m/sn) üzerinde ise 25 mm çapında bir silindir kadar hızlı soğutulabilir. Ayrıca karıştırmanın başlıca yararını durgun yağ ile akış hızı 200 ft/dak olan arasındaki farktan da görebiliriz. b) Kütle ve kesit kalınlığının etkisi: Bir çubuğun merkezinin soğuma hızı elbette, çubuğun çapına bağlıdır. Çubuk çapı ne kadar büyürse soğuma hızı o kadar azalır. Bu değişiklik çeşitli çaplarda karbon çeliklerinde görülebilir. c) İş parçasının yüzey oksitlenmesinin etkileri: şekil 13 de bir alaşımsız çelik (AISI 1095) ve bir 18-8 paslanmaz çeliğin soğuma eğrileri verilmiştir. İki çelikte yağda soğutulmuştur. Bu diyagrama göre ince bir oksit tabakası soğuma hızını arttırırken, kalın bir oksit tabakası soğuma hızını düşürmektedir. d) Suverme ortamının sıcaklığının etkileri: Suverme sıvısının sıcaklığı onun ısı alma özelliğini önemli ölçüde etkiler. Sıvının sıcaklığının artması, buhar örtüsünün parçalandığı karakteristik sıcaklığı düşürür ve böylece A aşamasının süresini uzatır. Böylece ilk soğuma aşamasında soğuma hızını düşürür. Diğer taraftan yüksek sıvı sıcaklığı suverme sıvısının viskozitesini düşürür,

41 41 kabarcık boyutlarını ve hareketlerini etkiler. Böylece soğuma hızının ikinci aşamada artmasına neden olur. üçüncü aşamada soğuma hızı düşer. Bu nedenle su verme ortamının sıcaklığının, suverme işleminde soğuma hızı üzerindeki toplam etkisi, iş parçasının çapına göre değişir. Daha kalın kesitli parçalar için su verme ortamının sıcaklığındaki bir artış elde edilen sertleşme derinliğini az miktarda düşürür. Şekil 13: Soğuma Grafikleri 3. Kesikli veya süreli suverme: Bu yöntem soğutma işlemi sırasında parçanın soğuma hızının belirli bir aşamada ani olarak değiştirilmesi gerektiğinde kullanılır. Normal uygulama iş parçasını önce kısa bir zaman içinde daha şiddetli bir suverme ortamına daldırmak ve parçayı ZSD eğrisinin kritik uzantısının altına kadar soğutmak ve daha sonra parçayı daha az şiddetli bir
42 42 suverme ortamına (yağ) almaktır. Parça buradan martensit dönüşüm sıcaklıklarına yavaş yavaş soğur. Bu su verme yöntemi, boyutsal değişiklikler, çatlama ve bozulma gibi olayları en aza indirmek için sık sık kullanılır. D. MENEVİŞLEME Sertleştirme sonucu oluşan martensit çok kırılgandır ve pratik amaçlar için kullanılan bir çelik menevişlemeden kullanılmaz. Menevişleme genellikle toklukta bir artış ve sertlikte bir yumuşama ile sonuçlanır. Menevişleme işleminin yapısal oluşumu üç aşamalıdır. Sertleştirilmiş bir karbon çeliği, sürekli bir sıcaklık artışına maruz kalırsa, şu aşamalardan geçer: I. 80 o C den 160 o C ye Karbonca zengin E-Karbür fazının çökelmesi. Bunun sonucu martensit matrisdeki karbon yaklaşık % 0.3 e kadar düşer. II. 230 o C den 280 o C ye _ Kalıcı östenitin, beynit benzeri bir yapıya ayrışması. III a.160 o C den 400 o C ye E-Karbür yerine sementit oluşumu ve büyümesi III b. 400 küreselleşmesi o C den 700 o C ye Sementit büyümesinin sürmesi ve sementitin Yüksek alaşımlı krom çelikleri, sıcak-iş çelikleri ve yüksek hız çelikleri için, kalıcı östenitin ayrışma sınırları daha yüksek sıcaklıklarda olur. Ayrışma ürünü, yani beynit veya martensit oluşumu, menevişleme sıcaklığına bağlıdır. Beynit oluşum izotermaldir yani menevişleme işlemi sırasında sabit bir sıcaklıkta olur. buna karşı martensit, çelik menevişleme sıcaklığından soğutulurken oluşulur. Menevişleme işlemine, suverme işleminden hemen sonra çelik o C ye soğuduğunda başlanmalıdır. Bazı hallerde
43 43 parçanın menevişleme işleminden önce oda sıcaklığına kadar soğumasına izin verilirse, çatlaklar oluşur. Menevişleme için ısıtma işlemi konveksiyon tipi muf veya çukur fırınlarda veya menevişleme işlemlerinde kullanılan bir tuz banyosunda yapılır. Karmaşık şekilli aletlerin menevişleme sıcaklığına ısıtılmaları yavaş yapılmalıdır. Menevişlem sıcaklığına ısıtılırken parçaların bu sıcaklığa gelmeleri aşağı yukarı menevişleme sıcaklığından bağımsızdır. Bu sıcaklık çok yüksek veya düşük olabilir. Bunun nedeni yüksek sıcaklıklarda radyasyon etkisi ile ısıtma hızı daha büyük olur. Bu nedenle menevişleme sıcaklığına ısıtma süresi yalnız kesit kalınlığına (çubuğun çapına) bağlıdır. Her fırın için, çeşitli çaplarda test örnekleri ile yeterli eğri çizilebilir Menevişleme sıcaklığında bekleme süresi: Menevişleme işleminin aşamaları hakkında daha önce yaptığımız açıklamalara göre, martensit ve kalıcı östenit çeşitli yapısal fazlara dönüşür. Bu dönüşüm yalnız sıcaklığa değil, zamana da bağlıdır. Bu nedenle bazı durumlarda zaman etkeni çok önemlidir. Hollomon ve Jaffe menevişleme işlemindeki bu zaman-sıcaklık ilişkisini incelemiştir ve menevişleme parametresi (P) olarak isimlendirilen bir formül geliştirmişlerdir. P = T (k + logt) Burada ; T = menevişleme sıcaklığı ( o K) k = katsayı (k = 20 ) t = menevişleme süresi (saat) 450 o C ye kadar olan sıcaklıklarda zaman çeliğin menevişlemeden sonraki sertliğini çok az etkilemektedir. Bununla beraber daha yüksek sıcaklıklarda zaman etkeni önemlidir. Elde edilen değerler, aynı çelik için ana eğri de toplanır. Her çeliğin P değeri o çeliğin ana eğrisindeki bir sertlik değerinin karşılığıdır.
44 44 E.1. MARMENEVİŞLEME Çeliğin marmenevişlenmesi: Östenitleme sıcaklığından bir sıcak yağ veya tuz banyosu yardımıyla, Ms (martensit oluşum) sıcaklığının biraz üzerine kadar ani soğutmak, bu sıcaklıkta bütün parça aynı sıcaklığa gelene kadar bekletmek ve daha sonra havada soğumaya bırakmak şeklinde olur (Şekil 14). Şekil 14: Marmenevişleme Şekil 15: Geliştirilmiş Marmenevişleme Parça oda sıcaklığına soğurken, martensit oluşumu parçanın her yerinde hemen hemen aynıdır ve böylece çok fazla miktarda kalıcı gerilim bozulma olmaz. Marmenevişlenmiş parça oda sıcaklığına geldikten sonra, diğer suverilmiş parçalar gibi normal menevişleme işlemine tabi tutulur. Marmenevişleme sırasında son soğuma aşaması oldukça yavan olduğundan, ağır ve hafif kesitler yüzünden merkeze hemen hemen aynı zamanda dönüşüme uğrarlar. Böylece marmenevişleme, normal su verme işlemlerinde görülen, eşit olmayan dönüşümler ve ısısal gerilimler sonucu ortaya çıkan bozunma ve boyutsal değişiklikleri en aza indirir. Çoğu hallerde marmenevişlemede, normal suverme işlemlerinde parçanın bozunmasını önlemek için kullanılan suverme aparatlarına gerek duyulmaz.

45 45 Böylece taşıma ve işleme masrafları da azalır. Şekil 15 da geliştirilmişmarmenevişleme işlemi görülmektedir. Bu yöntemde, standart marmenevişlemeden tek fark, suverme banyosunun sıcaklığının Ms sıcaklığının hemen altında 95 o C sıcaklığa kadar olmasıdır. Böylece daha hızlı soğutma hızları elde edilebilir. Marmenevişleme işleminde kontrol edilmesi gereken değişkenler: Östenitleme sıcaklığı, marmenevişleme banyosunun sıcaklığı, parçanın marmenevişleme banyosunda bekleme sıcaklığı, tuz banyosunun kirlenmesi, soğutma hızını arttırmak için tuz banyosuna su ilavesi, karıştırma ve marmenevişleme banyosundan soğum hızı. Şekil 16 nin sol kısmında düşük sertleşebilirlikleri nedeniyle marmenevişlemeye uygun olmayan çelikler, sağ tarafta ise marmenevişlemeye uygun çelikler verilmiştir. Şekil 16: Çeşitli Çeliklerin ZSD Eğrileri
46 46 E.2. OSMENEVİŞLEME Osmenevişleme, bir demir alaşımının perlit dönüşüm bölgesinin altında ve martensit dönüşümün bölgesinin üstünde, eşsıcaklıkta dönüşümüdür. Çeliğin osmenevişlemesinde: 1. Östenitleme sıcaklığına kadar ısıtılır o C de sabit sıcaklıkta bir banyoda suverilir. 3. Bu banyoda sabit sıcaklıkta bir banyoda suverilir. 4. Genellikle havada oda sıcaklığına soğutulur. Osmenevişleme, aşağıdaki nedenlerden dolayı bilinen suverme menevişleme işlemi yerine kullanılır: a) Daha üstün mekanik özellikler elde etmek b) Çatlak ve şekil bozulması olasılığını azaltmak aşağıdaki tablo üç yöntemle ısıl işlemi yapılmış alaşımsız AISI 1095 çeliğinin mekanik özelliklerindeki farkı gösterir.
47 47 Gerçek bir osmenevişleme için, metal östenitleme sıcaklığından ösmenevişleme banyosunun sıcaklığına hızla soğutulmalı ve bu sırada östenitin dönüşmesine olanak verilmemelidir. Menevişleme banyosu sıcaklığında da östenitin tamamen beynite dönüşmesine olanak vermek için yeterli süre bekletilmelidir. Bazı uygulamalarda, ösmenevişleme bilinen suverme ve menevişleme işleminden daha ucuzdur. Bu durum özellikle otomatik sürekli ocaklarda küçük parçaların işlenmesi sırasında ortaya çıkar. Böyle uygulamalarda, bilinen su verme ve menevişleme işlemi üç aşamalı bir çalışma gerektirirken, osmenevişleme de sadece iki aşamalı bir çalışmaya gerek duyulur. Osmenevişlemede en çok kullanılan suverme ortamı ergimiş tuz banyolarıdır. Bunun nedeni: - Hızlı ısı transferi özellikleri - Buhar örtü aşaması sorununun ortadan kalkması - Çok geniş bir sıcaklık aralığında viskositesinin aynı olması - Viskositesinin osmenevişleme sıcaklığında düşük olması ve bu sayede kayıpların en aza inmesi -Suda tamamıyla çözünür olması; böylece daha sonraki temizleme işlerini kolaylaştırması. Kesit Kalınlığı Sınırlamaları: Bir parçanın başarıyla osmenevişlenebilmesinin saptanması için, maksimum kesit kalınlığının etkisi ağırlıktan daha önemlidir. Eğer tam bir beynitik yapı gerekiyorsa, alaşımsız çelik türleri en fazla 5-6 mm kesit kalınlığına kadar osmenevişlenebilirler. Bazı alaşımlı çelik türleri için kesit kalınlığı 20 mm ye kadar çıkabilir. Osmenevişleme uygulanacak parçalar, küçük çaplı çubuklardan veya levhalardan küçük kesitli plakalara kadar değişir. Osmenevişleme özellikle 50 HRC civarında, yüksek darbe dayanımı istenen ince kesitli karbon çeliği parçaları için elverişlidir.
48 48 IV. SERTLEŞEBİLİRLİK VE ÖLÇÜM YÖNTEMLERİ A. SERTLEŞEBİLİRLİK Sertleştirme işlemi sonunda, bir çelik parçasının yüzeyden çekirdeğine doğru yarıçapı boyunca sertliğinin ne kadar ilerlediği o çeliğin sertleşebilirliğine bağlı olarak değişir. Eğer sertlik derinlemesine ilerlememişse böyle bir çelik için düşük sertleşebilirliği olan çelik ifadesi kullanılır çeliğin derinlemesine sertleşmesini artırmak için iki metot vardır. 1. Metot: Çeliğin kimyasal bileşimindeki alaşım elementleri miktarı arttırılarak zamansıcaklık-dönüşüm eğrisinin burun kısmı sağa doğru kaydırılabilir. Bu, çeliğin kritik soğuma hızının yavaşlatılması demektir. Böylece aynı sertleşme şartlarında daha yüksek sertlikler ve daha fazla sertlik derinlikleri sağlanır. Bu şekil 18 de görülmektedir. Şekil 17: alaşım elemanlarının TTT eğrisi üzerindeki etkisi
49 49 2. Metot: Çeliğin kimyasal bileşiminde herhangi bir değişiklik yapılmadan, sertleştirme ortamının soğutma şiddeti artırılarak veya parçanın ortamda hareketi sağlanarak soğuma hızı artırılır. Böylece daha yüksek sertlikler ve daha fazla sertlik derinliği sağlanır (Şekil 18). Şekil 18: Su verme ortamının etkisi Yüksek ve derin sertlik sağlamak için, soğuma hızının artırılması, sertleştirme esnasında parçanın çarpılma ve çatlama tehlikesini artıracağı için, daha yaygın olan alaşımlı çelik kullanılır. Sertleşebilirlik, başka bir ifade ile sertleşme anında malzemenin mikro yapısının östenitten martensit yapıya dönüşüm oranı olarak ifade edilir. Sertleşebilirlik, malzemenin sertleşme sonucunda % 50 martensit dönüşümü sağlayabildiği noktaya kadar geçerlidir.
50 50 Sertleştirme sonucu sağlanan sertlik, çeliğin karbon miktarına bağlıdır. Sertleşme anındaki soğuma hızı kritik soğuma hızından düşükse, sertlik yüksek oluşur fazla ise sertlik düşük oluşur. Sertleşme derinliği, bütün çelikler için çok önemli olduğu için şekil 19 da görüldüğü gibi diyagramlar halinde verilir. Şekil 19: Çelikteki alaşım elemanlarının sertleşebilme derinliğine etkiler
51 51 Bazı diyagramlarda ise sertleşme derinliği belli çaplar için soğutma ortamları belirtilerek verilir. Temel sertleşebilirlik datasının çelik tüketicileri ve ısıl işlemciler için önemli bir kullanımı olduğundan, sertleşebilirliğin saptanabileceği şu yöntemler geliştirilmiştir. B.1. JOMİNY ÜÇ SU VERME SERTLEŞEBİLİRLİK DENEYİ Uluslararası düzeyde standartlaştırılmış detayları Türk Standartları 1381 de verilen deney için 25 mm çapında 100 mm boyunda bir deney parçası hazırlanır. Uygun östenit sıcaklığında homojen olarak 30 dak. Tavlanır ve ocaktan alınarak en fazla 5 saniye içinde deney cihazına yerleştirerek alt düzeyine su püskürtülür. Su püskürme zamanı en az 10 dakikadır. Parça uzunluk ekseni doğrultusunda karşılıklı iki yüzeyi 0.4 mm derinlikte taşlanır ve soğutulmuş uçtan itibaren 1, mm uzaklıklarda HRC ölçümleri yapılır. Uzaklıklar yatak ve bunların karşılıkları olan sertlikler düşey eksen üzerinde işaretlenerek bir grafit çizilir (Şekil 20).
52 52 Şekil 20: Jominy deney parçası ve sertlik eğrisi Jominy deney parçasındaki her nokta, belli soğuma hızına sahip olduğundan ve tüm çelikler için ısı iletimi aynı kabul edildiğinden, deney parçasının kimyasal bileşimi dikkate alınmaksızın, parça üzerindeki belli noktalar için aynı soğuma hızları elde edilir. Böylece her deney parçası, su püskürtülen uçtan itibaren havada soğuyan dip kısmına kadar değişen bir seri soğuma hızına sahiptir. Sonuçta değişik soğuma hızlarına bağlı olarak, deney parçasının değişik noktalarında çeşitli mikro yapılar elde edilir.
53 53 Şekil 21: SAE 4140 çeliğinin ZSD diyagramı ve Jominy deney parçasının çeşitli noktalarında elde edilen soğuma eğrileri Jominy eğrileri, USA da 20 yıldan fazladır H çelikleri adı altında kullanılan çeliklere uygulanır. Jominy eğrileri çeşitli ortamlarda soğutularak sertleştirilmiş farklı boyutlardaki çelik çubuklarda beklenilen sertlik dağılımını tahmin etmede kullanılır.
54 54 Jominy numunesinin farklı mesafelerdeki pratik soğuma hızları, çeşitli ortamlarda soğutulmuş farklı çaplardaki çubuklarda pratik soğuma hızları ile mukayese edilir. Bundan şu görülür ki, örneğin 14 mm gibi bir jominy mesafesindeki soğuma hızı, eğer tüm çubuklar normal bir karıştırma yapılmış bir yağda sertleştirildiği taktirde 75 mm çaptaki yüzeyin 2 mm altındaki bir noktada soğuma hızı ile veya 50 mm çapındaki çubuğun yüzeyinin 10 mm altındaki veyahut 39 mm çapındaki merkezindeki soğuma hızı ile aynıdır. Şekil 22: 75 mm çapında BS 708 A42 çeliğinin enine kesit sertliği. Bu eğri Jominy. eğrisinden elde edilmiştir. Tablo 1: Su verme şiddeti katsayısı H. Soğutma ortamı Karıştırma Yağ Su Tuzlu Su Yok... 0,25-0,30 0,9-1,0 2,0 Yumuşak... 0,30 0,35 1,0 1,1 2,0 2,0 Orta... 0,35 0,40 1,2 1,3 İyi... 0,4 0,5 1,4 1,5 Kuvvetli... 0,5 0,8 1,6 2,0 Şiddetli... 0,8 1,1 4,0 5,5
55 55 Belli bir çelik cinsi için, bir çubuğun enine sertliğini öğrenmek isteyelim. Diyelim ki, çubuk 100 mm çapında ve çok iyi karıştırma sağlanmış bir ortamda (H = 0.5) su verilmiş olsun. Bu eğride çubuk yüzeyinde olması gereken sertlik, Jominy eğrisinde 12 mm tekabül eden sertliğe eşdeğerdir. Eğriden tespit edilirse, Jominy eğrisinde 17 mm bir mesafe sertliğine eşdeğerdir. Bu sertlik aralığı e = r/r = 0.9 olduğu için r = 0.9 x 50 = 45 mm yani yüzeyin 5 mm altındaki sertlik değeridir. Benzer usulde diğer diyagramlara bakarak birbirleriyle ilişkili Jominy mesafeleri ve sertlik zonları elde edilebilir. Buraya kadar anlatılanlar dairesel kesitli parçalar için geçerlidir. Kare ve dikdörtgen kesitli çubuklar sertleştirildikleri zaman, bu kesitler tahmin yapılarak diyagramlar mevcut olan eşdeğerlikli dairesel kesitlere çevrilmelidirler. Örneğin 125 mm kalınlığında ve sakin yağda sertleştirilmiş bir plakanın, 180 mm çapındaki yuvarlak bir çubukla aynı soğuma şiddetine maruz kaldığı düşünülür. Uluslararası standart çelik gruplarının toplanması ve düzenlenmesine bağlı olarak, kare ve dikdörtgen kesitlerin eşdeğer dairesel kesitlere çevrilebildiği bir çevrim diyagramı oluşturulmuştur (Şekil 23).
.")
56 56 Şekil 23: Dikdörtgen kesitler ve onların eşdeğer dairesel kesiyleri arasındaki karşılıklı ilişki V. DEFORMASYON Boyutsal değişikliklerin ana nedeni soğuma sırasında malzemenin gösterdiği çekme sonucu oluşan gerilmeler (yani ısısal gerilmeler). Diğer önemli bir neden de martensit oluşumu sonucu ortaya çıkan dönüşüm gerilmeleridir. A. ISISAL GERİLMELER Metalik bir malzemenin hızlı ısıtılması ve soğuması sonucunda, Şekil 24 de 100 mm çapında bir çubuğun suda hızlı soğutulması örneğinde görüldüğü gibi, yüzey ve merkez arasında sıcaklık farklılaşması meydana gelir. Yüzey merkezden daha çabuk soğur ve belli bir t zamanında yüzey ve merkez arasındaki sıcaklık farkı en yüksek değerine ulaşır. Bu farklı soğuma sonucu yüzeyde çekme gerilimleri ve iç kısımda basma gerilmeleri oluşur. Eğer malzeme bu gerilmeleri özümseyecek kadar plastik bir yapıya
57 57 sahipse, yüzey tabakasının gerilim diyagramı Şekil 24 de a eğrisinin şeklini alır. yüzey ve merkez arasındaki ısı farklılığının giderilmesinden sonra gerilmede sıfıra düşer. Çeliğin akma sınırı yüksek sıcaklıklarda, oda sıcaklığındaki değerinin oldukça altında olduğu için malzeme plastik bir sünme gösterir. Bunun sonucu yüzey gerilim diyagramı Şekil 24 b eğrisi gibi olur. Su verilmiş bir çubuğun merkezindeki gerilmeler c eğrisinde gösterildiği gibidir. Belirli bir T zamanı geçildiğinde merkezdeki çekme yüzeye doğru kayacaktır. Diğer bir deyişle belirli bir T = 0 zamanında gerilmeler dengelenecek (Şekil 24), ve oda sıcaklığına inildiğinde yüzeyde basma gerilmeleri, merkezde çekme gerilmeleri oluşacaktır. Çubuk oda sıcaklığına soğutulduğunda, gerilim dağılımı Şekil 24 nin alt sağ kısmında görüldüğü gibi olacaktır. Yani merkezde çekme, yüzeyde basma gerilimleri. Şekil 24: Soğuma sırasında ısısal gerilimlerin gelişimi.
58 58 Şekil 25: Düşük karbonlu alaşımsız çelikten plakanın soğutulması ile oluşan boyutsal değişiklikler. Su verme ortamının şiddeti ve çubuk çapının artması gerilimlerin şiddetini de arttırır. Isısal gerilmeler malzemesi yuvarlak hale getirecek bir şekil değişikliğine zorlar. Bu nedenle yuvarlak bir şekle sahip olmayan parçalarda şekil değişikliği bu yönde olur. küp şeklindeki parçalarda yüzey bombelenir, tetragonal parçalar kalınlaşır ve kısalır ve plaka halindeki parçalar aynı zamanda kalınlaşır ve çekerler. Şekil 25 de 200 x 200 x 200 mm boyutlarında karbon çeliği plakanın soğutma hızından nasıl etkilendiği gösterilmektedir. Bu şekildeki a plakası bir bütündür, b plakasının ortasında 100 x 100 mm boyutlarında bir kare delik vardır. boyutsal değişiklikleri daha iyi inceleyebilmek için, bunlar daha büyük bir ölçekle çizilmişlerdir. Şekil 25 de
59 59 görülmektedir ki, daha hızlı su verme, boyutsal değişmelerinde daha hızlı olmasına neden olmaktadır. Isıtma sıcaklıklarının da soğutma sırasında oluşan boyutsal değişmeler üzerinde önemli etkisi vardır. soğutma sırasında sıcaklık düşüşü ne kadar fazla olursa, boyutsal değişme de o oranda fazla olur. Çeliğin yüksek sıcaklık dayanımı da önemlidir. Yüksek sıcaklık dayanımı en iyi olan çelik 18/8 çeliğidir. En iyi boyutsal kararlılık gösterir. B. DÖNÜŞÜM GERİLMELERİ Isıtma ve soğutma işlemleri sırasında, çelikler çok sayıda yapı dönüşümlerine uğrarlar. Çeşitli yapı bileşenleri farklı özgül hacimlere sahiptir (Tablo 1). Tablo 1:
60 60 Östenit veya martensit içinde çözünmüş karbon miktarının özgül hacim üzerinde oldukça fazla bir etkisi vardır. Uzunluktaki değişmeler bir kilometre (iki kuartz çubuk arasına yerleştirilmiş bir çelik çubuk) yardımıyla ölçülebilir. Uzunluktaki değişmeler ısıtma ve soğutma sırasında ölçülür. Isıtma sırasında, A c1 sıcaklığına kadar sürekli bir uzunluk artışı olur. A c1 sıcaklığında östenit dönüşümü başladığından çelik çekmeye başlar. Östenit dönüşümü tamamlandıktan sonra uzunluk tekrar artar. Bununla beraber boyutsal genleşme katsayısı östenitte ve ferritte farklı farklıdır. Soğuma sırasında ısısal çekme meydana gelir ve martensit oluşumu sırasında çeliğin uzunluğu artar. Bu nedenle sertleştirme sırasında daima bir hacim artışı beklemeliyiz. Örneğin alaşımsız yüksek karbonlu çeliklerde tam bir sertleşmenin olduğunu kontrol etmek için hacim artışına bakmalıyız. Martensit ve östenit oranları ile bunların içinde çözünmüş karbon miktarını temel olarak alarak, Tablo 2 nin de yardımıyla, sertleştirme sırasında oluşan hacim değişikliğini hesaplamak olasıdır. Tablo 2: Değişik Fazlara Dönüşüm Sırasında Oluşan Hacim Değişiklikleri
61 61 Sertleştirme sırasında, martensit oluşumu ile meydana gelen hacim artışı karbon yüzdesi ile doğru orantılı olarak artar. Bunun nedeni birim hücre kafesinin artan karbon oranı ile daha fazla bozunmasıdır. Bu hacim artışı aynı zamanda alaşım elemanlarının miktar ve çeşidinden de oldukça etkilenir. En büyük hacim değişikliği, alaşımsız yüksek karbonlu çeliklere su verilmesi işleminde olur. düşük alaşımlı çeliklerin yağda su verilmesi işleminde daha az bir hacimsel artış görülür. En düşük hacim artışı ise yüksek alaşımlı krom çeliklerinin havada sertleştirilmesinde görülür. C. MENEVİŞLEME SIRASINDA BOYUTSAL DEĞİŞME Menevişleme sırasında martensit, ferrit ve sementit oluşturmak üzere ayrışır. Bunun anlamı hacimde sürekli bir düşüş demektir. Yüksek sıcaklıklarda menevişleme sonucu, hacim tekrar artar ve sertleştirme öncesi orijinal değerine ulaşır Menevişleme sırasında martensitin sürekli ayrışması aynı zamanda gerilmelerinde sürekli düşmesine neden olur VI. ISIL İŞLEM TECHİZATLARI Isıl işlemde kullanılan başlıca araçları şöyle sıralayabiliriz. -Atmosfer denetimsiz fırınlar -Atmosfer denetimli fırınlar -Vakum fırınları -Akışkan yataklı fırınlar -Kurşun banyoları -Tuz banyoları
62 62 -Yardımcı araçlar (sıcaklık ölçümü ve denetimi, atmosfer denetimi vs.). -Suverme ortamları A. ATMOSFER DENETİMSİZ FIRINLAR Bunlar otomatik atmosfer denetimi bulunmayan yalnızca yanmalarının ayarlanarak fırın içinde oksitleyici ya da indirgeyi atmosfer yaratabilen tür fırınlardır. Mufla fırın ya da kutu fırın diye anılan bu tür fırınlar fazla ya da elektrikle ısıtılabilirler, ayrıca tam kutu ve yarı kutu türleri olabilir. Kutu fırınların tam kutu fırın ya da kapalı kutu fırın türünde, kesit ve iç görünüş olarak fırın dış çerçevesi içine oturtulmuş ya tuğlamsı ya da ısı dirençli alaşımlardan yapılmış bir kutu bulunur. Yakıcılarda yakılan gazlar bu kutuya girmez ve ısıl işlem gören parçaya değmezler. Bu nedenle gazların işlevi ısı sağlamaktadır; kutuda ise hava kalır. Yarı kutu fırın ya da açık kutu fırın türünde ise fırının tabanından belirli bir yükseklikte tuğlamsı (reflakter) yapılmış bir iç taban vardır; yarı kutu ya da açık kutu görevini bu iç taban görür. Tam kutu fırındakinin tersine yanma gazları ısıl işlem gören çelik parçaya değer ve tepkimeye girer. Bu türlerin kullanımı, özellikle takım ve kalıp çeliklerinin modern ısıl işlem atölyelerinde hemen hemen kalkmıştır. Bunların yerine elektrik ısıtmalı kutu fırınlar almıştır. Bunlar iki türdür: Elektrik direnç çubukları kutunun dışında olanlar düşük ve orta sıcaklık ısıl işlemleri için kullanılır. Daha yüksek sıcaklıklarda yapılacak ısıl işlemler için ise doğrudan ışınımdan yararlanarak takımların ısıtıldığı ışınımlı borulu fırınlar daha uygundur. Olağan kutu fırın biçiminde yere gömülü çukur fırın biçiminde olurlar.
63 63 B. ATMOSFER DENETİMLİ FIRINLAR Bu fırınlar da biçim bakımından kutu fırınlar ya da onların bir başka türü olan çukur fırınlardır. Atmosfer denetimli fırınları bir öncekilerden ayıran, adlarından da anlaşılabileceği gibi, fırın içerisine dışarıdan ve özel olarak hazırlanmış koruyucu bir atmosfer verilmesidir. Bu tür fırın atmosferlerini üretmek için ayrıca gaz üretici ya da atmosfer üretici adı verilen özel aygıt gereklidir. Atmosfer denetimli fırınların atmosfer üretici dışındaki fırının kendisi, atmosfer denetimsiz fırınlarda olduğu gibi gazlı elektrikli ya da ışınımlı olarak ısıtılabilirler. Kuru fırınlarda kutu dışından elektrik direnciyle ısıtılan türleri düşük ve orta sıcaklıktaki ısıl işlemler için kullanılırlar; yüksek hız çeliklerinin gerektirdiği yüksek sıcaklıklara uygun değildirler. Bunların özel karbonlu dirençler kullanılan türleri yüksek hız çeliklerinin östenitleme işlem sıcaklıklarına da ulaşabilirler. Işınımlı borulu fırınlar ise yanma gazlarıyla ısıtılırlar; fakat bu gazlar fırın içindeki ısı dirençli özel boruların içinden geçirilerek ışınım yoluyla ısıtma sağlanır ve ısıl işlem gören çelik parçaya değmezler. Kutu fırınların seçiminde büyüklük ve iç hacim için kesin kurallar yoktur. Ekonomiklik etkeni en önemli etkendir. Fakat uygulama açısından fırın iç hacmi için şöyle genel bir yaklaşım kullanılır: fırın içi ısıl işlem görecek en büyük parçanın uzunluğunun iki katı uzunlukta ve üç katı genişliğinde olmalıdır. Atmosfer denetimli fırınların temel özelliğinin, fırın atmosferlerinin denetlenip ayarlanabilmeleri olduğunu belirtmiştik. Bunlar; istenildiği gibi oksitleyici, indirgeyici ve yansız özellikte üretilebilirler. Ayrıca gaz ortamlarda yapılan karbonlama ve nitrürleme ile karbonitrürleme işlemlerinde de uygulamanın gerektirdiği özellikte gaz karışımları üretilip fırına verilir ve işlem süresince gereken biçimde denetlenip ayarlanabilir.
64 64 Modern gazlı karbonlama atölyeleri hem fırın dışında atmosfer üreteçleri içerir ve hem de fırın atmosferlerini karbonlama işlemi boyunca otomatik olarak denetleyip ayarlayabilecek düzeneklere sahiptir. Çalışma kolaylıkları bakımından ve ayrıca yalıtım üstünlükleri açısından çukur fırınlar bir çok uygulamada yeğlenmektedir. Çukur fırınlarda gazların etkileri ile sıcaklığın eşdağılımlılığını sağlamak üzere, fırın içinde ayrı bir bölmeye yerleştirilen üfleçle de gaz dolaşımı sağlanabilir. B.1. KORUYUCU ATMOSFER a) Genel Özellikleri: Koruyucu atmosferler ısıl işlem sırasında gaz sızdırmaz veya yarı kapalı ocaklarda çeliğin karbon miktarını korumak yani karbonsuzlaşmayı önlemek ve demir ve demirdışı metallerin yüzey oksitlenmesine veya tufalleşmesine engel olmak için kullanılırlar. Başlıca kullanılan gazlar ve reaksiyonlar şunlardır: Oksijen (O 2 ) : Oksijen çelikte demirle reaksiyona girerek demiroksit oluşturur ve karbonla reaksiyona girerek yüzeydeki karbonu düşürür (karbonsuzlaşma). C + O CO Azot (N 2 ) : Molekül halindeki azot ferritle reaksiyona girmek ve eğer tam olarak kuruysa düşük karbonlu çeliklerin tavlanmasında koruyucu atmosfer olarak kullanılabilir. Atomik azot koruyucu bir atmosfer olamaz çünkü demirle birleşerek nitrürler oluşturur. Azot zehirsiz ve alev almaz bir gazdır. Karbon dioksit ve karbon monoksit (CO 2 ve CO) : Östenitleşme sıcaklıklarında CO 2 östenit içinde çözünmüş karbonla birleşerek yani karbon monoksit oluşturarak çelik yüzeyini karbonsuzlaştırır:
65 65 C + CO 2 2 CO Demir ve oksitleri CO 2 tarafından aşağıdaki reaksiyonlara göre yükseltgenirler: Fe + CO 2 FeO + CO 3 FeO + CO 2 Fe 3 O 4 + CO Bu reaksiyonlar, zamana, sıcaklığa ve gazın kısmi basıncına bağlı olarak denge durumuna ulaşıncaya kadar azalan bir hızla devam ederler. Hidrojen (H 2 ) : Hidrojen demiroksiti aşağıdaki reaksiyona göre demire indirger: FeO + H 2 Fe + H 2 O Çelikte hidrojenin karbonsuzlaşma etkisi; sıcaklık, zaman, nem oranı ve çeliğin karbon miktarına bağlıdır. Bu etki 700 o C altında ihmal edilebilir. Fakat bu sıcaklığın üstünde farkedilebilir bir artış gösterir. Hidrojen çelikte çözünmüş karbonla birleşerek metan oluşturur. C + 2 H 2 CH 4 Su buharı (H 2 O) : su buharı demiri oksitler: Fe + H 2 O FeO + H 2 Ve çelikteki karbonla birleşerek karbon monoksit ve hidrojen oluşturur: C + H 2 O CO + H 2 Su buharı çelik yüzeyi ile çok düşük sıcaklıklarda ve düşük kısmı basınçlarda reaksiyona girer. Soğuma sırasındaki mavileşmenin ana nedenidir.
66 66 Hidrokarbonlar : Isıl işlem fırınlarında en çok rastlanan hidrokarbon gazları; metan (CH 4 ), etan (C 2 H 6 ), propan (C 3 H 8 ) ve bütan (C 4 H 20 ) dir. Bu gazların karbonlama eğilimi vardır. bunların sıcak çelik yüzeylerini etkilemekteki kimyasal aktiflikleri, ısısal bozunmalarına ve çok miktarda karbon oluşturmalarına bağlıdır. İş oluşumu hidrokarbonlardaki karbon atomu sayısı ile doğru orantılıdır. Su-gaz reaksiyonları : Bu reaksiyonlarda su buharı ve karbon dioksit oksitleyici, hidrojen ve karbon monoksit indirgeyici gazlardır: Fe + H 2 O FeO + H 2 Fe + CO 2 FeO + CO Değişken olarak oluşan indirgen ve yükseltgen gaz miktarları birbirlerinin etkilerini sıfırlayacak değerlere ulaşabilir. Bu reaksiyonların uygun bir şekilde kontrolü ile; bir nötr indirgeyici veya yükseltgen gaz elde etmek olasıdır. Su gaz reaksiyonlarına göre karşıt reaksiyonlar şu şekilde kontrol edilebilir: CO + H 2 O CO 2 + H 2 Gaz reaksiyonlarına giren gazlar çelik yüzeyini etkileyerek, sistemin sıcaklık ve kompozisyonuna bağlı olan denge durumuna göre yüzeyinin oksitlenmesine ve indirgenmesine neden olurlar. 830 o C de karbon dioksit ve su buharının oksitleyici potansiyelleri ve karbon monoksit ve hidrojenin indirgeyici potansiyelleri eşittir. Bu nedenle bu sıcaklıkta su-gaz reaksiyonlarının denge sabiti birdir. 830 o C üzerinde, karbondioksit su buharından daha güçlü bir oksitleyici ve hidrojende karbon monoksitten daha güçlü bir indirgeyicidir. 830 o C altında bu durumun tam karşıtı geçerlidir.
67 67 b) Koruyucu atmosfer Türleri: Kontrollü (koruyucu) atmosferler, Amerikan Gaz Birliği tarafından, hazırlama yöntemleri ve kullanılan orijinal bileşenlere göre altı ana gruba ayrılmışlardır. Bu altı grubun en çok kullanılan dördü aşağıda verilmiştir. -Ekzotermik bazlı atmosferler -Hazırlanmış azot bazlı -Endotermik bazlı atmosferler -Amonyak bazlı atmosfer Her kontrollü atmosfer belli bir oranda su buharı içerir ve bu nedenle belli bir çiy noktası vardır. atmosferin çiy noktası ne kadar düşükse kalitesi o oranda iyidir. Karbon konsantrasyonu arttıkça, çiy noktasının düşmesi gerekir. Eğer yüksek alaşımlı çelik türleri kullanılarak oksitlenme olmayan parlak yüzeyler elde edilmek isteniyorsa atmosferin çiy noktası çok düşük olmalıdır. Yani atmosfer kuru ve su buharından arınmış olmalıdır. c) Güvenlik Önlemleri : Toplam % 5 veya daha fazla patlayıcı gaz (H 2, CO ve CH 4 ) içeren ocak atmosferleri, daima yangın ve patlama tehlikesi oluştururlar. Hiçbir durumda bu atmosferin ocakta C nin altına düşmelerine izin verilmez. Ocak soğutma işlemleri sırasında, bir önlem olarak bu atmosferler, ocak C nin altına düşmeden, patlayıcı olmayan oksijensiz gazların yardımıyla boşaltılırlar. Patlayıcı atmosferler ocak çıkışında yanmış olmalı ve olanaklar dahilinde çıkış binanın dışına verilmelidir. Havalandırma zorunludur, çünkü gazların birikmesi, bu gazlar patlayıcı ve zehirli olması bile, ortamdaki oksijen oranının düşmesine neden olurlar. Hazırlanmış atmosferlerin birim hacimlerinin fiyatı, kullanılacak temel maddenin maliyeti (yani doğal gaz veya amonyak) ve üreten cihazların maliyetine bağlıdır. (Üreteç, jeneratör). Kabaca, eğer ekzotermik bazlı atmosferlerin maliyetini baz olarak (= 0.1) alırsak, diğer gurup atmosferlerin maliyetini şöyle sıralayabiliriz.
68 68 - Hazırlanmış Azot Bazlı Atmosferler : 2 misli daha pahalı - Endotermik Bazlı Atmosferler : 2.6 misli daha pahalı - Amonyak Bazlı Atmosferler : (10 25) misli daha pahalı (a) 1000 ft 3 atmosfer başına, 1000 BTU/ft 3 tabii gaz oranına dayanarak. Diğer gazlarda bu rakam, yüksek hidrojenli suni gaz için 2.0 ile, vasat hidrojen yüksek 00 li suni gaz için 2,5 ile, propan için 0.4 ile ve bütan için 0.3 ile çarpılır. (b) Rakamlar bir birim gaza karşılık düşen havanın birimini gösterir. (1000 BTU/ft 3 düzeyindeki tabii gaz kullanımı esas alınarak) (c) Çiğ noktası soğutma suyu ısısının 10 0 F kadar üzerindedir. Çiğ noktası, dondurulma yolu ile + 40 F derecesine, veya absorbent kule su alma yolu ile 50 F derecesine indirilebilir. (d) Her 1000 ft 3 ısıtma gazı başına 250 ft 3 eklenir. C. VAKUM FIRINLARI Vakum, gaz bulunmama ve tam bir boşluk durumunu simgeler. Bu nedenle ısıl işlemde en iyi atmosfer olarak değerlendirilir. Vakumlu fırınlar 1950 li yıllarda geliştirilmeye başladı. Bunlar önceleri yalnızca elektronik araç ve gereçler için kullanılırken özellikle son yılda ısıl işlem içinde yaygın olarak kullanılır duruma geldiler. Bugün çalışma hacmi 0.03 m 3 den başlayıp 5 10 m 3 çıkan vakumlu fırınlar vardır. Büyük bir çoğunluğu dolumluk fırınlar olmalarına karşın, modern türleri sürekli üretim sağlayabilecek teknolojiyi taşırlar. Hepsinin temlinde kapalı fırındaki gaz ya da havayı bir dizi pompalama düzeneği ile almak vardır. Sanayi uygulamalarında 10-5 torr (1 torr = 1 mmhg) basıncına dek inilebilmektedir. Bunu sağlamak için; 1) torr basınca dek düşebilen mekanik vakum pompaları; 2) Rootes türü, destek pompaları ( tor)
69 69 3) Yüksek vakumu sağlayan ve torr arasında etkili olan yağ yayınım pompaları Isıl işlem için kullanılan vakumlu fırınlar büyük gelişim geçirmiştir. Bunlar ilk uygulamalarda kutu türü sıcak duvarlı vakumlu fırınlar olarak kullanılırdır. Sıcak duvarlı fırın tanımından anlaşılan bunların, dıştan ısıtmalı kutu fırınlar gibi, dıştan ısıtılıp içinde ısıl işlem yapılan vakum kutusunun duvarlarının dolaylı ısıtılmış olmasıdır. Şimdi pek yaygın kullanılmayan bu tür vakumlu fırınlarda kutu, paslanmaz çelik ya da Inconel den yapılır. Dıştan ısıtmayı sağlayan elektrik dirençleri ise nichrome dan seçilirdir. Bunların en yüksek çalışma sıcaklıkları C olduğundan kullanıldıkları ısıl işlemler genellikle tavlama ve menevişleme işlemleridir. Soğuk duvarlı vakumlu fırınlar çeliklerin ostenitleme ve sertleştirme işleminde devrim yarattı denilebilir. Soğuk duvarlı fırınlarda, ısıtıcılar vakum kutusu ya da sandığının içine yerleştirilir ve ışınım ile ısıya karşı bir dizi yansıtıcı ve koruyucular ile desteklenir. Isıl işlem görecek parça refrakter bir metalden yapılmış ve vakum sandığının tam ortasında duran levha üzerine yerleştirilir. Bunun çevresini saran Mo, W ve Ta gibi refrakter metal ya da grafit ısıtıcılar ısıtmayı sağlarlar. Bunları çevreleyen ışınım yansıtıcılar ve hemen arkalarında da yalıtıcı levhalar ile grafit yünü gerekli yalıtımı sağlar. Tüm bu düzenek paslanmaz çelikte yapılmış vakum kutu ya da büyükse kazanı içine oturtulmuştur. Bunun üzerine de soğutma işlevini gören bir soğutma gömleği geçirilmiştir. Bu tür bir fırında ostenitleme işlemi yapıldığında gerekli su verme işlemi olanağının da sağlanması zorunludur. Bu, çoğu vakumlu fırınlarda basınçlı soy gaz püskürtmesiyle sağlanabilir. Yeni geliştirilen bazı vakumlu ısıl işlem fırınları tümleşik türleri oluşturmakta ve yağda su verme düzeneğini de içermektedir. Vakum altında ısıl işlem, diğer yönetmelere göre üstünlükler taşır. İlk yatırımı çok daha yüksek olmasına karşın, belirli koşullar altında sağladığı teknik üstünlükler bazı uygulamalar için bunların semini kaçınılmaz kılabilir. Isıl işlem görecek parçalar soğuk
70 70 konup ısıtıldıklarında ısıl sarsım (şok) geçirmezler. Isıtma ışınımla olduğundan dengeli ve sıcaklık eş dağılımlıdır. Evre dönüşümlerine denk gelen dönüşül sıcaklıklarda, ya da yüksek hız çeliklerinde olduğu gibi ön ısıtma gereken uygulamalarda sıcaklık ve ısıtma hızı istenildiği gibi ayarlanabilir. Soğutma sırasında da sıcaklık eş dağılımlı tutulabildiğinden ve azot gibi basınçlı gazla soğutmalarda parça hiç yerinden kımıldatılmadığından, kasılma çarpılma olasılığı çok azdır. Tüm bu üstünlükler ve ayrıca oksitlenme, karbonsuzlaşma tehlikelerinin bulunmayışı, vakum altında ısıl işlem uygulamasına ağırlık kazandırmaktadır. Gazla soğutarak su verme işlemi düşünül olarak H 2 gazında en iyi sonuçları verir. Fakat bu gazın patlama tehlikesi kullanımını engellemektedir. Bunun yerine sıvı azottan kaynaklanan azot gazı kullanımı çok daha yaygındır. Bunun uygulandığı vakumlu fırınlarda ısıl işlem yapılabilecek takım ve kalıp çelikleri türleri A, D gibi soğuk iş çelikleri ile T ve M gibi yüksek hız çelikleridir. Havada sertleştirilemeyen, W, S, O, L, F ve P türleri gazlı soğutumlu vakumlu fırınlarda ostenitleme ve su verme işlemine uygun düşmezler. Yalnız bunların arasında yağda su vermeye uygun olanlar son 5 6 yıldır geliştirilmiş bulunan vakumlu fırınlarda su verilip sertleştirilebilirler. Ç. AKIŞKAN YATAKLI FIRINLAR Akışkan yatak, beli bir basınçla gelen gazların ya da havanın katı parçacıklardan oluşan bir yığını devindirerek akışkan duruma geçmesiyle oluşturulan ortama verilen addır. Akışkan yatak sıcak gazlarla sağladığında, bir bakıma, sıvı gibi davranır. Akışkan yataklı fırınların tarihçeleri eskiye dayanmasına karşın, bunların ısıl işleme uygulanmaları pek eskiye gitmez. Çalışma ilkesi olarak, ince öğütülmüş Al 2 O 3 gibi katı parçacıklardan oluşan bir yığın, alttan gönderilen basınçlı bir bazla sıvı gibi davrandırılır. Gaz basıncı ile akışkan yatağın akış hızı arasında bir bağıntı vardır. Durgun yatak önce genleşir, daha sonra kabarır ve içinde oluşan kabarcıklarla akışkan duruma geçer. Basınç çok artarsa yatak
71 71 dağılabilir. Genel çizgileriyle akışkan yatak, belirli koşullar altında, gaz basıncıyla belirlenir. Akışkan yataklarının en önemli özelliklerinden biri ısı iletimindeki yüksek verimlilikleridir. Parçacıkların hızlı dolaşım ve devinimleri tuz ve kurşun yunaklarındakine yakın ısıtma hızları ve yap yunaklarındakine yakın soğutma hızları sağlayabilir. Bu bakımdan,16 mm çapında çelik çubuklar üzerinde yapılan deney sonuçlarında görüldüğü gibi akışkan yatlar hem ısıl işlemlerde hem de su verme işlemlerinde kullanılabilmektedir. Bazı tür akışkan yataklı fırınlarda, akışkan yatak içinde sağlanan bir yanma ortamın ısınmasını sağlar. Yanma gazları ayarlanarak akışkan yatak içinde istenilen özellikte atmosfer yaratılabilir. Azot gibi taşıyıcı gazlar kullanarak düşük sıcaklıklarda uygulanan yüzey sertleştirme işlemleri bile yapılabilmektedir. Diğer gaz ortamlı fırınlarda olduğu gibi gaz yakıt / hava karışım oranını ayarlayıp, ortam oksitleyici ya da yansız duruma getirilir. Ayrıca, propan gibi hidrokarbon gazları kullanarak karbonlama işlemi uygulanmasına da açıktırlar. Akışkan yataklı fırınların çok çeşitleri vardır. Bunlar elektrik ısıtmalı ve gaz yanmalı olabildikleri gibi, atmosfer denetimli ile kapalı düşük sıcaklık uygulamalı olanları da vardır. Isıl işlem uygulamalarında kullanılabildikleri sıcaklık aralığı C arasındadır. D. KURŞUN BANYOLARI Erimiş kurşun banyoları genellikle C arası sıcaklıklardaki ısıl işlemler için kullanılır. Alt sıcaklık kısıtı kurşunun donup takımların yüzeyine yapışmaması için, üst sıcaklık kısıtı ise kurşunun buharlaşmaması ve kullanılan potaların ömrünün çok kısalmaması için seçilir. Potalar ya dökümden yapılır ya da presle biçimlendirilmişlerdir. Bunlar zamanla çatlayıp kaçak yapabildiklerinden, sıcaklığı çok yüksek tutarak bu tehlike artırılmamalıdır.
72 72 Kurşun çok zehirli bir metal olduğundan, sağlığı korumak açısından her türlü gerekli önlem alınmalı ve ayrıca kurşun banyolarının üstüne mutlak çeker ocaklar kurulup çalıştırılmalıdır. Erimiş kurşun havayla temas edince kolayca oksitlenir ve bu erimiş kurşunun yüzeyinde yüzen bir küme oluşturur. Isıl işlem sonunda çelik parça erimiş kurşun ortamdan çıkarılırken, bu oksitlerde çelik yüzeylere yapışır ve su verme işleminde yapıştıkları yerlerde yumuşak bölgecikler oluştururlar. Ostenitleme işlemi kurşun banyolarda yapılan takım çeliklerinde ayrıca karbonsuzlaşmaya da neden olurlar. Erimiş kurşun banyolarını oksitlenmeye karşı korumak amacıyla üstleri 3 5 cm kalınlığında odun kömürü tozu ile örtülür. Bir başka yöntem ise erimiş kurşunun üstünde yüzen bir erimiş tuz katmamı oluşturmaktır. Bu amaçla % 50 NaCl % 50 CaCl 2 karışımını kullanılabilir. Bu karışım önce ayrı bir yerde eritilip, doldurulur. Katılaşmış bu tuz karışımı karılıp hazırlanır ve erimiş kuşunun üstüne bırakılıp erimiş bir örtü oluşturulur. Erimiş tuz örtüsü özellikle suda sertleşen (W) türü takım çelikleri için çok uygundur. Takımı erimiş kurşundan çıkarılırken çelik yüzeyler koruyucu bir tuz katmanı ile kaplanmış olur. Su verme işlemi sırasında da bu tuz katmanı çözünerek yüzeyden ayrılır. Bunun etkinliğini artırmak için su verme işleminin taze ve akar su altında yapılması gerekir. (O) türü yağda sertleşen takım çeliklerine ise odun kömürü tozu örtüsü altında ısıl işlem uygulanması daha uygundur. Çünkü tuz yüzeye yapışırsa, bunu yağda su verme işlemi sırasında yağ içinde çözündürme olanağı yoktur. Kurşun banyoları gaz, yağ ya da elektrikle ısıtılabilen potalı fırınlarıdır. Fakat yukarıda değinilen sorunlardan dolayı bunlar yerlerini tuz banyolarına bırakmışlardır.
73 73 E. TUZ BANYOLARI Erimiş tuz banyoları, takım ve kalıp çeliklerinin ısıl işlemlerine en uygun olanları ve en yaygın olarak kullanılanlarıdır. Değişik tuz karışımları kullanarak, düşük sıcaklıklardan yüksek hız çeliklerinin ostenitleme sıcaklıklarının üst kısıtına dek geniş bir sıcaklık aralığı kapsanabilir. Hem sıcaklık aralığının genişliğinden ve hem de tuz karışım işlemlerinin istenilen kimyasal etkiyi yaratacak biçimde ayarlanabildiğinden tuz banyoları ön ısıtma, ostenitleme, kesintili su verme, marmenevişleme ve osmenevişleme, menevişleme vb. ısıl işlemlere uygun düştükleri gibi ayrıca karbonlama, nitrürleme, siyanürleme gibi yüzey sertleştirme işlemlerine de yatkındırlar. Su verme işleminden sonra taşlanamayan ve ok düzgün yüzeyler gerektiren takımlar ile keski uç ve ayrıt gerektiren takımların ısıl işlemleri için en uygun ısıl işlem ortamları tuz banyolarıdır. Tuz ortamların bileşimleri denetlenerek ve uygun olarak ayarlanarak, takım ve kalıplara isteğe karşı karbonlamadan, karbonsuzlaşmaya uğramadan, oksitlenmeden ve en az kasılma ve çarpıklıkla ısıl işlem uygulanabilir. Aşağıda bazı ısıl işlemlere en uygun tuz karışımları kısaca özetlenmiştir. Erimi Çalışma Isıl işlem Sıcaklığı 0 C Aralığı 0 C Önısıtma 1) % 70 BaCl 2 - % 30 NaCl ) % 55 BaCl 2 - % 20 NaCl - % 25 KCl Ostenitleme 3) % BaCl ) % BaCl 2 - % NaCl Su verme 5) % 30 BaCl 2 - % 20 NaCl - % 50 CaCl ) % 55 80NaNO - % KNO
74 74 Erimiş tuz banyolarının en büyük üstünlüklerinden biride hızlı ve çok dengeli bir ısıtma sağlayabilmeleridir. Isıl işlem gören parçada sıcaklık dağılımı eşit ve dengelidir. Isı, iletim yoluyla aktarıldığından erimiş tuz ortamı hızlı ısıtan bir ortamdır. Ayrıca, çeliğin yüzeyi ile gövdesi hemen hemen yanı sürede ısınır ve aralarında sıcaklık farkları pek yoktur. Bu kabımdan hem eş dağılımlı bir sıcaklık sağlanmış olur ve hem de gaz ortamlı fırınların ısıtma sürelerine oranla 1/4 1/6 süresinde ısınmış olurlar. Tuz banyoları gaz ya da yağ yakılarak ya da elektrik dirençleriyle dışardan ısıtmalı banyo türünde olabilir. Dıştan ısıtmalı banyolar tam kuru fırınları andırırlar. Fakat, temelde potalı fırınlardır. Pota ısı dirençli bir alaşımdan dökülür, ısıtma işlemi, pota ile yalıtım sağlayan fırının duvarları arasında olur. İçten ısıtımlı banyolar bunlardan daha yaygın olarak kullanılırlar. Bunlar, metal ya da seramikten mamul pota kullanabilir veya özel tuğla ile örülmüş iç duvarlarla erimiş tuzu doğrudan taşıyabilir. Bu banyoların adlandırılması, ısıtmayı sağlayan elektrotlarının erimiş tuz karışımına giriş biçimine göre yapılır. Eğer elektrotlar üstten daldırılmış konumda ise bu tür dalık elektrotlu fırınlar diye anılır. Elektrotlar fırın duvarları içine alttan gömülü ya da banyo içinde dipte konumlanmış ise batık elektrotlu fırınlar diye bilinir. İçten ısıtımlı tuz banyoları özellikle takım ve kalıp çeliklerinin ısıl işlemlerinde kullanılmaları en verimli fırınlardır. Tüm ısıl işlem için tüketilen elektrik erkinin % si doğrudan ısıtmaya gitmektedir. Halbuki bu gaz atmosferli fırınlarda kullanılan erk in (enerji) yalnız % 50 kadarı ısıtmaya, geri kalanı ise bacadan gider. Takım ve kalıp çeliklerinin büyük bir bölümün ısıl işlemleri, seramik artarlı elektrikli tuz banyolarında yapılır. Tuz banyolarının büyük bir çoğunluğu klorür tuzlarından
75 75 oluşur. Bunların, elektrot ve astar ömürlerine etkileri de işlem sıcaklığına bağlı olarak etkilenir. Bunlarla ilişkin değişik çalışma sıcaklıkları ve elektrot ile astar ömürlerine etkiler aşağıya bir fikir vermek amacıyla çıkarılmıştır. Çalışma sıcaklığı 0 C aralığı Batık elektrotlu fırın Dalık elektrotlu fırın Ömür, yıl Elektrot /4 1/2 Astar /2 İki tür banyo arasında bazı belirgin farklar olduğundan bunlara kısaca göz atmakta yarar vardır; Dalık elektrotlu fırınlar : Gördüğümüz gibi, elektrotları üstten daldırılmış olan tuz banyolarıdır. Bunların seramik astarlı olanları, dıştan ısıtımlı potalı tuz banyolarına oranla, erimiş tuz banyolarının uygulama ve ısıl işlem sıcaklık aralıklarını çok daha genişletip, kullanışlarını yaygınlaştırmıştır. Bunların en önemli üstünlükleri şöylece sıralanabilir. - Elektrotları kolayca değiştirilebilir. - Erimiş tuz banyosuna daldırılmış elektrotlar elektrik enerjisinin daha verimli kullanılmasını sağlar. - Bu elektrotlar, tuzlar katı iken banyonun başlatılmasında kolaylık sağlar: Bir saloma ile iki elektrot arasındaki tuzlar eritilip, hemen akım verilebilir. Bu üstünlüklere karşın dalık elektrotlu fırınlar batık elektrolu fırınlar kadar verimli değildir. Elektrotların tuz banyosuna girdiği alan, diğer türe oranla daha fazla ısı
76 76 yitimine yol açar. Banyonun içi yüksek sıcaklığa dayanıklı ve birbirine geçmeli ateş tuğlasından örülür ve çepeçevre yaklaşık 12 5 cm kalınlığında sıvı dökülebilir ve yapı tuğlası ile yalıtılır. Elektrotların giriş ayakları saçlardan yapılır ve hepsi de su soğutmalıdır. Bu tür elektrotlar 85 0 C civarında kullanıldığında ömürleri yıl arasındadır. Batık elektrotlar aynı koşullarda 4-8 yıl gider. Batık elektrotlu fırınlar: Bu fırınlar ise iki türlü olabilir: elektrotlar ya duvara gömülü durumdadır ya da seramik tabanın dibine oturtulmuştur. Bunların üstünlükleri de şöylece sıralanabilir. - Elektrotlar banyoda çalışma alanını işgal etmediklerinden banyo daha küçüktür. Bu da hem elektrot ömrünü hem de çalışma ekonomisini yükseltir. - Altta ısıtma, konveksiyon akımları yaratarak banyo içinde dolaşım sağlar ve bu da sıcaklığı dengeler. - Üç katmanlı duvarlar, erimiş tuzların delip geçebilmesi için çok kalındır. - Elektrotların konumu, çalışırken ya da bakım sırasında bir zorluk ve tehlike yaratmazlar. Her iki türün iç bölümünde yüksek sıcaklığa dayanıklı ateş tuğlası kullanılır. Yaklaşık % 42 Al 2 O 3 - % 52 SiO 2 içeren tuğlalar iş görür. Bunlar yüksek nitelikli havada donabilen tür bir harç tutturulur. Bu harcın özenle seçilmesi gerekir. Klorür, florür ve nitrat nitrit tuzlarına karşı yenim dirençli olmalıdır. Eğer yalnızca siyanür ya da karbonat tuzları kullanılacaksa kaynaklanmış bir çelik pota en iyi çözümdür. En dış duvarlar niteliksiz ateş tuğlası ya da yağı tuğlası ile örülebilir. İç ve sış duvarlar arasında 50 cm kalınlığında refrakter çimento ile agregat karışımı dökülür. Bu kalınlık, ısıl işlem sırasında dış duvarın en fazla 60 0 C olmasını sağlar.
77 77 Elektrotlar, banyo biçim ve büyülüğüne göre değişik boy, büyüklük ve biçimlerde olular. Hepsi alaşımlardan yapılı ve banyo dışında türü bir çeliğe kaynaklanırlar. Tuz banyolarında önem verilmesi ve özen gösterilmesi gereken bir husus, erimiş tuz karışımının tazelenip yenilenmesi gereğidir. Tuz banyosu, kullanım sonucu oksit metal artıkları ile pislenir. Bunların birikmesi sonucu erimiş tuz banyosu oksitleyici ve karbonsuzlaştırıcı özellik kazanır. Bu nedenle zaman zaman tazelenip yenilenmelidir. Klorür tuzlarından oluşan ostenitleme banyoları silika, metil klorür ya da amonyum klorür ile yenilenebilir. İşlem sıcaklığı yükseldikçe, yenileme de daha sık yapılmalıdır. Elektrotları erimiş tuz banyosunun yüzeyinin üstüne çıkanlarda ferrosilis ya da SiC ile günlük yenileme gerekir C üzerindeki sıcaklıklarda çalışan banyolar günde en az 1 kez yenilenmelidir. Tazeleme ve yenileme işleminde metal oksitleri SiO 2 ile tepkimeye girerek silikatlar oluşturur. Bunlarda çamur olarak dibe çöker. Toplanan çamur zaman zaman alınmazsa, banyo karbonsuzlaştırıcı etki yaratır. Tazeleme ve yenilemede metil klorür üfleme ya da amonyum klorür tabletleri daldırma daha etkin sonular verir. Amonyum klorür, oksitler ile tepkiyerek özgün yansız tuzları oluşturur ve çamur bırakmaz. Çözünmüş metalleri uzaklaştırmak için ise, işlem sıcaklıklarında, erimiş tuz banyosuna grafit çubuk daldırılır. Grafit metal oksitlerini indirgeyip metale dönüştürür. Bunlar da grafite yapışıp ortamdan alınır. Sonra yüzeyi kazınan grafit yeniden kullanılabilir. Erimiş tuz banyolarının karbonsuzlaştırıcı özellik taşır duruma geçip geçmediği, özel deney numunelerine su verilerek anlaşılabilir. Çelik gereken sertliğe çakamıyorsa,
78 78 banyo karbonsuzlaştırıcı özellikledir. Yüksek sıcaklık banyoları % 0.5 den fazla baryum oksit içerdiklerinde, çeliği karbonsuzlaştırırlar. F. YARDIMCI ARAÇ VE AYGITLAR Tüm ısıl işlem süreçlerinde en önemli değişkenler sıcaklık süre, fırın atmosferi ile ısıtma ve soğutma hızlarıdır. Eğer takım ve kalıp çeliklerine gereken doğru sıcaklıkta, gereken doğru süre ve gereken doğru fırın atmosferleri altında ısıl işlem uygulanır ve gerektiği gibi soğutulabilirlerse gerçekte, hangi tür fırın ve aygıtların kullanıldığı pek önemli olmaz. Eğer bu tür uygulama birkaç ayrı tür fırından elde edilebiliyorsa, doğru seçim ekonomiklik etmeni üzerinde yapılır. Hangi tür fırınlar kullanılırsa kullanılsın, denetlenmesi gereken en önemli iki etmen, sıcaklık ile fırın atmosferinin daha doğrusu ısıtma ve soğutma ortamlarının bileşimidir. G. SU VERME ORTAMLARI 1. Bir su verme ortamı seçildiğinde, daima şunları aklımızda bulundurmalıyız. Gereken su verme ortamının şiddeti, setleştirilecek çeliğin kompozisyonuna ve su verilecek parçanın kesit kalınlığına bağlıdır. Alaşımsız yüksek karbonlu çelikler için soğutma ortamı pratik olarak genellikle şudur. (Dar sertleşebilen türler). Çelikte alaşım oranı arttıkça, daha sakin su verme ortamına gerek vardır. Daha az şiddetli su verme ortamında bozunma daha az olur. Günümüzde çok çeşitli ve tipte su verme ortamı ve sıvısı vardır. Bunların bazıları aşağıda en şiddetlisinden en sakinine göre sıralanmıştır. - Tuzlu su - Su
79 79 - Polimer su verme maddelerinin suda çözeltileri - Hızlı yağlar (özel markalar) - Geleneksel olarak kullanılan yağlar - Ergimiş tuz banyoları (sodyum nitrat potasyum nitrat) - Kaygan yatak (fluid bed) (küçük SiO 2 parçaları hava akımı ile hareketlendirilir) - Gaz veya hava akımı - Durgun hava - Vakum Sıvı buharlaşan su verme ortamlarının soğutma işlemelerinde, buhar örtü (leiden frost) olgusu (su, polimer çözeltileri) olanlar ve olmayanlar arasında temel bir farklılık vardır. Bu olguya sahip olanlarda, daha önce açıklanan soğutma sırasında A, B ve C aşamaları varken, diğerleri bu aşamaların hepsini geçirmezler. 2. Su verme ortamları Bir sıvının su verme kapasitesi, bu sıvının kaynama sıcaklığının üzerine ısıtılmış bir metal kütlesini soğutabilme özelliğidir. Su verme sıvılarının, çoğunlukla yağların su verme kapasitelerini ölçmek için kullanılan bir çok yöntem vardır. Avrupa da en ok kullanılan yöntemler gümüş bilye ve gümüş silindir testleridir. Uluslararası Malzemelerin Isıl İşlemi Federasyonu Su Vermenin Bilimsel ve Teknoloji Yönleri adlı teknik komitesi aracılığıyla, gümüş silindir testinin uluslar arası bir standart olarak kabul edilmesine uğraşmaktadır. Bu testler yardımıyla çizilen eğriler su verme yağlarının karşılaştırılmasında kullanılır. 3. Bazı çok kullanılan su verme ortamlarının belirgin özellikleri aşağıda verilmiştir: a) Su Su, ucuz, kolay bulanabilen, kirlenme sağlık veya yangın tehlikesi yaratmadan kullanılabilen bir sıvıdır. Su ayrıca koruyucu atmosfer kullanılmayan fırınlarda ısıtılan
80 80 parçaların su verilmesinde çelik parçanın yüzeyinde oksit tabakasını da etkili bir şekilde temizler. Saf su, su verme ortamı olarak pek uygun değildir. Çünkü bu suyun en büyük soğutma verimi (soğuma hızı) C civarında olur. Bu sıcaklıkta bir çok çeliğin martenzit dönüşüm sıcaklığıdır. Martenzit oluşum sıcaklık aralığındaki bu yüksek soğuma hızı, iş parçasının dönüşüm gerilimleri ve ısısal gerilimler tarafından aynı anda etkilenmesine yol açar. Bu birleşik etki çatlak oluşumu ve bozunma olasılığını arttırır. Normal su kullanmanın bir sakıncası, buhar örtü aşamasının uzatılmasıdır. Bu uzatma su verme ortamının sıcaklığı ile değişir ve sertlik dağılımının bozulmasına ve gerilimlerin istenilmeyen bir şekilde dağılmasına yol açar. Böylece bozunma ve çatlak olasılığı artar. b) Tuzlu Su : (Brine) Su verme işlemlerinde kullanılan Brine terimi, çeşitli oranlarda tuz (genellikle % 10 NaCl) ve belirli bir miktar korozyon inhibitörünün suda çözeltileri için kullanılır. Tuzlu suyun su ile karşılaştırdığımızda gözlenen üstünlükleri; - Eşit derece karıştırmada, tuzlu suyun soğutma hızı normal sudan daha büyüktür. - Tuzlu suda sıcaklık normal sudan daha az önemlidir. Bu nedenle daha az sıcaklık kontrolü gerekir. - Normal suda, buhar paketleri nedeniyle görülen sertleşmemiş nokta oluşumu olasılığı tuzlu suda daha azdır. - Parça şeklinin bozulması normal sudan daha azdır. Tuzlu su kullanmanın sakıncaları ise;
81 81 - Korozif özelliği (Tuzlu su ile temasta olan bütün donanım korozyona karşı korunmalıdır.) Şekil 60 da 20 mm çaplı gümüş bilye testi ile elde edilen, tuzlu ve normal suyun soğutma eğrileri verilmiştir. Bu şekilde açıkça görülmektedir ki; - Tuzlu suyun verdiği maksimum soğutma hızı normal suyunkinden daha fazladır. - Normal su uzun süreli kararlı bir buhar örtü aşaması geçirir, tuzlu suda bu aşama çok kısadır. Su ile elde ettiğimi maksimum soğutma hızı C civarında olur. Tuzlu su ile elde edilen maksimum soğutma hızı C civarındadır. Bu sıcaklık çatlak oluşum tehlikesini azaltır. Şekilde ayrıca, suyun sıcaklığı 40 0 C ye yükselirse maksimum soğutma hızından ani bir düşüş görülmektedir. Bu nedenle su C sıcaklık aralığında kullanılmalıdır. c) Su verme yağları Genellikle iki tip su verme yağı kullanılır. Normal ve hızlı yağlar. Normal su verme yağında, soğutma özelliğini değiştirecek hiçbir ilave yoktur. Hızlı su verme yağları, normal su verme yağlarından daha düşük viskoziteli markalardır. Bu yağlar, soğutma özelliklerini etkileyen ve daha hızlı bir su verme özelliği veren katkılar içerir. Normal su verme yağlarında, buhar örtü aşamasının süresi suda olduğundan daha uzundur.kaynama aşamasında soğutma hızı oldukça düşüktür ve kaynama aşamasının süresi kısadır. Böylece, bu yağların su verme güçleri sudan daha düşük ve hatta yetersizdir. Bununla beraber kaynama aşamasından, sıvı soğutma aşamasına geçiş saha yumuşaktır. Bu nedenle normal mineral su verme yağlarında parçanın bulunması olasılığı çok düşüktür.
82 82 Yağların soğutma kapasiteleri, su verme banyosunun şiddetli karıştırılması ile önemli miktarda artar. Hızlı su verme yağları, normal yağların su verme işlemlerinde sağladığı üstünlükleri de koruyarak, normal suyun ilk su verme hızına yaklaşırlar. Bu yağlarda buhar örtü aşamasının süresi normal yağlarınkinden çok daha azdır. Kaynama aşaması daha erken başlar ve daha uzun sürer. Bu aşamada soğutma hızı oldukça fazladır. Bu yağlarda, sıvı soğutma aşamasında soğutma hızı normal yağlarınkiyle aynıdır. Büyük çaplı parçalara yağda su verilirse; 100, 200, 250, 300, 400 ve 900 mm çaplı çubukların hesaplanmış diyagramlarında göre, C ye kadar bütün kesitin soğuma zamanı oldukça uzun olabilir. Bu soğutma süresince, parçadan sürekli dışarıya ısı atılmalıdır. Eğer soğutma erken kesilirse, iç kısımlardan gelen ısı sertleşmiş yüzey bölgelerini yumuşatacaktır. (Kendi kendini menevişleme etkisi) Yüzey ve merkez sıcaklıkları arasındaki büyük farklılık nedeniyle, yüksek iç gerilimler ve çatlama tehlikesine karşı özel ölçüm yöntemleri kullanılmalıdır. c) Su Vermede (Marmenevişlemede) kullanılan tuz banyoları Su verme amacıyla kullanılan tuz banyoları genellikle yaklaşık ayı oranlarda sodyum nitrür ve potasyum nitrattan oluşur. Bunlar C sıcaklık aralığında kullanılırlar. Bir tuz banyosu, oldukça iyi setleşebilirliği olan ve kesit kalınlığı fazla olmayan bir çelik parça için ideal bir su verme ortamıdır. Tuz banyolarında buhar örtü ve kaynama aşamaları olmaz. Bir ergimiş tuz banyosunun soğutma kapasitesi C ye kadar oldukça yüksektir. Çeliğin sıcaklığı bu sıcaklığın altına düştükçe soğutma kapasitesi azalır. Banyonun sıcaklığı ne kadar az ve karıştırma ne kadar fazla olursa, soğutma kapasitesi de o kadar artar.
83 83 Eğer tuz banyosu kirlenirse, banyonun soğutma verimi çok düşer. Bu nedenle tuz banyoları düzenli olarak kontrol edilmeli ve taban oluşan çamur sürekli temizlenmelidir. Tuz banyosunda bir parçanın 2 4 dak / cm kesit kalınlığı formülüne göre tutulması önerilir. Hafif parçalar ve düşük sertleşme sıcaklıkları için daha uzun süre önerilir. Tuz banyosunun soğutma kapasitesi, banyoya az miktarda su ilavesi ile arttırılabilir. İlave edilen suyun çok dar sınırlarda tutulması ve toplam hacmin % i kadar olması gerekir. Koşullarda soğutma kapasitesi iki katına çıkacaktır. Su, buhar halinde banyodan devamlı uçacağı için, ilave su belirli aralıklarla veya sürekli yenilenmelidir. % 10 dan fazla siyanür (cyanide) içeren bir siyanür banyosunda ısıtılan parçalar asla bir nitrür nitrat banyosunda soğutulmamalıdır. Çünkü böyle bir durumda patlama olasılığı artar C sıcaklığa kadar marmenevişleme işlemleri için tuz banyolar yerine yüksek ateş alma sıcaklığı olan sıcak yağlar kullanılır. Marmenevişlemede tuz banyosu veya yağ kullanımının üstünlük ve sakıncalarının karşılaştırılmaları Metals Handbook Vol 2. sayfa de verilmiştir. d) Suda polimer çözeltileri: Bu çözeltiler su verme teknolojisinde yeni bir eğilimi temsil ederler. Sıvı organik polimerler kullanarak su verme işleminin prensipleri aşağıda açıklanmıştır. Sıcak metal bu polimer çözeltiye daldırılınca, metal ile sıvının teması sonucu, sıcak metal yüzeyde ince bir organik polimer tabakası oluşur. Bunun nedeni, sıcak metal yüzey çevresinde yüksek sıcaklıklarda organik polimerlerin suda çözünmemesidir. Böyle bir çözeltinin soğutma hızı oluşan tabakanın kalınlığına bağlıdır. Bu tabakanın kalınlığı su verme banyosundaki polimer konsantrasyonu ile ayarlanır. Sıcak metal
84 84 polimerin ayrılma noktasının altına kadar soğuyunca, sıvı organik polimer metalden ayrılır ve tekrar suda çözünür hale geçer. Polimerin su içindeki konsantrasyonunu değiştirerek, sudan ve yağdan farklı değişik soğutma hızları elde ederiz. Polimer su verme çözeltilerinin (aquaquench) eğrilerinden de görüleceği gibi bu çözeltiler ideal bir su verme ortamının bütün özelliklerine sahiptirler. Daha açık bir şekilde söylemek gerekirse, bu çözeltiler çeliği M s sıcaklığının altına hızla soğutup daha sonra banyo sıcaklığına veya oda sıcaklığına yavaş yavaş soğutma olanağını verir. Suya orta derecede (% 2) polimer ilavesi, alaşımsız çeliklere su verilmesinde sertlikten ödün vermeden çatlak oluşumu tehlikesinin azaldığı kanıtlanmıştır. % 15 lik bir ilave söz konusu olduğunda, bir su verme yağı ile aynı soğutma özelliklerine sahip fakat alev alma tehlikesi olmayan bir su verme ortamı elde ederiz. Bu çözeltilerde yağlarda olduğu gibi bir duman oluşmaz. Parçaların temizlenmesi de kolaydır. Banyo sıcaklığının soğutma hızlarına etkisi yağlar, su ve polimer çözeltiler için farklıdır. Yağlar için sıcaklığın soğutma hızına etkisi az iken, polimer çözeltiler için oldukça fazla ve su için çok fazladır. Martenzit oluşum sıcaklıklarında ( C) su, sıcak veya soğuk olsun çok şiddetli bir soğutma hızına sahiptir. Fakat polimer çözeltiler yavaş bir soğutma hızına sahiptir.fakat polimer çözeltiler yavaş bir soğutma hızına sahiptir. Hatta sıvının sıcaklığı düşürülerek daha sakin bir soğutma elde edilebilir. Polimer çözeltiler aşağıdaki noktalara özen gösterilerek kullanılmalıdır. - Sudaki polimer konsantrasyonu her gün kontrol edilmelidir. (Refraktometre testi ile) - 1 m/s lik bir karıştırma hızı sağlanmalıdır. - Banyo sıcaklığı C ler arasında olmalıdır. 4. Su Verme Donanımı: Su verme donanımı, su verilecek parçanın ağırlığı, şekil ve saatte su verilecek parça miktarına göre seçilir. Tam bir su verme sistemi için aşağıdaki donanıma gerek vardır.
85 85 a) Su verme tankı b) Parçaları taşımaya yarayan donanımlar c) Karıştırma donanımı d) Soğutucular e) Filtreler f) Havalandırma donanımı ve yangın tehlikesine karşı önlemler Yeni tümleşik su verme fırınlarında su verme tankı da bulunmaktadır. (Böyle durumlarda su verme ortamı olarak yağ kullanılır.) Genel amaçlı su verme tankının tasarımı, su verilecek çeliğin kg başına gereken su verme sıvısı litresi oranına dayanılarak yapılırsa bazı hatalar ortaya çıkabilir. Belirli bir süre içinde su verilecek çeliğin kg ağrılığına ek olarak, parçaların şekilleri, büyüklükleri, kesit kalınlığı ve özellikleri de göz önünde bulundurulmalıdır. Su verme tankı tasarımı için aşağıda bazı pratik öneriler verilmiştir. - Su verme tankının saatlik kapasitesi saptanırken, işlenecek parçaya su verme zamanı ölçülmeli ve gerekli toleranslar verilmelidir. Bu su verme ortamının hacmi, diğer hesaplama gerektiren donanımın seçiminde de kullanılır. (Örnek : Soğutucular) - Su verilecek parça etrafında, su verme ortamının hareketinden tam yararlanabilmek ve su verilecek parçadan maksimum ısı alabilmek için, belirli bir boşluk bırakılmalıdır. Pervaneli karıştırıcılar kullanıldığında, su verme sıvılarını karıştırabilmek için gerekli güç aşağıda verilmiştir.
86 86 Tanktaki sıvının hacmi U.S. Galon ve yukarısı 50 fpm hız için gereken güç (hp / ga) Normal yağ Su veya tuzlu su U.S. Galon = 3,785 litre Gereken karıştırıcı sayısı, gereken toplam güce ve her karıştırıcının gücüne bağlıdır. İki veya daha fazla küçük karıştırıcı, bir tek büyük karıştırıcıdan daha üniform bir karıştırma ve daha esnek bir çalışma sağlar. Motorun beygir gücü pervane çapına göre ayarlanır. Örneğin; Motor Beygir Gücü Pervane Boyutu Eğer su verme tankı, polimer çözeltiler kullanılacağı varsayımına göre tasarlanıyorsa, çözeltinin su verilecek metale oranı; Her bir pound (0.454 kg) metal için galon ( litre) su verme sıvısı kullanılır.
87 87 VII. ISLAH ÇELİKLERİNİN ISIL İŞLEMİ Islah etmek; sertleştirmek ve akabinde yüksek sıcaklıkta meneviş yapmaktır. Islah etmekle malzemenin mukavemetinin artırmanın yanında sünekliğini de artırmış oluruz. Islah etme genelde yarı işlenmemiş parçalara uygulanır. Nadiren bitmiş parçalara bu işlem tatbik edilir. Islah çelikleri karbon miktarı + % ( )C olan çeliklerdir. Sertleştirme ortamının seçimi, çelik kompozisyonuna, parçanın boyutuna ve şekline bağlıdır. Alaşımsız çeliklerin yada sertleşmesi istenmez. Çünkü düşük sıcaklıkta meneviş yapma zorunluluğu doğar. Hiçbir zaman meneviş işlemi olmaksızın bir çelik sadece setleştirme ile ıslah edilmiş olamaz. Çelik önce alabileceği miktarda setliğe çıkartılmalı daha sonra menevişleme istenen mukavemet değerini sağlayacak sertliğe düşürülmelidir. Çeliğin derinlemesine sertleşmesi veya cidarda bir kısmı yerine sertleşmesi çeliğin alaşım elemanına ve sertleşen parçanın boyutuna bağlıdır. Alaşımsız çelikten büyük boyutta bir parçanın derinlemesine sertleşmesi mümkün değildir. Ayrıca buna paralel olarak, kesit boyunca mikro yapı farkı da vardır. Alaşımlı çeliklerde büyük çaplarda derinlemesine sertleşme yoktur. Islah etmede de sertleşmede olduğu gibi fazla zaman kaybetmeden hemen meneviş yapılmalıdır. Sertleştirilmiş olan bir çelik menevişleme anında sertlik, kopma mukavemeti ve akma mukavemeti düşerken uzama, daralma, çentik mukavemeti ve eğme sayısı artar. Buna örnek olmak üzere 0.45 % C ve 0.8 % Mn bir çelik C suda sertleştirilmiş, değişik menevişleme işlemi ile mukavemet değerlerinin seri Tablo 1 de görülmektedir.
88 88 TABLO 1. C 45 Çeliğinin Islahı Aynı çeliğin haddelenmiş veya normalize edilmiş hali ise ıslah edilmiş hali kopma mukavemeti bazında incelenirse, mukavemet değerlerinde büyük farklılıklar olur. Mekanik özelliklerin iyileşmesi, ıslah etme işlemi ile malzemenin ince taneli ve homojen bir yapıya kavuşmasını sağlamaktadır. Meneviş işleminde, meneviş zamanı ve sıcaklığı karbonun diffüzyonu açısından büyük önem arz eder. Aynı ıslah edilmiş mikro yağı yüksek sıcaklık düşük meneviş zamanı veya düşük sıcaklık uzun meneviş zamanı ile sağlanabilir. Sertleştirilmiş çelikteki iç gerilimlerin tamamen alınması için uzun süreli meneviş genelde tercih edilir. Mikro yapı ve mukavemet değerleri, derinlemesine sertleşmesi olmayan çeliklerde, yüzeyde ve merkezde farklılıklar gösterir. Bu genelleme parçanın kırılan yapısında kendini çok bariz bir şekilde gösterir C menevişleme işlemi ile cidardaki martenzit dokusu ile merkezdeki perlit martenzit yapısında bariz bir fark görülmektedir. Fakat meneviş sıcaklığı artırılması ile, daha homojen bir mikro yapı oluşur.
89 89 Bir çeliğin kesit boyunca ıslah edilmesi istenirse, sertleşme anında çeliğin merkezi ve cidarının kritik soğuma hızından geçmesi gerekir. Yani çelik sertleştirme anında kesit boyuca martenzitik yapıya dönüşmüş olması gerekir. Islah edilmiş çeliklerde mümkün olduğunca serbest halde ferrit bulunmamalıdır. A. MENEVİŞ GEVREKLİĞİ Bazı alaşımlı çelikler, bilhassa Cr, Mn ve CrNi bazlı çelikler meneviş işleminden sonra yavaş soğutulurlarsa, ıslah işleminden sonra çentik mukavemet değerinde düşmeler olur. Bu görünüme meneviş kırılganlığı ismi verilir. Örnek: 0.27 % C 1.15 % Mn 0.75 % Cr ihtiva eden bir çelik C yağda sertleştirilip iki saat C menevişlenip ve menevişten sonra yağda soğutulursa, çentik mukavemeti; 21 kpm / cm 2 olur. Aynı çelik menevişleme işleminden sonra (650 0 C deki) ocak içinde yavaş soğutulursa çentik mukavemet değeri ; 7 kpm / cm 2 düşer. Bu durumda çelik meneviş kırılganlığına sahip demektir. Meneviş kırılganlığına sahip bir çelik, aynı sıcaklıkta tekrar meneviş yapılıp yağda soğutulursa meneviş kırılganlığı kaybolur. Meneviş kırılganlığının giderilmesi için 0.2 % MO ilave edilmesi yeterlidir. Normal ıslah etme işlemi çeliği sertleştirip akabinde meneviş yapmaktan ibarettir. Çeliğin yüksek sıcaklıktan aniden soğutularak sertleştirilmesinde çarpılmalar ve çatlamalar oluşmaktadır. Bu sebepten son senelerde ıslah etme yerine ostemperleme yaygın bir şekilde kullanılmaya başlanmıştır.
90 90 B. ÇEŞİTLİ ISLAH ÇELİKLERİNİN ISIL İŞLEM DEĞERLERİ
91 91 VIII. ÇELİKLERDE YÜZEY SERTLEŞTİRME YÖNTEMLERİ Çeliklerdeki yüzey sertleştirme yöntemlerinin kimyasal kompozisyon değişikliği gerektiren ve gerektirmeyen yöntemler olarak ayırabiliriz. Alev ve indüksiyonla sertleştirme yöntemleri, kimyasal değişme gerektirmezler. Buna karşılık, yüzeyde de olsa çeliğin kimyasal kompozisyonunu değiştirerek yüzey sertliği sağlamaya yönelik işlemleri şöyle sıralayabiliriz. - Karbonlama (Sementasyon) - Nitrürleme - Oksitleme - Metalleme Kromlama - Borürleme A. SEMENTASYON En yaygın olarak uygulanan yüzey sertleştirme yöntemi olan sementasyon işlemi, çelik yüzeyine belli bir derinliğe varan karbon verilmesi işlemidir. Bu işlem, değişik karbon verici ortamlarda yapılabilir. Bunlar; - Kutu sementasyonu (katı ortamda sementasyon) - Tuz banyosunda sementasyon - Gaz sementasyonudur Uygulanan metot her ne olursa olsun, sementasyon işlemi, çelik parçanın ostenit faz sıcaklığına kadar ısıtılmasıyla gaz metal reaksiyonu sonucu oluşur ve her metot kendi özel karakteristiği ile çelik yüzeyinde farklı sementasyon derinlikleri ve sementasyon sonrası uygulanan sertleştirme yöntemine bağlı olarak, farklı sertlik neticeleri verir.
92 92 1. KUTU SEMENTASYON Kutuda yapılan sementasyon işlemi için karbon verici olarak genellikle odun kömürü kullanılır. Semente edilecek parçalar çelik veya dökme demirden yapılmış kutu içerisindeki odun kömürüne gömülür ve kutunun ağzı sıkıca kapatılarak fırına yerleştirilir. Sıcaklığın yükselmesi ile odun kömürü kutu içindeki havanın oksijeni ile reaksiyona girerek CO 2 oluşturur. CO 2 de tekrar odun kömürü ile reaksiyona girerek CO meydana getirir. CO 2 + C 2CO Sıcaklığın artmasıyla, yukarıdaki reaksiyona göre CO oluşumu artar. Ortaya çıkan CO çelik yüzeyinde ayrışarak CO 2 ve atomik karbon meydana getirir. Atomik karbon, ostenit faza gelmiş olan çelik tarafından emilerek bünyede çözülür. Böylece çelik parçanın yüzeyi karbonca zenginleştirilmiş olur. Açığa çıkan CO 2 tekrar odun kömürü ile reaksiyona girer, CO meydana getirir ve reaksiyonlar aynen tekrar eder. Kutudaki oksijen miktarı giderek azalacağından ve sementasyon için gerekli CO oluşumu yetersiz kalabileceğinden, odun kömürüne yaklaşık % 20 oranında bazı reaksiyon hızlandırıcı maddeler karıştırılır. Bu amaçla alkali metal karbonatları kullanılır. Bu ise çoğunlukla baryum karbonattır. (BaCO 3 ) ve karışıma ilave edilen toplam karbonat miktarının % ni oluşturur. Geri kalan kısım kalsiyum karbonat ve bazen sodyum karbonattır. Kutu sementasyon metodunun en önemli avantajı, önceden hazırlanması gereken gaz atmosferine gerek olmamasıdır. Bu metot çoğunlukla büyük parçaların sementasyonun da kullanılır. Ancak, çelik parçasında hassas toleranslı (0.25 mm), ince sementasyon derinliği (0.75 mm den aşağı) istendiği durumlar için pek uygun bir metot değildir. Bu metodun kullanımındaki diğer bir dezavantaj ise, ısıtma ve soğutma için her defasında fazladan zaman ihtiyaç olmasıdır.
93 93 2. TUZ BANYOSUNDA SEMENTASYON Tuz banyosunda sementasyon için, karbon verici olarak sodyum siyanür (NaCN) veya potasyum siyanür (KCN) gibi tuzlar kullanılır. Ancak, tuz seçimi istenilen sementasyon derinliğine ve buna bağlı olarak çalışılacak sementasyon sıcaklığına göre yapılmalıdır. İki türlü tuz vardır; - İnce sementasyon derinliği veren (düşük sementasyon sıcaklığında çalışılan) tuzlar. Bu durumda, tuz banyosundaki siyanür miktarı % 20 olması durumundadır ve çalışma sıcaklığı C ( F) olmalıdır. Böyle bir tuz banyosunda 0.9 mm ye kadar sementasyon derinliği elde edilebilir. - Sementasyon derinliğini arttıran (yüksek sementasyon sıcaklığında çalışılan) tuzlar. Bu durumda ise, tuz banyosundaki siyanür miktarı % 10 dur ve kullanılan sementasyon sıcaklığı C ( F) leri arasındadır. Bu tip tuz banyosunda 3 mm ye kadar sementasyon derinliğine ulaşılır. Hatta bazın 6 mm derinliğe kadar ilerlemekte mümkündür. Bu metotla sementasyon işlemi aşağıdaki reaksiyonlara göre gaz fazında cereyan eder. 2NaCN + O 2 2NaCNO 4 NaCNO 2NaCN + Na 2 CO 3 + CO + 2N+ 3 Fe + 2CO Fe 3 C + CO 2 İlk reaksiyon siyanür tuzu ile havanın oksijeni arasında olur. Açığa çıkan NaCNO ayrışarak CO ve atomik azot verir.
94 C de ostenit fazdaki çelik, CO ile reaksiyona girerek karbonu bünyesine alır. Bu arada bir miktar azot da çelik tarafından emilir. Çeliğin karbon ve azot emme miktarı önemli ölçüde banyodaki siyanür miktarına ve sementasyon sıcaklığına bağlıdır. Tuz banyosu kullanımında arzı edilen kabuk derinliği küçüldükçe, elde edilen ekonomi büyür. Buna sebep ise, tuz banyosundaki çelik parçaların ısınma hızının kutu sementasyonundakinden daha yüksek olmasıdır. Parçalar tuz banyosuna daldırılmadan önce C arasında ön ısıtma yapılmalıdır. Böylece parçalar üzerindeki nem alınmış ve aynı zamanda tuz banyosu daha verimli olarak kullanılmış olacaktır. Tuz banyosu genellikle küçük ve orta büyüklükteki parçaların tuz banyosunda sementasyonu pota büyüklüğü dolayısıyla bazı zorluklar getirir. Bu metotla yapılan sementasyon işlemi parça yüzeyinde homojen sementasyon derinliği vermesi ve tuz banyosunun yüksek ısı iletimi dolayısıyla, çelik parçaların kısa zamanda sementasyon sıcaklığına ulaşması gibi avantajlar sağlar. Bunun yanında, homojen sementasyon derinliğinin sağlaması için, banyo kompozisyonunun sık sık kontrol edilerek ayarlanması gerekir. Ayrıca, siyanür tuzları zehirli olduklarından bu metodun kullanımında dikkatli olunmalıdır. 3. GAZ SEMENTASYONU Gaz sementasyonu, son yıllarda yüzey sertleştirme metotlarının en popüler olanı haline gelinmiştir. Bu metotla oldukça iyi ve güvenilir neticeler elde edilmektedir. Gaz sementasyonu için karbon verici olarak metan (CH 4 ), etan (C 2 H 6 ), propan (C 3 H 8 ) gibi hidrokarbonlar kullanılır. Sementasyon sıcaklığında çeşitli reaksiyonlar oluşur. Aşağıdaki reaksiyonların soldan sağa doğru ilerlemesi sonucu, ortaya çıkan atomik karbon, ostenit fazdaki çelik bünyesine gererek yüzeyde karbonca zengin kabuk bölgesini meydana getirir.

95 95 2 CO C + CO 2 CH 4 C + H 2 CO + H 2 C + H 2 O Fırın atmosferinde oluşan gaz kompozisyonunun, özellikle nem miktarının çelik yüzeyinde elde edilecek karbon miktarının çelik yüzeyinde elde edilecek karbon miktarına önemli tesirleri vardır. Nem miktarı ise gazın yoğunlaşma sıcaklığının tespiti ile ölçülebilir. Burada yoğunlaşma sıcaklığı olarak tarif edilen, su damlacıklarının gaz karışımından çökeldiği sıcaklıktır. Aşağıdaki Şekil 26 da nem miktarı ile yoğunlaşma sıcaklığı arasıdaki ilişki gösterilmiştir. Şekil. 26. Aşağıdaki şekillerde ise, yoğunlaşma sıcaklığı kontrol edilerek, sementasyon sıcaklığı ve gaz kompozisyonun değişimi ile yüzeyde elde edilecek karbon miktarına ait örnekler verilmiştir. Şekil 27 de sementasyon sıcaklığı C ve fırın gaz kompozisyonundaki CO miktarı % 20 olarak sabittir. Çelik parçasının yüzeyinde meydana gelecek karbon miktarına, yoğunlaşma sıcakğına ve fırın atmosferindeki hidrojen (H 2 ) yüzdesine bağlı olarak
Isıl işlem, katı haldeki metal ve alaşımlarına belirli özellikler kazandırmak amacıyla bir veya daha çok sayıda, yerine göre birbiri peşine uygulanan
 ISIL İŞLEMLER Isıl işlem, katı haldeki metal ve alaşımlarına belirli özellikler kazandırmak amacıyla bir veya daha çok sayıda, yerine göre birbiri peşine uygulanan ısıtma ve soğutma işlemleridir. İşlem
ISIL İŞLEMLER Isıl işlem, katı haldeki metal ve alaşımlarına belirli özellikler kazandırmak amacıyla bir veya daha çok sayıda, yerine göre birbiri peşine uygulanan ısıtma ve soğutma işlemleridir. İşlem
DENEYİN ADI: Jominy uçtan su verme ile sertleşebilirlik. AMACI: Çeliklerin sertleşme kabiliyetinin belirlenmesi.
 DENEYİN ADI: Jominy uçtan su verme ile sertleşebilirlik AMACI: Çeliklerin sertleşme kabiliyetinin belirlenmesi. TEORİK BİLGİ: Kritik soğuma hızı, TTT diyagramlarında burun noktasını kesmeden sağlanan en
DENEYİN ADI: Jominy uçtan su verme ile sertleşebilirlik AMACI: Çeliklerin sertleşme kabiliyetinin belirlenmesi. TEORİK BİLGİ: Kritik soğuma hızı, TTT diyagramlarında burun noktasını kesmeden sağlanan en
2. Sertleştirme 3. Islah etme 4. Yüzey sertleştirme Karbürleme Nitrürleme Alevle yüzey sertleştirme İndüksiyonla sertleştirme
 Isıl İşlem Isıl İşlem Isıl işlem, metal veya alaşımlarına istenen özellikleri kazandırmak amacıyla katı halde uygulanan kontrollü ısıtma ve soğutma işlemleri olarak tanımlanır. Çeliğe uygulanan temel ısıl
Isıl İşlem Isıl İşlem Isıl işlem, metal veya alaşımlarına istenen özellikleri kazandırmak amacıyla katı halde uygulanan kontrollü ısıtma ve soğutma işlemleri olarak tanımlanır. Çeliğe uygulanan temel ısıl
JOMINY DENEYİ MALZEME MÜHENDİSLİĞİ BÖLÜMÜ
 1. DENEYİN AMACI: Bu deney ile incelenen çelik alaşımın su verme davranışı belirlenmektedir. Bunlardan ilki su verme sonrası elde edilebilecek maksimum sertlik değeri olup, ikincisi ise sertleşme derinliğidir
1. DENEYİN AMACI: Bu deney ile incelenen çelik alaşımın su verme davranışı belirlenmektedir. Bunlardan ilki su verme sonrası elde edilebilecek maksimum sertlik değeri olup, ikincisi ise sertleşme derinliğidir
KTÜ, Metalurji ve Malzeme Mühendisliği Bölümü
 FAZ DİYAGRAMLARI DERS NOTLARI İçerik KTÜ, Metalurji ve Malzeme Mühendisliği Bölümü Denge Dışı Reaksiyonlar ve Oluşan Yapılar (Martenzitik ve Beynitik Yapı) Bu güne kadar işlenen konularda denge veya yarı
FAZ DİYAGRAMLARI DERS NOTLARI İçerik KTÜ, Metalurji ve Malzeme Mühendisliği Bölümü Denge Dışı Reaksiyonlar ve Oluşan Yapılar (Martenzitik ve Beynitik Yapı) Bu güne kadar işlenen konularda denge veya yarı
DENEYİN ADI: Çeliklerin Isıl İşlemi. AMACI: Çeliklerde ısıl işlem yoluyla mikroyapı ve mekanik özelliklerin değişiminin öğretilmesi.
 DENEYİN ADI: Çeliklerin Isıl İşlemi AMACI: Çeliklerde ısıl işlem yoluyla mikroyapı ve mekanik özelliklerin değişiminin öğretilmesi. TEORİK BİLGİ: Metal ve alaşımlarının, faz diyagramlarına bağlı olarak
DENEYİN ADI: Çeliklerin Isıl İşlemi AMACI: Çeliklerde ısıl işlem yoluyla mikroyapı ve mekanik özelliklerin değişiminin öğretilmesi. TEORİK BİLGİ: Metal ve alaşımlarının, faz diyagramlarına bağlı olarak
MALZEME BİLGİSİ DERS 11 DR. FATİH AY. www.fatihay.net fatihay@fatihay.net
 MALZEME BİLGİSİ DERS 11 DR. FATİH AY www.fatihay.net fatihay@fatihay.net GEÇEN HAFTA DEMİR ESASLI ALAŞIMLAR DEMİR DIŞI ALAŞIMLAR METALLERE UYGULANAN İMALAT YÖNTEMLERİ METALLERE UYGULANAN ISIL İŞLEMLER
MALZEME BİLGİSİ DERS 11 DR. FATİH AY www.fatihay.net fatihay@fatihay.net GEÇEN HAFTA DEMİR ESASLI ALAŞIMLAR DEMİR DIŞI ALAŞIMLAR METALLERE UYGULANAN İMALAT YÖNTEMLERİ METALLERE UYGULANAN ISIL İŞLEMLER
ÇELİĞİN ISIL İŞLEMLERİ
 ÇELİĞİN ISIL İŞLEMLERİ Isıl İşlem Isıl işlem; Bir malzemenin mekanik özelliklerini ve/veya içyapısını değiştirmek amacıyla, o malzemeye belli bir sıcaklık-zaman programı dahilinde uygulanan bir ısıtma
ÇELİĞİN ISIL İŞLEMLERİ Isıl İşlem Isıl işlem; Bir malzemenin mekanik özelliklerini ve/veya içyapısını değiştirmek amacıyla, o malzemeye belli bir sıcaklık-zaman programı dahilinde uygulanan bir ısıtma
BARTIN ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ METALURJİ VE MALZEME MÜHENDİSLİĞİ
 BARTIN ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ METALURJİ VE MALZEME MÜHENDİSLİĞİ MALZEME LABORATUARI I DERSİ ISIL İŞLEM (NORMALİZASYON, SU VERME, MENEVİŞLEME) DENEY FÖYÜ DENEYİN ADI: Isıl İşlem(Normalizasyon,
BARTIN ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ METALURJİ VE MALZEME MÜHENDİSLİĞİ MALZEME LABORATUARI I DERSİ ISIL İŞLEM (NORMALİZASYON, SU VERME, MENEVİŞLEME) DENEY FÖYÜ DENEYİN ADI: Isıl İşlem(Normalizasyon,
MALZEMELERİN MUKAVEMETİNİ ARTIRICI İŞLEMLER
 MALZEMELERİN MUKAVEMETİNİ ARTIRICI İŞLEMLER Malzemelerin mekanik özelliği başlıca kimyasal bileşime ve içyapıya bağlıdır. Malzemelerin içyapısı da uygulanan mekanik ve ısıl işlemlere bağlı olduğundan malzemelerin
MALZEMELERİN MUKAVEMETİNİ ARTIRICI İŞLEMLER Malzemelerin mekanik özelliği başlıca kimyasal bileşime ve içyapıya bağlıdır. Malzemelerin içyapısı da uygulanan mekanik ve ısıl işlemlere bağlı olduğundan malzemelerin
DEMİR KARBON FAZ DİYAGRAMI
 MARMARA ÜNİVERSİTESİ TEKNOLOJİ FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ MALZEME BİLİMİ Demir, Çelik ve Dökme Demir Yrd. Doç. Dr. Abdullah DEMİR DEMİR KARBON FAZ DİYAGRAMI Saf demire teknolojik özellik kazandıran
MARMARA ÜNİVERSİTESİ TEKNOLOJİ FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ MALZEME BİLİMİ Demir, Çelik ve Dökme Demir Yrd. Doç. Dr. Abdullah DEMİR DEMİR KARBON FAZ DİYAGRAMI Saf demire teknolojik özellik kazandıran
Pratik olarak % 0.2 den az C içeren çeliklere su verilemez.
 1. DENEYİN AMACI: Farklı soğuma hızlarında (havada, suda ve yağda su verme ile) meydana gelebilecek mikroyapıların mekanik özelliklere etkisinin incelenmesi ve su ortamında soğutulan numunenin temperleme
1. DENEYİN AMACI: Farklı soğuma hızlarında (havada, suda ve yağda su verme ile) meydana gelebilecek mikroyapıların mekanik özelliklere etkisinin incelenmesi ve su ortamında soğutulan numunenin temperleme
Paslanmaz Çeliklerin. kaynak edilmesi. Özlem Karaman Metalurji ve Malzeme Mühendisi Kaynak Mühendisi
 Paslanmaz Çeliklerin kaynak edilmesi Özlem Karaman Metalurji ve Malzeme Mühendisi Kaynak Mühendisi İçerik Kaynak Yöntemleri Östenitik Paslanmaz Çeliklerin Kaynağı Ferritik Paslanmaz Çeliklerin Kaynağı
Paslanmaz Çeliklerin kaynak edilmesi Özlem Karaman Metalurji ve Malzeme Mühendisi Kaynak Mühendisi İçerik Kaynak Yöntemleri Östenitik Paslanmaz Çeliklerin Kaynağı Ferritik Paslanmaz Çeliklerin Kaynağı
ÇELİKLERİN ISIL İŞLEMLERİ. (Devamı)
") ÇELİKLERİN ISIL İŞLEMLERİ (Devamı) c a a A) Ön ve arka yüzey Fe- atomları gösterilmemiştir) B) (Tetragonal) martenzit kafesi a = b c) Şekil-2) YMK yapılı -yan yana bulunan- iki γ- Fe kristali içerisinde,
ÇELİKLERİN ISIL İŞLEMLERİ (Devamı) c a a A) Ön ve arka yüzey Fe- atomları gösterilmemiştir) B) (Tetragonal) martenzit kafesi a = b c) Şekil-2) YMK yapılı -yan yana bulunan- iki γ- Fe kristali içerisinde,
Demir Karbon Denge Diyagramı
 Demir Karbon Denge Diyagramı Saf Demirin Soğuma ve Isınma Eğrileri 769 C Curie noktasıdır. Bu sıcaklığın altında Fe manyetik özellik gösterir. 1 Fe-C Denge Diyagramı Fe-C Denge Diyagramı 2 Fe-C Denge Diyagramı
Demir Karbon Denge Diyagramı Saf Demirin Soğuma ve Isınma Eğrileri 769 C Curie noktasıdır. Bu sıcaklığın altında Fe manyetik özellik gösterir. 1 Fe-C Denge Diyagramı Fe-C Denge Diyagramı 2 Fe-C Denge Diyagramı
Prof. Dr. İRFAN AY / Öğr. Gör. FAHRETTİN KAPUSUZ 1
 MAKİNE PROGRAMI MALZEME TEKNOLOJİSİ-I- (DERS NOTLARI) Prof.Dr.İrfan AY Öğr. Gör. Fahrettin Kapusuz 2008-20092009 BALIKESİR Prof. Dr. İRFAN AY / Öğr. Gör. FAHRETTİN KAPUSUZ 1 DEMİR-KARBON (Fe-C) DENGE DİYAGRAMI
MAKİNE PROGRAMI MALZEME TEKNOLOJİSİ-I- (DERS NOTLARI) Prof.Dr.İrfan AY Öğr. Gör. Fahrettin Kapusuz 2008-20092009 BALIKESİR Prof. Dr. İRFAN AY / Öğr. Gör. FAHRETTİN KAPUSUZ 1 DEMİR-KARBON (Fe-C) DENGE DİYAGRAMI
Prof. Dr. İRFAN AY / Öğr. Gör. FAHRETTİN KAPUSUZ 1
 MAKİNE PROGRAMI MALZEME TEKNOLOJİSİ-I- (DERS NOTLARI) Prof.Dr.İrfan AY Öğr. Gör. Fahrettin Kapusuz 2008-20092009 BALIKESİR Prof. Dr. İRFAN AY / Öğr. Gör. FAHRETTİN KAPUSUZ 1 DEMİR-KARBON (Fe-C) DENGE DİYAGRAMI
MAKİNE PROGRAMI MALZEME TEKNOLOJİSİ-I- (DERS NOTLARI) Prof.Dr.İrfan AY Öğr. Gör. Fahrettin Kapusuz 2008-20092009 BALIKESİR Prof. Dr. İRFAN AY / Öğr. Gör. FAHRETTİN KAPUSUZ 1 DEMİR-KARBON (Fe-C) DENGE DİYAGRAMI
MMT209 Çeliklerde Malzeme Bilimi ve Son Gelişmeler 2 Çelik üretimi. Yrd. Doç. Dr. Ersoy Erişir Güz Yarıyılı
 MMT209 Çeliklerde Malzeme Bilimi ve Son Gelişmeler 2 Çelik üretimi Yrd. Doç. Dr. Ersoy Erişir 2013-2014 Güz Yarıyılı Bir entegre çelik tesisinde üretim akışı 2 Hematit, Fe2O3 Manyetit, Fe3O4 Götit, FeO(OH)
MMT209 Çeliklerde Malzeme Bilimi ve Son Gelişmeler 2 Çelik üretimi Yrd. Doç. Dr. Ersoy Erişir 2013-2014 Güz Yarıyılı Bir entegre çelik tesisinde üretim akışı 2 Hematit, Fe2O3 Manyetit, Fe3O4 Götit, FeO(OH)
TEKNOLOJİSİ--ITEKNOLOJİSİ. Prof. Dr. İRFAN AY / Öğr. Gör. FAHRETTİN KAPUSUZ
 MAKİNE PROGRAMI MALZEME TEKNOLOJİSİ--ITEKNOLOJİSİ (DERS NOTLARI) Prof.Dr.İrfan AY Öğr. Gör. Fahrettin Kapusuz 2008-2009 2008BALIKESİR 1 DEMİR-KARBON DEMİR(Fe--C) (Fe DENGE DİYAGRAMI 2 DEMİR KARBON DENGE
MAKİNE PROGRAMI MALZEME TEKNOLOJİSİ--ITEKNOLOJİSİ (DERS NOTLARI) Prof.Dr.İrfan AY Öğr. Gör. Fahrettin Kapusuz 2008-2009 2008BALIKESİR 1 DEMİR-KARBON DEMİR(Fe--C) (Fe DENGE DİYAGRAMI 2 DEMİR KARBON DENGE
Mikroyapısal Görüntüleme ve Tanı
 Mikroyapısal Görüntüleme ve Tanı -Ek Ders Notları- Yrd. Doç. Dr. Enbiya Türedi Aralık 2012 Kaynak: www.metallograph.de 2 Malzeme: 1.7131 (16MnCr5) ötektoid-altı ısıl işlemsiz Büyütme: 500 : 1 Dağlayıcı:
Mikroyapısal Görüntüleme ve Tanı -Ek Ders Notları- Yrd. Doç. Dr. Enbiya Türedi Aralık 2012 Kaynak: www.metallograph.de 2 Malzeme: 1.7131 (16MnCr5) ötektoid-altı ısıl işlemsiz Büyütme: 500 : 1 Dağlayıcı:
ÇELİKLERİN KOROZYONU. 14.04.2009 Prof.Dr.Ayşegül AKDOĞAN EKER
 ÇELİKLERİN KOROZYONU Fe-C Denge Diyagramı Fe-C Denge Diyagramı KARBON ORANLARINA GÖRE ÇELİKLER Ötektoidaltı çelik %0,006 C - %0,8 C Ötektoid (Perlitik) çelik (%0,8 C li) Ötektoidüstü çelik %0,8 C - %2,06
ÇELİKLERİN KOROZYONU Fe-C Denge Diyagramı Fe-C Denge Diyagramı KARBON ORANLARINA GÖRE ÇELİKLER Ötektoidaltı çelik %0,006 C - %0,8 C Ötektoid (Perlitik) çelik (%0,8 C li) Ötektoidüstü çelik %0,8 C - %2,06
CERRAHİ İĞNE ALAŞIMLARI. Microbiologist KADİR GÜRBÜZ
 CERRAHİ İĞNE ALAŞIMLARI Microbiologist KADİR GÜRBÜZ Bileşimlerinde en az % 12 krom bulunan çelikler paslanmaz çeliklerdir.tüm paslanmaz çeliklerin korozyon direnci, çok yoğun ve koruyucu krom oksit ince
CERRAHİ İĞNE ALAŞIMLARI Microbiologist KADİR GÜRBÜZ Bileşimlerinde en az % 12 krom bulunan çelikler paslanmaz çeliklerdir.tüm paslanmaz çeliklerin korozyon direnci, çok yoğun ve koruyucu krom oksit ince
2-C- BAKIR VE ALAŞIMLARININ ISIL İŞLEMLERİ 2-C-3 MARTENSİTİK SU VERME(*)
") 2-C- BAKIR VE ALAŞIMLARININ ISIL İŞLEMLERİ 2-C-3 MARTENSİTİK SU VERME(*) Sınai bakırlı alaşımlar arasında sadece soğukta iki veya çok fazlı alüminyumlu bakırlar pratik olarak mantensitik su almaya yatkındırlar.
2-C- BAKIR VE ALAŞIMLARININ ISIL İŞLEMLERİ 2-C-3 MARTENSİTİK SU VERME(*) Sınai bakırlı alaşımlar arasında sadece soğukta iki veya çok fazlı alüminyumlu bakırlar pratik olarak mantensitik su almaya yatkındırlar.
şeklinde, katı ( ) fazın ağırlık oranı ise; şeklinde hesaplanır.
 fazın ağırlık oranı ise; şeklinde hesaplanır.") FAZ DİYAGRAMLARI Malzeme özellikleri görmüş oldukları termomekanik işlemlerin sonucunda oluşan içyapılarına bağlıdır. Faz diyagramları mühendislerin içyapı değişikliği için uygulayacakları ısıl işlemin
FAZ DİYAGRAMLARI Malzeme özellikleri görmüş oldukları termomekanik işlemlerin sonucunda oluşan içyapılarına bağlıdır. Faz diyagramları mühendislerin içyapı değişikliği için uygulayacakları ısıl işlemin
ÇÖKELME SERTLEŞTİRMESİ
 ÇÖKELME SERTLEŞTİRMESİ Prof. Dr. Ramazan YILMAZ Sakarya Üniversitesi, Teknoloji Fakültesi, Metalurji ve Malzeme Mühendisliği Bölümü Esentepe Kampüsü, 54187, SAKARYA ÇÖKELME SERTLEŞTİRMESİ (Yaşlandırma
ÇÖKELME SERTLEŞTİRMESİ Prof. Dr. Ramazan YILMAZ Sakarya Üniversitesi, Teknoloji Fakültesi, Metalurji ve Malzeme Mühendisliği Bölümü Esentepe Kampüsü, 54187, SAKARYA ÇÖKELME SERTLEŞTİRMESİ (Yaşlandırma
3. MALZEME PROFİLLERİ (MATERİALS PROFİLES) 3.1. METAL VE ALAŞIMLAR. Karbon çelikleri (carbon steels)
 3.1. METAL VE ALAŞIMLAR. Karbon çelikleri (carbon steels)") 3. MALZEME PROFİLLERİ (MATERİALS PROFİLES) 3.1. METAL VE ALAŞIMLAR Karbon çelikleri (carbon steels) Çelik, bileşiminde maksimum %2 C içeren demir karbon alaşımı olarak tanımlanabilir. Karbon çeliğin en
3. MALZEME PROFİLLERİ (MATERİALS PROFİLES) 3.1. METAL VE ALAŞIMLAR Karbon çelikleri (carbon steels) Çelik, bileşiminde maksimum %2 C içeren demir karbon alaşımı olarak tanımlanabilir. Karbon çeliğin en
Malzeme Bilgisi Prof. Dr. Akgün ALSARAN. Temel kavramlar Demir-Karbon Denge Diyagramı
 Malzeme Bilgisi Prof. Dr. Akgün ALSARAN Temel kavramlar Demir-Karbon Denge Diyagramı İçerik Giriş Demir-sementit diyagramı Demir-grafit diyagramı Dökme demir 2 Giriş Demir, pek çok mühendislik alaşımının
Malzeme Bilgisi Prof. Dr. Akgün ALSARAN Temel kavramlar Demir-Karbon Denge Diyagramı İçerik Giriş Demir-sementit diyagramı Demir-grafit diyagramı Dökme demir 2 Giriş Demir, pek çok mühendislik alaşımının
MMT440 Çeliklerin Isıl İşlemi 2 Sertleştirme Isıl İşlemi ve Sertleşebilirlik
 MMT440 Çeliklerin Isıl İşlemi 2 Sertleştirme Isıl İşlemi ve Sertleşebilirlik Yrd. Doç. Dr. Ersoy Erişir 2011-2012 Bahar Yarıyılı 2. Sertleştirme Isıl İşlemi ve Sertleşebilirlik 2.1. Tanımlar 2.2. Su verme
MMT440 Çeliklerin Isıl İşlemi 2 Sertleştirme Isıl İşlemi ve Sertleşebilirlik Yrd. Doç. Dr. Ersoy Erişir 2011-2012 Bahar Yarıyılı 2. Sertleştirme Isıl İşlemi ve Sertleşebilirlik 2.1. Tanımlar 2.2. Su verme
Uygulamalar ve Kullanım Alanları
 BÖHLER W360 ISOBLOC ılık veya sıcak dövme kalıpları ve zımbaları için geliştirilmiş bir takım çeliğidir. Sertlik ve tokluğun istendiği çok çeşitli uygulamalarda kullanılabilir. Özellikler Yüksek sertlik
BÖHLER W360 ISOBLOC ılık veya sıcak dövme kalıpları ve zımbaları için geliştirilmiş bir takım çeliğidir. Sertlik ve tokluğun istendiği çok çeşitli uygulamalarda kullanılabilir. Özellikler Yüksek sertlik
6. BEYAZ ve YÜKSEK ALAŞIMLI DÖKME DEMİRLER
 6. BEYAZ ve YÜKSEK ALAŞIMLI DÖKME DEMİRLER Gri dökme demirlerin özellikleri; kimyasal bileşimlerinin değiştirilmesi veya kalıp içindeki soğuma hızlarının değiştirilmesiyle, büyük oranda farklılıklar kazanabilir.
6. BEYAZ ve YÜKSEK ALAŞIMLI DÖKME DEMİRLER Gri dökme demirlerin özellikleri; kimyasal bileşimlerinin değiştirilmesi veya kalıp içindeki soğuma hızlarının değiştirilmesiyle, büyük oranda farklılıklar kazanabilir.
BÖLÜM 4 KAYNAK METALURJİSİ
 BÖLÜM 4 KAYNAK METALURJİSİ Kaynakta Oluşan Metalurjik Bölgeler Kaynakta Oluşan Metalurjik Bölgeler Kaynak Metalinin Katılaşması Kaynak Metalinin Katılaşması Kaynak Metalinin Katılaşması Tek pasoda yapılmış
BÖLÜM 4 KAYNAK METALURJİSİ Kaynakta Oluşan Metalurjik Bölgeler Kaynakta Oluşan Metalurjik Bölgeler Kaynak Metalinin Katılaşması Kaynak Metalinin Katılaşması Kaynak Metalinin Katılaşması Tek pasoda yapılmış
Faz ( denge) diyagramları
 diyagramları") Faz ( denge) diyagramları İki elementin birbirleriyle karıştırılması sonucunda, toplam iç enerji mimimum olacak şekilde yeni atom düzenleri meydana gelir. Fazlar, İç enerjinin minimum olmasını sağlayacak
Faz ( denge) diyagramları İki elementin birbirleriyle karıştırılması sonucunda, toplam iç enerji mimimum olacak şekilde yeni atom düzenleri meydana gelir. Fazlar, İç enerjinin minimum olmasını sağlayacak
Prof. Dr. HÜSEYİN UZUN KAYNAK KABİLİYETİ
 KAYNAK KABİLİYETİ Günümüz kaynak teknolojisinin kaydettiği inanılmaz gelişmeler sayesinde pek çok malzemenin birleştirilmesi artık mümkün hale gelmiştir. *Demir esaslı metalik malzemeler *Demirdışı metalik
KAYNAK KABİLİYETİ Günümüz kaynak teknolojisinin kaydettiği inanılmaz gelişmeler sayesinde pek çok malzemenin birleştirilmesi artık mümkün hale gelmiştir. *Demir esaslı metalik malzemeler *Demirdışı metalik
Demir-Karbon Denge Diyagramı
 Demir-Karbon Denge Diyagramı Sıcaklık Demir-Karbon diyagramı Demir, pek çok mühendislik alaşımının temelini oluşturan metaldir. Külçe demir olarak bilinen ve hemen hemen saf durumdaki demir çatı, soba
Demir-Karbon Denge Diyagramı Sıcaklık Demir-Karbon diyagramı Demir, pek çok mühendislik alaşımının temelini oluşturan metaldir. Külçe demir olarak bilinen ve hemen hemen saf durumdaki demir çatı, soba
1. AMAÇ Çeliklerde ısıl işlem yoluyla mikroyapı ve mekanik özelliklerin değişiminin incelenmesi
 1. AMAÇ Çeliklerde ısıl işlem yoluyla mikroyapı ve mekanik özelliklerin değişiminin incelenmesi 2. TEORİK BİLGİ 2.1. Çeliklerin Isıl İşlemi Metal ve alaşımlarının, faz diyagramlarına bağlı olarak ergime
1. AMAÇ Çeliklerde ısıl işlem yoluyla mikroyapı ve mekanik özelliklerin değişiminin incelenmesi 2. TEORİK BİLGİ 2.1. Çeliklerin Isıl İşlemi Metal ve alaşımlarının, faz diyagramlarına bağlı olarak ergime
MMT440 Çeliklerin Isıl İşlemi 2 Sertleştirme Isıl İşlemi ve Sertleşebilirlik
 MMT440 Çeliklerin Isıl İşlemi 2 Sertleştirme Isıl İşlemi ve Sertleşebilirlik Yrd. Doç. Dr. Ersoy Erişir 2011-2012 Bahar Yarıyılı 2. Sertleştirme Isıl İşlemi ve Sertleşebilirlik 2.1. Tanımlar 2.2. Su verme
MMT440 Çeliklerin Isıl İşlemi 2 Sertleştirme Isıl İşlemi ve Sertleşebilirlik Yrd. Doç. Dr. Ersoy Erişir 2011-2012 Bahar Yarıyılı 2. Sertleştirme Isıl İşlemi ve Sertleşebilirlik 2.1. Tanımlar 2.2. Su verme
CALLİSTER FAZ DÖNÜŞÜMLERİ
 CALLİSTER FAZ DÖNÜŞÜMLERİ Faz dönüşümlerinin çoğu ani olarak gerçekleşmediğinden, reaksiyon gelişiminin zamana bağlı, yani dönüşüm hızına bağlı olarak gelişen yapısal özelliklerini dikkate almak gerekir.
CALLİSTER FAZ DÖNÜŞÜMLERİ Faz dönüşümlerinin çoğu ani olarak gerçekleşmediğinden, reaksiyon gelişiminin zamana bağlı, yani dönüşüm hızına bağlı olarak gelişen yapısal özelliklerini dikkate almak gerekir.
BÖHLER W300. Sıcak iş Çeliklerinin Başlıca Özelliklerinin Karşılaştırılması
 Sıcak iş Çeliklerinin Başlıca Özelliklerinin Karşılaştırılması Bu tablo çelik seçiminizde yardım olmak için hazırlanmıştır. Ancak yine de farklı uygulama türlerinin yarattığı gerilme koşulları dikkate
Sıcak iş Çeliklerinin Başlıca Özelliklerinin Karşılaştırılması Bu tablo çelik seçiminizde yardım olmak için hazırlanmıştır. Ancak yine de farklı uygulama türlerinin yarattığı gerilme koşulları dikkate
Paslanmaz Çeliklerin Kaynak İşlemi Esnasında Karşılaşılan Problemler ve Alınması Gereken Önlemler Paslanmaz çeliklerin kaynak işlemi esnasında
 Paslanmaz Çeliklerin Kaynak İşlemi Esnasında Karşılaşılan Problemler ve Alınması Gereken Önlemler Paslanmaz çeliklerin kaynak işlemi esnasında karşılaşılan ve kaynak kabiliyetini etkileyen problemler şunlardır:
Paslanmaz Çeliklerin Kaynak İşlemi Esnasında Karşılaşılan Problemler ve Alınması Gereken Önlemler Paslanmaz çeliklerin kaynak işlemi esnasında karşılaşılan ve kaynak kabiliyetini etkileyen problemler şunlardır:
BA KENT ÜNİVERSİTESİ. Malzemeler genel olarak 4 ana sınıfa ayrılabilirler: 1. Metaller, 2. Seramikler, 3. Polimerler 4. Kompozitler.
 MALZEMELER VE GERĐLMELER Malzeme Bilimi mühendisliğin temel ve en önemli konularından birisidir. Malzeme teknolojisindeki gelişim tüm mühendislik dallarını doğrudan veya dolaylı olarak etkilemektedir.
MALZEMELER VE GERĐLMELER Malzeme Bilimi mühendisliğin temel ve en önemli konularından birisidir. Malzeme teknolojisindeki gelişim tüm mühendislik dallarını doğrudan veya dolaylı olarak etkilemektedir.
BÖHLER K600 OSMANLI ALAŞIMLI ÇELİKLER SAN. VE TİC. LTD. ŞTİ. Başlıca çelik özelliklerinin karşılaştırılması
 Başlıca çelik özelliklerinin karşılaştırılması Bu tablonun amacı çelik seçeneğini kolaylaştırmaktır. Bununla birlikte, farklı uygulamalardan etkilenen çeşitli stres koşulları hesaba katılmamıştır. Teknik
Başlıca çelik özelliklerinin karşılaştırılması Bu tablonun amacı çelik seçeneğini kolaylaştırmaktır. Bununla birlikte, farklı uygulamalardan etkilenen çeşitli stres koşulları hesaba katılmamıştır. Teknik
BÖHLER W303 OSMANLI ALAŞIMLI ÇELİKLER SAN. VE TİC. LTD. ŞTİ. Sıcak iş Çeliklerinin Başlıca Özelliklerinin Karşılaştırılması
 Sıcak iş Çeliklerinin Başlıca Özelliklerinin Karşılaştırılması Bu tablo çelik seçiminizde yardım olmak için hazırlanmıştır. Ancak yine de farklı uygulama türlerinin yarattığı gerilme koşulları dikkate
Sıcak iş Çeliklerinin Başlıca Özelliklerinin Karşılaştırılması Bu tablo çelik seçiminizde yardım olmak için hazırlanmıştır. Ancak yine de farklı uygulama türlerinin yarattığı gerilme koşulları dikkate
Faz dönüşümleri: mikroyapı oluşumu, faz dönüşüm kinetiği
 Faz dönüşümleri: mikroyapı oluşumu, faz dönüşüm kinetiği Faz dönüşümleri 1. Basit ve yayınma esaslı dönüşümler: Faz sayısını ve fazların kimyasal bileşimini değiştirmeyen basit ve yayınma esaslı ölçümler.
Faz dönüşümleri: mikroyapı oluşumu, faz dönüşüm kinetiği Faz dönüşümleri 1. Basit ve yayınma esaslı dönüşümler: Faz sayısını ve fazların kimyasal bileşimini değiştirmeyen basit ve yayınma esaslı ölçümler.
BÖHLER W302. Sıcak iş Çeliklerinin Başlıca Özelliklerinin Karşılaştırılması
 Sıcak iş Çeliklerinin Başlıca Özelliklerinin Karşılaştırılması Bu tablo çelik seçiminizde yardım olmak için hazırlanmıştır. Ancak yine de farklı uygulama türlerinin yarattığı gerilme koşulları dikkate
Sıcak iş Çeliklerinin Başlıca Özelliklerinin Karşılaştırılması Bu tablo çelik seçiminizde yardım olmak için hazırlanmıştır. Ancak yine de farklı uygulama türlerinin yarattığı gerilme koşulları dikkate
OSMANLI ALAŞIMLI ÇELİKLER SAN. VE TİC. LTD. ŞTİ.BÖHLER W500
 Sıcak iş Çeliklerinin Başlıca Özelliklerinin Karşılaştırılması 1) Martenzitik Çelik (martenzit sıcaklığı yaklaşık olarak 480 C dir); bu form, ısı ile işlem gören çelikler ile karşılaştırılamamaktadır.
Sıcak iş Çeliklerinin Başlıca Özelliklerinin Karşılaştırılması 1) Martenzitik Çelik (martenzit sıcaklığı yaklaşık olarak 480 C dir); bu form, ısı ile işlem gören çelikler ile karşılaştırılamamaktadır.
BASMA DENEYİ MALZEME MÜHENDİSLİĞİ BÖLÜMÜ. 1. Basma Deneyinin Amacı
 1. Basma Deneyinin Amacı Mühendislik malzemelerinin çoğu, uygulanan gerilmeler altında biçimlerini kalıcı olarak değiştirirler, yani plastik şekil değişimine uğrarlar. Bu malzemelerin hangi koşullar altında
1. Basma Deneyinin Amacı Mühendislik malzemelerinin çoğu, uygulanan gerilmeler altında biçimlerini kalıcı olarak değiştirirler, yani plastik şekil değişimine uğrarlar. Bu malzemelerin hangi koşullar altında
BÖHLER K460 OSMANLI ALAŞIMLI ÇELİKLER SAN. VE TİC. LTD. ŞTİ. Başlıca Çelik Özelliklerinin Karşılaştırılması
 Başlıca Çelik Özelliklerinin Karşılaştırılması Bu tablonun amacı çelik seçeneğini kolaylaştırmaktır. Bununla birlikte, farklı uygulamalardan etkilenen çeşitli stres koşulları hesaba katılmamıştır. Teknik
Başlıca Çelik Özelliklerinin Karşılaştırılması Bu tablonun amacı çelik seçeneğini kolaylaştırmaktır. Bununla birlikte, farklı uygulamalardan etkilenen çeşitli stres koşulları hesaba katılmamıştır. Teknik
PLASTİK ŞEKİLLENDİRME YÖNTEMLERİ
 PLASTİK ŞEKİLLENDİRME YÖNTEMLERİ Metalik malzemelerin geriye dönüşü olmayacak şekilde kontrollü fiziksel/kütlesel deformasyona (plastik deformasyon) uğratılarak şekillendirilmesi işlemlerine genel olarak
PLASTİK ŞEKİLLENDİRME YÖNTEMLERİ Metalik malzemelerin geriye dönüşü olmayacak şekilde kontrollü fiziksel/kütlesel deformasyona (plastik deformasyon) uğratılarak şekillendirilmesi işlemlerine genel olarak
BÖHLER S700 OSMANLI ALAŞIMLI ÇELİKLER SAN. VE TİC. LTD. ŞTİ. Başlıca çeliklerin özelliklerinin karşılaştırılması:
 Başlıca çeliklerin özelliklerinin karşılaştırılması: Bu tablo çelik seçiminizde yardım olmak için hazırlanmıştır. Ancak yine de farklı uygulama türlerinin yarattığı gerilme koşulları dikkate alınmamıştır.
Başlıca çeliklerin özelliklerinin karşılaştırılması: Bu tablo çelik seçiminizde yardım olmak için hazırlanmıştır. Ancak yine de farklı uygulama türlerinin yarattığı gerilme koşulları dikkate alınmamıştır.
Demirin Kristal Yapıları
 Demirin Kristal Yapıları 1535 C 1390 C 910 C SIVI FERRİT (delta) OSTENİT (gamma) OSTENİT Kübik Yüzey Merkezli (KYM) FERRİT (alpha) FERRİT Kübik Hacim Merkezli (KHM) Kübik hacim merkezli (KHM), Kübik yüzey
Demirin Kristal Yapıları 1535 C 1390 C 910 C SIVI FERRİT (delta) OSTENİT (gamma) OSTENİT Kübik Yüzey Merkezli (KYM) FERRİT (alpha) FERRİT Kübik Hacim Merkezli (KHM) Kübik hacim merkezli (KHM), Kübik yüzey
OSMANLI ALAŞIMLI ÇELİKLER SAN. VE TİC. LTD. ŞTİ
 Özellikler Paslanmaz martenzitik krom çeliğidir. Bileşiminde bulunan yüksek oranda karbon içeriği, gerilme direnci düzeylerini yükseltmek için gerekli sertleştirme ve su verme işlemlerinin gerçekleştirilmesine
Özellikler Paslanmaz martenzitik krom çeliğidir. Bileşiminde bulunan yüksek oranda karbon içeriği, gerilme direnci düzeylerini yükseltmek için gerekli sertleştirme ve su verme işlemlerinin gerçekleştirilmesine
BÖHLER S705 OSMANLI ALAŞIMLI ÇELİKLER SAN. VE TİC. LTD. ŞTİ. Başlıca çeliklerin özelliklerinin karşılaştırılması:
 Başlıca çeliklerin özelliklerinin karşılaştırılması: Bu tablo çelik seçiminizde yardım olmak için hazırlanmıştır. Ancak yine de farklı uygulama türlerinin yarattığı gerilme koşulları dikkate alınmamıştır.
Başlıca çeliklerin özelliklerinin karşılaştırılması: Bu tablo çelik seçiminizde yardım olmak için hazırlanmıştır. Ancak yine de farklı uygulama türlerinin yarattığı gerilme koşulları dikkate alınmamıştır.
BÖHLER K306 OSMANLI ALAŞIMLI ÇELİKLER SAN. VE TİC. LTD. ŞTİ. Başlıca çelik özelliklerinin kıyaslanması
 Başlıca çelik özelliklerinin kıyaslanması Bu tablonun amacı çelik seçeneğini kolaylaştırmaktır. Bununla birlikte, farklı uygulamalardan etkilenen çeşitli stres koşulları hesaba katılmamıştır. Teknik danışmanlık
Başlıca çelik özelliklerinin kıyaslanması Bu tablonun amacı çelik seçeneğini kolaylaştırmaktır. Bununla birlikte, farklı uygulamalardan etkilenen çeşitli stres koşulları hesaba katılmamıştır. Teknik danışmanlık
Pik (Ham) Demir Üretimi
 Demir Üretimi") Pik (Ham) Demir Üretimi Çelik üretiminin ilk safhası pik demirin eldesidir. Pik demir için başlıca şu maddeler gereklidir: 1. Cevher: Demir oksit veya karbonatlardan oluşan, bir miktarda topraksal empüriteler
Pik (Ham) Demir Üretimi Çelik üretiminin ilk safhası pik demirin eldesidir. Pik demir için başlıca şu maddeler gereklidir: 1. Cevher: Demir oksit veya karbonatlardan oluşan, bir miktarda topraksal empüriteler
DOĞAL KURŞUN METALİK KURŞUN PLAKALAR
 KURŞUN ve ALAŞIMLARI DOĞAL KURŞUN METALİK KURŞUN PLAKALAR 1 KURŞUN ve ALAŞIMLARI Romalılar kurşun boruları banyolarda kullanmıştır. 2 KURŞUN ve ALAŞIMLARI Kurşuna oda sıcaklığında bile çok düşük bir gerilim
KURŞUN ve ALAŞIMLARI DOĞAL KURŞUN METALİK KURŞUN PLAKALAR 1 KURŞUN ve ALAŞIMLARI Romalılar kurşun boruları banyolarda kullanmıştır. 2 KURŞUN ve ALAŞIMLARI Kurşuna oda sıcaklığında bile çok düşük bir gerilim
BÖHLER K455 OSMANLI ALAŞIMLI ÇELİKLER SAN. VE TİC. LTD. ŞTİ. Başlıca Çelik Özelliklerinin Kıyaslaması
 Başlıca Çelik Özelliklerinin Kıyaslaması Bu tablonun amacı çelik seçeneğini kolaylaştırmaktır. Bununla birlikte, farklı uygulamalardan etkilenen çeşitli stres koşulları hesaba katılmamıştır. Teknik danışmanlık
Başlıca Çelik Özelliklerinin Kıyaslaması Bu tablonun amacı çelik seçeneğini kolaylaştırmaktır. Bununla birlikte, farklı uygulamalardan etkilenen çeşitli stres koşulları hesaba katılmamıştır. Teknik danışmanlık
MMT440 Çeliklerin Isıl İşlemi 1 Isıl İşlem Yöntemlerinin Sınıflandırılması ve Tanımlanması
 MMT440 Çeliklerin Isıl İşlemi 1 Isıl İşlem Yöntemlerinin Sınıflandırılması ve Tanımlanması Yrd. Doç. Dr. Ersoy Erişir 2011-2012 Bahar Yarıyılı TS EN 10020 Standardına göre çelikler TS EN 10020 ye göre
MMT440 Çeliklerin Isıl İşlemi 1 Isıl İşlem Yöntemlerinin Sınıflandırılması ve Tanımlanması Yrd. Doç. Dr. Ersoy Erişir 2011-2012 Bahar Yarıyılı TS EN 10020 Standardına göre çelikler TS EN 10020 ye göre
MALZEME BİLGİSİ DERS 7 DR. FATİH AY.
 MALZEME BİLGİSİ DERS 7 DR. FATİH AY www.fatihay.net fatihay@fatihay.net GEÇEN HAFTA KIRILMANIN TEMELLERİ KIRILMA ÇEŞİTLERİ KIRILMA TOKLUĞU YORULMA S-N EĞRİSİ SÜRÜNME GİRİŞ Basınç (atm) Katı Sıvı Buhar
MALZEME BİLGİSİ DERS 7 DR. FATİH AY www.fatihay.net fatihay@fatihay.net GEÇEN HAFTA KIRILMANIN TEMELLERİ KIRILMA ÇEŞİTLERİ KIRILMA TOKLUĞU YORULMA S-N EĞRİSİ SÜRÜNME GİRİŞ Basınç (atm) Katı Sıvı Buhar
Isıl İşlemde Risk Analizi
 Isıl İşlemde Risk Analizi Tam Isıl İşlem Çevrimi Isıl işlem öncesi operasyonlar Isıl işlem operasyonları Isıl İşlemde Temel Riskler Isıl işlemde en çok karşılaşılan problemler şunlardır: Su verme çatlaması
Isıl İşlemde Risk Analizi Tam Isıl İşlem Çevrimi Isıl işlem öncesi operasyonlar Isıl işlem operasyonları Isıl İşlemde Temel Riskler Isıl işlemde en çok karşılaşılan problemler şunlardır: Su verme çatlaması
Konu: Yüksek Hassasiyetli Yağ Keçelerinin Takviye Bilezik Kalıplarının Üretiminde Kullanılan Takım Çelikleri ve Üretim Prosesleri
 Nurettin ÇALLI Fen Bilimleri Ens. Öğrenci No: 503812162 MAD 614 Madencilikte Özel Konular I Dersi Veren: Prof. Dr. Orhan KURAL İTÜ Maden Fakültesi Konu: Yüksek Hassasiyetli Yağ Keçelerinin Takviye Bilezik
Nurettin ÇALLI Fen Bilimleri Ens. Öğrenci No: 503812162 MAD 614 Madencilikte Özel Konular I Dersi Veren: Prof. Dr. Orhan KURAL İTÜ Maden Fakültesi Konu: Yüksek Hassasiyetli Yağ Keçelerinin Takviye Bilezik
Ç l e i l k i l k e l r e e e Uyg u a l na n n n Yüz ü ey e y Ser Se tle l ş e t ş ir i me e İ şl ş e l m l r e i
 Çeliklere Uygulanan Yüzey Sertleştirme İşlemleri Bazı uygulamalarda kullanılan çelik parçaların hem aşınma dirençlerinin, hem de darbe dayanımlarının yüksek olması istenir. Bunun için parçaların yüzeylerinin
Çeliklere Uygulanan Yüzey Sertleştirme İşlemleri Bazı uygulamalarda kullanılan çelik parçaların hem aşınma dirençlerinin, hem de darbe dayanımlarının yüksek olması istenir. Bunun için parçaların yüzeylerinin
BÖHLER S600 OSMANLI ALAŞIMLI ÇELİKLER SAN. VE TİC. LTD. ŞTİ. Başlıca çelik özelliklerinin karşılaştırması:
 Başlıca çelik özelliklerinin karşılaştırması: Bu tablo çelik seçiminizde yardım olmak için hazırlanmıştır. Ancak yine de farklı uygulama türlerinin yarattığı gerilme koşulları dikkate alınmamıştır. Teknik
Başlıca çelik özelliklerinin karşılaştırması: Bu tablo çelik seçiminizde yardım olmak için hazırlanmıştır. Ancak yine de farklı uygulama türlerinin yarattığı gerilme koşulları dikkate alınmamıştır. Teknik
TOKLUK VE KIRILMA. Doç.Dr.Salim ŞAHĠN
 TOKLUK VE KIRILMA Doç.Dr.Salim ŞAHĠN TOKLUK Tokluk bir malzemenin kırılmadan önce sönümlediği enerjinin bir ölçüsüdür. Bir malzemenin kırılmadan bir darbeye dayanması yeteneği söz konusu olduğunda önem
TOKLUK VE KIRILMA Doç.Dr.Salim ŞAHĠN TOKLUK Tokluk bir malzemenin kırılmadan önce sönümlediği enerjinin bir ölçüsüdür. Bir malzemenin kırılmadan bir darbeye dayanması yeteneği söz konusu olduğunda önem
BÖHLER K720 OSMANLI ALAŞIMLI ÇELİKLER SAN. VE TİC. LTD. ŞTİ. Başlıca çelik özelliklerinin karşılaştırılması
 Başlıca çelik özelliklerinin karşılaştırılması Bu tablonun amacı çelik seçeneğini kolaylaştırmaktır. Bununla birlikte, farklı uygulamalardan etkilenen çeşitli stres koşulları hesaba katılmamıştır. Teknik
Başlıca çelik özelliklerinin karşılaştırılması Bu tablonun amacı çelik seçeneğini kolaylaştırmaktır. Bununla birlikte, farklı uygulamalardan etkilenen çeşitli stres koşulları hesaba katılmamıştır. Teknik
Uygulama çeliğin karbon miktarına bağlıdır. Alaşım elementlerinin tesiri de çok büyüktür.
 SERTLEŞTİRME Amaç: Takım çeliklerin mümkün olan en yüksek sertlik derecesine ve aşınma mukavemetine sahip olması istenir. Bu arada soğuk şekil değiştirme kabiliyeti kaybolur ve süneklik çok düşer Uygulama:
SERTLEŞTİRME Amaç: Takım çeliklerin mümkün olan en yüksek sertlik derecesine ve aşınma mukavemetine sahip olması istenir. Bu arada soğuk şekil değiştirme kabiliyeti kaybolur ve süneklik çok düşer Uygulama:
BÖLÜM 3 DİFÜZYON (YAYINIM)
") BÖLÜM 3 DİFÜZYON (YAYINIM) 1 Mürekkebin suda yayılması veya kolonyanın havada yayılması difüzyona örnektir. En hızlı difüzyon gazlarda görülür. Katılarda atom hareketleri daha yavaş olduğu için katılarda
BÖLÜM 3 DİFÜZYON (YAYINIM) 1 Mürekkebin suda yayılması veya kolonyanın havada yayılması difüzyona örnektir. En hızlı difüzyon gazlarda görülür. Katılarda atom hareketleri daha yavaş olduğu için katılarda
Isıl işlemler. Malzeme Bilgisi - RÜ. Isıl İşlemler
 Isıl işlemler 1 ISIL İŞLEM Katı haldeki metal ve alaşımlara, belirli özellikler kazandırmak amacıyla bir veya daha çok sayıda, yerine göre birbiri peşine uygulanan ısıtma ve soğutma işlemleridir. Bütün
Isıl işlemler 1 ISIL İŞLEM Katı haldeki metal ve alaşımlara, belirli özellikler kazandırmak amacıyla bir veya daha çok sayıda, yerine göre birbiri peşine uygulanan ısıtma ve soğutma işlemleridir. Bütün
Çeliklerin Fiziksel Metalurjisi
 Çeliklerin Fiziksel Metalurjisi Ders kapsamı Çelik malzemeler Termik dönüģümler ve kontrolü Fiziksel özellikler Ölçüm yöntemleri Malzeme seçim kriterleri Teknik ısıl iģlem uygulamaları Malzemelerin Kullanım
Çeliklerin Fiziksel Metalurjisi Ders kapsamı Çelik malzemeler Termik dönüģümler ve kontrolü Fiziksel özellikler Ölçüm yöntemleri Malzeme seçim kriterleri Teknik ısıl iģlem uygulamaları Malzemelerin Kullanım
Faz dönüşümünün gelişmesi, çekirdeklenme ve büyüme olarak adlandırılan iki farklı safhada meydana gelir.
 1 Faz dönüşümlerinin çoğu ani olarak gerçekleşmediğinden, reaksiyon gelişiminin zamana bağlı, yani dönüşüm hızına bağlı olarak gelişen yapısal özelliklerini dikkate almak gerekir. Malzemelerin, özellikle
1 Faz dönüşümlerinin çoğu ani olarak gerçekleşmediğinden, reaksiyon gelişiminin zamana bağlı, yani dönüşüm hızına bağlı olarak gelişen yapısal özelliklerini dikkate almak gerekir. Malzemelerin, özellikle
BÖHLER S500 OSMANLI ALAŞIMLI ÇELİKLER SAN. VE TİC. LTD. ŞTİ. Başlıca Çelik Özelliklerinin Karşılaştırılması
 Başlıca Çelik Özelliklerinin Karşılaştırılması Bu tablo çelik seçiminizde yardım olmak için hazırlanmıştır. Ancak yine de farklı uygulama türlerinin yarattığı gerilme koşulları dikkate alınmamıştır. Teknik
Başlıca Çelik Özelliklerinin Karşılaştırılması Bu tablo çelik seçiminizde yardım olmak için hazırlanmıştır. Ancak yine de farklı uygulama türlerinin yarattığı gerilme koşulları dikkate alınmamıştır. Teknik
Konu: Çelik Elde Edilmesi, Isıl İşlem ve Uygulamaları
 Konu: Çelik Elde Edilmesi, Isıl İşlem ve Uygulamaları Çeliğin Elde Edilmesi Çelik,(Fe) elementiyle ve genelde % 0,2 %2,1 oranlarında değişebilen karbon miktarının bileşiminden oluşan bir tür alaşımdır.
Konu: Çelik Elde Edilmesi, Isıl İşlem ve Uygulamaları Çeliğin Elde Edilmesi Çelik,(Fe) elementiyle ve genelde % 0,2 %2,1 oranlarında değişebilen karbon miktarının bileşiminden oluşan bir tür alaşımdır.
MMT209 Çeliklerde Malzeme Bilimi ve Son Gelişmeler 2 Çelik üretimi. Yrd. Doç. Dr. Ersoy Erişir 2014-2015 Güz Yarıyılı
 MMT209 Çeliklerde Malzeme Bilimi ve Son Gelişmeler 2 Çelik üretimi Yrd. Doç. Dr. Ersoy Erişir 2014-2015 Güz Yarıyılı Bir entegre çelik tesisinde üretim akışı 2 Hematit, Fe2O3 Manyetit, Fe3O4 Götit, FeO(OH)
MMT209 Çeliklerde Malzeme Bilimi ve Son Gelişmeler 2 Çelik üretimi Yrd. Doç. Dr. Ersoy Erişir 2014-2015 Güz Yarıyılı Bir entegre çelik tesisinde üretim akışı 2 Hematit, Fe2O3 Manyetit, Fe3O4 Götit, FeO(OH)
PLASTİK ŞEKİL VERMENİN ESASLARI EÜT 231 ÜRETİM YÖNTEMLERİ. Metal Şekillendirmede Gerilmeler. Plastik Şekil Verme
 PLASTİK ŞEKİL VERMENİN ESASLARI EÜT 231 ÜRETİM YÖNTEMLERİ Doç.Dr. Murat VURAL İTÜ Makina Fakültesi 1 1. Plastik Şekil Vermeye Genel Bakış 2. Plastik Şekil Vermede Malzeme Davranışı 3. Plastik Şekil Vermede
PLASTİK ŞEKİL VERMENİN ESASLARI EÜT 231 ÜRETİM YÖNTEMLERİ Doç.Dr. Murat VURAL İTÜ Makina Fakültesi 1 1. Plastik Şekil Vermeye Genel Bakış 2. Plastik Şekil Vermede Malzeme Davranışı 3. Plastik Şekil Vermede
TAKIM ÇELİKLERİ İÇİN UYGULANAN EROZYON İŞLEMLERİ
 TAKIM ÇELİKLERİ İÇİN UYGULANAN EROZYON İŞLEMLERİ Kalıp işlemesinde erozyonla imalatın önemi kimse tarafından tartışılmamaktadır. Elektro erozyon arka arkaya oluşturulan elektrik darbelerinden meydana gelen
TAKIM ÇELİKLERİ İÇİN UYGULANAN EROZYON İŞLEMLERİ Kalıp işlemesinde erozyonla imalatın önemi kimse tarafından tartışılmamaktadır. Elektro erozyon arka arkaya oluşturulan elektrik darbelerinden meydana gelen
Çeliklere Uygulanan SERTLEŞTİRME YÖNTEMLERİ
 Çeliklere Uygulanan SERTLEŞTİRME YÖNTEMLERİ Temel Bilgiler ve Kavramlar Sertleştirme, çeliklerin A 3 veya A 1 sıcaklığı üzerindeki bir sıcaklıktan, yüzeyde (veya aynı zamanda kesitte) önemli sertlik artışı
Çeliklere Uygulanan SERTLEŞTİRME YÖNTEMLERİ Temel Bilgiler ve Kavramlar Sertleştirme, çeliklerin A 3 veya A 1 sıcaklığı üzerindeki bir sıcaklıktan, yüzeyde (veya aynı zamanda kesitte) önemli sertlik artışı
ÇELİK YAPILAR 1. Hafta. Onur ONAT Munzur Üniversitesi Mühendislik Fakültesi İnşaat Mühendisliği Bölümü, Tunceli
 ÇELİK YAPILAR 1. Hafta Onur ONAT Munzur Üniversitesi Mühendislik Fakültesi İnşaat Mühendisliği Bölümü, Tunceli 1 Hangi Konular İşlenecek? Çelik nedir, yapılara uygulanması ve tarihi gelişimi Çeliğin özellikleri
ÇELİK YAPILAR 1. Hafta Onur ONAT Munzur Üniversitesi Mühendislik Fakültesi İnşaat Mühendisliği Bölümü, Tunceli 1 Hangi Konular İşlenecek? Çelik nedir, yapılara uygulanması ve tarihi gelişimi Çeliğin özellikleri
BÖHLER K110 OSMANLI ALAŞIMLI ÇELİKLER SAN. VE TİC. LTD.ŞTİ. Başlıca Çelik özelliklerinin kıyaslaması
 Başlıca Çelik özelliklerinin kıyaslaması Bu tablonun amacı çelik seçeneğini kolaylaştırmaktır. Bununla birlikte, farklı uygulamalardan etkilenen çeşitli stres koşulları hesaba katılmamıştır. Teknik danışmanlık
Başlıca Çelik özelliklerinin kıyaslaması Bu tablonun amacı çelik seçeneğini kolaylaştırmaktır. Bununla birlikte, farklı uygulamalardan etkilenen çeşitli stres koşulları hesaba katılmamıştır. Teknik danışmanlık
Faz Dönüşümleri ve Faz (Denge) Diyagramları
 Diyagramları") Faz Dönüşümleri ve Faz (Denge) Diyagramları 1. Giriş Bir cisim bağ kuvvetleri etkisi altında en düşük enerjili denge konumunda bulunan atomlar grubundan oluşur. Koşullar değişirse enerji içeriği değişir,
Faz Dönüşümleri ve Faz (Denge) Diyagramları 1. Giriş Bir cisim bağ kuvvetleri etkisi altında en düşük enerjili denge konumunda bulunan atomlar grubundan oluşur. Koşullar değişirse enerji içeriği değişir,
Demir Karbon Denge Diyagramı
 Demir Karbon Denge Diyagramı Saf Demirin Soğuma ve Isınma Eğrileri 769 C Curie noktasıdır. 769 C sıcaklığın altında demir (Fe) manyetik özellik gösterir. 1 Fe-C Denge Diyagramı Fe-C Denge Diyagramı 2 Fe-C
Demir Karbon Denge Diyagramı Saf Demirin Soğuma ve Isınma Eğrileri 769 C Curie noktasıdır. 769 C sıcaklığın altında demir (Fe) manyetik özellik gösterir. 1 Fe-C Denge Diyagramı Fe-C Denge Diyagramı 2 Fe-C
ÇELİKLERİN VE DÖKME DEMİRLERİN MİKROYAPILARI
 GAZİ ÜNİVERSİTESİ TEKNOLOJİ FAKÜLTESİ METALURJİ VE MALZEME MÜHENDİSLİĞİ MEM-317 MALZEME KARAKTERİZASYONU ÇELİKLERİN VE DÖKME DEMİRLERİN MİKROYAPILARI Yrd. Doç. Dr. Volkan KILIÇLI ANKARA 2012 Fe- Fe 3 C
GAZİ ÜNİVERSİTESİ TEKNOLOJİ FAKÜLTESİ METALURJİ VE MALZEME MÜHENDİSLİĞİ MEM-317 MALZEME KARAKTERİZASYONU ÇELİKLERİN VE DÖKME DEMİRLERİN MİKROYAPILARI Yrd. Doç. Dr. Volkan KILIÇLI ANKARA 2012 Fe- Fe 3 C
TİTANYUM ALAŞIMLARININ ISIL İŞLEMİ
 TİTANYUM ALAŞIMLARININ ISIL İŞLEMİ Bileşim ve amaçlarına göre Ti alaşımları tavlanabilir, sertleştirilebilir, yaşlandırılabilirler veya kimyasal ısıl işleme (nitrürleme, karbürleme vb.) tâbi tutulabilirler.
TİTANYUM ALAŞIMLARININ ISIL İŞLEMİ Bileşim ve amaçlarına göre Ti alaşımları tavlanabilir, sertleştirilebilir, yaşlandırılabilirler veya kimyasal ısıl işleme (nitrürleme, karbürleme vb.) tâbi tutulabilirler.
Faz kavramı. Kristal yapılı malzemelerin iç yapılarında homojen ve belirli özellikler gösteren bölgelere faz (phase) adı verilir.
 adı verilir.") Faz kavramı Kristal yapılı malzemelerin iç yapılarında homojen ve belirli özellikler gösteren bölgelere faz (phase) adı verilir. Fazlar; bu atom düzenlerinden ve toplam iç yapıda bu fazların oluşturdukları
Faz kavramı Kristal yapılı malzemelerin iç yapılarında homojen ve belirli özellikler gösteren bölgelere faz (phase) adı verilir. Fazlar; bu atom düzenlerinden ve toplam iç yapıda bu fazların oluşturdukları
Bu tablonun amacı, çelik seçimini kolaylaştırmaktır. Ancak, farklı uygulama tiplerinin getirdiği çeşitli baskı durumlarını hesaba katmamaktadır.
 Sıcak iş Çeliklerinin Başlıca Özelliklerinin Karşılaştırılması 1) Martenzitik Çelik (martenzit sıcaklığı yaklaşık olarak 480 C dir); bu form, ısı ile işlem gören çelikler ile karşılaştırılamamaktadır.
Sıcak iş Çeliklerinin Başlıca Özelliklerinin Karşılaştırılması 1) Martenzitik Çelik (martenzit sıcaklığı yaklaşık olarak 480 C dir); bu form, ısı ile işlem gören çelikler ile karşılaştırılamamaktadır.
BMM 205 Malzeme Biliminin Temelleri
 BMM 205 Malzeme Biliminin Temelleri Faz Dönüşümleri Dr. Ersin Emre Ören Biyomedikal Mühendisliği Bölümü Malzeme Bilimi ve Nanoteknoloji Mühendisliği Bölümü TOBB Ekonomi ve Teknoloji Üniversitesi Ankara
BMM 205 Malzeme Biliminin Temelleri Faz Dönüşümleri Dr. Ersin Emre Ören Biyomedikal Mühendisliği Bölümü Malzeme Bilimi ve Nanoteknoloji Mühendisliği Bölümü TOBB Ekonomi ve Teknoloji Üniversitesi Ankara
 Geometriden kaynaklanan etkileri en aza indirmek için yük ve uzama, sırasıyla mühendislik gerilmesi ve mühendislik birim şekil değişimi parametreleri elde etmek üzere normalize edilir. Mühendislik gerilmesi
Geometriden kaynaklanan etkileri en aza indirmek için yük ve uzama, sırasıyla mühendislik gerilmesi ve mühendislik birim şekil değişimi parametreleri elde etmek üzere normalize edilir. Mühendislik gerilmesi
MMT209 Çeliklerde Malzeme Bilimi ve Son Gelişmeler 10 Yüksek mukavemetli yapı çelikleri. Yrd. Doç. Dr. Ersoy Erişir 2013-2014 Güz Yarıyılı
 MMT209 Çeliklerde Malzeme Bilimi ve Son Gelişmeler 10 Yüksek mukavemetli yapı çelikleri Yrd. Doç. Dr. Ersoy Erişir 20132014 Güz Yarıyılı Genel yapı çelikleri esasta düşük ve/veya orta karbonlu çelik olup
MMT209 Çeliklerde Malzeme Bilimi ve Son Gelişmeler 10 Yüksek mukavemetli yapı çelikleri Yrd. Doç. Dr. Ersoy Erişir 20132014 Güz Yarıyılı Genel yapı çelikleri esasta düşük ve/veya orta karbonlu çelik olup
OSMANLI ALAŞIMLI ÇELİKLER SAN. VE TİC. LTD. ŞTİ.
 BÖHLER K390 MICROCLEAN, en basit anlatımla, şu anda BÖHLER ürün yelpazesinde bulunan soğuk iş uygulamaları için en gelişmiş özelliğe sahip toz metalürjisi soğuk iş takım çeliğidir. Bu çelik: Kesme, basma
BÖHLER K390 MICROCLEAN, en basit anlatımla, şu anda BÖHLER ürün yelpazesinde bulunan soğuk iş uygulamaları için en gelişmiş özelliğe sahip toz metalürjisi soğuk iş takım çeliğidir. Bu çelik: Kesme, basma
MMT407 Plastik Şekillendirme Yöntemleri
 K O C A E L İ ÜNİVERSİTESİ Metalurji ve Malzeme Mühendisliği Bölümü MMT407 Plastik Şekillendirme Yöntemleri 3 Şekillendirmenin Metalurjik Esasları Yrd. Doç. Dr. Ersoy Erişir 2012-2013 Güz Yarıyılı 3. Şekillendirmenin
K O C A E L İ ÜNİVERSİTESİ Metalurji ve Malzeme Mühendisliği Bölümü MMT407 Plastik Şekillendirme Yöntemleri 3 Şekillendirmenin Metalurjik Esasları Yrd. Doç. Dr. Ersoy Erişir 2012-2013 Güz Yarıyılı 3. Şekillendirmenin
ATOM HAREKETLERİ ve ATOMSAL YAYINIM
 ATOM HAREKETLERİ ve ATOMSAL YAYINIM 1. Giriş Malzemelerde üretim ve uygulama sırasında görülen katılaşma, çökelme, yeniden kristalleşme, tane büyümesi gibi olaylar ile kaynak, lehim, sementasyon gibi işlemler
ATOM HAREKETLERİ ve ATOMSAL YAYINIM 1. Giriş Malzemelerde üretim ve uygulama sırasında görülen katılaşma, çökelme, yeniden kristalleşme, tane büyümesi gibi olaylar ile kaynak, lehim, sementasyon gibi işlemler
OSMANLI ALAŞIMLI ÇELİKLER SAN. VE TİC. LTD. ŞTİ.
 Özellikler Plastik kalıp üretimine yönelik ileri teknoloji ürünü martenzitik paslanmaz krom çeliğidir. ESR/ESU yöntemiyle üretilmesi, sıcak şekillendirmede özel önlemler ve ısıl işlem ve kimyasal bileşim
Özellikler Plastik kalıp üretimine yönelik ileri teknoloji ürünü martenzitik paslanmaz krom çeliğidir. ESR/ESU yöntemiyle üretilmesi, sıcak şekillendirmede özel önlemler ve ısıl işlem ve kimyasal bileşim
Mühendislik Mimarlık Fakültesi Makine Mühendisliği Bölümü
 ÇEKME DENEYİ 1. DENEYİN AMACI Mühendislik malzemeleri rijit olmadığından kuvvet altında deforme olup, şekil ve boyut değişiklikleri gösterirler. Malzeme özelliklerini anlamak üzere mekanik testler yapılır.
ÇEKME DENEYİ 1. DENEYİN AMACI Mühendislik malzemeleri rijit olmadığından kuvvet altında deforme olup, şekil ve boyut değişiklikleri gösterirler. Malzeme özelliklerini anlamak üzere mekanik testler yapılır.
YTÜMAKiNE * A305teyim.com
 YTÜMAKiNE * A305teyim.com KONU: Kalın Sacların Kaynağı BİRLEŞTİRME YÖNTEMLERİ ÖDEVİ Kaynak Tanımı : Aynı veya benzer cinsten iki malzemeyi ısı, basınç veya her ikisini birden kullanarak, ilave bir malzeme
YTÜMAKiNE * A305teyim.com KONU: Kalın Sacların Kaynağı BİRLEŞTİRME YÖNTEMLERİ ÖDEVİ Kaynak Tanımı : Aynı veya benzer cinsten iki malzemeyi ısı, basınç veya her ikisini birden kullanarak, ilave bir malzeme
Fe-C ve Fe-Fe 3 C FAZ DİYAGRAMLARI
 Fe-C ve Fe-Fe 3 C FAZ DİYAGRAMLARI Malzeme Malzeme Bilgisi Bilgisi PROF. DR. HÜSEYİN UZUN HOŞGELDİNİZ 1 Fe-C ve Fe-Fe 3 C FAZ DİYAGRAMLARI İkili alaşım sistemlerinin en önemlilerinden birisi demir-karbon
Fe-C ve Fe-Fe 3 C FAZ DİYAGRAMLARI Malzeme Malzeme Bilgisi Bilgisi PROF. DR. HÜSEYİN UZUN HOŞGELDİNİZ 1 Fe-C ve Fe-Fe 3 C FAZ DİYAGRAMLARI İkili alaşım sistemlerinin en önemlilerinden birisi demir-karbon
ÇELİĞİN ISIL İŞLEMLERİ. 18.12.2008 Prof.Dr.Ayşegül AKDOĞAN EKER
 ÇELİĞİN ISIL İŞLEMLERİ Isıl İşlem Isıl işlem; bir malzemenin özelliklerini ve/veya içyapısını değiştirmek amacıyla, o malzemeye belli bir sıcaklık-zaman programı dahilinde uygulanan bir ısıtma ve soğutma
ÇELİĞİN ISIL İŞLEMLERİ Isıl İşlem Isıl işlem; bir malzemenin özelliklerini ve/veya içyapısını değiştirmek amacıyla, o malzemeye belli bir sıcaklık-zaman programı dahilinde uygulanan bir ısıtma ve soğutma
FAZ DİYAGRAMLARI ve DÖNÜŞÜMLERİ HOŞGELDİNİZ
 FAZ DİYAGRAMLARI ve DÖNÜŞÜMLERİ Malzeme Malzeme Bilgisi Bilgisi PROF. DR. HÜSEYİN UZUN HOŞGELDİNİZ Prof. Dr. Hüseyin UZUN-Metalurji ve Malzeme Mühendisliği Bölümü 1 /94 İkili Faz Diyagramından Hangi Bilgiler
FAZ DİYAGRAMLARI ve DÖNÜŞÜMLERİ Malzeme Malzeme Bilgisi Bilgisi PROF. DR. HÜSEYİN UZUN HOŞGELDİNİZ Prof. Dr. Hüseyin UZUN-Metalurji ve Malzeme Mühendisliği Bölümü 1 /94 İkili Faz Diyagramından Hangi Bilgiler
Uygulama çeliğin karbon miktarına bağlıdır. Alaşım elementlerinin tesiri de çok büyüktür.
 SERTLEŞTİRME Amaç: Takım çeliklerin mümkün olan en yüksek sertlik derecesine ve aşınma mukavemetine sahip olması istenir. Bu arada soğuk şekil değiştirme kabiliyeti kaybolur ve süneklik çok düşer Uygulama:
SERTLEŞTİRME Amaç: Takım çeliklerin mümkün olan en yüksek sertlik derecesine ve aşınma mukavemetine sahip olması istenir. Bu arada soğuk şekil değiştirme kabiliyeti kaybolur ve süneklik çok düşer Uygulama:
MMT209 Çeliklerde Malzeme Bilimi ve Son Gelişmeler 11 Yüksek sıcaklığa dayanıklı çelikler. Yrd. Doç. Dr. Ersoy Erişir Güz Yarıyılı
 MMT209 Çeliklerde Malzeme Bilimi ve Son Gelişmeler 11 Yüksek sıcaklığa dayanıklı çelikler Yrd. Doç. Dr. Ersoy Erişir 2011-2012 Güz Yarıyılı Sıcaklık, K Sıcaklık, C 4000 W Ergiyik Ta 3000 T m Mo Nb Hf 2000
MMT209 Çeliklerde Malzeme Bilimi ve Son Gelişmeler 11 Yüksek sıcaklığa dayanıklı çelikler Yrd. Doç. Dr. Ersoy Erişir 2011-2012 Güz Yarıyılı Sıcaklık, K Sıcaklık, C 4000 W Ergiyik Ta 3000 T m Mo Nb Hf 2000
KAZAN ÇELİKLERİNİN KAYNAK KABİLİYETİ 1. Kazan Çeliklerinin Özellikleri
 KAZAN ÇELİKLERİNİN KAYNAK KABİLİYETİ 1. Kazan Çeliklerinin Özellikleri Buhar kazanlarının, ısı değiştiricilerinin imalatında kullanılan saclara, genelde kazan sacı adı verilir. Kazan saclarının, çekme
KAZAN ÇELİKLERİNİN KAYNAK KABİLİYETİ 1. Kazan Çeliklerinin Özellikleri Buhar kazanlarının, ısı değiştiricilerinin imalatında kullanılan saclara, genelde kazan sacı adı verilir. Kazan saclarının, çekme
BÖHLER K107 OSMANLI ALAŞIMLI ÇELİKLER SAN. VE TİC. LTD. ŞTİ. Başlıca Çelik özelliklerinin kıyaslanması
 Başlıca Çelik özelliklerinin kıyaslanması Bu tablonun amacı çelik seçeneğini kolaylaştırmaktır. Bununla birlikte, farklı uygulamalardan etkilenen çeşitli stres koşulları hesaba katılmamıştır. Teknik danışmanlık
Başlıca Çelik özelliklerinin kıyaslanması Bu tablonun amacı çelik seçeneğini kolaylaştırmaktır. Bununla birlikte, farklı uygulamalardan etkilenen çeşitli stres koşulları hesaba katılmamıştır. Teknik danışmanlık
Yüksek Mukavemetli Düşük Alaşımlı Çeliklerin Kaynağı. Özlem Karaman Metalurji ve Malzeme Mühendisi Kaynak Mühendisi
 Yüksek Mukavemetli Düşük Alaşımlı Çeliklerin Kaynağı Özlem Karaman Metalurji ve Malzeme Mühendisi Kaynak Mühendisi Yüksek Mukavemetli Düşük Alaşımlı Çelikler Yüksek mukavemetli ince taneli çelikler, yani
Yüksek Mukavemetli Düşük Alaşımlı Çeliklerin Kaynağı Özlem Karaman Metalurji ve Malzeme Mühendisi Kaynak Mühendisi Yüksek Mukavemetli Düşük Alaşımlı Çelikler Yüksek mukavemetli ince taneli çelikler, yani