ERİYEN ELEKTROD İLE (MIG/MAG) KAYNAĞI
|
|
|
- Serhat Mehmet Ekinci
- 8 yıl önce
- İzleme sayısı:
Transkript
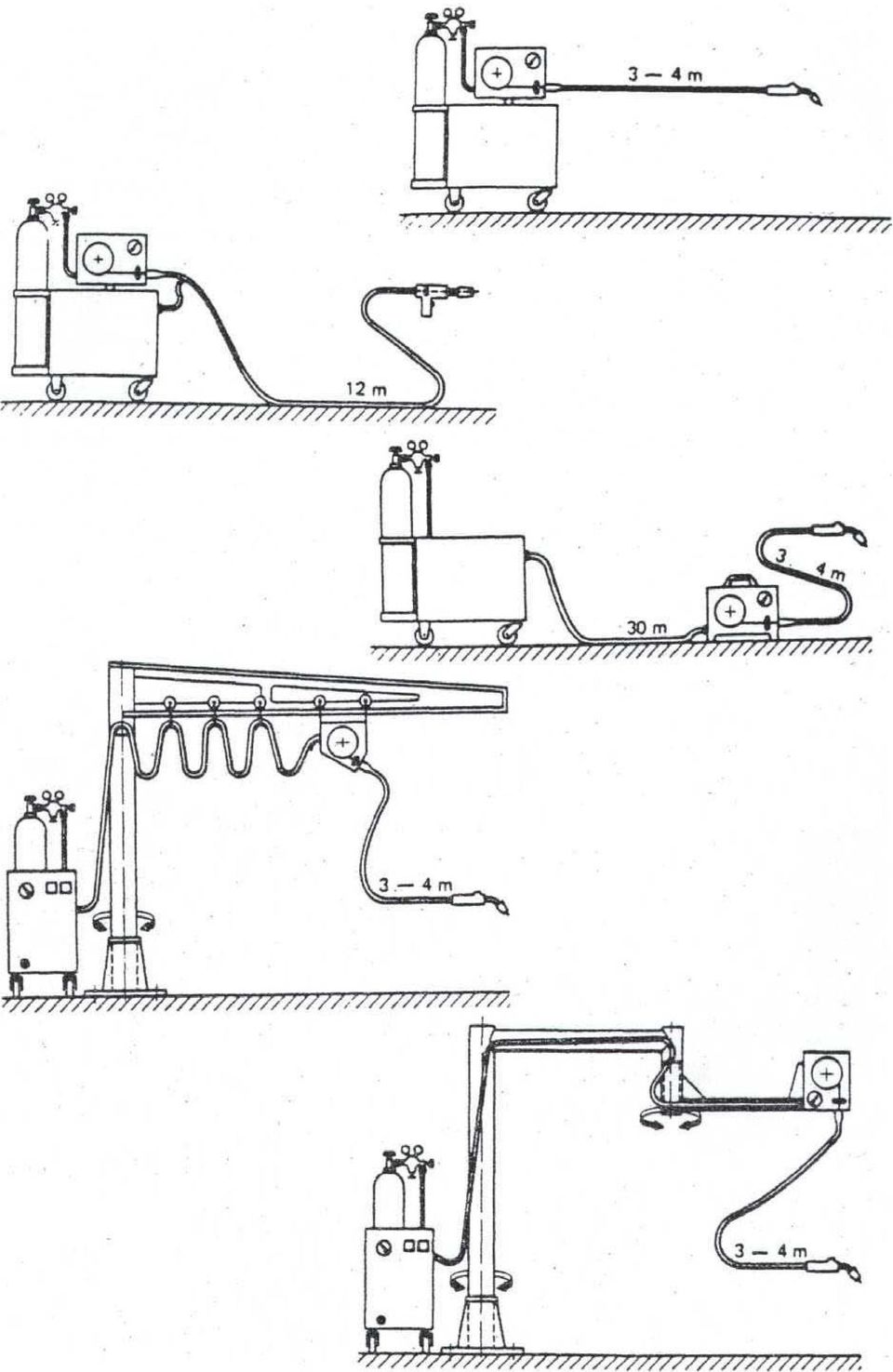
1 Yrd.Doç.Dr. İbrahim ERTÜRK ERİYEN ELEKTROD İLE (MIG/MAG) KAYNAĞI İlk defa ABD'de alüminyum ve alaşımlarının sonra da sırası ile yüksek alaşımlı çeliklerin, bakır ve alaşımlarının, karbonlu çeliklerin kaynağında kullanılmış olan MSG (Metal İnert Gas) kaynak yönteminde ark helyum veya argon gibi asal bir gaz atmosferi altında yanar. Bu yönteminin TIG yönteminden farkı arkın iş parçası ve kaynak metali ikmalini sağlayan eriyen bir elektrot arasında oluşturulmasıdır. Bir MIG kaynak donanımı şu kısımlardan oluşur: Bir kaynak tabancası. Tel şeklindeki elektrot ve muhafazasını kaynak kablosunun, soğutma suyu giriş ve çıkış elemanlarını bir arada tutan metal spiral takviyeli hortum. Tel şeklindeki elektrodun hareketini sağlayan tertibat. Kaynak akımının geçişini, soğutma suyunun devreye girişini, koruyucu gazın akışını ve telin hareketini sağlayan kumanda dolabı. Kaynak akım üreteci. Üzerinde basınç düşürme ventili ve gaz debisi ölçme tertibatı bulunan koruyucu gaz tüpü.

2
3 kalması için sürekli olarak; eriyen kaynak metali miktarına göre elektrot telinin kaynak donanımı tarafından otomatik olarak ilerletilmesi, bu yöntemde kaynakçının çalışma şartlarını kolaylaştırır, örtülü elektrotla, yapılan ark kaynağının aksine bu yöntemde kaynakçının yetiştirilmesi bir sorun yaratmaz. Yalnız bu yöntemde akım yoğunluğunun yüksekliği dolayısı ile kuvvetli bir ışınım oluştuğunda gözlerin ve cildin korunması için gereken önlemler alınmalıdır Koruyucu Gazlar Bütün koruyucu gaz kaynak yöntemlerinde olduğu gibi MIG yönteminde de koruyucu gazın ark bölgesini tamamen örtmesi ve atmosferin olumsuz etkilerinden koruması gerekir. Ark atmosferinin karakteri, kullanılan çeşitli gaz ve gaz karışımlarına bağlı olarak değişir. Argon, helyum gibi asal gazların meydana getirdikleri ark atmosferinin nötr bir karakter göstermesine karşın, argon gazına oksijen veya karbondioksit gibi aktif gazların karıştırılmasıyla ark atmosferine oksitleyici bir karakter kazandırabilir. Hidrojen gazının karıştırılması halinde ise redükleyici bir gaz atmosferi oluşur. Argon gazına oksijen veya karbondioksit gazlarını karıştırılması ile oluşan exzoterm bir reaksiyon neticesinde kaynak banyosunun sıcaklığı yükselir ve yüzey gerilimi zayıflar. Böylece kaynak banyosunun akıcılığı yükseltilmiş ve gazı giderilmiş olur. Ayrıca, koruyucu gazın oksijen içermesi düşük akım yoğunluklarında da ince taneli ve kısa devresiz damla geçişinin (Spray ark) oluşmasına yardımcı olur. Çeliğin MIG kaynağında argon gazına oksijen ve karbondioksit karıştırılmaktadır. Böylece oksijen kolay eriyen oksitlerin oluşumunu hızlandırarak, eriyen elektrot telinden düşen damlaların yüzey gerilimini zayıflatmakta ve ince taneli bir metal geçişi sağlamaktadır. Oksijenin, oksitleyici etkisi oksijene karşı büyük bir afinitesi olan mangan, silisyum, alüminyum, titanyum, zirkonyum gibi alaşım elementlerinin kaynak telindeki miktarının arttırılması ile dengelenir. Koruyucu gazların farklı kimyasal ve fiziksel özelliklerinden dolayı, düzgün ve sakin yanışlı bir ark ile kaynak yapabilmek için, her bir gaza belirli bir ark gerilimi ve akım şiddeti uygulamak gerekmektedir. Örneğin; karbondioksit molekülünün ayrışması için yüksek akım yoğunluğuna gerek vardır. Bunun neticesi olarak iri taneli, sıçramalı bir damla geçişi meydana gelir ve derin nüfuziyetli kaynak dikişleri elde edilir. Bununla beraber bazı metal ve alaşımların kaynağında argon gazında çok düşük derecede bir safiyetsizlik bulunması, kaynak dikişinde oksit, nitrür ve gözenek oluşmasına sebep olmaktadır.

4 Asal gazlar, kabuklarındaki bütün yerlerin elektronla dolu olması, diğer bir deyimle dış kabuğun kapalı olması dolayısı ile diğer elementlerin atomları ile elektron alışverişinde bulunmazlar; yani kimyasal bir reaksiyon meydana getiremezler. Koruyucu gaz kaynağı yöntemlerinde, asal gaz olarak helyum ve argon kullanılır. Argon gazı içinde oluşan arkın gerilim düşümü diğer koruyucu gazlara nazaran daha azdır. Ayrıca argonun ısı iletme kabiliyetinin de zayıf olması dolayısı ile ark sütunu daha geniş ve sıcaklığı bilhassa dış kısımlarda düşüktür. Sütunun merkezinde gerek metal buharları ve gerekse damla geçişi dolayısı ile sıcaklık daha yüksektir. Bu bakımdan argonu koruyucu gaz olarak kullanarak yapılmış kaynak dikişlerinde nüfuziyet dikişin merkezinde derin, kenarlarda azdır. Al ve Cu gibi metallerin kaynağı için uygun olan argon, çelikler halinde ancak başka gazlarla karıştırılarak kullanıldığında iyi neticeler vermektedir. Helyum'un havadan çok hafif olması gaz sarfiyatını çok arttırmaktadır. Örneğin; yatay pozisyonda aynı şartlarda argonun yaptığı korumayı sağlamak için 3 misli helyuma ihtiyaç vardır. Helyum atmosferi, ısıyı iyi ilettiğinden, bu gazın koruyucu gaz olarak kullanılması halinde nüfuziyeti iyi kaynak dikişleri elde edilir. Ark geriliminin düşümü de argona nazaran yüksek olduğundan, helyum atmosferinde oluşan kaynak arkı daha yüksek enerjilidir. Bu bakımdan ısıyı iyi ileten metallerin kalın kesitlerinin kaynağında ekseriya ön ısıtma gerektirmez. He ve Ar karışımı koruyucu gaz olarak yukarıda belirtilmiş olan özelliklerini karışım oranına göre gösterirler. Argon gazına az miktarda Oksijen, çeşitli oranlarda CO2 ilave ederek karışım gazlar elde edilir. Oksitleyici karakterdeki bu gazlar sadece çeşitli çeliklerin kaynağında kullanılır. Karbondioksit atmosferi altında yapılan, diğer bir deyimle karbondioksiti koruyucu gaz olarak kullanılan kaynak yöntemine Metal Activ Gas kelimelerinin baş harflerinden faydalanılarak MAG adı verilmiştir. Alüminyum, magnezyum ve alaşımları gibi kolaylıkla oksitlenen malzemelerin kaynağında CO2, gibi aktif bir gazın kullanılmamasına rağmen, bu gaz çeliklerin kaynağında yeni imkanların ortaya çıkmasına sebep olmuştur. Karbondioksit, argon gibi monoatomik elementer bir gaz olmadığından, arkın yüksek sıcaklığında karbonmonoksit ve oksijene ayrışır. Serbest kalan oksijen kaynak banyosundaki elementlerle birleşir; ark sütünü içinde iyonize olan gaz kaynak banyosuna doğru gelir ve bir miktarı tekrar karbondioksit haline geçer ve dolayısı ile ayrışma esnasında almış olduğu ısıyı tekrar verir. Bu da dikişin nüfuziyetinin artmasına yol açar. Banyo içinde ayrıca serbest oksijenin oluşturduğu demir-oksit mangan, silisyum ve karbon tarafından redüklenir. Mangan

5 ve silisyum kaybı kaynak telinin bileşimi tarafından karşılanır. Bu bakımdan çeliklerin kaynağında MIG kaynak telleri, MAG yönteminde kullanılamaz. MAG kaynağında, kaynak işlemi esnasında bir miktar alaşım elementi oksidasyonla kaybolduğundan, dikişin üzerinde çok ince bir cüruf tabakası oluşur ve bu da çok kolay bir şekilde kalkar. Günümüz endüstrisinde MAG kaynak yönteminde kullanılan kaynak telleri şu şekilde gruplanabilir. Alaşımsız teller; bunlarda sadece mangan ve silisyum miktarı normal çeliklere nazaran biraz daha fazladır. Alaşımlı teller; bunlar özel bileşimde olup özel işler için geliştirilmişlerdir, ayrıca zirkonyum ve titanyum gibi dezoksidasyon maddeleri içerirler. Kenetli teller; bunlar ince bantların bir dekapanla birlikte sarılması ile elde edilmişlerdir. Alaşımlama dekapan tarafından sağlanır. Günümüzde MIG kaynak akım üreteçleri 600 Amper 'e kadar çeşitli güçlerde imal edilmektedirler. Sabit gerilimli diye isimlendirilen bu kaynak akım üreteçlerinde, gerilimin tamamen sabit tutulması mümkün değildir. Her 100 A için azami 7 V kadar ark gerilimi düşümüne müsaade edilir; Kaliteli üreteçlerde bu değer 2 ilâ 5 V arasındadır. Tablo 3.1. MIG Kaynak yönteminde kullanılan koruyucu gazlar Kaynak usulü Gazın Karakteri Gazın İşareti DİN Gazın Bileşimi Kullanma Yeri

6 MIG Asal Asal Asal Ar % 100 He /o 100 He /o Ar kalanı Çelik haricinde bütün metal ve alaşımları Cu ve Al alaşımları Cu ve Al alaşımları Karışım Gazlar Hafif Oksitleyici Oksitleyici Kuvvetli Oksitleyici M. 1.1 M. 1.2 M. 1.3 M. 2.1 M. 2.2 M M.3.1 M. 3.2 M.3.3 O2 % Ar kalanı CO2 % Ar kalanı CO2 % Ar kalanı CO2 % Ar kalanı CO2 % O2 % Ar kalanı O2 % Ar kalanı CO2 % Ar kalanı CO2 /o , % Ar kalan. O2 % Ar kalanı Paslanmaz Çelikler Paslanmaz Çelikler Alâşımsız ve az alaşımlı çelikler Alaşımsız ve az alaşımlı çelikler (özlü elektrod ile) Alaşımlı ve az alaşımlı çelikler Alaşımsız ve az alaşımlı çelikler, paslanmaz çelikler Alaşımsız ve az alaşımlı çelikler Alaşımsız ve az alaşımlı çelikler Alaşımsız çelikler MAG C CO2 /o 100 Alaşımsız ve az alaşımlı çelikler

7 C Si Mn P S Cu Ni SGRl 0,05. -0,12 0,2...0,6 0,1... 1,4 0,03 0,03 0,35 0,7 Cr O.15 V 0,05Zr- Ti 0,02Mo 0,15 SGBI 0,05...0,12 0,15...0,45 0,4... 1,6 0,03 0,03 0,35 0,7 Al 0,02 Mo 0,15 Şekil 3.5. MAG kaynağında kullanılan kenetli tel elektrodlar Tablo 3.3. Alüminyum ve alaşımlarının MIG Kaynağında kullanılan elektrodlar. Esas Malzeme Kaynak Teli Al 99,8 Al 99,5 S-AI 99,5 AlMn AlMgMn AIMg3

8 AIMg5 S-AIMg5 AIMgSi AIZnMg Al 99,5 AIMgSi S-AISi5 AIZnMg AIMgMn AIMg3 S-AIMg4,5Mn Almg5 AIZnMg Bu tip kaynak akım üreteçlerinde iç ayar diye isimlendirilen l ark boyu ayar skalası vardır. Bu tip üreteçlerde ark gerilimi ve tel ilerleme hızı ve buna bağlı olarak da akım şiddeti ayarlanır. Bu tür makinalarda tel ilerletme motoru, seçilmiş sabit bir devirle döner, yani diğer bir deyimle tel hızı sabittir. Kaynak esnasında herhangi bir nedenle ark boyu uzadığı zaman Şekil 3.7'de görüldüğü gibi akım şiddeti büyük miktarda azalır. Buna bağlı olarak eriyen tel miktarı azaldığından ark normal boyuna döner; aksi halde, yani ark boyunun kısalması halinde ise akım şiddeti süratle artar; eriyen tel miktarı da buna bağlı olarak artacağından neticede de ark boyu normale döner (Şekil 3.7). Bu kaynak yönteminde görüldüğü gibi ark boyunun ayarlanması yarı otomatik kaynak halinde dahi, kaynakçının melikesine veya dikkatine bırakılmamıştır. Ark boyu kaynak akım üretecinin yatay karakteristiği sayesinde kendinden ayarlanmaktadır.

9

10 3.2. Çalışma Tekniği Prensip olarak bilinen kaynak bağlantı (dikiş) şekilleri MIG yöntemi ile de kaynak edilebilir. Yatay pozisyondaki dikişler hem el hem de otomatik olarak kaynak edilebilir. Buna karşın zor pozisyonlarda yalnız el kaynağı kullanılır. Genel anlamda MIG yönteminde uygulanacak kaynak tekniği, kaynaklanan malzemenin cinsine, ısıl iletkenliğine, ağız şekline ve kaynak pozisyonuna bağlıdır. Kaynak dikişinin yüksekliği, genişliği ve nüfuziyeti aynı hamlaç tutuluşunda kaynak gerilimini, kaynak akım şiddetini ve kaynak hızını değiştirerek ayarlanabilir. Akım şiddeti yükseldikçe nüfuziyet artar, buna karşın dikiş genişliği yüksekliği azalır. Kaynak geriliminin ve hızının yükselmesi de, dikişin genişliğine ters yönde etkir. Kaynak hamlacı, kaynak yönüne ters doğrultuda en fazla 30 lik bir eğimle tutularak kaynak yapılıyorsa kaynakçı, kaynak banyosuna ve elektrodun erime işlemine kolayca bakabilir. Eğer bu meyil fazlalaşırsa nüfuziyet azalır ve dikiş de incelir. Bu durumda, kaynak hızının arttırılması gerekir, aksi halde kaynak banyosunun önünde bir yığılma meydana gelir ve aynı zamanda da dikişte kalıntı ve

11 gözenekler olur. Hamlaç eğiminin artması diğer yönden koruyucu gaz akımının şeklini de etkilediğinden, koruyucu gazın koruma etkinliği azalır. Derin bir nüfuziyetin gerekli olduğu kalın kaynak dikişleri hamlaca kaynak yönünde en fazla gene 30 'lik bir meyil vererek elde edilir. Bu durum bilhassa tam otomatik MIG-MAG kaynak yönteminde uygulanır. Yüksek akım şiddeti ile yapılan kaynak işlemlerinde ark üflemesi zaman zaman ciddi bir mahzur oluşturur. Bu olaya mani olmak için parçanın kutuplanmasında gereken itina gösterilmelidir. MIG kaynak yönteminde güvenilir kaynak bağlantısı elde edebilmek için ayarlanması gereken kaynak parametrelerinin başında akım şiddeti ve gerilimi gelir. Sabit gerilimli veya diğer bir deyimle yatay karakteristikli kaynak akım üreteçlerinde bu iki parametre birbirlerinden bağımsız olarak ayarlanabilir. Kaynak gerilimi, akım üretecinin ince ve kaba ayar düğmelerinden kademeli olarak veya bazı özel tiplerde ise potansiyometre ile kademesiz olarak ayarlanabilir. Kaynak akım şiddeti ise MIG kaynak akım üreteçlerinde tel ilerletme düğmesinden ayarlanır. Seçilmiş olan gerilim ve akım şiddetinin dikiş formu ve ark şekli üzerine etkileri Şekil 3.10'da gösterilmiştir. Uygun seçilmiş bir çalışma noktası arkın sakin ve kararlı bir şekilde yanışı ile kendini belli eder. Bir MIG kaynak akım üretecinde sabit gerilim karakteristik ayar imkanı ne kadar fazla olursa optimal çalışma noktasının saptanması da o derece kolay olur. Genel olarak standart akım üreteçlerinde 3 kaba ayar ve 5 adet de ince ayar vardır bu da toplam 15 kademede gerilim

12 ayar olanağı sağlar. Kaynak işlemi esnasında metal damlacıklarının geçiş özelliğine göre çalışma karakteristiği seçimi ile 14 ila 24 V arasında kısa ark, 23 ila 34 V arasında ise uzun ve sprey ark (duşşeklinde damla geçişi) elde edilir. 18 ila 28 V arasında ise uzun ve kısa ark arası bir damla geçişi karşılanır. Damla geçişine bağlı olarak akım yoğunluğu kısa ark halinde 125 A/mm 2 den küçük, uzun ve sprey ark haline ise bu değerden büyük olmalıdır. Kaynak teli çapı (mm) Normal MAG - Kaynağı Akım Şiddeti (Amper) 0,6 0,8 1,0 1, Ark gerilimi (Volt) Erime gücü i kg; saat) Kısa ark boyu ile yapılan kaynak Akım şiddeti (Amper) A/k gerilimi (Volt) Erime gücü (kg/saat) , Şekil 3.9. Kısa Ark ve Uzun Ark ile yapılan MAG kaynağında arkın davranışı.

13 Arkın şekli sadece gerilim ve akım şiddetinin yukarıda verilmiş olan salt değerlerine bağlı değildir, elektrod malzemesi, serbest tel mesafesi ve koruyucu gazın cinsi gibi faktörlere de bağlıdır. Eriyen elektrod ile koruyucu gaz kaynağında gerek kaynak parametrelerinin hatalı seçilmesi

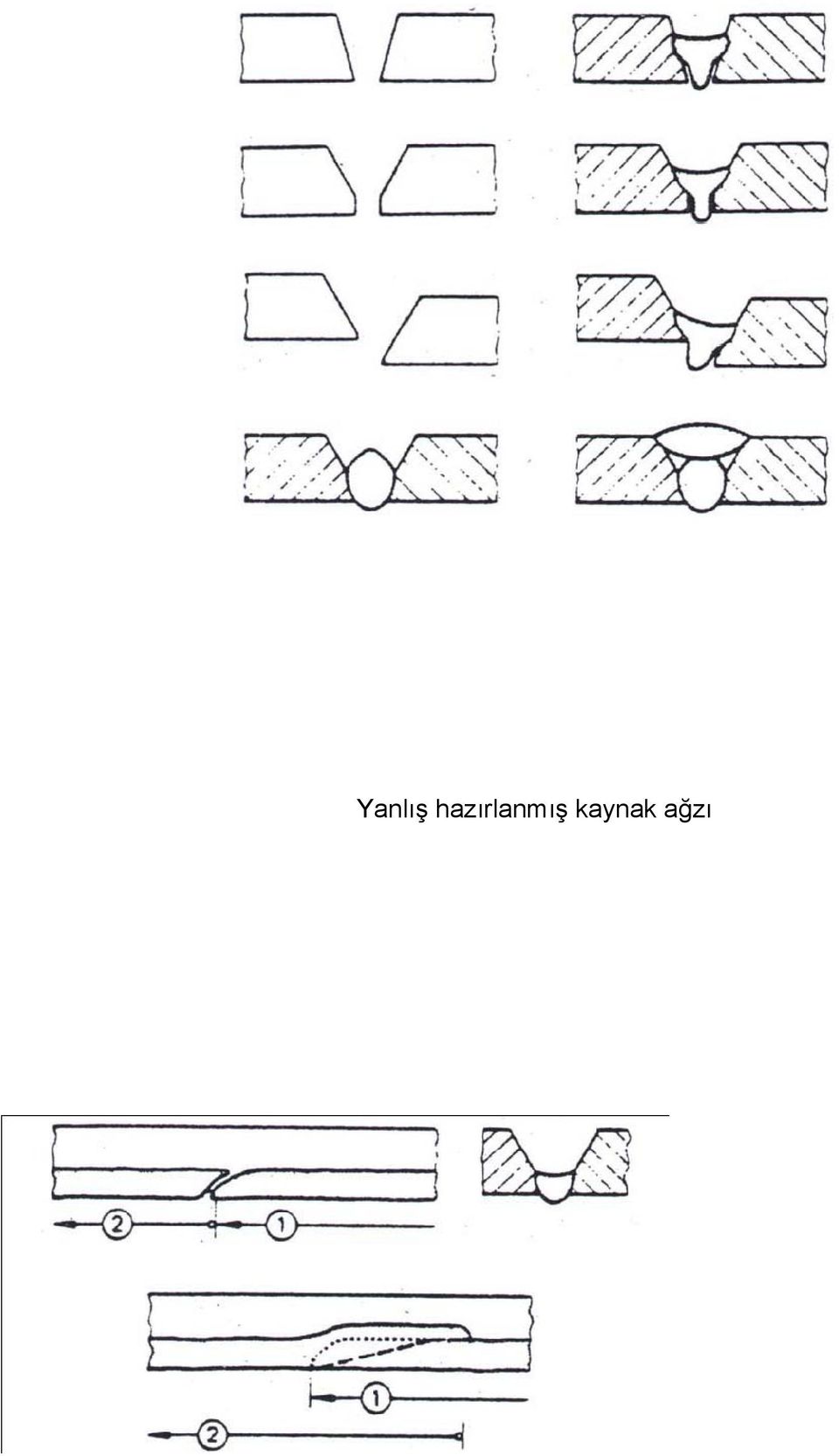
14 ve gerekse de uygulama esnasındaki hatalı davranışlardan ötürü ortaya çıkan birtakım kaynak hataları ile karşılaşılır. Bu hataların oluşum nedenleri ve giderilme çareleri Şekil 3.18, Şekil 3.19 ve Şekil 3.20'de gösterilmiştir. Bütün eritme kaynak yöntemlerinde olduğu gibi MIG ve MAG kaynak yönteminde de parçaların kaynaktan evvel hazırlanmaları gereklidir; bu yöntem için önerilen kaynak ağız formları Şekil 3.22 ve Şekil 3.23 de verilmiştir. Alüminyum, bakır ve alaşımları ile paslanmaz çeliklerin kaynağında MIG, az alaşımlı çeliklerin kaynağında da MAG yöntemi ekonomik ve teknolojik kolaylıklar sağladığından günümüzde büyük çapta uygulama alanı bulmaktadır.

15 yükselir Akım şiddeti Azalır artar Ark gerilimi Yükselir artar Nüfuziyet Azalır az sıçrama Fazla artar kontak borusu Azalır ısınması Şekil Serbest tel uzunluğunun dikiş formuna etkisi (şematik)

16

17 azalır Erime gücü büyür artar nüfuziyet azalır alçalır Dikişli tırtılı yükselir azalır Sıçrama fazlalaşır oluşur Alüminyum oluşmaz kaynağında oksit temizleme Şekil Kutuplamanın dikiş formuna etkisi Yanma olukları Ark fazla uzun Kaynak hızı çok yüksek Hamlaç salınım yapmamış Hamlaç dik tutulmamış Hamlaç yana eğik tutulmuş Kuvvetli oksitleyici bir koruyucu gaz kullanılmış

18 Ark gücü çok fazla Ark fazla uzun Tel ilerleme hızı kafi değil Kaynak hızı çok az Dikiş fazla kalın Uygun olmayan kaynak pozisyonu Ark gücü çok fazla Ark gerilimi çok büyük Salınım hareketi az Dikiş kenarında durma az Hamlaç hareketi yanlış Kaynak hızı fazla

19 Yanlış hazırlanmış kaynak ağzı
20 Hatalı bindirme Kaynak gerilimi az Akım şiddeti düşük Kaynak hızı çok yüksek Ark boyu fazla uzun Şekil Yanlış kaynak parametrelerinin seçilmesi veya hatalı hamlaç hareketinin sebep olduğu kaynak hataları Erime gücü yüksek

21
22 Kaynak hızı çok yavaş Hamlaç eğimi çok fazla Parça fazla kalın Kaynak ağzı fazla geniş Hamlaç gereksiz yere yana eğilmiş Kaynak telinin uç kısmı eğilmiş Kaynatılan parçanın konstrüksiyonunun sebep olduğu hata Kaynak pasosunun hatalı çekilmesi
23 Hamlacın fazla eğik tutulmasının Uzun serbest el boyunun neden olduğu gözenekler neden olduğu gözenekler Hava akımının neden Parça yüzeyindeki kir ve yağın olduğu gözenekler neden olduğu gözenekler Şekil Yanlış kaynak parametrelerinin seçilmesi veya hatalı hamlaç hareketinin sebep olduğu gözenekler ve nedenleri Ark üflemesinin neden İç kısımda hapsolmuş gazın olduğu gözenekler neden olduğu gözenekler Hatalı paso şeklinin neden olduğu gözenekler
24 Koruyucu debisi az Serbest tel uzunluğu fazla Şekil Yanlış kaynak parametrelerinin seçilmesi veya hatalı hamlaç hareketinin sebep olduğu gözenekler ve nedenleri Gaz lülesi ufak Gaz lülesi tıkanmış Kontak memesi eğrilmiş Soğutma suyu koruyucu
25 S b c mm mm mm a ,25 s --
26 <1,0 -- <1,0 2,5 90 o <1,0 2,5 60 o o <1,0 2,5 90 <1, o
27 o o --90 o Şekil MIG kaynağında kullanılan kaynak ağız şekilleri (Alüminyum için). S b c a mm mm mm < ,5 s --
28 0,5 s 1 s ,5 s -- 2,5 4 1 <50 o -2 4 <50 o o >6 -<50
29 <50 o --<50 o Şekil MAG kaynağında kullanılan ağız şekilleri o
30 o Şekil MAG kaynağı için tavsiye edilen altlıklar
31 3.3. MIG-MAG Kaynak Yönteminin Üstünlükleri Bir yarı otomatik kaynak yöntemi olan MIG-MAG, kaynağın bir üretim yöntemi olarak kullanılması halinde, örtülü elektrod ile yapılan elektrik ark kaynağına nazaran çok büyük üstünlükler göstermektedir. Günümüz endüstrisinde en fazla kullanılan bu iki yöntemi çeşitli bakımlardan karşılaştırdığımızda şu hususlar belirgin bir şekilde ortaya çıkmaktadır: Kaynak dikişinin ağırlığı: Bütün eritme kaynağı yöntemlerinde, kaynak dikişinin ağırlığı, eriyen metal miktarının dolayısı ile enerji sarfiyatının bir göstergesidir. Kaynak dikişi kaynak metali ve esas metalin kesiti boyunca değişen oranlarda bir karışımdır, elektrod miktarı ise kaynak maliyetini etkileyen en önemli faktördür. MAG kaynağında kullanılan kaynak telinin örtülü elektrod ile karıştırıldığında oldukça ince olması, daha dar bir kaynak ağzı içinde çalışabilme olanağını sağlamaktadır Elektrik ark kaynağında 60 olan kaynak ağız açısı ve takriben elektrod çekirdek teli çapına eşit alınan kök aralığı, MAG kaynağı halinde küçülmektedir. MAG kaynağında ağız açısı azami 50 olarak alınmakta ve bazı hallerde bu değer 30 ye kadar düşürülmekte ve ayrıca kök aralığı da 1 mm. civarında alınabilmektedir; bu şekilde eriyen bölge ufalmakta ve dolayısı ile de ilave metalden çok büyük bir tasarruf yapılabilmektedir. Elektrik ark kaynağında, kaynak ağız açısının 60 'den daha küçük alınması, dikişin kök kısmında cüruf olmasına karşın, MAG yönteminde konstrüksiyonun elverdiği hallerde ağız açısının 30 'ye kadar düşürülmesi halinde dahi hatasız kaynak dikişi elde edilebilmektedir Elektrik enerjisi tüketimi: MIG-MAG yönteminde, kaynak dikiş hacminin elektrik ark kaynağına göre daha küçük olması, elektrik enerjisinin tüketiminin azalmasına neden olmaktadır, zira eriyen metal miktarı birim dikiş boyunda daha az olmaktadır. Ayrıca aynı akım şiddetinde, bir saat zarfında eriyen elektrod miktarı MAG yönteminde daha fazladır, zira burada örtülü elektrod halinde, örtüyü oluşturan elementlerin reaksiyona girmesi için harcanan enerji ve elektriğin ark bölgesine elektrod boyunca iletilmesi dolayısı ile ortaya çıkan direnç kaybı ortadan kalkmaktadır. MIG-MAG yönteminde, kaynak esnasında elektrod değiştirme ve cüruf temizleme gibi zaman kaybettirici unsurların olmayışı nedeni ile kaynak sürekli olarak yapılabilmekte ve dolayısı ile de makinanın boşta çalışmasından kaynaklanan elektrik enerjisi kayıpları ortadan kalkmaktadır Elektrod kaybı:
32 Örtülü elektrod ile yapılan elektrik ark kaynağında elektrodun uç kısmının (koçanının) kullanılmadan atılması ve sıçrama kayıpları dolayısı ile % 20'ye erişen bir kayıp ile karşılaşılır. MAG veya MIG yönteminde koçan kaybı yoktur, burada sadece sıçramalardan ortaya çıkan % 3-5 civarında bir kayıp vardır; bu da olaya büyük bir ekonomiklik kazandırmaktadır Cüruf temizleme: MIG-MAG yönteminde, kaynak banyosu, havanın olumsuz etkilerinden koruyucu gaz tarafından korunmaktadır ve dikiş üzerinde temizlemeyi gerektiren bir cüruf oluşmaz. MAG yöntemi uygulamalarında dezoksidasyon ve oksidasyon sonucu dikiş üzerinde ince bir tabaka halinde SiO2, MnO, FeO, CuO gibi oksitlerden oluşan bir cüruf ile karşılaşılırsa da, bu cüruf bir temizleme işlemi gerektirmez ve üzerine yeniden kaynak yapılabilir; buna karşın örtülü elektrod halinde dikiş üzerinde oluşan cürufun muhakkak temizlenmesi gereklidir. Bu büyük bir zaman kaybına neden olduğu gibi, işçilik olarak da çok külfetlidir ve dikkat gerektirir. Bilhassa kök pasolar ve yanma oluklarında katılaşan cürufun temizlenmesi çok zordur. Dikiş içinde kalmış cüruf, kaynak dikişinin mukavemetini şiddetli bir şekilde zayıflattığından, cüruf kalıntısı gibi bir kaynak hatasının MAG kaynak yönteminde görülmemesi, bu yöntemin en önemli üstünlüklerinden bir tanesidir Uygulama kolaylığı: Elektrik ark kaynağında, ark boyunun kontrolü tamamen kaynakçı tarafından kontrol altında tutulmaktadır, ayrıca kaynak banyosunun üzeri cüruf ile örtülürken, kaynakçı dikiş üzerinde cürufun kapanışını sürekli izlemektedir; cürufun kaynak yapılan yönde ileriye geçmesi, kaynak işlemini güçleştirdiği gibi, çeşitli kaynak hatalarına neden olmaktadır. Bütün bunlar ancak yetişmiş kaynakçılar gerektirmekte ve bu da oldukça pahalıya mal olmaktadır. MIG-MAG yönteminde, ark boyu makina tarafından sabit tutulmakta ve cüruf da bulunmadığından, kaynakçıların yetiştirilmesi çok daha kısa zamanda gerçekleşmekte ve ucuza mal olmaktadır. Elektrik ark kaynağında kaynak banyosu kullanılan elektrodun türüne bağlı olarak kısmen veya tamamen cüruf ile örtülüdür ve dolayısı ile kaynak esnasında kaynakçı, işlem esnasında yaptığı hatayı hemen görüp ortadan kaldırılması için çalışmada bulunamaz; buna karşın MIG- MAG yönteminde kaynak banyosu kolayca izlenebildiğinden hata yapma olasılığı azalmaktadır. MIG-MAG kaynağında A. akım üreteçleri kullanarak örtülü elektrod ile
33 kaynatılamayacak kadar ince (0.6-1 mm) saclar da kolaylıkla kaynatabilmekte; ayrıca arkın tutuşturulması örtülü elektroda nazaran çok daha kolay olduğundan, puntalama işlemleri çok kolay ve sıhhatli bir şekilde yapılabilmektedir. Elektrik ark kaynağında her pozisyonda kaynak yapma olanağı her tür elektrod ile mümkün değildir; buna karşın, MAG yöntemi her pozisyonda kaynak yapma olanağı sağlamaktadır. MIG-MAG yönteminde kalın parçalar daha az sayıda paso ile kaynatılabildiklerinden parçalarda ortaya çıkan distorsiyonlar azalmakta ve dolayısı ile de doğrultma işlemleri için sarf edilen zaman ve işçilik azalmaktadır. MIG-MAG kaynağının en tartışılmaz üstünlüklerinden bir tanesi mekanizasyon ve otomasyona olan yatkınlığıdır; günümüzde bilhassa robotlar yardımı ile bu yöntem montaj hatlarında büyük bir üstünlük sağladığı gibi birçok sahada da tozaltı kaynak yönteminin yerini almaktadır. Örtülü elektrodlarda, örtüdeki elementlerin ark sıcaklığında kimyasal reaksiyona girerek oluşturdukları gaz ve dumanların çoğuna gazaltı kaynak yöntemlerinde rastlanılmaz ve dolayısı ile bir konuda özel koruyucu tedbirlere başvurulmaya gerek kalmamaktadır. MIG-MAG yönteminin en önemli dezavantajı, kaynak makinalarının ilk yatırım maliyetlerinin, elektrik ark kaynak makinalarına nazaran oldukça daha yüksek olmasıdır; ilk bakışta bu makinalar biraz karışık bir görünüşte olmalarına rağmen kullanılmaları büyük bir zorluk göstermez. Kaynağa başlamadan evvel örtülü elektrod halinde seçilmiş bulunan elektrod çapına ve türüne göre makina kutup durumu ve kaynak akım şiddeti ayarlanırken, gazaltı makinalarında tel elektrod ilerleme hızı, gaz debisi, kaynak gerilimi ayarlanır ve tel ilerletme düzeni,, torçtaki gaz lülesi ve diğer mekanik kısımlar bakım ve kontrolden geçirilir ve bu da büyük bir tekniği bilgi ve maharet gerektirmez. Son yıllarda ülkemizde de bilhassa yumuşak çeliklerin kaynağında, geniş çapta uygulama alanı bulan eriyen elektrod ile gazaltı kaynak yöntemi ekonomik teknolojik ve iş güvenliği açısından bilinen diğer yöntemlere nazaran önemli üstünlükler göstermektedir. KAYNAKÇA 1 ANIK, S., Kaynak Teknolojisi El kitabı, Ergür Matbaası, İstanbul TÜLBENTÇİ, K., Eriyen Elektrod ile Gazaltı Kaynak Yöntemleri, Gedik Holding yayını, İstanbul TÜLBENTÇİ, K., Eriyen Elektrod ile Gazaltı Kaynağında (MIG/MAG) Parametrelerinin Seçimi, Gedik Holding Kaynak Dünyası, 1982 İstanbul Haziran 1988.
34 4 TÜLBENTÇİ, K., MIG/MAG Gazaltı Kaynak Yöntemleri, Arctech A.Ş. Yayını, İstanbul ANIK, S., VURAL, M., Gazaltı Ark Kaynağı (TIG-MIG-MAG), Gedik Eğitim Vakfı Yayını, Yayın No: 3, İstanbul TÜLBENTÇİ, K., MIG/MAG Eriyen Elektrod ile Gazaltı Kaynağı, Gedik Holding yayını, İstanbul ERTÜRK, İ., MIG/MAG Kaynak Yönteminde Kaynak Parametrelerinin Sıçrama Kayıplarına Etkilerinin İncelenmesi, Doktora Tezi, Gazi Üniversitesi Fen Bilimleri Enstitüsü, Ankara ERTÜRK, İ., Gazaltı Kaynak Teknikleri, Küçük Sanayi İşletmelerinde Danışmanlık Hizmetleri Projesi, Türkiye Halk Bankası A.Ş. Yayını, Ankara ERTÜRK, İ., Gazaltı Kaynak Teknikleri, Ankara Sanayi Odası Dergisi, Sayı 77-79, Ankara AICHELE, G., 111 Arbeitsregeln für das Schultzgassch-weissen, Deutsche Verband für Schweisstechnik, Band 14, Germany N. N., Schutzgas Handbuch, Messer Griesheim Gmbti, Deutsche. 12.AICHELE, G., 116 Arbeitsregeln für das Schutzgasschweissen, DVS-Verlag, Die Schweisstecnische Praxis Band 14, 1993, Dusseldorf, Deutsche. 1 ERTÜRK, İ., TÜLBENTCİ, K., MAG Kaynak Yönteminde Kaynak Akım ve Ark Geriliminin Sıçrama Kayıplarına Etkisi, Uluslararası Kaynak Teknolojisi Sempozyumu, Gedik Eğitim Vakfı, 1996 Bildiri Kitabı, S ERYÜREK, B., Gazaltı MIG/MAG Kaynağı, Kaynak Tekniği Sanayi ve Ticaret A.Ş. yayını, İstanbul GÜLENC, B., TÜLBENTCİ, K., Düşük Karbonlu ve Az Alaşımlı Çeliklerin MIG/MAG Kaynağında Koruyucu Gaz Seçimi, Uluslararası Kaynak Teknolojisi Sempozyumu, Gedik Eğitim Vakfı, 1996 Bildiri kitabı, S Baum LM., Fichter V. Der Schutzgas Schweisser, 1-11 DVS 1982, Deutsche.
MIG-MAG KAYNAK METODUNDA KULLANILAN KAYNAK ELEKTROTLARI VE ELEKTROT SEÇİMİ
 MIG-MAG KAYNAK METODUNDA KULLANILAN KAYNAK ELEKTROTLARI VE ELEKTROT SEÇİMİ Prof. Dr. Ramazan YILMAZ Sakarya Üniversitesi, Teknoloji Fakültesi, Metalurji ve Malzeme Mühendisliği Bölümü Esentepe Kampüsü,
MIG-MAG KAYNAK METODUNDA KULLANILAN KAYNAK ELEKTROTLARI VE ELEKTROT SEÇİMİ Prof. Dr. Ramazan YILMAZ Sakarya Üniversitesi, Teknoloji Fakültesi, Metalurji ve Malzeme Mühendisliği Bölümü Esentepe Kampüsü,
HOŞGELDİNİZ MIG-MAG GAZALTI KAYNAK PARAMETRELERİ. K ayna K. Sakarya Üniversitesi Teknik Eğitim Fakültesi. Teknolojisi. Teknolojisi
 MIG-MAG GAZALTI KAYNAK PARAMETRELERİ K ayna K K ayna K Teknolojisi Teknolojisi HOŞGELDİNİZ Doç. Dr. Hüseyin UZUN Kaynak Eğitimi Ana Bilim Dalı Başkanı 1 /27 KAYNAK PARAMETRELERİ VE SEÇİMİ Kaynak dikişinin
MIG-MAG GAZALTI KAYNAK PARAMETRELERİ K ayna K K ayna K Teknolojisi Teknolojisi HOŞGELDİNİZ Doç. Dr. Hüseyin UZUN Kaynak Eğitimi Ana Bilim Dalı Başkanı 1 /27 KAYNAK PARAMETRELERİ VE SEÇİMİ Kaynak dikişinin
MIG-MAG KAYNAK YÖNTEMİNDE KULLANILAN KORUYUCU GAZLAR
 MIG-MAG KAYNAK YÖNTEMİNDE KULLANILAN KORUYUCU GAZLAR Prof. Dr. Ramazan YILMAZ Sakarya Üniversitesi, Teknoloji Fakültesi, Metalurji ve Malzeme Mühendisliği Bölümü Esentepe Kampüsü, 54187, SAKARYA KORUYUCU
MIG-MAG KAYNAK YÖNTEMİNDE KULLANILAN KORUYUCU GAZLAR Prof. Dr. Ramazan YILMAZ Sakarya Üniversitesi, Teknoloji Fakültesi, Metalurji ve Malzeme Mühendisliği Bölümü Esentepe Kampüsü, 54187, SAKARYA KORUYUCU
MIG-MAG GAZALTI KAYNAĞINDA KAYNAK PAMETRELERİ VE SEÇİMİ
 MIG-MAG GAZALTI KAYNAĞINDA KAYNAK PAMETRELERİ VE SEÇİMİ Prof. Dr. Ramazan YILMAZ Sakarya Üniversitesi, Teknoloji Fakültesi, Metalurji ve Malzeme Mühendisliği Bölümü Esentepe Kampüsü, 54187, SAKARYA Kaynak
MIG-MAG GAZALTI KAYNAĞINDA KAYNAK PAMETRELERİ VE SEÇİMİ Prof. Dr. Ramazan YILMAZ Sakarya Üniversitesi, Teknoloji Fakültesi, Metalurji ve Malzeme Mühendisliği Bölümü Esentepe Kampüsü, 54187, SAKARYA Kaynak
GAZALTI KAYNAK YÖNTEMLERİ GİRİŞ ve DONANIMLARI
 GAZALTI KAYNAK YÖNTEMLERİ GİRİŞ ve DONANIMLARI Prof. Dr. Ramazan YILMAZ Sakarya Üniversitesi, Teknoloji Fakültesi, Metalurji ve Malzeme Mühendisliği Bölümü SAKARYA MIG-MAG KAYNAĞI 2 MIG-MAG KAYNAĞI 3 4
GAZALTI KAYNAK YÖNTEMLERİ GİRİŞ ve DONANIMLARI Prof. Dr. Ramazan YILMAZ Sakarya Üniversitesi, Teknoloji Fakültesi, Metalurji ve Malzeme Mühendisliği Bölümü SAKARYA MIG-MAG KAYNAĞI 2 MIG-MAG KAYNAĞI 3 4
YTÜMAKiNE * A305teyim.com
 YTÜMAKiNE * A305teyim.com KONU: Kalın Sacların Kaynağı BİRLEŞTİRME YÖNTEMLERİ ÖDEVİ Kaynak Tanımı : Aynı veya benzer cinsten iki malzemeyi ısı, basınç veya her ikisini birden kullanarak, ilave bir malzeme
YTÜMAKiNE * A305teyim.com KONU: Kalın Sacların Kaynağı BİRLEŞTİRME YÖNTEMLERİ ÖDEVİ Kaynak Tanımı : Aynı veya benzer cinsten iki malzemeyi ısı, basınç veya her ikisini birden kullanarak, ilave bir malzeme
TIG GAZALTI KAYNAK YÖNTEMİNDE KULLANILAN GAZLAR VE ÖZELLİKLERİ PROF. DR. HÜSEYİN UZUN HOŞGELDİNİZ
 TIG GAZALTI KAYNAK YÖNTEMİNDE KULLANILAN GAZLAR VE ÖZELLİKLERİ PROF. DR. HÜSEYİN UZUN HOŞGELDİNİZ 1 NİÇİN KORUYUCU GAZ KULLANILIR? 1- Ergimiş kaynak banyosunu, havada mevcut olan gazların zararlı etkilerinden
TIG GAZALTI KAYNAK YÖNTEMİNDE KULLANILAN GAZLAR VE ÖZELLİKLERİ PROF. DR. HÜSEYİN UZUN HOŞGELDİNİZ 1 NİÇİN KORUYUCU GAZ KULLANILIR? 1- Ergimiş kaynak banyosunu, havada mevcut olan gazların zararlı etkilerinden
HOŞGELDİNİZ MIG-MAG GAZALTI KAYNAK TEKNİĞİ SUNUSUNA. K ayna K. Teknolojisi. Teknolojisi
 MIG-MAG GAZALTI KAYNAK TEKNİĞİ SUNUSUNA K ayna K K ayna K Teknolojisi Teknolojisi HOŞGELDİNİZ Prof. Dr. Hüseyin UZUN Kaynak Eğitimi Ana Bilim Dalı Başkanı 1 /29 KAYNAĞIN GELİŞİM TARİHÇESİ Prof. Dr. Hüseyin
MIG-MAG GAZALTI KAYNAK TEKNİĞİ SUNUSUNA K ayna K K ayna K Teknolojisi Teknolojisi HOŞGELDİNİZ Prof. Dr. Hüseyin UZUN Kaynak Eğitimi Ana Bilim Dalı Başkanı 1 /29 KAYNAĞIN GELİŞİM TARİHÇESİ Prof. Dr. Hüseyin
Uygulanan akım şiddeti, ark gerilimi koruyucu gaz türü ve elektrod metaline bağlı olarak bu işlem saniyede 20 ilâ 200 kere tekrarlanır.
 ARK TİPLERİ KISA ARK Kısa ark yöntemi ince elektrodlarla (0.6 ilâ 1.2 mm) kısa ark boyu yani düşük ark gerilimi ve düşük akım şiddeti ile kaynak yapıldığında karşılaşılan bir ark türüdür. Burada ark oluşunca
ARK TİPLERİ KISA ARK Kısa ark yöntemi ince elektrodlarla (0.6 ilâ 1.2 mm) kısa ark boyu yani düşük ark gerilimi ve düşük akım şiddeti ile kaynak yapıldığında karşılaşılan bir ark türüdür. Burada ark oluşunca
1. Güç Kaynağı (Kaynak Makinesi)
") Sürekli tel ile koruyucu atmosfer altında yapılan gazaltı kaynağı M.I.G (metal inter gaz), M.A.G (metal aktif gaz) veya G.M.A.W (gaz metal ark kaynağı) olarak tanımlanır. Sürekli tel ile gazaltı kaynağında,
Sürekli tel ile koruyucu atmosfer altında yapılan gazaltı kaynağı M.I.G (metal inter gaz), M.A.G (metal aktif gaz) veya G.M.A.W (gaz metal ark kaynağı) olarak tanımlanır. Sürekli tel ile gazaltı kaynağında,
MIG-MAG GAZALTI KAYNAK ELEKTROTLARI. K ayna K. Teknolojisi. Teknolojisi HOŞGELDİNİZ. Doç. Dr. Hüseyin UZUN Kaynak Eğitimi Ana Bilim Dalı Başkanı 1 /27
 K ayna K MIG-MAG GAZALTI KAYNAK ELEKTROTLARI K ayna K Teknolojisi Teknolojisi HOŞGELDİNİZ Doç. Dr. Hüseyin UZUN Kaynak Eğitimi Ana Bilim Dalı Başkanı 1 /27 KAYNAK ELEKTROTLARI 1- MASİF MIG-MAG GAZALTI
K ayna K MIG-MAG GAZALTI KAYNAK ELEKTROTLARI K ayna K Teknolojisi Teknolojisi HOŞGELDİNİZ Doç. Dr. Hüseyin UZUN Kaynak Eğitimi Ana Bilim Dalı Başkanı 1 /27 KAYNAK ELEKTROTLARI 1- MASİF MIG-MAG GAZALTI
HOŞGELDİNİZ MIG-MAG GAZALTI KAYNAKNAĞINDA ARK TÜRLERİ. K ayna K. Sakarya Üniversitesi Teknik Eğitim Fakültesi. Teknolojisi.
 MIG-MAG GAZALTI KAYNAKNAĞINDA ARK TÜRLERİ K ayna K K ayna K Teknolojisi Teknolojisi HOŞGELDİNİZ Doç. Dr. Hüseyin UZUN Kaynak Eğitimi Ana Bilim Dalı Başkanı 1 /47 ELEKTRİK ARKI NASIL OLUŞUR MIG-MAG gazaltı
MIG-MAG GAZALTI KAYNAKNAĞINDA ARK TÜRLERİ K ayna K K ayna K Teknolojisi Teknolojisi HOŞGELDİNİZ Doç. Dr. Hüseyin UZUN Kaynak Eğitimi Ana Bilim Dalı Başkanı 1 /47 ELEKTRİK ARKI NASIL OLUŞUR MIG-MAG gazaltı
6. ÖZEL UYGULAMALAR 6.1. ÖZLÜ ELEKTRODLARLA KAYNAK
 6. ÖZEL UYGULAMALAR 6.. ÖZLÜ ELEKTRODLARLA KAYNAK Örtülü elektrodlarýn tersine, gazaltý kaynak tellerindeki alaþým elemanlarý sadece bu tellerin üretiminde baþlangýç malzemesi olarak kullanýlan ingotlarýn
6. ÖZEL UYGULAMALAR 6.. ÖZLÜ ELEKTRODLARLA KAYNAK Örtülü elektrodlarýn tersine, gazaltý kaynak tellerindeki alaþým elemanlarý sadece bu tellerin üretiminde baþlangýç malzemesi olarak kullanýlan ingotlarýn
GAZALTI TIG KAYNAĞI A. GİRİŞ
 A. GİRİŞ Soy gaz koruması altında ergimeyen tungsten elektrot ile yapılan ark kaynak yöntemi ( TIG veya GTAW olarak adlandırılır ) kaynak için gerekli ergime ısısının ana malzeme ile ergimeyen elektrot
A. GİRİŞ Soy gaz koruması altında ergimeyen tungsten elektrot ile yapılan ark kaynak yöntemi ( TIG veya GTAW olarak adlandırılır ) kaynak için gerekli ergime ısısının ana malzeme ile ergimeyen elektrot
ELEKTROD NEDİR? Kaynak işlemi sırasında ; Üzerinden kaynak akımının geçmesini sağlayan, İş parçasına bakan ucu ile iş parçası arasında kaynak arkını
 ELEKTROD NEDİR? Kaynak işlemi sırasında ; Üzerinden kaynak akımının geçmesini sağlayan, İş parçasına bakan ucu ile iş parçası arasında kaynak arkını oluşturan, Gerektiğinde ergiyerek kaynak ağzını dolduran
ELEKTROD NEDİR? Kaynak işlemi sırasında ; Üzerinden kaynak akımının geçmesini sağlayan, İş parçasına bakan ucu ile iş parçası arasında kaynak arkını oluşturan, Gerektiğinde ergiyerek kaynak ağzını dolduran
ELEKTROD NEDİR? Kaynak işlemi sırasında ; Üzerinden kaynak akımının geçmesini sağlayan, İş parçasına bakan ucu ile iş parçası arasında kaynak arkını
 ELEKTROD NEDİR? Kaynak işlemi sırasında ; Üzerinden kaynak akımının geçmesini sağlayan, İş parçasına bakan ucu ile iş parçası arasında kaynak arkını oluşturan, Gerektiğinde ergiyerek kaynak ağzını dolduran
ELEKTROD NEDİR? Kaynak işlemi sırasında ; Üzerinden kaynak akımının geçmesini sağlayan, İş parçasına bakan ucu ile iş parçası arasında kaynak arkını oluşturan, Gerektiğinde ergiyerek kaynak ağzını dolduran
METAL KAYNAĞI METALİK MALZEMELERİ,
 METAL KAYNAĞI METALİK MALZEMELERİ, ISI, BASINÇ veya HERİKİSİ BİRDEN KULLANILARAK, AYNI yada FAKLI BİR MALZEMEDEN ANCAK KAYNATILACAK MALZEME İLE YAKIN ERGİME SICAKLIĞINDA İLAVE BİR METAL KULLANARAK veya
METAL KAYNAĞI METALİK MALZEMELERİ, ISI, BASINÇ veya HERİKİSİ BİRDEN KULLANILARAK, AYNI yada FAKLI BİR MALZEMEDEN ANCAK KAYNATILACAK MALZEME İLE YAKIN ERGİME SICAKLIĞINDA İLAVE BİR METAL KULLANARAK veya
HOŞGELDİNİZ MIG-MAG GAZALTINDA KAYNAĞINADA KULLANILAN KAYNAK AĞIZLARI VE HAZIRLANMASI. K ayna K. Teknolojisi. Teknolojisi
 MIGMAG GAZALTINDA KAYNAĞINADA KULLANILAN KAYNAK AĞIZLARI VE HAZIRLANMASI K ayna K K ayna K Teknolojisi Teknolojisi HOŞGELDİNİZ Doç. Dr. Hüseyin UZUN Kaynak Eğitimi Ana Bilim Dalı Başkanı 1 /27 KAYNAK AĞZI
MIGMAG GAZALTINDA KAYNAĞINADA KULLANILAN KAYNAK AĞIZLARI VE HAZIRLANMASI K ayna K K ayna K Teknolojisi Teknolojisi HOŞGELDİNİZ Doç. Dr. Hüseyin UZUN Kaynak Eğitimi Ana Bilim Dalı Başkanı 1 /27 KAYNAK AĞZI
BAZI KAYNAK PARAMETRELERİNİN SIÇRAMA KAYIPLARINA ETKİSİ
 BAZI KAYNAK PARAMETRELERİNİN SIÇRAMA KAYIPLARINA ETKİSİ ÖZET CO 2 kaynağında tel çapının, gaz debisinin ve serbest tel boyunun sıçrama kayıpları üzerindeki etkisi incelenmiştir. MIG kaynağının 1948 de
BAZI KAYNAK PARAMETRELERİNİN SIÇRAMA KAYIPLARINA ETKİSİ ÖZET CO 2 kaynağında tel çapının, gaz debisinin ve serbest tel boyunun sıçrama kayıpları üzerindeki etkisi incelenmiştir. MIG kaynağının 1948 de
MAK-205 Üretim Yöntemleri I. (6.Hafta) Kubilay Aslantaş
 Kubilay Aslantaş") MAK-205 Üretim Yöntemleri I Gazaltı Kaynağı ğı, Tozaltı Kaynağı Direnç Kaynağı (6.Hafta) Kubilay Aslantaş Gazaltı Ark Kaynağı Kaynak bölgesinin bir koruyucu gaz yardımıyla korunduğu kaynak yöntemler gurubudur.
MAK-205 Üretim Yöntemleri I Gazaltı Kaynağı ğı, Tozaltı Kaynağı Direnç Kaynağı (6.Hafta) Kubilay Aslantaş Gazaltı Ark Kaynağı Kaynak bölgesinin bir koruyucu gaz yardımıyla korunduğu kaynak yöntemler gurubudur.
ÖĞRENME FAALİYETİ 1 ÖĞRENME FAALİYETİ - 1 1.TOZALTI KAYNAĞI
 ÖĞRENME FAALİYETİ 1 ÖĞRENME FAALİYETİ - 1 AMAÇ Bu faaliyet sonucunda uygun ortam sağlandığında tekniğe uygun olarak tozaltı kaynağı ile çeliklerin yatayda küt-ek kaynağını yapabileceksiniz. ARAŞTIRMA Toz
ÖĞRENME FAALİYETİ 1 ÖĞRENME FAALİYETİ - 1 AMAÇ Bu faaliyet sonucunda uygun ortam sağlandığında tekniğe uygun olarak tozaltı kaynağı ile çeliklerin yatayda küt-ek kaynağını yapabileceksiniz. ARAŞTIRMA Toz
MIG-MAG GAZALTI KAYNAK MAKİNALARI. K ayna K. Teknolojisi. Teknolojisi HOŞGELDİNİZ. Doç. Dr. Hüseyin UZUN Kaynak Eğitimi Ana Bilim Dalı Başkanı 1 /27
 MIG-MAG GAZALTI KAYNAK MAKİNALARI K ayna K K ayna K Teknolojisi Teknolojisi HOŞGELDİNİZ Doç. Dr. Hüseyin UZUN Kaynak Eğitimi Ana Bilim Dalı Başkanı 1 /27 ELEKTRİK AKIMI Elektrik akımı görünmez veya doğrudan
MIG-MAG GAZALTI KAYNAK MAKİNALARI K ayna K K ayna K Teknolojisi Teknolojisi HOŞGELDİNİZ Doç. Dr. Hüseyin UZUN Kaynak Eğitimi Ana Bilim Dalı Başkanı 1 /27 ELEKTRİK AKIMI Elektrik akımı görünmez veya doğrudan
GEV. Gedik Eğitim Vakfı. Kaynak Teknolojisi Eğitim Araştırma ve Muayene Enstitüsü MIG-MAG ERİYEN ELEKTROD İLE GAZALTI KAYNAĞI
 GEV Gedik Eğitim Vakfı Kaynak Teknolojisi Eğitim Araştırma ve Muayene Enstitüsü MIG-MAG ERİYEN ELEKTROD İLE GAZALTI KAYNAĞI Prof. Dr.-Müh. Kutsal TÜLBENTÇİ 1990 Bu kitap, GEDİK HOLDİNG Basın Yayın ve Halkla
GEV Gedik Eğitim Vakfı Kaynak Teknolojisi Eğitim Araştırma ve Muayene Enstitüsü MIG-MAG ERİYEN ELEKTROD İLE GAZALTI KAYNAĞI Prof. Dr.-Müh. Kutsal TÜLBENTÇİ 1990 Bu kitap, GEDİK HOLDİNG Basın Yayın ve Halkla
MIG/MAG Kaynağında Kaynak Ekipmanları
 MIG/MAG Kaynak Yöntemi MIG/MAG Kaynağında Kaynak Ekipmanları Doç.Dr. Murat VURAL İ.T.Ü. Makina Fakültesi vuralmu@itu.edu.tr Küçük çaplı, sürekli bir dolu tel, tel besleme ünitesi tarafından, torç içinden
MIG/MAG Kaynak Yöntemi MIG/MAG Kaynağında Kaynak Ekipmanları Doç.Dr. Murat VURAL İ.T.Ü. Makina Fakültesi vuralmu@itu.edu.tr Küçük çaplı, sürekli bir dolu tel, tel besleme ünitesi tarafından, torç içinden
DENEYİN ADI: KAYNAK DENEYİ
 DENEYİN ADI: KAYNAK DENEYİ Doç. Dr. A. Fatih YETİM 1. DENEYİN AMACI Öğrencilerin lisan eğitimleri süresi içerisinde Makina Bilgisi, Atölye, İmal Usulleri başta olmak üzere değişik derslerde teorisini gördükleri
DENEYİN ADI: KAYNAK DENEYİ Doç. Dr. A. Fatih YETİM 1. DENEYİN AMACI Öğrencilerin lisan eğitimleri süresi içerisinde Makina Bilgisi, Atölye, İmal Usulleri başta olmak üzere değişik derslerde teorisini gördükleri
İMPLUSLU ARKA MIG/MAG KAYNAĞI
 İMPLUSLU ARKA MIG/MAG KAYNAĞI MİG/MAG Kaynağı oldukça yeni olmasına rağmen bu konuda birçok gelişmeler ortaya çıkmaktadır. Kaynak olayının kendisi ise çok karmaşıktır. Elektrik Enerjisi arkta ısıya dönüşür
İMPLUSLU ARKA MIG/MAG KAYNAĞI MİG/MAG Kaynağı oldukça yeni olmasına rağmen bu konuda birçok gelişmeler ortaya çıkmaktadır. Kaynak olayının kendisi ise çok karmaşıktır. Elektrik Enerjisi arkta ısıya dönüşür
METAL KAYNAĞI METALİK MALZEMELERİ,
 METAL KAYNAĞI METALİK MALZEMELERİ, ISI, BASINÇ veya HERİKİSİ BİRDEN KULLANILARAK, AYNI yada FAKLI BİR MALZEMEDEN ANCAK KAYNATILACAK MALZEME İLE YAKIN ERGİME SICAKLIĞINDA İLAVE BİR METAL KULLANARAK veya
METAL KAYNAĞI METALİK MALZEMELERİ, ISI, BASINÇ veya HERİKİSİ BİRDEN KULLANILARAK, AYNI yada FAKLI BİR MALZEMEDEN ANCAK KAYNATILACAK MALZEME İLE YAKIN ERGİME SICAKLIĞINDA İLAVE BİR METAL KULLANARAK veya
Elektrik ark kaynağı.
 Kaynak yöntemleri Endüstride kullanılan kaynak yöntemleri çeşitlidir. Ancak bunların bazı ortak özellikleri vardır. Kiminde elektrik akımı ile kaynaklama yapılırken, kiminde bir takım gazlar kullanılarak
Kaynak yöntemleri Endüstride kullanılan kaynak yöntemleri çeşitlidir. Ancak bunların bazı ortak özellikleri vardır. Kiminde elektrik akımı ile kaynaklama yapılırken, kiminde bir takım gazlar kullanılarak
Erimeyen bir elektrod kullanıldığı için kıvrık alın kaynak ağzı hazırlanmış ince parçalar, ek kaynak metaline gereksinme göstermeden
 TIG KAYNAK YÖNTEMİ TIG KAYNAĞI Çok geniş bir uygulama alanına sahiptir. Kaynakçı tarafından kullanılması kolaydır. Prensip olarak gaz eritme kaynağını andırır, yalnız torç biraz değişiktir, yanıcı yakıcı
TIG KAYNAK YÖNTEMİ TIG KAYNAĞI Çok geniş bir uygulama alanına sahiptir. Kaynakçı tarafından kullanılması kolaydır. Prensip olarak gaz eritme kaynağını andırır, yalnız torç biraz değişiktir, yanıcı yakıcı
TOZALTI KAYNAĞI Tozaltı kaynağı kaynak için gerekli ısının tükenen elektrod iş parçası ark kaynak Ark bölgesi kaynak tozu tabakası kaynak metali
 TOZALTI KAYNAĞI Tozaltı kaynağı, kaynak için gerekli ısının, tükenen elektrod (veya elektrodlar) ile iş parçası arasında oluşan ark (veya arklar) sayesinde ortaya çıktığı bir ark kaynak yöntemidir. Ark
TOZALTI KAYNAĞI Tozaltı kaynağı, kaynak için gerekli ısının, tükenen elektrod (veya elektrodlar) ile iş parçası arasında oluşan ark (veya arklar) sayesinde ortaya çıktığı bir ark kaynak yöntemidir. Ark
IG-MAG GAZALTI KAYNAK TEKNİĞİ SUNUSUNA. aynak. K aynak. nolojisi. Teknolojisi HOŞGELDİNİZ
 IG-MAG GAZALTI KAYNAK TEKNİĞİ SUNUSUNA aynak K aynak nolojisi Teknolojisi HOŞGELDİNİZ 1 AYNAĞIN GELİŞİM TARİHÇESİ 2 AYNAĞIN GELİŞİM TARİHÇESİ azaltı kaynak yöntemi fikrinin ilk çıktığı yıl: 1920 azaltı
IG-MAG GAZALTI KAYNAK TEKNİĞİ SUNUSUNA aynak K aynak nolojisi Teknolojisi HOŞGELDİNİZ 1 AYNAĞIN GELİŞİM TARİHÇESİ 2 AYNAĞIN GELİŞİM TARİHÇESİ azaltı kaynak yöntemi fikrinin ilk çıktığı yıl: 1920 azaltı
www.muhendisiz.net 1. GİRİŞ 2. KAYNAK TEKNİĞİ 2. 1. KAYNAK İŞLEMİNİN TANIMI 2. 2. KAYNAK TEKNİĞİNİN GELİŞİM SÜRECİ
 1. GİRİŞ 2. KAYNAK TEKNİĞİ 2. 1. KAYNAK İŞLEMİNİN TANIMI 2. 2. KAYNAK TEKNİĞİNİN GELİŞİM SÜRECİ 3. KORUYUCU GAZLA KAYNAK 3. 1. KORUYUCU GAZLA KAYNAK İŞLEMİNİN TANIMI 3. 2. ARK ATOM KAYNAĞI 3. 2. 1. KAYNAK
1. GİRİŞ 2. KAYNAK TEKNİĞİ 2. 1. KAYNAK İŞLEMİNİN TANIMI 2. 2. KAYNAK TEKNİĞİNİN GELİŞİM SÜRECİ 3. KORUYUCU GAZLA KAYNAK 3. 1. KORUYUCU GAZLA KAYNAK İŞLEMİNİN TANIMI 3. 2. ARK ATOM KAYNAĞI 3. 2. 1. KAYNAK
HOŞGELDİNİZ TIG KAYNAK TEKNİĞİNDE ALTERNATİF AKIM KULLANIMI. K ayna K. Teknolojisi. Teknolojisi
 TIG KAYNAK TEKNİĞİNDE ALTERNATİF AKIM KULLANIMI K ayna K K ayna K Teknolojisi Teknolojisi HOŞGELDİNİZ Prof. Dr. Hüseyin UZUN Kaynak Eğitimi Ana Bilim Dalı Başkanı 1 /38 AC- ALTERNATİF AKIM ÖZELLİKLERİ
TIG KAYNAK TEKNİĞİNDE ALTERNATİF AKIM KULLANIMI K ayna K K ayna K Teknolojisi Teknolojisi HOŞGELDİNİZ Prof. Dr. Hüseyin UZUN Kaynak Eğitimi Ana Bilim Dalı Başkanı 1 /38 AC- ALTERNATİF AKIM ÖZELLİKLERİ
KURS VE SERTİFİKALANDIRMA FAALİYETLERİ
 KURS VE SERTİFİKALANDIRMA FAALİYETLERİ İTÜ Makine Fakültesi tarafından, Uluslar arası standartlara (EN 287-1; AWS; MIL-STD 1595) göre kaynakçı ve sert lehimci sertifikaları verilmektedir. Sertifika verilen
KURS VE SERTİFİKALANDIRMA FAALİYETLERİ İTÜ Makine Fakültesi tarafından, Uluslar arası standartlara (EN 287-1; AWS; MIL-STD 1595) göre kaynakçı ve sert lehimci sertifikaları verilmektedir. Sertifika verilen
Güven Veren Mavi MMA (ÖRTÜLÜ ELEKTROD) KAYNAK MAKİNELERİ MIG/MAG (GAZALTI) KAYNAK MAKİNELERİ TIG AC/DC (ARGON) KAYNAK MAKİNELERİ
 KAYNAK MAKİNELERİ MIG/MAG (GAZALTI) KAYNAK MAKİNELERİ TIG AC/DC (ARGON) KAYNAK MAKİNELERİ") Güven Veren Mavi w w w. v e g a m a k. c o m MMA (ÖRTÜLÜ ELEKTROD) KAYNAK MAKİNELERİ MIG/MAG (GAZALTI) KAYNAK MAKİNELERİ TIG DC (ARGON) KAYNAK MAKİNELERİ TIG AC/DC (ARGON) KAYNAK MAKİNELERİ PLAZMA KESME
Güven Veren Mavi w w w. v e g a m a k. c o m MMA (ÖRTÜLÜ ELEKTROD) KAYNAK MAKİNELERİ MIG/MAG (GAZALTI) KAYNAK MAKİNELERİ TIG DC (ARGON) KAYNAK MAKİNELERİ TIG AC/DC (ARGON) KAYNAK MAKİNELERİ PLAZMA KESME
ÇELİK YAPILARDA BİRLEŞİM ARAÇLARI
 ÇELİK YAPILARDA BİRLEŞİM ARAÇLARI Çelik yapılarda kullanılan birleşim araçları; 1. Bulon ( cıvata) 2. Kaynak 3. Perçin Öğr. Gör. Mustafa EFİLOĞLU 1 KAYNAKLAR Aynı yada benzer alaşımlı metallerin yüksek
ÇELİK YAPILARDA BİRLEŞİM ARAÇLARI Çelik yapılarda kullanılan birleşim araçları; 1. Bulon ( cıvata) 2. Kaynak 3. Perçin Öğr. Gör. Mustafa EFİLOĞLU 1 KAYNAKLAR Aynı yada benzer alaşımlı metallerin yüksek
ÇELİK YAPI UYGULAMALARINDA KULLANILAN KAYNAK YÖNTEMLERİ, ÜSTÜNLÜKLERİ VE SAKINCALI YÖNLERİ
 1. Giriş ÇELİK YAPI UYGULAMALARINDA KULLANILAN KAYNAK YÖNTEMLERİ, ÜSTÜNLÜKLERİ VE SAKINCALI YÖNLERİ Yrd. Doç. Dr. Yavuz Selim TAMA (Pamukkale Üniversitesi, Mühendislik Fakültesi, İnşaat Mühendisliği Bölümü,
1. Giriş ÇELİK YAPI UYGULAMALARINDA KULLANILAN KAYNAK YÖNTEMLERİ, ÜSTÜNLÜKLERİ VE SAKINCALI YÖNLERİ Yrd. Doç. Dr. Yavuz Selim TAMA (Pamukkale Üniversitesi, Mühendislik Fakültesi, İnşaat Mühendisliği Bölümü,
Kaynak nedir? Aynı veya benzer alaşımlı maddelerin ısı tesiri altında birleştirilmelerine Kaynak adı verilir.
 1 Kaynak nedir? Aynı veya benzer alaşımlı maddelerin ısı tesiri altında birleştirilmelerine Kaynak adı verilir. 2 Neden Kaynaklı Birleşim? Kaynakla, ilave bağlayıcı elemanlara gerek olmadan birleşimler
1 Kaynak nedir? Aynı veya benzer alaşımlı maddelerin ısı tesiri altında birleştirilmelerine Kaynak adı verilir. 2 Neden Kaynaklı Birleşim? Kaynakla, ilave bağlayıcı elemanlara gerek olmadan birleşimler
Kaynak yöntemleri ile birleştirilen bir malzemenin kaynak bölgesinin mikroyapısı incelendiğinde iki ana bölgenin var olduğu görülecektir:
 Kaynak Bölgesinin Sınıflandırılması Prof. Dr. Hüseyin UZUN Kaynak yöntemleri ile birleştirilen bir malzemenin kaynak bölgesinin mikroyapısı incelendiğinde iki ana bölgenin var olduğu görülecektir: 1) Ergime
Kaynak Bölgesinin Sınıflandırılması Prof. Dr. Hüseyin UZUN Kaynak yöntemleri ile birleştirilen bir malzemenin kaynak bölgesinin mikroyapısı incelendiğinde iki ana bölgenin var olduğu görülecektir: 1) Ergime
İŞ MAKİNALARI HİDROLİK TESİSATI BORULARININ BİRLEŞTİRİLMESİNDE SERT LEHİM İLE TIG KAYNAĞININ KARŞILAŞTIRILMASI
 İŞ MAKİNALARI HİDROLİK TESİSATI BORULARININ BİRLEŞTİRİLMESİNDE SERT LEHİM İLE TIG KAYNAĞININ KARŞILAŞTIRILMASI Volkan ÖZTÜRKLER 1, Mehmet ZEYBEK 1, Tufan ATEŞ 1 1 HİDROMEK AŞ. Ekskavatör Fabrikası Ayaş
İŞ MAKİNALARI HİDROLİK TESİSATI BORULARININ BİRLEŞTİRİLMESİNDE SERT LEHİM İLE TIG KAYNAĞININ KARŞILAŞTIRILMASI Volkan ÖZTÜRKLER 1, Mehmet ZEYBEK 1, Tufan ATEŞ 1 1 HİDROMEK AŞ. Ekskavatör Fabrikası Ayaş
SATIŞLARIMIZ KAYNAK MAKİNELERİ
 SATIŞLARIMIZ KAYNAK MAKİNELERİ NUR İŞ NURİŞ ELEKTRİK VE KAYNAK MAKİNALARI SAN. TİC. A.Ş. Türkiye ve dünya genelinde 100 den fazla bayisi, 70 in üzerinde servisi bulunan NURİŞ, müşteri memnuniyeti ilkesi
SATIŞLARIMIZ KAYNAK MAKİNELERİ NUR İŞ NURİŞ ELEKTRİK VE KAYNAK MAKİNALARI SAN. TİC. A.Ş. Türkiye ve dünya genelinde 100 den fazla bayisi, 70 in üzerinde servisi bulunan NURİŞ, müşteri memnuniyeti ilkesi
GAZALTI KAYNAK TEKNİĞİ
 KAYNAK TEKNOLOJİSİ III GAZALTI KAYNAK TEKNİĞİ Prof. Selahattin ANIK Doç. Kutsal TÜLBENTÇİ GAZALTI KAYNAĞI (KORUYUCU GAZLA KAYNAK) 1-Giriş Gazaltı yahut da koruyucu gazla kaynakta, genellikle yeri bir gazla
KAYNAK TEKNOLOJİSİ III GAZALTI KAYNAK TEKNİĞİ Prof. Selahattin ANIK Doç. Kutsal TÜLBENTÇİ GAZALTI KAYNAĞI (KORUYUCU GAZLA KAYNAK) 1-Giriş Gazaltı yahut da koruyucu gazla kaynakta, genellikle yeri bir gazla
ÖRTÜLÜ ELEKTROT ARK KAYNAĞI VE MIG KAYNAĞINDA AKIM ŞİDDETİNİN KAYNAK NÜFUZİYETİNE ETKİSİNİN İNCELENMESİ
 İleri Teknoloji Bilimleri Dergisi Cilt 2, Sayı 2, 22-29, 2013 Journal of Advanced Technology Sciences Vol 2, No 2, 22-29, 2013 ÖRTÜLÜ ELEKTROT ARK KAYNAĞI VE MIG KAYNAĞINDA AKIM ŞİDDETİNİN KAYNAK NÜFUZİYETİNE
İleri Teknoloji Bilimleri Dergisi Cilt 2, Sayı 2, 22-29, 2013 Journal of Advanced Technology Sciences Vol 2, No 2, 22-29, 2013 ÖRTÜLÜ ELEKTROT ARK KAYNAĞI VE MIG KAYNAĞINDA AKIM ŞİDDETİNİN KAYNAK NÜFUZİYETİNE
KAYNAK TEKNİĞİNDE BİLGİSAYAR UYGULAMASI
 KAYNAK TEKNİĞİNDE BİLGİSAYAR UYGULAMASI Giriş: Herhangi bir kaynaklı konstrüksiyon veya kaynak isteminde ne kadar elektrot kullanılmasının gerektiği maliyet hesaplarında en önde gelen faktörlerden biridir.
KAYNAK TEKNİĞİNDE BİLGİSAYAR UYGULAMASI Giriş: Herhangi bir kaynaklı konstrüksiyon veya kaynak isteminde ne kadar elektrot kullanılmasının gerektiği maliyet hesaplarında en önde gelen faktörlerden biridir.
GAZALTI KAYNAK TEKNİĞİ MIG-MAG / TIG
 GAZALTI KAYNAK TEKNİĞİ MIG-MAG / TIG K ayna K K ayna K Teknolojisi Teknolojisi Prof. Dr. Hüseyin UZUN 1 /29 MIG-MAG GAZALTI KAYNAK YÖNTEMİ METAL : Alaşımsız ve alaşımlı çelikler, Paslanmaz çelikler, Alüminyum,
GAZALTI KAYNAK TEKNİĞİ MIG-MAG / TIG K ayna K K ayna K Teknolojisi Teknolojisi Prof. Dr. Hüseyin UZUN 1 /29 MIG-MAG GAZALTI KAYNAK YÖNTEMİ METAL : Alaşımsız ve alaşımlı çelikler, Paslanmaz çelikler, Alüminyum,
formülü zamanı da içerdiği zaman alttaki gibi değişecektir.
 Günümüz endüstrisinde en yaygın kullanılan Direnç Kaynak Yöntemi en eski elektrik kaynak yöntemlerinden biridir. Yöntem elektrik akımının kaynak edilecek parçalar üzerinden geçmesidir. Elektrik akımına
Günümüz endüstrisinde en yaygın kullanılan Direnç Kaynak Yöntemi en eski elektrik kaynak yöntemlerinden biridir. Yöntem elektrik akımının kaynak edilecek parçalar üzerinden geçmesidir. Elektrik akımına
G AZ ALTI KAYNAĞI MIG - MAG KAYNAĞI
 G AZ ALTI KAYNAĞI MIG - MAG KAYNAĞI Prof. Dr. Kutsal TÜLBENTÇİ İTÜ KİMYA - METALÜRJİ MAKİNASI 12 KASIM 1993 MIG - MAG KAYıNAK DONANIMI Bir NÎIG kaynak donanımı şu kısımlardan oluşur: 1.- Kaynak tabancası
G AZ ALTI KAYNAĞI MIG - MAG KAYNAĞI Prof. Dr. Kutsal TÜLBENTÇİ İTÜ KİMYA - METALÜRJİ MAKİNASI 12 KASIM 1993 MIG - MAG KAYıNAK DONANIMI Bir NÎIG kaynak donanımı şu kısımlardan oluşur: 1.- Kaynak tabancası
ELEKTRİK AKIMI. ISI Etkisi. IŞIK Etkisi. MANYETİK Etki. KİMYASAL Etki
 ELEKTRİK AKIMI Elektrik akımı görünmez veya doğrudan fark edilemez. Ancak etkileri ile kendini belli eder. ISI Etkisi MANYETİK Etki IŞIK Etkisi KİMYASAL Etki PİL + - AKÜ AKIM ŞİDDETİ Bir iletkenden geçen
ELEKTRİK AKIMI Elektrik akımı görünmez veya doğrudan fark edilemez. Ancak etkileri ile kendini belli eder. ISI Etkisi MANYETİK Etki IŞIK Etkisi KİMYASAL Etki PİL + - AKÜ AKIM ŞİDDETİ Bir iletkenden geçen
MAGNEZYUM ALAŞIMLARININ TIG KAYNAĞI
 MAGNEZYUM ALAŞIMLARININ TIG KAYNAĞI 0.8 mm den az kalınlıkları TIG ile kaynak etmek kolay değildir; buna karşılık, üst sınır yok gibidir. Bununla birlikte, 10 mm den itibaren MIG süreci, daha ekonomik
MAGNEZYUM ALAŞIMLARININ TIG KAYNAĞI 0.8 mm den az kalınlıkları TIG ile kaynak etmek kolay değildir; buna karşılık, üst sınır yok gibidir. Bununla birlikte, 10 mm den itibaren MIG süreci, daha ekonomik
3.KABARTILI DİRENÇ KAYNAĞI. 05.05.2015 Dr.Salim ASLANLAR 1
 3.KABARTILI DİRENÇ KAYNAĞI 05.05.2015 Dr.Salim ASLANLAR 1 KABARTILI DİRENÇ KAYNAĞI Kabartılı direnç kaynağı, seri imalat için ekonomik bir birleştirme yöntemidir. Uygulamadan yararlanılarak, çoğunlukla
3.KABARTILI DİRENÇ KAYNAĞI 05.05.2015 Dr.Salim ASLANLAR 1 KABARTILI DİRENÇ KAYNAĞI Kabartılı direnç kaynağı, seri imalat için ekonomik bir birleştirme yöntemidir. Uygulamadan yararlanılarak, çoğunlukla
Tozların Şekillendirilmesi ve Sinterleme. Yrd. Doç. Dr. Rıdvan YAMANOĞLU
 Tozların Şekillendirilmesi ve Sinterleme Fırın Tasarımı Toz metalurjisinin çoğu uygulamalarında nihai ürün açısından yüksek yoğunluk öncelikli bir kavramdır. Toz yoğunlaştırması (densifikasyon) aşağıda
Tozların Şekillendirilmesi ve Sinterleme Fırın Tasarımı Toz metalurjisinin çoğu uygulamalarında nihai ürün açısından yüksek yoğunluk öncelikli bir kavramdır. Toz yoğunlaştırması (densifikasyon) aşağıda
İÇİNDEKİLER. Çizelgelerin ele alınışı. Uygulamalı Örnekler. Birim metre dikiş başına standart-elektrod miktarının hesabı için çizelgeler
 ELEKTROD SARFİYAT ÇİZELGELERİ İÇİNDEKİLER Kısım A Genel bilgiler Kısım B Çizelgelerin ele alınışı Kısım C Uygulamalı Örnekler Kısım D Birim metre dikiş başına standart-elektrod miktarının hesabı için çizelgeler
ELEKTROD SARFİYAT ÇİZELGELERİ İÇİNDEKİLER Kısım A Genel bilgiler Kısım B Çizelgelerin ele alınışı Kısım C Uygulamalı Örnekler Kısım D Birim metre dikiş başına standart-elektrod miktarının hesabı için çizelgeler
İMAL USULLERİ
 20.12.2017 MAK 2952 DERS SUNUMU 12 20.12.2017 Bu sunumun hazırlanmasında ulusal ve uluslararası çeşitli yayınlardan faydalanılmıştır 2 YRD.DOÇ.DR. MURAT KIYAK 1 20.12.2017 3 BİRLEŞTİRME YÖNTEMLERİNDE İŞLEM
20.12.2017 MAK 2952 DERS SUNUMU 12 20.12.2017 Bu sunumun hazırlanmasında ulusal ve uluslararası çeşitli yayınlardan faydalanılmıştır 2 YRD.DOÇ.DR. MURAT KIYAK 1 20.12.2017 3 BİRLEŞTİRME YÖNTEMLERİNDE İŞLEM
TIG KAYNAK YÖNTEMİNDE KARŞILAŞILAN KAYNAK HATALARI PROF. DR. HÜSEYİN UZUN HOŞGELDİNİZ
 TIG KAYNAK YÖNTEMİNDE KARŞILAŞILAN KAYNAK HATALARI PROF. DR. HÜSEYİN UZUN HOŞGELDİNİZ Prof. Dr. Hüseyin UZUN-Metalurji ve Malzeme Mühendisliği Bölümü 1 /94 Tungsten Kalıntıları Tungsten elektrot kaynak
TIG KAYNAK YÖNTEMİNDE KARŞILAŞILAN KAYNAK HATALARI PROF. DR. HÜSEYİN UZUN HOŞGELDİNİZ Prof. Dr. Hüseyin UZUN-Metalurji ve Malzeme Mühendisliği Bölümü 1 /94 Tungsten Kalıntıları Tungsten elektrot kaynak
3. DONANIM. Yarý otomatik ve otomatik kaynaktaki temel elemanlar Þekil-2 ve Þekil-16'da gösterilmiþtir.. Þekil-16. Otomatik Kaynak Makinasý
 3. DONANIM Daha öncede belirtildiði gibi gazaltý kaynak yöntemi yarý otomatik veya otomatik olarak kullanýlabilir. Her iki halde de yöntemin temel elemanlarý aþaðýdaki gibidir : a) Kaynak torcu (hava veya
3. DONANIM Daha öncede belirtildiði gibi gazaltý kaynak yöntemi yarý otomatik veya otomatik olarak kullanýlabilir. Her iki halde de yöntemin temel elemanlarý aþaðýdaki gibidir : a) Kaynak torcu (hava veya
ELEKTRİK ARK KAYNAĞI TEMEL EĞİTİM REHBERİ (UYGULAMA 8-14)
") ELEKTRİK ARK KAYNAĞI TEMEL EĞİTİM REHBERİ (UYGULAMA 8-14) UYGULAMA 8 DÜŞEY POZİSYONDA BİNDİRME KÖŞE KAYNAĞI (AŞAĞIDAN YUKARI) GEREKLİ MALZEME: 5 mm KALINLIKTA 2 YUMUŞAK ÇELİK SAC. 3,25 mm ÇAPINDA OVERCORD
ELEKTRİK ARK KAYNAĞI TEMEL EĞİTİM REHBERİ (UYGULAMA 8-14) UYGULAMA 8 DÜŞEY POZİSYONDA BİNDİRME KÖŞE KAYNAĞI (AŞAĞIDAN YUKARI) GEREKLİ MALZEME: 5 mm KALINLIKTA 2 YUMUŞAK ÇELİK SAC. 3,25 mm ÇAPINDA OVERCORD
http://www.oerlikon.com.tr/rutil_ve_bazik_elektrodlar.html
 Sayfa 1 / 5 Oerlikon Language Kaynak ESR 11 EN ISO 2560 - A E 380 RC 11 TS EN ISO 2560-A E 380 RC 11 DIN 1913 E 4322 R(C) 3 E 4322 R(C) 3 HER POZİSYONDA KAYNAK İÇİN UYGUN RUTİL ELEKTROD. Özellikle 5 mm'den
Sayfa 1 / 5 Oerlikon Language Kaynak ESR 11 EN ISO 2560 - A E 380 RC 11 TS EN ISO 2560-A E 380 RC 11 DIN 1913 E 4322 R(C) 3 E 4322 R(C) 3 HER POZİSYONDA KAYNAK İÇİN UYGUN RUTİL ELEKTROD. Özellikle 5 mm'den
KAZAN ÇELİKLERİNİN KAYNAK KABİLİYETİ 1. Kazan Çeliklerinin Özellikleri
 KAZAN ÇELİKLERİNİN KAYNAK KABİLİYETİ 1. Kazan Çeliklerinin Özellikleri Buhar kazanlarının, ısı değiştiricilerinin imalatında kullanılan saclara, genelde kazan sacı adı verilir. Kazan saclarının, çekme
KAZAN ÇELİKLERİNİN KAYNAK KABİLİYETİ 1. Kazan Çeliklerinin Özellikleri Buhar kazanlarının, ısı değiştiricilerinin imalatında kullanılan saclara, genelde kazan sacı adı verilir. Kazan saclarının, çekme
Prof. Dr. HÜSEYİN UZUN KAYNAK KABİLİYETİ
 KAYNAK KABİLİYETİ Günümüz kaynak teknolojisinin kaydettiği inanılmaz gelişmeler sayesinde pek çok malzemenin birleştirilmesi artık mümkün hale gelmiştir. *Demir esaslı metalik malzemeler *Demirdışı metalik
KAYNAK KABİLİYETİ Günümüz kaynak teknolojisinin kaydettiği inanılmaz gelişmeler sayesinde pek çok malzemenin birleştirilmesi artık mümkün hale gelmiştir. *Demir esaslı metalik malzemeler *Demirdışı metalik
İçindekiler BÖLÜM 1.0 KAPAK 1 BÖLÜM 2.0 TELİF HAKKI 2 BÖLÜM 3.0 GİRİŞ 4
 İçindekiler BÖLÜM 1.0 KAPAK 1 BÖLÜM 2.0 TELİF HAKKI 2 BÖLÜM 3.0 GİRİŞ 4 3.1 Elektrod Özellikleri 5 3.2 Kullanım Alanları 6 3.3 Sorun Giderme Teknikleri 7 DÜŞÜK HİDROJENLİ ELEKTRODLAR Hazırlayan: A. Tolga
İçindekiler BÖLÜM 1.0 KAPAK 1 BÖLÜM 2.0 TELİF HAKKI 2 BÖLÜM 3.0 GİRİŞ 4 3.1 Elektrod Özellikleri 5 3.2 Kullanım Alanları 6 3.3 Sorun Giderme Teknikleri 7 DÜŞÜK HİDROJENLİ ELEKTRODLAR Hazırlayan: A. Tolga
KONU: KAYNAK İŞLERİNDE GÜVENLİK
 KONU: KAYNAK İŞLERİNDE GÜVENLİK Kaynak : İki malzemenin, ısı veya basınç veya her ikisini kullanarak, bir malzemeye ilave ederek veya etmeden birleştirmedir. KAYNAK ÇAŞİTLERİ SOĞUK BASINÇ KAYNAĞI SICAK
KONU: KAYNAK İŞLERİNDE GÜVENLİK Kaynak : İki malzemenin, ısı veya basınç veya her ikisini kullanarak, bir malzemeye ilave ederek veya etmeden birleştirmedir. KAYNAK ÇAŞİTLERİ SOĞUK BASINÇ KAYNAĞI SICAK
İmalat Teknolojileri. Dr.-Ing. Rahmi Ünal. Kaynak Teknolojileri
 İmalat Teknolojileri Dr.-Ing. Rahmi Ünal Kaynak Teknolojileri 1 KAYNAK NEDİR? Kaynak, malzemelerin kaynak bölgesinde ısı ve/veya basınç yardımıyla ilave malzeme kullanarak veya kullanmadan birleştirilmesidir.
İmalat Teknolojileri Dr.-Ing. Rahmi Ünal Kaynak Teknolojileri 1 KAYNAK NEDİR? Kaynak, malzemelerin kaynak bölgesinde ısı ve/veya basınç yardımıyla ilave malzeme kullanarak veya kullanmadan birleştirilmesidir.
B. KAYNAK DEVRESİ. 1. Güç Kaynağı (Kaynak Makinesi) 2. Elektrot Pensesi ve Kablosu. 3. Örtülü elektrot. 4. Şase Pensesi ve Kablosu
 2. Elektrot Pensesi ve Kablosu. 3. Örtülü elektrot. 4. Şase Pensesi ve Kablosu") Örtülü elektrot ile ark kaynağı, elektrik arkını ısı kaynağı olarak kullanan elle yapılan ( manuel ) bir kaynak yöntemidir. Örtülü elektrot ( elektrot pensesi ile tutulan ) ile ana malzeme ( kaynak edilecek
Örtülü elektrot ile ark kaynağı, elektrik arkını ısı kaynağı olarak kullanan elle yapılan ( manuel ) bir kaynak yöntemidir. Örtülü elektrot ( elektrot pensesi ile tutulan ) ile ana malzeme ( kaynak edilecek
Yarışma Sınavı. 4 Soyunma dolaplarının standart ölçüleri, A ) 540 mm B ) 525 mm C ) 520 mm D ) 550 mm E ) 610 mm
 540 mm B ) 525 mm C ) 520 mm D ) 550 mm E ) 610 mm") 1 TİG kaynak ile paslanmaz çeliklerin kaynağında kullanılan elektrotlar hangisidir? ) Saf tunsgten elektot B ) Toryum, seryum ve lantan ile alaşımlı tungsten elektrot C ) Örtülü elektrot D ) Özlü elektrot
1 TİG kaynak ile paslanmaz çeliklerin kaynağında kullanılan elektrotlar hangisidir? ) Saf tunsgten elektot B ) Toryum, seryum ve lantan ile alaşımlı tungsten elektrot C ) Örtülü elektrot D ) Özlü elektrot
İMALAT YÖNTEMLERİ I Prof.Dr. İrfan AY KAYNAK ELEKTROTLARI. Erimeyen Elektrotlar
 KAYNAK ELEKTROTLARI Erimeyen Elektrotlar Tungsten Elektrotlar Karbon Elektrotlar ELEKTROTLAR Tanım : Kaynaklı birleştirmenin en önemli elemanlarından birisidir. İki parçanın birleştirilmesinde dolgu metali
KAYNAK ELEKTROTLARI Erimeyen Elektrotlar Tungsten Elektrotlar Karbon Elektrotlar ELEKTROTLAR Tanım : Kaynaklı birleştirmenin en önemli elemanlarından birisidir. İki parçanın birleştirilmesinde dolgu metali
BÖLÜM 3 DİFÜZYON (YAYINIM)
") BÖLÜM 3 DİFÜZYON (YAYINIM) 1 Mürekkebin suda yayılması veya kolonyanın havada yayılması difüzyona örnektir. En hızlı difüzyon gazlarda görülür. Katılarda atom hareketleri daha yavaş olduğu için katılarda
BÖLÜM 3 DİFÜZYON (YAYINIM) 1 Mürekkebin suda yayılması veya kolonyanın havada yayılması difüzyona örnektir. En hızlı difüzyon gazlarda görülür. Katılarda atom hareketleri daha yavaş olduğu için katılarda
GAZ ALTI KAYNAK YÖNTEMİ MIG/MAG
 GENEL KAVRAMLAR Metalleri, birbirleri ile çözülemez biçimde birleştirme yöntemlerinden biri kaynaklı birleştirmedir. Kaynak yöntemiyle üretilmiş çelik parçalar, döküm ve dövme yöntemiyle üretilen parçalardan
GENEL KAVRAMLAR Metalleri, birbirleri ile çözülemez biçimde birleştirme yöntemlerinden biri kaynaklı birleştirmedir. Kaynak yöntemiyle üretilmiş çelik parçalar, döküm ve dövme yöntemiyle üretilen parçalardan
CERRAHİ İĞNE ALAŞIMLARI. Microbiologist KADİR GÜRBÜZ
 CERRAHİ İĞNE ALAŞIMLARI Microbiologist KADİR GÜRBÜZ Bileşimlerinde en az % 12 krom bulunan çelikler paslanmaz çeliklerdir.tüm paslanmaz çeliklerin korozyon direnci, çok yoğun ve koruyucu krom oksit ince
CERRAHİ İĞNE ALAŞIMLARI Microbiologist KADİR GÜRBÜZ Bileşimlerinde en az % 12 krom bulunan çelikler paslanmaz çeliklerdir.tüm paslanmaz çeliklerin korozyon direnci, çok yoğun ve koruyucu krom oksit ince
ÖZLÜ TEL ELEKTROTLARIN ÖNEMĐ VE KAYNAK ÖZELLĐKLERĐ. Apler GÜLSÖZ
 ÖZLÜ TEL ELEKTROTLARIN ÖNEMĐ VE KAYNAK ÖZELLĐKLERĐ Apler GÜLSÖZ * Pamukkale Üniversitesi Mühendislik Fakültesi ÖZET Çubuk elektrotların sınırlı akım yüklenebilirliklerine bağlı olarak ergime gücünün rölatif
ÖZLÜ TEL ELEKTROTLARIN ÖNEMĐ VE KAYNAK ÖZELLĐKLERĐ Apler GÜLSÖZ * Pamukkale Üniversitesi Mühendislik Fakültesi ÖZET Çubuk elektrotların sınırlı akım yüklenebilirliklerine bağlı olarak ergime gücünün rölatif
EN ISO 9606-1 KAYNAKÇILARIN YETERLİLİK SINAVI ERGİTME KAYNAĞI - BÖLÜM 1: ÇELİKLER. Özlem Karaman Metalurji ve Malzeme Mühendisi Kaynak Mühendisi
 EN ISO 9606-1 KAYNAKÇILARIN YETERLİLİK SINAVI ERGİTME KAYNAĞI - BÖLÜM 1: ÇELİKLER Özlem Karaman Metalurji ve Malzeme Mühendisi Kaynak Mühendisi İçerik Giriş Semboller ve Kısaltmalar Temel Değişkenler Kaynakçının
EN ISO 9606-1 KAYNAKÇILARIN YETERLİLİK SINAVI ERGİTME KAYNAĞI - BÖLÜM 1: ÇELİKLER Özlem Karaman Metalurji ve Malzeme Mühendisi Kaynak Mühendisi İçerik Giriş Semboller ve Kısaltmalar Temel Değişkenler Kaynakçının
Ç l e i l k i l k e l r e e e Uyg u a l na n n n Yüz ü ey e y Ser Se tle l ş e t ş ir i me e İ şl ş e l m l r e i
 Çeliklere Uygulanan Yüzey Sertleştirme İşlemleri Bazı uygulamalarda kullanılan çelik parçaların hem aşınma dirençlerinin, hem de darbe dayanımlarının yüksek olması istenir. Bunun için parçaların yüzeylerinin
Çeliklere Uygulanan Yüzey Sertleştirme İşlemleri Bazı uygulamalarda kullanılan çelik parçaların hem aşınma dirençlerinin, hem de darbe dayanımlarının yüksek olması istenir. Bunun için parçaların yüzeylerinin
KAYNAKLI BİRLEŞTİRME TEKNİKLERİ
 KAYNAKLI BİRLEŞTİRME TEKNİKLERİ (MET 218) DERS DOTLARI PROF.DR.ADEM KURT ANKARA,2012 ERGİTME KAYNAĞI 1. Kaynağın Tanımı ve Sınıflandırılması Kaynak, birbirinin aynı veya erime aralıkları birbirine yakın
KAYNAKLI BİRLEŞTİRME TEKNİKLERİ (MET 218) DERS DOTLARI PROF.DR.ADEM KURT ANKARA,2012 ERGİTME KAYNAĞI 1. Kaynağın Tanımı ve Sınıflandırılması Kaynak, birbirinin aynı veya erime aralıkları birbirine yakın
TOZ ALTI KAYNAK YÖNTEMİ
 TOZ ALTI KAYNAK YÖNTEMİ 1. TARİHÇESİ Toz altı kaynak yöntemi ilk defa 1933 yılında Amerika Birleşik Devletlerinde uygulanmaya başlamıştır. Yöntem daha sonraları 1937 yılında Avrupa'da kullanılmaya başlamış
TOZ ALTI KAYNAK YÖNTEMİ 1. TARİHÇESİ Toz altı kaynak yöntemi ilk defa 1933 yılında Amerika Birleşik Devletlerinde uygulanmaya başlamıştır. Yöntem daha sonraları 1937 yılında Avrupa'da kullanılmaya başlamış
Sakarya Üniversitesi Teknoloji Fakültesi, Metalurji ve Malzeme Mühendisliği
 1 Kaynak için gerekli ısının biri yanıcı, diğeri yakıcı olan gazların yakılmasıyla elde edilen yüksek sıcaklıktaki alev ile yapılan kaynağa "gaz ergitme kaynağı" adı verilir. 1892-1900 yılları arasında
1 Kaynak için gerekli ısının biri yanıcı, diğeri yakıcı olan gazların yakılmasıyla elde edilen yüksek sıcaklıktaki alev ile yapılan kaynağa "gaz ergitme kaynağı" adı verilir. 1892-1900 yılları arasında
DOKUZ EYLÜL ÜNĐVERSĐTESĐ FEN BĐLĐMLERĐ ENSTĐTÜSÜ
 DOKUZ EYLÜL ÜNĐVERSĐTESĐ FEN BĐLĐMLERĐ ENSTĐTÜSÜ ALIŞILMIŞ VE ĐNVERTER TĐPĐ MIG/MAG KAYNAK MAKĐNALARI ĐLE YAPILAN KAYNAK DĐKĐŞLERĐNĐN ÇEŞĐTLĐ YÖNLERĐ ĐLE KARŞILAŞTIRILMASI Hatice Nalan AKSOY Nisan, 2010
DOKUZ EYLÜL ÜNĐVERSĐTESĐ FEN BĐLĐMLERĐ ENSTĐTÜSÜ ALIŞILMIŞ VE ĐNVERTER TĐPĐ MIG/MAG KAYNAK MAKĐNALARI ĐLE YAPILAN KAYNAK DĐKĐŞLERĐNĐN ÇEŞĐTLĐ YÖNLERĐ ĐLE KARŞILAŞTIRILMASI Hatice Nalan AKSOY Nisan, 2010
7. KAYNAKTA ORTAYA ÇIKAN PROBLEMLER ve KAYNAK HATALARI
 7. KAYNAKTA ORTAYA ÇIKAN PROBLEMLER ve KAYNAK HATALARI Gaz kaynaðýnda ortaya çýkan problemler ve kaynak hatalarý diðer kaynak yöntemlerindekilere oldukça benzer olup konuyla ilgili açýklamalar aþaðýda
7. KAYNAKTA ORTAYA ÇIKAN PROBLEMLER ve KAYNAK HATALARI Gaz kaynaðýnda ortaya çýkan problemler ve kaynak hatalarý diðer kaynak yöntemlerindekilere oldukça benzer olup konuyla ilgili açýklamalar aþaðýda
BÖLÜM 4 KAYNAK METALURJİSİ
 BÖLÜM 4 KAYNAK METALURJİSİ Kaynakta Oluşan Metalurjik Bölgeler Kaynakta Oluşan Metalurjik Bölgeler Kaynak Metalinin Katılaşması Kaynak Metalinin Katılaşması Kaynak Metalinin Katılaşması Tek pasoda yapılmış
BÖLÜM 4 KAYNAK METALURJİSİ Kaynakta Oluşan Metalurjik Bölgeler Kaynakta Oluşan Metalurjik Bölgeler Kaynak Metalinin Katılaşması Kaynak Metalinin Katılaşması Kaynak Metalinin Katılaşması Tek pasoda yapılmış
ENDÜSTRİYEL GAZLARIN KAYNAK VE KESİM UYGULAMALARINDAKİ KULLANIM ALANLARI
 ENDÜSTRİYEL GAZLARIN KAYNAK VE KESİM UYGULAMALARINDAKİ KULLANIM ALANLARI Bahar SEVİM 1, Makina Mühendisi 1 IWE-Air Liquide Gaz Sanayi, bahadir.sevim@airliquide.com ÖZET Bu sunumda genel olarak kaynak ve
ENDÜSTRİYEL GAZLARIN KAYNAK VE KESİM UYGULAMALARINDAKİ KULLANIM ALANLARI Bahar SEVİM 1, Makina Mühendisi 1 IWE-Air Liquide Gaz Sanayi, bahadir.sevim@airliquide.com ÖZET Bu sunumda genel olarak kaynak ve
Düzce Üniversitesi Bilim ve Teknoloji Dergisi
 Düzce Üniversitesi Bilim ve Teknoloji Dergisi, 1 (2013) 32 38 Düzce Üniversitesi Bilim ve Teknoloji Dergisi Araştırma Makalesi Örtülü Elektrot Ark Kaynağında Farklı Kutuplamanın Kaynak Nüfuziyetine Etkisinin
Düzce Üniversitesi Bilim ve Teknoloji Dergisi, 1 (2013) 32 38 Düzce Üniversitesi Bilim ve Teknoloji Dergisi Araştırma Makalesi Örtülü Elektrot Ark Kaynağında Farklı Kutuplamanın Kaynak Nüfuziyetine Etkisinin
1070-Al99,7. Kimyasal Kompozisyon (%) Kesme Dayanımı( kaynak yük yönünde) Uluslararası Standartlar. Ek bilgiler. Mekanik Dayanım. Kaynak Pozisyonları
 Kesme Dayanımı( kaynak yük yönünde) Uluslararası Standartlar. Ek bilgiler. Mekanik Dayanım. Kaynak Pozisyonları") 17-Al99,7 Kimyasal Kompozisyon (% Si,2 Zn,2 Fe,25 Ti, Cu,4 Be, Mn, tüm alaşımlar toplamı, Cr - Al 99,7, Kesme Dayanımı( kaynak yük yönünde EN ISO 1827 17-Al99,7 Kaynak sonrası eloksal için renk uyumu oldukça
17-Al99,7 Kimyasal Kompozisyon (% Si,2 Zn,2 Fe,25 Ti, Cu,4 Be, Mn, tüm alaşımlar toplamı, Cr - Al 99,7, Kesme Dayanımı( kaynak yük yönünde EN ISO 1827 17-Al99,7 Kaynak sonrası eloksal için renk uyumu oldukça
T.C. MİLLÎ EĞİTİM BAKANLIĞI
 T.C. MİLLÎ EĞİTİM BAKANLIĞI MEGEP (MESLEKİ EĞİTİM VE ÖĞRETİM SİSTEMİNİN GÜÇLENDİRİLMESİ PROJESİ) METAL TEKNOLOJİSİ MİG MAG İLE YATAYDA KÜT EK KAYNAĞI ANKARA 2006 Milli Eğitim Bakanlığı tarafından geliştirilen
T.C. MİLLÎ EĞİTİM BAKANLIĞI MEGEP (MESLEKİ EĞİTİM VE ÖĞRETİM SİSTEMİNİN GÜÇLENDİRİLMESİ PROJESİ) METAL TEKNOLOJİSİ MİG MAG İLE YATAYDA KÜT EK KAYNAĞI ANKARA 2006 Milli Eğitim Bakanlığı tarafından geliştirilen
2.2 KAYNAKLI BİRLEŞİMLER
 2.2 KAYNAKLI BİRLEŞİMLER Aynı veya benzer alaşımlı metal parçaların ısı etkisi altında birleştirilmesine kaynak denir. Kaynaklama işlemi sırasında uygulanan teknik bakımından çeşitli kaynaklama yöntemleri
2.2 KAYNAKLI BİRLEŞİMLER Aynı veya benzer alaşımlı metal parçaların ısı etkisi altında birleştirilmesine kaynak denir. Kaynaklama işlemi sırasında uygulanan teknik bakımından çeşitli kaynaklama yöntemleri
MEGEP (MESLEKÎ EĞİTİM VE ÖĞRETİM SİSTEMİNİN GÜÇLENDİRİLMESİ PROJESİ)
") T.C MİLLİ EĞİTİM BAKANLIĞI MEGEP (MESLEKÎ EĞİTİM VE ÖĞRETİM SİSTEMİNİN GÜÇLENDİRİLMESİ PROJESİ) METAL TEKNOLOJİSİ MIG KAYNAĞI ANKARA 2006 Milli Eğitim Bakanlığı tarafından geliştirilen modüller; Talim
T.C MİLLİ EĞİTİM BAKANLIĞI MEGEP (MESLEKÎ EĞİTİM VE ÖĞRETİM SİSTEMİNİN GÜÇLENDİRİLMESİ PROJESİ) METAL TEKNOLOJİSİ MIG KAYNAĞI ANKARA 2006 Milli Eğitim Bakanlığı tarafından geliştirilen modüller; Talim
ELEKTRİK MOTORLARI VE SÜRÜCÜLER ELEKTRİK MOTORLARINDA DENETİM PRENSİPLERİ
 BÖLÜM 2 ELEKTRİK MOTORLARINDA DENETİM PRENSİPLERİ 2.1.OTOMATİK KONTROL SİSTEMLERİNE GİRİŞ Otomatik kontrol sistemleri, günün teknolojik gelişmesine paralel olarak üzerinde en çok çalışılan bir konu olmuştur.
BÖLÜM 2 ELEKTRİK MOTORLARINDA DENETİM PRENSİPLERİ 2.1.OTOMATİK KONTROL SİSTEMLERİNE GİRİŞ Otomatik kontrol sistemleri, günün teknolojik gelişmesine paralel olarak üzerinde en çok çalışılan bir konu olmuştur.
TIG/WIG GAZALTI KAYNAK YÖNTEMİ. K ayna K. Teknolojisi. Teknolojisi HOŞGELDİNİZ. Doç. Dr. Hüseyin UZUN Kaynak Eğitimi Ana Bilim Dalı Başkanı 1 /38
 TIG/WIG GAZALTI KAYNAK YÖNTEMİ K ayna K K ayna K Teknolojisi Teknolojisi HOŞGELDİNİZ Doç. Dr. Hüseyin UZUN Kaynak Eğitimi Ana Bilim Dalı Başkanı 1 /38 TIG/WIG GAZALTI KAYNAK TEKNİĞİ Amerika da yöntemin
TIG/WIG GAZALTI KAYNAK YÖNTEMİ K ayna K K ayna K Teknolojisi Teknolojisi HOŞGELDİNİZ Doç. Dr. Hüseyin UZUN Kaynak Eğitimi Ana Bilim Dalı Başkanı 1 /38 TIG/WIG GAZALTI KAYNAK TEKNİĞİ Amerika da yöntemin
3. 3 Kaynaklı Birleşimler
 3. 3 Kaynaklı Birleşimler Aynı ya da benzer alaşımlı metallerin ısı etkisi yardımıyla birleştirilmesine kaynak denir. Lehimleme ile karıştırılmamalıdır. Kaynakla birleştirmenin bazı türlerinde, benzer
3. 3 Kaynaklı Birleşimler Aynı ya da benzer alaşımlı metallerin ısı etkisi yardımıyla birleştirilmesine kaynak denir. Lehimleme ile karıştırılmamalıdır. Kaynakla birleştirmenin bazı türlerinde, benzer
KORUYUCU GAZ KAYNAĞINDA (MIG/MAG) GAZ DEBİSİNİN KAYNAK NÜFUZİYETİ VE KAYNAK HIZINA ETKİSİ
 GAZ DEBİSİNİN KAYNAK NÜFUZİYETİ VE KAYNAK HIZINA ETKİSİ") DOKUZ EYLÜL ÜNİVERSİTESİ FEN BİLİMLERİ ENSTİTÜSÜ KORUYUCU GAZ KAYNAĞINDA (MIG/MAG) GAZ DEBİSİNİN KAYNAK NÜFUZİYETİ VE KAYNAK HIZINA ETKİSİ Gürel TÜRKKAN Mart, 2008 İZMİR KORUYUCU GAZ KAYNAĞINDA (MIG/MAG)
DOKUZ EYLÜL ÜNİVERSİTESİ FEN BİLİMLERİ ENSTİTÜSÜ KORUYUCU GAZ KAYNAĞINDA (MIG/MAG) GAZ DEBİSİNİN KAYNAK NÜFUZİYETİ VE KAYNAK HIZINA ETKİSİ Gürel TÜRKKAN Mart, 2008 İZMİR KORUYUCU GAZ KAYNAĞINDA (MIG/MAG)
ATOMİK YAPI. Elektron Yükü=-1,60x10-19 C Proton Yükü=+1,60x10-19 C Nötron Yükü=0
 ATOMİK YAPI Elektron Yükü=-1,60x10-19 C Proton Yükü=+1,60x10-19 C Nötron Yükü=0 Elektron Kütlesi 9,11x10-31 kg Proton Kütlesi Nötron Kütlesi 1,67x10-27 kg Bir kimyasal elementin atom numarası (Z) çekirdeğindeki
ATOMİK YAPI Elektron Yükü=-1,60x10-19 C Proton Yükü=+1,60x10-19 C Nötron Yükü=0 Elektron Kütlesi 9,11x10-31 kg Proton Kütlesi Nötron Kütlesi 1,67x10-27 kg Bir kimyasal elementin atom numarası (Z) çekirdeğindeki
GEV. Gedik Eğitim Vakfı. Kaynak Teknolojisi Eğitim Araştırma ve Muayene Enstitüsü. Yayın No: 3 GAZALTI ARK KAYNAĞI (TIG MIG MAG)
") I GEV Gedik Eğitim Vakfı Kaynak Teknolojisi Eğitim Araştırma ve Muayene Enstitüsü Yayın No: 3 GAZALTI ARK KAYNAĞI (TIG MIG MAG) Prof. Dr. Selâhaddin ANIK Doc. Dr. Murat Vural II ÖNSÖZ Günümüzde kaynak
I GEV Gedik Eğitim Vakfı Kaynak Teknolojisi Eğitim Araştırma ve Muayene Enstitüsü Yayın No: 3 GAZALTI ARK KAYNAĞI (TIG MIG MAG) Prof. Dr. Selâhaddin ANIK Doc. Dr. Murat Vural II ÖNSÖZ Günümüzde kaynak
ELEKTRİK ARK KAYNAĞI TEMEL EĞİTİM REHBERİ (UYGULAMA 15-22)
") ELEKTRİK ARK KAYNAĞI TEMEL EĞİTİM REHBERİ (UYGULAMA 15-22) UYGULAMA 15 TAVAN POZİSYONUNDA T BİRLEŞMESİ KÖŞE KAYNAĞI (KIRMA DENEYİ) GEREKLİ MALZEME: 6 mm KALINLIKTA 2 YUMUŞAK ÇELİK SAC. 3,25 mm ÇAPINDA
ELEKTRİK ARK KAYNAĞI TEMEL EĞİTİM REHBERİ (UYGULAMA 15-22) UYGULAMA 15 TAVAN POZİSYONUNDA T BİRLEŞMESİ KÖŞE KAYNAĞI (KIRMA DENEYİ) GEREKLİ MALZEME: 6 mm KALINLIKTA 2 YUMUŞAK ÇELİK SAC. 3,25 mm ÇAPINDA
SpeedMIG. Sinerjik Kaynak Makineleri Serisi! MIG/ MAG
 SpeedMIG Sinerjik Kaynak Makineleri Serisi! MIG/ MAG www.merkle.com.tr MERKLE SpeedMIG Yüksek Teknoloji, Kalite ve Verimlilik! Merkle SpeedMIG jenerasyonu, birinci sınıf avantajlar sunan yeni dizayn kontrol
SpeedMIG Sinerjik Kaynak Makineleri Serisi! MIG/ MAG www.merkle.com.tr MERKLE SpeedMIG Yüksek Teknoloji, Kalite ve Verimlilik! Merkle SpeedMIG jenerasyonu, birinci sınıf avantajlar sunan yeni dizayn kontrol
MAKİNE VE TEÇHİZAT İŞLERİNDE İSG
 MAKİNE VE TEÇHİZAT İŞLERİNDE İSG 10.HAFTA Hazırlayan: Öğr. Gör. Tuğberk ÖNAL MALATYA 2017 KAYNAKLA BİRLEŞTİRME YÖNTEMLERİ Bilindiği gibi bütün kaynaklı birleştirmelerde bir ısıya ihtiyaç vardır ve bu ısı
MAKİNE VE TEÇHİZAT İŞLERİNDE İSG 10.HAFTA Hazırlayan: Öğr. Gör. Tuğberk ÖNAL MALATYA 2017 KAYNAKLA BİRLEŞTİRME YÖNTEMLERİ Bilindiği gibi bütün kaynaklı birleştirmelerde bir ısıya ihtiyaç vardır ve bu ısı
ATOMİK YAPI. Elektron Yükü=-1,60x10-19 C Proton Yükü=+1,60x10-19 C Nötron Yükü=0
 ATOMİK YAPI Atom, birkaç türü birleştiğinde çeşitli molekülleri, bir tek türü ise bir kimyasal öğeyi oluşturan parçacıktır. Atom, elementlerin özelliklerini taşıyan en küçük yapı birimi olup çekirdekteki
ATOMİK YAPI Atom, birkaç türü birleştiğinde çeşitli molekülleri, bir tek türü ise bir kimyasal öğeyi oluşturan parçacıktır. Atom, elementlerin özelliklerini taşıyan en küçük yapı birimi olup çekirdekteki
4-1. Ön Kontrol Paneli
 4-1. Ön Kontrol Paneli 1 Açma/Kapama(ON/OFF) Düğmesi.! Fan motoru termostat kontrollü olduğu için sadece soğutma gerektiğinde çalışır.! Su soğutma ünitesi otomatik kontrollüdür, sadece gerektiğinde çalışır.
4-1. Ön Kontrol Paneli 1 Açma/Kapama(ON/OFF) Düğmesi.! Fan motoru termostat kontrollü olduğu için sadece soğutma gerektiğinde çalışır.! Su soğutma ünitesi otomatik kontrollüdür, sadece gerektiğinde çalışır.
Pik (Ham) Demir Üretimi
 Demir Üretimi") Pik (Ham) Demir Üretimi Çelik üretiminin ilk safhası pik demirin eldesidir. Pik demir için başlıca şu maddeler gereklidir: 1. Cevher: Demir oksit veya karbonatlardan oluşan, bir miktarda topraksal empüriteler
Pik (Ham) Demir Üretimi Çelik üretiminin ilk safhası pik demirin eldesidir. Pik demir için başlıca şu maddeler gereklidir: 1. Cevher: Demir oksit veya karbonatlardan oluşan, bir miktarda topraksal empüriteler
T.C. MİLLİ EĞİTİM BAKANLIĞI
 T.C. MİLLİ EĞİTİM BAKANLIĞI MEGEP (MESLEKÎ EĞİTİM VE ÖĞRETİM SİSTEMİNİN GÜÇLENDİRİLMESİ PROJESİ) MOTORLU ARAÇLAR TEKNOLOJİSİ GAZALTI KAYNAĞI ANKARA 2006 Milli Eğitim Bakanlığı tarafından geliştirilen modüller;
T.C. MİLLİ EĞİTİM BAKANLIĞI MEGEP (MESLEKÎ EĞİTİM VE ÖĞRETİM SİSTEMİNİN GÜÇLENDİRİLMESİ PROJESİ) MOTORLU ARAÇLAR TEKNOLOJİSİ GAZALTI KAYNAĞI ANKARA 2006 Milli Eğitim Bakanlığı tarafından geliştirilen modüller;
Yüksek Mukavemetli Düşük Alaşımlı Çeliklerin Kaynağı. Özlem Karaman Metalurji ve Malzeme Mühendisi Kaynak Mühendisi
 Yüksek Mukavemetli Düşük Alaşımlı Çeliklerin Kaynağı Özlem Karaman Metalurji ve Malzeme Mühendisi Kaynak Mühendisi Yüksek Mukavemetli Düşük Alaşımlı Çelikler Yüksek mukavemetli ince taneli çelikler, yani
Yüksek Mukavemetli Düşük Alaşımlı Çeliklerin Kaynağı Özlem Karaman Metalurji ve Malzeme Mühendisi Kaynak Mühendisi Yüksek Mukavemetli Düşük Alaşımlı Çelikler Yüksek mukavemetli ince taneli çelikler, yani
TIG GAZALTI KAYNAĞI TORÇLAR. K ayna K. Teknolojisi. Teknolojisi HOŞGELDİNİZ. Prof. Dr. Hüseyin UZUN Kaynak Eğitimi Ana Bilim Dalı Başkanı 1 /38
 TIG GAZALTI KAYNAĞI TORÇLAR K ayna K K ayna K Teknolojisi Teknolojisi HOŞGELDİNİZ Prof. Dr. Hüseyin UZUN Kaynak Eğitimi Ana Bilim Dalı Başkanı 1 /38 TIG TORCLARININ SINIFLANDIRILMASI 1- KAYNAK AKIM ŞİDDETİNE
TIG GAZALTI KAYNAĞI TORÇLAR K ayna K K ayna K Teknolojisi Teknolojisi HOŞGELDİNİZ Prof. Dr. Hüseyin UZUN Kaynak Eğitimi Ana Bilim Dalı Başkanı 1 /38 TIG TORCLARININ SINIFLANDIRILMASI 1- KAYNAK AKIM ŞİDDETİNE
ALÜMİNYUM ALAŞIMLARININ ÖRTÜLÜ ÇUBUK ELEKTRODLA ARK KAYNAĞI
 ALÜMİNYUM ALAŞIMLARININ ÖRTÜLÜ ÇUBUK ELEKTRODLA ARK KAYNAĞI Bu yöntemle bütün alüminyum türleriyle ısıl işlem yoluyla sertleşmeyen alaşımları kaynak etmek mümkündür. Yapısal sertleşmeli alaşımlar arasında
ALÜMİNYUM ALAŞIMLARININ ÖRTÜLÜ ÇUBUK ELEKTRODLA ARK KAYNAĞI Bu yöntemle bütün alüminyum türleriyle ısıl işlem yoluyla sertleşmeyen alaşımları kaynak etmek mümkündür. Yapısal sertleşmeli alaşımlar arasında
TAHRİBATSIZ MUAYENE (NON DESTRUCTIVE TEST) HAZIRLAYAN: FATMA ÇALIK
 HAZIRLAYAN: FATMA ÇALIK") TAHRİBATSIZ MUAYENE (NON DESTRUCTIVE TEST) TAHRİBATSIZ MUAYENE YÖNTEMLERİ 1) Görsel Kontrol ( VT) 2) Sıvı Penetrant ( PT) 3) Magnetik Parçacık( MT) 4) Radyografik-Radyoskopik Kontrol( RT) 5) Girdap Akımları(
TAHRİBATSIZ MUAYENE (NON DESTRUCTIVE TEST) TAHRİBATSIZ MUAYENE YÖNTEMLERİ 1) Görsel Kontrol ( VT) 2) Sıvı Penetrant ( PT) 3) Magnetik Parçacık( MT) 4) Radyografik-Radyoskopik Kontrol( RT) 5) Girdap Akımları(