1. GİRİŞ 2. KAYNAK TEKNİĞİ KAYNAK İŞLEMİNİN TANIMI KAYNAK TEKNİĞİNİN GELİŞİM SÜRECİ
|
|
|
- Çağatay Akgün
- 8 yıl önce
- İzleme sayısı:
Transkript
1 1. GİRİŞ 2. KAYNAK TEKNİĞİ KAYNAK İŞLEMİNİN TANIMI KAYNAK TEKNİĞİNİN GELİŞİM SÜRECİ 3. KORUYUCU GAZLA KAYNAK KORUYUCU GAZLA KAYNAK İŞLEMİNİN TANIMI ARK ATOM KAYNAĞI KAYNAK KARAKTERİSTİKLERİ

2

3 2. KAYNAK TEKNİĞİ : KAYNAK İŞLEMİNİN TANIMI : Aynı veya benzer cinsten iki malzemeyi ısı, basınç veya her ikisini birden kullanmak suretiyle, ilave bir malzeme katarak veya katmadan yapılan birleştirmeye kaynak denir. Kaynak, bölgesel bir döküm işlemi olarak da tanımlanabilir.günümüzde kaynak işlemi metalsel malzemelere uygulanabileceği gibi, termoplastiklere de uygulanabilmektedir KAYNAK TEKNİĞİNİN GELİŞİM SÜRECİ : Kaynak tekniği son 100 yılda büyük bir gelişme göstermiştir.ilk kaynak işlemi olarak, demirci kaynağı gösterilebilir. Kaynak tekniğindeki gelişim süreci aşağıda kısaca özetlenmiştir : 1802 Elektrik ark ı üzerine araştırma 1867 Elektrik direnç kaynağının bulunuşu 1900 Gaz ergitme kaynağının endüstride uygulanması 1919 Koruyucu gaz kaynağının ilk uygulaması 1936 Helyum gazı ile koruyucu gaz kaynağının uygulanışı 1953 CO 2 ile koruyucu gaz kaynağının endüstride uygulanışı 1954 Al-Mg alaşımlı malzemeden tamamı kaynak birleştirmeli yat yapımı 1961 Plazma kaynağı uygulaması Bu gelişim süreci içinde, bir yandan yeni esaslara dayalı kaynak yöntemleri ortaya çıkarken, bir yandan da bilinen yöntemlerin geliştirilmesi ve otomatikleştirilmesi gerçekleşmektedir. Günümüzün kaynak tekniğinde, bu yöntemlerden Elektrik Direnç Kaynağı, Örtülü Elektrodla Kaynak, Tozaltı Kaynağı, Elektro-Cüruf Kaynağı ve Koruyucu Gaz Kaynağı genel kaynak yöntemleri olarak kabul edilir. Soğuk Pres Kaynağı, Elektron Işın Kaynağı ve Lazer Kaynağı gibi yöntemler ise özel uygulama alanlarına bağlı yöntemler olarak tanımlanmaktadır. Biz bu projede Koruyucu Gazla Kaynak yöntemi üzerinde duracağız. 3. KORUYUCU GAZLA KAYNAK : KORUYUCU GAZLA KAYNAK İŞLEMİNİN TANIMI : Koruyucu gazla kaynak işleminin esasını, kaynak yerinin koruyucu bir gazla korunması teşkil eder.bu koruyucu gazın kaynak işlemine getirdiği pozitif özellikler ise aşağıda belirtilmiştir : Atmosferik gazların ark ve kaynak banyosuna girmesinin önlenmesi Ark ın oluşturulması ve kararlılığının korunması Kaynak yatkınlıkları zayıf olan malzemeler ile de kaliteli dikişlerin elde edilmesi Yüksek ergime verimleri ve nüfuziyet derinlikleri ile çalışılabilmesi Parça kalınlıkları ve konstrüksyonlarına uygun yöntem seçilebilmesi ve otomatik uygulamalara geçilebilmesi

4 Bu işleminin gelişim sürecinde koruyucu gaz olarak, metanol (1926), oksi-asetilen gazı (1928), hidrojen (1928), soy gazlar (önce helyum sonra argon 1930), karbondioksit (1952) kullanılmıştır.bugün ise, He-,Ar-,H 2 -,CO 2 ve bunların karışımları kullanılmaktadır.koruyucu gaz seçiminde en önemli faktör, birleştirilecek veya yüzeyleri örtülecek olan malzemelerin türleridir. Koruyucu gaz kaynak yöntemlerini : 1 - ) Ergimeyen elektrodla yapılan koruyucu gaz kaynağı 2 - ) Ergiyen elektrodla yapılan koruyucu gaz kaynağı olmak üzere ikiye ayırabiliriz.ergimeyen elektrodla yapılan koruyucu gaz kaynağına örnek olarak Ark-Atom kaynağını,wig ( yada TIG ) kaynağını ve plazma kaynağını sayabiliriz. Ergiyen elektrodla yapılan koruyucu gaz kaynağına örnek olarak da MIG ve MAG yöntemlerini sayabiliriz ARK ATOM KAYNAĞI : Koruyucu gaz ortamında yapılan kaynak uygulamalarından en eskisidir.uygulamada ark ortamı ve kaynak dikişi üzerine H 2 gazı gönderilmektedir.bu gaz ısı etkisi altında, aşağıda verilen tersinir denkleme göre, atomlarına ayrışmaktadır. H 2 Û 2H + ISI ( 420 kj/mol) Dissosiyon olayı (atomlarına ayrılma) sonucu, gerek kararlı bir ark ve gerekse korumalı bir kaynak dikişi oluşturulmakta, ayrıca dikiş deformasyonlarına karşı yeterli bir emniyet ortaya çıkmaktadır. Ark atom kaynağında alternatif akım kullanıldığından özel kaynak transformatörlerinden yararlanılır.hidrojen atmosferi altında yapılan kaynakta ark gerilimi normal ark kaynağından daha yüksektir ve yaklaşık V arasındadır.bu yüzden bu cihazların boşta çalışma gerilimleride bir hayli yüksektir ve V arasındadır A akım şiddetleri ile çalışılmaktadır.işlemde kaynak ortamına gelen hidrojen gazı yaklaşık 0,3 bar basınca sahiptir. Ark atom kaynağında genellikle tungsten yada wolfram elektrodlar kullanılır KAYNAK KARAKTERİSTİKLERİ : Ark atom kaynağında akım şiddeti [A], kaynak hızı [m/saat], H 2 tüketimi [L/dak], enerji tüketimi [Kw.h/m] ve ilave tel kaybı [mm/m] başlıca kaynak karakteristiklerini oluştururlar KALINLIK, MALZEME VE BİÇİM İLİŞKİSİ : Ark atom kaynak cihazı devreye sokulduktan sonra, gerekli akım ayarı kaynak yapılacak malzemenin türüne göre yapılır ve saç kalınlığına göre aşağıdaki tabloda verilen değerlere uyulur.
 kaynağını ve plazma kaynağını sayabiliriz.")
5 Tablo 1 : Ark atom kaynağında saç kalınlıklarına bağlı çalışma koşulları Saç Kalınlığı Kaynak ağızının şekli Elektrod Çapı Akım şiddeti İlave Dolgu Paso Sayısı (mm) (Æmm) (Amper) Malzemesi 1-1,5 Kıvrık alın 1, Küt alın 1, ,- 1 (aralık 0,5 mm) 2-3 Küt alın 1, , Küt alın 1,6-2, (aralık = 1-3 mm) 5-8 V-Alın 2,4-3, (a=90,aralık = 2mm) 8-10 V-Alın 3, (a=80,aralık = 2mm) V-Alın (a=70,aralık = 3mm) 3, Ark atom kaynağı ile genellikle 1-10 mm arasındaki saçlar birleştirilir.ark atom kaynağı ile alaşımlı veya alaşımsız çelikler, dökme demirler, Mg- dışındaki hafif metaller,bronz,prinç,cuve tombak (%67 Cu) dışında kızıl döküm birleştirmeleri yapılır.bu malzemelerin küçük kesitlerinin birleştirilmesinde ilave kaynak malzemesine gerek yoktur.ilave malzemesiz birleştirmelere ait örnekler aşağıda Şekil 1 de, ilave malzeme kullanılarak yapılan birleştirmelere ait örnekler ise Şekil 2 de verilmiştir ARGON-ARK KAYNAĞI TIG (WIG) YÖNTEMİ Ergimeyen elektrod ile iş parçası arasında arkın oluşturulması ve kaynak bölgesinin koruyucu gaz ile korunması işlemine argon-ark kaynağı denir.eğer kullanılan ergimeyen elektrod tungsten ise TIG, wolfram ise WIG yöntemi diye adlandırılır. Bu yöntem ilk olarak yıllarında ABD de Mg- ve diğer hafif metallerin birleştirilmesinde uygulanmış ve elde edilen olumlu sonuçlar neticesinde kullanım alanı bulmuştur. Koruyucu gaz olarak ilk önceleri yalnız helyum gazı kullanılmıştır.fakat daha sonraları ise farklı uygulamalar için çeşitli karışımlara başvurulmuştur.
 dışında kızıl döküm birleştirmeleri yapılır.")
6 Yöntem malzeme türlerine bağlı olarak, doğru akım veya dalgalı akım altında uygulanabilir KAYNAK KARAKTERİSTİKLERİ : Argon-ark kaynağında akım şiddeti [A], kaynak süresi [dak/m], gaz tüketimi [L/dak], enerji tüketimi [Kw.h/m] ve kaynak pozisyonu başlıca kaynak karakteristiklerini oluştururlar KALINLIK, MALZEME VE BİÇİM İLİŞKİSİ : Bu bölümde; diğer paremetrelerin kalınlık,malzeme ve biçime göre seçilmesini inceleyeceğiz. Kullanılan koruyucu gazlar : Kullanılan koruyucu gazların seçiminde göz önünde bulundurulması gereken etkenler aşağıda belirtilmiştir : Ark karakteristiği ve metalin damla geçiş biçimi Kaynak hızı Kaynak dikişinden beklenen mekanik özellikler Kaynak banyosunda oluşan oksitlerin temizlenmesi Tedarik edilebilirlik ve gazın maliyeti Kaynatılan metal ve alaşımın türü Parça kalınlığı,gereken nüfuziyet ve kaynak dikişinin biçimi Kullanılan koruyucu gazın debisinin seçilmesinde de yukarıda sayılan paremetreler rol oynamaktadır. Kalın ve ısı iletkenliği yüksek malzemelerde (bakır vb.) daha derin nüfuziyet sağlamak amacı ile, aynı akım şiddetinde daha yüksek ark gerilimi ile çalışmaya yatkın olan Helyum ve Helyum+Argon gaz karışımları kullanılmaktadır.paslanmaz çelik,yüksek alaşımlı çelikler,nikel ve alaşımlarının korunmasında ise Argon gazı ile hidrojen veya azot gazı karışımları kullanılmaktadır. Kullanılan argonun %99,9 saflıkta bulunması gerekir.bu gazlar 6-9 m 3 lük özel tüplerde ve At basınç altında bulunurlar. Ek-1 de gaz altı kaynağında kullanılan koruyucu gazlar malzemelere göre belirtilmiştir. Elektrodlar : Argon-ark, ark-atom ve plazma kaynağı gibi ergimeyen elektrodlarla yapılan işlemlerde kullanılan elektrodlardan başlıca beklenen özellikler aşağıda sıralanmıştır : Akımı iyi iletmesi ve soğutabilmesi Kararlı bir ark için yeterli elektron emisyonu yapabilme özelliğine sahip olması Doğru ve dalgalı akım kullanabilmesi Yüksek çalışma sıcaklıklarında özelliklerini koruyabilmesi, kısa devre durumunda dikişte kalıntı bırakmaması. Kaynak edilecek malzemeye göre doğru akım veya dalgalı akımla çalışma koşulları seçilir.akım türüde seçilecek elektrod cinsini etkilediğinden, işlenecek malzemeye göre elektrod seçilmesi işlemi dolaylı olarak uygulanabilir.ayrıca, kullanılacak elektrodun uç
![h/m] ve kaynak pozisyonu başlıca kaynak karakteristiklerini oluştururlar. 3. 3. 1.](/docs-images/46/12072498/images/page_6.jpg "1. KALINLIK, MALZEME VE BİÇİM İLİŞKİSİ : Bu bölümde; diğer paremetrelerin kalınlık,malzeme ve biçime göre seçilmesini inceleyeceğiz.")
7 biçiminin seçilmesinde istediğimiz nüfuziyet derinliği (dolaylı olarak kalınlık ve biçim) etkili olmaktadır. Kaynak üfleçleri : Kaynak üfleçlerinin seçilmesinde; uygulanacak akım şiddeti ve birleştirilecek parça kalınlıkları etkili olur.değişik kalınlık ve akım değerlerine uygun üfleçler aşağıda Şekil-3 de verilmiştir. Akım besleme : Akım cinsinin seçiminde, kaynak edilecek malzeme esas alınmaktadır.aşağıda tablo-2 de malzeme çeşitlerine bağlı olarak uygun akım türleri ve I-kaynak dikişleri için saç kalınlıkları verilmektedir. Tablo 2 : Argon-ark kaynağında malzeme türlerine bağlı kaynak akımı seçimi Alternatif akım Saç kalınlığı* Birleştirilen malzeme Doğru akım E + E - (mm) Pas,asit ve ısıya dayanıklı çelik ,2-3,0 C- çeliği ,4-3,0 Cu- ve Cu- alaşımları ,5-2,0 Al- bronzu ,8-4,0 Al- ve Al- alaşımları (2) - 1 0,6-4,0 Mg- ve Mg- alaşımları (2) 1 1 1,0-3,0 * : I-dikişleri için yaklaşık değerler 1 : özellikle uygun, 2 : şarta bağlı uygun ( ) : sadece çok ince saçlar için Kaynak edilecek malzemeler kalınlaştıkça; kullanılan akımın şiddeti, ilave telin çapı, gazın debisi ve elektrod un çapı artış gösterir. Kaynak ağızları : TIG yöntemi daha çok ince parçaların birleştirilmesinde kullanılır.bu yüzden ilave malzemeli veya malzemesiz olarak uygulanan I-kaynak ağızları en fazla rastlanan uygulamalardır. Alın ve iç köşe birleştirmelerinde, kaynak pozisyonu olarak yatay konumu seçmek gerekir. Al-,Mg-,Cu-,Ni- ve bunların alaşımları ile alaşımlı çeliklerin kaynağında 3-4 mm saç kalınlıklarından sonra V ve X kaynak ağızlarına geçilmesi (yüksek kalite ve emniyet beklentisinin karşılanması için) gereklidir.

8 UYGULAMA ALANLARI : TIG yöntemi, kaynak işlemleri sorunlu olan Al-, Mg-, Cu-, alaşımlı çelikler ve Zr-, Mo-, Ti-, gibi özel metallerin birleştirilmelerinde, emniyet ve kalitenin üst düzeyde arandığı alanlarda uygulanmaktadır.bu nedenle kaynak öncesi hazırlık işlemlerinin tam olarak yapılması gereklidir. Bu yöntemden uçak yapımı,nükleer ve termik santrallerin yapımı ve diğer birçok endüstri alanlarında saç,parça,boru,tel gibi elemanların birleştirilmelerinde yararlanılmaktadır.yöntem imalatta kullanılabildiği gibi, onarım amaçlı olarak da kullanılabilir PLAZMA KAYNAĞI : Plazma molekül, atom, iyon ve elektronlardan oluşmuş, yüksek ısı ile yüklü gaz demektir.bu gaz elektriksel bakımdan nötr durumdadır.diğer bir deyişle plazma; bir gazı elektrik arkından geçirerek elde edilen iyonlaşmış ışıklı gaz olarak da tanımlanabilir. Kaynak işleminde plazmanın elde edilebilmesi için iki değiik şekilde ark düzenlemesinden yararlanılır. 1 Plazma ile çevrili (zarflı) ark 2 Direkt (dolaysız) ark Her iki tür plazma eldesinde de ark mevcut bulunmaktadır.

9 Tablo 3 : Plazma kaynağı ile birleştirilebilen malzemeler ve kullanım alanları 1 0,8 mm den ince birleştirmelerde I = 3 20 A, U =?? 40 V Malzeme Birleştirme örnekleri Endüstri dalı Paslanmaz çelikler Sıcaklık ölçme cihazlarında diyaframların Nükleer enerji dönel kaynağı Ni- alaşımları, Buzdolaplarında sıcaklık ölçme Ev cihazları paslanmaz çelik,ti alaşımları elemanlarının dönel ve boyuna kaynağı Sn- ile kaplı Cu- ve Niteller Kondansatör,transistör,direnç gibi Elektronik elemanların kontakt bağlantıları Paslanmaz çelik, Kağıt endüstrisinde, sürekli eleklerin boyuna Metalsel örme bronz dan örgüler dikişleri Ti- ve Ti- alaşımları İnce saçların boyuna dikişleri Uçak,roket Cu- ve Ni- teller Elektriksel elemanların kontakt kaynağı Uzay araçları Yüksek Si-li trafo Trafo saçlarının boyuna kaynağı Transformatör yapımı saçları Paslanmaz çelik,ti- ve Değişik biçimler için boyuna ve dönel İnce saç işleri Ni- alaşımları dikişler Kalaylanmış saçlar Kutu ve taşıma kaplarının dönel ve boyuna Ambalaj sanayii kaynağı Paslanmaz çelikler,nive Boru elemanları ile sıcaklık ölçme Armatür yapımı Ti- alaşımları aygıtlarının birleştirilmesi Kaplanmış malzemeler Değişik aygıtların kontakt bağlama Bilgisayar yapımı birleştirmeleri 2 0,8 mm den kalın birleştirmelerde I = A, U = V Paslanmaz çelikler, Boruların boyuna ve dönel kaynağı Fabrikasyon boru Ni- alaşımları Paslanmaz çelikler, Ni- alaşımları Kazanlar ve ince borularda dönel ve boyuna dikişler imali Taşıma kapları ve iletim elemanları MIG- VE MAG- KAYNAKLARI : MIG kaynağında kaynak dikişi, sürekli olarak ergiyen kaynak teli ile ergiyen ana malzemeden meydana gelir.dikişin biçim ve boyutları, ark gücü, kaynak telinin ergime oranı ve ana malzemenin fiziksel özelliklerine bağlı olarak oluşur. Yöntem ilk defa 1948 yılında bulunmuş, önce alüminyum ve alaşımlarının kaynağında, sonrada yüksek alaşımlı çeliklerin kaynağında,bakır ve alaşımlarının kaynağında ve karbonlu çeliklerin kaynağında kullanılmıştır. Yöntemin avantajları olarak, derin nüfuziyet, yüksek ergime verimi, kaynak hızının yüksek olması, sıçrama ve yanma kayıplarının küçük olması sayılabilir.kaynak cihaz ve donatımları için bakım gerekmesi, koruyucu gazların maliyete etkimesi, yoğun ark ışın demetinin insan gözü üzerindeki zararlı etkileri ise yöntemin dezavantajlı yönleridir. MAG kaynağı ise MIG kaynağına benzemekle beraber kullanılan koruyucu gaz yönünden bu yöntemden ayrılmaktadır.ayrıca, katı CO 2 - in kaynak tabancasına gelmesi için, özel bir elektrik ısıtıcılı, basınç düşürücülü bir ventil ile donatılmıştır. Yöntem kullanılan gazlara bağlı olarak MAGC-(CO 2 ), MAGM-(karışım gazları), MAGCI- (ayrı kanallardan beslenen gazlar) şeklinde değişik sembolik gösterilişlerle adlandırılmaktadır

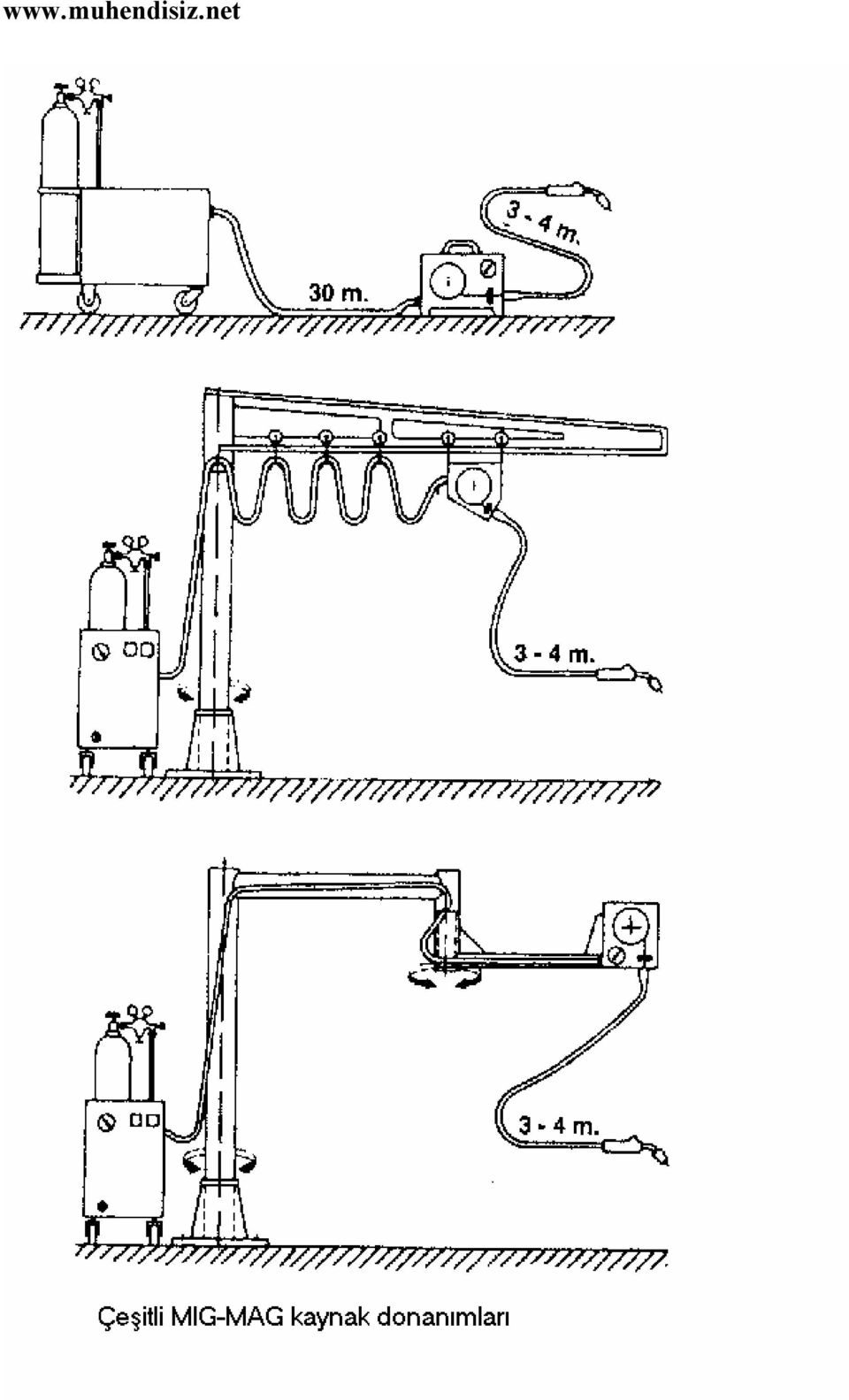
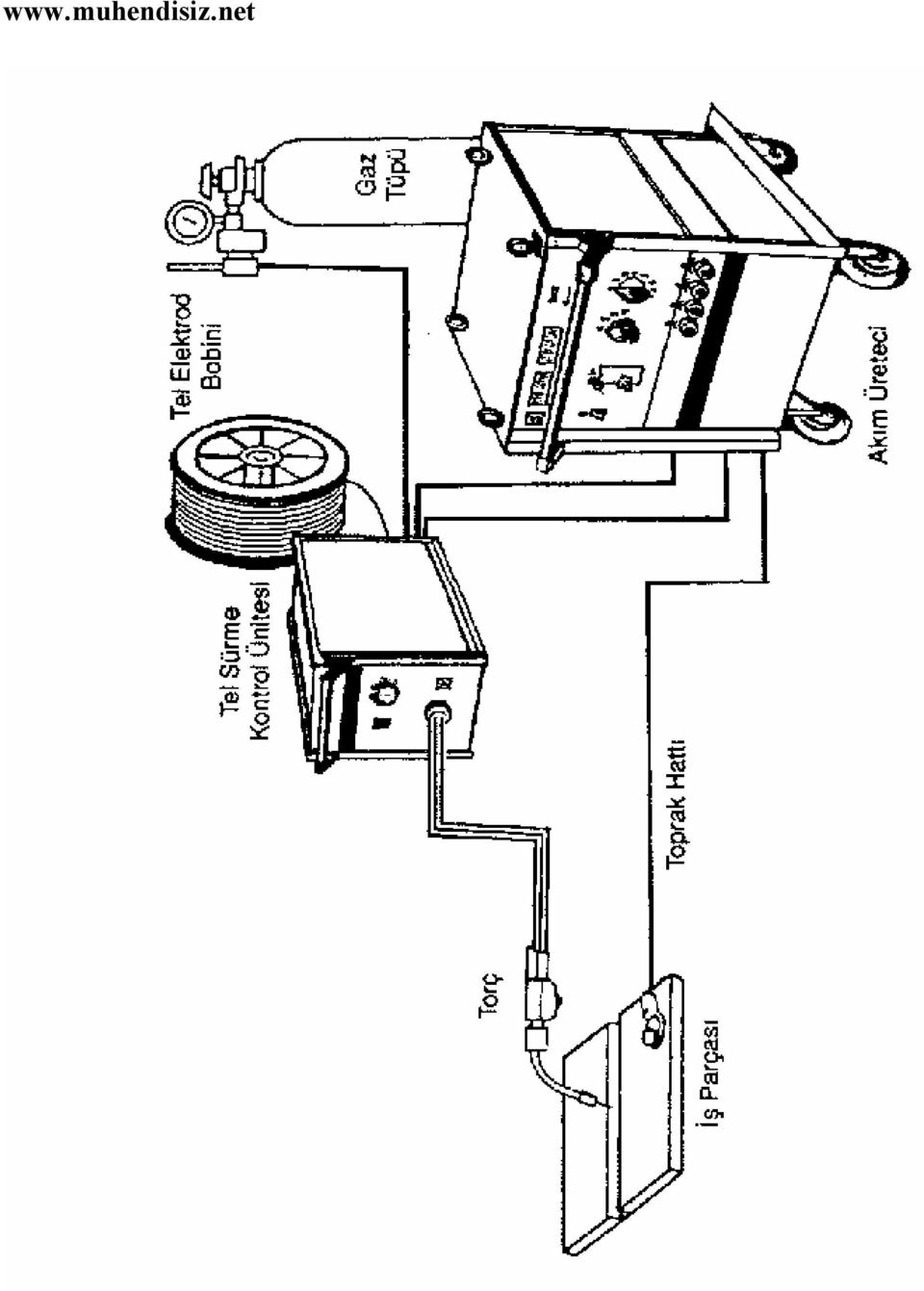
10 MIG- MAG- KAYNAK DONANIMI : Kaynak donanımı şu kısımlardan oluşur : Kaynak tabancası olarak da adlandırılan bir kaynak torcu. Tel biçiminde elektrod ve kılavuzunu, kaynak akım ve şalter kablolarını, gaz hortumunu, gerektiğinde soğutma suyu giriş ve çıkış hortumlarını bir arada tutan metal spiral takviyeli hortum ; torç bağlantı paketi. Tel biçimindeki elektrodun ilerlemesini sağlayan tel sürme tertibatı. Kumanda ve kontrol donanımı. Kaynak akım üreteci. Koruyucu gaz tedarik donanımı. Sulu soğutma sistemi. Mekanize ve otomatik kaynak için yardımcı donanımlar. Aşağıda çeşitli MIG,MAG kaynak donanımları ve MIG,MAG kaynak yöntemi için gerekli olan elemanlar gösterilmiştir.

11
12
13 Kaynak torçları : MIG- ve MAG- kaynağında tel elektroda akımın yüklenmesi ve kaynak bölgesine iletilmesi, ark bölgesine koruyucu gazın gönderilmesi torcun görevidir. Kaynak işleminde kullanılan akımın şiddetine ve yöntemin otomatik veya yarı otomatik olma haline göre çeşitli tür ve büyüklüklerde torçlar geliştirilmiştir. Ark sıcaklığından etkilenen torcun sürekli olarak soğutulması gereklidir; düşük akım şiddetinde yapılan çalışmalarda koruyucu gaz akımı gerekli soğutmayı yapabilmektedir. Büyük çaplı elektrodlar, yani yüksek akım şiddetlerinin kullanılması halinde ise ( I > 250 A ) su ile soğutma sistemi gerekmektedir. Kalın malzemelerin birleştirilmesinde, büyük akım değerleri ile çalışılır.
 su ile soğutma sistemi gerekmektedir.")
14 KAYNAK KARAKTERİSTİKLERİ : MIG-, MAG- kaynağında akım şiddeti [A], kaynak süresi [dak/m], gaz tüketimi [L/dak], enerji tüketimi [Kw.h/m], koruyucu gaz seçimi, elektrod türü ve kaynak pozisyonu başlıca kaynak karakteristiklerini oluştururlar KALINLIK, MALZEME VE BİÇİM İLİŞKİSİ : Bu bölümde; diğer paremetrelerin kalınlık,malzeme ve biçime göre seçilmesini inceleyeceğiz. Kullanılan koruyucu gazlar : MIG-MAG kaynağında soy ve aktif gazlar veya bunların çeşitli oranlardaki karışımları kullanılır.genel olarak soy gazlar, diğer elementler ile reaksiyona girmediklerinden demir dışı metallerin kaynağında, aktif gazlar veya aktif ve soygaz karışımları da çeşitli tür çeliklerin kaynağında uygulama alanı bulmaktadır. Aşağıda Tablo-? de çağımızın endüstrisinde MIG-, MAG- kaynak yönteminde sık kullanılan koruyucu gaz ve gazların malzemelere göre seçimi verilmiştir. Koruyucu Gaz Kimyasal Malzeme Davranışı Argon Soy Çelik hariç tüm endüstriyel metal ve alaşımlarının kaynağında Helyum Soy Daha yüksek sıcaklık ve gözenek miktarını azaltmak için Al ve Cu alaşımlarının kaynağında Argon+Helyum %20-80 / Soy Yüksek sıcaklık, gözenek miktarını azaltmak ve daha sakin kontrollü bir ark ile çalışmak için Al ve Cu alaşımlarının kaynağında Gözenek miktarını azaltmak için Alüminyum ve alaşımlarının kaynağında Argon+Klor Soy Cl eser miktarda Azot Redükleyici Çok güçlü bir ark için bakırın kaynağında Ar+ %25-30 N Redükleyici Güçlü fakat daha yumuşak ve kontrollü bir ark için bakırın kaynağında Ar+ % 1-2 O 2 Oksitleyici Bazı dezokside bakır alaşımlarının kaynağında Ar+ % 3-5 O 2 Oksitleyici Yüksek oranda dezokside edilmiş tel elektrod ile paslanmaz ve karbonlu çeliklerin kaynağında Ar+ % 5-10 O 2 Oksitleyici Yüksek oranda dezokside edilmiş tel elektrod ile çeşitli çeliklerin kaynağında Ar+ % O 2 Oksitleyici Kısa ark ile çeşitli çeliklerin kaynağında Ar+ % 5 O 2 + Oksitleyici Özellikle Avrupa da dezokside edilmiş tel elektrod ile %15 CO 2 çeşitli çeliklerin kaynağında CO 2 Oksitleyici Dezokside edilmiş tel elektrod ile yalın karbonlu ve az alaşımlı çeliklerin kaynağında CO 2 + % 3-5 O 2 Oksitleyici Özellikle Avrupa da dezokside edilmiş tel elektrod ile çeşitli çeliklerin kaynağında CO 2 + % 20 O 2 Oksitleyici Özellikle Japonya da dezokside edilmiş tel elektrod ile çeşitli çeliklerin kaynağında

15 Gazaltı kaynak yöntemlerinde kullanılan gazların tür ve bileşimleri, dünyanın her gelişmiş ülkesinde standartlarla belirlenmiştir.bu konuda ülkemizde, Alman DIN ya paralel olarak TS 5618 de gazaltı kaynak yöntemlerinde kullanılan gazlar ile ilgili bilgiler verilmiştir. Avrupa Birliğinin kurulmasından sonra, AB üyesi devletler bu konuda EN 439 u hazırlamışlar ve standart da yürürlüğe girmiştir.en 439, TS5618 ve DIN ile esasta paralellik göstermektedir. Elektrodlar : Elektrod seçimi aşağıda belirtilmiş olan kriterler gözönünde bulundurularak yapılır; Esas metalin mekanik özellikleri : Bu kritere göre elektrod seçimi, genellikle esas metalin çekme ve akma mukavemeti gözönüne alınarak yapılır; bazı durumlarda, özellikle ferritik çelikler halinde malzemenin tokluğunun da ( çentik-darbe mukavemeti ) gözönüne alınması gerekir. Esas metalin kimyasal bileşimi : Esas metalin kimyasal bileşiminin bilinmesi, özellikle renk uyumunun, korozyon direncinin, sürünme direncinin, elektrik ve ısıl iletkenliğinin söz konusu olduğu durumlarda gereklidir. Bunun yanı sıra çelikler halinde, ısıdan etkilenen bölgede, sertleşme oluşup oluşmayacağının önceden belirlenmesi bakımından da esas metalin kimyasal bileşiminin bilinmesi gereklidir. Genel olarak, yalın karbonlu ve az alaşımlı çelikler halinde elektrod seçiminde, en önemli faktör olarak esas metalin kimyasal bileşiminin bilinmesi gereklidir. Koruyucu gazın türü : Koruyucu gaz olarak soy gaz veya karışımlarının kullanılması durumunda bir yanma kaybı sözkonusu değildir; buna karşın bir aktif gaz, örneğin karbondioksit veya soy gaz +aktif gaz karışımı kullanılması durumunda birtakım yanma kayıpları ile karşılaşılır. Aktif gaz kullanılarak çeliklerin kaynatılması halinde az bir miktar demir, oksijen tarafından oksitlenir ve ortaya çıkan demir oksit bileşimindeki mangan ve silisyum tarafından redüklenir; buradaki silisyum ve mangan kaybı elektrod tarafından karşılanmak zorundadır, bu bakımdan çeliklerin kaynağında MIG yöntemi için geliştirilmiş bir elektrod MAG yönteminde kullanılmaz. Esas metalin kalınlığı ve geometrisi : Kaynakla birleştirilecek olan parçaların, kalın kesitli veya karışık şekilli olmaları halinde, çatlamanın önlenebilmesi için kaynak metalinin sünek olması gereklidir; bu durumlarda en iyi sünekliği sağlayan kaynak metalini oluşturacak türde bir elektrod seçilmelidir. Çalışma ortamının koşulları : Kaynaklı yapının aşırı düşük veya aşırı yüksek sıcaklıklarda, korozif ortamlarda, bulunmasının gerekli olduğu durumlarda, kaynak metalinin her bakımdan esas metalin özelliklerini aksettirmesi gereklidir. Ayrıca yönergelerde kaynak metalinin bazı ek özelliklere de sahip olması istenebilir ve bu konu da elektrod seçiminde çok önemli bir rol oynar. Günümüz endüstrisinde, elektrod seçimini kolaylaştırmak amacı ile çeşitli standartlar

16 hazırlanmış ve özellikler sınıflandırılmıştır, gereksinimleri karşılayacak ve esas metal ile en iyi uyumu sağlayarak en iyi sonuçları verecek türde çok çeşitli tel ve özlü tel elektrodlar üretilmektedir. Akım şekli,akım ın kaynağı ve akım şiddeti : MIG- ve MAG- kaynağında, akım şekli olarak doğru akım söz konusudur.yani kaynak jenaratörüne yada kaynak redresörüne ihtiyaç vardır.pratikte genellikle ters kutupla kaynak yapılır.iyi bir netice almak için akım kaynağının çıkış geriliminin akıma bağlı olmaması gerekir.bu şartı da sabit gerilimli kaynak makinaları yerine getirmektedir. Kaynakta kullanılan akım şiddetinin ergime gücüne, kaynak dikiş ve boyutlarına ve nüfuziyete etkisi diğer bütün parametrelerden daha önemlidir.sabit gerilim karakteristikli olan MIG-MAG makinalarında, kaynak akım şiddeti tel hızı ile birlikte, tel hız ayarı düğmesinden ayarlanır.tel ilerletme hızı arttıkça, kaynak akım şiddeti de artar.kaynak akım şiddeti artınca da ergime gücü artar.aşırı yüksek akım şiddeti çok geniş bir kaynak banyosu ve derin nüfuziyete sebep olduğundan delinmelere yol açabilir.çok düşük akım şiddeti de, çok kötü bir nüfuziyete ve elektrod metalinin parça üzerine yığılmasına neden olur. MIG- kaynağında elektrod çapına ve malzemeye bağlı olarak uygulanan akım şiddetleri aşağıda tablo?? da verilmiştir. Tablo : MIG- kaynak yönteminde elektrod çapına ve malzemeye bağlı olarak seçilen akım şiddetleri Malzeme Akım şiddeti [Amper] Karbonlu çelikler Paslanmaz ve asite dayanıklı çelikler Alüminyum ve alaşımları Bakır ve alaşımları Elektrod çapı [mm] 1,0 1,2 1,6 2,4 3,2 Kaynak gerilimi (ark boyu) : Sabit gerilim karakteristikli bir kaynak akım üretecinde ark gerilimi veya kaynak gerilimi, elektrod ucu ile iş parçası arasındaki uzaklık tarafından belirlenir. Sabit gerilim karakteristikli kaynak akım üreteçlerinde ark gerilimi, akım üretecinin ince ve kaba ayar düğmelerinden kademeli olarak veya bazı türlerde ise potansiyometre ile kademesiz olarak ayarlanır.zira, bu tür akım üreteçlerinde, her ark gerilimi değeri için makine tarafından sabit olarak tutulan bir ark boyu vardır.sabit akım karakteristikli makinalarda(ör: TIG) ise, ark boyunu kaynakçı ayarlamak zorundadır. Bir uygulama için ark gerilimi, kullanılan koruyucu gaz, elektrod çapı, kaynak pozisyonu, kaynak ağız biçimi ve esas metalin kalınlığı göz önüne alınarak saptanır.her koşulda aynı kaynak dikişini veren bir sabit ark boyu mevcut değildir.örneğin, ark boyu, aynı gerilim için helyum ve karbondioksit kullanılması halinde, argonun koruyucu gaz olarak kullanılması haline göre çok daha uzundur.bütün düğer parametreler sabit tutulmak koşulu ile ark geriliminin artması durumunda kaynak dikişi yaygın ve geniş bir biçim alır. Uygun seçilmiş bir çalışma noktası, arkın sakin ve kararlı bir şekilde yanışı ile kendini belli eder.bir MIG-MAG kaynak akım üretecinde sabit gerilim karakteristik ayar olanağı ne kadar

17 fazla olursa optimal çalışma noktasının saptanmasıda o derece de kolay olur.genel olarak standart akım üreteçlerinde 3 kaba ayar ve 5 adet ince ayar vardır.bu da toplam 15 kademede gerilim ayar olanağı sağlar. Kaynak pozisyonuna göre akım şiddeti ve ark geriliminin seçimi aşağıda Şekil?? de kabaca gösterilmiştir.

18 Aşağıdaki tabloda ise MIG-MAG kaynağında kullanılan ark türleri ve uygulama alanları gösterilmiştir. MIG Sprey ark Uzun ark Kısa ark Darbeli ark Alüminyum Alüminyum Alüminyum Alüminyum Bakır - S 1,5 mm Bakır Alaşımsız ve az Az alaşımlı ve yüksek alaşımlı çelikler alaşımlı çelikler MAGM Alaşımsız,az alaşımlı ve yüksek alaşımlı çelikler - MAG - Alaşımlı ve az alaşımlı çelikler Yatay ve oluk pozisyonda kalın ve orta kalın parçaların iç köşe ve alın birleştirmelerinin dolgu ve kapak pasolarında Oluk pozisyonunda kök ve dolgu pasolarında Yatay,oluk ve yukarıdan aşağıya dik pozisyonlarda kalın ve orta kalın parçaların alın birleştirmelerinin dolgu ve kapak pasolarında Alaşımsız,az alaşımlı ve yüksek alaşımlı çelikler Alaşımsız ve alaşımlı çelikler Her pozisyonda ince parçaların iç köşe,alın birleştirmelerinde Her pozisyonda kalın parçaların alın birleştirmelerinin kök pasolarında Tavan,içköşe tavan, yukarıdan aşağı ve aşağıdan yukarı dik, korniş pozisyonlarında iç köşe ve alın birleştirmelerinin dolgu ve kapak pasolarında - Her pozisyonda orta ve kalın parçaların iç köşe ve alın birleştirmelerinin dolgu ve kapak pasolarında Kök paso için özel hallerde Az ısı girdisinin uygulanmasının gerekli olduğu hallerde Kaynak hızı : Kaynak hızı yarı otomatik yöntemlerde kaynakçı, otomatik veya mekanize yöntemlerde ise makine tarafından ayarlanır. Kaynak hızı, kaynak arkının iş parçası boyunca olan hareketi veya birim zamanda yapılan kaynak dikişi boyutu olarak tanımlanır.en derin nüfuziyet kaynak hızının optimum olduğu durumlarda elde edilir.hızın artması veya yavaşlaması hallerinde nüfuziyet azalır. Torç açısı ve torç hareketleri : Kaynak elektrodunun veya torcun iş parçasına göre konumu ve kaynak sırasındaki hareketi kaynak dikişinin biçimini etkileyen paremetrelerden bir tanesidir. MIG-MAG kaynağında sola ve sağa kaynak yöntemi kullanılabilir.torcun kaynak yapılan iş parçasına tam dik olarak tutulması halinde sağ ve sol kaynak arasında sonuç yönünden bir fark görülmez.buna karşılık kaynak torcu 30 ye kadar bir hareket açısı ile tutulduğu zaman sol ve sağ kaynağın dikiş biçimi üzerine olan etkisi açık bir şekilde görülür.hareket açısı 30 yi aşmadığı sürece, bu açı, kaynağın kaynakçı tarafından kontrolüne yardımcı olur.

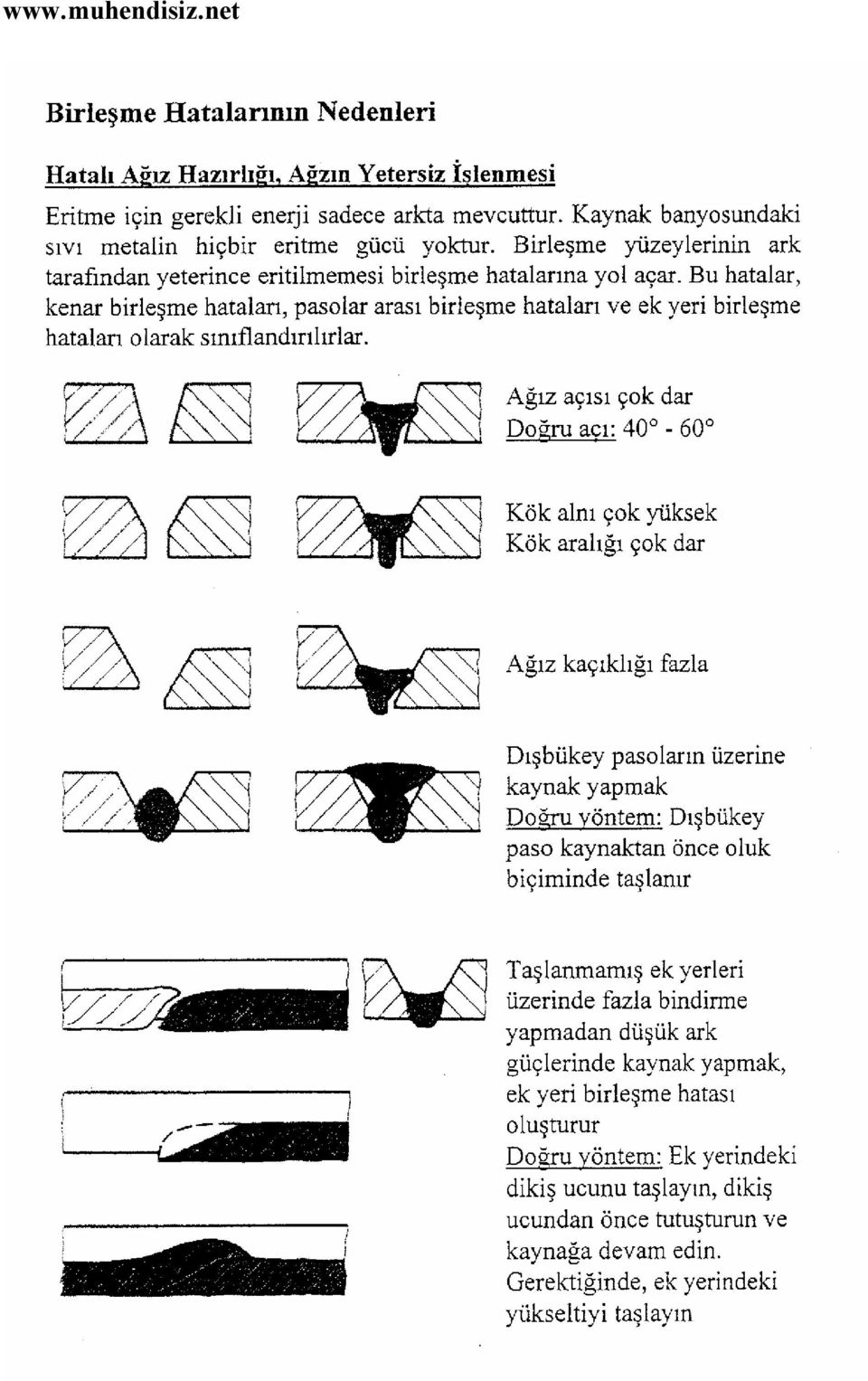
19 Kaynakçı kaynak banyosunu ve elektrod ucunun ergimesini rahatlıkla görebildiği için dikişin kalitesi yükselir.buna karşılık bu değer aşıldığında nüfuziyet azalır ve dikiş incelir, bu durumda kaynak hızının arttırılması gerekir. Sağa kaynak daha çok çeliklerin kaynağında tercih edilirken, sola kaynak ise alüminyum parçaların kaynağında tercih edilir. MIG-MAG yönteminde kaynak dikişinin biçimine, kaynak dikişinin yataya nazaran konumu da büyük ölçüde etkilidir.çünkü kaynak sırasında banyo sıvı haldedir ve kaynak ağzı içinde yerçekiminin etkisi ile akmak ister. Torç hareketleri, birleştirme pozisyonlarına göre seçilir.kaynakçı yetiştikten sonra kendi ergonomik yapısına ve işin biçim ve konumuna en uygun hareketleri kendisi geliştirecektir.ancak örnek olarak yatay oluk pozisyonunda elektrodun ucunu zig-zag hareketleri ile,yatay pozisyonda iç köşe dikişi halinde ise de helisin izdüşümünü andıran biçimlerde hareket ettirmek doğru olur BİÇİME GÖRE BİRLEŞTİRME HATALARI Biçimden kaynaklanan birleştirme hatalarına Ek-2 de yer verilmiştir.

20
21
22
YTÜMAKiNE * A305teyim.com
 YTÜMAKiNE * A305teyim.com KONU: Kalın Sacların Kaynağı BİRLEŞTİRME YÖNTEMLERİ ÖDEVİ Kaynak Tanımı : Aynı veya benzer cinsten iki malzemeyi ısı, basınç veya her ikisini birden kullanarak, ilave bir malzeme
YTÜMAKiNE * A305teyim.com KONU: Kalın Sacların Kaynağı BİRLEŞTİRME YÖNTEMLERİ ÖDEVİ Kaynak Tanımı : Aynı veya benzer cinsten iki malzemeyi ısı, basınç veya her ikisini birden kullanarak, ilave bir malzeme
HOŞGELDİNİZ MIG-MAG GAZALTI KAYNAK PARAMETRELERİ. K ayna K. Sakarya Üniversitesi Teknik Eğitim Fakültesi. Teknolojisi. Teknolojisi
 MIG-MAG GAZALTI KAYNAK PARAMETRELERİ K ayna K K ayna K Teknolojisi Teknolojisi HOŞGELDİNİZ Doç. Dr. Hüseyin UZUN Kaynak Eğitimi Ana Bilim Dalı Başkanı 1 /27 KAYNAK PARAMETRELERİ VE SEÇİMİ Kaynak dikişinin
MIG-MAG GAZALTI KAYNAK PARAMETRELERİ K ayna K K ayna K Teknolojisi Teknolojisi HOŞGELDİNİZ Doç. Dr. Hüseyin UZUN Kaynak Eğitimi Ana Bilim Dalı Başkanı 1 /27 KAYNAK PARAMETRELERİ VE SEÇİMİ Kaynak dikişinin
MIG-MAG KAYNAK METODUNDA KULLANILAN KAYNAK ELEKTROTLARI VE ELEKTROT SEÇİMİ
 MIG-MAG KAYNAK METODUNDA KULLANILAN KAYNAK ELEKTROTLARI VE ELEKTROT SEÇİMİ Prof. Dr. Ramazan YILMAZ Sakarya Üniversitesi, Teknoloji Fakültesi, Metalurji ve Malzeme Mühendisliği Bölümü Esentepe Kampüsü,
MIG-MAG KAYNAK METODUNDA KULLANILAN KAYNAK ELEKTROTLARI VE ELEKTROT SEÇİMİ Prof. Dr. Ramazan YILMAZ Sakarya Üniversitesi, Teknoloji Fakültesi, Metalurji ve Malzeme Mühendisliği Bölümü Esentepe Kampüsü,
HOŞGELDİNİZ MIG-MAG GAZALTINDA KAYNAĞINADA KULLANILAN KAYNAK AĞIZLARI VE HAZIRLANMASI. K ayna K. Teknolojisi. Teknolojisi
 MIGMAG GAZALTINDA KAYNAĞINADA KULLANILAN KAYNAK AĞIZLARI VE HAZIRLANMASI K ayna K K ayna K Teknolojisi Teknolojisi HOŞGELDİNİZ Doç. Dr. Hüseyin UZUN Kaynak Eğitimi Ana Bilim Dalı Başkanı 1 /27 KAYNAK AĞZI
MIGMAG GAZALTINDA KAYNAĞINADA KULLANILAN KAYNAK AĞIZLARI VE HAZIRLANMASI K ayna K K ayna K Teknolojisi Teknolojisi HOŞGELDİNİZ Doç. Dr. Hüseyin UZUN Kaynak Eğitimi Ana Bilim Dalı Başkanı 1 /27 KAYNAK AĞZI
GAZALTI KAYNAK YÖNTEMLERİ GİRİŞ ve DONANIMLARI
 GAZALTI KAYNAK YÖNTEMLERİ GİRİŞ ve DONANIMLARI Prof. Dr. Ramazan YILMAZ Sakarya Üniversitesi, Teknoloji Fakültesi, Metalurji ve Malzeme Mühendisliği Bölümü SAKARYA MIG-MAG KAYNAĞI 2 MIG-MAG KAYNAĞI 3 4
GAZALTI KAYNAK YÖNTEMLERİ GİRİŞ ve DONANIMLARI Prof. Dr. Ramazan YILMAZ Sakarya Üniversitesi, Teknoloji Fakültesi, Metalurji ve Malzeme Mühendisliği Bölümü SAKARYA MIG-MAG KAYNAĞI 2 MIG-MAG KAYNAĞI 3 4
METAL KAYNAĞI METALİK MALZEMELERİ,
 METAL KAYNAĞI METALİK MALZEMELERİ, ISI, BASINÇ veya HERİKİSİ BİRDEN KULLANILARAK, AYNI yada FAKLI BİR MALZEMEDEN ANCAK KAYNATILACAK MALZEME İLE YAKIN ERGİME SICAKLIĞINDA İLAVE BİR METAL KULLANARAK veya
METAL KAYNAĞI METALİK MALZEMELERİ, ISI, BASINÇ veya HERİKİSİ BİRDEN KULLANILARAK, AYNI yada FAKLI BİR MALZEMEDEN ANCAK KAYNATILACAK MALZEME İLE YAKIN ERGİME SICAKLIĞINDA İLAVE BİR METAL KULLANARAK veya
MIG-MAG GAZALTI KAYNAĞINDA KAYNAK PAMETRELERİ VE SEÇİMİ
 MIG-MAG GAZALTI KAYNAĞINDA KAYNAK PAMETRELERİ VE SEÇİMİ Prof. Dr. Ramazan YILMAZ Sakarya Üniversitesi, Teknoloji Fakültesi, Metalurji ve Malzeme Mühendisliği Bölümü Esentepe Kampüsü, 54187, SAKARYA Kaynak
MIG-MAG GAZALTI KAYNAĞINDA KAYNAK PAMETRELERİ VE SEÇİMİ Prof. Dr. Ramazan YILMAZ Sakarya Üniversitesi, Teknoloji Fakültesi, Metalurji ve Malzeme Mühendisliği Bölümü Esentepe Kampüsü, 54187, SAKARYA Kaynak
ELEKTROD NEDİR? Kaynak işlemi sırasında ; Üzerinden kaynak akımının geçmesini sağlayan, İş parçasına bakan ucu ile iş parçası arasında kaynak arkını
 ELEKTROD NEDİR? Kaynak işlemi sırasında ; Üzerinden kaynak akımının geçmesini sağlayan, İş parçasına bakan ucu ile iş parçası arasında kaynak arkını oluşturan, Gerektiğinde ergiyerek kaynak ağzını dolduran
ELEKTROD NEDİR? Kaynak işlemi sırasında ; Üzerinden kaynak akımının geçmesini sağlayan, İş parçasına bakan ucu ile iş parçası arasında kaynak arkını oluşturan, Gerektiğinde ergiyerek kaynak ağzını dolduran
MAK-205 Üretim Yöntemleri I. (6.Hafta) Kubilay Aslantaş
 Kubilay Aslantaş") MAK-205 Üretim Yöntemleri I Gazaltı Kaynağı ğı, Tozaltı Kaynağı Direnç Kaynağı (6.Hafta) Kubilay Aslantaş Gazaltı Ark Kaynağı Kaynak bölgesinin bir koruyucu gaz yardımıyla korunduğu kaynak yöntemler gurubudur.
MAK-205 Üretim Yöntemleri I Gazaltı Kaynağı ğı, Tozaltı Kaynağı Direnç Kaynağı (6.Hafta) Kubilay Aslantaş Gazaltı Ark Kaynağı Kaynak bölgesinin bir koruyucu gaz yardımıyla korunduğu kaynak yöntemler gurubudur.
MIG-MAG GAZALTI KAYNAK ELEKTROTLARI. K ayna K. Teknolojisi. Teknolojisi HOŞGELDİNİZ. Doç. Dr. Hüseyin UZUN Kaynak Eğitimi Ana Bilim Dalı Başkanı 1 /27
 K ayna K MIG-MAG GAZALTI KAYNAK ELEKTROTLARI K ayna K Teknolojisi Teknolojisi HOŞGELDİNİZ Doç. Dr. Hüseyin UZUN Kaynak Eğitimi Ana Bilim Dalı Başkanı 1 /27 KAYNAK ELEKTROTLARI 1- MASİF MIG-MAG GAZALTI
K ayna K MIG-MAG GAZALTI KAYNAK ELEKTROTLARI K ayna K Teknolojisi Teknolojisi HOŞGELDİNİZ Doç. Dr. Hüseyin UZUN Kaynak Eğitimi Ana Bilim Dalı Başkanı 1 /27 KAYNAK ELEKTROTLARI 1- MASİF MIG-MAG GAZALTI
HOŞGELDİNİZ MIG-MAG GAZALTI KAYNAKNAĞINDA ARK TÜRLERİ. K ayna K. Sakarya Üniversitesi Teknik Eğitim Fakültesi. Teknolojisi.
 MIG-MAG GAZALTI KAYNAKNAĞINDA ARK TÜRLERİ K ayna K K ayna K Teknolojisi Teknolojisi HOŞGELDİNİZ Doç. Dr. Hüseyin UZUN Kaynak Eğitimi Ana Bilim Dalı Başkanı 1 /47 ELEKTRİK ARKI NASIL OLUŞUR MIG-MAG gazaltı
MIG-MAG GAZALTI KAYNAKNAĞINDA ARK TÜRLERİ K ayna K K ayna K Teknolojisi Teknolojisi HOŞGELDİNİZ Doç. Dr. Hüseyin UZUN Kaynak Eğitimi Ana Bilim Dalı Başkanı 1 /47 ELEKTRİK ARKI NASIL OLUŞUR MIG-MAG gazaltı
ELEKTROD NEDİR? Kaynak işlemi sırasında ; Üzerinden kaynak akımının geçmesini sağlayan, İş parçasına bakan ucu ile iş parçası arasında kaynak arkını
 ELEKTROD NEDİR? Kaynak işlemi sırasında ; Üzerinden kaynak akımının geçmesini sağlayan, İş parçasına bakan ucu ile iş parçası arasında kaynak arkını oluşturan, Gerektiğinde ergiyerek kaynak ağzını dolduran
ELEKTROD NEDİR? Kaynak işlemi sırasında ; Üzerinden kaynak akımının geçmesini sağlayan, İş parçasına bakan ucu ile iş parçası arasında kaynak arkını oluşturan, Gerektiğinde ergiyerek kaynak ağzını dolduran
Elektrik ark kaynağı.
 Kaynak yöntemleri Endüstride kullanılan kaynak yöntemleri çeşitlidir. Ancak bunların bazı ortak özellikleri vardır. Kiminde elektrik akımı ile kaynaklama yapılırken, kiminde bir takım gazlar kullanılarak
Kaynak yöntemleri Endüstride kullanılan kaynak yöntemleri çeşitlidir. Ancak bunların bazı ortak özellikleri vardır. Kiminde elektrik akımı ile kaynaklama yapılırken, kiminde bir takım gazlar kullanılarak
GAZALTI TIG KAYNAĞI A. GİRİŞ
 A. GİRİŞ Soy gaz koruması altında ergimeyen tungsten elektrot ile yapılan ark kaynak yöntemi ( TIG veya GTAW olarak adlandırılır ) kaynak için gerekli ergime ısısının ana malzeme ile ergimeyen elektrot
A. GİRİŞ Soy gaz koruması altında ergimeyen tungsten elektrot ile yapılan ark kaynak yöntemi ( TIG veya GTAW olarak adlandırılır ) kaynak için gerekli ergime ısısının ana malzeme ile ergimeyen elektrot
ÖĞRENME FAALİYETİ 1 ÖĞRENME FAALİYETİ - 1 1.TOZALTI KAYNAĞI
 ÖĞRENME FAALİYETİ 1 ÖĞRENME FAALİYETİ - 1 AMAÇ Bu faaliyet sonucunda uygun ortam sağlandığında tekniğe uygun olarak tozaltı kaynağı ile çeliklerin yatayda küt-ek kaynağını yapabileceksiniz. ARAŞTIRMA Toz
ÖĞRENME FAALİYETİ 1 ÖĞRENME FAALİYETİ - 1 AMAÇ Bu faaliyet sonucunda uygun ortam sağlandığında tekniğe uygun olarak tozaltı kaynağı ile çeliklerin yatayda küt-ek kaynağını yapabileceksiniz. ARAŞTIRMA Toz
1. Güç Kaynağı (Kaynak Makinesi)
") Sürekli tel ile koruyucu atmosfer altında yapılan gazaltı kaynağı M.I.G (metal inter gaz), M.A.G (metal aktif gaz) veya G.M.A.W (gaz metal ark kaynağı) olarak tanımlanır. Sürekli tel ile gazaltı kaynağında,
Sürekli tel ile koruyucu atmosfer altında yapılan gazaltı kaynağı M.I.G (metal inter gaz), M.A.G (metal aktif gaz) veya G.M.A.W (gaz metal ark kaynağı) olarak tanımlanır. Sürekli tel ile gazaltı kaynağında,
Prof. Dr. HÜSEYİN UZUN KAYNAK KABİLİYETİ
 KAYNAK KABİLİYETİ Günümüz kaynak teknolojisinin kaydettiği inanılmaz gelişmeler sayesinde pek çok malzemenin birleştirilmesi artık mümkün hale gelmiştir. *Demir esaslı metalik malzemeler *Demirdışı metalik
KAYNAK KABİLİYETİ Günümüz kaynak teknolojisinin kaydettiği inanılmaz gelişmeler sayesinde pek çok malzemenin birleştirilmesi artık mümkün hale gelmiştir. *Demir esaslı metalik malzemeler *Demirdışı metalik
HOŞGELDİNİZ MIG-MAG GAZALTI KAYNAK TEKNİĞİ SUNUSUNA. K ayna K. Teknolojisi. Teknolojisi
 MIG-MAG GAZALTI KAYNAK TEKNİĞİ SUNUSUNA K ayna K K ayna K Teknolojisi Teknolojisi HOŞGELDİNİZ Prof. Dr. Hüseyin UZUN Kaynak Eğitimi Ana Bilim Dalı Başkanı 1 /29 KAYNAĞIN GELİŞİM TARİHÇESİ Prof. Dr. Hüseyin
MIG-MAG GAZALTI KAYNAK TEKNİĞİ SUNUSUNA K ayna K K ayna K Teknolojisi Teknolojisi HOŞGELDİNİZ Prof. Dr. Hüseyin UZUN Kaynak Eğitimi Ana Bilim Dalı Başkanı 1 /29 KAYNAĞIN GELİŞİM TARİHÇESİ Prof. Dr. Hüseyin
formülü zamanı da içerdiği zaman alttaki gibi değişecektir.
 Günümüz endüstrisinde en yaygın kullanılan Direnç Kaynak Yöntemi en eski elektrik kaynak yöntemlerinden biridir. Yöntem elektrik akımının kaynak edilecek parçalar üzerinden geçmesidir. Elektrik akımına
Günümüz endüstrisinde en yaygın kullanılan Direnç Kaynak Yöntemi en eski elektrik kaynak yöntemlerinden biridir. Yöntem elektrik akımının kaynak edilecek parçalar üzerinden geçmesidir. Elektrik akımına
METAL KAYNAĞI METALİK MALZEMELERİ,
 METAL KAYNAĞI METALİK MALZEMELERİ, ISI, BASINÇ veya HERİKİSİ BİRDEN KULLANILARAK, AYNI yada FAKLI BİR MALZEMEDEN ANCAK KAYNATILACAK MALZEME İLE YAKIN ERGİME SICAKLIĞINDA İLAVE BİR METAL KULLANARAK veya
METAL KAYNAĞI METALİK MALZEMELERİ, ISI, BASINÇ veya HERİKİSİ BİRDEN KULLANILARAK, AYNI yada FAKLI BİR MALZEMEDEN ANCAK KAYNATILACAK MALZEME İLE YAKIN ERGİME SICAKLIĞINDA İLAVE BİR METAL KULLANARAK veya
TIG GAZALTI KAYNAK YÖNTEMİNDE KULLANILAN GAZLAR VE ÖZELLİKLERİ PROF. DR. HÜSEYİN UZUN HOŞGELDİNİZ
 TIG GAZALTI KAYNAK YÖNTEMİNDE KULLANILAN GAZLAR VE ÖZELLİKLERİ PROF. DR. HÜSEYİN UZUN HOŞGELDİNİZ 1 NİÇİN KORUYUCU GAZ KULLANILIR? 1- Ergimiş kaynak banyosunu, havada mevcut olan gazların zararlı etkilerinden
TIG GAZALTI KAYNAK YÖNTEMİNDE KULLANILAN GAZLAR VE ÖZELLİKLERİ PROF. DR. HÜSEYİN UZUN HOŞGELDİNİZ 1 NİÇİN KORUYUCU GAZ KULLANILIR? 1- Ergimiş kaynak banyosunu, havada mevcut olan gazların zararlı etkilerinden
GAZALTI KAYNAK TEKNİĞİ MIG-MAG / TIG
 GAZALTI KAYNAK TEKNİĞİ MIG-MAG / TIG K ayna K K ayna K Teknolojisi Teknolojisi Prof. Dr. Hüseyin UZUN 1 /29 MIG-MAG GAZALTI KAYNAK YÖNTEMİ METAL : Alaşımsız ve alaşımlı çelikler, Paslanmaz çelikler, Alüminyum,
GAZALTI KAYNAK TEKNİĞİ MIG-MAG / TIG K ayna K K ayna K Teknolojisi Teknolojisi Prof. Dr. Hüseyin UZUN 1 /29 MIG-MAG GAZALTI KAYNAK YÖNTEMİ METAL : Alaşımsız ve alaşımlı çelikler, Paslanmaz çelikler, Alüminyum,
DENEYİN ADI: KAYNAK DENEYİ
 DENEYİN ADI: KAYNAK DENEYİ Doç. Dr. A. Fatih YETİM 1. DENEYİN AMACI Öğrencilerin lisan eğitimleri süresi içerisinde Makina Bilgisi, Atölye, İmal Usulleri başta olmak üzere değişik derslerde teorisini gördükleri
DENEYİN ADI: KAYNAK DENEYİ Doç. Dr. A. Fatih YETİM 1. DENEYİN AMACI Öğrencilerin lisan eğitimleri süresi içerisinde Makina Bilgisi, Atölye, İmal Usulleri başta olmak üzere değişik derslerde teorisini gördükleri
ÇELİK YAPILARDA BİRLEŞİM ARAÇLARI
 ÇELİK YAPILARDA BİRLEŞİM ARAÇLARI Çelik yapılarda kullanılan birleşim araçları; 1. Bulon ( cıvata) 2. Kaynak 3. Perçin Öğr. Gör. Mustafa EFİLOĞLU 1 KAYNAKLAR Aynı yada benzer alaşımlı metallerin yüksek
ÇELİK YAPILARDA BİRLEŞİM ARAÇLARI Çelik yapılarda kullanılan birleşim araçları; 1. Bulon ( cıvata) 2. Kaynak 3. Perçin Öğr. Gör. Mustafa EFİLOĞLU 1 KAYNAKLAR Aynı yada benzer alaşımlı metallerin yüksek
Uygulanan akım şiddeti, ark gerilimi koruyucu gaz türü ve elektrod metaline bağlı olarak bu işlem saniyede 20 ilâ 200 kere tekrarlanır.
 ARK TİPLERİ KISA ARK Kısa ark yöntemi ince elektrodlarla (0.6 ilâ 1.2 mm) kısa ark boyu yani düşük ark gerilimi ve düşük akım şiddeti ile kaynak yapıldığında karşılaşılan bir ark türüdür. Burada ark oluşunca
ARK TİPLERİ KISA ARK Kısa ark yöntemi ince elektrodlarla (0.6 ilâ 1.2 mm) kısa ark boyu yani düşük ark gerilimi ve düşük akım şiddeti ile kaynak yapıldığında karşılaşılan bir ark türüdür. Burada ark oluşunca
6. ÖZEL UYGULAMALAR 6.1. ÖZLÜ ELEKTRODLARLA KAYNAK
 6. ÖZEL UYGULAMALAR 6.. ÖZLÜ ELEKTRODLARLA KAYNAK Örtülü elektrodlarýn tersine, gazaltý kaynak tellerindeki alaþým elemanlarý sadece bu tellerin üretiminde baþlangýç malzemesi olarak kullanýlan ingotlarýn
6. ÖZEL UYGULAMALAR 6.. ÖZLÜ ELEKTRODLARLA KAYNAK Örtülü elektrodlarýn tersine, gazaltý kaynak tellerindeki alaþým elemanlarý sadece bu tellerin üretiminde baþlangýç malzemesi olarak kullanýlan ingotlarýn
Erimeyen bir elektrod kullanıldığı için kıvrık alın kaynak ağzı hazırlanmış ince parçalar, ek kaynak metaline gereksinme göstermeden
 TIG KAYNAK YÖNTEMİ TIG KAYNAĞI Çok geniş bir uygulama alanına sahiptir. Kaynakçı tarafından kullanılması kolaydır. Prensip olarak gaz eritme kaynağını andırır, yalnız torç biraz değişiktir, yanıcı yakıcı
TIG KAYNAK YÖNTEMİ TIG KAYNAĞI Çok geniş bir uygulama alanına sahiptir. Kaynakçı tarafından kullanılması kolaydır. Prensip olarak gaz eritme kaynağını andırır, yalnız torç biraz değişiktir, yanıcı yakıcı
MIG-MAG KAYNAK YÖNTEMİNDE KULLANILAN KORUYUCU GAZLAR
 MIG-MAG KAYNAK YÖNTEMİNDE KULLANILAN KORUYUCU GAZLAR Prof. Dr. Ramazan YILMAZ Sakarya Üniversitesi, Teknoloji Fakültesi, Metalurji ve Malzeme Mühendisliği Bölümü Esentepe Kampüsü, 54187, SAKARYA KORUYUCU
MIG-MAG KAYNAK YÖNTEMİNDE KULLANILAN KORUYUCU GAZLAR Prof. Dr. Ramazan YILMAZ Sakarya Üniversitesi, Teknoloji Fakültesi, Metalurji ve Malzeme Mühendisliği Bölümü Esentepe Kampüsü, 54187, SAKARYA KORUYUCU
BAZI KAYNAK PARAMETRELERİNİN SIÇRAMA KAYIPLARINA ETKİSİ
 BAZI KAYNAK PARAMETRELERİNİN SIÇRAMA KAYIPLARINA ETKİSİ ÖZET CO 2 kaynağında tel çapının, gaz debisinin ve serbest tel boyunun sıçrama kayıpları üzerindeki etkisi incelenmiştir. MIG kaynağının 1948 de
BAZI KAYNAK PARAMETRELERİNİN SIÇRAMA KAYIPLARINA ETKİSİ ÖZET CO 2 kaynağında tel çapının, gaz debisinin ve serbest tel boyunun sıçrama kayıpları üzerindeki etkisi incelenmiştir. MIG kaynağının 1948 de
GAZ ALTI KAYNAK YÖNTEMİ MIG/MAG
 GENEL KAVRAMLAR Metalleri, birbirleri ile çözülemez biçimde birleştirme yöntemlerinden biri kaynaklı birleştirmedir. Kaynak yöntemiyle üretilmiş çelik parçalar, döküm ve dövme yöntemiyle üretilen parçalardan
GENEL KAVRAMLAR Metalleri, birbirleri ile çözülemez biçimde birleştirme yöntemlerinden biri kaynaklı birleştirmedir. Kaynak yöntemiyle üretilmiş çelik parçalar, döküm ve dövme yöntemiyle üretilen parçalardan
MIG-MAG GAZALTI KAYNAK MAKİNALARI. K ayna K. Teknolojisi. Teknolojisi HOŞGELDİNİZ. Doç. Dr. Hüseyin UZUN Kaynak Eğitimi Ana Bilim Dalı Başkanı 1 /27
 MIG-MAG GAZALTI KAYNAK MAKİNALARI K ayna K K ayna K Teknolojisi Teknolojisi HOŞGELDİNİZ Doç. Dr. Hüseyin UZUN Kaynak Eğitimi Ana Bilim Dalı Başkanı 1 /27 ELEKTRİK AKIMI Elektrik akımı görünmez veya doğrudan
MIG-MAG GAZALTI KAYNAK MAKİNALARI K ayna K K ayna K Teknolojisi Teknolojisi HOŞGELDİNİZ Doç. Dr. Hüseyin UZUN Kaynak Eğitimi Ana Bilim Dalı Başkanı 1 /27 ELEKTRİK AKIMI Elektrik akımı görünmez veya doğrudan
TIG KAYNAK YÖNTEMİNDE KARŞILAŞILAN KAYNAK HATALARI PROF. DR. HÜSEYİN UZUN HOŞGELDİNİZ
 TIG KAYNAK YÖNTEMİNDE KARŞILAŞILAN KAYNAK HATALARI PROF. DR. HÜSEYİN UZUN HOŞGELDİNİZ Prof. Dr. Hüseyin UZUN-Metalurji ve Malzeme Mühendisliği Bölümü 1 /94 Tungsten Kalıntıları Tungsten elektrot kaynak
TIG KAYNAK YÖNTEMİNDE KARŞILAŞILAN KAYNAK HATALARI PROF. DR. HÜSEYİN UZUN HOŞGELDİNİZ Prof. Dr. Hüseyin UZUN-Metalurji ve Malzeme Mühendisliği Bölümü 1 /94 Tungsten Kalıntıları Tungsten elektrot kaynak
KAZAN ÇELİKLERİNİN KAYNAK KABİLİYETİ 1. Kazan Çeliklerinin Özellikleri
 KAZAN ÇELİKLERİNİN KAYNAK KABİLİYETİ 1. Kazan Çeliklerinin Özellikleri Buhar kazanlarının, ısı değiştiricilerinin imalatında kullanılan saclara, genelde kazan sacı adı verilir. Kazan saclarının, çekme
KAZAN ÇELİKLERİNİN KAYNAK KABİLİYETİ 1. Kazan Çeliklerinin Özellikleri Buhar kazanlarının, ısı değiştiricilerinin imalatında kullanılan saclara, genelde kazan sacı adı verilir. Kazan saclarının, çekme
Kaynak nedir? Aynı veya benzer alaşımlı maddelerin ısı tesiri altında birleştirilmelerine Kaynak adı verilir.
 1 Kaynak nedir? Aynı veya benzer alaşımlı maddelerin ısı tesiri altında birleştirilmelerine Kaynak adı verilir. 2 Neden Kaynaklı Birleşim? Kaynakla, ilave bağlayıcı elemanlara gerek olmadan birleşimler
1 Kaynak nedir? Aynı veya benzer alaşımlı maddelerin ısı tesiri altında birleştirilmelerine Kaynak adı verilir. 2 Neden Kaynaklı Birleşim? Kaynakla, ilave bağlayıcı elemanlara gerek olmadan birleşimler
KURS VE SERTİFİKALANDIRMA FAALİYETLERİ
 KURS VE SERTİFİKALANDIRMA FAALİYETLERİ İTÜ Makine Fakültesi tarafından, Uluslar arası standartlara (EN 287-1; AWS; MIL-STD 1595) göre kaynakçı ve sert lehimci sertifikaları verilmektedir. Sertifika verilen
KURS VE SERTİFİKALANDIRMA FAALİYETLERİ İTÜ Makine Fakültesi tarafından, Uluslar arası standartlara (EN 287-1; AWS; MIL-STD 1595) göre kaynakçı ve sert lehimci sertifikaları verilmektedir. Sertifika verilen
Kaynak İşleminde Isı Oluşumu
 Kaynak İşleminde Isı Oluşumu Kaynak tekniklerinin pek çoğunda birleştirme işlemi, oluşturulan kaynak ısısı sayesinde gerçekleştirilir. Kaynak ısısı, hem birleştirilecek parçaların yüzeylerinin hem de ilave
Kaynak İşleminde Isı Oluşumu Kaynak tekniklerinin pek çoğunda birleştirme işlemi, oluşturulan kaynak ısısı sayesinde gerçekleştirilir. Kaynak ısısı, hem birleştirilecek parçaların yüzeylerinin hem de ilave
ÇELİK YAPI UYGULAMALARINDA KULLANILAN KAYNAK YÖNTEMLERİ, ÜSTÜNLÜKLERİ VE SAKINCALI YÖNLERİ
 1. Giriş ÇELİK YAPI UYGULAMALARINDA KULLANILAN KAYNAK YÖNTEMLERİ, ÜSTÜNLÜKLERİ VE SAKINCALI YÖNLERİ Yrd. Doç. Dr. Yavuz Selim TAMA (Pamukkale Üniversitesi, Mühendislik Fakültesi, İnşaat Mühendisliği Bölümü,
1. Giriş ÇELİK YAPI UYGULAMALARINDA KULLANILAN KAYNAK YÖNTEMLERİ, ÜSTÜNLÜKLERİ VE SAKINCALI YÖNLERİ Yrd. Doç. Dr. Yavuz Selim TAMA (Pamukkale Üniversitesi, Mühendislik Fakültesi, İnşaat Mühendisliği Bölümü,
Kaynak yöntemleri ile birleştirilen bir malzemenin kaynak bölgesinin mikroyapısı incelendiğinde iki ana bölgenin var olduğu görülecektir:
 Kaynak Bölgesinin Sınıflandırılması Prof. Dr. Hüseyin UZUN Kaynak yöntemleri ile birleştirilen bir malzemenin kaynak bölgesinin mikroyapısı incelendiğinde iki ana bölgenin var olduğu görülecektir: 1) Ergime
Kaynak Bölgesinin Sınıflandırılması Prof. Dr. Hüseyin UZUN Kaynak yöntemleri ile birleştirilen bir malzemenin kaynak bölgesinin mikroyapısı incelendiğinde iki ana bölgenin var olduğu görülecektir: 1) Ergime
İMPLUSLU ARKA MIG/MAG KAYNAĞI
 İMPLUSLU ARKA MIG/MAG KAYNAĞI MİG/MAG Kaynağı oldukça yeni olmasına rağmen bu konuda birçok gelişmeler ortaya çıkmaktadır. Kaynak olayının kendisi ise çok karmaşıktır. Elektrik Enerjisi arkta ısıya dönüşür
İMPLUSLU ARKA MIG/MAG KAYNAĞI MİG/MAG Kaynağı oldukça yeni olmasına rağmen bu konuda birçok gelişmeler ortaya çıkmaktadır. Kaynak olayının kendisi ise çok karmaşıktır. Elektrik Enerjisi arkta ısıya dönüşür
MIG/MAG Kaynağında Kaynak Ekipmanları
 MIG/MAG Kaynak Yöntemi MIG/MAG Kaynağında Kaynak Ekipmanları Doç.Dr. Murat VURAL İ.T.Ü. Makina Fakültesi vuralmu@itu.edu.tr Küçük çaplı, sürekli bir dolu tel, tel besleme ünitesi tarafından, torç içinden
MIG/MAG Kaynak Yöntemi MIG/MAG Kaynağında Kaynak Ekipmanları Doç.Dr. Murat VURAL İ.T.Ü. Makina Fakültesi vuralmu@itu.edu.tr Küçük çaplı, sürekli bir dolu tel, tel besleme ünitesi tarafından, torç içinden
3. 3 Kaynaklı Birleşimler
 3. 3 Kaynaklı Birleşimler Aynı ya da benzer alaşımlı metallerin ısı etkisi yardımıyla birleştirilmesine kaynak denir. Lehimleme ile karıştırılmamalıdır. Kaynakla birleştirmenin bazı türlerinde, benzer
3. 3 Kaynaklı Birleşimler Aynı ya da benzer alaşımlı metallerin ısı etkisi yardımıyla birleştirilmesine kaynak denir. Lehimleme ile karıştırılmamalıdır. Kaynakla birleştirmenin bazı türlerinde, benzer
ÇİNKO ALAŞIMLARI :34 1
 09.11.2012 09:34 1 Çinko oda sıcaklıklarında bile deformasyon sertleşmesine uğrayan birkaç metalden biridir. Oda sıcaklıklarında düşük gerilimler çinkonun yapısında kalıcı bozunum yaratabilir. Bu nedenle
09.11.2012 09:34 1 Çinko oda sıcaklıklarında bile deformasyon sertleşmesine uğrayan birkaç metalden biridir. Oda sıcaklıklarında düşük gerilimler çinkonun yapısında kalıcı bozunum yaratabilir. Bu nedenle
ERİYEN ELEKTROD İLE (MIG/MAG) KAYNAĞI
 KAYNAĞI") Yrd.Doç.Dr. İbrahim ERTÜRK ERİYEN ELEKTROD İLE (MIG/MAG) KAYNAĞI İlk defa ABD'de alüminyum ve alaşımlarının sonra da sırası ile yüksek alaşımlı çeliklerin, bakır ve alaşımlarının, karbonlu çeliklerin kaynağında
Yrd.Doç.Dr. İbrahim ERTÜRK ERİYEN ELEKTROD İLE (MIG/MAG) KAYNAĞI İlk defa ABD'de alüminyum ve alaşımlarının sonra da sırası ile yüksek alaşımlı çeliklerin, bakır ve alaşımlarının, karbonlu çeliklerin kaynağında
SATIŞLARIMIZ KAYNAK MAKİNELERİ
 SATIŞLARIMIZ KAYNAK MAKİNELERİ NUR İŞ NURİŞ ELEKTRİK VE KAYNAK MAKİNALARI SAN. TİC. A.Ş. Türkiye ve dünya genelinde 100 den fazla bayisi, 70 in üzerinde servisi bulunan NURİŞ, müşteri memnuniyeti ilkesi
SATIŞLARIMIZ KAYNAK MAKİNELERİ NUR İŞ NURİŞ ELEKTRİK VE KAYNAK MAKİNALARI SAN. TİC. A.Ş. Türkiye ve dünya genelinde 100 den fazla bayisi, 70 in üzerinde servisi bulunan NURİŞ, müşteri memnuniyeti ilkesi
Eczacıbaşı - Lincoln Electric ASKAYNAK. Düşük Alaşımlı Yüksek Dayanımlı Çelikler İçin MIG/TIG Kaynak Telleri
 Eczacıbaşı - Lincoln Electric ASKAYNAK Düşük Alaşımlı Yüksek Dayanımlı Çelikler İçin MIG/TIG Kaynak Telleri Düşük Alaşımlı Yüksek Dayanımlı Kaynak Teli Ürün Ailesi Genel Ürün Özellikleri Kararlı ark ve
Eczacıbaşı - Lincoln Electric ASKAYNAK Düşük Alaşımlı Yüksek Dayanımlı Çelikler İçin MIG/TIG Kaynak Telleri Düşük Alaşımlı Yüksek Dayanımlı Kaynak Teli Ürün Ailesi Genel Ürün Özellikleri Kararlı ark ve
http://www.oerlikon.com.tr/rutil_ve_bazik_elektrodlar.html
 Sayfa 1 / 5 Oerlikon Language Kaynak ESR 11 EN ISO 2560 - A E 380 RC 11 TS EN ISO 2560-A E 380 RC 11 DIN 1913 E 4322 R(C) 3 E 4322 R(C) 3 HER POZİSYONDA KAYNAK İÇİN UYGUN RUTİL ELEKTROD. Özellikle 5 mm'den
Sayfa 1 / 5 Oerlikon Language Kaynak ESR 11 EN ISO 2560 - A E 380 RC 11 TS EN ISO 2560-A E 380 RC 11 DIN 1913 E 4322 R(C) 3 E 4322 R(C) 3 HER POZİSYONDA KAYNAK İÇİN UYGUN RUTİL ELEKTROD. Özellikle 5 mm'den
ÜRÜN KATALOĞU BM TEKNİK
 TR ÜRÜN KATALOĞU BM TEKNİK HAKKIMIZDA Bm Lazer olarak sektörde edindiğimiz tecrübe ile siz değerli müşterilerimize daha kaliteli, güvenilir ve sürdürülebilir hizmet ulaştırmayı hedefliyoruz. 2009 yılından
TR ÜRÜN KATALOĞU BM TEKNİK HAKKIMIZDA Bm Lazer olarak sektörde edindiğimiz tecrübe ile siz değerli müşterilerimize daha kaliteli, güvenilir ve sürdürülebilir hizmet ulaştırmayı hedefliyoruz. 2009 yılından
Makine Elemanları. Sökülemeyen Bağlantı Elemanları
 Makine Elemanları Sökülemeyen Bağlantı Elemanları Perçin En az iki parçayı sökülemeyecek şekilde birleştirmek için kullanılan bir ucu hazır diğer ucu ise birleştirme sırasında oluşturulan makine elamanlarına
Makine Elemanları Sökülemeyen Bağlantı Elemanları Perçin En az iki parçayı sökülemeyecek şekilde birleştirmek için kullanılan bir ucu hazır diğer ucu ise birleştirme sırasında oluşturulan makine elamanlarına
ELEKTRİK AKIMI. ISI Etkisi. IŞIK Etkisi. MANYETİK Etki. KİMYASAL Etki
 ELEKTRİK AKIMI Elektrik akımı görünmez veya doğrudan fark edilemez. Ancak etkileri ile kendini belli eder. ISI Etkisi MANYETİK Etki IŞIK Etkisi KİMYASAL Etki PİL + - AKÜ AKIM ŞİDDETİ Bir iletkenden geçen
ELEKTRİK AKIMI Elektrik akımı görünmez veya doğrudan fark edilemez. Ancak etkileri ile kendini belli eder. ISI Etkisi MANYETİK Etki IŞIK Etkisi KİMYASAL Etki PİL + - AKÜ AKIM ŞİDDETİ Bir iletkenden geçen
TOZALTI KAYNAĞI Tozaltı kaynağı kaynak için gerekli ısının tükenen elektrod iş parçası ark kaynak Ark bölgesi kaynak tozu tabakası kaynak metali
 TOZALTI KAYNAĞI Tozaltı kaynağı, kaynak için gerekli ısının, tükenen elektrod (veya elektrodlar) ile iş parçası arasında oluşan ark (veya arklar) sayesinde ortaya çıktığı bir ark kaynak yöntemidir. Ark
TOZALTI KAYNAĞI Tozaltı kaynağı, kaynak için gerekli ısının, tükenen elektrod (veya elektrodlar) ile iş parçası arasında oluşan ark (veya arklar) sayesinde ortaya çıktığı bir ark kaynak yöntemidir. Ark
3. DONANIM. Yarý otomatik ve otomatik kaynaktaki temel elemanlar Þekil-2 ve Þekil-16'da gösterilmiþtir.. Þekil-16. Otomatik Kaynak Makinasý
 3. DONANIM Daha öncede belirtildiði gibi gazaltý kaynak yöntemi yarý otomatik veya otomatik olarak kullanýlabilir. Her iki halde de yöntemin temel elemanlarý aþaðýdaki gibidir : a) Kaynak torcu (hava veya
3. DONANIM Daha öncede belirtildiði gibi gazaltý kaynak yöntemi yarý otomatik veya otomatik olarak kullanýlabilir. Her iki halde de yöntemin temel elemanlarý aþaðýdaki gibidir : a) Kaynak torcu (hava veya
3.KABARTILI DİRENÇ KAYNAĞI. 05.05.2015 Dr.Salim ASLANLAR 1
 3.KABARTILI DİRENÇ KAYNAĞI 05.05.2015 Dr.Salim ASLANLAR 1 KABARTILI DİRENÇ KAYNAĞI Kabartılı direnç kaynağı, seri imalat için ekonomik bir birleştirme yöntemidir. Uygulamadan yararlanılarak, çoğunlukla
3.KABARTILI DİRENÇ KAYNAĞI 05.05.2015 Dr.Salim ASLANLAR 1 KABARTILI DİRENÇ KAYNAĞI Kabartılı direnç kaynağı, seri imalat için ekonomik bir birleştirme yöntemidir. Uygulamadan yararlanılarak, çoğunlukla
7. KAYNAKTA ORTAYA ÇIKAN PROBLEMLER ve KAYNAK HATALARI
 7. KAYNAKTA ORTAYA ÇIKAN PROBLEMLER ve KAYNAK HATALARI Gaz kaynaðýnda ortaya çýkan problemler ve kaynak hatalarý diðer kaynak yöntemlerindekilere oldukça benzer olup konuyla ilgili açýklamalar aþaðýda
7. KAYNAKTA ORTAYA ÇIKAN PROBLEMLER ve KAYNAK HATALARI Gaz kaynaðýnda ortaya çýkan problemler ve kaynak hatalarý diðer kaynak yöntemlerindekilere oldukça benzer olup konuyla ilgili açýklamalar aþaðýda
HOŞGELDİNİZ TIG KAYNAK TEKNİĞİNDE ALTERNATİF AKIM KULLANIMI. K ayna K. Teknolojisi. Teknolojisi
 TIG KAYNAK TEKNİĞİNDE ALTERNATİF AKIM KULLANIMI K ayna K K ayna K Teknolojisi Teknolojisi HOŞGELDİNİZ Prof. Dr. Hüseyin UZUN Kaynak Eğitimi Ana Bilim Dalı Başkanı 1 /38 AC- ALTERNATİF AKIM ÖZELLİKLERİ
TIG KAYNAK TEKNİĞİNDE ALTERNATİF AKIM KULLANIMI K ayna K K ayna K Teknolojisi Teknolojisi HOŞGELDİNİZ Prof. Dr. Hüseyin UZUN Kaynak Eğitimi Ana Bilim Dalı Başkanı 1 /38 AC- ALTERNATİF AKIM ÖZELLİKLERİ
Yüksek Mukavemetli Düşük Alaşımlı Çeliklerin Kaynağı. Özlem Karaman Metalurji ve Malzeme Mühendisi Kaynak Mühendisi
 Yüksek Mukavemetli Düşük Alaşımlı Çeliklerin Kaynağı Özlem Karaman Metalurji ve Malzeme Mühendisi Kaynak Mühendisi Yüksek Mukavemetli Düşük Alaşımlı Çelikler Yüksek mukavemetli ince taneli çelikler, yani
Yüksek Mukavemetli Düşük Alaşımlı Çeliklerin Kaynağı Özlem Karaman Metalurji ve Malzeme Mühendisi Kaynak Mühendisi Yüksek Mukavemetli Düşük Alaşımlı Çelikler Yüksek mukavemetli ince taneli çelikler, yani
IG-MAG GAZALTI KAYNAK TEKNİĞİ SUNUSUNA. aynak. K aynak. nolojisi. Teknolojisi HOŞGELDİNİZ
 IG-MAG GAZALTI KAYNAK TEKNİĞİ SUNUSUNA aynak K aynak nolojisi Teknolojisi HOŞGELDİNİZ 1 AYNAĞIN GELİŞİM TARİHÇESİ 2 AYNAĞIN GELİŞİM TARİHÇESİ azaltı kaynak yöntemi fikrinin ilk çıktığı yıl: 1920 azaltı
IG-MAG GAZALTI KAYNAK TEKNİĞİ SUNUSUNA aynak K aynak nolojisi Teknolojisi HOŞGELDİNİZ 1 AYNAĞIN GELİŞİM TARİHÇESİ 2 AYNAĞIN GELİŞİM TARİHÇESİ azaltı kaynak yöntemi fikrinin ilk çıktığı yıl: 1920 azaltı
GEV. Gedik Eğitim Vakfı. Kaynak Teknolojisi Eğitim Araştırma ve Muayene Enstitüsü MIG-MAG ERİYEN ELEKTROD İLE GAZALTI KAYNAĞI
 GEV Gedik Eğitim Vakfı Kaynak Teknolojisi Eğitim Araştırma ve Muayene Enstitüsü MIG-MAG ERİYEN ELEKTROD İLE GAZALTI KAYNAĞI Prof. Dr.-Müh. Kutsal TÜLBENTÇİ 1990 Bu kitap, GEDİK HOLDİNG Basın Yayın ve Halkla
GEV Gedik Eğitim Vakfı Kaynak Teknolojisi Eğitim Araştırma ve Muayene Enstitüsü MIG-MAG ERİYEN ELEKTROD İLE GAZALTI KAYNAĞI Prof. Dr.-Müh. Kutsal TÜLBENTÇİ 1990 Bu kitap, GEDİK HOLDİNG Basın Yayın ve Halkla
UZAKTAN EĞİTİM KURSU RAPORU
 Amaç Bu rapor, GSI SLVTR tarafından kısmen uzaktan eğitim şeklinde verilen programların nasıl ve ne kapsamda uygulandığını anlatmaktadır. 1. Kapsam Bu rapor aşağıda sıralanan ve içeriği Uluslararası Kaynak
Amaç Bu rapor, GSI SLVTR tarafından kısmen uzaktan eğitim şeklinde verilen programların nasıl ve ne kapsamda uygulandığını anlatmaktadır. 1. Kapsam Bu rapor aşağıda sıralanan ve içeriği Uluslararası Kaynak
İŞ MAKİNALARI HİDROLİK TESİSATI BORULARININ BİRLEŞTİRİLMESİNDE SERT LEHİM İLE TIG KAYNAĞININ KARŞILAŞTIRILMASI
 İŞ MAKİNALARI HİDROLİK TESİSATI BORULARININ BİRLEŞTİRİLMESİNDE SERT LEHİM İLE TIG KAYNAĞININ KARŞILAŞTIRILMASI Volkan ÖZTÜRKLER 1, Mehmet ZEYBEK 1, Tufan ATEŞ 1 1 HİDROMEK AŞ. Ekskavatör Fabrikası Ayaş
İŞ MAKİNALARI HİDROLİK TESİSATI BORULARININ BİRLEŞTİRİLMESİNDE SERT LEHİM İLE TIG KAYNAĞININ KARŞILAŞTIRILMASI Volkan ÖZTÜRKLER 1, Mehmet ZEYBEK 1, Tufan ATEŞ 1 1 HİDROMEK AŞ. Ekskavatör Fabrikası Ayaş
EN ISO 9606-1 KAYNAKÇILARIN YETERLİLİK SINAVI ERGİTME KAYNAĞI - BÖLÜM 1: ÇELİKLER. Özlem Karaman Metalurji ve Malzeme Mühendisi Kaynak Mühendisi
 EN ISO 9606-1 KAYNAKÇILARIN YETERLİLİK SINAVI ERGİTME KAYNAĞI - BÖLÜM 1: ÇELİKLER Özlem Karaman Metalurji ve Malzeme Mühendisi Kaynak Mühendisi İçerik Giriş Semboller ve Kısaltmalar Temel Değişkenler Kaynakçının
EN ISO 9606-1 KAYNAKÇILARIN YETERLİLİK SINAVI ERGİTME KAYNAĞI - BÖLÜM 1: ÇELİKLER Özlem Karaman Metalurji ve Malzeme Mühendisi Kaynak Mühendisi İçerik Giriş Semboller ve Kısaltmalar Temel Değişkenler Kaynakçının
2.2 KAYNAKLI BİRLEŞİMLER
 2.2 KAYNAKLI BİRLEŞİMLER Aynı veya benzer alaşımlı metal parçaların ısı etkisi altında birleştirilmesine kaynak denir. Kaynaklama işlemi sırasında uygulanan teknik bakımından çeşitli kaynaklama yöntemleri
2.2 KAYNAKLI BİRLEŞİMLER Aynı veya benzer alaşımlı metal parçaların ısı etkisi altında birleştirilmesine kaynak denir. Kaynaklama işlemi sırasında uygulanan teknik bakımından çeşitli kaynaklama yöntemleri
İmalat Teknolojileri. Dr.-Ing. Rahmi Ünal. Kaynak Teknolojileri
 İmalat Teknolojileri Dr.-Ing. Rahmi Ünal Kaynak Teknolojileri 1 KAYNAK NEDİR? Kaynak, malzemelerin kaynak bölgesinde ısı ve/veya basınç yardımıyla ilave malzeme kullanarak veya kullanmadan birleştirilmesidir.
İmalat Teknolojileri Dr.-Ing. Rahmi Ünal Kaynak Teknolojileri 1 KAYNAK NEDİR? Kaynak, malzemelerin kaynak bölgesinde ısı ve/veya basınç yardımıyla ilave malzeme kullanarak veya kullanmadan birleştirilmesidir.
TOZ ALTI KAYNAK YÖNTEMİ
 TOZ ALTI KAYNAK YÖNTEMİ 1. TARİHÇESİ Toz altı kaynak yöntemi ilk defa 1933 yılında Amerika Birleşik Devletlerinde uygulanmaya başlamıştır. Yöntem daha sonraları 1937 yılında Avrupa'da kullanılmaya başlamış
TOZ ALTI KAYNAK YÖNTEMİ 1. TARİHÇESİ Toz altı kaynak yöntemi ilk defa 1933 yılında Amerika Birleşik Devletlerinde uygulanmaya başlamıştır. Yöntem daha sonraları 1937 yılında Avrupa'da kullanılmaya başlamış
Kaynak Hataları Çizelgesi
 Kaynak Hataları Çizelgesi Referans No Tanıtım ve Açıklama Resimli İzahı 1 2 3 Grup No: 1 Çatlaklar 100 Çatlaklar Soğuma veya gerilmelerin etkisiyle ortaya çıkabilen katı halde bir mevzii kopma olarak meydana
Kaynak Hataları Çizelgesi Referans No Tanıtım ve Açıklama Resimli İzahı 1 2 3 Grup No: 1 Çatlaklar 100 Çatlaklar Soğuma veya gerilmelerin etkisiyle ortaya çıkabilen katı halde bir mevzii kopma olarak meydana
2.ELEKTRİK DİRENÇ DİKİŞ KAYNAĞI. 20.10.2015 Dr.Salim ASLANLAR 1
 2.ELEKTRİK DİRENÇ DİKİŞ KAYNAĞI 20.10.2015 Dr.Salim ASLANLAR 1 ELEKTRİK DİRENÇ DİKİŞ KAYNAĞI Direnç dikiş kaynağı, eletrodlarla gerçekleştirilen, seri bir nokta kaynağı olarak tanımlanabilir. İnce saclardan
2.ELEKTRİK DİRENÇ DİKİŞ KAYNAĞI 20.10.2015 Dr.Salim ASLANLAR 1 ELEKTRİK DİRENÇ DİKİŞ KAYNAĞI Direnç dikiş kaynağı, eletrodlarla gerçekleştirilen, seri bir nokta kaynağı olarak tanımlanabilir. İnce saclardan
METALİK MALZEMELERİN GENEL KARAKTERİSTİKLERİ BAHAR 2010
 METALİK MALZEMELERİN GENEL KARAKTERİSTİKLERİ BAHAR 2010 WEBSİTE www2.aku.edu.tr/~hitit Dersler İÇERİK Metalik Malzemelerin Genel Karakteristiklerİ Denge diyagramları Ergitme ve döküm Dökme demir ve çelikler
METALİK MALZEMELERİN GENEL KARAKTERİSTİKLERİ BAHAR 2010 WEBSİTE www2.aku.edu.tr/~hitit Dersler İÇERİK Metalik Malzemelerin Genel Karakteristiklerİ Denge diyagramları Ergitme ve döküm Dökme demir ve çelikler
ALÜMİNYUM ALAŞIMLARININ KAYNAĞI İÇİN İLÂVE METALLAR
 ALÜMİNYUM ALAŞIMLARININ KAYNAĞI İÇİN İLÂVE METALLAR Kaynak banyosunda hasıl olan metal, uygulamanın gerektirdiği mukavemet, süneklik, çatlamaya dayanıklılık ve korozyona mukavemeti haiz olmasının gerektiği
ALÜMİNYUM ALAŞIMLARININ KAYNAĞI İÇİN İLÂVE METALLAR Kaynak banyosunda hasıl olan metal, uygulamanın gerektirdiği mukavemet, süneklik, çatlamaya dayanıklılık ve korozyona mukavemeti haiz olmasının gerektiği
Güven Veren Mavi MMA (ÖRTÜLÜ ELEKTROD) KAYNAK MAKİNELERİ MIG/MAG (GAZALTI) KAYNAK MAKİNELERİ TIG AC/DC (ARGON) KAYNAK MAKİNELERİ
 KAYNAK MAKİNELERİ MIG/MAG (GAZALTI) KAYNAK MAKİNELERİ TIG AC/DC (ARGON) KAYNAK MAKİNELERİ") Güven Veren Mavi w w w. v e g a m a k. c o m MMA (ÖRTÜLÜ ELEKTROD) KAYNAK MAKİNELERİ MIG/MAG (GAZALTI) KAYNAK MAKİNELERİ TIG DC (ARGON) KAYNAK MAKİNELERİ TIG AC/DC (ARGON) KAYNAK MAKİNELERİ PLAZMA KESME
Güven Veren Mavi w w w. v e g a m a k. c o m MMA (ÖRTÜLÜ ELEKTROD) KAYNAK MAKİNELERİ MIG/MAG (GAZALTI) KAYNAK MAKİNELERİ TIG DC (ARGON) KAYNAK MAKİNELERİ TIG AC/DC (ARGON) KAYNAK MAKİNELERİ PLAZMA KESME
1070-Al99,7. Kimyasal Kompozisyon (%) Kesme Dayanımı( kaynak yük yönünde) Uluslararası Standartlar. Ek bilgiler. Mekanik Dayanım. Kaynak Pozisyonları
 Kesme Dayanımı( kaynak yük yönünde) Uluslararası Standartlar. Ek bilgiler. Mekanik Dayanım. Kaynak Pozisyonları") 17-Al99,7 Kimyasal Kompozisyon (% Si,2 Zn,2 Fe,25 Ti, Cu,4 Be, Mn, tüm alaşımlar toplamı, Cr - Al 99,7, Kesme Dayanımı( kaynak yük yönünde EN ISO 1827 17-Al99,7 Kaynak sonrası eloksal için renk uyumu oldukça
17-Al99,7 Kimyasal Kompozisyon (% Si,2 Zn,2 Fe,25 Ti, Cu,4 Be, Mn, tüm alaşımlar toplamı, Cr - Al 99,7, Kesme Dayanımı( kaynak yük yönünde EN ISO 1827 17-Al99,7 Kaynak sonrası eloksal için renk uyumu oldukça
TIG/WIG GAZALTI KAYNAK YÖNTEMİ. K ayna K. Teknolojisi. Teknolojisi HOŞGELDİNİZ. Doç. Dr. Hüseyin UZUN Kaynak Eğitimi Ana Bilim Dalı Başkanı 1 /38
 TIG/WIG GAZALTI KAYNAK YÖNTEMİ K ayna K K ayna K Teknolojisi Teknolojisi HOŞGELDİNİZ Doç. Dr. Hüseyin UZUN Kaynak Eğitimi Ana Bilim Dalı Başkanı 1 /38 TIG/WIG GAZALTI KAYNAK TEKNİĞİ Amerika da yöntemin
TIG/WIG GAZALTI KAYNAK YÖNTEMİ K ayna K K ayna K Teknolojisi Teknolojisi HOŞGELDİNİZ Doç. Dr. Hüseyin UZUN Kaynak Eğitimi Ana Bilim Dalı Başkanı 1 /38 TIG/WIG GAZALTI KAYNAK TEKNİĞİ Amerika da yöntemin
İçindekiler BÖLÜM 1.0 KAPAK 1 BÖLÜM 2.0 TELİF HAKKI 2 BÖLÜM 3.0 GİRİŞ 4
 İçindekiler BÖLÜM 1.0 KAPAK 1 BÖLÜM 2.0 TELİF HAKKI 2 BÖLÜM 3.0 GİRİŞ 4 3.1 Elektrod Özellikleri 5 3.2 Kullanım Alanları 6 3.3 Sorun Giderme Teknikleri 7 DÜŞÜK HİDROJENLİ ELEKTRODLAR Hazırlayan: A. Tolga
İçindekiler BÖLÜM 1.0 KAPAK 1 BÖLÜM 2.0 TELİF HAKKI 2 BÖLÜM 3.0 GİRİŞ 4 3.1 Elektrod Özellikleri 5 3.2 Kullanım Alanları 6 3.3 Sorun Giderme Teknikleri 7 DÜŞÜK HİDROJENLİ ELEKTRODLAR Hazırlayan: A. Tolga
Yarışma Sınavı. 4 Soyunma dolaplarının standart ölçüleri, A ) 540 mm B ) 525 mm C ) 520 mm D ) 550 mm E ) 610 mm
 540 mm B ) 525 mm C ) 520 mm D ) 550 mm E ) 610 mm") 1 TİG kaynak ile paslanmaz çeliklerin kaynağında kullanılan elektrotlar hangisidir? ) Saf tunsgten elektot B ) Toryum, seryum ve lantan ile alaşımlı tungsten elektrot C ) Örtülü elektrot D ) Özlü elektrot
1 TİG kaynak ile paslanmaz çeliklerin kaynağında kullanılan elektrotlar hangisidir? ) Saf tunsgten elektot B ) Toryum, seryum ve lantan ile alaşımlı tungsten elektrot C ) Örtülü elektrot D ) Özlü elektrot
Sakarya Üniversitesi Teknoloji Fakültesi, Metalurji ve Malzeme Mühendisliği
 1 Kaynak için gerekli ısının biri yanıcı, diğeri yakıcı olan gazların yakılmasıyla elde edilen yüksek sıcaklıktaki alev ile yapılan kaynağa "gaz ergitme kaynağı" adı verilir. 1892-1900 yılları arasında
1 Kaynak için gerekli ısının biri yanıcı, diğeri yakıcı olan gazların yakılmasıyla elde edilen yüksek sıcaklıktaki alev ile yapılan kaynağa "gaz ergitme kaynağı" adı verilir. 1892-1900 yılları arasında
Paslanmaz Çeliklerin. kaynak edilmesi. Özlem Karaman Metalurji ve Malzeme Mühendisi Kaynak Mühendisi
 Paslanmaz Çeliklerin kaynak edilmesi Özlem Karaman Metalurji ve Malzeme Mühendisi Kaynak Mühendisi İçerik Kaynak Yöntemleri Östenitik Paslanmaz Çeliklerin Kaynağı Ferritik Paslanmaz Çeliklerin Kaynağı
Paslanmaz Çeliklerin kaynak edilmesi Özlem Karaman Metalurji ve Malzeme Mühendisi Kaynak Mühendisi İçerik Kaynak Yöntemleri Östenitik Paslanmaz Çeliklerin Kaynağı Ferritik Paslanmaz Çeliklerin Kaynağı
ÇELİK YAPILAR (2+1) Yrd. Doç. Dr. Ali SARIBIYIK
 Yrd. Doç. Dr. Ali SARIBIYIK") ÇELİK YAPILAR (2+1) Yrd. Doç. Dr. Ali SARIBIYIK Dersin Amacı Çelik yapı sistemlerini, malzemelerini ve elemanlarını tanıtarak, çelik yapı hesaplarını kavratmak. Dersin İçeriği Çelik yapı sistemleri, kullanım
ÇELİK YAPILAR (2+1) Yrd. Doç. Dr. Ali SARIBIYIK Dersin Amacı Çelik yapı sistemlerini, malzemelerini ve elemanlarını tanıtarak, çelik yapı hesaplarını kavratmak. Dersin İçeriği Çelik yapı sistemleri, kullanım
KONU: KAYNAK İŞLERİNDE GÜVENLİK
 KONU: KAYNAK İŞLERİNDE GÜVENLİK Kaynak : İki malzemenin, ısı veya basınç veya her ikisini kullanarak, bir malzemeye ilave ederek veya etmeden birleştirmedir. KAYNAK ÇAŞİTLERİ SOĞUK BASINÇ KAYNAĞI SICAK
KONU: KAYNAK İŞLERİNDE GÜVENLİK Kaynak : İki malzemenin, ısı veya basınç veya her ikisini kullanarak, bir malzemeye ilave ederek veya etmeden birleştirmedir. KAYNAK ÇAŞİTLERİ SOĞUK BASINÇ KAYNAĞI SICAK
DOĞAL KURŞUN METALİK KURŞUN PLAKALAR
 KURŞUN ve ALAŞIMLARI DOĞAL KURŞUN METALİK KURŞUN PLAKALAR 1 KURŞUN ve ALAŞIMLARI Romalılar kurşun boruları banyolarda kullanmıştır. 2 KURŞUN ve ALAŞIMLARI Kurşuna oda sıcaklığında bile çok düşük bir gerilim
KURŞUN ve ALAŞIMLARI DOĞAL KURŞUN METALİK KURŞUN PLAKALAR 1 KURŞUN ve ALAŞIMLARI Romalılar kurşun boruları banyolarda kullanmıştır. 2 KURŞUN ve ALAŞIMLARI Kurşuna oda sıcaklığında bile çok düşük bir gerilim
MAKİNE VE TEÇHİZAT İŞLERİNDE İSG
 MAKİNE VE TEÇHİZAT İŞLERİNDE İSG 10.HAFTA Hazırlayan: Öğr. Gör. Tuğberk ÖNAL MALATYA 2017 KAYNAKLA BİRLEŞTİRME YÖNTEMLERİ Bilindiği gibi bütün kaynaklı birleştirmelerde bir ısıya ihtiyaç vardır ve bu ısı
MAKİNE VE TEÇHİZAT İŞLERİNDE İSG 10.HAFTA Hazırlayan: Öğr. Gör. Tuğberk ÖNAL MALATYA 2017 KAYNAKLA BİRLEŞTİRME YÖNTEMLERİ Bilindiği gibi bütün kaynaklı birleştirmelerde bir ısıya ihtiyaç vardır ve bu ısı
İMALAT YÖNTEMLERİ I Prof.Dr. İrfan AY KAYNAK ELEKTROTLARI. Erimeyen Elektrotlar
 KAYNAK ELEKTROTLARI Erimeyen Elektrotlar Tungsten Elektrotlar Karbon Elektrotlar ELEKTROTLAR Tanım : Kaynaklı birleştirmenin en önemli elemanlarından birisidir. İki parçanın birleştirilmesinde dolgu metali
KAYNAK ELEKTROTLARI Erimeyen Elektrotlar Tungsten Elektrotlar Karbon Elektrotlar ELEKTROTLAR Tanım : Kaynaklı birleştirmenin en önemli elemanlarından birisidir. İki parçanın birleştirilmesinde dolgu metali
BÖLÜM 3 DİFÜZYON (YAYINIM)
") BÖLÜM 3 DİFÜZYON (YAYINIM) 1 Mürekkebin suda yayılması veya kolonyanın havada yayılması difüzyona örnektir. En hızlı difüzyon gazlarda görülür. Katılarda atom hareketleri daha yavaş olduğu için katılarda
BÖLÜM 3 DİFÜZYON (YAYINIM) 1 Mürekkebin suda yayılması veya kolonyanın havada yayılması difüzyona örnektir. En hızlı difüzyon gazlarda görülür. Katılarda atom hareketleri daha yavaş olduğu için katılarda
KORUYUCU GAZ KAYNAĞINDA (MIG/MAG) GAZ DEBİSİNİN KAYNAK NÜFUZİYETİ VE KAYNAK HIZINA ETKİSİ
 GAZ DEBİSİNİN KAYNAK NÜFUZİYETİ VE KAYNAK HIZINA ETKİSİ") DOKUZ EYLÜL ÜNİVERSİTESİ FEN BİLİMLERİ ENSTİTÜSÜ KORUYUCU GAZ KAYNAĞINDA (MIG/MAG) GAZ DEBİSİNİN KAYNAK NÜFUZİYETİ VE KAYNAK HIZINA ETKİSİ Gürel TÜRKKAN Mart, 2008 İZMİR KORUYUCU GAZ KAYNAĞINDA (MIG/MAG)
DOKUZ EYLÜL ÜNİVERSİTESİ FEN BİLİMLERİ ENSTİTÜSÜ KORUYUCU GAZ KAYNAĞINDA (MIG/MAG) GAZ DEBİSİNİN KAYNAK NÜFUZİYETİ VE KAYNAK HIZINA ETKİSİ Gürel TÜRKKAN Mart, 2008 İZMİR KORUYUCU GAZ KAYNAĞINDA (MIG/MAG)
CERRAHİ İĞNE ALAŞIMLARI. Microbiologist KADİR GÜRBÜZ
 CERRAHİ İĞNE ALAŞIMLARI Microbiologist KADİR GÜRBÜZ Bileşimlerinde en az % 12 krom bulunan çelikler paslanmaz çeliklerdir.tüm paslanmaz çeliklerin korozyon direnci, çok yoğun ve koruyucu krom oksit ince
CERRAHİ İĞNE ALAŞIMLARI Microbiologist KADİR GÜRBÜZ Bileşimlerinde en az % 12 krom bulunan çelikler paslanmaz çeliklerdir.tüm paslanmaz çeliklerin korozyon direnci, çok yoğun ve koruyucu krom oksit ince
1. GAZ ERGİTME KAYNAĞI
 1. GAZ ERGİTME KAYNAĞI Oksi-asetilen kaynağı olarak da bilinen gaz kaynağında ısı menbaı olarak bir alev kullanılır. Alevin oluşturulması ve sürdürülmesi için oksijen gibi bir yakıcı gaz gerekir. Alev,
1. GAZ ERGİTME KAYNAĞI Oksi-asetilen kaynağı olarak da bilinen gaz kaynağında ısı menbaı olarak bir alev kullanılır. Alevin oluşturulması ve sürdürülmesi için oksijen gibi bir yakıcı gaz gerekir. Alev,
MADDENİN YAPISI VE ÖZELLİKLERİ ATOM
 MADDENİN YAPISI VE ÖZELLİKLERİ ATOM ATOMUN YAPISI Elementlerin tüm özelliğini gösteren en küçük parçasına atom denir. Atomu oluşturan parçacıklar farklı yüklere sa-hiptir. Atomda bulunan yükler; negatif
MADDENİN YAPISI VE ÖZELLİKLERİ ATOM ATOMUN YAPISI Elementlerin tüm özelliğini gösteren en küçük parçasına atom denir. Atomu oluşturan parçacıklar farklı yüklere sa-hiptir. Atomda bulunan yükler; negatif
Fabrika İmalat Teknikleri
 Fabrika İmalat Teknikleri İmalat Yöntemleri İmalat teknolojisinin temel amacı tasarlanan ürünlerin en düşük maliyetle, en iyi kalitede ve en verimli yöntemle elde edilmesidir. Üretilecek parçaların geometrisi,
Fabrika İmalat Teknikleri İmalat Yöntemleri İmalat teknolojisinin temel amacı tasarlanan ürünlerin en düşük maliyetle, en iyi kalitede ve en verimli yöntemle elde edilmesidir. Üretilecek parçaların geometrisi,
DOKUZ EYLÜL ÜNĐVERSĐTESĐ FEN BĐLĐMLERĐ ENSTĐTÜSÜ
 DOKUZ EYLÜL ÜNĐVERSĐTESĐ FEN BĐLĐMLERĐ ENSTĐTÜSÜ ALIŞILMIŞ VE ĐNVERTER TĐPĐ MIG/MAG KAYNAK MAKĐNALARI ĐLE YAPILAN KAYNAK DĐKĐŞLERĐNĐN ÇEŞĐTLĐ YÖNLERĐ ĐLE KARŞILAŞTIRILMASI Hatice Nalan AKSOY Nisan, 2010
DOKUZ EYLÜL ÜNĐVERSĐTESĐ FEN BĐLĐMLERĐ ENSTĐTÜSÜ ALIŞILMIŞ VE ĐNVERTER TĐPĐ MIG/MAG KAYNAK MAKĐNALARI ĐLE YAPILAN KAYNAK DĐKĐŞLERĐNĐN ÇEŞĐTLĐ YÖNLERĐ ĐLE KARŞILAŞTIRILMASI Hatice Nalan AKSOY Nisan, 2010
KOruyucu GAz (GAzaltı) KAynağı
 KAynağı") KOruyucu GAz (GAzaltı) KAynağı Yöntem gaz altında, yani bir koruyucu gaz altında yapılmakta olup, gaz hem kaynak arkını stabilize eder ve hem de kaynak yerini atmosferin etkilerinden korur. Burada kaynak
KOruyucu GAz (GAzaltı) KAynağı Yöntem gaz altında, yani bir koruyucu gaz altında yapılmakta olup, gaz hem kaynak arkını stabilize eder ve hem de kaynak yerini atmosferin etkilerinden korur. Burada kaynak
GAZALTI VE TOZALTI YÖNTEMLERİ İLE DOLGU KAYNAĞI
 GAZALTI VE TOZALTI YÖNTEMLERİ İLE DOLGU KAYNAĞI 1. Giriş Dolgu kaynağı uygulaması, parçaların değişik amaçlarla yüzeylerinin aynı veya farklı ilave malzemelerle kaplanması olarak tanımlanabilir. Bu işleme,
GAZALTI VE TOZALTI YÖNTEMLERİ İLE DOLGU KAYNAĞI 1. Giriş Dolgu kaynağı uygulaması, parçaların değişik amaçlarla yüzeylerinin aynı veya farklı ilave malzemelerle kaplanması olarak tanımlanabilir. Bu işleme,
Ç l e i l k i l k e l r e e e Uyg u a l na n n n Yüz ü ey e y Ser Se tle l ş e t ş ir i me e İ şl ş e l m l r e i
 Çeliklere Uygulanan Yüzey Sertleştirme İşlemleri Bazı uygulamalarda kullanılan çelik parçaların hem aşınma dirençlerinin, hem de darbe dayanımlarının yüksek olması istenir. Bunun için parçaların yüzeylerinin
Çeliklere Uygulanan Yüzey Sertleştirme İşlemleri Bazı uygulamalarda kullanılan çelik parçaların hem aşınma dirençlerinin, hem de darbe dayanımlarının yüksek olması istenir. Bunun için parçaların yüzeylerinin
SÜPER ALAŞIMLAR Prof.Dr.Ayşegül AKDOĞAN EKER Prof.Dr.Ayşegül AKDOĞAN EKER
 Süper alaşım; ana yapısı demir, nikel yada kobalt olan nisbeten yüksek miktarlarda krom, az miktarda da yüksek sıcaklıkta ergiyen molibden, wofram, alüminyum ve titanyum içeren alaşım olarak tanımlanabilir.
Süper alaşım; ana yapısı demir, nikel yada kobalt olan nisbeten yüksek miktarlarda krom, az miktarda da yüksek sıcaklıkta ergiyen molibden, wofram, alüminyum ve titanyum içeren alaşım olarak tanımlanabilir.
TAVSİYE EDİLEN SON KULLANICI FİYAT LİSTESİ Kaynak Elektrodları ve Kaynak Telleri 25 NİSAN 2018
 TAVSİYE EDİLEN SON KULLANICI FİYAT LİSTESİ Kaynak Elektrodları ve Kaynak Telleri ÜRÜN ADI Sayfa No. METAL İŞLEME ve OLUK AÇMA ELEKTRODLARI EURO KOB/01 DÖKME DEMİR ELEKTRODLARI EURO ALÜMİNYUM ELEKTRODLAR
TAVSİYE EDİLEN SON KULLANICI FİYAT LİSTESİ Kaynak Elektrodları ve Kaynak Telleri ÜRÜN ADI Sayfa No. METAL İŞLEME ve OLUK AÇMA ELEKTRODLARI EURO KOB/01 DÖKME DEMİR ELEKTRODLARI EURO ALÜMİNYUM ELEKTRODLAR
ZIRH ÇELİKLERİN KAYNAĞINDA KAYNAK AĞZI GEOMETRİSİ VE İLAVE TEL OPTİMİZASYONU Kaynaklı İmalatta İyileştirme Çalışmasına Örnek
 ZIRH ÇELİKLERİN KAYNAĞINDA KAYNAK AĞZI GEOMETRİSİ VE İLAVE TEL OPTİMİZASYONU Kaynaklı İmalatta İyileştirme Çalışmasına Örnek Çağrı ÇELİK Makina ve Kaynak Mühendisi NUROL Makina Sanayi A.Ş / Ankara cagri.celik@nurolmakina.com.tr
ZIRH ÇELİKLERİN KAYNAĞINDA KAYNAK AĞZI GEOMETRİSİ VE İLAVE TEL OPTİMİZASYONU Kaynaklı İmalatta İyileştirme Çalışmasına Örnek Çağrı ÇELİK Makina ve Kaynak Mühendisi NUROL Makina Sanayi A.Ş / Ankara cagri.celik@nurolmakina.com.tr
SpeedMIG. Sinerjik Kaynak Makineleri Serisi! MIG/ MAG
 SpeedMIG Sinerjik Kaynak Makineleri Serisi! MIG/ MAG www.merkle.com.tr MERKLE SpeedMIG Yüksek Teknoloji, Kalite ve Verimlilik! Merkle SpeedMIG jenerasyonu, birinci sınıf avantajlar sunan yeni dizayn kontrol
SpeedMIG Sinerjik Kaynak Makineleri Serisi! MIG/ MAG www.merkle.com.tr MERKLE SpeedMIG Yüksek Teknoloji, Kalite ve Verimlilik! Merkle SpeedMIG jenerasyonu, birinci sınıf avantajlar sunan yeni dizayn kontrol
ALÜMİNYUM ALAŞIMLARININ ÖRTÜLÜ ÇUBUK ELEKTRODLA ARK KAYNAĞI
 ALÜMİNYUM ALAŞIMLARININ ÖRTÜLÜ ÇUBUK ELEKTRODLA ARK KAYNAĞI Bu yöntemle bütün alüminyum türleriyle ısıl işlem yoluyla sertleşmeyen alaşımları kaynak etmek mümkündür. Yapısal sertleşmeli alaşımlar arasında
ALÜMİNYUM ALAŞIMLARININ ÖRTÜLÜ ÇUBUK ELEKTRODLA ARK KAYNAĞI Bu yöntemle bütün alüminyum türleriyle ısıl işlem yoluyla sertleşmeyen alaşımları kaynak etmek mümkündür. Yapısal sertleşmeli alaşımlar arasında
GAZALTI KAYNAK TEKNİĞİ
 KAYNAK TEKNOLOJİSİ III GAZALTI KAYNAK TEKNİĞİ Prof. Selahattin ANIK Doç. Kutsal TÜLBENTÇİ GAZALTI KAYNAĞI (KORUYUCU GAZLA KAYNAK) 1-Giriş Gazaltı yahut da koruyucu gazla kaynakta, genellikle yeri bir gazla
KAYNAK TEKNOLOJİSİ III GAZALTI KAYNAK TEKNİĞİ Prof. Selahattin ANIK Doç. Kutsal TÜLBENTÇİ GAZALTI KAYNAĞI (KORUYUCU GAZLA KAYNAK) 1-Giriş Gazaltı yahut da koruyucu gazla kaynakta, genellikle yeri bir gazla
www.oerlikon.com.tr 444 93 53 KAYNAK TÜKETİM MALZEMELERİ Oerlikon Kaynak Elektrodları ve Sanayi A.Ş.
 www.oerlikon.com.tr 444 93 53 KAYNAK TÜKETİM MALZEMELERİ Oerlikon Kaynak Elektrodları ve Sanayi A.Ş. 04 / 2015 www.oerlikon.com.tr 444 93 53 MAGMAWELD BİR TÜRK MARKASIDIR Kaynak ustası, sanatını icra ederken
www.oerlikon.com.tr 444 93 53 KAYNAK TÜKETİM MALZEMELERİ Oerlikon Kaynak Elektrodları ve Sanayi A.Ş. 04 / 2015 www.oerlikon.com.tr 444 93 53 MAGMAWELD BİR TÜRK MARKASIDIR Kaynak ustası, sanatını icra ederken
MOTORLU ARAÇLAR TEKNOLOJİSİ
 T.C. MİLLÎ EĞİTİM BAKANLIĞI MOTORLU ARAÇLAR TEKNOLOJİSİ GAZALTI KAYNAĞI 521MMI230 Ankara, 2011 Bu modül, mesleki ve teknik eğitim okul/kurumlarında uygulanan Çerçeve Öğretim Programlarında yer alan yeterlikleri
T.C. MİLLÎ EĞİTİM BAKANLIĞI MOTORLU ARAÇLAR TEKNOLOJİSİ GAZALTI KAYNAĞI 521MMI230 Ankara, 2011 Bu modül, mesleki ve teknik eğitim okul/kurumlarında uygulanan Çerçeve Öğretim Programlarında yer alan yeterlikleri
PÜSKÜRTME ŞEKİLLENDİRME (SPRAY FORMING / SPRAY DEPOSITION)
") PÜSKÜRTME ŞEKİLLENDİRME (SPRAY FORMING / SPRAY DEPOSITION) Püskürtme şekillendirme (PŞ) yöntemi ilk olarak Osprey Ltd. şirketi tarafından 1960 lı yıllarda geliştirilmiştir. Günümüzde püskürtme şekillendirme
PÜSKÜRTME ŞEKİLLENDİRME (SPRAY FORMING / SPRAY DEPOSITION) Püskürtme şekillendirme (PŞ) yöntemi ilk olarak Osprey Ltd. şirketi tarafından 1960 lı yıllarda geliştirilmiştir. Günümüzde püskürtme şekillendirme
TERMOKİMYASAL YÜZEY KAPLAMA (BORLAMA)
") TERMOKİMYASAL YÜZEY KAPLAMA (BORLAMA) Deneyin Amacı: Demir esaslı bir malzemenin borlanması ve borlama işlemi sonrası malzemenin yüzeyinde oluşan borür tabakasının metalografik açıdan incelenmesi. Teorik
TERMOKİMYASAL YÜZEY KAPLAMA (BORLAMA) Deneyin Amacı: Demir esaslı bir malzemenin borlanması ve borlama işlemi sonrası malzemenin yüzeyinde oluşan borür tabakasının metalografik açıdan incelenmesi. Teorik
TAVSİYE EDİLEN SON KULLANICI FİYAT LİSTESİ - KOBATEK - Kaynak Elektrod ve Telleri 13 ŞUBAT 2014
 TAVSİYE EDİLEN SON KULLANICI FİYAT LİSTESİ - KOBATEK - Kaynak Elektrod ve Telleri 13 ŞUBAT 2014 ÜRÜN ADI Sayfa No. METAL İŞLEME ve OLUK AÇMA ELEKTRODLARI DÖKME DEMİR ELEKTRODLARI ALÜMİNYUM ELEKTRODLAR
TAVSİYE EDİLEN SON KULLANICI FİYAT LİSTESİ - KOBATEK - Kaynak Elektrod ve Telleri 13 ŞUBAT 2014 ÜRÜN ADI Sayfa No. METAL İŞLEME ve OLUK AÇMA ELEKTRODLARI DÖKME DEMİR ELEKTRODLARI ALÜMİNYUM ELEKTRODLAR