CNC'ye Giriş. CNC:Computer Numerical Control (Bilgisayar destekli kumanda) Makine Sıfır Noktası (G28)
|
|
|
- Ayla Deliktaş
- 8 yıl önce
- İzleme sayısı:
Transkript
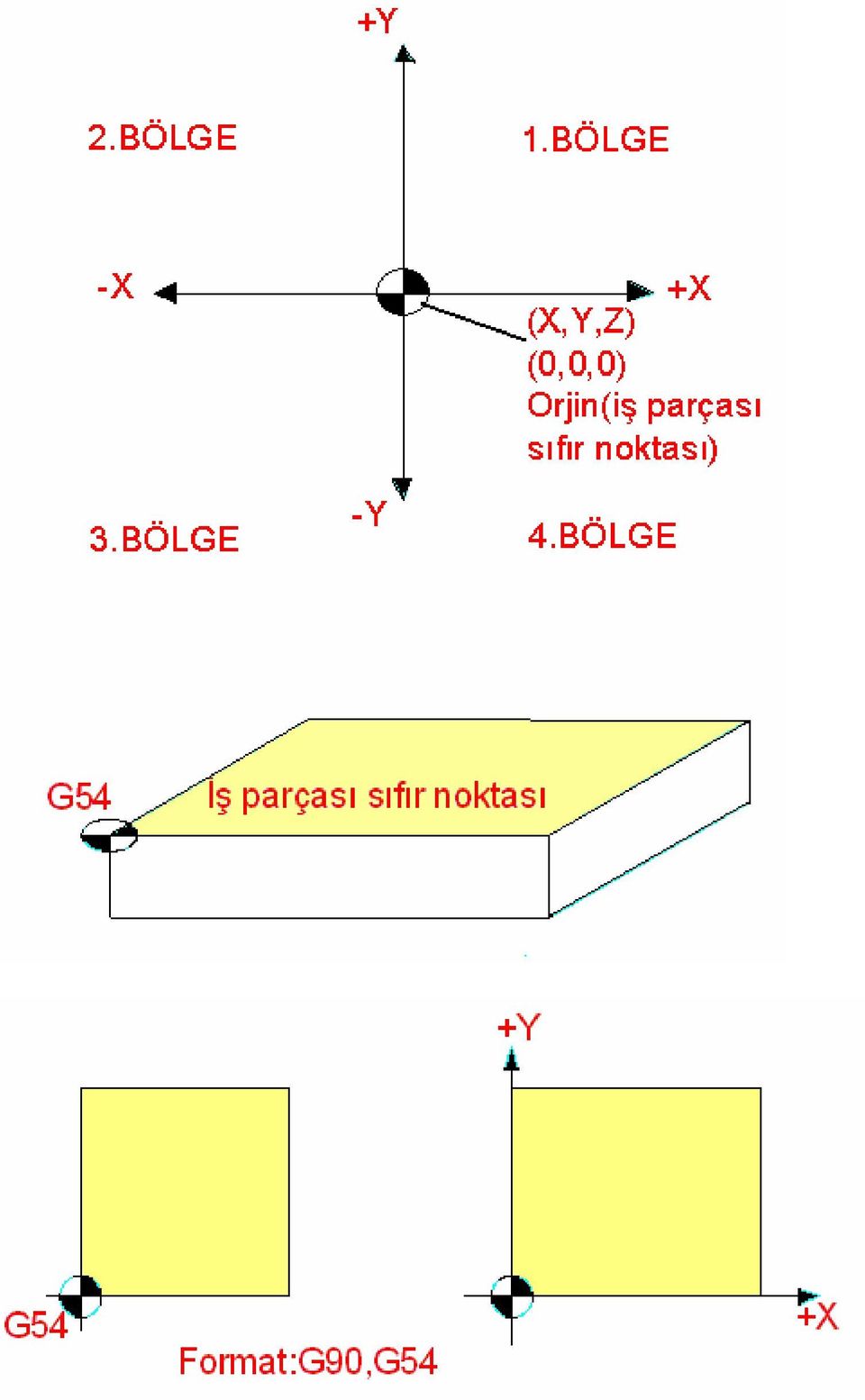
1 ERSEM VE AB TÜRKİYE DELEGASYONU TARAFINDAN DÜZENLENEN YEREL KALKINMA GİRİŞİMLERİ HİBE PROGRAMI (CFCU/TR /LDI) PROJELERİ CNC PROGRAMLAMA DERS NOTLARI CNC'ye Giriş CNC:Computer Numerical Control (Bilgisayar destekli kumanda) Makine Sıfır Noktası (G28) Üretici firma tarafından belirlenen tezgah başlangıç noktasıdır. Buna HOME noktası da denir. İş Parçası Sıfır Noktası (Referans noktası) (G54) Programcı tarafından seçilen başlangıç noktasıdır.tezgah tüm hareketlerini bu noktaya göre yapar.bu nokta işi kesicilere tanıtım noktasıdır.ölçülendirme bu nokta dikkate alınarak yapılır.iş parçası köşesi veya orta noktası seçilebilir.ancak mümkün olduğunca +(artı) değer vermelidir. Programlama Parça teknik Resmi Parça programının yazılması CNC ünitesi Tezgah Temel Seviye Programlama Temel seviyede yapacağımız programlar; yer düzlemi (G17) X ve Y yatay hareketler dikkate alınarak yapılacaktır.bu işlemler Z derinliği sabit her türlü doğrusal, açısal ve dairesel hareketler, her tür delik delme, vida çekme, dikdörtgen ve dairesel cep boşaltma işlemleri olacaktır.üç eksenin aynı anda hareketi ile oluşan küresel dişi ve erkek parçalar, kalıplar vb İşlemler manuel olarak mümkün değil yada çok zor olmaktadır.bu tür işlemler CAM programları ile yapılmaktadır. PROGRAM İÇİNDEKİ HARF VE SEMBOLLER O Program başlangıç harfi. O1234 gibi N Program satır numarası.n5 N10 gibi. G Hazırlık Fonksiyonları.G0 (hızlı ilerleme)gibi. Koordinat.G04 ile yazılırsa bekleme zamanı(sn).g16 (Silindirik koordinatlar) ile yazılırsa yarıçapı X ifade eder. Y Koordinat.G16 ile yazılırsa açıyı ifade eder. Z Düşey eksen koordinatı. R Radyüs.G02 ve G03 radyüsü.g81 ve G89 ile yazıldığı zaman emniyetli durma mesafesi H Takım boyu D Takım yarı çapı MMakina fonksiyonlarını harekete geçirme (M06 Takım değiştir.) S Devir sayısı.s1000 gibi.
 değer vermelidir.")
2 T Takım cep numarası.t1(bir nolu takım) I X ekseninde başlayıp biten tam dairesel hareket. J Y ekseninde başlayıp biten tam dairesel hareket. K Z ekseninde başlayıp biten tam dairesel hareket. Q G83te (derin delik delme) her defada delme miktarı. P Alt program tekrar sayısı. F İlerleme miktarı. / Satır atlama işareti. ; Satır sonu işareti. # MACRO program işareti. BAŞLICA M KODLARI Programı şartsız durdurma. Tezgah tam otomatikte olsa bile M00 ı görünce durur. Programın M00 başlaması için CYCLE START tuşunun basılır. M01 İsteğe bağlı durdurma. (Tezgahta OPTIONS STOP tuşunun açık olması gerekir.) M02 Program sonu komutu. Program başına dönmek için RESET tuşuna basılması gerekir. M03 İş milinin saat yönünde dönmesi M04 İş milinin saat yönü tersinde dönmesi M05 İş mili stop M06 Takım değiştirme konutu M08 Soğutma sıvılarını program dahilinde açma komutu M09 Soğutma sıvılarını program dahilinde kapatma komutu M23 ATC yukarı çıkar. (bakım-onarım amaçlı) M24 ATC (magazin) aşağı iner. (bakım-onarım amaçlı) M26 İş mili içinde hava üflemeyi açma (bakım-onarım amaçlı) M30 Ana program sonu talaş temizleyiciler 30sn çalışır. M50 Soğutma suyu kısa takımlar için açık M51 Soğutma suyu uzun takımlar için açık M52 Talaş temizleyiciler açık M98 Alt programı çağırma M99 Alt program sonu, ana program sonu FANUC O-MC SERİSİ KONTROL ÜNİTESİ İÇİN BAŞLICA G KODLARI GOO Pozisyona hızlı hareket G01 Doğrusal yavaş hareket (düz ve konik işleme).f kesme hızı ile, G02 Saat yönünde dairesel hareket G03 Saat yönü tersinde dairesel hareket G04 Bekleme G17 X-Y çalışma yüzeyi
 M02 Program sonu komutu. Program başına dönmek için RESET tuşuna basılması gerekir.")
3 G18 X-Z çalışma yüzeyi G19 Y-Z çalışma yüzeyi G20 İnch(parmak) ölçü sistemi G21 Metrik ölçü sistemi G28 Tezgah referans noktasına dönüş G33 Vida (diş) çekme fonksiyonu G40 Takım çap ve boy telafisi iptali G41 Takım işin solunda (izleyeceği yolun(konturun)solunda) G42 Takım izleyeceği yolun sağında G43 Takım boyu telafisi G54 İş parçası sıfır noktası(birden fazla sıfır noktası için 55,56,57,58,59) G73 Derin delik delme çevrimi G74 Ters diş çekme çevrimi G80 Delik delme çevrimlerinin iptali G81 Punta açma ve delik delme çevrimi G82 Bekleme zamanlı delik delme G83 Derin delik delme( Kademeli delik delme) G84 Diş çekme çevrimi G85 Delme.Yavaş girip, yavaş çıkar.raybalama. G86 Delme.Yavaş girip, deliğin sonunda durur. G87 Delik dibi genişletme.yavaş girip delik dibinde çalışmaya başlar. G88 Deliğe yavaş girip delik sonunda bekler.iş mili durur.takım elle çıkarılır. G89 Deliğe yavaş girip delik sonunda bekler.geriye yavaş çıkar. G90 Mutlak (absolute) ölçülendirme G91 Artımsal (Incremental) ölçülendirme G92 İş parçası koordinatını kaydırma G94 İlerleme mm/dk G95 İlerleme mm/dev G98 Delme çevrimi başlangıcı. Delme öncesi ve sonrası emniyet mesafesini aktif eder. G99 G98 in iptali TMC 600 DİK İŞLEME TEZGAHI TABLA EKSENLERİ
 G84 Diş çekme çevrimi G85 Delme.Yavaş girip, yavaş çıkar.raybalama. G86 Delme.Yavaş girip, deliğin sonunda durur. G87 Delik dibi genişletme.")
4 X,Y,Z eksenleri olan koordinat sistemi, İş parçasına bağlıdır. Programlama, sanki sadece takım Hareket ediyormuş gibi yapılır.

5 Kesici Hareketleri; X- Y (yer düzlemi) düzlemi için G17 X- Z düzlemi için G18 Z- Y düzlemi için G19 Kesicilerin; Düzlemlerdeki saat yönündeki hareketleri G2 saat yönü tersindeki hareketi G3 kodlarıyla sağlanır.(standart olarak G17 (X-Y Çalışma yüzeyi ) geçerlidir. KOORDİNAT SİSTEMİ VE BÖLGELER
 geçerlidir.")
6
7 KORDİNATLARIN BELİRLENMESİ W=İş parçası sıfır noktası NOKTA X Y Z P P P P P P

8 İŞ RESMİNİN ÖLÇÜLENDİRİLMESİ HAREKET KOORDİNATLARI İÇİN RESİM ÖLÇÜLENDİRİLMESİ 1-Absolit (MUTLAK) Ölçülendirme (G90) 2-ARTIMSAL ÖLÇÜLENDİRME (G91) (Tüm hareketler iş parçası sıfır noktasına göre algılanır.) (Kesici her gittiği noktayı başlama noktası olarak algılar ve bu noktayı sıfır kabul ederek istenilen koordinatlara gider.)
 (Kesici her gittiği noktayı başlama noktası olarak algılar ve bu noktayı sıfır")
9 DOĞRUSAL HIZLI HAREKET (G0) G0 komutunu alan kesici hızlı bir şekilde hedef noktaya ulaşır. Format: G0 IP... (IP:takımın gideceği koordinat) Örnek: DOĞRUSAL KONTROLLÜ HAREKET (F kesme hızı ile) (G01) Kesme hızı mm/dk verilecekse komut: G21 G94 Kesme hızı inch/dk verilecekse komut: G20 G94 Kesme hızı mm/devir verilecekse komut: G21 G95 Kesme hızı inch/devir verilecekse komut: G20 G95 Not:Freze tezgahında talaş kaldırma işlemlerinde genellikle mm/dk kullanılır.ancak vida çekme işlemlerinde değişir. Format: G01 IP... F... Örnek: Not:İlk satırda kullanılacak ilerleme seçilir. (N5 satırına eklenir) Örnek : N15 G17 G80 G40 G21 G94 İlerleme mm/dev olacak. KESİCİNİN İŞ YÜZEYİNDE DAİRESEL HAREKETİ G02- SAAT YÖNÜNDE DAİRESEL HAREKET G03-SAAT YÖNÜNÜN TERSİNDE DAİRESEL HAREKET
 Örnek : N15 G17 G80 G40 G21 G94 İlerleme mm/dev olacak.")
10 ÖRNEK: Şekildeki dairesel kontürü G91 ölçülendirme ile işleyin.

11 G91 ile G03 G90 ile G03 1 den 2 ye hareket 1 den 2 ye hareket G91 G03 X-20 Y20 R20 G90 G03 X0 Y20 R20 1 den 3 e hareket 1 den 3 e hareket G91 G03 X-40 Y0 R20 G90 G03 X-20 Y0 R20 1 den 4 e hareket 1 den 4 e hareket G91 G03 X-20 Y-20 R-20 G90 G03 X0 Y-20 R-20 1 den 1 e hareket 1 den 1 e hareket G91 G03 I 20 G90 G03 I 20 G91 ile G02 G90 ile G02 1 den 4 e hareket 1 den 4 e hareket G91 G02 X-20 Y-20 R20 G90 G02 X0 Y-20 R20 1 den 3 e hareket 1 den 3 e hareket G91 G02 X-40 Y0 R20 G90 G02 X-20 Y0 R20 1 den 2 ye hareket 1 den 2 ye hareket G91 G02 X-20 Y20 R-20 G90 G02 X0 Y20 R-20 1 den 1 e hareket 1 den 1 e hareket G91 G02 I-20 G90 G02 I-20 Not: I- Hareketin X de başlayıp X de bitmesi J- Hareketin Y de başlayıp Y de bitmesi 1 den 1 e hareket G90 G02 I-20 G90 G03 I 20 2 den 2 ye hareket G90 G03 J+20 G90 G02 J-20

12 ÖRNEK: SORU:Aşağıda resmi verilen parçaların CNC programını yazınız.

13 DELİK DELME G81 ile G89 arası kodlar delik delme kodlarıdır G81 Direkt delme.verilen delik derinliğini kesici bir defada deler. Delme işleminde kesici verilen değer kadar iş yüzeyine,delme öncesi ve sonrası emniyetli G98 mesafede durur ve delme işlemini gerçekleştirir.delme işleminden sonra emniyetli mesafeye geri çıkar. Format:G98 G81 X... Y... Z... R... F... G81 Delik delme komutu G98 R emniyet mesafesini aktif hale getirir. X Delinecek deliğin X koordinatı Y Delinecek deliğin Y koordinatı Z Delinecek deliğin derinliği R Delme öncesi ve sonrası emniyet mesafesi F İlerleme mm/dk veya inch/dk G80 G81 ile G89 arası delik delme döngülerinin iptali G99 Delme öncesi ve sonrası R parametresi iptali (G98 in iptali) Örnek:Şekildeki delme işlemi için CNC programını yazınız.

14 0ØØØ2 N5 G15 G17 G80 G40 G21G94 N10 G91 G28 Z0 N15 G28 X0 Y0 N20 M06 T1 N25 M03 S 1000 N30 G0 G90 G54 G43 X0 Y0 N35 Z50 H1 N40 X20 Y25 N45 G81 G98 Z-10 R5 F120 N50 X40 Y25 N55 G91 G28 G80 G99 N60 G28 X0 Y0 Z0 N65 M02 ÖRNEK: Şekildeki parçada çizgisel hareketleri ve delikleri delmek için CNC programını yazınız.(t1?4 parmak freze,t2?10 matkap)

15 PRORAM N0:01001 N5 G40 G80 G15 G17 G21 G94 N10 G91 G28 Z0 X0 Y0 N15 M06 T1 N20 M03 S1000 N25 G0 G90 G54 G43 X50 Y30 Z30 H1 N30 G1 Z-5 F200 N35 X100 N40 X120 Y60 N45 Y90 N50 X100 Y110 N55 X50 N60 G3 X30 R20 N65 G1 Y50 N70 G3 X50 R20 N75 G91 G28 Z0 N80 G28 X0 Y0 N85 M06 T2 N90 M03 S700 N95 G0 G90 G54 G43 X70 Y70 Z30 H2 N100 G81 G98 Z-10 R3 F300 N105 X90 N110 G80 G91 G28 Z0 N115 G28 X0 Y0 N120 M02 G82: Geçici bekleme zamanlı delme programı Format: G82 G98 X Y Z P R F ÖRNEK: G82 G98 X20 Y25 Z-10 P5000 R5 F100 P5000: 5 sn delik içinde bekler. Milisaniye cinsinden bekleme sn. ( 1 milisaniye=1/1000 sn) G83:Uzun delik delme ve boşaltmalı çevrim programı Format: G83 G98 X Y Z Q R F ÖRNEK:G83 G98 X20 Y25 Z-45 Q15 R5 F80

16 Q: Matkap her defasında 15 mm delerek 5 mm Z mesafesine çıkar. Talaş boşaltarak ikincide 30,üçüncüde 45 mm derinliğe girer. G84= Kılavuz çekme programı Format= G84 X Y Z R F= Vida adımı G84 komutuna geçmeden önce tezgaha verilen ilerlemenin devir sayısına bölünmesiyle elde edilir. ÖRNEK: Adımı 1,5 mm olan M10 vidanın çekilebilmesi için ilerleme ve devir sayısını hesaplayınız. ÇÖZÜM: F:300 mm/dk S:200 dev/dk ADIM: F/S= 300/200=1,5mm Program: N.. M03 S200 N.. G1 X.. Y.. F300 N.. G84 Z... R...(İstenilen koordinatlara gönderilen kılavuz G84 omutuyla verilen Z derinliği kadar adımı 1,5 mm olan vidayı çekecektir.) NOT:Vida çekme işleminden önce seçilen ilerleme devir sayısına bölündüğünde vida adımını vermelidir. G85= Rayba çekme döngüsü. Rayba yavaş ilerleme hızıyla aynı yönde girer ve çıkar Format=G85 G98 X Y Z R F G86= Kesici emniyetli R mesafesine kadar hızlı gelir.normal deler.delme işleminden sonra delik tabanında iş mili durur ve kesici hızla geri çıkar. Format= G86 G98 X Y Z R F Bu programda iş mili delik sonunda stop ediyor ve hızlı olarak R değerine geliyor. G87= Delik dibi genişletme fonksiyonu. G88= Tabana kadar deldikten sonra iş mili durur. Yukarı çıkma işlemi el ile yapılır. G89= Yavaş inip yavaş çıkar ve delik tabanında bekler.bu programda takım delik sonunda bekler ve F hızı ile emniyetli R noktasına geri döner. Format= G89 G98 X25 Y35 Z-25 R5 F100 ALT PROGRAM ÇAĞIRMA İş parçasının değişik bölgelerinde tamamı aynı olan işlemler yapılacaksa, bu işlemlerden bir tanesi için bir alt program yazılır ve kesici işlemin başlangıç noktasına gönderilerek alt program çağırılır.böylelikle daha kısa bir programla işlem gerçekleştirilmiş olur.

17 ÖRNEK: N.. G1 X.. Y.. F.. N.. M98 P (Kesici gittiği noktadan itibaren 5 nolu alt programı 1 kez uygulayacaktır.) N.. G1 X.. Y.. N.. M98 P (Kesici gittiği noktadan itibaren 5 nolu alt proramı 1 kez uygulayacaktır.) N.. G91 G28 Z0 N.. G28 X0 Y0 N.. M02 ÖRNEK: Şekildeki delme işlemleri için alt program kullanarak CNC programını yazınız. O00020 Ana program O0009 Alt Program N5 G15 G17 G80 G90 G40 G21 G94; N5 G91 G98 G81 Z-10 R5 F100 N10 G91 G28 Z0 X0 Y0; N10 G1 X10; N15 M06 T1; N15 X-10 Y10; N20 M03 S1200; N20 X-10 Y-10; N25 G0 G90 G54 G43 X0 Y0 Z10 H1; N25 X10 Y-10; N30 X30 Y30; N30 G80; N35 M98 P ; N35 M99;

18 N40 G90 G54 X80 Y30 Z30; N45 M98 P ; N50 G91 G28 Z0 N55 G28 X0 Y0; N60 M02; AÇISAL HAREKET ( G 16 ) Format:G17 G90 G16 X Y X:Yarı çapı ifade eder. Y:açıyı ifade eder. PROGRAM NO: 0 ØØØ5 N5 G15 G17 G80 G40 G21 G94 N10 G91 G28 Z0 N15 G28 X0 Y0 N20 M06 T1 N25 M03 S 800 N30 G0 G90 G54 G43 X0 Y0 N35 Z50 H1 N40 X50 Y0 N50 G81 G98 R5 Z-10 F100 N55 G16 X50 Y45 N60 Y90 N65 Y135 N70 Y180 N75 Y225 N80 Y270 N85 Y315 N90 G91 G28 Z0 G80 G15 N95 G28 X0 Y0 N100 M02 ÖRNEK:Şekildeki açısal delme işlemini alt program kullanarak yapınız.

19 Ana program no:0 ØØØ8 Alt program no:0 ØØ20 N5 G15 G17 G90 G40 G21 G94 N5 G91 Y45 N10 G91 G28 Z0 X0 Y0 N10 M99 N15 M06 T1 N20 M03 S8000 N25 G0 G90 G54 X0 Y0 N30 G43 Z50 H1 N35 G16 X25 Y0 N40 G98 G81 Z-5 R5 F200 N45 M98 PØØØ7ØØ20 N50 G80 G15 G40 N55 G91 G28 Z0 N60 G28 X0 Y0 N65 M02 TAKIM YOLU OLUŞTURMA Freze çakılarının yan yüzeyleri ile yapılan işlemlerde G41 ve G42 kullanıldığında takım yarıçap kadar yana kayarak operasyonu yapar.bu sayede parça istenilen ölçüde işlenmiş olur.çap telafisi kul- lanılmadığında kesici gönderildiği koordinatın tam ortasından hareketini sürdürecek ve parça ölçüleri kesici çapı kadar azalacaktır. G41: Çap telafisi (Takım işin solunda ise bu komut kullanılır.) G42: Çap telafisi (Takım işin sağında ise bu komut kullanılır.) G40: Çap telafisinin iptali

20 Boy telafisi: G43 X Y ( H1 ile H20 arası ) Çap telafisi: G41 X Y ( H21 ile H40 arası ) G42 X Y ( H21 ile H40 arası ) Not: Bazı tezgahlarda çap telafisi D sembolü ile gösterilir. Örnek: G41 X Y D1 ÖRNEK: Şekildeki parçanın CNC programını G42 ile işleyerek yazınız.. (kullanılan parmak freze çapı 10 mm dir.)

21 PROGRAM NO:O0021 N5 G15 G17 G80 G40 G21 G94 N10 G91 G28 X0 Y0 Z0 N15 M06 T1 N20 M03 S800 N25 G0 G90 G54 G43 X-10 Y-10 Z50 H1 N30 G1 X0 Y0 F300 N35 Z-5 N40 G42 X30 Y10 H21 N45 X45 N50 X60 Y25 N55 Y60 N60 X15 N65 Y25 N70 X30 Y10 N75 X40 N80 Z10 N85 G40 N90 G91 G28 Z0 N95 G28 X0 Y0 N100 M02 SORU:
22
23 ÖRNEK:G91 ve G41 kullanarak şekildeki parçayı işleyiniz.(t1 Ø 3 parmak freze) ÖRNEK: Şekli verilen parçanın CNC programını yazınız.(t1 Ø10 parmak freze,t2 Ø8 matkap)
24 ÖRNEK:
25 1) G00 kodunun işlevi aşağıdakilerden hangisidir? a) Doğrusal interpolasyon b) Dairesel interpolasyon c) Doğrusal hızlı hareket d) Artımsal ölçülendirme 2) HOME kavramı ne anlama gelmektedir? a) İş parçası sıfır noktası b) Magazin c) Takım tutucu d) Tezgah referans noktası CNC PROGRAMLAMA SINAV SORULARI 3) G91 G28 Z0 X0 Y0 Komut satırıyla aşağıdakilerden hangisi gerçekleşir? a) Tezgah stop eder b) Tezgah referansa gider c) Soğutma sıvısı açılır d) Hiçbiri 4) G01 kodunun işlevi aşağıdakilerden hangisidir? a) Doğrusal interpolasyon b) Dairesel interpolasyon c) Delik delme d) İş mili döndürme 5) G02 kodunun işlevi aşağıdakilerden hangisidir? a) Doğrusal interpolasyon b) Saat yönünde dairesel interpolasyon c) Saatin tersi yönünde dairesel interpolasyon
26 d) Takım değiştirme 6) G03 kodunun işlevi aşağıdakilerden hangisidir? a) Artımsal ölçülendirme b) Saat yönünde dairesel interpolasyon c) Saatin tersi yönünde dairesel interpolasyon d) Takım değiştirme 7) M03 kodunun işlevi aşağıdakilerden hangisidir? a) İş mili saat yönünde döndürme b) Saat yönünde dairesel interpolasyon c) ) İş mili saatin tersi yönünde döndürme d) Hiçbiri 8) M06 T05 Komut satırıyla aşağıdakilerden hangisi gerçekleşir? a) Tezgah 5 no lu takımı alır b) Tezgah 6 no lu takımı alır c) Tezgah 5 no lu parçayı işler d) Tezgah 6 no lu parçayı işler 9) N05 karakterinin anlamı aşağıdakilerden hangisidir? a) 5 no lu takım b) 5 no lu parça c) 5 no lu Tezgah d) 5 no lu program satırı 10) G43 kodunun işlevi aşağıdakilerden hangisidir? a) Artımsal ölçülendirme b) Saat yönünde dairesel interpolasyon c) Takım boyu telafisi d) Takım değiştirme
T.C. M.E.B. ÖZEL ATILIM BİLKEY BİLİŞİM KURSU
 Kod (G) Açıklaması (CNC reze-orna) G Listesi rz rn G00 Pozisyona hızlı ilerleme (talaş almaksızın kesicinin boşta hızlı hareketi) G01 Doğrusal interpolasyon (talaş alma ilerlemesi ile doğrusal hareket)
Kod (G) Açıklaması (CNC reze-orna) G Listesi rz rn G00 Pozisyona hızlı ilerleme (talaş almaksızın kesicinin boşta hızlı hareketi) G01 Doğrusal interpolasyon (talaş alma ilerlemesi ile doğrusal hareket)
Adres bilgileri ve diğer bilgilerin bazıları
 Adres bilgileri ve diğer bilgilerin bazıları G şifreleri (kodları) CNC programlarının yazımında kullanılan talaş kaldırma işlemlerini doğrudan ilgilendiren kodlardır. G kod numaraları G00 - G99 arasındadır.
Adres bilgileri ve diğer bilgilerin bazıları G şifreleri (kodları) CNC programlarının yazımında kullanılan talaş kaldırma işlemlerini doğrudan ilgilendiren kodlardır. G kod numaraları G00 - G99 arasındadır.
Tablo 1 - Tornalamada Kullanılan G Kodları Listesi
 1 Tablo 1 - Tornalamada Kullanılan G Kodları Listesi Kod Açıklama Uygulama Alanı tandart / Opsiyonu G00 Talaşsız hızlı hareket ozisyonlama G01 Talaşlı doğrusal ilerleme F adresi altında G02 aatin dönüş
1 Tablo 1 - Tornalamada Kullanılan G Kodları Listesi Kod Açıklama Uygulama Alanı tandart / Opsiyonu G00 Talaşsız hızlı hareket ozisyonlama G01 Talaşlı doğrusal ilerleme F adresi altında G02 aatin dönüş
Kısa Program yazma-mdi
 TEZGAHIN AÇILMASI Kısa Program yazma-mdi TAKIM TUTUCUYU MAGAZİNE TAKMAK VE SÖKMEK CNC MAKİNE REFERANS VE SIFIR NOKTALARI CNC FREZEDE KOORDİNAT SİSTEMLERİ Bir CNC- Tezgahında bir iş parçasını üretebilmek
TEZGAHIN AÇILMASI Kısa Program yazma-mdi TAKIM TUTUCUYU MAGAZİNE TAKMAK VE SÖKMEK CNC MAKİNE REFERANS VE SIFIR NOKTALARI CNC FREZEDE KOORDİNAT SİSTEMLERİ Bir CNC- Tezgahında bir iş parçasını üretebilmek
CNC FREZE TEZGAHLARININ PROGRAMLANMASI
 CNC FREZE TEZGAHLARININ PROGRAMLANMASI Frezelemenin Tanımı Çevresinde çok sayıda kesici ağzı bulunan takımın dönme hareketine karşılık, iş parçasının öteleme hareketi yapmasıyla gerçekleştirilen talaş
CNC FREZE TEZGAHLARININ PROGRAMLANMASI Frezelemenin Tanımı Çevresinde çok sayıda kesici ağzı bulunan takımın dönme hareketine karşılık, iş parçasının öteleme hareketi yapmasıyla gerçekleştirilen talaş
CNC Freze Tezgâhı Programlama
 CNC Freze Tezgâhı Programlama 1. Amaç CNC tezgâhının gelişimi ve çalışma prensibi hakkında bilgi sahibi olmak. Başarılı bir CNC programlama için gerekli kısmî programlamanın temellerini anlamak. Hazırlayıcı
CNC Freze Tezgâhı Programlama 1. Amaç CNC tezgâhının gelişimi ve çalışma prensibi hakkında bilgi sahibi olmak. Başarılı bir CNC programlama için gerekli kısmî programlamanın temellerini anlamak. Hazırlayıcı
Koordinat Sistemi CNC tezgah ve sistemlerde takım yolları bir koordinat sistemi referans alınarak matematiksel bağıntılarla ifade edilir.
 Koordinat Sistemi CNC tezgah ve sistemlerde takım yolları bir koordinat sistemi referans alınarak matematiksel bağıntılarla ifade edilir. bu nedenle gerek programlamada gerekse tezgahların çalışmasında
Koordinat Sistemi CNC tezgah ve sistemlerde takım yolları bir koordinat sistemi referans alınarak matematiksel bağıntılarla ifade edilir. bu nedenle gerek programlamada gerekse tezgahların çalışmasında
HACETTEPE ÜNİVERSİTESİ HACETTEPE ASO 1.OSB MESLEK YÜKSEKOKULU HMK 211 CNC TORNA TEKNOLOJİSİ
 HACETTEPE ÜNİVERSİTESİ HACETTEPE ASO 1.OSB MESLEK YÜKSEKOKULU HMK 211 CNC TORNA TEKNOLOJİSİ Öğr. Gör. RECEP KÖKÇAN Tel: +90 312 267 30 20 http://yunus.hacettepe.edu.tr/~rkokcan/ E-mail_1: rkokcan@hacettepe.edu.tr
HACETTEPE ÜNİVERSİTESİ HACETTEPE ASO 1.OSB MESLEK YÜKSEKOKULU HMK 211 CNC TORNA TEKNOLOJİSİ Öğr. Gör. RECEP KÖKÇAN Tel: +90 312 267 30 20 http://yunus.hacettepe.edu.tr/~rkokcan/ E-mail_1: rkokcan@hacettepe.edu.tr
CNC TORNA TEZGAHLARININ PROGRAMLANMASI
 CNC TORNA TEZGAHLARININ PROGRAMLANMASI Yardımcı fonksiyonu (soğ. sıvısı, mili on/off) İlerleme miktarı Kesme hızı Blok(Satır) numarası Dairesel interpolasyonda yay başlangıcının yay merkezine X,Y veya
CNC TORNA TEZGAHLARININ PROGRAMLANMASI Yardımcı fonksiyonu (soğ. sıvısı, mili on/off) İlerleme miktarı Kesme hızı Blok(Satır) numarası Dairesel interpolasyonda yay başlangıcının yay merkezine X,Y veya
olan X eksenidir. Bu iki eksenin kesiştiği nokta ise orijin noktasıdır. Referans olarak bu nokta kullanılır. Bu nokta, genellikle iş parçası sıfır nok
 Koordinat Sistemi CNC tezgah ve sistemlerde takım yolları bir koordinat sistemi referans alınarak matematiksel bağıntılarla ifade edilir. bu nedenle gerek programlamada gerekse tezgahların çalışmasında
Koordinat Sistemi CNC tezgah ve sistemlerde takım yolları bir koordinat sistemi referans alınarak matematiksel bağıntılarla ifade edilir. bu nedenle gerek programlamada gerekse tezgahların çalışmasında
CNC TORNA TEZGAHLARININ PROGRAMLANMASI
 CNC TORNA TEZGAHLARININ PROGRAMLANMASI MUTLAK KOORDİNAT SİSTEMİNE GÖRE O00012; ( Program numarası) T01 M06; (Birinci Takım, Taretteki takım değişti) G90 G54 G94 G97 G40; Mutlak koordinat sistemi, İş parçası
CNC TORNA TEZGAHLARININ PROGRAMLANMASI MUTLAK KOORDİNAT SİSTEMİNE GÖRE O00012; ( Program numarası) T01 M06; (Birinci Takım, Taretteki takım değişti) G90 G54 G94 G97 G40; Mutlak koordinat sistemi, İş parçası
T.C M.E.B ÖZEL ATILIM BİLKEY BİLİŞİM KURSU Bilgisayar Sayısal Kontrollü ( CNC Dik işleme tezgahı kullanma ve programlama ) Sınav Soruları
 Sınav Soruları") 1.) CNC freze yazdığımız programı neden simülasyon ile test edilmelidir? A) Seri imalata başlamadan önce tezgâh test programına ayarlı olduğu için. B) Program yazımından veya bilgi transferinde oluşabilecek
1.) CNC freze yazdığımız programı neden simülasyon ile test edilmelidir? A) Seri imalata başlamadan önce tezgâh test programına ayarlı olduğu için. B) Program yazımından veya bilgi transferinde oluşabilecek
Bilkey Mesleki Eğitim Kurumları [ CNC TORNA-FREZE PROGRAMLAMA KURSU ]
![Bilkey Mesleki Eğitim Kurumları [ CNC TORNA-FREZE PROGRAMLAMA KURSU ]](/thumbs/92/107912016.jpg "Bilkey Mesleki Eğitim Kurumları [ CNC TORNA-FREZE PROGRAMLAMA KURSU ]") 1.) CNC freze yazdığımız programı neden simülasyon ile test edilmelidir? A) Seri imalata başlamadan önce tezgâh test programına ayarlı olduğu için. B) Program yazımından veya bilgi transferinde oluşabilecek
1.) CNC freze yazdığımız programı neden simülasyon ile test edilmelidir? A) Seri imalata başlamadan önce tezgâh test programına ayarlı olduğu için. B) Program yazımından veya bilgi transferinde oluşabilecek
FANUC TORNA SİMÜLATÖR EĞİTİMİ NOTLARI
 FANUC TORNA SİMÜLATÖR EĞİTİMİ NOTLARI SAYISAL DENETİM (NC- NUMERİCAL CONTROL) Sayısal denetim (SD); program satırlarındaki harf ve rakamların ikili sayı sistemindeki karşılığını bir banta deldikten sonra
FANUC TORNA SİMÜLATÖR EĞİTİMİ NOTLARI SAYISAL DENETİM (NC- NUMERİCAL CONTROL) Sayısal denetim (SD); program satırlarındaki harf ve rakamların ikili sayı sistemindeki karşılığını bir banta deldikten sonra
Cnc freze programlama örnekleri
 Cnc freze programlama örnekleri Cnc frezeleme örnek programlar.örnek cnc freze programları. Öğretmenler sınav hazırlarken,ödev verirken. CNC tezgahlar eğitimine başlayanlar ve operatörlük eğitimine başlayanlar
Cnc freze programlama örnekleri Cnc frezeleme örnek programlar.örnek cnc freze programları. Öğretmenler sınav hazırlarken,ödev verirken. CNC tezgahlar eğitimine başlayanlar ve operatörlük eğitimine başlayanlar
T.C. TRAKYA ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ BİLGİSAYAR DESTEKLİ TALAŞLI İMALAT DENEYİ LABORATUVAR FÖYÜ
 T.C. TRAKYA ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ BİLGİSAYAR DESTEKLİ TALAŞLI İMALAT DENEYİ LABORATUVAR FÖYÜ 1 Deneyin Amacı: Üretilmesi istenen bir parçanın, bilgisayar destekli
T.C. TRAKYA ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ BİLGİSAYAR DESTEKLİ TALAŞLI İMALAT DENEYİ LABORATUVAR FÖYÜ 1 Deneyin Amacı: Üretilmesi istenen bir parçanın, bilgisayar destekli
DERS BİLGİ FORMU Bilgisayarlı Sayısal Denetim Tezgâh İşlemleri (CNC) Makine Teknolojisi Frezecilik, Taşlama ve Alet Bilemeciliği
 Makine Teknolojisi Frezecilik, Taşlama ve Alet Bilemeciliği") Dersin Adı Alan Meslek / Dal Dersin Okutulacağı Sınıf / Dönem Süre Dersin Amacı Dersin Tanımı Dersin Ön Koşulları Ders İle Kazandırılacak Yeterlikler Dersin İçeriği Yöntem ve Teknikler Eğitim Öğretim Ortamı
Dersin Adı Alan Meslek / Dal Dersin Okutulacağı Sınıf / Dönem Süre Dersin Amacı Dersin Tanımı Dersin Ön Koşulları Ders İle Kazandırılacak Yeterlikler Dersin İçeriği Yöntem ve Teknikler Eğitim Öğretim Ortamı
T.C. ERCİYES ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MEKATRONİK MÜHENDİSLİĞİ BÖLÜMÜ MEKATRONİK LABORATUVARI II. CNC Programlama ve Tornalama Uygulamaları
 T.C. ERCİYES ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MEKATRONİK MÜHENDİSLİĞİ BÖLÜMÜ MEKATRONİK LABORATUVARI II CNC Programlama ve Tornalama Uygulamaları DENEY SORUMLUSU Arş. Gör. Şaban ULUS Ocak 2013 KAYSERİ
T.C. ERCİYES ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MEKATRONİK MÜHENDİSLİĞİ BÖLÜMÜ MEKATRONİK LABORATUVARI II CNC Programlama ve Tornalama Uygulamaları DENEY SORUMLUSU Arş. Gör. Şaban ULUS Ocak 2013 KAYSERİ
BÖLÜM - 8 CNC TORNA TEZGAHLARININ PROGRAMLANMASI
 BÖLÜM - 8 CNC TORNA TEZGAHLARININ PROGRAMLANMASI 8. CNC TORNA TEZGAHLARININ PROGRAMLANMASI 1 CNC tezgahlar için yazılan programlar çeşitli sayı, sembol ve harflerden oluşmaktadır. Girilen bilgiler CNC
BÖLÜM - 8 CNC TORNA TEZGAHLARININ PROGRAMLANMASI 8. CNC TORNA TEZGAHLARININ PROGRAMLANMASI 1 CNC tezgahlar için yazılan programlar çeşitli sayı, sembol ve harflerden oluşmaktadır. Girilen bilgiler CNC
CNC EĞİTİMİ DERS NOTLARI
 1 CNC EĞİTİMİ DERS NOTLARI 1. GİRİŞ 1.1. CNC nedir? CNC (Computer Numerical Control) Bilgisayar Yardımı İle Sayısal Kontrol anlamındaki kelimelerinin baş harflerinden oluşan bir ifadedir. Bir CNC tezgah
1 CNC EĞİTİMİ DERS NOTLARI 1. GİRİŞ 1.1. CNC nedir? CNC (Computer Numerical Control) Bilgisayar Yardımı İle Sayısal Kontrol anlamındaki kelimelerinin baş harflerinden oluşan bir ifadedir. Bir CNC tezgah
Hazırladığım bu dosyayla sizlere yararlı olabildiysem ne mutlu bana. Lütfen inceledikten sonra bana düşüncenizi ve eksiklerimi,isteklerinizi belirtin.
 HAZIRLAYAN : Bora YURTTAŞ Hema Otomotiv Sistemleri A.Ş. CNC İşleme Merkezi Operatörü MAİL : mailto:bora.yurttas@gmail.com WEB : bora.yurttas.googlepages.com Dünya nın en kaliteli tezgah markalarından biri
HAZIRLAYAN : Bora YURTTAŞ Hema Otomotiv Sistemleri A.Ş. CNC İşleme Merkezi Operatörü MAİL : mailto:bora.yurttas@gmail.com WEB : bora.yurttas.googlepages.com Dünya nın en kaliteli tezgah markalarından biri
T.C. MİLLÎ EĞİTİM BAKANLIĞI MAKİNE TEKNOLOJİSİ CNC FREZEDE PROGRAMLAMA
 T.C. MİLLÎ EĞİTİM BAKANLIĞI MAKİNE TEKNOLOJİSİ CNC FREZEDE PROGRAMLAMA Ankara, 2013 Bu modül, mesleki ve teknik eğitim okul/kurumlarında uygulanan Çerçeve Öğretim Programlarında yer alan yeterlikleri kazandırmaya
T.C. MİLLÎ EĞİTİM BAKANLIĞI MAKİNE TEKNOLOJİSİ CNC FREZEDE PROGRAMLAMA Ankara, 2013 Bu modül, mesleki ve teknik eğitim okul/kurumlarında uygulanan Çerçeve Öğretim Programlarında yer alan yeterlikleri kazandırmaya
T.C. MİLLİ EĞİTİM BAKANLIĞI MAKİNE TEKNOLOJİSİ CNC TORNA İŞLEMLERİ 2 521MMI123
 T.C. MİLLİ EĞİTİM BAKANLIĞI MAKİNE TEKNOLOJİSİ CNC TORNA İŞLEMLERİ 2 521MMI123 Ankara, 2012 Bu modül, mesleki ve teknik eğitim okul/kurumlarında uygulanan Çerçeve Öğretim Programlarında yer alan yeterlikleri
T.C. MİLLİ EĞİTİM BAKANLIĞI MAKİNE TEKNOLOJİSİ CNC TORNA İŞLEMLERİ 2 521MMI123 Ankara, 2012 Bu modül, mesleki ve teknik eğitim okul/kurumlarında uygulanan Çerçeve Öğretim Programlarında yer alan yeterlikleri
T.C. MİLLİ EĞİTİM BAKANLIĞI
 T.C. MİLLİ EĞİTİM BAKANLIĞI MEGEP (MESLEKÎ EĞİTİM VE ÖĞRETİM SİSTEMİNİN GÜÇLENDİRİLMESİ PROJESİ) MAKİNE TEKNOLOJİSİ CNC TORNA İŞLEMLERİ 2 ANKARA-2006 Milli Eğitim Bakanlığı tarafından geliştirilen modüller;
T.C. MİLLİ EĞİTİM BAKANLIĞI MEGEP (MESLEKÎ EĞİTİM VE ÖĞRETİM SİSTEMİNİN GÜÇLENDİRİLMESİ PROJESİ) MAKİNE TEKNOLOJİSİ CNC TORNA İŞLEMLERİ 2 ANKARA-2006 Milli Eğitim Bakanlığı tarafından geliştirilen modüller;
T.C. BİLECİK ŞEYH EDEBALİ ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MAKİNE VE İMALAT MÜHENDİSLİĞİ BÖLÜMÜ MÜHENDİSLİKTE DENEYSEL METODLAR II DERSİ
 T.C. BİLECİK ŞEYH EDEBALİ ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MAKİNE VE İMALAT MÜHENDİSLİĞİ BÖLÜMÜ MÜHENDİSLİKTE DENEYSEL METODLAR II DERSİ CNC TORNA UYGULAMASI Deneyin Amacı: Deney Sorumlusu: Arş. Gör.
T.C. BİLECİK ŞEYH EDEBALİ ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MAKİNE VE İMALAT MÜHENDİSLİĞİ BÖLÜMÜ MÜHENDİSLİKTE DENEYSEL METODLAR II DERSİ CNC TORNA UYGULAMASI Deneyin Amacı: Deney Sorumlusu: Arş. Gör.
Üst başlık hareket. kolu. Üst başlık. Askı yatak. Devir sayısı seçimi. Fener mili yuvası İş tablası. Boyuna hareket volanı Düşey hareket.
 Frezeleme İşlemleri Üst başlık Askı yatak Fener mili yuvası İş tablası Üst başlık hareket kolu Devir sayısı seçimi Boyuna hareket volanı Düşey hareket kolu Konsol desteği Eksenler ve CNC Freze İşlemler
Frezeleme İşlemleri Üst başlık Askı yatak Fener mili yuvası İş tablası Üst başlık hareket kolu Devir sayısı seçimi Boyuna hareket volanı Düşey hareket kolu Konsol desteği Eksenler ve CNC Freze İşlemler
İMALAT ve KONTRÜKSİYON LABORATUVARI
 İMALAT ve KONTRÜKSİYON LABORATUVARI CNC FREZE TEZGAHI (DİK İŞLEM MERKEZİ) ÇALIŞMA FÖYÜ Laboratuvar Çalışmasının Amacı: Şanlıurfa Meslek Yüksekokulu Makine Programı Atölyesinde bulunan Klasik ve CNC tezgahları
İMALAT ve KONTRÜKSİYON LABORATUVARI CNC FREZE TEZGAHI (DİK İŞLEM MERKEZİ) ÇALIŞMA FÖYÜ Laboratuvar Çalışmasının Amacı: Şanlıurfa Meslek Yüksekokulu Makine Programı Atölyesinde bulunan Klasik ve CNC tezgahları
BİLECİK ŞEYH EDEBALİ ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ
 BİLECİK ŞEYH EDEBALİ ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ CNC TORNA DENEY FÖYÜ Deney Yürütücüsü: Dr.Öğr.Üyesi Emre ESENER Deney Yardımcısı: Arş.Gör. Emre SÖNMEZ Hazırlayan: Arş.Gör.
BİLECİK ŞEYH EDEBALİ ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ CNC TORNA DENEY FÖYÜ Deney Yürütücüsü: Dr.Öğr.Üyesi Emre ESENER Deney Yardımcısı: Arş.Gör. Emre SÖNMEZ Hazırlayan: Arş.Gör.
DENEY NO : 3. DENEY ADI : CNC Torna ve Freze Tezgâhı
 DENEY NO : 3 DENEY ADI : CNC Torna ve Freze Tezgâhı AMAÇ : NC tezgahların temel sistematiği, NC tezgahların çalışma ilkeleri ve özellikleri, programlama işlemi hakkında bilgilendirme yaptıktan sonra, BOXFORD
DENEY NO : 3 DENEY ADI : CNC Torna ve Freze Tezgâhı AMAÇ : NC tezgahların temel sistematiği, NC tezgahların çalışma ilkeleri ve özellikleri, programlama işlemi hakkında bilgilendirme yaptıktan sonra, BOXFORD
BİLGİSAYAR SAYISAL KONTROLLÜ (CNC) DİK İŞLEME TEZGÂHI KULLANMA ve PROGRAMLAMA EĞİTİMİ KURS PROGRAMI
 DİK İŞLEME TEZGÂHI KULLANMA ve PROGRAMLAMA EĞİTİMİ KURS PROGRAMI") BİLGİSAYAR SAYISAL KONTROLLÜ (CNC) DİK İŞLEME TEZGÂHI KULLANMA ve PROGRAMLAMA EĞİTİMİ KURS PROGRAMI 1. KURUMUN ADI : 2. KURUMUN ADRESİ : 3. KURUCUNUN ADI : 4. PROGRAMIN ADI : Bilgisayar Sayısal Kontrollü
BİLGİSAYAR SAYISAL KONTROLLÜ (CNC) DİK İŞLEME TEZGÂHI KULLANMA ve PROGRAMLAMA EĞİTİMİ KURS PROGRAMI 1. KURUMUN ADI : 2. KURUMUN ADRESİ : 3. KURUCUNUN ADI : 4. PROGRAMIN ADI : Bilgisayar Sayısal Kontrollü
T.C. MİLLİ EĞİTİM BAKANLIĞI
 T.C. MİLLİ EĞİTİM BAKANLIĞI MEGEP (MESLEKÎ EĞİTİM VE ÖĞRETİM SİSTEMİNİN GÜÇLENDİRİLMESİ PROJESİ) MAKİNE TEKNOLOJİSİ CNC FREZE ÇEVRİMLERİ ANKARA-2006 Milli Eğitim Bakanlığı tarafından geliştirilen modüller;
T.C. MİLLİ EĞİTİM BAKANLIĞI MEGEP (MESLEKÎ EĞİTİM VE ÖĞRETİM SİSTEMİNİN GÜÇLENDİRİLMESİ PROJESİ) MAKİNE TEKNOLOJİSİ CNC FREZE ÇEVRİMLERİ ANKARA-2006 Milli Eğitim Bakanlığı tarafından geliştirilen modüller;
02.01.2012. Freze tezgahında kullanılan kesicilere Çakı denir. Çakılar, profillerine, yaptıkları işe göre gibi çeşitli şekillerde sınıflandırılır.
 Freze ile ilgili tanımlar Kendi ekseni etrafında dönen bir kesici ile sabit bir iş parçası üzerinden yapılan talaş kaldırma işlemine Frezeleme, yapılan tezgaha Freze ve yapan kişiye de Frezeci denilir.
Freze ile ilgili tanımlar Kendi ekseni etrafında dönen bir kesici ile sabit bir iş parçası üzerinden yapılan talaş kaldırma işlemine Frezeleme, yapılan tezgaha Freze ve yapan kişiye de Frezeci denilir.
T.C. MİLLİ EĞİTİM BAKANLIĞI
 T.C. MİLLİ EĞİTİM BAKANLIĞI MEGEP (MESLEKÎ EĞİTİM VE ÖĞRETİM SİSTEMİNİN GÜÇLENDİRİLMESİ PROJESİ) MAKİNE TEKNOLOJİSİ CNC TORNADA PROGRAMLAMA ANKARA-2006 Milli Eğitim Bakanlığı tarafından geliştirilen modüller;
T.C. MİLLİ EĞİTİM BAKANLIĞI MEGEP (MESLEKÎ EĞİTİM VE ÖĞRETİM SİSTEMİNİN GÜÇLENDİRİLMESİ PROJESİ) MAKİNE TEKNOLOJİSİ CNC TORNADA PROGRAMLAMA ANKARA-2006 Milli Eğitim Bakanlığı tarafından geliştirilen modüller;
ÖRNEK 1: Şeklideki parçanın taralı bölgesi 3 eşit pasoda işlenecektir. Buna göre cncproğramını yazınız.
 1 ÖRNEK 1: Şeklideki parçanın taralı bölgesi 3 eşit pasoda işlenecektir. Buna göre cncproğramını yazınız. PROĞRAM 0888 T0101 M03 S1200 G00 X40 Z2 G01 Z-24 F0.1 X41 G00 Z2 X35 G01 Z-24 X36 G00 Z2 X30 G01
1 ÖRNEK 1: Şeklideki parçanın taralı bölgesi 3 eşit pasoda işlenecektir. Buna göre cncproğramını yazınız. PROĞRAM 0888 T0101 M03 S1200 G00 X40 Z2 G01 Z-24 F0.1 X41 G00 Z2 X35 G01 Z-24 X36 G00 Z2 X30 G01
NUMERIC CONTROL (NC) COMPUTER NUMERIC CONTROL (CNC) CNC PROGRAMCISI CNC OPERATÖRÜ
 COMPUTER NUMERIC CONTROL (CNC) CNC PROGRAMCISI CNC OPERATÖRÜ") NUMERIC CONTROL (NC) Bir hareketin sayısal olarak kontrol edilebilmesine Numeric Control denir. COMPUTER NUMERIC CONTROL (CNC) Operatör müdahalesi olmadan özel kodlar vasıtasıyla hareket ettirilebilen
NUMERIC CONTROL (NC) Bir hareketin sayısal olarak kontrol edilebilmesine Numeric Control denir. COMPUTER NUMERIC CONTROL (CNC) Operatör müdahalesi olmadan özel kodlar vasıtasıyla hareket ettirilebilen
Freze tezgahları ve Frezecilik. Page 7-1
 Freze tezgahları ve Frezecilik Page 7-1 Freze tezgahının Tanımı: Frezeleme işleminde talaş kaldırmak için kullanılan kesici takıma freze çakısı olarak adlandırılırken, freze çakısının bağlandığı takım
Freze tezgahları ve Frezecilik Page 7-1 Freze tezgahının Tanımı: Frezeleme işleminde talaş kaldırmak için kullanılan kesici takıma freze çakısı olarak adlandırılırken, freze çakısının bağlandığı takım
T.C. MİLLİ EĞİTİM BAKANLIĞI
 T.C. MİLLİ EĞİTİM BAKANLIĞI MEGEP (MESLEKÎ EĞİTİM VE ÖĞRETİM SİSTEMİNİN GÜÇLENDİRİLMESİ PROJESİ) MAKİNE TEKNOLOJİSİ CNC FREZEDE PROGRAMLAMA ANKARA-2006 Milli Eğitim Bakanlığı tarafından geliştirilen modüller;
T.C. MİLLİ EĞİTİM BAKANLIĞI MEGEP (MESLEKÎ EĞİTİM VE ÖĞRETİM SİSTEMİNİN GÜÇLENDİRİLMESİ PROJESİ) MAKİNE TEKNOLOJİSİ CNC FREZEDE PROGRAMLAMA ANKARA-2006 Milli Eğitim Bakanlığı tarafından geliştirilen modüller;
HACETTEPE ÜNİVERSİTESİ HACETTEPE ASO 1.OSB MESLEK YÜKSEKOKULU HMK 211 CNC TORNA TEKNOLOJİSİ. Öğr. Gör. RECEP KÖKÇAN. Tel: +90 312 267 30 20
 HACETTEPE ÜNİVERSİTESİ HACETTEPE ASO 1.OSB MESLEK YÜKSEKOKULU HMK 211 CNC TORNA TEKNOLOJİSİ Tel: +90 312 267 30 20 E-mail_2: rkokcan@gmail.com KONTROL ÜNİTESİ ELEMANLARI EDIT MODU: Program yazmak, düzenlemek
HACETTEPE ÜNİVERSİTESİ HACETTEPE ASO 1.OSB MESLEK YÜKSEKOKULU HMK 211 CNC TORNA TEKNOLOJİSİ Tel: +90 312 267 30 20 E-mail_2: rkokcan@gmail.com KONTROL ÜNİTESİ ELEMANLARI EDIT MODU: Program yazmak, düzenlemek
CAM PROGRAMLARINDAN ALINAN NC KODUNDA DİKKAT EDİLMESİ GEREKENLER
 Siemens 840D SL CNC DİK İŞLEME MERKEZİ BÖLÜM I TEZGÂHA TAKIM YÜKLEME TAKIM BOYLARININ ÖLÇÜLMESİ İŞ PARÇASI SIFIRLAMA (İş parçasını ölçme) TAKIM BOYUNUN SIFIRLANMASI CAM PROGRAMLARINDAN ALINAN NC KODUNDA
Siemens 840D SL CNC DİK İŞLEME MERKEZİ BÖLÜM I TEZGÂHA TAKIM YÜKLEME TAKIM BOYLARININ ÖLÇÜLMESİ İŞ PARÇASI SIFIRLAMA (İş parçasını ölçme) TAKIM BOYUNUN SIFIRLANMASI CAM PROGRAMLARINDAN ALINAN NC KODUNDA
SINUMERIK 810D/840D CNC FREZE PROGRAMLAMA. Ergün KESKİN
 SINUMERIK 810D/840D CNC FREZE PROGRAMLAMA Makine Üzerindeki Noktalar M Makine sıfır noktası: Makine sıfır noktası tezgah tablasına üstten bakıldığında tezgah tablasının sol alt köşesidir ve değiştirilemez.
SINUMERIK 810D/840D CNC FREZE PROGRAMLAMA Makine Üzerindeki Noktalar M Makine sıfır noktası: Makine sıfır noktası tezgah tablasına üstten bakıldığında tezgah tablasının sol alt köşesidir ve değiştirilemez.
CNC FREZE UYGULAMASI DENEY FÖYÜ
 T.C. BİLECİK ŞEYH EDEBALİ ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MAKİNE VE İMALAT MÜHENDİSLİĞİ BÖLÜMÜ MIM331 MÜHENDİSLİKTE DENEYSEL METODLAR DERSİ CNC FREZE UYGULAMASI DENEY FÖYÜ ÖĞRETİM ÜYESİ YRD.DOÇ.DR.BİROL
T.C. BİLECİK ŞEYH EDEBALİ ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MAKİNE VE İMALAT MÜHENDİSLİĞİ BÖLÜMÜ MIM331 MÜHENDİSLİKTE DENEYSEL METODLAR DERSİ CNC FREZE UYGULAMASI DENEY FÖYÜ ÖĞRETİM ÜYESİ YRD.DOÇ.DR.BİROL
MAK-204. Üretim Yöntemleri. Frezeleme Đşlemleri. (11.Hafta) Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt.
 Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt.") MAK-204 Üretim Yöntemleri Freze Tezgahı Frezeleme Đşlemleri (11.Hafta) Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt. Bölümü Freze tezgahının Tanımı: Frezeleme işleminde
MAK-204 Üretim Yöntemleri Freze Tezgahı Frezeleme Đşlemleri (11.Hafta) Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt. Bölümü Freze tezgahının Tanımı: Frezeleme işleminde
Tornada Raba ve Klavuz Çekme izlenecek işlem sırası şu şekildedir
 Tornada Raba ve Klavuz Çekme izlenecek işlem sırası şu şekildedir 1- Tornalanacak parça çizilir 2- Translate komutu ile punta deliğine gelecek nokta 0,0,0 koordinatına taşınır 3- Tezgah seçimi yapılır
Tornada Raba ve Klavuz Çekme izlenecek işlem sırası şu şekildedir 1- Tornalanacak parça çizilir 2- Translate komutu ile punta deliğine gelecek nokta 0,0,0 koordinatına taşınır 3- Tezgah seçimi yapılır
Mak- 204. Üretim Yöntemleri - II. Vargel ve Planya Tezgahı. Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt.
 Mak- 204 Üretim Yöntemleri - II Talaşlı Đmalatta Takım Tezgahları Vargel ve Planya Tezgahı Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt. Bölümü Takım Tezgahlarında Yapısal
Mak- 204 Üretim Yöntemleri - II Talaşlı Đmalatta Takım Tezgahları Vargel ve Planya Tezgahı Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt. Bölümü Takım Tezgahlarında Yapısal
Klasik torna tezgahının temel elemanları
 Klasik torna tezgahının temel elemanları Devir ayar kolları Dişli Kutusu Ayna Soğutma sıvısı Siper Ana Mil Karşılık puntası Çalıştırma kolu ilerleme mili (talaş mili) Araba Acil Stop Kayıt Öğr. Gör.Ahmet
Klasik torna tezgahının temel elemanları Devir ayar kolları Dişli Kutusu Ayna Soğutma sıvısı Siper Ana Mil Karşılık puntası Çalıştırma kolu ilerleme mili (talaş mili) Araba Acil Stop Kayıt Öğr. Gör.Ahmet
BURSA TEKNİK ÜNİVERSİTESİ DOĞA BİLİMLERİ, MİMARLIK VE MÜHENDİSLİK FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ TALAŞLI İMALAT TEZGÂHLARININ TANITIMI
 BURSA TEKNİK ÜNİVERSİTESİ DOĞA BİLİMLERİ, MİMARLIK VE MÜHENDİSLİK FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ TALAŞLI İMALAT TEZGÂHLARININ TANITIMI Deney n Amacı Talaşlı imalat tezgahlarının tanıtımı, talaşlı
BURSA TEKNİK ÜNİVERSİTESİ DOĞA BİLİMLERİ, MİMARLIK VE MÜHENDİSLİK FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ TALAŞLI İMALAT TEZGÂHLARININ TANITIMI Deney n Amacı Talaşlı imalat tezgahlarının tanıtımı, talaşlı
CNC (COMPUTER NUMERİCAL CONTROL)
") CNC (COMPUTER NUMERİCAL CONTROL) Bilgisayarlı Sayısal Kontrol(CNC- Computer Numerical Control), takım tezgahlarının sayısal komutlarla bilgisayar yardımıyla kontrol edilmesidir. CNC Tezgahlarda, NC tezgahlardan
CNC (COMPUTER NUMERİCAL CONTROL) Bilgisayarlı Sayısal Kontrol(CNC- Computer Numerical Control), takım tezgahlarının sayısal komutlarla bilgisayar yardımıyla kontrol edilmesidir. CNC Tezgahlarda, NC tezgahlardan
T.C. MİLLÎ EĞİTİM BAKANLIĞI MAKİNE TEKNOLOJİSİ CNC TORNADA PROGRAMLAMA 521MMI121
 T.C. MİLLÎ EĞİTİM BAKANLIĞI MAKİNE TEKNOLOJİSİ CNC TORNADA PROGRAMLAMA 521MMI121 Ankara 2012 Bu modül, mesleki ve teknik eğitim okul/kurumlarında uygulanan Çerçeve Öğretim Programlarında yer alan yeterlikleri
T.C. MİLLÎ EĞİTİM BAKANLIĞI MAKİNE TEKNOLOJİSİ CNC TORNADA PROGRAMLAMA 521MMI121 Ankara 2012 Bu modül, mesleki ve teknik eğitim okul/kurumlarında uygulanan Çerçeve Öğretim Programlarında yer alan yeterlikleri
Swansoft Fanuc OiT Kullanımı
 CNC Torna ve Frezede gerçek simülasyon yapılabilir. 50 den fazla farklı Kontrol Sistemi, 150 nin üzerinde ünite. Alt Programlama ve Delik çevrimleri dahil Manuel programlama Değişken parametrelerle Macro
CNC Torna ve Frezede gerçek simülasyon yapılabilir. 50 den fazla farklı Kontrol Sistemi, 150 nin üzerinde ünite. Alt Programlama ve Delik çevrimleri dahil Manuel programlama Değişken parametrelerle Macro
T.C. MİLLÎ EĞİTİM BAKANLIĞI PLASTİK TEKNOLOJİSİ CAM UYGULAMALARI 1
 T.C. MİLLÎ EĞİTİM BAKANLIĞI PLASTİK TEKNOLOJİSİ CAM UYGULAMALARI 1 Ankara, 2013 Bu modül, mesleki ve teknik eğitim okul/kurumlarında uygulanan Çerçeve Öğretim Programlarında yer alan yeterlikleri kazandırmaya
T.C. MİLLÎ EĞİTİM BAKANLIĞI PLASTİK TEKNOLOJİSİ CAM UYGULAMALARI 1 Ankara, 2013 Bu modül, mesleki ve teknik eğitim okul/kurumlarında uygulanan Çerçeve Öğretim Programlarında yer alan yeterlikleri kazandırmaya
BİLGİSAYAR SAYISAL KONTROLLÜ (CNC) TORNA TEZGÂHI KULLANMA ve PROGRAMLAMA EĞİTİMİ KURS PROGRAMI
 TORNA TEZGÂHI KULLANMA ve PROGRAMLAMA EĞİTİMİ KURS PROGRAMI") BİLGİSAYAR SAYISAL KONTROLLÜ (CNC) TORNA TEZGÂHI KULLANMA ve PROGRAMLAMA EĞİTİMİ KURS PROGRAMI 1. KURUMUN ADI : 2. KURUMUN ADRESİ : 3. KURUCUNUN ADI : 4. PROGRAMIN ADI : Bilgisayar Sayısal Kontrollü (CNC)
BİLGİSAYAR SAYISAL KONTROLLÜ (CNC) TORNA TEZGÂHI KULLANMA ve PROGRAMLAMA EĞİTİMİ KURS PROGRAMI 1. KURUMUN ADI : 2. KURUMUN ADRESİ : 3. KURUCUNUN ADI : 4. PROGRAMIN ADI : Bilgisayar Sayısal Kontrollü (CNC)
CNC torna programlama örnekleri
 CNC torna programlama örnekleri CNC torna örnek programlar İçindekiler: ( Resimlere tıkladığınızda ilgili sayfaya gider ) ÖRNEK 1: Şeklideki parçanın taralı bölgesi 3 eşit pasoda işlenecektir. Buna göre
CNC torna programlama örnekleri CNC torna örnek programlar İçindekiler: ( Resimlere tıkladığınızda ilgili sayfaya gider ) ÖRNEK 1: Şeklideki parçanın taralı bölgesi 3 eşit pasoda işlenecektir. Buna göre
METAL İŞLEME TEKNOLOJİSİ. Doç. Dr. Adnan AKKURT
 METAL İŞLEME TEKNOLOJİSİ Doç. Dr. Adnan AKKURT Takım Tezgahları İnsan gücü ile çalışan ilk tezgahlardan günümüz modern imalat sektörüne kadar geçen süre zarfında takım tezgahları oldukça büyük bir değişim
METAL İŞLEME TEKNOLOJİSİ Doç. Dr. Adnan AKKURT Takım Tezgahları İnsan gücü ile çalışan ilk tezgahlardan günümüz modern imalat sektörüne kadar geçen süre zarfında takım tezgahları oldukça büyük bir değişim
Tornada Punta Deliği açmada izlenecek işlem sırası şu şekildedir
 Tornada Punta Deliği açmada izlenecek işlem sırası şu şekildedir 1- Tornalanacak parça çizilir 2- Translate komutu ile punta deliğine gelecek nokta 0,0,0 koordinatına taşınır 3- Tezgah seçimi yapılır 4-
Tornada Punta Deliği açmada izlenecek işlem sırası şu şekildedir 1- Tornalanacak parça çizilir 2- Translate komutu ile punta deliğine gelecek nokta 0,0,0 koordinatına taşınır 3- Tezgah seçimi yapılır 4-
DÜZCE ÜNİVERSİTESİ CUMAYERİ MESLEK YÜKSEKOKULU MEKATRONİK ÖN LİSANS PROGRAMI 2012-13 Bahar Yarıyılı
 DÜZCE ÜNİVERSİTESİ CUMAYERİ MESLEK YÜKSEKOKULU MEKATRONİK ÖN LİSANS PROGRAMI 2012-13 Bahar Yarıyılı Dersin adı: Bilgisayar Destekli Takım Tezgahları Dersin Kodu: AKTS Kredisi: 4 2. yıl 2. yarıyıl Önlisans
DÜZCE ÜNİVERSİTESİ CUMAYERİ MESLEK YÜKSEKOKULU MEKATRONİK ÖN LİSANS PROGRAMI 2012-13 Bahar Yarıyılı Dersin adı: Bilgisayar Destekli Takım Tezgahları Dersin Kodu: AKTS Kredisi: 4 2. yıl 2. yarıyıl Önlisans
MAK-204. Üretim Yöntemleri-II
 MAK-204 Üretim Yöntemleri-II Tornalama Đşlemleri (6.Hafta) Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt. Bölümü Kesici Takım Geometrisi γ: Talaş açısı: Kesilen talaşın
MAK-204 Üretim Yöntemleri-II Tornalama Đşlemleri (6.Hafta) Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt. Bölümü Kesici Takım Geometrisi γ: Talaş açısı: Kesilen talaşın
Bilgisayar Destekli İmalat
 Bilgisayar Destekli İmalat Bilgisayar Destekli Đmalat (Computer Aided Manufacturing-CAM) CAM, planlama, yönetme ve bir imalat işleminin kontrolünün doğrudan veya dolaylı olarak bilgisayar yardımı ile yapılmasıdır.
Bilgisayar Destekli İmalat Bilgisayar Destekli Đmalat (Computer Aided Manufacturing-CAM) CAM, planlama, yönetme ve bir imalat işleminin kontrolünün doğrudan veya dolaylı olarak bilgisayar yardımı ile yapılmasıdır.
MAK-204. Üretim Yöntemleri. (8.Hafta) Kubilay Aslantaş
 Kubilay Aslantaş") MAK-204 Üretim Yöntemleri Vidalar-Vida Açma Đşlemi (8.Hafta) Kubilay Aslantaş Kullanım yerlerine göre vida Türleri Bağlama vidaları Hareket vidaları Kuvvet ileten vidaları Metrik vidalar Trapez vidalar
MAK-204 Üretim Yöntemleri Vidalar-Vida Açma Đşlemi (8.Hafta) Kubilay Aslantaş Kullanım yerlerine göre vida Türleri Bağlama vidaları Hareket vidaları Kuvvet ileten vidaları Metrik vidalar Trapez vidalar
T.C. MİLLÎ EĞİTİM BAKANLIĞI MAKİNE TEKNOLOJİSİ CNC TORNALAMA ÇEVRİMLERİ
 T.C. MİLLÎ EĞİTİM BAKANLIĞI MAKİNE TEKNOLOJİSİ CNC TORNALAMA ÇEVRİMLERİ Ankara, 2015 Bu modül, mesleki ve teknik eğitim okul / kurumlarında uygulanan Çerçeve Öğretim Programlarında yer alan yeterlikleri
T.C. MİLLÎ EĞİTİM BAKANLIĞI MAKİNE TEKNOLOJİSİ CNC TORNALAMA ÇEVRİMLERİ Ankara, 2015 Bu modül, mesleki ve teknik eğitim okul / kurumlarında uygulanan Çerçeve Öğretim Programlarında yer alan yeterlikleri
T.C. MİLLİ EĞİTİM BAKANLIĞI
 T.C. MİLLİ EĞİTİM BAKANLIĞI MEGEP (MESLEKÎ EĞİTİM VE ÖĞRETİM SİSTEMİNİN GÜÇLENDİRİLMESİ PROJESİ) MAKİNE TEKNOLOJİSİ CNC FREZELEME İŞLEMLERİ 2 ANKARA-2006 Milli Eğitim Bakanlığı tarafından geliştirilen
T.C. MİLLİ EĞİTİM BAKANLIĞI MEGEP (MESLEKÎ EĞİTİM VE ÖĞRETİM SİSTEMİNİN GÜÇLENDİRİLMESİ PROJESİ) MAKİNE TEKNOLOJİSİ CNC FREZELEME İŞLEMLERİ 2 ANKARA-2006 Milli Eğitim Bakanlığı tarafından geliştirilen
BİLGİSAYAR DESTEKLİ MÜHENDİSLİK SEMİNERİMİZE HOŞGELDİNİZ!!! HAZIRLAYAN: H.NAZIM EKİCİ
 BİLGİSAYAR DESTEKLİ MÜHENDİSLİK SEMİNERİMİZE HOŞGELDİNİZ!!! HAZIRLAYAN: H.NAZIM EKİCİ 1. BÖLÜM CAD-COMPUTER AIDED DESIGN NE TASARLIYORUZ? - KATI MODELLER (SOLIDS) - -SACLAR(SHEET METAL) - -YÜZEYLER (SURFACES)
BİLGİSAYAR DESTEKLİ MÜHENDİSLİK SEMİNERİMİZE HOŞGELDİNİZ!!! HAZIRLAYAN: H.NAZIM EKİCİ 1. BÖLÜM CAD-COMPUTER AIDED DESIGN NE TASARLIYORUZ? - KATI MODELLER (SOLIDS) - -SACLAR(SHEET METAL) - -YÜZEYLER (SURFACES)
MASA ÜSTÜ 3 EKSEN CNC DÜZ DİŞLİ AÇMA TEZGAHI TASARIMI ve PROTOTİP İMALATI
 MASA ÜSTÜ 3 EKSEN CNC DÜZ DİŞLİ AÇMA TEZGAHI TASARIMI ve PROTOTİP İMALATI Salih DAĞLI Önder GÜNGÖR Prof. Dr. Kerim ÇETİNKAYA Karabük Üniversitesi Tasarım ve Konstrüksiyon Öğretmenliği ÖZET Bu çalışmada
MASA ÜSTÜ 3 EKSEN CNC DÜZ DİŞLİ AÇMA TEZGAHI TASARIMI ve PROTOTİP İMALATI Salih DAĞLI Önder GÜNGÖR Prof. Dr. Kerim ÇETİNKAYA Karabük Üniversitesi Tasarım ve Konstrüksiyon Öğretmenliği ÖZET Bu çalışmada
MAK-204. Üretim Yöntemleri
 MAK-204 Üretim Yöntemleri Torna Tezgahı ve Tornalama Đşlemleri (10.Hafta) Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt. Bölümü Klasik torna tezgahının temel elemanları
MAK-204 Üretim Yöntemleri Torna Tezgahı ve Tornalama Đşlemleri (10.Hafta) Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt. Bölümü Klasik torna tezgahının temel elemanları
TALAŞLI İMALAT SAKARYA ÜNİVERSİTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ KALIPÇILIK TEKNİĞİ DERS NOTU. Doç.Dr. Akın Oğuz KAPTI. Talaşlı İmalat Yöntemleri
 TALAŞLI İMALAT MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ KALIPÇILIK TEKNİĞİ DERS NOTU Doç.Dr. Akın Oğuz KAPTI Talaşlı İmalat Yöntemleri 2 Talaşlı İmalat; iş parçası üzerinden, sertliği daha yüksek bir kesici takım yardımıyla,
TALAŞLI İMALAT MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ KALIPÇILIK TEKNİĞİ DERS NOTU Doç.Dr. Akın Oğuz KAPTI Talaşlı İmalat Yöntemleri 2 Talaşlı İmalat; iş parçası üzerinden, sertliği daha yüksek bir kesici takım yardımıyla,
CNC TORNA UYGULAMASI DENEY FÖYÜ
 T.C. BĠLECĠK ġeyh EDEBALĠ ÜNĠVERSĠTESĠ MÜHENDĠSLĠK FAKÜLTESĠ MAKĠNE VE ĠMALAT MÜHENDĠSLĠĞĠ BÖLÜMÜ MIM331 MÜHENDĠSLĠKTE DENEYSEL METODLAR DERSĠ CNC TORNA UYGULAMASI DENEY FÖYÜ ÖĞRETĠM ÜYESĠ YRD.DOÇ.DR.BĠROL
T.C. BĠLECĠK ġeyh EDEBALĠ ÜNĠVERSĠTESĠ MÜHENDĠSLĠK FAKÜLTESĠ MAKĠNE VE ĠMALAT MÜHENDĠSLĠĞĠ BÖLÜMÜ MIM331 MÜHENDĠSLĠKTE DENEYSEL METODLAR DERSĠ CNC TORNA UYGULAMASI DENEY FÖYÜ ÖĞRETĠM ÜYESĠ YRD.DOÇ.DR.BĠROL
TORNACILIK. Ali Kaya GÜR Fırat Ün.Teknik Eğitim Fak.MetalFırat Ün.Teknik Eğitim Fak.Metal Eğ.Böl. ELAZIĞ
 TORNACILIK Ali Kaya GÜR Fırat Ün.Teknik Eğitim Fak.MetalFırat Ün.Teknik Eğitim Fak.Metal Eğ.Böl. ELAZIĞ TORNANIN TANIMI VE ENDÜSTRİDEKİ ÖNEMİ Bir eksen etrafında dönen iş parçalarını, kesici bir kalemle
TORNACILIK Ali Kaya GÜR Fırat Ün.Teknik Eğitim Fak.MetalFırat Ün.Teknik Eğitim Fak.Metal Eğ.Böl. ELAZIĞ TORNANIN TANIMI VE ENDÜSTRİDEKİ ÖNEMİ Bir eksen etrafında dönen iş parçalarını, kesici bir kalemle
DİŞLER; Diş Profili, çalışma sırasında iki çark arasındaki oranı sabit tutacak şekilde biçimlendirilir. Dişli profillerinde en çok kullanılan ve bu
 KAVRAMLAR Dişli Çarklar, eksenleri birbirine yakın veya birbirini kesen miller arasında hareket ve güç ileten makine elemanlarıdır. Çevrelerine diş açılmış iki dişli çark bir dişli çiftini oluştururlar
KAVRAMLAR Dişli Çarklar, eksenleri birbirine yakın veya birbirini kesen miller arasında hareket ve güç ileten makine elemanlarıdır. Çevrelerine diş açılmış iki dişli çark bir dişli çiftini oluştururlar
BOZOK ÜNİVERSİTESİ TEKNİK BİLİMLER MESLEK YÜKSEKOKULU
 BOZOK ÜNİVERSİTESİ TEKNİK BİLİMLER MESLEK YÜKSEKOKULU CNC TEKNOLOJİSİ TEZGAH KULLANIMI - 1 - - 2 - - 3 - - 4 - - 5 - - 6 - - 7 - - 8 - - 9 - Örnek blok yazılımı - 10 - KOORDİNAT SİSTEMLERİ Mutlak (ABSOLUTE)
BOZOK ÜNİVERSİTESİ TEKNİK BİLİMLER MESLEK YÜKSEKOKULU CNC TEKNOLOJİSİ TEZGAH KULLANIMI - 1 - - 2 - - 3 - - 4 - - 5 - - 6 - - 7 - - 8 - - 9 - Örnek blok yazılımı - 10 - KOORDİNAT SİSTEMLERİ Mutlak (ABSOLUTE)
T.C. MİLLİ EĞİTİM BAKANLIĞI
 T.C. MİLLİ EĞİTİM BAKANLIĞI MEGEP (MESLEKÎ EĞİTİM VE ÖĞRETİM SİSTEMİNİN GÜÇLENDİRİLMESİ PROJESİ) MAKİNE TEKNOLOJİSİ CNC TORNALAMA ÇEVRİMLERİ ANKARA-2006 Milli Eğitim Bakanlığı tarafından geliştirilen modüller;
T.C. MİLLİ EĞİTİM BAKANLIĞI MEGEP (MESLEKÎ EĞİTİM VE ÖĞRETİM SİSTEMİNİN GÜÇLENDİRİLMESİ PROJESİ) MAKİNE TEKNOLOJİSİ CNC TORNALAMA ÇEVRİMLERİ ANKARA-2006 Milli Eğitim Bakanlığı tarafından geliştirilen modüller;
MAK-204. Üretim Yöntemleri
 MAK-204 Üretim Yöntemleri Taşlama ve Taşlama Tezgahı (12.Hafta) Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt. Bölümü Taşlama Đşleminin Tanımı: Belirli bir formda imal
MAK-204 Üretim Yöntemleri Taşlama ve Taşlama Tezgahı (12.Hafta) Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt. Bölümü Taşlama Đşleminin Tanımı: Belirli bir formda imal
Mak-204. Üretim Yöntemleri II. Delme Delme Đşlemi Delme Tezgahları Đleri Delik Delme Teknikleri
 Mak-204 Üretim Yöntemleri II Delme Delme Đşlemi Delme Tezgahları Đleri Delik Delme Teknikleri Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt. Bölümü Üretim Yöntemleri 1
Mak-204 Üretim Yöntemleri II Delme Delme Đşlemi Delme Tezgahları Đleri Delik Delme Teknikleri Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt. Bölümü Üretim Yöntemleri 1
Swansoft Fanuc OiM Kullanımı
 SWANSOFT Sol ve üst taraftaki araç çubukları aktif değildir. Acil stop butonuna basıldığında aktif olur. Görünüm çek menüsünden tezgaha bakış yönü değiştirilebilir. Göster menüsü, tezgahta görünmesi istenilen
SWANSOFT Sol ve üst taraftaki araç çubukları aktif değildir. Acil stop butonuna basıldığında aktif olur. Görünüm çek menüsünden tezgaha bakış yönü değiştirilebilir. Göster menüsü, tezgahta görünmesi istenilen
DÜZCE ÜNİVERSİTESİ CUMAYERİ MESLEK YÜKSEKOKULU ÖN-LİSANS PROGRAMI 2012-13 Bahar Yarıyılı
 DÜZCE ÜNİVERSİTESİ CUMAYERİ MESLEK YÜKSEKOKULU ÖN-LİSANS PROGRAMI 2012-13 Bahar Yarıyılı Dersin adı: CNC TORNA TEKNOLOJİSİ Dersin Kodu: MAK2123 AKTS Kredisi: 4 1. yıl 2. yarıyıl Önlisans Mesleki 4 s/hafta
DÜZCE ÜNİVERSİTESİ CUMAYERİ MESLEK YÜKSEKOKULU ÖN-LİSANS PROGRAMI 2012-13 Bahar Yarıyılı Dersin adı: CNC TORNA TEKNOLOJİSİ Dersin Kodu: MAK2123 AKTS Kredisi: 4 1. yıl 2. yarıyıl Önlisans Mesleki 4 s/hafta
CNC Tezgahlarda İmalat Teknolojileri
 CNC Tezgahlarda İmalat Teknolojileri Bölüm 1: Dikey İşleme Merkezleri ve CNC programlama *Hikmet Nazım Ekici Doksanlı yıllardan günümüze kadar olan dönemde ülkemizde imalat otomasyonu konusunda önemli
CNC Tezgahlarda İmalat Teknolojileri Bölüm 1: Dikey İşleme Merkezleri ve CNC programlama *Hikmet Nazım Ekici Doksanlı yıllardan günümüze kadar olan dönemde ülkemizde imalat otomasyonu konusunda önemli
FREZE TEZGÂHINDA BÖLME İŞLEMLERİ
 Üniversal Bölme Aygıtları(Divizörler) Freze tezgâhında her çeşit bölme işlemleri, divizör yardımıyla yapılabilir. Divizör ile, silindirik parçalar üzerine değişik sayılarda bölme yapma, konik parçalara
Üniversal Bölme Aygıtları(Divizörler) Freze tezgâhında her çeşit bölme işlemleri, divizör yardımıyla yapılabilir. Divizör ile, silindirik parçalar üzerine değişik sayılarda bölme yapma, konik parçalara
CNC EĞİTİMİ DERS NOTLARI
 1 CNC EĞİTİMİ DERS NOTLARI 1. GİRİŞ 1.1. CNC nedir? CNC (Computer Numerical Control) Bilgisayar Yardımı İle Sayısal Kontrol anlamındaki kelimelerinin baş harflerinden oluşan bir ifadedir. Bir CNC tezgah
1 CNC EĞİTİMİ DERS NOTLARI 1. GİRİŞ 1.1. CNC nedir? CNC (Computer Numerical Control) Bilgisayar Yardımı İle Sayısal Kontrol anlamındaki kelimelerinin baş harflerinden oluşan bir ifadedir. Bir CNC tezgah
Mak-204. Üretim Yöntemleri. Delme ve Raybalama. Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt.
 Mak-204 Üretim Yöntemleri Delme ve Raybalama Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt. Bölümü Üretim Yöntemleri 1 Delme ve Raybalama Delik delme işlemi talaşlı imalat
Mak-204 Üretim Yöntemleri Delme ve Raybalama Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt. Bölümü Üretim Yöntemleri 1 Delme ve Raybalama Delik delme işlemi talaşlı imalat
CATIA ASSEMBLY DESIGN ÇALIŞMA NOTLARI
 CATIA ASSEMBLY DESIGN ÇALIŞMA NOTLARI Assembly Design çalışma sayfasına girmek için öncelikle START MECHANICAL DESING ASSEMBLY DESİGN tıklanarak Assembly Design çalışma sayfasına gelinir.(şekil 1) Şekil
CATIA ASSEMBLY DESIGN ÇALIŞMA NOTLARI Assembly Design çalışma sayfasına girmek için öncelikle START MECHANICAL DESING ASSEMBLY DESİGN tıklanarak Assembly Design çalışma sayfasına gelinir.(şekil 1) Şekil
ÖĞRENME FAALİYETİ-1 ÖĞRENME FAALİYETİ-1 1. FREZEDE DELİK DELME VE BÜYÜTME
 ÖĞRENME FAALİYETİ-1 ÖĞRENME FAALİYETİ-1 AMAÇ Frezede delik delme ve delik büyütme işlemlerini yapabileceksiniz. ARAŞTIRMA Freze tezgâhlarının olduğu işletmeleri ziyaret ederek delik delinmiş parçalardan
ÖĞRENME FAALİYETİ-1 ÖĞRENME FAALİYETİ-1 AMAÇ Frezede delik delme ve delik büyütme işlemlerini yapabileceksiniz. ARAŞTIRMA Freze tezgâhlarının olduğu işletmeleri ziyaret ederek delik delinmiş parçalardan
MAKİNE MÜHENDİSLİĞİNE GİRİŞ Ders 8
 İmalat Yöntemleri MAKİNE MÜHENDİSLİĞİNE GİRİŞ Ders 8 Doç. Dr. Yüksel HACIOĞLU Talaşsız İmalat Talaşlı İmalat Fiziksel-Kimyasal Hammaddeye talaş kaldırmadan bir şekil verilir Döküm Dövme Presleme Haddeleme
İmalat Yöntemleri MAKİNE MÜHENDİSLİĞİNE GİRİŞ Ders 8 Doç. Dr. Yüksel HACIOĞLU Talaşsız İmalat Talaşlı İmalat Fiziksel-Kimyasal Hammaddeye talaş kaldırmadan bir şekil verilir Döküm Dövme Presleme Haddeleme
ZİNCİR DİŞLİ ÇARKLAR. Öğr. Gör. Korcan FIRAT CBÜ Akhisar MYO
 ZİNCİR DİŞLİ ÇARKLAR Öğr. Gör. Korcan FIRAT CBÜ Akhisar MYO ZİNCİR DİŞLİ ÇARK NEDİR? Tanımı: Güç ve hareket iletecek millerin merkez uzaklığının fazla olduğu durumlarda, aradaki bağlantıyı dişli çarklarla
ZİNCİR DİŞLİ ÇARKLAR Öğr. Gör. Korcan FIRAT CBÜ Akhisar MYO ZİNCİR DİŞLİ ÇARK NEDİR? Tanımı: Güç ve hareket iletecek millerin merkez uzaklığının fazla olduğu durumlarda, aradaki bağlantıyı dişli çarklarla
Havalı Matkaplar, Kılavuz Çekmeler, Hava Motorları KILAVUZ
 2016 Havalı Matkaplar, Kılavuz Çekmeler, Hava Motorları 1. Çalışma Prensibi Matkaplar, kılavuz çekmeler ve paletli tip hava motorları aynı çalışma prensibine sahiptir. Rotorlu (vane) motor ve dişli kutusu
2016 Havalı Matkaplar, Kılavuz Çekmeler, Hava Motorları 1. Çalışma Prensibi Matkaplar, kılavuz çekmeler ve paletli tip hava motorları aynı çalışma prensibine sahiptir. Rotorlu (vane) motor ve dişli kutusu
MEKANİZMA TEKNİĞİ (3. Hafta)
") MEKANİZMALARIN KİNEMATİK ANALİZİ Temel Kavramlar MEKANİZMA TEKNİĞİ (3. Hafta) Bir mekanizmanın Kinematik Analizinden bahsettiğimizde, onun üzerindeki tüm uzuvların yada istenilen herhangi bir noktanın
MEKANİZMALARIN KİNEMATİK ANALİZİ Temel Kavramlar MEKANİZMA TEKNİĞİ (3. Hafta) Bir mekanizmanın Kinematik Analizinden bahsettiğimizde, onun üzerindeki tüm uzuvların yada istenilen herhangi bir noktanın
CNC FREZE BAHAR DÖNEMİ DERS NOTLARI
 CNC FREZE BAHAR DÖNEMİ DERS NOTLARI Frezeleme; mevcut olan en esnek işleme yöntemidir ve neredeyse her şekli işleyebilir. Bu esnekliğin dezavantajı, optimize etmeyi daha zor hale getirecek şekilde uygulama
CNC FREZE BAHAR DÖNEMİ DERS NOTLARI Frezeleme; mevcut olan en esnek işleme yöntemidir ve neredeyse her şekli işleyebilir. Bu esnekliğin dezavantajı, optimize etmeyi daha zor hale getirecek şekilde uygulama
TASARI GEOMETRİ SINAV SORULARI
 TASARI GEOMETRİ SINAV SORULARI 1. Alın iz düşümüne parelel veya çakışık olan doğrular profilde hangi ı verir? 9. Doğrunun düzlemi deldiği noktayı düzlem geçirme metodu ile bulunuz. A) Profil ve alınla
TASARI GEOMETRİ SINAV SORULARI 1. Alın iz düşümüne parelel veya çakışık olan doğrular profilde hangi ı verir? 9. Doğrunun düzlemi deldiği noktayı düzlem geçirme metodu ile bulunuz. A) Profil ve alınla
Parmak Freze çakıları
 Parmak Freze çakıları Parmak freze çakısı nedir? Parmak freze, Makine parçaları imalatında, kalıpçılıkta önemli bir yere sahip olan frezeleme işleminde kullanılan, helezonik kesici kenarlara sahip kesici
Parmak Freze çakıları Parmak freze çakısı nedir? Parmak freze, Makine parçaları imalatında, kalıpçılıkta önemli bir yere sahip olan frezeleme işleminde kullanılan, helezonik kesici kenarlara sahip kesici
YCM Tezgahları Endüstri 4.0 a %100 Uyumludur!!!
 YCM Tezgahları Endüstri 4.0 a %100 Uyumludur!!! Nesnelerin İnterneti Makinaların İnterneti Servis Güvencesi ile P. 1 of 30 NMV Serisi YCM NMV 76A YCM NMV 106A P. 2 of 30 Makine Özellikleri NMV76A NMV106A
YCM Tezgahları Endüstri 4.0 a %100 Uyumludur!!! Nesnelerin İnterneti Makinaların İnterneti Servis Güvencesi ile P. 1 of 30 NMV Serisi YCM NMV 76A YCM NMV 106A P. 2 of 30 Makine Özellikleri NMV76A NMV106A
FANUC CNC PROGRAMLAMA
 1 2 3 FANUC CNC PROGRAMLAMA Fanuc programlama sistemi, CNC tezgâhlarında yaygın olarak kullanılmaktadır. Programlamada ISO kodları (M ve G kodları) kullanılmaktadır. Her kesici hareketi için bir G kodu
1 2 3 FANUC CNC PROGRAMLAMA Fanuc programlama sistemi, CNC tezgâhlarında yaygın olarak kullanılmaktadır. Programlamada ISO kodları (M ve G kodları) kullanılmaktadır. Her kesici hareketi için bir G kodu
MC-QUAD PROGRAMLAMA EL KİTABI
 17 KASIM 2009 ORMAN MAKİNE YAYINLARI MC-QUAD PROGRAMLAMA EL KİTABI MURAT ORMAN 1 KIZAKLAR YANDA GÖSTERİLDİĞİ GİBİ ADLANDIRILIR VE YÖNLENDİRİLİRLER. BÖLÜM-1 = GENEL KAVRAMLAR KIZAKLARIN YÖNÜ VE İŞARETİ
17 KASIM 2009 ORMAN MAKİNE YAYINLARI MC-QUAD PROGRAMLAMA EL KİTABI MURAT ORMAN 1 KIZAKLAR YANDA GÖSTERİLDİĞİ GİBİ ADLANDIRILIR VE YÖNLENDİRİLİRLER. BÖLÜM-1 = GENEL KAVRAMLAR KIZAKLARIN YÖNÜ VE İŞARETİ
DİŞLİ ÇARK: Hareket ve güç iletiminde kullanılan, üzerinde eşit aralıklı ve özel profilli girinti ve çıkıntıları bulunan silindirik veya konik
 DİŞLİ ÇARKLAR 1 DİŞLİ ÇARK: Hareket ve güç iletiminde kullanılan, üzerinde eşit aralıklı ve özel profilli girinti ve çıkıntıları bulunan silindirik veya konik yüzeyli makina elemanı. 2 Hareket Aktarma
DİŞLİ ÇARKLAR 1 DİŞLİ ÇARK: Hareket ve güç iletiminde kullanılan, üzerinde eşit aralıklı ve özel profilli girinti ve çıkıntıları bulunan silindirik veya konik yüzeyli makina elemanı. 2 Hareket Aktarma
T.C. MİLLÎ EĞİTİM BAKANLIĞI MAKİNE TEKNOLOJİSİ CNC FREZE ALT PROGRAM OLUŞTURMA VE AKTARMA
 T.C. MİLLÎ EĞİTİM BAKANLIĞI MAKİNE TEKNOLOJİSİ CNC FREZE ALT PROGRAM OLUŞTURMA VE AKTARMA Ankara, 2013 Bu modül, mesleki ve teknik eğitim okul/kurumlarında uygulanan Çerçeve Öğretim Programlarında yer
T.C. MİLLÎ EĞİTİM BAKANLIĞI MAKİNE TEKNOLOJİSİ CNC FREZE ALT PROGRAM OLUŞTURMA VE AKTARMA Ankara, 2013 Bu modül, mesleki ve teknik eğitim okul/kurumlarında uygulanan Çerçeve Öğretim Programlarında yer
ME220T Tasarım ve İmalat TALAŞLI İMALAT YÖNTEMLERİ VE TEZGAHLARI. 15. Talaşlı İmalat Yöntemleri. Talaş Kaldırma
 TALAŞLI İMALAT YÖNTEMLERİ VE TEZGAHLARI Groover, Fundamentals of Modern Manufacturing, Bölüm 22 ME220T Tasarım ve İmalat 15. Talaşlı İmalat Yöntemleri Mehmet DEMİRKOL 1. Tornalama ve ilgili işlemler 2.
TALAŞLI İMALAT YÖNTEMLERİ VE TEZGAHLARI Groover, Fundamentals of Modern Manufacturing, Bölüm 22 ME220T Tasarım ve İmalat 15. Talaşlı İmalat Yöntemleri Mehmet DEMİRKOL 1. Tornalama ve ilgili işlemler 2.
Chapter 24: Frezeleme. DeGarmo s Materials and Processes in Manufacturing
 Chapter 24: Frezeleme DeGarmo s Materials and Processes in Manufacturing 24.1 Giriş Frezeleme, düz bir yüzey elde etmek için yapılan temel bir talaş kaldırma işlemidir Freze bıçakları bir veya birden fazla
Chapter 24: Frezeleme DeGarmo s Materials and Processes in Manufacturing 24.1 Giriş Frezeleme, düz bir yüzey elde etmek için yapılan temel bir talaş kaldırma işlemidir Freze bıçakları bir veya birden fazla
Teknosem ANASAYFA. Program komut butonları ve program zaman parametrelerinin bulunduğu sayfadır.
 ANASAYFA 1 2 3 4 5 6 7 Sayfa Geçiş Tuşları Program komut butonları ve program zaman parametrelerinin bulunduğu sayfadır. Teknosem 1 Eksenleri Sıfırla Butonu: Sistemin ilk açılışında eksenleri sıfırla (homing)
ANASAYFA 1 2 3 4 5 6 7 Sayfa Geçiş Tuşları Program komut butonları ve program zaman parametrelerinin bulunduğu sayfadır. Teknosem 1 Eksenleri Sıfırla Butonu: Sistemin ilk açılışında eksenleri sıfırla (homing)
TALAŞLI İMALAT. Koşul, takım ile iş şekillendirilmek istenen parça arasında belirgin bir sertlik farkının olmasıdır.
 TALAŞLI İMALAT Şekillendirilecek parça üzerinden sert takımlar yardımıyla küçük parçacıklar halinde malzeme koparılarak yapılan malzeme üretimi talaşlı imalat olarak adlandırılır. Koşul, takım ile iş şekillendirilmek
TALAŞLI İMALAT Şekillendirilecek parça üzerinden sert takımlar yardımıyla küçük parçacıklar halinde malzeme koparılarak yapılan malzeme üretimi talaşlı imalat olarak adlandırılır. Koşul, takım ile iş şekillendirilmek
 TİMAK-Tasarım İmalat Analiz Kongresi 26-28 Nisan 2006 - BALIKESİR FREZELEME İŞLEMLERİNDE CNC PARÇA PROGRAMININ TÜRETİLMESİ Yılmaz KÜÇÜK 1, İhsan KORKUT 2, Ulvi ŞEKER 3 1 Gazi Üniversitesi, Fen Bilimleri
TİMAK-Tasarım İmalat Analiz Kongresi 26-28 Nisan 2006 - BALIKESİR FREZELEME İŞLEMLERİNDE CNC PARÇA PROGRAMININ TÜRETİLMESİ Yılmaz KÜÇÜK 1, İhsan KORKUT 2, Ulvi ŞEKER 3 1 Gazi Üniversitesi, Fen Bilimleri
02.01.2012. Kullanım yerlerine göre vida Türleri. Vida Türleri. III. Hafta Đmal Usulleri. Vidalar ve Genel özellikleri Kılavuz çekmek Pafta çekmek
 III. Hafta Öğr.Grv. Kubilay ASLANTAŞ Vidalar ve Genel özellikleri Kılavuz çekmek Pafta çekmek Page 1-1 Page 1-2 Vida Türleri Kullanım yerlerine göre vida Türleri Bağlama vidaları Hareket vidaları Kuvvet
III. Hafta Öğr.Grv. Kubilay ASLANTAŞ Vidalar ve Genel özellikleri Kılavuz çekmek Pafta çekmek Page 1-1 Page 1-2 Vida Türleri Kullanım yerlerine göre vida Türleri Bağlama vidaları Hareket vidaları Kuvvet
S100T TORNA PROGRAMLAMA EL KİTABI
 17 MAYIS 2010 ORMAN MAKİNE YAYINLARI 5 AĞUSTOS 2010 S100T TORNA PROGRAMLAMA EL KİTABI MURAT ORMAN 1 KIZAKLAR YANDA GÖSTERİLDİĞİ GİBİ ADLANDIRILIR VE YÖNLENDİRİLİRLER. BÖLÜM-1 = GENEL KAVRAMLAR KIZAKLARIN
17 MAYIS 2010 ORMAN MAKİNE YAYINLARI 5 AĞUSTOS 2010 S100T TORNA PROGRAMLAMA EL KİTABI MURAT ORMAN 1 KIZAKLAR YANDA GÖSTERİLDİĞİ GİBİ ADLANDIRILIR VE YÖNLENDİRİLİRLER. BÖLÜM-1 = GENEL KAVRAMLAR KIZAKLARIN
6 EKİM 2017 ORMAN MAKİNE YAYINLARI FREZE CNC PROGRAMLAMA VE OPERATÖR EL KİTABI MURAT ORMAN
 6 EKİM 2017 ORMAN MAKİNE YAYINLARI FREZE CNC PROGRAMLAMA VE OPERATÖR EL KİTABI MURAT ORMAN 1 KIZAKLAR YANDA GÖSTERİLDİĞİ GİBİ ADLANDIRILIR VE YÖNLENDİRİLİRLER. BÖLÜM-1 = GENEL KAVRAMLAR KIZAKLARIN YÖNÜ
6 EKİM 2017 ORMAN MAKİNE YAYINLARI FREZE CNC PROGRAMLAMA VE OPERATÖR EL KİTABI MURAT ORMAN 1 KIZAKLAR YANDA GÖSTERİLDİĞİ GİBİ ADLANDIRILIR VE YÖNLENDİRİLİRLER. BÖLÜM-1 = GENEL KAVRAMLAR KIZAKLARIN YÖNÜ
MCV-640 Dikey İşlem CNC. Hazırlayan: Arş.Gör. Kazım ZENGİN
 MCV-640 Dikey İşlem CNC Hazırlayan: Arş.Gör. Kazım ZENGİN CNC TEKNİK ÖZELLİKLER CNC STANDART DONANIMLARI Kumanda Paneli Kumanda Paneli Mode Seçimleri: AUTO/Manuel Otomatik Modlar: EDİT : Hafızadaki bir
MCV-640 Dikey İşlem CNC Hazırlayan: Arş.Gör. Kazım ZENGİN CNC TEKNİK ÖZELLİKLER CNC STANDART DONANIMLARI Kumanda Paneli Kumanda Paneli Mode Seçimleri: AUTO/Manuel Otomatik Modlar: EDİT : Hafızadaki bir