ELEKTRO EROZYON (EDM) (ELECTRICAL DISHARGE MACHINE)
|
|
|
- Duygu Akın
- 8 yıl önce
- İzleme sayısı:
Transkript
1 ELEKTRO EROZYON (EDM) (ELECTRICAL DISHARGE MACHINE) Doç.Dr. Ahmet DEMİRER SAÜ. TeknolojiFakültesi ELEKTRO EROZYON (EDM) 1943 yılında Rus araştırmacılar hangi sertlikte olursa olsun, kıvılcım atlaması ile metallerin birbirlerini aşındırabildiklerini tespit ettiler. İş parçasının yüzeyine uygulanan kıvılcım, noktasal olarak erime ve buharlaşmaya neden olur ve bir miktar talaş kopartır. Bu esnada iş parçasına herhangi bir mekanik kesme kuvveti uygulanmaz. Bu şekilde elektriksel boşalma (Kıvılcım Atlaması) ile elektrotermal talaş kaldırma işlemine Elektro erozyon İşlemi denir. Elektrik iletebilen bütün metaller bu işleme tabi tutulabilir. Elektro erozyon işlemin keşfedilmesi bu işlemin sanayide kullanılır hale gelmesine yetmedi. 1960' ların sonunda elektronik kontrol sistemlerinin gelişmesi ile bu işlem güvenilir ve hassas bir talaş kaldırma metodu olarak kabul edildi ve elektro erozyon tezgahları üretilmeye başlandı. 1980'li yılların başında yerli firmalar bu tezgahı üreterek iç piyasanın ihtiyacını karşılamaya başladılar. Böylece gün geçtikçe imalat sanayinde daha çok kullanılır bir tezgah haline geldi. 1
 ile elektrotermal talaş kaldırma işlemine Elektro erozyon İşlemi denir. Elektrik iletebilen bütün metaller bu işleme tabi tutulabilir.")
2 ELEKTRO EROZYON TEKNOLOJİSİ Elektro erozyon tezgahları artık dünyada klasik takım tezgahları arasında yer almaktadır. Özellikle kalıp imalatçılarının vazgeçilmez bir tezgahı durumundadır. Elektrik ileten her malzeme elektro erozyon tezgahı ile işlenebilir. İşleme için bir şablona ihtiyaç vardır. Tezgah bu şablonun negatifini iş parçasına işler. Elektroerozyon tezgahında, kontrollü elektrik arklarıyla talaş kaldırılır. Her bir ark iş parçası üzerinde küçük bir krater meydana getirir. ELEKTRO EROZYON TEKNOLOJİSİ Arkın sürekli dolaşmasıyla şablonun şekli karşı tarafa geçirilir. Klasik tezgahların aksine bu teknikle sertleştirilmiş parçalar ve sert maden uçlar kolaylıkla işlenebilir. Bu özellik, tezgaha çok önemli bir uygulama sahası açmaktadır. Elektro erozyon tezgahının önemli bir avantajı da kesme kuvvetinin olmamasıdır. Elektro erozyon tezgahının en önemli dezavantajı; diğer tezgahlara göre çok yavaş talaş kaldırmasıdır.bu dezavantaj tezgah otomatik çalışılabilir hale getirilerek (bu sayede operatörün başında beklemesi gerekmez) giderilmeye çalışılmıştır. İlk ayarlama yapıldıktan sonra operatör başka tezgahlarla çalışabilir. İş bittiğinde veya anormal bir durum olduğunda, tezgah operatöre ikaz vererek kendini kapatır. Tezgahın ikinci bir sınırlaması da elektrot (şablon) hazırlaması ve tüketimidir. Elektro erozyon tezgahı elektrot hazırlanması için diğer tezgahlara muhtaçtır. Fakat onların yardımıyla onların çok zor yapabildiği veya yapamadığı bir çok işi kolaylıkla yapabilir. 2


3 ELEKTRO EROZYON TEKNOLOJİSİ Bir örnek olarak, keskin köşeli bir dörtgen çukuru freze ile yekpare işlemek mümkün değildir. Erkek bir dörtgen ise kolaydır. İşlenen bu erkek dörtgen elektrot kullanılarak elektro erozyon tezgahında keskin köşeli bir dörtgen çukur kolaylıkla işlenir.dolayısıyla elektro erozyon tezgahları, diğer tezgahlarla birbirlerini tamamlayarak kompleks formları işlemede ve maliyeti düşürmede yarar sağlar. ELEKTRO EROZYON ÇALIŞMA PRENSİBİ 3

4 ELEKTRO EROZYON ÇALIŞMA PRENSİBİ ELEKTRO EROZYON TEKNOLOJİSİ Elektrodun hazırlanması (İşlenmesi):Bakır yada grafit malzemeler talaşlı üretim yön. ile genelde CNC de hazırlanır Bakır elektrot Grafit elektrot 4

 havada (dielektrik ortamda) oluşan bir yol ile yeryüzüne (iş parçasına) boşalır.")
5 ELEKTRO EROZYON TEKNOLOJİSİ Elektrot malzemeleri şu belirtilen özellikleri taşımalıdır: Bakır elektrot Grafit elektrot ELEKTRO EROZYON İŞLEMİ Elektro erozyon işlemine en basit örnek, her zaman herkesin karşılaşabileceği Yıldırım olayıdır. Yıldırım oluşumunda enerji, bulutlardan (elektrot) havada (dielektrik ortamda) oluşan bir yol ile yeryüzüne (iş parçasına) boşalır. Yıldırımın şiddetine bağlı olarak yeryüzünde, tahribat (aşınma) meydana gelir. Elektro erozyon tezgahlarında ise enerji boşalması, elektronik kontrollü arklarla sağlanır ve mikrosaniyeler düzeyinde gerçekleşir. Ayrıca ark sonucu oluşan tahribat kontrol edilebilir. 5
 meydana gelir.")

 başlar. Dielektrik basıncı arkı dar bir alana hapseder.")
6 ELEKTRO EROZYON İŞLEMİ Elektrik ileten metallere gerilim uygulandığında elektrot ismini alırlar. Elektro-erozyon işleminde iki elektrot kullanılır. Biri alet (Tool), diğeri iş parçasıdır. Bu iki elektrot arası dielektrik sıvısı ile doludur. Dielektrik sıvısı elektrik iletmeyen bir sıvıdır. ELEKTRO EROZYON İŞLEMİ Elektroerozyon tezgahında elektrot ile iş parçası arasına bir voltaj (Gap voltajı) tatbik edilir ve elektrot, iş parçasına özel bir servo mekanizma tarafından yaklaştırılır. Elektrot ile iş parçası arasında en yakın olan noktada dielektrik kırılır ve iyonlaşır. Buradan akım geçişi (ark-enerji boşalması) başlar. Dielektrik basıncı arkı dar bir alana hapseder. Noktasal olarak yüksek bir akım geçişi (1-5 milyon Amper/cm²) ve iyon bombardımanı ile iş parçası ve elektrod üzerinde yüksek miktarda sıcaklık oluşur. Bu sıcaklık bir kısım metalin buharlaşmasına, bir kısmının erimesine sebep olur. Elektronik anahtarlama ile akım kesilerek ark söndürülür. İyonlaşmış bölgeye hücum eden dielektrik sıvının, erimiş metale temasıyla metalin bir kısmı tanecikler halinde koparak dielektrik sıvının içinde yüzmeye başlar. Böylece bir miktar talaş kaldırılmış ve en yakın iki nokta uzaklaşmış olur. Akımın verilip kesilmesiyle sürekli bir ark dizisi oluşturularak her defasında farklı bir nokta kopartılır ve şablonun şekli karşıya geçirilir. 6
 başlar. Dielektrik basıncı arkı dar bir alana hapseder.")
7 ELEKTRO EROZYON İŞLEMİ Bir süre sonra, mesafenin uzaklaşması yüzünden ark atlayamaz olur. Bu durumda özel servo mekanizması elektrotu iş parçasına yaklaştırır, istenen derinliğe kadar daldırır istenirse geri çeker. Dielektrik sıvı arkın oluşması ve dar alana hapsedilmesi için gerekli ortamı oluşturduğu gibi, koparılan taneciklerin ortamdan uzaklaştırılması ve açığa çıkan yüksek ısının azaltılmasını sağlar. Elektrotlara gerilim uygulandığı ve birbirlerine yaklaştırıldığında belirli bir mesafede kıvılcım atlaması olur. Eğer elektrotlar birbirlerine değerse kısa devre olur ve erozyon işlemi gerçekleşmez. Bir erozyon işlemi, aşağıdaki 9 aşamada adım adım gösterilebilir. Ayrıca Şekilde voltaj ve akım değerleri de şekillerde grafik olarak görülebilir. ELEKTRO EROZYON İŞLEMİ - Elektrot iş parçasına yaklaştırılır. - Elektrot ile iş parçası arası dielektrik sıvı ile doludur. Dielektrik sıvı iyi bir yalıtkan olmalıdır ki yeterli elektriksel potansiyel oluşmadan elektrot ile iş parçası arasında elektriksel akım akmasın. - Sıvının elektriksel boşalmaya yardımı iki yolla olur; grafit ve metalik parçalar (elektriksel iletkenler) dielektrik sıvının iyonizasyonuna yardımcı olurlar ve şarj direkt gerçekleşir; elektriksel iletkenler sıvı da elektriksel kırılmayı sağlarlar. - Elektriksel alan elektrot ile iş parçası arasındaki en yakın mesafede güçlenir, Şekildeki en yüksek nokta gibi. Şekil -6' daki grafikte görüldüğü gibi bu durumda voltaj artar fakat akım 0 (sıfır) değerindedir. Şekil - 7' de görüldüğü gibi iyonik parçaların sayısı artar, dielektrik sıvının yalıtkan özelliği kuvvetli elektriksel alanın orta kısmındaki dar bir kanala doğru azalmaya başlar. Voltaj tepe değerine varmıştır, fakat akım hala sıfır değerindedir. 7

8 Şekil - 8' de gibi akım, sıvının yalıtımı en aza indiğinde akmaya başlar. Voltaj düşmeye başlar. Şekil - 9' da görüldüğü gibi akım arttığı gibi bu bölgedeki ısı da süratle artar. Voltaj düşmeye devam eder. Yüksek ısı; sıvının, iş parçasının ve elektrodun bir kısmını buharlaştırır. Elektrot ile iş parçası arasında bir boşalma kanalı oluşturur. Şekil - 10' da görüldüğü gibi buhar kabarcıkları dışarıya doğru genişler fakat bu genişleme boşalma kanalındaki iyonların yoğunluğu ile sınırlıdır. Bu iyonlar yapıdaki çok güçlü elektromanyetik alan tarafından çekilirler. Akım yükselmeye, voltaj düşmeye devam eder. Şekil - 11' de On time zamanının sonuna doğru, akım ve voltaj sabitlenir. Yüksek ısı ve basınç içindeki buhar kabarcıkları, maksimuma doğru ulaşır ve bazı metaller uzaklaştırılmaya başlanır. Metal tabakanın altındaki boşalma kolonu, erimiş bölgenin içindedir ve buhar kabarcıklarının basınç alanı içinde tutulur. Boşalma kanalı; buharlaşmış metal, dielektrik sıvı ve karbondan oluşmuş çok sıcak bir plazma ile buradan geçen güçlü bir akımdan oluşur. 8

9 Şekil - 12' de Off time zamanı başlar. Akım ve voltaj sıfıra düşer. Isı hızla azalır. İş parçasından kopartılan erimiş metal parçacıkları (talaşlar) ve buhar kabarcıkları çöker. Şekil - 13 de temiz dielektrik sıvının yoğunluğu artar. İş parçasının yüzeyindeki talaşlar yıkanarak buradan uzaklaştırılır. Elektrottan koparılan parçacıklar ile metal yüzeyden uzaklaştırılan küçücük parçacıklar, dielektrik sıvının içerisine dağılırlar. Kalan buharlar yüzeyden yükselir. Off time süresi yetersiz olursa, talaşlar toplanarak dengesiz kıvılcım oluştururlar. Bu durum bir DC ark oluşturabilir ki, elektrot ve iş parçasına zarar verebilir. Artık birbirlerine en yakın olan iki nokta aşınmıştır. Elektrottaki aşınma, iş parçasındaki aşınmaya oranla daha azdır. Elektrottaki aşınma miktarı erozyon parametreleri ile değiştirilebilir. Şimdi aynı işlem yeni en yakın iki nokta arasında tekrarlanacaktır. Bu durum saniyede 250 kere tekrarlanarak metaller birbirlerini aşındıracaklardır. 9

10 Örnek parçalar ve modeli: CNC Tel Erozyon Tezgâhı Özellikle sac metal kesme kalıplarının imalatında kullanılır. Bu tezgâhlarda işleme elektrot adı verilen ve çok küçük çaplarda olan telin iş parçası üzerinde bulunan bir delikten geçişi esnasında meydana gelen çok yüksek ısı yardımıyla iş parçasını NC programında belirlenmiş olan konturda kesme si esasına dayanır. 10

11 CNC Tel Erozyon Tezgahı CNC Elektro Erozyon Tezgâhı Metal iş parçaları üzerinde: elektrik akımı yardımıyla talaş kaldırma esasına dayanır. Konvansiyonel tezgâhlarından tek farkı, kesme değil aşındırma yöntemiyle talaş kaldırılmasıdır. Aşındırma bakır, bakır alaşımı veya..tel elektrotla yapılır. 11

12 CNC Elektro Erozyon Tezgâhı Bakır elektrot iş parçasına yaklaştırıldığında elektrot ile iş parçası arasında bir ark oluşur. Oluşan bu ark iş parçası üzerinden erozyon yöntemiyle mikron düzeyinde talaş kaldırır. Konvansiyonel kesici takımlar ve yöntemlerle talaş kaldırılarak işlenemeyecek sertlikteki ve profildeki malzemelerin işlenmesinde kullanılır. Tel erozyonda işlenmiş örnek parçalar: 12


13 Tel erozyonda işlenmiş örnek parçalar: Kesme İşlemleri EROZYON İŞLEMİ 13


14 EROZYON İŞLEMİ Delme ve Dalma İşlemleri Taşlama İşlemleri EROZYON İŞLEMİ 14

")
15 EROZYON İŞLEMİ (Taşlama İşlemleri) EROZYON İŞLEMİ (Soğutma Sıvıları) 15

16 EROZYON İŞLEMİ (Talaşların uzaklaştırılma yönt.) EROZYON İŞLEMİ (Talaşların uzaklaştırılma yönt.) 16
 ) 16")
17 EROZYON İŞLEMİ (Tezgahların Bakımı) EROZYON İŞLEMİ (Tezgahların Üstünlükleri) 17
 17")
18 EROZYON İŞLEMİ (Tezgahların Olumsuzlukları) EROZYON İŞLEMİ (Tel eroz.tezgahların Üstünlükleri) 18

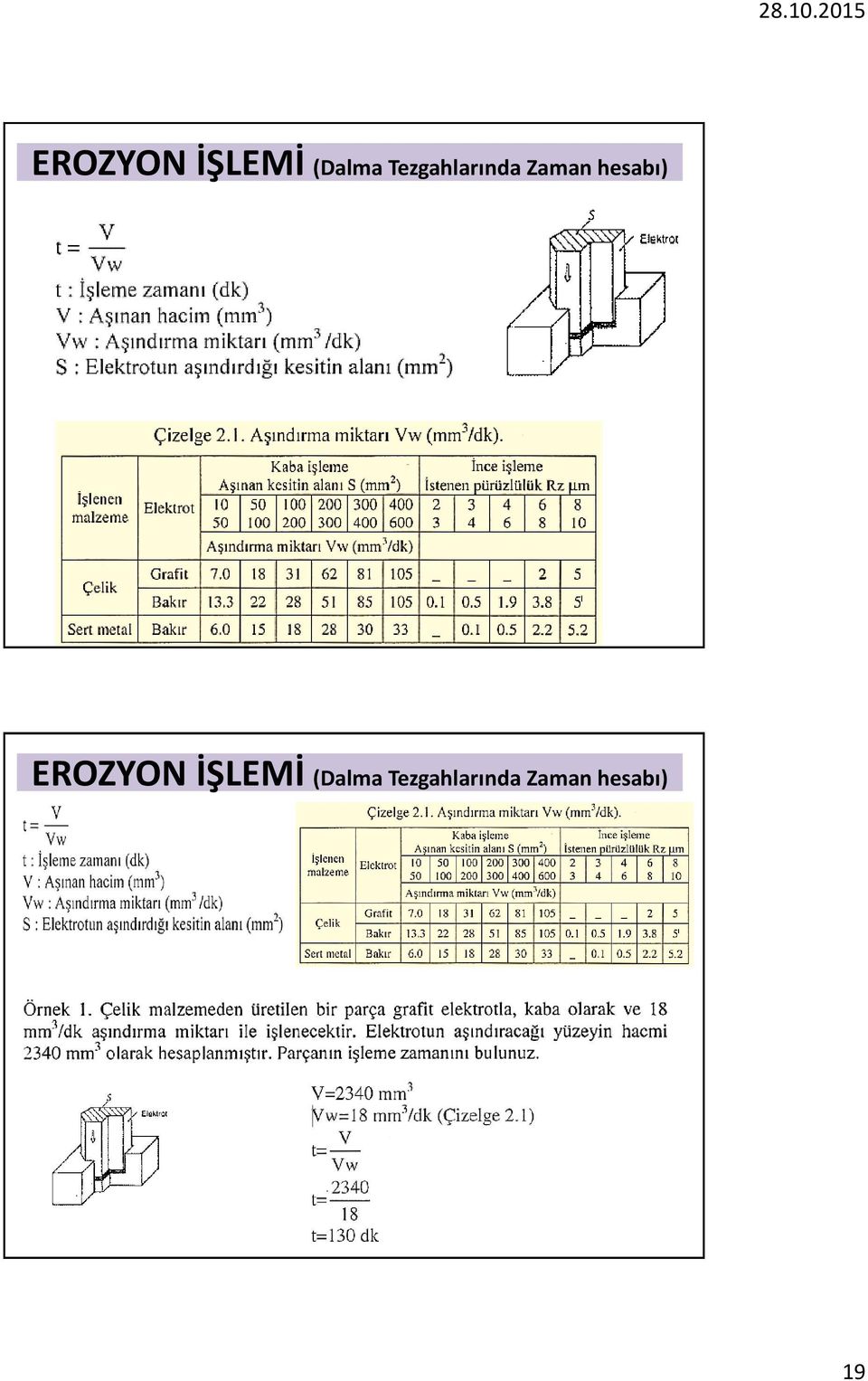
19 EROZYON İŞLEMİ (Dalma Tezgahlarında Zaman hesabı) EROZYON İŞLEMİ (Dalma Tezgahlarında Zaman hesabı) 19
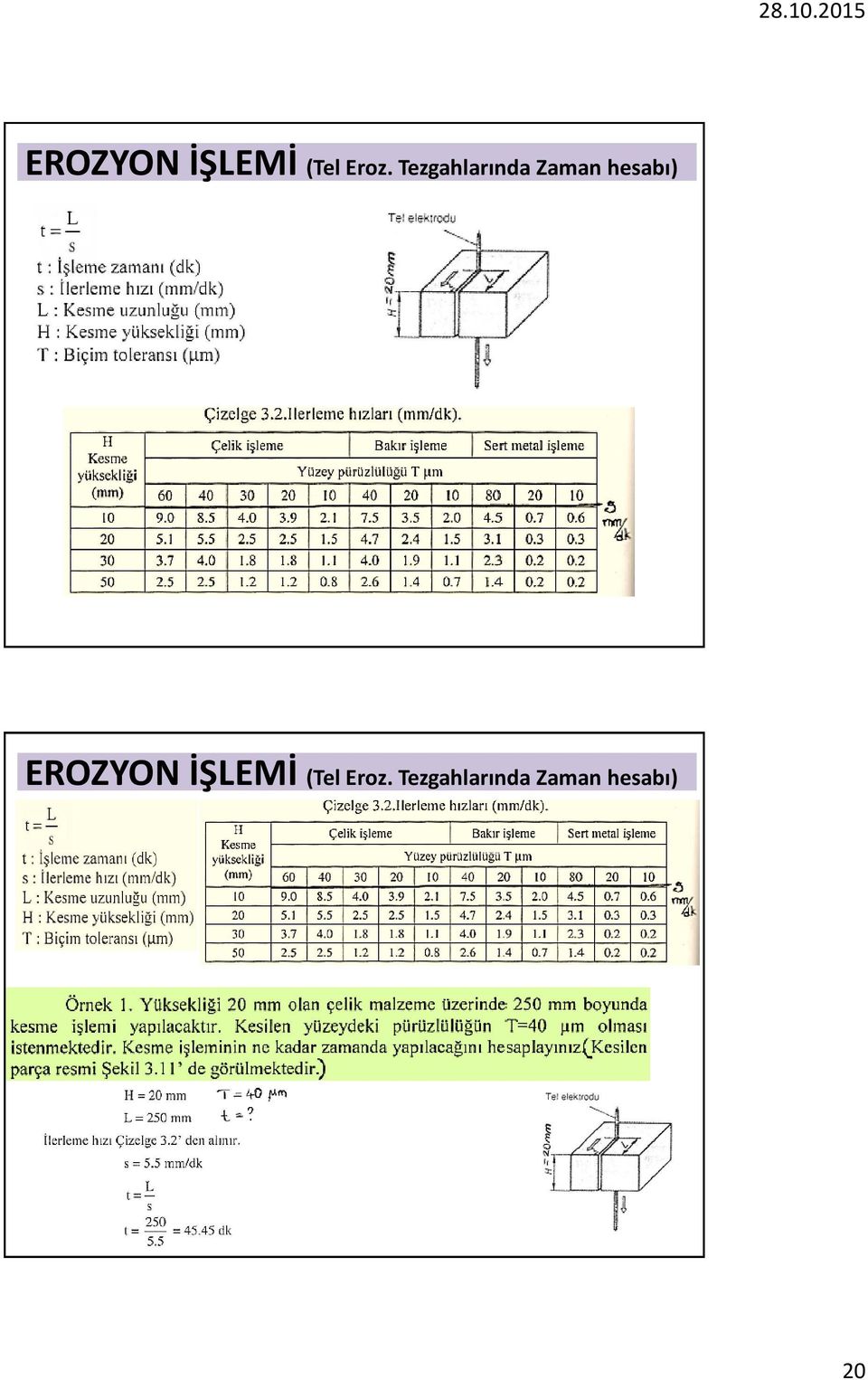
20 EROZYON İŞLEMİ (Tel Eroz. Tezgahlarında Zaman hesabı) EROZYON İŞLEMİ (Tel Eroz. Tezgahlarında Zaman hesabı) 20
21 41 Kaynaklar: 1)KISA Mehmet, Özel Üretim Teknikleri,Furkan Ofset, Bursa, ) Web Görseller 21
MAKİNE MÜHENDİSLİĞİNE GİRİŞ Ders 8
 İmalat Yöntemleri MAKİNE MÜHENDİSLİĞİNE GİRİŞ Ders 8 Doç. Dr. Yüksel HACIOĞLU Talaşsız İmalat Talaşlı İmalat Fiziksel-Kimyasal Hammaddeye talaş kaldırmadan bir şekil verilir Döküm Dövme Presleme Haddeleme
İmalat Yöntemleri MAKİNE MÜHENDİSLİĞİNE GİRİŞ Ders 8 Doç. Dr. Yüksel HACIOĞLU Talaşsız İmalat Talaşlı İmalat Fiziksel-Kimyasal Hammaddeye talaş kaldırmadan bir şekil verilir Döküm Dövme Presleme Haddeleme
1.Elektroerozyon Tezgahları 2.Takımlar( Elektrotlar) 2.1. İmalat Malzemeleri
 2.1. İmalat Malzemeleri") 1.Elektroerozyon Tezgahları Elektroerozyon işleminde ( EDM Electrical Discharge Machining ), malzeme kaldırma işlemi takım fonksiyonunu yapan bir elektrot ile parça arasında meydana gelen yüksek frekanslı
1.Elektroerozyon Tezgahları Elektroerozyon işleminde ( EDM Electrical Discharge Machining ), malzeme kaldırma işlemi takım fonksiyonunu yapan bir elektrot ile parça arasında meydana gelen yüksek frekanslı
Isı Enerjisi Kullanarak Şekil Verme. Prof. Dr. Akgün ALSARAN
 Isı Enerjisi Kullanarak Şekil Verme Prof. Dr. Akgün ALSARAN Isıl enerji kullanarak şekil verme İş parçasından malzeme kaldırmak için yoğunlaştırılmış ısıl enerji kullanan yöntemlerdir. Isı enerjisi kaynağı
Isı Enerjisi Kullanarak Şekil Verme Prof. Dr. Akgün ALSARAN Isıl enerji kullanarak şekil verme İş parçasından malzeme kaldırmak için yoğunlaştırılmış ısıl enerji kullanan yöntemlerdir. Isı enerjisi kaynağı
Malzeme İşleme Yöntemleri
 BÖLÜM-9 MALZEMELERİN İŞLENMESİ (Talaşlı ve Diğer İmalat Yöntemleri) Prof. Dr. Yusuf ÖZÇATALBAŞ Malzeme İşleme Yöntemleri 1 KALIP YAPIM TEKNİKLERİ VE MALZEMELERİN TALAŞLI İŞLENMESİ Geleneksel Talaşlı İşleme
BÖLÜM-9 MALZEMELERİN İŞLENMESİ (Talaşlı ve Diğer İmalat Yöntemleri) Prof. Dr. Yusuf ÖZÇATALBAŞ Malzeme İşleme Yöntemleri 1 KALIP YAPIM TEKNİKLERİ VE MALZEMELERİN TALAŞLI İŞLENMESİ Geleneksel Talaşlı İşleme
TAKIM ÇELİKLERİ İÇİN UYGULANAN EROZYON İŞLEMLERİ
 TAKIM ÇELİKLERİ İÇİN UYGULANAN EROZYON İŞLEMLERİ Kalıp işlemesinde erozyonla imalatın önemi kimse tarafından tartışılmamaktadır. Elektro erozyon arka arkaya oluşturulan elektrik darbelerinden meydana gelen
TAKIM ÇELİKLERİ İÇİN UYGULANAN EROZYON İŞLEMLERİ Kalıp işlemesinde erozyonla imalatın önemi kimse tarafından tartışılmamaktadır. Elektro erozyon arka arkaya oluşturulan elektrik darbelerinden meydana gelen
TALAŞLI İMALAT SAKARYA ÜNİVERSİTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ KALIPÇILIK TEKNİĞİ DERS NOTU. Doç.Dr. Akın Oğuz KAPTI. Talaşlı İmalat Yöntemleri
 TALAŞLI İMALAT MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ KALIPÇILIK TEKNİĞİ DERS NOTU Doç.Dr. Akın Oğuz KAPTI Talaşlı İmalat Yöntemleri 2 Talaşlı İmalat; iş parçası üzerinden, sertliği daha yüksek bir kesici takım yardımıyla,
TALAŞLI İMALAT MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ KALIPÇILIK TEKNİĞİ DERS NOTU Doç.Dr. Akın Oğuz KAPTI Talaşlı İmalat Yöntemleri 2 Talaşlı İmalat; iş parçası üzerinden, sertliği daha yüksek bir kesici takım yardımıyla,
SinterlenmişKarbürler. Co bağlayıcı ~ Mpa Sertlikliğini 1100 ⁰C ye kadar muhafaza eder Kesme hızları hız çeliklerine nazaran 5 kat fazladır.
 SinterlenmişKarbürler Co bağlayıcı ~ Mpa Sertlikliğini 1100 ⁰C ye kadar muhafaza eder Kesme hızları hız çeliklerine nazaran 5 kat fazladır. Seramikler 3 Katogoride Toplanır: 1) Alumina (Al2O3) 2) Alumina
SinterlenmişKarbürler Co bağlayıcı ~ Mpa Sertlikliğini 1100 ⁰C ye kadar muhafaza eder Kesme hızları hız çeliklerine nazaran 5 kat fazladır. Seramikler 3 Katogoride Toplanır: 1) Alumina (Al2O3) 2) Alumina
TALAŞLI İMALAT. Koşul, takım ile iş şekillendirilmek istenen parça arasında belirgin bir sertlik farkının olmasıdır.
 TALAŞLI İMALAT Şekillendirilecek parça üzerinden sert takımlar yardımıyla küçük parçacıklar halinde malzeme koparılarak yapılan malzeme üretimi talaşlı imalat olarak adlandırılır. Koşul, takım ile iş şekillendirilmek
TALAŞLI İMALAT Şekillendirilecek parça üzerinden sert takımlar yardımıyla küçük parçacıklar halinde malzeme koparılarak yapılan malzeme üretimi talaşlı imalat olarak adlandırılır. Koşul, takım ile iş şekillendirilmek
BURSA TEKNİK ÜNİVERSİTESİ DOĞA BİLİMLERİ, MİMARLIK VE MÜHENDİSLİK FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ TALAŞLI İMALAT TEZGÂHLARININ TANITIMI
 BURSA TEKNİK ÜNİVERSİTESİ DOĞA BİLİMLERİ, MİMARLIK VE MÜHENDİSLİK FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ TALAŞLI İMALAT TEZGÂHLARININ TANITIMI Deney n Amacı Talaşlı imalat tezgahlarının tanıtımı, talaşlı
BURSA TEKNİK ÜNİVERSİTESİ DOĞA BİLİMLERİ, MİMARLIK VE MÜHENDİSLİK FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ TALAŞLI İMALAT TEZGÂHLARININ TANITIMI Deney n Amacı Talaşlı imalat tezgahlarının tanıtımı, talaşlı
Elektrokimyasal İşleme
 Elektrokimyasal İşleme Prof. Dr. Akgün ALSARAN Bu notların bir kısmı Prof. Dr. Can COGUN un ders notlarından alınmıştır. Anot, katot ve elektrolit ile malzemeye şekil verme işlemidir. İlk olarak 19. yüzyılda
Elektrokimyasal İşleme Prof. Dr. Akgün ALSARAN Bu notların bir kısmı Prof. Dr. Can COGUN un ders notlarından alınmıştır. Anot, katot ve elektrolit ile malzemeye şekil verme işlemidir. İlk olarak 19. yüzyılda
Elektron ışını ile şekil verme. Prof. Dr. Akgün ALSARAN
 Elektron ışını ile şekil verme Prof. Dr. Akgün ALSARAN Elektron ışını Elektron ışını, bir ışın kaynağından yaklaşık aynı hızla aynı doğrultuda hareket eden elektronların akımıdır. Yüksek vakum içinde katod
Elektron ışını ile şekil verme Prof. Dr. Akgün ALSARAN Elektron ışını Elektron ışını, bir ışın kaynağından yaklaşık aynı hızla aynı doğrultuda hareket eden elektronların akımıdır. Yüksek vakum içinde katod
BÖLÜM#5: KESİCİ TAKIMLARDA AŞINMA MEKANİZMALARI
 BÖLÜM#5: KESİCİ TAKIMLARDA AŞINMA MEKANİZMALARI Kesici Takımlarda Aşınma Mekanizmaları Aşınma, kesicinin temas yüzeylerinde meydana gelen malzeme kaybı olarak ifade edilir. Kesici Takımlarda Aşınma Mekanizmaları
BÖLÜM#5: KESİCİ TAKIMLARDA AŞINMA MEKANİZMALARI Kesici Takımlarda Aşınma Mekanizmaları Aşınma, kesicinin temas yüzeylerinde meydana gelen malzeme kaybı olarak ifade edilir. Kesici Takımlarda Aşınma Mekanizmaları
METAL İŞLEME TEKNOLOJİSİ. Doç. Dr. Adnan AKKURT
 METAL İŞLEME TEKNOLOJİSİ Doç. Dr. Adnan AKKURT Takım Tezgahları İnsan gücü ile çalışan ilk tezgahlardan günümüz modern imalat sektörüne kadar geçen süre zarfında takım tezgahları oldukça büyük bir değişim
METAL İŞLEME TEKNOLOJİSİ Doç. Dr. Adnan AKKURT Takım Tezgahları İnsan gücü ile çalışan ilk tezgahlardan günümüz modern imalat sektörüne kadar geçen süre zarfında takım tezgahları oldukça büyük bir değişim
ŞİŞİRME KALIPLARI DERSİ ÇALIŞMA SORULARI. a. Matkap tezgâhı. b. Freze tezgâhı. c. Torna tezgâhı. d. Taşlama tezgâhı. a. Dökme demir. b.
 ŞİŞİRME KALIPLARI DERSİ ÇALIŞMA SORULARI 1. Genellikle büyük hacimli, prizmatik biçimli plastik şişelerin üretiminde kullanılan şişirme kalıbı aşağıdakilerden hangisidir? a. Dalıcı pinli şişirme kalıbı
ŞİŞİRME KALIPLARI DERSİ ÇALIŞMA SORULARI 1. Genellikle büyük hacimli, prizmatik biçimli plastik şişelerin üretiminde kullanılan şişirme kalıbı aşağıdakilerden hangisidir? a. Dalıcı pinli şişirme kalıbı
Şekilde görüldüğü gibi Gerilim/akım yoğunluğu karakteristik eğrisi dört nedenden dolayi meydana gelir.
 Bir fuel cell in teorik açık devre gerilimi: Formülüne göre 100 oc altinda yaklaşık 1.2 V dur. Fakat gerçekte bu değere hiçbir zaman ulaşılamaz. Şekil 3.1 de normal hava basıncında ve yaklaşık 70 oc da
Bir fuel cell in teorik açık devre gerilimi: Formülüne göre 100 oc altinda yaklaşık 1.2 V dur. Fakat gerçekte bu değere hiçbir zaman ulaşılamaz. Şekil 3.1 de normal hava basıncında ve yaklaşık 70 oc da
METAL KESİM ŞERİT TESTERELERİ
 METAL KESİM ŞERİT TESTERELERİ Busatec leri temel olarak özel alaşımlı çelikten oluşan iki bileşenli bir malzemedir. Son derece esnek, yaklaşık 50 HRC taşıyıcı malzeme ile HSS malzemenin elektro kaynak
METAL KESİM ŞERİT TESTERELERİ Busatec leri temel olarak özel alaşımlı çelikten oluşan iki bileşenli bir malzemedir. Son derece esnek, yaklaşık 50 HRC taşıyıcı malzeme ile HSS malzemenin elektro kaynak
ATOMLAR ARASI BAĞLAR Doç. Dr. Ramazan YILMAZ
 ATOMLAR ARASI BAĞLAR Doç. Dr. Ramazan YILMAZ Sakarya Üniversitesi, Teknoloji Fakültesi, Metalurji ve Malzeme Mühendisliği Bölümü Esentepe Kampüsü, 54187, SAKARYA Atomlar Arası Bağlar 1 İyonik Bağ 2 Kovalent
ATOMLAR ARASI BAĞLAR Doç. Dr. Ramazan YILMAZ Sakarya Üniversitesi, Teknoloji Fakültesi, Metalurji ve Malzeme Mühendisliği Bölümü Esentepe Kampüsü, 54187, SAKARYA Atomlar Arası Bağlar 1 İyonik Bağ 2 Kovalent
CNC Freze Tezgâhı Programlama
 CNC Freze Tezgâhı Programlama 1. Amaç CNC tezgâhının gelişimi ve çalışma prensibi hakkında bilgi sahibi olmak. Başarılı bir CNC programlama için gerekli kısmî programlamanın temellerini anlamak. Hazırlayıcı
CNC Freze Tezgâhı Programlama 1. Amaç CNC tezgâhının gelişimi ve çalışma prensibi hakkında bilgi sahibi olmak. Başarılı bir CNC programlama için gerekli kısmî programlamanın temellerini anlamak. Hazırlayıcı
T.C. BİLECİK ŞEYH EDEBALİ ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MAKİNE VE İMALAT MÜHENDİSLİĞİ BÖLÜMÜ MÜHENDİSLİKTE DENEYSEL METODLAR II DERSİ
 T.C. BİLECİK ŞEYH EDEBALİ ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MAKİNE VE İMALAT MÜHENDİSLİĞİ BÖLÜMÜ MÜHENDİSLİKTE DENEYSEL METODLAR II DERSİ CNC TORNA UYGULAMASI Deneyin Amacı: Deney Sorumlusu: Arş. Gör.
T.C. BİLECİK ŞEYH EDEBALİ ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MAKİNE VE İMALAT MÜHENDİSLİĞİ BÖLÜMÜ MÜHENDİSLİKTE DENEYSEL METODLAR II DERSİ CNC TORNA UYGULAMASI Deneyin Amacı: Deney Sorumlusu: Arş. Gör.
Talaşlı İşlenebilirlik
 Talaşlı İşlenebilirlik Bir malzemenin (genellikle metal) uygun takım ve kesme koşullarıyla göreli olarak kolay işlenebilirliği Sadece iş malzemesine bağlıdır. Talaşlı işleme yöntemi, takım ve kesme koşulları
Talaşlı İşlenebilirlik Bir malzemenin (genellikle metal) uygun takım ve kesme koşullarıyla göreli olarak kolay işlenebilirliği Sadece iş malzemesine bağlıdır. Talaşlı işleme yöntemi, takım ve kesme koşulları
Metal kesmeyi anlama # /71
 Kesme işlemi Metal kesmeyi anlama Metal kesmeyi anlama Frezeleme ile tornalama arasındaki fark Değişen kesme kuvvetleri (stres). Değişen kesme sıcaklıkları (uç gerilimi). İşlemeden ödün verme Kesme koşulları
Kesme işlemi Metal kesmeyi anlama Metal kesmeyi anlama Frezeleme ile tornalama arasındaki fark Değişen kesme kuvvetleri (stres). Değişen kesme sıcaklıkları (uç gerilimi). İşlemeden ödün verme Kesme koşulları
Talaş oluşumu. Akış çizgileri plastik deformasyonun görsel kanıtıdır. İş parçası. İş parçası. İş parçası. Takım. Takım.
 Talaş oluşumu 6 5 4 3 2 1 Takım Akış çizgileri plastik deformasyonun görsel kanıtıdır. İş parçası 6 5 1 4 3 2 Takım İş parçası 1 2 3 4 6 5 Takım İş parçası Talaş oluşumu Dikey kesme İş parçası Takım Kesme
Talaş oluşumu 6 5 4 3 2 1 Takım Akış çizgileri plastik deformasyonun görsel kanıtıdır. İş parçası 6 5 1 4 3 2 Takım İş parçası 1 2 3 4 6 5 Takım İş parçası Talaş oluşumu Dikey kesme İş parçası Takım Kesme
İMALAT TEKNOLOJİLERİ
 İMALAT TEKNOLOJİLERİ GĐRĐŞ Đmalat yöntemleri Alışılmış Đmalat Yöntemleri ve Alışılmamış Đmalat Yöntemleri olarak iki gruba ayrılır. Alışılmış yöntemler kesici uç, matkap ucu veya taşlama taşı gibi takımlar
İMALAT TEKNOLOJİLERİ GĐRĐŞ Đmalat yöntemleri Alışılmış Đmalat Yöntemleri ve Alışılmamış Đmalat Yöntemleri olarak iki gruba ayrılır. Alışılmış yöntemler kesici uç, matkap ucu veya taşlama taşı gibi takımlar
Dielektrik malzeme DİELEKTRİK ÖZELLİKLER. Elektriksel Kutuplaşma. Dielektrik malzemeler. Kutuplaşma Türleri 15.4.2015. Elektronik kutuplaşma
 Dielektrik malzeme DİELEKTRİK ÖZELLİKLER Dielektrik malzemeler; serbest elektron yoktur, yalıtkan malzemelerdir, uygulanan elektriksel alandan etkilenebilirler. 1 2 Dielektrik malzemeler Elektriksel alan
Dielektrik malzeme DİELEKTRİK ÖZELLİKLER Dielektrik malzemeler; serbest elektron yoktur, yalıtkan malzemelerdir, uygulanan elektriksel alandan etkilenebilirler. 1 2 Dielektrik malzemeler Elektriksel alan
MEHMET FATİH IŞIK DOKTORA TEZİ ELEKTRİK EĞİTİMİ GAZİ ÜNİVERSİTESİ FEN BİLİMLERİ ENSTİTÜSÜ OCAK 2009 ANKARA
 BİLGİSAYAR DESTEKLİ ELEKTRO EROZYON YÖNTEMİ İLE TALAŞ KALDIRMA SİSTEMİNİN TASARIMI VE UYGULAMASI MEHMET FATİH IŞIK DOKTORA TEZİ ELEKTRİK EĞİTİMİ GAZİ ÜNİVERSİTESİ FEN BİLİMLERİ ENSTİTÜSÜ OCAK 2009 ANKARA
BİLGİSAYAR DESTEKLİ ELEKTRO EROZYON YÖNTEMİ İLE TALAŞ KALDIRMA SİSTEMİNİN TASARIMI VE UYGULAMASI MEHMET FATİH IŞIK DOKTORA TEZİ ELEKTRİK EĞİTİMİ GAZİ ÜNİVERSİTESİ FEN BİLİMLERİ ENSTİTÜSÜ OCAK 2009 ANKARA
formülü zamanı da içerdiği zaman alttaki gibi değişecektir.
 Günümüz endüstrisinde en yaygın kullanılan Direnç Kaynak Yöntemi en eski elektrik kaynak yöntemlerinden biridir. Yöntem elektrik akımının kaynak edilecek parçalar üzerinden geçmesidir. Elektrik akımına
Günümüz endüstrisinde en yaygın kullanılan Direnç Kaynak Yöntemi en eski elektrik kaynak yöntemlerinden biridir. Yöntem elektrik akımının kaynak edilecek parçalar üzerinden geçmesidir. Elektrik akımına
BÖLÜM 25 TAŞLAMA VE DİĞER AŞINDIRMA İŞLEMLERİ
 25.1 TAŞLAMA BÖLÜM 25 TAŞLAMA VE DİĞER AŞINDIRMA İŞLEMLERİ Taşlama, taş adı verilen disk şeklindeki bir aşındırıcıyla gerçekleştirilen bir talaş kaldırma işlemidir. Taşın içinde milyonlarca küçük aşındırıcı
25.1 TAŞLAMA BÖLÜM 25 TAŞLAMA VE DİĞER AŞINDIRMA İŞLEMLERİ Taşlama, taş adı verilen disk şeklindeki bir aşındırıcıyla gerçekleştirilen bir talaş kaldırma işlemidir. Taşın içinde milyonlarca küçük aşındırıcı
EKSTRÜZYON KALIPÇILIĞI DERSİ ÇALIŞMA SORULARI. a. Matkap tezgâhı. b. Taşlama tezgâhı. c. Freze tezgâhı. d. Torna tezgâhı. a. Kalıp boşluklarını işleme
 EKSTRÜZYON KALIPÇILIĞI DERSİ ÇALIŞMA SORULARI 1. Yapım resmi ve montaj resmi çiziminde uygulanan işlem basamaklarından birincisi aşağıdakilerden a. Ölçülendirme b. Antet oluşturma c. Çizim tasarımının
EKSTRÜZYON KALIPÇILIĞI DERSİ ÇALIŞMA SORULARI 1. Yapım resmi ve montaj resmi çiziminde uygulanan işlem basamaklarından birincisi aşağıdakilerden a. Ölçülendirme b. Antet oluşturma c. Çizim tasarımının
Frezeleme takım kompansasyonu # /49
 Frezeleme takım kompansasyonu Kesici pozisyonlandırma Dikkate alınması gereken: Aşağı frezeleme - Yukarı frezeleme. Aynı anda temas eden diş sayısı Giriş sorunları Çıkış sorunları Kesici pozisyonlandırma
Frezeleme takım kompansasyonu Kesici pozisyonlandırma Dikkate alınması gereken: Aşağı frezeleme - Yukarı frezeleme. Aynı anda temas eden diş sayısı Giriş sorunları Çıkış sorunları Kesici pozisyonlandırma
Mak-204. Üretim Yöntemleri II. Talaşlı Đmalatın Genel Tanımı En Basit Talaş Kaldırma: Eğeleme Ölçme ve Kumpas Okuma Markalama Tolerans Kesme
 Mak-204 Üretim Yöntemleri II Talaşlı Đmalatın Genel Tanımı En Basit Talaş Kaldırma: Eğeleme Ölçme ve Kumpas Okuma Markalama Tolerans Kesme Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi
Mak-204 Üretim Yöntemleri II Talaşlı Đmalatın Genel Tanımı En Basit Talaş Kaldırma: Eğeleme Ölçme ve Kumpas Okuma Markalama Tolerans Kesme Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi
DENİZ HARP OKULU MAKİNE MÜHENDİSLİĞİ BÖLÜM BAŞKANLIĞI DERS TANITIM BİLGİLERİ
 DENİZ HARP OKULU MAKİNE MÜHENDİSLİĞİ BÖLÜM BAŞKANLIĞI DERS TANITIM BİLGİLERİ Dersin Adı Kodu Sınıf / Y.Y. Ders Saati (T+U+L) Kredi AKTS İmal Usulleri MKM-324 3/II (2+0+1) 2.5 4 Dersin Dili Dersin Seviyesi
DENİZ HARP OKULU MAKİNE MÜHENDİSLİĞİ BÖLÜM BAŞKANLIĞI DERS TANITIM BİLGİLERİ Dersin Adı Kodu Sınıf / Y.Y. Ders Saati (T+U+L) Kredi AKTS İmal Usulleri MKM-324 3/II (2+0+1) 2.5 4 Dersin Dili Dersin Seviyesi
ÖLÇME VE ÖLÇÜ ALETLERİ
 ÖLÇME VE ÖLÇÜ ALETLERİ 1. KISA DEVRE Kısa devre; kırmızı, sarı, mavi, nötr ve toprak hatlarının en az ikisinin birbirine temas ederek elektriksel akımın bu yolla devresini tamamlamasıdır. Kısa devre olduğunda
ÖLÇME VE ÖLÇÜ ALETLERİ 1. KISA DEVRE Kısa devre; kırmızı, sarı, mavi, nötr ve toprak hatlarının en az ikisinin birbirine temas ederek elektriksel akımın bu yolla devresini tamamlamasıdır. Kısa devre olduğunda
Maddeye dışarıdan ısı verilir yada alınırsa maddenin sıcaklığı değişir. Dışarıdan ısı alan maddenin Kinetik Enerjisi dolayısıyla taneciklerinin
 Maddeye dışarıdan ısı verilir yada alınırsa maddenin sıcaklığı değişir. Dışarıdan ısı alan maddenin Kinetik Enerjisi dolayısıyla taneciklerinin titreşim hızı artar. Tanecikleri bir arada tutan kuvvetler
Maddeye dışarıdan ısı verilir yada alınırsa maddenin sıcaklığı değişir. Dışarıdan ısı alan maddenin Kinetik Enerjisi dolayısıyla taneciklerinin titreşim hızı artar. Tanecikleri bir arada tutan kuvvetler
AŞIRI GERİLİMLERE KARŞI KORUMA
 n Aşırı akımlar : Kesici n Aşırı gerilimler: 1. Peterson bobini 2. Ark boynuzu ve parafudr 3. Koruma hattı 26.03.2012 Prof.Dr.Mukden UĞUR 1 n 1. Peterson bobini: Kaynak tarafı yıldız bağlı YG sistemlerinde
n Aşırı akımlar : Kesici n Aşırı gerilimler: 1. Peterson bobini 2. Ark boynuzu ve parafudr 3. Koruma hattı 26.03.2012 Prof.Dr.Mukden UĞUR 1 n 1. Peterson bobini: Kaynak tarafı yıldız bağlı YG sistemlerinde
MAKİNE MÜHENDİSLİĞİNE GİRİŞ Ders 7
 İmalat Yöntemleri MAKİNE MÜHENDİSLİĞİNE GİRİŞ Ders 7 Doç. Dr. Yüksel HACIOĞLU Talaşsız İmalat Talaşlı İmalat Fiziksel-Kimyasal Hammaddeye talaş kaldırmadan bir şekil verilir Döküm Dövme Presleme Haddeleme
İmalat Yöntemleri MAKİNE MÜHENDİSLİĞİNE GİRİŞ Ders 7 Doç. Dr. Yüksel HACIOĞLU Talaşsız İmalat Talaşlı İmalat Fiziksel-Kimyasal Hammaddeye talaş kaldırmadan bir şekil verilir Döküm Dövme Presleme Haddeleme
ALIŞILMAMIŞ ÜRETİM YÖNTEMLERİ
 ALIŞILMAMIŞ ÜRETİM YÖNTEMLERİ Prof. Dr. Akgün ALSARAN Bu notların teorik kısmı Prof. Dr. Abdulkadir ERDEM in bir makalesinden alıntıdır. Üretim Yöntemleri 1. Döküm 2. Malzeme işleme (talaşlı) a. Alışılmış
ALIŞILMAMIŞ ÜRETİM YÖNTEMLERİ Prof. Dr. Akgün ALSARAN Bu notların teorik kısmı Prof. Dr. Abdulkadir ERDEM in bir makalesinden alıntıdır. Üretim Yöntemleri 1. Döküm 2. Malzeme işleme (talaşlı) a. Alışılmış
TAKIM AŞINMA MEKANİZMALARI VE AŞINMA TİPLERİ
 1 TAKIM AŞINMA MEKANİZMALARI VE AŞINMA TİPLERİ Prof. Dr. Süleyman YALDIZ Selçuk Üniversitesi Teknoloji Fakültesi KESİCİ TAKIMLAR 2 Takım ömrü, genellikle belirli bir kritere ulaşmak için gerekli olan etkili
1 TAKIM AŞINMA MEKANİZMALARI VE AŞINMA TİPLERİ Prof. Dr. Süleyman YALDIZ Selçuk Üniversitesi Teknoloji Fakültesi KESİCİ TAKIMLAR 2 Takım ömrü, genellikle belirli bir kritere ulaşmak için gerekli olan etkili
PİRİNCİN TALAŞLI İŞLENEBİLME KABİLİYETİ
 PİRİNCİN TALAŞLI İŞLENEBİLME KABİLİYETİ 1 1) TALAŞLI İŞLEME KABİLİYETİ Malzemelerin talaşlı işlem kabiliyetini belirlemede kullanılan kantitatif değerlendirme kriterleri; 1) Talaşlı işlenebilirlik indeksi
PİRİNCİN TALAŞLI İŞLENEBİLME KABİLİYETİ 1 1) TALAŞLI İŞLEME KABİLİYETİ Malzemelerin talaşlı işlem kabiliyetini belirlemede kullanılan kantitatif değerlendirme kriterleri; 1) Talaşlı işlenebilirlik indeksi
CİSİMLERİN ELEKTRİKLENMESİ VE ELEKTRİKLENME ÇEŞİTLERİ
 CİSİMLERİN ELEKTRİKLENMESİ VE ELEKTRİKLENME ÇEŞİTLERİ Çoğu kez yünlü kazağımızı ya da naylon iplikten yapılmış tişörtümüzü çıkartırken çıtırtılar duyarız. Eğer karanlık bir odada kazağımızı çıkartırsak,
CİSİMLERİN ELEKTRİKLENMESİ VE ELEKTRİKLENME ÇEŞİTLERİ Çoğu kez yünlü kazağımızı ya da naylon iplikten yapılmış tişörtümüzü çıkartırken çıtırtılar duyarız. Eğer karanlık bir odada kazağımızı çıkartırsak,
14.09.2014 TALAŞ KALDIRMA TEORİSİ. IML 313 İmal Usulleri II Talaşlı İmalat. Talaşlı İmalat Yöntemleri
 TALAŞ KALDIRMA TEORİSİ IML 313 İmal Usulleri II Talaşlı İmalat 1. Talaş kaldırma teknolojisine genel bakış 2. Metallerin talaşlı işlenmesinde talaş oluşumu 3. Kuvvetler ve Merchant dairesi 4. Talaş kaldırmada
TALAŞ KALDIRMA TEORİSİ IML 313 İmal Usulleri II Talaşlı İmalat 1. Talaş kaldırma teknolojisine genel bakış 2. Metallerin talaşlı işlenmesinde talaş oluşumu 3. Kuvvetler ve Merchant dairesi 4. Talaş kaldırmada
BİLECİK ŞEYH EDEBALİ ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ
 BİLECİK ŞEYH EDEBALİ ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ CNC TORNA DENEY FÖYÜ Deney Yürütücüsü: Dr.Öğr.Üyesi Emre ESENER Deney Yardımcısı: Arş.Gör. Emre SÖNMEZ Hazırlayan: Arş.Gör.
BİLECİK ŞEYH EDEBALİ ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ CNC TORNA DENEY FÖYÜ Deney Yürütücüsü: Dr.Öğr.Üyesi Emre ESENER Deney Yardımcısı: Arş.Gör. Emre SÖNMEZ Hazırlayan: Arş.Gör.
Mak- 204. Üretim Yöntemleri - II. Vargel ve Planya Tezgahı. Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt.
 Mak- 204 Üretim Yöntemleri - II Talaşlı Đmalatta Takım Tezgahları Vargel ve Planya Tezgahı Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt. Bölümü Takım Tezgahlarında Yapısal
Mak- 204 Üretim Yöntemleri - II Talaşlı Đmalatta Takım Tezgahları Vargel ve Planya Tezgahı Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt. Bölümü Takım Tezgahlarında Yapısal
PLASTİK ŞEKİLLENDİRME YÖNTEMLERİ
 PLASTİK ŞEKİLLENDİRME YÖNTEMLERİ Metalik malzemelerin geriye dönüşü olmayacak şekilde kontrollü fiziksel/kütlesel deformasyona (plastik deformasyon) uğratılarak şekillendirilmesi işlemlerine genel olarak
PLASTİK ŞEKİLLENDİRME YÖNTEMLERİ Metalik malzemelerin geriye dönüşü olmayacak şekilde kontrollü fiziksel/kütlesel deformasyona (plastik deformasyon) uğratılarak şekillendirilmesi işlemlerine genel olarak
TS ISO 494,HSS yüksek hız çeliği,n, uç açısı 118,Çap toleransı h8,sağ kesme yönlü,silindirik saplı taşlanmış uzun matkap ucu
 1/5 DIN 34O HSS/RN 118 Taşlanmış Matkap ucu TS ISO 494,HSS yüksek hız çeliği,n, uç açısı 118,Çap toleransı h8,sağ kesme yönlü,silindirik saplı taşlanmış uzun matkap ucu -Taşlanmış profili ve daha iyi talaş
1/5 DIN 34O HSS/RN 118 Taşlanmış Matkap ucu TS ISO 494,HSS yüksek hız çeliği,n, uç açısı 118,Çap toleransı h8,sağ kesme yönlü,silindirik saplı taşlanmış uzun matkap ucu -Taşlanmış profili ve daha iyi talaş
İmal Usulleri 2. Fatih ALİBEYOĞLU -8-
 İmal Usulleri 2 Fatih ALİBEYOĞLU -8- Isıl enerjili Yöntemler Isıl enerji esaslı malzeme işleme yöntemleri, kaynama veya buharlaşma ile malzemenin işlenebilecek kadar çok yüksek bölgesel sıcaklıklara getirilmesi
İmal Usulleri 2 Fatih ALİBEYOĞLU -8- Isıl enerjili Yöntemler Isıl enerji esaslı malzeme işleme yöntemleri, kaynama veya buharlaşma ile malzemenin işlenebilecek kadar çok yüksek bölgesel sıcaklıklara getirilmesi
MADDENİN ISI ETKİSİ İLE DEĞİŞİMİ
 MADDENİN ISI ETKİSİ İLE DEĞİŞİMİ ISINMA-SOĞUMA Isı enerjisi alan maddenin sıcaklığı artar. Maddenin sıcaklığının artması ısınma sonucunda gerçekleşir Özel karışımlı toprakların pişmesi ile seramik,porselen,kiremit,tuğla
MADDENİN ISI ETKİSİ İLE DEĞİŞİMİ ISINMA-SOĞUMA Isı enerjisi alan maddenin sıcaklığı artar. Maddenin sıcaklığının artması ısınma sonucunda gerçekleşir Özel karışımlı toprakların pişmesi ile seramik,porselen,kiremit,tuğla
İmalat Teknolojileri. Dr.-Ing. Rahmi Ünal. Talaşlı İmalat Yöntemleri
 İmalat Teknolojileri Dr.-Ing. Rahmi Ünal Talaşlı İmalat Yöntemleri 1 Kapsam Talaşlı imalatın tanımı Talaş kaldırmanın esasları Takımlar Tornalama Frezeleme Planyalama, vargelleme Taşlama Broşlama Kaynak
İmalat Teknolojileri Dr.-Ing. Rahmi Ünal Talaşlı İmalat Yöntemleri 1 Kapsam Talaşlı imalatın tanımı Talaş kaldırmanın esasları Takımlar Tornalama Frezeleme Planyalama, vargelleme Taşlama Broşlama Kaynak
ELEKTRONİK DEVRE TASARIM LABORATUARI-I MOSFET YARI İLETKEN DEVRE ELEMANININ DAVRANIŞININ İNCELENMESİ
 ELEKTRONİK DEVRE TASARIM LABORATUARI-I MOSFET YARI İLETKEN DEVRE ELEMANININ DAVRANIŞININ İNCELENMESİ Yrd. Doç. Dr. Özhan ÖZKAN MOSFET: Metal-Oksit Yarıiletken Alan Etkili Transistor (Geçidi Yalıtılmış
ELEKTRONİK DEVRE TASARIM LABORATUARI-I MOSFET YARI İLETKEN DEVRE ELEMANININ DAVRANIŞININ İNCELENMESİ Yrd. Doç. Dr. Özhan ÖZKAN MOSFET: Metal-Oksit Yarıiletken Alan Etkili Transistor (Geçidi Yalıtılmış
Döküm Prensipleri. Yard.Doç.Dr. Derya Dışpınar. İstanbul Üniversitesi
 Döküm Prensipleri Yard.Doç.Dr. Derya Dışpınar Şekilvermeyöntemleri Talaşlı Talaşsız Torna Freze Matkap Taşlama Dövme Çekme Ekstrüzyon Döküm Kaynak, lehim Toz metalurjisi Birleştirme Döküm 1. Metal veya
Döküm Prensipleri Yard.Doç.Dr. Derya Dışpınar Şekilvermeyöntemleri Talaşlı Talaşsız Torna Freze Matkap Taşlama Dövme Çekme Ekstrüzyon Döküm Kaynak, lehim Toz metalurjisi Birleştirme Döküm 1. Metal veya
MEMM4043 metallerin yeniden kazanımı
 metallerin yeniden kazanımı 2016-2017 güz yy. Prof. Dr. Gökhan Orhan MF212 katot - + Cu + H 2+ SO 2-4 OH- Anot Reaksiyonu Cu - 2e - Cu 2+ E 0 = + 0,334 Anot Reaksiyonu 2H 2 O O 2 + 4H + + 4e - E 0 = 1,229-0,0591pH
metallerin yeniden kazanımı 2016-2017 güz yy. Prof. Dr. Gökhan Orhan MF212 katot - + Cu + H 2+ SO 2-4 OH- Anot Reaksiyonu Cu - 2e - Cu 2+ E 0 = + 0,334 Anot Reaksiyonu 2H 2 O O 2 + 4H + + 4e - E 0 = 1,229-0,0591pH
HOŞGELDİNİZ MIG-MAG GAZALTI KAYNAKNAĞINDA ARK TÜRLERİ. K ayna K. Sakarya Üniversitesi Teknik Eğitim Fakültesi. Teknolojisi.
 MIG-MAG GAZALTI KAYNAKNAĞINDA ARK TÜRLERİ K ayna K K ayna K Teknolojisi Teknolojisi HOŞGELDİNİZ Doç. Dr. Hüseyin UZUN Kaynak Eğitimi Ana Bilim Dalı Başkanı 1 /47 ELEKTRİK ARKI NASIL OLUŞUR MIG-MAG gazaltı
MIG-MAG GAZALTI KAYNAKNAĞINDA ARK TÜRLERİ K ayna K K ayna K Teknolojisi Teknolojisi HOŞGELDİNİZ Doç. Dr. Hüseyin UZUN Kaynak Eğitimi Ana Bilim Dalı Başkanı 1 /47 ELEKTRİK ARKI NASIL OLUŞUR MIG-MAG gazaltı
YAŞAMIMIZDAKİ ELEKTRİK
 YAŞAMIMIZDAKİ ELEKTRİK DURGUN ELEKTRİK Atomda proton ve nötrondan oluşan bir çekirdek ve çekirdeğin çevresinde yörüngelerde hareket eden elektronlar bulunur. Elektrik yüklerinin kaynağı atomun yapısında
YAŞAMIMIZDAKİ ELEKTRİK DURGUN ELEKTRİK Atomda proton ve nötrondan oluşan bir çekirdek ve çekirdeğin çevresinde yörüngelerde hareket eden elektronlar bulunur. Elektrik yüklerinin kaynağı atomun yapısında
Manyetik Alan. Manyetik Akı. Manyetik Akı Yoğunluğu. Ferromanyetik Malzemeler. B-H eğrileri (Hysteresis)
") Manyetik Alan Manyetik Akı Manyetik Akı Yoğunluğu Ferromanyetik Malzemeler B-H eğrileri (Hysteresis) Kaynak: SERWAY Bölüm 29 http://mmfdergi.ogu.edu.tr/mmfdrg/2006-1/3.pdf Manyetik Alan Manyetik Alan
Manyetik Alan Manyetik Akı Manyetik Akı Yoğunluğu Ferromanyetik Malzemeler B-H eğrileri (Hysteresis) Kaynak: SERWAY Bölüm 29 http://mmfdergi.ogu.edu.tr/mmfdrg/2006-1/3.pdf Manyetik Alan Manyetik Alan
Tozların Şekillendirilmesi ve Sinterleme Yrd. Doç. Dr. Rıdvan YAMANOĞLU
 Tozların Şekillendirilmesi ve Sinterleme Yrd. Doç. Dr. Rıdvan YAMANOĞLU Tozların Şekillendirilmesi Toz metalurjisinin çoğu uygulamalarında nihai ürün açısından yüksek yoğunluk öncelikli bir kavramdır.
Tozların Şekillendirilmesi ve Sinterleme Yrd. Doç. Dr. Rıdvan YAMANOĞLU Tozların Şekillendirilmesi Toz metalurjisinin çoğu uygulamalarında nihai ürün açısından yüksek yoğunluk öncelikli bir kavramdır.
CNC FREZE TEZGAHLARININ PROGRAMLANMASI
 CNC FREZE TEZGAHLARININ PROGRAMLANMASI Frezelemenin Tanımı Çevresinde çok sayıda kesici ağzı bulunan takımın dönme hareketine karşılık, iş parçasının öteleme hareketi yapmasıyla gerçekleştirilen talaş
CNC FREZE TEZGAHLARININ PROGRAMLANMASI Frezelemenin Tanımı Çevresinde çok sayıda kesici ağzı bulunan takımın dönme hareketine karşılık, iş parçasının öteleme hareketi yapmasıyla gerçekleştirilen talaş
KOROZYONUN ÖNEMİ. Korozyon, özellikle metallerde büyük ekonomik kayıplara sebep olur.
 KOROZYON KOROZYON VE KORUNMA KOROZYON NEDİR? Metallerin bulundukları ortam ile yaptıkları kimyasal veya elektrokimyasal reaksiyonları sonucu meydana gelen malzeme bozunumuna veya hasarına korozyon adı
KOROZYON KOROZYON VE KORUNMA KOROZYON NEDİR? Metallerin bulundukları ortam ile yaptıkları kimyasal veya elektrokimyasal reaksiyonları sonucu meydana gelen malzeme bozunumuna veya hasarına korozyon adı
Havalı Matkaplar, Kılavuz Çekmeler, Hava Motorları KILAVUZ
 2016 Havalı Matkaplar, Kılavuz Çekmeler, Hava Motorları 1. Çalışma Prensibi Matkaplar, kılavuz çekmeler ve paletli tip hava motorları aynı çalışma prensibine sahiptir. Rotorlu (vane) motor ve dişli kutusu
2016 Havalı Matkaplar, Kılavuz Çekmeler, Hava Motorları 1. Çalışma Prensibi Matkaplar, kılavuz çekmeler ve paletli tip hava motorları aynı çalışma prensibine sahiptir. Rotorlu (vane) motor ve dişli kutusu
İmalatta İşlenebilirlik Kriterleri
 Bölüm 24 TALAŞLI İŞLEMEDE EKONOMİ VE ÜRÜN TASARIMINDA DİKKAT EDİLECEK HUSUSLAR Talaşlı işlenebilirlik Toleranslar ve Yüzey Kesme Koşullarının Seçimi konuları İmalatta İşlenebilirlik Kriterleri Takım ömrü-
Bölüm 24 TALAŞLI İŞLEMEDE EKONOMİ VE ÜRÜN TASARIMINDA DİKKAT EDİLECEK HUSUSLAR Talaşlı işlenebilirlik Toleranslar ve Yüzey Kesme Koşullarının Seçimi konuları İmalatta İşlenebilirlik Kriterleri Takım ömrü-
PLASTİK ŞEKİL VERMENİN ESASLARI EÜT 231 ÜRETİM YÖNTEMLERİ. Metal Şekillendirmede Gerilmeler. Plastik Şekil Verme
 PLASTİK ŞEKİL VERMENİN ESASLARI EÜT 231 ÜRETİM YÖNTEMLERİ Doç.Dr. Murat VURAL İTÜ Makina Fakültesi 1 1. Plastik Şekil Vermeye Genel Bakış 2. Plastik Şekil Vermede Malzeme Davranışı 3. Plastik Şekil Vermede
PLASTİK ŞEKİL VERMENİN ESASLARI EÜT 231 ÜRETİM YÖNTEMLERİ Doç.Dr. Murat VURAL İTÜ Makina Fakültesi 1 1. Plastik Şekil Vermeye Genel Bakış 2. Plastik Şekil Vermede Malzeme Davranışı 3. Plastik Şekil Vermede
BÖLÜM 2 ATOMİK YAPI İÇERİK. Atom yapısı. Bağ tipleri. Chapter 2-1
 BÖLÜM 2 ATOMİK YAPI İÇERİK Atom yapısı Bağ tipleri 1 Atomların Yapıları Atomlar başlıca üç temel atom altı parçacıktan oluşur; Protonlar (+ yüklü) Nötronlar (yüksüz) Elektronlar (-yüklü) Basit bir atom
BÖLÜM 2 ATOMİK YAPI İÇERİK Atom yapısı Bağ tipleri 1 Atomların Yapıları Atomlar başlıca üç temel atom altı parçacıktan oluşur; Protonlar (+ yüklü) Nötronlar (yüksüz) Elektronlar (-yüklü) Basit bir atom
FLAMCOVENT MİKRO KABARCIK YÖNTEMLİ HAVA AYIRICILARI
 FLAMCOVENT MİKRO KABARCIK YÖNTEMLİ HAVA AYIRICILARI Isıtma ve soğutma sistemlerinden havanın tamamen atılması içindir. En küçük hava kabarcıklarını gidermekle kalmaz aynı zamanda suda erimiş durumdaki
FLAMCOVENT MİKRO KABARCIK YÖNTEMLİ HAVA AYIRICILARI Isıtma ve soğutma sistemlerinden havanın tamamen atılması içindir. En küçük hava kabarcıklarını gidermekle kalmaz aynı zamanda suda erimiş durumdaki
Freze tezgahları ve Frezecilik. Page 7-1
 Freze tezgahları ve Frezecilik Page 7-1 Freze tezgahının Tanımı: Frezeleme işleminde talaş kaldırmak için kullanılan kesici takıma freze çakısı olarak adlandırılırken, freze çakısının bağlandığı takım
Freze tezgahları ve Frezecilik Page 7-1 Freze tezgahının Tanımı: Frezeleme işleminde talaş kaldırmak için kullanılan kesici takıma freze çakısı olarak adlandırılırken, freze çakısının bağlandığı takım
ATMOSFER KONTROLLÜ VAKUM FIRINLARINDA ISIL İŞLEM ve JET REVİZYON MÜDÜRLÜĞÜNDEKİ UYGULAMALARI
 BÖLÜM 16 ATMOSFER KONTROLLÜ VAKUM FIRINLARINDA ISIL İŞLEM ve JET REVİZYON MÜDÜRLÜĞÜNDEKİ UYGULAMALARI Svl.Müh. Serkan KAPTAN 1nci HİBM K.lığı Jet Revizyon Müdürlüğü Şubat 2004, ESKİŞEHİR ÖZET Isıl işlem
BÖLÜM 16 ATMOSFER KONTROLLÜ VAKUM FIRINLARINDA ISIL İŞLEM ve JET REVİZYON MÜDÜRLÜĞÜNDEKİ UYGULAMALARI Svl.Müh. Serkan KAPTAN 1nci HİBM K.lığı Jet Revizyon Müdürlüğü Şubat 2004, ESKİŞEHİR ÖZET Isıl işlem
T. C. GÜMÜŞHANE ÜNİVERSİTESİ MÜHENDİSLİK ve DOĞA BİLİMLERİ FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ
 T. C. GÜMÜŞHANE ÜNİVERSİTESİ MÜHENDİSLİK ve DOĞA BİLİMLERİ FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ MAKİNE MÜHENDİSLİĞİ DENEYLER 2 İŞLEME HASSASİYETİ DENEYİ (İŞ PARÇASI YÜZEY PÜRÜZLÜLÜĞÜ ÖLÇÜMÜ) ÖĞRENCİ NO:
T. C. GÜMÜŞHANE ÜNİVERSİTESİ MÜHENDİSLİK ve DOĞA BİLİMLERİ FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ MAKİNE MÜHENDİSLİĞİ DENEYLER 2 İŞLEME HASSASİYETİ DENEYİ (İŞ PARÇASI YÜZEY PÜRÜZLÜLÜĞÜ ÖLÇÜMÜ) ÖĞRENCİ NO:
Metalografi Nedir? Ne Amaçla Kullanılır?
 METALOGRAFİ Metalografi Nedir? Ne Amaçla Kullanılır? Metalografi, en bilinen şekliyle, metallerin iç yapısını inceleyen bilim dalıdır. Metalografi, metallerin iç yapısını inceleyerek onların özelliklerini
METALOGRAFİ Metalografi Nedir? Ne Amaçla Kullanılır? Metalografi, en bilinen şekliyle, metallerin iç yapısını inceleyen bilim dalıdır. Metalografi, metallerin iç yapısını inceleyerek onların özelliklerini
MAK-204. Üretim Yöntemleri
 MAK-204 Üretim Yöntemleri Taşlama ve Taşlama Tezgahı (12.Hafta) Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt. Bölümü Taşlama Đşleminin Tanımı: Belirli bir formda imal
MAK-204 Üretim Yöntemleri Taşlama ve Taşlama Tezgahı (12.Hafta) Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt. Bölümü Taşlama Đşleminin Tanımı: Belirli bir formda imal
KALIP KUMLARI. Kalıp yapımında kullanılan malzeme kumdur. Kalıp kumu; silis + kil + rutubet oluşur.
 KALIPLAMA Modeller ve maçalar vasıtasıyla, çeşitli ortamlarda (kum, metal) kalıp adı verilen ve içerisine döküm yapılan boşlukların oluşturulmasına kalıplama denir. KALIP KUMLARI Kalıp yapımında kullanılan
KALIPLAMA Modeller ve maçalar vasıtasıyla, çeşitli ortamlarda (kum, metal) kalıp adı verilen ve içerisine döküm yapılan boşlukların oluşturulmasına kalıplama denir. KALIP KUMLARI Kalıp yapımında kullanılan
Elektroerozyon Tezgâhlarında İşleme Parametrelerinin PLC ile Denetimi
 Elektroerozyon Tezgâhlarında İşleme Parametrelerinin PLC ile Denetimi Mehmet Fatih IŞIK 1, Halil AYKUL 2, Erhan ÇETİN 2* 1 Elektrik-Elektronik Mühendisliği Bölümü Hitit Üniversitesi, Çorum mehmetfatih@hitit.edu.tr
Elektroerozyon Tezgâhlarında İşleme Parametrelerinin PLC ile Denetimi Mehmet Fatih IŞIK 1, Halil AYKUL 2, Erhan ÇETİN 2* 1 Elektrik-Elektronik Mühendisliği Bölümü Hitit Üniversitesi, Çorum mehmetfatih@hitit.edu.tr
02.01.2012. Freze tezgahında kullanılan kesicilere Çakı denir. Çakılar, profillerine, yaptıkları işe göre gibi çeşitli şekillerde sınıflandırılır.
 Freze ile ilgili tanımlar Kendi ekseni etrafında dönen bir kesici ile sabit bir iş parçası üzerinden yapılan talaş kaldırma işlemine Frezeleme, yapılan tezgaha Freze ve yapan kişiye de Frezeci denilir.
Freze ile ilgili tanımlar Kendi ekseni etrafında dönen bir kesici ile sabit bir iş parçası üzerinden yapılan talaş kaldırma işlemine Frezeleme, yapılan tezgaha Freze ve yapan kişiye de Frezeci denilir.
Uygulanan akım şiddeti, ark gerilimi koruyucu gaz türü ve elektrod metaline bağlı olarak bu işlem saniyede 20 ilâ 200 kere tekrarlanır.
 ARK TİPLERİ KISA ARK Kısa ark yöntemi ince elektrodlarla (0.6 ilâ 1.2 mm) kısa ark boyu yani düşük ark gerilimi ve düşük akım şiddeti ile kaynak yapıldığında karşılaşılan bir ark türüdür. Burada ark oluşunca
ARK TİPLERİ KISA ARK Kısa ark yöntemi ince elektrodlarla (0.6 ilâ 1.2 mm) kısa ark boyu yani düşük ark gerilimi ve düşük akım şiddeti ile kaynak yapıldığında karşılaşılan bir ark türüdür. Burada ark oluşunca
T.C. SÜLEYMAN DEMİREL ÜNİVERSİTESİ MÜHENDİSLİK MİMARLIK FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ TALAŞLI İMALAT LABORATUARI DENEY FÖYÜ
 T.C. SÜLEYMAN DEMİREL ÜNİVERSİTESİ MÜHENDİSLİK MİMARLIK FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ TALAŞLI İMALAT LABORATUARI DENEY FÖYÜ DENEY ADI İŞLEME HASSASİYETİ (İŞ PARÇASI YÜZEY PÜRÜZLÜLÜĞÜ ÖLÇÜMÜ) DERSİN
T.C. SÜLEYMAN DEMİREL ÜNİVERSİTESİ MÜHENDİSLİK MİMARLIK FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ TALAŞLI İMALAT LABORATUARI DENEY FÖYÜ DENEY ADI İŞLEME HASSASİYETİ (İŞ PARÇASI YÜZEY PÜRÜZLÜLÜĞÜ ÖLÇÜMÜ) DERSİN
METAL KESİM ŞERİT TESTERELERİ 2017
 METAL KESİM ŞERİT TESTERELERİ 2017 Busatec leri temel olarak özel alaşımlı çelikten oluşan iki bileşenli bir malzemedir. Son derece esnek, yaklaşık 50 HRC taşıyıcı malzeme ile HSS malzemenin elektro kaynak
METAL KESİM ŞERİT TESTERELERİ 2017 Busatec leri temel olarak özel alaşımlı çelikten oluşan iki bileşenli bir malzemedir. Son derece esnek, yaklaşık 50 HRC taşıyıcı malzeme ile HSS malzemenin elektro kaynak
ÇELİK YAPILARDA BİRLEŞİM ARAÇLARI
 ÇELİK YAPILARDA BİRLEŞİM ARAÇLARI Çelik yapılarda kullanılan birleşim araçları; 1. Bulon ( cıvata) 2. Kaynak 3. Perçin Öğr. Gör. Mustafa EFİLOĞLU 1 KAYNAKLAR Aynı yada benzer alaşımlı metallerin yüksek
ÇELİK YAPILARDA BİRLEŞİM ARAÇLARI Çelik yapılarda kullanılan birleşim araçları; 1. Bulon ( cıvata) 2. Kaynak 3. Perçin Öğr. Gör. Mustafa EFİLOĞLU 1 KAYNAKLAR Aynı yada benzer alaşımlı metallerin yüksek
İmalat Teknolojileri. Dr.-Ing. Rahmi Ünal. Talaşlı İmalat Yöntemleri malzemebilimi.net
 İmalat Teknolojileri Dr.-Ing. Rahmi Ünal 1 Talaşlı İmalat Yöntemleri malzemebilimi.net Kapsam Talaşlı imalatın tanımı Talaş kaldırmanın esasları Takımlar Tornalama Frezeleme Planyalama, vargelleme Taşlama
İmalat Teknolojileri Dr.-Ing. Rahmi Ünal 1 Talaşlı İmalat Yöntemleri malzemebilimi.net Kapsam Talaşlı imalatın tanımı Talaş kaldırmanın esasları Takımlar Tornalama Frezeleme Planyalama, vargelleme Taşlama
Sensörler Öğr. Gör. Erhan CEMÜNAL Thomas Alva Edison
 Sensörler Öğr. Gör. Erhan CEMÜNAL Sıkı bir çalışmanın yerini hiç bir şey alamaz. Deha yüzde bir ilham ve yüzde doksandokuz terdir. Thomas Alva Edison İçerik TEMEL ELEKTRONİK KAVRAMLARI Transdüser ve Sensör
Sensörler Öğr. Gör. Erhan CEMÜNAL Sıkı bir çalışmanın yerini hiç bir şey alamaz. Deha yüzde bir ilham ve yüzde doksandokuz terdir. Thomas Alva Edison İçerik TEMEL ELEKTRONİK KAVRAMLARI Transdüser ve Sensör
MODERN İMALAT YÖNTEMLERİ
 MODERN İMALAT YÖNTEMLERİ PLAZMA İLE KESİM, PLAZMA TEZGAHLARI Öğr.Gör.Dr. Ömer ERKAN PLAZMA İLE KESME Plazma maddenin dördüncü halidir. Madde gaz halinde iken doğru koşullar altında maddeye enerji verilmesinin
MODERN İMALAT YÖNTEMLERİ PLAZMA İLE KESİM, PLAZMA TEZGAHLARI Öğr.Gör.Dr. Ömer ERKAN PLAZMA İLE KESME Plazma maddenin dördüncü halidir. Madde gaz halinde iken doğru koşullar altında maddeye enerji verilmesinin
GENEL KİMYA. Yrd.Doç.Dr. Tuba YETİM
 GENEL KİMYA MOLEKÜLLER ARASI KUVVETLER Moleküller Arası Kuvvetler Yüksek basınç ve düşük sıcaklıklarda moleküller arası kuvvetler gazları ideallikten saptırır. Moleküller arası kuvvetler molekülde kalıcı
GENEL KİMYA MOLEKÜLLER ARASI KUVVETLER Moleküller Arası Kuvvetler Yüksek basınç ve düşük sıcaklıklarda moleküller arası kuvvetler gazları ideallikten saptırır. Moleküller arası kuvvetler molekülde kalıcı
CNC FREZE BAHAR DÖNEMİ DERS NOTLARI
 CNC FREZE BAHAR DÖNEMİ DERS NOTLARI Frezeleme; mevcut olan en esnek işleme yöntemidir ve neredeyse her şekli işleyebilir. Bu esnekliğin dezavantajı, optimize etmeyi daha zor hale getirecek şekilde uygulama
CNC FREZE BAHAR DÖNEMİ DERS NOTLARI Frezeleme; mevcut olan en esnek işleme yöntemidir ve neredeyse her şekli işleyebilir. Bu esnekliğin dezavantajı, optimize etmeyi daha zor hale getirecek şekilde uygulama
İmalat işlemi; -İnsan veya hayvan gücü kullanarak ilkel yöntemlerle yada -Mekanik enerji kullanılarak makinelerle yapılır.
 İmalatın amacı, ham madde halinde bulunan herhangi bir malzemeyi belirli bir şekle dönüştürmektir. İmalat işlemi; -İnsan veya hayvan gücü kullanarak ilkel yöntemlerle yada -Mekanik enerji kullanılarak
İmalatın amacı, ham madde halinde bulunan herhangi bir malzemeyi belirli bir şekle dönüştürmektir. İmalat işlemi; -İnsan veya hayvan gücü kullanarak ilkel yöntemlerle yada -Mekanik enerji kullanılarak
ALAN ETKİLİ TRANSİSTÖR
 ALAN ETKİLİ TRANİTÖR Y.oç.r.A.Faruk BAKAN FET (Alan Etkili Transistör) gerilim kontrollu ve üç uçlu bir elemandır. FET in uçları G (Kapı), (rain) ve (Kaynak) olarak tanımlanır. FET in yapısı ve sembolü
ALAN ETKİLİ TRANİTÖR Y.oç.r.A.Faruk BAKAN FET (Alan Etkili Transistör) gerilim kontrollu ve üç uçlu bir elemandır. FET in uçları G (Kapı), (rain) ve (Kaynak) olarak tanımlanır. FET in yapısı ve sembolü
Yüksek toz konsantrasyonlarında en iyi teknik çözüm Geniş filtreleme yüzeyi ve kompakt tasarım Uzun ömür ve ağır çalışma şartları için güçlü yapı
 Yüksek toz konsantrasyonlarında en iyi teknik çözüm Geniş filtreleme yüzeyi ve kompakt tasarım Uzun ömür ve ağır çalışma şartları için güçlü yapı Alanın kısıtlı olduğu yerlerde en iyi çözüm Düşük sarfiyat
Yüksek toz konsantrasyonlarında en iyi teknik çözüm Geniş filtreleme yüzeyi ve kompakt tasarım Uzun ömür ve ağır çalışma şartları için güçlü yapı Alanın kısıtlı olduğu yerlerde en iyi çözüm Düşük sarfiyat
KARABÜK ÜNİVERSİTESİ Öğretim Üyesi: Doç.Dr. Tamila ANUTGAN 1
 KARABÜK ÜNİVERSİTESİ Öğretim Üyesi: Doç.Dr. Tamila ANUTGAN 1 Elektriksel olaylarla ilgili buraya kadar yaptığımız, tartışmalarımız, durgun yüklerle veya elektrostatikle sınırlı kalmıştır. Şimdi, elektrik
KARABÜK ÜNİVERSİTESİ Öğretim Üyesi: Doç.Dr. Tamila ANUTGAN 1 Elektriksel olaylarla ilgili buraya kadar yaptığımız, tartışmalarımız, durgun yüklerle veya elektrostatikle sınırlı kalmıştır. Şimdi, elektrik
Herhangi bir delme operasyonu için MSD & MSDHların farklı tasarımları MSD(H) 101 K 60 100L 11S. Yağ deliği Uygulama Toplam boy Şaft çapı
 101 K 60 100L 11S. Yağ deliği Uygulama Toplam boy Şaft çapı") Mack için Teknik Bilgiler Herhangi bir delme operasyonu için MSD & MSDHların farklı tasarımları Yekpare lama sistemi 101=Ø10.1 Takım Çapı : mm Kesme uzunluğu (Özel Tip) MSD(H) 101 K 100 11S Yağ deliği
Mack için Teknik Bilgiler Herhangi bir delme operasyonu için MSD & MSDHların farklı tasarımları Yekpare lama sistemi 101=Ø10.1 Takım Çapı : mm Kesme uzunluğu (Özel Tip) MSD(H) 101 K 100 11S Yağ deliği
TOPRAK SUYU. Toprak Bilgisi Dersi. Prof. Dr. Günay Erpul
 TOPRAK SUYU Toprak Bilgisi Dersi Prof. Dr. Günay Erpul erpul@ankara.edu.tr Toprak Suyu Su molekülünün yapısı Toprak Suyu Su molekülünün yapısı Polarite (kutupsallık) ve Hidrojen bağı Polarite (kutupsallık)
TOPRAK SUYU Toprak Bilgisi Dersi Prof. Dr. Günay Erpul erpul@ankara.edu.tr Toprak Suyu Su molekülünün yapısı Toprak Suyu Su molekülünün yapısı Polarite (kutupsallık) ve Hidrojen bağı Polarite (kutupsallık)
HİDROLİK-PNÖMATİK. Prof. Dr. İrfan AY. Makina. Prof.Dr.İrfan AY. Arş.Gör.T.Kerem DEMİRCİOĞLU. Balıkesir - 2008
 Makina * Prof. Dr. İrfan AY Arş.Gör.T.Kerem DEMİRCİOĞLU * Balıkesir - 008 1 HİDROLİK VE PNÖMATİK 1.BÖLÜM HİDROLİK VE PNÖMATİĞE GİRİŞ TARİHÇESİ: Modern hidroliğin temelleri 1650 yılında Pascal ın kendi
Makina * Prof. Dr. İrfan AY Arş.Gör.T.Kerem DEMİRCİOĞLU * Balıkesir - 008 1 HİDROLİK VE PNÖMATİK 1.BÖLÜM HİDROLİK VE PNÖMATİĞE GİRİŞ TARİHÇESİ: Modern hidroliğin temelleri 1650 yılında Pascal ın kendi
Modern Fiziğin Teknolojideki Uygulamaları
 40 Modern Fiziğin Teknolojideki Uygulamaları 1 Test 1 in Çözümleri 1. USG ve MR cihazları ile ilgili verilen bilgiler doğrudur. BT cihazı c-ışınları ile değil X-ışınları ile çalışır. Bu nedenle I ve II.
40 Modern Fiziğin Teknolojideki Uygulamaları 1 Test 1 in Çözümleri 1. USG ve MR cihazları ile ilgili verilen bilgiler doğrudur. BT cihazı c-ışınları ile değil X-ışınları ile çalışır. Bu nedenle I ve II.
Maddenin Isı Etkisi İle Değişimi a)isınma-soğuma
isınma-soğuma") MADDE VE ISI Maddenin Isı Etkisi İle Değişimi a)isınma-soğuma Isı enerjisi alan maddenin sıcaklığı artar. Maddenin sıcaklığının artması ısınma sonucunda gerçekleşir. Örneğin;Yanmakta olan ocağın üzerinde
MADDE VE ISI Maddenin Isı Etkisi İle Değişimi a)isınma-soğuma Isı enerjisi alan maddenin sıcaklığı artar. Maddenin sıcaklığının artması ısınma sonucunda gerçekleşir. Örneğin;Yanmakta olan ocağın üzerinde
Katılar. MÜHENDİSLİK KİMYASI DERS NOTLARI Yrd. Doç. Dr. Atilla EVCİN. Yrd. Doç. Dr. Atilla EVCİN Afyonkarahisar Kocatepe Üniversitesi 2006
 Katılar Tüm maddeler, yeteri kadar soğutulduğunda katıları oluştururlar. MÜHENDİSLİK KİMYASI DERS NOTLARI Yrd. Doç. Dr. Atilla EVCİN Oluşan katıların doğası atom, iyon veya molekülleri birarada tutan kuvvetlere
Katılar Tüm maddeler, yeteri kadar soğutulduğunda katıları oluştururlar. MÜHENDİSLİK KİMYASI DERS NOTLARI Yrd. Doç. Dr. Atilla EVCİN Oluşan katıların doğası atom, iyon veya molekülleri birarada tutan kuvvetlere
TERMOSET PLASTİK KALIPÇILIĞI DERSİ ÇALIŞMA SORULARI. a. Kırılganlık. b. Saydamlık. c. Elastikiyet. d. Mukavemet. b.
 TERMOSET PLASTİK KALIPÇILIĞI DERSİ ÇALIŞMA SORULARI 1. Plastik sıkıştırma kalıpları daha çok hangi malzemelerin kalıplanmasında kullanılmaktadır? a. Termoplastik b. Polietilen c. Termoset d. PVC 5. Kauçuğun
TERMOSET PLASTİK KALIPÇILIĞI DERSİ ÇALIŞMA SORULARI 1. Plastik sıkıştırma kalıpları daha çok hangi malzemelerin kalıplanmasında kullanılmaktadır? a. Termoplastik b. Polietilen c. Termoset d. PVC 5. Kauçuğun
ASO METES İKTİSADİ İŞLETMESİ. SINAV VE BELGELENDİRME ÜCRET TARİFESİ Geçerlilik Tarihi: METAL ALANI
 ASO METES İKTİSADİ İŞLETMESİ SINAV VE BELGELENDİRME ÜCRET TARİFESİ Geçerlilik Tarihi: 31.1.017 METAL ALANI 1-11UY0010-3 Çelik Kaynakçısı (Seviye 3) Ücret: (4TL) A1 Kaynak İşlemlerinde İş Sağlığı ve Güvenliği
ASO METES İKTİSADİ İŞLETMESİ SINAV VE BELGELENDİRME ÜCRET TARİFESİ Geçerlilik Tarihi: 31.1.017 METAL ALANI 1-11UY0010-3 Çelik Kaynakçısı (Seviye 3) Ücret: (4TL) A1 Kaynak İşlemlerinde İş Sağlığı ve Güvenliği
ÜNİTE 5 KLASİK SORU VE CEVAPLARI (TEMEL ELEKTRONİK) Transformatörün tanımını yapınız. Alternatif akımın frekansını değiştirmeden, gerilimini
 Transformatörün tanımını yapınız. Alternatif akımın frekansını değiştirmeden, gerilimini") ÜNİTE 5 KLASİK SORU VE CEVAPLARI (TEMEL ELEKTRONİK) Transformatörün tanımını yapınız. Alternatif akımın frekansını değiştirmeden, gerilimini alçaltmaya veya yükseltmeye yarayan elektro manyetik indüksiyon
ÜNİTE 5 KLASİK SORU VE CEVAPLARI (TEMEL ELEKTRONİK) Transformatörün tanımını yapınız. Alternatif akımın frekansını değiştirmeden, gerilimini alçaltmaya veya yükseltmeye yarayan elektro manyetik indüksiyon
MALZEME BİLİMİ. Difüzyon
 MALZEME BİLİMİ Difüzyon Difüzyon D E R S N O T U Difüzyon; ısıl etkenlerle teşvik edilen atomsal mertebedeki parçacıkların (atom, iyon, küçük moleküller) kafes parametresinden daha büyük (ve tam katları
MALZEME BİLİMİ Difüzyon Difüzyon D E R S N O T U Difüzyon; ısıl etkenlerle teşvik edilen atomsal mertebedeki parçacıkların (atom, iyon, küçük moleküller) kafes parametresinden daha büyük (ve tam katları
MAKRO-MEZO-MİKRO. Deney Yöntemleri. MİKRO Deneyler Zeta Potansiyel Partikül Boyutu. MEZO Deneyler Reolojik Ölçümler Reometre (dinamik) Roww Hücresi
 Roww Hücresi") Kolloidler Bir maddenin kendisi için çözücü olmayan bir ortamda 10-5 -10-7 cm boyutlarında dağılmasıyla oluşan çözeltiye kolloidal çözelti denir. Çimento, su, agrega ve bu sistemin dispersiyonuna etki
Kolloidler Bir maddenin kendisi için çözücü olmayan bir ortamda 10-5 -10-7 cm boyutlarında dağılmasıyla oluşan çözeltiye kolloidal çözelti denir. Çimento, su, agrega ve bu sistemin dispersiyonuna etki
MAK-204. Üretim Yöntemleri. Frezeleme Đşlemleri. (11.Hafta) Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt.
 Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt.") MAK-204 Üretim Yöntemleri Freze Tezgahı Frezeleme Đşlemleri (11.Hafta) Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt. Bölümü Freze tezgahının Tanımı: Frezeleme işleminde
MAK-204 Üretim Yöntemleri Freze Tezgahı Frezeleme Đşlemleri (11.Hafta) Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt. Bölümü Freze tezgahının Tanımı: Frezeleme işleminde
ERCİYES ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ ENERJİ SİSTEMLERİ MÜHENDİSLİĞİ BÖLÜMÜ
 ERCİYES ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ ENERJİ SİSTEMLERİ MÜHENDİSLİĞİ BÖLÜMÜ DENEY FÖYÜ DENEY ADI AKIŞKAN YATAKLI ISI TRANSFER DENEYİ DERSİN ÖĞRETİM ÜYESİ DENEY SORUMLUSU DENEY GRUBU: DENEY TARİHİ
ERCİYES ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ ENERJİ SİSTEMLERİ MÜHENDİSLİĞİ BÖLÜMÜ DENEY FÖYÜ DENEY ADI AKIŞKAN YATAKLI ISI TRANSFER DENEYİ DERSİN ÖĞRETİM ÜYESİ DENEY SORUMLUSU DENEY GRUBU: DENEY TARİHİ
Güven Veren Mavi MMA (ÖRTÜLÜ ELEKTROD) KAYNAK MAKİNELERİ MIG/MAG (GAZALTI) KAYNAK MAKİNELERİ TIG AC/DC (ARGON) KAYNAK MAKİNELERİ
 KAYNAK MAKİNELERİ MIG/MAG (GAZALTI) KAYNAK MAKİNELERİ TIG AC/DC (ARGON) KAYNAK MAKİNELERİ") Güven Veren Mavi w w w. v e g a m a k. c o m MMA (ÖRTÜLÜ ELEKTROD) KAYNAK MAKİNELERİ MIG/MAG (GAZALTI) KAYNAK MAKİNELERİ TIG DC (ARGON) KAYNAK MAKİNELERİ TIG AC/DC (ARGON) KAYNAK MAKİNELERİ PLAZMA KESME
Güven Veren Mavi w w w. v e g a m a k. c o m MMA (ÖRTÜLÜ ELEKTROD) KAYNAK MAKİNELERİ MIG/MAG (GAZALTI) KAYNAK MAKİNELERİ TIG DC (ARGON) KAYNAK MAKİNELERİ TIG AC/DC (ARGON) KAYNAK MAKİNELERİ PLAZMA KESME
Birbiriyle temas eden yüzeylerde sürtünme kuvvetleri güç kaybına, aşınma ise işleme toleranslarının kötüleşmesine neden olduğundan aşınma çok önemli
 AŞINMA HASARLARI 1 Birbiriyle temas eden yüzeylerde sürtünme kuvvetleri güç kaybına, aşınma ise işleme toleranslarının kötüleşmesine neden olduğundan aşınma çok önemli bir parametredir. 2 Sürtünme: İki
AŞINMA HASARLARI 1 Birbiriyle temas eden yüzeylerde sürtünme kuvvetleri güç kaybına, aşınma ise işleme toleranslarının kötüleşmesine neden olduğundan aşınma çok önemli bir parametredir. 2 Sürtünme: İki
OSMANLI ALAŞIMLI ÇELİKLER SAN. VE TİC. LTD. ŞTİ
 Özellikler Paslanmaz martenzitik krom çeliğidir. Bileşiminde bulunan yüksek oranda karbon içeriği, gerilme direnci düzeylerini yükseltmek için gerekli sertleştirme ve su verme işlemlerinin gerçekleştirilmesine
Özellikler Paslanmaz martenzitik krom çeliğidir. Bileşiminde bulunan yüksek oranda karbon içeriği, gerilme direnci düzeylerini yükseltmek için gerekli sertleştirme ve su verme işlemlerinin gerçekleştirilmesine
ASO METES İKTİSADİ İŞLETMESİ
 ASO METES İKTİSADİ İŞLETMESİ SINAV VE BELGELENDİRME ÜCRET TARİFESİ Geçerlilik Tarihi: 01.01.2018 1-11UY0010-3 Çelik Kaynakçısı (Seviye 3) Ücret: (500,00TL) A1 Kaynak İşlemlerinde İş Sağlığı ve Güvenliği
ASO METES İKTİSADİ İŞLETMESİ SINAV VE BELGELENDİRME ÜCRET TARİFESİ Geçerlilik Tarihi: 01.01.2018 1-11UY0010-3 Çelik Kaynakçısı (Seviye 3) Ücret: (500,00TL) A1 Kaynak İşlemlerinde İş Sağlığı ve Güvenliği
DENEYİN ADI: Jominy uçtan su verme ile sertleşebilirlik. AMACI: Çeliklerin sertleşme kabiliyetinin belirlenmesi.
 DENEYİN ADI: Jominy uçtan su verme ile sertleşebilirlik AMACI: Çeliklerin sertleşme kabiliyetinin belirlenmesi. TEORİK BİLGİ: Kritik soğuma hızı, TTT diyagramlarında burun noktasını kesmeden sağlanan en
DENEYİN ADI: Jominy uçtan su verme ile sertleşebilirlik AMACI: Çeliklerin sertleşme kabiliyetinin belirlenmesi. TEORİK BİLGİ: Kritik soğuma hızı, TTT diyagramlarında burun noktasını kesmeden sağlanan en