POLİMER TEKNOLOJİSİ Plastik Üretim Yöntemleri. Doç.Dr.Ahmet DEMİRER Sakarya Universitesi
|
|
|
- Süleiman Yavuz Baybaşin
- 8 yıl önce
- İzleme sayısı:
Transkript
kalıplama yön. 5-Vakum (ısıl şekillendirme) yön. 6-Basma (Kompresyon baskı) ile kalıplama yön. 7-Kalenderleme (merdaneleme-haddeleme) yön. 8-Transfer Baskı (aktarma) yön.")
1 POLİMER TEKNOLOJİSİ Doç.Dr.Ahmet DEMİRER Sakarya Universitesi Plastik Üretim Yöntemleri 1-Enjeksiyon Yön. 2-Ekstrüzyon Yön. -Film çekme -Profil çekme 3-Şişirme Kalıplama yön. 4-Döndürmeli (rotasyonel)kalıplama yön. 5-Vakum (ısıl şekillendirme) yön. 6-Basma (Kompresyon baskı) ile kalıplama yön. 7-Kalenderleme (merdaneleme-haddeleme) yön. 8-Transfer Baskı (aktarma) yön. 9-Kaplama Yön. 10-Köpürtme Yön. 11-Dökme Yön. 12-Hızlı prototipleme 13-Talaşlı Üretim Yöntemi Periyotlar cetvelinde, sol tarafta hep metalik elementler, sağ tarafta ise ametaller vardır. Bunlardan kolaylıkla elektron veren ve metalleri oluşturan metalik elementlerdir. Ametaller ise, polimerleri oluşturan ana yapı taşlarıdır. Metalik ve ametalik elementlerin karışımı ise, seramikleri meydana getirir. Polimer; yüksek molekül ağırlıklı, uzun, zincirimsi bir yapı gösteren moleküllere denir. Monomer adı verilen küçük moleküllerin biraraya gelerek eklenmesiyle oluşan çok uzun zincirli moleküllerdir. Bir kimyasal tepkimede polimer oluşumuna, polimerleşme denir. Polimerler oldukça geniş bir sınıflandırma yelpazesine sahiptir. Termal özellikleri yönünden üç gruba ayrılır. Bunlar; Termosetler, Termoplastikler ve Elastomerlerdir. Polimerleştirme reaksiyonu ile elde edilen plastik hammadde genellikle toz, granül ya da hamur (elastomerler) halindedir ve stabilizatör, aktivatör, renklendirici gibi muhtelif katkılar ilave edildikten sonra şekillendirilmesi sağlanır. Bu katkılar yüksek devirli mikserlerle homojen bir şekilde karıştırılabilir. Eğer karıştırma plastiğin yumuşama sıcaklığının altında yapılıyorsa hamur karıştırıcı, karıştırma ruloları veya ekstrüderler kullanılır [4]. Plastik; Isıtılarak kalıplanan ve soğuduğunda kalıptaki şeklini koruyabilen maddelere denildiği gibi şekillendirilebilen her tür maddeyi kapsayan bir terim olarak da kullanılmaktadır. Plastik malzemelere şekil vermek için talaşsız ve talaşlı imalat yöntemleri kullanılmaktadır. Ancak plastik parçaların yaklaşık %90 ı talaşsız imalat yöntemleriyle şekillendirilmektedir [5]. Şekil 1. Periyodik tabloda polimer malzemeleri oluşturan elementler C (Karbon) H (Hidrojen) N (Azot) O (Oksijen) F (Flor) Si (Silisyum) 1

2 Plastiklerin Genel Özellikleri 1. Kolay biçimlendirilebilir (talaşsız) ve kolay işlenebilirler (talaşlı üretim) 2. Isı ve elektrik iletkenlikleri düşüktür (iyi yalıtkandır) 3. Çeşitli mekaniksel özelliklere sahiptir. (Makaslamaya duyarlı, kayma direnci düşük, çekme ve basınç dayanımları iyidir.) 4. Korozyona ve kimyasal etkilere karşı dayanıklıdırlar. (Suya, Asitlere ve bazlara iyi dayanırlar) 5. Yoğunlukları düşüktür. (hafiftirler) 6. Enerji absorbe etme (yutma) özellikleri iyidir. 7. Katkı maddeleri ile özellikleri değiştirilebilir. 8. Yeniden işlenip kullanılır hale gelebilirler. 9. Genel olarak saydamdırlar ve parlak dekoratif yüzeyler elde edilebilir. 10. Kolay renklendirilebilirler. Plastikler Tablo 1.1. Plastiklere uygulanan imalat yöntemleri [2,6] PLASTİK İMALAT YÖNTEMLERİ I. TALAŞSIZ İMALAT II. TALAŞLI İMALAT Direkt mamul Yarı mamul Birleştirme Tornalama Enjeksiyonla kalıplama Ekstrüzyon Macunlama Frezeleme Şişirmeyle kalıplama Haddeleme Yapıştırma Vargelleme Basınçlı (sıkıştırma) kalıplama Fiber (iplik) imalatı Kaynak Matkapla delme Transfer kalıplama Kesme Döküm yöntemi Vakumla şekillendirme Döndürmeli kalıplama Belirli bir plastik malzeme için uygun olan imalat yöntemi, plastiğin cinsine, parçanın şekline, parça sayısına ve maliyetine bağlıdır. Plastik ürünlerin imalatı için en çok uygulanan ve ürüne en son şeklini veren yöntemlerden birisi de enjeksiyon yöntemidir. Polimerler 1-PLASTİK ENJEKSİYON YÖNTEMİ Bu yöntem seri üretime uygun olup genellikle termoplastiklere uygulanır. Günümüzde PE, PS, PP, ABS, SAN, PA (Naylon) başta olmak üzere bir çok polimer bu yöntemle işlenmektedir. Oyuncaklar, otomobil parçaları, ev eşyaları, çeşitli elektronik parçalar vb. ürünler plastik enjeksiyon işlemiyle kolaylıkla üretilebilmektedir. Enjeksiyonla kalıplama, granül halindeki termoplastik malzemenin makina silindirinde ısıtılarak proses sıcaklığına getirilmesi, sonsuz vida sayesinde homojen bir yapıya dönüşen malzemenin, kalıba basınçla enjekte edilmesi, kalıpta elde edilen parçanın soğutulması ve kalıptan atılması işlemidir (Şekil 1.1). Plastikler genel kullanım olarak şu şekilde isimlendirilebilir: 1-Genel amaçlı plastikler: AYPE, YYPE (alçak ve yüksek yoğunluklu polietilen),pp (polipropilen), PS (polistiren), PVC (polivinilklorür) bulunmaktadır. (beşkardeşler) 2-Mühendislik Polimerleri: ABS, PA, PC, PPO(Polifenilenoksit), Poliester 3-Özellikli Polimerler:PTFE (politetrafloretilen-teflon),pes (polietersülfon),pek(polieterketon) 4-Polimer Kompozitler: Karbon veya aramid elyafla takviye edilmiş Polietersülfon (PES ), ve Epoksitler (EP), cam elyaf ve cam bilyalı polimerler vs. Şekil.Bir plastik enjeksiyon makinasının çalışma prensibi 1-Granül haldeki plastik malzeme 2-Sonsuz vida tahrik dişlisi 3-Enjeksiyon basınç göstergesi 4-Enjeksiyon konum kumanda şalteri 5-Sevk eden karıştıran sonsuz vida 6-Elektrikli silindir ısıtıcısı 7-Makina silindiri 8-Enjeksiyon makina memesi (lülesi) 9-Enjeksiyon kalıbı a) Sonsuz vida, hidrolik bir pistonla ileri doğru itilir, bu esnada erimiş malzeme kalıba dolar. b) Eriyik haldeki plastik malzeme son bir basınçla (tutma-ütüleme basıncı) kalıbı doldurur. c) Kalıp açılarak parça düşer ve yeni bir çevrim için eriyik malzeme silindir ön haznesine dolar. 2



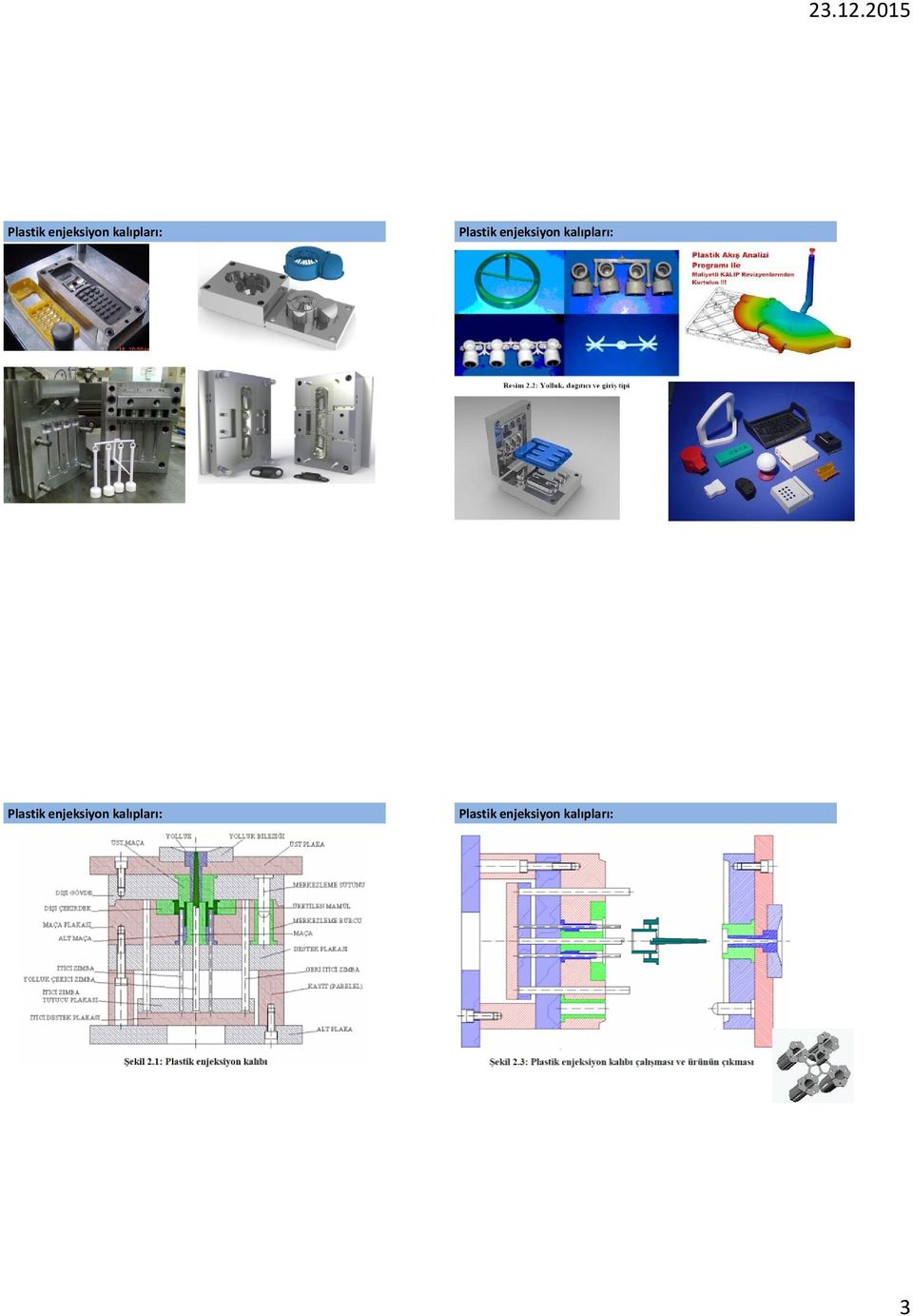
3 Plastik enjeksiyon kalıpları: Plastik enjeksiyon kalıpları: Plastik enjeksiyon kalıpları: Plastik enjeksiyon kalıpları: 3
 böl.")
4 Plastik enjeksiyon kalıpları: Plastik enjeksiyon kalıplarında sıcak yolluk sistemleri: Kalıpta İdeal olmayan bir su kanalı dağılımı Sıcak yolluk Nozulu (meme) Sıcak yolluk dağıtıcısı (manifoltu) Plastik enjeksiyon kalıplarında sıcak yolluk sistemleri: Plastik enjeksiyon makine vidaları: Besleme hunisi D Besleme böl. Ergitme böl. İtme (basma) böl. L L/D =Boy/çap Termoplastiklerde Termosetlerde L/D = 15/1, 20/1 12/1, 16/1 Baskı oranı: Besleme bölgesindeki vida diş yüksekliğinin itme bölgesindeki diş yüksekliğine oranıdır. Termoplastiklerde /1, Termosetlerde 1/1 civarındadır. 4

5 Plastik enjeksiyon kalıpları: 2-PLASTİK EKSTRÜZYON KALIPLAMA YÖNTEMİ: a) Film Ekstrüzyon Çekme b) Plastik Profil Ekstrüzyon kalıplama yöntemi: Bir veya iki ekstrüder vida mekanizması ile kovanda ısıtılmış termoplastik malzeme silindir kovanı ucundaki kalıptan istenen profilde ürünü sürekli olarak elde etme tekniğidir. Filimler, levhalar, tüpler, borular ve farklı profilde fitiller bu bu yöntemle elde edilir. Ekstrüzyon aynı zamanda tel ve kabloları kaplamak içinde kullanılabilir. 5

 KALIPLAMA YÖN.")

6 Plastik Profil Ekstrüzyon kalıplama yöntemi: 3-PLASTİK ŞİŞİRME KALIPLAMA YÖNTEMİ: 1.Şişirme yön. Plastik ekstrüzyonla işlemede görülen iki sorundan birisi «kafa şişmesi «diğeri ise «eriyik kırılması»dır. 2.Şişirme yön. Damacana kalıbı 4-DÖNDÜRMELİ (ROTASYONEL) KALIPLAMA YÖN. (ROTATIONAL MOLDING) 4-DÖNDÜRMELİ KALIPLAMA YÖN. (ROTATIONAL MOLDING) Toz veya sıvı haldeki polimer veya işleme karışımı kalıp içine konur. Kalıp iki parçalıdır ve kapatıldıktan sonra birbirine dik eksenler etrafında sürekli olarak döndürülebilir. Isıtma işlemi ve merkezkaç kuvvetleri etkisi ile erimiş haldeki polimer kalıpta boşluklara düzgün olarak dolar. Sonraki adımda soğutma işlemi ile katılaşan malzeme kalıptan ürün olarak alınır. Termoplastik işleniyorsa sıcaklık uygulanarak ergitilme, termoset plastik işleniyorsa ısıtma ile katılaşma sağlanmış olur. Ürünlerin içi boştur ve üründe cidar kalınlıkları genelde homojendir. Yalnız köşelerde cidarlar daha kalın çıkmaktadır. Bu ise bir dezavantaj değil tam tersi avantaj oluşturur. PE,PP,PVC, PC, PA , EVA, selülozikler vb. işlenebilir. 6


 6-BASMA (Kompresyon baskı) İLE KALIPLAMA YÖN.")
7 4-DÖNDÜRMELİ (ROTASYONEL)KALIPLAMA YÖN. (ROTATIONAL MOLDING) 5-VAKUM (ısıl şekillendirme) yön. (Thermoforming) Birçok Termoplastik levhanın şekillendirilmesinde kullanılır. Kalıba tutturulan ve yumuşama noktasına kadar ısıtılan plastik levhaya vakum/basınçlı hava veya mekanik yöntemlerle istenilen şekil verilmesi esasına dayanır. Bu yöntemin kullanılmasının amaçlarının başında düşük maliyetli kalıp tasarımı gelmektedir. 5-VAKUM (ISIL ŞEKİLLENDİRME) YÖN. (THERMOFORMİNG) 6-BASMA (Kompresyon baskı) İLE KALIPLAMA YÖN. Ara boşluktaki havanın emilmesi ile oluşturulan vakum vasıtası ile ısıtılmış levha altta bulunan kalıba doğru çekilir ve kalıbın şeklini alması sağlanmış olur. Basit ve ekonomik bir yöntemdir. Basit, küçük ve orta boy parçalar için uygundur. Kalıbın içine tartılarak konan hamur kıvamındaki polmer malzeme kalıbın yukarıya doğru hareketi ile 7-70 MPa basınçla kapanan kalıpda reçinenin eriyip kalıbın şekline alması ile (3-20 dk sonunda) ürünü ortaya çıkaran bir yöntemdir. Termoplastik malzemelerde soğutma, termoset malzemelerde ise bir süre basınç altında yüksek sıcaklıkta tutma uygulanır. Sonrasında çapaklar temizlenir. 7
 6-BASMA (Kompresyon baskı) İLE KALIPLAMA YÖN.")
 yön.")

8 6-Basma (Kompresyon baskı) ile kalıplama yön. 6-BASMA (Kompresyon baskı) ile kalıplama yön. 7-KALENDERLEME (Calendering-Merdaneleme-Haddeleme) yön. 7-Kalenderleme (merdaneleme-haddeleme) yön. Haddelemede ekstrüzyonda devamlı bir çubuk veya kalın ip şeklinde çıkan ürünün haddelerden geçirilerek devamlı (kesiksiz olarak) levha üretilmesi sağlanır. Kağıt, tekstil ve metal endüstrisinden esinlenerek polimer sektörüne uyarlanmıştır. Kullanılan haddelerin kalitesi ürünün kalitesine etki eder. Haddelerin içinden sıcak su /buhar veya sıcak yağ geçirilerek ısıtılır. Haddeler arasındaki mesafe belirli toleranslar içinde olması önemlidir. Haddeleme sırasında sıcak haddeler malzemeyi sıkıştırır, son haddeler ise üründe istenilen kalınlık ve genişliği sağlar. 8


9 8-Transfer Baskı (aktarma) yön. Enjeksiyon ve ekstrüzyon yöntemlerinin atası olarak kabul edilen bu sistem ilk olarak 1926 yılında kull. Başlanmıştır. Malzemenin ısıtılıp eritilerek basınçla bir kaptan kapalı ve ısıtılmış bir kalıba yolluklar yardımıyla transfer edilmesi olarak tarif edilir. Günümüzde daha çok termoset ve elastomerlerin şekillendirilmesinde, komplike ve hassas parça yapımında kullanılmaktadır. (Elektrik düğmesi, priz, fiş, düğme, şalter türü değişik elektrik malzemeleri, mutfak eşyaları, değişik kapları sap ve kulpları vb.) Plastik Üretim Yöntemleri 8-Transfer Baskı (aktarma) yön. Plastik Üretim Yöntemleri 8-Transfer Baskı (aktarma) yön. Plastik Üretim Yöntemleri 9-Kaplama Yön. (plastic coating Method) Genellikle metal üzerine birkaç mikrondan birkaç milimetreye kadar değişen kalınlıklarda bir plastik filmin tatbik edilmesidir. Sıvı ve katı olmak üzere iki türde uygulanmaktadır. Sıvı kaplama yönteminde; bir solvent içinde çözünmüş yada süspansiyon halindeki plastiğin metal (yada benzeri) bir yüzey üzerine püskürtülmesi daha sonra çözücünün buharlaştırılarak yüzeyde yalnızca plastiğin kalması esasına dayanır. Katı yada toz kaplama metotları ise üç türlü uygulanır. 1-Akışkan yatak kaplaması : (metal parça ısıtılır, ince toz halindeki plastik hava üflenerek hareketli hale getirilir. Sıcak yüzey ile temas eden plastik yüzeye kaplanır.) 2-Elektrostatik kaplama: kw ve mikro amperlik akım geçirilerek statik elektrik yüklenen plastik tanecikleri zıt kutba bağlanmış metal tarafından büyük bir hızla çekilirler ve çarpma anında açığa çıkan enerjinin ısıya dönüşmesi sonucu eriyik yüzeye yapışarak kaplanır. 3-Plazma kaplama: En az kullanılan yöntemdir. Plastik parçacıkları çok yüksek ısıdaki bir ağızdan hızla geçerek kaplanması istenen yüzeye püskürtülür. Aldıkları ısı ve çarpmanın etkisi ile eriyen parçacıklar karşı yüzeye yapışarak istenen kaplamayı sağlar. 9
 Plastik Üretim Yöntemleri 8-Transfer Baskı (aktarma) yön.")


10 10-KÖPÜRTME YÖN. (Polymeric Foaming Product ) Yapılarında yüksek oranda (%90 ın üzerinde) hava bulunduran hücresel matrislerdir. İçerdikleri hava nedeni ile yoğunlukları ve ısı geçirgenlikleri çok düşük olup buna karşı çarpmada darbe enerjisini soğurma kapasiteleri yüksektir. Bu nedenle genellikle ısıl izolasyon amaçlı olarak ve ambalajlamada kullanılırlar. 10-Köpürtme yöntemi Plastik köpükler hücre yapılarına göre kapalı ve açık hücreli olarak iki grupta incelenebilir. Kapalı hücreli yapılar basınç altında oluşturulurlar ve dış kuvvetlere karşı adeta bir balon gibi tepki verirler. Açık hücreli yapılar ise serbest genleşme ile elde edilirler. Hücreler bir biri ile tamamen bağlantılı ve dışa açıktır. Dış etkiler ise süngerimsi bir tepki gösterirler. Polimer köpükler ayrıca sert ve yumuşak olmalarına göre esnek ve rijit olarak iki genel gruba ayrılır. Esnek köpükler, hafiflik esneklik, Rijit olanlarda ise çok yüksek darbe dayanımı/ağırlık oranının bulunması gibi özellikler bulunur. Plastik Üretim Yöntemleri 11-Talaşlı Üretim (Şekillendirme) Yöntemi 11-Talaşlı Üretim Yöntemi Plastiklerde genellikle talaşsız işleme yöntemi kullanılır. Üretilecek parça sayısına bağlı olarak çok sayıda üretim için ekonomik olmaları nedeni ile talaşsız üretim yöntemleri tercih edilir. Parça sayısı az olduğu durumlarda plastiklerin işlenmesi için Mekanik işleme yöntemleri (talaşlı üretim yön.) kullanılır. Ayrıca bir parçada gereken vida veya diş açma gibi işlemler için plaka veya çubuk gibi daha önceden talaşsız işleme ile ön şekillendirilmiş olan ürünlere uygulanır ve bu konuda metallerin talaşlı işleme yöntemleri plastiklerde de şu temel farklılıklar dikkate alınarak uygulanır: 10


 PLASTİK KALIPLAMALARIN KARŞILAŞTIRILMASI İmalatta Kullanılan malz.")
11 11-TALAŞLI ÜRETİM YÖNTEMİ 1-Plastikler ısıdan kolay etkilenir, ancak ısıyı kolay iletmezler, ısıdan kolay etkilendikleri için kesme ağzı keskin yüzeyleri parlatılmış takımlar kullanılması gerekir. 2-Plastiklerin aşındırıcı katkılar nedeni ile aşındırma özellikleri bulunabilir. Plastik Üretim Yöntemleri 11-DÖKME YÖNTEMİ: Serbest dökmede yerçekim kuvvetinden istifade edilir. Örneğin köpürtme yöntemi gibi ya da şeffaf plakalar camların üretimindeki gibi ergiyik polimerler kalıp içerisine dökülerek soğuması neticesinde katılaşarak kullanılırlar. Hızlı Prototipleme (Rapid Prototype) PLASTİK KALIPLAMALARIN KARŞILAŞTIRILMASI İmalatta Kullanılan malz.: Genelde ABS (Akrilonitril Butadien Stiren) ve PLA (Polilaktik asit) Plastik işleme seçiminde yönteme göre en ekonomik olan en az üretim miktarları Üretim alt sınırı (adet) VAKUM ŞEKİLLENDİRME DÖNDÜRME KALIPLAMA ŞİŞİRME KALIPLAMA ENJEKSİYON KALIPLAMA
 PLASTİK KALIPLAMALARIN KARŞILAŞTIRILMASI İmalatta Kullanılan malz.")
 vb.")
12 Geri dönüşüm İşaretleri 1. PET(E) = Polietilen teraftalat 2. HDPE = Yüksek Yoğunlukta Polietilen 3. PVC = Polivinil Klorür 4. LDPE = Düşük Yoğunlukta Polietilen 5. PP = Polipropilen 6. PS = Polistiren 7. Diğer Ürünler Yaygın Kullanımı: kg lık su kapları, güneş gözlükleri, DVD, bilgisayar kasaları, yiyecek kapları, naylon, kurşun geçirmez malzemeler (Kevlar) vb. Bunlar Sert veya köpük ürünler yapmak için kullanılır. A Demirer 45 Kaynaklar: 1.UYANIK N.,AKOVALI G., Plastikler ve Plastik Teknolojisi, PAGEV YAYINLARI, İst SAÇAK Mehmet, Polimer Teknolojisi, gazi yayınevi, Ank ARAN A., Malzeme Bilimi Ders Notları, İTÜ İst James F. Shackelford, "Introduction to Materials Science for Engineers", McMillan Pub. Co (Prof. Dr. Adnan DİKİCİOĞLU, Ders notları) 5. DEMİRER A., Polimer Teknolojisi ve Kalıplama Prosesi, Lisansüstü ders notu, Megep yayınları, milli eğitim bakanlığı internet sitesi. 6. Görseller 7. DEMİRER A., Plastik Enj. Kalıplarında Sıcak yolluk sistemleri, Seminer

PLASTİK MALZEMELERİN İŞLENME TEKNİKLERİ
 PLASTİK MALZEMELERİN İŞLENME TEKNİKLERİ HADDELEME (Calendering) İLE İŞLEME TEKNİĞİ HADDELEMEYE(Calendering) GİRİŞ Bu yöntem genellikle termoplastiklere ve de özellikle ısıya karşı dayanıklılığı düşük olan
PLASTİK MALZEMELERİN İŞLENME TEKNİKLERİ HADDELEME (Calendering) İLE İŞLEME TEKNİĞİ HADDELEMEYE(Calendering) GİRİŞ Bu yöntem genellikle termoplastiklere ve de özellikle ısıya karşı dayanıklılığı düşük olan
PLASTİK MALZEMELER SAKARYA ÜNİVERSİTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ KALIPÇILIK TEKNİĞİ DERS NOTU. Doç.Dr. Akın Oğuz KAPTI
 PLASTİK MALZEMELER MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ KALIPÇILIK TEKNİĞİ DERS NOTU Doç.Dr. Akın Oğuz KAPTI Plastik Malzemelerin Özellikleri 2 Hafiflik: Özgül ağırlıkları 0,8 2,2 g/cm 3 aralığındadır. Mekanik Özellikler:
PLASTİK MALZEMELER MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ KALIPÇILIK TEKNİĞİ DERS NOTU Doç.Dr. Akın Oğuz KAPTI Plastik Malzemelerin Özellikleri 2 Hafiflik: Özgül ağırlıkları 0,8 2,2 g/cm 3 aralığındadır. Mekanik Özellikler:
ÜRETİM YÖNTEMLERİ (Devam)
") ÜRETİM YÖNTEMLERİ (Devam) Film ekstrüzyonu, son yıllarda plastik film (0,7 mm den düşük kalınlıktaki tabakalar) yapımında en çok kullanılan metottur. Proseste; erimiş plastik halkasal bir kalıpta yukarıya,
ÜRETİM YÖNTEMLERİ (Devam) Film ekstrüzyonu, son yıllarda plastik film (0,7 mm den düşük kalınlıktaki tabakalar) yapımında en çok kullanılan metottur. Proseste; erimiş plastik halkasal bir kalıpta yukarıya,
Metalurji Mühendisliğine Giriş. Yrd. Doç. Dr. Rıdvan YAMANOĞLU
 Metalurji Mühendisliğine Giriş Yrd. Doç. Dr. Rıdvan YAMANOĞLU Esasını makromoleküllü organik maddelerin oluşturduğu yapay veya doğal maddelerin kimyasal yoldan dönüştürülmesiyle elde edilirler. Organik
Metalurji Mühendisliğine Giriş Yrd. Doç. Dr. Rıdvan YAMANOĞLU Esasını makromoleküllü organik maddelerin oluşturduğu yapay veya doğal maddelerin kimyasal yoldan dönüştürülmesiyle elde edilirler. Organik
PLASTİK ŞİŞİRME TEKNOLOJİSİ DERSİ ÇALIŞMA SORULARI. a. Çift istasyonlu şişirme makinesi. b. Tek istasyonlu şişirme makinesi
 PLASTİK ŞİŞİRME TEKNOLOJİSİ DERSİ ÇALIŞMA SORULARI 1. Enjeksiyonla şişirmede yarı mamul tüpe ne ad verilir? a. Preform b. Parison c. Mandrel 5. Yüksek hacimli konteynırlar, büyük varil ve bidon, su damacanaları
PLASTİK ŞİŞİRME TEKNOLOJİSİ DERSİ ÇALIŞMA SORULARI 1. Enjeksiyonla şişirmede yarı mamul tüpe ne ad verilir? a. Preform b. Parison c. Mandrel 5. Yüksek hacimli konteynırlar, büyük varil ve bidon, su damacanaları
MAKİNE MÜHENDİSLİĞİNE GİRİŞ Ders 8
 İmalat Yöntemleri MAKİNE MÜHENDİSLİĞİNE GİRİŞ Ders 8 Doç. Dr. Yüksel HACIOĞLU Talaşsız İmalat Talaşlı İmalat Fiziksel-Kimyasal Hammaddeye talaş kaldırmadan bir şekil verilir Döküm Dövme Presleme Haddeleme
İmalat Yöntemleri MAKİNE MÜHENDİSLİĞİNE GİRİŞ Ders 8 Doç. Dr. Yüksel HACIOĞLU Talaşsız İmalat Talaşlı İmalat Fiziksel-Kimyasal Hammaddeye talaş kaldırmadan bir şekil verilir Döküm Dövme Presleme Haddeleme
Konstrüksiyon Sistematiği -5-
 Konstrüksiyon Sistematiği -5- Üretim yöntemi seçimi yapılırken birçok etkenin göz önünde bulundurulması gerekmektedir. Bunlar; Ürünün temel şekil ve büyüklüğü, Yapılacağı malzeme ve gerekli mukavemet değeri,
Konstrüksiyon Sistematiği -5- Üretim yöntemi seçimi yapılırken birçok etkenin göz önünde bulundurulması gerekmektedir. Bunlar; Ürünün temel şekil ve büyüklüğü, Yapılacağı malzeme ve gerekli mukavemet değeri,
Ekstrud Edilmiş Ürünler Levha Termoforming. Ekstruzyon. Tüp. İnjeksiyon Kalıplama. Rotasyonal Kalıplama. Yapısal Köpük Kalıplama
 1 TİCAR POLİMERLER İŞLEME TEKNİKLERİ Termoplastikler, termosetler, elastomerler ve kompozitler çeşitli yöntemlerle şekillendirilir. Uygulamaları en yaygın olan prosesler arasında, injeksiyon kalıplama,
1 TİCAR POLİMERLER İŞLEME TEKNİKLERİ Termoplastikler, termosetler, elastomerler ve kompozitler çeşitli yöntemlerle şekillendirilir. Uygulamaları en yaygın olan prosesler arasında, injeksiyon kalıplama,
MMT113 Endüstriyel Malzemeler 9 Polimerik Malzemeler. Yrd. Doç. Dr. Ersoy Erişir 2014-2015 Güz Yarıyılı
 MMT113 Endüstriyel Malzemeler 9 Polimerik Malzemeler Yrd. Doç. Dr. Ersoy Erişir 2014-2015 Güz Yarıyılı Polimerik malzemelerin kullanımı her yıl ortalama % 7 büyümektedir. Yıllık tüketimleri yaklaşık 120
MMT113 Endüstriyel Malzemeler 9 Polimerik Malzemeler Yrd. Doç. Dr. Ersoy Erişir 2014-2015 Güz Yarıyılı Polimerik malzemelerin kullanımı her yıl ortalama % 7 büyümektedir. Yıllık tüketimleri yaklaşık 120
İMAL USULLERİ. DOÇ. DR. SAKıP KÖKSAL 1
 İMAL USULLERİ KAYNAKLAR: İmal usulleri, Çağlayan Yayınları, Mustafa Çiğdem İmal Usulleri, Birsen Yay. Selahaddin Anık, Adnan Dikicioğlu, Murat Vural Takım Tezgahları, Mustafa Akkurt, Çağlayan Kitapevi,
İMAL USULLERİ KAYNAKLAR: İmal usulleri, Çağlayan Yayınları, Mustafa Çiğdem İmal Usulleri, Birsen Yay. Selahaddin Anık, Adnan Dikicioğlu, Murat Vural Takım Tezgahları, Mustafa Akkurt, Çağlayan Kitapevi,
KOMPOZİTLER Sakarya Üniversitesi İnşaat Mühendisliği
 Başlık KOMPOZİTLER Sakarya Üniversitesi İnşaat Mühendisliği Tanım İki veya daha fazla malzemenin, iyi özelliklerini bir araya toplamak ya da ortaya yeni bir özellik çıkarmak için, mikro veya makro seviyede
Başlık KOMPOZİTLER Sakarya Üniversitesi İnşaat Mühendisliği Tanım İki veya daha fazla malzemenin, iyi özelliklerini bir araya toplamak ya da ortaya yeni bir özellik çıkarmak için, mikro veya makro seviyede
PLASTİK MALZEMELERİN İŞLENME TEKNİKLERİ. PLASTİKLERİN GERİ DÖNÜŞÜMÜ (Recycling)
") PLASTİK MALZEMELERİN İŞLENME TEKNİKLERİ PLASTİKLERİN GERİ DÖNÜŞÜMÜ (Recycling) PLASTİKLERİN GERİ KAZANIMI * Plastikler atık olarak doğaya atıldıklarında, bozunma sıcaklıklarının yüksek olması, ultroviyole
PLASTİK MALZEMELERİN İŞLENME TEKNİKLERİ PLASTİKLERİN GERİ DÖNÜŞÜMÜ (Recycling) PLASTİKLERİN GERİ KAZANIMI * Plastikler atık olarak doğaya atıldıklarında, bozunma sıcaklıklarının yüksek olması, ultroviyole
CLEANEX PLASTİK MAKİNALARITEMİZLEME EMÜLSİYONU
 CLEANEX PLASTİK MAKİNALARITEMİZLEME EMÜLSİYONU Termoplastik malzeme ve renk değişiminde hızlı, etkili ve ucuz temizlik Sağlar. Hızlı malzeme ve renk değişimi ile üretim verimliliği sağlar. Okside olmuş,
CLEANEX PLASTİK MAKİNALARITEMİZLEME EMÜLSİYONU Termoplastik malzeme ve renk değişiminde hızlı, etkili ve ucuz temizlik Sağlar. Hızlı malzeme ve renk değişimi ile üretim verimliliği sağlar. Okside olmuş,
DÖKÜM TEKNOLOJİSİ. Döküm:Önceden hazırlanmış kalıpların içerisine metal ve alaşımların ergitilerek dökülmesi ve katılaştırılması işlemidir.
 DÖKÜM TEKNOLOJİSİ Döküm:Önceden hazırlanmış kalıpların içerisine metal ve alaşımların ergitilerek dökülmesi ve katılaştırılması işlemidir. DÖKÜM YÖNTEMİNİN ÜSTÜNLÜKLERİ Genelde tüm alaşımların dökümü yapılabilmektedir.
DÖKÜM TEKNOLOJİSİ Döküm:Önceden hazırlanmış kalıpların içerisine metal ve alaşımların ergitilerek dökülmesi ve katılaştırılması işlemidir. DÖKÜM YÖNTEMİNİN ÜSTÜNLÜKLERİ Genelde tüm alaşımların dökümü yapılabilmektedir.
A eğrisi, neredeyse tamamen elastik şekil değişimiyle hasara uğrayan, gevrek bir polimere aittir. B eğrisi, pek çok metalde de görüldüğü gibi,
 A eğrisi, neredeyse tamamen elastik şekil değişimiyle hasara uğrayan, gevrek bir polimere aittir. B eğrisi, pek çok metalde de görüldüğü gibi, başlangıçtaki elastik davranışı akma ve sonrasında plastik
A eğrisi, neredeyse tamamen elastik şekil değişimiyle hasara uğrayan, gevrek bir polimere aittir. B eğrisi, pek çok metalde de görüldüğü gibi, başlangıçtaki elastik davranışı akma ve sonrasında plastik
PLASTİK ŞEKİL VERME (PŞV) Plastik Şekil Vermenin Temelleri: Başlangıç iş parçasının şekline bağlı olarak PŞV iki gruba ayrılır.
 Plastik Şekil Vermenin Temelleri: Başlangıç iş parçasının şekline bağlı olarak PŞV iki gruba ayrılır.") PLASTİK ŞEKİL VERME (PŞV) Metallerin katı halde kalıp olarak adlandırılan takımlar yardımıyla akma dayanımlarını aşan gerilmelere maruz bırakılarak plastik deformasyonla şeklinin kalıcı olarak değiştirilmesidir
PLASTİK ŞEKİL VERME (PŞV) Metallerin katı halde kalıp olarak adlandırılan takımlar yardımıyla akma dayanımlarını aşan gerilmelere maruz bırakılarak plastik deformasyonla şeklinin kalıcı olarak değiştirilmesidir
Yalova Üniversitesi Mühendislik Fakültesi Polimer Mühendisliği Bölümü. Polimer Nedir?
 Yalova Üniversitesi Mühendislik Fakültesi Polimer Mühendisliği Bölümü Polimer Nedir? Monomer olarak adlandırılan basit moleküllerin kimyasal bağlarla bağlanması sonucu oluşan yüksek molekül ağırlıklı maddelerdir.
Yalova Üniversitesi Mühendislik Fakültesi Polimer Mühendisliği Bölümü Polimer Nedir? Monomer olarak adlandırılan basit moleküllerin kimyasal bağlarla bağlanması sonucu oluşan yüksek molekül ağırlıklı maddelerdir.
MALZEME BİLİMİ I MMM201. aluexpo2015 Sunumu
 MALZEME BİLİMİ I MMM201 aluexpo2015 Sunumu Hazırlayanlar; Çağla Aytaç Dursun 130106110005 Dilek Karakaya 140106110011 Alican Aksakal 130106110005 Murat Can Eminoğlu 131106110001 Selim Can Kabahor 130106110010
MALZEME BİLİMİ I MMM201 aluexpo2015 Sunumu Hazırlayanlar; Çağla Aytaç Dursun 130106110005 Dilek Karakaya 140106110011 Alican Aksakal 130106110005 Murat Can Eminoğlu 131106110001 Selim Can Kabahor 130106110010
1 Tanıtım, ders içeriği, polimer işleme yöntemlerinin sınıflandırılması 2
 1 Tanıtım, ders içeriği, polimer işleme yöntemlerinin sınıflandırılması 2 Termoplastik şekillendirme süreçleri Ekstrüzyon-1 3 Ekstrüzyon-2 4 Ekstrüzyon-3 çift vidalı ekstrüzyon sistemleri (co-rotating,
1 Tanıtım, ders içeriği, polimer işleme yöntemlerinin sınıflandırılması 2 Termoplastik şekillendirme süreçleri Ekstrüzyon-1 3 Ekstrüzyon-2 4 Ekstrüzyon-3 çift vidalı ekstrüzyon sistemleri (co-rotating,
Fabrika İmalat Teknikleri
 Fabrika İmalat Teknikleri İmalat Yöntemleri İmalat teknolojisinin temel amacı tasarlanan ürünlerin en düşük maliyetle, en iyi kalitede ve en verimli yöntemle elde edilmesidir. Üretilecek parçaların geometrisi,
Fabrika İmalat Teknikleri İmalat Yöntemleri İmalat teknolojisinin temel amacı tasarlanan ürünlerin en düşük maliyetle, en iyi kalitede ve en verimli yöntemle elde edilmesidir. Üretilecek parçaların geometrisi,
Malzeme İşleme Yöntemleri
 BÖLÜM-9 MALZEMELERİN İŞLENMESİ (Talaşlı ve Diğer İmalat Yöntemleri) Prof. Dr. Yusuf ÖZÇATALBAŞ Malzeme İşleme Yöntemleri 1 KALIP YAPIM TEKNİKLERİ VE MALZEMELERİN TALAŞLI İŞLENMESİ Geleneksel Talaşlı İşleme
BÖLÜM-9 MALZEMELERİN İŞLENMESİ (Talaşlı ve Diğer İmalat Yöntemleri) Prof. Dr. Yusuf ÖZÇATALBAŞ Malzeme İşleme Yöntemleri 1 KALIP YAPIM TEKNİKLERİ VE MALZEMELERİN TALAŞLI İŞLENMESİ Geleneksel Talaşlı İşleme
MALZEMELERİN GERİ KAZANIMI
 MALZEMELERİN GERİ KAZANIMI PROF. DR. HÜSEYİN UZUN HOŞGELDİNİZ 1 KOMPOZİT ATIKLARIN GERİ DÖNÜŞÜMÜ Farklı malzemelerden yapılmış, elle birbirinden ayrılması mümkün olmayan ambalajlara, kompozit ambalaj adı
MALZEMELERİN GERİ KAZANIMI PROF. DR. HÜSEYİN UZUN HOŞGELDİNİZ 1 KOMPOZİT ATIKLARIN GERİ DÖNÜŞÜMÜ Farklı malzemelerden yapılmış, elle birbirinden ayrılması mümkün olmayan ambalajlara, kompozit ambalaj adı
SICAK YOLLUK SİSTEMİ
 SICAK YOLLUK SİSTEMİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ KALIPÇILIK TEKNİĞİ DERS NOTU Doç.Dr. Akın Oğuz KAPTI Sıcak Yolluk Sistemi (SYS) 2 Plastik enjeksiyon kalıplarında eriyik plastik malzemeyi sıcaklık ve basınç
SICAK YOLLUK SİSTEMİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ KALIPÇILIK TEKNİĞİ DERS NOTU Doç.Dr. Akın Oğuz KAPTI Sıcak Yolluk Sistemi (SYS) 2 Plastik enjeksiyon kalıplarında eriyik plastik malzemeyi sıcaklık ve basınç
PLASTİKLER (POLİMERLER)
") PLASTİKLER (POLİMERLER) PLASTİK NEDİR? Karbon ile hidrojen bileşiği plastiği oluşturur. Petrolden elde edilir. Monomer adı verilen binlerce küçük molekülün ısı ve basınç altında birleşerek kocaman bir
PLASTİKLER (POLİMERLER) PLASTİK NEDİR? Karbon ile hidrojen bileşiği plastiği oluşturur. Petrolden elde edilir. Monomer adı verilen binlerce küçük molekülün ısı ve basınç altında birleşerek kocaman bir
TERMOPLASTİKLER, TERMOSETLER, ELESTOMERLER, FİBERLER
 1 TİCARİ POLİMERLER TERMOPLASTİKLER, TERMOSETLER, ELESTOMERLER, FİBERLER Polimerler yaşamın her kesitinde bulunan doğal ve sentetik çok çeşitli maddelerdir. Örneğin, selüloz, nişasta ve pamuk organik,
1 TİCARİ POLİMERLER TERMOPLASTİKLER, TERMOSETLER, ELESTOMERLER, FİBERLER Polimerler yaşamın her kesitinde bulunan doğal ve sentetik çok çeşitli maddelerdir. Örneğin, selüloz, nişasta ve pamuk organik,
2/13/2018 MALZEMELERİN GRUPLANDIRILMASI
 a) Kullanış yeri ve amacına göre gruplandırma: 1) Taşıyıcı malzemeler: İnşaat mühendisliğinde kullanılan taşıyıcı malzemeler, genellikle betonarme, çelik, ahşap ve zemindir. Beton, çelik ve ahşap malzemeler
a) Kullanış yeri ve amacına göre gruplandırma: 1) Taşıyıcı malzemeler: İnşaat mühendisliğinde kullanılan taşıyıcı malzemeler, genellikle betonarme, çelik, ahşap ve zemindir. Beton, çelik ve ahşap malzemeler
MAK-205 Üretim Yöntemleri I. Yöntemleri. (4.Hafta) Kubilay Aslantaş
 Kubilay Aslantaş") MAK-205 Üretim Yöntemleri I Kalıcı Kalıp p Kullanılan lan Döküm D Yöntemleri (4.Hafta) Kubilay Aslantaş Kalıcı Kalıp p Kullanan Döküm D m YöntemleriY Harcanan kalıba döküm tekniğinin en büyük dezavantajı;
MAK-205 Üretim Yöntemleri I Kalıcı Kalıp p Kullanılan lan Döküm D Yöntemleri (4.Hafta) Kubilay Aslantaş Kalıcı Kalıp p Kullanan Döküm D m YöntemleriY Harcanan kalıba döküm tekniğinin en büyük dezavantajı;
İMALAT YÖNTEMİ SEÇİM DİYAGRAMLARI
 İMALAT YÖNTEMİ SEÇİM DİYAGRAMLARI İmalat Yöntemi Seçim Diyagramları Çizelge 1 de ; Malzemeler ve İmalat Yöntemleri arasındaki ilişkiyi topluca göstermektedir. Malzemeler; metaller, seramik ve camlar, polimerler
İMALAT YÖNTEMİ SEÇİM DİYAGRAMLARI İmalat Yöntemi Seçim Diyagramları Çizelge 1 de ; Malzemeler ve İmalat Yöntemleri arasındaki ilişkiyi topluca göstermektedir. Malzemeler; metaller, seramik ve camlar, polimerler
Alaşımların Ergitilmesinde Kullanılan Gereçler Eritme ocakları Potalar ve maşalar Tel ve plaka şideleri
 ERİTME Tanımı ve Önemi Cisimlerin herhangi bir ısı yardımıyla katı hâlini kaybedip akışkan hâle gelmesi işlemine eritme denir. Kuyumculukta en çok yapılan işlemlerden birisi de eritme işlemidir. Altına
ERİTME Tanımı ve Önemi Cisimlerin herhangi bir ısı yardımıyla katı hâlini kaybedip akışkan hâle gelmesi işlemine eritme denir. Kuyumculukta en çok yapılan işlemlerden birisi de eritme işlemidir. Altına
MMM 2011 Malzeme Bilgisi
 MMM 2011 Malzeme Bilgisi Yrd. Doç. Dr. Işıl BİRLİK Metalurji ve Malzeme Mühendisliği Bölümü isil.kayatekin@deu.edu.tr Materials Science and Engineering: An Introduction W.D. Callister, Jr., John Wiley
MMM 2011 Malzeme Bilgisi Yrd. Doç. Dr. Işıl BİRLİK Metalurji ve Malzeme Mühendisliği Bölümü isil.kayatekin@deu.edu.tr Materials Science and Engineering: An Introduction W.D. Callister, Jr., John Wiley
TERMOSET PLASTİK KALIPÇILIĞI DERSİ ÇALIŞMA SORULARI. a. Kırılganlık. b. Saydamlık. c. Elastikiyet. d. Mukavemet. b.
 TERMOSET PLASTİK KALIPÇILIĞI DERSİ ÇALIŞMA SORULARI 1. Plastik sıkıştırma kalıpları daha çok hangi malzemelerin kalıplanmasında kullanılmaktadır? a. Termoplastik b. Polietilen c. Termoset d. PVC 5. Kauçuğun
TERMOSET PLASTİK KALIPÇILIĞI DERSİ ÇALIŞMA SORULARI 1. Plastik sıkıştırma kalıpları daha çok hangi malzemelerin kalıplanmasında kullanılmaktadır? a. Termoplastik b. Polietilen c. Termoset d. PVC 5. Kauçuğun
TÜRKİYE PET TERMOFORM SEKTÖR RAPORU PAGEV
 TÜRKİYE PET TERMOFORM SEKTÖR RAPORU PAGEV 1. TÜRKİYE DE PLASTİK AMBALAJ MALZEMELERİ TÜKETİMİNDE KULLANILAN PLASTİK HAMMADDELER Türkiye de 2012 2016 yıllarını kapsayan son 5 yılda, yılda ortalama 2 milyon
TÜRKİYE PET TERMOFORM SEKTÖR RAPORU PAGEV 1. TÜRKİYE DE PLASTİK AMBALAJ MALZEMELERİ TÜKETİMİNDE KULLANILAN PLASTİK HAMMADDELER Türkiye de 2012 2016 yıllarını kapsayan son 5 yılda, yılda ortalama 2 milyon
SU JETİ İLE KESME TEKNİĞİ 04.01.2016 SU JETİ İLE KESME SU JETİ İLE KESME
 SU JETİ İLE KESME TEKNİĞİ Haz.:Doç.Dr. Ahmet DEMİRER (Waterjet Cutting) Su Jeti Nedir? Su jeti 1000 7000 bar basınca ulaştırılmış suyun doğrudan yada aşındırıcılar yardımıyla 0,01-0,4 mm lik bir lüleden
SU JETİ İLE KESME TEKNİĞİ Haz.:Doç.Dr. Ahmet DEMİRER (Waterjet Cutting) Su Jeti Nedir? Su jeti 1000 7000 bar basınca ulaştırılmış suyun doğrudan yada aşındırıcılar yardımıyla 0,01-0,4 mm lik bir lüleden
PÜSKÜRTME ŞEKİLLENDİRME (SPRAY FORMING / SPRAY DEPOSITION)
") PÜSKÜRTME ŞEKİLLENDİRME (SPRAY FORMING / SPRAY DEPOSITION) Püskürtme şekillendirme (PŞ) yöntemi ilk olarak Osprey Ltd. şirketi tarafından 1960 lı yıllarda geliştirilmiştir. Günümüzde püskürtme şekillendirme
PÜSKÜRTME ŞEKİLLENDİRME (SPRAY FORMING / SPRAY DEPOSITION) Püskürtme şekillendirme (PŞ) yöntemi ilk olarak Osprey Ltd. şirketi tarafından 1960 lı yıllarda geliştirilmiştir. Günümüzde püskürtme şekillendirme
MMT113 Endüstriyel Malzemeler 4 Metaller, Aluminyum ve Çinko. Yrd. Doç. Dr. Ersoy Erişir 2013-2014 Güz Yarıyılı
 MMT113 Endüstriyel Malzemeler 4 Metaller, Aluminyum ve Çinko Yrd. Doç. Dr. Ersoy Erişir 2013-2014 Güz Yarıyılı Al Aluminium 13 Aluminyum 2 İnşaat ve Yapı Ulaşım ve Taşımacılık; Otomotiv Ulaşım ve Taşımacılık;
MMT113 Endüstriyel Malzemeler 4 Metaller, Aluminyum ve Çinko Yrd. Doç. Dr. Ersoy Erişir 2013-2014 Güz Yarıyılı Al Aluminium 13 Aluminyum 2 İnşaat ve Yapı Ulaşım ve Taşımacılık; Otomotiv Ulaşım ve Taşımacılık;
METAL MATRİSLİ KOMPOZİT MALZEMELER
 Prof.Dr.Ahmet Aran - İ.T.Ü. Makina Fakültesi METAL MATRİSLİ KOMPOZİT MALZEMELER METAL MATRİSLİ KOMPOZİTLER KARMA MALZEMELER METAL MATRİSLİ KARMA MALZEMELER MMK ÜRETİM YÖNTEMLERİ UYGULAMA ÖRNEKLERİ Metal,
Prof.Dr.Ahmet Aran - İ.T.Ü. Makina Fakültesi METAL MATRİSLİ KOMPOZİT MALZEMELER METAL MATRİSLİ KOMPOZİTLER KARMA MALZEMELER METAL MATRİSLİ KARMA MALZEMELER MMK ÜRETİM YÖNTEMLERİ UYGULAMA ÖRNEKLERİ Metal,
Prof. Dr. HÜSEYİN UZUN KAYNAK KABİLİYETİ
 KAYNAK KABİLİYETİ Günümüz kaynak teknolojisinin kaydettiği inanılmaz gelişmeler sayesinde pek çok malzemenin birleştirilmesi artık mümkün hale gelmiştir. *Demir esaslı metalik malzemeler *Demirdışı metalik
KAYNAK KABİLİYETİ Günümüz kaynak teknolojisinin kaydettiği inanılmaz gelişmeler sayesinde pek çok malzemenin birleştirilmesi artık mümkün hale gelmiştir. *Demir esaslı metalik malzemeler *Demirdışı metalik
Elektron ışını ile şekil verme. Prof. Dr. Akgün ALSARAN
 Elektron ışını ile şekil verme Prof. Dr. Akgün ALSARAN Elektron ışını Elektron ışını, bir ışın kaynağından yaklaşık aynı hızla aynı doğrultuda hareket eden elektronların akımıdır. Yüksek vakum içinde katod
Elektron ışını ile şekil verme Prof. Dr. Akgün ALSARAN Elektron ışını Elektron ışını, bir ışın kaynağından yaklaşık aynı hızla aynı doğrultuda hareket eden elektronların akımıdır. Yüksek vakum içinde katod
Plastik Ham Maddeler. Derleyen: Doç. Dr. Adnan AKKURT
 Plastik Ham Maddeler Derleyen: Doç. Dr. Adnan AKKURT Polipropilen (PP)» Polipropilen genel özellikleri; Polipropilen gıda paketleri, tekstil ürünleri, otomotiv sanayi gibi bir çok alanda kullanılan düşük
Plastik Ham Maddeler Derleyen: Doç. Dr. Adnan AKKURT Polipropilen (PP)» Polipropilen genel özellikleri; Polipropilen gıda paketleri, tekstil ürünleri, otomotiv sanayi gibi bir çok alanda kullanılan düşük
SinterlenmişKarbürler. Co bağlayıcı ~ Mpa Sertlikliğini 1100 ⁰C ye kadar muhafaza eder Kesme hızları hız çeliklerine nazaran 5 kat fazladır.
 SinterlenmişKarbürler Co bağlayıcı ~ Mpa Sertlikliğini 1100 ⁰C ye kadar muhafaza eder Kesme hızları hız çeliklerine nazaran 5 kat fazladır. Seramikler 3 Katogoride Toplanır: 1) Alumina (Al2O3) 2) Alumina
SinterlenmişKarbürler Co bağlayıcı ~ Mpa Sertlikliğini 1100 ⁰C ye kadar muhafaza eder Kesme hızları hız çeliklerine nazaran 5 kat fazladır. Seramikler 3 Katogoride Toplanır: 1) Alumina (Al2O3) 2) Alumina
KALIPLAMA YÖNTEMLERİ
 KALIPLAMA YÖNTEMLERİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ KALIPÇILIK TEKNİĞİ DERS NOTU Doç.Dr. Akın Oğuz KAPTI Kalıpla Sağlanan Avantajlar 2 Özdeş parçaların istenilen ölçü tamlığında seri üretimi, Üretim süresinin
KALIPLAMA YÖNTEMLERİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ KALIPÇILIK TEKNİĞİ DERS NOTU Doç.Dr. Akın Oğuz KAPTI Kalıpla Sağlanan Avantajlar 2 Özdeş parçaların istenilen ölçü tamlığında seri üretimi, Üretim süresinin
 PLAZMA TEKNİK SERT METAL VE SERAMİK KAPLAMA SAN. TİC. A.Ş. KAPLAMA EKİPMANLARIMIZ 9MB PLAZMA SERAMİK KAPLAMA SİSTEMİ DIAMOND JET HVOF TUNGSTEN KARBÜR KAPLAMA SİSTEMİ GTV MULTİ-COAT KAPLAMA SİSTEMİ SMART
PLAZMA TEKNİK SERT METAL VE SERAMİK KAPLAMA SAN. TİC. A.Ş. KAPLAMA EKİPMANLARIMIZ 9MB PLAZMA SERAMİK KAPLAMA SİSTEMİ DIAMOND JET HVOF TUNGSTEN KARBÜR KAPLAMA SİSTEMİ GTV MULTİ-COAT KAPLAMA SİSTEMİ SMART
TALAŞLI İMALAT. Koşul, takım ile iş şekillendirilmek istenen parça arasında belirgin bir sertlik farkının olmasıdır.
 TALAŞLI İMALAT Şekillendirilecek parça üzerinden sert takımlar yardımıyla küçük parçacıklar halinde malzeme koparılarak yapılan malzeme üretimi talaşlı imalat olarak adlandırılır. Koşul, takım ile iş şekillendirilmek
TALAŞLI İMALAT Şekillendirilecek parça üzerinden sert takımlar yardımıyla küçük parçacıklar halinde malzeme koparılarak yapılan malzeme üretimi talaşlı imalat olarak adlandırılır. Koşul, takım ile iş şekillendirilmek
İÇERİK Kompozit malzemeler
 İÇERİK Kompozit malzemeler Kullanım alanları Avantaj ve dezavantajları Sınıflandırılması KOMPOZİT MALZEMELER İki veya daha fazla malzemenin makro- düzeyde bir araya getirilmesiyle oluşturulan ve yeni özelliklere
İÇERİK Kompozit malzemeler Kullanım alanları Avantaj ve dezavantajları Sınıflandırılması KOMPOZİT MALZEMELER İki veya daha fazla malzemenin makro- düzeyde bir araya getirilmesiyle oluşturulan ve yeni özelliklere
PEFLEX LEVHA. Uygulama
 PEFLEX LEVHA Isı Yalıtımı Yoğuşma Kontrolü İzocam Peflex, iklimlendirme, soğutma, güneş enerjisi sistemlerinde ısı yalıtımı ve yoğuşma kontrolü sağlamak üzere üretilen kapalı gözenekli hücre yapısına sahip
PEFLEX LEVHA Isı Yalıtımı Yoğuşma Kontrolü İzocam Peflex, iklimlendirme, soğutma, güneş enerjisi sistemlerinde ısı yalıtımı ve yoğuşma kontrolü sağlamak üzere üretilen kapalı gözenekli hücre yapısına sahip
Tasarım Metodolojisi 6
 Tasarım Metodolojisi 6 Üretim yöntemi seçimi yapılırken şu etkenler göz önünde bulundurulmalıdır : Ürünün temel şekil ve büyüklüğü, Malzemenin türü ve gerekli mukavemet değerleri, Maliyet ve kalite yönünden
Tasarım Metodolojisi 6 Üretim yöntemi seçimi yapılırken şu etkenler göz önünde bulundurulmalıdır : Ürünün temel şekil ve büyüklüğü, Malzemenin türü ve gerekli mukavemet değerleri, Maliyet ve kalite yönünden
İmal Usulleri. Fatih ALİBEYOĞLU -8-
 Fatih ALİBEYOĞLU -8- Giriş Dövme, darbe veya basınç altında kontrollü bir plastik deformasyon sağlanarak, metale istenen şekli verme, tane boyutunu küçültme ve mekanik özelliklerini iyileştirme amacıyla
Fatih ALİBEYOĞLU -8- Giriş Dövme, darbe veya basınç altında kontrollü bir plastik deformasyon sağlanarak, metale istenen şekli verme, tane boyutunu küçültme ve mekanik özelliklerini iyileştirme amacıyla
LASTĐK BORULARLA ĐLGĐLĐ TSE STANDARTLARI*
 TANDARTLAR LASTĐK BORULARLA ĐLGĐLĐ TSE STANDARTLARI* Siyah dizilmiş olanlar mecburi, diğerleri ihtiyari standarttır. S7 1959/04 eşel Boru ve Parçaları S8 1959/04 ergman Boru ve Parçaları S 201 1970/07
TANDARTLAR LASTĐK BORULARLA ĐLGĐLĐ TSE STANDARTLARI* Siyah dizilmiş olanlar mecburi, diğerleri ihtiyari standarttır. S7 1959/04 eşel Boru ve Parçaları S8 1959/04 ergman Boru ve Parçaları S 201 1970/07
MAKİNE MÜHENDİSLİĞİNE GİRİŞ Ders 7
 İmalat Yöntemleri MAKİNE MÜHENDİSLİĞİNE GİRİŞ Ders 7 Doç. Dr. Yüksel HACIOĞLU Talaşsız İmalat Talaşlı İmalat Fiziksel-Kimyasal Hammaddeye talaş kaldırmadan bir şekil verilir Döküm Dövme Presleme Haddeleme
İmalat Yöntemleri MAKİNE MÜHENDİSLİĞİNE GİRİŞ Ders 7 Doç. Dr. Yüksel HACIOĞLU Talaşsız İmalat Talaşlı İmalat Fiziksel-Kimyasal Hammaddeye talaş kaldırmadan bir şekil verilir Döküm Dövme Presleme Haddeleme
PLASTİK ŞEKİLLENDİRME YÖNTEMLERİ
 PLASTİK ŞEKİLLENDİRME YÖNTEMLERİ Metalik malzemelerin geriye dönüşü olmayacak şekilde kontrollü fiziksel/kütlesel deformasyona (plastik deformasyon) uğratılarak şekillendirilmesi işlemlerine genel olarak
PLASTİK ŞEKİLLENDİRME YÖNTEMLERİ Metalik malzemelerin geriye dönüşü olmayacak şekilde kontrollü fiziksel/kütlesel deformasyona (plastik deformasyon) uğratılarak şekillendirilmesi işlemlerine genel olarak
KATI YALITIM MALZEMELERİ KALSİYUM SİLİKAT
 KATI YALITIM MALZEMELERİ KALSİYUM SİLİKAT Celal Bayar Üniversitesi Turgutlu Meslek Yüksekokulu İnşaat Bölümü Öğretim Görevlisi Tekin TEZCAN İnşaat Yüksek Mühendisi KALSİYUM SİLİKAT Yüksek mukavemetli,
KATI YALITIM MALZEMELERİ KALSİYUM SİLİKAT Celal Bayar Üniversitesi Turgutlu Meslek Yüksekokulu İnşaat Bölümü Öğretim Görevlisi Tekin TEZCAN İnşaat Yüksek Mühendisi KALSİYUM SİLİKAT Yüksek mukavemetli,
Enjeksiyon Kalıplama Prosesi için Statik Mikserler
 Enjeksiyon Kalıplama Prosesi için Statik Mikserler Karıştırıcılı enjeksiyon memeleri ve statik mikserler Prosesinizi geliştirin! Yaşadığınız sorunların birçoğunu, üretiminizi kesintiye uğratmadan, hızlı
Enjeksiyon Kalıplama Prosesi için Statik Mikserler Karıştırıcılı enjeksiyon memeleri ve statik mikserler Prosesinizi geliştirin! Yaşadığınız sorunların birçoğunu, üretiminizi kesintiye uğratmadan, hızlı
MALZEME SEÇİMİNİN ÖNEMİ VE MÜHENDİSLİK MALZEMELERİ
 MALZEME SEÇİMİNİN ÖNEMİ VE MÜHENDİSLİK MALZEMELERİ Bir fikre ya da ihtiyaç duyulan bir pazara ait ürünün nasıl üretileceğine dair detaylı bilgilerin ortaya çıkma sürecidir. Benzer tasarımlar Müşteri istekleri
MALZEME SEÇİMİNİN ÖNEMİ VE MÜHENDİSLİK MALZEMELERİ Bir fikre ya da ihtiyaç duyulan bir pazara ait ürünün nasıl üretileceğine dair detaylı bilgilerin ortaya çıkma sürecidir. Benzer tasarımlar Müşteri istekleri
EPS VE XPS ÜRETİM EKSTRÜDE POLİSTREN (XPS)
") EPS VE XPS ÜRETİM EKSTRÜDE POLİSTREN (XPS) Polistiren hammaddesinden ekstrüzyon yolu ile üretilmektedir. Kullanım yeri ve amacına göre farklı boyut ve basma mukavemetinde, değişikkenar ve yüzey şekillerinde
EPS VE XPS ÜRETİM EKSTRÜDE POLİSTREN (XPS) Polistiren hammaddesinden ekstrüzyon yolu ile üretilmektedir. Kullanım yeri ve amacına göre farklı boyut ve basma mukavemetinde, değişikkenar ve yüzey şekillerinde
KATI YALITIM MALZEMELERİ POLİETİLEN KÖPÜK
 KATI YALITIM MALZEMELERİ POLİETİLEN KÖPÜK Celal Bayar Üniversitesi Turgutlu Meslek Yüksekokulu İnşaat Bölümü Öğretim Görevlisi Tekin TEZCAN İnşaat Yüksek Mühendisi POLİETİLEN KÖPÜK Etilen ve propilen maddelerinden
KATI YALITIM MALZEMELERİ POLİETİLEN KÖPÜK Celal Bayar Üniversitesi Turgutlu Meslek Yüksekokulu İnşaat Bölümü Öğretim Görevlisi Tekin TEZCAN İnşaat Yüksek Mühendisi POLİETİLEN KÖPÜK Etilen ve propilen maddelerinden
İÇİNDEKİLER BÖLÜM 1 BÖLÜM 2
 İÇİNDEKİLER BÖLÜM 1 Malzeme Seçiminin Temelleri... 1 1.1 Giriş... 2 1.2 Malzeme seçiminin önemi... 2 1.3 Malzemelerin sınıflandırılması... 3 1.4 Malzeme seçimi adımları... 5 1.5 Malzeme seçiminde dikkate
İÇİNDEKİLER BÖLÜM 1 Malzeme Seçiminin Temelleri... 1 1.1 Giriş... 2 1.2 Malzeme seçiminin önemi... 2 1.3 Malzemelerin sınıflandırılması... 3 1.4 Malzeme seçimi adımları... 5 1.5 Malzeme seçiminde dikkate
MALZEME SEÇİMİNİN ÖNEMİ VE MÜHENDİSLİK MALZEMELERİ. Doç.Dr. Salim ŞAHİN
 MALZEME SEÇİMİNİN ÖNEMİ VE MÜHENDİSLİK MALZEMELERİ Doç.Dr. Salim ŞAHİN MALZEME SEÇİMİNİN ÖNEMİ Günümüzde 70.000 demir esaslı malzeme (özellikle çelik) olmak üzere 100.000 den fazla kullanılan geniş bir
MALZEME SEÇİMİNİN ÖNEMİ VE MÜHENDİSLİK MALZEMELERİ Doç.Dr. Salim ŞAHİN MALZEME SEÇİMİNİN ÖNEMİ Günümüzde 70.000 demir esaslı malzeme (özellikle çelik) olmak üzere 100.000 den fazla kullanılan geniş bir
ALIŞILMAMIŞ ÜRETİM YÖNTEMLERİ. Prof. Dr. Akgün ALSARAN
 ALIŞILMAMIŞ ÜRETİM YÖNTEMLERİ Prof. Dr. Akgün ALSARAN Değerlendirme Oda numaram E-posta adresi : 333 (Mühendislik Fakültesi) : aalsaran@atauni.edu.tr Ders notlarını pdf halinde alabilirsiniz. 2-3 ödev
ALIŞILMAMIŞ ÜRETİM YÖNTEMLERİ Prof. Dr. Akgün ALSARAN Değerlendirme Oda numaram E-posta adresi : 333 (Mühendislik Fakültesi) : aalsaran@atauni.edu.tr Ders notlarını pdf halinde alabilirsiniz. 2-3 ödev
PETİLEN YY F00556 FİLM İŞLEME ŞARTLARI VE FİLM ÖZELLİKLERİ
 PETİLEN YY ŞİŞİRME İLE FİLM EKSTRUZYONU PETKİM PETROKİMYA HOLDİNG A.Ş. YÜKSEK YOĞUNLUK POLİETİLEN FABRİKASI PETİLEN YY F6 FİLM İŞLEME ŞARTLARI VE FİLM ÖZELLİKLERİ.. PETİLENYY ŞİŞİRME FİLM ÖZELLİKLERİ PETİLEN
PETİLEN YY ŞİŞİRME İLE FİLM EKSTRUZYONU PETKİM PETROKİMYA HOLDİNG A.Ş. YÜKSEK YOĞUNLUK POLİETİLEN FABRİKASI PETİLEN YY F6 FİLM İŞLEME ŞARTLARI VE FİLM ÖZELLİKLERİ.. PETİLENYY ŞİŞİRME FİLM ÖZELLİKLERİ PETİLEN
Sentes-BIR Hakkında. Sentes-BIR metallerin birleştirmeleri ve kaplamaları konusunda çözümler üreten malzeme teknolojileri firmasıdır.
 Sentes-BIR Hakkında Sentes-BIR metallerin birleştirmeleri ve kaplamaları konusunda çözümler üreten malzeme teknolojileri firmasıdır. Çalışan sayısı 80 İhracat > %50 Üretim Programı Sert Lehimleme Alaşımları
Sentes-BIR Hakkında Sentes-BIR metallerin birleştirmeleri ve kaplamaları konusunda çözümler üreten malzeme teknolojileri firmasıdır. Çalışan sayısı 80 İhracat > %50 Üretim Programı Sert Lehimleme Alaşımları
GİRİŞ UYGULAMALAR. HAVACILIK ENDÜSTRİSİ İç Döşeme Panelleri, Kapaklar NASA Uzay Mekiği İç Bölümler
 GİRİŞ Termoform en eski ve alışılagelmiş plastik işleme yöntemlerinden biridir. Bu yöntemle işlenmiş olan plastik ürünler günlük hayatımızda büyük bir rol oynuyor. Termoform basit ambalaj ürünlerinden
GİRİŞ Termoform en eski ve alışılagelmiş plastik işleme yöntemlerinden biridir. Bu yöntemle işlenmiş olan plastik ürünler günlük hayatımızda büyük bir rol oynuyor. Termoform basit ambalaj ürünlerinden
Hexapan Honeycomb Hakkında
 www.hexapan.com Hexapan Honeycomb Hakkında Üretimimiz temel olarak termoplastik HoneyComb Core ve termoplastik HoneyComb Sandwich panellerdir. Hafiflik, yüksek basma dayanımı ve çevreye dost olması gibi
www.hexapan.com Hexapan Honeycomb Hakkında Üretimimiz temel olarak termoplastik HoneyComb Core ve termoplastik HoneyComb Sandwich panellerdir. Hafiflik, yüksek basma dayanımı ve çevreye dost olması gibi
ÜRÜN TANIMI; arasında olmalıdır.! Derz uygulaması yapıştırma işleminden bir gün sonra yapılmalıdır.!
 ÜRÜN TANIMI; Granülometrik karbonat tozu, portlant çimentosu ve çeşitli polimer katkılar ( yapışma, esneklik, suya karşı direnç ve aşırı soğuk ve sıcağa dayanmı arttıran ) birleşiminden oluşan, seramik,
ÜRÜN TANIMI; Granülometrik karbonat tozu, portlant çimentosu ve çeşitli polimer katkılar ( yapışma, esneklik, suya karşı direnç ve aşırı soğuk ve sıcağa dayanmı arttıran ) birleşiminden oluşan, seramik,
ÖĞRENME FAALİYETİ 40
 ÖĞRENME FAALİYETİ 40 AMAÇ PLASTİK TEKNOLOJİSİ ALANI Bu faaliyette verilen bilgiler doğrultusunda plastik teknolojisi alanı altında yer alan meslekleri tanıyabileceksiniz. A. ALANIN MEVCUT DURUMU ve GELECEĞİ
ÖĞRENME FAALİYETİ 40 AMAÇ PLASTİK TEKNOLOJİSİ ALANI Bu faaliyette verilen bilgiler doğrultusunda plastik teknolojisi alanı altında yer alan meslekleri tanıyabileceksiniz. A. ALANIN MEVCUT DURUMU ve GELECEĞİ
MMT209 Çeliklerde Malzeme Bilimi ve Son Gelişmeler 3 Çelik üretimi. Yrd. Doç. Dr. Ersoy Erişir Güz Yarıyılı
 MMT209 Çeliklerde Malzeme Bilimi ve Son Gelişmeler 3 Çelik üretimi Yrd. Doç. Dr. Ersoy Erişir 2013-2014 Güz Yarıyılı Fırın Ön hadde Nihai hadde Soğuma Sarma Hadde yolu koruyucusu 1200-1250 ºC Kesme T >
MMT209 Çeliklerde Malzeme Bilimi ve Son Gelişmeler 3 Çelik üretimi Yrd. Doç. Dr. Ersoy Erişir 2013-2014 Güz Yarıyılı Fırın Ön hadde Nihai hadde Soğuma Sarma Hadde yolu koruyucusu 1200-1250 ºC Kesme T >
İMALAT YÖNTEMİ SEÇİM DİYAGRAMLARI Prof.Dr.Ayşegül AKDOĞAN EKER
 İMALAT YÖNTEMİ SEÇİM DİYAGRAMLARI İmalat Yöntemi Seçim Diyagramları Çizelge 1 de ; Malzemeler ve İmalat Yöntemleri arasındaki ilişkiyi topluca göstermektedir. Malzemeler; metaller, seramik ve camlar, polimerler
İMALAT YÖNTEMİ SEÇİM DİYAGRAMLARI İmalat Yöntemi Seçim Diyagramları Çizelge 1 de ; Malzemeler ve İmalat Yöntemleri arasındaki ilişkiyi topluca göstermektedir. Malzemeler; metaller, seramik ve camlar, polimerler
Dişhekimliğinde MUM. Prof Dr. Övül KÜMBÜLOĞLU. Ege Üniversitesi Dişhekimliği Fakültesi Protetik Diş Tedavisi Anabilim Dalı Öğretim Üyesi
 Dişhekimliğinde MUM Prof Dr. Övül KÜMBÜLOĞLU Ege Üniversitesi Dişhekimliği Fakültesi Protetik Diş Tedavisi Anabilim Dalı Öğretim Üyesi MUM Dişhekimliğinde kullanılan mumlar genellikle 2 veya daha fazla
Dişhekimliğinde MUM Prof Dr. Övül KÜMBÜLOĞLU Ege Üniversitesi Dişhekimliği Fakültesi Protetik Diş Tedavisi Anabilim Dalı Öğretim Üyesi MUM Dişhekimliğinde kullanılan mumlar genellikle 2 veya daha fazla
5. POLİMERLER. ME 220T Tasarım ve İmalat POLİMER MALZEMELER. Mehmet DEMİRKOL. Polimer Türleri. Polimer. b. Termosetler. a.
 POLİMER MALZEMELER ME 220T Tasarım ve İmalat 5. POLİMERLER 1. Polimer teknolojisinin temelleri 2. Yapısal Özellikler 3. Polimer Türleri 1. Termoplastikler 2. Termosetler 3. Elastomerler 4. Polimerlerin
POLİMER MALZEMELER ME 220T Tasarım ve İmalat 5. POLİMERLER 1. Polimer teknolojisinin temelleri 2. Yapısal Özellikler 3. Polimer Türleri 1. Termoplastikler 2. Termosetler 3. Elastomerler 4. Polimerlerin
İmalat Yöntemleri. Prof. Dr. Akgün ALSARAN
 İmalat Yöntemleri Prof. Dr. Akgün ALSARAN Sınıflandırma Kütlesel şekilverme 1. Dövme 2. Haddelme 3. Ekstrüzyon 4. Tel çekme Sac şekilverme 1. Eğme 2. Derin çekme 3. Germe 4. Kesme Dövme Dövme, darbe ve
İmalat Yöntemleri Prof. Dr. Akgün ALSARAN Sınıflandırma Kütlesel şekilverme 1. Dövme 2. Haddelme 3. Ekstrüzyon 4. Tel çekme Sac şekilverme 1. Eğme 2. Derin çekme 3. Germe 4. Kesme Dövme Dövme, darbe ve
TALAŞSIZ ÜRETİM YÖNTEMLERİ -1
 ÜNİTE-6 TALAŞSIZ ÜRETİM YÖNTEMLERİ -1 ÖĞR. GÖR. HALİL YAMAK KONU BAŞLIKLARI Giriş GİRİŞ Son yıllarda insanların yaşam standartlarının yükselmesinin temel sebeplerinden biri, endüstri ve sanayide yaşanan
ÜNİTE-6 TALAŞSIZ ÜRETİM YÖNTEMLERİ -1 ÖĞR. GÖR. HALİL YAMAK KONU BAŞLIKLARI Giriş GİRİŞ Son yıllarda insanların yaşam standartlarının yükselmesinin temel sebeplerinden biri, endüstri ve sanayide yaşanan
PLASTİKLERİ ŞEKİLLENDİRME YÖNTEMLERİ
 PLASTİKLERİ ŞEKİLLENDİRME YÖNTEMLERİ Polimer eriyiklerinin özellikleri Ekstrüzyon Enjeksiyon Kalıplama yöntemleri Isıl şekillendirme (Termoforming) Haddeleme (kalenderleme) Döküm Köpükleme Yöntemleri Talaşlı
PLASTİKLERİ ŞEKİLLENDİRME YÖNTEMLERİ Polimer eriyiklerinin özellikleri Ekstrüzyon Enjeksiyon Kalıplama yöntemleri Isıl şekillendirme (Termoforming) Haddeleme (kalenderleme) Döküm Köpükleme Yöntemleri Talaşlı
Toz Metalürjisi. Prof. Dr. Akgün ALSARAN. Notların bir bölümü Dr. Rahmi Ünal ın web sayfasından alınmıştır.
 Toz Metalürjisi Prof. Dr. Akgün ALSARAN Notların bir bölümü Dr. Rahmi Ünal ın web sayfasından alınmıştır. Toz metalürjisi İmali zor parçaların (küçük, fonksiyonel, birbiri ile uyumsuz, kompozit vb.) ekonomik,
Toz Metalürjisi Prof. Dr. Akgün ALSARAN Notların bir bölümü Dr. Rahmi Ünal ın web sayfasından alınmıştır. Toz metalürjisi İmali zor parçaların (küçük, fonksiyonel, birbiri ile uyumsuz, kompozit vb.) ekonomik,
TEFLON KAPLAMA ÖZELLİKLERİ VE KULLANIM ALANLARI
 1 HAKKIMIZDA AG Kauçuk, AGmet Metal olarak uzun yıllardır makine, kalıp ve aparat üretimi üzerine yaptığımız çalışmalardan edindiğimiz tecrübe ile piyasanın değişik alanlardaki ihtiyaçlarını karşılamak
1 HAKKIMIZDA AG Kauçuk, AGmet Metal olarak uzun yıllardır makine, kalıp ve aparat üretimi üzerine yaptığımız çalışmalardan edindiğimiz tecrübe ile piyasanın değişik alanlardaki ihtiyaçlarını karşılamak
GERİ DÖNÜŞÜM VE GERİ KAZANIM
 GERİ DÖNÜŞÜM VE GERİ KAZANIM Cam, metal, plastik, kağıt / karton gibi değerlendirilebilir. Gıda ambalaj atıkları çeşitli fiziksel ve kimyasal işlemlerden geçirilerek yeni bir hammaddeye veya ürüne dönüştürülebilirler.
GERİ DÖNÜŞÜM VE GERİ KAZANIM Cam, metal, plastik, kağıt / karton gibi değerlendirilebilir. Gıda ambalaj atıkları çeşitli fiziksel ve kimyasal işlemlerden geçirilerek yeni bir hammaddeye veya ürüne dönüştürülebilirler.
matris: a (Mo) (sünek) woven fibers cross section view fiber: g (Ni 3 Al) (kırılgan)
 (sünek) woven fibers cross section view fiber: g (Ni 3 Al) (kırılgan)") Kompozitler Kompozitler İki veya daha fazla malzeme grubuna ait malzemelerin bir araya getirilerek daha üstün özellikli malzeme oluşturulmasıdır. Cam takviyeli plastikler, beton, araba lastiği gibi örnekler
Kompozitler Kompozitler İki veya daha fazla malzeme grubuna ait malzemelerin bir araya getirilerek daha üstün özellikli malzeme oluşturulmasıdır. Cam takviyeli plastikler, beton, araba lastiği gibi örnekler
Dersin İçeriği PLASTİK KİRLİLİĞİ VE ETKİLERİ
 PLASTİK KİRLİLİĞİ VE ETKİLERİ Dr. Sedat GÜNDOĞDU Dersin İçeriği 1.Plastik nedir? 2.Plastik tipleri nelerdir? 3.Plastik kirliliği nedir? 4.Plastik kirliliğinin kaynakları 5.Plastik kirliliğinin mevcut durumu
PLASTİK KİRLİLİĞİ VE ETKİLERİ Dr. Sedat GÜNDOĞDU Dersin İçeriği 1.Plastik nedir? 2.Plastik tipleri nelerdir? 3.Plastik kirliliği nedir? 4.Plastik kirliliğinin kaynakları 5.Plastik kirliliğinin mevcut durumu
TEKSTİL MATERYALLERİNİN YANMA MEKANİZMASI VE LİMİT OKSİJEN İNDEKS DEĞERLERİ
 T.C. MARMARA ÜNİVERSİTESİ FEN BİLİMLERİ ENSTİTÜSÜ TEKSTİL EĞİTİMİ ANABİLİM DALI TEKSTİL MATERYALLERİNİN YANMA MEKANİZMASI VE LİMİT OKSİJEN İNDEKS DEĞERLERİ HAZIRLAYAN DERSİN ADI :SELCAN KAYAN : ENSTRÜMANTAL
T.C. MARMARA ÜNİVERSİTESİ FEN BİLİMLERİ ENSTİTÜSÜ TEKSTİL EĞİTİMİ ANABİLİM DALI TEKSTİL MATERYALLERİNİN YANMA MEKANİZMASI VE LİMİT OKSİJEN İNDEKS DEĞERLERİ HAZIRLAYAN DERSİN ADI :SELCAN KAYAN : ENSTRÜMANTAL
İLERİ SOL JEL PROSESLERİ
 İLERİ SOL JEL PROSESLERİ Yrd. Doç. Dr. Atilla EVCİN Kaplama ve İnce Filmler Sol-jel kaplamalar birçok fonksiyona sahiptir. Bunlardan en belli başlı olanı, görünür ışık dalga boyunda transparan oksitlerin
İLERİ SOL JEL PROSESLERİ Yrd. Doç. Dr. Atilla EVCİN Kaplama ve İnce Filmler Sol-jel kaplamalar birçok fonksiyona sahiptir. Bunlardan en belli başlı olanı, görünür ışık dalga boyunda transparan oksitlerin
YOĞUNLUK : minimum kg/m3. ISI İLETKENLİK : 0,028W/Mk SU EMME : % 0,1 SU BUHARI DİFÜZYON DİRENCİ : YANGIN SINIFI : B1 (TS 11989)
") ZEMİN İZOLASYONU FLOORMATE MALZEME ÖZELLİĞİ Uzunluk: 1200mm Genişlik: 600mm Kalınlık: 30, 40, 50, 60,80 mm BASMA DAYANIMI : 200 kpa (%10 deformasyonda) BASMA SÜNMESİ : 60 kpa (%2 deformasyonda, 50 yıl
ZEMİN İZOLASYONU FLOORMATE MALZEME ÖZELLİĞİ Uzunluk: 1200mm Genişlik: 600mm Kalınlık: 30, 40, 50, 60,80 mm BASMA DAYANIMI : 200 kpa (%10 deformasyonda) BASMA SÜNMESİ : 60 kpa (%2 deformasyonda, 50 yıl
Selefon. kazanır. Kısaca ürünlerin üzerine uygulanan çok ince plastik. Termal selefon ve tutkallı selefon olmak üzere iki tiptir.
 Selefon Baskı koruma yöntemlerinde amaç baskıyı tüketiciye en sağlam ve en güzel görünümde sunmak, baskıyı daha uzun ömürlü kılmaktır. Baskının sağlamlığı güvenilirliği tüketici memnuniyetini arttırır.
Selefon Baskı koruma yöntemlerinde amaç baskıyı tüketiciye en sağlam ve en güzel görünümde sunmak, baskıyı daha uzun ömürlü kılmaktır. Baskının sağlamlığı güvenilirliği tüketici memnuniyetini arttırır.
7. Sınıf Fen ve Teknoloji Dersi 4. Ünite: Madde ve Yapısı Konu: Elementler ve Sembolleri
 ÖĞRETĐM TEKNOLOJĐLERĐ VE MATERYAL GELĐŞĐMĐ 7. Sınıf Fen ve Teknoloji Dersi 4. Ünite: Madde ve Yapısı Konu: Elementler ve Sembolleri Çalışma Yaprağı Konu Anlatımı-Değerlendirme çalışma Yaprağı- Çözümlü
ÖĞRETĐM TEKNOLOJĐLERĐ VE MATERYAL GELĐŞĐMĐ 7. Sınıf Fen ve Teknoloji Dersi 4. Ünite: Madde ve Yapısı Konu: Elementler ve Sembolleri Çalışma Yaprağı Konu Anlatımı-Değerlendirme çalışma Yaprağı- Çözümlü
Teknoloji Fakültesi Metalurji ve Malzeme Mühendisliği. Polimer Malzemeler. Polietilen (PE) www.sakarya.edu.tr
 www.sakarya.edu.tr") Teknoloji Fakültesi Metalurji ve Malzeme Mühendisliği Polimer Malzemeler Polietilen (PE) Polietilen beyazca, yarı geçirgen, yumuşatılabilen ve oldukça dayanıklı bir polimerdir. Piyasada satılan özellikle
Teknoloji Fakültesi Metalurji ve Malzeme Mühendisliği Polimer Malzemeler Polietilen (PE) Polietilen beyazca, yarı geçirgen, yumuşatılabilen ve oldukça dayanıklı bir polimerdir. Piyasada satılan özellikle
MMT407 Plastik Şekillendirme Yöntemleri
 K O C A E L İ ÜNİVERSİTESİ Metalurji ve Malzeme Mühendisliği Bölümü MMT407 Plastik Şekillendirme Yöntemleri 1 Plastik Şekillendirme Yöntemlerine Giriş Yrd. Doç. Dr. Ersoy Erişir 2012-2013 Güz Yarıyılı
K O C A E L İ ÜNİVERSİTESİ Metalurji ve Malzeme Mühendisliği Bölümü MMT407 Plastik Şekillendirme Yöntemleri 1 Plastik Şekillendirme Yöntemlerine Giriş Yrd. Doç. Dr. Ersoy Erişir 2012-2013 Güz Yarıyılı
MMT407 Plastik Şekillendirme Yöntemleri
 KOCAELİ ÜNİVERSİTESİ Metalurji ve Malzeme Mühendisliği Bölümü MMT407 Plastik Şekillendirme Yöntemleri 1 Plastik Şekillendirme Yöntemlerine Giriş Doç. Dr. Ersoy Erişir 2017-2018 Güz Yarıyılı 1. Plastik
KOCAELİ ÜNİVERSİTESİ Metalurji ve Malzeme Mühendisliği Bölümü MMT407 Plastik Şekillendirme Yöntemleri 1 Plastik Şekillendirme Yöntemlerine Giriş Doç. Dr. Ersoy Erişir 2017-2018 Güz Yarıyılı 1. Plastik
PLASTİK ÜRÜNLERİ SANAYİİ RAPORU
 MMP Ön Raporu EK 2E PLASTİK ÜRÜNLERİ SANAYİİ RAPORU MEVCUT DURUM: Dünyada olduğu gibi Türkiye de de plastiğin, geleneksel malzemeler olan demir, cam, kağıt, tahta gibi malzemeye alternatif olarak ortaya
MMP Ön Raporu EK 2E PLASTİK ÜRÜNLERİ SANAYİİ RAPORU MEVCUT DURUM: Dünyada olduğu gibi Türkiye de de plastiğin, geleneksel malzemeler olan demir, cam, kağıt, tahta gibi malzemeye alternatif olarak ortaya
ARMAFLEX LEVHA AL / KY / AL-KY
 ARMAFLEX LEVHA AL / KY / AL-KY Isı Yalıtımı Yoğuşma Kontrolü İklimlendirme, ısıtma ve soğutma sistemlerinde kullanılmak üzere üretilen, elastomerik kauçuk esaslı, kapalı gözenekli düzgün hücre yapısına
ARMAFLEX LEVHA AL / KY / AL-KY Isı Yalıtımı Yoğuşma Kontrolü İklimlendirme, ısıtma ve soğutma sistemlerinde kullanılmak üzere üretilen, elastomerik kauçuk esaslı, kapalı gözenekli düzgün hücre yapısına
ASBESTSİZ CONTALAR TEMEL ÖZELLİKLER TEKNİK ÖZELLİKLER. Sanayi ve Ticaret Ltd. Şti.
 Sanayi ve Ticaret Ltd. Şti. ASBESTSİZ CONTALAR TEMEL ÖZELLİKLER Asbestsiz contalar; NBR bağlayıcılı aramid, sentetik, mineral fiberden oluşmaktadır. Asbest kullanımının artık tamamen ortadan kalktığı bugünlerde,
Sanayi ve Ticaret Ltd. Şti. ASBESTSİZ CONTALAR TEMEL ÖZELLİKLER Asbestsiz contalar; NBR bağlayıcılı aramid, sentetik, mineral fiberden oluşmaktadır. Asbest kullanımının artık tamamen ortadan kalktığı bugünlerde,
* Bölünmüş flanşlı kaplin yüzeylerini korumak için tasarlanmıştır BRT Plastik Alın Kapağı LDPE
 BRT 1152 Plastik Alın Kapağı LDPE * Bölünmüş flanşlı kaplin yüzeylerini korumak için tasarlanmıştır 3000psi Tip1 6000psi Tip1 Kod İç Çap d h Kod İç Çap d h 12127 1/2 30.0 9.0 12657 1/2 31.8 7.7 12128 3/4
BRT 1152 Plastik Alın Kapağı LDPE * Bölünmüş flanşlı kaplin yüzeylerini korumak için tasarlanmıştır 3000psi Tip1 6000psi Tip1 Kod İç Çap d h Kod İç Çap d h 12127 1/2 30.0 9.0 12657 1/2 31.8 7.7 12128 3/4
İLERİ YAPI MALZEMELERİ DERS-6 KOMPOZİTLER
 İLERİ YAPI MALZEMELERİ DERS-6 KOMPOZİTLER Farklı malzemelerin üstün özelliklerini aynı malzemede toplamak amacıyla iki veya daha fazla ana malzeme grubuna ait malzemelerin bir araya getirilmesi ile elde
İLERİ YAPI MALZEMELERİ DERS-6 KOMPOZİTLER Farklı malzemelerin üstün özelliklerini aynı malzemede toplamak amacıyla iki veya daha fazla ana malzeme grubuna ait malzemelerin bir araya getirilmesi ile elde
LIBWAX C İÇ VE DIŞ KAYDIRICI DİSPERSİYON AJANI ANTİBLOKİNG AJAN
 İÇ VE DIŞ KAYDIRICI LIBWAX C DİSPERSİYON AJANI ANTİBLOKİNG AJAN 1 LIBWAX C plastik işlemde üstün performans sağlamak için tasarlanmış eşsiz bir sınıf Bisamide wax tır. LIBWAX C polar ve polar olmayan gruplar
İÇ VE DIŞ KAYDIRICI LIBWAX C DİSPERSİYON AJANI ANTİBLOKİNG AJAN 1 LIBWAX C plastik işlemde üstün performans sağlamak için tasarlanmış eşsiz bir sınıf Bisamide wax tır. LIBWAX C polar ve polar olmayan gruplar
FEN ve TEKNOLOJİ DERSİ / PERİYODİK SİSTEM. Metaller, Ametaller ve Yarı metaller
 Metaller, Ametaller ve Yarı metaller 1 Elementler gösterdikleri benzer özelliklere göre metaller, yarı metaller ve ametaller olarak sınıflandırılabilirler. Periyodik tabloda metal, ametal ve yarı metallerin
Metaller, Ametaller ve Yarı metaller 1 Elementler gösterdikleri benzer özelliklere göre metaller, yarı metaller ve ametaller olarak sınıflandırılabilirler. Periyodik tabloda metal, ametal ve yarı metallerin
ŞİŞİRME KALIPLARI DERSİ ÇALIŞMA SORULARI. a. Matkap tezgâhı. b. Freze tezgâhı. c. Torna tezgâhı. d. Taşlama tezgâhı. a. Dökme demir. b.
 ŞİŞİRME KALIPLARI DERSİ ÇALIŞMA SORULARI 1. Genellikle büyük hacimli, prizmatik biçimli plastik şişelerin üretiminde kullanılan şişirme kalıbı aşağıdakilerden hangisidir? a. Dalıcı pinli şişirme kalıbı
ŞİŞİRME KALIPLARI DERSİ ÇALIŞMA SORULARI 1. Genellikle büyük hacimli, prizmatik biçimli plastik şişelerin üretiminde kullanılan şişirme kalıbı aşağıdakilerden hangisidir? a. Dalıcı pinli şişirme kalıbı
matris: a (Mo) (sünek) woven fibers cross section view fiber: g (Ni 3 Al) (kırılgan)
 (sünek) woven fibers cross section view fiber: g (Ni 3 Al) (kırılgan)") Kompozitler Kompozitler İki veya daha fazla malzeme grubuna ait malzemelerin bir araya getirilerek daha üstün özellikli malzeme oluşturulmasıdır. Cam takviyeli plastikler, beton, araba lastiği gibi örnekler
Kompozitler Kompozitler İki veya daha fazla malzeme grubuna ait malzemelerin bir araya getirilerek daha üstün özellikli malzeme oluşturulmasıdır. Cam takviyeli plastikler, beton, araba lastiği gibi örnekler
Plastiklerin Başlıca Kullanım Alanları. 05.03.2009 Prof.Dr.Ayşegül AKDOĞAN EKER
 Plastiklerin Başlıca Kullanım Alanları PLASTİKLER ve KULLANIM ALANLARI Polietilen (PE ) : Kap, mutfak eşyası, plastik kutu, plastik tüp, boru, oyunca, kaplama, kabloların yalıtkan katmanları, ambalaj filmi
Plastiklerin Başlıca Kullanım Alanları PLASTİKLER ve KULLANIM ALANLARI Polietilen (PE ) : Kap, mutfak eşyası, plastik kutu, plastik tüp, boru, oyunca, kaplama, kabloların yalıtkan katmanları, ambalaj filmi
GRANUL (KIRIK) BUZ MAKİNASI HİJYENİK TEMİZ SU SOĞUTMA CİHAZI SU SOĞUTMA (CHİLLER) CİHAZLARI SOĞUK HAVA DEPOLARI KALIP BUZ MAKİNASI
 BUZ MAKİNASI HİJYENİK TEMİZ SU SOĞUTMA CİHAZI SU SOĞUTMA (CHİLLER) CİHAZLARI SOĞUK HAVA DEPOLARI KALIP BUZ MAKİNASI") GRANUL (KIRIK) BUZ MAKİNASI HİJYENİK TEMİZ SU SOĞUTMA CİHAZI SU SOĞUTMA (CHİLLER) CİHAZLARI SOĞUK HAVA DEPOLARI KALIP BUZ MAKİNASI www.eserteknik.com GRANÜL (KIRIK) BUZ MAKİNESİ Balıkçılar ve fırınlar
GRANUL (KIRIK) BUZ MAKİNASI HİJYENİK TEMİZ SU SOĞUTMA CİHAZI SU SOĞUTMA (CHİLLER) CİHAZLARI SOĞUK HAVA DEPOLARI KALIP BUZ MAKİNASI www.eserteknik.com GRANÜL (KIRIK) BUZ MAKİNESİ Balıkçılar ve fırınlar
BRT 1152 BRT 6234 BRT 1250
 * Bölünmüş flanşlı kaplin yüzeylerini BRT 1152 korumak için tasarlanmıştır Plastik Alın Kapağı LDPE 3000psi Tip1 6000psi Tip1 Kod İç Çap d h Kod İç Çap d h 12004 1/2 30.0 9.0 12534 1/2 31.8 7.7 12005 3/4
* Bölünmüş flanşlı kaplin yüzeylerini BRT 1152 korumak için tasarlanmıştır Plastik Alın Kapağı LDPE 3000psi Tip1 6000psi Tip1 Kod İç Çap d h Kod İç Çap d h 12004 1/2 30.0 9.0 12534 1/2 31.8 7.7 12005 3/4
DENİZ HARP OKULU MAKİNE MÜHENDİSLİĞİ BÖLÜM BAŞKANLIĞI DERS TANITIM BİLGİLERİ
 DENİZ HARP OKULU MAKİNE MÜHENDİSLİĞİ BÖLÜM BAŞKANLIĞI DERS TANITIM BİLGİLERİ Dersin Adı Kodu Sınıf / Y.Y. Ders Saati (T+U+L) Kredi AKTS İmal Usulleri MKM-324 3/II (2+0+1) 2.5 4 Dersin Dili Dersin Seviyesi
DENİZ HARP OKULU MAKİNE MÜHENDİSLİĞİ BÖLÜM BAŞKANLIĞI DERS TANITIM BİLGİLERİ Dersin Adı Kodu Sınıf / Y.Y. Ders Saati (T+U+L) Kredi AKTS İmal Usulleri MKM-324 3/II (2+0+1) 2.5 4 Dersin Dili Dersin Seviyesi
TERMOPLASTİKLER. Polimerler Amorf Yarı-kristalin. Amorf ve Yarı-Kristalin Ticari Termoplastikler
 TERMOPLASTİKLER Polimerler Amorf Yarı-kristalin Amorf ve Yarı-Kristalin Ticari Termoplastikler 1 Amorf Ticari Termoplastikler Karakteristikler Düşük maliyet Düşük sıcaklık direnci Düşük dayanım İyi ölçüsel
TERMOPLASTİKLER Polimerler Amorf Yarı-kristalin Amorf ve Yarı-Kristalin Ticari Termoplastikler 1 Amorf Ticari Termoplastikler Karakteristikler Düşük maliyet Düşük sıcaklık direnci Düşük dayanım İyi ölçüsel
Elastik ve Hafif Doğal Taş Kaplaması çok amaçlı kullanım
 Elastik ve Hafif Doğal Taş Kaplaması çok amaçlı kullanım www.litho-flex.com Binlerce yıldır doğal taş bir yapı malzemesi olarak birçok farklı alanlarda kullanılmıştır. Lithoflex Doğal Taş Kaplaması klasik
Elastik ve Hafif Doğal Taş Kaplaması çok amaçlı kullanım www.litho-flex.com Binlerce yıldır doğal taş bir yapı malzemesi olarak birçok farklı alanlarda kullanılmıştır. Lithoflex Doğal Taş Kaplaması klasik