Bazik Oksijen Fırını (BOF)
|
|
|
- Umut Müjde
- 8 yıl önce
- İzleme sayısı:
Transkript
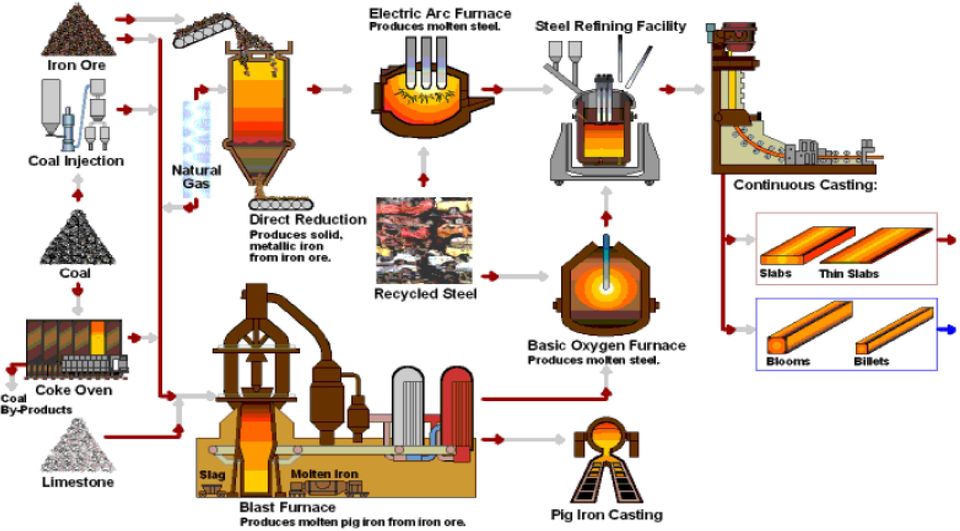
1 ÇELİK ÜRETİMİ

2


3 Bazik Oksijen Fırını (BOF) Çelik üretimindeki ilk modern anlamdaki uygulamalar 1850 lerdeki Bessemer uygulamaları ile başlamıştır. İlk başta bu uygulamalarda kullanılan konvertörlerin iç kısımlarında silika refrakter tuğlalar kullanılmıştır larda Thomas fırın içerisini dolomitik tuğlalarla astarlayarak bazik cüruf oluşumunu sağlamıştır.

4 1970 li yıllarda konvertörün tabanından sıvı pik metale oksijen üflenmesi bu uygulamada önemli bir yenilik veya gelişme olarak tarihteki yerini almıştır. Konvertörün alt kısmındaki birden fazla tüyerden üflenen saf ve basınçlı oksijenle konvertördeki sıvı metalin etkili bir şekilde karışımı ve buna bağlı olarakta homojen bir dönüşümü sağlanabilmiştir.



5 Yine1970 li yıllarda konvertörün tabanında sıvı pik metal içerisine karışım gaz gönderilmesi bu yöndeki gelişmelerin en son aşamasıdır. Oksijenle birlikte konvertör tabanından ortama sınırlı miktarda azot veya argon gibi inert gazların gönderilmesi konvertör içerisinde etkili bir karıştırma sağlamıştır. Günümüzde konvertörün tabanından oksijen üflenmesi adet tüyerle yapılmaktadır. Konvertöre girişte tüyerlerin dış kısımları hidrokarbon sıvı ile soğutulmaktadır. Üflenen gazla birlikte toz halde cüruf yapıcı CaO de üflemesi yapılabilmektedir.


 değişik hurda - değişik sıvı pik şarjı 2) değişik cevher - değişik sıvı pik 3) sabit")
6 Bazik oksijen fırınlarının kapasiteleri tipik olarak 250 ton kadardır. Bazik oksijen fırınlarında çelik üretimi yaklaşık dakikada gerçekleştirilmektedir. Bazik Oksijen Fırınında (BOF) Çelik Üretimi 1) Konverterin Şarjı Bazik oksijen metodunda konverterin şarj edilmesinde başlıca dört tip şarj kullanılır: 1) değişik hurda - değişik sıvı pik şarjı 2) değişik cevher - değişik sıvı pik 3) sabit hurda - sabit sıvı pik - değişik cevher 4) Sabit hurda - değişik sıvı pik - değişik cevher.
 değişik hurda - değişik sıvı pik şarjı 2) değişik cevher - değişik sıvı pik 3) sabit")
 ile kalan kısmını çelik hurdası, kireçtaşı, dolomit ve deoksidantların oluşturduğu şarj")
7 Bununla birlikte bazik oksijen fırınlarında, genellikle % oranında yüksek fırından gelen sıvı metal (sıvı pik) ile kalan kısmını çelik hurdası, kireçtaşı, dolomit ve deoksidantların oluşturduğu şarj kullanılır.


8 2) İşletme Methodu Bazik oksijen fırını yaklaşık olarak 45 derece eğimli iken içerisine doğru hesaplanan miktar kadar hurda malzeme yüklenir. Daha sonra hemen üzerine sıvı pik metal ilavesi yapılır. Konverter dikey duruma getirilir ve oksijen borusu sıvı şarjın üzerine daha önce tespit edilmiş bir mesafeye kadar indirilir. Banyo ile oksijen borusu arasındaki mesafe 150 cm. dan 250 cm. ye kadar değişebilir.

9

 gibi cüruf yapıcı katkı maddeleri fırına ilave edilir.")

10 Oksijen verilmeye başlandıktan hemen sonra üst kattaki bir silo sisteminden belirli miktarlarda kireç (CaO), fuluşpat (CaF 2 ), dolamit, kolemanit ve tufal (FeO) gibi cüruf yapıcı katkı maddeleri fırına ilave edilir. Kireç sıcak pik demir içindeki Si ve P gibi istenmeyen elemanlarla birleşerek cürufu meydana getirir. Oksijenin kısmen kimyasal ve kısmen banyoyu karıştırıcı etkisi vardır. Basınçlı oksijen banyoyu şiddetle karıştırdığından tasfiye reaksiyonları hızlanır. Oksijen sıvı şarjın yüzeyine çarpar çarpmaz demir oksidin oluşumuna sebep olan reaksiyonları başlatır.

11 Önemi en fazla olan reaksiyonlar C, Si, Mn, P, S ve oksijenin reaksiyonlarıdır.


12 3) Cürufun kontrolü Bazik oksijen fırınlarında kireç miktarı hesaplanır, çeliğin içinde kalan S ve P miktarının kabul sınırlarının altında olması için yeterli kireç ilâvesi yapılır. İstenilen döküm sıcaklığına ve karbon yüzdesine erişildiğinde fırın döküm tarafına eğilir ve metal, döküm deliğinden potaya alınır. Yapılacak çelik cinsine göre hesaplanan ilâve maddeleri, alaşımlar (ferro manganez, ferro-silisyum, alüminyum v.s.) ve kok potaya, bakır, nikel ve molibden ise fırına ilâve edilir. Döküm bittikten sonra fırın ters tarafa döndürülerek cüruf alınır.
 ve kok potaya, bakır, nikel ve molibden ise fırına ilâve edilir.")


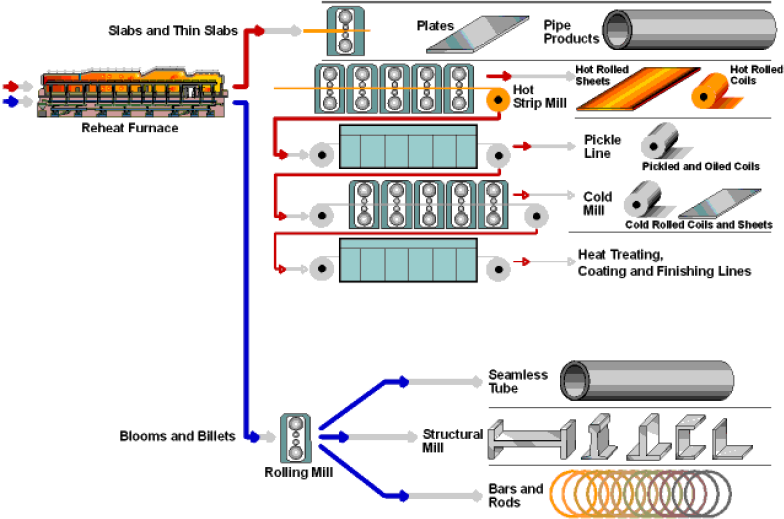
13 4) Şekillendirme Bazik oksijen fırını ürünü olan çeliğin C kimyasal analizi yapıldıktan sonra ya ikinci bir arıtma işlemine yada doğrudan sürekli döküm ünitelerine gönderilmektedirler.


14 Burada, yani sürekli döküm ünitelerinde katılaşan çelik, yarı bitmiş halde kare, dikdörtgen veya plaka seklindeki kütükler haline getirilirler.

15 Tipik olarak bir BOF a yüklenen sıvı metal (pik demir) ve fırından alınan çeliğin kimyasal kompozisyonu ve sıcaklık değerleri tabloda görülmektedir.

 Hurda: Bazik oksijen fırınına katılan hammaddenin yaklaşık % 25-30' nu hurda malzeme oluşturmaktadır.")
16 Bazik Oksijen Fırınına Yüklenen Hammaddeler 1) Sıvı Pik Demir : Sıvı haldeki pik demir yüksek fırından bazik oksijen fırınlarına torpidolarla taşınır yaklaşık % 4,3 oranında karbon, %1 veya daha az Si içerir. 2) Hurda: Bazik oksijen fırınına katılan hammaddenin yaklaşık % 25-30' nu hurda malzeme oluşturmaktadır. Hurdalarda % Cu, Sn, Ni, Cr, ve Mo oranlarının toplamının % 0,13 değerini geçmemesi gerekmektedir. Aksi halde bu elementler oksitlenerek ortamdan atılamazlar. 3) Cüruf Yapıcı : Cüruf yapıcıların iki önemli amacı vardır. (Kireç ve dolomit) İlk olarak sıvı pik metalden oksitlenerek ortaya çıkan SiO 'i bağlarlar. Oluşan cüruf sıcak sıvı metaldeki kükürt ve fosforu absorbe eder. 4) Alaşım Elementi : Alaşım elementi ihtiyacı için kullanılırlar. Oksitlenip zarara uğramamaları için direkt olarak metal şeklinde ilave edilmezler. Kütle halinde içerisinde sıvı çelik bulunan potalara eklenir.
 Cüruf Yapıcı : Cüruf yapıcıların iki önemli amacı vardır. (Kireç ve dolomit) İlk olarak sıvı pik metalden oksitlenerek ortaya çıkan SiO 'i bağlarlar.")

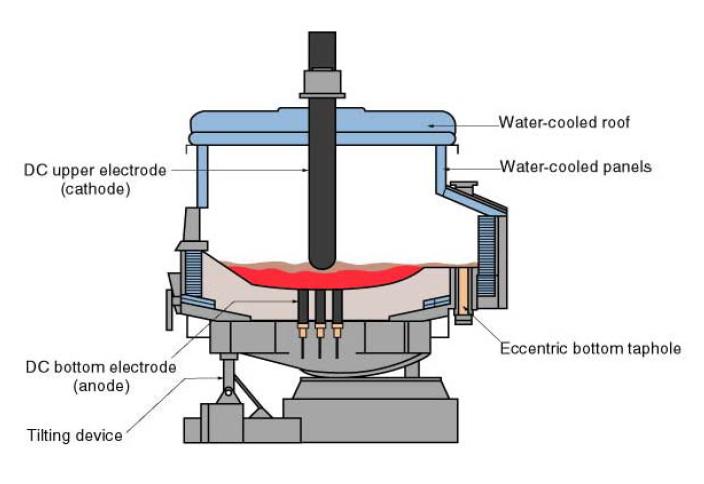
17 Elektrik ark ocaklarında çelik üretimi Bazik oksijen fırınlarından farklı olarak, Elektrik ark ocaklarında sıvı pik metal yerine hurda kullanılır. Hurda çelik elektrik ark ocağına üstten vinçle boşaltılır, ardından ocağın kapağı örtülür. Bu kapak ark ocağına indirilen üç tane elektrot için boşluk içerir.bu kapak üzerinde bulunan sistemde fırın içerisine inip kalkabilen grafit elektrotlar bulunmaktadır. Vincin hurdayı Ark Ocağı na şarj etmesi sırasında çekilen fotoğraflar

18 Hurda şarjı Ergitme Döküm Alma Pota Fırını Sürekli Döküm Şarj Tekrar Isıtma Haddeleme Soğutma Kesme Bağlama Paketleme

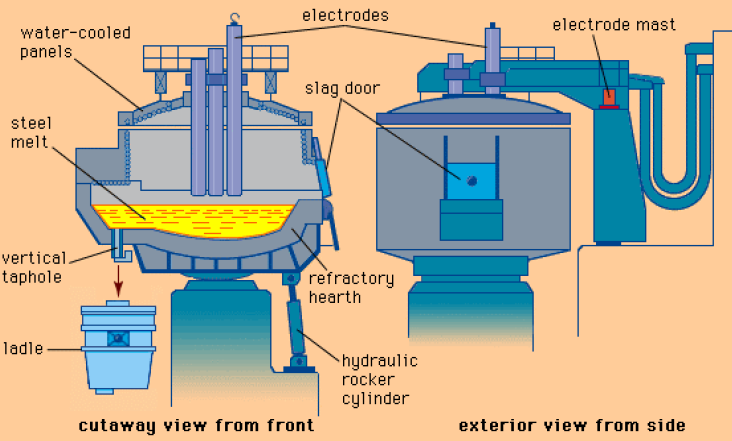
19 Elektrotlar Çatı (kaldırılabilir) Refrakter kaplama Cüruf deliği Erimiş çelik Dökme ağzı Metali dökmek için eğme yönü Çeliği dökmek için eğme yönü Devirme mekanizması Çelik üretimi için elektrik ark ocağı



20 Elektrotlara verilen akım ile geçen elektrik bir ark oluşturur ve açığa çıkan ısı hurdayı eritir. oksijen fırınlarında olduğu gibi çeliği saflaştırmak için fırın içerisine oksijen elektrik miktarı kişilik bir şehrin Metal ergimiş durumdayken bazik üflenebilir. Bu işlemde kullanılan ihtiyacını karşılayacak miktarı aşabilmektedir. Hemen sonra ark ocağı diğer yana yatırılıp (45 ) erimiş çelik bir potaya aktarılır. Buradan çelik ya pota metalurjisi işlemine tabii tutulur yada sürekli döküm ünitesine gönderilir.

21
22
 ve oksijen metale cüruf-metal ara yüzeyinden transfer olur.")
23 Bazik Oksijen Fırını (BOF) da oksijen metalin içine enjekte edilir ve orada çözünür. EAO da, oksitleyici şartlar cüruf fazıyla sağlanır. Oksitleyici bir cüruf yapılır (yüksek oranda demir oksit içerir) ve oksijen metale cüruf-metal ara yüzeyinden transfer olur. Elektrik arkı kullanılarak yüksek sıcaklıklar elde edilir ve bu da metal katılaşması olmaksızın önemli miktarlarda alaşım elementleri ilavesini mümkün kılar. Kükürt giderilmesi ise redükleyici şartlarda sağlanır. Ergitme işlemi esnasında elde edilecek çelikte gerekli kimyasal kompozisyonu sağlayacak şekilde diğer demir esaslı metaller (ferro-alaşımlar) ilave edilir. Ayrıca yapıdaki demir dışı atıkları bağlayarak cüruf oluşturacak katkı maddeleri (flakslar) ilave edilir.
 erimiş çelik bir potaya aktarılır. Buradan çelik ya pota metalurjisi işlemine tabii tutulur yada sürekli döküm ünitesine gönderilir.")
24 Kimyasal kompozisyonun kontrolü için örnekler alındıktan sonra ark ocağı yana yatırılıp (18 ) erimiş çeliğin üzerinde yüzen cüruf dökülür. Hemen sonra ark ocağı diğer yana yatırılıp (45 ) erimiş çelik bir potaya aktarılır. Buradan çelik ya pota metalurjisi işlemine tabii tutulur yada sürekli döküm ünitesine gönderilir. Bu gün modern elektrik ark ocaklarında her ergitmede 200 tonlara varan çelik üretilebilirken bu işlem için gerekli süre yaklaşık dakika kadardır. Bu metot elektriğin ucuz ve bol olduğu ülkelerde daha fazla tercih edilen bir metottur. Ülkemizde elektrik pahalı olmasına rağmen, çelik üretimimizin %70 i ark ocaklarında gerçekleştirilmektedir.
25

26 Çeliğin bileşimi istenen sınırlara gelmiş ise sıvı çelik banyosundaki oksitleri almak ve oksijen seviyesini minimuma indirmek için banyoya, deoksidanlar ilave edilerek deoksidasyon yapılır. Al en ucuz ve bol olduğu için tercih edilir. Son olarak sıcaklık ve bileşim kontrolü yapıldıktan sonra güç düşürülür ve gerekirse bazı ilaveler yapıldıktan sonra, yeterli sıcaklığa ulaşılmışsa döküm alınır. Genel kural olarak çeliğin ergime sıcaklığının 100 o C üzerinde bir sıcaklıkta döküm alınır.


27 İndüksiyon Ocakları İndüksiyon ocaklarında, metal içinde manyetik alan oluşturmak için bir bobinden geçen alternatif akım kullanır. İndüklenen akım, hızlı ısıtma ve eritme sağlar. Elektromanyetik kuvvet alanı, ayrıca sıvı metalde karıştırma etkisi oluşturur. Metal, ısıtıcı elemanlarla temas halinde olmadığından, yüksek kalitede ve saflıkta erimiş metaller üretmek için ortam iyi bir şekilde kontrol edilebilir.

28 İKİNCİ AŞAMA ÇELİK ÜRETİM İŞLEMLERİ (Sekonder Metalurji, Pota Metalurjisi) Çelik üretimi ile döküm arasında yer alan kritik bir aşamadır ve ayrı bir istasyonda uygulanan son çelik yapım işlemlerini kapsar. Fırında yapılan normal alaşımlama veya döküm alma sırasında potada yapılan alaşımlama işlemleri pota metalurjisi kapsamında sayılmaz. Arzu edilen çelikteki kimyasal kompozisyonu sağlamak ve müşteri taleplerini karşılamak üzere çelikteki bazı elementlerin giderilmesi bazılarının ise ortama ilave edilmesi gerekmektedir. Çelik içinde bulunan zararlı empüriteler kükürt, fosfor, oksijen, hidrojen ve azottur.

29 Bunlar (S,P,O, N ve H) demir kafesi içinde ara yerlere yerleştiğinden arayer atomları adı ile de bilinir. Bu empüritelerin çelik üzerindeki en önemli etkileri süneklik, darbe dayanımı ve korozyon direncini düşürmeleridir. Oksijen ve kükürt ayrıca çelik içinde bulunan ve inklüzyon olarak bilinen metalik olmayan taneciklerin de kaynağıdır. Bu kalıntılar (inklüzyonlar) da çelik özellikleri üzerinde zararlı olduğundan mümkün olduğunca çelik içinden uzaklaştırılması gerekir.
 Desülfürizasyon (kükürt giderme) Azot")
30 Pota Metalurjisinde Yapılan İşlemler Deoksidasyon (oksijen giderme) Dekarbürizasyon (karbon giderme) Desülfürizasyon (kükürt giderme) Azot Giderme
31 SÜREKLİ DÖKÜM
32
33
34
35
36
37
38
39
40
41
42
43

44