Makine Elemanları II Prof. Dr. Akgün ALSARAN. Üretim. Dişli çarklar
|
|
|
- Aydin Kaymak
- 8 yıl önce
- İzleme sayısı:
Transkript
1 Makine Elemanları II Prof. Dr. Akgün ALSARAN Üretim Dişli çarklar

2 İçerik Üretim Yöntemleri Yuvarlanma yöntemi MAAG yöntemi Fellow yöntemi Azdırma yöntemi Alt kesilme 2


3 Giriş 3
 veya talaşlı imalat metodu (dik planya, silindirik planya, freze) olarak iki bölümde tanımlanmaktadır.")
4 Üretim Yöntemleri Dişli çarklar geometrik büyüklük, malzeme ve kullanım amaçlarına bağlı olarak farklı şekillerde imal edilir. Dişli çarkların imalatı; talaşsız imalat metodu (döküm, pres, cürufluma) veya talaşlı imalat metodu (dik planya, silindirik planya, freze) olarak iki bölümde tanımlanmaktadır. Yüksek kaliteli dişli çark taleplerinde en iyi üretim metodu talaşlı imalattır. 4
 olarak iki bölümde tanımlanmaktadır.")

5 Üretim Yöntemleri Dişli Çarkların Üretim Yöntemleri Yuvarlanma metodu, Doğrudan doğruya döküm Modül frezeler Şablona göre diş açma Haddeleme veya ovalama Zımbalama Püskürtme döküm Sinterleme metodu Broşlama metodu 5


6 Üretim Yöntemleri Dişli çark imalatında, imalat takımı ve imal edilecek dişli çark yâni dişli taslağı, birbiri ile uyum içinde çalışan dişli mekanizmalarının dişlileri gibi birbiri üzerinde yuvarlanmaktadır. Kesici takım, imal edilecek dişli taslağının diş boşluklarını çıkarmaktadır. Takım kesme, yuvarlanma vb öteleme hareketi yaparken, çark gövdesi yâni taslağı da kayma hareketi yaparak dişli çark ortaya çıkarılmaktadır. 6

, Dişli çark şeklindeki kesici bıçakla diş açma (FELLOW sistemi), Sonsuz vida şeklindeki freze ile diş açma (Azdırma")
7 Yuvarlanma metodu ile üretim Dişli çarkların üretimlerinde en fazla kullanılan yuvarlanma yöntemleri: Kremayer şeklindeki kesici bıçakla diş açma (MAAG sistemi), Dişli çark şeklindeki kesici bıçakla diş açma (FELLOW sistemi), Sonsuz vida şeklindeki freze ile diş açma (Azdırma sistemi). 7
, Sonsuz vida şeklindeki freze ile diş açma (Azdırma")

8 Yuvarlanma metodu ile üretim MAAG Yöntemi: Maag Gear AG, Zürich/İsviçre firmasının geliştirdiği ve kendi ismi ile anılan yöntem. 8

9 Yuvarlanma metodu ile üretim MAAG Yöntemi: 9


10 Yuvarlanma metodu ile üretim Fellow sistemi ile MAAG sistemi nin arasındaki fark, Fellow sisteminde MAAG sisteminin kullandığı kremayer şeklindeki düz bıçak yerine yuvarlak dişli çark şeklindeki bıçakların kullanılmasıdır. 10


11 Yuvarlanma metodu ile üretim Fellow Yöntemi: 11


12 Yuvarlanma metodu ile üretim Azdırma Yöntemi: Yuvarlanma metoduna göre diş açan gerek Maag ve gerekse Fellow tezgahları planya hareketi yaparlar; yani aşağıya doğru kesiş hareketinden sonra yukarıya boş bir geri hareketi yaparlar. Bu kesik ileri geri hareketi sürekli bir kesme hareketine çevirmek için kesici bıçak sonsuz vida şekline sokularak azdırma frezeleri oluşturulmuştur. 12

13 Yuvarlanma metodu ile üretim Azdırma Yöntemi: 13

14 Dişlilerin parlatılması Diş yanağının tıraşlanması Diş yanağının parlatılması 14

15 Dişlilerin parlatılması 15


16 Dişlilerin parlatılması 16

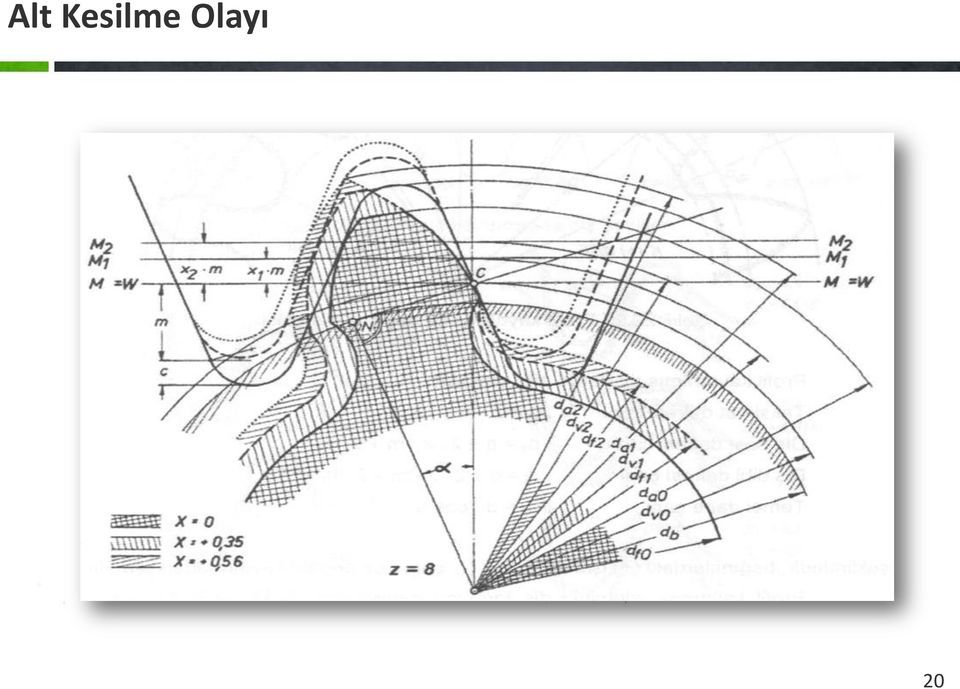
17 Alt Kesilme Olayı Dişli çarklar talaşlı imalatla üretildiği zaman bıçağın en dıştaki kesici kenarı (baş kenarı) çarkın taban profilini keser. Veya eş çalışan dişlilerin temasları, evolvent olmayan kısımda (bunu olabilmesi için temel daire taban dairesinden büyük olmalıdır) meydana gelirse dişli dibinin oyulduğu görülür. Bu da temasın kavrama doğrusu dışında meydana geldiğini gösterir. Bu olaya alttan kesilme denir. Sınır diş sayısının altında diş sayısına sahip olan dişli çarklar birbirleri ile çalıştıklarında görülür. 17

18 Alt Kesilme Olayı Alttan kesilme olayının olmaması için gerekli minimum diş sayısı: z min 2 2 sin 0 Teorik olarak 0 =20 olduğundan z min =17 bulunur. Pratikte bir miktar alt kesilme olayı tolere edilerek z min =14 alınır. Alt kesilme olayını önlemek için: Büyük dişlinin yüksekliğinin kısaltılması Kavrama açısının büyütülmesi Profil kaydırma 18

19 Alt Kesilme Olayı Profil kaydırma yöntemiyle çeşitli diş şekilleri elde edilir. Böylece standart dişlilere göre diş dibi mukavemeti ve yüzey basıncı mukavemeti artırılabilir. Dişler arasında meydana gelen kayma ve dolayısıyla aşınma azaltılabilir. Alttan kesilme olayı önlenir. 19


20 Alt Kesilme Olayı 20
21 Alt Kesilme Olayı Burada x: takımın (diş açan) taksimat dairesi ile dişlinin taksimat dairesi arsındaki düşey farktır. Artı profilli: diş açan takımın orta doğrusu taksimat dairesinin üstünde Eksi profilli: diş açan takımın orta doğrusu taksimat dairesinin altında 21
22 Alt Kesilme Olayı Diş başı kısaltma ile alt kesilmeyi önleme A noktası T 1 in dışında kaldığı durumda O 1 dişlisi sınır diş sayısından küçük olduğu için bu dişlide alt kesilme meydana gelmektedir. Alt kesilmeyi önleme tedbirlerinden biri de diş başı kısaltmasıdır. Bu metotta T 1 noktası A noktası ile çakışıncaya kadar diş başı kısaltılmaktadır, Şekilde kısaltma sonunda A noktası T 1 noktası ile üst üste geldiği için alt kesilme önlenmektedir. Diş dibi doğrusu E C T1=A' A Kısaltılmış diş üstü doğrusu Diş üstü doğrusu r01 O1 22
23 Alt Kesilme Olayı Kavrama açısını büyülterek alt kesilmeyi önleme Bu dişli çarklarda A noktası T 1 in dışında kaldığında alt kesilme meydana gelmektedir. Kavrama açısını büyüterek alt kesilmeyi önlemede O 1 C çaplı çember çizilmektedir. Bu çemberin diş üstü doğrusunu kestiği nokta, T 1 noktasının A noktası ile çakıştığı nokta olup bu noktadan geçen kavrama doğrusu, α açısı büyüten doğrudur. ' 0 E O' C T1 A T1'=A' O1 23
24 Özet Dişli çarklar talaşlı ve talaşsız olarak üretilirler. Genelde takım kesme, yuvarlanma vb öteleme hareketi yaparken, çark gövdesi yâni taslağı da kayma hareketi yaparak dişli çark ortaya çıkarılmaktadır. Temas kavrama doğrusu dışında oluşursa alt kesilme olur. Alt kesilmeyi önlemek için: Büyük dişlinin yüksekliğinin kısaltılması Kavrama açısının büyütülmesi Profil kaydırma 24
DİŞLİ ÇARKLAR I: GİRİŞ
 DİŞLİ ÇARKLAR I: GİRİŞ Prof. Dr. İrfan KAYMAZ Mühendislik Fakültesi Makine Mühendisliği Bölümü Giriş Dişli Çarklar Bu bölüm sonunda öğreneceğiniz konular: Güç ve Hareket İletim Elemanları Basit Dişli Dizileri
DİŞLİ ÇARKLAR I: GİRİŞ Prof. Dr. İrfan KAYMAZ Mühendislik Fakültesi Makine Mühendisliği Bölümü Giriş Dişli Çarklar Bu bölüm sonunda öğreneceğiniz konular: Güç ve Hareket İletim Elemanları Basit Dişli Dizileri
DİŞLİ ÇARKLAR I: GİRİŞ
 DİŞLİ ÇARKLAR I: GİRİŞ Prof. Dr. İrfan KAYMAZ Prof. Dr. Akgün ALSARAN Arş. Gör İlyas HACISALİHOĞLU Mühendislik Fakültesi Makine Mühendisliği Bölümü Giriş Dişli Çarklar Bu bölüm sonunda öğreneceğiniz konular:
DİŞLİ ÇARKLAR I: GİRİŞ Prof. Dr. İrfan KAYMAZ Prof. Dr. Akgün ALSARAN Arş. Gör İlyas HACISALİHOĞLU Mühendislik Fakültesi Makine Mühendisliği Bölümü Giriş Dişli Çarklar Bu bölüm sonunda öğreneceğiniz konular:
Dişli çark mekanizmaları en geniş kullanım alanı olan, gerek iletilebilen güç gerekse ulaşılabilen çevre hızları bakımından da mekanizmalar içinde
 DİŞLİ ÇARKLAR Dişli çark mekanizmaları en geniş kullanım alanı olan, gerek iletilebilen güç gerekse ulaşılabilen çevre hızları bakımından da mekanizmalar içinde özel bir yeri bulunan mekanizmalardır. Mekanizmayı
DİŞLİ ÇARKLAR Dişli çark mekanizmaları en geniş kullanım alanı olan, gerek iletilebilen güç gerekse ulaşılabilen çevre hızları bakımından da mekanizmalar içinde özel bir yeri bulunan mekanizmalardır. Mekanizmayı
Makine Elemanları II Prof. Dr. Akgün ALSARAN. Temel bilgiler Dişli çarklar
 Makine Elemanları II Prof. Dr. Akgün ALSARAN Temel bilgiler Dişli çarklar İçerik Basit Dişli Dizileri Dişli Çarklar: Sınıflandırma ve Kavramlar Silindirik Düz Dişli Çarklar Dişli Çark Mekanizmasının Temel
Makine Elemanları II Prof. Dr. Akgün ALSARAN Temel bilgiler Dişli çarklar İçerik Basit Dişli Dizileri Dişli Çarklar: Sınıflandırma ve Kavramlar Silindirik Düz Dişli Çarklar Dişli Çark Mekanizmasının Temel
DİŞLİ ÇARKLAR I: GİRİŞ
 DİŞLİ ÇARKLAR I: GİRİŞ Prof. Dr. İrfan KAYMAZ Prof. Dr. Akgün ALSARAN Arş. Gör İlyas HACISALİHOĞLU Mühendislik Fakültesi Makine Mühendisliği Bölümü İçerik Dişli Çarklar Bu bölüm sonunda öğreneceğini konular:
DİŞLİ ÇARKLAR I: GİRİŞ Prof. Dr. İrfan KAYMAZ Prof. Dr. Akgün ALSARAN Arş. Gör İlyas HACISALİHOĞLU Mühendislik Fakültesi Makine Mühendisliği Bölümü İçerik Dişli Çarklar Bu bölüm sonunda öğreneceğini konular:
DİŞLER; Diş Profili, çalışma sırasında iki çark arasındaki oranı sabit tutacak şekilde biçimlendirilir. Dişli profillerinde en çok kullanılan ve bu
 KAVRAMLAR Dişli Çarklar, eksenleri birbirine yakın veya birbirini kesen miller arasında hareket ve güç ileten makine elemanlarıdır. Çevrelerine diş açılmış iki dişli çark bir dişli çiftini oluştururlar
KAVRAMLAR Dişli Çarklar, eksenleri birbirine yakın veya birbirini kesen miller arasında hareket ve güç ileten makine elemanlarıdır. Çevrelerine diş açılmış iki dişli çark bir dişli çiftini oluştururlar
DİŞLİ ÇARKLAR I: GİRİŞ
 DİŞLİ ÇARKLAR I: GİRİŞ Prof. Dr. İrfan KAYMAZ Mühendislik ve Mimarlık Fakültesi Makine Mühendisliği Bölümü Giriş Bu bölüm sonunda öğreneceğiniz konular: Güç ve Hareket İle.m Elemanları Basit Dişli Dizileri
DİŞLİ ÇARKLAR I: GİRİŞ Prof. Dr. İrfan KAYMAZ Mühendislik ve Mimarlık Fakültesi Makine Mühendisliği Bölümü Giriş Bu bölüm sonunda öğreneceğiniz konular: Güç ve Hareket İle.m Elemanları Basit Dişli Dizileri
Temas noktalarının geometrik yerine kavrama eğrisi (temas izi) denir.
 denir.") DİŞLİ ÇARK KİNEMATİĞİ : Temel Kavramlar Prof.Dr. Aybars ÇAKIR Dişli Ana Kanunu : İki yuvarlanma dairesine (sürtünmeli çark mekanizması) kinematik olarak eşdeğer ve birbirleri ile eş çalışan iki dişin yan
DİŞLİ ÇARK KİNEMATİĞİ : Temel Kavramlar Prof.Dr. Aybars ÇAKIR Dişli Ana Kanunu : İki yuvarlanma dairesine (sürtünmeli çark mekanizması) kinematik olarak eşdeğer ve birbirleri ile eş çalışan iki dişin yan
DİŞLİ GEOMETRİSİ. Metin Yılmaz Arge Müdürü Yılmaz Redüktör
 DİŞLİ GEOMETRİSİ Metin Yılmaz Arge Müdürü Yılmaz Redüktör Yuvarlanma Prensibi: Evolvent (Involute) Eğrisinin Tanımı Evolvent Dişli Formu Özellikleri Kolay imal edilebilir. Farklı diş sayılarına sahip dişliler
DİŞLİ GEOMETRİSİ Metin Yılmaz Arge Müdürü Yılmaz Redüktör Yuvarlanma Prensibi: Evolvent (Involute) Eğrisinin Tanımı Evolvent Dişli Formu Özellikleri Kolay imal edilebilir. Farklı diş sayılarına sahip dişliler
DİŞLİ ÇARK: Hareket ve güç iletiminde kullanılan, üzerinde eşit aralıklı ve özel profilli girinti ve çıkıntıları bulunan silindirik veya konik
 DİŞLİ ÇARKLAR 1 DİŞLİ ÇARK: Hareket ve güç iletiminde kullanılan, üzerinde eşit aralıklı ve özel profilli girinti ve çıkıntıları bulunan silindirik veya konik yüzeyli makina elemanı. 2 Hareket Aktarma
DİŞLİ ÇARKLAR 1 DİŞLİ ÇARK: Hareket ve güç iletiminde kullanılan, üzerinde eşit aralıklı ve özel profilli girinti ve çıkıntıları bulunan silindirik veya konik yüzeyli makina elemanı. 2 Hareket Aktarma
DİŞLİ ÇARKLAR III: HELİSEL DİŞLİ ÇARKLAR
 DİŞLİ ÇARKLAR III: HELİSEL DİŞLİ ÇARKLAR Prof. Dr. İrfan KAYMAZ Prof. Dr. Akgün ALSARAN Arş. Gör. İlyas HACISALİHOĞLU Mühendislik Fakültesi Makine Mühendisliği Bölümü Giriş Helisel Dişli Çarklar Bu bölüm
DİŞLİ ÇARKLAR III: HELİSEL DİŞLİ ÇARKLAR Prof. Dr. İrfan KAYMAZ Prof. Dr. Akgün ALSARAN Arş. Gör. İlyas HACISALİHOĞLU Mühendislik Fakültesi Makine Mühendisliği Bölümü Giriş Helisel Dişli Çarklar Bu bölüm
BURSA TECHNICAL UNIVERSITY (BTU) 2 DİŞLİ ÇARKLAR I: GİRİŞ
 2 DİŞLİ ÇARKLAR I: GİRİŞ") Makine Elemanları 2 DİŞLİ ÇARKLAR I: GİRİŞ 1 Bu bölümden elde edilecek kazanımlar Güç Ve Hareket İletim Elemanları Basit Dişli Dizileri Redüktörler Ve Vites Kutuları : Sınıflandırma Ve Kavramlar Silindirik
Makine Elemanları 2 DİŞLİ ÇARKLAR I: GİRİŞ 1 Bu bölümden elde edilecek kazanımlar Güç Ve Hareket İletim Elemanları Basit Dişli Dizileri Redüktörler Ve Vites Kutuları : Sınıflandırma Ve Kavramlar Silindirik
DİŞLİ ÇARKLAR SAKARYA ÜNİVERSİTESİ MAKİNE MÜH. BÖLÜMÜ MAKİNE ELEMANLARI DERS NOTU. Doç.Dr. Akın Oğuz KAPTI
 DİŞLİ ÇARKLAR MAKİNE MÜH. BÖLÜMÜ MAKİNE ELEMANLARI DERS NOTU Doç.Dr. Akın Oğuz KAPTI Dişli Çarklar 2 Dişli çarklar, eksenleri birbirine paralel, birbirini kesen ya da birbirine çapraz olan miller arasında
DİŞLİ ÇARKLAR MAKİNE MÜH. BÖLÜMÜ MAKİNE ELEMANLARI DERS NOTU Doç.Dr. Akın Oğuz KAPTI Dişli Çarklar 2 Dişli çarklar, eksenleri birbirine paralel, birbirini kesen ya da birbirine çapraz olan miller arasında
Makine Elemanları II Prof. Dr. Akgün ALSARAN. Konik Dişli Çarklar DİŞLİ ÇARKLAR
 Makine Elemanları II Prof. Dr. Akgün ALSARAN Konik Dişli Çarklar DİŞLİ ÇARKLAR İçerik Giriş Konik dişli çark mekanizması Konik dişli çark mukavemet hesabı Konik dişli ark mekanizmalarında oluşan kuvvetler
Makine Elemanları II Prof. Dr. Akgün ALSARAN Konik Dişli Çarklar DİŞLİ ÇARKLAR İçerik Giriş Konik dişli çark mekanizması Konik dişli çark mukavemet hesabı Konik dişli ark mekanizmalarında oluşan kuvvetler
TALAŞLI İMALAT SAKARYA ÜNİVERSİTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ KALIPÇILIK TEKNİĞİ DERS NOTU. Doç.Dr. Akın Oğuz KAPTI. Talaşlı İmalat Yöntemleri
 TALAŞLI İMALAT MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ KALIPÇILIK TEKNİĞİ DERS NOTU Doç.Dr. Akın Oğuz KAPTI Talaşlı İmalat Yöntemleri 2 Talaşlı İmalat; iş parçası üzerinden, sertliği daha yüksek bir kesici takım yardımıyla,
TALAŞLI İMALAT MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ KALIPÇILIK TEKNİĞİ DERS NOTU Doç.Dr. Akın Oğuz KAPTI Talaşlı İmalat Yöntemleri 2 Talaşlı İmalat; iş parçası üzerinden, sertliği daha yüksek bir kesici takım yardımıyla,
1. DİŞLİ ÇARK MEKANİZMALARI. 1.1 Genel İfadeler ve Sınıflandırması
 1. DİŞLİ ÇARK MEKANİZMALARI 1.1 Genel İfadeler ve Sınıflandırması Dişli çarklar; aralarında bir kayma oluşmadan, iki mil arasında kuvvet ve hareket ileten elemanlardır. Güç iletme bakımından, mekanizmanın
1. DİŞLİ ÇARK MEKANİZMALARI 1.1 Genel İfadeler ve Sınıflandırması Dişli çarklar; aralarında bir kayma oluşmadan, iki mil arasında kuvvet ve hareket ileten elemanlardır. Güç iletme bakımından, mekanizmanın
DİŞLİ ÇARKLAR III: HELİSEL DİŞLİ ÇARKLAR
 DİŞLİ ÇARKLAR III: HELİSEL DİŞLİ ÇARKLAR Prof. Dr. İrfan KAYMAZ Atatürk Üniversitesi Mühendislik Fakültesi Makine Mühendisliği Bölümü Giriş Helisel Dişli Çarklar Bu bölüm sonunda öğreneceğiniz konular:
DİŞLİ ÇARKLAR III: HELİSEL DİŞLİ ÇARKLAR Prof. Dr. İrfan KAYMAZ Atatürk Üniversitesi Mühendislik Fakültesi Makine Mühendisliği Bölümü Giriş Helisel Dişli Çarklar Bu bölüm sonunda öğreneceğiniz konular:
DİŞLİ ÇARKLAR III: Makine Elemanları 2 HELİSEL DİŞLİ ÇARKLAR. Doç.Dr. Ali Rıza Yıldız
 Makine Elemanları 2 DİŞLİ ÇARKLAR III: HELİSEL DİŞLİ ÇARKLAR Doç.Dr. Ali Rıza Yıldız 1 Bu bölümden elde edilecek kazanımlar Helisel ın Tanımı Helisel ın Geometrik Özellikleri Helisel da Ortaya Çıkan Kuvvetler
Makine Elemanları 2 DİŞLİ ÇARKLAR III: HELİSEL DİŞLİ ÇARKLAR Doç.Dr. Ali Rıza Yıldız 1 Bu bölümden elde edilecek kazanımlar Helisel ın Tanımı Helisel ın Geometrik Özellikleri Helisel da Ortaya Çıkan Kuvvetler
DİŞLİ ÇARKLAR. Makine Elemanları 2 PROFİL KAYDIRMA. Doç.Dr. Ali Rıza Yıldız. BURSA TECHNICAL UNIVERSITY (BTU) Department of Mechanical Engineering
 Department of Mechanical Engineering") Makine Elemanları 2 DİŞLİ ÇARKLAR PROFİL KAYDIRMA Doç.Dr. Ali Rıza Yıldız 1 Bu bölümden elde edilecek kazanımlar Profil kaydırmanın tanımı Profil kaydırma yapılmasındaki amaçlar Pozitif ve negatif profil
Makine Elemanları 2 DİŞLİ ÇARKLAR PROFİL KAYDIRMA Doç.Dr. Ali Rıza Yıldız 1 Bu bölümden elde edilecek kazanımlar Profil kaydırmanın tanımı Profil kaydırma yapılmasındaki amaçlar Pozitif ve negatif profil
DİŞLİ AÇMA TEKNİKLERİ
 DİŞLİ AÇMA TEKNİKLERİ Kaynaklar: 1-Kısa M., Özel üretim Teknikleri, Furkan Ofset, 2002, Bursa. 2-MEB, Megeb ve Görseller 3-http://www.guven-kutay.ch/disliler Haz.: Doç. Dr. Ahmet Demirer 1 DİŞLİLERDE GENEL
DİŞLİ AÇMA TEKNİKLERİ Kaynaklar: 1-Kısa M., Özel üretim Teknikleri, Furkan Ofset, 2002, Bursa. 2-MEB, Megeb ve Görseller 3-http://www.guven-kutay.ch/disliler Haz.: Doç. Dr. Ahmet Demirer 1 DİŞLİLERDE GENEL
DİŞLİ AÇMA TEKNİKLERİ
 DİŞLİ AÇMA TEKNİKLERİ Kaynaklar: 1-Kısa M., Özel üretim Teknikleri, Furkan Ofset, 2002, Bursa. 2-MEB, Megeb ve Görseller 3-http://www.guven-kutay.ch/disliler Haz.: Doç. Dr. Ahmet Demirer 1 DİŞLİLERDE GENEL
DİŞLİ AÇMA TEKNİKLERİ Kaynaklar: 1-Kısa M., Özel üretim Teknikleri, Furkan Ofset, 2002, Bursa. 2-MEB, Megeb ve Görseller 3-http://www.guven-kutay.ch/disliler Haz.: Doç. Dr. Ahmet Demirer 1 DİŞLİLERDE GENEL
DİŞLİ ÇARKLAR II: HESAPLAMA
 DİŞLİ ÇARLAR II: HESAPLAMA Prof. Dr. İrfan AYMAZ Atatürk Üniversitesi Mühendislik Fakültesi Makine Mühendisliği Bölümü Giriş Bu bölüm sonunda öğreneceğiniz konular: Dişli Çark uvvetleri Diş Dibi Gerilmeleri
DİŞLİ ÇARLAR II: HESAPLAMA Prof. Dr. İrfan AYMAZ Atatürk Üniversitesi Mühendislik Fakültesi Makine Mühendisliği Bölümü Giriş Bu bölüm sonunda öğreneceğiniz konular: Dişli Çark uvvetleri Diş Dibi Gerilmeleri
DÜZ VE HELİSEL DİŞLİ ÇARKLAR ÖRNEK PROBLEMLER
 DÜZ VE HELİSEL DİŞLİ ÇARKLAR ÖRNEK PROBLEMLER 1. Evolvent profilli standart bir düz dişli çarkta diş sayısı z=19 ve modül m=4 mm olduğuna göre dişbaşı ve temel daireleri üzerindeki diş kalınlıklarını hesaplayınız
DÜZ VE HELİSEL DİŞLİ ÇARKLAR ÖRNEK PROBLEMLER 1. Evolvent profilli standart bir düz dişli çarkta diş sayısı z=19 ve modül m=4 mm olduğuna göre dişbaşı ve temel daireleri üzerindeki diş kalınlıklarını hesaplayınız
DİŞLİ ÇARKLAR II: HESAPLAMA
 DİŞLİ ÇARKLAR II: HESAPLAMA Prof. Dr. İrfan KAYMAZ Prof. Dr. Akgün ALSARAN Arş. Gör. İlyas HACISALİHOĞLU Mühendislik Fakültesi Makine Mühendisliği Bölümü Giriş Bu bölüm sonunda öğreneceğiniz konular: Dişli
DİŞLİ ÇARKLAR II: HESAPLAMA Prof. Dr. İrfan KAYMAZ Prof. Dr. Akgün ALSARAN Arş. Gör. İlyas HACISALİHOĞLU Mühendislik Fakültesi Makine Mühendisliği Bölümü Giriş Bu bölüm sonunda öğreneceğiniz konular: Dişli
DİŞLİ AÇMA USULLERİ. Mak.Müh.Sait EYİGÖZ. DAŞ Dişli San.ve Tic.A.Ş. M.M.O.İst.Şube Y.Kurulu üyesi
 DİŞLİ AÇMA USULLERİ Mak.Müh.Sait EYİGÖZ DAŞ Dişli San.ve Tic.A.Ş. M.M.O.İst.Şube Y.Kurulu üyesi 3 Şubat 1991 O î :~4_ ± AÇHA USULLER % I, ALÎN, DÜZ ve HELiS DiSLîLERîN AÇILMASI 1) Sonsuz vida kesici takı
DİŞLİ AÇMA USULLERİ Mak.Müh.Sait EYİGÖZ DAŞ Dişli San.ve Tic.A.Ş. M.M.O.İst.Şube Y.Kurulu üyesi 3 Şubat 1991 O î :~4_ ± AÇHA USULLER % I, ALÎN, DÜZ ve HELiS DiSLîLERîN AÇILMASI 1) Sonsuz vida kesici takı
KONİK DİŞLİ ÇARKLAR. Öğr. Gör. Korcan FIRAT. CBÜ Akhisar MYO
 KONİK DİŞLİ ÇARKLAR Öğr. Gör. Korcan FIRAT CBÜ Akhisar MYO TANIMI Eksenleri kesişen millerde kuvvet ve hareket iletmek için kullanılan ve yanal yüzeylerinin çevresine ve kesik koni tepe noktasında birleşecek
KONİK DİŞLİ ÇARKLAR Öğr. Gör. Korcan FIRAT CBÜ Akhisar MYO TANIMI Eksenleri kesişen millerde kuvvet ve hareket iletmek için kullanılan ve yanal yüzeylerinin çevresine ve kesik koni tepe noktasında birleşecek
MAKİNA ELEMANLARI II HAREKET, MOMENT İLETİM VE DÖNÜŞÜM ELEMANLARI ÇARKLAR-SINIFLANDIRMA UYGULAMA-SÜRTÜNMELİ ÇARK
 MAKİNA ELEMANLARI II HAREKET, MOMENT İLETİM VE DÖNÜŞÜM ELEMANLARI ÇARKLAR-SINIFLANDIRMA SÜRTÜNMELİ DİŞLİ (Friction wheels) (Gear or Toothed Wheels) UYGULAMA-SÜRTÜNMELİ ÇARK Mekanizmayı boyutlandırınız?
MAKİNA ELEMANLARI II HAREKET, MOMENT İLETİM VE DÖNÜŞÜM ELEMANLARI ÇARKLAR-SINIFLANDIRMA SÜRTÜNMELİ DİŞLİ (Friction wheels) (Gear or Toothed Wheels) UYGULAMA-SÜRTÜNMELİ ÇARK Mekanizmayı boyutlandırınız?
Makine Elemanları II Prof. Dr. Akgün ALSARAN. Helisel Dişli Çarklar-Flipped Classroom DİŞLİ ÇARKLAR
 Makine Elemanları II Prof. Dr. Akgün ALSARAN Helisel Dişli Çarklar-Flipped Classroom DİŞLİ ÇARKLAR İçerik Giriş Helisel dişli geometrisi Kavrama oranı Helisel dişli boyutları Helisel dişlilerin mukavemet
Makine Elemanları II Prof. Dr. Akgün ALSARAN Helisel Dişli Çarklar-Flipped Classroom DİŞLİ ÇARKLAR İçerik Giriş Helisel dişli geometrisi Kavrama oranı Helisel dişli boyutları Helisel dişlilerin mukavemet
Konik Dişli Çarklar. Prof. Dr. Mehmet Fırat 89
 Prof. Dr. Mehmet Fırat 89 Konik Dişli Çarklar Hareketi, ekseni döndüren milin ekseni ile kesişen başka bir mile aktarmak ve gerektiğinde hız dönüşümü de sağlamak amacı ile kullanılan mekanizmalar konik
Prof. Dr. Mehmet Fırat 89 Konik Dişli Çarklar Hareketi, ekseni döndüren milin ekseni ile kesişen başka bir mile aktarmak ve gerektiğinde hız dönüşümü de sağlamak amacı ile kullanılan mekanizmalar konik
DİŞLİ ÇARKLAR IV: KONİK DİŞLİ ÇARKLAR
 Helisel Dişli Dişli Çarklar DİŞLİ ÇARKLAR IV: KONİK DİŞLİ ÇARKLAR Prof. Dr. İrfan KAYMAZ Erzurum Teknik Üniversitesi Mühendislik ve Mimarlık Fakültesi Makine Mühendisliği Bölümü Erzurum Teknik Üniversitesi
Helisel Dişli Dişli Çarklar DİŞLİ ÇARKLAR IV: KONİK DİŞLİ ÇARKLAR Prof. Dr. İrfan KAYMAZ Erzurum Teknik Üniversitesi Mühendislik ve Mimarlık Fakültesi Makine Mühendisliği Bölümü Erzurum Teknik Üniversitesi
DİŞLİ ÇARKLAR IV: KONİK DİŞLİ ÇARKLAR
 DİŞLİ ÇARKLAR IV: KONİK DİŞLİ ÇARKLAR Prof. Dr. İrfan KAYMAZ Atatürk Üniversitesi Mühendislik Fakültesi Makine Mühendisliği Bölümü Atatürk Üniversitesi Giriş Bu bölüm sonunda öğreneceğiniz konular: ın
DİŞLİ ÇARKLAR IV: KONİK DİŞLİ ÇARKLAR Prof. Dr. İrfan KAYMAZ Atatürk Üniversitesi Mühendislik Fakültesi Makine Mühendisliği Bölümü Atatürk Üniversitesi Giriş Bu bölüm sonunda öğreneceğiniz konular: ın
15 DİŞLİLER. bugün. verimlilikle çalışan 701-DIN. edinebilir. Şekil 15.1. 15.2f
 15 DİŞLİLER Dişlilerin 2600 B.C li yıllarda bulunduğu u ve Cinde kullanıldığı sanılmaktadır. O yıllarda dişliler şekil 15.1 de görüldüğüne benzer şekilde imal edilmiş olup su çekme, yük kaldırma, değirmen
15 DİŞLİLER Dişlilerin 2600 B.C li yıllarda bulunduğu u ve Cinde kullanıldığı sanılmaktadır. O yıllarda dişliler şekil 15.1 de görüldüğüne benzer şekilde imal edilmiş olup su çekme, yük kaldırma, değirmen
MAK-204. Üretim Yöntemleri. Frezeleme Đşlemleri. (11.Hafta) Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt.
 Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt.") MAK-204 Üretim Yöntemleri Freze Tezgahı Frezeleme Đşlemleri (11.Hafta) Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt. Bölümü Freze tezgahının Tanımı: Frezeleme işleminde
MAK-204 Üretim Yöntemleri Freze Tezgahı Frezeleme Đşlemleri (11.Hafta) Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt. Bölümü Freze tezgahının Tanımı: Frezeleme işleminde
DİŞLİ ÇARK MEKANİZMALARI
 DİŞLİ ÇARK MEKANİZMALARI Bir milin dönme hareketini diğer mile dönme kaybı olmadan nakletmek için kullanılan mekanizmalardır. Bir dişli çark mekanizması biri döndüren diğeri döndürülen olmak üzere en az
DİŞLİ ÇARK MEKANİZMALARI Bir milin dönme hareketini diğer mile dönme kaybı olmadan nakletmek için kullanılan mekanizmalardır. Bir dişli çark mekanizması biri döndüren diğeri döndürülen olmak üzere en az
FREZE TEZGÂHINDA BÖLME İŞLEMLERİ
 Üniversal Bölme Aygıtları(Divizörler) Freze tezgâhında her çeşit bölme işlemleri, divizör yardımıyla yapılabilir. Divizör ile, silindirik parçalar üzerine değişik sayılarda bölme yapma, konik parçalara
Üniversal Bölme Aygıtları(Divizörler) Freze tezgâhında her çeşit bölme işlemleri, divizör yardımıyla yapılabilir. Divizör ile, silindirik parçalar üzerine değişik sayılarda bölme yapma, konik parçalara
DİŞLİ ÇARKLAR IV: KONİK DİŞLİ ÇARKLAR
 DİŞLİ ÇARKLAR IV: KONİK DİŞLİ ÇARKLAR Prof. Dr. İrfan KAYMAZ Atatürk Üniversitesi Mühendislik Fakültesi Makine Mühendisliği Bölümü Atatürk Üniversitesi Giriş Bu bölüm sonunda öğreneceğiniz konular: ın
DİŞLİ ÇARKLAR IV: KONİK DİŞLİ ÇARKLAR Prof. Dr. İrfan KAYMAZ Atatürk Üniversitesi Mühendislik Fakültesi Makine Mühendisliği Bölümü Atatürk Üniversitesi Giriş Bu bölüm sonunda öğreneceğiniz konular: ın
BURSA TECHNICAL UNIVERSITY (BTU) Department of Mechanical Engineering. Makine Elemanları 2 DİŞLİ ÇARKLAR IV: KONİK DİŞLİ ÇARKLAR
 Department of Mechanical Engineering. Makine Elemanları 2 DİŞLİ ÇARKLAR IV: KONİK DİŞLİ ÇARKLAR") Makine Elemanları 2 DİŞLİ ÇARKLAR IV: KONİK DİŞLİ ÇARKLAR Doç.Dr. Ali Rıza Yıldız 1 Bu bölümden elde edilecek kazanımlar Konik ın Tanımı Konik dişli çark çeşitleri Konik dişli çark boyutları Konik dişli
Makine Elemanları 2 DİŞLİ ÇARKLAR IV: KONİK DİŞLİ ÇARKLAR Doç.Dr. Ali Rıza Yıldız 1 Bu bölümden elde edilecek kazanımlar Konik ın Tanımı Konik dişli çark çeşitleri Konik dişli çark boyutları Konik dişli
ZİNCİR DİŞLİ ÇARKLAR. Öğr. Gör. Korcan FIRAT CBÜ Akhisar MYO
 ZİNCİR DİŞLİ ÇARKLAR Öğr. Gör. Korcan FIRAT CBÜ Akhisar MYO ZİNCİR DİŞLİ ÇARK NEDİR? Tanımı: Güç ve hareket iletecek millerin merkez uzaklığının fazla olduğu durumlarda, aradaki bağlantıyı dişli çarklarla
ZİNCİR DİŞLİ ÇARKLAR Öğr. Gör. Korcan FIRAT CBÜ Akhisar MYO ZİNCİR DİŞLİ ÇARK NEDİR? Tanımı: Güç ve hareket iletecek millerin merkez uzaklığının fazla olduğu durumlarda, aradaki bağlantıyı dişli çarklarla
MAK-204. Üretim Yöntemleri. (8.Hafta) Kubilay Aslantaş
 Kubilay Aslantaş") MAK-204 Üretim Yöntemleri Vidalar-Vida Açma Đşlemi (8.Hafta) Kubilay Aslantaş Kullanım yerlerine göre vida Türleri Bağlama vidaları Hareket vidaları Kuvvet ileten vidaları Metrik vidalar Trapez vidalar
MAK-204 Üretim Yöntemleri Vidalar-Vida Açma Đşlemi (8.Hafta) Kubilay Aslantaş Kullanım yerlerine göre vida Türleri Bağlama vidaları Hareket vidaları Kuvvet ileten vidaları Metrik vidalar Trapez vidalar
ULUDAĞ ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ
 ULUDAĞ ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ DİŞLİ VERİMLİLİĞİNİ BELİRLEME DENEYİ FÖYÜ 2015-2016 Güz Dönemi 1.1. Deneyin Amacı DĠġLĠ VERĠMLĠLĠĞĠNĠ BELĠRLEME DENEYĠ Mevcut deney
ULUDAĞ ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ DİŞLİ VERİMLİLİĞİNİ BELİRLEME DENEYİ FÖYÜ 2015-2016 Güz Dönemi 1.1. Deneyin Amacı DĠġLĠ VERĠMLĠLĠĞĠNĠ BELĠRLEME DENEYĠ Mevcut deney
DİŞLİ ÇARKLAR II. Makine Elemanları 2 HESAPLAMALAR. Doç.Dr. Ali Rıza Yıldız. BURSA TECHNICAL UNIVERSITY (BTU) Department of Mechanical Engineering
 Department of Mechanical Engineering") Makine Elemanları 2 DİŞLİ ÇARKLAR II HESAPLAMALAR Doç.Dr. Ali Rıza Yıldız 1 Bu Bölümden Elde Edilecek Kazanımlar Dişli Çark Kuvvetleri Diş Dibi Gerilmeleri Mukavemeti Etkileyen Faktörler Yüzey Basıncı
Makine Elemanları 2 DİŞLİ ÇARKLAR II HESAPLAMALAR Doç.Dr. Ali Rıza Yıldız 1 Bu Bölümden Elde Edilecek Kazanımlar Dişli Çark Kuvvetleri Diş Dibi Gerilmeleri Mukavemeti Etkileyen Faktörler Yüzey Basıncı
2010 Ağustos. www.guven-kutay.ch DİŞLİ ÇARKLAR. ÜRETİM ve KONSTRÜKSİYON 12-05. M. Güven KUTAY. www.guven-kutay.ch
 2010 Ağustos DİŞLİ ÇARKLAR ÜRETİM ve KONSTRÜKSİYON 12-05 M. Güven KUTAY Sevgili eşim FİSUN ' a ÖNSÖZ Bir konuyu bilmek demek, onu eldeki imkanlara göre kullanabilmek demektir. Dişliler konusunu bilmek,
2010 Ağustos DİŞLİ ÇARKLAR ÜRETİM ve KONSTRÜKSİYON 12-05 M. Güven KUTAY Sevgili eşim FİSUN ' a ÖNSÖZ Bir konuyu bilmek demek, onu eldeki imkanlara göre kullanabilmek demektir. Dişliler konusunu bilmek,
İmalat Teknolojileri. Dr.-Ing. Rahmi Ünal. Talaşlı İmalat Yöntemleri
 İmalat Teknolojileri Dr.-Ing. Rahmi Ünal Talaşlı İmalat Yöntemleri 1 Kapsam Talaşlı imalatın tanımı Talaş kaldırmanın esasları Takımlar Tornalama Frezeleme Planyalama, vargelleme Taşlama Broşlama Kaynak
İmalat Teknolojileri Dr.-Ing. Rahmi Ünal Talaşlı İmalat Yöntemleri 1 Kapsam Talaşlı imalatın tanımı Talaş kaldırmanın esasları Takımlar Tornalama Frezeleme Planyalama, vargelleme Taşlama Broşlama Kaynak
Silindirik iç ve dış yüzeyler üzerine açılan helisel girinti ve çıkıntılara vida denir.
 9. VİDALAR Silindirik iç ve dış yüzeyler üzerine açılan helisel girinti ve çıkıntılara vida denir. Vida Helisi Vida Adımı Bir kenarı silindirin çapına eşit dik bir üçgen, silindirin üzerine sarıldığında
9. VİDALAR Silindirik iç ve dış yüzeyler üzerine açılan helisel girinti ve çıkıntılara vida denir. Vida Helisi Vida Adımı Bir kenarı silindirin çapına eşit dik bir üçgen, silindirin üzerine sarıldığında
GÜÇ VE HAREKET ĠLETĠM ELEMANLARI
 GÜÇ VE HAREKET ĠLETĠM ELEMANLARI P=sbt n m? n iģmak Ġġ MAKĠNASI Yapı olarak motor, güc ve hareket iletim elemanları ve iģ makinası kısmından oluģan bir makinanın esas amacı baģka bir enerjiyi mekanik enerjiye
GÜÇ VE HAREKET ĠLETĠM ELEMANLARI P=sbt n m? n iģmak Ġġ MAKĠNASI Yapı olarak motor, güc ve hareket iletim elemanları ve iģ makinası kısmından oluģan bir makinanın esas amacı baģka bir enerjiyi mekanik enerjiye
1. Kayma dirençli ( Kaymalı) Yataklar 2. Yuvarlanma dirençli ( Yuvarlanmalı=Rulmanlı ) Yataklar
 Yataklar 2. Yuvarlanma dirençli ( Yuvarlanmalı=Rulmanlı ) Yataklar") YATAKLAR Miller, dönel ve doğrusal hareketlerini bir yerden başka bir yere nakletmek amacıyla üzerlerine dişli çark, zincir, kayış-kasnak ve kavramalara bağlanır. İşte yataklar; millerin bu görevlerini
YATAKLAR Miller, dönel ve doğrusal hareketlerini bir yerden başka bir yere nakletmek amacıyla üzerlerine dişli çark, zincir, kayış-kasnak ve kavramalara bağlanır. İşte yataklar; millerin bu görevlerini
MLM 3005 TALAŞLI ÜRETİM TEKNİKLERİ VE UYGULAMALARI
 MLM 3005 TALAŞLI ÜRETİM TEKNİKLERİ VE UYGULAMALARI Doç.Dr. Mustafa Kemal BİLİCİ Uygulamalı Bilimler Yüksekokulu Kuyumculuk ve Mücevherat Tasarımı Bölümü Öğretim Üyesi C OO8 Temel İşlemler Atölyesi GSM:
MLM 3005 TALAŞLI ÜRETİM TEKNİKLERİ VE UYGULAMALARI Doç.Dr. Mustafa Kemal BİLİCİ Uygulamalı Bilimler Yüksekokulu Kuyumculuk ve Mücevherat Tasarımı Bölümü Öğretim Üyesi C OO8 Temel İşlemler Atölyesi GSM:
İmalat Teknolojileri. Dr.-Ing. Rahmi Ünal. Talaşlı İmalat Yöntemleri malzemebilimi.net
 İmalat Teknolojileri Dr.-Ing. Rahmi Ünal 1 Talaşlı İmalat Yöntemleri malzemebilimi.net Kapsam Talaşlı imalatın tanımı Talaş kaldırmanın esasları Takımlar Tornalama Frezeleme Planyalama, vargelleme Taşlama
İmalat Teknolojileri Dr.-Ing. Rahmi Ünal 1 Talaşlı İmalat Yöntemleri malzemebilimi.net Kapsam Talaşlı imalatın tanımı Talaş kaldırmanın esasları Takımlar Tornalama Frezeleme Planyalama, vargelleme Taşlama
02.01.2012. Freze tezgahında kullanılan kesicilere Çakı denir. Çakılar, profillerine, yaptıkları işe göre gibi çeşitli şekillerde sınıflandırılır.
 Freze ile ilgili tanımlar Kendi ekseni etrafında dönen bir kesici ile sabit bir iş parçası üzerinden yapılan talaş kaldırma işlemine Frezeleme, yapılan tezgaha Freze ve yapan kişiye de Frezeci denilir.
Freze ile ilgili tanımlar Kendi ekseni etrafında dönen bir kesici ile sabit bir iş parçası üzerinden yapılan talaş kaldırma işlemine Frezeleme, yapılan tezgaha Freze ve yapan kişiye de Frezeci denilir.
HELİSEL DİŞLİ ÇARKLAR
 HELİSEL DİŞLİ ÇARKLAR Helisel Dişli Çarkların Yapısı 2 Düz dişli çarklardaki darbeli ve gürültülü çalışma koşullarının önüne geçilmesi, daha sessiz-yumuşak kavrama sağlanması ve mukavemetin artırılması
HELİSEL DİŞLİ ÇARKLAR Helisel Dişli Çarkların Yapısı 2 Düz dişli çarklardaki darbeli ve gürültülü çalışma koşullarının önüne geçilmesi, daha sessiz-yumuşak kavrama sağlanması ve mukavemetin artırılması
ÖĞRENME FAALİYETİ-2 2. ZİNCİR DİŞLİ ÇARKLAR
 ÖĞRENME FAALİYETİ -2 AMAÇ TS ISO Standart çielgelerinde, incir dişli çark ile ilgili hesaplamaları yapabilecek, elde edilen verilere göre yapım resmini çiebileceksini. ARAŞTIRMA İmal edilmiş ve yapım resimleri
ÖĞRENME FAALİYETİ -2 AMAÇ TS ISO Standart çielgelerinde, incir dişli çark ile ilgili hesaplamaları yapabilecek, elde edilen verilere göre yapım resmini çiebileceksini. ARAŞTIRMA İmal edilmiş ve yapım resimleri
Freze tezgahları ve Frezecilik. Page 7-1
 Freze tezgahları ve Frezecilik Page 7-1 Freze tezgahının Tanımı: Frezeleme işleminde talaş kaldırmak için kullanılan kesici takıma freze çakısı olarak adlandırılırken, freze çakısının bağlandığı takım
Freze tezgahları ve Frezecilik Page 7-1 Freze tezgahının Tanımı: Frezeleme işleminde talaş kaldırmak için kullanılan kesici takıma freze çakısı olarak adlandırılırken, freze çakısının bağlandığı takım
Freze Tezgahları ve Frezecilik. Derleyen Doç. Dr. Adnan AKKURT
 Freze Tezgahları ve Frezecilik Derleyen Doç. Dr. Adnan AKKURT Freze tezgahının Tanımı: Frezeleme işleminde talaş kaldırmak için kullanılan kesici takıma freze çakısı olarak adlandırılırken, freze çakısının
Freze Tezgahları ve Frezecilik Derleyen Doç. Dr. Adnan AKKURT Freze tezgahının Tanımı: Frezeleme işleminde talaş kaldırmak için kullanılan kesici takıma freze çakısı olarak adlandırılırken, freze çakısının
METAL İŞLEME TEKNOLOJİSİ. Doç. Dr. Adnan AKKURT
 METAL İŞLEME TEKNOLOJİSİ Doç. Dr. Adnan AKKURT Takım Tezgahları İnsan gücü ile çalışan ilk tezgahlardan günümüz modern imalat sektörüne kadar geçen süre zarfında takım tezgahları oldukça büyük bir değişim
METAL İŞLEME TEKNOLOJİSİ Doç. Dr. Adnan AKKURT Takım Tezgahları İnsan gücü ile çalışan ilk tezgahlardan günümüz modern imalat sektörüne kadar geçen süre zarfında takım tezgahları oldukça büyük bir değişim
MAKİNE ELEMANLARI - (8.Hafta) VİDALAR -1
 VİDALAR -1") A. TEMEL KAVRAMLAR MAKİNE ELEMANLARI - (8.Hafta) VİDALAR -1 B. VİDA TÜRLERİ a) Vida Profil Tipleri Mil üzerine açılan diş ile lineer hareket elde edilmek istendiğinde kullanılır. Üçgen Vida Profili: Parçaları
A. TEMEL KAVRAMLAR MAKİNE ELEMANLARI - (8.Hafta) VİDALAR -1 B. VİDA TÜRLERİ a) Vida Profil Tipleri Mil üzerine açılan diş ile lineer hareket elde edilmek istendiğinde kullanılır. Üçgen Vida Profili: Parçaları
TALAŞLI İMALAT. Koşul, takım ile iş şekillendirilmek istenen parça arasında belirgin bir sertlik farkının olmasıdır.
 TALAŞLI İMALAT Şekillendirilecek parça üzerinden sert takımlar yardımıyla küçük parçacıklar halinde malzeme koparılarak yapılan malzeme üretimi talaşlı imalat olarak adlandırılır. Koşul, takım ile iş şekillendirilmek
TALAŞLI İMALAT Şekillendirilecek parça üzerinden sert takımlar yardımıyla küçük parçacıklar halinde malzeme koparılarak yapılan malzeme üretimi talaşlı imalat olarak adlandırılır. Koşul, takım ile iş şekillendirilmek
Makine Elemanları I Prof. Dr. Akgün ALSARAN. Temel bilgiler-flipped Classroom Akslar ve Miller
 Makine Elemanları I Prof. Dr. Akgün ALSARAN Temel bilgiler-flipped Classroom Akslar ve Miller İçerik Giriş Temel kavramlar Sınıflandırma Aks ve mil mukavemet hesabı Millerde titreşim kontrolü Konstrüksiyon
Makine Elemanları I Prof. Dr. Akgün ALSARAN Temel bilgiler-flipped Classroom Akslar ve Miller İçerik Giriş Temel kavramlar Sınıflandırma Aks ve mil mukavemet hesabı Millerde titreşim kontrolü Konstrüksiyon
DİŞLİ ÇARK MEKANİZMALARI
 DİŞLİ ÇARK MEKANİZMALARI Hareket ve güç iletiminde kullanılan,üzerinde eşit aralıklı ve özel profilli girinti ve çıkıntıları bulunan silindirik veya konik yüzeyli elemanlara DİŞLİ ÇARKLAR denir. Dişli
DİŞLİ ÇARK MEKANİZMALARI Hareket ve güç iletiminde kullanılan,üzerinde eşit aralıklı ve özel profilli girinti ve çıkıntıları bulunan silindirik veya konik yüzeyli elemanlara DİŞLİ ÇARKLAR denir. Dişli
MAK-204. Üretim Yöntemleri
 MAK-204 Üretim Yöntemleri Taşlama ve Taşlama Tezgahı (12.Hafta) Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt. Bölümü Taşlama Đşleminin Tanımı: Belirli bir formda imal
MAK-204 Üretim Yöntemleri Taşlama ve Taşlama Tezgahı (12.Hafta) Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt. Bölümü Taşlama Đşleminin Tanımı: Belirli bir formda imal
DÜZ VE HELİS DİŞLİ ÇARKLAR ÖĞR. GÖR. KORCAN FIRAT AKHİSAR MESLEK YÜKSEKOKULU
 DÜZ VE HELİS DİŞLİ ÇARKLAR ÖĞR. GÖR. KORCAN FIRAT AKHİSAR MESLEK YÜKSEKOKULU DÜZ DİŞLİ ÇARKLAR TANIMI Eksenleri paralel olan miller arasında hareket ileten, dişleri mil eksenine paralel açılmış dişlilere
DÜZ VE HELİS DİŞLİ ÇARKLAR ÖĞR. GÖR. KORCAN FIRAT AKHİSAR MESLEK YÜKSEKOKULU DÜZ DİŞLİ ÇARKLAR TANIMI Eksenleri paralel olan miller arasında hareket ileten, dişleri mil eksenine paralel açılmış dişlilere
Yüzey Pürüzlülüğü. M Nalbant
 Yüzey Pürüzlülüğü M Nalbant 2017 1 Yüzey pürüzlülüğü veya kısaca pürüzlülük, yüzey dokusunun bir bileşenidir. Pürüzlülük, gerçek yüzeyin ideal biçiminden gerçek yüzeyin normal vektörü yönündeki, sapmalarıyla
Yüzey Pürüzlülüğü M Nalbant 2017 1 Yüzey pürüzlülüğü veya kısaca pürüzlülük, yüzey dokusunun bir bileşenidir. Pürüzlülük, gerçek yüzeyin ideal biçiminden gerçek yüzeyin normal vektörü yönündeki, sapmalarıyla
tanımlar, ölçüler ve açılar DIN ISO 5419 (alıntı baskı 06/98)
") temel bilgiler tanımlar, ölçüler ve açılar DIN ISO 5419 (alıntı baskı 06/98) helisel matkap ucu silindirik saplı/ konik saplı matkap ucu-ø kanal sırt döndürücü dil (DIN 1809' a göre) sap-ø eksen gövde
temel bilgiler tanımlar, ölçüler ve açılar DIN ISO 5419 (alıntı baskı 06/98) helisel matkap ucu silindirik saplı/ konik saplı matkap ucu-ø kanal sırt döndürücü dil (DIN 1809' a göre) sap-ø eksen gövde
Şekil. Tasarlanacak mekanizmanın şematik gösterimi
 Örnek : Düz dişli alın çarkları: Bir kaldırma mekanizmasının P=30 kw güç ileten ve çevrim oranı i=500 (d/dak)/ 300 (d/dak) olan evolvent profilli standard düz dişli mekanizmasının (redüktör) tasarlanması
Örnek : Düz dişli alın çarkları: Bir kaldırma mekanizmasının P=30 kw güç ileten ve çevrim oranı i=500 (d/dak)/ 300 (d/dak) olan evolvent profilli standard düz dişli mekanizmasının (redüktör) tasarlanması
SONSUZ VİDA VE KARŞILIK DİŞLİ ÇARKI. Öğr. Gör. Korcan FIRAT CBÜ Akhisar MYO
 SONSUZ VİDA VE KARŞILIK DİŞLİ ÇARKI Öğr. Gör. Korcan FIRAT CBÜ Akhisar MYO TANIMI Sonsuz vida ve dişlisi bir mekanizma olup, eksenleri birbirine dik veya çapraz olan bir sonsuz vida ile bir sonsuz vida
SONSUZ VİDA VE KARŞILIK DİŞLİ ÇARKI Öğr. Gör. Korcan FIRAT CBÜ Akhisar MYO TANIMI Sonsuz vida ve dişlisi bir mekanizma olup, eksenleri birbirine dik veya çapraz olan bir sonsuz vida ile bir sonsuz vida
Döküm, Kaba tornalama, Ham dişlinin malafaya alıştırılması, Hassa tornalama işlemi yapılması, vida delikleri delinmesi, Diş açma işlemi yapılması, Çap
 Konik dişli çarklar ekseksenlerinin kesişip kesişmemesine ve profiline göre çeşitli sınıflara ayrılır. Bu sınıfların şematik gösterimi aşağıdaki gibidir ; Konik dişli çarklar Eksenleri kesişen Eksenleri
Konik dişli çarklar ekseksenlerinin kesişip kesişmemesine ve profiline göre çeşitli sınıflara ayrılır. Bu sınıfların şematik gösterimi aşağıdaki gibidir ; Konik dişli çarklar Eksenleri kesişen Eksenleri
Silindirik Düz Pim : Sertleştirilmeden kullanılan silindirik bir pimdir. Şekilde görüldüğü gibi iki tipi mevcuttur.
 PİMLER Tanım : Birden fazla sayıda parçayı istenilen konumda tutma, parçalar arası yatay ve düşey kaymayı önleme, merkezlemeyi sağlamak amacıyla kullanılan makine elemanlarına PİM denir. Silindirik Düz
PİMLER Tanım : Birden fazla sayıda parçayı istenilen konumda tutma, parçalar arası yatay ve düşey kaymayı önleme, merkezlemeyi sağlamak amacıyla kullanılan makine elemanlarına PİM denir. Silindirik Düz
Üst görünüşün elde edilmesi Ön görünüşün elde edilmesi
 1 2 3 Üst görünüşün elde edilmesi Ön görünüşün elde edilmesi 4 5 A P Y A 1 P 1 Y 1 : ön görünüş : sol yan görünüş : üst görünüş : arka görünüş : sağ yan görünüş : alt görünüş A Y P 6 alt sağ ön sol arka
1 2 3 Üst görünüşün elde edilmesi Ön görünüşün elde edilmesi 4 5 A P Y A 1 P 1 Y 1 : ön görünüş : sol yan görünüş : üst görünüş : arka görünüş : sağ yan görünüş : alt görünüş A Y P 6 alt sağ ön sol arka
REDÜKTOR & DİŞLİ İMALATI. Ürün Kataloğu
 REDÜKTOR & DİŞLİ İMALATI Ürün Kataloğu Hakkımızda 2007 yılında kurulan PARS MAKSAN, 2009 yılına kadar talaşlı imalat, alüminyum döküm, model yapımı alanlarında faaliyet göstermiştir. 2009 yılında üretim
REDÜKTOR & DİŞLİ İMALATI Ürün Kataloğu Hakkımızda 2007 yılında kurulan PARS MAKSAN, 2009 yılına kadar talaşlı imalat, alüminyum döküm, model yapımı alanlarında faaliyet göstermiştir. 2009 yılında üretim
MAKİNE MÜHENDİSLİĞİNE GİRİŞ Ders 8
 İmalat Yöntemleri MAKİNE MÜHENDİSLİĞİNE GİRİŞ Ders 8 Doç. Dr. Yüksel HACIOĞLU Talaşsız İmalat Talaşlı İmalat Fiziksel-Kimyasal Hammaddeye talaş kaldırmadan bir şekil verilir Döküm Dövme Presleme Haddeleme
İmalat Yöntemleri MAKİNE MÜHENDİSLİĞİNE GİRİŞ Ders 8 Doç. Dr. Yüksel HACIOĞLU Talaşsız İmalat Talaşlı İmalat Fiziksel-Kimyasal Hammaddeye talaş kaldırmadan bir şekil verilir Döküm Dövme Presleme Haddeleme
Page 1. b) Görünüşlerdeki boşluklar prizma üzerinde sırasıyla oluşturulur. Fazla çizgiler silinir, koyulaştırma yapılarak perspektif tamamlanır.
 Görünüşlerdeki boşluklar prizma üzerinde sırasıyla oluşturulur. Fazla çizgiler silinir, koyulaştırma yapılarak perspektif tamamlanır.") TEKNİK BİLİMLER MESLEK YÜKSEKOKULU Teknik Resim İzometrik Perspektifler Küpün iz düşüm düzlemi üzerindeki döndürülme açısı eşit ise kenar uzunluklarındaki kısalma miktarı da aynı olur. Bu iz düşüme, izometrik
TEKNİK BİLİMLER MESLEK YÜKSEKOKULU Teknik Resim İzometrik Perspektifler Küpün iz düşüm düzlemi üzerindeki döndürülme açısı eşit ise kenar uzunluklarındaki kısalma miktarı da aynı olur. Bu iz düşüme, izometrik
Durumu: Aktif olarak kullanılmakta, çalışırken/imalat yaparken görülebilir/incelenebilir.
 No: 110 Tezgâh Tipi: Ayna mahruti & hipoid dişli tezgâhı Marka: Stankoimport Model: 528C Özellikler: Maks. dış çap: 800 mm Maks. modül: 20 mm Modified Roll mekanizması Formate tipi dişli açabilme özelliği
No: 110 Tezgâh Tipi: Ayna mahruti & hipoid dişli tezgâhı Marka: Stankoimport Model: 528C Özellikler: Maks. dış çap: 800 mm Maks. modül: 20 mm Modified Roll mekanizması Formate tipi dişli açabilme özelliği
MAKİNE ELEMANLARI DERS SLAYTLARI
 MAKİNE ELEMANLARI DERS SLAYTLARI YORULMA P r o f. D r. İ r f a n K A Y M A Z P r o f. D r. A k g ü n A L S A R A N A r ş. G ör. İ l y a s H A C I S A L İ HOĞ LU Aloha Havayolları Uçuş 243: Hilo dan Honolulu
MAKİNE ELEMANLARI DERS SLAYTLARI YORULMA P r o f. D r. İ r f a n K A Y M A Z P r o f. D r. A k g ü n A L S A R A N A r ş. G ör. İ l y a s H A C I S A L İ HOĞ LU Aloha Havayolları Uçuş 243: Hilo dan Honolulu
Metal kalıplar Tabanı plastik enjeksiyonla üretilen, sayası ısı ile form alması istenilen (Rok ) ayakkabıların imalatında kullanılmaktadır.
 ayakkabıların imalatında kullanılmaktadır.") KALIP ÖZELLİKLERİ VE ÇEŞİTLERİ, KALIP ÜZERİNDE ÖLÇÜ ALINACAK TEMEL NOKTALAR Kalıp Üzerinde, modelin çizilip hazırlandığı, sayanın monte edildiği ve tabanın yerleştirildiği ayakkabının şeklini vermek için
KALIP ÖZELLİKLERİ VE ÇEŞİTLERİ, KALIP ÜZERİNDE ÖLÇÜ ALINACAK TEMEL NOKTALAR Kalıp Üzerinde, modelin çizilip hazırlandığı, sayanın monte edildiği ve tabanın yerleştirildiği ayakkabının şeklini vermek için
CNC FREZE TEZGAHLARININ PROGRAMLANMASI
 CNC FREZE TEZGAHLARININ PROGRAMLANMASI Frezelemenin Tanımı Çevresinde çok sayıda kesici ağzı bulunan takımın dönme hareketine karşılık, iş parçasının öteleme hareketi yapmasıyla gerçekleştirilen talaş
CNC FREZE TEZGAHLARININ PROGRAMLANMASI Frezelemenin Tanımı Çevresinde çok sayıda kesici ağzı bulunan takımın dönme hareketine karşılık, iş parçasının öteleme hareketi yapmasıyla gerçekleştirilen talaş
A TU T R U G R AY A Y SÜR SÜ M R ELİ
 DÜZ DİŞLİ ÇARK AÇMA Düz Dişli Çarklar ve Kullanıldığı Yerler Eksenleri paralel olan miller arasında kuvvet ve hareket iletiminde kullanılan dişli çarklardır. Üzerine aynı profil ve adımda, mil eksenine
DÜZ DİŞLİ ÇARK AÇMA Düz Dişli Çarklar ve Kullanıldığı Yerler Eksenleri paralel olan miller arasında kuvvet ve hareket iletiminde kullanılan dişli çarklardır. Üzerine aynı profil ve adımda, mil eksenine
T.C. DUMLUPINAR ÜNİVERSİTESİ
 i T.C. DUMLUPINAR ÜNİVERSİTESİ Simav Teknik Eğitim Fakültesi Makine Eğitimi Bölümü KALIPÇI FREZE TEZGÂHININ OTOMATİK İLERLEME TERTİBATININ MODİFİKASYONU Ömer TOPSAKAL Hüdaver BOZ Mustafa PERÇİN Samet YAMAN
i T.C. DUMLUPINAR ÜNİVERSİTESİ Simav Teknik Eğitim Fakültesi Makine Eğitimi Bölümü KALIPÇI FREZE TEZGÂHININ OTOMATİK İLERLEME TERTİBATININ MODİFİKASYONU Ömer TOPSAKAL Hüdaver BOZ Mustafa PERÇİN Samet YAMAN
Dişli çarklarda ana ölçülerin seçimi
 Dişli çarklarda ana ölçülerin seçimi Taksimat dairesi; pinyon dişli mil ile birlikte imâl edildiği durumda, kabaca taksimat dairesi çapı, Pinyon mile takıldığında taksimat dairesi çapı Pinyon feder ile
Dişli çarklarda ana ölçülerin seçimi Taksimat dairesi; pinyon dişli mil ile birlikte imâl edildiği durumda, kabaca taksimat dairesi çapı, Pinyon mile takıldığında taksimat dairesi çapı Pinyon feder ile
AKSLAR ve MİLLER. DEÜ Mühendislik Fakültesi Makina Müh.Böl.Çiçek Özes. Bu sunudaki bilgiler değişik kaynaklardan derlemedir.
 AKSLAR ve MİLLER Bu sunudaki bilgiler değişik kaynaklardan derlemedir. AKSLAR MİLLER Eksenel kuvvetlerde her iki elemanda çekmeye veya basmaya zorlanabilirler. Her iki elemanda içi dolu veya boş imal edilirler.
AKSLAR ve MİLLER Bu sunudaki bilgiler değişik kaynaklardan derlemedir. AKSLAR MİLLER Eksenel kuvvetlerde her iki elemanda çekmeye veya basmaya zorlanabilirler. Her iki elemanda içi dolu veya boş imal edilirler.
TORNACILIK. Ali Kaya GÜR Fırat Ün.Teknik Eğitim Fak.MetalFırat Ün.Teknik Eğitim Fak.Metal Eğ.Böl. ELAZIĞ
 TORNACILIK Ali Kaya GÜR Fırat Ün.Teknik Eğitim Fak.MetalFırat Ün.Teknik Eğitim Fak.Metal Eğ.Böl. ELAZIĞ TORNANIN TANIMI VE ENDÜSTRİDEKİ ÖNEMİ Bir eksen etrafında dönen iş parçalarını, kesici bir kalemle
TORNACILIK Ali Kaya GÜR Fırat Ün.Teknik Eğitim Fak.MetalFırat Ün.Teknik Eğitim Fak.Metal Eğ.Böl. ELAZIĞ TORNANIN TANIMI VE ENDÜSTRİDEKİ ÖNEMİ Bir eksen etrafında dönen iş parçalarını, kesici bir kalemle
MAKĠNE ELEMANLARI II REDÜKTÖR PROJESĠ
 T.C PAMUKKALE ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ MAKĠNE ELEMANLARI II REDÜKTÖR PROJESĠ Öğrencinin; Adı: Cengiz Görkem Soyadı: DENGĠZ No: 07223019 DanıĢman: Doç. Dr. TEZCAN ġekercġoğlu
T.C PAMUKKALE ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ MAKĠNE ELEMANLARI II REDÜKTÖR PROJESĠ Öğrencinin; Adı: Cengiz Görkem Soyadı: DENGĠZ No: 07223019 DanıĢman: Doç. Dr. TEZCAN ġekercġoğlu
Parmak Freze çakıları
 Parmak Freze çakıları Parmak freze çakısı nedir? Parmak freze, Makine parçaları imalatında, kalıpçılıkta önemli bir yere sahip olan frezeleme işleminde kullanılan, helezonik kesici kenarlara sahip kesici
Parmak Freze çakıları Parmak freze çakısı nedir? Parmak freze, Makine parçaları imalatında, kalıpçılıkta önemli bir yere sahip olan frezeleme işleminde kullanılan, helezonik kesici kenarlara sahip kesici
AKSLAR ve MİLLER. DEÜ Makina Elemanlarına Giriş Ç. Özes, M. Belevi, M. Demirsoy
 AKSLAR ve MİLLER AKSLAR MİLLER Eksenel kuvvetlerde her iki elemanda çekmeye veya basmaya zorlanabilirler. Her iki elemanda içi dolu veya boş imal edilirler. Eksen durumlarına göre Genel olarak düz elemanlardır
AKSLAR ve MİLLER AKSLAR MİLLER Eksenel kuvvetlerde her iki elemanda çekmeye veya basmaya zorlanabilirler. Her iki elemanda içi dolu veya boş imal edilirler. Eksen durumlarına göre Genel olarak düz elemanlardır
ME220T Tasarım ve İmalat TALAŞLI İMALAT YÖNTEMLERİ VE TEZGAHLARI. 15. Talaşlı İmalat Yöntemleri. Talaş Kaldırma
 TALAŞLI İMALAT YÖNTEMLERİ VE TEZGAHLARI Groover, Fundamentals of Modern Manufacturing, Bölüm 22 ME220T Tasarım ve İmalat 15. Talaşlı İmalat Yöntemleri Mehmet DEMİRKOL 1. Tornalama ve ilgili işlemler 2.
TALAŞLI İMALAT YÖNTEMLERİ VE TEZGAHLARI Groover, Fundamentals of Modern Manufacturing, Bölüm 22 ME220T Tasarım ve İmalat 15. Talaşlı İmalat Yöntemleri Mehmet DEMİRKOL 1. Tornalama ve ilgili işlemler 2.
MASA ÜSTÜ 3 EKSEN CNC DÜZ DİŞLİ AÇMA TEZGAHI TASARIMI ve PROTOTİP İMALATI
 MASA ÜSTÜ 3 EKSEN CNC DÜZ DİŞLİ AÇMA TEZGAHI TASARIMI ve PROTOTİP İMALATI Salih DAĞLI Önder GÜNGÖR Prof. Dr. Kerim ÇETİNKAYA Karabük Üniversitesi Tasarım ve Konstrüksiyon Öğretmenliği ÖZET Bu çalışmada
MASA ÜSTÜ 3 EKSEN CNC DÜZ DİŞLİ AÇMA TEZGAHI TASARIMI ve PROTOTİP İMALATI Salih DAĞLI Önder GÜNGÖR Prof. Dr. Kerim ÇETİNKAYA Karabük Üniversitesi Tasarım ve Konstrüksiyon Öğretmenliği ÖZET Bu çalışmada
KAYIŞ-KASNAK MEKANİZMALARI
 KAYIŞ-KASNAK MEKANİZMALARI Müh.Böl. Makina Tasarımı II Burada verilen bilgiler değişik kaynaklardan derlemedir. Bir milden diğerine güç ve hareket iletmek için kullanılan mekanizmalardır. Döndürülen Eleman
KAYIŞ-KASNAK MEKANİZMALARI Müh.Böl. Makina Tasarımı II Burada verilen bilgiler değişik kaynaklardan derlemedir. Bir milden diğerine güç ve hareket iletmek için kullanılan mekanizmalardır. Döndürülen Eleman
Vargel. Vargel düzlem ve eğik profile sahip yüzeylerin işlenmesinde kullanılır.
 Planya, Vargel Vargel Vargel düzlem ve eğik profile sahip yüzeylerin işlenmesinde kullanılır. Yatay ve Düşey Vargel Tezgahı Yatay vargel tezgahı Düşey vargel tezgahı Planya Tipi Vargel Tezgahı Hidrolik
Planya, Vargel Vargel Vargel düzlem ve eğik profile sahip yüzeylerin işlenmesinde kullanılır. Yatay ve Düşey Vargel Tezgahı Yatay vargel tezgahı Düşey vargel tezgahı Planya Tipi Vargel Tezgahı Hidrolik
İmalat Yöntemleri. Prof. Dr. Akgün ALSARAN
 İmalat Yöntemleri Prof. Dr. Akgün ALSARAN Sınıflandırma Kütlesel şekilverme 1. Dövme 2. Haddelme 3. Ekstrüzyon 4. Tel çekme Sac şekilverme 1. Eğme 2. Derin çekme 3. Germe 4. Kesme Dövme Dövme, darbe ve
İmalat Yöntemleri Prof. Dr. Akgün ALSARAN Sınıflandırma Kütlesel şekilverme 1. Dövme 2. Haddelme 3. Ekstrüzyon 4. Tel çekme Sac şekilverme 1. Eğme 2. Derin çekme 3. Germe 4. Kesme Dövme Dövme, darbe ve
Makine Elemanları I Prof. Dr. Akgün ALSARAN. Cıvata ve somun-flipped classroom Bağlama Elemanları
 Makine Elemanları I Prof. Dr. Akgün ALSARAN Cıvata ve somun-flipped classroom Bağlama Elemanları İçerik Giriş Vida Vida çeşitleri Cıvata-somun Hesaplamalar Örnekler 2 Giriş 3 Vida Eğik bir doğrunun bir
Makine Elemanları I Prof. Dr. Akgün ALSARAN Cıvata ve somun-flipped classroom Bağlama Elemanları İçerik Giriş Vida Vida çeşitleri Cıvata-somun Hesaplamalar Örnekler 2 Giriş 3 Vida Eğik bir doğrunun bir
Dişli Çark Mekanizmaları. Vedat Temiz
 Dişli Çark Mekanizmaları Vedat Temiz Giriş Dişli çark mekanizmaları en geniş kullanım alanı olan, gerek iletilebilen güç gerekse ulaşılabilen çevre hızları bakımından da mekanizmalar içinde özel bir yeri
Dişli Çark Mekanizmaları Vedat Temiz Giriş Dişli çark mekanizmaları en geniş kullanım alanı olan, gerek iletilebilen güç gerekse ulaşılabilen çevre hızları bakımından da mekanizmalar içinde özel bir yeri
Chapter 24: Frezeleme. DeGarmo s Materials and Processes in Manufacturing
 Chapter 24: Frezeleme DeGarmo s Materials and Processes in Manufacturing 24.1 Giriş Frezeleme, düz bir yüzey elde etmek için yapılan temel bir talaş kaldırma işlemidir Freze bıçakları bir veya birden fazla
Chapter 24: Frezeleme DeGarmo s Materials and Processes in Manufacturing 24.1 Giriş Frezeleme, düz bir yüzey elde etmek için yapılan temel bir talaş kaldırma işlemidir Freze bıçakları bir veya birden fazla
BALIKESİR ÜNİVERSİTESİ EDREMİT MESLEK YÜKSEKOKULU MAKİNE PROGRAMI MESLEKİ UYGULAMA RAPORU HAZIRLAMA KILAVUZU
 BALIKESİR ÜNİVERSİTESİ EDREMİT MESLEK YÜKSEKOKULU MAKİNE PROGRAMI MESLEKİ UYGULAMA RAPORU HAZIRLAMA KILAVUZU I- Yapılacak Çalışmalarla İlgili Bilgiler A) Talaşlı Şekillendirme a-takım tezgahları hakkında
BALIKESİR ÜNİVERSİTESİ EDREMİT MESLEK YÜKSEKOKULU MAKİNE PROGRAMI MESLEKİ UYGULAMA RAPORU HAZIRLAMA KILAVUZU I- Yapılacak Çalışmalarla İlgili Bilgiler A) Talaşlı Şekillendirme a-takım tezgahları hakkında
ALIŞILMAMIŞ ÜRETİM YÖNTEMLERİ
 ALIŞILMAMIŞ ÜRETİM YÖNTEMLERİ Prof. Dr. Akgün ALSARAN Bu notların teorik kısmı Prof. Dr. Abdulkadir ERDEM in bir makalesinden alıntıdır. Üretim Yöntemleri 1. Döküm 2. Malzeme işleme (talaşlı) a. Alışılmış
ALIŞILMAMIŞ ÜRETİM YÖNTEMLERİ Prof. Dr. Akgün ALSARAN Bu notların teorik kısmı Prof. Dr. Abdulkadir ERDEM in bir makalesinden alıntıdır. Üretim Yöntemleri 1. Döküm 2. Malzeme işleme (talaşlı) a. Alışılmış
Freze Tezgahları ve Frezecilik
 Freze Tezgahları ve Frezecilik Freze tezgahının Tanımı: Frezeleme işleminde talaş kaldırmak için kullanılan kesici takıma freze çakısı olarak adlandırılırken, freze çakısının bağlandığı takım tezgahlarına
Freze Tezgahları ve Frezecilik Freze tezgahının Tanımı: Frezeleme işleminde talaş kaldırmak için kullanılan kesici takıma freze çakısı olarak adlandırılırken, freze çakısının bağlandığı takım tezgahlarına
Tezgahın tablosına göre kullanılan devir hız kolları Siper (Support) Devir hız \ kutusu Ayna l i---- hareket düzeni.
 Devir hız \ kutusu Ayna l i---- hareket düzeni.") Elektrik motoru \ Tezgahın tablosına göre kullanılan devir hız kolları Siper (Support) Devir hız \ kutusu Ayna l.------------ i---- \ \ Enine (Tabla) hareket düzeni Gezer punto Ana mil Talaş mili Şalter
Elektrik motoru \ Tezgahın tablosına göre kullanılan devir hız kolları Siper (Support) Devir hız \ kutusu Ayna l.------------ i---- \ \ Enine (Tabla) hareket düzeni Gezer punto Ana mil Talaş mili Şalter
BAYBURT ÜNĠVERSĠTESĠ MÜHENDĠSLĠK FAKÜLTESĠ MAKĠNE MÜHENDĠSLĠĞĠ BÖLÜMÜ STAJ YÖNERGESĠ BÖLÜM-I AMAÇ, KAPSAM VE DAYANAK
 BAYBURT ÜNĠVERSĠTESĠ MÜHENDĠSLĠK FAKÜLTESĠ MAKĠNE MÜHENDĠSLĠĞĠ BÖLÜMÜ STAJ YÖNERGESĠ BÖLÜM-I AMAÇ, KAPSAM VE DAYANAK MADDE-1: Bu staj kılavuzu, Makine Mühendisliği Bölümü öğrencilerinin staj öncesi, staj
BAYBURT ÜNĠVERSĠTESĠ MÜHENDĠSLĠK FAKÜLTESĠ MAKĠNE MÜHENDĠSLĠĞĠ BÖLÜMÜ STAJ YÖNERGESĠ BÖLÜM-I AMAÇ, KAPSAM VE DAYANAK MADDE-1: Bu staj kılavuzu, Makine Mühendisliği Bölümü öğrencilerinin staj öncesi, staj
Görünüş çıkarmak için, cisimlerin özelliğine göre belirli kurallar uygulanır.
 Görünüş Çıkarma Görünüş çıkarma? Parçanın bitmiş halini gösteren eşlenik dik iz düşüm kurallarına göre belirli yerlerde, konumlarda ve yeterli sayıda çizilmiş iz düşümlere GÖRÜNÜŞ denir. Görünüş çıkarmak
Görünüş Çıkarma Görünüş çıkarma? Parçanın bitmiş halini gösteren eşlenik dik iz düşüm kurallarına göre belirli yerlerde, konumlarda ve yeterli sayıda çizilmiş iz düşümlere GÖRÜNÜŞ denir. Görünüş çıkarmak
GAZİ ÜNİVERSİTESİ TEKNİK EĞİTİM FAKÜLTESİ ÖĞRENCİNİN
 GAZİ ÜNİVERSİTESİ TEKNİK EĞİTİM FAKÜLTESİ ÖĞRENCİNİN ADI SOYADI : YILMAZ YILMAZTÜRK NO : 041227063 ÖĞRETİM YILI : 2007 2008 BÖLÜMÜ : MAKĠNE EĞĠTĠMĠ PROGRAMI : MAKĠNE RESĠM ve KONST. ÖĞRETMENLĠĞĠ YÖNETİCİ
GAZİ ÜNİVERSİTESİ TEKNİK EĞİTİM FAKÜLTESİ ÖĞRENCİNİN ADI SOYADI : YILMAZ YILMAZTÜRK NO : 041227063 ÖĞRETİM YILI : 2007 2008 BÖLÜMÜ : MAKĠNE EĞĠTĠMĠ PROGRAMI : MAKĠNE RESĠM ve KONST. ÖĞRETMENLĠĞĠ YÖNETİCİ
Design for X. Fonksiyon. Standartlara uygun. Mukavemet. açısından uygun. açısından uygun. Maliyet. Nakliye.
 1 Design for X Fonksiyon Standartlara uygun Mukavemet Maliyet Đmalat Konstrüksiyon Nakliye Recycling Montaj Ergonomi Malzeme 2 Design for Manufacturing Talaşsız Đmalat Talaşlı Đmalat Döküm Tornalama Basınçlı
1 Design for X Fonksiyon Standartlara uygun Mukavemet Maliyet Đmalat Konstrüksiyon Nakliye Recycling Montaj Ergonomi Malzeme 2 Design for Manufacturing Talaşsız Đmalat Talaşlı Đmalat Döküm Tornalama Basınçlı
Üst başlık hareket. kolu. Üst başlık. Askı yatak. Devir sayısı seçimi. Fener mili yuvası İş tablası. Boyuna hareket volanı Düşey hareket.
 Frezeleme İşlemleri Üst başlık Askı yatak Fener mili yuvası İş tablası Üst başlık hareket kolu Devir sayısı seçimi Boyuna hareket volanı Düşey hareket kolu Konsol desteği Eksenler ve CNC Freze İşlemler
Frezeleme İşlemleri Üst başlık Askı yatak Fener mili yuvası İş tablası Üst başlık hareket kolu Devir sayısı seçimi Boyuna hareket volanı Düşey hareket kolu Konsol desteği Eksenler ve CNC Freze İşlemler
Mak- 204. Üretim Yöntemleri - II. Vargel ve Planya Tezgahı. Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt.
 Mak- 204 Üretim Yöntemleri - II Talaşlı Đmalatta Takım Tezgahları Vargel ve Planya Tezgahı Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt. Bölümü Takım Tezgahlarında Yapısal
Mak- 204 Üretim Yöntemleri - II Talaşlı Đmalatta Takım Tezgahları Vargel ve Planya Tezgahı Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt. Bölümü Takım Tezgahlarında Yapısal