Yüksek Basınçlı Döküm Prosesinde Hataların Çözümünde Kök Neden Analizi
|
|
|
- Hande Süleymanoğlu
- 5 yıl önce
- İzleme sayısı:
Transkript
1 Yüksek Basınçlı Döküm Prosesinde Hataların Çözümünde Kök Neden Analizi 9. Ulusal Döküm Kongresi 21 Ekim 2017 MAGMA BİLİŞİM
2 İçerik 1. Giriş 2. Hata Çözümü Yaklaşımı 3. Hata Sınıflandırma Sistemi 4. Yüzey Hataları 5. İç Kusurlar
3 Döküm Hatalarına Neler Sebep Olur? Gerçek Problemler Sızıntı X-ray şartlarına uymama Yetersiz mekanik özellikler Zayıf yüzey parlatma Vs. Bu Problemlerin Sebepleri Porozite Gaz giderme Hava sıkışmaları Çatlak & Sıcak Yırtılma Vs. Hedefimiz : Hatanın gerçek kök nedenini bulmak

4 Döküm Hatalarının Neden Olduğu Maliyetler Muayene Maliyeti Düşük Verimlilik Yeniden İşleme Belirsiz Takvim Sarf Malzeme Maliyeti Müşteri İadesi Ekstra Numune Fazla Mesai Hurda Enerji Maliyeti Taşıma Masrafları Fazladan Müşteri Ziyaretleri Süreç Hızlandırma Maliyetleri Teslimat Şikayetleri

5 Döküm Hatalarının Neden Olduğu Maliyetler
6 Hata Çözümü Yaklaşımı 8-D 6 Sigma DMAIC PDCA / PUKÖ 4 Adım 1- Takım oluştur 2- Problemi anla 3- Önleyici acil aksiyonlar Define (Tanımla) Measure (Ölçüm yap) Planla Mevcut durum ve problemin (hatanın) tanımlanması 4- Kök Neden Analizi 5- Düzeltici aksiyonların belirlenmesi ve uygulanması 6- Aksiyon sonuçlarının değerlendirilmesi Analyze (Analiz et) Improve (Uygula ve geliştir) Uygula Kontrol et Çözüm önerileri oluşturma Önerilerin uygulanması 7-Tekrarın önlenmesi 8- Takımın tebrik edilmesi Control (Kontrol et) Önlem al Validasyonu (Sağlaması) ve Takibi
7 Hata Çözümü Yaklaşımı Adım 1: Takım Kurulması ve Sorun Hakkında Bilgi Toplanması Veri Toplama: Ölçüm/Şiddet ölçümü Konum bilgisi, boyut, sıklık Problem ne zaman başladı? Proses bilgi sayfası Presler/Fırınlar/Vardiya...
8 Hata Çözümü Yaklaşımı Adım 1: Takım Kurulması ve Sorun Hakkında Bilgi Toplanması - Kimler Takımınızda Olmalı? Bölümler arası gruplar (üretim, kalite vs..) Yöneticiler (karar mercii) ve kalıphane (tasarımcı) Tecrübe ve farklı bakış açılarına sahip kişiler




9 Hata Çözümü Yaklaşımı Adım 2: Hatanın İrdelenmesi Araştırmaları, literatürü kullanın Deneyiminizi kullanın! İstatistik/deneyler Yerinde İzleyin!




10 Hata Çözümü Yaklaşımı Adım 2: Hatanın İrdelenmesi
11 Hata Çözümü Yaklaşımı Adım 3: Düzeltici Eylem Planı Öner Ne kadara mal olacak? Pratik mi, uygulaması kolay mı? Desteklenebilecek mi? Maliyet, zaman, efor, vs.

12 Hata Çözümü Yaklaşımı Adım 4: Önerilen Düzeltici Eylem Planının Validasyonu Çözümü doğrulamak için gereken araçlar: DOE Tecrübe Araştırma/literatür Simülasyon!
13 Hata Çözümü Yaklaşımı Adım 5: Değişikliklerin Uygulanması & Standartlaştırma Gerekli değişikliklerin yapılması Bazı değişiklikler diğerlerinden daha zordur (parça dizaynı, yeniden PPAP) Kalitenin yeniden değerlendirilmesi Hatanın yeniden gerçekleşmesinin engellemek için önlemler «Çıkarılan Dersler» in kayıt altına alınarak, ilgili departmanların bilgilendirilmesi
14 Sınıflandırma Sistemi Yüzey Hataları İç Hatalar Dalgalı Yüzeyler Hafif Düzensizlikler Pürüzlü Yüzey Gaz Boşluğu Çekinti Boşluğu Soğuk Döküm Sıçrama Türbülans Laminasyon Kabarcık Yüzey Çökmesi Hava Boşluğu Kalıp sürtmesi Çapak Yapışma Hidrojen Buhar Sıkışması Hava Sıkışması Makro Taneler arası Merkez Çizgisi
15 Sınıflandırma Sistemi Yüzey Hataları İç Hatalar Dalgalı Yüzeyler Hafif Düzensizlikler Pürüzlü Yüzey Gaz Boşluğu Çekinti Boşluğu Soğuk Döküm Sıçrama Türbülans Laminasyon Kabarcık Yüzey Çökmesi Hava Boşluğu Kalıp sürtmesi Çapak Yapışma Hidrojen Buhar Sıkışması Hava Sıkışması Makro Taneler arası Merkez Çizgisi Stres Hataları Parça Üzerinde Kalıp Üzerinde Soğuk çatlak Sıcak Yırtılma Distorsiyon Isı Kontrolü Büyük Çatlama Distorsiyon
16 Sınıflandırma Sistemi Yüzey Hataları İç Hatalar Dalgalı Yüzeyler Hafif Düzensizlikler Pürüzlü Yüzey Gaz Boşluğu Çekinti Boşluğu Soğuk Döküm Sıçrama Türbülans Laminasyon Kabarcık Yüzey Çökmesi Hava Boşluğu Kalıp sürtmesi Çapak Yapışma Hidrojen Buhar Sıkışması Hava Sıkışması Makro Çekinti Taneler arası Merkez Çizgisi
17 Hata Taslağı Tanım Morfoloji Sayısal Simülasyon Örnekler
18 Yüzey Hataları Akışa Bağlı Kusurlar Grup 1: «Sıcaklık» Soğuk Döküm İzi Soğuk Birleşme Laminasyon Grup 2 : «Hız ve yönlenme» Sıçrama Türbülans Grup 3 : «Parça Dolum Profili» Yüzey Çökmesi Yüzeydeki Hava Boşlukları İç Kabarcıklar(Hava Boşlukları) Flash
19 Soğuk Döküm İzleri


20 Soğuk Döküm İzleri - Tanım Sıvı metalin küçük bir kısmı kalıbın yüzeyi ile temas ettiğinde hızla katılaşır ve soğuk döküm izi oluşur. Soğuk Döküm (Sıçrama) İzi

21 Soğuk Döküm İzleri - Morfoloji Soğuk Döküm İzi: Küresel veya elipsoidal şekil Daha ince mikroyapısal tane özellikleri
22 Soğuk Döküm İzleri - Morfoloji Ek yerleri / Soğuk kat / Birleşme çizgileri Kısmen katılaşmış iki eriyik cephesi bir araya geliyor Yüzeyde kırışıklıklar, ek yerleri, birleşme çizgileri oluşur. Birleşme çizgileri oluşmaya başladıktan sonra maden yürümeyebilir ve bunun sonucunda dolmama(boşluk) problemi olabilir.
 problemi olabilir.")
23 Soğuk Döküm İzleri - Morfoloji Ek yerleri / Soğuk kat / Birleşme çizgileri Kısmen katılaşmış iki eriyik cephesi bir araya geliyor Yüzeyde kırışıklıklar, ek yerleri, birleşme çizgileri oluşur. Birleşme çizgileri oluşmaya başladıktan sonra maden yürümeyebilir ve bunun sonucunda dolmama(boşluk) problemi olabilir.

24 Soğuk Döküm İzleri - Morfoloji Şekil 2.1, 2.2, 2.3 ; Yüzeydeki soğuk birleşme için tipik bir örnek Ek yerleri / Soğuk kat/ Birleşme çizgileri Maden sıcaklığı ve zaman arasında herzaman bir yarış vardır. Şekil 2.1 Şekil 2.2 Şekil 2.3

25 Soğuk Döküm İzi Düşük döküm sıcaklığı Kırmızı ile işaretli bölge = oksit film Düşük maden hızları düşük maden sıcaklığı ile ilgilidir
26 Yüzey Çöküntüsü

27 Yüzey Çöküntüsü - Tanım

28 Yüzey Çöküntüsü - Tanım Simulation Technology Assists Aallied Die Casting Tackle Design Integration Challenges

29 Yüzey Çöküntüsü - Morfoloji

30 Yüzey Çöküntüsü Hot Spot kriterleri, sıcak noktanın döküm içinde görselleştirilmesine izin verir, böylece ağırlığı tahmin edilebilir
 göz ardı")
31 Yüzey Çöküntüsü İç kabarcıklar varken, hava basıncı(air Pressure) göz ardı edilmemelidir


32 Yapışma

33 Yapışma Metal kalıp etkileşim hatası Kalıp yüzeyinde intermetalik fazların oluşumu ve ardından alüminyumun yapışması. AL-SI-Fe oluşumu Al alaşımları bu intermetalikler üzerine kademeli olarak katman oluşturur

34 Yapışma Yapışma yüzey pürüzlülüğüne neden olur. Yapışmış kalıp yüzeyindeki birikme, parça üzerinde yüzey hatalarına neden olur. The effect of solder in terms of surface quality

35 Yapışma Dolum ve katılaşma sırasında kalıp yüzeyindeki sıcaklık değerleri yapışmayı önlemek için dikkate alınabilir.


36 Yapışma vuruştan sonra kalıp yapışması sonuçları arasındaki korelasyon. Karşılaştırma güçlü korelasyon gösteriyor.

37 Yapışma Spreyleme, soğuma hattı ve özel insertlerin çeşitli kullanımı ile kalıp yapışmasının değişimi Basic spray No cooling Modified spray No cooling Basic spray cooling Modified spray cooling Anviloy insert, Basic spray No cooling Anviloy insert, Basic spray cooling
? Kabul edilemez yüzey pürüzlülüğü?")
38 Yüzey Hataları - Kök Nedeni Bulmak Bir yüzey kusuruna rastlandığında, simülasyon kök sebebinin belirlenmesine yardımcı olmak için gözden geçirilmelidir. Hata sebebini anlama Eksik dolum(hurda)? Kabul edilemez yüzey pürüzlülüğü? Yapışma Kabarcık Simülasyonunun gösterdikleri: Düşük maden sıcaklığı Düşük maden hızları Yüksek gaz sıkışması Yüksek hava basıncı
39 Yüzey Hataları - Kök Nedeni Bulmak Her seferinde bir tane sorunun çözümü Yaratıcı olun ve düşük maliyetli testleri ve çözümleri önce uygulayın İlk erime sıcaklığını ayarlayın İkinci faz hızını ayarla Birinci faz hızını ayarla Vent ekle Spreylemeyi durdur Kaynak yapmaktan veya kalıbı işlemeden önce proses parametrelerini değiştirin Bazen sonuçlar daha da kötüleşse bile bu değişiklikler bize hatanın kök nedenini bulma konusunda yardımcı olacaktır.
40 İç Hatalar

41 İç Hatalar İki ana sebebi vardır Katılaşma çekintisi Gaz sıkışması Gariboldi Handbook of Defects in High Pressure Die Castings
42 İç Hatalar- Taslak Çekinti porozitesi Makro çekinti Dendirit arası çekinti Katman/merkez çizgisi çekintisi Gaz Porozitesi Sıkışmış hava porozitesi Hidrojen porozitesi Buhar sıkışması Ayırıcı yağ kalması
43 Hava Sıkışması



44 Hava Sıkışması - Tanımlama HPDC üretiminde en çok gözlenen hata Bir çok neden olabilir ERC_NSM_C_94_04 - Modeling the Effect of Shot Plunger Acceleration on Wave Formation and Air Entrapment in Cold Chamber Die Casting (A Progress Report)


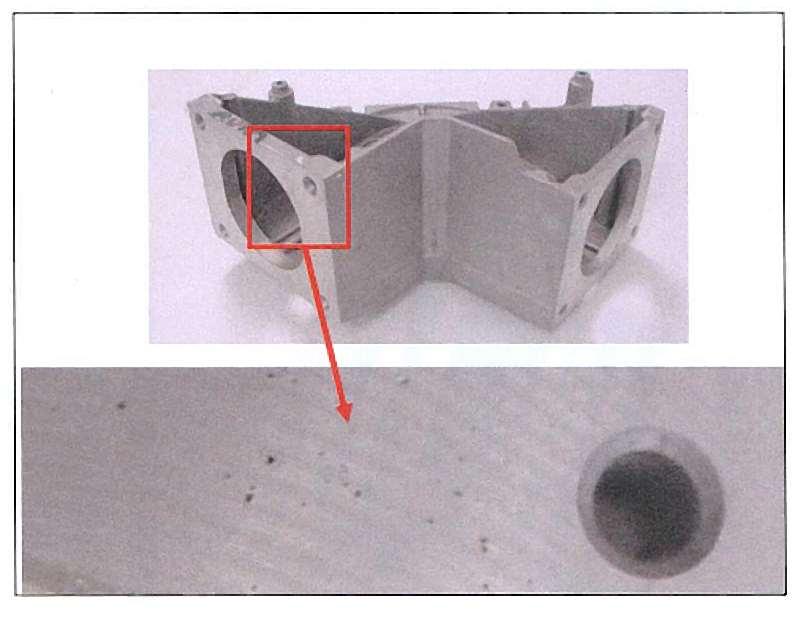
45 Hava Sıkışması - Morfoloji Yuvarlak veya eliptik boşluk. Düzgün yüzey mm skala X-RAY t Investigation of Leak Testing for Die Casting

46 Hava Sıkışması

47 Hava Sıkışması Dolu olmayan bölge Kusurlar döküm çizgisi ve/veya döküm boşluğu olarak görülür

48 Hava Sıkışması

49 Hava Sıkışması
50 Makro Çekinti Porozitesi

51 Makro Çekinti Porozitesi- Tanım
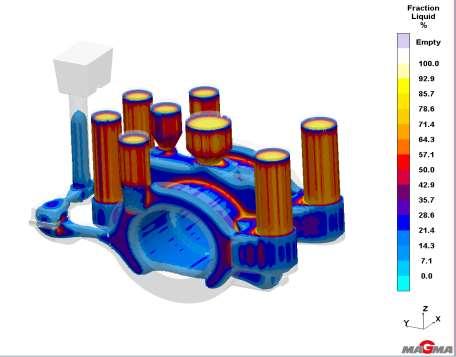
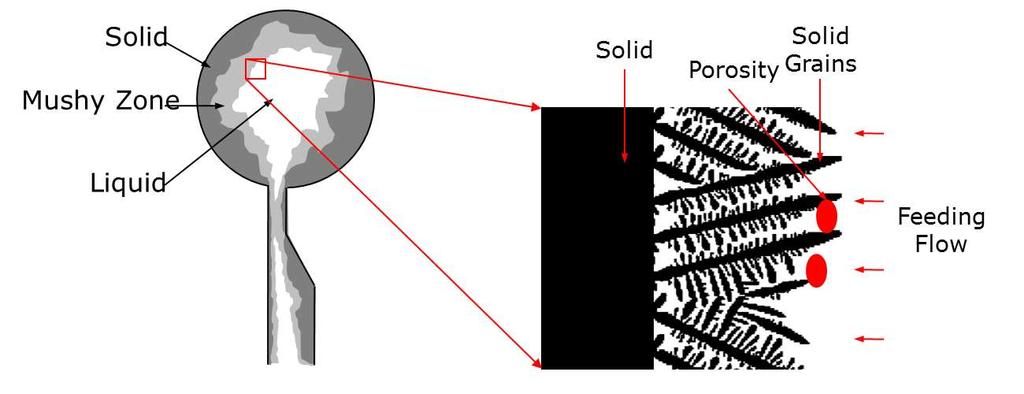
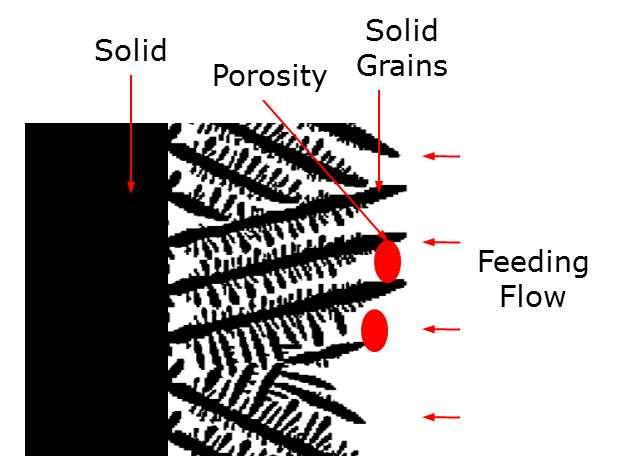
52 Makro Çekinti Porozitesi- Tanım Çekinti porozitesi en son katılaşan alanlarda oluşur Sıcak kalan bölgelerde Katılaşma dışarıdan içeriye doğru olur Sıvı metal çekintileri besler Sıvı beslemeyi kestiği zaman; Kalan çekintiler boşluk oluşturur Çekinti, merkez çizgisinde veya nötr termal eksende oluşur Boşluğun boyutu beslenememiş çekinti hacmi ile ilgilidir Makroporozite ve dendiritik porozite şunlara bağlıdır; Katılaşma koşulları Katılaşma aralığı gibi alaşım özellikleri

53 Makro Çekinti Porozitesi- Morfoloji

54 Makro Çekinti Porozitesi- Morfoloji Alınan kesitler

55 Makro Çekinti Porozitesi


56 Makro Çekinti Porozitesi t Sıkıştırma pimlerinin sızdırmazlık problemine etkisi

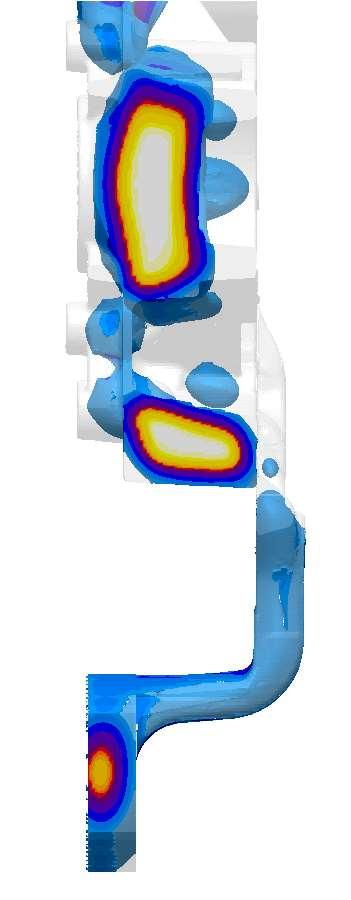
57 Makro Çekinti Porozitesi Katılaşma zamanı Parçanın her bir alanı tamamen sıvıya ulaştığı zamanı gösterir Makroçekinti katılaşmanın en son olduğu bölgede oluşur
58 Ana nedeni bulma

59 Ana nedeni bulma İç hata bulunduğu zaman, ana nedenin bulunmasına yardımcı olmak için simülasyon gözden geçirilmeli. Hata tipini anlama Sızdırma? Mekanik hata? Yorulma Simülasyon belirtileri: Çekinti? Gaz? Hava sıkışması? Akış hataları? NADCA Standards


60 Ana nedeni bulma Eğer simülasyon iki ya da daha fazla neden gösteriyorsa Her nedeni teker teker işle (sıkışmış havayı çözme, çekinti, hidrojen, vs...) Özenli ol ve düşük maliyet testini uygula ve önce çözüm yolları Vuruş parametrelerini değiştirerek sıkışan havayı teşhis etmek Başlangıç üretimlerine bak


61 Ana nedeni bulma Bazen simülasyon, hataların tek kaynağını belirlemekte. Bu durumda, hataya neden olan en etkili kök nedeni aramalısınız
Döküm Prensipleri. Yard.Doç.Dr. Derya Dışpınar. İstanbul Üniversitesi
 Döküm Prensipleri Yard.Doç.Dr. Derya Dışpınar BeslemeKriterleri Darcy Kanunu DökümdeDarcy Kanunu KRİTİK KATI ORANI Alaşım Kritik KatıOranı Çelikler % 35 50 Alaşımlı çelikler % 45 Alüminyum alaşımları
Döküm Prensipleri Yard.Doç.Dr. Derya Dışpınar BeslemeKriterleri Darcy Kanunu DökümdeDarcy Kanunu KRİTİK KATI ORANI Alaşım Kritik KatıOranı Çelikler % 35 50 Alaşımlı çelikler % 45 Alüminyum alaşımları
Haydar Kahraman a İ. Hayri Keser a Ümit Cöcen a M. Kemal Tozan b ( a Dokuz Eylül Üniversitesi) ( b Çukurova Kimya End. AŞ)
 ( b Çukurova Kimya End. AŞ)") «Döküm Hatalarının Karakterize Edilmesi ve Besleyici Gömlekleri ile İlişkileri» «Characterization of Casting Defects and Their Relation With Riser Sleeves» Haydar Kahraman a İ. Hayri Keser a Ümit Cöcen
«Döküm Hatalarının Karakterize Edilmesi ve Besleyici Gömlekleri ile İlişkileri» «Characterization of Casting Defects and Their Relation With Riser Sleeves» Haydar Kahraman a İ. Hayri Keser a Ümit Cöcen
Kaynak Metali ve Ana Malzeme Süreksizlikleri. Prof. Dr. Vural CEYHUN Kaynak Teknolojisi Eğitim, Muayene, Uygulama ve Araştırma Merkez
 Kaynak Metali ve Ana Malzeme Süreksizlikleri Prof. Dr. Vural CEYHUN Kaynak Teknolojisi Eğitim, Muayene, Uygulama ve Araştırma Merkez Süreksizlik Malzemenin form bütünlüğünü bozucu herhangi bir kusur anlamına
Kaynak Metali ve Ana Malzeme Süreksizlikleri Prof. Dr. Vural CEYHUN Kaynak Teknolojisi Eğitim, Muayene, Uygulama ve Araştırma Merkez Süreksizlik Malzemenin form bütünlüğünü bozucu herhangi bir kusur anlamına
İmal Usulleri. Döküm Tekniği
 İmal Usulleri Döküm Tekniği Örnek Heterojen Çekirdeklenme Alışılmamış laboratuar deneyleri dışında, sıvı metal için homojen çekirdeklenme asla olmaz. Uygulamadaki sıvı metallerin içinde hemen her zaman
İmal Usulleri Döküm Tekniği Örnek Heterojen Çekirdeklenme Alışılmamış laboratuar deneyleri dışında, sıvı metal için homojen çekirdeklenme asla olmaz. Uygulamadaki sıvı metallerin içinde hemen her zaman
DÖKÜM İMALAT PROSESLERİ İÇİN İLERİ DÜZEY SİMÜLASYON YAZILIMI: VULCAN
 DÖKÜM İMALAT PROSESLERİ İÇİN İLERİ DÜZEY SİMÜLASYON YAZILIMI: VULCAN VULCAN döküm simülasyon yazılımı ile imalat öncesi döküm kusurlarının tespiti ve iyileştirilmesi ÖZET Makalede uygulama yapılan model
DÖKÜM İMALAT PROSESLERİ İÇİN İLERİ DÜZEY SİMÜLASYON YAZILIMI: VULCAN VULCAN döküm simülasyon yazılımı ile imalat öncesi döküm kusurlarının tespiti ve iyileştirilmesi ÖZET Makalede uygulama yapılan model
PÜSKÜRTME ŞEKİLLENDİRME (SPRAY FORMING / SPRAY DEPOSITION)
") PÜSKÜRTME ŞEKİLLENDİRME (SPRAY FORMING / SPRAY DEPOSITION) Püskürtme şekillendirme (PŞ) yöntemi ilk olarak Osprey Ltd. şirketi tarafından 1960 lı yıllarda geliştirilmiştir. Günümüzde püskürtme şekillendirme
PÜSKÜRTME ŞEKİLLENDİRME (SPRAY FORMING / SPRAY DEPOSITION) Püskürtme şekillendirme (PŞ) yöntemi ilk olarak Osprey Ltd. şirketi tarafından 1960 lı yıllarda geliştirilmiştir. Günümüzde püskürtme şekillendirme
Alümiyum Şekillendirme Teknolojileri
 Alümiyum Şekillendirme Teknolojileri Yard.Doç.Dr. Derya Dışpınar SıvıMetal Temizliği ÖlçmeYöntemleri LIAS: Liquid AluminumInclusion Sampler SıvıAlüminyumİnklüzyonÖlçer PoDFA(Porous Disk Filtration Apparatus)
Alümiyum Şekillendirme Teknolojileri Yard.Doç.Dr. Derya Dışpınar SıvıMetal Temizliği ÖlçmeYöntemleri LIAS: Liquid AluminumInclusion Sampler SıvıAlüminyumİnklüzyonÖlçer PoDFA(Porous Disk Filtration Apparatus)
Paslanmaz Çeliklerin. kaynak edilmesi. Özlem Karaman Metalurji ve Malzeme Mühendisi Kaynak Mühendisi
 Paslanmaz Çeliklerin kaynak edilmesi Özlem Karaman Metalurji ve Malzeme Mühendisi Kaynak Mühendisi İçerik Kaynak Yöntemleri Östenitik Paslanmaz Çeliklerin Kaynağı Ferritik Paslanmaz Çeliklerin Kaynağı
Paslanmaz Çeliklerin kaynak edilmesi Özlem Karaman Metalurji ve Malzeme Mühendisi Kaynak Mühendisi İçerik Kaynak Yöntemleri Östenitik Paslanmaz Çeliklerin Kaynağı Ferritik Paslanmaz Çeliklerin Kaynağı
Prof.Dr.Muzaffer ZEREN SU ATOMİZASYONU
 . Prof.Dr.Muzaffer ZEREN SU ATOMİZASYONU Su atomizasyonu, yaklaşık 1600 C nin altında ergiyen metallerden elementel ve alaşım tozlarının üretimi için en yaygın kullanılan tekniktir. Su atomizasyonu geometrisi
. Prof.Dr.Muzaffer ZEREN SU ATOMİZASYONU Su atomizasyonu, yaklaşık 1600 C nin altında ergiyen metallerden elementel ve alaşım tozlarının üretimi için en yaygın kullanılan tekniktir. Su atomizasyonu geometrisi
Kaynak Hataları Çizelgesi
 Kaynak Hataları Çizelgesi Referans No Tanıtım ve Açıklama Resimli İzahı 1 2 3 Grup No: 1 Çatlaklar 100 Çatlaklar Soğuma veya gerilmelerin etkisiyle ortaya çıkabilen katı halde bir mevzii kopma olarak meydana
Kaynak Hataları Çizelgesi Referans No Tanıtım ve Açıklama Resimli İzahı 1 2 3 Grup No: 1 Çatlaklar 100 Çatlaklar Soğuma veya gerilmelerin etkisiyle ortaya çıkabilen katı halde bir mevzii kopma olarak meydana
Al-7Si-0,3Mg Alaşımında Soğuma Hızının Poroziteye Etkisi
 Al-7Si-,3Mg Alaşımında Soğuma Hızının Poroziteye Etkisi 1 Muhammet ULUDAĞ, 1 Remzi ÇETİN, * 2 Lokman GEMİ, 1 Osman AYDOĞUŞ, 1 Kerim ÇAM, ** 3 Derya DIŞPINAR 1 Selçuk Üniversitesi, Mühendislik Fakültesi,
Al-7Si-,3Mg Alaşımında Soğuma Hızının Poroziteye Etkisi 1 Muhammet ULUDAĞ, 1 Remzi ÇETİN, * 2 Lokman GEMİ, 1 Osman AYDOĞUŞ, 1 Kerim ÇAM, ** 3 Derya DIŞPINAR 1 Selçuk Üniversitesi, Mühendislik Fakültesi,
ÜRETİM HATALARI SAKARYA ÜNİVERSİTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ KALIPÇILIK TEKNİĞİ DERS NOTU. Doç.Dr. Akın Oğuz KAPTI
 ÜRETİM HATALARI MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ KALIPÇILIK TEKNİĞİ DERS NOTU Doç.Dr. Akın Oğuz KAPTI Üretim Hataları 2 Malzeme özellikleri, kalıp tasarımı, makine proses parametreleri ve operatörlerden kaynaklanan
ÜRETİM HATALARI MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ KALIPÇILIK TEKNİĞİ DERS NOTU Doç.Dr. Akın Oğuz KAPTI Üretim Hataları 2 Malzeme özellikleri, kalıp tasarımı, makine proses parametreleri ve operatörlerden kaynaklanan
MALZEME BİLGİSİ. Katılaşma, Kristal Kusurları
 MALZEME BİLGİSİ Dr.- Ing. Rahmi ÜNAL Konu: Katılaşma, Kristal Kusurları 1 Saf Metallerde Katılaşma Metal ve alaşım malzemelerin kullanım özellikleri büyük ölçüde katılaşma sırasında oluşan iç yapı ile
MALZEME BİLGİSİ Dr.- Ing. Rahmi ÜNAL Konu: Katılaşma, Kristal Kusurları 1 Saf Metallerde Katılaşma Metal ve alaşım malzemelerin kullanım özellikleri büyük ölçüde katılaşma sırasında oluşan iç yapı ile
AlSi7Mg DÖKÜM ALAŞIMINDA T6 ISIL İŞLEM DEĞERLERE ETKİSİNİN İNCELENMESİ. Onur GÜVEN, Doğan ALPDORUK, Şükrü IRMAK
 AlSi7Mg DÖKÜM ALAŞIMINDA T6 ISIL İŞLEM PARAMETRELERİNİN MEKANİK DEĞERLERE ETKİSİNİN İNCELENMESİ Onur GÜVEN, Doğan ALPDORUK, Şükrü IRMAK DÖKÜMCÜLÜK İSTENEN BİR ŞEKLİ ELDE ETMEK İÇİN SIVI METALİN SÖZ KONUSU
AlSi7Mg DÖKÜM ALAŞIMINDA T6 ISIL İŞLEM PARAMETRELERİNİN MEKANİK DEĞERLERE ETKİSİNİN İNCELENMESİ Onur GÜVEN, Doğan ALPDORUK, Şükrü IRMAK DÖKÜMCÜLÜK İSTENEN BİR ŞEKLİ ELDE ETMEK İÇİN SIVI METALİN SÖZ KONUSU
Farklı piston yağlayıcılarının ısıl reaksiyonu ve bunun döküm kalitesine etkisi
 TRIBO-CHEMİE 2. Soğuk Kamaralı Döküm Makinelerinin Alüminyum Dozingi için Aalen Uygulama Günlerinde Dünyaca ünlü döküm uzmanı Prof.Dr.Dr.hc.Klein ın desteği ile System Shot Sleeve, Piston Yağlama(kısmı
TRIBO-CHEMİE 2. Soğuk Kamaralı Döküm Makinelerinin Alüminyum Dozingi için Aalen Uygulama Günlerinde Dünyaca ünlü döküm uzmanı Prof.Dr.Dr.hc.Klein ın desteği ile System Shot Sleeve, Piston Yağlama(kısmı
MAK-205 Üretim Yöntemleri I. Yöntemleri. (4.Hafta) Kubilay Aslantaş
 Kubilay Aslantaş") MAK-205 Üretim Yöntemleri I Kalıcı Kalıp p Kullanılan lan Döküm D Yöntemleri (4.Hafta) Kubilay Aslantaş Kalıcı Kalıp p Kullanan Döküm D m YöntemleriY Harcanan kalıba döküm tekniğinin en büyük dezavantajı;
MAK-205 Üretim Yöntemleri I Kalıcı Kalıp p Kullanılan lan Döküm D Yöntemleri (4.Hafta) Kubilay Aslantaş Kalıcı Kalıp p Kullanan Döküm D m YöntemleriY Harcanan kalıba döküm tekniğinin en büyük dezavantajı;
uzun vadeli çözüm ortağınız
 Firma Sunumu uzun vadeli çözüm ortağınız 2016 Ozay Dokum www.ozaydokum.com 1 Tarihçe 1993 2000 2001 2002 2003 2004 2005 2007 2012 2014 2015 Izmir de 400 m 2 lik bir atölyede, Öz-Ay kamlok ve çabuk bağlantı
Firma Sunumu uzun vadeli çözüm ortağınız 2016 Ozay Dokum www.ozaydokum.com 1 Tarihçe 1993 2000 2001 2002 2003 2004 2005 2007 2012 2014 2015 Izmir de 400 m 2 lik bir atölyede, Öz-Ay kamlok ve çabuk bağlantı
Altı Sigma Kara Kuşak Yetiştirme Programı
 Altı Sigma Kara Kuşak Yetiştirme Programı R D M A I C S Recognize - Gör Define - Tanımla Measure - Ölç Analyze - Analiz Et Improve - İyileştir Control - Kontrol Et Sustain - Sürdür Altı Sigma DMAIC Metodolojisine
Altı Sigma Kara Kuşak Yetiştirme Programı R D M A I C S Recognize - Gör Define - Tanımla Measure - Ölç Analyze - Analiz Et Improve - İyileştir Control - Kontrol Et Sustain - Sürdür Altı Sigma DMAIC Metodolojisine
Prof.Dr. Nihal ERGİNEL Anadolu Üniversitesi Endüstri Mühendisliği Bölümü
 6 6 SIGMA FELSEFESİ Prof.Dr. Nihal ERGİNEL Anadolu Üniversitesi Endüstri Mühendisliği Bölümü Sigma seviyesi, süreçlerin yeterliliği ifade eden bir ölçüttür. Süreçlerin sigma seviyelerinin artması demek,
6 6 SIGMA FELSEFESİ Prof.Dr. Nihal ERGİNEL Anadolu Üniversitesi Endüstri Mühendisliği Bölümü Sigma seviyesi, süreçlerin yeterliliği ifade eden bir ölçüttür. Süreçlerin sigma seviyelerinin artması demek,
2.Oturum: Kalıp & Maça Teknolojileri Oturum Başkanı: Teoman Altınok (Entil Endüstri)
") «Daha Temiz Motor Bloğu ve Silindir Kafaları için Gelişmiş Boya Sistemleri» Simon Turley, Halil Gönenbaba (Metko Hüttenes Albertus) 2.Oturum: Kalıp & Maça Teknolojileri Oturum Başkanı: Teoman Altınok (Entil
«Daha Temiz Motor Bloğu ve Silindir Kafaları için Gelişmiş Boya Sistemleri» Simon Turley, Halil Gönenbaba (Metko Hüttenes Albertus) 2.Oturum: Kalıp & Maça Teknolojileri Oturum Başkanı: Teoman Altınok (Entil
Gaz. Gaz. Yoğuşma. Gizli Buharlaşma Isısı. Potansiyel Enerji. Sıvı. Sıvı. Kristalleşme. Gizli Ergime Isısı. Katı. Katı. Sıcaklık. Atomlar Arası Mesafe
 İmal Usulleri DÖKÜM Katılaşma Döküm yoluyla üretimde metal malzemelerin kullanım özellikleri, katılaşma aşamasında oluşan iç yap ile belirlenir. Dolaysıyla malzeme özelliklerinin kontrol edilebilmesi
İmal Usulleri DÖKÜM Katılaşma Döküm yoluyla üretimde metal malzemelerin kullanım özellikleri, katılaşma aşamasında oluşan iç yap ile belirlenir. Dolaysıyla malzeme özelliklerinin kontrol edilebilmesi
Döküm Süreçleri ve Uygulamaları (MATE 401) Ders Detayları
 Ders Detayları") Döküm Süreçleri ve Uygulamaları (MATE 401) Ders Detayları Ders Adı Döküm Süreçleri ve Uygulamaları Ders Kodu MATE 401 Dönemi Ders Uygulama Saati Saati Laboratuar Kredi AKTS Saati Güz 3 2 0 4 5 Ön Koşul
Döküm Süreçleri ve Uygulamaları (MATE 401) Ders Detayları Ders Adı Döküm Süreçleri ve Uygulamaları Ders Kodu MATE 401 Dönemi Ders Uygulama Saati Saati Laboratuar Kredi AKTS Saati Güz 3 2 0 4 5 Ön Koşul
BSH Bosch Siemens Ev Aletleri Satisfaction Kaizeni
 BSH Bosch Siemens Ev Aletleri Satisfaction Kaizeni DONDURUCU FLAP SIKI GEÇME PROBLEMİ Murat Balseven / Takım Lideri FIK/1 - N1 13.02.2012 B O S C H A N D S I E M E N S H O M E A P P L I A N C E S G R O
BSH Bosch Siemens Ev Aletleri Satisfaction Kaizeni DONDURUCU FLAP SIKI GEÇME PROBLEMİ Murat Balseven / Takım Lideri FIK/1 - N1 13.02.2012 B O S C H A N D S I E M E N S H O M E A P P L I A N C E S G R O
Dövmenin tarihi 4000 yıl veya daha fazlasına dayanmaktadır. Cıvatalar, perçinler, çubuklar, türbin milleri, paralar, madalyalar, dişliler, el
 Dövmenin tarihi 4000 yıl veya daha fazlasına dayanmaktadır. Cıvatalar, perçinler, çubuklar, türbin milleri, paralar, madalyalar, dişliler, el aletleri, hava taşıtı parçaları dövme yolu ile üretilen elemanlardır.
Dövmenin tarihi 4000 yıl veya daha fazlasına dayanmaktadır. Cıvatalar, perçinler, çubuklar, türbin milleri, paralar, madalyalar, dişliler, el aletleri, hava taşıtı parçaları dövme yolu ile üretilen elemanlardır.
formülü zamanı da içerdiği zaman alttaki gibi değişecektir.
 Günümüz endüstrisinde en yaygın kullanılan Direnç Kaynak Yöntemi en eski elektrik kaynak yöntemlerinden biridir. Yöntem elektrik akımının kaynak edilecek parçalar üzerinden geçmesidir. Elektrik akımına
Günümüz endüstrisinde en yaygın kullanılan Direnç Kaynak Yöntemi en eski elektrik kaynak yöntemlerinden biridir. Yöntem elektrik akımının kaynak edilecek parçalar üzerinden geçmesidir. Elektrik akımına
DÖVME (Forging) Dövme (cold forging parts)
 Dövme (cold forging parts)") DÖVME (Forging) Dövmenin tarihi 4000 yıl veya daha fazlasına dayanmaktadır. Cıvatalar, perçinler, çubuklar, türbin milleri, paralar, madalyalar, dişliler, el aletleri, hava taşıtı parçaları dövme yolu
DÖVME (Forging) Dövmenin tarihi 4000 yıl veya daha fazlasına dayanmaktadır. Cıvatalar, perçinler, çubuklar, türbin milleri, paralar, madalyalar, dişliler, el aletleri, hava taşıtı parçaları dövme yolu
Alüminyum Jant Üretiminde Baştan Sona Çözümler
 Alüminyum Jant Üretiminde Baştan Sona Çözümler 1 Ajanda Al Jant Üretimi Genel bakış FOSECO ve jant üretimi 3 yenilikçi teknoloji SMARTT Tane inceletmede otomasyon Alçak basınç ocakları için kuru uygulanan
Alüminyum Jant Üretiminde Baştan Sona Çözümler 1 Ajanda Al Jant Üretimi Genel bakış FOSECO ve jant üretimi 3 yenilikçi teknoloji SMARTT Tane inceletmede otomasyon Alçak basınç ocakları için kuru uygulanan
METALLERDE KATILAŞMA HOŞGELDİNİZ
 METALLERDE KATILAŞMA Malzeme Malzeme Bilgisi Bilgisi PROF. DR. HÜSEYİN UZUN HOŞGELDİNİZ 1 /94 METALLERDE KATILAŞMA Metal ve alaşımlar, belirli bir sıcaklıktan sonra (ergime sıcaklığı) katı halden sıvı
METALLERDE KATILAŞMA Malzeme Malzeme Bilgisi Bilgisi PROF. DR. HÜSEYİN UZUN HOŞGELDİNİZ 1 /94 METALLERDE KATILAŞMA Metal ve alaşımlar, belirli bir sıcaklıktan sonra (ergime sıcaklığı) katı halden sıvı
MAKİNA MÜHENDİSLİĞİ BÖLÜMÜ HASAR ANALİZİ YÜKSEK LİSANS - DOKTORA DERS NOTLARI. Doç.Dr.İrfan AY BALIKESİR
 MAKİNA MÜHENDİSLİĞİ BÖLÜMÜ HASAR ANALİZİ YÜKSEK LİSANS - DOKTORA DERS NOTLARI Doç.Dr.İrfan AY 2004-2005 BALIKESİR 1 HASAR ANALİZİ TEMEL İLKELERİ 2 HASAR ANALİZİ Hasar ne demektir? Hasar herhangi bir olayın
MAKİNA MÜHENDİSLİĞİ BÖLÜMÜ HASAR ANALİZİ YÜKSEK LİSANS - DOKTORA DERS NOTLARI Doç.Dr.İrfan AY 2004-2005 BALIKESİR 1 HASAR ANALİZİ TEMEL İLKELERİ 2 HASAR ANALİZİ Hasar ne demektir? Hasar herhangi bir olayın
uzun vadeli çözüm ortağınız
 Firma Sunumu uzun vadeli çözüm ortağınız 2015 Ozay Dokum www.ozaydokum.com 1 Kısa Bilgi - 1.200 tonun üzerinde yıllık kapasite - 25 yıldan fazla üretim tecrübesi - 10.000 m 2 lik üretim tesisi - 100 çalışan
Firma Sunumu uzun vadeli çözüm ortağınız 2015 Ozay Dokum www.ozaydokum.com 1 Kısa Bilgi - 1.200 tonun üzerinde yıllık kapasite - 25 yıldan fazla üretim tecrübesi - 10.000 m 2 lik üretim tesisi - 100 çalışan
Faz Dönüşümleri ve Faz (Denge) Diyagramları
 Diyagramları") Faz Dönüşümleri ve Faz (Denge) Diyagramları 1. Giriş Bir cisim bağ kuvvetleri etkisi altında en düşük enerjili denge konumunda bulunan atomlar grubundan oluşur. Koşullar değişirse enerji içeriği değişir,
Faz Dönüşümleri ve Faz (Denge) Diyagramları 1. Giriş Bir cisim bağ kuvvetleri etkisi altında en düşük enerjili denge konumunda bulunan atomlar grubundan oluşur. Koşullar değişirse enerji içeriği değişir,
Prof. Dr. HÜSEYİN UZUN KAYNAK KABİLİYETİ
 KAYNAK KABİLİYETİ Günümüz kaynak teknolojisinin kaydettiği inanılmaz gelişmeler sayesinde pek çok malzemenin birleştirilmesi artık mümkün hale gelmiştir. *Demir esaslı metalik malzemeler *Demirdışı metalik
KAYNAK KABİLİYETİ Günümüz kaynak teknolojisinin kaydettiği inanılmaz gelişmeler sayesinde pek çok malzemenin birleştirilmesi artık mümkün hale gelmiştir. *Demir esaslı metalik malzemeler *Demirdışı metalik
Kalite Geliştirmede İstatistiksel Yöntemler ve Six Sigma
 Kalite Geliştirmede İstatistiksel Yöntemler ve Six Sigma - 1 Ödevler 5 er kişilik 7 grup Hayali bir şirket kurulacak Bu şirketin kalite kontrol süreçleri raporlanacak Kalite sistem dokümantasyonu oluşturulacak
Kalite Geliştirmede İstatistiksel Yöntemler ve Six Sigma - 1 Ödevler 5 er kişilik 7 grup Hayali bir şirket kurulacak Bu şirketin kalite kontrol süreçleri raporlanacak Kalite sistem dokümantasyonu oluşturulacak
«Gri Dökme Demirlerde Hasar Analiz Yöntemleri Kullanılarak Kalite Kontrol Aşamalarının İyileştirilmesi»
 «Gri Dökme Demirlerde Hasar Analiz Yöntemleri Kullanılarak Kalite Kontrol Aşamalarının İyileştirilmesi» Bülent Şirin, Erkan Bulut, İsrafil Küçük, Muhammet Uludağ (Componenta Dökümcülük Orhangazi, Bursa
«Gri Dökme Demirlerde Hasar Analiz Yöntemleri Kullanılarak Kalite Kontrol Aşamalarının İyileştirilmesi» Bülent Şirin, Erkan Bulut, İsrafil Küçük, Muhammet Uludağ (Componenta Dökümcülük Orhangazi, Bursa
TOZ METALURJİSİ Prof.Dr. Muzaffer ZEREN
 . TEKNİK SEÇİMLİ DERS I TOZ METALURJİSİ Prof.Dr. Muzaffer ZEREN SİNTERLEME Sinterleme, partiküllerarası birleşmeyi oluşturan ısıl prosestir; aynı zamanda ham konumda gözlenen özellikler artırılır. . Sinterlemenin
. TEKNİK SEÇİMLİ DERS I TOZ METALURJİSİ Prof.Dr. Muzaffer ZEREN SİNTERLEME Sinterleme, partiküllerarası birleşmeyi oluşturan ısıl prosestir; aynı zamanda ham konumda gözlenen özellikler artırılır. . Sinterlemenin
Sıcak Daldırma Galvanizleme Prosesimiz İntermetalik Alaşım Katmanları Galfan Korozyon Dirençleri Ar-Ge Çalışmalarımız
 Sıcak Daldırma Galvanizleme Prosesimiz İntermetalik Alaşım Katmanları Galfan Korozyon Dirençleri Ar-Ge Çalışmalarımız Bilindiği gibi, demir ve alaşımları bir çok alanda kullanılan malzemelerdir. Kullanım
Sıcak Daldırma Galvanizleme Prosesimiz İntermetalik Alaşım Katmanları Galfan Korozyon Dirençleri Ar-Ge Çalışmalarımız Bilindiği gibi, demir ve alaşımları bir çok alanda kullanılan malzemelerdir. Kullanım
Çukurova Kimya Endüstrisi A.Ş. Besleyici Gömlek
 Besleyici Gömlek BESLEYİCİ GÖMLEK UYGULAMALARI Besleme Prensipleri Metallerin katılaşmasında gözetim altında tutulması gereken kıstasları 3 e ayıracak olursak, bunlar ısı transferi, katı çekirdeklerin
Besleyici Gömlek BESLEYİCİ GÖMLEK UYGULAMALARI Besleme Prensipleri Metallerin katılaşmasında gözetim altında tutulması gereken kıstasları 3 e ayıracak olursak, bunlar ısı transferi, katı çekirdeklerin
BÖLÜM#5: KESİCİ TAKIMLARDA AŞINMA MEKANİZMALARI
 BÖLÜM#5: KESİCİ TAKIMLARDA AŞINMA MEKANİZMALARI Kesici Takımlarda Aşınma Mekanizmaları Aşınma, kesicinin temas yüzeylerinde meydana gelen malzeme kaybı olarak ifade edilir. Kesici Takımlarda Aşınma Mekanizmaları
BÖLÜM#5: KESİCİ TAKIMLARDA AŞINMA MEKANİZMALARI Kesici Takımlarda Aşınma Mekanizmaları Aşınma, kesicinin temas yüzeylerinde meydana gelen malzeme kaybı olarak ifade edilir. Kesici Takımlarda Aşınma Mekanizmaları
Sürünme ; Yüksek sıcaklıklara dayanıklı malzemelerde görülen hasar dır. Yük veya gerilme altında zamanla meydana gelen plastik deformasyona sürünme
 SÜRÜNME HASARLARI 1 Sürünme ; Yüksek sıcaklıklara dayanıklı malzemelerde görülen hasar dır. Yük veya gerilme altında zamanla meydana gelen plastik deformasyona sürünme denir. 2 Günümüzde yüksek sıcaklık
SÜRÜNME HASARLARI 1 Sürünme ; Yüksek sıcaklıklara dayanıklı malzemelerde görülen hasar dır. Yük veya gerilme altında zamanla meydana gelen plastik deformasyona sürünme denir. 2 Günümüzde yüksek sıcaklık
Malzemelerin Yüzey İşlemi MEM4043 / bahar
 Malzemelerin Yüzey İşlemi MEM4043 / 2016-2016 bahar yüzey mühendisliği Prof. Dr. Gökhan Orhan istanbul üniversitesi / metalurji ve malzeme mühendisliği bölümü Ders İçeriği ve Konular 1 Ders içeriğ-amaç/yöntem
Malzemelerin Yüzey İşlemi MEM4043 / 2016-2016 bahar yüzey mühendisliği Prof. Dr. Gökhan Orhan istanbul üniversitesi / metalurji ve malzeme mühendisliği bölümü Ders İçeriği ve Konular 1 Ders içeriğ-amaç/yöntem
«MAGMASOFT ile Döküm Tasarım ve Parametrelerinin Otomatik Optimizasyonu» «Optimization of Casting Design and Parameters with MAGMASOFT»
 «MAGMASOFT ile Döküm Tasarım ve Parametrelerinin Otomatik Optimizasyonu» «Optimization of Casting Design and Parameters with MAGMASOFT» Birgi Özçelik (Magma Bilişim) 6.Oturum: Süreçler ve Kontrol 6th Session:
«MAGMASOFT ile Döküm Tasarım ve Parametrelerinin Otomatik Optimizasyonu» «Optimization of Casting Design and Parameters with MAGMASOFT» Birgi Özçelik (Magma Bilişim) 6.Oturum: Süreçler ve Kontrol 6th Session:
Prof. Dr. İRFAN AY / Öğr. Gör. FAHRETTİN KAPUSUZ 1
 MAKİNE PROGRAMI MALZEME TEKNOLOJİSİ-I- (DERS NOTLARI) Prof.Dr.İrfan AY Öğr. Gör. Fahrettin Kapusuz 2008-20092009 BALIKESİR Prof. Dr. İRFAN AY / Öğr. Gör. FAHRETTİN KAPUSUZ 1 KATILAŞMA-ERGİME DAVRANIŞLARI
MAKİNE PROGRAMI MALZEME TEKNOLOJİSİ-I- (DERS NOTLARI) Prof.Dr.İrfan AY Öğr. Gör. Fahrettin Kapusuz 2008-20092009 BALIKESİR Prof. Dr. İRFAN AY / Öğr. Gör. FAHRETTİN KAPUSUZ 1 KATILAŞMA-ERGİME DAVRANIŞLARI
Bir cismin içinde mevcut olan veya sonradan oluşan bir çatlağın, cisme uygulanan gerilmelerin etkisi altında, ilerleyerek cismi iki veya daha çok
 Bir cismin içinde mevcut olan veya sonradan oluşan bir çatlağın, cisme uygulanan gerilmelerin etkisi altında, ilerleyerek cismi iki veya daha çok parçaya ayırmasına "kırılma" adı verilir. KIRILMA ÇEŞİTLERİ
Bir cismin içinde mevcut olan veya sonradan oluşan bir çatlağın, cisme uygulanan gerilmelerin etkisi altında, ilerleyerek cismi iki veya daha çok parçaya ayırmasına "kırılma" adı verilir. KIRILMA ÇEŞİTLERİ
KIRIK YÜZEYLERİN İNCELENMESİ
 GAZİ ÜNİVERSİTESİ TEKNOLOJİ FAKÜLTESİ METALURJİ VE MALZEME MÜHENDİSLİĞİ MEM-317 MALZEME KARAKTERİZASYONU KIRIK YÜZEYLERİN İNCELENMESİ Yrd. Doç. Dr. Volkan KILIÇLI ANKARA 2012 KIRIK YÜZEYLERİN İNCELENMESİ
GAZİ ÜNİVERSİTESİ TEKNOLOJİ FAKÜLTESİ METALURJİ VE MALZEME MÜHENDİSLİĞİ MEM-317 MALZEME KARAKTERİZASYONU KIRIK YÜZEYLERİN İNCELENMESİ Yrd. Doç. Dr. Volkan KILIÇLI ANKARA 2012 KIRIK YÜZEYLERİN İNCELENMESİ
METALLERDE KATILAŞMA
 METALLERDE KATILAŞMA Prof. Dr. Ramazan YILMAZ Sakarya Üniversitesi, Teknoloji Fakültesi, Metalurji ve Malzeme Mühendisliği Bölümü Esentepe Kampüsü, 54187, SAKARYA METALLERDE KATILAŞMA Metal ve alaşımlar,
METALLERDE KATILAŞMA Prof. Dr. Ramazan YILMAZ Sakarya Üniversitesi, Teknoloji Fakültesi, Metalurji ve Malzeme Mühendisliği Bölümü Esentepe Kampüsü, 54187, SAKARYA METALLERDE KATILAŞMA Metal ve alaşımlar,
Elektron ışını ile şekil verme. Prof. Dr. Akgün ALSARAN
 Elektron ışını ile şekil verme Prof. Dr. Akgün ALSARAN Elektron ışını Elektron ışını, bir ışın kaynağından yaklaşık aynı hızla aynı doğrultuda hareket eden elektronların akımıdır. Yüksek vakum içinde katod
Elektron ışını ile şekil verme Prof. Dr. Akgün ALSARAN Elektron ışını Elektron ışını, bir ışın kaynağından yaklaşık aynı hızla aynı doğrultuda hareket eden elektronların akımıdır. Yüksek vakum içinde katod
«Demir Dökümlerde Uygulanan Noktasal Besleme Teknolojisindeki En Son Gelişmeler» «Latest Developments In Spot Feeding For Iron Castings»
 «Demir Dökümlerde Uygulanan Noktasal Besleme Teknolojisindeki En Son Gelişmeler» «Latest Developments In Spot Feeding For Iron Castings» Cemal Andıç (Foseco ) 1.Oturum / 1st Session Oturum Başkanı / Session
«Demir Dökümlerde Uygulanan Noktasal Besleme Teknolojisindeki En Son Gelişmeler» «Latest Developments In Spot Feeding For Iron Castings» Cemal Andıç (Foseco ) 1.Oturum / 1st Session Oturum Başkanı / Session
3.Oturum / 3rd Session Oturum Başkanı / Session Chairman: Prof. Dr. Altan Türkeli (Marmara Üniversitesi) Şükrü Irmak (Irmak Danışmanlık)
 Şükrü Irmak (Irmak Danışmanlık)") «Alçak Basınçlı Döküm Tezgahları İçin Doğalgaz Isıtmalı Sızdırmaz Bekletme Fırını» «Natural Gas Heated Airtight Holding Furnace For Low Pressure Die Casting Machines» Şükrü Irmak (Irmak Danışmanlık) 3.Oturum
«Alçak Basınçlı Döküm Tezgahları İçin Doğalgaz Isıtmalı Sızdırmaz Bekletme Fırını» «Natural Gas Heated Airtight Holding Furnace For Low Pressure Die Casting Machines» Şükrü Irmak (Irmak Danışmanlık) 3.Oturum
MADDENİN AYIRT EDİCİ ÖZELLİKLERİ ERİME VE DONMA NOKTASI
 MADDENİN AYIRT EDİCİ ÖZELLİKLERİ KAYNAMA NOKTASI ERİME VE DONMA NOKTASI YOĞUNLUK Bir maddeyi diğerlerinden ayırmamıza ve ayırdığımız maddeyi tanımamıza yarayan özelliklere denir. K A Y N A M A MADDENİN
MADDENİN AYIRT EDİCİ ÖZELLİKLERİ KAYNAMA NOKTASI ERİME VE DONMA NOKTASI YOĞUNLUK Bir maddeyi diğerlerinden ayırmamıza ve ayırdığımız maddeyi tanımamıza yarayan özelliklere denir. K A Y N A M A MADDENİN
TROWAL YÜZEY İŞLEMLER Taş ve Kimyasallar
 YÜZEY İŞLEMLER TROWAL YÜZEY İŞLEMLER Taş ve Kimyasallar Uygulama çeşitliliği Trowal işlemi yüzey işlemler konusundaki tek yöntem olmamasına rağmen, geniş bir yelpazede işlem çeşitliliği sunmaktadır. Tatmin
YÜZEY İŞLEMLER TROWAL YÜZEY İŞLEMLER Taş ve Kimyasallar Uygulama çeşitliliği Trowal işlemi yüzey işlemler konusundaki tek yöntem olmamasına rağmen, geniş bir yelpazede işlem çeşitliliği sunmaktadır. Tatmin
Ön Söz vii Kitabın Türkçe Çevirisine Ön Söz Çevirenin Ön Sözü 1 Sinterleme Bilimine Giriş 2 Sinterleme Ölçüm Teknikleri xiii
 Ön Söz vii Kitabın Türkçe Çevirisine Ön Söz ix Çevirenin Ön Sözü xi 1 Sinterleme Bilimine Giriş 1 Genel bakış / 1 Sinterleme tarihçesi / 3 Sinterleme işlemleri / 4 Tanımlar ve isimlendirme / 8 Sinterleme
Ön Söz vii Kitabın Türkçe Çevirisine Ön Söz ix Çevirenin Ön Sözü xi 1 Sinterleme Bilimine Giriş 1 Genel bakış / 1 Sinterleme tarihçesi / 3 Sinterleme işlemleri / 4 Tanımlar ve isimlendirme / 8 Sinterleme
Bölüm 7 Tahribatsız Malzeme Muayenesi
 Bölüm 7 Tahribatsız Malzeme Muayenesi Tahribatsız muayene; malzemelerin fiziki yapısını ve kullanılabilirliğini bozmadan içyapısında ve yüzeyinde bulunan süreksizliklerin tespit edilmesidir. Bu işlemlerde,
Bölüm 7 Tahribatsız Malzeme Muayenesi Tahribatsız muayene; malzemelerin fiziki yapısını ve kullanılabilirliğini bozmadan içyapısında ve yüzeyinde bulunan süreksizliklerin tespit edilmesidir. Bu işlemlerde,
 Metalik malzemelerdeki kaynakların tahribatlı muayeneleri-kaynaklı yapıların soğuk çatlama deneyleri-ark kaynağı işlemleri Bölüm 2: Kendinden ön gerilmeli deneyler ISO 17642-2:2005 CTS TESTİ Hazırlayan:
Metalik malzemelerdeki kaynakların tahribatlı muayeneleri-kaynaklı yapıların soğuk çatlama deneyleri-ark kaynağı işlemleri Bölüm 2: Kendinden ön gerilmeli deneyler ISO 17642-2:2005 CTS TESTİ Hazırlayan:
Alaşımların Ergitilmesinde Kullanılan Gereçler Eritme ocakları Potalar ve maşalar Tel ve plaka şideleri
 ERİTME Tanımı ve Önemi Cisimlerin herhangi bir ısı yardımıyla katı hâlini kaybedip akışkan hâle gelmesi işlemine eritme denir. Kuyumculukta en çok yapılan işlemlerden birisi de eritme işlemidir. Altına
ERİTME Tanımı ve Önemi Cisimlerin herhangi bir ısı yardımıyla katı hâlini kaybedip akışkan hâle gelmesi işlemine eritme denir. Kuyumculukta en çok yapılan işlemlerden birisi de eritme işlemidir. Altına
MALZEME BİLGİSİ. Katı Eriyikler
 MALZEME BİLGİSİ Dr.- Ing. Rahmi ÜNAL Konu: Katı Eriyikler 1 Giriş Endüstriyel metaller çoğunlukla birden fazla tür eleman içerirler, çok azı arı halde kullanılır. Arı metallerin yüksek iletkenlik, korozyona
MALZEME BİLGİSİ Dr.- Ing. Rahmi ÜNAL Konu: Katı Eriyikler 1 Giriş Endüstriyel metaller çoğunlukla birden fazla tür eleman içerirler, çok azı arı halde kullanılır. Arı metallerin yüksek iletkenlik, korozyona
Isı Cisimleri Hareket Ettirir
 Isı Cisimleri Hareket Ettirir Yakıtların oksijenle birleşerek yanması sonucunda oluşan ısı enerjisi harekete dönüşebilir. Yediğimiz besinler enerji verir. Besinlerden sağladığımız bu enerji ısı enerjisidir.
Isı Cisimleri Hareket Ettirir Yakıtların oksijenle birleşerek yanması sonucunda oluşan ısı enerjisi harekete dönüşebilir. Yediğimiz besinler enerji verir. Besinlerden sağladığımız bu enerji ısı enerjisidir.
AlCu4Ti Alaşımın Farklı Döküm Sıcaklıklarında Döküm Kalitesi ile Yaşlandırma Arasındaki İlişkinin İncelenmesi
 AlCu4Ti Alaşımın Farklı Döküm Sıcaklıklarında Döküm Kalitesi ile Yaşlandırma Arasındaki İlişkinin İncelenmesi 1 Muhammed Raşit ERYILMAZ, 1 Muhammet ULUDAĞ, * 2 Memduh KARA ve ** 3 Derya DIŞPINAR, 1 Selçuk
AlCu4Ti Alaşımın Farklı Döküm Sıcaklıklarında Döküm Kalitesi ile Yaşlandırma Arasındaki İlişkinin İncelenmesi 1 Muhammed Raşit ERYILMAZ, 1 Muhammet ULUDAĞ, * 2 Memduh KARA ve ** 3 Derya DIŞPINAR, 1 Selçuk
MALZEME BİLGİSİ DERS 7 DR. FATİH AY.
 MALZEME BİLGİSİ DERS 7 DR. FATİH AY www.fatihay.net fatihay@fatihay.net GEÇEN HAFTA KIRILMANIN TEMELLERİ KIRILMA ÇEŞİTLERİ KIRILMA TOKLUĞU YORULMA S-N EĞRİSİ SÜRÜNME GİRİŞ Basınç (atm) Katı Sıvı Buhar
MALZEME BİLGİSİ DERS 7 DR. FATİH AY www.fatihay.net fatihay@fatihay.net GEÇEN HAFTA KIRILMANIN TEMELLERİ KIRILMA ÇEŞİTLERİ KIRILMA TOKLUĞU YORULMA S-N EĞRİSİ SÜRÜNME GİRİŞ Basınç (atm) Katı Sıvı Buhar
BAŞKENT ÜNİVERSİTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ MAK - 402 MAKİNE MÜHENDİSLİĞİ LABORATUVARI DENEY 4
 BAŞKENT ÜNİVERSİTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ MAK - 0 MAKİNE MÜHENDİSLİĞİ LABORATUVARI DENEY İÇİNDE SABİT SICAKLIKTA SİLİNDİRİK ISITICI BULUNAN DİKDÖRTGEN PRİZMATİK SAC KUTU YÜZEYLERİNDEN ZORLANMIŞ TAŞINIM
BAŞKENT ÜNİVERSİTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ MAK - 0 MAKİNE MÜHENDİSLİĞİ LABORATUVARI DENEY İÇİNDE SABİT SICAKLIKTA SİLİNDİRİK ISITICI BULUNAN DİKDÖRTGEN PRİZMATİK SAC KUTU YÜZEYLERİNDEN ZORLANMIŞ TAŞINIM
SICAK SU HAZIRLAYICISI (BOYLER)
") SICAK SU HAZIRLAYICISI (BOYLER) Sıcak su hazırlayıcısı ; sıcak su, kaynar su veya buhardan faydalanarak sıcak su hazırlayan cihazdır.bu cihazlar soğuk ve sıcak ortamların akış yönlerine, cidar sayısına
SICAK SU HAZIRLAYICISI (BOYLER) Sıcak su hazırlayıcısı ; sıcak su, kaynar su veya buhardan faydalanarak sıcak su hazırlayan cihazdır.bu cihazlar soğuk ve sıcak ortamların akış yönlerine, cidar sayısına
Kovan. Alüminyum ekstrüzyon sisteminin şematik gösterimi
 GİRİŞ Ekstrüzyon; Isı ve basınç kullanarak malzemenin kalıptan sürekli geçişini sağlayarak uzun parçalar elde etme işlemi olup, plastik ekstrüzyon ve alüminyum ekstrüzyon olmak üzere iki çeşittir. Biz
GİRİŞ Ekstrüzyon; Isı ve basınç kullanarak malzemenin kalıptan sürekli geçişini sağlayarak uzun parçalar elde etme işlemi olup, plastik ekstrüzyon ve alüminyum ekstrüzyon olmak üzere iki çeşittir. Biz
METAL MATRİSLİ KOMPOZİT MALZEMELER
 Prof.Dr.Ahmet Aran - İ.T.Ü. Makina Fakültesi METAL MATRİSLİ KOMPOZİT MALZEMELER METAL MATRİSLİ KOMPOZİTLER KARMA MALZEMELER METAL MATRİSLİ KARMA MALZEMELER MMK ÜRETİM YÖNTEMLERİ UYGULAMA ÖRNEKLERİ Metal,
Prof.Dr.Ahmet Aran - İ.T.Ü. Makina Fakültesi METAL MATRİSLİ KOMPOZİT MALZEMELER METAL MATRİSLİ KOMPOZİTLER KARMA MALZEMELER METAL MATRİSLİ KARMA MALZEMELER MMK ÜRETİM YÖNTEMLERİ UYGULAMA ÖRNEKLERİ Metal,
Kaynak yöntemleri ile birleştirilen bir malzemenin kaynak bölgesinin mikroyapısı incelendiğinde iki ana bölgenin var olduğu görülecektir:
 Kaynak Bölgesinin Sınıflandırılması Prof. Dr. Hüseyin UZUN Kaynak yöntemleri ile birleştirilen bir malzemenin kaynak bölgesinin mikroyapısı incelendiğinde iki ana bölgenin var olduğu görülecektir: 1) Ergime
Kaynak Bölgesinin Sınıflandırılması Prof. Dr. Hüseyin UZUN Kaynak yöntemleri ile birleştirilen bir malzemenin kaynak bölgesinin mikroyapısı incelendiğinde iki ana bölgenin var olduğu görülecektir: 1) Ergime
KAYNAMALI ISI TRANSFERİ DENEYİ. Arş. Gör. Emre MANDEV
 KAYNAMALI ISI TRANSFERİ DENEYİ Arş. Gör. Emre MANDEV 1. Giriş Pek çok uygulama alanında sıcak bir ortamdan soğuk bir ortama ısı transferi gerçekleştiğinde kaynama ve yoğuşma olayları gözlemlenir. Örneğin,
KAYNAMALI ISI TRANSFERİ DENEYİ Arş. Gör. Emre MANDEV 1. Giriş Pek çok uygulama alanında sıcak bir ortamdan soğuk bir ortama ısı transferi gerçekleştiğinde kaynama ve yoğuşma olayları gözlemlenir. Örneğin,
Konu Seçimi. Temmuz 2015 Arıza Grafiği. Temmuz Ayı Mekanik Arıza Grafiği. Mekanik Elektrik Kalıp Hidrolik Pnömatik. Kolon Arızaları.
 Konu Seçimi Temmuz 2015 Arıza Grafiği Temmuz Ayı Mekanik Arıza Grafiği 250 200 229 212 140 120 100 124 150 80 100 102 90 60 50 55 40 20 34 24 7 5 0 Mekanik Elektrik Kalıp Hidrolik Pnömatik 0 Buhar Tesisatı
Konu Seçimi Temmuz 2015 Arıza Grafiği Temmuz Ayı Mekanik Arıza Grafiği 250 200 229 212 140 120 100 124 150 80 100 102 90 60 50 55 40 20 34 24 7 5 0 Mekanik Elektrik Kalıp Hidrolik Pnömatik 0 Buhar Tesisatı
İstatistiksel Kalite Kontrol BBY 374 TOPLAM KALİTE YÖNETİMİ 18 NİSAN 2014
 İstatistiksel Kalite Kontrol BBY 374 TOPLAM KALİTE YÖNETİMİ 18 NİSAN 2014 İstatistiksel kalite kontrol o Üretim ve hizmet süreçlerinin ölçülebilir veriler yardımıyla istatistiksel yöntemler kullanılarak
İstatistiksel Kalite Kontrol BBY 374 TOPLAM KALİTE YÖNETİMİ 18 NİSAN 2014 İstatistiksel kalite kontrol o Üretim ve hizmet süreçlerinin ölçülebilir veriler yardımıyla istatistiksel yöntemler kullanılarak
Sıcak Yolluk Dolum Dengesizliklerini düzenleme: Sistematik Yaklaşım
 Sıcak Yolluk Dolum Dengesizliklerini düzenleme: Sistematik Yaklaşım Sistemsiz bir şekilde sorunu gidermeye çalışmak Sorun gidermekten çok zaman kaybı ve hatta belki sonuçların daha da kötü olmasına yol
Sıcak Yolluk Dolum Dengesizliklerini düzenleme: Sistematik Yaklaşım Sistemsiz bir şekilde sorunu gidermeye çalışmak Sorun gidermekten çok zaman kaybı ve hatta belki sonuçların daha da kötü olmasına yol
Şekil 1. Elektrolitik parlatma işleminin şematik gösterimi
 ELEKTROLİTİK PARLATMA VE DAĞLAMA DENEYİN ADI: Elektrolitik Parlatma ve Dağlama DENEYİN AMACI: Elektrolit banyosu içinde bir metalde anodik çözünme yolu ile düzgün ve parlatılmış bir yüzey oluşturmak ve
ELEKTROLİTİK PARLATMA VE DAĞLAMA DENEYİN ADI: Elektrolitik Parlatma ve Dağlama DENEYİN AMACI: Elektrolit banyosu içinde bir metalde anodik çözünme yolu ile düzgün ve parlatılmış bir yüzey oluşturmak ve
THERMAL SPRAY KAPLAMA
 THERMAL SPRAY KAPLAMA ANTİ KOROZYON UYGULAMALARI Tel malzemenin ısıtılıp, eriyik veya yarı eriyik halde, itici gaz aracılığı ile iş parçasına püskürtülmesi ile yapılan kaplamalardır. Thermal Spray sistemleri,
THERMAL SPRAY KAPLAMA ANTİ KOROZYON UYGULAMALARI Tel malzemenin ısıtılıp, eriyik veya yarı eriyik halde, itici gaz aracılığı ile iş parçasına püskürtülmesi ile yapılan kaplamalardır. Thermal Spray sistemleri,
ADB (AIR DISC BRAKES/HAVALI DISK FRENLERI) HATA ARAMASI İÇIN TEMEL ESASLAR. Bakınız 1. c)
 HATA ARAMASI İÇIN TEMEL ESASLAR. Bakınız 1. c)") ADB (AIR DISC BRAKES/HAVALI DISK FRENLERI) HATA ARAMASI İÇIN TEMEL ESASLAR 1. Aşınma farkı 2. Zamanından önce oluşan aşınma 1. Fren kaliperi sıkıştı/kurallara uygun kaymıyor 1/6 temizleyin (lastik manşetlerde
ADB (AIR DISC BRAKES/HAVALI DISK FRENLERI) HATA ARAMASI İÇIN TEMEL ESASLAR 1. Aşınma farkı 2. Zamanından önce oluşan aşınma 1. Fren kaliperi sıkıştı/kurallara uygun kaymıyor 1/6 temizleyin (lastik manşetlerde
ARAŞTIRMA RAPORU. (Kod No: 2012.XXX) Uzman Cengiz Tan Tel: 0.312.210 59 09 e-posta: tancm@metu.edu.tr
 Uzman Cengiz Tan Tel: 0.312.210 59 09 e-posta: tancm@metu.edu.tr") ARAŞTIRMA RAPORU (Kod No: 2012.XXX) Raporu İsteyen : Raporu Hazırlayanlar: Prof. Dr. Bilgehan Ögel Tel: 0.312.210 41 24 e-posta: bogel@metu.edu.tr Uzman Cengiz Tan Tel: 0.312.210 59 09 e-posta: tancm@metu.edu.tr
ARAŞTIRMA RAPORU (Kod No: 2012.XXX) Raporu İsteyen : Raporu Hazırlayanlar: Prof. Dr. Bilgehan Ögel Tel: 0.312.210 41 24 e-posta: bogel@metu.edu.tr Uzman Cengiz Tan Tel: 0.312.210 59 09 e-posta: tancm@metu.edu.tr
ABLATION CASTING. Ege DEMİRTAŞ, Altan TÜRKELİ Marmara Üniversitesi. Mühendislik Fakültesi Metalurji ve Malzeme Mühendisliği Bölümü, İstanbul, Türkiye
 ABLATION CASTING Ege DEMİRTAŞ, Altan TÜRKELİ Marmara Üniversitesi Mühendislik Fakültesi Metalurji ve Malzeme Mühendisliği Bölümü, İstanbul, Türkiye ÖZET Geçtiğimiz on yılın sonlarında geliştirilen Ablation
ABLATION CASTING Ege DEMİRTAŞ, Altan TÜRKELİ Marmara Üniversitesi Mühendislik Fakültesi Metalurji ve Malzeme Mühendisliği Bölümü, İstanbul, Türkiye ÖZET Geçtiğimiz on yılın sonlarında geliştirilen Ablation
KALİTE EKONOMİSİ PROF.DR. AHMET ÇOLAK
 KALİTE EKONOMİSİ PROF.DR. AHMET ÇOLAK TOPLAM KALİTE MALİYETLERİ TOPLAM İÇİNDEKİ PAYI 1.Önleme maliyetleri % 5 2.Ölçme ve Değerleme Maliyetleri % 50 3.Başarısızlık Maliyetleri % 45 3.1.İç Başarısızlık Maliyetleri
KALİTE EKONOMİSİ PROF.DR. AHMET ÇOLAK TOPLAM KALİTE MALİYETLERİ TOPLAM İÇİNDEKİ PAYI 1.Önleme maliyetleri % 5 2.Ölçme ve Değerleme Maliyetleri % 50 3.Başarısızlık Maliyetleri % 45 3.1.İç Başarısızlık Maliyetleri
MAK 401 MAKİNA PROJE DERSİ KONULARI. Prof. Dr. Erdem KOÇ. Doç. Dr. Hakan ÖZCAN
 MAK 401 MAKİNA PROJE DERSİ KONULARI Not: Ders konuları seçilirken aşağıda belirtilen formun doldurulup bölüm sekreterliğine verilmesi gerekmektedir. Prof. Dr. Erdem KOÇ Konu Rüzgar Türbinlerinde Kanat
MAK 401 MAKİNA PROJE DERSİ KONULARI Not: Ders konuları seçilirken aşağıda belirtilen formun doldurulup bölüm sekreterliğine verilmesi gerekmektedir. Prof. Dr. Erdem KOÇ Konu Rüzgar Türbinlerinde Kanat
Metallerde Döküm ve Katılaşma
 2015-2016 Güz Yarıyılı Metalurji Laboratuarı I Metallerde Döküm ve Katılaşma Döküm:Metallerin ısı etkisiyle sıvı hale getirilip uygun şekilli kalıplar içerisinde katılaştırılması işlemidir Döküm Yöntemi
2015-2016 Güz Yarıyılı Metalurji Laboratuarı I Metallerde Döküm ve Katılaşma Döküm:Metallerin ısı etkisiyle sıvı hale getirilip uygun şekilli kalıplar içerisinde katılaştırılması işlemidir Döküm Yöntemi
MMT310 Malzemelerin Mekanik Davranışı 1 Deformasyon ve kırılma mekanizmalarına giriş
 MMT310 Malzemelerin Mekanik Davranışı 1 Deformasyon ve kırılma mekanizmalarına giriş Yrd. Doç. Dr. Ersoy Erişir 2012-2013 Bahar Yarıyılı 1. Deformasyon ve kırılma mekanizmalarına giriş 1.1. Deformasyon
MMT310 Malzemelerin Mekanik Davranışı 1 Deformasyon ve kırılma mekanizmalarına giriş Yrd. Doç. Dr. Ersoy Erişir 2012-2013 Bahar Yarıyılı 1. Deformasyon ve kırılma mekanizmalarına giriş 1.1. Deformasyon
METAL KESİM ŞERİT TESTERELERİ
 METAL KESİM ŞERİT TESTERELERİ Busatec leri temel olarak özel alaşımlı çelikten oluşan iki bileşenli bir malzemedir. Son derece esnek, yaklaşık 50 HRC taşıyıcı malzeme ile HSS malzemenin elektro kaynak
METAL KESİM ŞERİT TESTERELERİ Busatec leri temel olarak özel alaşımlı çelikten oluşan iki bileşenli bir malzemedir. Son derece esnek, yaklaşık 50 HRC taşıyıcı malzeme ile HSS malzemenin elektro kaynak
DÖKÜM TEKNOLOJİSİ UYGULAMALARI - 2. Dr.Çağlar Yüksel ATATÜRK ÜNİVERSİTESİ METALURJİ ve MALZEME MÜHENDİSLİĞİ BÖLÜMÜ
 DÖKÜM TEKNOLOJİSİ UYGULAMALARI - 2 Dr.Çağlar Yüksel ATATÜRK ÜNİVERSİTESİ METALURJİ ve MALZEME MÜHENDİSLİĞİ BÖLÜMÜ 1. Çekilme Boşluğu ve Yönlenmiş Katılaşma Katılaşan metaldeki çekilme/büzülme başlıca üç
DÖKÜM TEKNOLOJİSİ UYGULAMALARI - 2 Dr.Çağlar Yüksel ATATÜRK ÜNİVERSİTESİ METALURJİ ve MALZEME MÜHENDİSLİĞİ BÖLÜMÜ 1. Çekilme Boşluğu ve Yönlenmiş Katılaşma Katılaşan metaldeki çekilme/büzülme başlıca üç
Faz kavramı. Kristal yapılı malzemelerin iç yapılarında homojen ve belirli özellikler gösteren bölgelere faz (phase) adı verilir.
 adı verilir.") Faz kavramı Kristal yapılı malzemelerin iç yapılarında homojen ve belirli özellikler gösteren bölgelere faz (phase) adı verilir. Fazlar; bu atom düzenlerinden ve toplam iç yapıda bu fazların oluşturdukları
Faz kavramı Kristal yapılı malzemelerin iç yapılarında homojen ve belirli özellikler gösteren bölgelere faz (phase) adı verilir. Fazlar; bu atom düzenlerinden ve toplam iç yapıda bu fazların oluşturdukları
SÜREKLİ İYİLEŞTİRME. Kalite güvence için uygunsuzluk yönetimi. Görev
 SÜREKLİ İYİLEŞTİRME Kalite güvence için uygunsuzluk yönetimi Görev Uygunsuzluk yönetiminde proaktif yaklaşım. Günümüz rekabetçi ortamında işletmelerin en önemli hedeflerinden birisi verimliliği artırmak
SÜREKLİ İYİLEŞTİRME Kalite güvence için uygunsuzluk yönetimi Görev Uygunsuzluk yönetiminde proaktif yaklaşım. Günümüz rekabetçi ortamında işletmelerin en önemli hedeflerinden birisi verimliliği artırmak
BESLEYİCİ KAYNAKLI DÖKÜM HATALARI
 BESLEYİCİ KAYNAKLI DÖKÜM HATALARI Haydar KAHRAMAN *,**, İbrahim Hayri KESER *,**, Mithat Kemal TOZAN ***, Ümit CÖCEN * * Dokuz Eylül Üniversitesi Metalurji ve Malzeme Mühendisliği, İzmir, Türkiye ** Dokuz
BESLEYİCİ KAYNAKLI DÖKÜM HATALARI Haydar KAHRAMAN *,**, İbrahim Hayri KESER *,**, Mithat Kemal TOZAN ***, Ümit CÖCEN * * Dokuz Eylül Üniversitesi Metalurji ve Malzeme Mühendisliği, İzmir, Türkiye ** Dokuz
KOROZYON DERS NOTU. Doç. Dr. A. Fatih YETİM 2015
 KOROZYON DERS NOTU Doç. Dr. A. Fatih YETİM 2015 v Korozyon nedir? v Korozyon nasıl oluşur? v Korozyon çeşitleri nelerdir? v Korozyona sebep olan etkenler nelerdir? v Korozyon nasıl önlenebilir? Korozyon
KOROZYON DERS NOTU Doç. Dr. A. Fatih YETİM 2015 v Korozyon nedir? v Korozyon nasıl oluşur? v Korozyon çeşitleri nelerdir? v Korozyona sebep olan etkenler nelerdir? v Korozyon nasıl önlenebilir? Korozyon
2-C- BAKIR VE ALAŞIMLARININ ISIL İŞLEMLERİ 2-C-3 MARTENSİTİK SU VERME(*)
") 2-C- BAKIR VE ALAŞIMLARININ ISIL İŞLEMLERİ 2-C-3 MARTENSİTİK SU VERME(*) Sınai bakırlı alaşımlar arasında sadece soğukta iki veya çok fazlı alüminyumlu bakırlar pratik olarak mantensitik su almaya yatkındırlar.
2-C- BAKIR VE ALAŞIMLARININ ISIL İŞLEMLERİ 2-C-3 MARTENSİTİK SU VERME(*) Sınai bakırlı alaşımlar arasında sadece soğukta iki veya çok fazlı alüminyumlu bakırlar pratik olarak mantensitik su almaya yatkındırlar.
YORULMA HASARLARI Y r o u r l u m a ne n dir i?
 YORULMA HASARLARI 1 Yorulma nedir? Malzemenin tekrarlı yüklere maruz kalması, belli bir tekrar sayısından sonra yüzeyde çatlak oluşması, bunu takip eden kopma olayı ile malzemenin son bulmasına YORULMA
YORULMA HASARLARI 1 Yorulma nedir? Malzemenin tekrarlı yüklere maruz kalması, belli bir tekrar sayısından sonra yüzeyde çatlak oluşması, bunu takip eden kopma olayı ile malzemenin son bulmasına YORULMA
THE PRODUCTION OF AA5049 ALLOY SHEETS BY TWIN ROLL CASTING
 AA5049 ALÜMİNYUM ALAŞIMI LEVHALARIN İKİZ MERDANELİ SÜREKLİ DÖKÜM TEKNİĞİ İLE ÜRETİMİ Koray TURBALIOĞLU Teknik Alüminyum San. A.Ş., İstanbul koray.turbalioglu@teknikaluminyum.com.tr ÖZET AA5049 alaşımı
AA5049 ALÜMİNYUM ALAŞIMI LEVHALARIN İKİZ MERDANELİ SÜREKLİ DÖKÜM TEKNİĞİ İLE ÜRETİMİ Koray TURBALIOĞLU Teknik Alüminyum San. A.Ş., İstanbul koray.turbalioglu@teknikaluminyum.com.tr ÖZET AA5049 alaşımı
4. SINIF FEN VE TEKNOLOJİ DERSİ II. DÖNEM GEZEGENİMİZ DÜNYA ÜNİTESİ SORU CEVAP ÇALIŞMASI
 4. SINIF FEN VE TEKNOLOJİ DERSİ II. DÖNEM GEZEGENİMİZ DÜNYA ÜNİTESİ SORU CEVAP ÇALIŞMASI 1. Dünya mızın şekli neye benzer? Dünyamızın şekli küreye benzer. 2. Dünya mızın şekli ile ilgili örnekler veriniz.
4. SINIF FEN VE TEKNOLOJİ DERSİ II. DÖNEM GEZEGENİMİZ DÜNYA ÜNİTESİ SORU CEVAP ÇALIŞMASI 1. Dünya mızın şekli neye benzer? Dünyamızın şekli küreye benzer. 2. Dünya mızın şekli ile ilgili örnekler veriniz.
Deney Sorumlusu: Araş. Gör. Oğuzhan DEMİR İlgili Öğretim Üyesi: Doç. Dr. Harun MİNDİVAN METALOGRAFİ DENEYİ
 Deney Sorumlusu: Araş. Gör. Oğuzhan DEMİR İlgili Öğretim Üyesi: Doç. Dr. Harun MİNDİVAN METALOGRAFİ DENEYİ 1. DENEYİN AMACI Metalografik yöntem ile malzemelerin geçmişte gördüğü işlemler, sahip olduğu
Deney Sorumlusu: Araş. Gör. Oğuzhan DEMİR İlgili Öğretim Üyesi: Doç. Dr. Harun MİNDİVAN METALOGRAFİ DENEYİ 1. DENEYİN AMACI Metalografik yöntem ile malzemelerin geçmişte gördüğü işlemler, sahip olduğu
Plastik Şekil Verme
 Plastik Şekil Verme 31.10.2018 1 HADDELEME Malzemeleri, eksenleri etrafında dönen iki silindir arasından geçirerek yapılan plastik şekil verme işlemine haddeleme denir. Haddeleme, plastik şekillendirme
Plastik Şekil Verme 31.10.2018 1 HADDELEME Malzemeleri, eksenleri etrafında dönen iki silindir arasından geçirerek yapılan plastik şekil verme işlemine haddeleme denir. Haddeleme, plastik şekillendirme
Yüzey Pürüzlülüğü Ölçüm Deneyi
 Yüzey Pürüzlülüğü Ölçüm Deneyi 1 İşlenmiş yüzeylerin kalitesi, tasarımda verilen ölçülerdeki hassasiyetin elde edilmesi ile karakterize edilir. Her bir işleme operasyonu, kesme takımından kaynaklanan düzensizlikler
Yüzey Pürüzlülüğü Ölçüm Deneyi 1 İşlenmiş yüzeylerin kalitesi, tasarımda verilen ölçülerdeki hassasiyetin elde edilmesi ile karakterize edilir. Her bir işleme operasyonu, kesme takımından kaynaklanan düzensizlikler
Kaybolan Köpük Yöntemi Kullanılarak Al-Si Alaşımlarının Akışkanlığının İncelenmesi
 2015 İstanbul ALUS'07 7. Alüminyum Sempozyumu - 7th Aluminium Symposiuırn Kaybolan Köpük Yöntemi Kullanılarak Al-Si Alaşımlarının Akışkanlığının İncelenmesi Fluidity of Lost Foam Cast Al-Si Alloys Nazlıcan
2015 İstanbul ALUS'07 7. Alüminyum Sempozyumu - 7th Aluminium Symposiuırn Kaybolan Köpük Yöntemi Kullanılarak Al-Si Alaşımlarının Akışkanlığının İncelenmesi Fluidity of Lost Foam Cast Al-Si Alloys Nazlıcan
REXAM KALĐTE KAIZEN
 REXAM 2013-2014 KALĐTE KAIZEN EMEĞĐN MÜKEMMELLĐĞE DÖNÜŞTÜĞÜ YER HAZIRLAYAN : UĞUR ÖZÇELĐK GÖREVĐ : KALĐTE GÜVENCE YÖNETĐCĐSĐ 1 KONU SEÇİMİ HEDEF Kalıp çizilmesi kaynaklı bloke ürünlerin sayısındaki artış,
REXAM 2013-2014 KALĐTE KAIZEN EMEĞĐN MÜKEMMELLĐĞE DÖNÜŞTÜĞÜ YER HAZIRLAYAN : UĞUR ÖZÇELĐK GÖREVĐ : KALĐTE GÜVENCE YÖNETĐCĐSĐ 1 KONU SEÇİMİ HEDEF Kalıp çizilmesi kaynaklı bloke ürünlerin sayısındaki artış,
A.I.3 TÜRK STANDARDLARI
 A.I.3 TÜRK STANDARDLARI Yüzey pürüzlülüğü konusunda başlıca Türk Standartları: TS 971.- Yüzey pürüzlülüğü - Parametreler ve pürüzlülük kuralları TS 2578.- Pürüzlülük karşılaştırma numuneleri. Bölüm 1:
A.I.3 TÜRK STANDARDLARI Yüzey pürüzlülüğü konusunda başlıca Türk Standartları: TS 971.- Yüzey pürüzlülüğü - Parametreler ve pürüzlülük kuralları TS 2578.- Pürüzlülük karşılaştırma numuneleri. Bölüm 1:
Faaliyet Konularımız:
 Komple Sistemler Faaliyet Konularımız: Isı Transfer Bölümü Plakalı Isı Eşanjörleri Lehimli Isı Eşanjörleri Daire İstasyonları Borulu ve Tübüler Eşanjörler Komple Sistemler Basınçlı Kaplar Bölümü Boylerler
Komple Sistemler Faaliyet Konularımız: Isı Transfer Bölümü Plakalı Isı Eşanjörleri Lehimli Isı Eşanjörleri Daire İstasyonları Borulu ve Tübüler Eşanjörler Komple Sistemler Basınçlı Kaplar Bölümü Boylerler
FZM 220. Malzeme Bilimine Giriş
 FZM 220 Yapı Karakterizasyon Özellikler İşleme Performans Prof. Dr. İlker DİNÇER Fakültesi, Fizik Mühendisliği Bölümü 1 Ders Hakkında FZM 220 Dersinin Amacı Bu dersin amacı, fizik mühendisliği öğrencilerine,
FZM 220 Yapı Karakterizasyon Özellikler İşleme Performans Prof. Dr. İlker DİNÇER Fakültesi, Fizik Mühendisliği Bölümü 1 Ders Hakkında FZM 220 Dersinin Amacı Bu dersin amacı, fizik mühendisliği öğrencilerine,
Tozların Şekillendirilmesi ve Sinterleme Yrd. Doç. Dr. Rıdvan YAMANOĞLU
 Tozların Şekillendirilmesi ve Sinterleme Yrd. Doç. Dr. Rıdvan YAMANOĞLU Tozların Şekillendirilmesi Toz metalurjisinin çoğu uygulamalarında nihai ürün açısından yüksek yoğunluk öncelikli bir kavramdır.
Tozların Şekillendirilmesi ve Sinterleme Yrd. Doç. Dr. Rıdvan YAMANOĞLU Tozların Şekillendirilmesi Toz metalurjisinin çoğu uygulamalarında nihai ürün açısından yüksek yoğunluk öncelikli bir kavramdır.
MalzemelerinMekanik Özellikleri II
 MalzemelerinMekanik Özellikleri II Doç.Dr. Derya Dışpınar deryad@istanbul.edu.tr 2014 Sünek davranış Griffith, camlarileyaptığıbuçalışmada, tamamengevrekmalzemelerielealmıştır Sünekdavranışgösterenmalzemelerde,
MalzemelerinMekanik Özellikleri II Doç.Dr. Derya Dışpınar deryad@istanbul.edu.tr 2014 Sünek davranış Griffith, camlarileyaptığıbuçalışmada, tamamengevrekmalzemelerielealmıştır Sünekdavranışgösterenmalzemelerde,
DENEY 2 KESME HIZININ YÜZEY PÜRÜZLÜLÜĞÜNE ETKİSİNİN İNCELENMESİ
 Kesme Hızının Yüzey Pürüzlülüğüne Etkisinin İncelenmesi 1/5 DENEY 2 KESME HIZININ YÜZEY PÜRÜZLÜLÜĞÜNE ETKİSİNİN İNCELENMESİ 1. AMAÇ Bu deneyin amacı; üretilen parçaların yüzey pürüzlülüğünü belirlemek
Kesme Hızının Yüzey Pürüzlülüğüne Etkisinin İncelenmesi 1/5 DENEY 2 KESME HIZININ YÜZEY PÜRÜZLÜLÜĞÜNE ETKİSİNİN İNCELENMESİ 1. AMAÇ Bu deneyin amacı; üretilen parçaların yüzey pürüzlülüğünü belirlemek
Analiz ve Kıyaslama Sistemi
 Analiz ve Kıyaslama Sistemi Analiz Kıyaslama Raporu (? pgi=5&tabpg=4&arn=99506&oka=0) Puan Karşılaştırma Raporu (? pgi=5&tabpg=5&arn=99506&oka=0) Düzeltici Faaliyet Takip Raporu (? pgi=5&tabpg=7&arn=99506&oka
Analiz ve Kıyaslama Sistemi Analiz Kıyaslama Raporu (? pgi=5&tabpg=4&arn=99506&oka=0) Puan Karşılaştırma Raporu (? pgi=5&tabpg=5&arn=99506&oka=0) Düzeltici Faaliyet Takip Raporu (? pgi=5&tabpg=7&arn=99506&oka
Kılavuzumuz en son teknoloji kullanılarak üretilmiş olan cihazınızı güven ve maksimum verimle kullanmanıza yardımcı olmak amacıyla hazırlanmıştır.
 Değerli Müşterimiz, Hedefimiz, modern tesislerimizde, dikkatli bir şekilde üretilen, özel olarak test edilen, beklentilerinizin de ötesinde kaliteli ürünler üretmektir. Kılavuzumuz en son teknoloji kullanılarak
Değerli Müşterimiz, Hedefimiz, modern tesislerimizde, dikkatli bir şekilde üretilen, özel olarak test edilen, beklentilerinizin de ötesinde kaliteli ürünler üretmektir. Kılavuzumuz en son teknoloji kullanılarak