TAŞIT TEKNOLOJİSİ MARMARA ÜNİVERSİTESİ TEKNOLOJİ FAKÜLTESİ GÖVDE (KAROSER/İ/ - KAPORTA) BİRLESTİRME/BAGLANTI TAMAMLAMA BOYAMA
|
|
|
- Aygül Melek Akşit
- 8 yıl önce
- İzleme sayısı:
Transkript
1 Yrd. Doç. Dr. Abdullah DEMİR MARMARA ÜNİVERSİTESİ TEKNOLOJİ FAKÜLTESİ TAŞIT TEKNOLOJİSİ GÖVDE (KAROSER/İ/ - KAPORTA) BİRLESTİRME/BAGLANTI TAMAMLAMA BOYAMA
")
2 Audi Q7 Servis Eğitimi İşlem Görmemiş Karoseri


3 Cıvatalı Birleştirme: Kolayca sökülebilir, çeşitli türdeki malzemeler birleştirilir. Fakat iş parçasının kesit alanına açılan delikler iş parçasını zayıflatır. Pahalı imalattır. Kaynaklı Birleştirme: Vidalarda olduğu gibi kesit alanı azalması yoktur. Yüzey bindirmesine gerek yoktur. Yüksek dayanımlıdır. Vida bağlantısına kıyasla daha ucuzdur. Sadece aynı tür malzemeler birleştirilir. Yüksek ısıl gerilmeler ve iş parçası deformasyonu olur. Lehimli Birleştirmeler: Çeşitli tür malzemeler bağlanabilir. Kaynağa göre daha düşük ısıl gerilmeler meydana gelir. Yumuşak lehim bağlantısının mukavemeti çok düşüktür. Sert lehim bağlantısının mukavemeti kaynağa kıyasla daha düşüktür. Pahalıdır. Yapıştırmalı birleştirmeler: Çeşitli tür malzemeler birleştirilir. Isıl gerilmeler oluşur. Dokusal değişme olmaz. Düşük üretim maliyetlidir. Sertleşme için bekleme süresi gereklidir. Düşük dayanımlıdır. Yüksek işletme sıcaklıkları için uygun değildir.


4 KAYNAK: İki malzemenin, ısı veya basınç veya her ikisini kullanarak, bir malzemeye ilave ederek veya etmeden birleştirme işlemidir. NOKTA KAYNAĞI: İki kaynak elektrotu arasında belirli bir basınç altında sıkıştırılan malzemelerin, elektrik akımının etkisiyle ısınan nokta ya da noktalarındaki malzemenin ergitilip basınç altında soğutulması yöntemi ile yapılan elektrik direnç kaynağıdır. TOZ/GAZ ALTI KAYNAĞI: Kaynak banyosunun, arkının ve elektrot ucunun, koruyucu bir toz ya da gaz katmanı ile havadaki gazların olumsuz etkilerinden korunması yöntemiyle yapılan elektrik kaynağını ifade eder.

5 KAYNAK - SINIFLANDIRMA Erkan Komaç, Askaynak Teknik Eğitim El Kitabı Kaynak, 2009

6 GAZ KORUMALI TUNGUSTEN ELEKTRİK ARK KAYNAĞI (TIG) (GTAW- Gas Tungusten Electrode Arc Welding) TIG kaynağı (bazı kaynaklarda WIG wolfram inert gaz- olarak geçmektedir) kaynak için gerekli ısının, tükenmeyen bir elektrod ile iş parçası arasında oluşan ark sayesinde ortaya çıktığı bir ark kaynak yöntemdir. Kaynak bölgesine hiç ilave metal verilmeden sadece kaynak edilecek ana metal veya metaller eritilerek yapılabildiği gibi, erimeyen tungusten elektrod ile oluşturulan ark bölgesine ayrıca ilave metal tel beslenerek de kaynak metali oluşturulur. Elektrod, kaynak banyosu, ark ve iş parçasının kaynağa yakın bölgeleri, atmosferin zararlı etkilerinden kaynak torcundan gelen gaz (argon, helyum veya argon helyum karışımı) tarafından korunur. Gaz, kaynak bölgesini tam olarak koruyabilmelidir, aksi taktirde çok küçük bir hava girişi dahi kaynak metalinde hataya neden olur. TIG: Tungusten erimeyen elektrod; Inert (asal); Gaz koruması altında kaynak yöntemi. (Kullanılan gaz çoğunlukla Argon gazı olmakla birlikte, özel bazı uygulamalarda Helyum veya Argon Helyum karışımı gazlarda kullanılır.) Erkan Komaç, Askaynak Teknik Eğitim El Kitabı Kaynak, 2009



7 GAZ KORUMALI METAL ELEKTRİK ARK KAYNAĞI (MIG / MAG) (GMAW- Gas Metal Arc Welding) Gazaltı kaynağı (MIG / MAG), kaynak için gerekli ısının, tükenen bir elektrod ile iş parçası arasında oluşan ark sayesinde ortaya çıktığı bir ark kaynak yöntemdir. Kaynak bölgesine sürekli şekilde beslenen (sürülen), masif haldeki tel elektrod ergiyerek tükendikçe kaynak metalini oluşturur. Elektrod, kaynak banyosu, ark ve iş parçasının kaynağa yakın bölgeleri, atmosferin zararlı etkilerinden kaynak torcundan gelen gaz veya karışım gazlar tarafından korunur. Gaz, kaynak bölgesini tam olarak koruyabilmelidir, aksi taktirde çok küçük bir hava girişi dahi kaynak metalinde hataya neden olur. Erkan Komaç, Askaynak Teknik Eğitim El Kitabı Kaynak, 2009


 amounts to 4420 mm.")
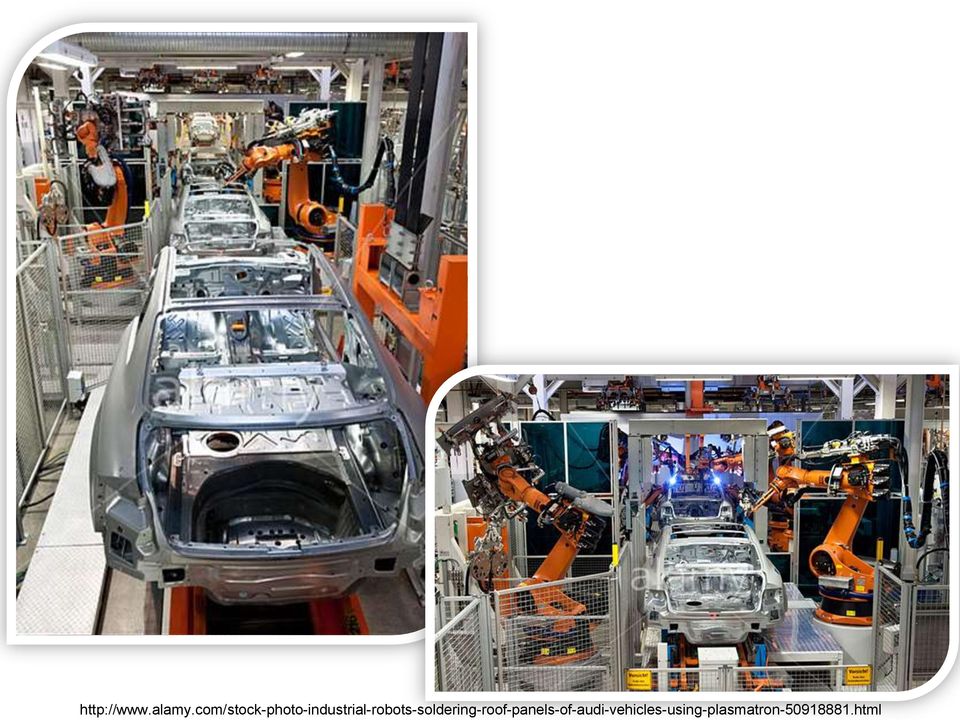
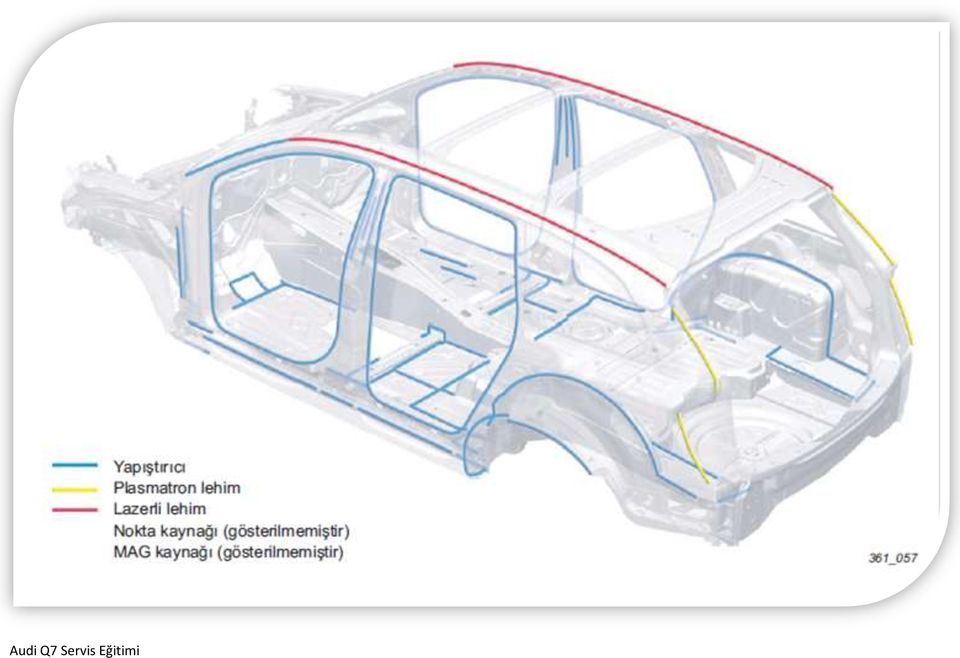
8 Yeni nesil araçlarda kullanılan bağlantı teknikleri: Audi Q7 Servis Eğitimi Joining techniques In order to meet the high demands with regard to body rigidity, crash safety and optimised production processes, the following joining techniques are employed on the Audi Q7: Spot welding Spot weld bonding MAG welding Laser soldering Plasmatron soldering The joining technique most frequently employed for areas subject to high loads is spot weld bonding using a structural adhesive. The bonded joints, with a length of mm, comprise 5403 spot welds. The total length of the laser-soldered joints (seamless joints between roof and side frame) amounts to 4420 mm. As with the Audi A3 Sportback and the Audi A6 Avant '05, the side panel and the rain channel are joined using plasmatron soldering. Like laser soldering, this technique ensures a high-quality and a virtually invisible seam. The length of the left and right joints amounts to 1438 mm. The length of the MAG welded joints, used in areas which are inaccessible using welding tongs, amounts to mm.
 amounts to 4420 mm.")
9 Reading Text: PLASMATRON -BRAZING When welding coated sheet metals, the ascending zinc steam causes a contamination of the cathode and the nozzle. That is the reason why brazing with proper additional materials is advantageous. When brazing with additional materials, the melting point of the solder is marginally above the melting point of the zinc. So only a little amount of zinc steam will be released. Excellent results can be achieved with the CuSi3-solder. Copper does not harden during Plasmatron welding and so a joint of this kind remains elastic. From samples taken of the load alternation strain, it is known that a rupture takes place in the basic material and not in the soldered joint. Furthermore the solder permeates much deeper into the joining gap, than in other welding procedures. The CuSi3 solder forms sealed, constant edge terminations and very smooth surfaces that are absolutely sealed. At a speed of around 3 m/min., the distortion in the carbody sheet is completely stopped. Additional material of diameters of up to 1.6 mm can be used. Under the influence of the plasma, the zinc layer is temporary heated up to 900 C without damaging this layer. The Plasmatron process is completely free of splashes. Plasmatron compared to a diode-pumped 4,5 kw-laser, at a maximum working speed of 2 m/min, showed a two times deeper fusion penetration. In this comparison, only the process was changed and the clamping devices and the material remained unchanged.


10 Reading Text: PLASMATRON LIGHT METAL WELDING In most cases in the light metal area, AC-welding is used. This allows welding with a minimum of preparation, that means no cutting pretreatment of the joining areas, directly before the welding operation, and no oxide skin removal is necessary. For the Plasmatron AC-welding it is only necessary to combine the standard torch with a special nozzle designed for ACwelding. Before the welding operation, the cathode has to be correctly formatted. With the special nozzle the plasma beam can be focused accordingly to the application. Another development by INOCON Technology is the light metal minus pole welding. For this application the standard torch is used without any special formatting of the cathode. By the use of this system, on well weldable alloys (AlMg3, AlMg4,5Mn) it is possible to get very fine welds. For alloys that are difficult to weld, pretests in the Plasmatron laboratory can be done.

11

12 Soldering and Brazing Classified as thermal procedures, soldering and brazing are not only applied to join parts, but also to coat them. This is achieved by creating a liquid phase between the parts or on the surface of the one part. Besides mechanical applications soldering is the most important joining technology in electric engineering. The range of operating temperature splits the group of soldering and brazing into three subgroups. If the liquidus temperature, which is the temperature where all phases of the solder are completely molten, is in the scope below 450 C, the process is called soldering. Temperatures in the interval between 450 C and 900 C are characteristic for brazing, while a brazing solder temperature of more than 900 C refers to high-temperature brazing. The main difference between soldering respectively brazing and welding is the lower temperature. With soldering and brazing the solidus temperature of the material of the parts is not reached, instead either there is only diffusion taking place at their boundary layers, or an added solder is melting, having much lower solidus and liquidus temperatures than and being not of the same kind as the main materials. The established connection is firmly bonded and of a chemical type, creating a new crystal lattice either from diffused material or solder (Matthes & Riedel, 2003, p. 94 ff.). Julius F. Klinger; Automotive Body Structure Assembly Mass & Cost Saving Potential of Laser Welding Compared to Spot Welding; Master Thesis in Vehicle Engineering; TRITA-AVE 2012:04 - ISSN

13 Reading Text: Soldering: Soldering usually uses solder which contains zinc, tin or lead (Spur & Stöferle, 1986, p. 408) and is divided into five subcategories. Applying solder onto a part with the help of a rotating roll is called soldering by solid bodies. Soldering by liquids refers to all procedures, which have the part to be covered with solder or the parts, which are to be joined by soldering, come into direct contact with the soldering bath. Some methods have the solid solder and the parts brought into position and then melt the solder by heating up the parts by fire, having a hot air current pass by the set up or heating the assembly by convection in a gas furnace, classifying those procedures as soldering by gas. Soldering by ray refers to the required soldering heat being created by a non coherent light beam. The last soldering process is carried out by electric current. The electric power is converted to soldering heat by induction or resistance or by convection, thermal radiation or heat conduction in an electrical furnace. Brazing: The higher temperatures involving brazing processes mainly use silver-, copper-or aluminum-based solders. Brazing by liquids, gases, rays and electric current are similar to the equivalent soldering processes. But the methods not able to create the required high operating temperature are of course excluded, while other methods like using coherent light beams or more advanced electrical furnace technologies are supplementing the category. An additional subgroup is brazing by electrical gas discharge, which contains arc brazing, an application with increasing importance to joining coated thin sheets in the automotive industry (Matthes & Riedel, 2003, p. 44 ff.). For high temperature brazing, nickel-, copper- as well as noble metalbased solders are typical. Due to the high temperature only brazing by ray and by electrical current are applicable, similar to the previously mentioned normal brazing procedures, but carried out in a vacuum or shielding gas environment. In contrast to most soldering or brazing joints, these connections actually are capable of reaching the strength level of the base materials (Spur & Stöferle, 1986, p. 443). Julius F. Klinger; Automotive Body Structure Assembly Mass & Cost Saving Potential of Laser Welding Compared to Spot Welding; Master Thesis in Vehicle Engineering; TRITA-AVE 2012:04 - ISSN

14 Audi Q7 Servis Eğitimi

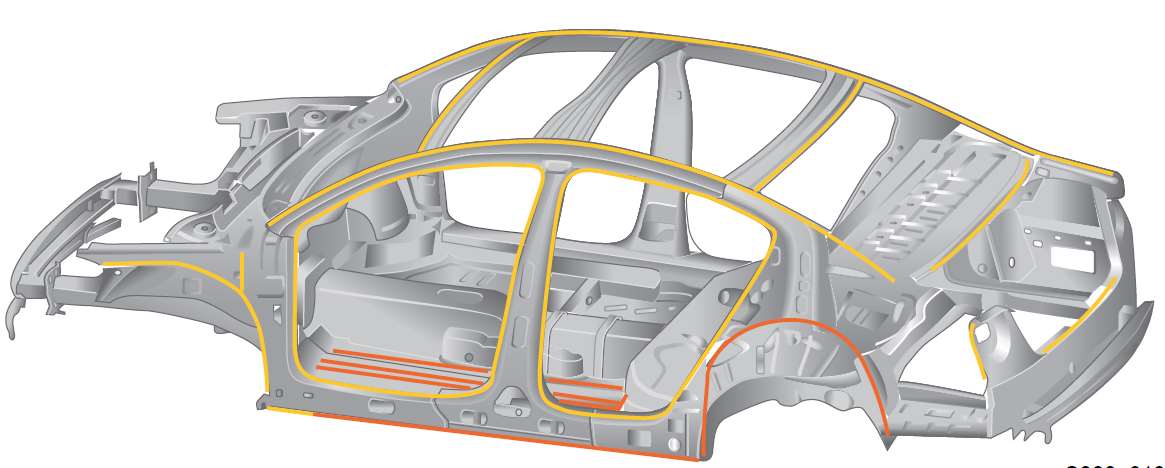
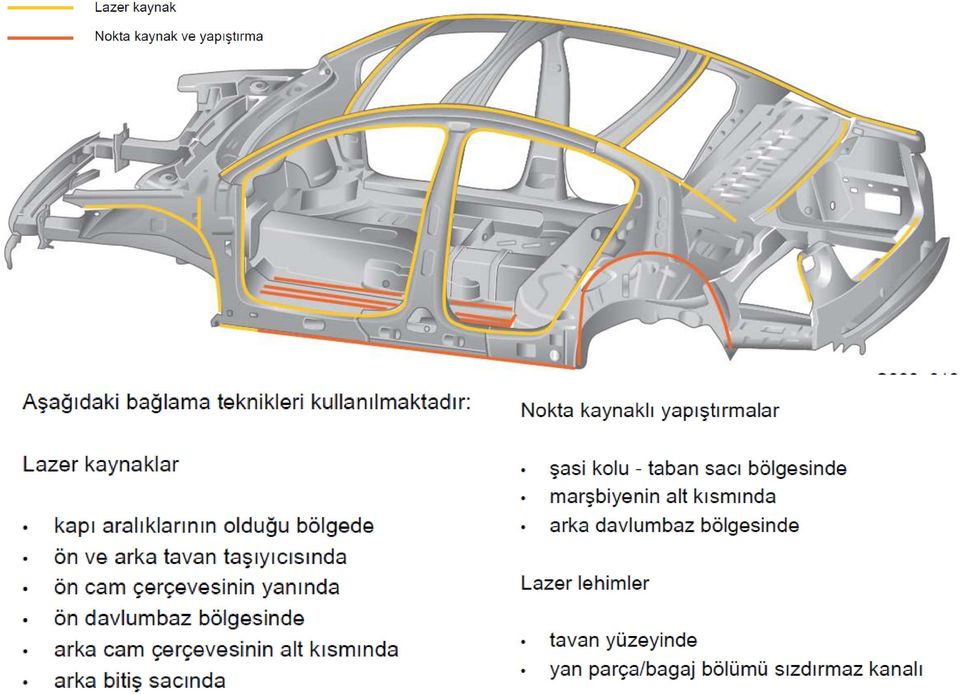
15 Kaynak ve Yapıstırma - Ör: 2006 Model Passat Bağlama teknikleri: Lazer kaynak ve lehim bağlantılarının noktasal kaynak yapıştırma bağlantılarının kullanımıyla çarpışma anında karoserinin yapısı sağlamlaştırılmıştır.

16
17 Figure: A typical sub - assembly flow within a body- weld line Mohammed A. Omar; THE AUTOMOTIVE BODY MANUFACTURING SYSTEMS AND PROCESSES John Wiley & Sons Ltd. ISBN:


18 GÖVDE YÜZEYİ ve BOYA

19 Body Surface Corrosion protection Allowance must be made for corrosion protection as early as during the body design phase. Corrosion protection measures: Minimize flanged joints, sharp edges and corners, Avoid areas where dirt and humidity can accumulate, Provide holes for pretreatment and electrophoretic enameling, Provide good accessibility for the application of corrosion inhibitor, Allow for ventilation of hollow spaces, Prevent the penetration of dirt and water to the greatest extent possible; provide water drain openings, Minimize the area of the body exposed to stone-chip throw, Prevent contact corrosion. Precoated sheet steel (inorganic zinc, electrolytically galvanized, hot-dip galvanized) is often used for those components which are particularly endangered, such as doors and load-bearing members at the front of the vehicle. Particularly inaccessible structural areas are coated with spot-welding paste (PVC or epoxy adhesive, approx m seam length per vehicle) prior to assembly. Kaynak: Automotive Handbook, Bosch

20 Kaynak: Audi, Aracın Boyanması Ön Hazırlık


21 Kaynak: Audi, Aracın Boyanması Ön Hazırlık
22 Kaynak: Audi, Aracın Boyanması Ön Hazırlık
23 Kaynak: Audi, Aracın Boyanması Ön Hazırlık Elektrolitik çelik oksidasyonu

24 Kaynak: Audi, Aracın Boyanması Ön Hazırlık

25 Kaynak: Audi, Aracın Boyanması Ön Hazırlık Mohs un sertlik skalası
26 Kaynak: Audi, Aracın Boyanması Ön Hazırlık
27 Kaynak: Audi, Aracın Boyanması Ön Hazırlık
28 Kaynak: Audi, Aracın Boyanması Ön Hazırlık
29 Kaynak: Audi, Aracın Boyanması Ön Hazırlık


30 Kaynak: Audi, Aracın Boyanması Ön Hazırlık
31 Kaynak: Audi, Aracın Boyanması Ön Hazırlık
32 Kaynak: Audi, Aracın Boyanması Ön Hazırlık
33 Kaynak: Audi, Aracın Boyanması Ön Hazırlık Boyanın bileşenleri
34 Pigmentler Kaynak: Audi, Aracın Boyanması Ön Hazırlık
35 Kaynak: Audi, Aracın Boyanması Ön Hazırlık
36 Kaynak: Audi, Aracın Boyanması Ön Hazırlık Solventler

37 SU VE SOLVENT BAZLI BOYALAR
, 2. Yüksek renk, yüzey ve görüntü kalitesi (Parlaklık, pürüzsüzlük), 3.")
38 SU BAZLI BOYA KULLANIMI Su bazlı boya uygulamaları, pek çok otomotiv firmasının kullandığı çevresel atıkları aza indirgemek ve daha görünüşü dolgun araçlar üretebilmek için kullanılan boya uygulama sistemidir. Su bazlı boyanın avantajları nelerdir? 1. Çevreye yayılan zararlı kimyasal atık oranı oldukça düşüktür (Tiner), 2. Yüksek renk, yüzey ve görüntü kalitesi (Parlaklık, pürüzsüzlük), 3. Uygulama bakımından, solvent bazlılar ile benzer uygulama, 4. Az deneyimliler için kolay öğrenebilme, uygulama kolaylığı 5. Kurulumunda asgari değişiklik. Su bazlı boyanın dezavantajları nelerdir? Boya kuruma süresi uzun. Bu nedenle ekstra hava akışına ihtiyaç vardır. İşlem yapılırken normalden fazla temizliğe ihtiyaç vardır. Yaş boya üzerinden renk kontrolü yapılamaz ancak boyanın bir plaka üzerine uygulanmış ve kurumuş olması gereklidir. Yaş boya ile kurumuş boya arasında renk farkı çok fazladır. 0 o C nin altında depolanırsa boya jelleşir (Su içerdiğinden donma sorunu oluşabilir). Bu nedenle stoklama 5~25 o C arasında olması önerilmektedir. Kaynak: Su Bazlı Boya Kullanımı, ERA ve MATRIX Servis Bülteni,
.")
39 Su bazlı boyanın dezavantajları nelerdir? (dvm.) Rafta bekleme süresi bileşenlerine göre değişir ve maksimum 12 ay ön görülmektedir. Solventlilerde maksimum süre 24 aydır. Su bazlı da opak renk var ama üzerine solvent bazlı vernik atılmadan kullanılamaz. Solventliye göre su bazlının maliyeti % 10 fazladır (Boya birim maliyeti de yüksektir.). Krater ve pinhol problemlerine karşı su bazlı boyalar daha hassastır. Boya, ekipman ve çevre şartlarının temizliğine azami önem verilmelidir. Yama süresi ve renk uyumu daha zordur. Mevcut solvent bazlı boyahane su bazlıya çevrilmek istenirse ne gibi değişiklikler yapılmalıdır? Çok fazla bir değişiklik gerekmez Boyahane nin çok temiz olması gereklidir. Solvent bazlı boyaya göre çok daha fazla hassas bir boya tipidir, pisliği gösterir. Boya tabancaları değişmelidir. Suya dayanıklı tip alaşımdan yapılmış bir tabanca tipi seçilmelidir. Meme çapı solvent tabancaya göre daha büyüktür. El aletleri için ayrı bir yıkama makinesi alınmalıdır. Hava üfleyicisi jetler ve venturi denilen ekstra hava hızlandırıcılar alınmalıdır. Kaynak: Su Bazlı Boya Kullanımı, ERA ve MATRIX Servis Bülteni,

40 OKUMA METNİ Pinhol problemi: Pinhol, yaş boya içinde oluşan gaz kabarcıklarının, filmin kuruması sürecinde filmi terketmesi ve yükselen viskozitesi nedeniyle, kabarcıkların çıkışı sırasında oluşan yırtılma izlerinin yayılmayla kapanmaması sonucunda oluşan bir boya film kusurudur. Aynı gaz kabarcıklarının film içinde yükselmesi, kurumanın daha geç bir aşamasında gerçekleşirse, yükselen film viskozitesi, kabarcığın filmi terketmesine engel olur. Bu durumda, film yüzeyinde, patlamamış gaz kabarcıkları oluşur. Kusurun oluşumu, şiddeti ve biçimi, kabarcığın filmi terkettiği andaki film viskozitesi ile belirlenir. Dolayısıyla, tüm diğer koşullar aynı kaldığında, ince filmlerde sorun görülmezken, belli bir kalınlık sınırından itibaren sorun gözlenmeye başlar. Bu sınıra pinhol limiti denir. Kademeli kalınlıklarda uygulanmış bir fırın kurumalı boyanın kesitinde kusurun gözlenen biçimleri Şekilde şematize edilmiştir. Pinhol kusuruna üç tür oluşum yol açabilir: Üretim ya da uygulama sırasında boya içinde hapsolan hava kabarcıkları; Boyanın kürlenme aşamasında jelleşmeye başlamasında hala film içinde kalan ve düşük kaynama noktasına sahip olduğu için kaynayarak buharlaşan çözgenler; Boya polimerlerinin gerek çapraz bağlanma gerekse çevreyle etkileşme sırasında verdikleri gaz fazındaki kimyasal tepkime ürünleri. Şekil: Farklı kalınlıklardaki film kesitlerinde, pinhol ve gaz hapsi kusurlarının şematik gösterimi Kaynak:
.")
41 OKUMA METNİ Krater problemi: Boya filminin yüzeyinde oluşan ve minik birer yanardağ ağzını andıran kase biçimli küçük çöküntülere krater adı verilir. Bu çöküntülerin merkezinde genellikle ya damla ya da topak biçiminde malzeme varlığı gözlenir ve çöküntülerin sınırları yüksektir. (Şekil 1 2). Krater oluşumunun bazı tipik nedenleri şunlardır: Jel parçacıkları, kirlilik, lifler, filtre malzemesi, çözünmemiş silikon yağı, sprey tozu (overspray), hava hatlarından veya makinalardan gelen yağ damlacıkları ve boya uygulanan yüzeydeki bulaşıklıklar (Şekil 3). Yabancı madde veya bulaşıklık, krater oluşumunun sürücü kuvvetidir ve genellikle kraterin merkezinde bulunur. Boyayla uyuşmayan bir silikon bileşiği, yağ damlacığı ya da bunların bulaştığı katı parçacıklar tipik krater yapıcı kirliliklerdir. Boya, kirliliğin bulunduğu düşük yüzey gerilimli merkezden, yığının yer aldığı daha yüksek yüzey gerilimli bölgelere doğru hareketlenir. Sonuç bir kraterdir. Bu yayılmanın sürücü kuvvetine, yer çekimi ve boya viskozitesi direnç gösterir. Bu kuvvetlerin etkileşmesi kraterin etrafındaki tipik çembersel yükseltiye yol açar. Kaynak:
42 Şekil 1: Merkezinde bir miktar madde bulunan ve karakteristik yüksek kenarları olan tipik bir krater Şekil 3: Tipik bir kraterin şematik kesiti Şekil 2: Çapı yaklaşık 100 μ olarak gözlenen bir vernik kraterinin yan kesit görünütüsü) Kaynak:

43 Solvent bazlı boya ile üretilmiş bir araç veya su bazlı üretilmiş bir araç diğeri ile onarılabilir mi? Onarılabilir. Sadece tamirat alanının iyi temizlenerek, dışta kalan bölgeye iyi toz katı atılırken dikkatli boya atmak gerekir. Herhangi bir sorun çıkmaz. Ancak solventlide iken de çıkabilecek sorunlar çıkabilir. Bu durum da zaten uygulama hatası kabul edilir. Kaynak: Su Bazlı Boya Kullanımı, ERA ve MATRIX Servis Bülteni,
44 Katkı maddeleri Kaynak: Audi, Aracın Boyanması Ön Hazırlık
45 Kaynak: Audi, Aracın Boyanması Ön Hazırlık Katkı maddeleri
46 Kaynak: Audi, Aracın Boyanması Ön Hazırlık Fabrikada uygulanan araç boyama islemi
47 Galvanizli paneller Çift taraflı galvanize sac panel Kaynak: Audi, Aracın Boyanması Ön Hazırlık
48 Kaynak: Audi, Aracın Boyanması Ön Hazırlık
49 Kaynak: Audi, Aracın Boyanması Ön Hazırlık
50 Kaynak: Audi, Aracın Boyanması Ön Hazırlık
51 Son kat Kaynak: Audi, Aracın Boyanması Ön Hazırlık

52 Kaynak: Audi, Aracın Boyanması Ön Hazırlık
53 ÖRNEK UYGULAMALAR
54 Kaynak: VW, Otomobil Teknolojisinin Temelleri
55 Kaynak: Toyota
56 Kaynak: Toyota
57 Kaynak: VW, Otomobil Teknolojisinin Temelleri VW Passat daldırma istasyonunda: Hiçbir nokta kaplanmadan geçmez.
58 Hiçbir noktanın galvanizlenmeden ısıtma işleminden geçiriliyor. geçmemesi için yeni Beetle in gövdesi ön Kaynak: VW, Otomobil Teknolojisinin Temelleri

, and hydroxide ions and hydrogen gas (at")
59 Kaynak: Mohammed A. Omar; THE AUTOMOTIVE BODY MANUFACTURING SYSTEMS AND PROCESSES John Wiley & Sons Ltd. ISBN: Reading Text: E - Coating Baths and their Operations The electro - coating or E - Coating process is the process whereby an electrical current converts the soluble polar ionic resin into a neutral non - polar, i.e. insoluble, on the panels surfaces, thus depositing the paint on them. Note that the direct electrical current passing into the E - Coat water tank will also decompose the water into hydrogen ions and oxygen gas (at the anode), and hydroxide ions and hydrogen gas (at cathode). The combination of these cations and anions at the cathode produces an insoluble polymer, causing paint to deposit until the surface is insulative, which happens around um. Figure: A typical E - Coating bath. Reproduced by permission of Duerr Systems, Inc 2010
60 Kaynak: Audi, Aracın Boyanması Ön Hazırlık Boya tamiri
61 Son Kat ve Sonrası
62 Kaynak: Audi, Aracın Boyanması Son Kat Renklerle İlgili Temel Bilgiler
63 Kaynak: Audi, Aracın Boyanması Son Kat Isık
64 Elektromanyetik Isınlar Tayf analizi Kaynak: Audi, Aracın Boyanması Son Kat
65 Kaynak: Audi, Aracın Boyanması Son Kat
66 Kaynak: Audi, Aracın Boyanması Son Kat Nesnelerin ısık emme özellikleri
67 Kaynak: Audi, Aracın Boyanması Son Kat

68 Kaynak: Audi, Aracın Boyanması Son Kat Renklerin bilesimi

69 Kaynak: Audi, Aracın Boyanması Son Kat
70 Kaynak: Audi, Aracın Boyanması Son Kat Ostwald-kromatik çemberi, pigment-kromatik çemberi
71 Kaynak: Audi, Aracın Boyanması Son Kat Pigment-kromatik çemberi


72 Renk Tutturma Rengin ve Tonun Belirlenmesi Kaynak: Audi, Aracın Boyanması Son Kat
73 Boya numuneleri Kaynak: Audi, Aracın Boyanması Son Kat

74 Egilimlerin analizi Saflık sapması Kaynak: Audi, Aracın Boyanması Son Kat

75 Egilimlerin analizi Parlaklık sapması Kaynak: Audi, Aracın Boyanması Son Kat
76 Somut renk sapması örnekleri Kaynak: Audi, Aracın Boyanması Son Kat
77 Somut renk sapması örnekleri Kaynak: Audi, Aracın Boyanması Son Kat
78 Renk sapmalarının düzeltilmesi Kaynak: Audi, Aracın Boyanması Son Kat
79 Parlaklık düzeltmesi Kaynak: Audi, Aracın Boyanması Son Kat
80 Kaynak: Audi, Aracın Boyanması Son Kat Son kat tipleri
81 Kaynak: Audi, Aracın Boyanması Son Kat Son kat tipleri

82 Son kat tipleri
83 Kaynak: Audi, Aracın Boyanması Son Kat Otomotiv endüstrisinde kullanılan son kat tipleri
84 Kaynak: Audi, Aracın Boyanması Son Kat Otomotiv endüstrisinde kullanılan son kat tipleri
85 Temel Kavramlar Kaynak: Audi, Aracın Boyanması Son Kat
86 Temel Kavramlar Kaynak: Audi, Aracın Boyanması Son Kat
, folds and joints with PVC sealing compound, Coating the underbody with PVC underseal (0,3... 1,4 mm thick, 10... 18 kg per vehicle) to protect against damage due to stone chips.")
87 Reading Text: Painting Measures subsequent to electrophoretic enameling: Covering the spot-welded seams (up to m), folds and joints with PVC sealing compound, Coating the underbody with PVC underseal (0,3... 1,4 mm thick, kg per vehicle) to protect against damage due to stone chips. Plastic trim panels can be used as an alternative. Preservation of hollow parts with penetrating, non-aging water-based wax, Use of corrosion-resistant, separate plastic components in highly susceptible areas such as the front wheel wells (PVC coating is not suitable here). Preservation of underbody and engine compartment after final assembly. Table: Paint/coating thicknesses Kaynak: Automotive Handbook, Bosch

88 BOYA KALINLIGI ÖLÇÜMÜ
89 Boya Kalınlığı Ölçüm Metodu Boya kalınlık ölçüm probuyla yapılan ölçümlerde, bazı durumlarda bir parça veya aynı parçanın farklı bölgelerinde değişik boya kalınlıkları tespit edilebilir. Bu durumun sebebi; tüm otomobil üreticilerinin standartları arasında bulunan ve boya hataları tamir prosedürü olarak bilinen uygulamalarda, aracın boya işlemi uygulandıktan sonra yapılan son kontrolünde; eğer herhangi bir şekilde bölgesel veya genel bir boya problemiyle karşılaşılırsa kusurlu olan bölge, lokal veya genel boyama ile tamir edilebilir. Uygulama ile lokal (parçanın kısmen boyanması) boyama işlemi yapıldığında boya kalınlık ölçülerinde genel bir değişiklik olacaktır, aynı şekilde parça komple boyanırsa diğer yan parçalarına göre boya kalınlık ölçüsü fark edecektir. Üretim teknik ve standartlarına uygun olarak yapılan bu onarımlar herhangi bir boya kusuru olarak kabul edilmemelidir. Aşağıda kabul edilebilir boya kalınlıkları standartları tablo olarak verilmiştir. Bu uygulamalar neticesinde veya hiçbir uygulama yapılmadan standartlar içinde kalan boya kalınlıkları NORMAL olarak değerlendirilmelidir. Kabul Edilebilir Maksimum Boya Kalınlıkları Standart Değerleri Kaynak: Boya Kalınlığı Ölçüm Metodu, Hyundai Teknik Servis Bülteni, 2008

90 Boya Kalınlığı Ölçüm Metodu Servis Prosedürü: Herhangi bir nedenle boya kalınlığı ölçümü yapılırken; Kullanılacak olan cihazın kalibrasyonlu olmasına dikkat edilmelidir. Her yapılacak ölçüm öncesi cihaz yeniden özel ayar plakası kullanılarak sıfırlanmalıdır. Ölçüm yapılacak olan bölgenin kesinlikle toz, kir vb. maddelerden temizlenmesi gerekmektedir (Ölçülecek olan değer çok ufak olduğundan yanlış ölçüme sebebiyet verebilir) Aynı parçanın en az 6 farklı noktasında boya ölçümü yapılmalı. Ölçüm değerleri, kabul edilebilir maksimum boya kalınlıkları standart değerleri tablosuna göre karşılaştırılmalı, yapılan ölçümlerin bu değerler altında olduğundan emin olunmalıdır. Ölçüm değer/ler/inin standart değerden yüksek çıkması durumunda servis yetkilisi ile görüşülmelidir. Not: Araçlarda tavan yan kenarlarında ve sütun bölgelerinde diğer bölgelere nispeten daha yüksek boya kalınlıkları gözlemlenebilir. Bunun sebebi bu bölgelerde yatay ve dikey eksende çalışan boya robotlarının kesişmesi ve toplanan boya partikül miktarının bu sebeple artmasıdır. Kaynak: Boya Kalınlığı Ölçüm Metodu, Hyundai Teknik Servis Bülteni, 2008

91 Bir soru ve bir cevap: Kuş pislikleri araç boyasında hasar oluşturur mu ve boya garantisini etkiler mi? Boya sadece otomobilinizin çekici görünmesini sağlamaz, aynı zamanda otomobilin karoserisini de korur. Herhangi bir sebeple aracın karoser yüzeyinde bulunan tuz, kimyasal maddeler, zift/katran, reçine, haşarat ilaçları, ağaç kabukları, kuş pislikleri, endüstriyel atıklar ve asit yağmurları boyalı yüzeylerden temizlenmezse aracın cilası ve boyası zarar görebilir. Kuşlar ne kadar sevimli yaratıklarsa da pislikleri de o kadar tahrip edicidir. Kuşların pislikleri, asitlik-bazlık derecesi bakımından değişiklik gösterir. Bazı kuşların pislikleri asidik iken bazılarınınki de bazik olabilmektedir. Her iki durumda da kuş pisliği, özellikle kızgın güneş ışınları altında, çok hızlı bir reaksiyon oluşturarak önce boyanın en üst tabakası olan cila tabakasını tahrip eder, daha sonra da renkli tabakayı deforme eder. ÖZETLE: Boya üzerindeki kuş pisliklerinin, boyanın kalitesine bağlı olarak boyayı astarına kadar eritebileceğini ve metalin ortaya çıkmasına neden olabileceği unutulmamalıdır. Bundan dolayı otomobilin karoserisi üzerindeki kuş pislikleri ve diğer zararlı maddeler en kısa sürede temizlenmelidir. Aksi takdirde bu durum boya garantisini geçersiz kılabilir.

92 Body Finishing Components
 specify minimum requirements in terms of energy absorption and installed bumper height.")
93 Body Finishing Components Bumpers The front and rear of the vehicle should be protected in such a manner that lowspeed collisions will only damage the vehicle slightly, or not at all. Prescribed bumper evaluation tests (US Part 581, Canada CMVSS 215, and ECE-R 42) specify minimum requirements in terms of energy absorption and installed bumper height. Bumper evaluation tests in accordance with US Part 581 (4 km/h barrier collision, 4 km/h pendulum tests) must be passed by a bumper system whose energy absorber is of the no-damage absorber type. The requirements of the ECE standard are satisfied by plastically deformable retaining elements located between the bumper and the vehicle body structure. In addition to sheet steel, many bumpers are manufactured using fiberreinforced plastics and aluminum sections. Kaynak: Automotive Handbook, Bosch

94 Body Finishing Components Exterior trim, impact strips Plastics have become the preferred materials for external impact strips, trim, skirts and spoilers, and particularly for those components whose purpose is to improve the aerodynamic characteristics of the vehicle. Criteria used in the selection of the proper material are flexibility, high-temperature shape retention, coefficient of linear expansion, notched-bar toughness, resistance to scratches, resistance to chemicals, surface quality and paintability. Kaynak: Automotive Handbook, Bosch
 being introduced as the substitute for glass.")
95 Body Finishing Components Glazing The windshield and rear window are usually held in rubber strips and sealed or bonded in place. The total weight of the windows in a vehicle ranges from 25 to 35 kg. Due to a number of inherent disadvantages, weight considerations have not yet led to plastics (PC, PMMA) being introduced as the substitute for glass. Due to its heat-insulation and noise-damping properties, 2-layer insulating glass has come into use for door windows. Kaynak: Automotive Handbook, Bosch
, Complete integrity under a longitudinal or")
96 Body Finishing Components Door latches Door latches are of great importance with regard to passive accident safety (pertinent regulations: ECE-R 11 and FMVSS 206, among others): Fully latched and secondary latched positions, Complete integrity under a longitudinal load of up to 12 kn and a transverse load of up to 10 kn (fully latched position), Complete integrity under a longitudinal or transverse inertia load of up to 30 g. Individual manufacturers have varying solutions with regard to ease of operation, anti-theft protection and child-proof operation. Kaynak: Automotive Handbook, Bosch
. One component of active safety is seating comfort.")
97 Body Finishing Components Seats: The strength requirements which must be met by the seats in a collision pertain to the seat cushion and backrest, the head restraints, the seat adjustment mechanism and the seat anchors (pertinent regulations: FMVSS 207, 202; ECE-R 17, 25; RREG 74/408, 78/932 and others). One component of active safety is seating comfort. Seats must be designed such that vehicle occupants with different body dimensions do not suffer from driving fatigue. Parameters: Support of individual body areas (distribution of pressure), Lateral support when cornering, Seating ambience, Freedom of movement so that an occupant can change his/her sitting position without having to readjust the seat, Vibrational and damping characteristics (matching of the natural frequency with the excitation frequency band), Adjustability of seat cushion, backrest and head restraint. Kaynak: Automotive Handbook, Bosch
 The above parameters are affected by the following: Dimensions and shapes of the upholstery in the seat cushion and backrest, Distribution of the spring rates of individual cushioned zones, Overall")
98 Body Finishing Components Seats (Cont.) The above parameters are affected by the following: Dimensions and shapes of the upholstery in the seat cushion and backrest, Distribution of the spring rates of individual cushioned zones, Overall spring rate and damping capacity, of the seat cushions in particular, Thermal conductivity and moisture-absorption capacity of the covers and upholstery, Operation and range of the seat adjustment mechanisms. Kaynak: Automotive Handbook, Bosch
 and a flexible surface layer. One-piece plastic trim sections made of injection-molded thermoplastic material are also used.")
99 Body Finishing Components Interior trim: A section of trim consists of a dimensionally stable core (sheet steel, sheet aluminum or plastic) with mounting hardware, and energy-absorbing cushion made of foam material (e.g. PUR) and a flexible surface layer. One-piece plastic trim sections made of injection-molded thermoplastic material are also used. The headliner is made either as a stretched liner or finished liner. The materials used must be flame-retardant and slow burning (FMVSS 302). Kaynak: Automotive Handbook, Bosch

100 Şasi ve Gövde Arızaları

101 Frame Maintenance Frames require little, if any, maintenance. However, if the frame is bent enough to cause misalignment of the vehicle or cause faulty steering, the vehicle should be removed from service. Drilling the frame and fish plating can temporarily repair small cracks in the frame side rails. Care should be exercised when performing this task, as the frame can be weakened. The frame of the vehicle should not be welded by gas or arc welding unless specified by the manufacturer. The heat removes temper from the metal, and, if cooled too quickly, causes the metal to crystallize. Minor bends can be removed by the use of hydraulic jacks, bars, and clamps. Fish plating: Bağlama levhası/plakası Chapter 14 - Automotive Chassis and Body, NAVEDTRA 14264A

102 BODY REPAIR The automotive body provides protection for the engine, power train components, operator, and any cargo or passengers. At the same time, it adds strength to the frame and provides adequate vision for the operator. Last but not least, the body design provides a pleasant outward appearance. For military vehicles, appearance is secondary. The Naval Facility Engineering Command (NAVFAC), which controls all Navy vehicles, states that transportation equipment will be repainted when inadequate protection is afforded against rust and corrosion. It also states that spot painting should be used instead of complete painting unless necessary for protection of the entire vehicle. Part of your job as a Construction Mechanic is to perform body maintenance of the vehicles assigned to your command. In order to perform this task, you must know the procedures used for straightening fenders and body panels. Preparation and painting of the vehicle are other important tasks associated with this responsibility. Chapter 14 - Automotive Chassis and Body, NAVEDTRA 14264A

103 GÖVDEDE OLUŞAN ARIZALAR Aşınma: Gövdedeki bağlantı yerlerinin gevşemesi ve gevşeyen yerlerin harekete geçmesi aşınmaya neden olur. Bu yüzden zaman zaman yapılan kontrollerde gevşeyen yerler tekrar sabitlenmelidir. Bu işlem araç gövdesinin ömrünü uzatır. Çatlama ve Kırılmalar: Bu olay gövdenin zayıf noktalarında meydana gelebilir. Anormal sürüş yöntemleri, zorlamalar ve imalat hataları çatlamalara/kopmalara sebep olabilir. Ani yol darbelerinden korunmak için aracın iyi bir süspansiyon sistemi olmalıdır. Çarpılma, Eğilme ve Burulmalar: Genellikle kaza sonrası meydana gelen bu arızalar tekrar doğrultmayı gerektirir. Çarpıklıklar her zaman gözle görülmeyebilir, ancak iyi bir ölçme ile anlaşılabilir. Gövdede oluşan arızaları tespit etmek amacı ile ölçüm yapılmaktadır. Çarpıklıklar direksiyon kontrolünü (yönlendirme stabilitesini) önemli derecede etkiler ve lastik aşınmalarına sebebiyet verir. Bu yüzden çarpıklık önemli bir konudur.

104 ŞASİ ARIZALARI Korozyon: Tuz ve bazlarda bulunan hidroklorik asidin sebep olduğu kimyasal ve fiziksel aşınma Oksitlenme: Dış ortamda buluna oksijenin (havanın) sebep olduğu kimyasal ve fiziksel aşınma Eğilme, Gevşeme, Çatlama ve Kırılma: Aşırı yükleme ve kötü yol koşullarında aracı uygun hızla sürmemekten meydana gelirler. Üst yapı üreticilerinin yanlış delik açmaları da çatlamalara neden olur. Onarım yapılmazsa çatlak yerler kırılır. Viraj içlerindeki aşırı hızlar burulmalara neden olurlar. Şasideki eğilme ve burulmalar gelişmiş şasi düzeltme cihazlarında standart ölçülere uygun olarak yapılmalıdır. Kaynak: Şase ve Karoseri Sunumu, TÜVTURK, 08/03/2006.
105 Kaynak: Şase ve Karoseri Sunumu, TÜVTURK, 08/03/2006.
106 Kaynak: Şase ve Karoseri Sunumu, TÜVTURK, 08/03/2006.
107 Kaynak: Şase ve Karoseri Sunumu, TÜVTURK, 08/03/2006.
108 Kaynak: Şase ve Karoseri Sunumu, TÜVTURK, 08/03/2006.
109 Kaynak: Şase ve Karoseri Sunumu, TÜVTURK, 08/03/2006.
110 Kaynak: Şase ve Karoseri Sunumu, TÜVTURK, 08/03/2006.
111 Kaynak: Şase ve Karoseri Sunumu, TÜVTURK, 08/03/2006.

112 Şasinin Kontrolü ve Onarımı: Şasi kontrolünde gözle kontrol önemli yer tutar. Çatlakların, kırıkların ve eğilmelerin tespit edilmesi gözle kontrole bağlıdır. Günlük kontrollerde veya sefer sonunda şasinin kontrol edilmesinde yarar vardır. Şasi ve karoseriyi korozyon ve oksitlenmeden korumak için tüm yüzeylerin koruyucu astar ve boya ile kaplı olması gerekir. Doğruluk kontrolü şekildeki gibi yapılmalıdır. Kaynak: Şase ve Karoseri Sunumu, TÜVTURK, 08/03/2006.

113 Şasinin Kontrolü ve Onarımı Şasi kollarının üst taraflarına kesinlikle delik delinmez. Yan tarafın delinecek deliklerin birbirinden uzaklığı da belli standartlara uymalıdır. Kaynak: Şase ve Karoseri Sunumu, TÜVTURK, 08/03/2006.
114 Şasinin Kontrolü ve Onarımı Şasiye kaynak yapılırken akü kutup başları çıkarılmış olmalıdır. Kaynak makinesinin şasi ucu lastiğe, yaylara ve körük bağlantılarına tutturulmamalıdır. Eksi uç mümkün olduğu kadar kaynak yapılan yere yakın olmalıdır. Kaynak: Şase ve Karoseri Sunumu, TÜVTURK, 08/03/2006.

115 Şasinin Kontrolü ve Onarımı Yandaki şekilde şasi kollarına kaynak yapılması ile ilgili bilgiler verilmiştir. Kaynak yönü ok istikametinde olmalıdır. Kaynak ağzı 45º olarak açılacak ve kaynak görüldüğü gibi yapılacaktır. Kaynak: Şase ve Karoseri Sunumu, TÜVTURK, 08/03/2006.

116 Diğer Elemanların Şasiye Montajı Diğer elemanların şasiye monte edilmelerinde göz önüne alınan en önemli konu titreşimli olan elemanların titreşimlerinin şasiye geçmesini önlemektir. Bununla birlikte yükün ve diğer kuvvetlerin şasiyi etkilememesi de göz önüne alınır. Kaynak: Şase ve Karoseri Sunumu, TÜVTURK, 08/03/2006.
TAŞIT TEKNOLOJİSİ MARMARA ÜNİVERSİTESİ TEKNOLOJİ FAKÜLTESİ GÖVDE (KAROSER/İ/ - KAPORTA) BİRLESTİRME/BAGLANTI TAMAMLAMA BOYAMA
 BİRLESTİRME/BAGLANTI TAMAMLAMA BOYAMA") Yrd. Doç. Dr. Abdullah DEMİR MARMARA ÜNİVERSİTESİ TEKNOLOJİ FAKÜLTESİ TAŞIT TEKNOLOJİSİ GÖVDE (KAROSER/İ/ - KAPORTA) BİRLESTİRME/BAGLANTI TAMAMLAMA BOYAMA Audi Q7 Servis Eğitimi İşlem Görmemiş Karoseri
Yrd. Doç. Dr. Abdullah DEMİR MARMARA ÜNİVERSİTESİ TEKNOLOJİ FAKÜLTESİ TAŞIT TEKNOLOJİSİ GÖVDE (KAROSER/İ/ - KAPORTA) BİRLESTİRME/BAGLANTI TAMAMLAMA BOYAMA Audi Q7 Servis Eğitimi İşlem Görmemiş Karoseri
TAŞIT TEKNOLOJİSİ MARMARA ÜNİVERSİTESİ TEKNOLOJİ FAKÜLTESİ GÖVDE (KAROSER/İ/ - KAPORTA) BİRLESTİRME/BAGLANTI TAMAMLAMA BOYAMA
 BİRLESTİRME/BAGLANTI TAMAMLAMA BOYAMA") Yrd. Doç. Dr. Abdullah DEMİR MARMARA ÜNİVERSİTESİ TEKNOLOJİ FAKÜLTESİ TAŞIT TEKNOLOJİSİ GÖVDE (KAROSER/İ/ - KAPORTA) BİRLESTİRME/BAGLANTI TAMAMLAMA BOYAMA İşlem Görmemiş Karoseri Audi Q7 Servis Eğitimi
Yrd. Doç. Dr. Abdullah DEMİR MARMARA ÜNİVERSİTESİ TEKNOLOJİ FAKÜLTESİ TAŞIT TEKNOLOJİSİ GÖVDE (KAROSER/İ/ - KAPORTA) BİRLESTİRME/BAGLANTI TAMAMLAMA BOYAMA İşlem Görmemiş Karoseri Audi Q7 Servis Eğitimi
K A Y N A K Y Ö N T E M L E R İ OKSİ-GAZ KAYNAK YÖNTEMLERİ
 K A Y N A K Y Ö N T E M L E R İ OKSİ-GAZ KAYNAK YÖNTEMLERİ 1- Oksi-asetilen kaynağı 2- Oksi-hidrojen kaynağı 3- Oksi-propan kaynağı 4- Gaz basınç kaynağı BASINÇ KAYNAK YÖNTEMLERİ 1- Sürtünme kaynağı 2-
K A Y N A K Y Ö N T E M L E R İ OKSİ-GAZ KAYNAK YÖNTEMLERİ 1- Oksi-asetilen kaynağı 2- Oksi-hidrojen kaynağı 3- Oksi-propan kaynağı 4- Gaz basınç kaynağı BASINÇ KAYNAK YÖNTEMLERİ 1- Sürtünme kaynağı 2-
ÖĞRENME FAALİYETİ - 1 ÖĞRENME FAALİYETİ 1 1. OTOMOBİL GÖVDE YAPILARI VE GÖVDEYİ OLUŞTURAN PARÇALAR
 ÖĞRENME FAALİYETİ - 1 AMAÇ ÖĞRENME FAALİYETİ 1 Bu öğrenme faaliyeti ile araçtaki hasarın görsel genel tespitini yapabileceksiniz. ARAŞTIRMA Çevrenizde bulunan oto kaporta tamir atölyelerine ya da servislere
ÖĞRENME FAALİYETİ - 1 AMAÇ ÖĞRENME FAALİYETİ 1 Bu öğrenme faaliyeti ile araçtaki hasarın görsel genel tespitini yapabileceksiniz. ARAŞTIRMA Çevrenizde bulunan oto kaporta tamir atölyelerine ya da servislere
1. FİRMA BİLGİLERİ / COMPANY INFORMATION. Firma Adı Company Name. Firma Adresi Company Address. Telefon / Fax / Phone / Fax /
 ALÜMINYUM UYGULAMALARI BASVURU FORMU 1. FİRMA BİLGİLERİ / COMPANY INFORMATION Firma Adı Company Name Firma Adresi Company Address Telefon / Fax / e-mail Phone / Fax / e-mail Firma Yetkilisi Adı / Ünvanı
ALÜMINYUM UYGULAMALARI BASVURU FORMU 1. FİRMA BİLGİLERİ / COMPANY INFORMATION Firma Adı Company Name Firma Adresi Company Address Telefon / Fax / e-mail Phone / Fax / e-mail Firma Yetkilisi Adı / Ünvanı
ÇEVRESEL TEST HİZMETLERİ 2.ENVIRONMENTAL TESTS
 ÇEVRESEL TEST HİZMETLERİ 2.ENVIRONMENTAL TESTS Çevresel testler askeri ve sivil amaçlı kullanılan alt sistem ve sistemlerin ömür devirleri boyunca karşı karşıya kalabilecekleri doğal çevre şartlarına dirençlerini
ÇEVRESEL TEST HİZMETLERİ 2.ENVIRONMENTAL TESTS Çevresel testler askeri ve sivil amaçlı kullanılan alt sistem ve sistemlerin ömür devirleri boyunca karşı karşıya kalabilecekleri doğal çevre şartlarına dirençlerini
24kV,630A Outdoor Switch Disconnector with Arc Quenching Chamber (ELBI) IEC IEC IEC 60129
 IEC IEC IEC 60129") 24kV,630 Outdoor Switch Disconnector with rc Quenching Chamber (ELBI) IEC265-1 IEC 694 IEC 129 Type ELBI-HN (24kV,630,normal) Closed view Open view Type ELBI-HS (24kV,630,with fuse base) Closed view Open
24kV,630 Outdoor Switch Disconnector with rc Quenching Chamber (ELBI) IEC265-1 IEC 694 IEC 129 Type ELBI-HN (24kV,630,normal) Closed view Open view Type ELBI-HS (24kV,630,with fuse base) Closed view Open
TEKNiK KATALOG TECHNICAL CATALOG. Kompozit Panel Profilleri Composite Panel Profiles
 TEKNiK KATALOG TECHNICAL CATALOG Kompozit Panel Profilleri Composite Panel Profiles Kompozit Panel Profilleri Composite Panel Profiles - 01 / 03 PROFİL KESİT DETAYLARI PROFILE DETAIL DRAWINGS - 04 / 06
TEKNiK KATALOG TECHNICAL CATALOG Kompozit Panel Profilleri Composite Panel Profiles Kompozit Panel Profilleri Composite Panel Profiles - 01 / 03 PROFİL KESİT DETAYLARI PROFILE DETAIL DRAWINGS - 04 / 06
taşımak için tasarlandı
 taşımak için tasarlandı Frigorifik Kasa Refrigerated Bodyworks Frigorifik Kasa Refrigerated Bodyworks İÇ VE DIŞ YÜZEY KAPLAMA MALZEMESİ INTERIOR & EXTERIOR SURFACE MATERIAL Yüzey dayanıklılığı yüksek,
taşımak için tasarlandı Frigorifik Kasa Refrigerated Bodyworks Frigorifik Kasa Refrigerated Bodyworks İÇ VE DIŞ YÜZEY KAPLAMA MALZEMESİ INTERIOR & EXTERIOR SURFACE MATERIAL Yüzey dayanıklılığı yüksek,
aircoolers Evaporatörler Aircoolers TAVAN TİPİ EVAPORATÖRLER CEILING TYPE AIR COOLERS DUVAR TİPİ EVAPORATÖRLER WALL TYPE AIR COOLERS
 aircoolers Evaporatörler Aircoolers CEILING TYPE AIR COOLERS Teknik Bilgiler / Technical Details UYGULAMA Ürünlerimiz, endüstriyel ve ticari soğuk muhafaza, donmuş muhafaza, şoklama hücreleri ve serinletilme
aircoolers Evaporatörler Aircoolers CEILING TYPE AIR COOLERS Teknik Bilgiler / Technical Details UYGULAMA Ürünlerimiz, endüstriyel ve ticari soğuk muhafaza, donmuş muhafaza, şoklama hücreleri ve serinletilme
PCC 6505 PROFILE CUTTING LINE
 PCC 6505 PROFILE CUTTING LINE 1.DESCRIPTION PCC 6505 is a servo controlled machine which is specifically designed for the serial cutting of any kind of PVC and aluminum s in the market. The machine is
PCC 6505 PROFILE CUTTING LINE 1.DESCRIPTION PCC 6505 is a servo controlled machine which is specifically designed for the serial cutting of any kind of PVC and aluminum s in the market. The machine is
H48.33b FILTER DRIER SHELLS KARTUŞ KOVANLARI. H48.33b.54.1
 H48.33b H48.33b.54.1 Introduction Filter drier shells are important equipments for refrigeration and air conditioning systems. They are designed to be used in the suction line and liquid line. Filter drier
H48.33b H48.33b.54.1 Introduction Filter drier shells are important equipments for refrigeration and air conditioning systems. They are designed to be used in the suction line and liquid line. Filter drier
KAYNAK SEMBOLLERİNİN TEKNİK RESİMLERDE GÖSTERİLMESİ
 KAYNAK SEMBOLLERİNİN TEKNİK RESİMLERDE GÖSTERİLMESİ 141 5 5 10-20 10-20 YUSUF MANSUROĞLU Mühendislik Hizmetleri Müdür Yardımcısı 10.12.2018 NDT Hangi kaynak sembolü doğru kullanılmış Kaynak Kalınlıklarının
KAYNAK SEMBOLLERİNİN TEKNİK RESİMLERDE GÖSTERİLMESİ 141 5 5 10-20 10-20 YUSUF MANSUROĞLU Mühendislik Hizmetleri Müdür Yardımcısı 10.12.2018 NDT Hangi kaynak sembolü doğru kullanılmış Kaynak Kalınlıklarının
taşımak için tasarlandı
 taşımak için tasarlandı Frigorifik Treyler Refrigerated Trailer Frigorifik Treyler Refrigerated Trailer İÇ VE DIŞ YÜZEY KAPLAMA MALZEMESİ PANEL INTERIOR AND EXTERIOR SURFACE MATERIAL Yüzey dayanıklılığı
taşımak için tasarlandı Frigorifik Treyler Refrigerated Trailer Frigorifik Treyler Refrigerated Trailer İÇ VE DIŞ YÜZEY KAPLAMA MALZEMESİ PANEL INTERIOR AND EXTERIOR SURFACE MATERIAL Yüzey dayanıklılığı
Darbeli Kırıcılar Impact Crushers
 Darbeli Kırıcılar Impact Crushers TK15-TK16 Serisi Darbeli Kırıcılar TK15-TK16 Series Impact Crushers TK15 ve TK16 darbeli kırıcılar, tesiste sekonder veya tersiyer olarak kullanılabilir özellikte kırıcılardır.
Darbeli Kırıcılar Impact Crushers TK15-TK16 Serisi Darbeli Kırıcılar TK15-TK16 Series Impact Crushers TK15 ve TK16 darbeli kırıcılar, tesiste sekonder veya tersiyer olarak kullanılabilir özellikte kırıcılardır.
DDC DUMAN DAMPERİ (EN DK.)
") DUMAN DAMPERİ (EN 1366-10 120 DK.) SMOKE DAMPER (EN 1366-10 120 MIN.) KESKLiMA Tanım DDC tipi duman damperleri, dumanın hava kanallarında diğer bölümlere yayılmasını engellemek için havalandırma sistemlerinde
DUMAN DAMPERİ (EN 1366-10 120 DK.) SMOKE DAMPER (EN 1366-10 120 MIN.) KESKLiMA Tanım DDC tipi duman damperleri, dumanın hava kanallarında diğer bölümlere yayılmasını engellemek için havalandırma sistemlerinde
FLEXIBLE AIR DUCT PRODUCTION LINE
 FLEXIBLE AIR DUCT PRODUCTION LINE İnterflex ALPHA INSULATED & NON-INSULATED ALUMINUM NEGATIVE PRESSURE COMPETENT FLEXIBLE AIR DUCTS Insulated & non-insulated aluminum negative pressure competent flexible
FLEXIBLE AIR DUCT PRODUCTION LINE İnterflex ALPHA INSULATED & NON-INSULATED ALUMINUM NEGATIVE PRESSURE COMPETENT FLEXIBLE AIR DUCTS Insulated & non-insulated aluminum negative pressure competent flexible
2 www.koyuncumetal.com
 2 www.koyuncumetal.com KURUMSAL Şirketimizin temelleri konya da 1990 yılında Abdurrahman KOYUNCU tarafından küçük bir atölyede sac alım-satım ve kesim-büküm hizmeti ile başlamıştır. Müşteri ihtiyaçlarına
2 www.koyuncumetal.com KURUMSAL Şirketimizin temelleri konya da 1990 yılında Abdurrahman KOYUNCU tarafından küçük bir atölyede sac alım-satım ve kesim-büküm hizmeti ile başlamıştır. Müşteri ihtiyaçlarına
K A Y N A K Y Ö N T E M L E R İ. hacı ASLAN KARASU MTAL OKSİ-GAZ KAYNAK YÖNTEMLERİ
 K A Y N A K OKSİ-GAZ KAYNAK YÖNTEMLERİ 1- Oksi-asetilen kaynağı 2- Oksi-hidrojen kaynağı 3- Oksi-propan kaynağı 4- Gaz basınç kaynağı ARK KAYNAK YÖNTEMLERİ 1- Elektrik ark kaynağı 2- MIG/MAG gazaltı kaynağı-masif
K A Y N A K OKSİ-GAZ KAYNAK YÖNTEMLERİ 1- Oksi-asetilen kaynağı 2- Oksi-hidrojen kaynağı 3- Oksi-propan kaynağı 4- Gaz basınç kaynağı ARK KAYNAK YÖNTEMLERİ 1- Elektrik ark kaynağı 2- MIG/MAG gazaltı kaynağı-masif
AFB Enerji Mühendislik Ltd. fiti. www.afb.com.tr
 AFB Enerji Mühendislik Ltd. fiti. www.afb.com.tr SAC KÖŞKLER SAC KÖŞKLER METAL KIOSKS (CABINETS) Sac köşkler müşteri taleplerine göre üretilmekte, yurt içi ve yurt dışı piyasalarına sevk edilmektedir.
AFB Enerji Mühendislik Ltd. fiti. www.afb.com.tr SAC KÖŞKLER SAC KÖŞKLER METAL KIOSKS (CABINETS) Sac köşkler müşteri taleplerine göre üretilmekte, yurt içi ve yurt dışı piyasalarına sevk edilmektedir.
TYPES. Plastic Welding or Pressure Welding
 WELDING Welding is a materials joining process which produces coalescence of materials by heating them to suitable temperatures with or without the application of pressure or by the application of pressure
WELDING Welding is a materials joining process which produces coalescence of materials by heating them to suitable temperatures with or without the application of pressure or by the application of pressure
RUBBER PRODUCTION LINE
 RUBBER PRODUCTION LINE İnterflex Tube Elastomeric Rubber Foam Insulation Tubes Optimal solution in heating, cooling, ventilating systems, and all industrial and constructional application processes. Tel:
RUBBER PRODUCTION LINE İnterflex Tube Elastomeric Rubber Foam Insulation Tubes Optimal solution in heating, cooling, ventilating systems, and all industrial and constructional application processes. Tel:
Mitsubishi Electric Corporation. Number of Items
 Mitsubishi K65HM-CE / KP65HM-CE High Density Thermal Paper Monochrome High Density Thermal Sensitive Paper A6 type media 110mm x 21m Bluish tone 4 rolls per box For use in CP-700DSU, CP-700U, CP-700UM,
Mitsubishi K65HM-CE / KP65HM-CE High Density Thermal Paper Monochrome High Density Thermal Sensitive Paper A6 type media 110mm x 21m Bluish tone 4 rolls per box For use in CP-700DSU, CP-700U, CP-700UM,
We convert our experiencess and knowledge about aluminum into qualified products.
 Page 1 We convert our experiencess and knowledge about aluminum into qualified products. Alüminyum Hakkındaki Bilgi ve Tecrübemizi Kaliteli Ürünlere Dönüştürüyoruz Highest security with SSL Page 2 Aluminum
Page 1 We convert our experiencess and knowledge about aluminum into qualified products. Alüminyum Hakkındaki Bilgi ve Tecrübemizi Kaliteli Ürünlere Dönüştürüyoruz Highest security with SSL Page 2 Aluminum
YATAY BAĞLAMA KENETLER
 YATAY AĞLAMA KNTLR Kullanıldığı anayiler: Özellikle; Otomotiv, eyaz eşya, Makina, eramik, Ahşap Plastik sanayilerle birlikte, her türlü sanayide kullanılabilir. Kullanım Alanları: MODL:105-U,105-UT,210-U,210-UT,223-U,223,UT,
YATAY AĞLAMA KNTLR Kullanıldığı anayiler: Özellikle; Otomotiv, eyaz eşya, Makina, eramik, Ahşap Plastik sanayilerle birlikte, her türlü sanayide kullanılabilir. Kullanım Alanları: MODL:105-U,105-UT,210-U,210-UT,223-U,223,UT,
www.cagsanmerdiven.com - bilgi@cagsanmerdiven.com.tr
 Kurulum Kılavuzu Introduction Manuel YAY MONTAJ VİDALARI ZİNCİR KİLİT BRAKETİ SPRING ASSEMBLY SCREWS CHAIN LINK CATCH BRACKET AHŞAP ÇATI MERDİVENİ WOODEN LOFT LADDER www.cagsanmerdiven.com - bilgi@cagsanmerdiven.com.tr
Kurulum Kılavuzu Introduction Manuel YAY MONTAJ VİDALARI ZİNCİR KİLİT BRAKETİ SPRING ASSEMBLY SCREWS CHAIN LINK CATCH BRACKET AHŞAP ÇATI MERDİVENİ WOODEN LOFT LADDER www.cagsanmerdiven.com - bilgi@cagsanmerdiven.com.tr
Kabin Özellikleri Hardtop Features
 Kabin Özellikleri Hardtop Features Kabin ölçüleri: Yükseklik: 42cm En: 145cm Boy: 100cm Kabinler cam elyaf takviyeli polyester malzemeden imal edilmektedir. Fiberglas yüzey 2 yıl, cam dışında bileşenler
Kabin Özellikleri Hardtop Features Kabin ölçüleri: Yükseklik: 42cm En: 145cm Boy: 100cm Kabinler cam elyaf takviyeli polyester malzemeden imal edilmektedir. Fiberglas yüzey 2 yıl, cam dışında bileşenler
İKİ KADEMELİ GAZ BRÜLÖRLERİ TWO STAGE GAS BURNERS
 Lİ GAZ BRÜLÖRLERİ TWO STAGE GAS BURNERS Doğru seçimle başlamak Starting the right selection ÜRET GAZ BRÜLÖRLERİ 30 7500 kw TS EN 676 + A2 çerçevesinde CE 1312 sertifikasyonu ile üretilen üflemeli tip Üret
Lİ GAZ BRÜLÖRLERİ TWO STAGE GAS BURNERS Doğru seçimle başlamak Starting the right selection ÜRET GAZ BRÜLÖRLERİ 30 7500 kw TS EN 676 + A2 çerçevesinde CE 1312 sertifikasyonu ile üretilen üflemeli tip Üret
ÖZEL KENETLER MODEL:207-B,101EK,Y-ÖZEL,204BL-ÖZEL. www.kenetfikssan.com. Kullanıldığı Sanayiler:
 ÖZEL KENETLER MODEL:207-,101EK,Y-ÖZEL,204L-ÖZEL Kullanıldığı Sanayiler: Özellikle; Otomotiv, eyaz eşya, Makina, Seramik, hşap Plastik sanayilerle birlikte, her türlü sanayide kullanılabilir. Kullanım lanları:
ÖZEL KENETLER MODEL:207-,101EK,Y-ÖZEL,204L-ÖZEL Kullanıldığı Sanayiler: Özellikle; Otomotiv, eyaz eşya, Makina, Seramik, hşap Plastik sanayilerle birlikte, her türlü sanayide kullanılabilir. Kullanım lanları:
OMB. Gaz Yakma Proses Bekleri 2010 TR-EN
 OMB Gaz Yakma Proses Bekleri 2010 TR-EN TEKNİK ÖZELLİKLER TECHNICAL DATA 650 kw a kadar döküm gövde. 650 kw dan sonra çelik gövde NiCrNi namlu Otomatik ateşleme İyonizasyon elektrodu Modüler tasarım 6.000
OMB Gaz Yakma Proses Bekleri 2010 TR-EN TEKNİK ÖZELLİKLER TECHNICAL DATA 650 kw a kadar döküm gövde. 650 kw dan sonra çelik gövde NiCrNi namlu Otomatik ateşleme İyonizasyon elektrodu Modüler tasarım 6.000
HSS High Speed Steel SAW BLADES DAİRESEL TESTERELER
 HSS High Speed Steel SAW BLADES DAİRESEL TESTERELER ABOUT US HAKKIMIZDA For over 33 years, Ağır Haddecilik Inc. one of the leading companies in its sector and now it continues to serve the iron and steel
HSS High Speed Steel SAW BLADES DAİRESEL TESTERELER ABOUT US HAKKIMIZDA For over 33 years, Ağır Haddecilik Inc. one of the leading companies in its sector and now it continues to serve the iron and steel
DİKEY BAĞLAMA KENETLER
 İY BAĞAMA NTR MO: 201-B, 202-B, 203-B, 204-B, 205 B MO: 201-B, 202-B, 203-B, 204-B, 205 B MO: 201-BU, 202-BU, 203-BU, 204-BU, 205 BU ullanım Alanları: MO:203-M,204-M Bir bağlantı elamanı olan kenet çesitli
İY BAĞAMA NTR MO: 201-B, 202-B, 203-B, 204-B, 205 B MO: 201-B, 202-B, 203-B, 204-B, 205 B MO: 201-BU, 202-BU, 203-BU, 204-BU, 205 BU ullanım Alanları: MO:203-M,204-M Bir bağlantı elamanı olan kenet çesitli
Performans Tabloları Yalınkat Camlar
 Performans Tabloları Yalınkat Camlar Kaplamalı Yüzey Gün Işığı Soğurma Güneş Enerjisi Direkt Toplam Gölgeleme Isı (U Değeri) W/m 2 K Gümüş #1 38 33 27 30 43 50 0,57 5,7 #2 38 27 20 38 43 52 0,59 5,7 Yeşil
Performans Tabloları Yalınkat Camlar Kaplamalı Yüzey Gün Işığı Soğurma Güneş Enerjisi Direkt Toplam Gölgeleme Isı (U Değeri) W/m 2 K Gümüş #1 38 33 27 30 43 50 0,57 5,7 #2 38 27 20 38 43 52 0,59 5,7 Yeşil
1 - CANTEK köşe parçasını şekilde gösterildiği gibi yerleştirin;
 1 - CANTEK köşe parçasını şekilde gösterildiği gibi yerleştirin; Insert CANTEK Corner Piece as shown.. 2 - CANTEK Köşe parçalarını 4 köşeye yerleştirilerek şekildeki gibi çerçeve elde edin. Kanal kesitinin
1 - CANTEK köşe parçasını şekilde gösterildiği gibi yerleştirin; Insert CANTEK Corner Piece as shown.. 2 - CANTEK Köşe parçalarını 4 köşeye yerleştirilerek şekildeki gibi çerçeve elde edin. Kanal kesitinin
REZİSTANS ÖZELLİKLERİ CHARACTERISTICS OF HEATERS CHARACTERISTICS OF FANS FAN ÖZELLİKLERİ
 CHARACTRISTICS OF CASING The cassetting has an esthetic structure that has a protection against oxidation and it is manufactured by lasting electrostatic powder paint with hot-dip galvanized steel. In
CHARACTRISTICS OF CASING The cassetting has an esthetic structure that has a protection against oxidation and it is manufactured by lasting electrostatic powder paint with hot-dip galvanized steel. In
HIGH SPEED PVC DOOR INSTALLATION BOOK
 HIGH SPEED PVC DOOR INSTALLATION BOOK HIZLI PVC KAPI MONTAJ KLAVUZU MODEL FUD 2015.01 MONTAJ KLAVUZU/INSTALLATION BOOK INTRODUCTION The information contained in this manual will allow you to install your
HIGH SPEED PVC DOOR INSTALLATION BOOK HIZLI PVC KAPI MONTAJ KLAVUZU MODEL FUD 2015.01 MONTAJ KLAVUZU/INSTALLATION BOOK INTRODUCTION The information contained in this manual will allow you to install your
TEK VE İKİ KADEMELİ ÇİFT YAKITLI BRÜLÖRLER. DUAL (Gas+Diesel) BURNERS
 BURNERS") TEK VE İKİ KADEMELİ ÇİFT YAKITLI BRÜLÖRLER DUAL (Gas+Diesel) BURNERS Doğru seçimle başlamak Starting the right selection ÜRET Çift Yakıtlı Brülörler 75-5700 TS EN 676 + A2 çerçevesinde CE 1312 sertifikasyonu
TEK VE İKİ KADEMELİ ÇİFT YAKITLI BRÜLÖRLER DUAL (Gas+Diesel) BURNERS Doğru seçimle başlamak Starting the right selection ÜRET Çift Yakıtlı Brülörler 75-5700 TS EN 676 + A2 çerçevesinde CE 1312 sertifikasyonu
AHS. Working Lenght Maks. Kalınlık Ön Bükme. Motor Power. Weight Ağırlık. Lenght. Height. Width
 08 Working Lenght Maks. Kalınlık Ön Bükme mm mm mm mm mm mm kw mm mm mm kg AHS 20/04 2100 6 4 160 140 120 2.2 4142 1037 1140 2320 AHS 20/06 2100 8 6 190 170 150 3 4042 1254 1380 3290 AHS 20/08 2100 10
08 Working Lenght Maks. Kalınlık Ön Bükme mm mm mm mm mm mm kw mm mm mm kg AHS 20/04 2100 6 4 160 140 120 2.2 4142 1037 1140 2320 AHS 20/06 2100 8 6 190 170 150 3 4042 1254 1380 3290 AHS 20/08 2100 10
BVCD DÝKDÖRTGEN HAVA DAMPERÝ ( BVCD) RECTANGULAR VOLUME CONTROL DAMPER
 RECTANGULAR VOLUME CONTROL DAMPER") DÝKDÖRTGEN HAVA DAMPERÝ ( ) RECTANGULAR VOLUME CONTROL DAMPER Dikdörtgen Hava Damperi Teknik Detaylarý Rectangular Volume Control Damper Technical Details : Malzeme: Ürün kasa ve kanatlarýnýn tamamý ekstrüzyon
DÝKDÖRTGEN HAVA DAMPERÝ ( ) RECTANGULAR VOLUME CONTROL DAMPER Dikdörtgen Hava Damperi Teknik Detaylarý Rectangular Volume Control Damper Technical Details : Malzeme: Ürün kasa ve kanatlarýnýn tamamý ekstrüzyon
VHR ER ENERJİ GERİ KAZANIM CİHAZLARI VHR ER ENERGY RECOVERY UNITS
 ER ENERJİ GERİ KAZANIM CİHAZLARI ER ENERGY RECOVERY UNITS AKSESUARLAR ACCESSORIES Sayfa/Page 9~ VENCO ER enerji geri kazanım cihazları, rotorlu tip eşanjörü sayesinde, yüksek enerji tasarrufu sağlamak
ER ENERJİ GERİ KAZANIM CİHAZLARI ER ENERGY RECOVERY UNITS AKSESUARLAR ACCESSORIES Sayfa/Page 9~ VENCO ER enerji geri kazanım cihazları, rotorlu tip eşanjörü sayesinde, yüksek enerji tasarrufu sağlamak
MAJOR QSB STEEL and APPLICATIONS
 MAJOR QSB STEEL and APPLICATIONS No Steel Group Grade Description Applications 1 4140 Chromium, Molybdenum steel for applications requiring high tensile strength and toughness values, in particular in
MAJOR QSB STEEL and APPLICATIONS No Steel Group Grade Description Applications 1 4140 Chromium, Molybdenum steel for applications requiring high tensile strength and toughness values, in particular in
AĞIR YAĞ SIVI YAKIT BRÜLÖRLERİ FUEL OIL BURNERS
 SIVI YAKIT BRÜLÖRLERİ BURNERS Doğru seçimle başlamak Starting the right selection ÜRET Hafif ve Orta Yağ Brülörleri 3 525 KG/h TSE EN 267+A1 ye uygun olarak üretilen yüksek basınçlı ve püskürtmeli, üflemeli
SIVI YAKIT BRÜLÖRLERİ BURNERS Doğru seçimle başlamak Starting the right selection ÜRET Hafif ve Orta Yağ Brülörleri 3 525 KG/h TSE EN 267+A1 ye uygun olarak üretilen yüksek basınçlı ve püskürtmeli, üflemeli
PROPSET AYARLANABİLİR DİKME SİSTEMİ PROPSET ADJUSTABLE PROP SYSTEM
 PROPSET AYARLANABİLİR DİKME SİSTEMİ PROPSET ADJUSTABLE PROP SYSTEM [ 223 ] PROPSET AYARLANABİLİR DİKME SİSTEMİ PROPSET ADJUSTABLE PROP SYSTEM PROPSET AYARLANABİLİR DİKME SİSTEMİ PROPSET Ayarlanabilir Dikme
PROPSET AYARLANABİLİR DİKME SİSTEMİ PROPSET ADJUSTABLE PROP SYSTEM [ 223 ] PROPSET AYARLANABİLİR DİKME SİSTEMİ PROPSET ADJUSTABLE PROP SYSTEM PROPSET AYARLANABİLİR DİKME SİSTEMİ PROPSET Ayarlanabilir Dikme
1 TOUCH-OPERATED DRYWALL ACCESS PANEL
 1 TOUCH-OPERATED DRYWALL ACCESS PANEL DESCRIPTION: TMK Drywall control covers; Plasterboard, Boardex, Guardex, Aqua Panel Vb. Structural materials The ceiling or the wall that is to be constructed, the
1 TOUCH-OPERATED DRYWALL ACCESS PANEL DESCRIPTION: TMK Drywall control covers; Plasterboard, Boardex, Guardex, Aqua Panel Vb. Structural materials The ceiling or the wall that is to be constructed, the
 ALL-600 ALL-600 ALL-600 NLGI 00 (-30 C) - (-10 C) NLGI 0 (-10 C) - (0 C) NLGI 1 (0 C) - (10 C) NLGI 2 (10 C) - (30 C) NLGI 3 (30 C +) ALL-600 ALL-600 S ALL-600 S1 144 cm³ / dk 180 cm³ / dk 216 cm³ / dk
ALL-600 ALL-600 ALL-600 NLGI 00 (-30 C) - (-10 C) NLGI 0 (-10 C) - (0 C) NLGI 1 (0 C) - (10 C) NLGI 2 (10 C) - (30 C) NLGI 3 (30 C +) ALL-600 ALL-600 S ALL-600 S1 144 cm³ / dk 180 cm³ / dk 216 cm³ / dk
- GENEL TANITIM 2010 - Rofin Sinar Laser Kaynakları Endüstriyel Laser Kaynakları SC Serisi 135-600 Watt DC Serisi 1000 ~ 1500 Watt
 - GENEL TANITIM 2010 - Rofin Sinar Laser Kaynakları Endüstriyel Laser Kaynakları SC Serisi 135-600 Watt DC Serisi 1000 ~ 1500 Watt A ve A Türkiye Rofin Sinar Germany Endüstriyel Üretimin Profesyonel Tek
- GENEL TANITIM 2010 - Rofin Sinar Laser Kaynakları Endüstriyel Laser Kaynakları SC Serisi 135-600 Watt DC Serisi 1000 ~ 1500 Watt A ve A Türkiye Rofin Sinar Germany Endüstriyel Üretimin Profesyonel Tek
Zest. : Shower Unit (Flat) Kompakt Duş Ünitesi (Flat) Description Tan m. : 90x90. Size / Ebat (cm) : 2.5. Depth / Derinlik (cm) Weight / A rl k (kg)
 Kompakt Duş Ünitesi (Flat) Description Tan m. : 90x90. Size / Ebat (cm) : 2.5. Depth / Derinlik (cm) Weight / A rl k (kg)") Zest Description Tan m : Shower Unit (Flat) Kompakt Duş Ünitesi (Flat) Left/Sol Right/Sağ Size / Ebat (cm) : 90x90 Depth / Derinlik (cm) : 2.5 Weight / A rl k (kg) : min. 75 max. 90 Height / Yükseklik
Zest Description Tan m : Shower Unit (Flat) Kompakt Duş Ünitesi (Flat) Left/Sol Right/Sağ Size / Ebat (cm) : 90x90 Depth / Derinlik (cm) : 2.5 Weight / A rl k (kg) : min. 75 max. 90 Height / Yükseklik
Atıksu Arıtma Tesislerinde Hava Dağıtımının Optimize Edilmesi ve Enerji Tasarrufu
 Optimization of Air Distribution in Waste Water Treatment Plants to Save Energy Atıksu Arıtma Tesislerinde Hava Dağıtımının Optimize Edilmesi ve Enerji Tasarrufu Jan Talkenberger, Binder Group, Ulm, Germany
Optimization of Air Distribution in Waste Water Treatment Plants to Save Energy Atıksu Arıtma Tesislerinde Hava Dağıtımının Optimize Edilmesi ve Enerji Tasarrufu Jan Talkenberger, Binder Group, Ulm, Germany
Hakkımızda / About Us... Tunç Makina 1980'den günümüze imal ettiği Eksantrik Presler de kullanmış olduğu,kaliteli malzemelerle imalatını uygulayarak,k
 Hakkımızda / About Us... Tunç Makina 1980'den günümüze imal ettiği Eksantrik Presler de kullanmış olduğu,kaliteli malzemelerle imalatını uygulayarak,kendi alanında daima en iyiyi amaç edinmiştir. Kaliteli
Hakkımızda / About Us... Tunç Makina 1980'den günümüze imal ettiği Eksantrik Presler de kullanmış olduğu,kaliteli malzemelerle imalatını uygulayarak,kendi alanında daima en iyiyi amaç edinmiştir. Kaliteli
AĞAÇ İŞLERİ SEKTÖRÜNE YÖNELİK HORTUMLAR HOSES FOR THE WOODWORKING INDUSTRIES
 2 AĞAÇ İŞLERİ SEKTÖRÜNE YÖNELİK HORTUMLAR HOSES FOR THE WOODWORKING INDUSTRIES Günümüzde ahşap işleme ve talaş temizleme işlemleri için çok çeşitli makinalar üretilmekte, ahşaba talep artmakta ve makinalar
2 AĞAÇ İŞLERİ SEKTÖRÜNE YÖNELİK HORTUMLAR HOSES FOR THE WOODWORKING INDUSTRIES Günümüzde ahşap işleme ve talaş temizleme işlemleri için çok çeşitli makinalar üretilmekte, ahşaba talep artmakta ve makinalar
Ürün Kataloğu Product catalogue
 www.elcalu.com.tr Ürün Kataloğu Product catalogue www.elcalu.com.tr HAKKIMIZDA ABOUT US ELC ALÜMİNYUM SAN. TİC. A.Ş. 40 yıllık metal üretim ve işleme tecrübesini alüminyum mamul üretimine aktarmak üzere,
www.elcalu.com.tr Ürün Kataloğu Product catalogue www.elcalu.com.tr HAKKIMIZDA ABOUT US ELC ALÜMİNYUM SAN. TİC. A.Ş. 40 yıllık metal üretim ve işleme tecrübesini alüminyum mamul üretimine aktarmak üzere,
ISO 9001:
 ISO 9001:2015 Aygünsan Demir Çelik 1992 yılında sıcak haddelenmiş ve soğuk çekme olarak üretime başlayan firmamız kaliteyi, teknolojik gelişmeyi ve müşteri memnuniyetini ilke edinerek Karabük ili ve Safranbolu
ISO 9001:2015 Aygünsan Demir Çelik 1992 yılında sıcak haddelenmiş ve soğuk çekme olarak üretime başlayan firmamız kaliteyi, teknolojik gelişmeyi ve müşteri memnuniyetini ilke edinerek Karabük ili ve Safranbolu
M03 SRG 100. Sliding Systems Decorative Ventilation Door Hardware. Teknik Detaylar / Installation Guide.
 Teknik Detaylar / Installation Guide Sliding Systems Decorative Ventilation Door Hardware Sürgü Sistemler Kapı Donanımları Dekoratif Menfezler Ürün Bilgilendirme Product Information M03 SRG 100 60 KG
Teknik Detaylar / Installation Guide Sliding Systems Decorative Ventilation Door Hardware Sürgü Sistemler Kapı Donanımları Dekoratif Menfezler Ürün Bilgilendirme Product Information M03 SRG 100 60 KG
TEK KADEMELİ GAZ BRÜLÖRLERİ SINGLE STAGE GAS BURNERS
 Lİ GAZ BRÜLÖRLERİ SINGLE STAGE GAS BURNERS Doğru seçimle başlamak Starting the right selection ÜRET GAZ BRÜLÖRLERİ 30 7500 kw TS EN 676 + A2 çerçevesinde CE 1312 sertifikasyonu ile üretilen üflemeli tip
Lİ GAZ BRÜLÖRLERİ SINGLE STAGE GAS BURNERS Doğru seçimle başlamak Starting the right selection ÜRET GAZ BRÜLÖRLERİ 30 7500 kw TS EN 676 + A2 çerçevesinde CE 1312 sertifikasyonu ile üretilen üflemeli tip
OTOMOTİV MÜHENDİSLİĞİNDE YAPISAL ANALİZ
 Ders Öğretim Planı Dersin Kodu 507004662007 Dersin Seviyesi Lisans Dersin Adı OTOMOTİV MÜHENDİSLİĞİNDE YAPISAL ANALİZ Dersin Türü Yıl Yarıyıl AKTS Seçmeli 4 8 3 Dersin Amacı Dersin amacı, öğrenciye Taşıtlarda
Ders Öğretim Planı Dersin Kodu 507004662007 Dersin Seviyesi Lisans Dersin Adı OTOMOTİV MÜHENDİSLİĞİNDE YAPISAL ANALİZ Dersin Türü Yıl Yarıyıl AKTS Seçmeli 4 8 3 Dersin Amacı Dersin amacı, öğrenciye Taşıtlarda
04 www.borpanel.com.tr
 BANYO MOBiLYALARI 04 Kalite Yönetim Modern yaşamın koşuşturmasında Belgeleri klasikten vazgeçemeyenlere konfor ve estetiği bir arada sunan Efes, banyolarınızın atmosferini değiştirecek. 05 06 KURUMSAL
BANYO MOBiLYALARI 04 Kalite Yönetim Modern yaşamın koşuşturmasında Belgeleri klasikten vazgeçemeyenlere konfor ve estetiği bir arada sunan Efes, banyolarınızın atmosferini değiştirecek. 05 06 KURUMSAL
Taban plakası kullanımına uygun iç tasarım Interior design which enables assembly of base plates
 220 Taban plakası kullanımına uygun iç tasarım Interior design which enables assembly of base plates Kolay kırılabilen, kademeli kablo rakor yuvaları Easily breakable knock outs with layers Farklı model
220 Taban plakası kullanımına uygun iç tasarım Interior design which enables assembly of base plates Kolay kırılabilen, kademeli kablo rakor yuvaları Easily breakable knock outs with layers Farklı model
GMC FCU-097 ÜRÜNLERİ ÖZELLİKLERİ:
 1 GMC FCU-097 ÜRÜNLERİ ÖZELLİKLERİ: Plastik (ABS) panjurları ile havayı yönlendirme özelliği. Elektrostatik toz boyalı dekoratif görünümlü dış gövde. Üç devirli direkt akuple çift emişli santrifüj fan
1 GMC FCU-097 ÜRÜNLERİ ÖZELLİKLERİ: Plastik (ABS) panjurları ile havayı yönlendirme özelliği. Elektrostatik toz boyalı dekoratif görünümlü dış gövde. Üç devirli direkt akuple çift emişli santrifüj fan
POWER - SPEED - CONTROL
 POWER - SPEED - CONTROL HAKKIMIZDA Firmamız, 1986 yılından beri faaliyet gösteren profesyonel bir metal işleme firmasıdır. Dökme demir, dövme çelikler, çelik çubuklar, dökme aliminyum ve pirinç malzemeleri
POWER - SPEED - CONTROL HAKKIMIZDA Firmamız, 1986 yılından beri faaliyet gösteren profesyonel bir metal işleme firmasıdır. Dökme demir, dövme çelikler, çelik çubuklar, dökme aliminyum ve pirinç malzemeleri
Track & Track Accessories
 Track & Track Accessories Track liberates light and luminaires from the constraints of rigid mounting of ceiling base and allows architects to create different designs in inner spaces. Different spotlights
Track & Track Accessories Track liberates light and luminaires from the constraints of rigid mounting of ceiling base and allows architects to create different designs in inner spaces. Different spotlights
: Shower Unit (Flat) : Kompakt Duș Ünitesi (Flat)
 : Kompakt Duș Ünitesi (Flat)") Veo Description Tanım : Shower Unit (Flat) : Kompakt Duș Ünitesi (Flat) Left/Sol Right/Sağ Size / Ebat (cm) : 190x90 Depth / Derinlik (cm) : 3,5 Height / Yükseklik (cm) : 215 Weight / Ağırlık (kg) : min.
Veo Description Tanım : Shower Unit (Flat) : Kompakt Duș Ünitesi (Flat) Left/Sol Right/Sağ Size / Ebat (cm) : 190x90 Depth / Derinlik (cm) : 3,5 Height / Yükseklik (cm) : 215 Weight / Ağırlık (kg) : min.
ETS BAKIM VE ONARIM BOYA KAPLAMA İNOVASYONU
 ETS BAKIM VE ONARIM BOYA KAPLAMA İNOVASYONU MATIBA 977 C MATIBA 977 C Yüzey üzerinde herhangi bir kumlama ilşlemi yapmadan, ETS- MATIBA 977 yüzey kaplama işlemi uygulanır. ETS MATIBA 977, yüzey hazırlığında
ETS BAKIM VE ONARIM BOYA KAPLAMA İNOVASYONU MATIBA 977 C MATIBA 977 C Yüzey üzerinde herhangi bir kumlama ilşlemi yapmadan, ETS- MATIBA 977 yüzey kaplama işlemi uygulanır. ETS MATIBA 977, yüzey hazırlığında
HAVALI SİSTEM KENETLER
 HAVALI SİSTEM KENETLER Kullanıldığı Sanayiler: Özellikle; Otomotiv, eyaz eşya, Makina, Seramik, Ahşap Plastik sanayilerle birlikte, her türlü sanayide kullanılabilir. Kullanım Alanları: ir bağlantı elamanı
HAVALI SİSTEM KENETLER Kullanıldığı Sanayiler: Özellikle; Otomotiv, eyaz eşya, Makina, Seramik, Ahşap Plastik sanayilerle birlikte, her türlü sanayide kullanılabilir. Kullanım Alanları: ir bağlantı elamanı
GEO-Treat 2000 Series / Serisi. GEO-Treat 1000 Series / Serisi RESERVOIR TEMPERATURE HIGHER THAN 180 C RESERVOIR TEMPERATURE BETWEEN 120 C C
 1000 Series / Serisi RESERVOIR TEMPERATURE HIGHER THAN 180 C Scale inhibitors showing high performance even at low dosages which are designed for wells with reservoir temperatures higher than 180 C and
1000 Series / Serisi RESERVOIR TEMPERATURE HIGHER THAN 180 C Scale inhibitors showing high performance even at low dosages which are designed for wells with reservoir temperatures higher than 180 C and
About Reflectra REFLECTIVE TRAFFIC SIGNS FOLDED PLASTIC TRAFFIC SIGNS OMEGA POLES CUSTOMIZED SIGNS PRODUCT CATALOGUE ISO
 reflectra 2 2018 PRODUCT CATALOGUE 2018 About Reflectra Reflectra products are manufactured according to the traffic and road safety standards. Reflectra products are used in 81 cities in Turkey and used
reflectra 2 2018 PRODUCT CATALOGUE 2018 About Reflectra Reflectra products are manufactured according to the traffic and road safety standards. Reflectra products are used in 81 cities in Turkey and used
Yüz Tanımaya Dayalı Uygulamalar. (Özet)
") 4 Yüz Tanımaya Dayalı Uygulamalar (Özet) Günümüzde, teknolojinin gelişmesi ile yüz tanımaya dayalı bir çok yöntem artık uygulama alanı bulabilmekte ve gittikçe de önem kazanmaktadır. Bir çok farklı uygulama
4 Yüz Tanımaya Dayalı Uygulamalar (Özet) Günümüzde, teknolojinin gelişmesi ile yüz tanımaya dayalı bir çok yöntem artık uygulama alanı bulabilmekte ve gittikçe de önem kazanmaktadır. Bir çok farklı uygulama
GEO-Treat 2000 Series / Serisi. GEO-Treat 1000 Series / Serisi RESERVOIR TEMPERATURE HIGHER THAN 180 C RESERVOIR TEMPERATURE BETWEEN 120 C C
 1000 Series / Serisi RESERVOIR TEMPERATURE HIGHER THAN 180 C Scale inhibitors showing high performance even at low dosages which are designed for wells with reservoir temperatures higher than 180 C and
1000 Series / Serisi RESERVOIR TEMPERATURE HIGHER THAN 180 C Scale inhibitors showing high performance even at low dosages which are designed for wells with reservoir temperatures higher than 180 C and
SIVA ÜSTÜ PERÇİN BİRLEŞTİRMELİ TABLOLAR
 TABLOLAR TABLOLAR Tablolar elektrik malzemelerini dış etkenlerden koruyan elektriksel ve fiziksel müdahaleye kolaylık sağlayan sıva üstü ve sıva altı tabloları kullanıma sunulmaktadır. Sıvı üstü ve sıvı
TABLOLAR TABLOLAR Tablolar elektrik malzemelerini dış etkenlerden koruyan elektriksel ve fiziksel müdahaleye kolaylık sağlayan sıva üstü ve sıva altı tabloları kullanıma sunulmaktadır. Sıvı üstü ve sıvı
POMPA VE MOTOR PUMPS AND MOTORS
 8 tarım agriculture sanayi industry su idareleri water authority POMPA VE S AND S " 8" PASLANMAZ POMPA 8" SS 6 8 8 10 10 SS 877 KOMPLE PASLANMAZ POMPA FABRICATED STAINLESS STEEL 60 Hz 60 Hz seçim aralığı:
8 tarım agriculture sanayi industry su idareleri water authority POMPA VE S AND S " 8" PASLANMAZ POMPA 8" SS 6 8 8 10 10 SS 877 KOMPLE PASLANMAZ POMPA FABRICATED STAINLESS STEEL 60 Hz 60 Hz seçim aralığı:
MAFSALLI ÇOK AMAÇLI KENETLER
 Kullanıldığı anayiler: Özellikle; Otomotiv, eyaz eşya, Makina, eramik, Ahşap Plastik sanayilerle birlikte, her türlü sanayide kullanılabilir. Kullanım Alanları: MOL: 501 M,502 M,503 M,504 M 501 ML,502
Kullanıldığı anayiler: Özellikle; Otomotiv, eyaz eşya, Makina, eramik, Ahşap Plastik sanayilerle birlikte, her türlü sanayide kullanılabilir. Kullanım Alanları: MOL: 501 M,502 M,503 M,504 M 501 ML,502
MALZEME Ürün boğazı 1 mm DKP sacdan sıvama yöntemiyle, ürün kasa ve kanatları 1 mm DKP sacdan imal edilmektedir.
 TANIM HIKD: İdeal Konfor Difüzörü MALZEME Ürün boğazı 1 mm DKP sacdan sıvama yöntemiyle, ürün kasa ve kanatları 1 mm DKP sacdan imal edilmektedir. UYGULAMA HIKD Serisi İdeal Konfor Difüzörleri 3,8-15 mt
TANIM HIKD: İdeal Konfor Difüzörü MALZEME Ürün boğazı 1 mm DKP sacdan sıvama yöntemiyle, ürün kasa ve kanatları 1 mm DKP sacdan imal edilmektedir. UYGULAMA HIKD Serisi İdeal Konfor Difüzörleri 3,8-15 mt
Damperler / Dampers. RGS International HVAC Equipment. www.rgs-international.com
 Damperler / Dampers RGS International HVAC Equipment www.rgs-international.com international.com İçindekiler / Index Volüm Damperi / VRD Volume Control Damper / VRD Back Draft Damper / NMD Back Draft Damper
Damperler / Dampers RGS International HVAC Equipment www.rgs-international.com international.com İçindekiler / Index Volüm Damperi / VRD Volume Control Damper / VRD Back Draft Damper / NMD Back Draft Damper
ABOUT US WHY BAŞAT? Because;
 ABOUT US Our company has been providing service under the name DAMLA LAMİNASYON in textile sector for long years. Having adopted providing high quality service as a principle our company has carried out
ABOUT US Our company has been providing service under the name DAMLA LAMİNASYON in textile sector for long years. Having adopted providing high quality service as a principle our company has carried out
KULLANMA KLAVUZU / USER'S GUIDE GTİP/HS Code:
 MOTORLU ÇOKLU ASTAR KESME MAKİNESİ MOTOR DRIVEN LINING CUTTING MACHINE KULLANMA KLAVUZU / USER'S GUIDE GTİP/HS Code: 8461.90.00.00.00 Çelik Kuyumculuk Kalıp Makine San. Ve Tic. Ltd. Şti. Adres: Atatürk
MOTORLU ÇOKLU ASTAR KESME MAKİNESİ MOTOR DRIVEN LINING CUTTING MACHINE KULLANMA KLAVUZU / USER'S GUIDE GTİP/HS Code: 8461.90.00.00.00 Çelik Kuyumculuk Kalıp Makine San. Ve Tic. Ltd. Şti. Adres: Atatürk
AHK. 3 Valsli Hidrolik Silindir Makineleri 3 Rolls Hydraulic Plate Bending Machines AHK 25/65
 3 Valsli Hidrolik Silindir Makineleri 3 Rolls Hydraulic Plate Bending Machines AHK 25/65 AKYAPAK AKBEND üretimi üç valsli hidrolik silindir makineleri, 2 mm den 200 mm ye kadar sac kalınlığında ve 1000
3 Valsli Hidrolik Silindir Makineleri 3 Rolls Hydraulic Plate Bending Machines AHK 25/65 AKYAPAK AKBEND üretimi üç valsli hidrolik silindir makineleri, 2 mm den 200 mm ye kadar sac kalınlığında ve 1000
STANDART ÖZELLİKLER STANDARD FEATURES OPTIONAL FEATURES OPSİYONEL ÖZELLİKLER
 R41A Heat Pump Isı Geri Kazanım STANDART ÖZELLİKLER Dış ortam atmosfer şartlarına dayanıklı, elektrostatik toz boya kaplı galvaniz çelik saç dış kaset Hava akımından bağımsız kontrol panosu Cihazın çalışma
R41A Heat Pump Isı Geri Kazanım STANDART ÖZELLİKLER Dış ortam atmosfer şartlarına dayanıklı, elektrostatik toz boya kaplı galvaniz çelik saç dış kaset Hava akımından bağımsız kontrol panosu Cihazın çalışma
Dilatasyon Boşluğu? Dilatation Gap? Kaplama Kalınlığı? Covering Thickness?
 DOĞRU DİLATASYON PROFİLİ SEÇİMİ / Determininig Approriate Expansion Joint Profile Dilatasyon Boşluğu? Dilatation Gap? Yapının statik hesaplamalarına göre dilatasyon boşluğu seçilir ve arasına eps yerleştirilir.
DOĞRU DİLATASYON PROFİLİ SEÇİMİ / Determininig Approriate Expansion Joint Profile Dilatasyon Boşluğu? Dilatation Gap? Yapının statik hesaplamalarına göre dilatasyon boşluğu seçilir ve arasına eps yerleştirilir.
TAV FIRINI/ANNEALING FURNACE KULLANMA KLAVUZU / USER'S GUIDE
 TAV FIRINI/ANNEALING FURNACE KULLANMA KLAVUZU / USER'S GUIDE GTİP/HS Code: 8454.10.00.00.00 Çelik Kuyumculuk Kalıp Makine San. Ve Tic. Ltd. Şti. Adres: Atatürk Mahallesi Marmara Sanayi Sitesi R Blok No:
TAV FIRINI/ANNEALING FURNACE KULLANMA KLAVUZU / USER'S GUIDE GTİP/HS Code: 8454.10.00.00.00 Çelik Kuyumculuk Kalıp Makine San. Ve Tic. Ltd. Şti. Adres: Atatürk Mahallesi Marmara Sanayi Sitesi R Blok No:
Çelik Takviyeli YYPE Izgara / Steel Reinforced HDPE Gratings. YYPE ( Yüksek Yoğunluklu Polietilen) Nedir? YYPE ve Çelik Takviyeli YYPE Izgara Nedir?
 Nedir? YYPE ve Çelik Takviyeli YYPE Izgara Nedir?") YYPE ( Yüksek Yoğunluklu Polietilen) Nedir? YYPE (Yüksek Yoğunluklu Polietilen); polietilen plastiğin yüksek yoğunluklu bir çeşididir. Diğer polietilenlere göre daha mukavim ve AYPE ye (alçak yoğunluklu
YYPE ( Yüksek Yoğunluklu Polietilen) Nedir? YYPE (Yüksek Yoğunluklu Polietilen); polietilen plastiğin yüksek yoğunluklu bir çeşididir. Diğer polietilenlere göre daha mukavim ve AYPE ye (alçak yoğunluklu
Elektrik ark kaynağı.
 Kaynak yöntemleri Endüstride kullanılan kaynak yöntemleri çeşitlidir. Ancak bunların bazı ortak özellikleri vardır. Kiminde elektrik akımı ile kaynaklama yapılırken, kiminde bir takım gazlar kullanılarak
Kaynak yöntemleri Endüstride kullanılan kaynak yöntemleri çeşitlidir. Ancak bunların bazı ortak özellikleri vardır. Kiminde elektrik akımı ile kaynaklama yapılırken, kiminde bir takım gazlar kullanılarak
LİNEER MENFEZ Linear Grille. 30 bükümlü. HLM-K: Lineer menfez kontrol kapağı, kanatlar 17 veya 30 bükümlü.
 TANIM HLM-A: Lineer menfez, kanatlar 17 bükümlü. HLM-B: Lineer menfez, kanatlar 30 bükümlü. HLM-K: Lineer menfez kontrol kapağı, kanatlar 17 veya 30 bükümlü. MALZEME Ekstrüzyon yöntemiyle üretilmiş alüminyum
TANIM HLM-A: Lineer menfez, kanatlar 17 bükümlü. HLM-B: Lineer menfez, kanatlar 30 bükümlü. HLM-K: Lineer menfez kontrol kapağı, kanatlar 17 veya 30 bükümlü. MALZEME Ekstrüzyon yöntemiyle üretilmiş alüminyum
AKDENİZ ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ ÇEVRE MÜHENDİSLİĞİ BÖLÜMÜ ÇEV181 TEKNİK İNGİLİZCE I
 AKDENİZ ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ ÇEVRE MÜHENDİSLİĞİ BÖLÜMÜ ÇEV181 TEKNİK İNGİLİZCE I Dr. Öğr. Üyesi Firdes YENİLMEZ KTS Kredisi 3 (Kurumsal Saat: 2 Uygulama Saat: 1) Ders Programı Pazartesi 09:30-12:20
AKDENİZ ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ ÇEVRE MÜHENDİSLİĞİ BÖLÜMÜ ÇEV181 TEKNİK İNGİLİZCE I Dr. Öğr. Üyesi Firdes YENİLMEZ KTS Kredisi 3 (Kurumsal Saat: 2 Uygulama Saat: 1) Ders Programı Pazartesi 09:30-12:20
ET16. The most spacious and yet compact of the 1.5t class
 ET16 İzlenen Geleneksel Arka Ekskavatörleri The most spacious and yet compact of the 1.5t class Compact in size and yet the best of its class in terms of cabin size. The ET16 achieves not only top scores
ET16 İzlenen Geleneksel Arka Ekskavatörleri The most spacious and yet compact of the 1.5t class Compact in size and yet the best of its class in terms of cabin size. The ET16 achieves not only top scores
ARS SERİSİ POMPALAR (ARS SERIES PUMP) General Information. Genel Bilgiler. Applications. Kullanım Yerleri
 General Information. Genel Bilgiler. Applications. Kullanım Yerleri") ARS SERİSİ POMPALAR (ARS SERIES PUMP) Basma Flanşı Genel Bilgiler : DN32...DN 200 mm General Information Discharge Flange : DN32... DN 200 mm Debi : 700 m³/h Capacity : 700 m³/h Basma Yüksekliği : 550
ARS SERİSİ POMPALAR (ARS SERIES PUMP) Basma Flanşı Genel Bilgiler : DN32...DN 200 mm General Information Discharge Flange : DN32... DN 200 mm Debi : 700 m³/h Capacity : 700 m³/h Basma Yüksekliği : 550
Suyun Kalite ile Dansı. Gömme Rezervuar Concealed Cistern
 Suyun Kalite ile Dansı Gömme Rezervuar Concealed Cistern Banyonuzdaki Şıklık Ar-Ge çalışmalarımız sonucunda oluşturduğumuz yüksek kalite ve estetiğe sahip çevre dostu GREZ gömme rezervuarlarımızı 8 farklı
Suyun Kalite ile Dansı Gömme Rezervuar Concealed Cistern Banyonuzdaki Şıklık Ar-Ge çalışmalarımız sonucunda oluşturduğumuz yüksek kalite ve estetiğe sahip çevre dostu GREZ gömme rezervuarlarımızı 8 farklı
ORANSAL GAZ BRÜLÖRLERİ MODULATED GAS BURNERS
 GAZ BRÜLÖRLERİ MODULATED GAS BURNERS Doğru seçimle başlamak Starting the right selection ÜRET GAZ BRÜLÖRLERİ 30 7500 kw TS EN 676 + A2 çerçevesinde CE 1312 sertifikasyonu ile üretilen üflemeli tip Üret
GAZ BRÜLÖRLERİ MODULATED GAS BURNERS Doğru seçimle başlamak Starting the right selection ÜRET GAZ BRÜLÖRLERİ 30 7500 kw TS EN 676 + A2 çerçevesinde CE 1312 sertifikasyonu ile üretilen üflemeli tip Üret
verimli dayanıklı geniş ürün yelpazesi efficient durable wide range POMPA VE MOTOR PUMPS AND MOTORS
 1 verimli dayanıklı geniş ürün yelpazesi efficient durable wide range POMPA VE S AND S 10" PASLANMAZ POMPA 10" SS 10" PASLANMAZ POMPA 10" SS 6 6 8 8 10 10 41 SS 10108 KOMPLE PASLANMAZ POMPA FABRICATED
1 verimli dayanıklı geniş ürün yelpazesi efficient durable wide range POMPA VE S AND S 10" PASLANMAZ POMPA 10" SS 10" PASLANMAZ POMPA 10" SS 6 6 8 8 10 10 41 SS 10108 KOMPLE PASLANMAZ POMPA FABRICATED
verimli dayanıklı geniş ürün yelpazesi efficient durable wide range POMPA VE MOTOR PUMPS AND MOTORS
 1 verimli dayanıklı geniş ürün yelpazesi efficient durable wide range POMPA VE S AND S 10" PASLANMAZ POMPA 10" SS 10" PASLANMAZ POMPA 10" SS 6 8 10 41 SS 10108 KOMPLE PASLANMAZ POMPA FABRICATED STAINLESS
1 verimli dayanıklı geniş ürün yelpazesi efficient durable wide range POMPA VE S AND S 10" PASLANMAZ POMPA 10" SS 10" PASLANMAZ POMPA 10" SS 6 8 10 41 SS 10108 KOMPLE PASLANMAZ POMPA FABRICATED STAINLESS
63A - 125A CEE NORM FİŞ & PRİZLER 63A - 125A CEE NORM PLUGS & SOCKETS. connectors
 63A - 125A CEE NORM FİŞ & PRİZLER 63A - 125A CEE NORM PLUGS & SOCKETS connectors 38 63A - 125A CEE NORM FİŞ & PRİZLER 63A - 125A CEE NORM PLUGS & SOCKETS connectors Mermer ocakları ve maden ocakları, limanlar
63A - 125A CEE NORM FİŞ & PRİZLER 63A - 125A CEE NORM PLUGS & SOCKETS connectors 38 63A - 125A CEE NORM FİŞ & PRİZLER 63A - 125A CEE NORM PLUGS & SOCKETS connectors Mermer ocakları ve maden ocakları, limanlar
EKONOMİZER ECONOMIZER
 EKONOMİZER EKONOMİZER KONEKO EKONOMİZERİ GENEL BİLGİ / KONEKO GENERAL INFORMATION Koneko Ekonomizer baca gazlarının atık ısısından yararlanarak, buhar kazanları, kızgın yağ kazanları, sıcak ve kızgın su
EKONOMİZER EKONOMİZER KONEKO EKONOMİZERİ GENEL BİLGİ / KONEKO GENERAL INFORMATION Koneko Ekonomizer baca gazlarının atık ısısından yararlanarak, buhar kazanları, kızgın yağ kazanları, sıcak ve kızgın su
Konforun Üç Bilinmeyenli Denklemi 2016
 Mimari olmadan akustik, akustik olmadan da mimarlık olmaz! Mimari ve akustik el ele gider ve ben genellikle iyi akustik görülmek için orada değildir, mimarinin bir parçası olmalı derim. x: akustik There
Mimari olmadan akustik, akustik olmadan da mimarlık olmaz! Mimari ve akustik el ele gider ve ben genellikle iyi akustik görülmek için orada değildir, mimarinin bir parçası olmalı derim. x: akustik There
Single core conductor BETAtherm 145
 Tel: +90 216 4159797 İnternet: www.synflex.com.tr Single core conductor BETAtherm 145 Açıklama BETAtherm 145 is a flexible low-voltage cable with UL recognition consisting of a tinned copper stranded wire
Tel: +90 216 4159797 İnternet: www.synflex.com.tr Single core conductor BETAtherm 145 Açıklama BETAtherm 145 is a flexible low-voltage cable with UL recognition consisting of a tinned copper stranded wire
THE PRODUCTION OF AA5049 ALLOY SHEETS BY TWIN ROLL CASTING
 AA5049 ALÜMİNYUM ALAŞIMI LEVHALARIN İKİZ MERDANELİ SÜREKLİ DÖKÜM TEKNİĞİ İLE ÜRETİMİ Koray TURBALIOĞLU Teknik Alüminyum San. A.Ş., İstanbul koray.turbalioglu@teknikaluminyum.com.tr ÖZET AA5049 alaşımı
AA5049 ALÜMİNYUM ALAŞIMI LEVHALARIN İKİZ MERDANELİ SÜREKLİ DÖKÜM TEKNİĞİ İLE ÜRETİMİ Koray TURBALIOĞLU Teknik Alüminyum San. A.Ş., İstanbul koray.turbalioglu@teknikaluminyum.com.tr ÖZET AA5049 alaşımı
Marble / Granite / Concrete / Asphalt
 Marble / Granite / Concrete / Asphalt Circular Saws, Diamond Wires, Gang-Saw Blades, Calibrators, Profiles, Custom Made Products Perfect solutions to endless needs... HAKKIMIZDA SONMAK 1975 senesinde Ankara
Marble / Granite / Concrete / Asphalt Circular Saws, Diamond Wires, Gang-Saw Blades, Calibrators, Profiles, Custom Made Products Perfect solutions to endless needs... HAKKIMIZDA SONMAK 1975 senesinde Ankara
YUVARLAK TAVAN ANEMOSTADI. Round Ceiling Diffuser
 YUVARLAK TAVAN ANEMOSTADI Round Ceiling Diffuser YUVARLAK TAVAN ANEMOSTADI ( ) ROUND CEILING DIFFUSER Yuvarlak Tavan Anemostadý Teknik Detaylarý Round Ceiling Diffuser Technical Details : Malzeme: Kullaným:
YUVARLAK TAVAN ANEMOSTADI Round Ceiling Diffuser YUVARLAK TAVAN ANEMOSTADI ( ) ROUND CEILING DIFFUSER Yuvarlak Tavan Anemostadý Teknik Detaylarý Round Ceiling Diffuser Technical Details : Malzeme: Kullaným:
ŞİRKET PROFİLİ COMPANY PROFILE
 ŞİRKET PROFİLİ Teknobara Elektrik Elektronik Makine Sanayi ve Ticaret Limited Şirketi Endüstriyel Elektrik ve üretim alanlarında, bakır ve alüminyum bağlantı elemanları üretiminde faaliyet göstermektedir.
ŞİRKET PROFİLİ Teknobara Elektrik Elektronik Makine Sanayi ve Ticaret Limited Şirketi Endüstriyel Elektrik ve üretim alanlarında, bakır ve alüminyum bağlantı elemanları üretiminde faaliyet göstermektedir.
ONX ELEKTRONİK ONX INDUCTION HEAT
 ONX ELEKTRONİK ONX INDUCTION HEAT İNDÜKSİYON ISITMA SİSTEMLERİ TEL: 0 535 743 5961 ONX ELECTRONICS HIGH FREQUENCY INDUCTION HEATING SYSTEMS AND MACHINES CONTACT ; +90 535 743 5961 email : h_camci@yahoo.com
ONX ELEKTRONİK ONX INDUCTION HEAT İNDÜKSİYON ISITMA SİSTEMLERİ TEL: 0 535 743 5961 ONX ELECTRONICS HIGH FREQUENCY INDUCTION HEATING SYSTEMS AND MACHINES CONTACT ; +90 535 743 5961 email : h_camci@yahoo.com
SİSTEM 03 SYSTEM 03. Havuz Kontrol Sistemi 3 / Pool Control System 3. Havuz Kontrol Sistemi 3 E / Pool Control System 3 E
 SİSTEMLER / Systems SİSTEM 03 SYSTEM 03 45x60 panel üzerinde bağlantı elemanları monte edilmiş halde Poolsaver 1320 2 Adet 5L/5B Nano Dozaj Pompası Elektrot akış hücresi Kalibrasyon rafı ph ve ORP elektrodu
SİSTEMLER / Systems SİSTEM 03 SYSTEM 03 45x60 panel üzerinde bağlantı elemanları monte edilmiş halde Poolsaver 1320 2 Adet 5L/5B Nano Dozaj Pompası Elektrot akış hücresi Kalibrasyon rafı ph ve ORP elektrodu
KABLO DÖŞEME GEMİLERİ CABLE LAYING VESSELS
 KABLO DÖŞEME GEMİLERİ CABLE LAYING VESSELS Cilt C Part C Kısım 20 - Kablo Döşeme Gemileri Chapter 20 - Cable Laying Vessels EKİM 2001 November 2001 KABLO DÖŞEME GEMİLERİ İÇİNDEKİLER Sayfa A - Genel...
KABLO DÖŞEME GEMİLERİ CABLE LAYING VESSELS Cilt C Part C Kısım 20 - Kablo Döşeme Gemileri Chapter 20 - Cable Laying Vessels EKİM 2001 November 2001 KABLO DÖŞEME GEMİLERİ İÇİNDEKİLER Sayfa A - Genel...