Sayfa Ölçme Hataları-Belirsizlik
|
|
|
- Aysel Doğu
- 5 yıl önce
- İzleme sayısı:
Transkript
1 Sayfa Ölçme Hataları-Belirsizlik 64
 SKALA HATASI Skala çizgisinin cihazın çalışma prensibine uygun olarak teorik durum ile gerçek durum arasındaki farktan doğan hatadır. (Bakınız b). Hız m/s, km/h Hacim V=A.")
2 ÖLÇME CİHAZLARINDA HATA KAYNAKLARI GÖZLEM HATASI Okuyucunun ölçme cihazındaki değeri okurken yapılan hatadır. (Bakınız a) SKALA HATASI Skala çizgisinin cihazın çalışma prensibine uygun olarak teorik durum ile gerçek durum arasındaki farktan doğan hatadır. (Bakınız b). Hız m/s, km/h Hacim V=A.s (m 3 ) Debi Q = V / t (m 3 /s) (hacimsel bedi) Q = A.v (m 3 /s) m = m / t (kg/s) (kütlesel debi) 65
.")
3 GÖSTERGE HATASI Cihaz ibresinin gösterdiği değerden, ölçülen miktarın gerçek değerini çıkartmakla bulunan hatadır. (Bakınız c). SIFIR HATASI Kullanım şartları belirli olan bir cihazda, ibrenin daha başlangıçta sıfırdan sapması durumundaki hatadır. (Bakınız d). 66
4 67
5 68
6 Bir ölçme cihazının sönümlenmiş olması için, çıkıştaki titreşimlerin sindirilmiş olması veya amplitüd de birbirini izleyen azalma meydana gelmesi gerekir. Sönümleme kuvveti hız ile orantılıdır. Sönümleme katsayısı (c) ise sönümleme kuvvetinin birim hıza oranıdır. ( c = N. (s/m) ) Sönümleme kuvveti sıfır olduğu zaman Bir önceki şekildeki yay-kütle sistemi düşünülmelidir. Sistemde sönümleme varsa, şekilde olduğu gibi, cihazın çıkışındaki hareketi önemli ölçüde Sönümleme Oranı na bağlıdır. Sönümleme oranı ; Gerçek sönümleme katsayısı (c) nin kritik sönümleme katsayısına oranıdır. 69
7 Aplitüd: Genlik, genişlik, dalga genliği. Bir salınım devinmesinde, denge durumundan en çok uzaklaşılan nokta. 70
8 71
9 72
10 DUYARLILIK, DOĞRULUK (Accuracy) VE HASSASLIK Duyarlılık; Yüksek duyarlıklı bir cihazda ölçülen büyüklükte çok az bir değişme, ibrede büyük oynama (hareketlenme) meydana getirir. Meydana gelen titreşimlerle ibre aşırı sapar. Doğruluk; Cihaz ibresinin, ölçülen fiziksel büyüklüklerin gerçek değerine yaklaşmada gösterdiği yakınlıktır. Hassaslık; Sabit kullanma şartları altında, kısa zaman aralıklarında seri okuma testleri yapıldığı zaman, cihazın aynı okuma değerlerini verme kabiliyetidir. Hassaslık iki terim ile daha iyi tanımlanır. a. Sağlamlık; Cihazın uzun zaman aralıklarında değerleri okuyabilmesidir. b. Sabitlik: Cihazın belli periyot zamanlarda aynı değeri okuyabilmesidir. 73
11 Elektronik kontrol sisteminin temel elemanları Pek çok uygulamalarda ölçme işlemi yerine kontrol işlevi istenir. Kontrol elemanı ARZU EDİLEN elektriksel çıkış sinyali ile GERÇEK elektriksel çıkış sinyalini kıyaslar, aradaki fark kontrol için kullanılır. Şekilde bir fırının kontrolu gösterilmektedir. Brülörle ısınan fırın sıcaklığı bir sıcaklık ölçme elemanı (termokupl) ile algılanarak sinyale dönüştürülecektir. Bu sinyal istenen sinyal ile kontrol elemanı tarafından kıyaslanacak, eğer sapma pozitif ise (yani fazla ise) kontrol edici ayar valfini kısacaktır. Eğer sapma negatif ise (az ise) kontrol edici ayar valfini açacaktır. Daha fazla gaz gelecek ve fırın ısınacaktır. 74
12 2. Belirsizlik (Uncertainty) Analizi Belirsizlik analizi, sonuçların hassasiyeti hakkında yöntemsel bir yaklaşım sunar. Bu yaklaşım ile olası hatalar için bir aralık belirlenmektedir. Belirsizlik analizi diğer analizlere göre belirgin bir üstünlüğü, en büyük hataya neden olan değişkenin hemen tespit edilebilmesidir. İki çeşit belirsizlik analizi yöntemi kullanılmaktadır. Bunlar : ANSI/ASME International s PTC 19.1 Test Uncertainty ISO Guide to the Expression of Uncertainty in Measurement (ISO GUM) 75
13 Belirsizlik Analizi Hesabı 76
14 ÖRNEK 1: LVDT; Linear Variable Differential Transformers 77
15 78
16 ÖRNEK 2: Bir devrede R elektrik direncindeki güç; P = E 2 /R şeklinde gerilim ve direnç ölçülerek bulunmaktadır. P gücünün ölçülmesinde ortaya çıkan belirsizliği bulunuz. (R ve E deki belirsizlikler %1 şeklinde gerçekleşmektedir.) Çözüm: elde edilir. Buradaki bütün terimler P = E2 / R ile bölünürse, = % bulunur. 79
17 ÖRNEK 3: denklemindeki bileşenlerin belirsizlik miktarı ise kayma gerilmesindeki toplam belirsizlik miktarını belirleyiniz? Çözüm: Deneysel verilerdeki belirsizlik için denklem ; Belirsizlik miktarı; 80
 Terazi 4) Gözetleme camları 5) Termometre 6) Tartım çubuğu 7) Kumanda")
 Fan 13) Yaş ve kuru termometreler 14) Klape 15) Kanal 16) Kurutma havası")
18 ÖRNEK 4: Kurutma sisteminde belirsizlik analizi 1) Kurutma odası 2) Tepsiler 3) Terazi 4) Gözetleme camları 5) Termometre 6) Tartım çubuğu 7) Kumanda panosu 8) Termoelemanlar 9) Dataloger 10) Voltaj transformatörü 11) Isıtıcılar 12) Fan 13) Yaş ve kuru termometreler 14) Klape 15) Kanal 16) Kurutma havası çıkışı 81
19 HATA KAYNAK MİKTARLARI Sıcaklık ölçümünde ortaya çıkabilecek hatalar deneylerde kullanılan ölçüm aletlerine bağlı olarak değişmektedir. Deneyler sırasında sistemde çeşitli noktalarda yapılan sıcaklık ölçümlerinden kaynaklanan hatalar; (a1) Termoeleman çiftlerinden kaynaklanan hata = ± C, (b1) Dijital termometreden kaynaklanan hata = ±0.1 C, (c1) Bağlantı elemanları ve noktalarından kaynaklanan hata = ±0.1 C, (d1) Cam termometrenin yapısından, iletim kabiliyetinden ve kılcallığından kaynaklanan hata = ± C, (e1) Fan girişinde sıcaklık ölçülmesinde yapılabilecek ortalama hata = ±0.25 C, (f1) Isıtıcı çıkışında sıcaklığın ölçülmesinde yapılabilecek ortalama hata = ±0.5 C, (g1) Kurutma havasının siklona giriş sıcaklığının ölçülmesinde yapılabilecek ortalama hata =±0.25 C, 82
20 (h1) Kurutma havasının siklondan çıkış sıcaklığının ölçülmesinde yapılabilecek ortalama hata =±0.25 C, (j1) Örneğin merkez sıcaklığının ölçülmesinde yapılabilecek ortalama hata =±0.25 C, (k1) Siklon içerisindeki ve tepsiler arasındaki sıcaklığının ölçülmesinde yapılabilecek ortalama hata =±0.25 C, (l1) Çevre ya da deney ortamı sıcaklığının ölçülmesinde yapılabilecek ortalama hata =±0.25 C, (m1) Fan girişindeki sıcaklığın kuru ve yaş termometre ile okunması sırasındaki yapılabilecek ortalama hata =±0.5 C, 83
 hesaplanabilir.")
21 TOPLAM HATALAR TABLOSU Çözüm Fan girişinde hava sıcaklığının (Tfg) ölçülmesinde yapılabilecek toplam hata ölçümünde (WTfg) hesaplanabilir. 84
22 Fan girişinde hava sıcaklığının ölçülmesinden kaynaklanan hata WTfg = ±0.380-±0.576 C Isıtıcı çıkışı hava sıcaklığının ölçülmesinden kaynaklanan hata WTiç = ±0.576 C Kurutma havasının siklona giriş sıcaklığı ölçülmesinden kaynaklanan hata WTsg = ±0.380 C Kurutma havasının siklona çıkış sıcaklığı ölçülmesinden kaynaklanan hata WTsç = ±0.380 C Kurutulan örneklerin merkez sıcaklığı ölçülmesinden kaynaklanan hata WTm = ±0.380 C Kurutma havasının siklondan içerisindeki ve tepsiler arasındaki sıcaklığının ölçülmesinden kaynaklanan hata WTsta = ±0.380 C Çevre ya da deney ortamı sıcaklığının ölçülmesinden kaynaklanan hata WTç = ±0.380 C Fan girişinde hava sıcaklığının kuru ve yaş Termometreyle ölçülmesinden kaynaklanan hata WTkyf = ±0.559-±0.707 C 85
23 ÖRNEK 5: Hava hızı ölçümünden kaynaklanan hatalar; hız sensörünün hassasiyetinden kaynaklanan hata (± 0.03 m/s), kaçaklarından kaynaklanan hata (± 0.1 m/s) ve okuma hatası ( ± 0.01 m/s) olarak göz önüne alınmıştır. Hız ölçümünden kaynaklanabilecek toplam hata; olarak bulunur. 86

24 Bir Güneş kollektörüne ait belirsizlik analiz sonuçları 87
25 88
26 Fiziksel Büyüklükler ve Ölçülmesi Elektriksel Büyüklükler ve Ölçülmesi Elektronik Büyüklükler ve Ölçülmesi Sayfa Fiziksel Büyüklükler ve Ölçülmesi Sıcaklık Ölçülmesi 89
, ara durum elemanı (amplifikatör), gösterge kadranı veya kayıt edici (recorder).")
27 MÜHENDİSLİK ÖLÇÜMLERİNİN TEMEL ÖZELLİKLERİ Ölçme Sistemleri temelde üç ana elemanı içermektedir. Bunlar algılayıcı (transducer), ara durum elemanı (amplifikatör), gösterge kadranı veya kayıt edici (recorder). Algılayıcı: Ölçülecek fiziksel değişkeni ortaya çıkaran hassas elemandır. 90

28 Ara durum elemanı: Bu elemanda algılanan sinyal (mekanik veya elektriksel olabilir) arzulanan duruma göre büyütülür veya küçültülür. Ara durum elemanı genellikle AMPLİFİKATÖR olur. 91

29 Gösterge kadranı veya kayıt edici 92
30 TEMEL İfadeler Alan Hacim V=A.s (m 3 ) Debi Q = V / t (m 3 /s) Q = A.v (m 3 /s) H = π r 2 h V= hacim (m 3 ) s= yol (m) t= zaman (s) v = hız (m/s) A= kesit alanı (m 2 ) P= basınç (bar, psi) 93
31 UZUNLUĞUN ÖLÇÜLMESİ Uzunluk ölçümü için yaygın olarak Metrik ve İngiliz ölçü sistemi kullanılmaktadır. 1. METRİK SİSTEM Bu ölçü sisteminde birim metredir. (m) harfi ile simgelendirilir. Makina ve metal teknolojilerinde metrenin as katları kullanılır. 94
32 UZUNLUK ÖLÇÜ ALETLERİ BÖLÜNTÜLÜ ÖLÇÜ ALETLERİ AYARLANABİLEN ÖLÇÜ ALETLERİ ÖLÇÜ TAŞIMA ALETLERİ SABİT ÖLÇÜ ALETLERİ Çelik cetveller, Şerit metreler, Katlanır metreler, Çekme cetveller Sürgülü kumpaslar, Mikrometreler, Komparatörler Endikatörler Passametreler, Passimetreler, Pergeller, Dış çap kumpasları, İç çap kumpasları Şablonlar, Johnson mastarları, Çatal ve tanpon mastarları, Kalınlık ve özel mastarlar 95


33 1. BÖLÜNTÜLÜ ÖLÇÜ ALETLERİ Mekanik Uzunluk Ölçümü Metreler -Ölçmede en çok kullanılan çizgisel bölüntülü ölçü aletleridir. -Metrelerin ölçü hassasiyeti 1mm ve 0,5 mm dir. -Metreler büyük boyutlu parçaların ölçülmesinde ve hassasiyet istenmeyen küçük parçaların ölçülmesinde kullanılır. -Büyük uzunlukların ölçülmesinde kullanılırlar. -Şerit metreler ve katlanır metreler bulunmaktadır. -Şerit metreler, paslanmaz yay çeliklerinden yapılırlar. Katlanır metreler ahşap, alüminyum veya çelik malzemelerden yapılabilirler. 96

34 Çelik Cetveller Makine ve metal teknolojileri atölyelerinde ölçme ve markalama işlemlerinde kullanılan ölçü aletleridir. Çelik cetveller yay çeliğinden 20mm genişlikte, mm boylarında ve 0,5mm kalınlıkta üretilirler. Bölüntüleri 0,5mm aralıklı olabileceği gibi 1mm olabilir. Bazı çelik cetvellerinin, bir tarafı mm; diğer tarafı ise (") parmak bölüntülü olabilir. Çelik cetvellerin bazılarının arkasında parmak ölçülerinin metrik değerleri yazılı olarak verilmektedir. 97
35 2. AYARLANABİLEN ÖLÇÜ ALETLERİ 2.1. Kumpaslar Verniyer bölüntülü ölçü aletleri olarak da bilinirler. Okuma hassasiyetleri 0.1, 0.05, 0.02 ve 0.01mm arasında değişmektedir. Okuma hassasiyetleri mm ye kadar olan verniyer bölüntülü ölçü aletleri aşağıdaki gibi sıralanabilir: 1. Sürgülü (İç ve dış çap) kumpaslar, 2. Derinlik kumpasları, 3. Özel kumpaslar, 4. Modül kumpasları, 5. Mihengirler. 98
36 Sürgülü Kumpaslar Kumpaslar uzunluk ölçülerini, iç çap, dış çap, derinlik ve kanal ölçülerini ölçmede kullanılır. Kumpaslar cetvel ve sürgü olmak üzere iki esas parçadan meydana gelmiştir. Sabit çene cetvelle, hareketli çene ise sürgü ile tek parça halinde yapılmıştır. Sürgü üzerinde VERNİYER bölüntüsü vardır. Cetvelin bir tarafı (mm), diğer tarafı ise (") parmak bölüntülü olarak yapılır. Kumpaslar paslanmaz çelikten yapılırlar. Cetvellere göre ölçme hassasiyetleri daha yüksektir. Ölçüyü dijital ve saatli olarak otomatik gösteren kumpaslar da vardır. 99


37 100

38 101 Sürgülü kumpasın kısımları



39 Sürgülü Kumpas Çeşitleri Mekanik kumpas Dijital kumpas Saat kadranlı kumpas Yrd. Doç. Dr. Seyfi ŞEVİK, Notlar


40 Büyük boy kumpaslar 103


41 Özel kumpaslar 104


42 105
43 106
44 Kumpaslar Metrik ölçü sistemine göre; 1/10 mm verniyer taksimatlı kumpaslar 1/20 mm verniyer taksimatlı kumpaslar 1/50 mm verniyer taksimatlı kumpaslar İngiliz (Inch, parmak) ölçü sistemine göre ise; 1/32 " verniyer taksimatlı kumpaslar 1/64 " verniyer taksimatlı kumpaslar 1/128 " verniyer taksimatlı kumpaslar 1/192 " verniyer taksimatlı kumpaslar 1/1000" verniyer taksimatlı kumpaslar olarak sınıflandırılırlar. 107
45 Metrik Ölçü Sistemine Göre Yapılan Kumpaslar Sürgülü mekanik kumpasları birbirinden ayırt edip okuyabilmek için önce cetvel ve sürgü üzerindeki bölüntüleri bilmek gerekir. Cetvel üzerinde milimetre bölüntüleri, sürgü üzerinde ise verniye bölüntüleri oluşturulmuştur. Ölçü okunurken önce verniye bölüntüsünün sıfır çizgisinin, cetvel üzerinde çakıştığı çizgiye bakılır. Çakışma varsa okunan ölçü tam ölçü olur ve verniye bölüntünün son çizgisi cetvel üzerindeki bir çizgiyle çakışır. Verniye üzerindeki sıfır çizgisi cetvel üzerinde bir çizgi ile çakışmıyorsa, ölçü tam değildir. Ölçüyü okumak için verniyenin sıfır çizgisinin cetvel üzerindeki geçtiği çizgi tespit edilir, daha sonra verniye bölüntü üzerindeki çakışan çizgi ile okuma tamamlanır. 108

46 Derinlik Kumpasları Bu kumpaslarla kademeli kanal, delik derinlikleri ölçülür. Ölçülecek gerecin özelliğine göre değişik çeşitleri vardır. Ayrıca düzgün boyutsal uzunluk, genişlik ve yüksekliklerde ölçülür ve kontrol edilir. Esas bölüntü cetveli hareketli, verniyer bölüntülü süngü ise hareketsizdir. Metrik sisteme göre 1/10, 1/20 ve 1/50 mm verniyer bölüntülü olan derinlik kumpasları vardır. 109

47 Özel Kumpaslar Değişik biçimli ve konumlu parçaların boyutlarını ölçmek veya kontrol etmek amacı ile kullanılır. Bu kumpasların hassasiyetleri mm arasında değişmektedir. Özel amaçlar için kullanılan kumpaslar aşağıdaki gibi sınıflandırılabilirler: 1. Çizecek uçlu kumpaslar, 2. Pergel uçlu kumpaslar, 3. Mafsal çeneli kumpaslar, 4. Üniversal baslı kumpaslar 5. Merkezler arası ölçme kumpasları, 6. Ölçü saatli kumpaslar, 7. Çekme paylı kumpaslar. Kanal kumpasları 110

48 Modül Kumpasları Dişli çarkların diş genişliği ve diş üstü yüksekliğinin ölçülmesinde kullanılır. Modül kumpaslarında birbirine dik iki tane dik çene vardır. Birinci cetvel üzerinde, diş üstü yüksekliğini ayarlamak için verniyer bölüntülü sürgü, ikinci cetvel üzerinde ise diş genişliğini ölçmeye yarayan verniyer bölüntülü sürgü vardır. Diş yüksekliği ve diş genişliği ölçüleri, açılacak dişlinin modülüne göre cetvellerden seçilir. Eğer cetvel yoksa hesaplama yoluna gidilir. Modül kumpaslarının ölçme hassasiyeti 1/50 (0.02)mm dir. Bu kumpasların ölçüm ağızları çok çabuk aşınır ve sağlıklı ölçme yapılamayabilir. 111

49 Mihengirler Yükseklik ölçme ve kontrol etme ve markalama işlemlerinde kullanılan ölçü aletlerine mihengir denilir. Okuma hassasiyetleri 1/10, 1/20, 1/50mm dir. Yine, ayrıca inch sistemine göre ölçüm yapan mihengirler de vardır. 112

50 2.2. MİKROMETRELER Sürmeli kumpaslar en çok 0.02mm ölçme hassasiyeti ile ölçüm yapabilmektedir. Kumpaslarda verniye üzerindeki çizgilerin çokluğu ve hangi çizginin hangi çizgi ile çakıştığının belirlenmesi okumayı zorlaştıran etkenlerdendir. Bu hassasiyet değeri makine parçalarının yapımında yeterli değildir. Daha hassas ölçümlerde mikrometrelerden yararlanılmaktadır. Mikrometreler 0.01, ve mm hassasiyette ölçüm yapabilir. 113

51 Mikrometreler kullanılma yerlerine göre; 1. Dış çap mikrometresi 2. İç çap mikrometresi 3. Derinlik mikrometresi 4. Vida mikrometresi 5. Modül mikrometresi 6. Özel mikrometreler şeklinde sınıflandırılabilirler. 114

52 115

53 Ölçme alanlarına göre mikrometreler 116

54 Ölçme aralıklarına göre mikrometreler 117
55 Mikrometrelerde ölçme alanı ile ölçme aralığı farklı şeylerdir. Ölçü çeneleri arasındaki boşluk ölçme alanı, ölçüm milinin hareket mesafesi ise ölçme aralığıdır. Ölçme aralığı ise metrik mikrometrelerde 25mm; Inch ( ) sistemli mikrometrelerde ise 1 dir. Mikrometrelerde ölçme baskısı 250g olacak şekilde ayarlanmıştır. Bunu anlamak için mikrometre çeneleri iş parçasına temas ettikten sonra cırcır vidası ses çıkarana kadar döndürülür. (Cırcır vidası ses çıkarmaya başladığı an ölçme baskısı 250g a ulaşmış olur). 118
56 Mikrometreler krom, nikel ve vanadyum gibi alaşımlı çelik malzemelerden yapılırlar. Mikrometrelerde ölçme aralığı, tamburun bir tam devir yaptığında hareketli çene vida adımının değerine bağlıdır. Örneğin 100 eşit aralığa bölünmüş tambur bir tam devir yaptığında çene 1mm hareket etmiş ise bu mikrometrenin hassasiyeti 1/100=0.01mm dir. Endüstride en yaygın olarak kullanılan metrik bölüntülü mikrometreler; 1. 1/100 mm lik (0.01mm) hassasiyette ölçüm yapan mikrometreler, 2. 1/200 mm lik (0.005mm) hassasiyette ölçüm yapan mikrometreler, 3. 1/1000 mm lik (0.001mm) hassasiyette ölçüm yapan mikrometreler olarak sınıflandırılmaktadır. 119

57 Örnek: Aşağıda verilen 1/100 mm hassasiyetli mikrometredeki ölçüyü okuyunuz mm 120

58 V kanallı mikrometreler 121




59 Dijital Uzunluk Ölçümü 122

 altimetre kastedilir.")
60 Radyo dalgaları birkaç milisaniyede uçaktan yeryüzüne gönderilir ve alınır. Altimeter: Yükseklik ölçer Rakım veya irtifayı ölçmekte kullanılan bir cihaz. Radar altimetresi ve aneroid altimetre gibi farklı prensiplere göre çalışan altimetreler bulunur. Bununla birlikte altimetre sözcüğü ile genellik aneroid (barometrik) altimetre kastedilir. Altimetreler dağcılık ve havacılıkta yaygın olarak kullanılır. 123

61 Elektronik Uzunluk Ölçümü 124

62 125


63 126 1 µm = 1000 nm = 10 6 m 1m = µm
64 Elektrik Alanında Uzunluk Ölçümü Yükseklikler konusunda eğer proje üzerinde yazılı bir bilgi yok ise yaygın yükseklikler şunlardır. Anahtar : 140cm Priz : 40cm - 100cm Abajur prizi: 40cm Heater anahtar: 140cm - 40cm - 100cm Farklı yükseklik alternatifi olan kalemler için: Pano : 155cm Priz; hem 40 cm hemde 100 cm olabilir. Bunun nedeni banko olan yerlerde 100 cm diğer yerlerde 40 cm olmasıdır. Heater anahtarlar için; pano altı ise 140 cm, bankoda ise 100 cm, diğer yerlerde ise 40 cm olarak uygulanır. 127
65 Ölçeklendirme Bir projenin okunmasındaki en önemli konulardan biri ölçek konusudur. Her bir paftanın hangi ölçekte çizildiği lejant üzerinde yazmaktadır. Yaygın olarak kullanılan ölçekler; 1/20, 1/50, 1/100, 1/200, 1/500, 1/2500, 1/5000 dir. Bu yazım şeklinde örneğin 1/50 yazılımı herbir santimetrenin 50 santimetreye eşit olduğunu anlatır. Örnek 1: 1/100 ölçeğinde olan bir planda 3,5 cm ölçülen bir mesafe gerçekte kaç cm olur? 1/100=1cm 100cm, 3,5cm X X= 3,5cm x 100cm / 1cm = 350cm = 3,5m Örnek 2: 1/50 ölçeğinde olan bir planda 37 cm ölçülen bir mesafe gerçekte kaç cm olur? 1/50=1cm 50cm, 37cm X X= 37cm x 50cm / 1cm = 1850cm =18,5m Lejant, projede kullanılan özel işaretlerin ne anlama geldiğini gösteren bölümdür. Her projenin kullanım amacına göre lejantın içinde farklı işaretler kullanılır. 128

66 129
67 SICAKLIK ÖLÇME 130
68 Bir enerji şekli olan ısı ile, ısı derecesi olan sıcaklık birbirinden farklıdır. Isı nedir? Isı, bir enerji türüdür. Sıcaklık farkı ile gerçekleşir. Isı bir cismin uzamasına, genleşmesine, buharlaşmasına, erimesine, sıcaklığın artmasına ve bir iş yapmasına sebep olan fiziksel enerji olarak tanımlanmaktadır. Sıcaklık Nedir? Sıcaklığın tam bir tanımını yapmak oldukça zordur. Bir maddenin ısıl durumunu belirten sıcaklık, ısının bir araç veya cihazla ölçülerek bilinen ölçü sistemlerine dönüştürülmüş halidir. Moleküler aktivitenin (moleküler kinetik enerjinin) göstergesidir. Fiziksel bir büyüklüktür. Temel bir boyuttur. Termodinamiğin sıfırıncı, ikinci ve 3. kanunu sıcaklık ile ilgilidir. Termodinamiğin sıfırıncı kanunu: İki cisim üçüncü bir cisimle ısıl dengede ise (sıcaklıkları eşitse), bu iki cisim birbiri ile ısıl dengededir. Termodinamiğin ikinci kanunu: İşlemler belirli bir yönde cereyan eder. Isı, yüksek sıcaklıktaki bir kaynaktan düşük sıcaklıktaki bir kaynağa doğru geçer. Bu işlemi tersine gerçekleştirmek için sisteme enerji vermek gerekir. Termodinamiğin üçüncü kanunu: Sıfır mutlak sıcaklıkta ( 0 Kelvin) sıcaklığında saf kristal halinde bulunan bütün maddelerin entropileri sıfırdır. Termodinamiğin 1. kanunu ise enerji korunumu ile ilgilidir. 131
69 Bir referans sistemine göre sıcaklık ölçen cihazlara termometre veya sıcaklık ölçer denir. Termometrede sıcaklığı değerlendirmek için kullanılan özelliğe termometrik özellik denir. Uzunluk, hacim, basınç, elektrik direnci, potansiyel fark, renk değişimi ve yüzeylerin ışınım şiddetleri termometrik özelliklerdir. Bu termometrik özellikler kullanılarak çeşitli sıcaklık ölçerler geliştirilmiştir. Niçin sıcaklık ölçülmesi yapılmalıdır? 1.Kontrol için 2.Gözlem için 3.Güvenlik ve enerji verimliliği için 132
, Suyun donma ve kaynama noktaları referans alınır.")
70 SICAKLIK ÖLÇEKLERİ Normal atmosfer basıncında ( Pa), Suyun donma ve kaynama noktaları referans alınır. 133
71 Deneysel sıcaklık Ölçeği; k termometrik özellik olmak üzere Celcius sıcaklık ölçeği referans alınırsa aşağıdaki ölçek deneysel olarak elde edilir. Kelvin tarafından öne sürülen termodinamik sıcaklık ölçeğinde, sıcaklıklar Kelvin olmak şartıyla Isı ve sıcaklıklar arasında aşağıdaki eşitlik geçerlidir. 134
72 Seger Konisi ve Piramidi ile Sıcaklık Ölçümü Ergime dereceleri kesin olarak bilinen kimyasal maddelerden yapılmış konik araçlardır. Bunlar konik olarak üretildiklerinden uç kısımları sivridir. Tavlama sıcaklığı belirlenmesi gereken iş parçasının üstüne konarak iş parçasıyla birlikte tavlanmasına geçilir. Tavlama sıcaklığı ölçülecek iş parçasının getirileceği sıcaklık derecesiyle seger konisinin üretildiği maddenin ergime dereceleri aynı olur. Bunun için değişik tav sıcaklıklarında üretilmiş Seger konileri bulunmaktadır. Fırının içindeki piramitler veya koniler fırının gözetleme deliğinden sürekli izlenirler. Fırın sıcaklığı arttıkça sıra ile piramit veya koniler eğilmeye ve yatmaya başlarlar. Tavlama sıcaklığına ulaşıldığında koni veya piramidin sivri ucu ergir veya eğilir. Böylece iş parçasının da tavlama sıcaklığına ulaştığı sonucuna varılır. 135

73 Seger piramit ve konileri aynı zamanda diğer sıcaklık ölçme araçlarının kontrol edilmelerinde de kullanılırlar. Seger sıcaklık ölçerleri olarak da adlandırılır. Çeşitli malzeme karışımlarından hazırlanmış bazı geometrik şekillerin belirli sıcaklılarda şekillerinin bozulmasına dayanır. Özellikle toprak (seramik) sanayisindeki, pişirme fırınları içindeki sıcaklıkların ölçülmesinde, termoeleman, pirometre yerine seger koni veya pirmaidleri yaygın olarak kullanılır. Ölçme hassasiyetleri fazla olmamasına rağmen bu tip, sanayiler için yeterlidir. 136
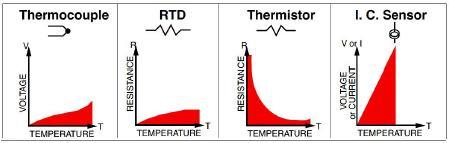
74 Temaslı termometreler 1- Genişleme tipli termometreler * Sıvı genişlemeli * Bimetalik tip * Gaz termometreleri 2- Termistörler SICAKLIK ÖLÇERLER 3- Direnç termometreleri (Nikel, bakır, (korozyona uğrayabilir) Platinyum, tungsten) 4- Isıl çiftler (Termoeleman, Thermocouple) 5-Sıvı kristal termometreler 5- Birleşik devreli termometreler Temassız Termometreler 1- Optik termometreler 2- İnfrared (Kızılötesi) termometreler 137
75 Yaygın Olarak Kullanılan Sıcaklık Ölçme Yöntemleri Sıvı Genişlemeli Cam Termometreler Basınç Termometreleri Bimetal Termometreler Elektrik Direnç Termometreleri Termistörler Termoelemanlar Isıl Isınım ile Sıcaklıkölçerler (Pirometreler) Kızıl Ötesi Işın Kameraları (Termal Kameralar) Kuvars Kristal Termometresi Şekil Değişimi Prensibine Dayanan Sıcaklıkölçerler Renk Değişimi Prensibine Dayanan Sıcaklıkölçerler Aşırı Düşük Sıcaklıkölçerler Sıvı Kristal Sıcaklıkölçerler 138
76 İdeal gaz termometresi saf suyun üçlü noktasındaki sıcaklıkta (T ref = K) içindeki gazın basıncı P ref ise gazın herhangi bir P basıncına gelen T sıcaklığı, olarak hesaplanır. İdeal gaz termometreleri, 1 K gibi düşük bir sıcaklık ölçülebilir. Büyük laboratuarlarda diğer sıcaklıkların kontrolünda uzman kimseler tarafından kullanılır. 139

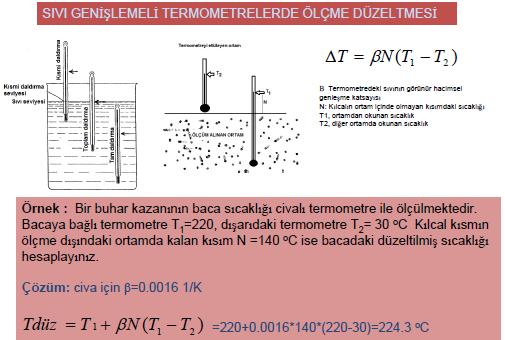
77 SIVI GENİŞLEMELİ CAM TERMOMETRELER Sıcaklık ölçümünde en çok kullanılan cihazlar, sıvı genişlemeli cam termometrelerdir. Temel çalışma prensibi, hazne içindeki sıvı, sıcaklıkla genişleyerek kılcal boru içinde yükselmesidir. Basit, doğrudan okuma imkanı, taşınabilir ve ekonomik olmaları önemli avantajlarıdır. Cam termometrelerde cıva, toluen, etil alkol, kerosen, petrol eteri ve pentan gibi sıvılar kullanılır. Bu sıvılar hacimsel genleşme katsayılarından dolayı kullanılırlar. En çok kullanılan sıvı civadır. Civa camı ıslatmaz ve saftır. Ayrıca Atmosferik basınçta C/ C arasında sıvı fazdadır. Diğer sıvıların kullanılmamasının nedeni, hacimsel genişlemeleri fazla olmasına rağmen cam yüzeyini ıslatmaları ve okumada güçlük çıkarmalarıdır. 140
78 Sıvı genişlemeli elektrik kontakt termometrelerle sıcaklık kontrolü yapılabilir. Termometrede sıcaklık artışıyla kılcal boruda yükselen cıva, tungsten tele temas ederek elektrik devresini kapatır. Tersi durumda elektrik devresi açılır. Küçük sıcaklık değişimlerinin ölçülmesinde Beckmann cıvalı termometreleri kullanılır. Genellikle ana sıcaklık ölçek aralığı 5 C, okuma hassasiyeti C dir. Bir Ortamın en yüksek ve en düşük sıcaklıklarını tespit etmek için maksimum minimum termometresi kullanılır. Her okumadan sonra mıknatısla demir parçası sıvı yüzeyine tekrar getirilir. 141
79 142
80 BASINÇ TERMOMETRELERİ Gaz doldurulmuş basınç termometreleri Sıvı doldurulmuş basınç termometreleri Sıvı/gaz doldurulmuş basınç termometreleri İdeal gaz termometreleri ile aynıdır. Aralarındaki fark, bu tip termometrelerde hazne (algılayıcı kısım) bir sıvı (propil alkol), gaz (Azot) veya sıvı/buhar (Freon 22, Propilin, Metil klorid, aseton, etil benzen) ile doldurulmuş olmasıdr. Bourdan manometresine benzer. Haznedeki akışkan sıcaklıkla ısıl genleşmesinin oluşturduğu basıncın ölçülmesine dayanır. Bu termometrelere akışkan genişlemeli termometreler de denir. Kılcal boruları 20 m olabilir. 143

81 BASINÇ TERMOMETRELERİ 144
82 BİMETAL TERMOMETRELER 145

83 Bu sıcaklıkölçerler, -50 ila +400 C aralığında ölçme yapabilmektedirler. Hassasiyetleri ±%1-3 arasındadır. 146

84 Güce ihtiyaç yok, sağlam kullanımı kolay ucuz fakat çok hassas değildir. Düşük sıcaklıklar için uygun değil, çünkü metallerin genişlemesi düşük sıcaklıklarda genleşme ve büzüşmeleri hassas değildir. 147

85 SICAKLIK ALGILAYICILAR Integrated Circuit (IC) Sensors 148
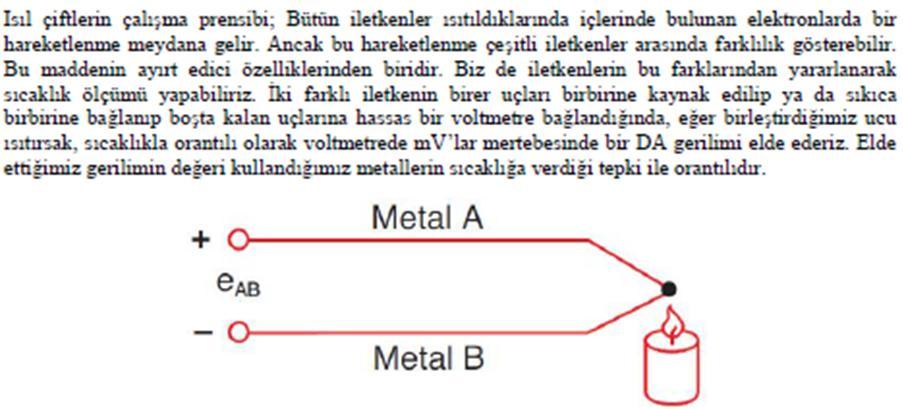
86 1. TERMOELEMANLAR (Termokupl, Isılçift, Termoelektrik Termometre) Elektriksel sıcaklık ölçme yöntemlerinden en çok kullanılanıdır. Isıl ciftin çalışma prensibi SEEBECK etkisi olarak bilinen termoelektriksel olaya dayanır. Seebeck e göre farklı malzemelerden yapılmış iki iletken veya yarı iletkenin uçları birleştirilir ve elde edilen uçlar farklı sıcaklıklara maruz bırakılırsa uçlar arasında bir termik gerilim (elektromotor kuvvet,emk) meydana gelir. Bunun nedeni sıcak kaynaktan soğuk kaynağa doğru hareket eden elektronların doğurduğu elektromotor kuvvettir. Elektron akısına zıt yönde oluşan bu kuvvete seebeck elektromotor kuvveti, olaya Seebeck Termoelektriksel Olayı ve bu şekilde oluşturulmuş devreye de Isıl Çift (Termoeleman,Termocouple) Devresi denir. Voltaj sıcaklığın ve metal tiplerine bağlıdır. Düşük sıcaklık farklarında, değişim lineer, büyük sıcaklık farklarında değişim lineer değildir. Termokupl temelli ölçme sisteminde ısıyı gerilime çeviren bir yapı vardır. Direnç temelli ölçme sisteminde ise ısıya göre direnci değişen elemanlar mevcuttur. 149
87 150


88 151
89 152
90 Termoeleman Çiftleri ve Genel Özellikleri 153
91 154
92 155
93 156
94 157

95 158
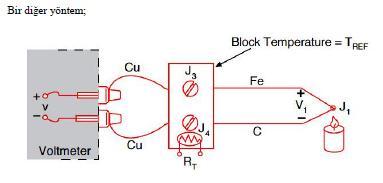
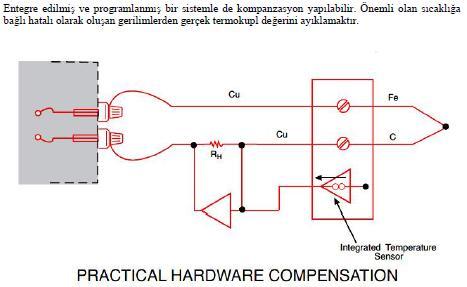
96 Termoeleman ile yapılan ölçmelerde, referans noktasının sıcaklığı termistör veya direnç termometresi gibi bir eleman yardımıyla da tespit edilir. Bu elemanlarla belirlenen referans noktasının sıcaklık değeri, bilgisayar yardımıyla istenen sıcaklık doğrudan doğruya bulunabilir. Bilgisayar yazılım dengelemeli (software compensation) adı verilen bu yöntem ile referans noktası sıcaklığındaki değişimlerin ölçmeler üzerindeki etkisi yok edilmiş olur. Referans noktasındaki problemleri ortadan kaldıran software ve hardware yöntemleri birbirleri ile şöyle karşılaştırılabilir. Software yöntemi her çeşit termoelemana kolayca uygulanabilir, fakat sıcaklık bulunuşu için daha fazla işlem gerekir. Hardware yöntemi ile hızlı olmasına karşılık her bir termoeleman cinsi için ayrı kart gerektirir. 159
97 160
98 Seri bağlama (termopil): Sistemdeki emk artırılarak hassasiyet artırılır. Paralel bağlama: Ortalama Sıcaklık farkı ölçmek 161
MÜHENDİSLİK ÖLÇÜMLERİNİN TEMEL ESASLARI
 MÜHENDİSLİK ÖLÇÜMLERİNİN TEMEL ESASLARI ÖLÇME SİSTEMLERİNİN TEMEL ÖZELLİKLERİ ÖLÇME SİSTEMLERİ Bütün ölçme sistemleri üç temel elemanı içerir. Transducer :Ölçülecek fiziksel değişkeni ortaya çıkaran hassas
MÜHENDİSLİK ÖLÇÜMLERİNİN TEMEL ESASLARI ÖLÇME SİSTEMLERİNİN TEMEL ÖZELLİKLERİ ÖLÇME SİSTEMLERİ Bütün ölçme sistemleri üç temel elemanı içerir. Transducer :Ölçülecek fiziksel değişkeni ortaya çıkaran hassas
TEMEL İŞLEMLER VE UYGULAMALARI Prof.Dr. Salim ASLANLAR
 1. ÖLÇME TEKNİĞİ Bilinen bir değer ile bilinmeyen bir değerin karşılaştırılmasına ölçme denir. Makine parçalarının veya yapılan herhangi işin görevini yapabilmesi için istenen ölçülerde olması gerekir.
1. ÖLÇME TEKNİĞİ Bilinen bir değer ile bilinmeyen bir değerin karşılaştırılmasına ölçme denir. Makine parçalarının veya yapılan herhangi işin görevini yapabilmesi için istenen ölçülerde olması gerekir.
Laboratuvarlarda ve uygulamalarda ölçme işlemlerinin en önemli bir kısmını uzunluk (derinlik, çap vb.) ölçümleri almaktadır.
 ölçümleri almaktadır.") Ölçme Tekniği Uzunluk Ölçümü Laboratuvarlarda ve uygulamalarda ölçme işlemlerinin en önemli bir kısmını uzunluk (derinlik, çap vb.) ölçümleri almaktadır. Boyut ölçme işlemlerinde kullanılan yöntemler genellikle
Ölçme Tekniği Uzunluk Ölçümü Laboratuvarlarda ve uygulamalarda ölçme işlemlerinin en önemli bir kısmını uzunluk (derinlik, çap vb.) ölçümleri almaktadır. Boyut ölçme işlemlerinde kullanılan yöntemler genellikle
SICAKLIK ÖLÇÜMÜ. Doç. Dr. Hüsamettin BULUT Harran Üniversitesi Mühendislik Fakültesi Makina Mühendisliği Bölümü Osmanbey Kampüsü, Şanlıurfa
 SICAKLIK ÖLÇÜMÜ Doç. Dr. Hüsamettin BULUT Harran Üniversitesi Mühendislik Fakültesi Makina Mühendisliği Bölümü Osmanbey Kampüsü, Şanlıurfa http://eng.harran.edu.tr/~hbulut/ Ölçme Yöntemleri Doç. Dr. Hüsamettin
SICAKLIK ÖLÇÜMÜ Doç. Dr. Hüsamettin BULUT Harran Üniversitesi Mühendislik Fakültesi Makina Mühendisliği Bölümü Osmanbey Kampüsü, Şanlıurfa http://eng.harran.edu.tr/~hbulut/ Ölçme Yöntemleri Doç. Dr. Hüsamettin
Endüstriyel Ölçme ve Kontrol
 TEKNİK BİLİMLER MESLEK YÜKSEKOKULU Endüstriyel Ölçme ve Kontrol KUMPASLAR Sürgülü kumpaslar Alman normu DIN 862 esas alınarak yapılırlar. Bu norm 2000 mm ye kadar ölçme kapasitelidir. 10 eşit bölümlü (1/10
TEKNİK BİLİMLER MESLEK YÜKSEKOKULU Endüstriyel Ölçme ve Kontrol KUMPASLAR Sürgülü kumpaslar Alman normu DIN 862 esas alınarak yapılırlar. Bu norm 2000 mm ye kadar ölçme kapasitelidir. 10 eşit bölümlü (1/10
İMM-123 ÖLÇME VE KONTROL
 İMM-123 ÖLÇME VE KONTROL 1.1.1. Ölçme Birim adı verilen ve bilinen bir değerle, aynı cinsten bilinmeyen bir değeri karşılaştırmaya ÖLÇME denir. Ölçme işlemleri ölçü aletleriyle yapılır. Örneğin; cetvel,
İMM-123 ÖLÇME VE KONTROL 1.1.1. Ölçme Birim adı verilen ve bilinen bir değerle, aynı cinsten bilinmeyen bir değeri karşılaştırmaya ÖLÇME denir. Ölçme işlemleri ölçü aletleriyle yapılır. Örneğin; cetvel,
ÖLÇME BİLGİSİ DERS NOTU
 ÖLÇME BİLGİSİ DERS NOTU Öğr.Gör.A.Özcan GÜL 1 ÖLÇÜ SİSTEMLERİ Dünyada kullanılmakta olan iki çeşit ölçü sistemi vardır. 1-) Metrik ölçü sistemi, 2-) İngiliz ölçü sistemi 1-) METRİK ÖLÇÜ SİSTEMİ Metrik
ÖLÇME BİLGİSİ DERS NOTU Öğr.Gör.A.Özcan GÜL 1 ÖLÇÜ SİSTEMLERİ Dünyada kullanılmakta olan iki çeşit ölçü sistemi vardır. 1-) Metrik ölçü sistemi, 2-) İngiliz ölçü sistemi 1-) METRİK ÖLÇÜ SİSTEMİ Metrik
MAK 401. Konu 3 : Boyut, Açı ve Alan Ölçümleri
 MAK 41 Konu 3 : Boyut, Açı ve Alan Ölçümleri Boyut Ölçümü Pratikte yapılan boyut ölçümlerinde kullanılan yöntemler genellikle doğrudan karşılaştırma adı verilen temasla yapılan ölçmelerdir. Bu iş için
MAK 41 Konu 3 : Boyut, Açı ve Alan Ölçümleri Boyut Ölçümü Pratikte yapılan boyut ölçümlerinde kullanılan yöntemler genellikle doğrudan karşılaştırma adı verilen temasla yapılan ölçmelerdir. Bu iş için
 MAK 401 Konu 6 : Sıcaklık Ölçümleri (Burada verilenler sadece slaytlardır. Dersleri dinleyerek gerekli yerlerde notlar almanız ve kitap destekli çalışmanız sizin açınızdan çok daha uygun olacaktır.) Giriş
MAK 401 Konu 6 : Sıcaklık Ölçümleri (Burada verilenler sadece slaytlardır. Dersleri dinleyerek gerekli yerlerde notlar almanız ve kitap destekli çalışmanız sizin açınızdan çok daha uygun olacaktır.) Giriş
Sıcaklık Nasıl Ölçülür?
 Sıcaklık Nasıl Ölçülür? En basit ve en çok kullanılan özellik ısıl genleşmedir. Cam termometredeki sıvıda olduğu gibi. Elektriksel dönüşüm için algılamanın farklı metotları kullanılır. Bunlar : rezistif
Sıcaklık Nasıl Ölçülür? En basit ve en çok kullanılan özellik ısıl genleşmedir. Cam termometredeki sıvıda olduğu gibi. Elektriksel dönüşüm için algılamanın farklı metotları kullanılır. Bunlar : rezistif
ÖLÇME VE KONTROL Ölçme ve Kontrolün Tanımı ve Önemi
 Hazırlayan: Arş.Gör.Ali Kaya GÜR e-mail:alikayagur@gmail.com Fırat Üniversitesi Teknik Eğitim Fakültesi Metal Eğitimi Bölümü ELAZIĞ ÖLÇME VE KONTROL Ölçme ve Kontrolün Tanımı ve Önemi Bilinen bir değer
Hazırlayan: Arş.Gör.Ali Kaya GÜR e-mail:alikayagur@gmail.com Fırat Üniversitesi Teknik Eğitim Fakültesi Metal Eğitimi Bölümü ELAZIĞ ÖLÇME VE KONTROL Ölçme ve Kontrolün Tanımı ve Önemi Bilinen bir değer
Görev çubuğu. Ana ölçek. Şekil 1.1: Verniyeli kumpas
 Deney No : M0 Deney Adı : ÖLÇME VE HATA HESABI Deneyin Amacı : Bazı uzunluk ölçü aletlerini tanımak ve ölçme hataları hakkında ön bilgiler elde etmektir. Teorik Bilgi : VERNİYELİ KUMPAS Uzunluk ölçümü
Deney No : M0 Deney Adı : ÖLÇME VE HATA HESABI Deneyin Amacı : Bazı uzunluk ölçü aletlerini tanımak ve ölçme hataları hakkında ön bilgiler elde etmektir. Teorik Bilgi : VERNİYELİ KUMPAS Uzunluk ölçümü
2. Uzunluk Ölçü Sistemleri
 2. Uzunluk Ölçü Sistemleri Dünya devletleri arasında uzunluğun ölçülmesinde iki ölçü sistemi kullanılmaktadır. Metrik Birim( Ölçü) Sistemi İngiliz(inç-parmak) Birim (Ölçü) Sistemi 2.1. Metrik Birim (Ölçü)
2. Uzunluk Ölçü Sistemleri Dünya devletleri arasında uzunluğun ölçülmesinde iki ölçü sistemi kullanılmaktadır. Metrik Birim( Ölçü) Sistemi İngiliz(inç-parmak) Birim (Ölçü) Sistemi 2.1. Metrik Birim (Ölçü)
Mikrometrelerle ölçüm yaparken 250 gramdan fazla kuvvet uygulanmamalıdır. Fazla uygulanıp uygulanmadığı cırcırla anlaşılır.
 Mikrometreler Kumpaslara nazaran daha hassas olan ve okuma kolaylığı sağlayan ölçü aletleridir. Genellikle silindirik parçaların çaplarının ve ya düz parçaların kalınlıklarının ölçülmesinde kullanılır.
Mikrometreler Kumpaslara nazaran daha hassas olan ve okuma kolaylığı sağlayan ölçü aletleridir. Genellikle silindirik parçaların çaplarının ve ya düz parçaların kalınlıklarının ölçülmesinde kullanılır.
Endüstriyel Metroloji
 Ölçme: Bilinmeyen bir büyüklüğün değerini öğrenmek için, bu büyüklüğü bilinen bir büyüklük(standart) ile karşılaştırma ve bir değer belirleme işlemidir. Kontrol: Yapılan işlemlerin saptanmış değerlere
Ölçme: Bilinmeyen bir büyüklüğün değerini öğrenmek için, bu büyüklüğü bilinen bir büyüklük(standart) ile karşılaştırma ve bir değer belirleme işlemidir. Kontrol: Yapılan işlemlerin saptanmış değerlere
Mastarlar. Resim 2.23: Mastar ve şablon örnekleri
 Mastarlar Mastarlar (Resim 2.23), iş parçasının istenilen ölçüden daha büyük ya da küçük olup olmadığının kontrolü için kullanılan ölçme aletleridir. Parça boyutlarının, geometrik biçimlerin kontrolünde
Mastarlar Mastarlar (Resim 2.23), iş parçasının istenilen ölçüden daha büyük ya da küçük olup olmadığının kontrolü için kullanılan ölçme aletleridir. Parça boyutlarının, geometrik biçimlerin kontrolünde
ASİSTAN ARŞ. GÖR. GÜL DAYAN
 ASİSTAN ARŞ. GÖR. GÜL DAYAN 4. SICAKLIK ÖLÇÜMÜ Sıcaklık Ölçümünde kullanılan araçların çalışma prensipleri fiziğin ve termodinamiğin temel yasalarına dayandırılmış olup, genellikle aşağıdaki gibidir: i.
ASİSTAN ARŞ. GÖR. GÜL DAYAN 4. SICAKLIK ÖLÇÜMÜ Sıcaklık Ölçümünde kullanılan araçların çalışma prensipleri fiziğin ve termodinamiğin temel yasalarına dayandırılmış olup, genellikle aşağıdaki gibidir: i.
Metrik ölçü sistemi İnch (Parmak) Sistemi. Dr. Ferit FIÇICI 5
 Sistemi. Dr. Ferit FIÇICI 5") Dr. Ferit FIÇICI 1 Miktarı bilinmeyen bir büyüklüğü, aynı cinsten bir birim büyüklük ile karşılaştırarak kaç katı olduğunu saptamaya ölçme denir. Ölçmeişlemineaşağıdaki sebeplerden dolayı ihtiyaçduyulur:
Dr. Ferit FIÇICI 1 Miktarı bilinmeyen bir büyüklüğü, aynı cinsten bir birim büyüklük ile karşılaştırarak kaç katı olduğunu saptamaya ölçme denir. Ölçmeişlemineaşağıdaki sebeplerden dolayı ihtiyaçduyulur:
BURSA ATATÜRK ANADOLU TEKNİK VE ENDÜSTRİ MESLEK LİSESİ MAKİNE TEKNOLOJİSİ ALANI
 BURSA ATATÜRK ANADOLU TEKNİK VE ENDÜSTRİ MESLEK LİSESİ MAKİNE TEKNOLOJİSİ ALANI ÖLÇME VE KONTROL Derleyen : Adnan YILMAZ 1 ÖLÇME VE KONTROL A - ÖLÇME : Bilinmeyen bir birimin içinde bilinen bir birimin
BURSA ATATÜRK ANADOLU TEKNİK VE ENDÜSTRİ MESLEK LİSESİ MAKİNE TEKNOLOJİSİ ALANI ÖLÇME VE KONTROL Derleyen : Adnan YILMAZ 1 ÖLÇME VE KONTROL A - ÖLÇME : Bilinmeyen bir birimin içinde bilinen bir birimin
ELEKTRİK-ELEKTRONİK ÖLÇME TESİSAT GRUBU TEMRİN-1-Mikrometre ve Kumpas Kullanarak Kesit ve Çap Ölçmek
 ELEKTRİK-ELEKTRONİK ÖLÇME TESİSAT GRUBU TEMRİN-1-Mikrometre ve Kumpas Kullanarak Kesit ve Çap Ölçmek Amaç: Mikrometre ve kumpas kullanarak kesit ve çap ölçümünü yapabilir. Kullanılacak Malzemeler: 1. Yankeski
ELEKTRİK-ELEKTRONİK ÖLÇME TESİSAT GRUBU TEMRİN-1-Mikrometre ve Kumpas Kullanarak Kesit ve Çap Ölçmek Amaç: Mikrometre ve kumpas kullanarak kesit ve çap ölçümünü yapabilir. Kullanılacak Malzemeler: 1. Yankeski
MEKANİK ATÖLYELERDE KULLANILAN ÖLÇÜ ALETLERİ VE DİĞER YARDIMCI ALETLER
 MEKANİK ATÖLYELERDE KULLANILAN ÖLÇÜ ALETLERİ VE DİĞER YARDIMCI ALETLER Bir parçanın yapımında ve yapıldıktan sonra istenen ölçülerde yapılıp yapılmadığının ölçülmesi, kontrol edilmesi gereklidir. Bu amaçla
MEKANİK ATÖLYELERDE KULLANILAN ÖLÇÜ ALETLERİ VE DİĞER YARDIMCI ALETLER Bir parçanın yapımında ve yapıldıktan sonra istenen ölçülerde yapılıp yapılmadığının ölçülmesi, kontrol edilmesi gereklidir. Bu amaçla
İÇİNDEKİLER ÖNSÖZ Bölüm 1 DAİRESEL HAREKET Bölüm 2 İŞ, GÜÇ, ENERJİ ve MOMENTUM
 ÖNSÖZ İÇİNDEKİLER III Bölüm 1 DAİRESEL HAREKET 11 1.1. Dairesel Hareket 12 1.2. Açısal Yol 12 1.3. Açısal Hız 14 1.4. Açısal Hız ile Çizgisel Hız Arasındaki Bağıntı 15 1.5. Açısal İvme 16 1.6. Düzgün Dairesel
ÖNSÖZ İÇİNDEKİLER III Bölüm 1 DAİRESEL HAREKET 11 1.1. Dairesel Hareket 12 1.2. Açısal Yol 12 1.3. Açısal Hız 14 1.4. Açısal Hız ile Çizgisel Hız Arasındaki Bağıntı 15 1.5. Açısal İvme 16 1.6. Düzgün Dairesel
Akreditasyon Sertifikası Eki (Sayfa 1/10) Akreditasyon Kapsamı
 Akreditasyon Kapsamı") Akreditasyon Sertifikası Eki (Sayfa 1/10) Kalibrasyon Laboratuvarı Akreditasyon No: Adresi : Osmaniye mah. Ümraniye Sok. No:11/B Bakırköy 34144 İSTANBUL / TÜRKİYE Tel : 0 212 660 87 81 Faks : 0 212 660
Akreditasyon Sertifikası Eki (Sayfa 1/10) Kalibrasyon Laboratuvarı Akreditasyon No: Adresi : Osmaniye mah. Ümraniye Sok. No:11/B Bakırköy 34144 İSTANBUL / TÜRKİYE Tel : 0 212 660 87 81 Faks : 0 212 660
Akreditasyon Sertifikası Eki (Sayfa 1/11) Akreditasyon Kapsamı
 Akreditasyon Kapsamı") Akreditasyon Sertifikası Eki (Sayfa 1/11) Laboratuvarı Laboratuvarı Adresi : Orta Mah. latife hanım Sokak No: 12/1 Pendik 34896 İSTANBUL / TÜRKİYE Tel : 0 216 598 12 12 Faks : 0 216 598 12 14 E-Posta :
Akreditasyon Sertifikası Eki (Sayfa 1/11) Laboratuvarı Laboratuvarı Adresi : Orta Mah. latife hanım Sokak No: 12/1 Pendik 34896 İSTANBUL / TÜRKİYE Tel : 0 216 598 12 12 Faks : 0 216 598 12 14 E-Posta :
SICAKLIK ALGILAYICILAR
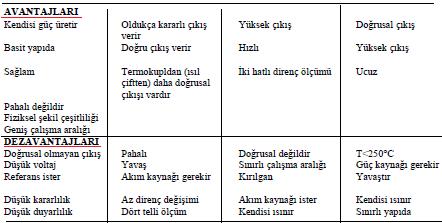
 SICAKLIK ALGILAYICILAR AVANTAJLARI Kendisi güç üretir Oldukça kararlı çıkış Yüksek çıkış Doğrusal çıkış verir Basit yapıda Doğru çıkış verir Hızlı Yüksek çıkış Sağlam Termokupldan (ısıl İki hatlı direnç
SICAKLIK ALGILAYICILAR AVANTAJLARI Kendisi güç üretir Oldukça kararlı çıkış Yüksek çıkış Doğrusal çıkış verir Basit yapıda Doğru çıkış verir Hızlı Yüksek çıkış Sağlam Termokupldan (ısıl İki hatlı direnç
T.C. ERCİYES ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MEKATRONİK MÜHENDİSLİĞİ BÖLÜMÜ MEKATRONİK LABORATUVARI 2. ÖLÇME ve DEĞERLENDRME
 T.C. ERCİYES ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MEKATRONİK MÜHENDİSLİĞİ BÖLÜMÜ MEKATRONİK LABORATUVARI 2 ÖLÇME ve DEĞERLENDRME DENEY SORUMLUSU Öğr. Gör. Emir ESİM OCAK 2013 KAYSERİ ÖLÇME VE DEĞERLENDİRME
T.C. ERCİYES ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MEKATRONİK MÜHENDİSLİĞİ BÖLÜMÜ MEKATRONİK LABORATUVARI 2 ÖLÇME ve DEĞERLENDRME DENEY SORUMLUSU Öğr. Gör. Emir ESİM OCAK 2013 KAYSERİ ÖLÇME VE DEĞERLENDİRME
AKIŞ ÖLÇME Viskozite, Akmazlık
 1 AKIŞ ÖLÇME AKIŞ ÖLÇME Tanımlar AKIŞ ÖLÇME Akışkan; akabilen madde anlamına gelmekteyken sıvı ve gazları içine alır. Akışkan maddeler, bulundukları kabın şeklini alır ve ağırlıkları nedeniyle kap cidarlarına
1 AKIŞ ÖLÇME AKIŞ ÖLÇME Tanımlar AKIŞ ÖLÇME Akışkan; akabilen madde anlamına gelmekteyken sıvı ve gazları içine alır. Akışkan maddeler, bulundukları kabın şeklini alır ve ağırlıkları nedeniyle kap cidarlarına
Akreditasyon Sertifikası Eki (Sayfa 1/11) Akreditasyon Kapsamı
 Akreditasyon Kapsamı") Akreditasyon Sertifikası Eki (Sayfa 1/11) TEKNOLOJİK Ve Danışmanlık Hizmetleri Sanayi Ve Dış Laboratuvarı Adresi : Osmaniye mah. Ümraniye Sok. No:11/B Bakırköy 34144 İSTANBUL/TÜRKİYE Tel : 0 212 660 87
Akreditasyon Sertifikası Eki (Sayfa 1/11) TEKNOLOJİK Ve Danışmanlık Hizmetleri Sanayi Ve Dış Laboratuvarı Adresi : Osmaniye mah. Ümraniye Sok. No:11/B Bakırköy 34144 İSTANBUL/TÜRKİYE Tel : 0 212 660 87
Akreditasyon Sertifikası Eki (Sayfa 1/12) Akreditasyon Kapsamı
 Akreditasyon Kapsamı") Akreditasyon Sertifikası Eki (Sayfa 1/12) Laboratuvarı Akreditasyon No: Adresi : Fevzi Çakmak Mah. 10564 Sok. No:44 42050 KONYA / TÜRKİYE Tel : 0 332 342 70 20 Faks : 0 332 342 70 23 E-Posta : ukm@ukm.com.tr
Akreditasyon Sertifikası Eki (Sayfa 1/12) Laboratuvarı Akreditasyon No: Adresi : Fevzi Çakmak Mah. 10564 Sok. No:44 42050 KONYA / TÜRKİYE Tel : 0 332 342 70 20 Faks : 0 332 342 70 23 E-Posta : ukm@ukm.com.tr
Akreditasyon Sertifikası Eki (Sayfa 1/11) Akreditasyon Kapsamı
 Akreditasyon Kapsamı") Akreditasyon Sertifikası Eki (Sayfa 1/11) Kalibrasyon Laboratuvarı Adresi :251. sokak No: 33/1-2 Bayraklı 35030 İZMİR / TÜRKİYE Tel : 0232 348 40 50 Faks : 0232 348 63 98 E-Posta : kalmem@mmo.org.tr Website
Akreditasyon Sertifikası Eki (Sayfa 1/11) Kalibrasyon Laboratuvarı Adresi :251. sokak No: 33/1-2 Bayraklı 35030 İZMİR / TÜRKİYE Tel : 0232 348 40 50 Faks : 0232 348 63 98 E-Posta : kalmem@mmo.org.tr Website
Ölçme Hataları ve Belirsizlik Analizi
 Ölçme Hataları ve Belirsizlik Analizi Yeryüzünde, ister bir kenar ister bir açı birkaç kez ölçüldüğünde her ölçü değeri arasında az çok farkların olduğu görülür. Yapılan her ölçünün sonucunu aynı bulmak
Ölçme Hataları ve Belirsizlik Analizi Yeryüzünde, ister bir kenar ister bir açı birkaç kez ölçüldüğünde her ölçü değeri arasında az çok farkların olduğu görülür. Yapılan her ölçünün sonucunu aynı bulmak
Sensörler. Yrd.Doç.Dr. İlker ÜNAL
 Sensörler Yrd.Doç.Dr. İlker ÜNAL Transdüser ve Sensör Kavramı Fiziksel ortam değişikliklerini (ısı, ışık, basınç, ses, vb.) algılayan elemanlara sensör, algıladığı bilgiyi elektrik enerjisine çeviren elemanlara
Sensörler Yrd.Doç.Dr. İlker ÜNAL Transdüser ve Sensör Kavramı Fiziksel ortam değişikliklerini (ısı, ışık, basınç, ses, vb.) algılayan elemanlara sensör, algıladığı bilgiyi elektrik enerjisine çeviren elemanlara
Akreditasyon Sertifikası Eki (Sayfa 1/19) Akreditasyon Kapsamı
 Akreditasyon Kapsamı") Akreditasyon Sertifikası Eki (Sayfa 1/19) TİCARET LİMİTED ŞİRKETİ Laboratuvarı Adresi : Orta Mah. Latife Hanım Sokak No: 12/1 Pendik 34896 İSTANBUL/TÜRKİYE Tel : 0 216 598 12 12 Faks : 0 216 598 12 14
Akreditasyon Sertifikası Eki (Sayfa 1/19) TİCARET LİMİTED ŞİRKETİ Laboratuvarı Adresi : Orta Mah. Latife Hanım Sokak No: 12/1 Pendik 34896 İSTANBUL/TÜRKİYE Tel : 0 216 598 12 12 Faks : 0 216 598 12 14
Sensörler. Yrd.Doç.Dr. İlker ÜNAL
 Sensörler Yrd.Doç.Dr. İlker ÜNAL İçerik Algılama Teknolojisi Algılama Mekanizması Uygun Sensör SENSÖR SİSTEMİ Ölçme ve Kontrol Sistemi Transdüser ve Sensör Kavramı Günlük hayatımızda ısı, ışık, basınç
Sensörler Yrd.Doç.Dr. İlker ÜNAL İçerik Algılama Teknolojisi Algılama Mekanizması Uygun Sensör SENSÖR SİSTEMİ Ölçme ve Kontrol Sistemi Transdüser ve Sensör Kavramı Günlük hayatımızda ısı, ışık, basınç
Enerji var veya yok edilemez sadece biçim değiştirebilir (1.yasa)
") Termodinamik: Enerjinin bilimi. Enerji: Değişikliklere sebep olma yeteneği. Termodinamik sözcüğü, Latince therme (ısı) ile dynamis (güç) sözcüklerinden türemiştir. Enerjinin korunumu prensibi: Bir etkileşim
Termodinamik: Enerjinin bilimi. Enerji: Değişikliklere sebep olma yeteneği. Termodinamik sözcüğü, Latince therme (ısı) ile dynamis (güç) sözcüklerinden türemiştir. Enerjinin korunumu prensibi: Bir etkileşim
Akreditasyon Sertifikası Eki (Sayfa 1/6) Akreditasyon Kapsamı
 Akreditasyon Kapsamı") Akreditasyon Sertifikası Eki (Sayfa 1/6) Kalibrasyon Laboratuvarı Adresi : Kemalpaşa OSB Mah. 72. Sk. No: 6 Kemalpaşa 35730 İZMİR/TÜRKİYE Tel : 0232 877 13 69 Faks : 0232 457 37 69 E-Posta : info@bilginoglu-endustri.com.tr
Akreditasyon Sertifikası Eki (Sayfa 1/6) Kalibrasyon Laboratuvarı Adresi : Kemalpaşa OSB Mah. 72. Sk. No: 6 Kemalpaşa 35730 İZMİR/TÜRKİYE Tel : 0232 877 13 69 Faks : 0232 457 37 69 E-Posta : info@bilginoglu-endustri.com.tr
AKIŞ ÖLÇÜMLERİ. Harran Üniversitesi Makina Mühendisliği Bölümü. Dr.M.Azmi AKTACİR-2010-ŞANLIURFA 1
 AKIŞ ÖLÇÜMLERİ Dr.M.Azmi AKTACİR-2010-ŞANLIURFA 1 Akış ölçümleri neden gereklidir? Akış hız ve debisinin ölçülmesi bir çok biyolojik, meteorolojik olayların incelenmesi, endüstrinin çeşitli işlemlerinde
AKIŞ ÖLÇÜMLERİ Dr.M.Azmi AKTACİR-2010-ŞANLIURFA 1 Akış ölçümleri neden gereklidir? Akış hız ve debisinin ölçülmesi bir çok biyolojik, meteorolojik olayların incelenmesi, endüstrinin çeşitli işlemlerinde
Akreditasyon Sertifikası Eki (Sayfa 1/8) Akreditasyon Kapsamı
 Akreditasyon Kapsamı") Akreditasyon Sertifikası Eki (Sayfa 1/8) VE DIŞ TİC. LTD. ŞTİ. Laboratuvarı Adresi : Osmaniye mah. Ümraniye Sok. No:11/B Bakırköy 34144 İSTANBUL/TÜRKİYE Tel : 0 212 660 87 81 Faks : 0 212 660 87 51 E-Posta
Akreditasyon Sertifikası Eki (Sayfa 1/8) VE DIŞ TİC. LTD. ŞTİ. Laboratuvarı Adresi : Osmaniye mah. Ümraniye Sok. No:11/B Bakırköy 34144 İSTANBUL/TÜRKİYE Tel : 0 212 660 87 81 Faks : 0 212 660 87 51 E-Posta
Akreditasyon Sertifikası Eki (Sayfa 1/8) Akreditasyon Kapsamı
 Akreditasyon Kapsamı") Akreditasyon Sertifikası Eki (Sayfa 1/8) Kalibrasyon Laboratuvarı Adresi : Nilüfer Ticaret Merkezi 2.kısım 635 sokak Otomasyon plaza No:7 Nilüfer 16120 BURSA / TÜRKİYE Tel : 0 224 441 55 77 Faks : 0 224
Akreditasyon Sertifikası Eki (Sayfa 1/8) Kalibrasyon Laboratuvarı Adresi : Nilüfer Ticaret Merkezi 2.kısım 635 sokak Otomasyon plaza No:7 Nilüfer 16120 BURSA / TÜRKİYE Tel : 0 224 441 55 77 Faks : 0 224
Akreditasyon Sertifikası Eki (Sayfa 1/12) Akreditasyon Kapsamı
 Akreditasyon Kapsamı") Akreditasyon Sertifikası Eki (Sayfa 1/12) Uzmanlar Merkezi Laboratuvarı Akreditasyon No: Adresi : Fevzi Çakmak Mah. 10564 Sok. No:44 42050 KONYA / TÜRKİYE Tel : 0 332 342 70 20 Faks : 0 332 342 70 23 E-Posta
Akreditasyon Sertifikası Eki (Sayfa 1/12) Uzmanlar Merkezi Laboratuvarı Akreditasyon No: Adresi : Fevzi Çakmak Mah. 10564 Sok. No:44 42050 KONYA / TÜRKİYE Tel : 0 332 342 70 20 Faks : 0 332 342 70 23 E-Posta
AKIŞ ÖLÇÜMLERİ. Harran Üniversitesi Makina Mühendisliği Bölümü. Dr.M.Azmi AKTACİR-2010-ŞANLIURFA 1
 AKIŞ ÖLÇÜMLERİ Dr.M.Azmi AKTACİR-2010-ŞANLIURFA 1 Akış ölçümleri neden gereklidir? Akış hız ve debisinin ölçülmesi bir çok biyolojik, meteorolojik olayların incelenmesi, endüstrinin çeşitli işlemlerinde
AKIŞ ÖLÇÜMLERİ Dr.M.Azmi AKTACİR-2010-ŞANLIURFA 1 Akış ölçümleri neden gereklidir? Akış hız ve debisinin ölçülmesi bir çok biyolojik, meteorolojik olayların incelenmesi, endüstrinin çeşitli işlemlerinde
Akreditasyon Sertifikası Eki (Sayfa 1/13) Akreditasyon Kapsamı
 Akreditasyon Kapsamı") Akreditasyon Sertifikası Eki (Sayfa 1/13) Uzmanlar Merkezi Laboratuvarı Adresi : Fevzi Çakmak Mah. 10564 Sok. No:44 42050 KONYA/TÜRKİYE Tel : 0 332 342 70 20 Faks : 0 332 342 70 23 E-Posta : ukm@ukm.com.tr
Akreditasyon Sertifikası Eki (Sayfa 1/13) Uzmanlar Merkezi Laboratuvarı Adresi : Fevzi Çakmak Mah. 10564 Sok. No:44 42050 KONYA/TÜRKİYE Tel : 0 332 342 70 20 Faks : 0 332 342 70 23 E-Posta : ukm@ukm.com.tr
AKIŞ ÖLÇME Tanımlar AKIŞ ÖLÇME Akışkan Akışkanların Özellikleri ELP Elektrik Ölçme Tekniği Öğr.Gör. Volkan ERDEMİR
 1 AKIŞ ÖLÇME AKIŞ ÖLÇME Tanımlar AKIŞ ÖLÇME Akışkan; akabilen madde anlamına gelmekteyken sıvı ve gazları içine alır. Akışkan maddeler, bulundukları kabın şeklini alır ve ağırlıkları nedeniyle kap cidarlarına
1 AKIŞ ÖLÇME AKIŞ ÖLÇME Tanımlar AKIŞ ÖLÇME Akışkan; akabilen madde anlamına gelmekteyken sıvı ve gazları içine alır. Akışkan maddeler, bulundukları kabın şeklini alır ve ağırlıkları nedeniyle kap cidarlarına
KONUM ALGILAMA YÖNTEMLERİ VE KONTROLÜ
 KONUM ALGILAMA YÖNTEMLERİ VE KONTROLÜ 1. AMAÇ: Endüstride kullanılan direnç, kapasite ve indüktans tipi konum (yerdeğiştirme) algılama transdüserlerinin temel ilkelerini açıklayıp kapalı döngü denetim
KONUM ALGILAMA YÖNTEMLERİ VE KONTROLÜ 1. AMAÇ: Endüstride kullanılan direnç, kapasite ve indüktans tipi konum (yerdeğiştirme) algılama transdüserlerinin temel ilkelerini açıklayıp kapalı döngü denetim
Endüstriyel Ölçme ve Kontrol
 TEKNİK BİLİMLER MESLEK YÜKSEKOKULU Endüstriyel Ölçme ve Kontrol 3. MİKROMETRELER Page 1 MİKROMETRELER Dış, iç ve derinlik ölçmelerinde, vida, dişli çark gibi makine elemanlarının çeşitli ölçülerini saptamada
TEKNİK BİLİMLER MESLEK YÜKSEKOKULU Endüstriyel Ölçme ve Kontrol 3. MİKROMETRELER Page 1 MİKROMETRELER Dış, iç ve derinlik ölçmelerinde, vida, dişli çark gibi makine elemanlarının çeşitli ölçülerini saptamada
Akreditasyon Sertifikası Eki (Sayfa 1/10) Akreditasyon Kapsamı
 Akreditasyon Kapsamı") Akreditasyon Sertifikası Eki (Sayfa 1/10) Kalibrasyon Laboratuvarı Adresi : 251. sokak No: 33/1-2 Bayraklı 35030 İZMİR / TÜRKİYE Tel : 0232 348 40 50 Faks : 0232 348 63 98 E-Posta : kalmem@mmo.org.tr Website
Akreditasyon Sertifikası Eki (Sayfa 1/10) Kalibrasyon Laboratuvarı Adresi : 251. sokak No: 33/1-2 Bayraklı 35030 İZMİR / TÜRKİYE Tel : 0232 348 40 50 Faks : 0232 348 63 98 E-Posta : kalmem@mmo.org.tr Website
AKIŞ ÖLÇME Tanımlar AKIŞ ÖLÇME Akışkan Akışkanların Özellikleri ELP Elektrik Ölçme Tekniği Öğr.Gör. Volkan ERDEMİR
 1 AKIŞ ÖLÇME AKIŞ ÖLÇME Tanımlar AKIŞ ÖLÇME Akışkan; akabilen madde anlamına gelmekteyken sıvı ve gazları içine alır. Akışkan maddeler, bulundukları kabın şeklini alır ve ağırlıkları nedeniyle kap cidarlarına
1 AKIŞ ÖLÇME AKIŞ ÖLÇME Tanımlar AKIŞ ÖLÇME Akışkan; akabilen madde anlamına gelmekteyken sıvı ve gazları içine alır. Akışkan maddeler, bulundukları kabın şeklini alır ve ağırlıkları nedeniyle kap cidarlarına
ÖLÇME TEKNİĞİ. Yard. Doç. Dr. Şenol ÇETİNKAYA. Dersin amacı: Ölçme Tekniği ile ilgili temel konuları tanıtmak
 İstanbul Üniversitesi Mühendislik Fakültesi Metalurji ve Malzeme Mühendisliği Bölümü ÖLÇME TEKNİĞİ Yard. Doç. Dr. Şenol ÇETİNKAYA Dersin amacı: Ölçme Tekniği ile ilgili temel konuları tanıtmak Neler öğreneceksiniz:
İstanbul Üniversitesi Mühendislik Fakültesi Metalurji ve Malzeme Mühendisliği Bölümü ÖLÇME TEKNİĞİ Yard. Doç. Dr. Şenol ÇETİNKAYA Dersin amacı: Ölçme Tekniği ile ilgili temel konuları tanıtmak Neler öğreneceksiniz:
Endüstriyel Ölçme ve Kontrol
 TEKNİK BİLİMLER MESLEK YÜKSEKOKULU Endüstriyel Ölçme ve Kontrol 3. MİKROMETRELER Yrd. Doç. Dr. Garip GENÇ Prof. Dr. Nihat AKKUŞ Page 2 Page 1 MİKROMETRELER Dış, iç ve derinlik ölçmelerinde, vida, dişli
TEKNİK BİLİMLER MESLEK YÜKSEKOKULU Endüstriyel Ölçme ve Kontrol 3. MİKROMETRELER Yrd. Doç. Dr. Garip GENÇ Prof. Dr. Nihat AKKUŞ Page 2 Page 1 MİKROMETRELER Dış, iç ve derinlik ölçmelerinde, vida, dişli
Akreditasyon Sertifikası Eki (Sayfa 1/12) Akreditasyon Kapsamı
 Akreditasyon Kapsamı") Akreditasyon Sertifikası Eki (Sayfa 1/12) Laboratuvarı Akreditasyon No: Adresi : Yeşilbağlar Mah. Çınar Sok. No:8/1A 34893 İSTANBUL / TÜRKİYE Tel : 0 216 389 22 72 Faks : 0 216 389 23 37 E-Posta : info@ayerkalibrasyon.com.tr
Akreditasyon Sertifikası Eki (Sayfa 1/12) Laboratuvarı Akreditasyon No: Adresi : Yeşilbağlar Mah. Çınar Sok. No:8/1A 34893 İSTANBUL / TÜRKİYE Tel : 0 216 389 22 72 Faks : 0 216 389 23 37 E-Posta : info@ayerkalibrasyon.com.tr
ÖLÇME VE KONTROL. E- Özel kalınlık mastarları ve kullanılma yerleri
 ÖLÇME VE KONTROL Giriş: Bu konu, atölyede meydana getirilecek işlerin ölçme ve kontrolü ile birlikte parçaların çalışıp kullanılacağı yere göre fonksiyonlarını yapabilmesi için ölçme ve kontrolün önem
ÖLÇME VE KONTROL Giriş: Bu konu, atölyede meydana getirilecek işlerin ölçme ve kontrolü ile birlikte parçaların çalışıp kullanılacağı yere göre fonksiyonlarını yapabilmesi için ölçme ve kontrolün önem
METEOROLOJİ. IV. HAFTA: Hava basıncı
 METEOROLOJİ IV. HAFTA: Hava basıncı HAVA BASINCI Tüm cisimlerin olduğu gibi havanın da bir ağırlığı vardır. Bunu ilk ortaya atan Aristo, deneyleriyle ilk ispatlayan Galileo olmuştur. Havanın sahip olduğu
METEOROLOJİ IV. HAFTA: Hava basıncı HAVA BASINCI Tüm cisimlerin olduğu gibi havanın da bir ağırlığı vardır. Bunu ilk ortaya atan Aristo, deneyleriyle ilk ispatlayan Galileo olmuştur. Havanın sahip olduğu
Akreditasyon Sertifikası Eki (Sayfa 1/18) Akreditasyon Kapsamı
 Akreditasyon Kapsamı") Akreditasyon Sertifikası Eki (Sayfa 1/18) Kalibrasyon Laboratuvarı Akreditasyon No: Adresi : Tekstilkent Ticaret Merkezi A5 Blok No:51 Esenler 34235 İSTANBUL / TÜRKİYE Tel : 0 212 438 19 22 Faks : 0 212
Akreditasyon Sertifikası Eki (Sayfa 1/18) Kalibrasyon Laboratuvarı Akreditasyon No: Adresi : Tekstilkent Ticaret Merkezi A5 Blok No:51 Esenler 34235 İSTANBUL / TÜRKİYE Tel : 0 212 438 19 22 Faks : 0 212
+90 312 4lg 32 00- www.turkak.otg."
 +90 312 4lg 32 00- www.turkak.otg." Akreditasyon Sertifikası Eki (Sayfa 1/8) Laboratuvarı Akreditasyon No: Adres: Fevzi Çakmak Mah. 10564 Sok. No:44 42050 KONYA / TÜRKİYE Tel : 0 332 342 70 20 Faks : 0
+90 312 4lg 32 00- www.turkak.otg." Akreditasyon Sertifikası Eki (Sayfa 1/8) Laboratuvarı Akreditasyon No: Adres: Fevzi Çakmak Mah. 10564 Sok. No:44 42050 KONYA / TÜRKİYE Tel : 0 332 342 70 20 Faks : 0
Akreditasyon Sertifikası Eki (Sayfa 1/6) Akreditasyon Kapsamı
 Akreditasyon Kapsamı") Akreditasyon Sertifikası Eki (Sayfa 1/6) Kalibrasyon Laboratuvarı Adresi : Yeni Cami Mah. Sakarya Cad. No: 30/301 54100 SAKARYA/TÜRKİYE Tel : 0 264 281 99 66 Faks : 0 264 281 99 66 E-Posta : info@testkal.com
Akreditasyon Sertifikası Eki (Sayfa 1/6) Kalibrasyon Laboratuvarı Adresi : Yeni Cami Mah. Sakarya Cad. No: 30/301 54100 SAKARYA/TÜRKİYE Tel : 0 264 281 99 66 Faks : 0 264 281 99 66 E-Posta : info@testkal.com
2 Hata Hesabı. Hata Nedir? Mutlak Hata. Bağıl Hata
 Hata Hesabı Hata Nedir? Herhangi bir fiziksel büyüklüğün ölçülen değeri ile gerçek değeri arasındaki farka hata denir. Ölçülen bir fiziksel büyüklüğün sayısal değeri, yapılan deneysel hatalardan dolayı
Hata Hesabı Hata Nedir? Herhangi bir fiziksel büyüklüğün ölçülen değeri ile gerçek değeri arasındaki farka hata denir. Ölçülen bir fiziksel büyüklüğün sayısal değeri, yapılan deneysel hatalardan dolayı
2. Basınç ve Akışkanların Statiği
 2. Basınç ve Akışkanların Statiği 1 Basınç, bir akışkan tarafından birim alana uygulanan normal kuvvet olarak tanımlanır. Basıncın birimi pascal (Pa) adı verilen metrekare başına newton (N/m 2 ) birimine
2. Basınç ve Akışkanların Statiği 1 Basınç, bir akışkan tarafından birim alana uygulanan normal kuvvet olarak tanımlanır. Basıncın birimi pascal (Pa) adı verilen metrekare başına newton (N/m 2 ) birimine
Akreditasyon Sertifikası Eki (Sayfa 1/11) Akreditasyon Kapsamı
 Akreditasyon Kapsamı") Akreditasyon Sertifikası Eki (Sayfa 1/11) Kalibrasyon Laboratuvarı Adresi : Arpaçeşme Mah. Şehit Oktay Kaya Cad. No: 91 / A Gebze 41400 KOCAELİ / TÜRKİYE Tel : 0262 643 06 44 Faks : 0262 643 06 44 E-Posta
Akreditasyon Sertifikası Eki (Sayfa 1/11) Kalibrasyon Laboratuvarı Adresi : Arpaçeşme Mah. Şehit Oktay Kaya Cad. No: 91 / A Gebze 41400 KOCAELİ / TÜRKİYE Tel : 0262 643 06 44 Faks : 0262 643 06 44 E-Posta
Akreditasyon Sertifikası Eki (Sayfa 1/15) Akreditasyon Kapsamı
 Akreditasyon Kapsamı") Akreditasyon Sertifikası Eki (Sayfa 1/15) Laboratuvarı Adresi : 5748 SOK. NO:39/1-2-3 ÇAMDİBİ BORNOVA 35090 İZMİR/TÜRKİYE Tel : 0232 4310040 Faks : 0232 4310016 E-Posta : info@batimet.com.tr Website :
Akreditasyon Sertifikası Eki (Sayfa 1/15) Laboratuvarı Adresi : 5748 SOK. NO:39/1-2-3 ÇAMDİBİ BORNOVA 35090 İZMİR/TÜRKİYE Tel : 0232 4310040 Faks : 0232 4310016 E-Posta : info@batimet.com.tr Website :
MAK-LAB007 AKIŞKAN YATAĞINDA AKIŞKANLAŞTIRMA DENEYİ
 MAK-LAB007 AKIŞKAN YATAĞINDA AKIŞKANLAŞTIRMA DENEYİ 1.GİRİŞ Deney tesisatı; içerisine bir ısıtıcı,bir basınç prizi ve manometre borusu yerleştirilmiş cam bir silindirden oluşmuştur. Ayrıca bu hazneden
MAK-LAB007 AKIŞKAN YATAĞINDA AKIŞKANLAŞTIRMA DENEYİ 1.GİRİŞ Deney tesisatı; içerisine bir ısıtıcı,bir basınç prizi ve manometre borusu yerleştirilmiş cam bir silindirden oluşmuştur. Ayrıca bu hazneden
Akreditasyon Sertifikası Eki (Sayfa 1/10) Akreditasyon Kapsamı
 Akreditasyon Kapsamı") Akreditasyon Sertifikası Eki (Sayfa 1/10) Kalibrasyon Laboratuvarı Adresi : Arpaçeşme Mah. Şehit Oktay Kaya Cad. No: 91 / A Gebze 41400 KOCAELİ/TÜRKİYE Tel : 0262 643 06 44 Faks : 0262 643 06 44 E-Posta
Akreditasyon Sertifikası Eki (Sayfa 1/10) Kalibrasyon Laboratuvarı Adresi : Arpaçeşme Mah. Şehit Oktay Kaya Cad. No: 91 / A Gebze 41400 KOCAELİ/TÜRKİYE Tel : 0262 643 06 44 Faks : 0262 643 06 44 E-Posta
ENDÜSTRİ MÜHENDİSLİĞİ BÖLÜMÜ İMALAT YÖNTEMLERİ-I
 ENDÜSTRİ MÜHENDİSLİĞİ BÖLÜMÜ İMALAT YÖNTEMLERİ-I (DERS NOTLARI) Prof.Dr.İrfan AY Arş. Gör. T.Kerem Demircioğlu İMALAT YÖNTEMLERİ I KUMPASIN TANITIMI İMALAT YÖNTEMLERİ I HATIRLATMA ÖLÇME BİLGİSİ KUMPASLAR
ENDÜSTRİ MÜHENDİSLİĞİ BÖLÜMÜ İMALAT YÖNTEMLERİ-I (DERS NOTLARI) Prof.Dr.İrfan AY Arş. Gör. T.Kerem Demircioğlu İMALAT YÖNTEMLERİ I KUMPASIN TANITIMI İMALAT YÖNTEMLERİ I HATIRLATMA ÖLÇME BİLGİSİ KUMPASLAR
AKM 205 BÖLÜM 2 - UYGULAMA SORU VE ÇÖZÜMLERİ. Doç.Dr. Ali Can Takinacı Ar.Gör. Yük. Müh. Murat Özbulut
 AKM 205 BÖLÜM 2 - UYGULAMA SORU VE ÇÖZÜMLERİ Doç.Dr. Ali Can Takinacı Ar.Gör. Yük. Müh. Murat Özbulut 1. Bir otomobile lastiğinin basıncı, lastik içerisindeki havanın sıcaklığına bağlıdır. Hava sıcaklığı
AKM 205 BÖLÜM 2 - UYGULAMA SORU VE ÇÖZÜMLERİ Doç.Dr. Ali Can Takinacı Ar.Gör. Yük. Müh. Murat Özbulut 1. Bir otomobile lastiğinin basıncı, lastik içerisindeki havanın sıcaklığına bağlıdır. Hava sıcaklığı
MÜHENDİSLİKTE DENEYSEL METODLAR BÖLÜM 1
 MÜHENDİSLİKTE DENEYSEL METODLAR BÖLÜM 1 TEMEL KAVRAMLAR Bir Cihazın Okunabilirliği: (Readability) Bir cihazın ölçtüğü verilerin okunması iki şekildedir. Ölçme cihazının okuma skalasının genişliğidir. Analog
MÜHENDİSLİKTE DENEYSEL METODLAR BÖLÜM 1 TEMEL KAVRAMLAR Bir Cihazın Okunabilirliği: (Readability) Bir cihazın ölçtüğü verilerin okunması iki şekildedir. Ölçme cihazının okuma skalasının genişliğidir. Analog
HT-360 SICAKLIK ÖLÇME EĞİTİM SETİ DENEY FÖYLERİ
 1 HT-360 SICAKLIK ÖLÇME EĞİTİM SETİ DENEY FÖYLERİ DENEYSAN EĞİTİM CİHAZLARI SANAYİ VE TİCARET LTD. ŞTİ. Küçük Sanayi sitesi 12 Ekim Cad. 52.Sok. No:18A BALIKESİR Tel:0266 2461075 Faks:0266 2460948 http://www.deneysan.com
1 HT-360 SICAKLIK ÖLÇME EĞİTİM SETİ DENEY FÖYLERİ DENEYSAN EĞİTİM CİHAZLARI SANAYİ VE TİCARET LTD. ŞTİ. Küçük Sanayi sitesi 12 Ekim Cad. 52.Sok. No:18A BALIKESİR Tel:0266 2461075 Faks:0266 2460948 http://www.deneysan.com
Mak-204. Üretim Yöntemleri II. Talaşlı Đmalatın Genel Tanımı En Basit Talaş Kaldırma: Eğeleme Ölçme ve Kumpas Okuma Markalama Tolerans Kesme
 Mak-204 Üretim Yöntemleri II Talaşlı Đmalatın Genel Tanımı En Basit Talaş Kaldırma: Eğeleme Ölçme ve Kumpas Okuma Markalama Tolerans Kesme Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi
Mak-204 Üretim Yöntemleri II Talaşlı Đmalatın Genel Tanımı En Basit Talaş Kaldırma: Eğeleme Ölçme ve Kumpas Okuma Markalama Tolerans Kesme Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi
ISI VE SICAKLIK. 1 cal = 4,18 j
 ISI VE SICAKLIK ISI Isı ve sıcaklık farklı şeylerdir. Bir maddeyi oluşturan bütün taneciklerin sahip olduğu kinetik enerjilerin toplamına ISI denir. Isı bir enerji türüdür. Isı birimleri joule ( j ) ve
ISI VE SICAKLIK ISI Isı ve sıcaklık farklı şeylerdir. Bir maddeyi oluşturan bütün taneciklerin sahip olduğu kinetik enerjilerin toplamına ISI denir. Isı bir enerji türüdür. Isı birimleri joule ( j ) ve
T. C. GÜMÜŞHANE ÜNİVERSİTESİ MÜHENDİSLİK VE DOĞA BİLİMLERİ FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ MAKİNE MÜHENDİSLİĞİ DENEYLER 2
 T. C. GÜMÜŞHANE ÜNİVERSİTESİ MÜHENDİSLİK VE DOĞA BİLİMLERİ FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ MAKİNE MÜHENDİSLİĞİ DENEYLER 2 DOĞAL VE ZORLANMIŞ TAŞINIMLA ISI TRANSFERİ DENEYİ ÖĞRENCİ NO: ADI SOYADI:
T. C. GÜMÜŞHANE ÜNİVERSİTESİ MÜHENDİSLİK VE DOĞA BİLİMLERİ FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ MAKİNE MÜHENDİSLİĞİ DENEYLER 2 DOĞAL VE ZORLANMIŞ TAŞINIMLA ISI TRANSFERİ DENEYİ ÖĞRENCİ NO: ADI SOYADI:
MASTARLAR MASTAR ÇEŞİTLERİ. 1 - Tampon Mastarlar. 2 - Vida Mastarları. 3 - Çatal Mastarlar. 4 - Johnson Mastarları. 5 - Prizmatik Mastarlar
 MASTARLAR Makine parçalarının ölçme ve kontrol işlemlerinde ölçme ve kontrol aletleri ile birlikte kullanılan yardımcı aletlere Mastarlar denir. Bunların bazıları direkt bazıları ise endirekt olarak ölçme
MASTARLAR Makine parçalarının ölçme ve kontrol işlemlerinde ölçme ve kontrol aletleri ile birlikte kullanılan yardımcı aletlere Mastarlar denir. Bunların bazıları direkt bazıları ise endirekt olarak ölçme
MALZEME ANA BİLİM DALI Malzeme Laboratuvarı Deney Föyü. Deneyin Adı: Malzemelerde Sertlik Deneyi. Deneyin Tarihi:
 Deneyin Adı: Malzemelerde Sertlik Deneyi Deneyin Tarihi:13.03.2014 Deneyin Amacı: Malzemelerin sertliğinin ölçülmesi ve mukavemetleri hakkında bilgi edinilmesi. Teorik Bilgi Sertlik, malzemelerin plastik
Deneyin Adı: Malzemelerde Sertlik Deneyi Deneyin Tarihi:13.03.2014 Deneyin Amacı: Malzemelerin sertliğinin ölçülmesi ve mukavemetleri hakkında bilgi edinilmesi. Teorik Bilgi Sertlik, malzemelerin plastik
ISI TRANSFERİ LABORATUARI-1
 ISI TRANSFERİ LABORATUARI-1 Deney Sorumlusu ve Uyg. Öğr. El. Prof. Dr. Vedat TANYILDIZI Prof. Dr. Mustafa İNALLI Doç. Dr. Aynur UÇAR Doç Dr. Duygu EVİN Yrd. Doç. Dr. Meral ÖZEL Yrd. Doç. Dr. Mehmet DURANAY
ISI TRANSFERİ LABORATUARI-1 Deney Sorumlusu ve Uyg. Öğr. El. Prof. Dr. Vedat TANYILDIZI Prof. Dr. Mustafa İNALLI Doç. Dr. Aynur UÇAR Doç Dr. Duygu EVİN Yrd. Doç. Dr. Meral ÖZEL Yrd. Doç. Dr. Mehmet DURANAY
Akreditasyon Sertifikası Eki (Sayfa 1/11) Akreditasyon Kapsamı
 Akreditasyon Kapsamı") Akreditasyon Sertifikası Eki (Sayfa 1/11) Hizmetleri Ticaret Limited Şirketi Kalibrasyon Laboratuvarı Adresi : Uluönder Mah.Baksan San. Sitesi Blok 114 No:3 ESKİŞEHİR/TÜRKİYE Tel : 0 222 340 25 99 Faks
Akreditasyon Sertifikası Eki (Sayfa 1/11) Hizmetleri Ticaret Limited Şirketi Kalibrasyon Laboratuvarı Adresi : Uluönder Mah.Baksan San. Sitesi Blok 114 No:3 ESKİŞEHİR/TÜRKİYE Tel : 0 222 340 25 99 Faks
Akreditasyon Sertifikası Eki (Sayfa 1/12) Akreditasyon Kapsamı
 Akreditasyon Kapsamı") Akreditasyon Sertifikası Eki (Sayfa 1/12) Laboratuvarı Adresi : Mehmet Akif Mah. Tavukçuyolu Cd. No:150/1 Ümraniye 34475 İSTANBUL/TÜRKİYE Tel : 02164154949 Faks : 02164154950 E-Posta : info@protos.com.tr
Akreditasyon Sertifikası Eki (Sayfa 1/12) Laboratuvarı Adresi : Mehmet Akif Mah. Tavukçuyolu Cd. No:150/1 Ümraniye 34475 İSTANBUL/TÜRKİYE Tel : 02164154949 Faks : 02164154950 E-Posta : info@protos.com.tr
Makine Mühendisliği İçin Elektrik-Elektronik Bilgisi. Ders Notu-2 Hazırlayan: Yrd. Doç. Dr. Ahmet DUMLU
 Makine Mühendisliği İçin Elektrik-Elektronik Bilgisi Ders Notu-2 Hazırlayan: Yrd. Doç. Dr. Ahmet DUMLU DİRENÇLER Direnci elektrik akımına gösterilen zorluk olarak tanımlayabiliriz. Bir iletkenin elektrik
Makine Mühendisliği İçin Elektrik-Elektronik Bilgisi Ders Notu-2 Hazırlayan: Yrd. Doç. Dr. Ahmet DUMLU DİRENÇLER Direnci elektrik akımına gösterilen zorluk olarak tanımlayabiliriz. Bir iletkenin elektrik
Akreditasyon Sertifikası Eki (Sayfa 1/11) Akreditasyon Kapsamı
 Akreditasyon Kapsamı") Akreditasyon Sertifikası Eki (Sayfa 1/11) Hizmetleri Ticaret Limited Şirketi Kalibrasyon Laboratuvarı Adresi : Uluönder Mah.Baksan San. Sitesi Blok 114 No:3 ESKİŞEHİR/TÜRKİYE Tel : 0 222 340 25 99 Faks
Akreditasyon Sertifikası Eki (Sayfa 1/11) Hizmetleri Ticaret Limited Şirketi Kalibrasyon Laboratuvarı Adresi : Uluönder Mah.Baksan San. Sitesi Blok 114 No:3 ESKİŞEHİR/TÜRKİYE Tel : 0 222 340 25 99 Faks
AKIŞKANLARIN ISI İLETİM KATSAYILARININ BELİRLENMESİ DENEYİ
 T.C. ONDOKUZ MAYIS ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MAKİNA MÜHENDİSLİĞİ BÖLÜMÜ AKIŞKANLARIN ISI İLETİM KATSAYILARININ BELİRLENMESİ DENEYİ Hazırlayan Yrd.Doç.Dr. Lütfü NAMLI SAMSUN AKIŞKANLARIN ISI İLETİM
T.C. ONDOKUZ MAYIS ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MAKİNA MÜHENDİSLİĞİ BÖLÜMÜ AKIŞKANLARIN ISI İLETİM KATSAYILARININ BELİRLENMESİ DENEYİ Hazırlayan Yrd.Doç.Dr. Lütfü NAMLI SAMSUN AKIŞKANLARIN ISI İLETİM
1. HAFTA Giriş ve Temel Kavramlar
 1. HAFTA Giriş ve Temel Kavramlar TERMODİNAMİK VE ISI TRANSFERİ Isı: Sıcaklık farkının bir sonucu olarak bir sistemden diğerine transfer edilebilen bir enerji türüdür. Termodinamik: Bir sistem bir denge
1. HAFTA Giriş ve Temel Kavramlar TERMODİNAMİK VE ISI TRANSFERİ Isı: Sıcaklık farkının bir sonucu olarak bir sistemden diğerine transfer edilebilen bir enerji türüdür. Termodinamik: Bir sistem bir denge
Akreditasyon Sertifikası Eki (Sayfa 1/10) Akreditasyon Kapsamı
 Akreditasyon Kapsamı") Akreditasyon Sertifikası Eki (Sayfa 1/10) MÜHENDİSLİK EĞİTİM SAN. VE TİC. LTD. ŞTİ. Laboratuvarı Adresi : Kayabaşı Mah. 6364. Sok. No :43 KocaSinan KAYSERİ/TÜRKİYE Tel : 0352 2244490 Faks : 0352 2244499
Akreditasyon Sertifikası Eki (Sayfa 1/10) MÜHENDİSLİK EĞİTİM SAN. VE TİC. LTD. ŞTİ. Laboratuvarı Adresi : Kayabaşı Mah. 6364. Sok. No :43 KocaSinan KAYSERİ/TÜRKİYE Tel : 0352 2244490 Faks : 0352 2244499
Akreditasyon Sertifikası Eki (Sayfa 1/11) Akreditasyon Kapsamı
 Akreditasyon Kapsamı") Akreditasyon Sertifikası Eki (Sayfa 1/11) Metroloji Ve Kalibrasyon Merkezi Kalibrasyon Laboratuvarı Adresi : BARBAROS MH. OYMAK CD. SÜMER HUKUK PLAZA B BLOK 10/14 KOCASİNAN / KAYSERİ 38100 KAYSERİ / TÜRKİYE
Akreditasyon Sertifikası Eki (Sayfa 1/11) Metroloji Ve Kalibrasyon Merkezi Kalibrasyon Laboratuvarı Adresi : BARBAROS MH. OYMAK CD. SÜMER HUKUK PLAZA B BLOK 10/14 KOCASİNAN / KAYSERİ 38100 KAYSERİ / TÜRKİYE
Akreditasyon Sertifikası Eki (Sayfa 1/7) Akreditasyon Kapsamı
 Akreditasyon Kapsamı") Akreditasyon Sertifikası Eki (Sayfa 1/7) MKM Muayene Merkezi Arge Ve Laboratuvar Hizmetleri Sanayi İç ve Dış Ticaret Limited Şirketi Laboratuvarı Adresi : Küçükkızılhisar Mahallesi Mahmut Teyfik Atay Bulvarı
Akreditasyon Sertifikası Eki (Sayfa 1/7) MKM Muayene Merkezi Arge Ve Laboratuvar Hizmetleri Sanayi İç ve Dış Ticaret Limited Şirketi Laboratuvarı Adresi : Küçükkızılhisar Mahallesi Mahmut Teyfik Atay Bulvarı
BÖLÜM 6 PROSES DEĞİŞKENLERİNİN İNCELENMESİ
 BÖLÜM 6 PROSES DEĞİŞKENLERİNİN İNCELENMESİ Kimya Mühendisi, bir prosesin belirlenen koşullarda çalışıp çalışmadığını denetlemek için, sıcaklık, basınç, yoğunluk, derişim, akış hızı gibi proses değişkenlerini
BÖLÜM 6 PROSES DEĞİŞKENLERİNİN İNCELENMESİ Kimya Mühendisi, bir prosesin belirlenen koşullarda çalışıp çalışmadığını denetlemek için, sıcaklık, basınç, yoğunluk, derişim, akış hızı gibi proses değişkenlerini
Sıcaklık: Newton un ikinci hareket yasasına göre; Hareket eden bir cismin kinetik enerjisi, cismin kütlesi ve hızına bağlıdır.
 Sıcaklık: Newton un ikinci hareket yasasına göre; Hareket eden bir cismin kinetik enerjisi, cismin kütlesi ve hızına bağlıdır. Mademki bir maddedeki atom ve moleküller hareket etmektedirler, o halde harekete
Sıcaklık: Newton un ikinci hareket yasasına göre; Hareket eden bir cismin kinetik enerjisi, cismin kütlesi ve hızına bağlıdır. Mademki bir maddedeki atom ve moleküller hareket etmektedirler, o halde harekete
6. Kütlesi 600 g ve öz ısısı c=0,3 cal/g.c olan cismin sıcaklığı 45 C den 75 C ye çıkarmak için gerekli ısı nedir?
 ADI: SOYADI: No: Sınıfı: A) Grubu Tarih.../.../... ALDIĞI NOT:... ( ) a) Termometreler genleşme ilkesine göre çalışır. ( ) b) Isı ve sıcaklık eş anlamlı kavramlardır. ( ) c) Fahrenheit ve Celsius termometrelerinin
ADI: SOYADI: No: Sınıfı: A) Grubu Tarih.../.../... ALDIĞI NOT:... ( ) a) Termometreler genleşme ilkesine göre çalışır. ( ) b) Isı ve sıcaklık eş anlamlı kavramlardır. ( ) c) Fahrenheit ve Celsius termometrelerinin
Akım ve Direnç. Bölüm 27. Elektrik Akımı Direnç ve Ohm Kanunu Direnç ve Sıcaklık Elektrik Enerjisi ve Güç
 Bölüm 27 Akım ve Direnç Elektrik Akımı Direnç ve Ohm Kanunu Direnç ve Sıcaklık Elektrik Enerjisi ve Güç Öğr. Gör. Dr. Mehmet Tarakçı http://kisi.deu.edu.tr/mehmet.tarakci/ Elektrik Akımı Elektrik yüklerinin
Bölüm 27 Akım ve Direnç Elektrik Akımı Direnç ve Ohm Kanunu Direnç ve Sıcaklık Elektrik Enerjisi ve Güç Öğr. Gör. Dr. Mehmet Tarakçı http://kisi.deu.edu.tr/mehmet.tarakci/ Elektrik Akımı Elektrik yüklerinin
Sıcaklık ( Isı ) Sensörleri Tarihçesi by İngilizce Öğretmeni Sefa Sezer
 Sensörleri Tarihçesi by İngilizce Öğretmeni Sefa Sezer") İÇİNDEKİLER Sıcaklık ( Isı ) Sensörleri Tarihçesi 1. Sıcaklık ( Isı ) Sensörleri nedir? 1.1 Genel Tanıtım 1.2 Genel Özellikleri 2. Sıcaklık ( Isı ) Sensör Çeşitleri ve Tanımları 2.1 PTC (Positive Temperature
İÇİNDEKİLER Sıcaklık ( Isı ) Sensörleri Tarihçesi 1. Sıcaklık ( Isı ) Sensörleri nedir? 1.1 Genel Tanıtım 1.2 Genel Özellikleri 2. Sıcaklık ( Isı ) Sensör Çeşitleri ve Tanımları 2.1 PTC (Positive Temperature
Akreditasyon Sertifikası Eki (Sayfa 1/6) Akreditasyon Kapsamı
 Akreditasyon Kapsamı") Akreditasyon Sertifikası Eki (Sayfa 1/6) TÜBİTAK SAGE Laboratuvarı Laboratuvarı Adresi : Gökçeyurt Mahallesi TÜBİTAK SAGE Kümeevleri No:1 Mamak 06261 ANKARA/TÜRKİYE Tel : 0 312 590 90 00 Faks : 0 312 590
Akreditasyon Sertifikası Eki (Sayfa 1/6) TÜBİTAK SAGE Laboratuvarı Laboratuvarı Adresi : Gökçeyurt Mahallesi TÜBİTAK SAGE Kümeevleri No:1 Mamak 06261 ANKARA/TÜRKİYE Tel : 0 312 590 90 00 Faks : 0 312 590
Fiz 1011 Ders 1. Fizik ve Ölçme. Ölçme Temel Kavramlar. Uzunluk Kütle Zaman. Birim Sistemleri. Boyut Analizi.
 Fiz 1011 Ders 1 Fizik ve Ölçme Ölçme Temel Kavramlar Uzunluk Kütle Zaman Birim Sistemleri Boyut Analizi http://kisi.deu.edu.tr/mehmet.tarakci/ Ölçme Nedir? Fiziksel bir büyüklüğü ölçmek, birim olarak seçilen
Fiz 1011 Ders 1 Fizik ve Ölçme Ölçme Temel Kavramlar Uzunluk Kütle Zaman Birim Sistemleri Boyut Analizi http://kisi.deu.edu.tr/mehmet.tarakci/ Ölçme Nedir? Fiziksel bir büyüklüğü ölçmek, birim olarak seçilen
Akreditasyon Sertifikası Eki (Sayfa 1/11) Akreditasyon Kapsamı
 Akreditasyon Kapsamı") Akreditasyon Sertifikası Eki (Sayfa 1/11) Laboratuvarı Adresi : SANCAK MAH. TAÇMAHAL CAD. A BLOK 33/B 42250 KONYA/TÜRKİYE Tel : 0532 446 93 08 Faks : E-Posta : ali@mirada.com Website : www.mirada.com Ölçüm
Akreditasyon Sertifikası Eki (Sayfa 1/11) Laboratuvarı Adresi : SANCAK MAH. TAÇMAHAL CAD. A BLOK 33/B 42250 KONYA/TÜRKİYE Tel : 0532 446 93 08 Faks : E-Posta : ali@mirada.com Website : www.mirada.com Ölçüm
Termodinamik Isı ve Sıcaklık
 Isı ve Sıcaklık 1 Isıl olayların da nicel anlatımını yapabilmek için, sıcaklık, ısı ve iç enerji kavramlarının dikkatlice tanımlanması gerekir. Bu bölüme, bu üç büyüklük ve termodinamik yasalarından "sıfırıncı
Isı ve Sıcaklık 1 Isıl olayların da nicel anlatımını yapabilmek için, sıcaklık, ısı ve iç enerji kavramlarının dikkatlice tanımlanması gerekir. Bu bölüme, bu üç büyüklük ve termodinamik yasalarından "sıfırıncı
Akreditasyon Sertifikası Eki (Sayfa 1/12) Akreditasyon Kapsamı
 Akreditasyon Kapsamı") Akreditasyon Sertifikası Eki (Sayfa 1/12) Laboratuvarı Adresi : Sancak Mh. Taçmahal Cd. A Blok 33/B Selçuklu 42250 KONYA/TÜRKİYE Tel : 0332 233 55 42 Faks : 0332 233 77 42 E-Posta : info@mirada.com Website
Akreditasyon Sertifikası Eki (Sayfa 1/12) Laboratuvarı Adresi : Sancak Mh. Taçmahal Cd. A Blok 33/B Selçuklu 42250 KONYA/TÜRKİYE Tel : 0332 233 55 42 Faks : 0332 233 77 42 E-Posta : info@mirada.com Website
Akreditasyon Sertifikası Eki (Sayfa 1/14) Akreditasyon Kapsamı
 Akreditasyon Kapsamı") Akreditasyon Sertifikası Eki (Sayfa 1/14) Laboratuvarı Adresi : Sancak Mh. Taçmahal Cd. A Blok 33/B Selçuklu 42250 KONYA/TÜRKİYE Tel : 0332 233 55 42 Faks : 0332 233 77 42 E-Posta : info@miradakalibrasyon.com
Akreditasyon Sertifikası Eki (Sayfa 1/14) Laboratuvarı Adresi : Sancak Mh. Taçmahal Cd. A Blok 33/B Selçuklu 42250 KONYA/TÜRKİYE Tel : 0332 233 55 42 Faks : 0332 233 77 42 E-Posta : info@miradakalibrasyon.com
Akreditasyon Sertifikası Eki (Sayfa 1/6) Akreditasyon Kapsamı
 Akreditasyon Kapsamı") Akreditasyon Sertifikası Eki (Sayfa 1/6) YEDİTEPE ÜNİVERSİTESİ FİZİK BÖLÜMÜ Metroloji Ve Adresi : Yeditepe Üniversitesi 26 Ağustos Yerleşimi Kayışdağı Cad. Fizik Bölümü Prof.Dr.Ahmet İNCE 34755 İSTANBUL/TÜRKİYE
Akreditasyon Sertifikası Eki (Sayfa 1/6) YEDİTEPE ÜNİVERSİTESİ FİZİK BÖLÜMÜ Metroloji Ve Adresi : Yeditepe Üniversitesi 26 Ağustos Yerleşimi Kayışdağı Cad. Fizik Bölümü Prof.Dr.Ahmet İNCE 34755 İSTANBUL/TÜRKİYE
Akreditasyon Sertifikası Eki (Sayfa 1/20) Akreditasyon Kapsamı
 Akreditasyon Kapsamı") Akreditasyon Sertifikası Eki (Sayfa 1/20) Kalibrasyon Laboratuvarı Adresi : Organize Sanayi Bölgesi Kırmızı Cadde No: 6 16140 BURSA / TÜRKİYE Tel : 0224 243 80 00 Faks : 0224 243 83 21 E-Posta : bursakalibrasyon@tse.org.tr
Akreditasyon Sertifikası Eki (Sayfa 1/20) Kalibrasyon Laboratuvarı Adresi : Organize Sanayi Bölgesi Kırmızı Cadde No: 6 16140 BURSA / TÜRKİYE Tel : 0224 243 80 00 Faks : 0224 243 83 21 E-Posta : bursakalibrasyon@tse.org.tr
1.UZUNLUK ÖLÇMEK Ölçme
 1.UZUNLUK ÖLÇMEK 1.1. Ölçme Çağımız bilim ve teknolojisi, hassasiyet üzerine kurulmuştur. Fabrikasyon üretimde kullanılan makineler, insan kontrolü yerine bilgisayar kontrollü, otomatik olarak üretim yapacak
1.UZUNLUK ÖLÇMEK 1.1. Ölçme Çağımız bilim ve teknolojisi, hassasiyet üzerine kurulmuştur. Fabrikasyon üretimde kullanılan makineler, insan kontrolü yerine bilgisayar kontrollü, otomatik olarak üretim yapacak
BÖLÜM 1: TEMEL KAVRAMLAR
 Sistem ve Hal Değişkenleri Üzerinde araştırma yapmak üzere sınırladığımız bir evren parçasına sistem, bu sistemi çevreleyen yere is ortam adı verilir. İzole sistem; Madde ve her türden enerji akışına karşı
Sistem ve Hal Değişkenleri Üzerinde araştırma yapmak üzere sınırladığımız bir evren parçasına sistem, bu sistemi çevreleyen yere is ortam adı verilir. İzole sistem; Madde ve her türden enerji akışına karşı
Akreditasyon Sertifikası Eki (Sayfa 1/5) Akreditasyon Kapsamı
 Akreditasyon Kapsamı") Akreditasyon Sertifikası Eki (Sayfa 1/5) Adresi : Tavşancıl Köyü Eynarca Mevkii Marshall Boya Fabrika İçi Dilovası 41455 KOCAELİ / TÜRKİYE Tel : 0262 754 76 67 Faks : 0262 754 76 69 E-Posta : mcm@mcmkalibrasyon.com.tr
Akreditasyon Sertifikası Eki (Sayfa 1/5) Adresi : Tavşancıl Köyü Eynarca Mevkii Marshall Boya Fabrika İçi Dilovası 41455 KOCAELİ / TÜRKİYE Tel : 0262 754 76 67 Faks : 0262 754 76 69 E-Posta : mcm@mcmkalibrasyon.com.tr
BAŞKENT ÜNİVERSİTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ MAK - 402 MAKİNE MÜHENDİSLİĞİ LABORATUVARI DENEY 4
 BAŞKENT ÜNİVERSİTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ MAK - 0 MAKİNE MÜHENDİSLİĞİ LABORATUVARI DENEY İÇİNDE SABİT SICAKLIKTA SİLİNDİRİK ISITICI BULUNAN DİKDÖRTGEN PRİZMATİK SAC KUTU YÜZEYLERİNDEN ZORLANMIŞ TAŞINIM
BAŞKENT ÜNİVERSİTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ MAK - 0 MAKİNE MÜHENDİSLİĞİ LABORATUVARI DENEY İÇİNDE SABİT SICAKLIKTA SİLİNDİRİK ISITICI BULUNAN DİKDÖRTGEN PRİZMATİK SAC KUTU YÜZEYLERİNDEN ZORLANMIŞ TAŞINIM
KUMPASLAR. Ölçüm Aralığı. (mm/in)
") 101 Serisi Kumpaslar KUMPASLAR MEKANİK KUMPAS - Monoblok, Paslanmaz, Üstten sıkmalı Bu ürün GB/T1214.2 DIN862 ve JIS B 7507 standartlarına göre üretilmiştir. Moden teknoloji ile paslanmaz çelikten üretilmiştir.
101 Serisi Kumpaslar KUMPASLAR MEKANİK KUMPAS - Monoblok, Paslanmaz, Üstten sıkmalı Bu ürün GB/T1214.2 DIN862 ve JIS B 7507 standartlarına göre üretilmiştir. Moden teknoloji ile paslanmaz çelikten üretilmiştir.
Akreditasyon Sertifikası Eki (Sayfa 1/12) Akreditasyon Kapsamı
 Akreditasyon Kapsamı") Akreditasyon Sertifikası Eki (Sayfa 1/12) Ltd. Şti. Kalibrasyon Laboratuarı Kalibrasyon Laboratuvarı Adresi : Musalla bağları mah. Belh cad. No:35 Selçuklu 42060 KONYA / TÜRKİYE Tel : 0 332 235 53 54 Faks
Akreditasyon Sertifikası Eki (Sayfa 1/12) Ltd. Şti. Kalibrasyon Laboratuarı Kalibrasyon Laboratuvarı Adresi : Musalla bağları mah. Belh cad. No:35 Selçuklu 42060 KONYA / TÜRKİYE Tel : 0 332 235 53 54 Faks
Hareket halindeki elektrik yüklerinin oluşturduğu bir sistem düşünelim. Belirli bir bölgede net bir yük akışı olduğunda, akımın mevcut olduğu
 Akım ve Direnç Elektriksel olaylarla ilgili buraya kadar yaptığımız tartışmalar durgun yüklerle veya elektrostatikle sınırlı kalmıştır. Şimdi, elektrik yüklerinin hareket halinde olduğu durumları inceleyeceğiz.
Akım ve Direnç Elektriksel olaylarla ilgili buraya kadar yaptığımız tartışmalar durgun yüklerle veya elektrostatikle sınırlı kalmıştır. Şimdi, elektrik yüklerinin hareket halinde olduğu durumları inceleyeceğiz.