SİC SOĞUTUCU PLAKA KULLANIMI VE MİKROYAPIYA ETKİLERİ
|
|
|
- Ebru Karagöz
- 5 yıl önce
- İzleme sayısı:
Transkript

1 SİC SOĞUTUCU PLAKA KULLANIMI VE MİKROYAPIYA ETKİLERİ Serkan PEHLİVAN ENTİL ENDÜSTRİ YATIRIMLARI ve TİCARET A.Ş. ESKİŞEHİR-TÜRKİYE

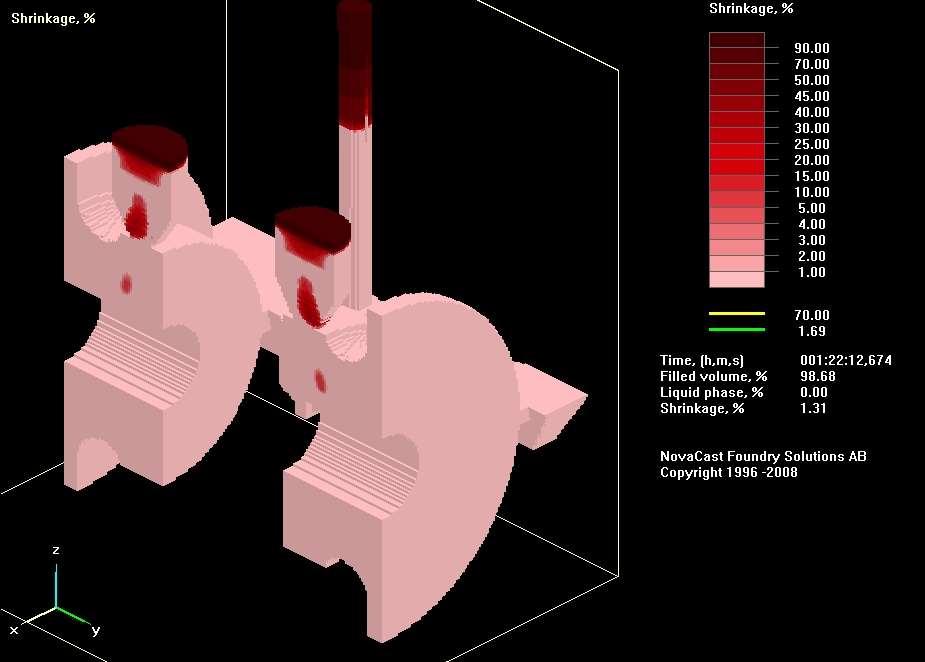
2 Döküm proseslerinde çekinti sorunu çok sık rastlanan ve metalurjik olarak engellenmesi mümkün olan bir problemlerdir. Ancak çoğu zaman parça dizaynından ve konstrüktif özelliklerinden dolayı parçalardaki kesit geçişlerinin düzgün olmaması çekinti problemlerinin baş göstermesine sebep olur.

3 Çekintilerin önlenmesi için yüksek modüllü kesitlerin beslenme ihtiyacının karşılanamadığı durumlarda devreye soğutucular girer. Soğutucular çeşitlerine göre avantaj ve dezavantajları değerlendirilerek kullanılmalıdır. Ancak kullanımı sırasında dikkat edilmesi gereken noktalar göz ardı edilmemelidir. Ayrıca çekinti riskinin görüldüğü kesitlerde kullanımının mikroyapıya etkileri de değerlendirilmelidir.

4 Soğutucular kalıba dökülmüş metalin doğal soğuma hızından daha hızlı soğuyarak katılaşmasını sağlayan yardımcı malzemelerdir. Soğutucular genel olarak hızlı katılaşma sağladıkları için normal olarak beslenemeyen kesitlerdeki mikro ve makro çekintilerin oluşmasını engellerler. Daha az besleme hacmine neden olduklarından dolayı besleyicinin besleme mesafesini arttırırlar.

5 Bir çok dökümhane kendi pratiklerini geliştirerek çeşitli tipte soğutucular kullanabilmektedirler. Bunlardan en yaygın olanları ise çelik ve dökme demirden yapılanlarıdır. Bu tip soğutucular yaygın kullanılmasına karşın SiC soğutucular kadar efektif çalışamamaktadırlar. SiC bloklar ısıyı sıcak bölgelerden alarak çok hızlı bir şekilde trasfer edebilmektedirler. Çelik ve döküm soğutuculara nazaran döküm sıcaklığından fazla etkilenerek deforme olmazlar ve defalarca kullanılabilir olması da bu tip soğutucuları cazip kılmaktadır.


6 SiC SOĞUTUCULARIN KULLANIMI Soğutucu kalınlığı parça üzerinde soğutucunun konulacağı kesite göre değişkenlik gösterir. Çubuk şekilli parça kesitlerinde, kesit kalınlığının yarısı, levha şekilli parça kesitlerinde, kesit kalınlığı kadar kalınlık yeterlidir. Bu kalınlıklardan daha ince soğutucular kullanıldığı takdirde parça katılaşması tamamlamadan soğutucu işlevini yitirir ve kalıp kumuyla aynı etkiyi yaratacak duruma gelir.

7 Soğutucunun genişliği ise en az kalınlığı kadar olmalı. Boyu ise kalınlığının 2-3 katını geçmemelidir. Ancak bu çelik ve döküm soğutucular için geçerlidir. Çünkü çelik ve döküm soğutucular boyları uzun olduğu durumda deforme olurlar ve parçada ölçüsel sorunlara yol açarak teloranslar dışına çıkabilir. Aksine SiC soğutucularda deformasyon yok denecek kadar azdır.

8 SiC Soğutucular geniş bir yüzeye uygulandığı durumda soğutucuların arasındaki mesafe en fazla soğutucu boyu kadar, en az soğutucu boyunun yarısı kadar olmalıdır. Mesafenin azaldığı durumlarda parçalarda çatlak riski oluşacaktır. Besleyici etrafına soğutucular konulması gerektiği durumlarda bu mesafe besleyicinin etkin besleme mesafesi kadar olmalıdır. Aksi durumlarda besleyicinin çalışacağı bölgeyi kısıtlayarak çalışmasına engel olabilir.

9 Soğutucuların yeri ve konumu da parçanın sağlam dökülebilmesi için önem arz etmektedir. Birbirini besleyen kesit zincirlerinden zincirin ortasındaki kesite soğutucu koymak beslemeyi olumsuz etkileyecek ve parçada çekintiye sebep olacaktır
10 Besleyici Çekintili Bölge Soğutucu
11
12
13
14
15

16 Soğutucuların parçanın üst bölgesi yerine alt bölgelerine konulması tercih edilmelidir. Üst bölgelerdeki soğutucular genellikle parça dolarken radyasyon etkisiyle ısınmakta ve sıvı metalle karşılaştıklarında yeterli ısı transferini gerçekleştirememektedirler. Ayrıca kalıp içinde oluşan gazların dışarıya atılımını güçleştirici bir etkileri olduğundan dolayı parçada gaz sorunları oluşmasına neden olabilirler.
17 Soğutucu Gaz Boşluğu Soğutucu

18 SiC Soğutucular yolluğa yakın yerlere konulmamalıdır. Dolum sırasında ısınarak katılaşma esnasında yeterli ısı iletimini sağlayamazlar. SiC Soğutucular kalıplama sırasında kalıbın yüzeyine tam temas edecek şekilde uygulanmalıdır. Özellikle vibrasyon yardımıyla yapılan kalıplamalarda SiC soğutucuların yerinden oynama riski olacağından iyi bir şekilde sabitlenmelidir.
19 Kum kütlesi veya boşluk Soğutucu

20 Aksi durumda kalıp ile soğutucu arasına kum gireceğinden dolayı gerekli ısıl iletim sağlanamaz. Ayrıca yan yüzeylerde uygulanan SiC soğutucular modelin çıkma açısından dolayı model yüzeyine tam oturmayabilir. Bu durumda araya kum girdiği taktirde soğutucunun çalışmasına engel teşkil eder. Kumun girmediği durumlarda ise aradaki boşluk miktarı kadar parçada ölçüsel fazlalık oluşacaktır

21

22
23

24

25

26

27 SiC Soğutucuların kullanımlarının kolaylığı dışında yüzeylerinde herhangi bir kirlilik olması durumunda diğer metal soğutucuların aksine bilyalı temizlemeye uygun değillerdir. Bu sebeple soğutucunun yenisi kullanılmalıdır. Aksi takdirde soğutucu yüzeyi pinhole oluşumuna açıktır

28 SiC soğutucular düz yüzey uygulamaları için uygunken parça formunun değişken olduğu durumlarda kullanımı sınırlıdır. Çelik ve döküm soğutucular aşırı derecede ısıya maruz kaldıklarında da deforme oldukları halde SiC soğutucularda deformasyon, sarsakta parça kumundan ayrılırken SiC bloklar sarsağa düştüğünde oluşur

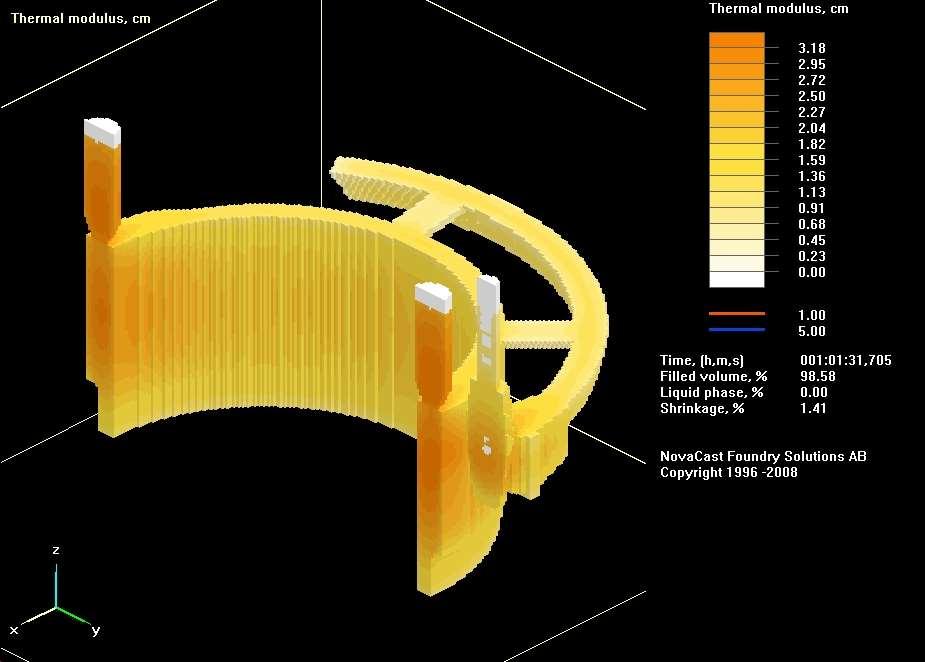
29 Bununla birlikte silindirik parçalarda soğutucu uygulamalarında, uygulama yüzeyi parçanın iç kısmıdır. Ancak SiC soğutucular blok şekilli olmalarından dolayı parça yüzeyine temasları uygun değildir. Bu tür durumlarda parça formuna uygun çelik veya döküm soğutucular tercih edilmelidir.
30 Soğutucu

31 BOYAMA PRATİĞİ SiC Soğutucular kalıpla birlikte boyanabilir. Dökümden önce boyadan temizlenmesine gerek yoktur. Sadece boyanın yüzeyde iyice kuruduğundan emin olunmalıdır. Boyama için hemen her boya matriksi uygundur. Uygulamalarda silika esaslı, grafit esaslı, zirkon esaslı boyalar SiC soğutucu yüzeylerinde tutunarak sorunsuz dökümler ortaya çıkarmıştır. Boyama yöntemi püskürtme, daldırma veya fırça ile sürmek şeklinde olabilir. Yine uygulamalarda her üç şekilde de uygun sonuçlar elde edilmiştir.

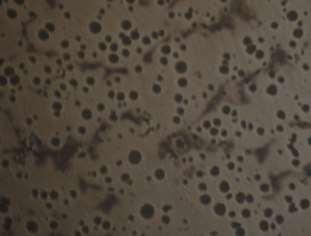
32 MİKROYAPIYA ETKİLERİ SiC Soğutucular uygulama yüzeylerinin daha hızlı soğumasını sağladıklarından dolayı parçalarda uygulandıkları bölgelerin mikro yapılarını etkilemektedirler. Uygulamalar EN-GJS- 400 LT döküm parçalarından alınan numunelerle çalışılmıştır
33
34
35
36
37

38 Aynı parçanın soğutucu konulan yüzeyi ile konulmayan yüzeyi arasındaki tane boyutları birbirinden farklılık göstermektedir. Soğutucu konulan yüzeyde oluşan nodüller daha küçük ve sık iken soğutucu konulmayan yüzeyde nodüller daha büyüktür. SiC soğutucunun uygulandığı bölgeden başlayarak belirli aralıklarla çekilen mikroyapı fotoğrafları ve normal soğuma gösteren yüzeylerden alınan mikroyapılarda bunu bariz bir şekilde görmek mümkündür.



39 Soğutucu Var Soğutucu Yok Yüzeyin 5 mm altındaki mikroyapı



40 Soğutucu Var Soğutucu Yok Yüzeyin 10 mm altındaki mikroyapı



41 Soğutucu Var Soğutucu Yok Yüzeyin 15 mm altındaki mikroyapı
42 %Küreselleşme 100% 95% 90% Soğutucu Kullanılan 90% 95% 85% 80% 80% 75% 70% 5 mm 10 mm 15 mm Derinlik % Küreselleşme Soğutucu Kullanılmayan 100% 95% 90% 90% 85% 80% 75% 80% 75% 70% 5 mm 10 mm 15 mm Derinlik
43 140 Küre Sayısı Soğutucu Kullanılan mm 10 mm 15 mm Derinlik Küre Sayısı Soğutucu Kullanılmayan mm 10 mm 15 mm Derinlik
44 % Ferrit 100% 90% 80% 70% 60% 50% 40% 30% 20% 10% 0% Soğutucu Kullanılan 90% 80% 70% 5 mm 10 mm 15 mm Derinlik % Ferrit Soğutucu Kullanılmayan 100% 98% 98% 96% 94% 92% 90% 88% 90% 92% 86% 5 mm 10 mm 15 mm Derinlik
45 Kopma Mukavemeti (Kg/mm2) 45 Soğutucu Kullanılan ,23 32,86 35, mm 10 mm 15 mm Derinlik Kopma Mukavemeti (Kg/mm2) Soğutucu Kullanılmayan 39,42 40,02 40, mm 10 mm 15 mm Derinlik
46 % Uzama Soğutucu Kullanılan 25% 23% 20.85% 20% 18% 16.95% 18.21% 15% 5 mm 10 mm 15 mm Derinlik % Uzama Soğutucu Kullanılmayan 25% 23% 22.12% 22.01% 22.31% 20% 18% 15% 5 mm 10 mm 15 mm Derinlik
47 Sertlik (Hb) Soğutucu Kullanılan mm 10 mm 15 mm Derinlik Sert lik (Hb) Soğutucu Kullanılmayan mm 10 mm 15 mm Derinlik
Emre Yalçın (Odöksan ELBA) 7.Oturum: Süreçler ve Kontrol 7th Session: Process and Control
 7.Oturum: Süreçler ve Kontrol 7th Session: Process and Control") «İnce ve Kalın Kesitli SiMo Küresel Dökme Demirlerin Isıl İşlem Öncesinde ve Sonrasında Mikroyapı ve Mekanik Özellikleri» «The Effect of Heat Treatment To Microstructure and Mechanic Properties of Thin
«İnce ve Kalın Kesitli SiMo Küresel Dökme Demirlerin Isıl İşlem Öncesinde ve Sonrasında Mikroyapı ve Mekanik Özellikleri» «The Effect of Heat Treatment To Microstructure and Mechanic Properties of Thin
İnce ve Kalın Kesitli SiMo Küresel Dökme Demirlerin, Isıl İşlem Öncesinde ve Sonrasında Mikroyapı ve Mekanik Özellikleri
 İnce ve Kalın Kesitli SiMo Küresel Dökme Demirlerin, Isıl İşlem Öncesinde ve Sonrasında Mikroyapı ve Mekanik Özellikleri Emre YALÇIN* *Elba Basınçlı Döküm San. A.Ş. Odöksan Osmaneli Şubesi ÖZET Bu çalışmada,
İnce ve Kalın Kesitli SiMo Küresel Dökme Demirlerin, Isıl İşlem Öncesinde ve Sonrasında Mikroyapı ve Mekanik Özellikleri Emre YALÇIN* *Elba Basınçlı Döküm San. A.Ş. Odöksan Osmaneli Şubesi ÖZET Bu çalışmada,
İÇ ve DIŞ SOĞUTUCULARIN KULLANIMI*
 Çeviren: Şefkat KOÇ İÇ ve DIŞ SOĞUTUCULARIN KULLANIMI* makale Soğutucular dökümü yapılmış parçayı,normal kalıp yada maça kumundan daha hızlı soğutan katı şekilli parçalardır. Bu nedenle soğutucular kalıp
Çeviren: Şefkat KOÇ İÇ ve DIŞ SOĞUTUCULARIN KULLANIMI* makale Soğutucular dökümü yapılmış parçayı,normal kalıp yada maça kumundan daha hızlı soğutan katı şekilli parçalardır. Bu nedenle soğutucular kalıp
EMAYE KAPLANAN SFERO DÖKÜM PARÇALARIN ÜRETİM PROSESLERİ
 EMAYE KAPLANAN SFERO DÖKÜM PARÇALARIN ÜRETİM PROSESLERİ Serkan PEHLİVAN ENTİL ENDÜSTRİ YATIRIMLARI ve TİCARET A.Ş. ESKİŞEHİR-TÜRKİYE NEDEN EMAYE? Üretilen döküm parçaların kullanımı sırasında, kullanım
EMAYE KAPLANAN SFERO DÖKÜM PARÇALARIN ÜRETİM PROSESLERİ Serkan PEHLİVAN ENTİL ENDÜSTRİ YATIRIMLARI ve TİCARET A.Ş. ESKİŞEHİR-TÜRKİYE NEDEN EMAYE? Üretilen döküm parçaların kullanımı sırasında, kullanım
Paslanmaz Çeliklerin. kaynak edilmesi. Özlem Karaman Metalurji ve Malzeme Mühendisi Kaynak Mühendisi
 Paslanmaz Çeliklerin kaynak edilmesi Özlem Karaman Metalurji ve Malzeme Mühendisi Kaynak Mühendisi İçerik Kaynak Yöntemleri Östenitik Paslanmaz Çeliklerin Kaynağı Ferritik Paslanmaz Çeliklerin Kaynağı
Paslanmaz Çeliklerin kaynak edilmesi Özlem Karaman Metalurji ve Malzeme Mühendisi Kaynak Mühendisi İçerik Kaynak Yöntemleri Östenitik Paslanmaz Çeliklerin Kaynağı Ferritik Paslanmaz Çeliklerin Kaynağı
Çukurova Kimya Endüstrisi A.Ş. Besleyici Gömlek
 Besleyici Gömlek BESLEYİCİ GÖMLEK UYGULAMALARI Besleme Prensipleri Metallerin katılaşmasında gözetim altında tutulması gereken kıstasları 3 e ayıracak olursak, bunlar ısı transferi, katı çekirdeklerin
Besleyici Gömlek BESLEYİCİ GÖMLEK UYGULAMALARI Besleme Prensipleri Metallerin katılaşmasında gözetim altında tutulması gereken kıstasları 3 e ayıracak olursak, bunlar ısı transferi, katı çekirdeklerin
KATI YALITIM MALZEMELERİ KALSİYUM SİLİKAT
 KATI YALITIM MALZEMELERİ KALSİYUM SİLİKAT Celal Bayar Üniversitesi Turgutlu Meslek Yüksekokulu İnşaat Bölümü Öğretim Görevlisi Tekin TEZCAN İnşaat Yüksek Mühendisi KALSİYUM SİLİKAT Yüksek mukavemetli,
KATI YALITIM MALZEMELERİ KALSİYUM SİLİKAT Celal Bayar Üniversitesi Turgutlu Meslek Yüksekokulu İnşaat Bölümü Öğretim Görevlisi Tekin TEZCAN İnşaat Yüksek Mühendisi KALSİYUM SİLİKAT Yüksek mukavemetli,
KALIP KUMLARI. Kalıp yapımında kullanılan malzeme kumdur. Kalıp kumu; silis + kil + rutubet oluşur.
 KALIPLAMA Modeller ve maçalar vasıtasıyla, çeşitli ortamlarda (kum, metal) kalıp adı verilen ve içerisine döküm yapılan boşlukların oluşturulmasına kalıplama denir. KALIP KUMLARI Kalıp yapımında kullanılan
KALIPLAMA Modeller ve maçalar vasıtasıyla, çeşitli ortamlarda (kum, metal) kalıp adı verilen ve içerisine döküm yapılan boşlukların oluşturulmasına kalıplama denir. KALIP KUMLARI Kalıp yapımında kullanılan
MAK-205 Üretim Yöntemleri I. Yöntemleri. (4.Hafta) Kubilay Aslantaş
 Kubilay Aslantaş") MAK-205 Üretim Yöntemleri I Kalıcı Kalıp p Kullanılan lan Döküm D Yöntemleri (4.Hafta) Kubilay Aslantaş Kalıcı Kalıp p Kullanan Döküm D m YöntemleriY Harcanan kalıba döküm tekniğinin en büyük dezavantajı;
MAK-205 Üretim Yöntemleri I Kalıcı Kalıp p Kullanılan lan Döküm D Yöntemleri (4.Hafta) Kubilay Aslantaş Kalıcı Kalıp p Kullanan Döküm D m YöntemleriY Harcanan kalıba döküm tekniğinin en büyük dezavantajı;
Isıl işlem, katı haldeki metal ve alaşımlarına belirli özellikler kazandırmak amacıyla bir veya daha çok sayıda, yerine göre birbiri peşine uygulanan
 ISIL İŞLEMLER Isıl işlem, katı haldeki metal ve alaşımlarına belirli özellikler kazandırmak amacıyla bir veya daha çok sayıda, yerine göre birbiri peşine uygulanan ısıtma ve soğutma işlemleridir. İşlem
ISIL İŞLEMLER Isıl işlem, katı haldeki metal ve alaşımlarına belirli özellikler kazandırmak amacıyla bir veya daha çok sayıda, yerine göre birbiri peşine uygulanan ısıtma ve soğutma işlemleridir. İşlem
BÖLÜM 4 KAYNAK METALURJİSİ
 BÖLÜM 4 KAYNAK METALURJİSİ Kaynakta Oluşan Metalurjik Bölgeler Kaynakta Oluşan Metalurjik Bölgeler Kaynak Metalinin Katılaşması Kaynak Metalinin Katılaşması Kaynak Metalinin Katılaşması Tek pasoda yapılmış
BÖLÜM 4 KAYNAK METALURJİSİ Kaynakta Oluşan Metalurjik Bölgeler Kaynakta Oluşan Metalurjik Bölgeler Kaynak Metalinin Katılaşması Kaynak Metalinin Katılaşması Kaynak Metalinin Katılaşması Tek pasoda yapılmış
Bu bildiri 6. Uluslararası Ankiros Döküm kongresinde sunulmuştur. This paper was presented on 6th Ankiros Foundry Congress
 Bu bildiri 6. Uluslararası Ankiros Döküm kongresinde sunulmuştur This paper was presented on 6th Ankiros Foundry Congress http://kongre.tudoksad.org.tr/ Eylül 2012 September 2012 Tüyap, İstanbul 27.09.2012
Bu bildiri 6. Uluslararası Ankiros Döküm kongresinde sunulmuştur This paper was presented on 6th Ankiros Foundry Congress http://kongre.tudoksad.org.tr/ Eylül 2012 September 2012 Tüyap, İstanbul 27.09.2012
Talaş oluşumu. Akış çizgileri plastik deformasyonun görsel kanıtıdır. İş parçası. İş parçası. İş parçası. Takım. Takım.
 Talaş oluşumu 6 5 4 3 2 1 Takım Akış çizgileri plastik deformasyonun görsel kanıtıdır. İş parçası 6 5 1 4 3 2 Takım İş parçası 1 2 3 4 6 5 Takım İş parçası Talaş oluşumu Dikey kesme İş parçası Takım Kesme
Talaş oluşumu 6 5 4 3 2 1 Takım Akış çizgileri plastik deformasyonun görsel kanıtıdır. İş parçası 6 5 1 4 3 2 Takım İş parçası 1 2 3 4 6 5 Takım İş parçası Talaş oluşumu Dikey kesme İş parçası Takım Kesme
MALZEME ANA BİLİM DALI Malzeme Laboratuvarı Deney Föyü. Deneyin Adı: Malzemelerde Sertlik Deneyi. Deneyin Tarihi:
 Deneyin Adı: Malzemelerde Sertlik Deneyi Deneyin Tarihi:13.03.2014 Deneyin Amacı: Malzemelerin sertliğinin ölçülmesi ve mukavemetleri hakkında bilgi edinilmesi. Teorik Bilgi Sertlik, malzemelerin plastik
Deneyin Adı: Malzemelerde Sertlik Deneyi Deneyin Tarihi:13.03.2014 Deneyin Amacı: Malzemelerin sertliğinin ölçülmesi ve mukavemetleri hakkında bilgi edinilmesi. Teorik Bilgi Sertlik, malzemelerin plastik
formülü zamanı da içerdiği zaman alttaki gibi değişecektir.
 Günümüz endüstrisinde en yaygın kullanılan Direnç Kaynak Yöntemi en eski elektrik kaynak yöntemlerinden biridir. Yöntem elektrik akımının kaynak edilecek parçalar üzerinden geçmesidir. Elektrik akımına
Günümüz endüstrisinde en yaygın kullanılan Direnç Kaynak Yöntemi en eski elektrik kaynak yöntemlerinden biridir. Yöntem elektrik akımının kaynak edilecek parçalar üzerinden geçmesidir. Elektrik akımına
Döküm Prensipleri. Yard.Doç.Dr. Derya Dışpınar. İstanbul Üniversitesi
 Döküm Prensipleri Yard.Doç.Dr. Derya Dışpınar BeslemeKriterleri Darcy Kanunu DökümdeDarcy Kanunu KRİTİK KATI ORANI Alaşım Kritik KatıOranı Çelikler % 35 50 Alaşımlı çelikler % 45 Alüminyum alaşımları
Döküm Prensipleri Yard.Doç.Dr. Derya Dışpınar BeslemeKriterleri Darcy Kanunu DökümdeDarcy Kanunu KRİTİK KATI ORANI Alaşım Kritik KatıOranı Çelikler % 35 50 Alaşımlı çelikler % 45 Alüminyum alaşımları
MAK 353 İMAL USULLERİ
 MAK 353 İMAL USULLERİ Prof.Dr. Murat VURAL İTÜ Makina Fakültesi http://www.akademi.itu.edu.tr/vuralmu http://www.akademi.itu.edu.tr/dikicioglu vuralmu@itu.edu.tr 1 METAL DÖKÜMÜNÜN ESASLARI 1. Döküm Teknolojisine
MAK 353 İMAL USULLERİ Prof.Dr. Murat VURAL İTÜ Makina Fakültesi http://www.akademi.itu.edu.tr/vuralmu http://www.akademi.itu.edu.tr/dikicioglu vuralmu@itu.edu.tr 1 METAL DÖKÜMÜNÜN ESASLARI 1. Döküm Teknolojisine
ELKTRİK AMAÇLI ALUMİNYUM KULLANIMI
 ELKTRİK AMAÇLI ALUMİNYUM KULLANIMI 1 ELKTRİK AMAÇLI ALUMİNYUM KULLANIMI 2 Elektrik ışığı ilk kez halka tanıtıldığında insanlar gaz lambasına o kadar alışkındı ki, Edison Company talimat ve güvenceleri
ELKTRİK AMAÇLI ALUMİNYUM KULLANIMI 1 ELKTRİK AMAÇLI ALUMİNYUM KULLANIMI 2 Elektrik ışığı ilk kez halka tanıtıldığında insanlar gaz lambasına o kadar alışkındı ki, Edison Company talimat ve güvenceleri
«Gri Dökme Demirlerde Hasar Analiz Yöntemleri Kullanılarak Kalite Kontrol Aşamalarının İyileştirilmesi»
 «Gri Dökme Demirlerde Hasar Analiz Yöntemleri Kullanılarak Kalite Kontrol Aşamalarının İyileştirilmesi» Bülent Şirin, Erkan Bulut, İsrafil Küçük, Muhammet Uludağ (Componenta Dökümcülük Orhangazi, Bursa
«Gri Dökme Demirlerde Hasar Analiz Yöntemleri Kullanılarak Kalite Kontrol Aşamalarının İyileştirilmesi» Bülent Şirin, Erkan Bulut, İsrafil Küçük, Muhammet Uludağ (Componenta Dökümcülük Orhangazi, Bursa
Şekil Yolluk sistemi hesaplamasında 1. örnekte kullanılan konsol parça
 3.3. Yolluk Sistemi Hesaplama Örnekleri ÖRNEK. Yolluk sistemi hesaplamasında kullanılacak olan örnek parça Şekil 3.7 de verilmiş olan konsoldur. Parça üç adet geometrik şeklin birleşmesi ile meydana gelmiş
3.3. Yolluk Sistemi Hesaplama Örnekleri ÖRNEK. Yolluk sistemi hesaplamasında kullanılacak olan örnek parça Şekil 3.7 de verilmiş olan konsoldur. Parça üç adet geometrik şeklin birleşmesi ile meydana gelmiş
Mukavemet 1. Fatih ALİBEYOĞLU. -Çalışma Soruları-
 1 Mukavemet 1 Fatih ALİBEYOĞLU -Çalışma Soruları- Soru 1 AB ve BC silindirik çubukları şekilde gösterildiği gibi, B de kaynak edilmiş ve yüklenmiştir. P kuvvetinin büyüklüğünü, AB çubuğundaki çekme gerilmesiyle
1 Mukavemet 1 Fatih ALİBEYOĞLU -Çalışma Soruları- Soru 1 AB ve BC silindirik çubukları şekilde gösterildiği gibi, B de kaynak edilmiş ve yüklenmiştir. P kuvvetinin büyüklüğünü, AB çubuğundaki çekme gerilmesiyle
Doğalgaz Çelik Şebekelerinde Kumlama ve Boyama Prosesi. Hazırlayan: Adnan ERDOĞAN, Bakım Mühendisi Tarih: 14.05.2013 Yer: Bursa
 Doğalgaz Çelik Şebekelerinde Kumlama ve Boyama Prosesi Hazırlayan: Adnan ERDOĞAN, Bakım Mühendisi Tarih: 14.05.2013 Yer: Bursa AJANDA 1. GİRİŞ 2. KUMLAMA VE BOYAMA PROSESİNİN ÖZELLİKLERİ 3. PROSESİN UYGULAMA
Doğalgaz Çelik Şebekelerinde Kumlama ve Boyama Prosesi Hazırlayan: Adnan ERDOĞAN, Bakım Mühendisi Tarih: 14.05.2013 Yer: Bursa AJANDA 1. GİRİŞ 2. KUMLAMA VE BOYAMA PROSESİNİN ÖZELLİKLERİ 3. PROSESİN UYGULAMA
MAK 351 İMAL USULLERİ
 MAK 351 İMAL USULLERİ Doç.Dr. Murat VURAL İTÜ Makina Fakültesi 1 METAL DÖKÜMÜNÜN ESASLARI 1. Döküm Teknolojisine Genel Bakış 2. Isıtma ve Dökme 3. Katılaşma ve Soğuma 2 1 Katılaştırma Yöntemleri Başlangıç
MAK 351 İMAL USULLERİ Doç.Dr. Murat VURAL İTÜ Makina Fakültesi 1 METAL DÖKÜMÜNÜN ESASLARI 1. Döküm Teknolojisine Genel Bakış 2. Isıtma ve Dökme 3. Katılaşma ve Soğuma 2 1 Katılaştırma Yöntemleri Başlangıç
DENEYİN ADI: Kum ve Metal Kalıba Döküm Deneyi. AMACI: Döküm yoluyla şekillendirme işleminin öğrenilmesi.
 DENEYİN ADI: Kum ve Metal Kalıba Döküm Deneyi AMACI: Döküm yoluyla şekillendirme işleminin öğrenilmesi. TEORİK BİLGİ: Metalik malzemelerin dökümü, istenen bir şekli elde etmek için, seçilen metal veya
DENEYİN ADI: Kum ve Metal Kalıba Döküm Deneyi AMACI: Döküm yoluyla şekillendirme işleminin öğrenilmesi. TEORİK BİLGİ: Metalik malzemelerin dökümü, istenen bir şekli elde etmek için, seçilen metal veya
Metalografi Nedir? Ne Amaçla Kullanılır?
 METALOGRAFİ Metalografi Nedir? Ne Amaçla Kullanılır? Metalografi, en bilinen şekliyle, metallerin iç yapısını inceleyen bilim dalıdır. Metalografi, metallerin iç yapısını inceleyerek onların özelliklerini
METALOGRAFİ Metalografi Nedir? Ne Amaçla Kullanılır? Metalografi, en bilinen şekliyle, metallerin iç yapısını inceleyen bilim dalıdır. Metalografi, metallerin iç yapısını inceleyerek onların özelliklerini
İMAL USULLERİ. DOÇ. DR. SAKıP KÖKSAL 1
 İMAL USULLERİ KAYNAKLAR: İmal usulleri, Çağlayan Yayınları, Mustafa Çiğdem İmal Usulleri, Birsen Yay. Selahaddin Anık, Adnan Dikicioğlu, Murat Vural Takım Tezgahları, Mustafa Akkurt, Çağlayan Kitapevi,
İMAL USULLERİ KAYNAKLAR: İmal usulleri, Çağlayan Yayınları, Mustafa Çiğdem İmal Usulleri, Birsen Yay. Selahaddin Anık, Adnan Dikicioğlu, Murat Vural Takım Tezgahları, Mustafa Akkurt, Çağlayan Kitapevi,
PÜSKÜRTME ŞEKİLLENDİRME (SPRAY FORMING / SPRAY DEPOSITION)
") PÜSKÜRTME ŞEKİLLENDİRME (SPRAY FORMING / SPRAY DEPOSITION) Püskürtme şekillendirme (PŞ) yöntemi ilk olarak Osprey Ltd. şirketi tarafından 1960 lı yıllarda geliştirilmiştir. Günümüzde püskürtme şekillendirme
PÜSKÜRTME ŞEKİLLENDİRME (SPRAY FORMING / SPRAY DEPOSITION) Püskürtme şekillendirme (PŞ) yöntemi ilk olarak Osprey Ltd. şirketi tarafından 1960 lı yıllarda geliştirilmiştir. Günümüzde püskürtme şekillendirme
DOĞAL KURŞUN METALİK KURŞUN PLAKALAR
 KURŞUN ve ALAŞIMLARI DOĞAL KURŞUN METALİK KURŞUN PLAKALAR 1 KURŞUN ve ALAŞIMLARI Romalılar kurşun boruları banyolarda kullanmıştır. 2 KURŞUN ve ALAŞIMLARI Kurşuna oda sıcaklığında bile çok düşük bir gerilim
KURŞUN ve ALAŞIMLARI DOĞAL KURŞUN METALİK KURŞUN PLAKALAR 1 KURŞUN ve ALAŞIMLARI Romalılar kurşun boruları banyolarda kullanmıştır. 2 KURŞUN ve ALAŞIMLARI Kurşuna oda sıcaklığında bile çok düşük bir gerilim
Arda Çetin, Peyman Çelenkoğlu, Burcu Tunç, Ayhan Comart (Ekstra Metal)
") «SSF ve CGI ın Birleşimi: Çözelti Sertleştirmeli Ferritik Vermiküler Grafitli Dökme Demirlerin Üretimi ve Özellikleri» «Combination Of SSF and CGI: Production and Characterization Of Solid Solution Strenghtened
«SSF ve CGI ın Birleşimi: Çözelti Sertleştirmeli Ferritik Vermiküler Grafitli Dökme Demirlerin Üretimi ve Özellikleri» «Combination Of SSF and CGI: Production and Characterization Of Solid Solution Strenghtened
Alaşımların Ergitilmesinde Kullanılan Gereçler Eritme ocakları Potalar ve maşalar Tel ve plaka şideleri
 ERİTME Tanımı ve Önemi Cisimlerin herhangi bir ısı yardımıyla katı hâlini kaybedip akışkan hâle gelmesi işlemine eritme denir. Kuyumculukta en çok yapılan işlemlerden birisi de eritme işlemidir. Altına
ERİTME Tanımı ve Önemi Cisimlerin herhangi bir ısı yardımıyla katı hâlini kaybedip akışkan hâle gelmesi işlemine eritme denir. Kuyumculukta en çok yapılan işlemlerden birisi de eritme işlemidir. Altına
HAFİF AGREGALARIN YAPISAL BETON İMALATLARINDA KULLANIMI Çimento Araştırma ve Uygulama Merkezi
 HAFİF AGREGALARIN YAPISAL BETON İMALATLARINDA KULLANIMI Çimento Araştırma ve Uygulama Merkezi Hafif Agrega Nedir? Hafif Agregalar doğal ve yapay olarak sınıflandırılabilir; Doğal Hafif Agregalar: Pomza
HAFİF AGREGALARIN YAPISAL BETON İMALATLARINDA KULLANIMI Çimento Araştırma ve Uygulama Merkezi Hafif Agrega Nedir? Hafif Agregalar doğal ve yapay olarak sınıflandırılabilir; Doğal Hafif Agregalar: Pomza
2.Oturum: Kalıp & Maça Teknolojileri Oturum Başkanı: Teoman Altınok (Entil Endüstri)
") «Daha Temiz Motor Bloğu ve Silindir Kafaları için Gelişmiş Boya Sistemleri» Simon Turley, Halil Gönenbaba (Metko Hüttenes Albertus) 2.Oturum: Kalıp & Maça Teknolojileri Oturum Başkanı: Teoman Altınok (Entil
«Daha Temiz Motor Bloğu ve Silindir Kafaları için Gelişmiş Boya Sistemleri» Simon Turley, Halil Gönenbaba (Metko Hüttenes Albertus) 2.Oturum: Kalıp & Maça Teknolojileri Oturum Başkanı: Teoman Altınok (Entil
BRIDGELUX LEDLER ÜZERİNDEKİ TERMAL ETKİ VE UYGUN SOĞUTUCU SEÇİMİ
 BRIDGELUX LEDLER ÜZERİNDEKİ TERMAL ETKİ VE UYGUN SOĞUTUCU SEÇİMİ LED lere gerilim uygulandığında yarıiletken malzemenin üzerinden bir akım geçmektedir. Bu akımın etkisi ile LED üzerinde ısınma meydana
BRIDGELUX LEDLER ÜZERİNDEKİ TERMAL ETKİ VE UYGUN SOĞUTUCU SEÇİMİ LED lere gerilim uygulandığında yarıiletken malzemenin üzerinden bir akım geçmektedir. Bu akımın etkisi ile LED üzerinde ısınma meydana
Bu bildiri 6. Uluslararası Ankiros Döküm kongresinde sunulmuştur. This paper was presented on 6th Ankiros Foundry Congress
 Bu bildiri 6. Uluslararası Ankiros Döküm kongresinde sunulmuştur This paper was presented on 6th Ankiros Foundry Congress http://kongre.tudoksad.org.tr/ Eylül 2012 September 2012 Tüyap, İstanbul KÜRESEL
Bu bildiri 6. Uluslararası Ankiros Döküm kongresinde sunulmuştur This paper was presented on 6th Ankiros Foundry Congress http://kongre.tudoksad.org.tr/ Eylül 2012 September 2012 Tüyap, İstanbul KÜRESEL
BÖLÜM#5: KESİCİ TAKIMLARDA AŞINMA MEKANİZMALARI
 BÖLÜM#5: KESİCİ TAKIMLARDA AŞINMA MEKANİZMALARI Kesici Takımlarda Aşınma Mekanizmaları Aşınma, kesicinin temas yüzeylerinde meydana gelen malzeme kaybı olarak ifade edilir. Kesici Takımlarda Aşınma Mekanizmaları
BÖLÜM#5: KESİCİ TAKIMLARDA AŞINMA MEKANİZMALARI Kesici Takımlarda Aşınma Mekanizmaları Aşınma, kesicinin temas yüzeylerinde meydana gelen malzeme kaybı olarak ifade edilir. Kesici Takımlarda Aşınma Mekanizmaları
ÇİNKO ALAŞIMLARI :34 1
 09.11.2012 09:34 1 Çinko oda sıcaklıklarında bile deformasyon sertleşmesine uğrayan birkaç metalden biridir. Oda sıcaklıklarında düşük gerilimler çinkonun yapısında kalıcı bozunum yaratabilir. Bu nedenle
09.11.2012 09:34 1 Çinko oda sıcaklıklarında bile deformasyon sertleşmesine uğrayan birkaç metalden biridir. Oda sıcaklıklarında düşük gerilimler çinkonun yapısında kalıcı bozunum yaratabilir. Bu nedenle
MALZEME BİLİMİ I MMM201. aluexpo2015 Sunumu
 MALZEME BİLİMİ I MMM201 aluexpo2015 Sunumu Hazırlayanlar; Çağla Aytaç Dursun 130106110005 Dilek Karakaya 140106110011 Alican Aksakal 130106110005 Murat Can Eminoğlu 131106110001 Selim Can Kabahor 130106110010
MALZEME BİLİMİ I MMM201 aluexpo2015 Sunumu Hazırlayanlar; Çağla Aytaç Dursun 130106110005 Dilek Karakaya 140106110011 Alican Aksakal 130106110005 Murat Can Eminoğlu 131106110001 Selim Can Kabahor 130106110010
Plastik Şekil Verme
 Plastik Şekil Verme 31.10.2018 1 HADDELEME Malzemeleri, eksenleri etrafında dönen iki silindir arasından geçirerek yapılan plastik şekil verme işlemine haddeleme denir. Haddeleme, plastik şekillendirme
Plastik Şekil Verme 31.10.2018 1 HADDELEME Malzemeleri, eksenleri etrafında dönen iki silindir arasından geçirerek yapılan plastik şekil verme işlemine haddeleme denir. Haddeleme, plastik şekillendirme
1 MAKİNE ELEMANLARINDA TEMEL KAVRAMLAR VE BİRİM SİSTEMLERİ
 İÇİNDEKİLER ÖNSÖZ III Bölüm 1 MAKİNE ELEMANLARINDA TEMEL KAVRAMLAR VE BİRİM SİSTEMLERİ 11 1.1. SI Birim Sistemi 12 1.2. Boyut Analizi 16 1.3. Temel Bilgiler 17 1.4.Makine Elemanlarına Giriş 17 1.4.1 Makine
İÇİNDEKİLER ÖNSÖZ III Bölüm 1 MAKİNE ELEMANLARINDA TEMEL KAVRAMLAR VE BİRİM SİSTEMLERİ 11 1.1. SI Birim Sistemi 12 1.2. Boyut Analizi 16 1.3. Temel Bilgiler 17 1.4.Makine Elemanlarına Giriş 17 1.4.1 Makine
Serkan Evmez (Erkunt Sanayi A.Ş.) 6.Oturum: Süreçler ve Kontrol 6th Session: Process and Control
 6.Oturum: Süreçler ve Kontrol 6th Session: Process and Control") «Sfero Analizlerinde Simülasyon Programı İle Dökümhane Koşullarının Adaptasyonu İç Çekinti Tayini» «Adaptation of Foundry Conditions With Simulation Software In Sphero Analyses - Internal Shrinkage Detection»
«Sfero Analizlerinde Simülasyon Programı İle Dökümhane Koşullarının Adaptasyonu İç Çekinti Tayini» «Adaptation of Foundry Conditions With Simulation Software In Sphero Analyses - Internal Shrinkage Detection»
DÖKÜM TEKNOLOJİSİ. Döküm:Önceden hazırlanmış kalıpların içerisine metal ve alaşımların ergitilerek dökülmesi ve katılaştırılması işlemidir.
 DÖKÜM TEKNOLOJİSİ Döküm:Önceden hazırlanmış kalıpların içerisine metal ve alaşımların ergitilerek dökülmesi ve katılaştırılması işlemidir. DÖKÜM YÖNTEMİNİN ÜSTÜNLÜKLERİ Genelde tüm alaşımların dökümü yapılabilmektedir.
DÖKÜM TEKNOLOJİSİ Döküm:Önceden hazırlanmış kalıpların içerisine metal ve alaşımların ergitilerek dökülmesi ve katılaştırılması işlemidir. DÖKÜM YÖNTEMİNİN ÜSTÜNLÜKLERİ Genelde tüm alaşımların dökümü yapılabilmektedir.
Sürünme ; Yüksek sıcaklıklara dayanıklı malzemelerde görülen hasar dır. Yük veya gerilme altında zamanla meydana gelen plastik deformasyona sürünme
 SÜRÜNME HASARLARI 1 Sürünme ; Yüksek sıcaklıklara dayanıklı malzemelerde görülen hasar dır. Yük veya gerilme altında zamanla meydana gelen plastik deformasyona sürünme denir. 2 Günümüzde yüksek sıcaklık
SÜRÜNME HASARLARI 1 Sürünme ; Yüksek sıcaklıklara dayanıklı malzemelerde görülen hasar dır. Yük veya gerilme altında zamanla meydana gelen plastik deformasyona sürünme denir. 2 Günümüzde yüksek sıcaklık
BASINÇLI DÖKÜM YÖNTEMİ
 BASINÇLI DÖKÜM YÖNTEMİ Basınçlı dökümler, sıvı metalin basınç altında metal kalıba doldurulması yoluyla elde edilen dökümlerdir. Basınçlı döküm, metal kalıba döküm yöntemine çok benzemektedir. Aradaki
BASINÇLI DÖKÜM YÖNTEMİ Basınçlı dökümler, sıvı metalin basınç altında metal kalıba doldurulması yoluyla elde edilen dökümlerdir. Basınçlı döküm, metal kalıba döküm yöntemine çok benzemektedir. Aradaki
Kaynak yöntemleri ile birleştirilen bir malzemenin kaynak bölgesinin mikroyapısı incelendiğinde iki ana bölgenin var olduğu görülecektir:
 Kaynak Bölgesinin Sınıflandırılması Prof. Dr. Hüseyin UZUN Kaynak yöntemleri ile birleştirilen bir malzemenin kaynak bölgesinin mikroyapısı incelendiğinde iki ana bölgenin var olduğu görülecektir: 1) Ergime
Kaynak Bölgesinin Sınıflandırılması Prof. Dr. Hüseyin UZUN Kaynak yöntemleri ile birleştirilen bir malzemenin kaynak bölgesinin mikroyapısı incelendiğinde iki ana bölgenin var olduğu görülecektir: 1) Ergime
 Metalik malzemelerdeki kaynakların tahribatlı muayeneleri-kaynaklı yapıların soğuk çatlama deneyleri-ark kaynağı işlemleri Bölüm 2: Kendinden ön gerilmeli deneyler ISO 17642-2:2005 CTS TESTİ Hazırlayan:
Metalik malzemelerdeki kaynakların tahribatlı muayeneleri-kaynaklı yapıların soğuk çatlama deneyleri-ark kaynağı işlemleri Bölüm 2: Kendinden ön gerilmeli deneyler ISO 17642-2:2005 CTS TESTİ Hazırlayan:
KIRIK YÜZEYLERİN İNCELENMESİ
 GAZİ ÜNİVERSİTESİ TEKNOLOJİ FAKÜLTESİ METALURJİ VE MALZEME MÜHENDİSLİĞİ MEM-317 MALZEME KARAKTERİZASYONU KIRIK YÜZEYLERİN İNCELENMESİ Yrd. Doç. Dr. Volkan KILIÇLI ANKARA 2012 KIRIK YÜZEYLERİN İNCELENMESİ
GAZİ ÜNİVERSİTESİ TEKNOLOJİ FAKÜLTESİ METALURJİ VE MALZEME MÜHENDİSLİĞİ MEM-317 MALZEME KARAKTERİZASYONU KIRIK YÜZEYLERİN İNCELENMESİ Yrd. Doç. Dr. Volkan KILIÇLI ANKARA 2012 KIRIK YÜZEYLERİN İNCELENMESİ
Elektron ışını ile şekil verme. Prof. Dr. Akgün ALSARAN
 Elektron ışını ile şekil verme Prof. Dr. Akgün ALSARAN Elektron ışını Elektron ışını, bir ışın kaynağından yaklaşık aynı hızla aynı doğrultuda hareket eden elektronların akımıdır. Yüksek vakum içinde katod
Elektron ışını ile şekil verme Prof. Dr. Akgün ALSARAN Elektron ışını Elektron ışını, bir ışın kaynağından yaklaşık aynı hızla aynı doğrultuda hareket eden elektronların akımıdır. Yüksek vakum içinde katod
ASC VE AZS MALZEMELERİN ALKALİ VE AŞINMA DİRENÇLERİNİN İNCELENMESİ
 ALKALİ VE AŞINMA İbrahim BÜYÜKÇAYIR, İlyas CAN. 1 Çimento sanayinde alkali problemleri son zamanlarda alternatif yakıt t ve hammadde kullanımını ile da etkisi artan, sıkça s karşı şılaşılan sorunlardan
ALKALİ VE AŞINMA İbrahim BÜYÜKÇAYIR, İlyas CAN. 1 Çimento sanayinde alkali problemleri son zamanlarda alternatif yakıt t ve hammadde kullanımını ile da etkisi artan, sıkça s karşı şılaşılan sorunlardan
2.2 DÖKME DEMİRLER. MALZEME BİLGİSİNE GİRİŞ, Burhan Oğuz, OERLIKON Yayını,
 2.2 DÖKME DEMİRLER Başlarda gördüğümüz gibi, yüksek fırından alman dökme demir (pik demiri) genellikle çeliğe dönüştürülür. Ama bunun bir bölümü, kupol ocaklarında ergitilerek, çelik endüstrisinin hemen
2.2 DÖKME DEMİRLER Başlarda gördüğümüz gibi, yüksek fırından alman dökme demir (pik demiri) genellikle çeliğe dönüştürülür. Ama bunun bir bölümü, kupol ocaklarında ergitilerek, çelik endüstrisinin hemen
BD 5400 İletkenlik Duyargası. Montaj ve Kullanım Kitapçığı
 BD 5400 İletkenlik Duyargası Montaj ve Kullanım Kitapçığı BD 5400 MKK v10.02-tr 1 İÇİNDEKİLER 1. ÖNEMLİ NOTLAR... 3 2. TANIMLAMA... 3 3. TEKNİK ÖZELLİKLER... 4 4. MONTAJ ve KABLOLAMA... 5 4.1. Montaj...
BD 5400 İletkenlik Duyargası Montaj ve Kullanım Kitapçığı BD 5400 MKK v10.02-tr 1 İÇİNDEKİLER 1. ÖNEMLİ NOTLAR... 3 2. TANIMLAMA... 3 3. TEKNİK ÖZELLİKLER... 4 4. MONTAJ ve KABLOLAMA... 5 4.1. Montaj...
«Termal Analiz ile Döküm Süreçlerinin Kontrolü» «Controlling the Casting Process With Thermal Analysis»
 «Termal Analiz ile Döküm Süreçlerinin Kontrolü» «Controlling the Casting Process With Thermal Analysis» Dr. Arda Çetin (Heraeus Electro-Nite Türkiye) 6.Oturum: Süreçler ve Kontrol 6th Session: Process
«Termal Analiz ile Döküm Süreçlerinin Kontrolü» «Controlling the Casting Process With Thermal Analysis» Dr. Arda Çetin (Heraeus Electro-Nite Türkiye) 6.Oturum: Süreçler ve Kontrol 6th Session: Process
BARA SİSTEMLERİ HAKKINDA GENEL BİLGİLER
 BARA SİSTEMLERİ HAKKINDA GENEL BİLGİLER Günümüzde bara sistemlerinde iletken olarak iki metalden biri tercih edilmektedir. Bunlar bakır ya da alüminyumdur. Ağırlık haricindeki diğer tüm özellikler bakırın
BARA SİSTEMLERİ HAKKINDA GENEL BİLGİLER Günümüzde bara sistemlerinde iletken olarak iki metalden biri tercih edilmektedir. Bunlar bakır ya da alüminyumdur. Ağırlık haricindeki diğer tüm özellikler bakırın
«Demir Dökümlerde Uygulanan Noktasal Besleme Teknolojisindeki En Son Gelişmeler» «Latest Developments In Spot Feeding For Iron Castings»
 «Demir Dökümlerde Uygulanan Noktasal Besleme Teknolojisindeki En Son Gelişmeler» «Latest Developments In Spot Feeding For Iron Castings» Cemal Andıç (Foseco ) 1.Oturum / 1st Session Oturum Başkanı / Session
«Demir Dökümlerde Uygulanan Noktasal Besleme Teknolojisindeki En Son Gelişmeler» «Latest Developments In Spot Feeding For Iron Castings» Cemal Andıç (Foseco ) 1.Oturum / 1st Session Oturum Başkanı / Session
Birleşim Araçları Prof. Dr. Ayşe Daloğlu Karadeniz Teknik Üniversitesi İnşaat Mühendisliği Bölümü
 Birleşim Araçları Birleşim Araçları Çelik yapılar çeşitli boyut ve biçimlerdeki hadde ürünlerinin kesilip birleştirilmesi ile elde edilirler. Birleşim araçları; Çözülebilen birleşim araçları (Cıvata (bulon))
Birleşim Araçları Birleşim Araçları Çelik yapılar çeşitli boyut ve biçimlerdeki hadde ürünlerinin kesilip birleştirilmesi ile elde edilirler. Birleşim araçları; Çözülebilen birleşim araçları (Cıvata (bulon))
YORULMA HASARLARI Y r o u r l u m a ne n dir i?
 YORULMA HASARLARI 1 Yorulma nedir? Malzemenin tekrarlı yüklere maruz kalması, belli bir tekrar sayısından sonra yüzeyde çatlak oluşması, bunu takip eden kopma olayı ile malzemenin son bulmasına YORULMA
YORULMA HASARLARI 1 Yorulma nedir? Malzemenin tekrarlı yüklere maruz kalması, belli bir tekrar sayısından sonra yüzeyde çatlak oluşması, bunu takip eden kopma olayı ile malzemenin son bulmasına YORULMA
KALIP VE İSKELE. Yrd. Doç. Dr. Alper CUMHUR
 KALIP VE İSKELE Yrd. Doç. Dr. Alper CUMHUR Betonun mimari ve statik açıdan gerekli formu almasını sağlayan ve beton yeterli dayanım kazanıncaya kadar onu taşıyan yardımcı yapı elemanlarına KALIP denir.
KALIP VE İSKELE Yrd. Doç. Dr. Alper CUMHUR Betonun mimari ve statik açıdan gerekli formu almasını sağlayan ve beton yeterli dayanım kazanıncaya kadar onu taşıyan yardımcı yapı elemanlarına KALIP denir.
Döküm Süreçleri ve Uygulamaları (MATE 401) Ders Detayları
 Ders Detayları") Döküm Süreçleri ve Uygulamaları (MATE 401) Ders Detayları Ders Adı Döküm Süreçleri ve Uygulamaları Ders Kodu MATE 401 Dönemi Ders Uygulama Saati Saati Laboratuar Kredi AKTS Saati Güz 3 2 0 4 5 Ön Koşul
Döküm Süreçleri ve Uygulamaları (MATE 401) Ders Detayları Ders Adı Döküm Süreçleri ve Uygulamaları Ders Kodu MATE 401 Dönemi Ders Uygulama Saati Saati Laboratuar Kredi AKTS Saati Güz 3 2 0 4 5 Ön Koşul
Bir cismin içinde mevcut olan veya sonradan oluşan bir çatlağın, cisme uygulanan gerilmelerin etkisi altında, ilerleyerek cismi iki veya daha çok
 Bir cismin içinde mevcut olan veya sonradan oluşan bir çatlağın, cisme uygulanan gerilmelerin etkisi altında, ilerleyerek cismi iki veya daha çok parçaya ayırmasına "kırılma" adı verilir. KIRILMA ÇEŞİTLERİ
Bir cismin içinde mevcut olan veya sonradan oluşan bir çatlağın, cisme uygulanan gerilmelerin etkisi altında, ilerleyerek cismi iki veya daha çok parçaya ayırmasına "kırılma" adı verilir. KIRILMA ÇEŞİTLERİ
PLASTİK ŞEKİL VERME (PŞV) Plastik Şekil Vermenin Temelleri: Başlangıç iş parçasının şekline bağlı olarak PŞV iki gruba ayrılır.
 Plastik Şekil Vermenin Temelleri: Başlangıç iş parçasının şekline bağlı olarak PŞV iki gruba ayrılır.") PLASTİK ŞEKİL VERME (PŞV) Metallerin katı halde kalıp olarak adlandırılan takımlar yardımıyla akma dayanımlarını aşan gerilmelere maruz bırakılarak plastik deformasyonla şeklinin kalıcı olarak değiştirilmesidir
PLASTİK ŞEKİL VERME (PŞV) Metallerin katı halde kalıp olarak adlandırılan takımlar yardımıyla akma dayanımlarını aşan gerilmelere maruz bırakılarak plastik deformasyonla şeklinin kalıcı olarak değiştirilmesidir
ISI TRANSFERİ LABORATUARI-1
 ISI TRANSFERİ LABORATUARI-1 Deney Sorumlusu ve Uyg. Öğr. El. Prof. Dr. Vedat TANYILDIZI Prof. Dr. Mustafa İNALLI Doç. Dr. Aynur UÇAR Doç Dr. Duygu EVİN Yrd. Doç. Dr. Meral ÖZEL Yrd. Doç. Dr. Mehmet DURANAY
ISI TRANSFERİ LABORATUARI-1 Deney Sorumlusu ve Uyg. Öğr. El. Prof. Dr. Vedat TANYILDIZI Prof. Dr. Mustafa İNALLI Doç. Dr. Aynur UÇAR Doç Dr. Duygu EVİN Yrd. Doç. Dr. Meral ÖZEL Yrd. Doç. Dr. Mehmet DURANAY
Gaz. Gaz. Yoğuşma. Gizli Buharlaşma Isısı. Potansiyel Enerji. Sıvı. Sıvı. Kristalleşme. Gizli Ergime Isısı. Katı. Katı. Sıcaklık. Atomlar Arası Mesafe
 İmal Usulleri DÖKÜM Katılaşma Döküm yoluyla üretimde metal malzemelerin kullanım özellikleri, katılaşma aşamasında oluşan iç yap ile belirlenir. Dolaysıyla malzeme özelliklerinin kontrol edilebilmesi
İmal Usulleri DÖKÜM Katılaşma Döküm yoluyla üretimde metal malzemelerin kullanım özellikleri, katılaşma aşamasında oluşan iç yap ile belirlenir. Dolaysıyla malzeme özelliklerinin kontrol edilebilmesi
DENEYİN ADI: Jominy uçtan su verme ile sertleşebilirlik. AMACI: Çeliklerin sertleşme kabiliyetinin belirlenmesi.
 DENEYİN ADI: Jominy uçtan su verme ile sertleşebilirlik AMACI: Çeliklerin sertleşme kabiliyetinin belirlenmesi. TEORİK BİLGİ: Kritik soğuma hızı, TTT diyagramlarında burun noktasını kesmeden sağlanan en
DENEYİN ADI: Jominy uçtan su verme ile sertleşebilirlik AMACI: Çeliklerin sertleşme kabiliyetinin belirlenmesi. TEORİK BİLGİ: Kritik soğuma hızı, TTT diyagramlarında burun noktasını kesmeden sağlanan en
DÖKÜM TEKNOLOJİSİ UYGULAMALARI - 2. Dr.Çağlar Yüksel ATATÜRK ÜNİVERSİTESİ METALURJİ ve MALZEME MÜHENDİSLİĞİ BÖLÜMÜ
 DÖKÜM TEKNOLOJİSİ UYGULAMALARI - 2 Dr.Çağlar Yüksel ATATÜRK ÜNİVERSİTESİ METALURJİ ve MALZEME MÜHENDİSLİĞİ BÖLÜMÜ 1. Çekilme Boşluğu ve Yönlenmiş Katılaşma Katılaşan metaldeki çekilme/büzülme başlıca üç
DÖKÜM TEKNOLOJİSİ UYGULAMALARI - 2 Dr.Çağlar Yüksel ATATÜRK ÜNİVERSİTESİ METALURJİ ve MALZEME MÜHENDİSLİĞİ BÖLÜMÜ 1. Çekilme Boşluğu ve Yönlenmiş Katılaşma Katılaşan metaldeki çekilme/büzülme başlıca üç
Askı çubuklarının yerleri duvardan 10 cm açıktan başlamak üzere* 85 cm de bir işaretlenir çelik dübeller yardımı ile monte edilir.
 Ölçüm ve İşaretleme: Mimari plana uygun tavan kotu, hortum terazisi, lazer gibi yöntemlerle alınır. Tavan U (TU) profilinin alt kotu çırpı ipi ile duvara çepeçevre işaretlenir. Askı çubuklarının yerleri
Ölçüm ve İşaretleme: Mimari plana uygun tavan kotu, hortum terazisi, lazer gibi yöntemlerle alınır. Tavan U (TU) profilinin alt kotu çırpı ipi ile duvara çepeçevre işaretlenir. Askı çubuklarının yerleri
Dökme Demirlerin Korozyonu Prof.Dr.Ayşegül AKDOĞAN EKER
 Dökme Demirlerin Korozyonu DÖKME DEMİR %2,06-%6,67 oranında karbon içeren Fe-C alaşımıdır. Gevrektirler. İstenilen parça üretimi sadece döküm ve talaşlı şekillendirme ile gerçekleştirilir. Dayanım yükseltici
Dökme Demirlerin Korozyonu DÖKME DEMİR %2,06-%6,67 oranında karbon içeren Fe-C alaşımıdır. Gevrektirler. İstenilen parça üretimi sadece döküm ve talaşlı şekillendirme ile gerçekleştirilir. Dayanım yükseltici
Kaybolan Köpük Yöntemi Kullanılarak Al-Si Alaşımlarının Akışkanlığının İncelenmesi
 2015 İstanbul ALUS'07 7. Alüminyum Sempozyumu - 7th Aluminium Symposiuırn Kaybolan Köpük Yöntemi Kullanılarak Al-Si Alaşımlarının Akışkanlığının İncelenmesi Fluidity of Lost Foam Cast Al-Si Alloys Nazlıcan
2015 İstanbul ALUS'07 7. Alüminyum Sempozyumu - 7th Aluminium Symposiuırn Kaybolan Köpük Yöntemi Kullanılarak Al-Si Alaşımlarının Akışkanlığının İncelenmesi Fluidity of Lost Foam Cast Al-Si Alloys Nazlıcan
Haydar Kahraman a İ. Hayri Keser a Ümit Cöcen a M. Kemal Tozan b ( a Dokuz Eylül Üniversitesi) ( b Çukurova Kimya End. AŞ)
 ( b Çukurova Kimya End. AŞ)") «Döküm Hatalarının Karakterize Edilmesi ve Besleyici Gömlekleri ile İlişkileri» «Characterization of Casting Defects and Their Relation With Riser Sleeves» Haydar Kahraman a İ. Hayri Keser a Ümit Cöcen
«Döküm Hatalarının Karakterize Edilmesi ve Besleyici Gömlekleri ile İlişkileri» «Characterization of Casting Defects and Their Relation With Riser Sleeves» Haydar Kahraman a İ. Hayri Keser a Ümit Cöcen
BÖLÜM 7. RİJİT ÜSTYAPILAR
 BÖLÜM 7. RİJİT ÜSTYAPILAR Rijit Üstyapı: Oldukça yüksek eğilme mukavemetine sahip ve Portland çimentosundan yapılmış, tek tabakalı plak vasıtasıyla yükleri taban zeminine dağıtan üstyapı tipidir. Çimento
BÖLÜM 7. RİJİT ÜSTYAPILAR Rijit Üstyapı: Oldukça yüksek eğilme mukavemetine sahip ve Portland çimentosundan yapılmış, tek tabakalı plak vasıtasıyla yükleri taban zeminine dağıtan üstyapı tipidir. Çimento
Metallerde Döküm ve Katılaşma
 2015-2016 Güz Yarıyılı Metalurji Laboratuarı I Metallerde Döküm ve Katılaşma Döküm:Metallerin ısı etkisiyle sıvı hale getirilip uygun şekilli kalıplar içerisinde katılaştırılması işlemidir Döküm Yöntemi
2015-2016 Güz Yarıyılı Metalurji Laboratuarı I Metallerde Döküm ve Katılaşma Döküm:Metallerin ısı etkisiyle sıvı hale getirilip uygun şekilli kalıplar içerisinde katılaştırılması işlemidir Döküm Yöntemi
İmal Usulleri. Fatih ALİBEYOĞLU -8-
 Fatih ALİBEYOĞLU -8- Giriş Dövme, darbe veya basınç altında kontrollü bir plastik deformasyon sağlanarak, metale istenen şekli verme, tane boyutunu küçültme ve mekanik özelliklerini iyileştirme amacıyla
Fatih ALİBEYOĞLU -8- Giriş Dövme, darbe veya basınç altında kontrollü bir plastik deformasyon sağlanarak, metale istenen şekli verme, tane boyutunu küçültme ve mekanik özelliklerini iyileştirme amacıyla
sensör sensör çıkışı kontrol birimi Kontrol birimi, kontrol ekipmanı ve çıkış sinyali anahtarlama elemanından meydana gelir.
 Polymer Electric Kanıtlanmış Güvenlik Safe Bumperler; sensör, kontrol ekipmanı ve çıkış sinyali anahtarlama elemanını içeren koruyucu ürünlerdir. (Emniyet Tamponu) sensör sensör çıkışı kontrol birimi Kontrol
Polymer Electric Kanıtlanmış Güvenlik Safe Bumperler; sensör, kontrol ekipmanı ve çıkış sinyali anahtarlama elemanını içeren koruyucu ürünlerdir. (Emniyet Tamponu) sensör sensör çıkışı kontrol birimi Kontrol
AlSi7Mg DÖKÜM ALAŞIMINDA T6 ISIL İŞLEM DEĞERLERE ETKİSİNİN İNCELENMESİ. Onur GÜVEN, Doğan ALPDORUK, Şükrü IRMAK
 AlSi7Mg DÖKÜM ALAŞIMINDA T6 ISIL İŞLEM PARAMETRELERİNİN MEKANİK DEĞERLERE ETKİSİNİN İNCELENMESİ Onur GÜVEN, Doğan ALPDORUK, Şükrü IRMAK DÖKÜMCÜLÜK İSTENEN BİR ŞEKLİ ELDE ETMEK İÇİN SIVI METALİN SÖZ KONUSU
AlSi7Mg DÖKÜM ALAŞIMINDA T6 ISIL İŞLEM PARAMETRELERİNİN MEKANİK DEĞERLERE ETKİSİNİN İNCELENMESİ Onur GÜVEN, Doğan ALPDORUK, Şükrü IRMAK DÖKÜMCÜLÜK İSTENEN BİR ŞEKLİ ELDE ETMEK İÇİN SIVI METALİN SÖZ KONUSU
İmal Usulleri. Döküm Tekniği
 İmal Usulleri Döküm Tekniği Örnek Heterojen Çekirdeklenme Alışılmamış laboratuar deneyleri dışında, sıvı metal için homojen çekirdeklenme asla olmaz. Uygulamadaki sıvı metallerin içinde hemen her zaman
İmal Usulleri Döküm Tekniği Örnek Heterojen Çekirdeklenme Alışılmamış laboratuar deneyleri dışında, sıvı metal için homojen çekirdeklenme asla olmaz. Uygulamadaki sıvı metallerin içinde hemen her zaman
Döküm Prensipleri. Yard.Doç.Dr. Derya Dışpınar. İstanbul Üniversitesi
 Döküm Prensipleri Yard.Doç.Dr. Derya Dışpınar Şekilvermeyöntemleri Talaşlı Talaşsız Torna Freze Matkap Taşlama Dövme Çekme Ekstrüzyon Döküm Kaynak, lehim Toz metalurjisi Birleştirme Döküm 1. Metal veya
Döküm Prensipleri Yard.Doç.Dr. Derya Dışpınar Şekilvermeyöntemleri Talaşlı Talaşsız Torna Freze Matkap Taşlama Dövme Çekme Ekstrüzyon Döküm Kaynak, lehim Toz metalurjisi Birleştirme Döküm 1. Metal veya
Dalgıç pompalarda soğutma ceketi uygulaması
 TEKNİK MAKALE Dalgıç pompalarda soğutma ceketi uygulaması Hazırlayan: Ali Umut Çakıcı Dünyanın öncü kuruluşlarından Grundfos olarak ürettiğimiz her bir dalgıç pompanın karşılığında uygun vasıflarda mevcut
TEKNİK MAKALE Dalgıç pompalarda soğutma ceketi uygulaması Hazırlayan: Ali Umut Çakıcı Dünyanın öncü kuruluşlarından Grundfos olarak ürettiğimiz her bir dalgıç pompanın karşılığında uygun vasıflarda mevcut
MALZEME BİLGİSİ DERS 8 DR. FATİH AY. www.fatihay.net fatihay@fatihay.net
 MALZEME BİLGİSİ DERS 8 DR. FATİH AY www.fatihay.net fatihay@fatihay.net BÖLÜM IV METALLERİN MEKANİK ÖZELLİKLERİ GERİLME VE BİRİM ŞEKİL DEĞİŞİMİ ANELASTİKLİK MALZEMELERİN ELASTİK ÖZELLİKLERİ ÇEKME ÖZELLİKLERİ
MALZEME BİLGİSİ DERS 8 DR. FATİH AY www.fatihay.net fatihay@fatihay.net BÖLÜM IV METALLERİN MEKANİK ÖZELLİKLERİ GERİLME VE BİRİM ŞEKİL DEĞİŞİMİ ANELASTİKLİK MALZEMELERİN ELASTİK ÖZELLİKLERİ ÇEKME ÖZELLİKLERİ
Master Panel NOVA 5TM Çatı
 Master Panel NOVA 5TM Çatı Ürün Tanımı Yangın riskinin yüksek olduğu yapılarda ve azami yangın dayanımı istenen binalarda güvenle kullanılırken beş hadveli formuyla geniş açıklıkların güvenle geçilmesini
Master Panel NOVA 5TM Çatı Ürün Tanımı Yangın riskinin yüksek olduğu yapılarda ve azami yangın dayanımı istenen binalarda güvenle kullanılırken beş hadveli formuyla geniş açıklıkların güvenle geçilmesini
DÖKÜM İMALAT PROSESLERİ İÇİN İLERİ DÜZEY SİMÜLASYON YAZILIMI: VULCAN
 DÖKÜM İMALAT PROSESLERİ İÇİN İLERİ DÜZEY SİMÜLASYON YAZILIMI: VULCAN VULCAN döküm simülasyon yazılımı ile imalat öncesi döküm kusurlarının tespiti ve iyileştirilmesi ÖZET Makalede uygulama yapılan model
DÖKÜM İMALAT PROSESLERİ İÇİN İLERİ DÜZEY SİMÜLASYON YAZILIMI: VULCAN VULCAN döküm simülasyon yazılımı ile imalat öncesi döküm kusurlarının tespiti ve iyileştirilmesi ÖZET Makalede uygulama yapılan model
Baumit SilikatTop. (SilikatPutz) Kaplama
 Kaplama") Baumit SilikatTop (SilikatPutz) Kaplama Ürün Kullanıma hazır, macun kıvamında, mineral esaslı, silikat ince son kat dekoratif kaplamadır. Dış ve iç cepheler için, Tane veya Çizgi dokuya sahip sıva dokulu
Baumit SilikatTop (SilikatPutz) Kaplama Ürün Kullanıma hazır, macun kıvamında, mineral esaslı, silikat ince son kat dekoratif kaplamadır. Dış ve iç cepheler için, Tane veya Çizgi dokuya sahip sıva dokulu
TERMOSET PLASTİK KALIPÇILIĞI DERSİ ÇALIŞMA SORULARI. a. Kırılganlık. b. Saydamlık. c. Elastikiyet. d. Mukavemet. b.
 TERMOSET PLASTİK KALIPÇILIĞI DERSİ ÇALIŞMA SORULARI 1. Plastik sıkıştırma kalıpları daha çok hangi malzemelerin kalıplanmasında kullanılmaktadır? a. Termoplastik b. Polietilen c. Termoset d. PVC 5. Kauçuğun
TERMOSET PLASTİK KALIPÇILIĞI DERSİ ÇALIŞMA SORULARI 1. Plastik sıkıştırma kalıpları daha çok hangi malzemelerin kalıplanmasında kullanılmaktadır? a. Termoplastik b. Polietilen c. Termoset d. PVC 5. Kauçuğun
TALAŞSIZ ÜRETİM YÖNTEMLERİ -1
 ÜNİTE-6 TALAŞSIZ ÜRETİM YÖNTEMLERİ -1 ÖĞR. GÖR. HALİL YAMAK KONU BAŞLIKLARI Giriş GİRİŞ Son yıllarda insanların yaşam standartlarının yükselmesinin temel sebeplerinden biri, endüstri ve sanayide yaşanan
ÜNİTE-6 TALAŞSIZ ÜRETİM YÖNTEMLERİ -1 ÖĞR. GÖR. HALİL YAMAK KONU BAŞLIKLARI Giriş GİRİŞ Son yıllarda insanların yaşam standartlarının yükselmesinin temel sebeplerinden biri, endüstri ve sanayide yaşanan
Konu: Yüksek Hassasiyetli Yağ Keçelerinin Takviye Bilezik Kalıplarının Üretiminde Kullanılan Takım Çelikleri ve Üretim Prosesleri
 Nurettin ÇALLI Fen Bilimleri Ens. Öğrenci No: 503812162 MAD 614 Madencilikte Özel Konular I Dersi Veren: Prof. Dr. Orhan KURAL İTÜ Maden Fakültesi Konu: Yüksek Hassasiyetli Yağ Keçelerinin Takviye Bilezik
Nurettin ÇALLI Fen Bilimleri Ens. Öğrenci No: 503812162 MAD 614 Madencilikte Özel Konular I Dersi Veren: Prof. Dr. Orhan KURAL İTÜ Maden Fakültesi Konu: Yüksek Hassasiyetli Yağ Keçelerinin Takviye Bilezik
ÜRETİM YÖNTEMLERİ (Devam)
") ÜRETİM YÖNTEMLERİ (Devam) Film ekstrüzyonu, son yıllarda plastik film (0,7 mm den düşük kalınlıktaki tabakalar) yapımında en çok kullanılan metottur. Proseste; erimiş plastik halkasal bir kalıpta yukarıya,
ÜRETİM YÖNTEMLERİ (Devam) Film ekstrüzyonu, son yıllarda plastik film (0,7 mm den düşük kalınlıktaki tabakalar) yapımında en çok kullanılan metottur. Proseste; erimiş plastik halkasal bir kalıpta yukarıya,
DÖKÜM USULLERİ : Parçamız Adı : Bağlantı elemanı Dökülecek metal : Dökme demir Çekme payı : % 1 Maçanın Mal. : Kum Modelin Mal.
 DÖKÜM USULLERİ : Döküm : kalıp için kullanılan malzeme ve ergimiş metalin kalıp içersinde sevkedilme şekline göre sınıflandırılabilir. Buna göre parçamız kum kalıb dökümü ile üretilecek. Parçamız Adı :
DÖKÜM USULLERİ : Döküm : kalıp için kullanılan malzeme ve ergimiş metalin kalıp içersinde sevkedilme şekline göre sınıflandırılabilir. Buna göre parçamız kum kalıb dökümü ile üretilecek. Parçamız Adı :
Uygulama Yapılacak Zemin ;
 novathermowood Deck ler, her türlü iklim koşullarında kullanılabilen, kendine ait karakteristik özellikleri olan, hiçbir kimyasal madde içermeyen %100 doğal masif ahşap malzemelerdir. Uzun yıllar sorunsuz
novathermowood Deck ler, her türlü iklim koşullarında kullanılabilen, kendine ait karakteristik özellikleri olan, hiçbir kimyasal madde içermeyen %100 doğal masif ahşap malzemelerdir. Uzun yıllar sorunsuz
Kaynak nedir? Aynı veya benzer alaşımlı maddelerin ısı tesiri altında birleştirilmelerine Kaynak adı verilir.
 1 Kaynak nedir? Aynı veya benzer alaşımlı maddelerin ısı tesiri altında birleştirilmelerine Kaynak adı verilir. 2 Neden Kaynaklı Birleşim? Kaynakla, ilave bağlayıcı elemanlara gerek olmadan birleşimler
1 Kaynak nedir? Aynı veya benzer alaşımlı maddelerin ısı tesiri altında birleştirilmelerine Kaynak adı verilir. 2 Neden Kaynaklı Birleşim? Kaynakla, ilave bağlayıcı elemanlara gerek olmadan birleşimler
TEKNOLOJİSİ--ITEKNOLOJİSİ. Prof. Dr. İRFAN AY / Öğr. Gör. FAHRETTİN KAPUSUZ
 MAKİNE PROGRAMI MALZEME TEKNOLOJİSİ--ITEKNOLOJİSİ (DERS NOTLARI) Prof.Dr.İrfan AY Öğr. Gör. Fahrettin Kapusuz 2008-2009 2008BALIKESİR 1 DEMİR-KARBON DEMİR(Fe--C) (Fe DENGE DİYAGRAMI 2 DEMİR KARBON DENGE
MAKİNE PROGRAMI MALZEME TEKNOLOJİSİ--ITEKNOLOJİSİ (DERS NOTLARI) Prof.Dr.İrfan AY Öğr. Gör. Fahrettin Kapusuz 2008-2009 2008BALIKESİR 1 DEMİR-KARBON DEMİR(Fe--C) (Fe DENGE DİYAGRAMI 2 DEMİR KARBON DENGE
ÇELİK YAPILARDA BİRLEŞİM ARAÇLARI
 ÇELİK YAPILARDA BİRLEŞİM ARAÇLARI Çelik yapılarda kullanılan birleşim araçları; 1. Bulon ( cıvata) 2. Kaynak 3. Perçin Öğr. Gör. Mustafa EFİLOĞLU 1 KAYNAKLAR Aynı yada benzer alaşımlı metallerin yüksek
ÇELİK YAPILARDA BİRLEŞİM ARAÇLARI Çelik yapılarda kullanılan birleşim araçları; 1. Bulon ( cıvata) 2. Kaynak 3. Perçin Öğr. Gör. Mustafa EFİLOĞLU 1 KAYNAKLAR Aynı yada benzer alaşımlı metallerin yüksek
MAKİNE ELEMANLARI DERS SLAYTLARI
 MAKİNE ELEMANLARI DERS SLAYTLARI PERÇİN VE YAPIŞTIRICI BAĞLANTILARI P r o f. D r. İ r f a n K A Y M A Z P r o f. D r. A k g ü n A L S A R A N A r ş. G ör. İ l y a s H A C I S A L İ HOĞ LU Perçin; iki veya
MAKİNE ELEMANLARI DERS SLAYTLARI PERÇİN VE YAPIŞTIRICI BAĞLANTILARI P r o f. D r. İ r f a n K A Y M A Z P r o f. D r. A k g ü n A L S A R A N A r ş. G ör. İ l y a s H A C I S A L İ HOĞ LU Perçin; iki veya
SD 3400 Kapasitans Seviye Duyargası. Montaj ve Kullanım Kitapçığı
 SD 3400 Kapasitans Seviye Duyargası Montaj ve Kullanım Kitapçığı SD 3400 MKK v10.02-tr 1 İÇİNDEKİLER 1. ÖNEMLİ NOTLAR... 3 2. TANIMLAMA... 4 3. TEKNİK ÖZELLİKLER... 5 4. MONTAJ ve KABLOLAMA... 6 4.1. Montaj...
SD 3400 Kapasitans Seviye Duyargası Montaj ve Kullanım Kitapçığı SD 3400 MKK v10.02-tr 1 İÇİNDEKİLER 1. ÖNEMLİ NOTLAR... 3 2. TANIMLAMA... 4 3. TEKNİK ÖZELLİKLER... 5 4. MONTAJ ve KABLOLAMA... 6 4.1. Montaj...
EN ISO 9606-1 e Göre Kaynakçı Belgelendirmesi Semineri (28 Mart 2014) SINAVIN YAPILIŞI, MUAYENE, KABUL KRİTERLERİ.
 SINAVIN YAPILIŞI, MUAYENE, KABUL KRİTERLERİ.") EN ISO 9606-1 e Göre Kaynakçı Belgelendirmesi Semineri (28 Mart 2014) SINAVIN YAPILIŞI, MUAYENE, KABUL KRİTERLERİ. Dr. Caner BATIGÜN ODTÜ Kaynak Teknolojisi ve Tahribatsız Muayene Araştırma / Uygulama
EN ISO 9606-1 e Göre Kaynakçı Belgelendirmesi Semineri (28 Mart 2014) SINAVIN YAPILIŞI, MUAYENE, KABUL KRİTERLERİ. Dr. Caner BATIGÜN ODTÜ Kaynak Teknolojisi ve Tahribatsız Muayene Araştırma / Uygulama
3. AKIŞKANLARDA FAZ DEĞİŞİKLİĞİ OLMADAN ISI TRANSFERİ
 1 3. AKIŞKANLARDA FAZ DEĞİŞİKLİĞİ OLMADAN ISI TRANSFERİ (Ref. e_makaleleri) Isı değiştiricilerin büyük bir kısmında ısı transferi, akışkanlarda faz değişikliği olmadan gerçekleşir. Örneğin, sıcak bir petrol
1 3. AKIŞKANLARDA FAZ DEĞİŞİKLİĞİ OLMADAN ISI TRANSFERİ (Ref. e_makaleleri) Isı değiştiricilerin büyük bir kısmında ısı transferi, akışkanlarda faz değişikliği olmadan gerçekleşir. Örneğin, sıcak bir petrol
MELKUÇLAR MAKİNE LTD. ŞTİ.
 MELKUÇLAR MAKİNE LTD. ŞTİ. ZIMPARA ÜRÜN GURUBU Çamlıtepe caddesi 158/b siteler ANKARA Tel: 0 312-351 73 73 faks: 0 312 351 73 33 GENİŞ BANT ZIMPARALAR KALİBRE ZIMPARALAR Zımpara yüzeyinin dolmasını geciktiren
MELKUÇLAR MAKİNE LTD. ŞTİ. ZIMPARA ÜRÜN GURUBU Çamlıtepe caddesi 158/b siteler ANKARA Tel: 0 312-351 73 73 faks: 0 312 351 73 33 GENİŞ BANT ZIMPARALAR KALİBRE ZIMPARALAR Zımpara yüzeyinin dolmasını geciktiren
Uygulamalar ve Kullanım Alanları
 BÖHLER W360 ISOBLOC ılık veya sıcak dövme kalıpları ve zımbaları için geliştirilmiş bir takım çeliğidir. Sertlik ve tokluğun istendiği çok çeşitli uygulamalarda kullanılabilir. Özellikler Yüksek sertlik
BÖHLER W360 ISOBLOC ılık veya sıcak dövme kalıpları ve zımbaları için geliştirilmiş bir takım çeliğidir. Sertlik ve tokluğun istendiği çok çeşitli uygulamalarda kullanılabilir. Özellikler Yüksek sertlik
KBM0308 Kimya Mühendisliği Laboratuvarı I ISI İLETİMİ DENEYİ. Bursa Teknik Üniversitesi DBMMF Kimya Mühendisliği Bölümü 1
 ISI İLETİMİ DENEYİ Bursa Teknik Üniversitesi DBMMF Kimya Mühendisliği Bölümü 1 1. Amaç Isı iletiminin temel ilkelerinin deney düzeneği üzerinde uygulanması, lineer ve radyal ısı iletimi ve katıların ısı
ISI İLETİMİ DENEYİ Bursa Teknik Üniversitesi DBMMF Kimya Mühendisliği Bölümü 1 1. Amaç Isı iletiminin temel ilkelerinin deney düzeneği üzerinde uygulanması, lineer ve radyal ısı iletimi ve katıların ısı
TOKLUK VE KIRILMA. Doç.Dr.Salim ŞAHĠN
 TOKLUK VE KIRILMA Doç.Dr.Salim ŞAHĠN TOKLUK Tokluk bir malzemenin kırılmadan önce sönümlediği enerjinin bir ölçüsüdür. Bir malzemenin kırılmadan bir darbeye dayanması yeteneği söz konusu olduğunda önem
TOKLUK VE KIRILMA Doç.Dr.Salim ŞAHĠN TOKLUK Tokluk bir malzemenin kırılmadan önce sönümlediği enerjinin bir ölçüsüdür. Bir malzemenin kırılmadan bir darbeye dayanması yeteneği söz konusu olduğunda önem
ALpHASET TM ve Furan Reçine Sistemleri / Karşılaştırması. Ünsal Minoğlu 24 Haziran 2009 İzmir
 ALpHASET TM ve Furan Reçine Sistemleri / Karşılaştırması Ünsal Minoğlu 24 Haziran 2009 İzmir Ülkemizde yaygın şekilde kullanıldığı için ALpHASET ve Furan reçine sistemleri mukayeseli olarak anlatılacaktır.
ALpHASET TM ve Furan Reçine Sistemleri / Karşılaştırması Ünsal Minoğlu 24 Haziran 2009 İzmir Ülkemizde yaygın şekilde kullanıldığı için ALpHASET ve Furan reçine sistemleri mukayeseli olarak anlatılacaktır.
Dr. Fatih AY. Tel: 0 388 225 22 55 ayfatih@nigde.edu.tr
 Dr. Fatih AY Tel: 0 388 225 22 55 ayfatih@nigde.edu.tr Düzlemsel Güneş Toplayıcıları Vakumlu Güneş Toplayıcıları Yoğunlaştırıcı Sistemler Düz Toplayıcının Isıl Analizi 2 Yapı olarak havası boşaltılmış
Dr. Fatih AY Tel: 0 388 225 22 55 ayfatih@nigde.edu.tr Düzlemsel Güneş Toplayıcıları Vakumlu Güneş Toplayıcıları Yoğunlaştırıcı Sistemler Düz Toplayıcının Isıl Analizi 2 Yapı olarak havası boşaltılmış
TEKNİK ŞARTNAME ÇOCUK OYUN GRUBU
 TEKNİK ŞARTNAME ÇOCUK OYUN GRUBU OYUN GRUBU ELEMANLARI: kule 1 ad helezon kaydırak platformu 1 ad 7 basamaklı merdiven 1 ad çatı 1 ad 150 cm helezon kaydırak 1 ad 150 cm düz kaydırak 1 ad platform korkuluğu
TEKNİK ŞARTNAME ÇOCUK OYUN GRUBU OYUN GRUBU ELEMANLARI: kule 1 ad helezon kaydırak platformu 1 ad 7 basamaklı merdiven 1 ad çatı 1 ad 150 cm helezon kaydırak 1 ad 150 cm düz kaydırak 1 ad platform korkuluğu
Prof. Dr. İRFAN AY / Öğr. Gör. FAHRETTİN KAPUSUZ 1
 MAKİNE PROGRAMI MALZEME TEKNOLOJİSİ-I- (DERS NOTLARI) Prof.Dr.İrfan AY Öğr. Gör. Fahrettin Kapusuz 2008-20092009 BALIKESİR Prof. Dr. İRFAN AY / Öğr. Gör. FAHRETTİN KAPUSUZ 1 DEMİR-KARBON (Fe-C) DENGE DİYAGRAMI
MAKİNE PROGRAMI MALZEME TEKNOLOJİSİ-I- (DERS NOTLARI) Prof.Dr.İrfan AY Öğr. Gör. Fahrettin Kapusuz 2008-20092009 BALIKESİR Prof. Dr. İRFAN AY / Öğr. Gör. FAHRETTİN KAPUSUZ 1 DEMİR-KARBON (Fe-C) DENGE DİYAGRAMI