T.C. Erciyes Üniversitesi Mühendislik Fakültesi Malzeme Bilimi ve Mühendisliği Bölümü Lisans Programı METAL ÜRETİM SÜREÇLERİ
|
|
|
- Chagatai Şeker
- 8 yıl önce
- İzleme sayısı:
Transkript
1 T.C. Erciyes Üniversitesi Mühendislik Fakültesi Malzeme Bilimi ve Mühendisliği Bölümü Lisans Programı METAL ÜRETİM SÜREÇLERİ

2 Malzeme Mühendisliği Malzemelerin faydalı alet veya yapılara nasıl dönüştürüleceği konusunda faaliyet gösteren bir mühendislik dalıdır. ************************************************************************************************ Malzeme Bilimi Malzemelerin özellikleri ile mikro yapı, sentez ve işleme özellikleri arasındaki ilişkileri konu alan bir bilim dalıdır. ************************************************************************************************ Malzeme Bilimi ve Mühendisliği (MBM) Yeni malzemelerin keşfedilmesi ve farklı malzemeler arasındaki mikro yapı-bileşim-sentezişleme ilişkileri üzerine yapılan yeni çalışmalarla önceden bilinen malzemelerin daha da geliştirilmesi ile ilgilenen disiplinler arası bir alandır. Malzeme Bil.ve Müh.Böl. - Metal Üretim Süreçleri 2
 Yeni malzemelerin keşfedilmesi ve farklı malzemeler arasındaki")
3 İÇİNDEKİLER 1. MALZEMELERİN SINIFLANDIRILMASI 2. HAM MADDELER 3. CEVHER HAZIRLAMA 3.1. Cevheri Zenginleştirme: Demir cevherlerinin manyetik ayırımı: Yaş (ıslak) hazırlama: Flotasyon (yüzdürme yolu ile cevher hazırlama): Kavurma: 3.2. Elekten Geçirme ve Kırma: 3.3. Parçaların Belirli Boyutlarda Hazırlanması (Yüzey Küçültme): Sinterleme: Peletleme: 3.4. Krupp-Renn Usulü: 4. YÜKSEK FIRINDA HAM DEMİR ÜRETİMİ: 4.1. Modern Yüksek Fırının Yapısı: 4.2. Yüksek Fırın Ürünleri: 4.3. Metal Üretim Tekniği ile İlgili Bazı Kimyasal Deyimler: Kimyasal denge: Yüksek Fırındaki Kimyasal Olaylar: 4.4. Demir Üretim Usullerine Genel Bir Bakış: Malzeme Bil.ve Müh.Böl. - Metal Üretim Süreçleri 3

4 5. ÇELİK ÜRETİMİ 5.1. Çelik Ergitilmesine Genel Bir Bakış: 5.2. Thomas Usulü: Tesisler: Usul: Kimyasal olaylar: 5.3. Bessemer Usulü: 5.4. Siemens-Martin Usulü: Tesisler: Kimyasal olaylar: 5.5. Oksijen Üfleme Usulü: Kimyasal reaksiyonlar: LD-Usulü: LDAC-Usulü: Kaldo Usulü (Bo Kalling, Domnarvet çelikhanesi, İsveç): 5.6. Elektro-çelik Usulü: Tesisler: Kimyasal Olaylar: 6. ÇELİĞİN DÖKÜLMESİ: 6.1. Kokil Döküm: 6.2. Sürekli Döküm: Malzeme Bil.ve Müh.Böl. - Metal Üretim Süreçleri 4

5 7. ÇELİĞİN KATILAŞMASI 7.1. Gazı Alınmamış (Sakin Olmayan) Çelik Dökümü: 7.2. Gazı Alınmış (Sakin Dökülmüş) Çelik: 7.3. Vakum Çeliği: Vakum çeliklerinin özellikleri: 8. ALÜMİNYUM (Al) 8.1. Alüminyumun Üretimi 9. BAKIR (Cu) 9.1. Bakırın Üretimi 10. TİTANYUM (Ti) Titanyumun Üretimi 11. NİKEL (Ni) Nikelin Üretimi 12. MAGNEZYUM (Mg) Magnezyumun Üretimi Magnezyum Alaşımlarının Ergitilmesi ve Dökümü 13. REFRAKTER METALLER Niobyum (Kolombiyum) (Nb) Niobyumun Üretimi: Tantal (Ta) Tantalın Üretimi: Molibden (Mo) Molibdenin Üretimi: Tungsten (W) Tungstenin Üretimi: Malzeme Bil.ve Müh.Böl. - Metal Üretim Süreçleri 5
 Tantalın Üretimi: 13.3. Molibden (Mo) Molibdenin Üretimi: 13.4. Tungsten (W) Tungstenin Üretimi: Malzeme Bil.ve Müh.Böl. - Metal Üretim Süreçleri 5")
6 METALLER Metal, (Latince: metallum, Yunanca: metallon). Yüksek elektrik ve ısı iletkenliği, kendine özgü parlaklığı olan, şekillendirmeye yatkın, katyon oluşturma eğilimi yüksek, oksijenle birleşerek çoğunlukla bazik oksitler veren elementlerdir. Metaller, kendi aralarında: soy metaller (altın, gümüş, platin gibi) ve soy olmayan metaller (demir, çinko, alüminyum gibi) şeklinde sınıflandırılabilir. Yarı metaller, iyi metal özelliği göstermez. Bu elementler hem metal, hem de ametal özelliği gösterir. Silisyum, bor, antimon, arsenik gibi elementler yarı metaldir. Doğada ametaller daha çok bulunsa da periyodik tablodaki elementlerin çoğu metaldir. Demir cevheri Malzeme Bil.ve Müh.Böl. - Metal Üretim Süreçleri 6

7 Malzeme Bil.ve Müh.Böl. - Metal Üretim Süreçleri 7

8 Malzeme Bil.ve Müh.Böl. - Metal Üretim Süreçleri 8

9 ÖZELLİKLERİ 1. Metallerin hepsi (cıva elementi hariç) oda koşullarında katıdır. 2. Bütün metaller parlaktır (Metalik parlaklık). Işığı yansıtırlar. 3. Metaller sert ve yumuşak olabilir. Sert olan metal yumuşak olanı çizer. 4. Metaller, tel, levha ve toz haline gelebilir. Metaller esnektir; eğilip bükülebilir. 5. Elektrik ve ısıyı iletir. 6. Soy metaller (altın, platin gibi) dışında diğer metaller havada paslanır. 7. Metaller birbirleriyle bileşik yapmaz. Ancak birbiri içinde eritilerek karıştırılabilirler ve alaşım oluştururlar. 8. İki veya daha çok metal birbiriyle molekül oluşturmaz. 9. Metallerin öz kütleleri büyük, erime noktaları yüksektir. Örneğin, demir 1535 C'de erir. Yoğunluğu 7,8 g/cm 3 'tür. 10. Metaller, daima elektron vererek (+) yüklü iyon (katyon) olmak ister. Çünkü son yörüngelerinde 1, 2, 3 elektron barındırabilirler. 11. Metallerin çoğuna (Na, Mg, Fe, Zn gibi) asitler etki eder. Bunun sonucunda tuz oluşur ve hidrojen gazı açığa çıkar. 12. Anfoter metaller (Pb, Zn, Cr, Al gibi), kuvvetli bazlarla (NaOH, KOH) ve oksijenli asitlerle (HClO 4, HNO 3 ) tepkime verirler. 13. Alkali metaller (Na, K) su ile reaksiyona girerek hidrojen gazı açığa çıkarırlar. 14. Yarı soy metaller (Cu, Ag) hidrojenden aktif olmadıkları için asitlerle tepkimelerinde hidrojen gazı çıkaramazlar. H 2 SO 4 teki kükürdü (S) indirgeyerek SO 2 ve HNO 3 teki azotu (N) indirgeyerek NO 2 gazı çıkarırlar. Malzeme Bil.ve Müh.Böl. - Metal Üretim Süreçleri 9

10 Bir elementin türüne bakmak için değerlik elektron sayısına yani son yörüngedeki elektron sayısına bakarız. Son yörüngesinde 1, 2, 3 elektron varsa, metal; 4, 5, 6, 7 elektron varsa, ametal; 8 varsa, soygazdır. Bakır cevheri Cıva Titanyum Malzeme Bil.ve Müh.Böl. - Metal Üretim Süreçleri 10

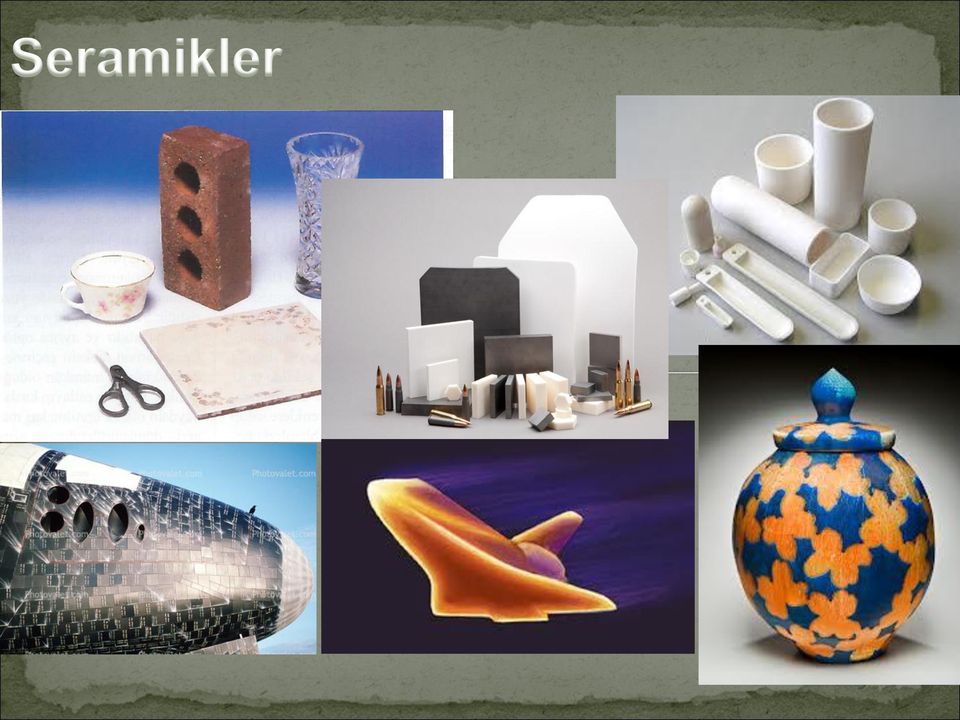
11 1. MALZEMELERİN SINIFLANDIRILMASI Malzemeler birçok şekilde sınıflandırılabilir. Bunlardan birinde malzemeler iki guruba ayrılır: Metaller, Metal olmayan malzemeler. Gerek elektrik iletkenliği gibi genel kullanım özellikleri ve gerekse kaynak edilebilirliği gibi üretim yöntemlerine uygunluğu bakımından, malzeme seçiminde bu temel ayırım isabetli sayılır. Fakat atomlar arası bağ kuvvetleri ve diğer özellikler dikkate alındığı zaman, malzemeler 4 guruba ayrılabilir: Metaller, Seramikler, Plastikler, Kompozitler. Her bir ana gurubun birbirinden ayrılan karakteristik özellikleri çok belirgindir. Metaller, etkili olan metalik bağ kuvvetleri, iyi ısı ve elektrik iletkenlikleri ile ışığı yansıtabilme ve düşük sıcaklıklarda bile plastik deformasyon yetenekleri ile ön plana çıkarlar. Metallerin yoğunlukları 7 g/cm³ ün üstünde olup, saydam olmayıp opaktırlar. Seramikler ise, metal ve metal olmayan elementlerin oluşturduğu iyonik bağ ile bağlanmış bileşiklerdir. İyonik bağları sayesinde seramikler genel olarak elektrik direnci yüksek, çoğu zaman saydam, plastik şekil verilemez, sertliği ve korozyon dayanımı yüksek malzemelerdir. Malzeme Bil.ve Müh.Böl. - Metal Üretim Süreçleri 11

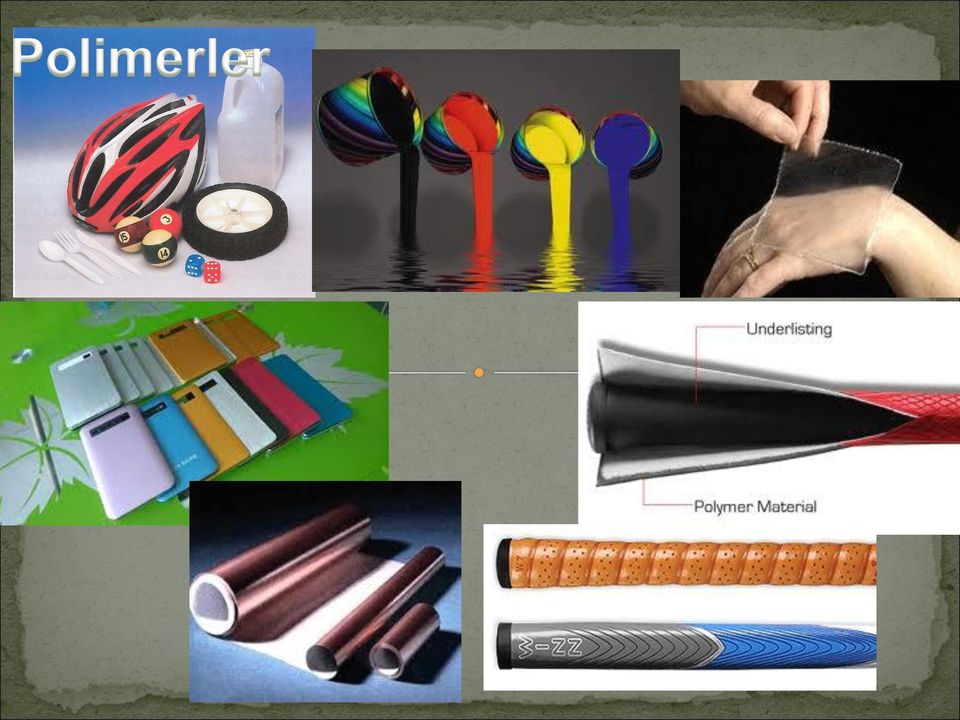
12 Plastikler veya polimerler; genellikle metal olmayan elementlerden oluşan kovalent bağlı malzemelerdir. Ana element karbon olup, bunun yanında hidrojen ve Cl, F, O vs. bulunabilir. Elektrik özellikleri ve kimyasal dayanımları ile seramiklere benzeseler de sıcaklıkta şekil tutma yetenekleri, sertlikleri ve yoğunlukları düşüktür. Isıtıldıkları taktirde çok düşük sayılabilecek sıcaklıklarda sıvılaşır ve tekrar şekil verilebilir (termoplastikler) veya parçalanırlar (termosetler). Plastiklerin yoğunlukları çok düşüktür (2 g/cm³ ten az). Kompozitler ise, bileşik malzemelerdir ve farklı guruplardan veya aynı gurubun değişik malzemelerinden üretilmiş, değişik fazların özel yöntemler ile bir araya getirilmesi ile oluşan malzeme sistemidir. Malzemelerin sınıflandırılması ve özelliklerinin karşılaştırılması Tablo 1 de gösterilmektedir. Ahşap-plastik Plastik kompozit Seramik Malzeme Bil.ve Müh.Böl. - Metal Üretim Süreçleri 12
.")
13
14

15 Malzeme Bil.ve Müh.Böl. - Metal Üretim Süreçleri 15

16 Tablo 1. Malzemelerin sınıflandırılması, mekanik ve fiziksel özelliklerinin karşılaştırılması. Malzeme Bil.ve Müh.Böl. - Metal Üretim Süreçleri 16

17 Her mühendislik kendisinin en çok kullandığı malzemeleri ön plana çıkararak inceler. Örneğin makine mühendisi için demir esaslı metaller, elektrik mühendisi için Cu, Al, yarı iletkenler, tekstil mühendisi için metal olmayan malzemeler, inşaat mühendisi için de beton vs. en önemli malzeme olarak ön plana çıkabilir. O mühendislik gurubuna ait olan kişiler her malzemeyi, malzemenin ait olduğu kalite ve boyut standardına göre incelemek ve o malzemenin özelliklerine uygun işlemleri yapmak durumundadır. Malzemenin iyisi kötüsü yoktur, uygun olanı ve uygun olmayanı vardır. Ustaca, yani mühendisçe iyi seçilmiş olanı veya bilinçsizce yanlış seçilmiş olanı vardır. Doğru malzeme seçiminin yapılabilmesi için, malzemeyi iyi tanımak gerekir. Doğru seçim yapan mühendis çok para tasarruf eder ve çok para kazanır. Seramik ler Camlar Yarı İletkenler Plastikler Kompozit Malzemeler Metaller Organik Doğal Malzemeler İnorganik Doğal Malzemeler Mühendislik malzemelerinin daha geniş bir bakış açısıyla sınıflandırılması. Malzeme Bil.ve Müh.Böl. - Metal Üretim Süreçleri 17

18 Bir başka açıdan baktığımızda metalik ve metalik olmayan malzemeleri aşağıdaki gibi de sınıflandırmak mümkündür: 1. Metalik (madensel) malzemeler Demir esaslı metaller, Demir dışı metaller. 2. Metalik (madensel) olmayan malzemeler Organik malzemeler, Organik olmayan (İnorganik) malzemeler. Mühendislik malzemelerinin sınıflandırılması. Malzeme Bil.ve Müh.Böl. - Metal Üretim Süreçleri 18
 olmayan malzemeler Organik malzemeler, Organik olmayan (İnorganik) malzemeler.")
19 MADENSEL MALZEMELER Yer kabuğunun kimi bölgelerinde çeşitli iç ve dış doğal etkenler nedeni ile toplanan, ekonomik yönden değer taşıyan mineral bileşimine maden adı verilir. Bu özellikleri taşıyan her şey, madensel özellikleri üzerinde topladığından, madensel malzeme olarak adlandırılır. Üretimde kullandığımız tüm metaller, madensel malzeme gurubuna girer. Çünkü, her şeyden önce metallerin yapımında kullanılan filizler yer kabuğundan alınır. Bu filizler yer kabuğunun iç ve dış etkileri sonucu oluşmuştur. Diğer yandan metallerin bu guruba girmesinde en önemli etken; belirgin özellikleri olmasıdır. Bizler bunlara metalik özellikler demekteyiz. Daha önce de bahsedildiği gibi metalik özellikler şunlardır: 1. Biçimlendirilebilirler. 2. Ağırdırlar. 3. Isı ve elektriği iyi iletirler. 4. Her metalin kendine özgü bir rengi vardır. 5. Oda sıcaklığında katı haldedirler (Cıva hariç). 6. Kristal bir yapıya sahiptirler. 7. Işığı geçirmeyip yansıtırlar. Metalik özellikleri taşıyan her malzeme metaldir. Metaller içerisinde belki de en çok kullanılanlardan biri, demir alaşımlı olanlardır. Yani iç yapısında demir metali ağırlıklı olarak bulunanlardır. Bundan ötürü madensel malzemeler, demir esaslı ve demir dışı olarak iki ana gurup içerisinde ele alınır. Malzeme Bil.ve Müh.Böl. - Metal Üretim Süreçleri 19

20 Demir Esaslı Metaller Madensel malzemelerin çoğu, doğada saf olarak bulunmaz. Doğadaki bulundukları şekline filiz adı verilir. Bu filizler başka metal filizleriyle birliktedir. Çeşitli işlemlerden geçirilerek, üretimde ihtiyaçlara cevap verecek niteliklere dönüştürülmesi sonucunda kullanılırlar. Ancak pek çok durumda tek bir metalin verdiği özellikler de yeterli olmaz. Endüstrinin sonsuz ihtiyaçlarına cevap verecek malzemeler geliştirme gereksinimi, metallerin tek başına kullanılmalarını sınırlamaktadır. Tüm bunlardan ötürü bir ya da birden fazla metalin bir arada bulunduğu yeni metallerin ortaya çıkması kaçınılmazdır. Bunlara genel olarak alaşım adı verilir. Bir alaşımı meydana getiren metallerden biri, diğerlerine oranla daha fazladır. Bir bakıma bu metal ana metal olarak düşünülmelidir. İşte demir esaslı metaller olarak ele alınan guruptakilerin iç yapısında ana metal olarak Paslanmaz çelik borular. demir (Fe) bulunmaktadır. Demir esaslı metallere verebileceğimiz en önemli örnek çeliktir. Bir çok alt gurubu olan çelik, her an karşılaşabileceğiniz demir esaslı metallerden birini oluşturur. Çeliğin bile alt gurupları vardır. Örneğin; bunlardan biri olan paslanmaz çeliğin sadece 120 çeşidinin olduğu göz önüne alındığında, madensel malzemelerden demir esaslı olanlarının neden tek başına büyük bir guruba sahip olduğunu kolayca kavramış olursunuz. Malzeme Bil.ve Müh.Böl. - Metal Üretim Süreçleri 20

21 Dökme demir ürünler. Demir esaslı malzeme üretiminde kullanılan, ham demirdir. Ham demirden çelik ve dökme demir üretilir. Dolayısıyla çelik ve dökme demir, demir esaslı malzemelerin çeşitlerini oluşturur. Demir Dışı Metaller Metalik özelliklere sahip olup madensel malzeme gurubu içine giren, ancak demir olmayan tüm metaller, demir dışı malzeme olarak adlandırılır. Demir dışı malzemenin saf yada alaşımlı olmasının önemi yoktur. Önemli olan iç yapısında dikkate değer oranda demir olmamasıdır. Demir dışı madensel malzemeler oldukça fazladır. Bu fazlalık, demir esaslı malzemelerin tek başına diğer metaller ile ayrı bir gurubu oluşturabilecek çeşitliliğe sahip olduğunu ve önemini ön plana çıkarır. Malzeme Bil.ve Müh.Böl. - Metal Üretim Süreçleri 21
22 Demir dışı madensel malzemeler şunlardır: 1. Kurşun (Pb) 2. Kalay (Sn) 3. Alüminyum (Al) 4. Bakır (Cu) 5. Volfram (W) 6. Krom (Cr) 7. Nikel (Ni) 8. Manganez (Mn) 9. Magnezyum (Mg) 10. Kobalt (Co) 11. Vanadyum (V) 12. Altın (Au) 13. Gümüş (Ag) 14. Platin (Pt) Magnezyum Bu liste, saf demir dışı malzemeleri vermektedir. Unutulmamalıdır ki; bunların da birbirleriyle yaptıkları alaşımlar vardır ve bunlar yeni adlar ile adlandırılır. Altın-gümüş alaşımı Kobalt Platin Erimiş kalay damlası Malzeme Bil.ve Müh.Böl. - Metal Üretim Süreçleri 22
23 MADENSEL OLMAYAN MALZEMELER Genel olarak metalik özellikler taşımayan tüm malzemeler madensel olmayan malzeme gurubuna girer (bir bakıma metaller dışında kalanların tümü). Madensel olmayan malzemeleri iki ana gurup altında toplamak mümkündür: Organik ve inorganik. Organik Malzemeler: Bitkiler ya da hayvanlarda, yaşam için gerekli ve yararlı bir görevi bulunan vücut parçasına organ adı verilir. Bitki ve hayvanlarda yaşam sona erdiğinde bu organlar, birikip çimentolaşır. Daha sonra da billurlaşıp bir organik kütle haline dönüşür. Uzun süreçler sonunda meydana gelen bu kütlelerden üretimde kullanılan malzemeler elde ediliyorsa, bu malzemeler organik malzeme olarak adlandırılır. Kendi aralarında doğal ve yapay olarak iki ana guruba ayrılırlar. Doğal organik malzemeler: 1. Doğal gazlar 2. Karbonlu bileşikler 3. Petrol 4. Basit karbonhidratlar 5. Reçine 6. Odun 7. Selülozlar 8. Şellak* 9. Deri 10. Mantar 11. Lifler 12. Kauçuk *Şellak: Sarı ve kahverengi, ince pulcuklu yapısı olan doğal reçinedir. Hindistan ve Birmanya da akasya türü bir ağacın kabuklarına yapışarak yaşayan, Latince Laccifer Lacca adını alan lak böceğinin salgısından oluşur. Malzeme Bil.ve Müh.Böl. - Metal Üretim Süreçleri 23
24 Yapay organik malzemeler: 1. Kağıt 2. Selüloz 3. Yapay deri 4. Yapay reçineler 5. Yapay lastik 6. Yapay lifler Kağıt Odun Petrol Kauçuk Deri Şellak Malzeme Bil.ve Müh.Böl. - Metal Üretim Süreçleri 24
25 İnorganik Malzemeler: Doğadaki, inorganik malzemelerin oluşumunda hayvan ve bitkilerin hiçbir etkisi yoktur. Bundan ötürü organik olmayan anlamına gelen inorganik malzeme olarak adlandırılmaktadırlar. Kendi aralarında doğal ve yapay olmak üzere iki ana guruba ayrılırlar. Doğal olanları madensel özellikler göstermekle birlikte, metalik özellikler taşımazlar. Doğal inorganik malzemeler: 1. Taşlar 2. Mineraller 3. Filizler 4. Killer 5. Tuzlar Taş Porselen Yapay inorganik malzemeler: 1. Çimento 6. Tuğla 2. Beton 7. Porselen 3. Kireç 8. Emaye 4. Cam 9. Grafit 5. Seramik 10. Karbürler Çimento Kireç Tuğla Malzeme Bil.ve Müh.Böl. - Metal Üretim Süreçleri 25

26 Periyodik Tablo: Maddenin temel birimi atomlardır. Tek bir cins atomdan oluşmuş, kimyasal tekniklerle ayrıştırılamayan ya da farklı maddelere dönüştürülemeyen saf maddelereyse "element" adı veriliyor. Dünya üzerinde bilinen elementlerin belirli bir şekilde yerleştirildiği sistem, periyodik tablo olarak adlandırılıyor. Malzeme Bil.ve Müh.Böl. - Metal Üretim Süreçleri 26
27 Periyotlar ve Guruplar Neleri İfade Ediyor? Elementlerin, soldan sağa ve yukarıdan aşağıya doğru artan atom numaralarına göre diziliminden oluşan bu tabloda, yatay sıralara "periyot", dikey sütunlaraysa "grup" adı veriliyor. Bir elementin periyot numarası, o elementin sahip olduğu elektronların bulunduğu en yüksek enerji seviyesini gösterir. Aynı grupta (dikey sırada) yer alan elementlerin elektron dizilimleri büyük benzerlik gösterir ve bu nedenle de kimyasal tepkimelerde benzer şekilde davranırlar. Periyodik tabloda, soldan sağa ve yukarıdan aşağıya doğru atom numarası artar. Malzeme Bil.ve Müh.Böl. - Metal Üretim Süreçleri 27

28 Periyodik Tablo Bize Neler Anlatıyor? Periyodik tabloyu kullanarak, her element hakkında belirli bilgiler elde edebiliriz. Örneğin, 1 kilogramlık bir karbon bloğunda kaç karbon atomu bulunduğunu tayin etmek için, karbon atomunun bağıl atom kütlesini kullanmamız yeterli. Bağıl Atom Kütlesi: Bir elementin, atom kütle birimi (atomic mass units: amu) cinsinden ortalama kütlesini belirtir. Bu rakam, sıklıkla elementin izotoplarının da ortalama kütlesini belirttiği için, ondalıklı bir sayıdır. Bir elementin bağıl atom kütlesinden atom numarasının (proton sayısının) çıkarılmasıyla, o elementin nötron sayısı bulunabilir. Atom Numarası: Bir atomda bulunan proton sayısı, elementi tanımlar ve atom numarası olarak adlandırılır. Atomda bulunan proton sayısı aynı zamanda, elementin kimyasal karakteri hakkında da bilgi verir. Örnek: Kalsiyumun (Ca) nötron sayısı: Bağıl atom kütlesi - Atom numarası = 40-20= 20'dir. Periyodik tabloda sıklıkla karşılaşılan görünüm, yandaki gibidir. Burada, element simgesinin altında verilen "bağıl atom kütlesi", proton ve nötron sayısının toplamına eşittir. Element simgesinin üstünde verilen atom numarası da, proton sayısına eşit olduğuna göre, bu iki sayının farkı bize elementin nötron sayısını verir. Malzeme Bil.ve Müh.Böl. - Metal Üretim Süreçleri 28
29 Bu gösterim, periyodik tablonun dışında, örneğin herhangi bir anlatımda elementin adı geçerken de kullanılabilir. Bazı durumlarda, bu iki değerin yeri tam tersi şekilde (atom numarası altta, bağıl atom kütlesi üstte) de olabilir. Ek olarak, simgenin sağ tarafında, elementin + ya da - yükü de gösterilebilir. Element Simgesi: Her elemente ait bir ya da iki harften oluşan simgelerin, uluslararası geçerliliği vardır. Elektron Dizilimi: Uyarılmamış bir atomdaki elektronların konumlarını gösterir. Kimyabilimciler, temel fizik bilgilerine dayanarak, atomların elektron dizilimlerine göre nasıl davranabilecekleri konusunda fikir yürütebilirler. Elektron dizilimi, bir atomun kararlılık, kaynama noktası ve iletkenlik gibi özellikleri hakkında bilgi verir. Atomların son enerji düzeylerine (en dış yörüngelerine) "valans düzeyi", burada yer alan elektronlara da "valans elektronları" adı verilir. Kimyasal tepkimelerde birinci derecede önem taşıyan elektronlar, valans elektronlarıdır. Bir elementin periyodik tablodaki yerine bakarak, o elementin elektron dizilimi de anlaşılabilir. Aynı grupta (dikey sırada) yer alan elementlerin elektron dizilimleri büyük benzerlik gösterir ve bu nedenle de kimyasal tepkimelerde benzer şekilde davranırlar. Yükseltgenme basamağı (sayısı): Bir elementin, bileşiklerinde alabileceği değerliklerdir. İngilizce'deki "oxidation state" kullanımına karşılık gelmektedir. Malzeme Bil.ve Müh.Böl. - Metal Üretim Süreçleri 29
30 Periyodik tabloda yer alan elementler, gösterdikleri belirli ortak özelliklere göre gruplar halinde inceleniyor. Bu gruplar hakkında kısaca bilgi vermek gerekirse: 1. Alkali Metaller: Periyodik tablonun ilk grubunda (dikey sırasında) yer alan metallerdir. Fransiyum dışında hepsi, yumuşak yapıda ve parlak görünümdedir. Kolaylıkla eriyebilir ve uçucu hale geçebilirler. Bağıl atom kütleleri arttıkça, erime ve kaynama noktaları da düşüş gösterir. Diğer metallere kıyasla, öz kütleleri de oldukça düşüktür. Hepsi de, tepkimelerde etkindir. En yüksek temel enerji düzeylerinde bir tek elektron taşırlar. Bu elektronu çok kolay kaybederek +1 yüklü iyonlar oluşturabildikleri için, kuvvetli indirgendirler. Isı ve elektriği çok iyi iletirler. Suyla etkileşimleri çok güçlüdür, suyla tepkime sonucunda hidrojen gazı açığa çıkarırlar. 2. Toprak Alkali Metaller: Periyodik tablonun baştan ikinci grubunda (dikey sırasında) yer alan elementlerdir. Sıklıkla beyaz renkli olup, yumuşak ve işlenebilir yapıdadırlar. Alkali metallerden daha az tepken (tepkimelere girmeye eğilimli) karakterde olmalarının yanında, erime ve kaynama sıcaklıkları da daha düşüktür. İyonlaşma enerjileri de alkali metallerden daha yüksektir. Toprak elementleri ismi, bu gruptaki elementlerin toprakta bulunan oksitlerinin, eski kimya bilimciler tarafından ayrı birer element olarak düşünülmesinden gelir. Malzeme Bil.ve Müh.Böl. - Metal Üretim Süreçleri 30
31 3. Geçiş metalleri: Sertlikleri, yüksek yoğunlukları, iyi ısı iletkenlikleri ve yüksek erime-kaynama sıcaklıklarıyla tanınırlar. Özellikle sertlikleri nedeniyle, saf halde ya da alaşım halinde yapı malzemesi olarak kullanılırlar. Geçiş elementlerinin hepsi, elektron dizilimlerinde, en dışta her zaman d orbitalinde elektron taşırlar. Tepkimelere giren elektronlar da, d orbitalindeki elektronlardır. Geçiş metalleri sıklıkla birden fazla yükseltgenme basamağına sahiptir. Çoğu, asit çözeltilerinde hidrojenle yer değiştirecek kadar elektropozitiftir. İyonları renkli olduğu için, analizlerde kolay ayırt edilirler. 4. Lantanidler: Geçiş metallerinin bir alt serini oluştururlar ve toprakta eser miktarda bulunmaları nedeniyle, "nadir toprak elementleri" olarak da isimlendirilirler. En önemli ortak özellikleri, elektron değişiminin yalnızca 4f orbitaline elektron katılımıyla gerçekleşmesidir. Özellikle +3 değerlikli hallerinde, birbirlerine çok benzeyen özellikler gösterirler. Kuvvetli elektropozitif olmaları nedeniyle, üretilmeleri zordur. Çoğunun iyon hallerinin karakteristik renkleri vardır. 5. Aktinidler: Bu elementlerin en önemli ortak özelliği, elektron katılımının 5f orbitalinde gerçekleşmesidir. Geçiş metallerinin bir alt serisi konumundadırlar ve doğada çok ender bulunabilirler. 6. Transaktinidler: Aktinidleri takip eden elementlere bu ad verilir. Uranyumdan daha büyük olan bu elementler, yalnızca nükleer reaktörlerde ya da parçacık hızlandırıcılarda elde edilebilirler. Geçiş elementlerinin bir alt bölümüdürler. Metaller ya da ametaller arasındaki yerleri, kesin olarak belirlenememiştir. Malzeme Bil.ve Müh.Böl. - Metal Üretim Süreçleri 31
32 7. Ametaller: Metal özelliği göstermeyen elementlerdir. Metaller çözeltilerde katyonları (pozitif yüklü iyonları) oluştururken, ametaller anyon (negatif yüklü iyon) oluşturma eğilimindedir. Metallerin aksine iyi iletken değillerdir ve elektronegatiflikleri çok yüksektir. Metaller ve ametaller arasında özellikler gösteren bazı yarıiletken elementler, "metaloidler" olarak da adlandırılır. Halojenler ve soygazlar da ametal doğadadır. 8. Halojenler: Periyodik tablonun 7A grubunda bulunan, tepkimeye eğilimli ametallerdir. Bu gruptaki elementlerin hepsi elektronegatiftir. Elektron alma eğilimi en yüksek olan elementlerdir. Doğada sert olarak değil, mineraller halinde bulunurlar. Element halinde 2 atomlu moleküllerden oluşurlar. Oda koşullarında flor ve klor gaz, brom sıvı, iyotsa katı haldedir. Erime ve kaynama noktaları grupta aşağıdan yukarıya doğru azalır. Zehirli ve tehlikeli elementler olarak bilinirler. 9. Soygazlar: Periyodik tablonun en son grubunu oluşturan, tümü tek atomlu ve renksiz gaz halinde bulunan elementlerdir. En dış yörüngeleri elektronlarla tamamen dolu olduğu için son derece kararlıdırlar ve tepkimelere eğilimleri de çok düşüktür. Bu davranışları nedeniyle de "soygaz" adını almışlardır. Atmosferde bulunurlar ve sıvı havanın damıtılmasıyla elde edilirler. İlk keşfedilen soygaz, hidrojenden sonra en hafif element olan helyumdur. Radon, çekirdeği dayanıksız olan, radyoaktif bir elementtir. Çok düşük olan erime ve kaynama noktaları, grupta yukarıdan aşağıya gidildikçe yükselir. İyonlaşma enerjileri, sıralarında en yüksek olan elementlerdir. Malzeme Bil.ve Müh.Böl. - Metal Üretim Süreçleri 32
33 Lantanid ve Aktinidler Neden Ayrı 2 Sıra Halinde Gösteriliyor? Aslında geçiş metallerinin bir bölümü olan lantanid ve aktinidler, elektronlarının dizilim gösterdiği yörüngelerin özelliğine göre, ayrı alt gruplarda incelenirler. Periyodik tablonun altında "ayrı" 2 sıra halinde gösterilmelerinin tek nedeni de, aslında görüş kolaylığı sağlamaktır. Normalde baryum ile lutesyum arasında yer alan lantanidler ve radyum ile lavrensiyum arasında yer alan aktinidler, atom numaralarına göre ait oldukları yere koyulsaydı, oldukça ince-uzun bir periyodik tabloyla karşı karşıya kalacaktık. Bu nedenle, bu 2 alt serinin, periyodik tablonun altında "ek sıralar" olarak gösterilmesi daha uygun görülür. Malzeme Bil.ve Müh.Böl. - Metal Üretim Süreçleri 33
 merkezli sistemdeki her gezegenin adı, bir")
34 Elementlerin Simgeleri Çok az sayıda elementin bilindiği zamanlarda, elementler, Plato'nun Eski Yunanlıların kullandığı toprak-hava-su ve ateş sembollerinden yaptığı uyarlamalarla simgeleniyordu. Daha sonra yeni elementler keşfedildikçe, tüm elementlerin eninde sonunda "altın"a dönüşeceği düşüncesinden yola çıkan simyacılar tarafından, güneş (altın) merkezli sistemdeki her gezegenin adı, bir elemente verildi. O dönemde bilinen elementlerin bazılarının "simya" sembolleri şöyle: Altın Cıva Kükürt Sodyum Malzeme Bil.ve Müh.Böl. - Metal Üretim Süreçleri 34
35 Atom kuramıyla tanıdığımız John Dalton, elementlerin simgelenmesi konusunda, çemberlerden oluşan sembollerin kullanılmasını önerdi. Bu yönteme göre, bazı elementlerin simgeleri şöyleydi: Karbon Cıva Kükürt Sodyum En sonunda, 1813 yılında, Jon Jakob Berzelius isimli araştırmacı, elementlerin adları temel alınarak simgelenmesi fikrini ortaya attı. Hâlâ kullanılmakta olan bu yönteme göre: 1. Her element, 1 ya da 2 harften oluşan bir simgeyle ifade ediliyor ve bu simgenin ilk harfi her zaman büyük yazılıyor. 2. Simgelerde sıklıkla, elementin İngilizce adının ilk harfi kullanılıyor. Örneğin: H (Hidrojen: Hydrogen), C (Karbon: Carbon), N (Azot: Nitrogen). 3. Eğer elementin baş harfiyle simgelenen başka bir element varsa, bu elementin simgesinde baş harfin yanına, İngilizce adının ikinci harfi de ekleniyor. Örneğin: He (Helyum, Helium), Ca (Kalsiyum: Calcium), Ne (Neon: Neon). Malzeme Bil.ve Müh.Böl. - Metal Üretim Süreçleri 35
36 4. Eğer elementin İngilizce adının ilk 2 harfi, bir diğer elementle aynıysa, simgesinde baş harfin yanına, bu kez baş harften sonraki ilk ortak olmayan sessiz harf getiriliyor. Örneğin: Cl (Klor: Chlorine) ve Cr (Krom: Chromium). 5. Bazı elementlerin simgelerinde de, bu elementlerin Latince ya da eski dillerdeki adları temel alınmış. Bu 11 elementin simgeleri ve adları şöyle: Na (Sodyum: Natrium) K (Potasyum: Kalium) Fe (Demir: Ferrum) Cu (Bakır: Cuprum) Ag (Gümüş: Argentum) Sn (Kalay: Stannum) Sb (Antimon: Stibium) W (Tungsten: Wolfram) Au (Altın: Aurum) Hg (Cıva: Hydrargyrum) Pb (Kurşun: Plumbum) 6. Çoğu yapay olarak sentezlenen yeni elementlerin simgeleriyse, atom numaralarına karşılık gelen Latince rakamlar esas alınarak veriliyor. Örneğin: atom numarası 116 olan Ununheksiyum elementinin simgesi olan "Uuh", 1: uni - 1: uni - 6: hexa kelimelerinin baş harflerinden oluşuyor. Malzeme Bil.ve Müh.Böl. - Metal Üretim Süreçleri 36
37 ATOMLAR ARASI BAĞLAR Aynı özellikleri taşıyan metal atomlarını bir arada tutan, atomlar arası bağ olarak tanımlanan olaydır. Atomların bu özelliği, şekillendirilebilmelerini açığa çıkarır. Yalın bir tanımla; aralarında güçlü bir bağ olmayan atomlara sahip metaller, daha kolay şekillendirilebilir. Burada kastedilen şekillendirme işlemi, kesme, bükme ve delme gibi metallere uygulanan talaşlı ya da talaşsız üretim yöntemleridir. Valans elektronları, metal atomları arasındaki bağı direkt olarak etkiler. Valans elektronları doymuş halde ise, bu tür atomlar diğer atomlar ile birleşmezler ve kararlı olarak kabul edilirler. Valans elektronlarının sayısı en üst düzeye gelmemiş yani doymamış elektronlar, diğer elementler ile elektron alış verişinde bulunabilirler ve bu nedenle aralarında kuvvetli bir çekim kuvveti vardır. En üst elektron sayısına kavuşmamış valans elektronlarına sahip olan elementler dört gurup altında toplanan bağ türü ile birbirlerini çekerler. Bunlar sırasıyla; metalik bağ, iyonik bağ, kovalent bağ ve van der waals bağıdır. Metalik Bağ: Adından da anlaşılacağı üzere metalle ile ilgili özelliklerin oluşmasını sağlayan atomlar arası bağdır. Metal atomlarının (dış kabuk elektronu olarak daha önce belirttiğimiz valans elektronlarının doymamış olmalarından ötürü) serbestçe hareket etmeleri önemli özellikleridir. Valans elektronları negatif yüklü, metal atom çekirdeğini meydana getiren protonlar pozitif yüklü olduğundan, zıt kutuplu elektrik yükleriyle yüklenmiş durumdadırlar. Zıt kutupların birbirini kuvvetlice çekmesi ilkesi, Malzeme Bil.ve Müh.Böl. - Metal Üretim Süreçleri 37
38 burada da devreye girer ve metal atomlarının sıkıca bir arada durmasına neden olur. Metal atomları arasındaki bu bağın sıklığı, metallerin dayanımını oluşturur. Metalik bağ. Tel ve levha ürünler. Genelde metalik özellikleri oluşturan elektrik ve ısı iletkenliği bu bağ sebebiyle açığa çıkmaktadır. Metal atomları çevresinde serbest olarak hareket eden valans elektronları, elektrik akımının kolaylıkla iletilmesine olanak tanır. Çünkü elektrik akımı, yalın bir elektron hareketi niteliğindedir. Metallere verilen elektrik akımı, valans elektronlarının hareketini arttırır. Dolayısıyla da elektron akışını (elektrik akımını) başlatır. Bu özellikten ötürü metaller, iyi bir elektriksel iletim yeteneğine sahiptirler. Elektrik nasıl bir enerjiyse ve elektronlar ile iletilebiliyorsa, ısı da bir enerjidir ve elektronlar ile iletilir. Bu yüzden elektriksel iletim yeteneğine sahip olan metaller, ısı iletim yeteneğini de gösterir. Malzeme Bil.ve Müh.Böl. - Metal Üretim Süreçleri 38
, elektron verirse (+) yük kazanırlar. + ya da yük kazanmış olan bu tip elektronlara iyon adı verilir.")

39 İyonik Bağ: Katı maddeler üst elektron sayısına ulaşmak amacıyla çevredeki atomlardan elektron alış verişi yaparlar. Bu alış veriş esnasında dış kabuk elektronları, elektron alırsa (-), elektron verirse (+) yük kazanırlar. + ya da yük kazanmış olan bu tip elektronlara iyon adı verilir. Farklı (+ ya da -) yük kazanmış elektronlar birbirini çekme gücüne sahip olduğundan ve ortaya çıkan atomlar arası bağ iyon adlı elektronlardan oluştuğu için, iyonik bağ olarak tanımlanır. Kovalent Bağ: Bünyesinde üç ya da daha fazla valans elektronu bulunduran elementler, kovalent bağ ile birbirlerine bağlanmış durumdadırlar. Valans elektronlarının kararlı duruma geçebilmeleri için sayılarının sekiz olması gerekir. Bu şekle kavuşmuş elementlerde sertlik yüksek olmasına karşın, elektrik iletkenliği düşmektedir. Kovalent bağın en önemli özelliği; valans elektronlarının komşu atomlar tarafından ortaklaşa kullanılmasıdır. İyonik Bağ Kovalent Bağ Malzeme Bil.ve Müh.Böl. - Metal Üretim Süreçleri 39


40 Van Der Waals Bağı: Asal gazların molekülleri, atomlar arası bağı oluşturacak serbest elektronlara sahip değildir. Ancak yine de bir arada bulunabilmek için, zayıf elektrik yüklü elektronların elektrolit gerilimi, elektron yüzeyi yakınında artar. Böylece elektrik akımının zorlaştırılması olayıyla meydana gelen bir çekim gücüyle bir arada tutunabilirler. Bu tür bağ ile atomları birbirine çeken moleküller, çok zayıf olarak bir arada durduklarından, küçük enerjiler ile birbirlerinden kopabilirler. Bir su damlasındaki Van Der Waals bağları. Malzeme Bil.ve Müh.Böl. - Metal Üretim Süreçleri 40
41 2. HAM MADDELER Doğada yalnız soy metaller metalik halde bulunur. Okside olmadıkları için parlak metalik yüzeylerini korurlar. Bunlar arasında altın, gümüş, platin ve platinle akraba olan metalleri sayabiliriz. Bütün diğer metaller yer kabuğunda kimyasal bileşikler halinde bulunur. En çok karşılaşılan bileşikler: Oksitler: Oksijen bileşikleridir ve taş şeklindedir. Sülfürler: Kükürt bileşikleridir. Karbonatlar: Karbonoksidi bileşikleridir. Bu maddeler çıkarıldıkları yerlere göre de isimler alırlar. Mesela, alüminyum üretiminin ana cevheri olan boksit (Bauxit), ismini çıkarıldığı yer olan Fransa nın Baux kasabasından almıştır. Yukarıda bahsi geçen metal bileşikleri, metal olmayan diğer maddelerle, yani gangla bir arada ve iç içe bulunurlar. Genellikle bir çok metal bileşiğinin bir arada bulunduğu da görülür. Bunların tümüne birden cevher adı verilir. Örnek: Kanada da Ontario nun Sudburry bölgesinde çıkarılan cevherlerde toplam olarak 14 çeşit element bulunur. Cevherin ana bileşimini teşkil eden nikel, bakır ve demirin yanında kobalt, altın, gümüş, platin, paladyum, rodyum, rutenyum, iridyum, selenyum, tellür ve kükürt de elde edilir. Malzeme Bil.ve Müh.Böl. - Metal Üretim Süreçleri 41
42 Cevherlerin ihtiva ettikleri metal miktarı (tenörü) çıkarıldıkları bölgelere göre değişir (Tablo 1). Tablo 1. Seçilmiş önemli cevherler ve metal miktarları (tenörleri). Malzeme Bil.ve Müh.Böl. - Metal Üretim Süreçleri 42

43 Malzeme Bil.ve Müh.Böl. - Metal Üretim Süreçleri 43
44 Malzeme Bil.ve Müh.Böl. - Metal Üretim Süreçleri 44
45 DEMİR FİLİZLERİNİN TANITILMASI Kimyasal simgesi Fe, atom ağırlığı g/mol* ve atom numarası 26 olan demir, metaller arasında en yaygın kullanımı olanıdır. Demir, özgül ağırlığı 7.86 g/cm³ olan, sert gri renkte bir metaldir. 910 C'den düşük sıcaklıklarda kristal yapısı hacim merkezli kübik, 910 C-1410 C arasında kararlı yapısı ise yüzey merkezli kübiktir C nin üstünde yeniden hacim merkezli kübik yapıya dönüşür C de erir. Sırasıyla α, γ ve δ olarak simgelenen üç farklı yapısı olan allotropları sayesinde, çelik ve diğer alaşımlarının uygun ısıl işlemleri sonucunda, şaşırtıcı çeşitlilikte mekanik özelliklere sahip olmasına olanak tanır. Örneğin, yüzey sertleştirme yöntemlerinden biri uygulanarak çeliğin dış yüzeyini sert, iç yapısını ise yumuşak bir yapıda oluşturmak mümkündür. Diğer yandan keskilerde olduğu gibi, kesici ağızları sert, gövdeyi darbeleri soğurabilecek yumuşaklıkta yapmak mümkündür. İç elektron kabukları tamamlanmış olan metal elementlerden, yani geçiş elementlerinden biri olan demir, iyi bir ısı ve elektrik iletkeni değildir. Demirin özgül elektrik direnci, en iyi elektrik iletkeni olan gümüşün yaklaşık 8 katıdır. Ancak, bu özelliğini kolay mıknatıslanması bakımından, kobalt ve nikel ile paylaşır. Doğal demir, manyetik kuvvet taşıyan atom guruplarından oluşur. Alan adı verilen bu guruplar rastgele dizilmiştir. Ama bir dış manyetik alanın etkisinde kaldıklarında, yeni bir düzene girerek, metali mıknatıs haline getiriler. *Avogadro sayısı (6, ) kadar atom yada molekül içeren maddeye 1 mol denir. Malzeme Bil.ve Müh.Böl. - Metal Üretim Süreçleri 45
46 Sertleştirilmiş yüzeyler ve kesme ağzı örnekleri. Allotrop: Aynı elementin uzayda farklı şekilde dizilerek farklı geometrik şeklindeki kristallerine "allotrop" denir. Örneğin grafitle elmas. İzotop: Atom numarası aynı, kütle numarası farklı olan atomlara izotop denir (Bir elementin farklı nötron sayısına sahip atomlarına izotop atomlar denir). Örneğin kalsiyum (Ca) elementinin tüm atomlarında proton sayısı 20 iken 40 Ca'da 20, 42 Ca'da 22, 43 Ca'da 23, 44 Ca'da 24, 46 Ca'da 26, 48 Ca'da 28 adet nötron bulunur. ( xx Ca, xx= proton + nötron sayısı = atom kütlesi). Malzeme Bil.ve Müh.Böl. - Metal Üretim Süreçleri 46
47 Alüminyumdan sonra doğada en çok bulunan metal demirdir. Metal üretiminde kullanılan ham maddelere filiz ya da cevher adı verilir. Filizler yer kabuğundan çıkarılır. Demir filizleri dünyanın bir çok yerinde, yüzeye yakın olduğu için, açık tavanlı ocak sistemiyle çıkartılır. Filizlerin bazılarındaki demir oranı %50 ye yakındır. Açık ocak işletmeciliği, işletilmesi ekonomik olarak uygun bulunan maden yataklarının, mostra* verenlerinin doğrudan kazılarak üretilmesi, ya da üzerini kaplayan örtü tabakasının alınarak açılması ve sonrasında cevherin üretilmesi şeklinde yapılan işletme yöntemi olarak tanımlanmaktadır. Günümüzde dünya maden üretiminin yaklaşık %70'i açık işletmecilik yöntemleriyle yapılmaktadır. Metalik cevherlerin yarısı, kömürün 1/3'ü ve metal dışı yapı malzemelerinin tamamı açık ocak işletmeciliği ile üretilmektedir. El Chino, New Mexico'da yer alan açık ocak bakır madeni. *Mostra: Jeolojide herhangi bir jeolojik birimin (anakaya, sığ çökeltiler ya da değişik minerallenmelerin) herhangi bir kazı yapmadan yüzeyde gözlenebilen kısmına verilen isimdir. Malzeme Bil.ve Müh.Böl. - Metal Üretim Süreçleri 47
48 Avustralya, İsveç, ABD, Rusya ve İspanya da işlenilebilecek oranda ve yüksek nitelikli filizler bulunur. Maden yatağının değeri, yalnızca filizin zenginliğine bağlı değildir. Çıkarılabilme kolaylığı, kömür ve endüstri merkezlerine yakınlığı da bu konuda önemli bir rol oynar. Ancak, taşımacılıkta meydana gelen gelişmeler, kömür ve endüstri merkezlerine yakın olma gerekliliğinin önemini azaltmıştır. Örneğin Avustralya filizinin en büyük alıcısı Japonya dır. Demir filizlerinin sınıflandırılması iki ana gurup içerisinde yapılır. Birinci gurubu oluşturan filizler, görünümlerine göre sınıflandırılmıştır. Siyah renkte olan filizler, arı halde %70 ten çok demir içeren magnetit (Fe 3 O 4 ) tir. Kırmızı renkteki filizler, çoğunlukla hematit (Fe 2 O 3 ) tir. Kahverengi filizler ise, ya limonit (2 Fe 2 O 3. 3 H 2 O) ya da demir karbonattan oluşmuş siderit (FeCO 3 ) tir. İçerdikleri yabancı maddelere göre sınıflandırılmıştır. İkinci guruptaki demir filizlerine örnek olarak, iç yapısında silisyum olan silikatlı filizler verilebilir. Ayrıca kalsiyum karbonat (CaCO 3 ) içeren Deniz yolu taşımacılığı. kireçli filizler ile alüminli (Al 2 O 3 ) gibi filizler de bulunur. Malzeme Bil.ve Müh.Böl. - Metal Üretim Süreçleri 48
49 MAGNETİT (Fe 3 O 4 ): Filize adını veren manyetik özellik, kolay bulunmasını ve arıtılmasını sağlar. Diğer yandan bu filizin, yüksek fırında kullanımı esnasında yakıt girdileri artar. Bu özellikleri dünya demir üretiminde yaklaşık %5 kullanılmasına neden olmaktadır. Kurşuniden siyaha doğru değişen renklere sahip bir demir filizidir. Magnetit Malzeme Bil.ve Müh.Böl. - Metal Üretim Süreçleri 49
50 HEMATİT (Fe 2 O 3 ): Demir üretiminin büyük çoğunluğu hematit filizi kullanılarak yapılmaktadır. Bu yüzden en önemli demir filizi olduğu söylenebilir. Rengi; kırmızı, kahverengi-kırmızı, çelik mavisi hatta siyah olabilir. İç yapısında yabancı maddeler olmadığı zamanlarda, yaklaşık %70 i demirden oluşmaktadır. Gang adı verilen yabancı maddeler (taş, toprak, kum vb.) bulunduran hematitin iç yapısında ise yaklaşık %40-65 demir vardır. Hematit Malzeme Bil.ve Müh.Böl. - Metal Üretim Süreçleri 50
51 LİMONİT (2 Fe 2 O 3. 3 H 2 O): Magnetit ve hematitten sonra en çok kullanılan demir filizidir. Bir bakıma hematitin su bulunduran türü olduğu söylenebilir. İç yapısında yaklaşık 1-3 molekül su vardır. Bu nedenle de demir miktarı düşüktür. Demir oranı yaklaşık %30-35 civarındadır. En büyük üstünlüğü ise yer kabuğunun büyük çoğunluğunda bulunmasıdır. Limonit Malzeme Bil.ve Müh.Böl. - Metal Üretim Süreçleri 51
52 SİDERİT (FeCO 3 ): Demir oranı düşük karbonatlı bir filizdir. Diğer yandan iç yapısında bulunan maddeler nedeniyle yüksek fırına kireç taşı atılmasını gerektirmez. Siderit Malzeme Bil.ve Müh.Böl. - Metal Üretim Süreçleri 52
53 PİRİT (FeS 2 ): Büyük önem taşımayan kükürtlü bir demir filizidir. Yüksek fırına yüklenmeden önce kükürdün yakılması gerekmektedir. Pirit Malzeme Bil.ve Müh.Böl. - Metal Üretim Süreçleri 53
54 DÜNYA DEMİR ENDÜSTRİSİ ABD en büyük demir üreticisidir. Hemen her eyalette demir bulunur. Ancak, en önemli yataklar Michigan, Minnessota ve Wisconsin deki hematit filizleridir. Dünya yüzeyindeki insan yapısı en geniş delik, Minnessota da Hibbing yakınlarındadır ve bir demir madeni yüzünden açılmıştır. Lorraine deki büyük limonit yatakları, Fransa için zengin ve ekonomik bir demir kaynağı oluşturur. Rusya daki başlıca yataklar Urallar da Perm de ve Ukrayna dadır. Britanya da demir filizi yatakları, Midlands ve Kuzey İngiltere kömür havzaları arasında yer alır. İsveç, Almanya, İspanya, Lüksemburg, Kanada ve Hindistan da geniş yataklar vardır. Son yıllarda Afrika da da geniş demir yatakları ortaya çıkarılmıştır. Birçok demir filizi yatağının geçmişi, bir yükselme ve düşüş öyküsüdür: Birçoğu, yüzyıllarca işletildikten sonra bırakılmış, ötekiler, yüzyıllarca ilgi çekmedikten sonra gün ışığına çıkarılmıştır. Geçmişte çıkarma teknikleri, yüksek nitelikli metalin yalnızca çok arı haldeki filizlerden çıkarılmasına olanak sağlayacak düzeydeydi. Bugün metal işleme tekniklerindeki gelişme nedeniyle bir yatağın kazanç getirici sayılabilmesi için büyük olması ve açık tavanlı madenciliğe elverişli olması gerekir. Malzeme Bil.ve Müh.Böl. - Metal Üretim Süreçleri 54
55 YURDUMUZDA DEMİR ENDÜSTRİSİ Yer kabuğunun demir filizi kapsamı %5.06 olarak saptanmıştır. Ayrıca hurdaya ayrılan demir alaşımları yeniden değerlendirilebilmektedir. Bu yönüyle endüstrinin daha uzun süreler demir sıkıntısı çekmeyeceği bir gerçektir. Ülkemizin birçok yöresinde demir filizlerine rastlamak mümkündür. Yapılan araştırmalar, ülkemiz geneline yayılmış demir filizi yataklarının ton olduğunu tespit etmiştir. Demir filizlerinden ham demir üretimi yüksek maliyetli işletmeleri gerekli kılmaktadır. Bu nedenle de ülkemizde demir filizi işleyen işletmeler, devlet kuruluşları niteliğindedir. Özel sektör ise, genel olarak bu işletmelerin yarı mamul üretimlerini mamul hale getirmektedir. Bu açıklamalar doğrultusunda ülkemizdeki demir endüstrisinin genel hatları şu şekilde açıklanabilir: Türkiye nin ilk entegre demir-çelik tesisi olan Karabük Demir ve Çelik Fabrikaları nın temeli 3 Nisan 1937 tarihinde atılmıştır. İlk yüksek fırın 9 Eylül 1939 da ateşlenmiştir. Kuruluşta ton/yıl kapasitede olan bu tesisler 50 li ve 60 lı yıllarda ton/yıl ham çelik kapasitesine ulaşmıştır. Karabük Demir ve Çelik Fabrikası. Malzeme Bil.ve Müh.Böl. - Metal Üretim Süreçleri 55
56 Türkiye nin en büyük demir-çelik üretim tesisi olan İskenderun Demir Çelik Fabrikaları nın temeliyse 3 Ekim 1970 te atılmış, ilk yüksek fırın 21 Aralık 1975 te ateşlenmiştir. Kuruluşunda ton/yıl olan kapasitesi, daha sonra ton/yıla yükseltilmiştir. Halen 6 yüksek fırınla ton ham demir üretilmektedir. Diğer yandan bu tesisteki, 6 adet Siemens-Martin ocağı ve 3 adet oksijen konvertörüyle ton ham çelik üretimi yapılmaktadır. Türkiye Demir Çelik İşletmeleri ne bağlı her iki tesiste kapasite artırımı ve modernizasyon çalışmaları sürmektedir. Bu çalışmalar sonunda Karabük tesisleri ton, İskenderun tesisleri ton ham çelik kapasitesine ulaşacaktır. Karabük Demir ve Çelik Fabrikası. İskenderun Demir ve Çelik Fabrikası. Malzeme Bil.ve Müh.Böl. - Metal Üretim Süreçleri 56
57 Ülkemizde özel sektöre ait demir çelik kuruluşlarının genelinde ark ocakları kullanılmaktadır. Bunlardan en eskisi İzmir de 1960 yılında kurulmuş bulunan Metaş tır. Metaş tan sonra 1969 yılında Kroman ve Ark Çelik, 1970 yılında Çolakoğlu ve İstanbul Metalurj, 1972 yılında Çemtaş ve Elektrofer, 1973 yılında İçdaş, 1979 yılında Seldöküm ve Asil Çelik, 1980 yılında Diler, 1982 yılında Çukurova, 1984 yılında Orpaş, 1987 yılında İzmir Demir-Çelik ve Habaş üretime başlamıştır. Özel sektör kuruluşlarının %61 i Ege Bölgesi nde, %25 i Marmara Bölgesi nde ve %14 ü de İç Anadolu ve Akdeniz Bölgesi nde toplanmaktadır. Özel sektör kuruluşları genel olarak denize yakın yerleri tercih etmektedir. Bunun temel nedeni olarak, ham madde ulaşımının deniz yoluyla yapıldığı ve İzmir in Aliağa ilçesinde toplanmış olan gemi söküm sektörleri gösterilebilir. Özel sektörün ağırlıklı olarak kullandığı ark ocakları, ham demirin yanında hurda malzeme işlemektedir. Bu hurdalar ya deniz yoluyla ulaştırılmakta, ya da gemi sökümüyle elde edilen malzemeler kullanılmaktadır. Deniz yolu taşımacılığı. Malzeme Bil.ve Müh.Böl. - Metal Üretim Süreçleri 57
58 Kamu ve özel sektöre ait üretim tesislerinde üretilen ham maddeler, kullanıcıya direkt olarak sunulmaz. Haddehane olarak adlandırılan işletmelerde, endüstrinin ihtiyaçlarına cevap verecek niteliklere büründürülür. Haddehaneler bağımsız birer kuruluş olabileceği gibi, çelik üretim tesisleri bünyesinde de hizmet verebilir. Bu yönüyle haddehaneler de çelik endüstrisinin önemli bir kısmını meydana getirmektedir. Türkiye Odalar Birliği nin 1988 yılına ait kayıtlarından hareketle yapılan bir araştırma sonucu, Türkiye de toplam olarak 394 adet haddehanenin bulunduğu anlaşılmaktadır. Ekonomik süreç içerisinde bu sayının sürekli değişebileceği, kapananlar olduğu gibi yeni açılanların da olabileceği dikkate alınmalıdır. Buna karşılık bu sayıya dahil edilmemiş bir kısım küçük haddehane, faaliyetini sürdürmektedir. Haddehane: Kütük veya ingot olarak dökülmüş olan çeliğin tav fırınında ısıtılıp iyice tavlandıktan sonra üretilecek malın şekline göre kalibre edilmiş merdanelerin arasından geçirilerek kesitinin inceltilmesi ve şekil verilmesi prensibine dayanan bir üretim metoduna sahip ağır sanayi tesisine denir. Malzeme Bil.ve Müh.Böl. - Metal Üretim Süreçleri 58
59 Haddehane. Hadde merdaneleri. Ülkemizde bulunan haddehanelerin büyük çoğunluğu uzun ürünler olarak adlandırılan; yuvarlak, kare ve lama üretmektedir. Yassı ürün olarak adlandırılan sac ve plâtina üretimi, kamu kuruluşlarınca yapılmaktadır. Bu da ülkemiz genelinde yassı ürün üretiminin azlığına, uzun ürün üretiminin ise fazlalığına neden olmaktadır. Uzun ürün üretiminde 1995 yılı verilerine göre ton (Demir-çelik Üreticileri Derneği nin Nisan 1996 bülteninden alınmıştır) fazlalık vardır. Bu fazlalık iç tüketim ile iç üretim arasındaki farktan kaynaklanmaktadır. İç üretim fazlalığı dış satım ile kapatılmaya çalışılırken, yassı üretimde ortaya çıkan aksi durum, dış ülkelerden dış alım yoluyla karşılanmaya çalışılmaktadır. Malzeme Bil.ve Müh.Böl. - Metal Üretim Süreçleri 59
60 Kalite C45 Plâtina (kalın levha) Çelik lama Çelik lama Çubuk Paslanmaz çelik saç Malzeme Bil.ve Müh.Böl. - Metal Üretim Süreçleri 60
61 3. CEVHER HAZIRLAMA Yer kabuğundan çıkarılan cevher bir çok durumda doğrudan doğruya metal üretim işlemine tabi tutulmaz. Teknik nedenlerle belirli maddelerin uzaklaştırılması ve cevherin uygun bir tane büyüklüğüne getirilmesi gereklidir. Ticari sebeplerden dolayı metalik bileşiklerin zenginleştirilmesi istenir. Bundan ötürü cevher çeşitli cevher hazırlama kademelerinden geçirilir. Cevher hazırlama; cevheri zenginleştirme kısmen redükleme ve diğer işlemler için uygun bir şekil ve büyüklüğe getirme usullerini kapsar Cevheri Zenginleştirme: Cevherde bulunan yüksek miktardaki gang, yapılacak metal üretim işlemini zorlaştırır. İşlem sırasında metalle beraber ergitilmesi gerekir ki, bu da büyük ölçüde kok veya diğer yakıtların israfına sebep olur. Bu nedenle cevherin ölü kısmını ayırmak gerekir. Zenginleştirme yolu ile fakir cevherler dahi ticari olarak işlenebilir hale getirilebilir. Demir cevherlerinin manyetik ayırımı: Bütün demir cevherleri hemen kuvvetli olarak manyetikleşemezler. Bu tip özelliği en iyi magnetit Fe 3 O 4 gösterir. Diğer demir bileşikleri kavrularak magnetit haline dönüşebilirler. Cevherin manyetik ayırmaya tabi tutulabilmesi için yaklaşık 2 mm Malzeme Bil.ve Müh.Böl. - Metal Üretim Süreçleri 61
62 çapında taneler halinde kırılması gerekir. Kırılma işleminden sonra manyetik tambur sayesinde cevherin işe yaramaz kısmı ayrılır. Yaş (ıslak) hazırlama: Esas metal bileşiğinin (oksit, sülfür) özgül ağırlığı, gang mineralinden genellikle daha büyüktür. Ayırım için özgül ağırlığı metal bileşiği ile gangın özgül ağırlığı arasında bir değere sahip bir sıvı hazırlanır. Bu sayede gang mineralleri sıvı üzerinde yüzdürülürken metal ihtiva den kısımlar sıvının dibine çöker. Bu tip sıvılar su içerisinde çamur haline getirilmiş, çok öğütülmüş maddelerden oluşmuştur. Cevheri gangdan ayırmak için diğer bir yol aşağıdan yukarıya doğru yönelik su akımı ile ayırımdır. Çökelme makinelerinde cevheri taşıyan kısım dipte çökelirken, hafif olan gang kısmı yüzeyde toplanır ve buradan akıtılarak sıvıdan ayrılır. Killi cevherler, cevher yıkama metodu ile zenginleştirilir. Flotasyon (yüzdürme yolu ile cevher hazırlama): Flotasyon işleminde minerallerin suyu seven (hidrofil) ve suya düşman davranışlarından faydalanılır. Kısmen kimyasal maddeler ilavesiyle bu özellikler kuvvetlendirilir. Çok ince öğütülmüş cevher, karıştırıcılar vasıtasıyla çökelmesi önlenerek su içerisinde tutulur. Aynı anda aşağıdan yukarıya doğru hava üflenir. Yukarı çıkan hava kabarcıkları ıslanmış olan parçacıkları suyun yüzeyine taşırlar. Malzeme Bil.ve Müh.Böl. - Metal Üretim Süreçleri 62
63 Kimyasal maddeler ile su yüzeyinde parçacıkları tutan bir köpük oluşturulur. Yüzeyde biriken parçacıklar özel kaşıklarla toplanırlar. Bu usul, demir dışı metallerin cevher hazırlama işlemlerinde büyük öneme sahiptir. Belirli kimyasal maddeler ile çeşitli metal bileşiklerini dahi birbirinden ayırmak mümkündür. Mesela, nikel minerallerini, bakır minerallerinden ayırmak gibi. Kavurma: Öğütülmüş cevherin ayarlanmış hava akımı ile ısıtılmasına kavurma denilir. Sıcaklık parçacıkları birbirine yapıştıracak kadar (sinterleşecek kadar) yükselmemelidir. Cevherin çeşidine göre kavurma işleminin gayesi değişir. Sülfürlerin oksit haline gelmesi için kavurma yapılır. Bu esnada kükürt, kükürtdioksit SO 2 halinde yanar ve sülfürik asit üretiminde kullanılır. Yoğun cevherler (magnetit ve hematit gibi) kırılgan ve poröz hale getirilmek amacıyla kavrulurlar. Bu sayede gazlar yapı içerisine daha kolay girebileceğinden, yüksek fırındaki redüksiyon işlemleri kolaylaşır. Karbonatlar kavrularak oksit haline gelirler. Bu sırada yapılarından karbondioksit atılır. Siderit FeCO 3 ten Fe 2 O 3 teşekkül eder. Kavurma işlemi düşük hava miktarı ile yapılırsa (redükleyici kavurma) manyetik ayırıma daha uygun olan Fe 3 O 4 oluşur. Malzeme Bil.ve Müh.Böl. - Metal Üretim Süreçleri 63
64 SO 2, CO 2 ve suyun yapıdan atılmaları ile cevherlerin özgül ağırlıkları %30 oranında düşer. Bu nedenle kavurma işlemleri taşıma masraflarını düşürmek amacıyla, genellikle cevherin çıkarıldığı yerde yapılır Elekten Geçirme ve Kırma: Zenginleştirme ve fırında üretim işlemleri belirli tane büyüklüklerinde cevher gerektirirler. Toz ve ince taneli cevherlerin elekten geçirilmesi, büyük parçaların ise kırılması lazımdır. Misal olarak yüksek fırın için yaklaşık 30 mm büyüklüğünde parçalar istenir. Cevherler tane büyüklüklerine göre guruplara ayrılır (klasifikasyon) Parçaların Belirli Boyutlarda Hazırlanması (Yüzey Küçültme): İnce taneli cevherler, yüksek fırınlarda yapılan üretimde fırını tıkayabilecekleri için (reaksiyon meydana getirecek olan gazların yukarılara doğru ilerlemesini engelledikleri için), burada üretim işleminden önce belirli tane büyüklüğüne getirilirler. Önceleri yapıştırıcı maddeler yardımıyla preslerde briketlenen toz cevherler, bugün daha verimli usullerle hazırlanmaktadırlar. Sinterleme: İnce taneli cevherin C arasında ısıtılarak, gangın kısmi ergimesi sonucunda, tanelerin birbirine yapışacak şekilde pişirilmesine sinterleme denir. Bu işlem sonucu çok iyi redüklenebilen, gazları geçirebilen poröz (gözenekli) bir yapı oluşur. Malzeme Bil.ve Müh.Böl. - Metal Üretim Süreçleri 64
65 Sinter tesislerinin en önemli parçaları arasında yanma ızgaraları gelir. Izgaranın üzerinde sinterlenecek madde bulunur. Sinterlenecek madde ateşlendikten sonra ızgaranın altından hava, bu maddenin arasından geçecek şekilde emilir. Maksimum 20 m² kavurma yüzeyli sinter tavaları, devrilerek boşaltılabilecek şekilde asılırlar. Devamlı üretim yapmayan işletmelerde, demir dışı metal üretimi için küçük kapasitelerde kullanılırlar. Sinter bandları veya band-sinter tesisleri yürüyebilen ızgaralar sayesinde devamlı yükleme ve boşaltmayı mümkün kılarak, büyük kapasitelerde çalışmayı sağlarlar (Şekil 3.1). Izgara üzerine ilk tabaka olarak kireç taşı, demir cevheri veya iri taneli sinterlerden oluşan ızgara tabakası yerleştirilir. Bu tabakanın vazifeleri şunlardır: 1. Hareketli ızgaranın yüksek sıcaklıklardan korunması. 2. Sinter ürününün yapışmasını önlemek. 3. İnce taneli cevherin, ızgaranın deliklerinden dökülmesine engel olmak. Izgara tabakası kok ihtiva ettiğinden düşük sıcaklıklarda kalabilir. Sinterleme için elverişli maddeler şunlardır: Malzeme Bil.ve Müh.Böl. - Metal Üretim Süreçleri 65
66 İnce taneli cevherler, sülfürlü cevher külleri, çöktürme tesislerinde üretilen çamur, baca gazları ile beraber çıkan tozlar, uçucu küller vs. Bu maddeler kok tozu ile karıştırılarak belirli bir nemliliğe getirilirler. Sinterlenecek madde titreşimli bir yükleme silosu içerisinden ızgara tabakası üzerine 20 cm kalınlıkta boşaltılır ve hareketli ızgara sayesinde ateşleme kapağının altına girer (Şekil 3.1). Ateşleyicinin altındaki ince bir yüzey tabakası ile hava, ızgara çubukları ve sinter maddesi arasından emilir. Bu sayede yanma olayı kendiliğinden bütün tabakayı kaplar. Şekil 3.1. Bir band-sinter tesisinin şematik görünüşü. Malzeme Bil.ve Müh.Böl. - Metal Üretim Süreçleri 66
67 Bandın uzunluğu ve hareket hızı, bandın geri dönmeye başlayacağı noktaya kadar, ince toz malzeme, tamamen kavrulmuş hale gelecek ve yanma işlemi son bulacak şekilde ayarlanmıştır. Büyük parçalar halinde bandtan dökülen sinter önce kırılır daha sonra elekten geçirilir. Sinterlenmiş toz malzeme yeniden işlemin başına geri gönderilir. Sinterlenecek madde içine kireç taşı gibi ilave maddeler katılmış ise; yüksek fırında çok az kok sarfiyatı ile kendiliğinden ergiyebilen bir sinter teşekkül eder. Demir cevherinin hazırlanmasında kullanılan modern sinter tesisleri ile ilgili sayılar: Band uzunluğu : 50 m ye kadar. Band kalınlığı : 4 m ye kadar. Bandın hareket hızı : 5 m/dak ya kadar. Gücü : ton/gün e kadar. Peletleme: Tane büyüklüğü 0.2 mm den küçük olan un halindeki cevherler sinterlemeye uygun değildir. Bunlar yapıştırıcı maddeler ve su ile karıştırılarak peletleme tepsileri veya tamburları içinde yuvarlatılıp, yaklaşık 2 mm çapındaki topaklar haline getirilir. Peletleme için gerekli şart, malzemenin belirli bir boya kadar şeklini muhafaza edip dağılmamasıdır. Bu boyu elde etmek için tepsinin dönme hızını ayarlamak yeterlidir. Yumuşak karakterde olan yeşil peletler in taşınma ve fırına boşaltma işlemleri esnasında dağılmamaları için sinterlenmeleri gerekir. Malzeme Bil.ve Müh.Böl. - Metal Üretim Süreçleri 67
68 3.4. Krupp-Renn Usulü: Bu usul fakir ve asidik cevherlere (Almanya nın Salzgitter bölgesinde bulunan) uygulanır. Zenginleştirme ve redüksiyon işlemlerinin bir kombinasyonu şeklindedir. Reaksiyon kabı yaklaşık olarak 100 m uzunluğunda ve 4 m çapında olan hafif eğimli yatay bir döner fırındır (Şekil 3.2). Üst delikten ince, toz cevher ve kömürden oluşan bir karışım boşaltılır. Bu karışım, dönme hareketi nedeni ile boşalma kısmına doğru, yüksek sıcaklıktaki bölgelere yuvarlanır. Karışımın yuvarlanma yönü ile ısıtıcı gazların yönü birbirine terstir. Cevher ön ısıtmaya tabi tutulur ve katı halde demir süngeri şeklinde redüklenir. Sıcak bölgelerde ise, demir süngeri, demir külçesi halinde 2-30 mm lik büyüklüklerde pişer. Cüruf sünek bir sıvı halinde kalır ve külçelerle bir arada, döner fırının alt ucundan alınır. Soğutulan bu karışım kırıldıktan sonra manyetik olarak ayrılır. Külçeler %90 Fe miktarına sahiptir. İhtiva ettikleri kükürt ise, kok ve ısıtma (yakıt) gazlarından gelir. Genellikle, doğrudan doğruya yüksek fırına doldurulan bu külçeler, şayet kükürt oranları düşük ise çelik üretimine gönderilir. Bu usulde, aslında yüksek fırında meydana gelmesi gereken redüksiyonun bir kısmı önceden yapılmış olur ve bu sayede yüksek fırına pahalı kok yerine ucuz kömür tozu veya kok artığı, yüksek fırın gazı ile yakıt olarak verilir. Bu usulün ekonomik olmadığı hal, yer kabuğunun yüzeyinden elde edilen zengin cevherleri büyük taşıyıcılar içerisinde, uygun bir şekilde nakletmenin mümkün olduğu durumlardır. Malzeme Bil.ve Müh.Böl. - Metal Üretim Süreçleri 68
69 Şekil 3.2. Krupp-Renn usulüne ait yatay döner fırın. 1- Cevher yükleme ağzı, 2- Dönme yatağı, 3- Döner boru (fırın), 4- Alev, 5- Cüruf ve külçeler, 6- Ön ısıtma bölümü, 7- Redüksiyon bölümü, 8- Külçe teşekkül bölümü, 9- Gaz (yakıt) girişi. Malzeme Bil.ve Müh.Böl. - Metal Üretim Süreçleri 69
70 4. DEMİR VE ÇELİK ÜRETİMİ İnsanoğlu demir ve çelik üretmek için günümüze gelinceye dek pek çok yöntem geliştirmiştir. Kullanılan ilk yöntemde odun kömürünün yakılması ile oluşan redükleyici karbon monoksit (CO) gazının aşağıdaki reaksiyonda görüldüğü gibi, demir cevheri (Fe 2 O 3 ) ile tepkimeye girmesi sonucunda demir elde edilmiştir. Söz konusu reaksiyon; Fe 2 O CO 2 Fe + 3 CO 2 denklemi ile gösterilir lü yıllarda ilkel yüksek fırınlar kullanılarak pik veya ham demir üretilmeye başlanmıştır lü yıllarda da çelik üretiminde büyük ilerlemeler kaydedilmiştir. Özellikle 1855 yılında uygulanmaya başlanan Bessemer yöntemi ve daha sonra uygulanan Siemens-Martin yöntemi sayesinde çelik üretiminde büyük artışlar sağlanmıştır. Demir ve özellikle çelik üretiminde meydana gelen hızlı gelişmeler sonucunda endüstri devrimi gerçekleştirilmiş, üretim araçlarındaki niteliksel gelişmeler ile de teknoloji alanında ileriye doğru adımlar atılmıştır. Elektrolizle arıtılmış (%99,97+) saflıkta demir parçaları ve karşılaştırma için yüksek saflıkta (99,9999 % = 6N) 1 cm 3 hacminde demirden bir küp. Malzeme Bil.ve Müh.Böl. - Metal Üretim Süreçleri 70
71 Ham malzemelerden son madde mamullerine çelik üretimi akış diyagramı. Malzeme Bil.ve Müh.Böl. - Metal Üretim Süreçleri 71
72 Fe Günümüzde ise demir ve çelik sanayi sektörünün temel girdisi haline gelmiş ve demir-çelik üretimi ve tüketimi ülkelerin gelişmişlik düzeyinin bir ölçüsü olarak kabul edilmektedir. Dünyadaki demir üretiminin %95 i yüksek fırın yöntemiyle gerçekleştirilmektedir. Yüksek fırınlar, kok tüketimini azaltmak ve günlük üretim kapasitesini artırmak amacıyla sürekli olarak geliştirilmektedir. Gelişen teknoloji ile birlikte artan çelik talebini karşılamak amacıyla büyük hacimli yüksek fırınlar yapılmış ve bu fırınlarda günde 5000 ton luk üretime çıkılmıştır. Pik olarak adlandırılan ham demir yüksek fırında üretilir. Bu işlem için demir cevheri, katkı maddeleri, yakıt ve hava kullanılır. Malzeme Bil.ve Müh.Böl. - Metal Üretim Süreçleri 72
73 Demir madeni daha önceden de biliniyordu; Hititlere borçlu olduğumuz, demir sanayii dir. M.Ö de Ur da bir demir balta; M.Ö M.Ö den gelen Sümer kalıntıları arasında ve Keops Piramidi nde demir silâhlar bulunmuştur. Ancak o zamanlar, son derece az bulunan bir maden olduğundan demir değerli eşyalardan sayılıyordu. Hammurabi zamanında (M.Ö. 2000) Babil de demirin değeri gümüşünkinden sekiz kat fazla ve altının dörtte üçü oranındaydı. Günümüz de bol rastlanan bu madenin o zamanlarda bunca ender oluşu nun sebebi neydi acaba? Çünkü demirin elde edilmesi bakır ya da tunçunkinden daha güçtü. Bakırı eritmek ve toprağından ayırmak için derece ısı yeterlidir. Tuncun yapımında kullanılan kalaysa daha kolay (232 derecede) erir. Demirin eritilmesi için derecilik bir ısı gereklidir. Demir balta Demir mızrak Malzeme Bil.ve Müh.Böl. - Metal Üretim Süreçleri 73
74 Bundan başka, maden cevheri oksit şeklinde olduğundan, bunu oksijenden ayırmak için çok miktarda redüktöre yani indirgeme işlemini yapacak bir aracıya, özellikle karbona ihtiyaç vardır, işte bu iki şart, bakır ve tunç metalürjisinde (madenleri ve arıtılmalarını inceleyen bilim) kullanılan fırınlarla gerçekleştirilemiyordu. Bunu, M.Ö de yapılmış bir Mısır resminde gördüğümüz, ayakla işleyen körüklerle yapmak ve gerekli miktarda oksijeni maden cevherinden alacak maddeyi sağlamak imkânsızdı. Hititler hatırı sayılacak kadar çok demirden silah kullanan ilk topluluktur. Bundan dolayı Hititler yüksek nitelikli demir işçiliği ve sanatıyla uğraşan ilk uygarlık olarak ün kazanmışlardır. Demiri herkesin kullandığı bir maden haline getirenler, Hititler oldular. Bunun için de yüksek fırınlardan yaralandıkları kuşku götürmez. Böylece, tunçtan yapılmış ağır silahlar, zırhlar ve kalkanlar, yerlerini demirden olanlara bıraktılar. Arkeologlar, Korsabad daki II. Sargon un sarayında bu silahlardan ve araçlardan 160 ton bulmuşlardır. Malzeme Bil.ve Müh.Böl. - Metal Üretim Süreçleri 74
75 4.1. Yüksek Fırında Ham Demir (Pik) Üretimi Yüksek Fırın Ham demir yüksek fırın adı verilen tesislerde üretilir. Bu tesisler bir çok yüksek fırın ve yardımcı ünitelerden oluşur. Çoğunlukla büyük bir fabrika görüntüsünde olan tesisler, ham demir için gerekli olan bir çok ana ürünü de üretirler. Bu ürünler içerisine, kok, elektrik ile sıcak hava girer. Diğer yandan tesislerde, fırının onarımında kullanılan atölyeler de vardır. Bu açıdan yüksek fırında ham demir üretimi, başlı başına bir üretim sahası şeklindedir. Yüksek fırında ham demir üretiminin yeterince anlaşılması için filizlerin hazırlanmasından, fırından çıkan yan ürünlere kadar, geniş kapsamlı olarak üretimin açıklanması gereği vardır. Bir yüksek fırın kompleksi. Fırının kendisi çelik konstrüksiyonun içinde yer almaktadır. (Sestao, İspanya) Malzeme Bil.ve Müh.Böl. - Metal Üretim Süreçleri 75
76 Yüksek fırın silindirik biçimde olup, yüksekliği m arasında değişir. Fırının gövdesi kalın çelik sacdan yapılır ve içi ateşe dayanıklı (refrakter) tuğla ile örülür. Hazne ve taban kısmında da refrakter tuğlalar kullanılır. Refrakter tuğlaların fırın içindeki kalınlıkları karın kısmında 75 cm olup, gövde kısmında cm, taban kısmında ise cm arasında değişir. Modern yüksek fırınlar gece gündüz çalıştırılarak 3-7 yıl arasında değişen bir süre kullanılabilir. Bu süre sonunda fırın durdurulur ve temizlendikten sonra tuğlaları yeniden örülebilir. Fırının karın kısmının altında bulunan hava boruları (tüyer) yardımıyla fırının içerisine sıcak hava verilir. Bu hava boruları fırının etrafını çevreleyecek şekilde, eşit aralıklarla yerleştirilmiştir. Genellikle yüksek fırınlarda adet tüyer bulunur. Fırının etrafını çevreleyen ve içi refrakter tuğla ile örülü simit şeklindeki ana hava borusundan tüyerlere sıcak hava verilir. Bakır ya da bronzdan yapılan tüyerlerin iç çapları cm arasında değişir. Çalışma sırasında su ile soğutulan tüyerlerin ömürleri, fırının çalışma koşullarına göre birkaç günden birkaç aya kadar değişebilir. Malzeme Bil.ve Müh.Böl. - Metal Üretim Süreçleri 76
77 Tarihçe M.Ö. 5. yüzyıldan itibaren Çin'de kullanılan yüksek fırınların Avrupa'da kullanımı ise orta çağın zirve dönemine rastlar. Valonya nın (Belçika) Namur bölgesinde 15.yy'da görülen metodun İngiltere'de yerini alması 1491 yılındadır. Bu dönemde tüm yüksek fırınlarda yakıt olarak odun kömürü kullanılmıştır. Daha verimli bir yakıt olan kokun, Abraham Darby nin araştırmaları sonucunda, odun kömürünün yerini alması 1709 yılını bulmuştur yılında James Beaumont Neilson'un geliştirdiği basınçlı üfleme havasını (İng: blast) ön ısıtma yöntemi yüksek fırınların verimini arttıran çalışmalardandır. Kok kömürü, bazı yağlı taş kömürlerinin havasız ortamda tüm uçucu bileşenleri uzaklaştırılana kadar ısıtılmasından sonra kalan katı artıktır. Kok kömürü başta karbon olmak üzere az miktarda hidrojen, azot, kükürt ve oksijenden oluşur. Boyutları mm arasında değişen metalurji kokunun büyük bölümü yüksek fırınlarda demir üretiminde bir miktarı ise demirli alaşımlar kurşun ve çinko üretimi gibi öbür metalurjik işlemlerde ve kireç ile magnezyum oksit üretim fırınlarında kullanılır. Dökümhane koku olarak bilinen sert ve sağlam koktan dökümhanelerde demir cevherinin eritilmesinde kullanılır. Boyutları mm arasında değişen koklar da evlerin ısıtılmasında kullanılır. Kok tozunun fazlası sanayide kazan yakıtı olarak kullanılır. Kok kömürünün 1 kilogramı yandığında verdiği enerji kj (kilojoule)'dir. Antrasit (sol) ve kok kömürü (sağ) Malzeme Bil.ve Müh.Böl. - Metal Üretim Süreçleri 77
78 Kömür, katmanlı tortul çökellerin arasında bulunan katı, koyu renkli ve karbon bakımından zengin kayaçtır. Kömür torkugillerden gelmiştir. Dünyanın çoğu bölgesinde bulunan kömüre, Yer in yüzeye yakın bölümlerinde ya da çeşitli derinliklerde rastlanır. Kömür, çok miktarda organik kökenli maddenin kısmi ayrışması ve kimyasal dönüşüme uğraması sonucunda oluşan bir çok madde içerir. Bu oluşum sürecine kömürleşme denir. Kömür İlk olarak M.Ö. Çinliler tarafından kullanıldığı bilinmektedir. Kömür işletmeciliğine ait dokümanlar 12. yüzyıla aittir. Kömürün yoğun olarak kullanımı ise 18. yüzyılın ikinci yarısına rastlar. Özellikle gelişen sanayi ve endüstri, kömür kullanımını arttırmış, kömürü önemli bir mineral haline getirmiştir. Kömür, demir-çelik sanayisinin hammaddesi olarak kullanılmış ve buharlı motorlarda, buharın oluşumu için yakıt olarak kullanılmıştır. Bugün çıkarılan kömürün büyük bölümü ise elektrik üretimi ve çeşitli alanlarda kullanılmaktadır. Linyit kömürü Malzeme Bil.ve Müh.Böl. - Metal Üretim Süreçleri 78
79 Kömürün oluşumu ve sınıflandırılması: Bitkiler öldükten sonra, bakteriler etkisiyle değişime uğrar. Eğer su altında kalarak değişime uğrarsa, C (karbon) miktarı artarak kömürleşme başlar. C miktarı % 60 ise turba, C miktarı % 70 ise linyit, C miktarı % ise taş kömürü, C miktarı % 94 ise antrasit adını alır. Kömürler çeşitli şekillerde sınıflandırılabilir. Üç tip kömür vardır: Antrasit, taş kömürü ve linyit. Antrasit en değerli kömür türüdür. %95 i karbondan oluşur. En sert kömür türü olup yandığında diğerlerinden daha fazla ısı verir. Kömürler organik olgunluklarına göre linyit, alt bitümlü kömür, bitümlü kömür ve antrasit tiplerine ayrılırlar. Linyit ve kısmen alt bitümlü kömürler genellikle yumuşak, kolayca ufalanabilen ve mat görünüştedirler. Bu tip kömürlerin ana özelliği göreceli olarak çok yüksek nem içerirler ve karbon içerikleri düşüktür. Antrasit ve bitümlü kömürler ise genellikle daha sert, dayanıklı, siyah renkli ve camsı parlak görünüştedirler. Göreceli olarak nem içerikleri daha düşük olup, karbon oranları daha yüksektir. Jeolojik olarak kömürlerin yaşları 400 milyon yıl ile 15 milyon yıl arasında değişir. Genellikle yaşlı kömürler daha kalitelidir. Kömürler mikroskobik homojen bileşenlerine göre çeşitli kayaç tiplerine de ayrılır. Bu sınıflandırma kömürün türediği malzemeyi ve kömürleşme süreçlerini ele aldığından, aslında genetik bir sınıflandırmadır. Bu sistemde kömür dört temel tipe ayrılır: Vitren, klaren, düren ve füzen. Bir başka sınıflandırma sistemi de kömürün ticari değerine yer verir, madde içeriğine ve içerdiği katışıklar dikkate alınır. Kömür; çok eskilerden beri enerji üretiminde, sentetik boyaların çözücülerin, ilaçların hazırlanmasında ara madde olarak ve çeşitli hoş kokulu maddelerin elde edilmesinde kullanılmaktaydı. Ayrıca kömürün yakılmasıyla elde edilen gazlardan yakıt olarak yararlanılır. Malzeme Bil.ve Müh.Böl. - Metal Üretim Süreçleri 79


80 Yüksek fırının tarihsel gelişimi. Malzeme Bil.ve Müh.Böl. - Metal Üretim Süreçleri 80
81 Türkiye de Durum Türkiye'de 8 adet yüksek fırın bulunur. Yüksek fırınlara, üretimlerinin artması için doğurganlık özelliği nedeniyle kadın isimleri verilir. İskenderun Demir Çelik Fabrikası'nda Cemile, Ayfer, Gönül isimlerinde 3 adet, Ereğli Demir-Çelik Fabrikası'nda Ayşe ve Atatürk'ün annesinin adının verildiği Zübeyde olmak üzere iki adet, Karabük Demir-Çelik Fabrikası'nda ise Fatma (1939-Türkiye'nin ilk Yüksek Fırını), Zeynep (1950) ve Ülkü (1962) olmak üzere 3 adet ve toplam 8 adet yüksek fırın mevcuttur. Kardemir, 4. yüksek fırın projesine 2007 Ocak ayında başlamış olup bir Çin firması ile ortak yürüttüğü bu projeyi 2008 Şubat ayında bitirmeyi planlamaktadır. İsdemir, 4. yüksek fırın projesini bir Çin firmasına vermiş ve inşaatını başlatmıştır. Erdemir, (2007) Ayşe'nin yerini alacak yeni bir yüksek fırın yapımına başlamış olup, fırın 2008 ilk çeyreğinde devreye girecektir. Bu fırının en önemli özelliği mühendislik, imalat ve montajının tamamen yerli imkânlarla yapılmış olmasıdır. Türkiye deki ilk şarj konveyörü beslemeli yüksek fırın olacaktır. Cevherden üretim yapmanın bir metodu olan yüksek fırın prosesi, maliyetleri düşürerek daha ucuza çelik elde etmeyi mümkün kılmaktadır. Yüksek fırın adetlerinin artması durumunda çelik fiyatları düşeceğinden ülke sanayisinin rekabet gücü artar. İsdemir, 2006 da 3 no lu yüksek fırınında büyük bir modernizasyon yapmıştır. Bu modernizasyonla fırına çansız tepe ekipmanı monte edilmiş, soğutma plakaları ve tuğlaları yenilenmiş, otomasyon sistemi modernize edilmiştir. Diğer fırınların yenilenmesi için bir deneme olan bu proje başarı ile 13 Şubat 2007'de tamamlanmıştır. Malzeme Bil.ve Müh.Böl. - Metal Üretim Süreçleri 81
82 Yüksek fırın. Demir cevheri pelletleri. Malzeme Bil.ve Müh.Böl. - Metal Üretim Süreçleri 82
, 8. Cüruf, 9. Sıvı pik demir, 10. Karıştırıcılar, 11. Pik demir musluğu, 12.")
83 Yüksek fırın işletmesi. 1. Demir cevheri+kireçli sinter, 2. Kok, 3. Konveyör kayışı, 4. Besleme kapağı (fırın muhteviyatı ile dış havanın temasını önleyen vana mekanizmalı), 5. Kok tabakası, 6. Sinter, demir oksit parçaları, cevher tabakası, 7. Sıcak hava (yaklaşık 1200 C), 8. Cüruf, 9. Sıvı pik demir, 10. Karıştırıcılar, 11. Pik demir musluğu, te yakmadan önce egzost gazlarından tozu uzaklaştırmak için toz siklonu, 13. Hava ısıtıcısı, 14. Gaz bacası (karbon yakalama ve depolama tankına dönüştürülebilir), 15. Hava ısıtıcıları için besleme havası, 16. Toz kömür, 17. Kok fırını, 18. Kok sandığı, 19. Yüksek fırın gaz boruları. Malzeme Bil.ve Müh.Böl. - Metal Üretim Süreçleri 83
84 Yeni yüksek fırınlar günde 2000 ton ham demir üretebilecek şekilde yapılmıştır. Yükseklikleri yaklaşık olarak 26 m, taban haznesi çapı ise 9 m dir. Yüksek fırınlar çelik sacların birbirine kaynak edilmesi ile inşa olunur. İçeriden de şamot tuğlalarla örülmüştür. Ayrıca duvarı 1 m kalınlığa getirilerek kuvvetlendirilmiştir. Modern bir yüksek fırının kesiti. Malzeme Bil.ve Müh.Böl. - Metal Üretim Süreçleri 84
85 Gövdenin soğutulması su ile olur. Gövde çevresine bu iş için soğutma plakaları yerleştirilmiştir. Taban haznesi de dıştan su ile soğutulur. Bütün fırın ayrıca çelik bir konstrüksiyonun içerisine yerleştirilmiştir. Sıcak hava, yüksek fırın gazı ve yüklemeye (şarja) ait bütün donanımlar çelik konstrüksiyon içerisinde yer alır. Çelik konstrüksiyonun tavanına ise, tamir ve montaj işlerinde kullanılmak üzere hareketli bir vinç yerleştirilmiştir. Üst kısım: Yüksek fırının en üst kısmıdır. Bu kısımda silo, çan ve çan kapağı bulunur. Ayrıca yüksek fırın gazları borularla buradan dışarı çekilir. Şarj çan kapakları vasıtası ile yüksek fırın gazı kaçmayacak şekilde fırına boşaltılır. Gövde: Fırının uzun ve aşağıya doğru genişleyen kısmıdır. Bu kısımda kömürcevher karışımı aşağı doğru hareket eder. Şarjın fırın içerisine yayılma süresi yaklaşık 9 saat kadardır. Karın: Fırının alt tarafında yeniden daralmaya başlayan kısımdır. Kısmi ergime nedeniyle, bu kısımda fırın hacmi küçülür. Hazne: Cüruf ve demirin toplandığı, fırının alt tarafındaki silindirik kısımdır. Haznenin üst bölümünde adet bakırdan mamul üfleme borusu yerleştirilmiştir. Bunlar su soğutmalıdır ve havayı tüyerler yardımı ile fırına üflerler. Biraz daha aşağıda, yine su soğutmalı bakır borulardan yapılmış cüruf akıtma delikleri bulunur. Malzeme Bil.ve Müh.Böl. - Metal Üretim Süreçleri 85
86 Deliklerden devamlı olarak cüruf boşaltılır. Haznenin en alt kısmında ise, ham demirin boşaltıldığı delik yer alır. Bu delik her boşaltma işleminin ardından ateşe dayanıklı madde ile tıkanır. Hesaplanmış miktarlardaki cevher, gang ve diğer ilave maddelerden oluşan karışıma fırın şarjı denir. Şarjın bileşimini ayarlarken amaç, düşük ergime noktalı ve bazik karakterli bir cüruf elde etmektir. Ancak bu tip bir cüruf, asit yapıcı kükürdü bağlar ve kükürtçe fakir bir ham demir üretimini sağlar. İlave madde olarak bu nedenlerle en iyi kireç taşı CaCO 3 veya yanmış kireç CaO kullanılır. Sıcak hava C arasında ısıtılır ve atmosfer fazla basınç ile fırına üflenir. Aksiyal kompresörlerde üretilen bu hava, ısıtıcılardan geçtikten sonra fırının haznesi çevresindeki ana hava simidi vasıtası ile üfleme borusundan tüyerlere üflenir. Üflenecek havanın miktarı kullanılacak kok miktarına göre ayarlanır. Bir ton kok başına 3000 normal m 3 hava kullanılır. Hava ısıtıcı sobalar, çelik saçtan yapılmış 35 m yükseklik ve 8.5 m çapta olan silindirlerdir. Sobanın içi ısı izolatörleri ile iyice korunmuş, büyük bir yüzeye sahip olan, tuğladan örülmüş bir ızgaradan oluşmuştur. Bir metreküp tuğla duvarın yüzeyi yaklaşık olarak 30 m 2 dir. Soba duvarı ilk olarak yüksek fırından çıkan gazlarla yaklaşık bir saat kadar ısıtılır. Duvarların ısınma işlemi sona erdikten sonra sobaya hava üflenir. Malzeme Bil.ve Müh.Böl. - Metal Üretim Süreçleri 86
87 Duvarların sıcaklığı sayesinde soğuk hava maksimum 1100 C ye kadar ısınır. Şayet havanın sıcaklığı bir süre sonra istenilen sıcaklığın altına düşerse ikinci bir sobadan geçirme işlemi ile bir daha ısıtılır. Bu arada birinci soba yeniden yüksek fırın gazı ile doldurularak ısıtılır. Bir yüksek fırın için iki hava ısıtıcı sobaya ihtiyaç vardır. Bir üçüncüsü ise, yedekte hazır olarak bekletilir. Hava ısıtıcıları ilk defa Cowper (kavper) tarafından inşa edildiği için (1858), bu isimle de tanınır. Yüksek fırında kullanılan kok yoğun ve basınca dayanıklı olmalıdır. Bu nedenle kok, transport sırasında kırılmaması için, tercihen tesis tarafından üretilir. Tane büyüklüğü mm civarında olmalıdır. Kok sarfiyatı eskiden bir ton ham demir için 1000 kg kadardı. Bugün, cevher hazırlama usullerindeki ilerlemeler ve yüksek fırının geliştirilmesi sonucu bu miktar bir ton ham demir için 650 kg a düşürülmüştür. Yüksek fırının yüksekliği kokun mukavemeti ile belirlenir Yüksek Fırın Ürünleri: Yüksek fırın gazı; gang ve şarja bağlı olarak değişen bileşimlerdedir. En önemli bileşenleri şunlardır: Malzeme Bil.ve Müh.Böl. - Metal Üretim Süreçleri 87
88 %10-14 CO 2 %25-30 CO %50-60 N g H 2 O g toz (1 normal m 3 kuru gaz içerisinde) Kalorifik değeri düşüktür ve yaklaşık kcal/m 3 civarındadır. Yüksek fırın gazının %25 kadarı, hava ısıtıcı sobaların ısıtılmasında kullanılır. Geri kalan kısmı ise, yardımcı tesislere gider. Bunların arasında ısıtma sobalarını, sinter tesislerini, kok fabrikası ile büyük gaz makinalarını veya buharla çalışan enerji üretimi tesislerini sayabiliriz. Cüruf büyük miktarda teşekkül eder. Ortalama olarak 1000 ton ham demir için 800 ton cüruf oluşur. Fakir cevherlerde bu miktar 1000 ton a çıkar. Düşük yoğunluğu nedeni ile cürufun hacmi, ham demirinkinden hemen hemen 3 defa daha büyüktür. Özel cüruf değerlendirme tesislerinde cüruf ayrıca işlenir. Kireç bakımından zengin cüruflar işlenerek yüksek fırın çimentosu veya demir portland çimentosu haline getirilir. Kireci az olan cüruflar ise, kaldırım taşı, yol döşeme taşları veya beton ilave maddesi olarak kullanılırlar. Köpüklü cüruf, yüksek fırın taşı denilen poröz (gözenekli) bir taş meydana getirir. Taş blok olarak veya beton olarak kullanılabilir. Malzeme Bil.ve Müh.Böl. - Metal Üretim Süreçleri 88
89 Elverişli cüruflardan buhar üflemek suretiyle cüruf yünü de üretilebilir. Bu yün cam yünü gibi iyi bir ısı izolatörüdür. Ham demir, yüksek fırının ana ürünüdür (Tablo 4.1) ve belirli aralıklarla (yaklaşık 2-4 saatte bir) fırın delinerek boşaltılır. Boşaltma işleminden önce haznedeki delik yakılarak açılır. Tablo 4.1. Ham demir çeşitleri ve çelikhane alaşımları. Cinsi %C %Si %Mn %P %S Dökümhane piki (kır) < <0.06 Dökümhane piki (beyaz) <0.3 <0.04 Thomas piki Çelik piki < <0.04 Aynalı pik <0.3 <0.04 Ferromanganez Ferrosilisyum Normal rakamlarla yazılmış sayılar alaşım elementlerinin asıl yapıdaki miktarlarını vermektedir. Silisyum, kır katılaşmayı kolaylaştırır: yapı grafit ihtiva eder. Manganez, beyaz katılaşmayı kolaylaştırır: yapı karbür ihtiva eder. Malzeme Bil.ve Müh.Böl. - Metal Üretim Süreçleri 89
90 Ham demir, açılan delikten zemindeki kum içerisine dökülür. Kum yüzeyinde açılan döküm kanallarından geçtikten sonra ham demir tavalarına dolar. Bu sırada sıvı ham demir üzerine kürekle soda atılarak kükürdü giderilir. Thomas ve çelik pikleri sıvı halde çelikhaneye gönderilir. Ham demirin taşındığı tavalar ton hacmindedir ve saatte sadece 10 C soğurlar. Daha büyük taşıma imkânı 250 ton kapasitedeki torpedo arabalarıyla mümkündür. Ham demir kısmen 100 km uzaklıkta bulunan çelikhanelere dahi taşınır. Dökümhane pikleri, döküm makinaları ile kütükler halinde dökülür. Dökümhane zemini üzerindeki kum içerisine oyulmuş yataklara yapılan döküm bugün, yalnız arızalı durumlarda yapılmaktadır. Ancak küçük bir yüksek fırınla, özel pik çeşitleri üreten tesisler, bu tip bir döküm yapmaktadır Metal Üretim Tekniği ile İlgili Bazı Kimyasal Deyimler: Kimyasal denge: Demir ve çelik üretiminde ve aynı zamanda demirin karbürizasyonu esnasında vuku bulan bazı olayların anlaşılması için şu temel gerçekleri bilmek gerekir: Birçok kimyasal reaksiyon sonuna kadar devam etmez; yani reaksiyon sodyumun suda yanması gibi, başlangıç maddeleri tamamen dönüşünceye kadar sürmez. Malzeme Bil.ve Müh.Böl. - Metal Üretim Süreçleri 90
91 Bu tip reaksiyonların oluşumu teşekkül eden yeni maddeler tarafından yavaşlatılır ve başlangıç maddeleri ile teşekkül eden maddeler arasında belirli bir oran kurulunca durur. Bu oran basınç, sıcaklık ve reaksiyona giren maddelere bağlı olarak hesaplanabilir. Hesaplamalar için kimyadaki kütlenin tesiri kanunundan faydalanılır. ÖRNEK: Karbon oksijenle şu reaksiyona göre yanar: C + O 2 CO 2 Ancak teşekkül eden CO 2 yüksek sıcaklıklarda C ile derhal yeniden reaksiyona girer. CO 2 + C 2 CO Ok reaksiyonun tersinir olduğunu gösterir, yani iki reaksiyon da aynı anda vuku bulmaktadır. CO 2 + C 2 CO Yüksek sıcaklıkta daha hızlı. 2 CO C + CO 2 Düşük sıcaklıklarda daha hızlı oluşur. Sabit sıcaklıkta sistemden hiçbir uzaklaştırma yapmadan maddeleri kendi halinde bırakırsak, belirli bir denge durumuna yaklaşırlar. Malzeme Bil.ve Müh.Böl. - Metal Üretim Süreçleri 91
92 Bu denge durumuna kimyasal denge denir. Şekildeki eğri ile bu tip bir denge gösterilmiştir. Şekilden şu kabullenmeleri yapabiliriz: Yüksek sıcaklıklarda karbon önce karbon monoksit CO teşekkül edecek şekilde yanar. Isıtılmış CO düşük sıcaklıklara doğru soğutulursa, karbon ve karbondioksit CO 2 halinde parçalanır. Boudouard eğrisi. Çeşitli sıcaklıklarda CO 2 ve CO gazları arasındaki denge durumları. Malzeme Bil.ve Müh.Böl. - Metal Üretim Süreçleri 92
93 Çelik üretiminde, ham demir içerisinde bulunan fosfor yanar. Teşekkül eden oksit çelik içerisinde çözünür. Ne kadar çok oksit meydana gelirse, yanma işlemi de o kadar yavaşlar ve sonunda durur. Ancak teşekkül eden fosforpentoksit, eriyik içerisinden uzaklaştırılırsa, fosforun yanması devam edebilir. Benzer şekilde cüruf ve çelik içerisinde çözünmüş birçok element arasında kimyasal olaylar meydana gelir. Bu reaksiyonlar için gang, refrakter tuğla, cüruf ve ergitme prosesleri ile yakından bağıntılı olan iki terim çok önemlidir. Bunlar bazik ve asidik terimleridir. Bazik: Kalsiyum ve magnezyum bileşikleri (metaloksit = baz teşkil edici) asit veya asidik maddeleri (fosfor ve kükürt gibi) bağlama özelliğine sahip oldukları için, çelik üretiminde bazik bileşikleri temsil ederler. Metal üretimindeki diğer bazik maddeler şunlardır: Kireç taşı CaCO 3, sönmüş kireç CaO, Dolomit (Ca, Mg)CO 3, magnezit MgCO 3. Asidik: Silisyum bileşiklerine denir (metal olmayan maddelerin oksitleri = asit teşkil edici). Bunlar bazik maddelerle reaksiyona girerler. Asidik cevherler kuvars veya şiste benzer ganga sahiptirler. Metal üretimhanelerinde asidik madde olarak kum, killi şist ve asidik cüruf kullanılır. Malzeme Bil.ve Müh.Böl. - Metal Üretim Süreçleri 93
94 Kuvars, oldukça saf silisyum dioksit (SiO 2 ) kristallerine verilen addır. Özgül ağırlığı 2,65 g/cm 3, sertliği 7 olan kuvarsa doğada çok rastlanır. Hekzagonal sistemde kristalleşen kuvars, doğada kristal ya da amorf (biçimsiz) halde bulunabilir. İçindeki yabancı maddelerin cins ve miktarına göre, saydam, renkli, ya da yarı saydam durumdadır. Renkleri: Kuvarsın rengi beyaz (süt kuvars), mor (ametist), pembe kuvars, duman renkli füme gibi çeşitli renklerde olabilir. Killi şist: Killi bir kayacın kalın örtü tabakaları altında mekanik etkilerle (dinamometamorfizma) sertleşmesi (şistleşmesi) ile meydana gelen kayaç. Killi şistin rengi mavi, siyah, gri, yeşil ve bazen kırmızımtrak olur. Siyah renkli şistlerin içinde bir miktar kömür vardır. Beyaz kuvars Bir kaya üzerinde ametist Malzeme Bil.ve Müh.Böl. - Metal Üretim Süreçleri 94
95 Yüksek Fırındaki Kimyasal Olaylar: Yüksek fırın içerisine üflenen sıcak hava kok kömürünü yakarak karbondioksit CO 2 haline dönüştürür. CO 2 ise yüksek sıcaklıkta kok ile yine reaksiyona girerek karbonmonoksit CO şeklinde parçalanır. Bu reaksiyonlar sonucu asıl bileşenleri azot N 2 ve karbonmonoksit CO olan bir gaz fırın içerisinde yükselir. Karbonmonoksit doymamış bir bileşiktir. Daha fazla yanması mümkündür ve oksijeni kendisine bağlamayı çok sever. Çok iyi bir redükleyici olmasının diğer bir nedeni de gaz olarak her yere nüfuz edebilmesidir. Bu nedenle poröz ve çatlaklı cevherler daha kolay redüklenebilir. Karbonmonoksit fırın içerisinde yükselirken redüksiyon işlemi de demiroksitler üzerinden kademeli olarak gerçekleşir. Azot reaksiyonlarda yer almaz ve değişime uğramaz. Ön ısıtma: Fırının üst kısmında nem ve kristal suyu buharlaşır; biraz altında ise yüksek sıcaklıklarda karbonatlar parçalanır: CaCO 3 CaO + CO 2 FeCO 3 FeO + CO 2 : Endotermik : reaksiyon Bu reaksiyonlar için gereken ısının kok ve sıcak havadan alınması icap eder. Malzeme Bil.ve Müh.Böl. - Metal Üretim Süreçleri 95
96 Kristal, bazı cisimlerin geometrik şekiller halinde katılaşmış halidir. Bu geometrik şekiller, düzlemlerin belli açılarla birbirini kesmesiyle oluşur. Kristaller halinde katılaşan bir cisimde, birbirine benzeyen birçok parça vardır. Bu parçalardan her birine kristal, bu şekilde katılaşmaya da kristalleşme denir. Her maddenin kendine özgü bir kristal şekli vardır. Örneğin yemek tuzunun kristalleri küp, şapınkiler ise 8 yüzeyli piramit şeklindedir. Bir maddeyi kristalleştirmek için bazı usuller vardır. Bu usullerden birincisi, kristalleşecek maddenin sıcakta doymuş eriyiğinin hazırlanarak bu doymuş eriyiğin soğutulmasıdır. Kristalleşmenin ikinci yolu süblimleştirmedir. Süblimleştirme, ergimeden buharlaşabilen herhangi bir katı maddenin buharlarının soğuk bir yüzeye çarptırılarak o yüzey üzerinde kristalleşmesidir. Bazı kristallerin; elmas, kükürt, kuvars vb. kristallerin yapılarında olduğu gibi, su yoktur. Bir çoklarında ise, örneğin, şap, soda, göztaşı, alçı kristallerinde olduğu gibi içerisinde su vardır. Bu suya, kristal suyu denir. Kristal suyu olan bir maddenin kimyasal formülü yazılırken, yapısında kaç molekül kristal suyu varsa, asıl formülün önüne virgül işaretinden sonra yazılır. Örneğin çamaşır sodası Na 2 CO 3,10 H 2 O dur. 10 H 2 O bu maddede 10 molekül kristal suyu olduğunu gösterir. Göztaşı (bakır sülfat) Malzeme Bil.ve Müh.Böl. - Metal Üretim Süreçleri 96
97 Redüksiyon (reduction reduce ) Redükleyici: İndirgeme (redüksiyon) yapan veya yapabilecek özellikleri taşıyan madde. Genel olarak redükleyici madde dezoksidant madde, redüktör veya indirgeç madde olarak da anılır. Redüksiyon: 1) Kimyasal bir olay sırasında bir maddenin bileşimindeki hidrojen miktarını artırma ya da oksijen miktarını azaltma işlemi. Sıcaklığın yükselmesiyle metallerin oksijene olan ilgilerinin azalmasına karşı karbonun ilgisi artar. Bu kimyasal reaksiyon sonunda CO 2 husule gelir. CO 2 'in oksijene ilgisi de sıcaklıkta azaldığından, redüksiyon sırasında karbondioksit de dissossasyona uğrayarak (ayrışarak) bünyesine karbon almak suretiyle karbon monokside dönüşür. (C + CO 2 2 CO + 39 Cal). 2) İndirgeme. Karbonmonoksit, bir karbon ve bir oksijen atomundan oluşan molekülün adı. Molekül formülü: CO. Molekül Ağırlığı M: g/mol. Renksiz, kokusuz bir gazdır. Bazen görüldüğü gibi, sobalarda mavi bir alevle yanar. Çok kuvvetli bir zehirdir. Solunan havada konsantrasyonu artarsa, kana geçer ve oksijenin taşındığı hemoglobine O 2 'den daha kolay bağlanır. Yani bütün CO'lar bitmeden O 2 bağlanamaz. Bu bakımdan oksihemoglobin meydana gelemez ve kanda karboksihemoglobin artar, dokulara oksijen taşınamaz ve hücre ölümü meydana gelir. Malzeme Bil.ve Müh.Böl. - Metal Üretim Süreçleri 97
98 Redüksiyon: Fırının daha alt kısımlarında yaklaşık 400 C de endirekt redüksiyon vuku bulur ve cevherler oksijence fakirleşirler. 800 C de, demir süngeri tabir edilen sert, sünger yapısında demir teşekkül eder. Bu bölgede şu reaksiyonlar olur: 3 Fe 2 O 3 + CO 2 Fe 3 O 4 + CO 2 Endotermik Fe 3 O 4 + CO 3 FeO + CO 2 Endotermik FeO + CO Fe + CO 2 Ekzotermik Son reaksiyondan elde edilen ısı ile ilk iki reaksiyon için gerekli redüksiyon ısısı karşılandıktan başka, bir miktar artık ısı da meydana gelir. Yaklaşık 750 C den sonra daha yüksek sıcaklıklarda demiroksidin kızgın kok ile teması sonucu direkt redüksiyon oluşur. Fe 3 O C 3 Fe + 4 CO FeO + C Fe + CO Endotermik Endotermik Aynı anda karbon kısmen yanar ve CO teşekkül eder. Bu reaksiyon demir oksitlerin redüksiyonu için gerekli ısıdan daha azını verdiği için direkt redüksiyon sırasında ilaveten kok yakılması gerekmektedir. Malzeme Bil.ve Müh.Böl. - Metal Üretim Süreçleri 98
99 Karbürizasyon: Katı halde yaklaşık olarak 900 C de başlayan demir karbür Fe 3 C teşekkülüne denir. 3Fe + C Fe 3 C Demirkarbür hem katı ham de sıvı içerisinde çözünür. Bu nedenle teşekkül eden karbonlu ham demirin saf demire göre ergime noktası düşer. Sıvı haldeki demir haznenin en alt bölgesine yerleşir. Daha hafif olan cüruf, sıvı demirin üzerinde yüzer. Kükürt giderme: Kükürt yalnız zengin kireç ihtiva eden bir cürufta bağlanabilir. Fakir, asidik cevherlerde demirin asidik bir cüruf içerisinde ergitilmesi gerekmektedir. Aksi takdirde büyük miktarlarda kireç ilave edilmesi lazımdır ki, bu işlem de gerekli kok miktarını çok arttırır. Bu şekilde çalışan bir yüksek fırının, ekonomik yönden cürufu ana ürün olarak satması gerekirdi. Asidik yüksek fırın cürufları ile çalışan tesislerde, akıtılan ham demir içerisinde kükürt bulunur. Akıtma sırasında veya sıvı demirin toplandığı kaplar içerisine soda (sodyumkarbonat Na 2 CO 3 ) ilave edilerek kükürt bağlanır. Çelikhanede ham demir, ham demir mikserleri denilen silindirik kaplarda toplanır. Kapların hacimleri ton arasındadır. Malzeme Bil.ve Müh.Böl. - Metal Üretim Süreçleri 99
100 Yana doğru devrilecek şekilde yapılmış olan bu kaplar yüksek fırın ve çelikhane arasında ara istasyon vazifesi yaparlar. Değişik analiz neticeleri veren farklı bileşimlerdeki sıvı ham demir, bu sayede birbirine karışır. Aynı anda, en önemlisi olarak kükürt giderme işlemini sayabileceğimiz, bazı reaksiyonlar da oluşma fırsatı bulurlar. Tablo 4.2. Günde ortalama 2000 ton ham demir üreten bir yüksek fırın için madde bilançosu. Giren Cevher + ilaveler (%50 Fe) 4000 t Kok 1200 t Sıcak hava m 3 = 5200 t Toplam t Çıkan Ham demir 2000 t Cüruf 1000 t Yüksek fırın gazı + toz m 3 = 7400 t Toplam t Bu iş için soğuk su sirkülasyonu ile m 3 soğuk su sirküle edilir. Malzeme Bil.ve Müh.Böl. - Metal Üretim Süreçleri 100
101 Yüksek fırında gerçekleşen kimyasal reaksiyonlar. Malzeme Bil.ve Müh.Böl. - Metal Üretim Süreçleri 101
102 4.4. Demir Üretim Usullerine Genel Bir Bakış: Dünya demir üretiminin %95 ini kapsayan yüksek fırın prosesi yanında birçok memleketlerde diğer bazı usuller geliştirilmiştir. Bunun başlıca sebebi uygun kok kömürünün az oluşudur. Yüksek fırının şarj kolonu içerisindeki yüksek basınca sadece belirli kömür çeşitlerinden üretilen yüksek fırın kokları dayanabilmektedir. Genellikle cevherler toz (un) halinde olduklarından yüksek fırına verilmeden sinterleme veya peletlemeye tabi tutulurlar. Bu tip farklılıklar gösteren yaklaşık olarak 40 usul, günümüzde bilinmektedir. Yeni usullerde daima kokun yerine, daha fazla kok haline getirilemeyen toz kömürü, maden kömürü, tabii gaz veya petrol kullanılması yoluna gidilmektedir. Bu sayede ince toz halindeki cevherleri doğrudan doğruya işlemek mümkün olmaktadır. Diğer usullerin ürünü genellikle %1 e yakın karbon ihtiva eden poröz demirdir. Cevherden sıvı yerine süngere benzer bir yapısı olan ve demir süngeri olarak adlandırılan demir üretilir. Usulün çeşidine göre demir süngerinde %70 ila 99 demir vardır. Saflık derecesine göre bu demir sinterlenmiş demir tozu halinde işlenir ve elektro fırınına şarj edilir. Demiroksit ve kükürt miktarlarının fazla olduğu durumlarda ise yüksek fırın şarjına ilave edilir. Malzeme Bil.ve Müh.Böl. - Metal Üretim Süreçleri 102
103 Yeni yüksek fırınlar daha büyük boyutlarda inşa edilmektedir. Günlük üretim kapasitesi 5000 tona kadar varır. Üflenen hava sıcaklıkları 1200 C ye yükselmektedir. Kokun yerini kısmen daha ucuz yakıtlar almıştır. Toz kömür, gaz veya fuel oil üflenen hava ile beraber yüksek fırına verilmektedir. Şarj için ön hazırlık: Eşit boyda taneler (10-60 mm), toz elekten geçirilip ayrılır. Band üzerinden yüksek fırın şarj malzemelerini fırına vererek kok veya şarjın daha iyi karışması sağlanır. Alınan bu yeni tedbirler sayesinde bir ton ham demir üretimi için kullanılan kok miktarı 500 kg a düşürülebilmiştir. 5. ÇELİK ÜRETİMİ 5.1. Çelik Ergitilmesine Genel Bir Bakış: Alman DIN normuna göre çelik, herhangi bir işlemden geçmeden dövülebilen ve genellikle %1.7 den fazla karbon ihtiva etmeyen bir demirkarbon alaşımıdır. Bu tarife göre ince kesitler halinde dövülebilen (ancak temperleme işleminden geçtikten sonra) temper dökümü çelik sayılmaz. İstisna olarak %2 C ihtiva eden yüksek alaşımlı çelikler, yüksek orandaki alaşım maddeleri nedeni ile çelik gurubuna dâhildir. Malzeme Bil.ve Müh.Böl. - Metal Üretim Süreçleri 103
104 Ham demir üretimden çıktığında içerisinde büyük miktarda karbon, ayrıca kısmen de refakat elementleri bulunur. Bunlardan silisyum ve manganez %0.8 den fazla olmamak şartı ile çelikte istenir. Kükürt ve fosfor ise, her oranda zararlıdır ve mümkün olduğu miktarlarda uzaklaştırılmalıdır (otomat çelikleri istisna durumunu teşkil ederler). Bütün çelik üretim usullerinde şu neticelere varılmaya çalışılır: Karbon miktarını istenilen değere düşürmek; demir refakat elementi olan fosfor ve kükürdü teknik ve ekonomik yönden mümkün olduğu kadar uzaklaştırmak. Demir refakat elementlerinin oksijene karşı olan afiniteleri, demire karşı afinitelerinden daha yüksek olduğundan; hava üflenerek ham demir içerisinden yakılarak çıkarılmaları mümkündür. Bu oksidasyon işlemine üfleme işlemi denilir. Oksidasyon için gerekli oksijen çeşitli şekillerde sisteme verilebilir. 1. Hava üfleme usullerinde (Thomas, Bessemer usulleri) hava ile beraber. 2. Fazla hava ile üretilen alevle beraber; Siemens-Martin usulü bu şekilde çalışır. Ayrıca fırına cevher halinde demiroksit veya hurda da ilave edilerek, kimyasal olarak bağlanmış oksijen sıvı içerisine geçirilir. 3. Oksijen üfleme usullerinde saf oksijen olarak. Oksijen ilk olarak, daha fazla miktarda bulunduğu için, demir ile reaksiyona girer ve demiroksit FeO teşekkül eder. Malzeme Bil.ve Müh.Böl. - Metal Üretim Süreçleri 104
105 Demiroksit, demir içerisinde çözünür ve demir refakat elementleri ile reaksiyona girer. Oksijen, demiroksitten demir refakat elementlerine geçer. Demir redüklenir, demir refakat elementleri oksitlenir. Şöyle ki: 1. 2 FeO + Si Fe + SiO 2 Cüruf 2. FeO + Mn Fe + MnO Cüruf 3. FeO + C Fe + CO Baca gazı 4. 2 FeO + S 2 Fe + SO 2 Baca gazı, cüruf 5. 5 FeO + 2 P 5 Fe + P 2 O 5 Banyo içinde çözünür. Ergitme banyosu içerisindeki iç hareketler ne kadar iyi olursa, reaksiyonların vuku bulması da o kadar hızlı olur. Üfleme usulünde üflenen hava sıvıyı karıştırma vazifesi de gördüğünden, reaksiyonlar çok çabuk oluşur. Thomas usulündeki kısa üfleme süresinin nedeni budur. Siemens-Martin usulünde banyo içinde hareket sadece eriyiğin kaynaması ile olur. Kaynama olayının nedeni 3 numaralı denkleme göre teşekkül eden karbonmonoksit CO gazının yüzeye çıkmasıdır. Yeni geliştirilen çelik üretim usullerinde döner ergitme banyoları ile çalışılarak daha iyi bir banyo iç hareketi elde edilmektedir. 1 den 5 e kadar olan reaksiyon denklemlerinden de görüldüğü gibi, oksitlenen demir refakat elementlerinin en büyük kısmı cürufa veya baca gazlarına karışmaktadır. Malzeme Bil.ve Müh.Böl. - Metal Üretim Süreçleri 105
106 Sadece zararlı fosfor çelik içerisinde çözünmüş olarak kalmaktadır. Metal olmayan bir element (yani asit teşkil edici) olduğu için fosfor, bazik bir maddeye bağlanabilir. Bu nedenle fosforu eriyikten çıkararak kalsiyumtrifosfat halinde bağlayabilecek bazik bir cüruf teşkil ettirilmelidir. Kireç CaO ilavesi ile bu tip bir bazik cüruf elde edilir. Ateşe dayanıklı fırın tuğlalarının bazik cürufla reaksiyona girip, ateşe dayanıklılık özelliğini kaybetmemesi için, tuğlaların da bazik karakterde olması gerekir. Silisyum elementi 1. reaksiyona göre oksit (SiO 2 ) haline geldiğinden cürufa asidik bir karakter verir. Bu özelliğin ilave kireçle bazik hale dönüştürülmesi gerektiğinden ham demirde yüksek miktarda silisyum istenmez. Aksi takdirde fazla miktarda cüruf üretilmesi lazımdır. Çok az fosfor ve kükürt ihtiva eden ham demir çeşitlerinin asidik cüruf ile üflenmesi ve ergitilmesi mümkündür (Bessemer Usulü). Bu elementler üfleme sırasında uzaklaştırılamazlar; zira asit teşkil edici maddeler asidik cürufla reaksiyona giremezler Thomas Usulü: Thomas usulü 1877 yılında İngiliz bilim adamı Thomas tarafından geliştirilmiştir ve tesis ile çalışma düzeni bakımından eski Bessemer usulüne (1855) benzer. En fazla rastlanan cevherler, fosfor ihtiva ettiğinden, ham demirde %1 ila 2 arasında fosfor kalır. Bu miktar ise, doğrudan doğruya çelik haline üflemeye izin vermez. Malzeme Bil.ve Müh.Böl. - Metal Üretim Süreçleri 106
107 Tesisler: Reaksiyonlar armut biçimindeki bir çelik kapta meydana gelir. Kap, bazik bir madde olan dolomitten (Mg-Ca-karbonat) oluşan bir duvar yapısına sahiptir. Konverter olarak tanınan bu kap devrilerek boşaltılabilecek şekilde yapılmıştır ve yaklaşık 70 ton ham demir taşıyabilir. Taban yapısı ızgara şeklindedir ve buradan içeri soğuk hava üflenir. Thomas konvertörünün kesiti ve hava üfleme işlemi. Malzeme Bil.ve Müh.Böl. - Metal Üretim Süreçleri 107
108 Thomas konvertörleri. Malzeme Bil.ve Müh.Böl. - Metal Üretim Süreçleri 108
109 Usul: Konverter yana doğru yatık vaziyette, kireç ve sıvı ham demir şarj edildikten sonra, düşey duruma getirilerek hava üflenir. Yaklaşık 12 dakika sonra konverterden bir miktar numune alınarak sıcak halde dövülür ve değerlendirilir. Ardından kısa bir süre üfleme işlemi devam ettirilir veya konverter derhal boşaltılır. Önce cüruf, cüruf toplama kaplarına, ardından da çelik döküm tavalarına boşaltılır. Bu işlem sırasında çelikhane alaşımları, aynalı pik (mangan ve silisi yüksek pik demir) vs. konvertöre atılır. Kimyasal olaylar: %4 karbonlu ham demirin yaklaşık ergime noktası 1150 C dedir. Üfleme sırasında bütün karbon yanar ve ergime noktası 1500 C ye yükselir. Bu sebeple ek bir ısı verilmezse, eriyik katılaşır. Gerekli ek ısıyı yanmaları sırasında demir refakat elementleri verirler. En yüksek ısıyı fosfor verir. Bu nedenle Thomas ham demirinde %1.5 den fazla fosfor bulunması gerekir. Hava üfleyerek yakma işlemi: Silisyum ve manganez ilk önce yanarlar; zira oksijene karşı en yüksek afiniteye sahiptirler. Hava içerisindeki azotun ancak çok küçük bir kısmı çelik içerisinde çözünür; büyük bölümü reaksiyonlarda yer almaz. Fosfor önceleri çok az yanar. Malzeme Bil.ve Müh.Böl. - Metal Üretim Süreçleri 109
110 Teşekkül eden fosfor oksiti çelik içinde çözünür ve yanma işleminin devamını engeller (denge reaksiyonu. Bkz. Kimyasal denge). Bu nedenle ikinci olarak karbon yanar. Cüruf bu kademeye kadar ilave kireç (ergime noktası 2500 C nin üzerinde) içerisinde daha çözünmediği için asidik karakterdedir. Ancak sıcaklık yükselmesi ile kireç çözünebildiği zaman cüruf bazikleşir ve fosfor yanmaya devam edebilir; zira fosfor oksitleri cüruf tarafından artık bağlanabilirler. Fosfor miktarı % e ininceye kadar üfleme işlemi devam eder. Bu nedenle fazla demiroksit meydana gelir ve neticede çelik içerisinde yaklaşık olarak %0.04 FeO kalır. Üfleme sonu tecrübelere dayanarak ses ve aleve göre tayin edildikten sonra numune alınarak sıcaklık ölçülür. Dezoksidasyon ve karbürizasyon: Kullanılabilir bir çelik elde etmek için artan demiroksidi FeO sıvıdan uzaklaştırmak ve karbon miktarını istenilen değere çıkarmak gerekir. Bu işlem sıvı analizi nedeni ile belirli miktarlarda ilave edilen (Tablo 4.1) çelikhane alaşımları ile gerçekleşir. Çelikhane alaşımları karbonun yanında silisyum ve manganez de ihtiva ederler. Bu elementler çözünmüş demiroksitin büyük bir kısmını demir halinde redükler ve yeniden SiO 2 ve MnO halinde yüzeye çıkan cüruf parçacıkları teşkil ederler. Malzeme Bil.ve Müh.Böl. - Metal Üretim Süreçleri 110
111 İyi bir dezoksidasyon maddesi alüminyumdur. Yalnız veya Al-Si-Ca alaşımı şeklinde kullanıldığı zaman, ayrıca çözünmüş azotu da alüminyumnitrür şeklinde bağlar. Usulün avantajları: Kısa üfleme süresi içerisinde sisteme enerji vermeden büyük miktarlar işlenebilir. Usulün dezavantajları: Fazlaca zengin ham demir çeşidi işleme zorunluluğu, hurda işlenememesi, yaşlanmaya neden olan yüksek fosfor ve azotlu kütle çeliklerinin üretilmesi, alaşımlı çelikleri ergitme imkânı olmaması Bessemer Usulü: Çeliği sıvı halde dökülebilecek şekilde ergiterek üreten eski bir usuldür. Thomas usulüne benzer tesis ve çalışma şartlarında çelik üretir. Ham demirde çok miktarda silisyum az miktarda fosfor ve kükürt bulunması istenir. Silisyum bu usulün ısı üreticisidir. Asidik bir cüruf (SiO 2 ) halinde yanar. Bu nedenle fosfor ve kükürdü bağlayamaz. Fırının duvar yapısı da (astarı da) asidik kuvars kumundan meydana gelmiştir. Bu usul Almanya da yalnız çelik dökümhanelerinde küçük konvertörler içerisinde uygulanmaktadır. Malzeme Bil.ve Müh.Böl. - Metal Üretim Süreçleri 111
112 Bessemer konverteri. İngiltere-Sheffield de bir Bessemer konverteri. Malzeme Bil.ve Müh.Böl. - Metal Üretim Süreçleri 112
113 5.4. Siemens-Martin Usulü: Siemens-Martin usulü, Thomas usulüyle beraber en önemli çelik üretim metodunu teşkil eder. Metodun ismi Alman Siemens (rejeneratif ateşlemenin geliştirilmesi) ve Fransız Martin den (1864 te rejeneratif ateşleme ile çalışan bir fırında ham demir ve çelik hurdasından çeliğin ergitilmesi) gelmektedir. Tesisler: Çelik, sabit veya yana devrilebilir ton luk (maksimum 600 ton) fırınlarda ergitilir. Fırın, büyük bir yüzey ve küçük banyo derinliğine sahiptir. Fırının taban yapısı ateşe dayanıklı tuğla üzerine sıkıştırılmış bazik maddelerden, tavan yapısı ise yüksek ateşe dayanıklı krom-manyezit tuğlalardan meydana gelmektedir. Önceden ısıtılmış gazın, yine önceden ısıtılmış hava ile yakılması sonucu oluşan bir alev gerekli ısıyı üretir ve 1700 C ye varan bir sıcaklık verir. Ön ısıtma, ızgaralı ön odalarda sıcak baca gazları ile olur. Modern tesislerde soğuk hava ve yanıcı yağ ile çalışır ve bu nedenle her iki tarafta da yalnız birer ızgaralı ısıtma odası gerekir. Kuvvetli parlayan alev, tavana zarar vermemesi için sıvı üzerine eğik olarak gelir. Şarj yapılan taraftan açılan kapıdan hurda, cevher ve ham demir yüklenir. Akıtma işlemi, diğer kenardan akıtma deliğinden döküm tavalarına boşaltma ile yapılır. Isıtma gazı ve baca gazı sıra ile dar kenarlardan sisteme verilir ve sistemden uzaklaştırılır. Malzeme Bil.ve Müh.Böl. - Metal Üretim Süreçleri 113
114 Siemens-Martin fırınının kesiti. 1- Şarj makinası, 2- Dönebilir şarj kepçesi, 3- Izgaralı hava ön ısıtma odası, 4- Üfleme havası iletimi, 5- Yağ ile çalışan yakıcı, 6- Ezilmiş dolomitten oluşan fırın tavanı, 7- Tavan askısı, 8- Kapılar, 9- Değiştirilebilir yakıcı uç, 10- Akıtma oluğu, 11- Bacaya veya ön ısıtma odasına giden gaz. Malzeme Bil.ve Müh.Böl. - Metal Üretim Süreçleri 114
115 Kimyasal olaylar: Üfleyerek yakma işlemini oksitleyici şekilde ayarlanmış (fazla hava kullanarak) alev ve hurda veya cevherde bulunan demiroksit gerçekleştirir. Üfleme veya kaynatma peryodunda tekrardan (yeniden) karbon monoksit gazı teşekkül eder. FeO + C Fe + CO Karbon monoksit gazı sıvı içerisinde yükselerek banyoda kaynamaya sebep olur. Bu sırada çözünmüş gazlar da yerlerinden sökülürler. Hareket halindeki hava, cüruf tabakası ve çelik banyosunun temas ettiği yüzeyde oluşan reaksiyonları hızlandırır. Karbon miktarı yavaş yavaş azalır. Fosfor başlangıçtan itibaren sistemden alınır ve çelik içerisinde, Thomas çeliklerine göre daha düşük değerlere indirilir. Bu işlemler sırasında banyoda halen karbon mevcuttur. İstenilen karbon miktarına varıldığında alev kısılır ve banyoda mevcut olan demiroksitin uzaklaştırıldığı temizleme periyodu başlar. Alev artık yeni demiroksit üretmemelidir. Kükürdün uzaklaştırılması zor olduğundan, fırın şarjı ve yakıt içerisinde kükürt olmaması gerekir. Bir şarjın işlenme süresi 6-8 saat arasındadır. Bu süre içerisinde sıvı dikkatle izlenir. Alaşımlı çeliklerin ergitilmesi de mümkündür. Malzeme Bil.ve Müh.Böl. - Metal Üretim Süreçleri 115
116 Reaksiyonları hızlandırmak ve ilave edilen hurdanın çabuk ergimesini sağlamak için ayrıca oksijen ilavesi ile çalışılır. Ancak meydana gelen yüksek sıcaklıklar fırın tuğlalarının daha kuvvetli aşınmasına sebep olur. Usulün avantajları: Çeşitli ergitme usullerinin uygulanması mümkündür; şarj edilen ham demir herhangi bir bileşimde olabilir; büyük miktarlarda hurda şarj edilmesi imkân dâhilindedir (%100); çelik içerisinde daha az fosfor ve azot kalır. Usulün dezavantajları: Düşük miktarlarda ürün alınır (reaksiyon süresi uzun olduğundan); tesis, yapılması ve işletilmesi bakımından pahalıdır; alaşımlı çeliklerin ergitilmesi sırasında alev kıymetli alaşım elementlerinin yanmasına sebep olur Oksijen Üfleme Usulü: Thomas çeliklerinin yüksek azot ve fosfor miktarları ihtiva etmeleri sebebiyle gösterdikleri kötü özellikler; normal Thomas usulünde düşük N 2 ve P miktarlı çelikler üretmek amacıyla, bazı değişiklikler yapılmasına yol açmıştır. Bu yoldaki çalışmalar yaklaşık olarak 1935 yılında başlamış ve devam ettirilmiştir. Araştırmalar şimdilik aşağıda anlatılacak usullerin geliştirilmesi ile neticelendirilmiştir. Malzeme Bil.ve Müh.Böl. - Metal Üretim Süreçleri 116
117 Bütün bu usullerde teknik safiyetteki oksijen su soğutmalı bir bakır boru (oksijen mızrağı) içerisinden banyo üzerine üflenir. Kazan şeklindeki reaksiyon kabı, bu nedenle kapalı bir tabana sahiptir ve kolayca sökülüp yer değiştirebilecek şekilde inşa edilmiştir. LDAC-usulü ve üfleme durumundaki oksijen mızrağı (DEMAG). 1- Oksijen mızrağı, 2- Akıtma deliği, 3- Taşıma halkası, 4- Astar, 5- Taban, 6- Koruyucu halka, 7- Baca gazı iletim borusu, 8- Cüruf kabı (cüruf vagonu ile beraber), 9- Döküm kabı, 10- Çelik taşıma vagonu. Malzeme Bil.ve Müh.Böl. - Metal Üretim Süreçleri 117
118 Modern usullerde iki klasik usulün (Thomas ve Siemens-Martin usulleri) avantajları bir araya getirilmiştir. Thomas usulünün avantajları: Kısa üfleme süresi içerisinde yüksek miktarda üretim yapılması; ısı ilavesine gerek duyulmaması. Siemens-Martin usulünün avantajları: Büyük miktarda hurda şarj edilmesi, düşük N 2 ve P miktarlı çelik üretilmesi. Son yıllarda hemen hemen her memlekette üfleme yolu ile çalışan bu tip çelikhaneler kurulmuştur ve 1970 te yıllık çelik üretiminin %56 sını teşkil etmektedir. Kimyasal reaksiyonlar: Saf oksijenin kullanılması nedeni ile kolaylaştırılan reaksiyonlar, daha hızlı vuku bulurlar. Azotun da (havanın yaklaşık olarak %80 i) artık beraber ısıtılması gerekmediğinden, eriyik daha iyi ısınabilir. Hemen başlangıçta ince bir sıvı halinde teşekkül eden cüruf, kireç ilavesi ile bazik hale getirilir. Bu nedenle fosforun uzaklaşması derhal başlar. Sıcaklık tuğlalara zarar verecek şekilde yükseldiği için hurda ilavesi gerekir. Banyo içerisine azot girmediği için çelikte de düşük N 2 miktarları bulunur. Malzeme Bil.ve Müh.Böl. - Metal Üretim Süreçleri 118
119 LD-Usulü: 1952 yılında Linz deki VOEST firması ile Donawitz deki Avusturya nın Montan şirketi tarafından, LD-usulü geliştirilmiştir. %0.5 e kadar fosfor ihtiva eden ham demir çeşitleri %30 a kadar hurda ilavesi ile işlenir. Bu tip bir ham demir, sıcaklığı yükseltici bir yakıt vazifesi gören fosforun miktarı düşük olduğundan, Thomas konvertöründe işlenemez. Siemens-Martin fırınında ise, bu metotta istenmeyen miktarlarda cüruf üretilmesi gerekir. Modern LD-konvertörleri ton hacmindedir ve üfleme süreleri yaklaşık 40 dakikadır. Bu nedenle Thomas metoduna göre daha yüksek çalışma kapasitelerine sahiptir. LDAC-Usulü: (A: ARBED in kısaltılmış şekli, C: CNRM nin (Centre National de Recherches Métallurgiques, Lüttich) kısaltılmış şekli. Bu usul, fosforca zengin ham demir çeşitlerine uygulanan değiştirilmiş bir LDusulüdür. İlk defa Lüksemburg ve Belçika da uygulamaya girebilecek şekilde geliştirilmiştir. Malzeme Bil.ve Müh.Böl. - Metal Üretim Süreçleri 119
120 LD Konverteri. LD Konverterinin kesiti. Malzeme Bil.ve Müh.Böl. - Metal Üretim Süreçleri 120
121 Oksijenle beraber toz halindeki kireç de eriyik üzerine üflenir. Teşekkül eden 1. cürufla fosforun büyük kısmı sıvıdan uzaklaşır. Daha sonra 2. cüruf teşkil edilir ve fosfor kesin bir şekilde temizlenir. 2. cüruf çeliğin akıtılması sırasında konvertör içerisinde bırakılır ve gelecek şarjın fosforunu alarak 1. cüruf vazifesi görür. LDAC-konvertörleri, bu nedenle çeliğin cüruf tabakası altından serbestçe akabileceği bir akıtma deliğine sahiptirler. Üstte yüzen cüruf konvertör içerisinde kalır. Kaldo Usulü (Bo Kalling, Domnarvet çelikhanesi, İsveç): Kaldo usulü, LD-konvertörüne benzeyen fakat kendi ekseni etrafında devamlı olarak dönen bir kap içerisinde yapılan üfleme usulüdür. Döner kap eğik durumda iken uzun eksen etrafında n=30 d/d lık bir hızla döner. Dönme sayesinde eriyik ve cürufun daha iyi temas etmesi sağlanarak reaksiyonlar tam olarak gerçekleştirilir. Üfleme işlemi sırasında teşekkül eden karbonmonoksit kap içerisinde yakıldığından, tuğlaları korumak için hurda ilavesi gereklidir (%50 ye kadar). Bu usul ile çok yüksek safiyette çelikler üretilebilir; ancak ateşe dayanıklı tuğlaların dayanma süreleri şimdilik tatmin edici değildir (Tablo 5.1 e bak). Malzeme Bil.ve Müh.Böl. - Metal Üretim Süreçleri 121
122 Usul Datalar Fırın büyüklüğü (ton) Thomas usulü Siemens- Martin usulü Elektro usulü LD ve LDACusulü Kaldo usulü (600) % olarak maksimum hurda ilavesi (50) 40 (50) Şarj bileşiminde sınırlama Tablo 5.1. Çelik ergitme usullerine genel bir bakış. Çok P Az Si Herhangi bir bileşimde olabilir. Maksimum %30 ham demir Herhangi bir bileşimde olabilir. Herhangi bir bileşimde olabilir. Şarjın süresi 20 dak 6 saat 2-4 saat 40 dak 130 dak Verim (ton/saat) Sıvı işleme adedine göre duvar (cidar) yapılarının dayanıklılığı Ergitilmiş çelik çeşitleri Taban: 200 Cidar 400 Kütle çelikleri DIN Kalite gurubu:1. Otomat çelikleri. 500 Kütle çelikleri DIN Kalite gurubu: 1-3 Hafif alaşımlı çelikler. Derin çekme sacları. Ocak: 5000 Duvar: 130 Kapak: 80 Çelik aletler, soy çelik, alaşımsız ve hafif alaşımlı çelikler Kütle çelikleri - DIN bütün kalite guruplarında, derin çekme sacı olarak kullanılan çelikler, ıslah çelikleri (alaşımsız). Hadde yatakları çeliği; yumuşak çelikler. Malzeme Bil.ve Müh.Böl. - Metal Üretim Süreçleri 122
123 5.6. Elektro-çelik Usulü: Tesisler: En çok kullanılan fırın tipi, Paul Louis Héroult ( , kimyager) tarafından geliştirilmiş olan elektrik ark fırınıdır. Modern geniş kullanma alanlı fırınlar 200 ton alabilecek hacimdedir. Üç adet karbon elektrot (60 cm çapında) ile eriyikte oluşturulan elektrik arkı, banyoyu Siemens-Martin fırınlarında ulaşılabilecek sıcaklıklardan daha yükseğine çıkarır. Ancak tavan astarının dayanıklılığı nedeni ile yukarı doğru bir sınırlama koyulmuştur. Bu sınırlama, tamirat yapılmadan şarjın arka arkaya fırına verilmesi şeklindedir. Fırın kabı bir beşik üzerinde durur ve üstten bir kapak ve elektrot taşıma sistemi ile kapanmıştır. Akıtma işlemi sırasında kapak ve elektrot taşıma sistemi kapla beraber yana doğru devrilir. Şarj için fırın kabı yerinden yürütülerek çıkarılır veya kapak ile elektrot taşıma sistemi kabın üzerinden yana doğru kaydırılır. Hurda, şarj sepetleri içinden kap içerisine boşaltılır. Şarj sepetlerinin tabanı bir iple alttan bir arada tutturulan zincir veya çelik şeritlerden yapılmıştır. Böylece şarj sepetinin şekli, fırın kabının şekline uydurularak, ateşe dayanıklı astarın zarar görmesi önlenmiş olur. Yüksek sıcaklık nedeni ile ip yanınca şarj sepetindeki hurda kendiliğinden fırın kabı içerisine boşalır. Kap ise, çelik zincir veya şeritlerle (lamellerle) yukarı çekilir. Bu çeşit bir şarj, en verimli usuldür ve ısı kayıplarını çok azaltır. Malzeme Bil.ve Müh.Böl. - Metal Üretim Süreçleri 123

124 Elektrik ark fırınlarında elektrik arkından faydalanılır. 1 ton kapasiteden 400 ton kapasiteye kadar değişen fırınlar da mevcuttur. Bazı dişçilik laboratuarlarında gram mertebelerinde çalışan sistemler de vardır. Endüstriyel elektrik ark fırınları 1800 C sıcaklıklara kadar çıkarlar. Laboratuar tipi olanlarda 3000 C sıcaklıklara erişilir. Elektrik ark fırınlarının indüksiyon fırınlarından farkı elektrik arkının direkt şarj edilen malzemelere uygulanmasıdır. Akım bu malzemelerden geçer. Elektrik ark fırını. Malzeme Bil.ve Müh.Böl. - Metal Üretim Süreçleri 124
125 Elektrik ark fırını. Malzeme Bil.ve Müh.Böl. - Metal Üretim Süreçleri 125
126 Elektrik ark fırınından sıvı çeliğin boşaltılması. Malzeme Bil.ve Müh.Böl. - Metal Üretim Süreçleri 126
127 Kimyasal Olaylar: Siemens-Martin fırınındakilere benzerler. Oksitleyici bir alev olmadığından, alaşım elementlerinin yanma oranı düşük olur. Bu nedenle alaşımlı çeliklerin ergitilmesi ekonomik bir değer kazanır. Elektrik ark fırını, kapağı şarj esnasında yana kaydırılmış (DEMAG). Şarj sepetinin sol yarısı dolu, sağ yarısı ise boş halde çizilmiştir. Malzeme Bil.ve Müh.Böl. - Metal Üretim Süreçleri 127
128 Ayrıca sıra ile çeşitli temizleme cürufları teşkil edilerek fosfor, kükürt ve oksijen oranları çok düşük değerlere indirilebilir. Saf hurda işlenmesi söz konusu olduğunda, alaşımsız çelikler de ekonomik olarak ergitilebilir. Saf hurda olarak, devir yapan hurdadan bahsedilir. Bunlar, haddehane artıkları, çelik döküm artıkları ve belirlenmiş bileşimdeki diğer artıklardır. Eski makine ve taşıt parçaları ile talaştan oluşan hurda içinde bilinmeyen miktarlarda krom, nikel, bakır ve diğer elementlerden bulunabilir. Bundan başka yağlı hurda ile beraber kükürt ve hidrojen de sıvıya karışabilir. Krom ve nikel gibi alaşım elementleri çok zor veya hiç uzaklaştırılamadıklarından alaşımsız çeliklerde istenmezler. Nikelin oksijene karşı afinitesi düşük olduğundan üfleme sırasında yanmaz. Elektro-çelik usulü ile 1965 yılında toplam çeliğin yaklaşık olarak %10 u üretilmiştir. Diğer bir fırın tipi ise, indüksiyon fırınıdır. Bu tip fırınlar 16 ton alabilecek şekilde yapılmıştır ve çelikhanelerde yüksek alaşımlı çeliklerin ergitilmesinde; dökümhanelerde ise, belirli bileşimdeki yüksek değerli döküm çeşitlerinin ergitilmesinde kullanılır. Küçük üniteler halinde ferromanganez vs. gibi çelikhane alaşımlarının ön ergitme işlemi için de kullanılırlar. Bu maddeler sisteme sıvı halde verildiğinde yanma kayıpları azalır ve daha iyi bir karışma sağlanır. Malzeme Bil.ve Müh.Böl. - Metal Üretim Süreçleri 128
129 25 mm lik metal çubuğun 15 kw 450 khz de indüksiyon ısıtılması. İndüksiyon ısıtma, elektriksel olarak iletken bir malzemenin (genellikle bir metalin) elektromanyetik indüksiyon ile ısıtılmasıdır. Meydana gelen Eddy akımları metalin ısınmasına sebep olur. İndüksiyon ısıtıcısı, yüksek frekanslı alternatif akımın (AC) içinden aktığı bir elektromıknatıstan ibarettir. AC frekansı, parçanın büyüklüğüne, malzeme tipine, bobinle ısıtılacak cisim arasındaki eşleşmeye ve nüfuziyet derinliğine bağlıdır. İndüksiyon fırınları, metali ergime sıcaklığı noktasına ısıtmak için kullanılır. Ergime gerçekleştikten sonra, yüksek frekanslı manyetik alan sıcak metalin karışmasını da sağlar. Böylece alaşım elementlerinin sıvı çeliğe tamamen karışması da sağlanmış olur. Çoğu indüksiyon fırını, refrakter malzemeden üretilmiş bir kabın çevresini saran su soğutmalı bakır halkalardan oluşmaktadır. Bir kg kapasiten yüzlerce ton kapasiteye kadar fırınlar da mevcuttur. Malzeme Bil.ve Müh.Böl. - Metal Üretim Süreçleri 129
130 İndüksiyon fırınları ikiye ayrılır: Çekirdekli (kanalsız) ve çekirdeksiz (pota tipi). İndüksiyon fırınlarının çalışma prensibi, her ikisinde de aynıdır. Ocağın etrafına sarılan iletkenden akım geçtiği zaman, ocak içinde bir manyetik alan meydana gelmektedir. Ocağın içine sıvı veya katı herhangi bir metalik iletken (demir, çelik, alüminyum, bakır vs.) konduğu zaman bunların üzerinde indüksiyon akımları meydana gelmekte ve dirençten dolayı hasıl olan ısı sayesinde katı haldeki metalleri eritmekte, sıvı haldekilerin sıcaklığı artmaktadır. Sıvı metalin ocak içinde uzun süre tutulabilmelerinden dolayı özellikle otomotiv sanayi parçası döken dökümhanelerde çok kullanılmaktadır. Bu ocaklarda sıvı metalin analizini kontrol etmek ve yeni alaşımlar ilave etmek çok kolay olmaktadır. Çekirdeksiz indüksiyon ocakları potaya benzemektedir. Ocağın içi ateşe dayanıklı tuğla ile örtülmüş reflektör malzemelerle kaplanmaktadır. Daha sonra 1700 C ye kadar ısıtılarak sinterlenmektedir. Belirli sayıda döküm alındıktan sonra astarı yenilenir. Yalnız bunda katı şarj yapılmamaktadır. Ocağa sıvı halde alınan metalin katılaşmadan uzun süre tutulması ve gerekli alaşım kontrolünün yapılması sağlanmaktadır. Bu ocağa çekirdeksiz denmesinin sebebi, ocak içinde sıvı metali çekirdek olarak tutma zorluğundan dolayıdır. Malzeme Bil.ve Müh.Böl. - Metal Üretim Süreçleri 130
131 Çelik banyosunda üretilen akımlar banyonun hareket etmesini sağlar. Bu nedenle ilave edilen alaşım maddelerinin çok iyi bir şekilde karışması sağlanır. Ayrıca banyo ve cüruf arasında reaksiyonların vuku bulma imkânı doğar. Bu tip bir fırında hiçbir alevin bulunmaması, alaşım elementi kayıplarını en düşük seviyeye indirir. İndüksiyon fırını. Eritilen metaller arasında, demir, çelik, bakır, alüminyum ve değerli metalleri sayabiliriz. Çünkü, temiz ve temassız bir proses olup, vakum ve inert atmosferlerde de çalışılabilir. Vakum fırınları, hava ortamında ısıtıldığında oksitlenebilen özel çeliklerin ve diğer alaşımların indüksiyonla ergitilmesinde kullanılmaktadır. Malzeme Bil.ve Müh.Böl. - Metal Üretim Süreçleri 131
132 İndüksiyon fırını. Bir indüksiyon fırınından sıvı çeliğin boşaltılması. Malzeme Bil.ve Müh.Böl. - Metal Üretim Süreçleri 132
133 İndüksiyon ocakları frekansa göre de sınıflandırılır: Hat frekanslı indüksiyon ocakları: 50 Hz Düşük frekanslı indüksiyon ocakları: Hz Orta frekanslı indüksiyon ocakları: Hz Yüksek frekanslı indüksiyon ocakları: 600 Hz den yukarı Orta ve daha düşük frekanslı ocaklar, tutma (sıvı madeni bekletme ve alaşım ayarlama) ocağı olarak kullanılır. Yüksek frekanslı ocaklar ise ilk ergitme ocağı olarak kullanılmaktadır. Bu ocaklarda ergitme süresi çok daha kısadır. Elektro-çelik yönteminin belli başlı avantajları aşağıda verilmiştir: a) Elektrikli fırınlarda oksitleyici alev bulunmadığından alaşım elementlerinin yanma oranı düşük olur. Bu nedenle alaşımlı çeliklerin üretilmesinde ekonomik yararlar sağlar. b) Sıcaklık ve atmosfer kolay kontrol edilebilir. c) Oksitleyici ve indirgeyici cüruf oluşturma olanakları mevcut olduğundan bu yöntemle temiz çelik üretilebilir. d) İstenildiğinde birkaç kez cüruf yapılabilir. Malzeme Bil.ve Müh.Böl. - Metal Üretim Süreçleri 133
134 6. ÇELİĞİN DÖKÜLMESİ: 6.1. Kokil Döküm: Çeliğin tıkaçlı potalara akıtılmasından sonra bu potadan cürufsuz olarak kokiller içerisine döküm yapılır. Kokiller, kır dökme demirden yapılmış kalın cidarlı kaplardır. Çeliğe dökümden sonra uygulanacak işlemlerin cinsine göre, kokiller ton hacmindedirler. Alaşımlı çelikler, kütle çeliklerine göre daha küçük bloklar halinde az miktarlarda dökülürler. Tıkaçlı sıvı çelik toplama potaları ve kokil takımı. 1- Kokil arabası, 2- Kokil, 3- Yolluk, 4- Tıkaçlı pota, 5- Tıkaç çubuğunun kaldırılıp indirilmesini sağlayan kol, 6- Vinç kancası. Malzeme Bil.ve Müh.Böl. - Metal Üretim Süreçleri 134
135 Kokil kalıba döküm. Malzeme Bil.ve Müh.Böl. - Metal Üretim Süreçleri 135
136 Üstten döküm, daha çok küçük bloklarda ve Thomas çeliklerinde uygulanır. Sıvı çelik kokil içerisine yukarıdan dökülür. Alttan döküm, sıvı çeliğin kokil içerisine yolluklar vasıtası ile alttan dökülmesi şeklindedir. Bu tip dökümde (bkz. Şekil) metalik olmayan parçaların yukarı çıkması sağlanarak daha pürüzsüz bir yüzey elde edilir. Yollukların her döküm sonunda ateşe dayanıklı refrakter malzeme ile sıvanması gerektiğinden, alttan döküm daha fazla işçilik ister. Büyüklüklerine göre iki, dört veya altı kokil aynı anda tek bir düşey yolluktan beslenir. Bu kokiller bir gurup oluştururlar Sürekli Döküm: Bu işlem için sıvı çelik, tabanı olmayan ve su soğutmalı bir bakır kokil içerisine dökülür. Kokilin alt ucundan katı halde sürekli olarak çıkan çelik, haddeleme tertibatları ile devamlı olarak sabit hızda çekilir. Oluşan kızgın blok soğutulur ve hareketli kesiciler ile belirli uzunluklarda kesilir. Bu usul, VLW - Su ile soğutmalı döküm usulü (VLW=Birleşik Hafif Metal Fabrikaları) adı altında alüminyum endüstrisinde geliştirilmiştir. Usulün alüminyuma göre daha yüksek sıcaklıklarda ergiyen çeliğe uygulanması birçok zorlukları da beraberinde getirmiştir. Kokilin aşınması, blokun kopması veya yapıştırılması, kötü bir yüzey gibi. Bugün, bu problemlerin çoğu halledilmiştir. Malzeme Bil.ve Müh.Böl. - Metal Üretim Süreçleri 136
137 Blokun düşey olarak çekilmesi halinde, tesislerde yüksek yapılara (24-28 m) ihtiyaç duyulduğundan, blok bir makara üzerinden yatay duruma getirilir. Bu şekilde 10 m yükseklikteki bir yapıda sürekli döküm yapılabilmektedir. Daha yüksek verimli çalışmalar çok sayıda sürekli dökümün bir arada yapılması ile gerçekleşir. Almanya daki modern bir tesiste 280 mm x 280 mm boyutunda 8 adet blok veya 1500 mm x 200 mm boyutunda 4 adet blok aynı anda dökülebilmektedir. Sürekli döküm hızı m/dak civarında olup, 100 ton/saat verim ile çalışmaktadır. Sürekli dökümün avantajları: Şunlardan ekonomi sağlanır: Kokilin hazırlanması ve tek tek döküm, blokların kokillerden çıkartılması, haddeleme işi ve buna bağlı olan tesisler, kokil ve blok vagonu, blok çıkarma odaları ve vinç, ağır blok taşıma yolları. Blok segregasyonu önlenmiş olur. Dökümden kesilen kısımların miktarı azalır. İşe yarar ürün miktarı %92-96 ya çıkar. Sürekli döküm tesisleri pahalı olmasına rağmen, ekonomikliği bakımından birçok avantaja sahiptir. Malzeme Bil.ve Müh.Böl. - Metal Üretim Süreçleri 137
138 Pota Metalurjisi: 1980 li yıllarda pota metalurjisi tekniği kullanılarak düşük oksijen ve kükürt ve bu nedenle de düşük inklüzyon içerikli temiz çelikler üretmede oldukça iyileşmeler sağlanmıştır. Geliştirilmiş arındırma işlemleri bazik oksijen veya elektrik ark fırınlarından boşaltılan potadaki sıvı çelikte yapılır. Bu arındırma işlemlerini çelik üretim firmalarının dışında uygulamakla çelik üretme zamanından ve akıcılardan tasarruf edilir. Potanın içinde, bazı arındırma işlemleri (örneğin kükürt giderme, atmosferi azaltmayı gerektirmektedir) gibi işlemlerin daha iyi kontrolü sağlanmaktadır. Vakumla gazdan arındırma pota içindeki çelikle de mümkündür. Şekil de eriyik metali karıştırmak için batırılmış argon gaz borulu bir çelik potasının şeması görülmektedir. Argon gaz borulu bir potada eriyik metalin karıştırılması. Malzeme Bil.ve Müh.Böl. - Metal Üretim Süreçleri 138
139 Özel pota metalurjisi tekniği kullanmakla aşağıdakiler başarılabilir: 1. Geliştirilmiş sıcaklık kontrolü. Çelik sıcaklığı batırılmış (daldırılmış) ısıtma elektrotları veya alüminyum ilaveleri kullanılarak sürekli döküm için ideal bir sıcaklığa yükseltilebilir. 2. Kompozisyon homojenizasyonu. Eriyik çeliği argon gazı ile karıştırma çeliğin kimyasal kompozisyonunu daha homojen hale getirebilir. 3. İyileştirilmiş dezoksidasyon. Eriyik çeliğin dezoksidasyonu amacıyla oksijeni uzaklaştırmak için yeterli miktarda alüminyum ilave etmekle dezoksidasyonun yakın kontrolü sağlanabilir. Sürekli çelik döküm mamulünün yüzeyine yakın yerlerde üfleme ve küçük boşluk oluşumlarını önlemek için tamamen dezokside edilmelidir. 4. Daha etkili metotlar, alaşım elementleri ilave etme ve çeliğin son kimyasal kompozisyonunu kontrol etmek için uygulanabilir. 5. Kükürt giderme. Potada bir sentetik cüruf örtmeli indirgeme şartları kullanmakla kükürt içerikleri çok düşük seviyelere düşürülebilir ve inklüzyonlar çeliğin yüzeyinden cürufun içine yüzdürülebilir. 6. Geri kalan sülfit ve oksit inklüzyonlarının şekli, kalsiyum ve nadir toprak ilaveleri ile kontrol edilebilir. Malzeme Bil.ve Müh.Böl. - Metal Üretim Süreçleri 139
140 Vakum Arındırma Yakın geçmişte pota metalurjisi ile vakum arındırmanın bir araya konması, aşağıdaki nedenlerle açıklanabilir: 1. Yaklaşık %0.002 içerikli oldukça düşük karbonlu çelikler üretilebilir. Çok düşük karbon ve azot seviyeli levha çelikler sürekli tavlanabilir ve halen çok derin çekme uygulamaları için yüksek şekillendirilebilirliğe sahiptir. 2. Çok düşük hidrojen içerikleri hidrojen soyulması ve gözenekliliği azaltmakla elde edilebilir. ABD de 1991 de en yaygın kullanılan vakum arındırma sistemi RH-OB (Ruhrstarh-Heraeus-Oksijen üfleme) Şekil de şematik olarak gösterilen sistemdir. RH-OB işleminde iki bacak (veya snorkeller) pota içerisindeki eriyik çeliğe gömülür. Argon gazı, işlem için metalin RH ünitesine pompalanması amacıyla üst bacağına gönderilir. Oksijen birimleri aşağıdaki reaksiyonla eriyik demirin karbon içeriğini çok düşük düzeye düşürmek için RH çemberine gönderilir. Çelik daha sonra RH ünitesinin aşağı bacağına geri döndürülür ve yeniden dolaştırılır. Malzeme Bil.ve Müh.Böl. - Metal Üretim Süreçleri 140
141 RH sisteminde düşük karbonlu çelik üretilirken çeliğin hidrojen içeriği de yaklaşık yarı yarıya azaltılır. C (çelik) + O CO (gaz) Eriyik çelik için RH-OB vakum arındırma sisteminin şeması. Malzeme Bil.ve Müh.Böl. - Metal Üretim Süreçleri 141
142 Daha önce de bahsedildiği gibi çoğu çelikler genelde bazik oksijen veya elektrik ark işlemleri ile üretilir ve eriyik durumunda büyük potalara nakledilir. Çelik potada işlemlendirildikten sonra uzun ingotlara sürekli dökülür. Bunlar periyodik olarak istenen boylara kesilir veya sabit ingot kalıplarına dökülür de Amerika Birleşik Devletleri nde üretilen çeliğin %75 i sürekli olarak dökülmüştür. Sürekli dökümde, eriyik demir potası bir döküm makinesinin üzerindeki (yan Şekil) yükseltilmiş döküm platformuna nakledilir. Eriyik çelik, tundish olarak adlandırılan dikdörtgen haznelere aktarılır. Bunlar, çelik için depo olarak görev yapar (Şekil-diğer sayfa). Çelik için sürekli döküm makinesinin şematik kesiti. Malzeme Bil.ve Müh.Böl. - Metal Üretim Süreçleri 142
143 Tam ergiyik demir tundishin dibindeki memeden, yavaşça indirilen hareket edebilen tabanlı su soğutmalı kalıplara dökülür. Eriyik demir kalıba girdiğinde metal, kalıp yüzeyinde katılaşır ve ince bir kabuk oluşur. İnce kabuk metal kalıbı geçtiğinde katılaşır. İngotun merkezinde kalan sıvı metal ingot kalıbı terk ettiğinde ingot üzerine soğuk su püskürtmekle katılaştırılır. Katı ham metal bir önceki Şekil de gösterildiği gibi sürekli uzun bir çelik levha üretmek için merdanelerle çekilir. Çelik için devamlı döküm sisteminin eriyik bölgesinin detayları. İNGOT: Kütük, çubuk, külçe veya blok halinde, ingot kalıbına dökülerek elde edilen, yeniden ergitme, dövme, haddeleme vb. işlemler uygulanmamış metal veya alaşım kitlesi. Malzeme Bil.ve Müh.Böl. - Metal Üretim Süreçleri 143
144 Sürekli döküm makinesi. Malzeme Bil.ve Müh.Böl. - Metal Üretim Süreçleri 144
145 YATAY DİK EĞİMLİ ŞERİT DÖKÜM Sürekli döküm metotları. Malzeme Bil.ve Müh.Böl. - Metal Üretim Süreçleri 145


146 Çubuk Sürekli döküm ürünlerine örnekler. Levha Folyo Malzeme Bil.ve Müh.Böl. - Metal Üretim Süreçleri 146
147 Bireysel ingotlardan sürekli döküme yaygın olarak geçiş, çoğu çelik tipleri için sürekli döküm işleminin çok daha avantajlı olduğunu göstermektedir. Sürekli döküm işlemi düşük maliyet, iyileştirilmiş mamul kalitesi, arttırılmış üretim, enerji tasarrufu ve az kirlenme avantajlarına sahiptir. Metalurji kalitesindeki iyileşmeler metalurjik yapının kimyasal kompozisyonunda az değişikliği içermektedir. Sürekli döküm levha kesiti boyunca karbon, kükürt ve alaşım elementlerinin iyileştirilmiş homojenizasyonuna ilaveten levha boyunca da çok az değişiklik vardır. Modern sürekli dökümde, döküm levhanın yüzey kalitesi, kırışık ve kabuk gibi yüzey hataları konusunda bireysel ingotlardan haddelenmiş yarı bitirilmiş şekillere göre daha üstündür. Bu nedenle iyileştirilmiş daha üniform bitirilmiş mamül, birkaç iç ve yüzey hataları ile kazanılabilir. Sürekli dökümden kullanılabilir çelik üretimi, bireysel döküm ingotlardan daha fazladır. Çünkü sürekli döküm levhalarının uçlarını kesmek gereksizdir. Ön ısıtma fırınındaki ingotu ısıtmakla ilgili oksitlenme kaybı da sürekli dökümle önlenebilir. Yüksek enerji maliyeti, ingotu ön ısıtma ve ilk haddeleme operasyonunun kaldırılması nedeniyle sürekli dökümle enerji tasarrufu sağlanmıştır. Sürekli döküm levhalarının kalınlığı bireysel ingotların yaklaşık yarısıdır ve bu nedenle daha az sıcak haddeleme gerekmektedir. Malzeme Bil.ve Müh.Böl. - Metal Üretim Süreçleri 147
148 Bireysel İngot Dökümler: ABD de bireysel ingot kalıplarına çeliğin dökümü, sıcak şekillendirme amacıyla çelik ingotlar üretmek için halen kullanılmaktadır. Bu işlemde dolu çelik pota raylı arabalar üzerinde dik olarak duran bireysel kalıplara dökmek üzere baş üstü kron vinçle hareket ettirilir. İngot kalıplar, çeliğin katılaşmadan sonra kolayca çıkması için hafifçe boşaltılır (Şekil). İngot kalıpların çıkarılmasından sonra, sıcak ingotlar, sıcak haddeleme amacıyla yeniden ısıtma için ön ısıtma fırınlarına nakledilir. Bugün ABD de çelik dökümün yaklaşık %25 i halen bireysel ingot kalıplarında dökülmektedir. İngot yapı tipleri: (a) Kaynar (gazlı), (b) Kapatılmış, (c) Yarı durgun (yarı öldürülmüş), (d) Durgun (öldürülmüş). Kaynar çeliklerde gaz boşluklarının dağılımına ve öldürülmüş çeliklerde çöküntü oyuklarına dikkat ediniz. Malzeme Bil.ve Müh.Böl. - Metal Üretim Süreçleri 148
149 Paslanmaz çelik ingotlar. Malzeme Bil.ve Müh.Böl. - Metal Üretim Süreçleri 149
150 İngot Yapı Tipleri Çelik bireysel sabit kalıplara döküldüğünde çeşitli tip yapılar, çeliğin katılaşma şartlarına bağlı olarak üretilebilirken (Şekil) üretilecek olan ingot yapısının tipi çeliğin son kullanımına bağlı olarak belirlenir. Çeliğin katılaşması sırasında, fazla gazlar çelikten atılır. Eriyik çeliğin içindeki oksijen FeO yapısı çelikteki karbonla aşağıdaki reaksiyona göre karbon monoksit üretmek için reaksiyona girer: FeO + C Fe + CO (gaz) Çelikler, bir sıcaklık aralığı üzerinde katılaştığı için, katılaşmamış sıvıdan çıkan gazlar sıvı-katı arayüzeyinde hapsolarak üfleme boşlukları oluşturur. Dökümden önce sıvı çelikte çözünen oksijen miktarı, alüminyum ve ferrosilisyum gibi oksijen giderici maddelerin ilavesi ile kontrol edilebilir. Katılaşma işlemi sırasında sıvı çelikte kalan başlıca oksijen ve gazların miktarına bağlı olarak kaynar (gazlı), kapatılmış, yarı durgun (yarı öldürülmüş) ve durgun (öldürülmüş) ingot tipleri (Şekil) üretilebilir. Malzeme Bil.ve Müh.Böl. - Metal Üretim Süreçleri 150
151 Kaynar (Gazlı) İngot Yapı Kaynar çelikte, karbon monoksit (CO) ve karbondioksit gazlarının (CO 2 ) oluşması için çözünmüş oksijen ve karbon reaksiyon işlemlerine saf demir nispeten ağır gaz boşluklardan arındırılana kadar izin verilir. İngotun içi farklı boyut ve şekilde üfleme boşlukları yapısında gaz boşlukları içerir. Sıcak haddeleme esnasında bu boşluklar yüzey kalitesi iyi levha ve plaka üretmek için birleştirilerek kapatılır. Kaynar davranışı çeliğin karbon içeriğini düşürür ve ingotun tepesine ve merkezine doğru karbon, kükürt ve fosfor segregasyonuna neden olur. Ametallerin segregasyonu, levhadan levhaya kompozisyon ve mekanik özelliklerde değişime neden olur. Kaynar çeliklerin üretimi ucuzdur. Çünkü ingotların üst kısmı büyük çöküntü boşlukları içermez. Bunun anlamı üretimin fazla olması demektir. Kapatılmış İngot Yapı Kapatılmış çeliklerde kaynarlık reaksiyonu kimyasal veya mekanik olarak durdurulur (Şekil b). Kimyasal olarak kapatılmış çelikler kalıplara boşaltılır ve 1.3 dakika için kaynamaya izin verilir ve daha sonra reaksiyon üste alüminyum veya ferrosilisyum ilavesiyle durdurulur. Malzeme Bil.ve Müh.Böl. - Metal Üretim Süreçleri 151
152 Mekaniksel kapamada ağır bir dökme demir kepi, boşaltma durdurulur durdurulmaz üst açıklığı kapatmak için kullanılır. Gaz yükselmesi metal kepe çarptığından yükseltilen basınçtan dolayı durdurulur. Yarı Durgun (Yarı Öldürülmüş) İngot Yapı Tipik bir yarı durgun ingot yapı Şekil c de gösterilmiştir. Bu tip ingotta katılaşma sırasında sadece az miktarda gazın yükselmesi sağlanır. Katılaşmadan kaynaklanan hacimce çekilmeyi telafi etmek için sadece küçük miktarda gaz boşluklarına izin verilir. Durgun (Öldürülmüş) İngot Yapı Pota veya kalıptaki eriyik metale alüminyum ve silisyum ilavesi gaz reaksiyonunu durdurduğu için alüminyumla öldürülmüş çeliklerde gaz yükselmez ve ingotun tepesinde bir çöküntü boşluğu oluşmaz (Şekil d). Alüminyumla öldürülmüş çelikler, yoğun biçimlendirme veya derin çekmeye maruz kalacak ve de kullanılmadan önce uzun süre için depolanacak olan soğuk haddelenmiş saclar için yaygın olarak kullanılır. Bu çelikler, minimum yaşlandırma gösterir ve çok ince bir tane yapısına sahiptir. Öldürülmüş çeliklerin kompozisyonu gaz reaksiyonu olmadığı için kaynar çeliklerden daha üniformdur. Malzeme Bil.ve Müh.Böl. - Metal Üretim Süreçleri 152

153 Derin Çekme Nedir? 1. Yuvarlak saç tan üç boyutlu derin bir kap elde etme işlemidir. Bu işlemde zımba ve kalıp kullanılır. 2. Yırtılma olmasın diye zımba ve kalıp köşeleri radyüslüdür. 3. Derin çekme işleminde saç kalınlığında büyük değişiklik olmaz. 4. Elde edilen ürünün tabanı düzdür. Derin çekme yöntemi. Malzeme Bil.ve Müh.Böl. - Metal Üretim Süreçleri 153
Kimya EğitimiE. Ders Sorumlusu Prof. Dr. Đnci MORGĐL
 Kimya EğitimiE Ders Sorumlusu Prof. Dr. Đnci MORGĐL Konu:Metallerin Reaksiyonları Süre: 4 ders saati Metallerin Su Đle Reaksiyonları Hedef : Metallerin su ile verdikleri reaksiyonları kavratabilmek. Davranışlar:
Kimya EğitimiE Ders Sorumlusu Prof. Dr. Đnci MORGĐL Konu:Metallerin Reaksiyonları Süre: 4 ders saati Metallerin Su Đle Reaksiyonları Hedef : Metallerin su ile verdikleri reaksiyonları kavratabilmek. Davranışlar:
Yrd. Doç. Dr. H. Hasan YOLCU. hasanyolcu.wordpress.com
 Yrd. Doç. Dr. H. Hasan YOLCU hasanyolcu.wordpress.com En az iki atomun belli bir düzenlemeyle kimyasal bağ oluşturmak suretiyle bir araya gelmesidir. Aynı atomda olabilir farklı atomlarda olabilir. H 2,
Yrd. Doç. Dr. H. Hasan YOLCU hasanyolcu.wordpress.com En az iki atomun belli bir düzenlemeyle kimyasal bağ oluşturmak suretiyle bir araya gelmesidir. Aynı atomda olabilir farklı atomlarda olabilir. H 2,
Atomlar ve Moleküller
 Atomlar ve Moleküller Madde, uzayda yer işgal eden ve kütlesi olan herşeydir. Element, kimyasal tepkimelerle başka bileşiklere parçalanamayan maddedir. -Doğada 92 tane element bulunmaktadır. Bileşik, belli
Atomlar ve Moleküller Madde, uzayda yer işgal eden ve kütlesi olan herşeydir. Element, kimyasal tepkimelerle başka bileşiklere parçalanamayan maddedir. -Doğada 92 tane element bulunmaktadır. Bileşik, belli
ELEKTRONLARIN DİZİLİMİ, KİMYASAL ÖZELLİKLERİ VE
 ELEKTRONLARIN DİZİLİMİ, KİMYASAL ÖZELLİKLERİ VE ELEMENTLER ELEMENTLER METALLER AMETALLER SOYGAZLAR Hiçbir kimyasal ayırma yöntemi ile kendinden daha basit maddelere ayrıştırılamayan saf maddelere element
ELEKTRONLARIN DİZİLİMİ, KİMYASAL ÖZELLİKLERİ VE ELEMENTLER ELEMENTLER METALLER AMETALLER SOYGAZLAR Hiçbir kimyasal ayırma yöntemi ile kendinden daha basit maddelere ayrıştırılamayan saf maddelere element
Nadir ve Kıymetli Metaller Metalurjisi. Y.Doç.Dr. Işıl KERTİ
 Nadir ve Kıymetli Metaller Metalurjisi Y.Doç.Dr. Işıl KERTİ Ders içeriği 1. Giriş ve Periyodik cetvel 2. Kıymetli Metaller (Ag, Au, Pt, ) 3. Kıymetli Metaller (Ag, Au, Pt, ) 4. Kıymetli Metaller (Ag, Au,
Nadir ve Kıymetli Metaller Metalurjisi Y.Doç.Dr. Işıl KERTİ Ders içeriği 1. Giriş ve Periyodik cetvel 2. Kıymetli Metaller (Ag, Au, Pt, ) 3. Kıymetli Metaller (Ag, Au, Pt, ) 4. Kıymetli Metaller (Ag, Au,
PERİYODİK CETVEL
 BÖLÜM4 W Periyodik cetvel, elementlerin atom numaraları esas alınarak düzenlenmiştir. Bu düzenlemede, kimyasal özellikleri benzer olan (değerlik elektron sayıları aynı) elementler aynı düşey sütunda yer
BÖLÜM4 W Periyodik cetvel, elementlerin atom numaraları esas alınarak düzenlenmiştir. Bu düzenlemede, kimyasal özellikleri benzer olan (değerlik elektron sayıları aynı) elementler aynı düşey sütunda yer
ELEMENTLER VE SEMBOLLERİ
 ELEMENTLER VE SEMBOLLERİ MADDE SAF MADDE ELEMENT BİLEŞİK KARIŞIM HOMOJEN KARIŞIM HETEROJEN KARIŞIM SAF MADDE: Kendisinden başka madde bulundur-mayan maddelere denir. ELEMENT: İçerisinde tek cins atom bulunduran
ELEMENTLER VE SEMBOLLERİ MADDE SAF MADDE ELEMENT BİLEŞİK KARIŞIM HOMOJEN KARIŞIM HETEROJEN KARIŞIM SAF MADDE: Kendisinden başka madde bulundur-mayan maddelere denir. ELEMENT: İçerisinde tek cins atom bulunduran
Paylaşılan elektron ya da elektronlar, her iki çekirdek etrafında dolanacaklar, iki çekirdek arasındaki bölgede daha uzun süre bulundukları için bu
 4.Kimyasal Bağlar Kimyasal Bağlar Aynı ya da farklı cins atomları bir arada tutan kuvvetlere kimyasal bağlar denir. Pek çok madde farklı element atomlarının birleşmesiyle meydana gelmiştir. İyonik bağ
4.Kimyasal Bağlar Kimyasal Bağlar Aynı ya da farklı cins atomları bir arada tutan kuvvetlere kimyasal bağlar denir. Pek çok madde farklı element atomlarının birleşmesiyle meydana gelmiştir. İyonik bağ
MADDENİN YAPISI VE ÖZELLİKLERİ ATOM
 MADDENİN YAPISI VE ÖZELLİKLERİ ATOM ATOMUN YAPISI Elementlerin tüm özelliğini gösteren en küçük parçasına atom denir. Atomu oluşturan parçacıklar farklı yüklere sa-hiptir. Atomda bulunan yükler; negatif
MADDENİN YAPISI VE ÖZELLİKLERİ ATOM ATOMUN YAPISI Elementlerin tüm özelliğini gösteren en küçük parçasına atom denir. Atomu oluşturan parçacıklar farklı yüklere sa-hiptir. Atomda bulunan yükler; negatif
ATOMLAR ARASI BAĞLAR Doç. Dr. Ramazan YILMAZ
 ATOMLAR ARASI BAĞLAR Doç. Dr. Ramazan YILMAZ Sakarya Üniversitesi, Teknoloji Fakültesi, Metalurji ve Malzeme Mühendisliği Bölümü Esentepe Kampüsü, 54187, SAKARYA Atomlar Arası Bağlar 1 İyonik Bağ 2 Kovalent
ATOMLAR ARASI BAĞLAR Doç. Dr. Ramazan YILMAZ Sakarya Üniversitesi, Teknoloji Fakültesi, Metalurji ve Malzeme Mühendisliği Bölümü Esentepe Kampüsü, 54187, SAKARYA Atomlar Arası Bağlar 1 İyonik Bağ 2 Kovalent
PERİYODİK SİSTEM VE ELEKTRON DİZİLİMLERİ#6
 PERİYODİK SİSTEM VE ELEKTRON DİZİLİMLERİ#6 Periyodik sistemde yatay sıralara Düşey sütunlara.. adı verilir. 1.periyotta element, 2 ve 3. periyotlarda..element, 4 ve 5.periyotlarda.element 6 ve 7. periyotlarda
PERİYODİK SİSTEM VE ELEKTRON DİZİLİMLERİ#6 Periyodik sistemde yatay sıralara Düşey sütunlara.. adı verilir. 1.periyotta element, 2 ve 3. periyotlarda..element, 4 ve 5.periyotlarda.element 6 ve 7. periyotlarda
Nötr (yüksüz) bir için, çekirdekte kaç proton varsa çekirdeğin etrafındaki yörüngelerde de o kadar elektron dolaşır.
 bir için, çekirdekte kaç proton varsa çekirdeğin etrafındaki yörüngelerde de o kadar elektron dolaşır.") ATOM ve YAPISI Elementin özelliğini taşıyan en küçük parçasına denir. Atom Numarası Bir elementin unda bulunan proton sayısıdır. Protonlar (+) yüklü olduklarından pozitif yük sayısı ya da çekirdek yükü
ATOM ve YAPISI Elementin özelliğini taşıyan en küçük parçasına denir. Atom Numarası Bir elementin unda bulunan proton sayısıdır. Protonlar (+) yüklü olduklarından pozitif yük sayısı ya da çekirdek yükü
İNŞAAT MALZEME BİLGİSİ
 İNŞAAT MALZEME BİLGİSİ Prof. Dr. Metin OLGUN Ankara Üniversitesi Ziraat Fakültesi Tarımsal Yapılar ve Sulama Bölümü HAFTA KONU 1 Giriş, yapı malzemelerinin önemi 2 Yapı malzemelerinin genel özellikleri,
İNŞAAT MALZEME BİLGİSİ Prof. Dr. Metin OLGUN Ankara Üniversitesi Ziraat Fakültesi Tarımsal Yapılar ve Sulama Bölümü HAFTA KONU 1 Giriş, yapı malzemelerinin önemi 2 Yapı malzemelerinin genel özellikleri,
BÖLÜM 2 ATOMİK YAPI İÇERİK. Atom yapısı. Bağ tipleri. Chapter 2-1
 BÖLÜM 2 ATOMİK YAPI İÇERİK Atom yapısı Bağ tipleri 1 Atomların Yapıları Atomlar başlıca üç temel atom altı parçacıktan oluşur; Protonlar (+ yüklü) Nötronlar (yüksüz) Elektronlar (-yüklü) Basit bir atom
BÖLÜM 2 ATOMİK YAPI İÇERİK Atom yapısı Bağ tipleri 1 Atomların Yapıları Atomlar başlıca üç temel atom altı parçacıktan oluşur; Protonlar (+ yüklü) Nötronlar (yüksüz) Elektronlar (-yüklü) Basit bir atom
MADDE NEDİR? Çevremize baktığımızda gördüğümüz her şey örneğin, dağlar, denizler, ağaçlar, bitkiler, hayvanlar ve hava birer maddedir.
 MADDE NEDİR? Çevremize baktığımızda gördüğümüz her şey örneğin, dağlar, denizler, ağaçlar, bitkiler, hayvanlar ve hava birer maddedir. Her maddenin bir kütlesi vardır ve bu tartılarak bulunur. Ayrıca her
MADDE NEDİR? Çevremize baktığımızda gördüğümüz her şey örneğin, dağlar, denizler, ağaçlar, bitkiler, hayvanlar ve hava birer maddedir. Her maddenin bir kütlesi vardır ve bu tartılarak bulunur. Ayrıca her
ATOMİK YAPI. Elektron Yükü=-1,60x10-19 C Proton Yükü=+1,60x10-19 C Nötron Yükü=0
 ATOMİK YAPI Elektron Yükü=-1,60x10-19 C Proton Yükü=+1,60x10-19 C Nötron Yükü=0 Elektron Kütlesi 9,11x10-31 kg Proton Kütlesi Nötron Kütlesi 1,67x10-27 kg Bir kimyasal elementin atom numarası (Z) çekirdeğindeki
ATOMİK YAPI Elektron Yükü=-1,60x10-19 C Proton Yükü=+1,60x10-19 C Nötron Yükü=0 Elektron Kütlesi 9,11x10-31 kg Proton Kütlesi Nötron Kütlesi 1,67x10-27 kg Bir kimyasal elementin atom numarası (Z) çekirdeğindeki
Element atomlarının atom ve kütle numaraları element sembolleri üzerinde gösterilebilir. Element atom numarası sembolün sol alt köşesine yazılır.
 Atom üç temel tanecikten oluşur. Bunlar proton, nötron ve elektrondur. Proton atomun çekirdeğinde bulunan pozitif yüklü taneciktir. Nötron atomun çekirdeğin bulunan yüksüz taneciktir. ise çekirdek etrafında
Atom üç temel tanecikten oluşur. Bunlar proton, nötron ve elektrondur. Proton atomun çekirdeğinde bulunan pozitif yüklü taneciktir. Nötron atomun çekirdeğin bulunan yüksüz taneciktir. ise çekirdek etrafında
ATOMİK YAPI. Elektron Yükü=-1,60x10-19 C Proton Yükü=+1,60x10-19 C Nötron Yükü=0
 ATOMİK YAPI Atom, birkaç türü birleştiğinde çeşitli molekülleri, bir tek türü ise bir kimyasal öğeyi oluşturan parçacıktır. Atom, elementlerin özelliklerini taşıyan en küçük yapı birimi olup çekirdekteki
ATOMİK YAPI Atom, birkaç türü birleştiğinde çeşitli molekülleri, bir tek türü ise bir kimyasal öğeyi oluşturan parçacıktır. Atom, elementlerin özelliklerini taşıyan en küçük yapı birimi olup çekirdekteki
Günümüzde bilinen 117 element olmasına rağmen (92 tanesi doğada bulunur) bu elementler farklı sayıda ve şekilde birleşerek ve etkileşerek farklı
 bu elementler farklı sayıda ve şekilde birleşerek ve etkileşerek farklı") Günümüzde bilinen 117 element olmasına rağmen (92 tanesi doğada bulunur) bu elementler farklı sayıda ve şekilde birleşerek ve etkileşerek farklı kimyasal özelliklere sahip milyonlarca yani madde yani bileşik
Günümüzde bilinen 117 element olmasına rağmen (92 tanesi doğada bulunur) bu elementler farklı sayıda ve şekilde birleşerek ve etkileşerek farklı kimyasal özelliklere sahip milyonlarca yani madde yani bileşik
Periyodik Tablo(sistem)
") Periyodik Tablo(sistem) Geçmişten Günümüze Periyodik Tablo Bilim adamları elementlerin sayısı arttıkça bunları benzer özelliklerine göre sıralamaya çalışmışlardır.(bunu süpermarketlerdeki ürünlerin dizilişlerine
Periyodik Tablo(sistem) Geçmişten Günümüze Periyodik Tablo Bilim adamları elementlerin sayısı arttıkça bunları benzer özelliklerine göre sıralamaya çalışmışlardır.(bunu süpermarketlerdeki ürünlerin dizilişlerine
PERİYODİK CETVEL Mendeleev Henry Moseley Glenn Seaborg
 PERİYODİK CETVEL Periyodik cetvel elementleri sınıflandırmak için hazırlanmıştır. İlkperiyodik cetvel Mendeleev tarafından yapılmıştır. Mendeleev elementleri artan kütle numaralarına göre sıralamış ve
PERİYODİK CETVEL Periyodik cetvel elementleri sınıflandırmak için hazırlanmıştır. İlkperiyodik cetvel Mendeleev tarafından yapılmıştır. Mendeleev elementleri artan kütle numaralarına göre sıralamış ve
ÖĞRENME ALANI : MADDE VE DEĞİŞİM ÜNİTE 4 : MADDENİN YAPISI VE ÖZELLİKLERİ
 ÖĞRENME ALANI : MADDE VE DEĞİŞİM ÜNİTE 4 : MADDENİN YAPISI VE ÖZELLİKLERİ E BİLEŞİKLER VE FRMÜLLERİ (4 SAAT) 1 Bileşikler 2 Bileşiklerin luşması 3 Bileşiklerin Özellikleri 4 Bileşik Çeşitleri 5 Bileşik
ÖĞRENME ALANI : MADDE VE DEĞİŞİM ÜNİTE 4 : MADDENİN YAPISI VE ÖZELLİKLERİ E BİLEŞİKLER VE FRMÜLLERİ (4 SAAT) 1 Bileşikler 2 Bileşiklerin luşması 3 Bileşiklerin Özellikleri 4 Bileşik Çeşitleri 5 Bileşik
MADDENİN YAPISI ve ÖZELLİKLERİ
 MADDENİN YAPISI ve ÖZELLİKLERİ ÜNİTE : MADDENİN YAPISI ve Üniteye Giriş ÖZELLİKLERİ Her madde kendinden küçük atomlardan oluşmuştur. Ancak her madde aynı atomlardan oluşmamıştır. Maddeyi oluşturan atomlar
MADDENİN YAPISI ve ÖZELLİKLERİ ÜNİTE : MADDENİN YAPISI ve Üniteye Giriş ÖZELLİKLERİ Her madde kendinden küçük atomlardan oluşmuştur. Ancak her madde aynı atomlardan oluşmamıştır. Maddeyi oluşturan atomlar
maddelere saf maddeler denir
 Madde :Kütlesi olan her şeye madde denir. Saf madde: Aynı cins atom veya moleküllerden oluşan maddeye denir. Fiziksel yollarla kendisinden başka maddelere ayrışmayan maddelere saf maddeler denir Element:
Madde :Kütlesi olan her şeye madde denir. Saf madde: Aynı cins atom veya moleküllerden oluşan maddeye denir. Fiziksel yollarla kendisinden başka maddelere ayrışmayan maddelere saf maddeler denir Element:
Serüveni 2.ÜNİTE:ATOM VE PERİYODİK SİSTEM. Elementlerin periyodik sistemdeki yerlerine göre sınıflandırılması
 Serüveni 2.ÜNİTE:ATOM VE PERİYODİK SİSTEM Elementlerin periyodik sistemdeki yerlerine göre sınıflandırılması METALLER Metaller doğada..atomlu halde ya da bileşikleri halinde bulunur. Oda sıcaklığında..hariç
Serüveni 2.ÜNİTE:ATOM VE PERİYODİK SİSTEM Elementlerin periyodik sistemdeki yerlerine göre sınıflandırılması METALLER Metaller doğada..atomlu halde ya da bileşikleri halinde bulunur. Oda sıcaklığında..hariç
Örnek : 3- Bileşiklerin Özellikleri :
 Bileşikler : Günümüzde bilinen 117 element olmasına rağmen (92 tanesi doğada bulunur) bu elementler farklı sayıda ve şekilde birleşerek ve etkileşerek farklı kimyasal özelliklere sahip milyonlarca yani
Bileşikler : Günümüzde bilinen 117 element olmasına rağmen (92 tanesi doğada bulunur) bu elementler farklı sayıda ve şekilde birleşerek ve etkileşerek farklı kimyasal özelliklere sahip milyonlarca yani
MADDENİN SINIFLANDIRILMASI
 MADDENİN SINIFLANDIRILMASI MADDE Saf madde Karışımlar Element Bileşik Homojen Karışımlar Heterojen Karışımlar ELEMENT Tek cins atomlardan oluşmuş saf maddeye element denir. ELEMENTLERİN ÖZELLİKLERİ Elementler
MADDENİN SINIFLANDIRILMASI MADDE Saf madde Karışımlar Element Bileşik Homojen Karışımlar Heterojen Karışımlar ELEMENT Tek cins atomlardan oluşmuş saf maddeye element denir. ELEMENTLERİN ÖZELLİKLERİ Elementler
PERİYODİK CETVEL-ÖSS DE ÇIKMIŞ SORULAR
 PERİODİK CETVEL-ÖSS DE ÇIKMIŞ SORULAR 1. Bir elementin periyodik cetveldeki yeri aşağıdakilerden hangisi ile belirlenir? A) Atom ağırlığı B) Değerliği C) Atom numarası D) Kimyasal özellikleri E) Fiziksel
PERİODİK CETVEL-ÖSS DE ÇIKMIŞ SORULAR 1. Bir elementin periyodik cetveldeki yeri aşağıdakilerden hangisi ile belirlenir? A) Atom ağırlığı B) Değerliği C) Atom numarası D) Kimyasal özellikleri E) Fiziksel
BİLEŞİKLER VE FORMÜLLERİ
 BİLEŞİKLER VE FORMÜLLERİ Bileşikler : Günümüzde bilinen 117 element olmasına rağmen (92 tanesi doğada bulunur). Bu elementler farklı sayıda ve şekilde birleşerek ve etkileşerek farklı kimyasal özelliklere
BİLEŞİKLER VE FORMÜLLERİ Bileşikler : Günümüzde bilinen 117 element olmasına rağmen (92 tanesi doğada bulunur). Bu elementler farklı sayıda ve şekilde birleşerek ve etkileşerek farklı kimyasal özelliklere
7. Sınıf Fen ve Teknoloji Dersi 4. Ünite: Madde ve Yapısı Konu: Elementler ve Sembolleri
 ÖĞRETĐM TEKNOLOJĐLERĐ VE MATERYAL GELĐŞĐMĐ 7. Sınıf Fen ve Teknoloji Dersi 4. Ünite: Madde ve Yapısı Konu: Elementler ve Sembolleri Çalışma Yaprağı Konu Anlatımı-Değerlendirme çalışma Yaprağı- Çözümlü
ÖĞRETĐM TEKNOLOJĐLERĐ VE MATERYAL GELĐŞĐMĐ 7. Sınıf Fen ve Teknoloji Dersi 4. Ünite: Madde ve Yapısı Konu: Elementler ve Sembolleri Çalışma Yaprağı Konu Anlatımı-Değerlendirme çalışma Yaprağı- Çözümlü
ATOM ve YAPISI Maddelerin gözle görülmeyen (bölünmeyen) en parçasına atom denir. Atom kendinden başka hiçbir fiziksel ya da kimyasal metotlarla
 en parçasına atom denir. Atom kendinden başka hiçbir fiziksel ya da kimyasal metotlarla") ATOM ve YAPISI Maddelerin gözle görülmeyen (bölünmeyen) en parçasına atom denir. Atom kendinden başka hiçbir fiziksel ya da kimyasal metotlarla kendinden farklı atomlara dönüşemezler. Atomda (+) yüklü
ATOM ve YAPISI Maddelerin gözle görülmeyen (bölünmeyen) en parçasına atom denir. Atom kendinden başka hiçbir fiziksel ya da kimyasal metotlarla kendinden farklı atomlara dönüşemezler. Atomda (+) yüklü
BÖLÜM 2 ATOMİK YAPI İÇERİK. Atom yapısı. Bağ tipleri. Chapter 2-1
 BÖLÜM 2 ATOMİK YAPI İÇERİK Atom yapısı Bağ tipleri 1 Atomların Yapıları Atomlar başlıca üç temel atom altı parçacıktan oluşur; Protonlar (+ yüklü) Nötronlar (yüksüz) Elektronlar (-yüklü) Basit bir atom
BÖLÜM 2 ATOMİK YAPI İÇERİK Atom yapısı Bağ tipleri 1 Atomların Yapıları Atomlar başlıca üç temel atom altı parçacıktan oluşur; Protonlar (+ yüklü) Nötronlar (yüksüz) Elektronlar (-yüklü) Basit bir atom
Element ve Bileşikler
 Element ve Bileşikler Aynı cins atomlardan oluşan, fiziksel ya da kimyasal yollarla kendinden daha basit ve farklı maddelere ayrılamayan saf maddelere element denir. Bir elementi oluşturan bütün atomların
Element ve Bileşikler Aynı cins atomlardan oluşan, fiziksel ya da kimyasal yollarla kendinden daha basit ve farklı maddelere ayrılamayan saf maddelere element denir. Bir elementi oluşturan bütün atomların
METALİK MALZEMELERİN GENEL KARAKTERİSTİKLERİ BAHAR 2010
 METALİK MALZEMELERİN GENEL KARAKTERİSTİKLERİ BAHAR 2010 WEBSİTE www2.aku.edu.tr/~hitit Dersler İÇERİK Metalik Malzemelerin Genel Karakteristiklerİ Denge diyagramları Ergitme ve döküm Dökme demir ve çelikler
METALİK MALZEMELERİN GENEL KARAKTERİSTİKLERİ BAHAR 2010 WEBSİTE www2.aku.edu.tr/~hitit Dersler İÇERİK Metalik Malzemelerin Genel Karakteristiklerİ Denge diyagramları Ergitme ve döküm Dökme demir ve çelikler
PERİYODİK CETVEL. Yanıt : D. www.kimyahocam.com. 3 Li : 1s2 2s 1 2. periyot 1A grubu. 16 S : 1s2 2s 2 2p 6 3s 2 3p 4 3.
 PERİODİK CETVEL Periyodik cetvel, elementlerin atom numaraları temel alınarak düzenlenmiş bir sistemdir. Periyodik cetvelde, nötr atomlarının elektron içeren temel enerji düzeyi sayısı aynı olan elementler
PERİODİK CETVEL Periyodik cetvel, elementlerin atom numaraları temel alınarak düzenlenmiş bir sistemdir. Periyodik cetvelde, nötr atomlarının elektron içeren temel enerji düzeyi sayısı aynı olan elementler
Atomlar birleştiği zaman elektron dağılımındaki değişmelerin bir sonucu olarak kimyasal bağlar meydana gelir. Üç çeşit temel bağ vardır:
 Atomlar birleştiği zaman elektron dağılımındaki değişmelerin bir sonucu olarak kimyasal bağlar meydana gelir. Üç çeşit temel bağ vardır: İyonik bağlar, elektronlar bir atomdan diğerine aktarıldığı zaman
Atomlar birleştiği zaman elektron dağılımındaki değişmelerin bir sonucu olarak kimyasal bağlar meydana gelir. Üç çeşit temel bağ vardır: İyonik bağlar, elektronlar bir atomdan diğerine aktarıldığı zaman
İKİ YADA DAHA FAZLA MADDENİN ÖZELLİKLERİNİ KAYBETMEDEN ÇEŞİTLİ ORANLARDA KARIŞMASI İLE OLUŞAN TOPLULUĞA KARIŞIM DENİR KARIŞIMLAR İKİ SINIFTA
 İKİ YADA DAHA FAZLA MADDENİN ÖZELLİKLERİNİ KAYBETMEDEN ÇEŞİTLİ ORANLARDA KARIŞMASI İLE OLUŞAN TOPLULUĞA KARIŞIM DENİR KARIŞIMLAR İKİ SINIFTA İNCELENİR Her tarafında aynı özelliği gösteren, tek bir madde
İKİ YADA DAHA FAZLA MADDENİN ÖZELLİKLERİNİ KAYBETMEDEN ÇEŞİTLİ ORANLARDA KARIŞMASI İLE OLUŞAN TOPLULUĞA KARIŞIM DENİR KARIŞIMLAR İKİ SINIFTA İNCELENİR Her tarafında aynı özelliği gösteren, tek bir madde
İKİ YADA DAHA FAZLA MADDENİN ÖZELLİKLERİNİ KAYBETMEDEN ÇEŞİTLİ ORANLARDA KARIŞMASI İLE OLUŞAN TOPLULUĞA KARIŞIM DENİR KARIŞIMLAR İKİ SINIFTA İNCELENİR
 KARIŞIMLAR İKİ YADA DAHA FAZLA MADDENİN ÖZELLİKLERİNİ KAYBETMEDEN ÇEŞİTLİ ORANLARDA KARIŞMASI İLE OLUŞAN TOPLULUĞA KARIŞIM DENİR KARIŞIMLAR İKİ SINIFTA İNCELENİR Her tarafında aynı özelliği gösteren, tek
KARIŞIMLAR İKİ YADA DAHA FAZLA MADDENİN ÖZELLİKLERİNİ KAYBETMEDEN ÇEŞİTLİ ORANLARDA KARIŞMASI İLE OLUŞAN TOPLULUĞA KARIŞIM DENİR KARIŞIMLAR İKİ SINIFTA İNCELENİR Her tarafında aynı özelliği gösteren, tek
2. HAMLE web:
 2. HAMLE Nötron sayısı İZOTOP ATOM 1-Proton sayıları... nötron ve kütle numaraları.. atomlardır. 2-İzotop atomların fiziksel özellikleri. 3-Nötr izotop atomlar kimyasal özellikleri. 4-İzotop atomlar aynı
2. HAMLE Nötron sayısı İZOTOP ATOM 1-Proton sayıları... nötron ve kütle numaraları.. atomlardır. 2-İzotop atomların fiziksel özellikleri. 3-Nötr izotop atomlar kimyasal özellikleri. 4-İzotop atomlar aynı
BMM 205 Malzeme Biliminin Temelleri
 BMM 205 Malzeme Biliminin Temelleri Atom Yapısı ve Atomlar Arası Bağlar Dr. Ersin Emre Ören Biyomedikal Mühendisliği Bölümü Malzeme Bilimi ve Nanoteknoloji Mühendisliği Bölümü TOBB Ekonomi ve Teknoloji
BMM 205 Malzeme Biliminin Temelleri Atom Yapısı ve Atomlar Arası Bağlar Dr. Ersin Emre Ören Biyomedikal Mühendisliği Bölümü Malzeme Bilimi ve Nanoteknoloji Mühendisliği Bölümü TOBB Ekonomi ve Teknoloji
Pik (Ham) Demir Üretimi
 Demir Üretimi") Pik (Ham) Demir Üretimi Çelik üretiminin ilk safhası pik demirin eldesidir. Pik demir için başlıca şu maddeler gereklidir: 1. Cevher: Demir oksit veya karbonatlardan oluşan, bir miktarda topraksal empüriteler
Pik (Ham) Demir Üretimi Çelik üretiminin ilk safhası pik demirin eldesidir. Pik demir için başlıca şu maddeler gereklidir: 1. Cevher: Demir oksit veya karbonatlardan oluşan, bir miktarda topraksal empüriteler
FZM 220. Malzeme Bilimine Giriş
 FZM 220 Yapı Karakterizasyon Özellikler İşleme Performans Prof. Dr. İlker DİNÇER Fakültesi, Fizik Mühendisliği Bölümü 1 Atomsal Yapı ve Atomlararası Bağ1 Ders Hakkında FZM 220 Dersinin Amacı Bu dersin
FZM 220 Yapı Karakterizasyon Özellikler İşleme Performans Prof. Dr. İlker DİNÇER Fakültesi, Fizik Mühendisliği Bölümü 1 Atomsal Yapı ve Atomlararası Bağ1 Ders Hakkında FZM 220 Dersinin Amacı Bu dersin
GENEL KİMYA. 4. Konu: Kimyasal türler, Kimyasal türler arasındaki etkileşimler, Kimyasal Bağlar
 GENEL KİMYA 4. Konu: Kimyasal türler, Kimyasal türler arasındaki etkileşimler, Kimyasal Bağlar Kimyasal Türler Doğada bulunan bütün maddeler tanecikli yapıdadır. Maddenin özelliğini gösteren küçük yapı
GENEL KİMYA 4. Konu: Kimyasal türler, Kimyasal türler arasındaki etkileşimler, Kimyasal Bağlar Kimyasal Türler Doğada bulunan bütün maddeler tanecikli yapıdadır. Maddenin özelliğini gösteren küçük yapı
ATOM BİLGİSİ Atom Modelleri
 1. Atom Modelleri BÖLÜM2 Maddenin atom adı verilen bir takım taneciklerden oluştuğu fikri çok eskiye dayanmaktadır. Ancak, bilimsel bir (deneye dayalı) atom modeli ilk defa Dalton tarafından ileri sürülmüştür.
1. Atom Modelleri BÖLÜM2 Maddenin atom adı verilen bir takım taneciklerden oluştuğu fikri çok eskiye dayanmaktadır. Ancak, bilimsel bir (deneye dayalı) atom modeli ilk defa Dalton tarafından ileri sürülmüştür.
7. Sınıf Fen ve Teknoloji
 KONU: Maddenin Yapısı ve Özellikleri Eski çağlarda yaşayan insanlar, doğada bulunan bütün maddelerin; Bir elementin bütün atomları birbirinin aynıdır. Farklı elementlerin atomları ise birbirinden farklıdır.
KONU: Maddenin Yapısı ve Özellikleri Eski çağlarda yaşayan insanlar, doğada bulunan bütün maddelerin; Bir elementin bütün atomları birbirinin aynıdır. Farklı elementlerin atomları ise birbirinden farklıdır.
Elementlerin büyük bir kısmı tabiatta saf hâlde bulunmaz. Çoğunlukla başka elementlerle bileşikler oluşturmuş şekilde bulunurlar.
 Elementlerin büyük bir kısmı tabiatta saf hâlde bulunmaz. Çoğunlukla başka elementlerle bileşikler oluşturmuş şekilde bulunurlar. Elementlerin bileşik oluşturma istekleri onların kararlı yapıya ulaşma
Elementlerin büyük bir kısmı tabiatta saf hâlde bulunmaz. Çoğunlukla başka elementlerle bileşikler oluşturmuş şekilde bulunurlar. Elementlerin bileşik oluşturma istekleri onların kararlı yapıya ulaşma
Serüveni 3. ÜNİTE KİMYASAL TÜRLER ARASI ETKİLEŞİM GÜÇLÜ ETKİLEŞİM. o İYONİK BAĞ o KOVALENT BAĞ o METALİK BAĞ
 Serüveni 3. ÜNİTE KİMYASAL TÜRLER ARASI ETKİLEŞİM GÜÇLÜ ETKİLEŞİM o İYONİK BAĞ o KOVALENT BAĞ o METALİK BAĞ KİMYASAL TÜR 1. İYONİK BAĞ - - Ametal.- Kök Kök Kök (+) ve (-) yüklü iyonların çekim kuvvetidir..halde
Serüveni 3. ÜNİTE KİMYASAL TÜRLER ARASI ETKİLEŞİM GÜÇLÜ ETKİLEŞİM o İYONİK BAĞ o KOVALENT BAĞ o METALİK BAĞ KİMYASAL TÜR 1. İYONİK BAĞ - - Ametal.- Kök Kök Kök (+) ve (-) yüklü iyonların çekim kuvvetidir..halde
ELEMENTLERİN SINIFLANDIRILMASI
 ELEMENTLERİN SINIFLANDIRILMASI Element: Aynı cins atomlardan oluşan saf maddelere element denir. Elementler sembollerle gösterilir. 7. Sınıfta 20 elementi görmüştük. Bu yirmi element şunlardı, Elementin
ELEMENTLERİN SINIFLANDIRILMASI Element: Aynı cins atomlardan oluşan saf maddelere element denir. Elementler sembollerle gösterilir. 7. Sınıfta 20 elementi görmüştük. Bu yirmi element şunlardı, Elementin
Ölçme Kontrol ve Otomasyon Sistemleri 1
 Ölçme Kontrol ve Otomasyon Sistemleri 1 Dr. Mehmet Ali DAYIOĞLU Ankara Üniversitesi Ziraat Fakültesi Tarım Makinaları ve Teknolojileri Mühendisliği Bölümü 1. Elektroniğe giriş Akım, voltaj, direnç, elektriksel
Ölçme Kontrol ve Otomasyon Sistemleri 1 Dr. Mehmet Ali DAYIOĞLU Ankara Üniversitesi Ziraat Fakültesi Tarım Makinaları ve Teknolojileri Mühendisliği Bölümü 1. Elektroniğe giriş Akım, voltaj, direnç, elektriksel
ELEMENTLERİN SEMBOLLERİ VE ATOM
 ELEMENT VE SEMBOLLERİ SAF MADDE: Kendisinden başka madde bulundurmayan maddelere denir. ELEMENT: İçerisinde tek cins atom bulunduran maddelere denir. Yani elementlerin yapı yaşı atomlardır. BİLEŞİK: En
ELEMENT VE SEMBOLLERİ SAF MADDE: Kendisinden başka madde bulundurmayan maddelere denir. ELEMENT: İçerisinde tek cins atom bulunduran maddelere denir. Yani elementlerin yapı yaşı atomlardır. BİLEŞİK: En
Öncelikle periyodik cetvelin bazı gruplarını inceleyelim:
 Yatay sütun Periyot : 7 tane periyot vardır Düşey Sütun Grup : 8 tane a grubu ve 8 tanede b grubu vardır. b grubu elementlerine geçiş elementleri denir. Öncelikle periyodik cetvelin bazı gruplarını inceleyelim:
Yatay sütun Periyot : 7 tane periyot vardır Düşey Sütun Grup : 8 tane a grubu ve 8 tanede b grubu vardır. b grubu elementlerine geçiş elementleri denir. Öncelikle periyodik cetvelin bazı gruplarını inceleyelim:
GENEL KİMYA. 4. Konu: Kimyasal türler, Kimyasal türler arasındaki etkileşimler, Kimyasal Bağlar
 GENEL KİMYA 4. Konu: Kimyasal türler, Kimyasal türler arasındaki etkileşimler, Kimyasal Bağlar Kimyasal Türler Doğada bulunan bütün maddeler tanecikli yapıdadır. Maddenin özelliğini gösteren küçük yapı
GENEL KİMYA 4. Konu: Kimyasal türler, Kimyasal türler arasındaki etkileşimler, Kimyasal Bağlar Kimyasal Türler Doğada bulunan bütün maddeler tanecikli yapıdadır. Maddenin özelliğini gösteren küçük yapı
INSA 283 MALZEME BİLİMİ. Giriş
 INSA 283 MALZEME BİLİMİ Giriş Malzeme Gereksinimi Bütün mühendislik bilim dallari malzeme ile yakindan iliskilidir. Mühendisler kullanacaklari malzemeyi çok iyi tanıyarak ve genis malzeme tayfi içinde
INSA 283 MALZEME BİLİMİ Giriş Malzeme Gereksinimi Bütün mühendislik bilim dallari malzeme ile yakindan iliskilidir. Mühendisler kullanacaklari malzemeyi çok iyi tanıyarak ve genis malzeme tayfi içinde
8.Sınıf Fen ve Teknoloji. KONU: Elementlerin Sınıflandırılması
 KONU: Elementlerin Sınıflandırılması Element: Aynı cins atomlardan oluşan saf maddelere element denir. Elementler sembollerle gösterilir. 7. Sınıfta 20 elementi görmüştük. Bu yirmi element şunlardı, Elementin
KONU: Elementlerin Sınıflandırılması Element: Aynı cins atomlardan oluşan saf maddelere element denir. Elementler sembollerle gösterilir. 7. Sınıfta 20 elementi görmüştük. Bu yirmi element şunlardı, Elementin
Elektronların Dağılımı ve Kimyasal Özellikleri
 Elektronların Dağılımı ve Kimyasal Özellikleri Helyum (2), neon (10), argon (18)in elektron dağılımları incelendiğinde Eğer bu üç elementin birer elektronu daha olsaydı, her birinde yeni bir katman oluşacaktı.
Elektronların Dağılımı ve Kimyasal Özellikleri Helyum (2), neon (10), argon (18)in elektron dağılımları incelendiğinde Eğer bu üç elementin birer elektronu daha olsaydı, her birinde yeni bir katman oluşacaktı.
FIRAT ÜNİVERSİTESİ TEKNOLOJİ FAKÜLTESİ METALURJİ VE MALZEME MÜHENDİSLİĞİ 3. SINIF EKSTRAKTİF METALURJİ DERSİ VİZE SINAV SORULARI CEVAP ANAHTARI
 FIRAT ÜNİVERSİTESİ TEKNOLOJİ FAKÜLTESİ METALURJİ VE MALZEME MÜHENDİSLİĞİ 3. SINIF EKSTRAKTİF METALURJİ DERSİ VİZE SINAV SORULARI CEVAP ANAHTARI ---------------------------------------Boşluk Doldurma Soru
FIRAT ÜNİVERSİTESİ TEKNOLOJİ FAKÜLTESİ METALURJİ VE MALZEME MÜHENDİSLİĞİ 3. SINIF EKSTRAKTİF METALURJİ DERSİ VİZE SINAV SORULARI CEVAP ANAHTARI ---------------------------------------Boşluk Doldurma Soru
MADDENİN YAPISI VE ÖZELLİKLERİ
 MADDENİN YAPISI VE ÖZELLİKLERİ 1. Atomun Yapısı KONULAR 2.Element ve Sembolleri 3. Elektronların Dizilimi ve Kimyasal Özellikler 4. Kimyasal Bağ 5. Bileşikler ve Formülleri 6. Karışımlar 1.Atomun Yapısı
MADDENİN YAPISI VE ÖZELLİKLERİ 1. Atomun Yapısı KONULAR 2.Element ve Sembolleri 3. Elektronların Dizilimi ve Kimyasal Özellikler 4. Kimyasal Bağ 5. Bileşikler ve Formülleri 6. Karışımlar 1.Atomun Yapısı
Bileşikteki atomların cinsini ve oranını belirten formüldür. Kaba formül ile bileşiğin molekül ağırlığı hesaplanamaz.
 BİLEŞİKLER Birden fazla elementin belirli oranlarda kimyasal yollarla bir araya gelerek, kendi özelligini kaybedip oluşturdukları yeni saf maddeye bileşik denir. Bileşikteki atomların cins ve sayısını
BİLEŞİKLER Birden fazla elementin belirli oranlarda kimyasal yollarla bir araya gelerek, kendi özelligini kaybedip oluşturdukları yeni saf maddeye bileşik denir. Bileşikteki atomların cins ve sayısını
1. ÜNİTE: MODERN ATOM TEORİSİ
 . ÜNİTE: MODERN ATOM TEORİSİ.4. Elektron Dizilimi ve Periyodik Sisteme Yerleşim Atomun Kuantum Modeli oluşturulduktan sonra Bohr, yaptığı çalışmalarda periyodik cetvel ile kuantum teorisi arasında bir
. ÜNİTE: MODERN ATOM TEORİSİ.4. Elektron Dizilimi ve Periyodik Sisteme Yerleşim Atomun Kuantum Modeli oluşturulduktan sonra Bohr, yaptığı çalışmalarda periyodik cetvel ile kuantum teorisi arasında bir
KİMYASAL BAĞLAR İYONİK BAĞ KOVALANT BAĞ POLAR KOVALENT BAĞ APOLAR KOVALENT BAĞ
 KİMYASAL BAĞLAR İYONİK BAĞ KOVALANT BAĞ POLAR KOVALENT BAĞ APOLAR KOVALENT BAĞ Atomlar bağ yaparken, elektron dizilişlerini soy gazlara benzetmeye çalışırlar. Bir atomun yapabileceği bağ sayısı, sahip
KİMYASAL BAĞLAR İYONİK BAĞ KOVALANT BAĞ POLAR KOVALENT BAĞ APOLAR KOVALENT BAĞ Atomlar bağ yaparken, elektron dizilişlerini soy gazlara benzetmeye çalışırlar. Bir atomun yapabileceği bağ sayısı, sahip
Aşağıda verilen özet bilginin ayrıntısını, ders kitabı. olarak önerilen, Erdik ve Sarıkaya nın Temel. Üniversitesi Kimyası" Kitabı ndan okuyunuz.
 KİMYASAL BAĞLAR Aşağıda verilen özet bilginin ayrıntısını, ders kitabı olarak önerilen, Erdik ve Sarıkaya nın Temel Üniversitesi Kimyası" Kitabı ndan okuyunuz. KİMYASAL BAĞLAR İki atom veya atom grubu
KİMYASAL BAĞLAR Aşağıda verilen özet bilginin ayrıntısını, ders kitabı olarak önerilen, Erdik ve Sarıkaya nın Temel Üniversitesi Kimyası" Kitabı ndan okuyunuz. KİMYASAL BAĞLAR İki atom veya atom grubu
Soygazların bileşik oluşturamamasının sebebi bütün orbitallerinin dolu olmasındandır.
 KİMYASAL BAĞLAR Kimyasal bağ, moleküllerde atomları birarada tutan kuvvettir. Bir bağın oluşabilmesi için atomlar tek başına bulundukları zamankinden daha kararlı (az enerjiye sahip) olmalıdırlar. Genelleme
KİMYASAL BAĞLAR Kimyasal bağ, moleküllerde atomları birarada tutan kuvvettir. Bir bağın oluşabilmesi için atomlar tek başına bulundukları zamankinden daha kararlı (az enerjiye sahip) olmalıdırlar. Genelleme
Maarif Günlüğü FEN BİLİMLERİ MADDENİN YAPISI VE ÖZELLİKLERİ. Eğitim ve Kültür Yayıncılığı PERİYODİK SİSTEMİN TARİHÇESİ
 PERİYODİK SİSTEMİN TARİHÇESİ (1) benzer özellik gösteren elementleri üçerli gruplar hâlinde göstermiştir. (2)... Elementleri atom ağırlıklarına göre sıralamıştır. İlk sekiz elementten sonra benzer özelliklerin
PERİYODİK SİSTEMİN TARİHÇESİ (1) benzer özellik gösteren elementleri üçerli gruplar hâlinde göstermiştir. (2)... Elementleri atom ağırlıklarına göre sıralamıştır. İlk sekiz elementten sonra benzer özelliklerin
METAL ÜRETİM TEKNİKLERİ
 ÜRETİM YÖNTEMLERİ VE İMALAT TEKNOLOJİLERİ Doç. Dr. Fehmi Nair Erciyes Üniversitesi Makine Mühendisliği Bölümü Yrd. Doç. Dr. Afşın Alper Cerit Erciyes Üniversitesi Endüstriyel Tasarım Mühendisliği Bölümü
ÜRETİM YÖNTEMLERİ VE İMALAT TEKNOLOJİLERİ Doç. Dr. Fehmi Nair Erciyes Üniversitesi Makine Mühendisliği Bölümü Yrd. Doç. Dr. Afşın Alper Cerit Erciyes Üniversitesi Endüstriyel Tasarım Mühendisliği Bölümü
Metal. Yüksek elektrik ve ısı iletkenliği, kendine özgü parlaklığı olan, şekillendirmeye yatkın, oksijenle birleşerek çoğunlukla
 BÖLÜM 3 METALLER Metal Yüksek elektrik ve ısı iletkenliği, kendine özgü parlaklığı olan, şekillendirmeye yatkın, oksijenle birleşerek çoğunlukla bazik oksitler veren elementler. Latince: Metallum Yunanca:
BÖLÜM 3 METALLER Metal Yüksek elektrik ve ısı iletkenliği, kendine özgü parlaklığı olan, şekillendirmeye yatkın, oksijenle birleşerek çoğunlukla bazik oksitler veren elementler. Latince: Metallum Yunanca:
Elektronların Dizilişi ve Kimyasal Özellikleri
 Elektronların Dizilişi ve Kimyasal Özellikleri ELEKTRON ALIŞVERİŞİ VE SONUÇLARI: Helyum (2), neon (10), argon (18)in elektron dağılımları incelendiğinde Eğer bu üç elementin birer elektronu daha olsaydı,
Elektronların Dizilişi ve Kimyasal Özellikleri ELEKTRON ALIŞVERİŞİ VE SONUÇLARI: Helyum (2), neon (10), argon (18)in elektron dağılımları incelendiğinde Eğer bu üç elementin birer elektronu daha olsaydı,
Yrd. Doç. Dr. H. Hasan YOLCU. hasanyolcu.wordpress.com
 Yrd. Doç. Dr. H. Hasan YOLCU hasanyolcu.wordpress.com En az iki atomun belli bir düzenlemeyle kimyasal bağ oluşturmak suretiyle bir araya gelmesidir. Aynı atomda olabilir farklı atomlarda olabilir. H 2,
Yrd. Doç. Dr. H. Hasan YOLCU hasanyolcu.wordpress.com En az iki atomun belli bir düzenlemeyle kimyasal bağ oluşturmak suretiyle bir araya gelmesidir. Aynı atomda olabilir farklı atomlarda olabilir. H 2,
Element ve Bileşikler
 Element ve Bileşikler Aynı cins atomlardan oluşan, fiziksel ya da kimyasal yollarla kendinden daha basit ve farklı maddelere ayrılamayan saf maddelere element denir. Bir elementi oluşturan bütün atomların
Element ve Bileşikler Aynı cins atomlardan oluşan, fiziksel ya da kimyasal yollarla kendinden daha basit ve farklı maddelere ayrılamayan saf maddelere element denir. Bir elementi oluşturan bütün atomların
Enerji Band Diyagramları
 Yarıiletkenler Yarıiletkenler Germanyumun kimyasal yapısı Silisyum kimyasal yapısı Yarıiletken Yapım Teknikleri n Tipi Yarıiletkenin Meydana Gelişi p Tipi Yarıiletkenin Meydana Gelişi Yarıiletkenlerde
Yarıiletkenler Yarıiletkenler Germanyumun kimyasal yapısı Silisyum kimyasal yapısı Yarıiletken Yapım Teknikleri n Tipi Yarıiletkenin Meydana Gelişi p Tipi Yarıiletkenin Meydana Gelişi Yarıiletkenlerde
Malzeme Bilimi ve Malzemelerin Sınıflandırılması
 Malzeme Bilimi ve Malzemelerin Sınıflandırılması Malzeme Nedir? Genel anlamda ihtiyaçlarımızı karşılamak ve belli bir amacı gerçekleştirmek için kullanılan her türlü maddeye malzeme denir. Teknik anlamda
Malzeme Bilimi ve Malzemelerin Sınıflandırılması Malzeme Nedir? Genel anlamda ihtiyaçlarımızı karşılamak ve belli bir amacı gerçekleştirmek için kullanılan her türlü maddeye malzeme denir. Teknik anlamda
MADDE VE ENDüSTRi ünite 4
 Johann Wolfgang öbereiner PERİOİK SİSTEMİN TARİHSEL GELİŞİMİ Johann Wolfgang öbereiner Elementleri belirli bir düzene koymak için ilk çalışmayı yaptı. Alman kimyacı benzer fiziksel ve kimyasal özelliklere
Johann Wolfgang öbereiner PERİOİK SİSTEMİN TARİHSEL GELİŞİMİ Johann Wolfgang öbereiner Elementleri belirli bir düzene koymak için ilk çalışmayı yaptı. Alman kimyacı benzer fiziksel ve kimyasal özelliklere
Serüveni PERİYODİK ÖZELLİKLER DEĞİŞİMİ
 Serüveni PERİYODİK ÖZELLİKLER DEĞİŞİMİ PERİYODİK ÖZELLİKLERİN DEĞİŞİMİ ATOM YARIÇAPI Çekirdeğin merkezi ile en dış kabukta bulunan elektronlar arasındaki uzaklık olarak tanımlanır. Periyodik tabloda aynı
Serüveni PERİYODİK ÖZELLİKLER DEĞİŞİMİ PERİYODİK ÖZELLİKLERİN DEĞİŞİMİ ATOM YARIÇAPI Çekirdeğin merkezi ile en dış kabukta bulunan elektronlar arasındaki uzaklık olarak tanımlanır. Periyodik tabloda aynı
VIA GRUBU ELEMENTLERİ
 Bölüm 8 VIA GRUBU ELEMENTLERİ Bu slaytlarda anlatılanlar sadece özet olup ayrıntılı bilgiler derste verilecektir. O, S, Se, Te, Po O ve S: Ametal Se ve Te: Yarı metal Po: Metal *Oksijen genellikle bileşiklerinde
Bölüm 8 VIA GRUBU ELEMENTLERİ Bu slaytlarda anlatılanlar sadece özet olup ayrıntılı bilgiler derste verilecektir. O, S, Se, Te, Po O ve S: Ametal Se ve Te: Yarı metal Po: Metal *Oksijen genellikle bileşiklerinde
CANLILARIN KİMYASAL İÇERİĞİ
 CANLILARIN KİMYASAL İÇERİĞİ Prof. Dr. Bektaş TEPE Canlıların Savunma Amaçlı Kimyasal Üretimi 2 Bu ünite ile; Canlılık öğretisinde kullanılan kimyasal kavramlar Hiyerarşi düzeyi Hiyerarşiden sorumlu atom
CANLILARIN KİMYASAL İÇERİĞİ Prof. Dr. Bektaş TEPE Canlıların Savunma Amaçlı Kimyasal Üretimi 2 Bu ünite ile; Canlılık öğretisinde kullanılan kimyasal kavramlar Hiyerarşi düzeyi Hiyerarşiden sorumlu atom
ATOMUN YAPISI. Özhan ÇALIŞ. Bilgi İletişim ve Teknolojileri
 ATOMUN YAPISI ATOMLAR Atom, elementlerin en küçük kimyasal yapıtaşıdır. Atom çekirdeği: genel olarak nükleon olarak adlandırılan proton ve nötronlardan meydana gelmiştir. Elektronlar: çekirdeğin etrafında
ATOMUN YAPISI ATOMLAR Atom, elementlerin en küçük kimyasal yapıtaşıdır. Atom çekirdeği: genel olarak nükleon olarak adlandırılan proton ve nötronlardan meydana gelmiştir. Elektronlar: çekirdeğin etrafında
ATOM BİLGİSİ I ÖRNEK 1
 ATOM BİLGİSİ I Elementlerin özelliklerini ta ıyan en küçük yapıta ı atomdur. Son çözümlemede, bütün maddelerin atomlar toplulu u oldu unu söyleyebiliriz. Elementler, aynı tür atomlardan, bile ik ve karı
ATOM BİLGİSİ I Elementlerin özelliklerini ta ıyan en küçük yapıta ı atomdur. Son çözümlemede, bütün maddelerin atomlar toplulu u oldu unu söyleyebiliriz. Elementler, aynı tür atomlardan, bile ik ve karı
ASİTLER- BAZLAR. Suyun kendi kendine iyonlaşmasına Suyun Otonizasyonu - Otoprotoliz adı verilir. Suda oluşan H + sadece protondur.
 ASİTLER- BAZLAR SUYUN OTONİZASYONU: Suyun kendi kendine iyonlaşmasına Suyun Otonizasyonu - Otoprotoliz adı verilir. Suda oluşan H + sadece protondur. H 2 O (S) H + (suda) + OH - (Suda) H 2 O (S) + H +
ASİTLER- BAZLAR SUYUN OTONİZASYONU: Suyun kendi kendine iyonlaşmasına Suyun Otonizasyonu - Otoprotoliz adı verilir. Suda oluşan H + sadece protondur. H 2 O (S) H + (suda) + OH - (Suda) H 2 O (S) + H +
Bazı atomlarda proton sayısı aynı olduğu halde nötron sayısı değişiktir. Bunlara izotop denir. Şekil II.1. Bir atomun parçaları
 8 II. MİNERALLER II.1. Element ve Atom Elementlerin en ufak parçasına atom denir. Atomlar, proton, nötron ve elektron gibi taneciklerden oluşur (Şekil II.1). Elektron negatif, proton pozitif elektrik yüküne
8 II. MİNERALLER II.1. Element ve Atom Elementlerin en ufak parçasına atom denir. Atomlar, proton, nötron ve elektron gibi taneciklerden oluşur (Şekil II.1). Elektron negatif, proton pozitif elektrik yüküne
İnstagram:kimyaci_gln_hoca MODERN ATOM TEORİSİ-2.
 MODERN ATOM TEORİSİ-2 ATOM YARIÇAPI PERİYODİK ÖZELLİK DEĞİŞİMİ Kovalent Yarıçap: Tek bir kovalent bağla bağlanmış eşdeğer iki atomun çekirdekleri arasındaki uzaklığın yarısına kovalent yarıçap denir.(şekil1)
MODERN ATOM TEORİSİ-2 ATOM YARIÇAPI PERİYODİK ÖZELLİK DEĞİŞİMİ Kovalent Yarıçap: Tek bir kovalent bağla bağlanmış eşdeğer iki atomun çekirdekleri arasındaki uzaklığın yarısına kovalent yarıçap denir.(şekil1)
PERĐYODĐK ÇĐZELGE. Yrd.Doç.Dr. İbrahim İsmet ÖZTÜRK
 PERĐYODĐK ÇĐZELGE Yrd.Doç.Dr. İbrahim İsmet ÖZTÜRK 8.1. PERĐYODĐK ÇĐZELGENĐN GELĐŞMESĐ 8.2. ELEMENTLERĐN PERĐYODĐK SINIFLANDIRILMASI Katyon ve Anyonların Elektron Dağılımları 8.3.FĐZĐKSEL ÖZELLĐKLERDEKĐ
PERĐYODĐK ÇĐZELGE Yrd.Doç.Dr. İbrahim İsmet ÖZTÜRK 8.1. PERĐYODĐK ÇĐZELGENĐN GELĐŞMESĐ 8.2. ELEMENTLERĐN PERĐYODĐK SINIFLANDIRILMASI Katyon ve Anyonların Elektron Dağılımları 8.3.FĐZĐKSEL ÖZELLĐKLERDEKĐ
Hidroklorik asit ve sodyum hidroksitin reaksiyonundan yemek tuzu ve su meydana gelir. Bu kimyasal olayın denklemi
 KİMYASAL DENKLEMLER İki ya da daha fazla maddenin birbirleri ile etkileşerek kendi özelliklerini kaybedip yeni özelliklerde bir takım ürünler meydana getirmesine kimyasal olay, bunların formüllerle gösterilmesine
KİMYASAL DENKLEMLER İki ya da daha fazla maddenin birbirleri ile etkileşerek kendi özelliklerini kaybedip yeni özelliklerde bir takım ürünler meydana getirmesine kimyasal olay, bunların formüllerle gösterilmesine
STOKİYOMETRİ. Kimyasal Tepkimelerde Kütle İlişkisi
 STOKİYOMETRİ Kimyasal Tepkimelerde Kütle İlişkisi Sülfür oksijen içerisinde yanarak kükürt dioksit oluşturur. Modeller elementel sülfürü (S8), oksijeni ve kükürt dioksit moleküllerini göstermektedir. Her
STOKİYOMETRİ Kimyasal Tepkimelerde Kütle İlişkisi Sülfür oksijen içerisinde yanarak kükürt dioksit oluşturur. Modeller elementel sülfürü (S8), oksijeni ve kükürt dioksit moleküllerini göstermektedir. Her
İyonlar. İyon? Pozitif veya negatif yükü olan bir atoma yada atomlar grubuna iyon denir.
 İyonlar İyon? Pozitif veya negatif yükü olan bir atoma yada atomlar grubuna iyon denir. 1 Atomlardan İyon Oluşumu ve İyon Bir atomdan iyon denilen yüklü bir parçacık oluşturulabilir. Bunun için, nötral
İyonlar İyon? Pozitif veya negatif yükü olan bir atoma yada atomlar grubuna iyon denir. 1 Atomlardan İyon Oluşumu ve İyon Bir atomdan iyon denilen yüklü bir parçacık oluşturulabilir. Bunun için, nötral
PERİYODİK ÖZELLİKLER 1.ATOMLARIN BÜYÜKLÜĞÜ VE ATOM YARIÇAPI: Kovalent yarıçap: Van der Waals yarıçapı: İyon yarıçapı:
 PERİYODİK ÖZELLİKLER 1.ATOMLARIN BÜYÜKLÜĞÜ VE ATOM YARIÇAPI: Elementlerin fiziksel ( erime ve kaynama noktaları, yoğunluk, iletkenlik vb.) ve kimyasal özellikleri ( elektron alma ve verme ) atom yarıçaplarıyla
PERİYODİK ÖZELLİKLER 1.ATOMLARIN BÜYÜKLÜĞÜ VE ATOM YARIÇAPI: Elementlerin fiziksel ( erime ve kaynama noktaları, yoğunluk, iletkenlik vb.) ve kimyasal özellikleri ( elektron alma ve verme ) atom yarıçaplarıyla
Atomdan e koparmak için az ya da çok enerji uygulamak gereklidir. Bu enerji ısıtma, sürtme, gerilim uygulama ve benzeri şekilde verilebilir.
 TEMEL ELEKTRONİK Elektronik: Maddelerde bulunan atomların son yörüngelerinde dolaşan eksi yüklü elektronların hareketleriyle çeşitli işlemleri yapma bilimine elektronik adı verilir. KISA ATOM BİLGİSİ Maddenin
TEMEL ELEKTRONİK Elektronik: Maddelerde bulunan atomların son yörüngelerinde dolaşan eksi yüklü elektronların hareketleriyle çeşitli işlemleri yapma bilimine elektronik adı verilir. KISA ATOM BİLGİSİ Maddenin
ÖNEMLİ BOR BİLEŞİKLERİ
 ÖNEMLİ BOR BİLEŞİKLERİ Melike YILDIRIM, Berkay İLYAS Ondokuz Mayıs Üniversitesi, Mühendislik Fakültesi, Kimya Mühendisliği Bölümü, Kurupelit / Samsun mellike_yldrm@hotmail.com, berkayilyas@gmail.com Bu
ÖNEMLİ BOR BİLEŞİKLERİ Melike YILDIRIM, Berkay İLYAS Ondokuz Mayıs Üniversitesi, Mühendislik Fakültesi, Kimya Mühendisliği Bölümü, Kurupelit / Samsun mellike_yldrm@hotmail.com, berkayilyas@gmail.com Bu
1. ÜNİTE: MODERN ATOM TEORİSİ İyon Yükleri ve Yükseltgenme Basamakları
 1. ÜNİTE: MODERN ATOM TEORİSİ 1.7. İyon Yükleri ve Yükseltgenme Basamakları Yüksüz bir atomun yapısındaki pozitif (+) yüklü protonlarla negatif () yüklü elektronların sayıları birbirine eşittir. Yüksüz
1. ÜNİTE: MODERN ATOM TEORİSİ 1.7. İyon Yükleri ve Yükseltgenme Basamakları Yüksüz bir atomun yapısındaki pozitif (+) yüklü protonlarla negatif () yüklü elektronların sayıları birbirine eşittir. Yüksüz
Maddenin Yapısı ve Özellikleri
 Maddenin Yapısı ve Özellikleri Madde ve Özellikleri Kütlesi hacmi ve eylemsizliği olan her şeye madde denir. Maddenin şekil almış haline cisim denir. Cam bir madde iken cam bardak bir cisimdir. Maddeler
Maddenin Yapısı ve Özellikleri Madde ve Özellikleri Kütlesi hacmi ve eylemsizliği olan her şeye madde denir. Maddenin şekil almış haline cisim denir. Cam bir madde iken cam bardak bir cisimdir. Maddeler
Yrd.Doç.Dr. Emre YALAMAÇ. Yrd.Doç.Dr. Emre YALAMAÇ İÇERİK
 İÇERİK Elementlere, Bileşiklere ve Karışımlara atomik boyutta bakış Dalton Atom Modeli Atom Fiziğinde Buluşlar - Elektronların Keşfi - Atom Çekirdeği Keşfi Günümüz Atom Modeli Kimyasal Elementler Periyodik
İÇERİK Elementlere, Bileşiklere ve Karışımlara atomik boyutta bakış Dalton Atom Modeli Atom Fiziğinde Buluşlar - Elektronların Keşfi - Atom Çekirdeği Keşfi Günümüz Atom Modeli Kimyasal Elementler Periyodik
Bir atomdan diğer bir atoma elektron aktarılmasıyla
 kimyasal bağlar Kimyasal bağ, moleküllerde atomları bir arada tutan kuvvettir. Atomlar daha düşük enerjili duruma erişmek için bir araya gelirler. Bir bağın oluşabilmesi için atomlar tek başına bulundukları
kimyasal bağlar Kimyasal bağ, moleküllerde atomları bir arada tutan kuvvettir. Atomlar daha düşük enerjili duruma erişmek için bir araya gelirler. Bir bağın oluşabilmesi için atomlar tek başına bulundukları
Periyodik Sistem. Mendeleyev
 Element: Aynı cins atomlardan oluşan saf maddelere element denir. Elementler sembollerle gösterilir. Elementin Numarası Elementin Adı 1 Hidrojen H 2 Helyum He 3 Lityum Li 4 Berilyum Be 5 Bor B 6 Karbon
Element: Aynı cins atomlardan oluşan saf maddelere element denir. Elementler sembollerle gösterilir. Elementin Numarası Elementin Adı 1 Hidrojen H 2 Helyum He 3 Lityum Li 4 Berilyum Be 5 Bor B 6 Karbon
ÖĞRENME ALANI : MADDE VE DEĞİŞİM ÜNİTE 4 : MADDENİN YAPISI VE ÖZELLİKLERİ
 ÖĞRENME ALANI : MADDE VE DEĞİŞİM ÜNİTE 4 : MADDENİN YAPISI VE ÖZELLİKLERİ A ELEMENTLER VE SEMBOLLERİ (4 SAAT) 1 Elementler 2 Elementlerin Özellikleri 3 Element Çeşitleri 4 Elementlerin Sembolleri 5 Sembol
ÖĞRENME ALANI : MADDE VE DEĞİŞİM ÜNİTE 4 : MADDENİN YAPISI VE ÖZELLİKLERİ A ELEMENTLER VE SEMBOLLERİ (4 SAAT) 1 Elementler 2 Elementlerin Özellikleri 3 Element Çeşitleri 4 Elementlerin Sembolleri 5 Sembol
MALZEMENİN İÇ YAPISI: Katılarda Atomsal Bağ
 MALZEMENİN İÇ YAPISI: Katılarda Atomsal Bağ Bölüm İçeriği Bağ Enerjisi ve Kuvveti Atomlar arası mesafe, Kuvvet ve Enerji İlişkisi Atomlar arası Mesafeyi Etkileyen Faktörler. Sıcaklık, Iyonsallik derecesi,
MALZEMENİN İÇ YAPISI: Katılarda Atomsal Bağ Bölüm İçeriği Bağ Enerjisi ve Kuvveti Atomlar arası mesafe, Kuvvet ve Enerji İlişkisi Atomlar arası Mesafeyi Etkileyen Faktörler. Sıcaklık, Iyonsallik derecesi,
KĐMYA DERSĐ ÇALIŞMA YAPRAĞI KONU ANLATIMI PERĐYODĐK CETVEL PERİYODİK CETVEL
 KĐMYA DERSĐ ÇALIŞMA YAPRAĞI KONU ANLATIMI PERĐYODĐK CETVEL PERİYODİK CETVEL Periyodik Cetvel, elementleri gösteren ve özellikleriyle ilgili bilgi veren bir tablodur. Bu tabloda elementler belirli bir düz-
KĐMYA DERSĐ ÇALIŞMA YAPRAĞI KONU ANLATIMI PERĐYODĐK CETVEL PERİYODİK CETVEL Periyodik Cetvel, elementleri gösteren ve özellikleriyle ilgili bilgi veren bir tablodur. Bu tabloda elementler belirli bir düz-
KİMYASAL BAĞLAR Kimyasal bağlar, Moleküllerde atomları birarada tutan
 KİMYASAL BAĞLAR Kimyasal bağlar, Moleküllerde atomları birarada tutan kuvvettir. Atomlar birleştiği zaman elektron dağılımındaki değişmelerin bir sonucu olarak kimyasal bağlar meydana gelir. Atomun sembolünün
KİMYASAL BAĞLAR Kimyasal bağlar, Moleküllerde atomları birarada tutan kuvvettir. Atomlar birleştiği zaman elektron dağılımındaki değişmelerin bir sonucu olarak kimyasal bağlar meydana gelir. Atomun sembolünün
ARES PERİYODİK SİSTEM MADDENĠN YAPISI VE ÖZELLĠKLERĠ 1.PERĠYODĠK SĠSTEM 8.SINIF FEN BĠLĠMLERĠ. Geçmişten Günümüze Periyodik Sistem
 ARES EĞĠTĠM MERKEZĠ *Metni yazın+ MADDENĠN YAPISI VE ÖZELLĠKLERĠ 1.PERĠYODĠK SĠSTEM 8.SINIF FEN BĠLĠMLERĠ PERİYODİK SİSTEM DİMİTRİ İVANOVİÇ MENDELEYEV (Dimitri İvanoviç Mendelyef) (1834-1907) Elementleri
ARES EĞĠTĠM MERKEZĠ *Metni yazın+ MADDENĠN YAPISI VE ÖZELLĠKLERĠ 1.PERĠYODĠK SĠSTEM 8.SINIF FEN BĠLĠMLERĠ PERİYODİK SİSTEM DİMİTRİ İVANOVİÇ MENDELEYEV (Dimitri İvanoviç Mendelyef) (1834-1907) Elementleri
ÖĞRENME ALANI : MADDE VE DEĞĐŞĐM ÜNĐTE 3 : MADDENĐN YAPISI VE ÖZELLĐKLERĐ
 ÖĞRENME ALANI : MADDE VE DEĞĐŞĐM ÜNĐTE 3 : MADDENĐN YAPISI VE ÖZELLĐKLERĐ C- BĐLEŞĐKLER VE BĐLEŞĐK FORMÜLLERĐ (4 SAAT) 1- Bileşikler 2- Đyonik Yapılı Bileşik Formüllerinin Yazılması 3- Đyonlar ve Değerlikleri
ÖĞRENME ALANI : MADDE VE DEĞĐŞĐM ÜNĐTE 3 : MADDENĐN YAPISI VE ÖZELLĐKLERĐ C- BĐLEŞĐKLER VE BĐLEŞĐK FORMÜLLERĐ (4 SAAT) 1- Bileşikler 2- Đyonik Yapılı Bileşik Formüllerinin Yazılması 3- Đyonlar ve Değerlikleri
IVA GRUBU ELEMENTLERİ
 Bölüm 6 IVA GRUBU ELEMENTLERİ Bu slaytlarda anlatılanlar sadece özet olup ayrıntılı bilgiler derste verilecektir. C, Si, Ge, Sn, Pb C: Ametal Si ve Ge: Yarı metal Sn ve Pb: Metal C: +4 ile -4 arası Si
Bölüm 6 IVA GRUBU ELEMENTLERİ Bu slaytlarda anlatılanlar sadece özet olup ayrıntılı bilgiler derste verilecektir. C, Si, Ge, Sn, Pb C: Ametal Si ve Ge: Yarı metal Sn ve Pb: Metal C: +4 ile -4 arası Si
MOL KAVRAMI I. ÖRNEK 2
 MOL KAVRAMI I Maddelerin taneciklerden oluştuğunu biliyoruz. Bu taneciklere atom, molekül ya da iyon denir. Atom : Kimyasal yöntemlerle daha basit taneciklere ayrılmayan ve elementlerin yapıtaşı olan taneciklere
MOL KAVRAMI I Maddelerin taneciklerden oluştuğunu biliyoruz. Bu taneciklere atom, molekül ya da iyon denir. Atom : Kimyasal yöntemlerle daha basit taneciklere ayrılmayan ve elementlerin yapıtaşı olan taneciklere
MMT407 Plastik Şekillendirme Yöntemleri
 K O C A E L İ ÜNİVERSİTESİ Metalurji ve Malzeme Mühendisliği Bölümü MMT407 Plastik Şekillendirme Yöntemleri 3 Şekillendirmenin Metalurjik Esasları Yrd. Doç. Dr. Ersoy Erişir 2012-2013 Güz Yarıyılı 3. Şekillendirmenin
K O C A E L İ ÜNİVERSİTESİ Metalurji ve Malzeme Mühendisliği Bölümü MMT407 Plastik Şekillendirme Yöntemleri 3 Şekillendirmenin Metalurjik Esasları Yrd. Doç. Dr. Ersoy Erişir 2012-2013 Güz Yarıyılı 3. Şekillendirmenin