TEKNİK BİLGİLER İ Ç E R İ K. Genel Bilgiler Ⅰ Teknik Bilgiler Genel Bilgiler Ⅱ L36 L37 L40 L12 L20 L24 L27 L30 L02 L06 L07 L08 L09 L10
|
|
|
- Tülay Pinar Şimşek
- 8 yıl önce
- İzleme sayısı:
Transkript
1 İ Ç E R İ K TEKNİK BİGİER Genel Bilgiler Ⅰ Genel Bilgiler Ⅱ İş Parçası Malzeme Kaliteleri Çelik, Demir Dışı Metaller Sembol istesi SI Birim Çevirme Tablosu Sertlik Hesaplama Tablosu Korloy Kaitelerinin Özellikleri Paslanmaz Çelik için Tornalama için teknik bilgiler Frezeleme için teknik bilgiler Konikler için teknik bilgiler Parmak Frezeler için teknik bilgiler Delik Delme için teknik bilgiler Talaş Kırıcı Form Karşılaştırması KOROY Kalite Tablosu Kalite Karşılaştırması

2 2 Genel Bilgiler I Yapısal Kullanım için Karbon Çeliği, Alaşımlı Çelik C C22 C22E C22R C25 C25E C25R C3 C3E C3R C35 C35E C35R C4 C4E C4R C45 C45E C45R C5 C5E C5R C55 C55E C55R C6 C6E C6R SMC SM5C SM2C SM25C SM3C SM35C SM4C SM43C SM45C SM48C SM5C SM53C SM55C SM58C C C5E4 C5M2 C25 C25E4 C25M2 C3 C3E4 C3M2 C35 C35E4 C35M2 C4 C4E4 C4M2 C45 C45E4 C45M2 C5 C5E4 C5M2 C55 C55E4 C55M2 C6 C6E4 C6M2 SC S5C S2C S25C S3C S35C S4C S43C S45C S48C S5C S53C S55C S58C 4A 45A 45M 55M5 7M2 C22, C22E C22R C25 C25E C25R 8A3 8M3 CC3 C3E C3R C35 C35E C35R 8M4 C4 C4E C4R 8A42 C45 C45E C45R 8A47 8M5 C5 C5E C5R 7M55 C55 C55E C55R C6 C6E C6R CE CR C5E C5R C22 C22E C22R C25 C25E C25R C3 C3E C3R C35 C35E C35R C4 C4E C4R C45 C45E C45R C5 C5E C5R C55 C55E C55R C6 C6E C6R Kore Tip Karbon Çeliği KS Japonya JIS A.B.D. İngiltere AISI SAE BS BS/EN Almanya DIN DIN/EN Fransa NF NF/EN Rusya GOCT SNC236 SNC45(H) SNC63(H) SNC85(H) SNC836 SNCM22 SNCM24 SNCM45 SNCM42(H) SNCM43 SNCM439 SNCM447 SNCM66 SNCM625 SNCM63 SNCM85 SCr45(H) SCr42(H) SCr43(H) SCr435(H) SCr44(H) SCr445(H) 5NiCr3 2NiCrMo2 2NiCrMoS2 4CrNiMo2 4CrNiMoS2 2Cr4(H) 2CrS4 34Cr4 34CrS4 34Cr4 34CrS4 37Cr4 37CrS4 37Cr4 37CrS4 4Cr4 4CrS4 SNC236 SNC45(H) SNC63(H) SNC85(H) SNC836 SNCM22 SNCM24 SNCM45 SNCM42(H) SNCM43 SNCM439 SNCM447 SNCM66 SNCM625 SNCM63 SNCM85 SCr45(H) SCr42(H) SCr43(H) SCr435(H) SCr44(H) SCr445(H) 655M3(655H3) 85A2 85M2 85A22 85M22 34Cr4 34CrS4 37Cr4 37CrS4 53M4 4Cr4 4CrS4 5NiCr3 2NiCrMo2 2NiCrMoS2 7Cr3 7CrS3 34Cr4 34CrS4 37Cr4 37CrS4 4Cr4 4CrS4 2NCD2 34Cr4 34CrS4 37Cr4 37CrS4 4Cr4 4CrS4 4H 3H3A 2H2M(2HM) 5 5A Alaşımlı Çelik (H) 862(H) 8622(H) (H) (H) 53(H) 532(H) 535(H) 54(H) Yukarıda bulunan Alaşımlı Çelikler yerel üreticiden tedarik edilebilir Nikel Krom Çeliği Nikel Krom Molibden Çeliği Krom Çeliği

3 Genel Bilgiler I Alaşımlı Çelik Tip Krom molibden çeliği Mangan çeliği ve Mangan krom çeliği Alüminyum krom molibden çeliği Kore KS SCM45(H) SCM48(H) SCM42(H) SCM43 SCM432 SCM435(H) SCM44(H) SCM445(H) SMn42(H) SMn433(H) SMn438(H) SMn443(H) SMnC42(H) SMnC443(H) SACM645 8CrMo4 8CrMoS4 34CrMo4 34CrMoS4 42CrMo4 42CrMoS4 22Mn6(H) 36Mn6(H) 42Mn6(H) 4CrAlMo74 Japonya JIS SCM45(H) SCM48(H) SCM42(H) SCM43 SCM432 SCM435(H) SCM44(H) SCM445(H) SMn42(H) SMn433(H) SMn438(H) SMn443(H) SMnC42(H) SMnC443(H) SACM A.B.D. AISI SAE (435H) 437(H) 44(H) 442(H) 445(H) 447(H) 522(H) (H) 54(H) İngiltere BS BS/EN 78M2(78H2) 34CrMo4 34CrMoS4 78M7 79M4 42CrMo4 42CrMoS4 5M9 5M36 5M36 Almanya DIN DIN/EN 8CrMo4 8CrMoS4 34CrMo4 34CrMoS4 42CrMo4 42CrMoS4 Fransa NF NF/EN 34CrMo4 34CrMoS4 42CrMo4 42CrMoS4 2M Rusya GOCT 2M 3M 3MA 35M Yukarıda bulunan Alaşımlı Çelikler yerel üreticiden tedarik edilebilir Takım Çeliği Tip Yüksek Hız Çelikleri (HSS) Alaşımlı Takım Çelikleri Kore KS SKH2 SKH3 SKH4 SKH SKH5 SKH52 SKH53 SKH54 SKH55 SKH56 SKH57 SKH58 SKH59 STS STS2 STS2 STS5 STS5 STS7 STS8 STS4 STS4 STS43 STS44 STS3 STS3 STS93 STS94 STS95 STD STD STD2 STD4 STD5 STD6 STD6 STD62 STD7 STD8 STF3 STF4 HS8 HS652 HS662 HS653 HS654 HS6525 HS43 HS292 HS298 5V 5WCr 2Cr2 CrMoV5 3WCrV93 37CrMoV5 4CrMoV5 35CrWMoV5 32CrMoV228 55NiCrMoV7 Yukarıda bulunan Alaşımlı Çelikler yerel üreticiden tedarik edilebilir Japonya JIS SKH2 SKH3 SKH4 SKH SKH5 SKH52 SKH53 SKH54 SKH55 SKH56 SKH57 SKH58 SKH59 SKS SKS2 SKS2 SKS5 SKS5 SKS7 SKS8 SKS4 SKS4 SKS43 SKS44 SKS3 SKS3 SKS93 SKS94 SKS95 SKD SKD SKD2 SKD4 SKD5 SKD6 SKD6 SKD62 SKD7 SKD8 SKT3 SKT4 A.B.D. AISI SAE T T4 T5 T5 M2 M3 M32 M4 M 35 M36 M7 M42 F2 6 W29 / W28 2 D3 D2 A2 H2 H H3 H2 H H9 6 BM 2 BM 35 BD3 BA2 BH2 BH3 İngiltere BS BS/EN Almanya Almanya DIN DIN/EN S6/5/2 S6/5/2/5 S2/9/2 5WCr6 2Cr2 CrMoV5 3WCrV9 3 4CrMoV5 55NiCrMoV6 Fransa Fransa "NFNF/EN" NF/EN Z 85 WDCV WC3 Z2C2 ZCDV5 Z3WCV9 Z4CDV5 55NCDV7 Rusya GOCT 3
 437(H) 44(H) 442(H) 445(H) 447(H) 522(H) 534 54(H) 54(H) İngiltere BS BS/EN 78M2(78H2) 34CrMo4 34CrMoS4 78M7 79M4 42CrMo4 42CrMoS4 5M9 5M36 5M36 Almanya DIN DIN/EN 8CrMo4 8CrMoS4")
4 4 Genel Bilgiler I S25 S25Pb S 3 S3Pb Cr6 SUM SUM2 SUM2 SUM22 SUM22 SUM23 SUM23 SUM24 SUM25 SUM3 SUM3 SUM32 SUM4 SUM42 SUM43 STB STB2 STB3 STB4 STB5 9S2 SMn28 SMnPb28 SMnPb28 2SMn35 44SMn28 B B2 SUM SUM2 SUM2 SUM22 SUM22 SUM23 SUM23 SUM24 SUM25 SUM3 SUM3 SUM32 SUM4 SUM42 SUM43 SUJ SUJ2 SUJ3 SUJ4 SUJ5 23M7 24M7 534A99 9SMn28 9SMnPb28 9SMn36 9SMnPb36 Cr ASTM A 485 Kalite Otomat Çeliği Yüksek Karbonlu Krom Kore Tip KS Japonya JIS A.B.D. İngiltere BS BS/EN Almanya DIN DIN/EN Fransa NF NF/EN Rusya GOCT AISI SAE Yukarıda bulunan Özel Çelikler yerel üreticiden tedarik edilebilir Z2CMN77Az ZCN78 Z2CN89 Z8CNF89 Z7CN89 Z3CN9 Z6CN99Az Z3CN8Az Z8CN82 ZCN243 Z8CN252 Z7CND722 Z6CND823 Z3CND722 Z3CND723 Z6CNT8 Z6CNNb8 Z6CN86 Z8CA2 Z3C4 Z8C7 Z8CF7 Z8CD7 Z3CDT82 ZCD26 Z3C3 ZCF3 Z2C3 Z5CN62 Z7C5 Z6CNU74 Z9CNA AH4 76H6 28H9 28HE 88H 38H 68H 23H8 37H4M3 88HT 88H H2 97H7IO STS2 STS22 STS3 STS3 STS3J STS32 STS32B STS33 STS33Se STS33Cu STS34 STS34 STS34N STS34N STS34J STS35 STS39S STS3S STS36 STS36 STS36N STS37 STS32 STS347 STS384 STS45 STS4 STS429 STS43 STS43F STS434 STS444 STSM27 STS43 STS4 STS46 STS42J STS43 STS44A STS63 STS63 STS63J 2CrMnNiN775 2CrMnNiN895 CrNi88 2CrNiN87 2CrNiSi893 CrNiS89 5CrNi89 2CrNi89 2CrNi9 5CrNiN88 2CrNiN88 6CrNi82 6CrNi252 5CrNiMo722 3CrNiMo723 2CrNiMo722 2CrNiMo723 2CrNiMo843 6CrNiTi8 6CrNiNb8 3NiCr86 6CrAl3 6Cr7 7CrS7 6CrMo7 2CrMoTi82 2Cr3 2CrS3 2Cr3 9CrNi62 7CrMo5 5CrNiCuNb64 7CrNiAl77 SUS2 SUS22 SUS3 SUS3 SUS3J SUS32 SUS32B SUS33 SUS33Se SUS33Cu SUS34 SUS34 SUS34N SUS34N SUS34J SUS35 SUS39S SUS3S SUS36 SUS36 SUS36N SUS37 SUS32 SUS347 SUS384 SUS45 SUS4 SUS429 SUS43 SUS43F SUS434 SUS444 SUSM27 SUS43 SUS4 SUS46 SUS42J SUS43 SUS44A SUS63 SUS63 SUS63J 284S6 3S2 32S25 33S2 33S4 34S3 34S 35S9 3S3 36S3 36S 37S6 32S3 347S3 45S7 43S7 434S7 4S2 46S2 42S29 43S29 2CrNi77 2CrNiN87 2CrNi77 CrNiS89 5CrNi8 2CrNi9 2CrNiN8 5CrNi82 5CrNiMo2722 5CrNiMo2733 2CrNiMo732 2CrNiMo743 6CrNiTi8 6CrNiNb8 6CrAl3 6Cr7 7CrS8 6CrMo7 Cr3 2Cr3 2CrNi72 7CrNiAl77 S2 S22 S3 S32 S325 S33 S3323 S34 S343 S345 S3453 S35 S398 S38 S36 S363 S365 S37 S32 S347 S384 S45 S429 S43 S432 S434 S444 S44627 S43 S4 S46 S42 S43 S442 S74 S B 33 33Se N 34N 35 39S 3S N F A S74 S77 Paslanmaz Çelik AISI SAE UNS Kore Tip KS Japonya JIS A.B.D. İngiltere BS BS/EN Almanya DIN DIN/EN Fransa NF NF/EN Rusya GOCT Yukarıda bulunan Paslanmaz Çelikler yerel üreticiden tedarik edilebilir. Paslanmaz Çelik Östenitik Ferritik Martenzitik Çökelme sertleştirmeli tip

5 Genel Bilgiler I Dökme veya Dövme Çeliği Dökme Demir Tip Gri Dökme Demir Sfero Dökme Demir Östemperlenmiş dökme demir Kore KS GC GC5 GC2 GC25 GC3 GC35 GCD4 GCD5 GCD6 GCD7 FCAD,5, 2, 25, 3, 35 72, 63, 57, 45, 45, 48, 3522 Japonya JIS FC FC5 FC2 FC25 FC3 FC35 FCD4 FCD5 FCD6 FCD7 FCAD A.B.D. AISI SAE No 2 B No 25 B No 3 B No 35 B No 45 B No 5 B No 55 B İngiltere BS BS/EN Kalite 5 Kalite 22 Kalite 26 Kalite 3 Kalite 35 Kalite 4 SNG 42/2 SNG 37/7 SNG 5/7 SNG 6/3 SNG 7/2 ENGJS Almanya DIN DIN/EN GG GG 5 GG 2 GG 25 GG 3 GG 35 GG 4 GGG 4 GGG 4.3 GGG 5 GGG 6 GGG 7 ENGJS Fransa NF NF/EN Ft D Ft 5 D Ft 2 D Ft 25 D Ft 3 D Ft 35 D Ft 4 D FCS 42 FGS 377 FGS 57 FGS 63 FGS 72 ENGJS B Rusya GOCT Östenitik Dökme Demir, S FCA FCDA FCA FCDA Tip, 2, Tip D2, D3A Class, 2 F, F2, S2W, S5S GG, GGG, S Demir Dışı Alaşımlar Alüminyum Alaşımları Tip Döküm için Külçe Alüminyum Alaşımlar Döküm Alüminyum Alaşımları Profil Alüminyum Alaşımları Kore KS ACB AC2A AC2B AC3A AC4A AC4B AC4C AC4CH AC4D AC5A AC7A AC8A AC8B AC8C AC9A AC9B ADC ADC2 ADC3 ADC4 ADC7 ADC7Z ADC8 ADC8Z ADC9 A552S A5454S A583S A586S A66S A663S A73S A7NS A775S AlCu4MgTi AlSi7Mg(Fe) AlSi7Mg AlSi5CuMg AlCu4Ni2Mg2 AlSi2CuFe AlSi8Cu3Fe AlSi8Cu3Fe AlMg4.5Mn.7 AlMgSiCu AlMg.7Si AlZn5.5MgCu Japonya JIS ACB AC2A AC2B AC3A AC4A AC4B AC4C AC4CH AC4D AC5A AC7A AC8A AC8B AC8C AC9A AC9B ADC ADC3 ADC5 ADC6 ADC ADCZ ADC2 ADC2Z ADC4 A552S A5454S A583S A586S A66S A663S A73S A7NS A775S A.B.D. AISI SAE A A43. A A38. A B İngiltere BS BS/EN M6 M25 M6 M5 M3 M26 M29 M2 M24 M2 M2 M3 EN AW552 EN AW5454 EN AW583 EN AW586 EN AW66 EN AW663 EN AW73 EN AW775 Almanya DIN DIN/EN G(GK)AlSi9Cu3 G(GK)AlSi7MG G(GK)AlMg5 GDAlSi2 (Cu) GDAlSiMg GDAlMg9 GDAlSi9Cu3 GDAlSi9Cu3 EN AW552 EN AW5454 EN AW583 EN AW586 EN AW66 EN AW663 EN AW73 EN AW775 Fransa NF NF/EN AU5GT AS7G AU4NT AS2UNG ASUG ASUG AS8UNG AS3 AS9G AG6 AG3T EN AW552 EN AW5454 EN AW583 EN AW586 EN AW66 EN AW663 EN AW73 EN AW775 Rusya GOCT Isı Dirençli Çelikler Isı Dirençli Çelikler Tip Östenitik Ferritik Martenzitik Kore KS STR3 STR35 STR36 STR37 STR38 STR39 STR3 STR33 STR66 STR66 STR2 STR49 STR49 STR446 STR STR3 STR4 STR STR6 STR66 6CrTi2 2CrTi2 Yukarıda bulunan Isı Dirençli Çelikler yerel üreticiden tedarik edilebilir. Japonya JIS SUH3 SUH35 SUH36 SUH37 SUH38 SUH39 SUH3 SUH33 SUH66 SUH66 SUH2 SUH49 SUH49 SUH446 SUH SUH3 SUH4 SUH SUH6 SUH66 UNS S638 S637 S39 S3 N833 S66286 R355 S49 S446 S657 S422 A.B.D. AISI SAE 39 3 N İngiltere BS BS/EN 33S42 349S52 349S54 38S34 39S24 3S24 49S9 4S45 443S65 Almanya DIN DIN/EN 53CrMnNi29 CrNi252 CrAl25 6CrTi2 45CrSi93 Fransa NF NF/EN Z35CNWS44 Z52CMN29Az Z55CMN29Az Z5CN243 Z5CN252 Z2NCS356 Z6NCTV252 Z6CT2 Z3CT2 Z2C25 Z45CS9 Z4CSD Z8CSN22 Rusya ГOCT 5

6 Genel Bilgiler Ⅰ Çelik, Demir Dışı Metaller Sembol istesi İş Parçası Malzeme Standartı Karşılaştırması GRUP STANDART TANIM KOD GRUP STANDART TANIM KOD Yapı Çeliği Kaynaklı Yapılar için Haddelenmiş Çelik Haddelenmiş Çelik Genel Yapısal kullanım için Haddelenmiş Çelik SWS SBR SB Dövme Çelik Dövme Karbon Çelik Kromlu Molibdenli Dövme Çelik Nikelli Kromlu Molibdenli Dövme Çelik SF SFCM SFNCM Yapısal kullanım için Hafif Ölçme Çeliği SBC Gri Dökme Demir GC Çelik Plaka Sıcak Çekme Çelik evha, Otomobil yapısal kullanımı için Tabaka Soğuk Çekme Çelik Plaka Sıcak Çekme Çelik Plaka SAPH SBC SHP Dökme Demir Sfero Dökme Demir Siyah Temper Döküm Beyaz Temper Döküm GCD BMC WMC Normal kullanım için Karbon Çelik Boru SPP Perlitik Temper Döküm PMC Boyler ve ısı değiştirici için Karbon Çelik Boru STH Karbon Dökme Çelik SC Yüksek basınçlı gaz silindiri için dikişsiz çelik borular STHG Yüksek Çekme Dayanımlı Karbon Dökme Çelik&Düşük Alaşımlı Dökme Çelik HSC Genel Yapısal kullanım için Karbon Çelik Boru Makina Üretimi kullanımı için Karbon Çelik Boru SPS STST Dökme Çelik Paslanmaz Dökme Çelik Isı Dirençli Dökme Çelik SSC HRSC Genel Yapısal kullanım için Alaşımlı Çelik Boru STA Yüksek Manganlı Dökme Çelik HMnSC Boru Çeliği Makina ve yapısal kullanım için Paslanmaz Çelik Boru STSTK Yüksek Sıcaklık ve Basınç Servisi için Dökme Çelik SCPH Normal kullanım için Kare Karbon Çelik Boru SPSR Pirinç Döküm BsC Alaşımlı Çelik Boru SPA Yüksek dayanımlı Pirinç Döküm HBsC Basınç Servisi için Karbon Çelik Boru SPPS Bronz Döküm BrC Yüksek Sıcaklık Servisi için Karbon Çelik Boru SPSR Fosforik Bronz Döküm PCB Yüksek Basınç Servisi için Karbon Çelik Boru SPPH Alüminyum Bronz Döküm AIBC Paslanmaz Çelik Boru STSxT Alüminyum Alaşımlı Döküm ACxA Makina Üretimi kullanımı için Karbon Çeliği SMxxC, SMxxCK Döküm Magnezyum Alaşımlı Döküm MgC Alüminyum Krom Molibden Çeliği SACM Çinko Alaşımlı Pres Döküm ZnDC Krom Molibden Çeliği SCM Alüminyum Alaşımlı Pres Döküm AlDC Demir Çelik Krom Çeliği SCr Magnezyum Alaşımlı Pres Döküm MgDC Nikel Krom Çeliği SNC Beyaz Metal WM Nikel Krom Molibden Çeliği SNCM Rulman için Alüminyum Alaşımlı Döküm AM Makina Üretimi kullanımı için Manganlı Çelik ve manganlı kromlu çelik SMn, SMnC Rulman için Pirinç Alaşımlı Döküm KM Karbon Takım Çeliği STC Takım Çeliği Oyuk Matkap Çeliği Alaşımlı Takım Çeliği SKC STS, STD, STF Yüksek Hızlı Takım Çeliği SKH Özel Çelikler Paslanmaz Çelik Isı Dirençli Çelik Paslanmaz Çelik Çubuk Isı Dirençli Çelik Isı Dirençli Çelik Çubuk Isı Dirençli Çelik Plaka Otomat Çeliği Özel Çelikler STS STR STR STR Yay Çeliği 6

7 Genel Bilgiler Ⅰ SI Birim Çevirme Tablosu Genel SI Birim Çevirme Tablosu Kuvvet N kgf dyn Gerilme Pa veya N/m 2 MPa veya N/mm 2 kgf/mm 2 kgf/cm 2 kgf/m Basınç Pa kpa MPa bar kgf/cm İş, Enerji, Kalori J kw saat kgf m kcal Güç W kw kgf m/s PS kcal/h Özgül Isı Isıl İletkenlik J/(kg K) kcal/(kg ) cal/(g ) W/(m k) kcal/(h m ) Dakika Başı Devir dak 6 s r.p.m. 6 7
 kcal/(kg ) cal/(g ) W/(m k) kcal/(h m ) 4.865 3 2.38889 4 Dakika Başı Devir dak 6 s.67.6279 8.6 r.p.m. 6 7")
8 Genel Bilgiler Ⅰ Sertlik Hesaplama Tablosu İş Parçası Sertlik Hesaplama Tablosu Vickers 5kgf HV Brinell, 3kgf HB Standart küre mm Semente Karbür küre mm Ölçek A 6kgf Elmas Parçası HRA Rockwell Ölçek B kgf /6in küre HRB Ölçek C 5kgf Elmas Parçası HRC Ölçek D kgf Elmas Parçası HRD Shore (767) (757) (745) (733) (722) (7) (698) (684) (67) (656) (647) (638) (55) (496) (488) (48) (473) (465) (456) (.) (9.) (8.) HS Çekme Dayanımı (uygun değer) MPa() Vickers 5kgf HV Brinell, 3kgf HB Standart küre mm Semente Karbür küre mm Ölçek A 6kgf Elmas Parçası HRA Rockwell Ölçek B kgf /6in küre HRB (7.) (5.5) (4.5) (3.5) (2.) (.) Ölçek C 5kgf Elmas Parçası HRC (8.) (5.7) (3.4) (.) (8.5) (6.) (3.) (.) Ölçek D kgf Elmas Parçası HRD Shore HS Çekme Dayanımı (uygun değer) MPa() Not.) ASTM E ye göre Not 2.). MPa = N/mm 2 2. Numara yazılmayan yerler genel kullanım aralığında bulunmamaktadır. 8
 8.8 59.2 7. 8 67 63 8.6 58.8 69.8 66 62 8.3 58.3 69.4 79 65 6 8. 57.8 69. 64 6 79.8 57.3 68.7 77 63 59 79.5 56.8 68.3 62 582 79.2 56.3 67.9 75 6 573 78.9 55.7 67.5 6 564 78.6 55.")
9 Genel Bilgiler Ⅰ Korloy Kalitelerinin Özellikleri Korloy Kalitelerinin Fiziksel Özellikleri Uygulama Kesici Takımlar için Kaliteler Ultra ince tanecikli alaşımlar Tungsten Karbür Aşınma Parçaları için Kaliteler Madencilik ve İnşaat Sektörü takımları için Kaliteler Sınıflandırma Sembolü P M K Z V E Korloy kaliteleri Özgül Ağırlık (g/cm 3 ) Sertlik (HRA) TRS (kgf/mm 2 ) Basınç Dayanımı (kg/mm 2 ) Young modülü (3kgf/mm 2 ) Isıl Genleşme Katsayısı ( 6 / ) Isıl İletkenlik (cal/cm sec ) P ST5E P STP P2 ST2E P3 A M UE M2 U M3 A M4 A K H K H K2 GE Z FA Z2 FCC V D V2 D V3 D V4 G V5 G E GR E2 GR E3 GR E4 GR E5 GR Elementlerin Fiziksel Özellikleri Element Özgül Ağırlık (g/cm 3 ) Sertlik (HV) Young Modülü ( 3kgf/mm 2 ) Isıl İletkenlik (cal/cm sec ) Isıl Genleşme Katsayısı ( 6 / ) Erime Noktası ( ) WC 5.6 2, ,9 TiC , ,2 TaC 4.5, ,8 NbC 8.2 2, ,5 TiN , ,95 A , ,5 cbn , Elmas , Co 8.9 ~ ,495 Ni ,455 9

10 Genel Bilgiler Ⅰ Paslanmaz Çelik için Paslanmaz Çelik İşleme Kılavuzu Paslanmaz çelikler mükemmel anti korozif özellikleri ile tanınırlar Bu alaşımlara Krom eklenmesi sayesinde mükemmel anti korozif özelliklere sahiptirler. Genel olarak paslanmaz çelikler %4~% arasında Krom ihtiva eder. Paslanmaz Çeliklerin Sınıflandırılması & Özellikleri. ) Östenit Serisi : Paslanmaz çelikler arasında en genel kullanıma sahip çeşitlerinden biridir, yüksek krom ve nikel içermesi sayesinde en iyi korozyon direncine sahiptir. Yüksek nikel oranı malzemeyi işlemeyi zorlaştırır. Östenit serisi paslanmaz çelikler genellikle teneke kutu imalatı, kimyasal ürünler ve yapısal amaçlı kullanılırlar. (AISI 33,34,36) 2) Ferrit serisi : Östenit serisine yakın miktarda krom ihtiva eder, ancak yapısında nikel bulunmamaktadır ve bu yüzden işlemesi daha kolaydır (AISI 4,43,434) 3) Martenzit serisi : Isıl işlem yapılabilen tek paslanmaz çeliktir. Yüksek karbon içermesi ve düşük korozyon direnci olması yüzünden yüksek sertlik gereken parçalarda kullanılır. (AISI4, 42,432) 4) Çökelme Sertleştirilmiş seri : Krom nikel alaşımlı seri, düşük sıcaklıklarda ısıl işlem sayesinde sertliği arttırılmıştır ve hem üstün korozyon direncine hem de tokluğa sahiptir. (AISI 7, 5) 5) ÖstenitFerrit serisi : Östenit ve Ferrit serilerine benzer özelliklere sahiptir, üstün ısıl dirence sahiptir (yaklaşık iki kat). Genellikle kondansatörler gibi sabit ısıl korozyon direnci istenen yerlerde kullanılır (AISI S234, 257). Paslanmaz Çeliğin Zor İşlenmesine Neden olan faktörler ) Pekleşme Özelliği Takımın erken aşınmasına ve zayıf talaş kontrolüne neden olur 2) Düşük Termal İletkenlik Kesme kenarında plastik deformasyon ve takımın çabuk aşınmasına neden olur 3) Talaş Yapışması Kesme kenarlarında mikro talaşlanmaya daha duyarlıdır ve kötü yüzey kalitesine neden olur 4) Takım ile pek ve düşük termal iletkenliğe sahip iş parçası arasındaki kimyasal etkileşim sonucu anormal aşınma, talaşlanma ve/veya anormal çatlak oluşabilir Paslanmaz Çeliğin İşlenmesi Için Öneriler ) Yüksek ısıl iletkenliğe sahip takım kullanın Paslanmaz çeliğin düşük ısıl iletkenliği takım aşınmasını arttırır kesici ucun kesme kearında ısının birikmesi sertliğin azalmasına neden olur. Yüksek ısıl iletkenliğe sahip bir takım ve yeterli soğutma sıvısı kullanmak daha iyidir 2) Keskin Kesici Kenar Çizgisi Kesme yükünün azaltılması ve talaş yığılmasını önlemek için daha yüksek eğim açısı daha geniş talaş kırıcı kullanılmalıdır. Daha iyi talaş kontrolü için operatöre yardımcı olur 3) Optimum kesme koşulları Çok düşükyüksek kesme hızları veya düşük ilerlemeler gibi uygun olmayan işleme koşulları iş parçasının pekleşmesi yüzünden kötü takım ömrüne neden olabilir 4) Uygun takım seçimi Paslanmaz çelik takımları kesme kenarında daha iyi tokluk ve yeterli dayanıma sahip olmalıdır.

11 Genel Bilgiler Ⅰ Paslanmaz Çelik için Talaş Kırıcı Formu HA / Finiş İşleme Az derinlikte işleme için keskin kenar Yüksek hızlı işlemede talaş sürtünmesini azaltarak takım ömrünü arttırır İş parçasında iyi yüzey kalitesi HS / OrtaKaba İşleme Geliştirilmiş talaş akışı sayesinde kesme verimi ve takım ömrü arttırılmıştır. Yüksek eğim açısı ile güçlendirilmiş aşınma direnci Özel tasarımı sayesinde çentikten korur ve tokluğu arttırır GS / OrtaKaba ve Kaba İşleme Hafif Kesintili işlemede üstün takım ömrü Geniş talaş cebi daha iyi talaş akışı Düşük kesme kuvveti sağlayan tasarımı kesme kenarında talaş yığılmasını önler VM / Kaba İşleme Kesintili işleme için talaş kırıcı form Düzgün talaş kontrolü sağlayan eşsiz talaş kırıcı tasarımı Güçlü kenar çizgisi üsün tokluk sağlar Paslanmaz Çelik İşleme için Korloy un Yeni Kaliteleri fn (mm/dev) Paslanmaz çelik işleme için KOROY yeni kaliteler NC92, Paslanmaz Çelik Yüksek ve Orta Hızlı Torna Operasyonları için Özel tasarımlı iç yapı paslanmaz çeliğin yüksek hızlı işlenmesi için uygundur Düşük karbonlu çelikler ve düşük karbonlu alaşımlı çeliklerin orta hızlı kesme koşulları altında üstün kesme performansı Üstün talaşlanma direncine sahip kalite tasarımı daha uzun takım ömrü sağlar Daha iyi kesme performansı sağlar. Korloy derin kesme derinliklerinde dahi işlemeyi kolaylaştıracak çok çeşitli talaş kırıcı fomları sunar PC93, Paslanmaz Çelik Orta ve Düşük Hızlı Torna Operasyonları için Ultra ince tanecikli karbür iç yapı ile, PC93 paslanmaz çeliğin orta hızlı işleme ve kesintili işleme için daha tok bir yapıya sahiptir. Kesmesi zor malzemelerin işlenmesi sırasında Talaşlanma direncini ve yapışma direncini arttırmak amacıyla PVD kaplama uygulanmıştır Tok iç yapı ve PVD kaplamalı özel paslanmaz çelik kalitesi kesici uca üstün yağlama özelliği verir Özellikle Paslanmaz çelik için geliştirilen, daha iyi yüzey kalitesi oluşturan ve çapaklanmayı azaltan talaş kırıcı form PC953, Paslanmaz çelik orta ve düşük hızlı freze operasyonları için Tok ultra ince karbür iç yapı genel olarak paslanmaz çeliğin kaba ve/veya kesintili freze uygulamalaında kullanılır Paslanmaz Çelik ve NiCr çelik uygulamalarında PVD kaplama daha uzun takım ömrü sağlar Korloy kesme kenarında çapaklanmayı azaltabilmek için tok karbür iç yapı ve PVD kaplama kullanmaktadır

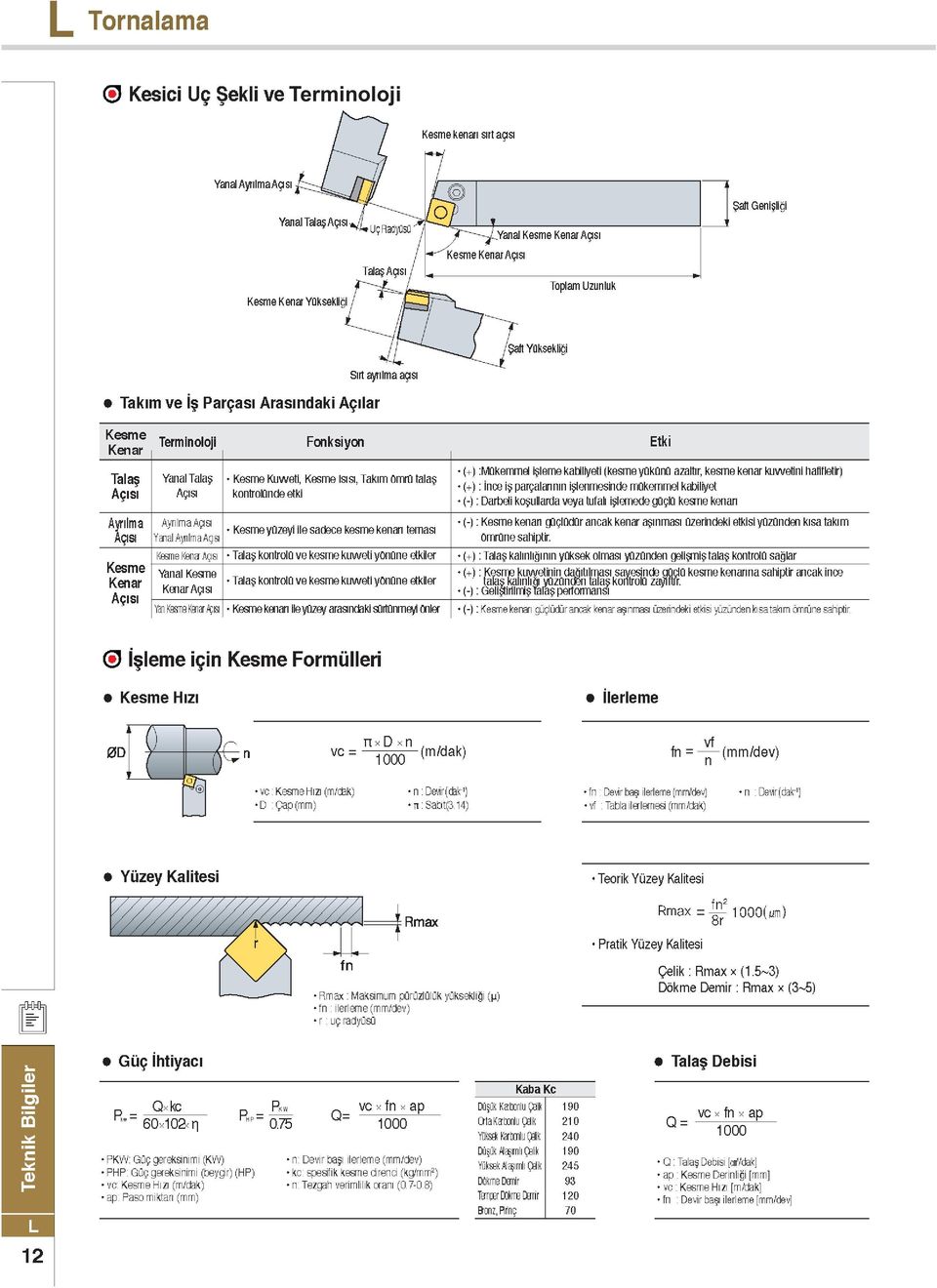
12 Terminoloji
13 Tornalama İşleme Zamanı Dış çap yüzey işleme Sabit Devir T = 6 fn n T fn n : İşleme Zamanı [sn] : Kesme Uzunluğu [mm] : Devir Başı İlerleme [mm/dev] : Devir [dak] D : İş parçası çapı [mm] Sabit Kesme Hızı vc : Kesme Hızı [m/dak] T = 6 π D fn n Dış çap yüzey işleme 2 Sabit Devir T = 6 N fn n T fn n : İşleme Zamanı [sn] : Kesme boyu [mm] : Devir başı ilerleme [mm/dev] : Devir [dak] D : İş parçası büyük çapı [mm] Sabit Kesme Hızı D2 vc : İş parçası küçük çapı [mm] : Kesme Hızı [m/dak] T = 6 π (D + D2) N 2 fn n N : Paso sayısı = (DD2)/d/2 Alın İşleme Sabit Devir T = 6 (D D2) N 2 fn n Sabit Kesme Hızı T = 6 π (D + D2) (D D2) N 4 fn vc T : İşleme Zamanı [sn] T : Maksimum devir öncesi geçen zaman [sn] : İşleme genişliği [mm] fn : Devir başı ilerleme [mm/dev] n : Devir [dak ] D : İş parçası büyük çapı [mm] D2 : İş parçası küçük çapı [mm] vc : Kesme Hızı [m/dak] N : Paso sayısı = (DD2)/d/2 Kanal Açma T = Sabit Devir 6 (D D2) 2 fn n T T fn : İşleme Zamanı [sn] : Maksimum devir öncesi geçen zaman [sn] : İşleme genişliği [mm] : Devir başı ilerleme [mm/dev] n : Devir [dak ] T = Sabit Kesme Hızı 6 π (D + D2) (D D2) 4 fn vc D D2 vc : İş parçası büyük çapı [mm] : İş parçası küçük çapı [mm] : Kesme Hızı [m/dak] Kesme T = T3 = T = 6 D 2 fn n 6 π (D + D3) (D D3) 4 fn vc T + Sabit Devir Sabit Kesme Hızı 6 D3 2 fn nmax T : İşleme Zamanı [sn] T : Maksimum devir öncesi geçen zaman [sn] T3 : Maksimum devirde geçen işleme zamanı [sn] fn : Devir başı ilerleme [mm/dev] n : Devir [dak ] nmax : Maksimum Devir [dak ] D : İş parçası büyük çapı [mm] D3 : Maksimum devirdeki maksimum çap [mm] vc : Kesme Hızı [m/dak] 3
![büyük çapı [mm] Sabit Kesme Hızı D2 vc : İş parçası küçük çapı [mm] : Kesme Hızı [m/dak] T = 6 π (D + D2) N 2 fn n N : Paso sayısı = (DD2)/d/2 Alın İşleme Sabit Devir T = 6 (D D2) N 2 fn n Sabit](/docs-images/42/13719089/images/page_13.jpg "Kesme Hızı T = 6 π (D + D2) (D D2) N 4 fn vc T : İşleme Zamanı [sn] T : Maksimum devir öncesi geçen zaman [sn] : İşleme genişliği [mm] fn : Devir başı ilerleme [mm/dev] n : Devir [dak ] D : İş")
14 Tornalama Kesme Koşullarının Etkileri En çok arzu edilen işleme demek işleme zamanı kısa, uzun takım ömrü ve yüksek hassasiyettir. Bu yüzden her kesici takım için kesme koşulları iş parçasının özelliklerine, sertliğine, şekline ve tezgahın verimine göre seçilmelidir. Kesme Hızı NC33 Düşük Kalite NC32 NC3 İş Parçası : S45C (8HB) Takım Ömür Kriteri : VB=.2mm Kesme Derinliği :.5mm İlerleme :.3mm/dev Kater : PCNR2525M2 Kesici Uç : CNMG248 Islak kesim Yüksek Kalite PC93 Düşük Kalite NC33 NC92 İş Parçası : STS34 (2HB) Takım Ömür Kriteri : VB=.2mm Kesme Derinliği :.5mm İlerleme :.3mm/dev Kater: PCNR2525M2 Kesici Uç : CNMG248 Islak kesim Yüksek Kalite Çelik Kaliteleri Takım Ömrü Özellikleri Paslanmaz Çelik Kaliteleri Takım Ömrü Özellikleri Düşük Kalite NC35K NC6 İş Parçası : GC3 (8HB) Takım Ömür Kriteri : VB=.2mm Kesme Derinliği :.5mm İlerleme :.3mm/dev Kater : PCNR2525M2 Insert : CNMG248 Islak kesim Yüksek Kalite Döküm Kaliteleri Takım Ömrü Özellikleri Kesme Hızının Etkileri Kesme hızının %2 arttırılması takım ömrünün %5 azalmasına neden olur. Ancak eğer kesme hızı %5 arttırılırsa takım ömrü %2 azalmaktadır. Diğer yandan eğer kesme hızı çok düşük ise (24m/dak), vibrasyondan ötürü takım ömrü kısalır. İlerleme Tornalama operasyonlarında ilerleme oranı iş parçasının her bir devri için takım parça üzerindeki hareket mesafesidir. Frezeleme operasyonlarında ilerleme oranı tabla ilerlemesinin freze kafasının ağız sayısına bölünmesidir. (diş başı ilerleme) İlerlemenin Etkileri İlerleme azaltıldığı zaman kenar aşınması artar. Eğer ilerleme çok düşük ise takım ömrü azalır. İlerleme arttırıldığı zaman kenar aşınması yüksek ısıdan dolayı genişler, ancak ilerlemenin takım ömrüne kesme hızı kadar etkisi yoktur. Yüksek ilerleme oranı işleme verimini arttırır. Çelik tornalamada ilerleme ve kenar aşınması arasındaki ilişki Kesme Koşulları İş Parçası: SNCN43 Kalite : ST2 Kesme Hızı : 2m/dak Kesme Derinliğ:.mm Kesme Zamanı : dak Kesme Derinliği Malzemenin işlenmesindeki gerekli toleranslar ve tezgahın toleransları dahilinde incelendiğinde değişik şekil ve ölçülerdeki kesici uçlar için kesme sınırlamaları mevcuttur. Kesme Derinliğinin Etkileri Çelik tornalamada kesme derinliği ve kenar aşınması arasındaki ilişki Kesme derinliğinin takım ömrüne büyük bir etkisi bulunmamaktadır. Kesme derinliği küçük seçildiği zaman iş parçası kesilmez ancak yüzeyi düzelir. Bu koşullarda pekleşmiş parçaların işlenmesi takım ömrünü azaltır Döküm yüzeyi veya demir oksit katmanı işlendiği zaman küçük kesme derinlikleri iş parçası yüzeyindeki sert maddeden dolayı çapaklanmaya ve anormal aşınmaya neden olur Demir oksit katmanı içeren yüzey kaba işleme Cutting condition İş Parçası : SNCN43 Kalite : ST2 Kesme Hızı : 2m/dak Feed :.2mm/dev Cutting time : dak 4
 Takım Ömür Kriteri : VB=.2mm Kesme Derinliği :.5mm İlerleme :.")
15 Tornalama Ayrılma Açısı Ayrılma açısı iş parçası ile ayrılma yüzeyi arasındaki sürtünmeyi önler ve kesme kenarının iş parçası üzerinde problemsiz ilerlemesini sağlar Ayrılma Açısı Değişimi ile Kenar Aşınması Arasındaki Ilişki İş Parçası : SNCM43(HB2) Kalite: P2 ap : mm fn :.32mm/dev T : 2dak Etki. Ayrılma açısı artar ise kenar aşınması azalır 2.Ayrılma açısı artar ise kesme kenar dayanımı azalır 3. Küçük ayrılma açısı tırlamaya neden olur Seçim Tavsiyesi. Sert İş Parçası / Kesme kenar Dayancının yüksek olması gerektiği durumlarda Düşük ayrılma açısı 2. Yumuşak İş Parçası / İş Parçasının çabuk pekleştiği durumlarda Yüksek ayrılma açısı Yanal Kesme Açısı Yanal kesme açısının talaş kontrolüne ve kesme direncine büyük etkisi vardır. Buna bağlı olarak uygun açı seçimi dayanımı etkiler Yanal Kesme Açısı ve Talaş Kalınlığı Yanaşma Açısı Yanaşma Açısı 5 Yanaşma Açısı 3 Yanal kesme açısı büyüdükçe çıkan talaşda büyür ve incelir ve genişler (soldaki resmi inceleyiniz). Aynı ilerlemede ve kesme derinliğinde yanaşma açısı Talaş kalınlığı ilerlemeye eşittir (t=fn) ve talaş genişliği kesme derinliğine eşittir (W=ap) t =.97t, W =.4W t2 =.87t, W2 =.5W Yanal Kesme Açısı ve Takım Ömrü İş Parçası : SCM44 Kalite : P2 ap : 3mm fn :.2mm/dev Yanal Kesme Açısı ve 3 Kesme Kuvveti İş Parçası : SCM44(HB25) Kalite : TNGA2242 vc = m/dak ap= 4mm fn =.45mm/dev Etki. Aynı ilerlemede büyük yanal kesme açısı talaşın daha uzağa saçılmasına ve talaşın incelmesine neden olur. Bu yüzden kesme kuvveti uzun kesme kenarına yayılır ve takım ömrünü arttırır. 2. Büyük yanal kesme açısı ince ve uzun iş parçasının kesiminde eğilme yaratabilir Seçim Tavsiyesi. Derin paso finiş işlemi / Uzun ince iş parçası / Düşük tezgah rijitliği Düşük Yanal Kesme Açısı 2. Sert ve yüksek kalorifik güce sahip iş parçası / Büyük çaplı iş parçası kaba işleme / Yüksek tezgah rijitliği Yüksek Yanal Kesme Açısı Yanal Kesme Açısı ve Kesme Yükü Yanal Kesme Açısı ve Kesme Performansı P yükü P yükü P, P2'ye yayılmış. Yanaşma açısı büyüdükçe tepki kuvvetleri büyür ve ilerleme kuvvetleri küçülür Teknik Özellik Aşınma Oranı İş Parçası Tezgah Gücü Tırlama İşleme Tipi İş Parçası Rijitliği Tezgah Rijitliği Düşük Yüksek Kesmesi Kolay Malzeme Küçük Oluşumu Zor Finiş Uzun İnce İş Parçası Düşük Rijitlik Yanaşma Açısı Yüksek Düşük Kesmesi Zor Malzeme Büyük Oluşumu Kolay Kaba Kalın İş Parçası Yüksek Rijitlik 5

16 Tornalama Kesme Kenarı Sırt Açısı Takım ve kesme yüzeyi arasındaki sürtenmeyi önlediğinden dolayı kesme kenar sırt açısı yüzey pürüzlülüğünde büyük etkiye sahiptir Etki. Küçük kesme kenar sırt açısı, kesme kenar dayanıdakı arttırırken sıcaklığında yükselmesine neden olur 2. Küçük kesme kenar sırt açısı, bileşke kuvvetin artmasından dolayı kesme sırasında tırlama yaratır Burun Radyüsü. Burun radyüsü kesme kenar dayancında ve yüzey kalitesinde büyük etkiye sahiptir 2. Genel olarak ilerlemenin 2 veya 3 katı büyüklüğünde burun radyüsü seçilmelidir Burun Radyüsü ve Yüzey Kalitesi Burun Radyüsü ve Takım Ömrü Burun Radyüsü ve Takım Aşınması Yüzey Kalitesi(μ) Takım Ömrü(darbe sayısı) Kenar Aşınması (mm) İş Parçası : SNCM439, HB2 Kalite : P2 vc = 2m/dak, ap =.5mm Burun Radyüsü(mm) İş Parçası : SCM44, HB28 Kalite : P vc = m/dak, ap =.5mm fn =.3mm/dev Burun Radyüsü(mm) Burun Radyüsü(mm) İş Parçası : SNCM439, HB2 Kalite : P vc = 4m/dak, ap = 2mm fn =.2mm/dev, T = dak Burun Radyüsü R Etkileri. Büyük burun radyüsü yüzey kalitesini arttırır 2. Büyük burun radyüsü kesme kenar dayanımını arttırır 3. Büyük burun radyüsü kenar ve krater aşınmasını azaltır 4. Büyük burun radyüsü oluşan büyük kesme kuvveti yüzünden tırlama yaratır Seçim Tavsiyesi. Küçük paso derinliği ve finiş için / uzun ve ince iş parçalarında / Tezgahın gücü küçük olduğunda Küçük burun radyüsü 2. Darbeli kesimlerde ve yüksek kesme kenarı dayanımı gerektiğinde / Büyük çaplı iş parçalarının kaba işlemlerinde /Tezgahın gücü büyük olduğunda Büyük burun radyüsü Burun Radyüsü ve İlerlemeye bağlı Yüzey Kalitesi Değişimi Uç Radyüsü İlerleme(mm/dev)
 Takım")
17 Tornalama Kesme Kenar Şekli ve Etkileri Kesme Açısı [ α ] Kesme açısının kesme direncine, talaş kontrolüne ve takım ömrüne büyük etkisi vardır Etki. Büyük kesme açısı iyi yüzey kalitesi çıkarır 2. Kesme açısı arttığında kesme güç gereksinimi % düşer 3. Kesme açısının artması, kesme kenarını zayıflatır Seçim Tavsiyesi. Sert İş Parçası / Kesme kenar dayanımının yüksek olmasının istendiği parçalarda Düşük kesme açısı 2. Yumuşak İş Parçası / Kesmesi kolay malzemelerde Tezgahın ve İş Parçasının rijitliğinin az olduğu durumlarda Yüksek kesme açısı Kesme açısı ve talaş yönü γ :nega() λ :nega() Kesme Açısı : γ Yanal Kesme Açısı : λ γ :nega() λ :posi(+) γ :posi(+) λ :nega() γ :posi(+) λ :posi(+) Talaş sarma probleminden dolayı, iş parçası yüzeyinin zarar görmesini önlemek için γ : nega() λ : posi(+) seçiminden kaçının Uygun Takım Seçimi Karmaşık takımlama sistemi ve çok çeşitli kesme koşullarından dolayı en iyi takımı seçebilmek oldukça zordur. Buna rağmen aşağıda verilen temel faktörler sınıflandırılarak bu seçim kolaylaştırılabilir Kesici Uç ve Takım Seçimi Aşağıdaki listede bulunan temel föktölerden ve A'ya göre B'den seçim yapınız A : Temel Faktörler B : Seçim Tavsiyesi İş Parçası Malzemesi İş Parçası Geometrisi İş Parçası Boyutu İş Parçası Sertliği İşlemeden Önce Iş Parçasının Yüzey Kalitesi İstenen Yüzey Kalitesi Tezgah Tipi Tezgah Şartları (Rijitlik, Güç Vb.) Tezgah Beygir Gücü İş Parçası Bağlama Şekli İş parçası tipine bağlı olarak olabildiğince yüksek yanaşma açısı seçilmeli Kullanılan tezgaha bağlı olarak olabildiğince büyük şaft seçilmeli İş parçası tipine bağlı olarak en sert kesici uç seçilmeli İş parçası tipine bağlı olarak olabildiğince büyük burun radyüsü seçilmeli Finiş operasyonunda çok kesme kenarına sahip kesici uç seçimi Kesme şartlarına bağlı olarak olabildiğince küçük kesici uç seçilmeli Kesme koşullarına göre kesme hızı seçimi çok hassas yapılmalıdır Kesme şartlarına bağlı olarak en derin paso seçilmeli Kesme şartlarına bağlı olarak en yüksek ilerleme seçilmeli Talaş kırıcı formuna bağlı olarak uygun kesme şartları seçilmeli 7
 λ :nega() Kesme Açısı : γ Yanal")
18 Tornalama Problem Çözme Takım Hataları Neden Çözüm Krater Aşınması Uygun olmayan kalite Aşırı kesme koşulları Daha sert bir kalite seçin Kesme koşullarını azaltın Kırılma Uygun olmayan kalite Aşırı İlerleme Kesme kenar dayanımının azalması Tutucu rijitliğinin yetersizliği Daha tok bir kalite seçin İlerlemeyi azaltın Geniş honlanmış veya pahlı kenara sahip kesici uç seçin Daha büyük tutucu seçin Plastik deformasyon Uygun olmayan kalite Aşırı kesme koşulları Yüksek kesme sıcaklığı Daha sert bir kalite seçin Kesme koşullarını azaltın Isıl iletkenliği yüksek bir kalite seçin Burun Radyüsünde Aşınma Kenar Aşınması İş parçasının takımdan daha sert olması İşleme yüzeyinin sertleştirildiği operasyonlarda Uygun olmayan kalite Aşırı kesme hızı Çok küçük ayrılma açısı Çok düşük ilerleme Daha sert bir kalite seçin Kesme hızını azaltın Daha büyük ayrılma açısı seçin İlerlemeyi arttırın Termal Çatlak Kesme sıcaklığından dolayı genleşme Uygun olmayan kalite (*Özellikle freze operasyonlarında) Islak kesme seçin (Islak kesim ise daha çok kesme sıvısı kullanın) Daha tok bir kalite seçin Çapaklanma Uygun olmayan kalite Aşırı ilerleme Kesme kenar dayanımının azalması Tutucu rijitliğinin yetersizliği Daha tok bir kalite seçin İlerlemeyi azaltın Geniş honlanmış veya pahlı kenara sahip kesici uç seçin Daha büyük tutucu seçin Çentik Aşınması İşleme yüzeyinin sertleştirildiği operasyonlarda Kötü talaş geometrisi yüzünden sürtünme (Genel olarak vibrasyon) Daha sert bir kalite seçin Talaş kırıcı formu büyük eğim açılı seçerek geliştirin Dökülme Kesme kenarında tortu Zayıf talaş kontrolü Kesme performansını büyük eğim açısı seçerek geliştirin Talaş cebini daha büyük seçin Tam Kırılma Kesme kenarının büyük bir bölümündeki aşınmadan dolayı kesme koşullarının uygun olmaması İlerlemeyi düşürün Paso miktarını düşürün Daha tok bir kalite seçin Daha güçlü bir talaş kırıcı seçin Daha kalın bir kesici uç seçin Talaş Yığılması Düşük kesme hızı Yapışma özelliği yüksek malzeme Kesme Hızını arttırın Pozitif açısı daha yüksek bir geometri seçin Daha tok bir kalite seçin 8

19 Tornalama Takım hata tipleri ve problem çözme Çözüm Kesme Şartları Kesici Uç Kalite Seçimi Takım Geometrisi Tezgah Bağlantısı Problem Çözüm Kesme Hızı İlerleme Paso Soğutma Daha Sert Kalite Seçin Daha Tok Kalite Seçin IsılDarbe Direnci Daha Yüksek Kalite Seçin Yapışma Direnci Daha Yüksek Kalite Seçin Talaş Kırıcı Form Eğim Açısı Köşe Radyüsü Yanal Kesme Açısı Kesme Kenarı Kuvveti Kesici Uç Hassasiyetini Arttırın M sınıfı G sınıfı Tutucu Rijitliğini Geliştirin İş Parçasının Rijit Bağlanması Efektif Tutucu Uzunluğu Tezgah Vibrasyonu Zayıf Hassaslık İşleme boyutunun sabit olmaması Kesici uç hassasiyeti İş parçası, takımın parçalanması Kesme kenar hassasiyeti yetersiz Operasyon boyunca işleme hassaslığı değiştiği için ayarlanması gerekir Kenar Aşınmasının Artması Uygun Olmayan Kesme Şartları Finişte zayıf yüzey kalitesi Takım ömrü kriteri Takımda oluşan aşınmanın kesme kuvvetini azaltması Kesme kenarında çapaklanma Islak Kesim Yapışma, talaş yığılması Uygun Olmayan Kesme Şartları Islak Kesim Islak Kesim Vibrasyon, tırlama Uygun Olmayan Kesme Şartları Islak Kesim Kesme ısısı üretimi Kesme ısısı yüzünden zayıf işleme hassasiyeti ve kısa takım ömrü Uygun olmayan kesme şartları Uygun Olmayan Kesme Şartları çapaklanma çelik, alüminyum (çapak) Uygun olmayan kesme şartları Uygun Olmayan Kesme Şartları Islak Kesim Dökme Demir (Zayıf Çapaklanma) Uygun olmayan kesme şartları Uygun Olmayan Kesme Şartları Yumuşak Çelik (çapak) Uygun olmayan kesme şartları Islak Kesim Uygun Olmayan Kesme Şartları : Arttırın : Azaltın : Kullanın : Doğru Kullanım Takım Ömrü Kriteri KS B83 Kenar Aşınması Genişliği Krater Aşınması Derinliği.2mm.4mm.7mm ~.25mm Demir dışı alaşımların hassas hafif, finiş işlenmesinde Özel çeliklerin işlenmesinde Dökme Demir, Çelik vb. malzemelerde genel kullanım Dökme Demir, Çelik vb. malzemelerde genel kullanım Genel Olarak.5~. mm (B8688) Takım Ömrü Kriteri Tam Kırılma Kenar Aşınım Genişliği VB =.3mm VBmax =.5mm Krater Aşınımı Genişliği KT =.6+.3fmm (f:mm/dev) Yüzey Pürüzlülüğü,.6, 2.5, 4, 6.3, Ra Uygulama Özel çeliklerin işlenmesinde Semente karbürlerin seramik takımlar kenar aşınmasında, Düzensiz kenar aşınması Semente Karbür Takımlar Yüzey pürüzlülüğü önemli olduğunda 9

20 Frezeleme Freze Kafası Şekli ve Kodu Freze Kafası Dış Çapı Flanş Dış Çapı Anahtar Yol Genişliği Anahtar Derinliği Yanaşma Açısı Eksenel Radyal Açı Freze Kafası Yüksekliği Arka Halka Talaş Cebi Baskı Vida Ayrılma Yüzeyi Gerçek Kesme Açısı A Kısmı Kesme kenarı eğim açısı Kafa Dış Çapı Radyal Ayrılma Açısı Baskı Tespit Parçası Ayar Halkası Radyal Kesme Açısı Yüzey Açısı Düzlük Silici Kesme Kenarı AR : Eksenel Kesme Açısı (9 <AR<9 ) RR : Radyal Kesme Açısı (9 <RR<9 ) AA : Yanaşma Açısı ( <AA<9 ) TA : Gerçek Kesme Açısı (9 <TA<9 ) IA : Kesme kenarı eğim açısı (9 <IA<9 ) FA : Yüzey Açısı (9 <FA<9 ) Kesme Kenar Açısı Fonksiyonu ve Özellikleri İsim Sembol Fonksiyon Etkiler Yanaşma Açısı A.R Direction of chip evacuation AR controls the direction of chip flow. The higher AR is, the higher machinability is. 2 Radyal Kesme Açısı R.R Cutting resistance, surface roughness Cutting resistance, The lower RR is, the better chip evacuation is. 3 Yanaşma Açısı A.A Talaş Kalınlığı, Talaş Akış Yönü (+) : Talaş kalınlığını azaltır, kesme yükünü düşürebilir 4 Gerçek Kesme Açısı T.A Etkin Kesme Açısı (+) : Daha iyi kesme sağlar, yapışma etkisinden korur, ancak kesme kenar dayanımını azaltır () : Kesme kenar dayanımını arttırır, ancak birikime neden olur 5 Kesme Kenarı Eğim Açısı I.A Talaş Akış Yönü (+) : Daha iyi talaş akışı sağlar, kesme yükünü azaltır, ancak kesme kenar dayanımını azaltır 6 7 Yüzey Açısı Ayrılma Açısı F.A R.A Finiş için yüzey kalitesini kontrol eder Kesme kenar dayanımı, takım ömrü ve tırlamayı kontrol eder () : Yüzey pürüzlülüğünü geliştirir 2
 Kesme Kenar Açısı Fonksiyonu ve Özellikleri İsim Sembol Fonksiyon Etkiler Yanaşma Açısı A.R Direction of chip evacuation AR controls the direction of chip flow.")
21 Frezeleme Kesme Açısı Kombinasyonlarının Özellikleri Çift Pozitif Açı Çift Negatif Açı Pozitif Negatif Açı Negatif Pozitif Açı Kullanım Çelik, dökme demir, paslanmaz çelik genel kullanımı Talaş yığılması yaşanan yumuşak çelik işleme Zayıf yüzey kalitesi riski olan malzemelerin işlenmesinde Darbeli kesme koşulları altında Dökme demir ve çeliğin kaba operasyonlarında Kesmesi zor malzemelerde Çelik ve dökme demirin derin ve geniş pasolarda işlenmesinde Merkeze doğru talaş akışı Avantajlar Tok iş parçalarında yüzey kalitesini arttırmak için talaş yığılmasını engeller Düşük kesme yükü ve daha iyi işlenebilirlik Güçlü kesme kenarı Cüruf ve tortu gibi kötü yüzey koşullarına sahip iş parçalarının kaba işlenmesi Kesici ucun her iki tarafının kullanılmasından dolayı (Ekonomik) Mükemmel talaş akışı İyi talaş akışı ve işlenebilirlik Kesmesi zor malzemelerin işlenmesi için uygun Düzensiz bölmeli bağlama tırlamayı engeller Dezavantajlar Düşük Kesme Kenarı Dayanımı Tek yüzü kullanılabilen kesici uçlar (Ekonomik değil) Tezgah ve kesici takım yüksek güce ve rijitliğe ihtiyaç duyar Tezgah ve kesici takım yüksek güce ve rijitliğe ihtiyaç duyar Tek yüzü kullanılabilen kesici uçlar (Ekonomik değil) Merkeze doğru oluşan talaş işlenmiş yüzeylerin çizilmesine neden olur Kötü Talaş Akışı Ekonomik değil Kesme Formülleri Kesme Hızı vc = π D n (m/dak) vc : Kesme Hızı (m/dak) D : Takım Çapı (mm) n : Devir (dak ) π : Sabit (3.4) ilerleme fz = vf z n (mm/t) fz : Diş başı ilerleme (m/dak) vf : Dakika başı ilerleme (mm/dak) n : Devir (dak ) Z : Ağız Sayısı Toplam talaş miktarı Q = vf ap (/dak) Q : Toplam talaş miktarı (cm 3 /dak) : Kesme genişliği (mm) vf : Tabla ilerlemesi (mm/dak) ap : Paso miktarı (mm) Güç Gereksinimi Pkw = Q kc 6 2 η Php = Pkw.75 Pc : Güç Gereksinimiı (kw) H : Beygür gücü gereksinimi (hp) (mm/dak) Q : Toplam talaş miktarı (cm 3 /dak) kc : Spesifik kesme direnci (kgf/mm 3 ) n : Tezgah Verim Oranı (,7,8) İşleme Zamanı Gerçek Kesme Açısı / Kesme Kenar Eğim Açısı Gerçek kesme açısı Kesme kenar eğim açısı T = 6 x t (sec) vf tan(t) = tan(r) x cos(aa) + tan(a) x sin(c) tan(i) = tan(a) x cos(aa) tan(r) x sin(c) T : İşleme Zamanıı (sn) t : Toplam ilerleme uzunluğu (mm) (=w+d+2r) w : İş parçası uzunluğu (mm) D : Takım çapı (mm) vf : Tabla ilerlemesi (mm/dak) R : Yanaşma uzunluğu (mm) 2
22 Frezeleme Spesifik Kesme Direnci Değerleri İş Parçası Çekme Dayanımı (kg/) ve sertlik. (mm/t) Çeşitli ilerlemelere göre spesifik kesme direnci kc(mpa).2 (mm/t).3 (mm/t).4 (mm/t).6 (mm/t) Yumuşak Çelik Orta Karbonlu Çelik Yüksek Karbonlu Çelik Takım Çeliği Takım Çeliği Krom Mangan Çeliği Krom Mangan Çeliği Krom Molibden Çeliği Krom Molibden Çeliği Nikel Krom Molibden Çeliği Nikel Krom Molibden Çeliği HB Dökme Çelik Sertleştirilmiş Dökme Demir HRC Aşılı Dökme Demir Gri Dökme Demir HB Pirinç Hafif Alaşım(Al Mg) Hafif Alaşım (Al Si) Nominal Beygir İş Parçası Güü Çelik Dökme Demir Bronz Pirinç Alüminyum Nominal Beygir Gücüne göre Talaş Miktarı (cm3/dak) 5Hp Hp 2Hp 3Hp 4Hp 5Hp Yumuşak Orta Sert Yumuşak Orta Sert Yumuşak ,28 Orta Sert ,,5 MIMA çap (D) seçimi Tezgah Rijitliğine göre Seçim Tezgah Beygir Gücü (PS) ~5 5~2 Over 2 Uygun kesici takım gövde özellikleri(mm) ø8~ø ø25~ø6 ø6~ø2 Tezgah Rijitliğine göre Seçim İş Parçası E δ Çelik +2 ~ 3 : 2 Dökme Demir Under +5 5 : 4 Hafif Alaşım Under +4 5 : 3 D : Kesici takım dış çapı D : İş parçası genişliği d : Freze kafasının dışarıda kalan kısmı E : Geçme Açısı δ : D:D oranı İşleme Zamanına göre Seçim Freze kafası ne kadar büyük olursa işleme zamanı da o oranda yüksek olur Ağız Sayısına göre Seçim ex) D=ø 4 (~.5)=4~6 İş Parçası Uzunluğu Küçük Freze kafası uzunluğu Orta Freze kafası uzunluğu Büyük Freze kafası uzunluğu orta küçük İş Parçası Çelik Dökme Demir Hafif Alaşım Ağız Sayısı D (~.5) D (~4) D +α büyük D inç birimine dönüştürülmüş kesici takım çapı Yüzey Pürüzlülüğü Sınıflandırılması Tip Sembol Nasıl Hesaplanır Ölçülen Değer Maksimum yükseklik Rmax Örnek parçadaki yüzey pürüzlülüğünün boylamsal değişim eğrisindeki zirve noktasından geçen profil çizgisi ile dip noktasından geçen taban çizgisi arasındaki mesafedir ( Birimi: μ ) Anormal değerler (çok küçük veya çok büyük) kanal veya tepe oluşumunun bir sonucudur. + noktanın ortalaması ile yüzey pürüzlülüğü Rz Yüzey pürüzlülüğü eğrisindeki zirve noktalarının ve beş dip noktasının toplamının dikey yönde ortalamasıdır ve birimi mikro metredir ( μ ) 22 Aritmetik ortalamaya göre yüzey pürüzlülüğü Finiş Sembolleri Yüzey Pürüzlülüğü Ra Rmax Rz Ra yüzey pürüzlülüğü eğrisi üzerinde ortalama çizgisi ekseni yönünde ve boyutsal değişim Y ekseni yönünde olan referans uzunluktur ve birimi mikro metredir( μ ) Genel olarak, Ra ölçüm cihazından okunan değerlerdir.8s.8z.2a 6.3s 6.3z.6a 25s 25z 6.3a s z 25a ~ Özel Olmayan
23 Frezeleme Frezeleme için Problem Çözme Problem Kenar Aşınması Krater Aşınması Çapaklanma Talaş Yığılması Tırlama Zayıf Yüzey Kalitesi Termal Çatlak Kırılma Neden Uygun olmayan kesici uç kalitesi Uygun olmayan kesme koşulları Tırlama Uygun olmayan kesme koşulları Uygun olmayan kesici uç kalitesi Kesici ucun tokluğunun yetersizliği Aşırı İlerleme Aşırı Kesme Yükü Uygun olmayan kesme koşulları Uygun olmayan kesme kenar şekli Uygun olmayan kesici uç kalitesi Uygun olmayan kesme koşulları Kesici ucun ağız sayısının yetersizliği Uygun olmayan kesme kenar şekli Kötü talaş akışı İş parçasının dengesiz bağlanması Talaş yığılması Uygun olmayan kesme koşulları Tırlama Kötü talaş akışı Uygun olmayan kesme koşulları Uygun olmayan kesici uç kalitesi Uygun olmayan kesici uç kalitesi Aşırı Kesme Yükü Kötü talaş akışı Tırlama Aşırı Kesme Yüksekliği Kesme Hızı Kesme Koşulları Kesme Yanaşma İlerleme Soğutucu Derinliği Kesme Açısı Çözüm Ayrılma Açısı Takım Şekli Açısı Kesme Kenarında Tırlama Burun Radyüsü Kesici Uç Kalitesi Tokluk Sertlik : Arttırın : Azaltın : Kullanın : Doğru Kullanım Frezeleme için Genel Formüller Tezgah Verimi (η) Güç Aktarımı Verim (E) Referans Direk tahrikli.9 Kasnak tahrikli.85 Çift Bağlama : Başlangıç tahrikli.75 Yağ basınç tahrikli.6~.9 23
24 Konikler Mors Konik (Saplı Tip) MT No. Koniklik Konik Açlsl(α) D a D d d2 b c e R r Mors Konik (Vidalı Tip) MT No. Koniklik Konik Açlsl(α) D a D d d d2 k t r M M M M M M M Brown sharp konik (Vidalı Tip) B&S No. D a D d d t r d2 K M 8(/4) M(3/8) M2(/2) M2(/2) M6(5/8) M6(5/8) M2(3/4) M2(3/4) M24() M24() M3(/8) 6 Brown sharp konik (Saplı Tip) B&S No. D a D d d2 b c e R r
25 Konikler Amerikan Freze Tezgahları için Standart Konik NT No. Boyut D D M a t b UNC UNC UNC UNC (mm) Şişe Saplı Konik (mm) BT No. D D2 t t2 t3 t4 d d3 M b t5 d M M M M M HSK şaft (DIN 69893) HSK No. b b2 b3 d d2 d3 d4 d5 d6 d7 d8 d9 d d d2 d3 d4 a a2 (mm) M M , M HSK No (mm) f f2 f3 f4 b b r r2 r3 r4 r5 r6 r7 r
26 Konikler DIN 6987 Şaft No D D2 D3 D4 D5 2 3 b M (mm) M M M M24 3 CAT Şaft Şaft No D D2 M d d2 d3 2 3 G (mm) CAT /8 CAT /4 CAT Freze kafası için standart delik (KSB323) A Tipi B Tipi 26 Çap ødh7 E F r Çap ødh7 E F r
BİLGİLER İ Ç E R İ K. Genel Bilgiler Ⅰ Teknik Bilgiler Genel Bilgiler Ⅱ L12 L36 L02 L20 L37 L06 L24 L40 L07 L27 L08 L30 L09 L10
 TEKNİK BİGİER TEKNİK BİGİER Genel Bilgiler Ⅰ Genel Bilgiler Ⅱ İ Ç E R İ K 2 İş Parçası Malzeme Kaliteleri 2 Tornalama için 36 Talaş Kırıcı Form Karşılaştırması 6 Çelik, Demir Dışı Metaller Sembol istesi
TEKNİK BİGİER TEKNİK BİGİER Genel Bilgiler Ⅰ Genel Bilgiler Ⅱ İ Ç E R İ K 2 İş Parçası Malzeme Kaliteleri 2 Tornalama için 36 Talaş Kırıcı Form Karşılaştırması 6 Çelik, Demir Dışı Metaller Sembol istesi
Herhangi bir delme operasyonu için MSD & MSDHların farklı tasarımları MSD(H) 101 K 60 100L 11S. Yağ deliği Uygulama Toplam boy Şaft çapı
 101 K 60 100L 11S. Yağ deliği Uygulama Toplam boy Şaft çapı") Mack için Teknik Bilgiler Herhangi bir delme operasyonu için MSD & MSDHların farklı tasarımları Yekpare lama sistemi 101=Ø10.1 Takım Çapı : mm Kesme uzunluğu (Özel Tip) MSD(H) 101 K 100 11S Yağ deliği
Mack için Teknik Bilgiler Herhangi bir delme operasyonu için MSD & MSDHların farklı tasarımları Yekpare lama sistemi 101=Ø10.1 Takım Çapı : mm Kesme uzunluğu (Özel Tip) MSD(H) 101 K 100 11S Yağ deliği
www.tungaloy.com.tr 4 köşeli,tek yönlü, güçlü delik delme serisi, talaş kırıcı form ve kalite seçenekleri ile tüm malzemeleri kapsar.
 DrillLine Tungaloy Report No. 377-Tr www.tungaloy.com.tr 4 köşeli,tek yönlü, güçlü delik delme serisi, talaş kırıcı form ve kalite seçenekleri ile tüm malzemeleri kapsar. www.tungaloy.com.tr DrillLine
DrillLine Tungaloy Report No. 377-Tr www.tungaloy.com.tr 4 köşeli,tek yönlü, güçlü delik delme serisi, talaş kırıcı form ve kalite seçenekleri ile tüm malzemeleri kapsar. www.tungaloy.com.tr DrillLine
Kaynaklı Kesici Takımlar. Kesici Takımlar İ Ç E R İ K. Kaynaklı Takımlar için Teknik Bilgiler. Döner Kaynaklı Takımlar. Madencilik & İnşaat Takımları
 Kaynaklı Kesici Takımlar Kaynaklı Kesici Takımlar İ Ç E R İ K için Teknik Bilgiler 0 0 KOROY Ultraİnce Kalite : FSerisi Korozyon & Manyetizma Önleyici Kalite : INSerisi Genel Kesici Takımlar 0 0 0 0 0
Kaynaklı Kesici Takımlar Kaynaklı Kesici Takımlar İ Ç E R İ K için Teknik Bilgiler 0 0 KOROY Ultraİnce Kalite : FSerisi Korozyon & Manyetizma Önleyici Kalite : INSerisi Genel Kesici Takımlar 0 0 0 0 0
LTeknik Bilgiler. Teknik Bilgiler Ç E R K. Genel Bilgiler Teknik Bilgiler Genel Bilgiler L12 L20 L24 L27 L30 L36 L37 L40 L02 L06 L07 L08 L09 L10
 Ç E R K Teknik Bilgiler Genel Bilgiler Genel Bilgiler 2 6 7 8 9 Parçasõ Malzeme Kaliteleri Çelik, Demir Dõõ Metaller Sembol istesi SI Birim Çevirme Tablosu Sertlik Hesaplama Tablosu Korloy Kaitelerinin
Ç E R K Teknik Bilgiler Genel Bilgiler Genel Bilgiler 2 6 7 8 9 Parçasõ Malzeme Kaliteleri Çelik, Demir Dõõ Metaller Sembol istesi SI Birim Çevirme Tablosu Sertlik Hesaplama Tablosu Korloy Kaitelerinin
Kaynaklı Kesici. Takımlar. Kesici Takımlar İ Ç E R İ K. Kaynaklı Takımlar için Teknik Bilgiler. Genel Kesici Madencilik & Döner Kaynaklı Takımlar
 Kaynaklı Kesici Takımlar Kaynaklı Kesici İ Ç E R İ K için Teknik Bilgiler 0 0 KOROY Ultraİnce Kalite : FSerisi Korozyon & Manyetizma Önleyici Kalite : INSerisi Takımlar Genel Kesici Madencilik & Döner
Kaynaklı Kesici Takımlar Kaynaklı Kesici İ Ç E R İ K için Teknik Bilgiler 0 0 KOROY Ultraİnce Kalite : FSerisi Korozyon & Manyetizma Önleyici Kalite : INSerisi Takımlar Genel Kesici Madencilik & Döner
HSS alanında etkinlik
 New Haziran 2017 Talaşlı imalat da yenilikler HSS alanında etkinlik Yeni HSS-E-PM UNI matkabı, HSS ile VHM arasındaki boşluğu dolduruyor TOTAL TOOLING=KALITE x SERVIS 2 WNT Önasya Kesici Takımlar San.
New Haziran 2017 Talaşlı imalat da yenilikler HSS alanında etkinlik Yeni HSS-E-PM UNI matkabı, HSS ile VHM arasındaki boşluğu dolduruyor TOTAL TOOLING=KALITE x SERVIS 2 WNT Önasya Kesici Takımlar San.
Yüksek hassasiyetli taşlama ve kendinden merkezleme sistemiyle üstün bağlama hassasiyeti
 için teknik bilgi Yüksek hassasiyetli taşlama ve kendinden merkezleme sistemiyle üstün bağlama hassasiyeti Yüksek hassasiyette bağlama sistemi - Yüksek hassasiyetde taşlama ve kendinden merkezleme sistemiyle
için teknik bilgi Yüksek hassasiyetli taşlama ve kendinden merkezleme sistemiyle üstün bağlama hassasiyeti Yüksek hassasiyette bağlama sistemi - Yüksek hassasiyetde taşlama ve kendinden merkezleme sistemiyle
2 Karbür Matkaplar 2 3. 2 Karbür Matkaplar Sayfa. 12 HSS-Frezeler. 17 Mengeneler. Teknisyenler için yeni ürünler. HSS Matkaplar. Takma Uçlu Matkaplar
 1 HSS Matkaplar Teknisyenler için yeni ürünler Delme 2 Karbür Matkaplar 2 3 Takma Uçlu Matkaplar 2 Karbür Matkaplar Soğutma Kanallı Karbür Matkaplar, TB 20 ve TB 30 Ürün ilavesi 42-43 4 5 Raybalar ve havşa
1 HSS Matkaplar Teknisyenler için yeni ürünler Delme 2 Karbür Matkaplar 2 3 Takma Uçlu Matkaplar 2 Karbür Matkaplar Soğutma Kanallı Karbür Matkaplar, TB 20 ve TB 30 Ürün ilavesi 42-43 4 5 Raybalar ve havşa
Tornalama Operasyonları
 Tornalama Operasyonları Tornalama Delik İşleme Diş açma Profil işleme Kanal açma Delme Yüzey tornalama Kesme METOD BELİRLEME En iyi prosesi oluşturmak için 3 konuya dikkat edilmelidir; 1. Parça Özelliği
Tornalama Operasyonları Tornalama Delik İşleme Diş açma Profil işleme Kanal açma Delme Yüzey tornalama Kesme METOD BELİRLEME En iyi prosesi oluşturmak için 3 konuya dikkat edilmelidir; 1. Parça Özelliği
Kanal işleme için akıllı çözüm
 Tungaloy Report No. 6-Tr kesme kenarlı yeni nesil kanal işleme uçları NE YENİ Kanal işleme için akıllı çözüm Taşlanmış uç kesme kenarı ile ekonomik işleme sunar Tek tip uç sağ ve sol katerde ortak olarak
Tungaloy Report No. 6-Tr kesme kenarlı yeni nesil kanal işleme uçları NE YENİ Kanal işleme için akıllı çözüm Taşlanmış uç kesme kenarı ile ekonomik işleme sunar Tek tip uç sağ ve sol katerde ortak olarak
1. GENEL YAPI ÇELiKLERi 2. ISLAH ÇELiKLERi 3. PASLANMAZ ÇELĐKLER. 1.0035 St33-1.0501 C35 1035 1.4002 X 7 CrAI 13 405
 1. GENEL YAPI ÇELiKLERi 2. ISLAH ÇELiKLERi 3. PASLANMAZ ÇELĐKLER 1.1. ÇEKME DAYANIMINA GÖRE ĐFADE EDĐLEN G.Y.Ç Malzeme No DIN SAE / AISI Malzeme No DIN SAE / AISI Malzeme No DIN SAE / AISI 1.0402 C22 1020
1. GENEL YAPI ÇELiKLERi 2. ISLAH ÇELiKLERi 3. PASLANMAZ ÇELĐKLER 1.1. ÇEKME DAYANIMINA GÖRE ĐFADE EDĐLEN G.Y.Ç Malzeme No DIN SAE / AISI Malzeme No DIN SAE / AISI Malzeme No DIN SAE / AISI 1.0402 C22 1020
Frezeleme takım kompansasyonu # /49
 Frezeleme takım kompansasyonu Kesici pozisyonlandırma Dikkate alınması gereken: Aşağı frezeleme - Yukarı frezeleme. Aynı anda temas eden diş sayısı Giriş sorunları Çıkış sorunları Kesici pozisyonlandırma
Frezeleme takım kompansasyonu Kesici pozisyonlandırma Dikkate alınması gereken: Aşağı frezeleme - Yukarı frezeleme. Aynı anda temas eden diş sayısı Giriş sorunları Çıkış sorunları Kesici pozisyonlandırma
Seramikler. Süper alaşım malzemelerin verimli işlenmesi için
 Seramikler Süper alaşım malzemelerin verimli işlenmesi için Seramik işleme Uygulamalar Seramik kaliteler çok geniş bir malzeme ve uygulama alanında kullanılmaktadır; sıklıkla yüksek hızlı tornalama işlemlerinde,
Seramikler Süper alaşım malzemelerin verimli işlenmesi için Seramik işleme Uygulamalar Seramik kaliteler çok geniş bir malzeme ve uygulama alanında kullanılmaktadır; sıklıkla yüksek hızlı tornalama işlemlerinde,
ISO KODLAMA SİSTEMİ
 ISO KODLAMA SİSTEMİ ISO KODLAMA SİSTEMİ ISO KODLAMA SİSTEMİ ISO KODLAMA SİSTEMİ ISO KODLAMA SİSTEMİ ISO KODLAMA SİSTEMİ ISO KODLAMA SİSTEMİ ISO KODLAMA SİSTEMİ ISO KODLAMA SİSTEMİ ISO KODLAMA SİSTEMİ ISO
ISO KODLAMA SİSTEMİ ISO KODLAMA SİSTEMİ ISO KODLAMA SİSTEMİ ISO KODLAMA SİSTEMİ ISO KODLAMA SİSTEMİ ISO KODLAMA SİSTEMİ ISO KODLAMA SİSTEMİ ISO KODLAMA SİSTEMİ ISO KODLAMA SİSTEMİ ISO KODLAMA SİSTEMİ ISO
İş parçası malzemeleri
 Duplex PÇ 42CrMo4 Ca-uygulanmış 316L İş parçası malzemeleri İş parçası malzemesi İşlenebilirlik Karbon çelik - Serbest kesim çelik Karbon çelik Alaşım çelik Ostenitik PÇ Titanyum Alaşımlar Nikel esaslı
Duplex PÇ 42CrMo4 Ca-uygulanmış 316L İş parçası malzemeleri İş parçası malzemesi İşlenebilirlik Karbon çelik - Serbest kesim çelik Karbon çelik Alaşım çelik Ostenitik PÇ Titanyum Alaşımlar Nikel esaslı
Talaş oluşumu. Akış çizgileri plastik deformasyonun görsel kanıtıdır. İş parçası. İş parçası. İş parçası. Takım. Takım.
 Talaş oluşumu 6 5 4 3 2 1 Takım Akış çizgileri plastik deformasyonun görsel kanıtıdır. İş parçası 6 5 1 4 3 2 Takım İş parçası 1 2 3 4 6 5 Takım İş parçası Talaş oluşumu Dikey kesme İş parçası Takım Kesme
Talaş oluşumu 6 5 4 3 2 1 Takım Akış çizgileri plastik deformasyonun görsel kanıtıdır. İş parçası 6 5 1 4 3 2 Takım İş parçası 1 2 3 4 6 5 Takım İş parçası Talaş oluşumu Dikey kesme İş parçası Takım Kesme
BÖLÜM#5: KESİCİ TAKIMLARDA AŞINMA MEKANİZMALARI
 BÖLÜM#5: KESİCİ TAKIMLARDA AŞINMA MEKANİZMALARI Kesici Takımlarda Aşınma Mekanizmaları Aşınma, kesicinin temas yüzeylerinde meydana gelen malzeme kaybı olarak ifade edilir. Kesici Takımlarda Aşınma Mekanizmaları
BÖLÜM#5: KESİCİ TAKIMLARDA AŞINMA MEKANİZMALARI Kesici Takımlarda Aşınma Mekanizmaları Aşınma, kesicinin temas yüzeylerinde meydana gelen malzeme kaybı olarak ifade edilir. Kesici Takımlarda Aşınma Mekanizmaları
SinterlenmişKarbürler. Co bağlayıcı ~ Mpa Sertlikliğini 1100 ⁰C ye kadar muhafaza eder Kesme hızları hız çeliklerine nazaran 5 kat fazladır.
 SinterlenmişKarbürler Co bağlayıcı ~ Mpa Sertlikliğini 1100 ⁰C ye kadar muhafaza eder Kesme hızları hız çeliklerine nazaran 5 kat fazladır. Seramikler 3 Katogoride Toplanır: 1) Alumina (Al2O3) 2) Alumina
SinterlenmişKarbürler Co bağlayıcı ~ Mpa Sertlikliğini 1100 ⁰C ye kadar muhafaza eder Kesme hızları hız çeliklerine nazaran 5 kat fazladır. Seramikler 3 Katogoride Toplanır: 1) Alumina (Al2O3) 2) Alumina
Uç kalitesi. Basınca dayanıklı. Eğilmeye dayanıklı. Isıya dayanıklı. Sürtüne aşınmasına dayanıklı. Kimyasal reaksiyonlara dayanıklı.
 Uç kalitesi Uç kalitesi Basınca dayanıklı. Eğilmeye dayanıklı. Isıya dayanıklı. Sürtüne aşınmasına dayanıklı. Kimyasal reaksiyonlara dayanıklı. Uç kalitesi Kaplamasız karbür Kaplamalı karbür Kaplamasız
Uç kalitesi Uç kalitesi Basınca dayanıklı. Eğilmeye dayanıklı. Isıya dayanıklı. Sürtüne aşınmasına dayanıklı. Kimyasal reaksiyonlara dayanıklı. Uç kalitesi Kaplamasız karbür Kaplamalı karbür Kaplamasız
KESILMESI ZOR MALZEMELERIN İŞLENMESI IÇIN VİBRASYON KONTROLLÜ PARMAK FREZELER
 VQ KESILMESI ZOR MALZEMELERIN İŞLENMESI IÇIN VİBRASYON KONTROLLÜ PARMAK FREZELER 218.1 B197TR VQ KESILMESI ZOR MALZEMELER IÇIN DEVRİMSEL PERFORMANS YENILIKÇI TEKNOLOJI VQ parmak frezeleri, daha iyi aşınma
VQ KESILMESI ZOR MALZEMELERIN İŞLENMESI IÇIN VİBRASYON KONTROLLÜ PARMAK FREZELER 218.1 B197TR VQ KESILMESI ZOR MALZEMELER IÇIN DEVRİMSEL PERFORMANS YENILIKÇI TEKNOLOJI VQ parmak frezeleri, daha iyi aşınma
Yeni! Yeni nesil TAC frezeler - Çoklu işleme motodları için tek takım EPH / EVH / EXH. Keeping the Customer First
 Keeping the Customer First Tungaloy Report No. 366-Tr EPH / EVH / EXH Yeni nesil TAC frezeler - Çoklu işleme motodları için tek takım Yeni! Derin,düz havuzlar için gövde tipleri. Hybrid TAC Mills EPH tip
Keeping the Customer First Tungaloy Report No. 366-Tr EPH / EVH / EXH Yeni nesil TAC frezeler - Çoklu işleme motodları için tek takım Yeni! Derin,düz havuzlar için gövde tipleri. Hybrid TAC Mills EPH tip
Metal kesmeyi anlama # /71
 Kesme işlemi Metal kesmeyi anlama Metal kesmeyi anlama Frezeleme ile tornalama arasındaki fark Değişen kesme kuvvetleri (stres). Değişen kesme sıcaklıkları (uç gerilimi). İşlemeden ödün verme Kesme koşulları
Kesme işlemi Metal kesmeyi anlama Metal kesmeyi anlama Frezeleme ile tornalama arasındaki fark Değişen kesme kuvvetleri (stres). Değişen kesme sıcaklıkları (uç gerilimi). İşlemeden ödün verme Kesme koşulları
Diş Çekme ile İlgili Teknik Bilgiler
 iş Çekme ile İlgili Teknik Bilgiler Özel özelikleri ış çap diş çekme Konik yada silindir şeklindeki dış çap yüzeylerde diş çekme ış çap diş çekme Vida Anma Çapı iş formundaki en büyük çapı Çapı işin derinliği
iş Çekme ile İlgili Teknik Bilgiler Özel özelikleri ış çap diş çekme Konik yada silindir şeklindeki dış çap yüzeylerde diş çekme ış çap diş çekme Vida Anma Çapı iş formundaki en büyük çapı Çapı işin derinliği
Ø20.0 Ø20, Ø25 İşaret yok : Flanş şaft, Weldon
 King driller için teknik bilgi Maksimum delme verimliliği için en iyi tasarımlı uç KIN DRILL Takım kodlama sistemi K 5D 0 07 KIN / KORLOY Boy oranı (L/D) 2D, 2.5D, 3D, 3.5D, 4D, 4.5D, 5D Matkap çapı Şaft
King driller için teknik bilgi Maksimum delme verimliliği için en iyi tasarımlı uç KIN DRILL Takım kodlama sistemi K 5D 0 07 KIN / KORLOY Boy oranı (L/D) 2D, 2.5D, 3D, 3.5D, 4D, 4.5D, 5D Matkap çapı Şaft
CNC FREZE BAHAR DÖNEMİ DERS NOTLARI
 CNC FREZE BAHAR DÖNEMİ DERS NOTLARI Frezeleme; mevcut olan en esnek işleme yöntemidir ve neredeyse her şekli işleyebilir. Bu esnekliğin dezavantajı, optimize etmeyi daha zor hale getirecek şekilde uygulama
CNC FREZE BAHAR DÖNEMİ DERS NOTLARI Frezeleme; mevcut olan en esnek işleme yöntemidir ve neredeyse her şekli işleyebilir. Bu esnekliğin dezavantajı, optimize etmeyi daha zor hale getirecek şekilde uygulama
CoroMill 390 07 ölçüsünde kesici uçlara sahip parmak frezeler Çelik kalitesi GC1130
 CoroMill 390 07 ölçüsünde kesici uçlara sahip parmak frezeler Çelik kalitesi GC1130 Küçük çaplarda 07 ölçüsünde kesici uçlara sahip yeni parmak frezelerle CoroMill 390'ın kanıtlanmış performansı şimdi
CoroMill 390 07 ölçüsünde kesici uçlara sahip parmak frezeler Çelik kalitesi GC1130 Küçük çaplarda 07 ölçüsünde kesici uçlara sahip yeni parmak frezelerle CoroMill 390'ın kanıtlanmış performansı şimdi
Kavramlar ve açılar. temel bilgiler. Yan kesme ağzı. ana kesme ağzı. = helis açısı. merkez boşluk açısı Yan kesme kenarı
 temel bilgiler Kavramlar ve açılar Yan kesme ağzı ana kesme ağzı α P = ana kesme kenarı boşluk açısı β H = ana kesme kenarı kama açısı γ P = ana kesme kenarı talaş açısı α O = yan kesme kenarı boşluk açısı
temel bilgiler Kavramlar ve açılar Yan kesme ağzı ana kesme ağzı α P = ana kesme kenarı boşluk açısı β H = ana kesme kenarı kama açısı γ P = ana kesme kenarı talaş açısı α O = yan kesme kenarı boşluk açısı
MükeMMel HSS / HSCO kesici takimlar e ++Cazip fiyatlar ++Yüksek kalit
 imal eden Mükemmel HSS / HSCO kesici takimlar ++ l a k k Yükse r a l t a y fi p i z a C ite ++ cazip Fİyatlarla yüksek kalitede kesici takimlar Aşağıdaki uygulamalar için yüksek kalitedeki ürün yelpazemizi
imal eden Mükemmel HSS / HSCO kesici takimlar ++ l a k k Yükse r a l t a y fi p i z a C ite ++ cazip Fİyatlarla yüksek kalitede kesici takimlar Aşağıdaki uygulamalar için yüksek kalitedeki ürün yelpazemizi
Trokoidal frezelemede evrim.
 New Teuz 2016 Talaşlı imalat da yenilikler Trokoidal frezelemede evrim. CircularLine parmak frezeler işlem süresini azaltır ve uzun ömürlülük sağlar TOTAL TOOLING=KALITE x SERVIS 2 WNT Önasya Kesici Takımlar
New Teuz 2016 Talaşlı imalat da yenilikler Trokoidal frezelemede evrim. CircularLine parmak frezeler işlem süresini azaltır ve uzun ömürlülük sağlar TOTAL TOOLING=KALITE x SERVIS 2 WNT Önasya Kesici Takımlar
TALAŞLI İMALAT. Koşul, takım ile iş şekillendirilmek istenen parça arasında belirgin bir sertlik farkının olmasıdır.
 TALAŞLI İMALAT Şekillendirilecek parça üzerinden sert takımlar yardımıyla küçük parçacıklar halinde malzeme koparılarak yapılan malzeme üretimi talaşlı imalat olarak adlandırılır. Koşul, takım ile iş şekillendirilmek
TALAŞLI İMALAT Şekillendirilecek parça üzerinden sert takımlar yardımıyla küçük parçacıklar halinde malzeme koparılarak yapılan malzeme üretimi talaşlı imalat olarak adlandırılır. Koşul, takım ile iş şekillendirilmek
Verimliliğiniz İçin YG 1 KESİCİ TAKIMLAR SAN VE TİC.LTD. ŞTİ. YÜKSEK PERFORMANSLI ÜRÜNLER En İyi Seçimler YG-1 ÜRÜNLERİ HIZLI ARAMA
 YG-1 ÜRÜNLERİ HIZLI ARAMA YÜKSEK PERFORMANSLI ÜRÜNLER En İyi Seçimler Verimliliğiniz İçin YG 1 KESİCİ TAKIMLAR SAN VE TİC.LTD. ŞTİ. Tavukçuyolu Cad. No:279, Yukarı Dudullu Mahallesi, Ümraniye / İstanbul,
YG-1 ÜRÜNLERİ HIZLI ARAMA YÜKSEK PERFORMANSLI ÜRÜNLER En İyi Seçimler Verimliliğiniz İçin YG 1 KESİCİ TAKIMLAR SAN VE TİC.LTD. ŞTİ. Tavukçuyolu Cad. No:279, Yukarı Dudullu Mahallesi, Ümraniye / İstanbul,
Frezelemede freze ve kesme koşullarının seçimi # /27
 Frezelemede freze ve kesme koşullarının seçimi MN 2004 Frezeleme sayfa 169 Görüntü değiştir MN 2004 Frezeleme sayfa 169 İşlem Kanal frezeleme Kenar frezeleme Dairesel helisel frezeleme Kopyacep frezeleme
Frezelemede freze ve kesme koşullarının seçimi MN 2004 Frezeleme sayfa 169 Görüntü değiştir MN 2004 Frezeleme sayfa 169 İşlem Kanal frezeleme Kenar frezeleme Dairesel helisel frezeleme Kopyacep frezeleme
tanımlar, ölçüler ve açılar DIN ISO 5419 (alıntı baskı 06/98)
") temel bilgiler tanımlar, ölçüler ve açılar DIN ISO 5419 (alıntı baskı 06/98) helisel matkap ucu silindirik saplı/ konik saplı matkap ucu-ø kanal sırt döndürücü dil (DIN 1809' a göre) sap-ø eksen gövde
temel bilgiler tanımlar, ölçüler ve açılar DIN ISO 5419 (alıntı baskı 06/98) helisel matkap ucu silindirik saplı/ konik saplı matkap ucu-ø kanal sırt döndürücü dil (DIN 1809' a göre) sap-ø eksen gövde
3-.HQDUÕ NXOODQÕODQ IUH]HOHPH WDNÕPÕ
![3-.HQDUÕ NXOODQÕODQ IUH]HOHPH WDNÕPÕ](/thumbs/29/13441476.jpg "3-.HQDUÕ NXOODQÕODQ IUH]HOHPH WDNÕPÕ") Rich Mill leme RMP TEMAK - Mükemmel 90 dik kenar frezeleme operasyonu takımı Yüksek hız ve yüksek ilerleme için mükemmel pozitif talaş kırıcı Daha iyi işlenebilirlik için güçlü sıkma kuvveti - Gerçek 90
Rich Mill leme RMP TEMAK - Mükemmel 90 dik kenar frezeleme operasyonu takımı Yüksek hız ve yüksek ilerleme için mükemmel pozitif talaş kırıcı Daha iyi işlenebilirlik için güçlü sıkma kuvveti - Gerçek 90
Karbür Frezeler. Delme. Monster Mill SCR. Diş. Monster Mill program ilavesi ICR. Tornalama. Frezeleme. Tutucu sistemler.
 Delme Karbür Frezeler Monster Mill SCR - - - - Çelik, dökme demir ve 70 HRC ye kadar sert malzemelerin işlenmesinde TI 1200 kaplamanın ömrü çok uzundur Yüksek fz değerlerinde dahi proses güvenliği Mükemmel
Delme Karbür Frezeler Monster Mill SCR - - - - Çelik, dökme demir ve 70 HRC ye kadar sert malzemelerin işlenmesinde TI 1200 kaplamanın ömrü çok uzundur Yüksek fz değerlerinde dahi proses güvenliği Mükemmel
TM S R L TM 2 I ISO
 iş Frezeleme İçin Teknik Bilgiler iş Freze ları Kod Sistemi TM S R L 5 - Tipi Kater Tipi 3 Kater Kesme Yönü 4 Şaft Tipi 5 Şaft Çapı 6 Kesme Kenar Uzunluğu Tipi TM S R L 5 - Kater Kesme Yönü Şaft Çapı 3
iş Frezeleme İçin Teknik Bilgiler iş Freze ları Kod Sistemi TM S R L 5 - Tipi Kater Tipi 3 Kater Kesme Yönü 4 Şaft Tipi 5 Şaft Çapı 6 Kesme Kenar Uzunluğu Tipi TM S R L 5 - Kater Kesme Yönü Şaft Çapı 3
Üst başlık hareket. kolu. Üst başlık. Askı yatak. Devir sayısı seçimi. Fener mili yuvası İş tablası. Boyuna hareket volanı Düşey hareket.
 Frezeleme İşlemleri Üst başlık Askı yatak Fener mili yuvası İş tablası Üst başlık hareket kolu Devir sayısı seçimi Boyuna hareket volanı Düşey hareket kolu Konsol desteği Eksenler ve CNC Freze İşlemler
Frezeleme İşlemleri Üst başlık Askı yatak Fener mili yuvası İş tablası Üst başlık hareket kolu Devir sayısı seçimi Boyuna hareket volanı Düşey hareket kolu Konsol desteği Eksenler ve CNC Freze İşlemler
TAKIM AŞINMA MEKANİZMALARI VE AŞINMA TİPLERİ
 1 TAKIM AŞINMA MEKANİZMALARI VE AŞINMA TİPLERİ Prof. Dr. Süleyman YALDIZ Selçuk Üniversitesi Teknoloji Fakültesi KESİCİ TAKIMLAR 2 Takım ömrü, genellikle belirli bir kritere ulaşmak için gerekli olan etkili
1 TAKIM AŞINMA MEKANİZMALARI VE AŞINMA TİPLERİ Prof. Dr. Süleyman YALDIZ Selçuk Üniversitesi Teknoloji Fakültesi KESİCİ TAKIMLAR 2 Takım ömrü, genellikle belirli bir kritere ulaşmak için gerekli olan etkili
B202TR MVX DEĞIŞTIRILEBILIR UÇLU MATKAP YÜKSEK TEKNOLOJIYLE GELEN ULTRA SAĞLAM GÖVDE YAPISI. 6xD. 5xD. 4xD. 3xD. 2xD
 2017.04 B202TR MVX DEĞIŞTIRILEBILIR UÇLU MATKAP YÜKSEK TEKNOLOJIYLE GELEN ULTRA SAĞLAM GÖVDE YAPISI 6xD 5xD 4xD 3xD 2xD MVX DEĞİŞTİRİLEBİLİR UÇLU MATKAP 4 KESICI KENARLAR Ekonomik 4 köşeli kesici uç. DEĞİŞİK
2017.04 B202TR MVX DEĞIŞTIRILEBILIR UÇLU MATKAP YÜKSEK TEKNOLOJIYLE GELEN ULTRA SAĞLAM GÖVDE YAPISI 6xD 5xD 4xD 3xD 2xD MVX DEĞİŞTİRİLEBİLİR UÇLU MATKAP 4 KESICI KENARLAR Ekonomik 4 köşeli kesici uç. DEĞİŞİK
EcoCut ProfileMaster yeni nesil
 New Ocak 2017 Talaşlı imalat da yenilikler ProfileMaster yeni nesil Daha iyi olmak için geliştirilmiştir TOTAL TOOLING=KALITE x SERVIS 2 WNT Önasya Kesici Takımlar San. ve Tic. Ltd. Şti. Şerifali Mah.
New Ocak 2017 Talaşlı imalat da yenilikler ProfileMaster yeni nesil Daha iyi olmak için geliştirilmiştir TOTAL TOOLING=KALITE x SERVIS 2 WNT Önasya Kesici Takımlar San. ve Tic. Ltd. Şti. Şerifali Mah.
Çelikler genel olarak aşağıdaki şekilde sınıflandırılmaktadır;
 ÇELİK NEDİR? ÇELİK, bir Demir (Fe) Karbon (C) alaşımıdır. C dan başka farklı oranlarda alaşım elementleri ve empürite elementler bulunur. Çeliğe farklı özellikler kazandıran içerdiği elementlerin kimyasal
ÇELİK NEDİR? ÇELİK, bir Demir (Fe) Karbon (C) alaşımıdır. C dan başka farklı oranlarda alaşım elementleri ve empürite elementler bulunur. Çeliğe farklı özellikler kazandıran içerdiği elementlerin kimyasal
Telefonla aradığında da yetkin hizmet Know-how u olan uygulama teknisyenleri 09:00 19:00
 KAMPANYA BITIŞ TARIHI: 3.05.208 Sipariş verme saatiniz: 8:30. Aynı gün işlemi tamamlayıp çıkışı sağlayalım Avrupa nın talaşlı imalat alanında en modern lojistik merkezi; sizin için anlamı saat 9:00 a kadar
KAMPANYA BITIŞ TARIHI: 3.05.208 Sipariş verme saatiniz: 8:30. Aynı gün işlemi tamamlayıp çıkışı sağlayalım Avrupa nın talaşlı imalat alanında en modern lojistik merkezi; sizin için anlamı saat 9:00 a kadar
Siz belirtin, biz tedarik edelim!
 New Eylül 2016 Talaşlı imalat da yenilikler Siz belirtin, biz tedarik edelim! WNT de Karbür kademeli matkap sizin belirleyeceğiniz kademelerde tüm boyutlarıyla maksimum esneklik avantajı sağlar TOTAL TOOLING=KALITE
New Eylül 2016 Talaşlı imalat da yenilikler Siz belirtin, biz tedarik edelim! WNT de Karbür kademeli matkap sizin belirleyeceğiniz kademelerde tüm boyutlarıyla maksimum esneklik avantajı sağlar TOTAL TOOLING=KALITE
İmal Usulleri 2. Fatih ALİBEYOĞLU -4-
 İmal Usulleri 2 Fatih ALİBEYOĞLU -4- Giriş Talaş kaldırma işlevini yerine getirememesi üç nedenden dolayıdır: Kırılma (Çatlama) Bozulması. Takım ucundaki kesme kuvvetinin aşırı yüksek değerlere ulaşması
İmal Usulleri 2 Fatih ALİBEYOĞLU -4- Giriş Talaş kaldırma işlevini yerine getirememesi üç nedenden dolayıdır: Kırılma (Çatlama) Bozulması. Takım ucundaki kesme kuvvetinin aşırı yüksek değerlere ulaşması
Prof. Dr. İRFAN AY / Öğr. Gör. FAHRETTİN KAPUSUZ 1
 OTOMOTİV PROGRAMI MALZEME TEKNOLOJİSİ-I- (DERS NOTLARI) Prof.Dr.İrfan AY Öğr. Gör. Fahrettin Kapusuz 2008-20092009 BALIKESİR Prof. Dr. İRFAN AY / Öğr. Gör. FAHRETTİN KAPUSUZ 1 ÇELİK STANDARTLARI Prof.
OTOMOTİV PROGRAMI MALZEME TEKNOLOJİSİ-I- (DERS NOTLARI) Prof.Dr.İrfan AY Öğr. Gör. Fahrettin Kapusuz 2008-20092009 BALIKESİR Prof. Dr. İRFAN AY / Öğr. Gör. FAHRETTİN KAPUSUZ 1 ÇELİK STANDARTLARI Prof.
Rampalama. Delme. 45 kadar dik dalma. Çok iyi talaş kaldırma. 2xD ye kadar çok iyi delme yeteneği. Ayrı bir kesici takıma ihtiyac yok
 Rampalama Çok iyi talaş kaldırma 45 kadar dik dalma 2xD ye kadar çok iyi delme yeteneği Delme Ayrı bir kesici takıma ihtiyac yok Raybalar için ideal ön-delme işlemi Şaft DIN 6535 HA/HB Karbür DIN 6527
Rampalama Çok iyi talaş kaldırma 45 kadar dik dalma 2xD ye kadar çok iyi delme yeteneği Delme Ayrı bir kesici takıma ihtiyac yok Raybalar için ideal ön-delme işlemi Şaft DIN 6535 HA/HB Karbür DIN 6527
METAL KESİM ŞERİT TESTERELERİ
 METAL KESİM ŞERİT TESTERELERİ Busatec leri temel olarak özel alaşımlı çelikten oluşan iki bileşenli bir malzemedir. Son derece esnek, yaklaşık 50 HRC taşıyıcı malzeme ile HSS malzemenin elektro kaynak
METAL KESİM ŞERİT TESTERELERİ Busatec leri temel olarak özel alaşımlı çelikten oluşan iki bileşenli bir malzemedir. Son derece esnek, yaklaşık 50 HRC taşıyıcı malzeme ile HSS malzemenin elektro kaynak
Bağlanan ucun merkez daire çapı 5 : İş parçası SCM440 Kesme parametreleri vc=200m/dak ap=8mm ae=90mm fz=0.3mm/diş. Üst.
 Power buster için teknik bilgi Yeni tırtıklı tasarım kesme kuvvetlerini düşürerek verimliliği arttırıyor. Tırtıklı özel yeni tasarımıyla kesme kuvvetlerini düşürerek verimliliği arttırmaktadır. Çift taraflı
Power buster için teknik bilgi Yeni tırtıklı tasarım kesme kuvvetlerini düşürerek verimliliği arttırıyor. Tırtıklı özel yeni tasarımıyla kesme kuvvetlerini düşürerek verimliliği arttırmaktadır. Çift taraflı
MMT209 Çeliklerde Malzeme Bilimi ve Son Gelişmeler 5 Çeliklerin standartları. Yrd. Doç. Dr. Ersoy Erişir 2014-2015 Güz Yarıyılı
 MMT209 Çeliklerde Malzeme Bilimi ve Son Gelişmeler 5 Çeliklerin standartları Yrd. Doç. Dr. Ersoy Erişir 2014-2015 Güz Yarıyılı Standartlar Örnek TSE Türk Standartları Ensititüsü ASTM American Society for
MMT209 Çeliklerde Malzeme Bilimi ve Son Gelişmeler 5 Çeliklerin standartları Yrd. Doç. Dr. Ersoy Erişir 2014-2015 Güz Yarıyılı Standartlar Örnek TSE Türk Standartları Ensititüsü ASTM American Society for
1. Yeni kaliteler - CVD kaplama T9125, PVD kaplama AH905 süper alaşımlar için, ve Sermet kalite NS530.
 NPA # 099T: TungCut Tarih: Mart. 2013 Yeni Kesme ve Kanal Açma Uçları Genişletilmiş Ürünler T9125 Yeni CVD kaliteler ile yüksek kesme hızlarında çelik işleme. AH905 Süper alaşımların işlenmesinde İLK tercih.
NPA # 099T: TungCut Tarih: Mart. 2013 Yeni Kesme ve Kanal Açma Uçları Genişletilmiş Ürünler T9125 Yeni CVD kaliteler ile yüksek kesme hızlarında çelik işleme. AH905 Süper alaşımların işlenmesinde İLK tercih.
MMT310 Malzemelerin Mekanik Davranışı 2 Mukavemet ve deformasyon özelliklerinin belirlenmesi - Basma ve sertlik deneyleri
 MMT310 Malzemelerin Mekanik Davranışı 2 Mukavemet ve deformasyon özelliklerinin belirlenmesi - Basma ve sertlik deneyleri Yrd. Doç. Dr. Ersoy Erişir 2011-2012 Bahar Yarıyılı 2. Mukavemet ve deformasyon
MMT310 Malzemelerin Mekanik Davranışı 2 Mukavemet ve deformasyon özelliklerinin belirlenmesi - Basma ve sertlik deneyleri Yrd. Doç. Dr. Ersoy Erişir 2011-2012 Bahar Yarıyılı 2. Mukavemet ve deformasyon
- L-NS 20 5 3 L-NiSiCr 20 5 3
 TS TS DIN Amerika AISI/SAE/ASTM Japonya JIS Fransa AFNOR Ingiltere BS EN Aciklama - DDL-10 GGL-100 A48-20 B FC 10 Ft 10 D - - DDL-15 GGL-150 A48-25 B FC 15 Ft 15 D Grade 150 - DDL-20 GGL-200 A48-30 B FC
TS TS DIN Amerika AISI/SAE/ASTM Japonya JIS Fransa AFNOR Ingiltere BS EN Aciklama - DDL-10 GGL-100 A48-20 B FC 10 Ft 10 D - - DDL-15 GGL-150 A48-25 B FC 15 Ft 15 D Grade 150 - DDL-20 GGL-200 A48-30 B FC
B210TR MS6015 KÜÇÜK PARÇALARIN İŞLENMESI İÇIN PVD KAPLI KARBÜR KALITE EKSI TOLERANS
 2017.04 B210TR KÜÇÜK PARÇALARIN İŞLENMESI İÇIN PVD KAPLI KARBÜR KALITE EKSI TOLERANS KARBON ÇELIKLERİ İÇIN PVD KAPLI KARBÜR KALITE Aşınma direncini büyük ölçüde arttıran özel karbür alt yapı ile yeni PVD
2017.04 B210TR KÜÇÜK PARÇALARIN İŞLENMESI İÇIN PVD KAPLI KARBÜR KALITE EKSI TOLERANS KARBON ÇELIKLERİ İÇIN PVD KAPLI KARBÜR KALITE Aşınma direncini büyük ölçüde arttıran özel karbür alt yapı ile yeni PVD
Kesici takım malzemesi, talaş kaldırma sırasında aşağıdaki yüksek zorlanmalara maruz kalırlar:
 Kesici takım malzemesi, talaş kaldırma sırasında aşağıdaki yüksek zorlanmalara maruz kalırlar: a)devamlı ve darbeli tarzda kesme kuvvetleri b)yüksek sıcaklıklar ve sıcaklık değişimleri c)sürtünme ve aşınma
Kesici takım malzemesi, talaş kaldırma sırasında aşağıdaki yüksek zorlanmalara maruz kalırlar: a)devamlı ve darbeli tarzda kesme kuvvetleri b)yüksek sıcaklıklar ve sıcaklık değişimleri c)sürtünme ve aşınma
ÜRÜN KATALOĞU BM TEKNİK
 TR ÜRÜN KATALOĞU BM TEKNİK HAKKIMIZDA Bm Lazer olarak sektörde edindiğimiz tecrübe ile siz değerli müşterilerimize daha kaliteli, güvenilir ve sürdürülebilir hizmet ulaştırmayı hedefliyoruz. 2009 yılından
TR ÜRÜN KATALOĞU BM TEKNİK HAKKIMIZDA Bm Lazer olarak sektörde edindiğimiz tecrübe ile siz değerli müşterilerimize daha kaliteli, güvenilir ve sürdürülebilir hizmet ulaştırmayı hedefliyoruz. 2009 yılından
CoroDrill 880 Demir içermeyen malzemeler gündemde
 CoroDrill 880 Demir içermeyen malzemeler gündemde 1 EĞİLİM: Daha hafif, daha az yakıt demektir Hafif bir cismi hızlandırmak için ağır bir cisme göre daha az enerji gerekir; bu nedenle hafif malzemeler
CoroDrill 880 Demir içermeyen malzemeler gündemde 1 EĞİLİM: Daha hafif, daha az yakıt demektir Hafif bir cismi hızlandırmak için ağır bir cisme göre daha az enerji gerekir; bu nedenle hafif malzemeler
- t. Junior .. : ... I } J1. Almanya da yapılmıştır den beri Almanya da yapılmaktadır. C. Mesenhaller " ,\ i..i ..._ "'..
 - t i... I } J1. -.,\ i..i ' ).. :....._... - -... "'.. ". -.. - Junior Almanya da yapılmıştır C. Mesenhaller 1908 den beri Almanya da yapılmaktadır İçindekiler 2 Sayfa İki metalli Şerit Testere Bıçakları
- t i... I } J1. -.,\ i..i ' ).. :....._... - -... "'.. ". -.. - Junior Almanya da yapılmıştır C. Mesenhaller 1908 den beri Almanya da yapılmaktadır İçindekiler 2 Sayfa İki metalli Şerit Testere Bıçakları
B210TR MS6015 KÜÇÜK PARÇALARIN İŞLENMESI İÇIN PVD KAPLI KARBÜR KALITE EKSI TOLERANS
 2018.04 B210TR KÜÇÜK PARÇALARIN İŞLENMESI İÇIN PVD KAPLI KARBÜR KALITE EKSI TOLERANS KARBON ÇELIKLERİ İÇIN PVD KAPLI KARBÜR KALITE Aşınma direncini büyük ölçüde arttıran özel karbür alt yapı ile yeni PVD
2018.04 B210TR KÜÇÜK PARÇALARIN İŞLENMESI İÇIN PVD KAPLI KARBÜR KALITE EKSI TOLERANS KARBON ÇELIKLERİ İÇIN PVD KAPLI KARBÜR KALITE Aşınma direncini büyük ölçüde arttıran özel karbür alt yapı ile yeni PVD
BÖHLER W300. Sıcak iş Çeliklerinin Başlıca Özelliklerinin Karşılaştırılması
 Sıcak iş Çeliklerinin Başlıca Özelliklerinin Karşılaştırılması Bu tablo çelik seçiminizde yardım olmak için hazırlanmıştır. Ancak yine de farklı uygulama türlerinin yarattığı gerilme koşulları dikkate
Sıcak iş Çeliklerinin Başlıca Özelliklerinin Karşılaştırılması Bu tablo çelik seçiminizde yardım olmak için hazırlanmıştır. Ancak yine de farklı uygulama türlerinin yarattığı gerilme koşulları dikkate
Başlangıçta göz önünde bulundurulması
 Frezeleme; mevcut olan en esnek işleme yöntemidir ve neredeyse her şekli işleyebilir. Bu esnekliğin dezavantajı, optimize etmeyi daha zor hale getirecek şekilde uygulama içerisinde çok fazla değişkenin
Frezeleme; mevcut olan en esnek işleme yöntemidir ve neredeyse her şekli işleyebilir. Bu esnekliğin dezavantajı, optimize etmeyi daha zor hale getirecek şekilde uygulama içerisinde çok fazla değişkenin
Tor B83. Tornalama Talaş Kırıcı Formları B16 B02 B84 B87 B88 B18 B68 B04 B12 B75 B81 B89 B94 B102 B104 B106 B113 B120
 Korloy tornalama takımları geniş bir uygulama alanını, IO takımların tüm serisini ve bütün üreticilerin ihtiyaç duyduğu yüksek kalite ve hassasiyette üretilen FGT tipi takımları kapsamaktadır. Talaş Kırıcı
Korloy tornalama takımları geniş bir uygulama alanını, IO takımların tüm serisini ve bütün üreticilerin ihtiyaç duyduğu yüksek kalite ve hassasiyette üretilen FGT tipi takımları kapsamaktadır. Talaş Kırıcı
Talaş Kırıcı -XU. Talaşlı imalat da yenilikler. Eylül 2014
 New Eylül 2014 Talaşlı imalat a yenilikler Talaş Kırıcı -XU WNT Önasya Kesici Takımlar San. ve Tic. Lt. Şti. Şerifali Mah. Hattat Sk. No:16/2 34775 Ümraniye/İstanbul Tel. +90 216 526 63 05 Faks +90 216
New Eylül 2014 Talaşlı imalat a yenilikler Talaş Kırıcı -XU WNT Önasya Kesici Takımlar San. ve Tic. Lt. Şti. Şerifali Mah. Hattat Sk. No:16/2 34775 Ümraniye/İstanbul Tel. +90 216 526 63 05 Faks +90 216
Talaşlı imalat da yenilikler
 New Eylül 2017 Talaşlı imalat da yenilikler Paslanmaz ve yüksek alaşımlı çelik malzemelerin işlenmesi için yeni tür WNT Önasya Kesici Takımlar San. ve Tic. Ltd. Şti. Cevizli D-100 Güney Yanyol Cad. Lapis
New Eylül 2017 Talaşlı imalat da yenilikler Paslanmaz ve yüksek alaşımlı çelik malzemelerin işlenmesi için yeni tür WNT Önasya Kesici Takımlar San. ve Tic. Ltd. Şti. Cevizli D-100 Güney Yanyol Cad. Lapis
Tungaloy Report No. 406-Tr. Küçük kanallar için uçlar Yeni. GTGN tip. Yeni geliştirilmiş üç kenarlı kanal ucu
 Tungaloy Report No. 406-Tr GTGN tip Küçük kanallar için uçlar Yeni Yeni geliştirilmiş üç kenarlı kanal ucu GTGN Yeni uçlar, yüksek performans ve ekonomik avantajlar sunar Özellikler Son derece yüksek hassasiyette
Tungaloy Report No. 406-Tr GTGN tip Küçük kanallar için uçlar Yeni Yeni geliştirilmiş üç kenarlı kanal ucu GTGN Yeni uçlar, yüksek performans ve ekonomik avantajlar sunar Özellikler Son derece yüksek hassasiyette
Parmak. Parmak Frezeler için teknik bilgi Yekpare Parmak Frezeler F02 F04 F07 F10 F12 F17 F35 F36 F37 F46 F50 F52
 Parmak rezeler Korloy parmak frezeler verimliliğinizi arttırmak için en yeni teknoloji ile en iyi kalitede üretilmiştir. Parmak Parmak rezeler için teknik bilgi Yekpare Parmak rezeler i Ç E R i K 0 0 Parmak
Parmak rezeler Korloy parmak frezeler verimliliğinizi arttırmak için en yeni teknoloji ile en iyi kalitede üretilmiştir. Parmak Parmak rezeler için teknik bilgi Yekpare Parmak rezeler i Ç E R i K 0 0 Parmak
HSS Matkaplar. Delme. Matkap ucu Tip UNI TiN, DIN 340 uzun 24. Diş. Tornalama. Frezeleme. Tutucu sistemler. Delme. Sayfa
 Delme Matkaplar Matkap ucu Tip UI, DI 340 uzun 24 Diş 10xD ye kadar olan deliklerin matkapla delinmesinde ilk tercih, Üniversal, -E kaplamalı ve kendinden merkezlemeli matkap ucu. Mükemmel fiyat-performance
Delme Matkaplar Matkap ucu Tip UI, DI 340 uzun 24 Diş 10xD ye kadar olan deliklerin matkapla delinmesinde ilk tercih, Üniversal, -E kaplamalı ve kendinden merkezlemeli matkap ucu. Mükemmel fiyat-performance
Bu tablonun amacı, çelik seçimini kolaylaştırmaktır. Ancak, farklı uygulama tiplerinin getirdiği çeşitli baskı durumlarını hesaba katmamaktadır.
 Sıcak iş Çeliklerinin Başlıca Özelliklerinin Karşılaştırılması 1) Martenzitik Çelik (martenzit sıcaklığı yaklaşık olarak 480 C dir); bu form, ısı ile işlem gören çelikler ile karşılaştırılamamaktadır.
Sıcak iş Çeliklerinin Başlıca Özelliklerinin Karşılaştırılması 1) Martenzitik Çelik (martenzit sıcaklığı yaklaşık olarak 480 C dir); bu form, ısı ile işlem gören çelikler ile karşılaştırılamamaktadır.
Havalı Matkaplar, Kılavuz Çekmeler, Hava Motorları KILAVUZ
 2016 Havalı Matkaplar, Kılavuz Çekmeler, Hava Motorları 1. Çalışma Prensibi Matkaplar, kılavuz çekmeler ve paletli tip hava motorları aynı çalışma prensibine sahiptir. Rotorlu (vane) motor ve dişli kutusu
2016 Havalı Matkaplar, Kılavuz Çekmeler, Hava Motorları 1. Çalışma Prensibi Matkaplar, kılavuz çekmeler ve paletli tip hava motorları aynı çalışma prensibine sahiptir. Rotorlu (vane) motor ve dişli kutusu
OSMANLI ALAŞIMLI ÇELİKLER SAN. VE TİC. LTD. ŞTİ.
 BÖHLER K390 MICROCLEAN, en basit anlatımla, şu anda BÖHLER ürün yelpazesinde bulunan soğuk iş uygulamaları için en gelişmiş özelliğe sahip toz metalürjisi soğuk iş takım çeliğidir. Bu çelik: Kesme, basma
BÖHLER K390 MICROCLEAN, en basit anlatımla, şu anda BÖHLER ürün yelpazesinde bulunan soğuk iş uygulamaları için en gelişmiş özelliğe sahip toz metalürjisi soğuk iş takım çeliğidir. Bu çelik: Kesme, basma
OSMANLI ALAŞIMLI ÇELİKLER SAN. VE TİC. LTD. ŞTİ
 Özellikler Paslanmaz martenzitik krom çeliğidir. Bileşiminde bulunan yüksek oranda karbon içeriği, gerilme direnci düzeylerini yükseltmek için gerekli sertleştirme ve su verme işlemlerinin gerçekleştirilmesine
Özellikler Paslanmaz martenzitik krom çeliğidir. Bileşiminde bulunan yüksek oranda karbon içeriği, gerilme direnci düzeylerini yükseltmek için gerekli sertleştirme ve su verme işlemlerinin gerçekleştirilmesine
YCM Tezgahları Endüstri 4.0 a %100 Uyumludur!!!
 YCM Tezgahları Endüstri 4.0 a %100 Uyumludur!!! Nesnelerin İnterneti Makinaların İnterneti Servis Güvencesi ile P. 1 of 30 NMV Serisi YCM NMV 76A YCM NMV 106A P. 2 of 30 Makine Özellikleri NMV76A NMV106A
YCM Tezgahları Endüstri 4.0 a %100 Uyumludur!!! Nesnelerin İnterneti Makinaların İnterneti Servis Güvencesi ile P. 1 of 30 NMV Serisi YCM NMV 76A YCM NMV 106A P. 2 of 30 Makine Özellikleri NMV76A NMV106A
OSMANLI ALAŞIMLI ÇELİKLER SAN. VE TİC. LTD. ŞTİ.BÖHLER W500
 Sıcak iş Çeliklerinin Başlıca Özelliklerinin Karşılaştırılması 1) Martenzitik Çelik (martenzit sıcaklığı yaklaşık olarak 480 C dir); bu form, ısı ile işlem gören çelikler ile karşılaştırılamamaktadır.
Sıcak iş Çeliklerinin Başlıca Özelliklerinin Karşılaştırılması 1) Martenzitik Çelik (martenzit sıcaklığı yaklaşık olarak 480 C dir); bu form, ısı ile işlem gören çelikler ile karşılaştırılamamaktadır.
B Vida dişi açma. Diş frezeleme. Vida dişi açma. HSS-E (-PM) kılavuz Kod anahtarı 132. M Metrik vida dişi 133 UNC 139. Diş frezesi Kod anahtarı 143
 kılavuz Kod anahtarı 132. M Metrik vida dişi 133 UNC 139. Diş frezesi Kod anahtarı 143") B Vida dişi açma Vida dişi açma Sayfa HSS-E (-M) kılavuz Kod anahtarı 132 M Metrik vida dişi 133 UC 139 B Diş frezeleme Diş frezesi Kod anahtarı 143 Değiştirilebilir kesici uçlu diş frezesi 144 Teknik
B Vida dişi açma Vida dişi açma Sayfa HSS-E (-M) kılavuz Kod anahtarı 132 M Metrik vida dişi 133 UC 139 B Diş frezeleme Diş frezesi Kod anahtarı 143 Değiştirilebilir kesici uçlu diş frezesi 144 Teknik
İmalat Teknolojileri. Dr.-Ing. Rahmi Ünal. Talaşlı İmalat Yöntemleri
 İmalat Teknolojileri Dr.-Ing. Rahmi Ünal Talaşlı İmalat Yöntemleri 1 Kapsam Talaşlı imalatın tanımı Talaş kaldırmanın esasları Takımlar Tornalama Frezeleme Planyalama, vargelleme Taşlama Broşlama Kaynak
İmalat Teknolojileri Dr.-Ing. Rahmi Ünal Talaşlı İmalat Yöntemleri 1 Kapsam Talaşlı imalatın tanımı Talaş kaldırmanın esasları Takımlar Tornalama Frezeleme Planyalama, vargelleme Taşlama Broşlama Kaynak
TOTAL TOOLING=KALITE x SERVIS 2
 New Haziran 2017 Talaşlı imalat da yenilikler Dalma Patenti Yeni MonsterMill PCR-UNI Delme Rampalama TOTAL TOOLING=KALITE x SERVIS 2 WNT Önasya Kesici Takımlar San. ve Tic. Ltd. Şti. Şerifali Mah. Hattat
New Haziran 2017 Talaşlı imalat da yenilikler Dalma Patenti Yeni MonsterMill PCR-UNI Delme Rampalama TOTAL TOOLING=KALITE x SERVIS 2 WNT Önasya Kesici Takımlar San. ve Tic. Ltd. Şti. Şerifali Mah. Hattat
Elektrokimyasal İşleme
 Elektrokimyasal İşleme Prof. Dr. Akgün ALSARAN Bu notların bir kısmı Prof. Dr. Can COGUN un ders notlarından alınmıştır. Anot, katot ve elektrolit ile malzemeye şekil verme işlemidir. İlk olarak 19. yüzyılda
Elektrokimyasal İşleme Prof. Dr. Akgün ALSARAN Bu notların bir kısmı Prof. Dr. Can COGUN un ders notlarından alınmıştır. Anot, katot ve elektrolit ile malzemeye şekil verme işlemidir. İlk olarak 19. yüzyılda
Sandvik Coromant'tan kesici takımlar. Döner takımlar FREZELEME DELİK DELME DELİK İŞLEME TAKIM TUTUCU SİSTEMLERİ
 Sandvik Coromant'tan kesici takımlar Döner takımlar RZLM DLİK DLM DLİK İŞLM TAKIM TUTUCU SİSTMLRİ 2012 DLİK DLM Matkap seçimi Matkap seçimi 1 Delik çapını ve delme derinliğini belirleyin Tabloda listelenen
Sandvik Coromant'tan kesici takımlar Döner takımlar RZLM DLİK DLM DLİK İŞLM TAKIM TUTUCU SİSTMLRİ 2012 DLİK DLM Matkap seçimi Matkap seçimi 1 Delik çapını ve delme derinliğini belirleyin Tabloda listelenen
TORNALAMA Walter ISO tornalama 8 Kanal açma 19 Takım tutucu 25 Sipariş sayfaları 26 Teknik bilgi 96
 TORNALAMA Walter ISO tornalama 8 Kanal açma 19 Takım tutucu 25 Sipariş sayfaları 26 Teknik bilgi 96 DELME Walter Titex Karbür matkap 104 Sipariş sayfaları 106 Teknik bilgi 122 Walter Delik genişletme ve
TORNALAMA Walter ISO tornalama 8 Kanal açma 19 Takım tutucu 25 Sipariş sayfaları 26 Teknik bilgi 96 DELME Walter Titex Karbür matkap 104 Sipariş sayfaları 106 Teknik bilgi 122 Walter Delik genişletme ve
Delme ile ilgili bazı teknolojik gelişmeler
 Delik Delme Giriş Delme ile ilgili bazı teknolojik gelişmeler Üretkenlik Yüksek hızlı delme tamamı solid karbür matkaplar Daha büyük delikler için yüksek üretkenlikte takma uçlu matkaplar Zor malzemeler
Delik Delme Giriş Delme ile ilgili bazı teknolojik gelişmeler Üretkenlik Yüksek hızlı delme tamamı solid karbür matkaplar Daha büyük delikler için yüksek üretkenlikte takma uçlu matkaplar Zor malzemeler
Talaş. Frezeleme Kaliteleri. Tornalama Kaliteleri A02
 orloy'un yeni kaliteler her bir operasyon için uygun iç yapıya sahip, yüksek sıcaklık, yüksek sertlik ve oksidasyon direnci için VD kaplamalı, yüksek sıcaklık ve aşınma direnci için CVD kaplamalı olarak
orloy'un yeni kaliteler her bir operasyon için uygun iç yapıya sahip, yüksek sıcaklık, yüksek sertlik ve oksidasyon direnci için VD kaplamalı, yüksek sıcaklık ve aşınma direnci için CVD kaplamalı olarak
Uygulamalar ve Kullanım Alanları
 BÖHLER W360 ISOBLOC ılık veya sıcak dövme kalıpları ve zımbaları için geliştirilmiş bir takım çeliğidir. Sertlik ve tokluğun istendiği çok çeşitli uygulamalarda kullanılabilir. Özellikler Yüksek sertlik
BÖHLER W360 ISOBLOC ılık veya sıcak dövme kalıpları ve zımbaları için geliştirilmiş bir takım çeliğidir. Sertlik ve tokluğun istendiği çok çeşitli uygulamalarda kullanılabilir. Özellikler Yüksek sertlik
Uzmanlar için uzman! WTX Ti yüksek performanslı karbür matkaplarla en zorlu beklentiler bile ustaca karşılanır! Talaşlı imalat da yenilikler
 New Eylü017 Talaşlı imalat da yenilikler Uzmanlar için uzman! WTX Ti yüksek performanslı karbür matkaplarla en zorlu beklentiler bile ustaca karşılanır! WNT Önasya Kesici Takımlar San. ve Tic. Ltd. Şti.
New Eylü017 Talaşlı imalat da yenilikler Uzmanlar için uzman! WTX Ti yüksek performanslı karbür matkaplarla en zorlu beklentiler bile ustaca karşılanır! WNT Önasya Kesici Takımlar San. ve Tic. Ltd. Şti.
SICAK İŞ TAKIM ÇELİKLERİ B İ R K A L İ T E M A R K A S I
 SICAK İŞ TAKIM ÇELİKLERİ B İ R K A L İ T E M A R K A S I S I C A K İ Ş T A K I M Ç E L İ K L E R İ MARTENSİTİK ÇELİKLER KIND Sınıf AISI Kimyasal Analiz % Kondüsyon HB C Si Mn Cr Mo Ni V Co W Sertleştirme
SICAK İŞ TAKIM ÇELİKLERİ B İ R K A L İ T E M A R K A S I S I C A K İ Ş T A K I M Ç E L İ K L E R İ MARTENSİTİK ÇELİKLER KIND Sınıf AISI Kimyasal Analiz % Kondüsyon HB C Si Mn Cr Mo Ni V Co W Sertleştirme
Delik Testereleri 1.11
 » DELİK TESTERELERİ Delik Testereleri. -G delik testereleri RUKO -G uçlu delik testereleri el ve sütunlu matkaplarda kullanılabilir. Sütunlu matkapları çalıştırırken sadece el ile ilerlemeyi kullanınız.
» DELİK TESTERELERİ Delik Testereleri. -G delik testereleri RUKO -G uçlu delik testereleri el ve sütunlu matkaplarda kullanılabilir. Sütunlu matkapları çalıştırırken sadece el ile ilerlemeyi kullanınız.
Diş açma. Giriş. Tek Nokta Tornalama. Diş Frezeleme. Diş Taşlama. Diş Ovalama # /62
 Giriş Sıkma Bağlantı Hareket Kapatma Giriş Tek Nokta Tornalama Diş Frezeleme Diş Taşlama Diş Ovalama Giriş Dış diş Minör çap Majör çap İç diş Minör çap Majör çap Giriş Sağ yön Sol yön Giriş Tek ağızlı
Giriş Sıkma Bağlantı Hareket Kapatma Giriş Tek Nokta Tornalama Diş Frezeleme Diş Taşlama Diş Ovalama Giriş Dış diş Minör çap Majör çap İç diş Minör çap Majör çap Giriş Sağ yön Sol yön Giriş Tek ağızlı
Talaş. Frezeleme Kaliteleri A02
 orloy'un yeni kaliteler her bir operasyon için uygun iç yapıya sahip, yüksek sıcaklık, yüksek sertlik ve oksidasyon direnci için VD kaplamalı, yüksek sıcaklık ve aşınma direnci için CVD kaplamalı olarak
orloy'un yeni kaliteler her bir operasyon için uygun iç yapıya sahip, yüksek sıcaklık, yüksek sertlik ve oksidasyon direnci için VD kaplamalı, yüksek sıcaklık ve aşınma direnci için CVD kaplamalı olarak
İmalat Teknolojileri. Dr.-Ing. Rahmi Ünal. Talaşlı İmalat Yöntemleri malzemebilimi.net
 İmalat Teknolojileri Dr.-Ing. Rahmi Ünal 1 Talaşlı İmalat Yöntemleri malzemebilimi.net Kapsam Talaşlı imalatın tanımı Talaş kaldırmanın esasları Takımlar Tornalama Frezeleme Planyalama, vargelleme Taşlama
İmalat Teknolojileri Dr.-Ing. Rahmi Ünal 1 Talaşlı İmalat Yöntemleri malzemebilimi.net Kapsam Talaşlı imalatın tanımı Talaş kaldırmanın esasları Takımlar Tornalama Frezeleme Planyalama, vargelleme Taşlama
Ç l e i l k i l k e l r e e e Uyg u a l na n n n Yüz ü ey e y Ser Se tle l ş e t ş ir i me e İ şl ş e l m l r e i
 Çeliklere Uygulanan Yüzey Sertleştirme İşlemleri Bazı uygulamalarda kullanılan çelik parçaların hem aşınma dirençlerinin, hem de darbe dayanımlarının yüksek olması istenir. Bunun için parçaların yüzeylerinin
Çeliklere Uygulanan Yüzey Sertleştirme İşlemleri Bazı uygulamalarda kullanılan çelik parçaların hem aşınma dirençlerinin, hem de darbe dayanımlarının yüksek olması istenir. Bunun için parçaların yüzeylerinin
Talaşlı İşlenebilirlik
 Talaşlı İşlenebilirlik Bir malzemenin (genellikle metal) uygun takım ve kesme koşullarıyla göreli olarak kolay işlenebilirliği Sadece iş malzemesine bağlıdır. Talaşlı işleme yöntemi, takım ve kesme koşulları
Talaşlı İşlenebilirlik Bir malzemenin (genellikle metal) uygun takım ve kesme koşullarıyla göreli olarak kolay işlenebilirliği Sadece iş malzemesine bağlıdır. Talaşlı işleme yöntemi, takım ve kesme koşulları
MAKİNA YEDEK PARÇA SANAYİ VE TİCARET A.Ş.
 ÜRÜN KATALOĞU MAKİNA YEDEK PARÇA SANAYİ VE TİCARET A.Ş. Soğuk İş Takım Çelikleri Sıcak İş Takım Çelikleri Plastik Kalıp Çelikleri Islah Çelikleri Sementasyon Çelikleri İmalat Çelikleri Paslanmaz Çelikler
ÜRÜN KATALOĞU MAKİNA YEDEK PARÇA SANAYİ VE TİCARET A.Ş. Soğuk İş Takım Çelikleri Sıcak İş Takım Çelikleri Plastik Kalıp Çelikleri Islah Çelikleri Sementasyon Çelikleri İmalat Çelikleri Paslanmaz Çelikler
6. BEYAZ ve YÜKSEK ALAŞIMLI DÖKME DEMİRLER
 6. BEYAZ ve YÜKSEK ALAŞIMLI DÖKME DEMİRLER Gri dökme demirlerin özellikleri; kimyasal bileşimlerinin değiştirilmesi veya kalıp içindeki soğuma hızlarının değiştirilmesiyle, büyük oranda farklılıklar kazanabilir.
6. BEYAZ ve YÜKSEK ALAŞIMLI DÖKME DEMİRLER Gri dökme demirlerin özellikleri; kimyasal bileşimlerinin değiştirilmesi veya kalıp içindeki soğuma hızlarının değiştirilmesiyle, büyük oranda farklılıklar kazanabilir.
Delme. Diş. Tornalama. Frezeleme. Tutucu sistemler. Delme
 Delme Tornalama Frezeleme Tutucu sistemler Delme Karbür delme ve diş açma frezeleri 2xD Aynı takımla ve tek bir işlemle delme, diş açma ve pah kırma gerçekleştirilir. OSM M 50 85... MF 50 87... G 50 828...
Delme Tornalama Frezeleme Tutucu sistemler Delme Karbür delme ve diş açma frezeleri 2xD Aynı takımla ve tek bir işlemle delme, diş açma ve pah kırma gerçekleştirilir. OSM M 50 85... MF 50 87... G 50 828...
Double Mill DM4 JD TAKIM MAKINA TIC.LTD.STI. YENİ NESİL FREZE. Nr. 194/2013-TR MK 2015 MP 6025
 Nr. 194/2013-TR JD TAKIM MAKINA TIC.LTD.STI. Double Mill DM4 YENİ NESİL FREZE MK 2015 MP 6025 DM4: ÇOK AMAÇLI BİR FREZE SİSTEMİ OLAN DM4, 4 KESME KÖŞESİ OLAN VE ÇİFT TARAFLI KULLANILABİLEN ELMAS UÇLARLA
Nr. 194/2013-TR JD TAKIM MAKINA TIC.LTD.STI. Double Mill DM4 YENİ NESİL FREZE MK 2015 MP 6025 DM4: ÇOK AMAÇLI BİR FREZE SİSTEMİ OLAN DM4, 4 KESME KÖŞESİ OLAN VE ÇİFT TARAFLI KULLANILABİLEN ELMAS UÇLARLA
BÖHLER K700 OSMANLI ALAŞIMLI ÇELİKLER SAN. VE TİC. LTD. ŞTİ. Özellikler
 Özellikler üksek mangan alaşımlı ostenitik bir çelik olup, aşınma mukavemeti çok yüksektir. Yüksek tokluk özelliğine sahiptir. Kaynak edilmeye uygundur. Çalışma sırasında aşınma dayanımı artar. 1000 1050
Özellikler üksek mangan alaşımlı ostenitik bir çelik olup, aşınma mukavemeti çok yüksektir. Yüksek tokluk özelliğine sahiptir. Kaynak edilmeye uygundur. Çalışma sırasında aşınma dayanımı artar. 1000 1050
TORNALAMA Walter ISO tornalama 8 Kanal açma 19 Takım tutucu 25 Sipariş sayfaları 26 Teknik bilgi 96
 TORNALAMA ISO tornalama 8 Kanal açma 19 Takım tutucu 25 Sipariş sayfaları 26 Teknik bilgi 96 DELME Titex Karbür matkap 104 Sipariş sayfaları 106 Teknik bilgi 122 Delik genişletme ve hassas delik işleme
TORNALAMA ISO tornalama 8 Kanal açma 19 Takım tutucu 25 Sipariş sayfaları 26 Teknik bilgi 96 DELME Titex Karbür matkap 104 Sipariş sayfaları 106 Teknik bilgi 122 Delik genişletme ve hassas delik işleme
MALZEME ANA BİLİM DALI Malzeme Laboratuvarı Deney Föyü. Deneyin Adı: Malzemelerde Sertlik Deneyi. Deneyin Tarihi:
 Deneyin Adı: Malzemelerde Sertlik Deneyi Deneyin Tarihi:13.03.2014 Deneyin Amacı: Malzemelerin sertliğinin ölçülmesi ve mukavemetleri hakkında bilgi edinilmesi. Teorik Bilgi Sertlik, malzemelerin plastik
Deneyin Adı: Malzemelerde Sertlik Deneyi Deneyin Tarihi:13.03.2014 Deneyin Amacı: Malzemelerin sertliğinin ölçülmesi ve mukavemetleri hakkında bilgi edinilmesi. Teorik Bilgi Sertlik, malzemelerin plastik
Takım ömründe olağanüstü performans
 New Eylül 2016 Talaşlı imalat da yenilikler Takım ömründe olağanüstü performans S-Cut -UNI yumuşak kesim için yenilikçi geometri TOTAL TOOLING=KALITE x SERVIS 2 WNT Önasya Kesici Takımlar San. ve Tic.
New Eylül 2016 Talaşlı imalat da yenilikler Takım ömründe olağanüstü performans S-Cut -UNI yumuşak kesim için yenilikçi geometri TOTAL TOOLING=KALITE x SERVIS 2 WNT Önasya Kesici Takımlar San. ve Tic.
Yüksek ilerlemeli frezelemede yeni bir boyut
 New Eylül 2017 Talaşlı imalat da yenilikler Yüksek ilerlemeli frezelemede yeni bir boyut HFC 19 sistemi TOTAL TOOLING=KALITE x SERVIS 2 WNT Önasya Kesici Takımlar San. ve Tic. Ltd. Şti. Şerifali Mah. Hattat
New Eylül 2017 Talaşlı imalat da yenilikler Yüksek ilerlemeli frezelemede yeni bir boyut HFC 19 sistemi TOTAL TOOLING=KALITE x SERVIS 2 WNT Önasya Kesici Takımlar San. ve Tic. Ltd. Şti. Şerifali Mah. Hattat
Standart Temin Edilme Koşulu HB Sertlik derecesine erişecek şekilde sertleştirilmiş ve temperlenmiş durumda.
 Yeni Klasik BÖHLER M303 EXTRA, mükemmel tokluk, korozyon ve aşınma direnci sunan bir paslanmaz martenzitik krom çeliğidir ve iyileştirilmiş işlenebilirlik ve parlatılabilirlik özellikleri ile karakterize
Yeni Klasik BÖHLER M303 EXTRA, mükemmel tokluk, korozyon ve aşınma direnci sunan bir paslanmaz martenzitik krom çeliğidir ve iyileştirilmiş işlenebilirlik ve parlatılabilirlik özellikleri ile karakterize