KULLANMA KILAVUZU. MONOTIG 200i TIG KAYNAK İNVERTÖRÜ.
|
|
|
- Elmas Buruk
- 8 yıl önce
- İzleme sayısı:
Transkript
1 KULLANMA KILAVUZU TIG KAYNAK İNVERTÖRÜ

2 Magma Mekatronik önceden haber vermeksizin kullanma kılavuzundaki bilgilerde ve resimlerde değişiklik yapabilir.

3 İÇİNDEKİLER GÜVENLİK KURALLARI...2. TEKNİK BİLGİLER...6. GENEL AÇIKLAMALAR MAKİNE BİLEŞENLERİ ÜRÜN ETİKETİ TEKNİK ÖZELLİKLER AKSESUARLAR KURULUM BİLGİLERİ TESLİM ALIRKEN DİKKAT EDİLECEK HUSUSLAR KURULUM VE ÇALIŞMA TAVSİYELERİ TIG KAYNAĞI İÇİN BAĞLANTILAR Makineyi Şebekeye Bağlayın ve Çalıştırın Gaz Bağlantıları Su Soğutma Sistemi Torcu Hazırlama Torç Bağlantıları Topraklama ensesi Bağlantıları ÖRTÜLÜ ELEKTROD KAYNAĞI İÇİN BAĞLANTILAR KULLANIM BİLGİLERİ KONTROL ANELİ TIG EĞRİSİ MENÜ YAISI TIG Kaynağı Yöntemi TIG Kaynağı Modlarının Kullanımı Örtülü Elektrod Kaynağı Yöntemi Hata Uyarısı BAKIM VE HATA GİDERME ERİYODİK BAKIMLAR ERİYODİK OLMAYAN BAKIMLAR HATA GİDERME...5 EK : YEDEK ARÇA LİSTESİ...6 EK 2: DEVRE ŞEMASI...7

4 GÜVENLİK KURALLARI KILAVUZDA YER ALAN TÜM GÜVENLİK KURALLARINA UYUN! GÜVENLİK BİLGİLERİNİN TANIMLANMASI Kılavuzda yer alan güvenlik sembolleri potansiyel tehlikelerin tanımlanmasında kullanılır. Bu kılavuzda herhangi bir güvenlik sembolü görüldüğünde, bir yaralanma riski olduğu anlaşılmalı ve takip eden açıklamalar dikkatlice okunarak olası tehlikeler engellenmelidir. Kaynak işlemi sırasında operatörler dışındakileri, özellikle de çocukları çalışma sahasından uzak tutun. GÜVENLİK UYARILARININ KAVRANMASI Kullanım kılavuzunu, makine üzerindeki etiket ve güvenlik uyarılarını dikkatli bir şekilde okuyunuz. Makine üzerindeki uyarı etiketlerinin iyi durumda olduğundan emin olunuz. Eksik ve hasarlı etiketleri değiştiriniz. Makinenin nasıl çalıştırıldığını, kontrollerinin doğru bir şekilde nasıl yapılacağını öğreniniz. Makinenizi uygun çalışma ortamlarında kullanınız. Makinenizde yapılabilecek uygunsuz değişiklikler makinenizin güvenli çalışmasına ve kullanım ömrüne olumsuz etki eder. ELEKTRİK ÇARMALARI ÖLDÜREBİLİR Kurulum prosedürlerinin ulusal elektrik standartlarına ve diğer ilgili yönetmeliklere uygun olduğundan emin olun ve makinenin yetkili kişiler tarafından kurulmasını sağlayın. Kuru ve sağlam izolasyonlu eldiven ve iş önlüğü giyin. Islak ya da hasar görmüş eldiven ve iş önlüklerini kesinlikle kullanmayın. Elektroda çıplak elle dokunmayın. Elektrik taşıyan parçalara kesinlikle dokunmayın. Eğer çalışma yüzeyine, zemine ya da başka bir makineye bağlı elektrodla temas halindeyseniz kesinlikle elektroda dokunmayın. Çalışma yüzeyinden ve zeminden kendinizi izole ederek olası muhtemel elektrik şoklarından korunabilirsiniz. Çalışma yüzeyiyle operatörün temasını kesecek kadar büyük, yanmaz, elektriksel açıdan yalıtkan, kuru ve hasarsız izolasyon malzemesi kullanın. Elektrod pensesine birden fazla elektrod bağlamayın. Makineyi kullanmadığınız durumlarda kapalı tutun. Makineyi tamir etmeden önce tüm güç bağlantılarını ve/veya bağlantı fişlerini çıkartın ya da makineyi kapatın. Uzun şebeke kablosu kullanırken dikkatli olun. Tüm kabloları olası hasarlara karşı sık sık kontrol edin. Hasarlı ya da izolasyonsuz bir kablo tespit edildiğinde derhal tamir edin veya değiştirin. Elektrik hattının topraklamasının doğru yapıldığından emin olun. HAREKETLİ ARÇALAR YARALANMALARA YOL AÇABİLİR Hareket halinde olan nesnelerden uzak durun. Makine ve cihazlara ait tüm kapak, panel, kapı, vb. koruyucuları kapalı ve kilitli tutun. Ağır cisimlerin düşme olasılığına karşı metal burunlu ayakkabı giyin. 2

5 GÜVENLİK KURALLARI DUMAN VE GAZLAR SAĞLIĞINIZ İÇİN ZARARLI OLABİLİR Kaynak ve kesme işlemi yapılırken çıkan duman ve gazın uzun süre solunması çok tehlikelidir. Gözlerde, burunda ve boğazda meydana gelen yanma hissi ve tahrişler, yetersiz havalandırmanın belirtileridir. Böyle bir durumda derhal havalandırmayı arttırın, sorunun devam etmesi halinde kaynak işlemini durdurun. Çalışma alanında doğal ya da suni bir havalandırma sistemi oluşturun. Kaynak ve kesme işlemi yapılan yerlerde uygun bir duman emme sistemi kullanın. Gerekiyorsa tüm atölyede biriken duman ve gazları dışarıya atabilecek bir sistem kurun. Deşarj esnasında çevreyi kirletmemek için uygun bir filtrasyon sistemi kullanın. Dar ve kapalı alanlarda çalışıyorsanız veya kurşun, berilyum, kadmiyum, çinko, çinko kaplı ya da boyalı malzemelerin kaynağını yapıyorsanız, yukarıdaki önlemlere ilave olarak temiz hava sağlayan maskeler kullanın. Gaz tüpleri ayrı bir bölgede gruplandırılmışsa buraların iyi havalanmasını sağlayın, gaz tüpleri kullanımda değilken ana vanalarını kapalı tutun, gaz kaçaklarına dikkat edin. Argon gibi koruyucu gazlar havadan daha yoğundur ve kapalı alanlarda kullanıldıkları takdirde havanın yerine solunabilirler. Bu da sağlığınız için tehlikelidir. Kaynak işlemlerini yağlama veya boyama işlemlerinde açığa çıkan klorlu hidrokarbon buharlarının olduğu ortamlarda yapmayın. ARK IŞIĞI GÖZLERİNİZE VE CİLDİNİZE ZARAR VEREBİLİR Gözlerinizi ve yüzünüzü korumak için uygun koruyucu maske ile ona uygun ( EN 379 a göre 4 ila3) cam filtre kullanın. Vücudunuzun diğer çıplak kalan yerlerini (kollar, boyun, kulaklar, vb) uygun koruyucu giysilerle bu ışınlardan koruyun. Çevrenizdeki kişilerin ark ışınlarından ve sıcak metallerden zarar görmemeleri için çalışma alanınızı göz hizasından yüksek, aleve dayanıklı paravanlarla çevirin ve uyarı levhaları asın. KIVILCIMLAR VE SIÇRAYAN ARÇALAR GÖZLERİNİZİ YARALAYABİLİR Kaynak yapmak, yüzey taşlamak, fırçalamak gibi işlemler kıvılcımlara ve metal parçacıklarının sıçramasına neden olur. Oluşabilecek yaralanmaları önlemek için kaynak maskesinin altına, kenar korumalıkları olan onaylanmış koruyucu iş gözlükleri takın. SICAK ARÇALAR AĞIR YANIKLARA NEDEN OLABİLİR Sıcak parçalara çıplak el ile dokunmayın. Makinenin parçaları üzerinde çalışmadan önce soğumaları için gerekli sürenin geçmesini bekleyin. Sıcak parçaları tutmanız gerektiğinde, uygun alet, ısıl izolasyonu yüksek kaynak eldiveni ve yanmaz giyisiler kullanın. 3

6 GÜVENLİK KURALLARI GÜRÜLTÜ, DUYMA YETENEĞİNİZE ZARAR VEREBİLİR Bazı ekipman ve işlemlerin oluşturacağı gürültü, duyma yeteneğinize zarar verebilir. Eğer gürültü seviyesi yüksek ise onaylanmış kulak koruyucularını takın. KAYNAK TELİ YARALANMALARA YOL AÇABİLİR Kaynak teli sargısını boşaltırken torcu vücudun herhangi bir bölümüne, diğer kişilere ya da herhangi bir metale doğru tutmayın. Kaynak telini makaradan elle açarken - özellikle ince çaplarda- tel, bir yay gibi elinizden fırlayabilir, size veya çevrenizdeki diğer kişilere zarar verebilir, bu işlemi yaparken özellikle gözlerinizi ve yüzünüzü koruyun. KAYNAK İŞLEMİ YANGINLARA VE ATLAMALARA YOL AÇABİLİR Yanıcı maddelere yakın yerlerde kesinlikle kaynak yapmayın. Yangın çıkabilir veya patlamalar olabilir. Kaynak işlemine başlamadan önce bu maddeleri ortamdan uzaklaştırın veya yanmalarını ve harlamalarını önlemek için koruyucu örtülerle üstlerini örtün. Tamamen kapalı tüplere ya da borulara kaynak ve kesme işlemi uygulamayın. Tüp ve kapalı konteynerlere kaynak yapmadan önce bunları açın, tamamıyla boşaltıp temizleyin. Bu tip yerlerde yapacağınız kaynak işlemlerinde mümkün olan en büyük dikkati gösterin. İçinde daha önce, patlama, yangın ya da diğer tepkimelere neden olabilecek maddeler bulunan tüp ve borulara boş dahi olsalar kaynak yapmayın. Kaynak ekipmanları ısınırlar. Bu nedenle kesinlikle kolay yanabilecek veya hasar görebilecek yüzeylerin üzerine yerleştirmeyin! Kaynak kıvılcımları yangına sebep olabilir. Bu nedenle yangın söndürücü tüp, su, kum gibi malzemeleri kolay ulaşabileceğiniz yerlerde bulundurun. Yanıcı, patlayıcı ve basınçlı gaz devreleri üzerinde geri tepme ventilleri, gaz regülatörleri ve vanalarını kullanın ve bunların periyodik kontrollerinin yapılıp sağlıklı çalışmasına dikkat edin. MAKİNE ve AARATLARA YETKİSİZ KİŞİLER TARAFINDAN BAKIM YAILMASI YARALANMALARA NEDEN OLABİLİR Elektrikli cihazlar yetkisiz kişilere tamir ettirilmemelidir. Burada yapılabilecek hatalar kullanımda ciddi yaralanmalara veya ölümlere neden olabilir. Gaz devresi elemanları basınç altında çalışmaktadır; yetkisiz kişiler tarafından verilen servisler sonucunda patlamalar olabilir, kullanıcılar ciddi şekilde yaralanabilir. KÜÇÜK HACİMLİ VE KAALI ALANLARDA KAYNAK Küçük hacimli ve kapalı alanlarda mutlaka bir başka kişi eşliğinde kaynak ve kesme işlemlerini yapın. Mümkün olduğu kadar bu tarz kapalı yerlerde kaynak ve kesme işlemleri yapmaktan kaçının. 4

7 GÜVENLİK KURALLARI DÜŞEN ARÇALAR YARALANMALARA NEDEN OLABİLİR Güç kaynağının ya da diğer ekipmanların doğru konuşlandırılmaması, kişilerde ciddi yaralanmalara ve diğer nesnelerde de maddi hasara neden olabilir. Güç kaynağının yerini değiştirirken her zaman tutamakları veya taşıma halkalarını kullanın. Asla torç, kablo veya hortumlardan çekmeyin. Gaz tüplerini mutlaka ayrı taşıyın. Kaynak ve kesme ekipmanlarını taşımadan önce tüm ara bağlantılarını sökün, ayrı ayrı olmak üzere, küçük olanları saplarından, büyükleri ise taşıma halkalarından ya da forklift gibi uygun kaldırma ekipmanları kullanarak kaldırın ve taşıyın. Makinenizi düşmeyecek ve devrilmeyecek şekilde maksimum 0 eğime sahip zemin ve platformlara yerleştirin. Malzeme akışına engel olmayacak, kablo ve hortumlara takılma riskinin oluşmayacağı, hareketsiz; ancak geniş, rahat havalandırılabilecek, tozsuz alanları tercih edin. Gaz tüplerinin devrilmemesi için seyyar makinelerde makinenin arkasına, sabit yerlerde ise duvara zincirle bağlayın. Operatörlerin makine üzerindeki ayarlara ve bağlantılara kolayca ulaşmasını sağlayın. AŞIRI KULLANIM MAKİNENİN AŞIRI ISINMASINA NEDEN OLUR Çalışma çevrimi oranlarına göre makinenin soğumasına müsaade edin. Akımı veya çalışma çevrimi oranını tekrar kaynağa başlamadan önce düşürün. Makinenin havalandırma girişlerinin önünü kapamayın. Makinenin havalandırma girişlerine, üretici onayı olmadan filtre koymayın. ARK KAYNAĞI ELEKTROMANYETİK ARAZİTE NEDEN OLABİLİR Kaynak ve kesme işleminden oluşabilecek elektromanyetik enerji hassas elektronik cihazlarınızda (bilgisayar ve bilgisayar kontrollü cihazlar) parazite neden olabilir. Kaynak bölgesinin elektromanyetik uyumluluğa (EMC) uygun olduğundan emin olun. Olası parazitlenmeleri, etkilenmeleri azaltmak için; kaynak kablolarının mümkün olduğunca kısa, birbirine yakın ve aşağıda tutulmasına (zemin gibi) dikkat edin. Olası EMC hasarlarını engellemek için kaynak işlemlerinizi hassas elektronik cihazlarınızdan mümkün olduğunca uzakta (00m) gerçekleştirin. Kaynak kesme makinenizin kılavuza uygun şekilde kurulup yerleştirildiğinden emin olun. Eğer herhangi bir parazit, oluşuyorsa; korumalı (zırhlı) kablo kullanımı, kaynak makinesinin başka bir yere taşınması, filtre kullanımı veya çalışma alanının EMC açısından korunmaya alınması gibi ekstra önlemler alınabilir. KORUMA Makineyi yağmura maruz bırakmayın, üzerine su sıçramasına veya basınçlı buhar gelmesine engel olun. ENERJİ VERİMLİLİĞİ Yapacağınız kaynağa uygun kaynak yöntemi ve kaynak makinesi tercihinde bulunun. Kaynak yapacağınız malzemeye ve kalınlığına uygun kaynak akımı ve/veya gerilimi seçin. Kaynak yapmadan uzun süre beklenilecekse, fan makineyi soğuttuktan sonra makineyi kapatın. KULLANIM ÖMRÜ Ürünün Sanayi ve Ticaret Bakanlığınca belirlenen ömrü 0 yıldır. 5

8 TEKNİK BİLGİLER. TEKNİK BİLGİLER. GENEL AÇIKLAMALAR Monotig 200i, invertör tipi, kolay taşınabilir, monofaze DC TIG ve Örtülü Elektrod kaynak makinesidir. Alüminyum hariç her tür ince metalin TIG kaynağı ve 4 mm ye kadar her tür örtülü elektrodu yakmak için tasarlanmıştır. HF tutuşturma, dokundurarak başlatma, aşağı eğim ve son gaz gibi gelişmiş profesyonel TIG kontrollerine sahiptir. Akım ve süre dijital göstergelerden izlenir. Monotig 200i, 60 V ila 240 V arasında 50/60 Hz şebeke geriliminde çalışabildiğinden, şebeke gerilimindeki dalgalanmalardan etkilenmez, böylece jeneratörlerle de kusursuz çalışır. Ayrıca, uzun ( <25 m) kaynak kablolarıyla da kullanılabilir. Makine fan soğutmalıdır ve aşırı ısınmaya karşı termik korumalıdır..2 MAKİNE BİLEŞENLERİ Şekil : Monotig 200i Besleme Kablosu Girişi Açma / Kapama Düğmesi Gaz Girişi Tetik Kontrol Bağlantıları Kaynak ve Toprak Kablosu Soketi (-) Kaynak ve Toprak Kablosu Soketi (+) Gaz çıkışı Kontrol aneli

9 TEKNİK BİLGİLER.3 ÜRÜN ETİKETİ Tek Fazlı Statik Frekans Çevirici Transformatör Doğrultucu TIG Kaynağı MONOTIG 200 Örtülü Elektrod Kaynağı Doğru Akım Düşey Karakteristik Şebeke Girişi- Fazlı Alternatif Akım Tehlikeli Ortamlarda Çalışmaya Uygun X U0 U U2 I I2 I23S S :Çalışma Çevrimi* :Boşta Çalışma Gerilimi0 :Şebeke Gerilimi ve Frekansı0 :Anma Kaynak Gerilimi0 :Şebekeden Çekilen Anma Akımı0 :Anma Kaynak Akımı0 :Koruma Sınıfı :Şebekeden Çekilen Güç *Çalışma Çevrimi Sıcaklık ( C) 6 dak. 2 4 dak. 6 dak. 4 dak. 6 dak. 4 dak. Zaman (dak.) EN standardında da tanımlandığı üzere çalışma çevrim oranı 0 dakikalık bir zaman periyodunu içerir. Örnek olarak %60 da 250A olarak belirtilen bir makinede 250A de çalışılmak isteniyorsa, makine 0 dakikalık zaman periyodunun ilk 6 dakikasında hiç durmadan kaynak yapabilir ( bölgesi). Ancak bunu takip eden 4 dakika makine soğuması için boşta bekletilmelidir (2 bölgesi)..4 TEKNİK ÖZELLİKLER TEKNİK ÖZELLİKLER Şebeke Gerilimi ( faz - 50 Hz) Şebekeden Çekilen Güç - TIG (%50) Şebekeden Çekilen Güç - Örtülü Elektrod (%25) Şebekeden Çekilen Akım - TIG (%50) Şebekeden Çekilen Akım - Örtülü Elektrod (%25) Güç Faktörü Boşta Çalışma Gerilimi Kaynak Akım Ayar Sahası Anma Kaynak Akımı - TIG (%30) Anma Kaynak Akımı - Örtülü Elektrod (%30) Sigorta Koruma Sınıfı Soğutma Sistemi Boyutlar (UxGxY) Ağırlık Standart ve Onaylar BİRİM V kva kva A A VDC ADC ADC ADC A mm kg DEĞER 230 6,8 9,7 29,6 42,3 0, Gecikmeli I23S Hava 52x59x32 0 CE, EN60974-, EN
 6 dak. 2 4 dak. 6 dak. 4 dak. 6 dak. 4 dak. Zaman (dak.")
10 TEKNİK BİLGİLER.5 AKSESUARLAR ADET ÜRÜN KODU Elektrod ensesi ve Kablosu (6mm² - 3mt) K Topraklama ensesi ve Kablosu (6mm² - 3mt) K TIG Torç Fişi - CX90 A OSİYONEL AKSESUARLAR ADET ÜRÜN KODU Torç TTS 8-4 (350A %60 DC - 4m) S Torç TTH 26-4 (200A %60 DC - 4m) S Torç TTH 26-8 (200A %60 DC - 8m) Gaz Basınç Regülatörü Yıldız 5340S (Ar-CO ) S S Su Soğutma Ünitesi (CS 200) K STANDART AKSESUARLAR 2 8
 S5003220 Torç TTH 26-4 (200A %60 DC - 4m) S500322 Torç TTH 26-8 (200A %60 DC - 8m) Gaz Basınç Regülatörü")
11 KURULUM BİLGİLERİ 2. KURULUM BİLGİLERİ 2. TESLİM ALIRKEN DİKKAT EDİLECEK HUSUSLAR Sipariş ettiğiniz tüm malzemelerin gelmiş olduğundan emin olun. Herhangi bir malzemenin eksik veya hasarlı olması halinde derhal aldığınız yer ile temasa geçin. Hasarlı veya eksik teslimat halinde; Tutanak tutun, hasarın resmini çekin ve irsaliyenin fotokopisi ile birlikte nakliyeci firmaya ve MAGMA MEKATRONİK e rapor edin. Müşteri Hizmetleri : E-posta : servis@magma.com.tr Faks : Standart kutu şunları içermektedir: ú Ana makine ve ona bağlı şebeke kablosu ú Topraklama pensesi ve kablosu ú Elektrod pensesi ve kablosu ú TIG torç fişi ú Askı kayışı ú Garanti belgesi ú Kullanma kılavuzu 2.2 KURULUM VE ÇALIŞMA TAVSİYELERİ MAKİNEYİ SAHADA UZUN ŞEBEKE Dış mekanlarda rüzgar ve yağmur varken kaynak KABLOLARIYLA KULLANMAYIN! Şebeke kablolarının 220V/50 Hz altında olduğunu ve bu kabloların zorlu şartlarda kullanım için uygun olmadığını unutmayın. Kolayca aşınıp yırtılabilirler ve bu da kaynakçının çalışmakta olduğu metallere elektrik kaçaklarına neden olur. ELEKTRİK ÇARMASI ÖLDÜREBİLİR ya da YÜKSEKTEN DÜŞÜŞLERE neden olabilir. Güvenlik nedeniyle, her zaman uzun şebeke kabloları yerine UZUN KAYNAK KABLOLARI kullanılması tavsiye edilmektedir. Daha iyi performans için, makineyi çevresindeki nesnelerden en az 20 cm uzağa yerleştirin. Makine çevresindeki aşırı ısınma, toz ve neme dikkat edin. Makineyi doğrudan güneş altında çalıştırmayın. Ortam sıcaklığının 40ºC yi aştığı durumlarda, makineyi daha düşük akımda ya da daha düşük çalışma çevrim oranında çalıştırın. yapmaktan kaçının. Bu tür durumlarda kaynak yapmak zorunluysa, kaynak bölgesini ve kaynak makinesini perde ve tenteyle koruyun. İçeride kaynak yapıyorsanız, uygun bir duman emme sistemi kullanın. Kapalı mekanlarda kaynak dumanı ve gazı soluma riski varsa solunum aparatları kullanın. Ürün etiketlerinde belirtilen çalışma çevrimi oranlarına uyun. Çalışma çevrimlerini sıklıkla aşmak, makineye hasar verebilir ve bu durum garantiyi geçersiz kılabilir. Ürün etiketinde belirtilenden daha büyük değerlerde sigorta kullanmayın. Toprak kablosunu kaynak bölgesinin olabildiğince yakınına, sıkıca bağlayın. Kaynak akımının kaynak kabloları dışındaki ekipmanlar üzerinden geçmesine izin vermeyin. Gaz tüpünü zincirle duvara sabitleyin. 2.3 TIG KAYNAĞI İÇİN BAĞLANTILAR 2.3. Makineyi Şebekeye Bağlayın ve Çalıştırın Makineyi şebekeye bağlamadan önce şebeke gerilimini kontrol edin [230 VAC]. Açma/kapama düğmesini kapalı 0 konuma getirip makinenin fişini prize takın. Açma/kapama düğmesi (2) ile makineyi çalıştırın. Açma/kapama düğmesinin ile kontrol panelindeki gösterge ve LEDlerin yandığını ve soğutma fanının çalıştığını tespit edin ve soğutma fanının sesini duyduğunuzdan emin olun Gaz Bağlantıları Argon gaz tüpünü () zincirle duvara sabitleyin. Emniyetle çalışmak ve iyi sonuçlar elde etmek için standartlara uygun bir regülatör (2) kullanın. Gaz tüpü vanasını (3) bir süre açık tutarak, olası tortu ve partiküllerin dışarı atılmasını sağlayın. Gaz regülatörünü (2) gaz tüpüne bağlayın, gaz tüpünün gaz çıkışındaki vida dişi ile regülatörün somununun örtüştüğünden emin olun. Tüp hortumunun (4) bir ucunu gaz regülatörüne (2), diğer ucunu makinenin arkasındaki gaz girişine (3) bağlayıp gaz tüpü vanasını (3) açın Şekil 2: Gaz ve Şebeke Bağlantıları Şekil 3: Gaz Tüpü - Regülatör - Hortum Bağlantısı 9

12 KURULUM BİLGİLERİ Basınç ayar vanası (5) ile gaz debisini ayarlayın Bağlantılarda sızıntı olmadığından emin olun. Elektrod Çapı (mm) Nozul Çapı (mm) Kaynak Akımı (ADC) Gaz Debisi (lt/dak) Torç Bağlantılarını Hazırlama CX79 TIG torç adaptörü ile TIG torcu bağlantıları: Torcun ucundaki somunu (6) plastik gövdeden (7) geçirerek torç fişine (8) sıkıca takın. Ardından torç fişini (8) plastik gövdeye (7) yerleştirin. Gaz hortumu dirsek rakorunu (9) plastik gövde üzerindeki delikten geçirip çevirerek sokete (8) sıkıca takın. 23 Gaz hortumunu (20) dirsek rakoruna kelepçe ile geçirip iyice sıkın. Torcun tetik kontrol kablolarına (2), ürünle birlikte standart olarak sunulan konnektör pimlerini (22) takın Şekil 5: Kaynak Bağlantıları Tungsten Elektrodu Değiştirme Şekil 4: Torç Fişi - Torç Bağlantıları Torç Bağlantıları Hazırlamış olduğunuz TIG torcunu eksi kutuplu sokete (5) sokup sağa çevirerek iyice sıkın. Torcun gaz girişini, makinenin ön panelinde yer alan gaz çıkışına (4) vidalayın. Konnektör pimlerini (7) takın, tetik kontrol bağlantılarına (7) bağlayın. Su soğutma sistemi kullanılması durumunda su soğutmalı torcun hortumlarını su soğutma ünitesine bağlayın Topraklama ensesi Bağlantıları Şekil 6: Tungsten Elektrodu Değiştirme Seramik gaz nozulu (30) ve tungsten elektrod (26) çalışma akımına ve iş parçasının şekline göre seçilmelidir. Buna bağlı olarak, kıskaç (28) ve kıskaç tutucunun (29) çapları tungsten elektrodun çapıyla örtüşmelidir. Sıkıştırma başlığını (27) çıkartın. Mevcut elektrodu (26), elektrod kıskacından (28) çıkartıp yeni tungsten elektrodu (26) yerleştirin. Elektrod kıskacını (28) torca takın. Sıkıştırma başlığını (27) iyice sıkıştırın. Topraklama pensesi kablosunun fişini (23) artı 0 kutuplu sokete (6) sokup sağa çevirerek iyice sıkın. Kaynak kalitesini arttırmak için, topraklama pensesini (24), kaynak yapılacak bölgeye olabildiğince yakın bir yerde, iş parçasına sıkıca bağlayın.
 dirsek rakoruna kelepçe ile geçirip iyice sıkın. Torcun tetik kontrol kablolarına (2), ürünle birlikte standart olarak sunulan konnektör pimlerini (22) takın.")
13 KURULUM BİLGİLERİ 2.4 ÖRTÜLÜ ELEKTROD KAYNAĞI İÇİN BAĞLANTILAR 2.3. de basamakları takip ederek makineyi çalıştırın. Elektrod pensesi kablosunun fişini (25) ve topraklama pensesi kablosunun fişini (23), kullanılacak elektroda ve elektrodun üreticisinin tavsiye ettiği kutuplara göre kaynak ve toprak kablosu soketlerine (5-6) bağlayın. Kaynak kalitesini arttırmak için, topraklama pensesini (24), kaynak yapılacak bölgeye olabildiğince yakın bir yerde, iş parçasına sıkıca bağlayın. Kaynak akımını ayarlayın. Makine kaynağa hazırdır. Aşağıdaki tablo alaşımsız çeliklerin amper ayarı için 5 6 referans olarak verilmiştir. Lütfen elektrod üreticisinin tavsiyelerine uyunuz. Çap Rutil Bazik Selülozik A A A A A A A A A A Şekil 7: Kaynak Bağlantıları

14 KULLANIM BİLGİLERİ 3. KULLANIM BİLGİLERİ 3. KONTROL ANELİ [] Ayar Fonksiyon Tuşları, Seçilen parametreyi arttırmak veya azaltmak için kullanılır [2] Kaynak Modu Seçim Tuşu, Örtülü elektrod kaynağı, HF tutuşturmalı, TIG kaynağı ve Dokundurma başlatmalı TIG kaynağı modlarından birini seçmek için kullanılır. Örtülü elektrod modu seçildiğinde [5] nolu led yanar. HF tutuşturmalı TIG modu seçildiğinde Led [6-7] yanar. Bu mod da Torc tetiğine basıldığında elektrod iş parçasına değdirilmeyerek yaklaştırılmasıyla ark gazı üzerinden voltaj atlaması ile başlar. Torc tetiğinin bırakılmasıyla sonlanır. LIFT tutuşturmalı TIG modu seçildiğinde Led [6-9] yanar. Bu mod da Torc tetiğine basıldığında elektrod iş parçasına sürtme ile başlar. Torc tetiğinin bırakılmasıyla sonlanır Dokundurma başlatmalı TIG modu seçildiğinde led [8-7] yanar. HF tutuşturmalı mod devreye girer. Torc tetiğine basılıp bırakıldığında devamlı çalışır durumda, tekrar basılıp bırakıldığın da sonlanır. LIFT modu seçildiğinde led [8-9] yanar. LIFT tutuşturmalı mod devreye girer. Torc tetiğine basılıp bırakıldığında devamlı çalışır durumda, tekrar basılıp bırakıldığında sonlandırmaktadır. [3] Süre, Gaz ve Elektrod Tipi Seçim Tuşu, [0] nolu led yandığında [] nolu tuşlar ile kaynak akımını azaltır veya arttırır. [] nolu led yandığında [] nolu tuşlar ile bitiş rampa süresi ayarlanır. [2] nolu led yandığında [] nolu tuşlar ile son gazın parametresi ayarlanır. [2] Tuşu ile örtülü elektrod kaynak modu seçildiğinde [0] nolu led Rutile, [] nolu led Basic, [2] nolu led Cellulosic elektrod seçimini ayarlar.
![ve Dokundurma başlatmalı TIG kaynağı modlarından birini seçmek için kullanılır. Örtülü elektrod modu seçildiğinde [5] nolu led yanar. HF tutuşturmalı TIG modu seçildiğinde Led [6-7] yanar.](/docs-images/42/14293341/images/page_14.jpg "Bu mod da Torc tetiğine basıldığında elektrod iş parçasına değdirilmeyerek yaklaştırılmasıyla ark gazı üzerinden voltaj atlaması ile başlar. Torc tetiğinin bırakılmasıyla sonlanır.")
15 KULLANIM BİLGİLERİ 3.2 TIG EĞRİSİ Bitiş Rampa Üst Akım Son Gaz 3.3 MENÜ YAISI DEĞER ARALIĞI FABRİKA AYARI LED Üst Akım A 80 A 9 Bitiş Rampa Süresi 0-0 sn sn Son Gaz Süresi 0-20 sn 2 sn ARAMETRE Örtülü Elektrod 2-Konumu TIG 4-Konumu TIG unta TIG DC ulse DC ulse DC ulse

16 KULLANIM BİLGİLERİ 3.3. TIG Kaynağı Yöntemi Elektrik çarpma tehlikesi! 4-Konumu TIG Kaynağı Torç tetiğine bastığınızda ön gazın ardından HF tutuşturmalı TIG modunda torçta yüksek bir tutuşturma gerilimi bulunur. Cihaz çalışır durumdayken, kaynak akımını ileten kaynak elektroduna veya parçalarına asla dokunmayın! Tüm parametre ayarlarını kapsayan 0 iş programı makinenin hafızasında tutulur ve kullanıcı tarafından ayarlanarak tekrarlanan işler için kullanılabilir. Makine ilk kez çalıştırıldığında, tüm parametreler 3.3 Menü Yapısı nda belirtilmiş olan fabrika ayarlarındadır. i Daha önce parametrelerini ayarladığınız bir programı kullanmak [2] ya da bir programdaki parametreleri değiştirmek için [3] butonu seçin. Kaynak modu seçim düğmesine [2] basarak HF tutuşturmalı TIG kaynağını veya dokundurma başlatmalı TIG kaynağını seçin. 2-konumu / 4-konumu seçim düğmesini kullanarak bu modlardan işe uygun olanı seçin. Kaynak parametrelerini değiştirmek için çok fonksiyonlu düğmeye [3] basın. Sırayla parametre LEDleri yanacaktır. Değerini değiştirmek istediğiniz parametrenin LEDi yanınca arttırıp azaltmak için [] nolu butonlarla parametreyi ayarlayın. Seçtiğiniz program numarası için yaptığınız son ayarlar otomatik olarak kaydedilecektir, kayıt için ayrıca bir işlem yapmanıza gerek yoktur. arametrelerini ayarladığınız bir programı tekrar kullanmak ya da parametrelerini değiştirmek için program seçim düğmesine [3] basarak programı seçip aynen kullanabilir, ya da parametrelerini değiştirebilirsiniz. Tüm programları fabrika ayarlarına döndürmek için, makine çalışır durumda iken [] (-) (+) numaralı düğmelere aynı anda basın. Makine kapanıp fabrika ayarlarında tekrar açılacaktır. 4 Tavsiye Edilen TIG Kaynak Akımı (A) Örtülü elektrod kaynağı LEDi [6] yanana dek, kaynak modu seçim düğmesine [5] basın. rogram numaraları ve kaynak parametreleri örtülü elektrod modundayken aktif değildir. Bu modda sadece kaynak akım ayar LEDi [9] aktif olur ve kaynak akım ayarı yapılır Hata Uyarısı Makine aşırı ısındığında display panelde [4] E0 2-Konumu TIG Kaynağı ardından başlangıç akımı başlar ve rampa süresince akım artarak üst akım seviyesine çıkar ve tetik basılı tutulduğu sürece üst akımda devam eder. Tetiği bıraktığınızda akım bitiş rampa süresince azalır ve bitiş akımı seviyesine inip kaynağı bitirir. Ardından son gaz devreye girer. Elektrod Çapı (mm) Örtülü Elektrod Kaynağı Yöntemi TIG Kaynağı Modlarının Kullanımı Torç tetiğine basıp tutuğunuzda, ön gazın başlangıç akımı başlar ve tetiği bıraktığınızda rampa süresince akım artarak üst akım seviyesine, yani kaynak akımına çıkar. DC modunda kaynak üst akımda, DC uls modunda, seçilmiş frekansta kaynak üst ve alt akımı arasında salınarak devam eder ve tetiğe sn den daha uzun süreli basıp çektikten sonra akım rampa süresince azalarak bitiş akımına ulaşır ve son gaz süresinin ardından işlem sona erer. Alt akım genellikle kaynak esnasında bir tamir veya hafif soğutma, kaynak bitimlerinde de krater doldurma ve son kapatma amaçlı kulanılmaktadır. Kaynak bitiminde, ister DC ister uls DC modunda olunsun, sn den kısa sürede torç tetiğine bastığınızda alt akıma geçiş sağlanır, krater doldurulur ve sn den uzun tetiğe basıp çektiğinizde, bu defa alt akım seviyesinden rampa hızına bağlı olarak bitiş akımına ulaşılır. Bitiş akımının amacı, kaynak bitiş yerinin kontrollü şekilde soğutulmasını sağlayarak, çatlama riskini ortadan kaldırmaktır. şeklinde hata uyarısı belirir. Bu durumda makinenin soğumasını ve hata uyarısının geçmesini bekleyin. Ardından kaynağa güvenle yeniden başlayabilirsiniz. Makine aşırı akım arızası verdiğinde panelde [4] E02 şeklinde hata uyarısı verir. Bu durumda makine kapatılıp açılmalı, sorun devam ediyorsa şebeke voltajı kontrol edilmeli nedeni voltaj değil ise Teknik servis çağırılmalıdır. Torch tetiği basılı iken makine çalıştırılırsa [4] E03 şeklinde hata uyarısı belirir. Bu durumda tetik kontrol edilir ve makine kapatılıp açılır.

17 BAKIM VE ARIZA BİLGİLERİ 4. BAKIM VE ARIZA BİLGİLERİ Geçerli güvenlik kurallarına bakım onarım işlemleri sırasında mutlaka uyunuz. Tamir için makinenin herhangi bir cıvatasını sökmeden önce, makinenin elektrik fişini şebekeden ayırınız ve kondansatörlerin boşalması için 0 saniye bekleyiniz. 4. BAKIM 3 AYDA BİR Cihaz üzerindeki etiketleri temizleyiniz. Yıpranmış, yırtılmış etiketleri onarınız ve/veya değiştiriniz. Kırılan, kopan, yıpranan kablo ve kordonların bakımını yapınız; gerekiyorsa yenisiyle değiştiriniz. Hareketli parçaları temizleyiniz ve sıkıştırınız. Elektrod pensesi ve toprak pensesi kablolarını kontrol ediniz. 6 AYDA BİR Makinenin servis kapaklarını açarak kuru havayla temizleyin. veya NOT: Yukarıda belirtilen süreler, cihazınızda hiçbir sorunla karşılaşılmaması durumunda uygulanması gereken maksimum periyotlardır. Çalışma ortamınızın yoğunluğuna ve kirliliğine göre yukarda belirtilen işlemleri daha sık aralıklarla tekrarlayabilirsiniz. 4.2 ERİYODİK OLMAYAN BAKIMLAR Torç üzerindeki sarf malzemeler düzenli olarak temizlenmelidir. Eğer gerekiyorsa değiştirilmelidir. Bu malzemelerin uzun süreli kullanılması için orjinal ürünler olmasına dikkat edilmelidir. 4.3 HATA GİDERME Ön paneldeki termik arıza LEDi (0) yanarken makine kaynak yapmıyorsa, makine aşırı ısınmış ve termostat korumaya geçmiş olabilir. Havadaki yüksek sıcaklık ya da yüksek amper değerlerinde uzun süre kaynak yapmış olmanız aşırı ısınmanın muhtemel sebepleridir. Fanın makineyi soğutması için makineyi bir süre çalışır durumda bırakın. Makine soğuyup termik arıza LEDi (0) söndüğünde kaynağa devam edebilirsiniz. Fan çalışıyor ve açma/kapama düğmesinin (2) ışığı yanarken makine kaynak yapmıyorsa, makineyi kapatıp dakika bekleyip makineyi tekrar çalıştırın ve kaynak yapmayı deneyin. Eğer hala kaynak yapmıyorsa, yetkili servise başvurun. 5

18 EK YEDEK ARÇA LİSTESİ NO 6 03 TANIM DEVRE ŞEMASINDA Elektronik Kart - E505A- E505A- K Elektronik Kart - E505A-2 E505A-2 K Elektronik Kart - E502A-5 E502A-5 K Elektronik Kart - E203A-2 WR2 E203A-2 WR2 K Elektronik Kart - E204A- E204A- K Elektronik Kart - E204A-2 E204A-2 K Kompakt Fan 24x92x92mm 24V DC A HF trafosu /8 A Hall Effect Sensor 300A A MALZEME KODU 9 Quick Kaplin S020HUC-4M A Mice Connector A Taşıma Kolu - Monotig A Kaynak rizi A Gaz Ventili (4W) T-GM20 A Soğutucu FC200i AS888 25MM 0 delik K Soğutucu FC200i As888 90MM 4 delik K Açma Kapama Anahtarı A Membran anel (Kontrol aneli) K
 T-GM20 A25320000 3 Soğutucu FC200i AS888 25MM 0 delik K000000904 4 Soğutucu FC200i As888 90MM 4 delik K000000906 Açma Kapama Anahtarı A3000008 Membran anel (Kontrol aneli)")
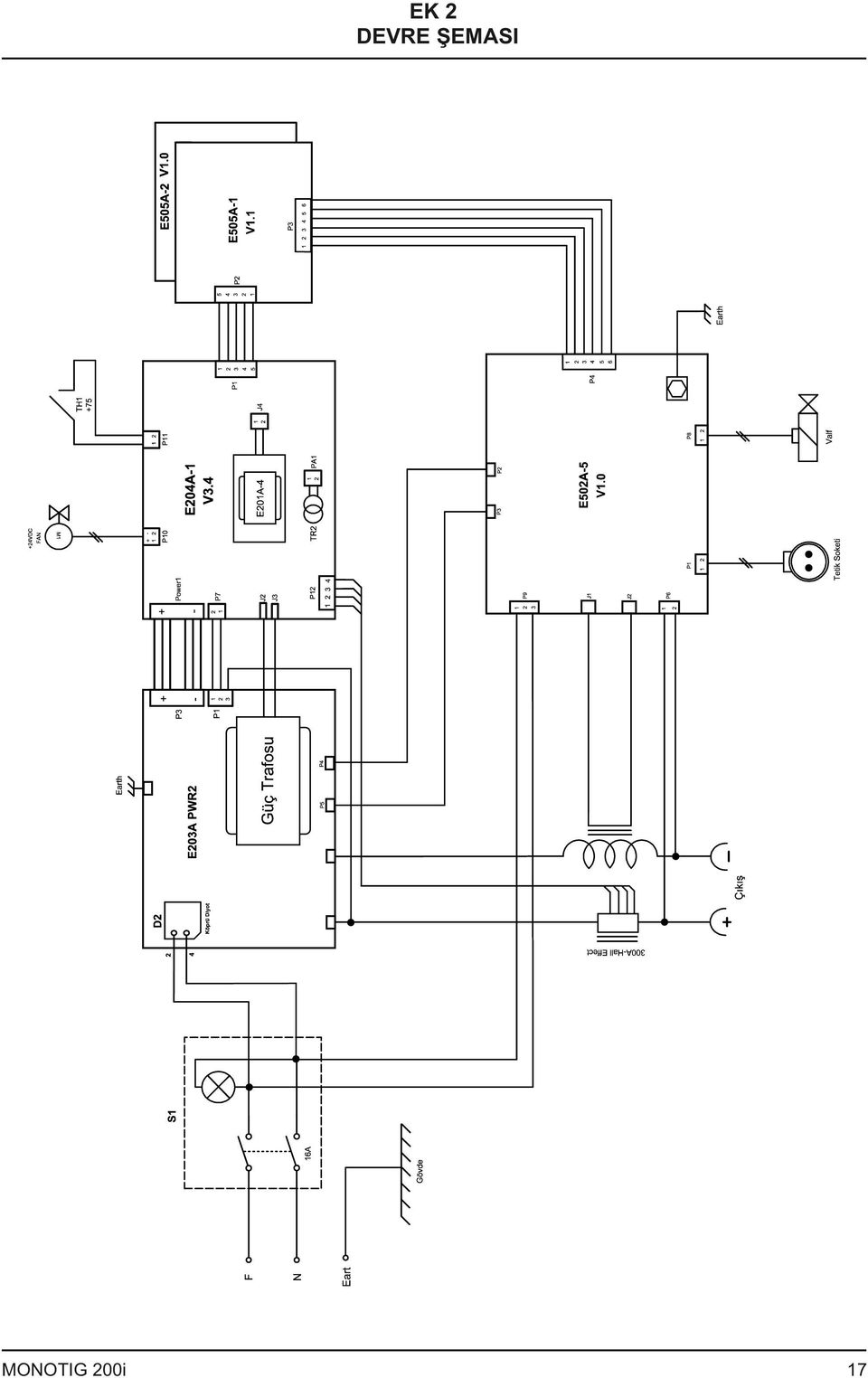
19 EK 2 DEVRE ŞEMASI 7
20
21 DECLARATION OF CONFORMITY UYGUNLUK DEKLARASYONU Company / Firma Magma Mekatronik Makine Sanayi ve Ticaret A.Ş. Organize Sanayi Bölgesi 5. Kısım Yalçın Özaras Caddesi No: Manisa/TÜRKİYE Factory / Fabrika Magma Mekatronik Makine Sanayi ve Ticaret A.Ş. Organize Sanayi Bölgesi 5. Kısım Yalçın Özaras Caddesi No: Manisa/TÜRKİYE The roduct / Ürün MONOTIG 200I Tig welding machine MONOTIG 200I Tig kaynak makinesi Appropriate for professional and industrial usage MONOTIG 200I 200Amp(%30) Tig welding machine rofesyonel ve endüstriyel kullanıma uygun MONOTIG 200I 200Amp(%30) Tig kaynak makinesi European Standard / Avrupa Standartı EN , EN Meet the requirements of the European Directive / Gereklilikleri Karşılanan Avrupa Direktifleri 2006/95/AT /08/AT This declaration loose its validity in case of modification on the welding machine without our written authorization. Yazılı iznimiz olmaksızın makine üzerinde yapılan değişiklikler bu belgeyi geçersiz kılacaktır. Manisa Sebahattin DEMİR Fabrika Müdürü / lant Manager
22
23 Güncel servis listemiz için web sitemizi ziyaret ediniz. ELAZIĞ DÜZCE DİYARBAKIR DENİZLİ DENİZLİ ÇORUM BURSA BURSA BALIKESİR AYDIN AYDIN ANTALYA ANKARA ANKARA AFYON ADANA ADANA MERKEZ SERVİS FAX: (0272) FAX: (0256) FAX: (0266) FAX: (0258) FAX: (0258) FAX:(0246) FAX: (026) FAX:(0424) KAYSERİ TEL: (0424) YILDIZHAN MAKİNE OSMAN KAVUNCU SANAYİ SİTESİ 25. CAD. NO:47 AĞAÇ İŞLERİ TEL: (0352) FAX: (0352) FAX: (0352) TEL: (0352) TEL: (0380) BULUT ELEKTRONİK BOBİNAJ SANAYİ SİTESİ 0. SOK. NO:2 YENER METAL SAN. TİC. AŞ. OSB GİRİŞİ DEMİRCİLER SİT.4 CAD. NO:34 ELECTRO-CENTER BAHÇELİEVLER MAH. TRABZON BULVARI HASEL AT. ALTI NO:6/5 TEL: (0344) FAX: (0344) NURETTİN ZAİM MAK. SAN. TİC. LTD. ŞTİ.. SAN. SİT SOK. NO:50 KONAK TEL: (0232) FAX: (0232) EGEMEN HIRDAVAT 5 SAN. SİT. 749 SOK. NO:53 BORNOVA TEL:(0232) FAX:(0232) BERESİT MAK. VE SAN. ÜRÜN TEMS. VE TİC.A.Ş 672 SOK. NO:2/ 2-3 IŞIKLAR SİTESİ IŞIKKENT TEL:(0232) FAX:(0232) TEKSER KAYNAK ORGANİZE SAN. BÖLGESİ DOLADERE SAN.SİT BLOK 7 NO:29 İKİTELLİ TEL: (022) FAX: (022) KAYSER KAYNAK MALTEE YOLU ORTA MAH. EMİNTAŞ ONUR SAN. SİT. NO:76 BAYRAMAŞA TEL: (022) FAX: (022) ENMAK KAYNAK KAYA BAŞI MAH. AATYA SOK. NO:0/2 KÜÇÜKÇEKMECE TEL: (022) FAX: (022) KAYSERİ KAHRAMANMARAŞ İZMİR İZMİR İZMİR İSTANBUL / AVRUA İSTANBUL / AVRUA İSTANBUL / AVRUA GİTAŞ SAN. SİT. F BLOK NO:24 TUZLA TEL: (026) FAX: (026) SVS TEKNİK İSTANBUL / ANADOLU EVLİYA ÇELEBİ MAH. İSTASYON CAD. DUDULLU - ÜMRANİYE TEL: (026) FAX: (026) TEE MAKİNA İSTANBUL / ANADOLU ESENŞEHİR MAH. NATO YOLU CAD. NO:23/ ÜMRANİYE TEL: (026) ORTEK KAYNAK TEL:(0246) İEÇKİ HIRDAVAT CİVATA YENİ SANAYİ SİTESİ 2. BLOK NO:40 DİKTAŞ HIRDAVAT MENDERES MAH. YENİ SAN.SİT. 893 SOK. NO:4/A KIRIKHAN TEL:(0326) FAX:(0326) ÖZDEMİR BOBİNAJ İSMET AŞA MAH. İLK BELEDİYE BAŞKANI CAD. NO:2/B (SAHİNBEY BLD. ARKASI) TEL: (0342) FAX: (0342) TEMEK MÜHENDİSLİK TEKSAN SAN. BÖL. OTO SANAYİCİLER SİT. U BLOK NO:8 TEL: (0222) FAX: (0222) İSTANBUL / ANADOLU ESENŞEHİR MH. İMES SAN. SİT. E BLOK 503 SOK.NO:29 ISARTA HATAY GAZİANTE ESKİŞEHİR BERKE MAKİNA KÜLTÜR MAH SOK. NO:8 AKTAŞ BOBİNAJ. SAN. SİT. 3. BLOK NO: YENİŞEHİR TEL: (042) FAX: (042) TEL: (0258) ÖRSEL BOBİNAJ SARAYLAR MAH.. SAN. SİT. 6 SOK. NO:5 TEL: (0258) AS MAKİNA TEKNİK HIRDAVAT. SAN. SİT. 58 SOK. NO:20 TEL: (0364) KARDEŞLER BOBİNAJ CENİ MAH. İNÖNÜ CAD. NO:75/A EKAV KAYNAK YİĞİTLER MAH. BÜYÜK OTO SAN. SİT. F05 SOK. NO:3/5 YILDIRIM TEL: (0224) FAX: (0422) BİLMER KAYNAK MAKİNE BEŞEVLER MH. AHISKA CAD. ALIM SOK. NO:9 NİLÜFER TEL: (0224) FAX: (0224) TEL: (0266) KARESİ KAYNAK MERKEZİ AŞAALANI MAH. 24. SOK. NO:/A MAVİ OTOMASYON KARAÇAY MAH. 257 SOK. NO: 32/A NAZİLLİ TEL:(0256) FAX:(0256) TEL: (0256) BİLGESAN TEKNİK HIRD. ALT SAN. SİT. TEECİK BULVARI NO:5/A GÖKLER MAKİNE CUMHURİYET MAH. (ESKİ SANAYİ SİTESİ) 682 SOK.NO:37 TEL: (0242) FAX: (0242) TEKNİK ADAMLAR İVEDİK O.S.B. 22.CD.690.SOK. OSTİM-YENİMAHALLE TEL: (032) FAX: (032) TEZCAN ELEKTRİK BOBİNAJ YENİ SANAYİ DEMİR CAD. NO:64 ULUS TEL: (032) FAX:(032) TEL: (0272) KOCAŞABAN SANAİ VE TIBBİ GAZLAR HIRD. TİC. SAN. LTD. ŞTİ. SANAYİ ÇARŞISI NO:23 TEK-SER MAKİNA SAN. TİC. LTD. ŞTİ. YENİ SANAYİ SİTESİ 45.SOK. 4 NOLU ÇARŞI NO:2 SEYHAN TEL: (0322) FAX: (0322) TEKNİK MAKİNA BOBİBAJ SANAYİ DEMİRCİLER SİT..BLOK NO:46 YAKUTİYE TEL: (0442) FAX: (0442) FAX: (0446) TEL: (0446) ERZURUM ÜMİT ELEKTRİK KARAAĞAÇ MAH SOK. NO:54 BİR ELEKTRİK YEŞİLOBA MH SK. OTO TAMİRCİLER ST. D BLOK NO:8 SEYHAN TEL: (0322) FAX: (0322) ERZİNCAN ORGANİZE SANAYİ BÖLGESİ 5. KISIM YALÇIN ÖZARAS CADDESİ NO: MANİSA TEL: (0236) FAX: (0236) ZONGULDAK VAN TRABZON TRABZON TEKİRDAĞ TEKİRDAĞ ŞANLIURFA SİVAS SAMSUN SAMSUN NİĞDE MERSİN MANİSA MALATYA KONYA KOCAELİ KOCAELİ FAX: (0262) FAX: (0422) FAX: (0236) FAX: (0324) FAX: (0362) FAX: (0362) FAX: (0346) FAX: (0432) TÜMEN MAKİNA KIŞLA SANAYİİ SİTESİ D BLOK NO:7 KARADENİZ EREĞLİ TEL: (0372) FAX: (0372) TEL: (0432) TÜTÜNCÜOĞLU LTD. ŞTİ. SAN. SİT.. BLOK NO:3-4 SARAN BOBİNAJ DEĞİRMENDERE MAH. RİZE CAD. ALTIN SOK. NO:4 DEĞİRMENDERE TEL: (0462) FAX: (0462) DİNÇ BOBİNAJ K. SANAYİ SİTESİ SOSYAL HİZMETLER BİNASI DEĞİRMENDERE TEL: (0462) FAX: (0462) ŞENGÜR ELEKTRONİK MUHİTTİN MAH. BAĞ İÇİ SOK. NO:2/B ÇORLU TEL: (0282) SUDE KAYNAK ZAFER MAH. ŞEHİT YÜZBAŞI YÜCEL KENTER CAD. NO:2 A3-A0 ÇORLU TEL: (0282) FAX: (0282) AKSAN BOBİNAJ SANAYİ SİTESİ CESUR CAD. NO:47 TİCARET BORSASI ARKASI MERKEZ TEL: (044) FAX: (044) TEL: (0346) YALÇINLAR GRU SINAİ TIBBİ GAZLAR MAK. İNS. TAAH. MEHMET AKİF ERSOY MH. 35 SOK.NO: TEL: (0362) YEŞİLDAL MAKİNA HIRDAVAT SAN. SİT. KILIÇARSLAN CAD. NO:44 TEL: (0362) AKIŞ BOBİNAJ SANAYİ SİTESİ ULUS CAD. NO:33/B MTS ELEKTRİK ELEKTRONİK ŞAHİNALİ MH. EMİN ERSİNGİL BULVARI BİRLİK AT. B BLOK NO:46/D TEL: (0388) TEL: (0324) FLAŞ HIRDAVAT VE BOBİNAJ SANAYİ SİTESİ 59. CAD. NO:4/D TEL: (0236) GÜÇLÜ BOBİNAJ KENAN EVREN SAN. SİT. 230 BLOK NO:6 TEL: (0422) GARANTİ BOBİNAJ YENİ SAN. SİT. 7.CAD. 5.SOK. NO:5-6 MUSTAFA BAŞAK KAYNAK ELEKTRODLARI HIRD. TEKS. SAN. VE TİC. LTD. ŞTİ. BUSAN ORG. SAN. BÖL. KÖSGE CAD. NO:2 TEL: (0332) FAX: (0332) EKOSİSTEKNİK ADEM YAVUZ MH. YENİ BAĞDAT CAD. NO:35/A GEBZE TEL: (0262) FAX: (0262) TEL: (0262) BETA ELEKTROMEKANİK KÖRFEZ SANAYİ SİTESİ 202 BLOK NO:30 YETKİLİ SERVİSLER
24 İMALATÇI FİRMA Organize Sanayi Bölgesi 5.Kısım Yalçın Özaras Caddesi No: MANİSA OWM Made in TÜRKİYE