Düzce Üniversitesi Teknoloji Fakültesi Makine ve İmalat Mühendisliği ÖLÇME VE KONTROL. Öğr. Gör. Dr. Ömer ERKAN MIT
|
|
|
- Ayla Akgül
- 4 yıl önce
- İzleme sayısı:
Transkript


1 Düzce Üniversitesi Teknoloji Fakültesi Makine ve İmalat Mühendisliği ÖLÇME VE KONTROL Öğr. Gör. Dr. Ömer ERKAN 4. MİKROMETRELER MIT 108
2 MİKROMETRE Mikrometreler 0,01, 0,001 ve 0,0001 mm hassasiyette ölçüm yapabilir. Mikrometreler de gövdenin bir ucunda sabit ölçme çenesi diğer uçta ise somun içinde çalışan vidalı bir mil ve bu mile bağlı hareketli çene vardır. Milin somun içerisinde döndürülmesiyle hareketli çene ileri-geri hareket ederek ölçme işlemi gerçekleştirilir (Sekli 3.1). Mikrometrelerde ölçme alanı ile ölçme aralığı farklı şeylerdir. Ölçme alanları 0 25 mm, mm, mm dir. Ölçme aralığı ise metrik mikrometrelerde 25 mm parmak ( ) sistemli mikrometrelerde ise 1 dır. Ölçü çeneleri arasındaki boşluk ölçme alanı, ölçüm milinin hareket mesafesi ise ölçme aralığıdır. Mikrometrelerde ölçme baskısı 250 gr olacak şekilde ayarlanmıştır. Bunu anlamak için mikrometre çeneleri is parçasına temas ettikten sonra cırcır vidası ses çıkarana kadar döndürülür. (Cırcır vidası ses çıkarmaya başladığı an ölçme baskısı 250 gr a ulaşmış olur). 2

3 MİKROMETRE 3
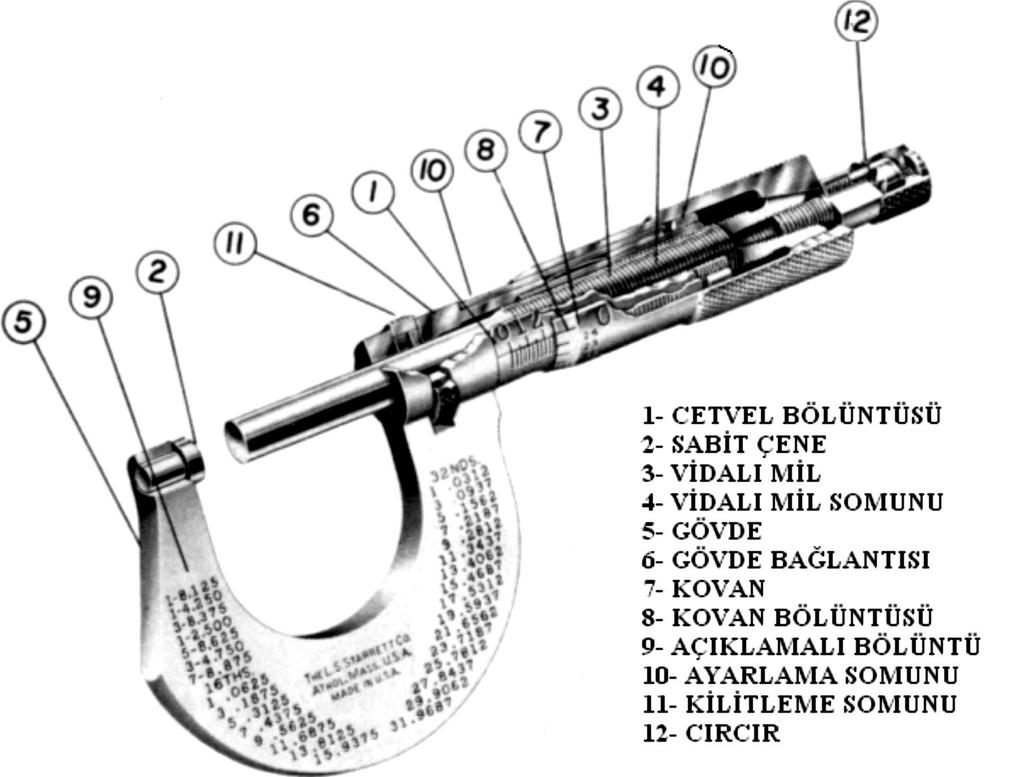
4 MİKROMETRENİN KISIMLARI 4

5 METRİK MİKROMETRELERİN ÖLÇME ALANLARI Dış çap mikrometreleri genellikle 0-25mm, 25-50mm, 50-75mm, mm, mm, 125,150mm olarak üretildikleri gibi, daha büyük ölçmeler için mm ye kadar üretilebilirler. Mikrometrelerin ölçme alanları 25mm dir. Örneğin 19mm lik bir ölçü için 0-25mm ölçülü mikrometre, 42mm lik ölçü için 25-50mm ölçülü mikrometre kullanılır. 5
6 MİKROMETRE ÇEŞİTLERİ Mikrometreleri ölçüm sitemlerine ve kullanım yerlerine göre sınıflandırabiliriz: 1. Ölçü sistemlerine göre mikrometreler Metrik mikrometreler Parmak (") mikrometreler 2. Kullanım alanlarına göre mikrometreler Dış çap mikrometreleri İç çap mikrometreleri Derinlik mikrometreleri Modül mikrometreleri Vida mikrometreleri Özel mikrometreler 6
 Kanal Disk Ağızlı Vida Numaratörlü Derinlik V Ağızlı Değişebilir")
7 MİKROMETRE ÇEŞİTLERİ Mekanik Üç Noktadan temaslı delik mikrometresi Pasometre Büyük Ayarlanabilir Boru Dijital İç Çap mikrometresi (iki ağızlı) Kanal Disk Ağızlı Vida Numaratörlü Derinlik V Ağızlı Değişebilir Çeneli 7
")
 hassasiyette ölçüm yapan")
8 METRİK ÖLÇÜ SİSTEMİNE GÖRE MİKROMETRELER Endüstride en yaygın olarak kullanılan metrik bölüntülü mikrometreler; 1/100 mm lik (0,01mm) hassasiyette ölçüm yapan mikrometreler, 1/200 mm lik (0,005mm) hassasiyette ölçüm yapan mikrometreler, 1/1000 mm lik (0,001mm) hassasiyette ölçüm yapan mikrometreler, 8


9 KOVAN VE TAMBUR BÖLÜNTÜLER Kovan üzerine yatay bir çizgi çizilmiş, bu çizginin üstüne 5 er mm de bir rakamlar yazılan mili metrik bölüntüler, altına ise mili metrik bölüntülerin ortasında olacak şekilde buçuk bölüntüler işaretlenmiştir. Tambur çevresi 50 eşit parçaya bölünmüş, bu bölüntüler 5 çizgide bir 5,10,15,20,25,30,35,40,45 ve 0 rakamları yazılarak oluşturulmuştur. Tambur bir tur döndüğünde hareketli uç 0,5mm ilerlediğine göre, tambur çevresindeki iki küçük çizgi aralığı=0,5mm/50 =1/100 =0,01mm olur. 9

10 1/100 mm MİKROMETRELER Vidalı mil ile hareket eden tambur tam tur yaptığında hareketli çene mil adımına bağlı olarak 0,5 mm ileri veya geri hareket eder. Kovan yatay çizgisi üzerinde birer milimetrelik bölüntüler, çizginin alt kısmında ise 0,5 mm lik bölüntüler vardır. Tambur ise 50 eşit parçaya bölünmüştür. Tamburun tam devri sonunda hareketli çene 0,5 mm hareket ettiğine göre tambur çevresindeki 50 esit aralıkta bir devir yapmış olur. Buna göre mikrometre hassasiyeti 0,5 / 50 = 0,01 mm olur. Aşağıdaki şekillerde 0-25 mm aralığında ve 0,01 mm hassasiyetinde ölçme yapan mikrometrelerden ölçü okuma örnekleri verilmiştir. Skala kovanında üstteki her çizgi 1 mm yi alttaki her çizgi ise üstteki her çizgiden sonra o ölçüye artı olarak 0,50 mm yi ifade eder. 10
")
11 ÖRNEKLER (0,01 mm) 11
")
12 ÖRNEKLER (0,01 mm) 12
")
13 ÖRNEKLER (0,01 mm) 13
")
14 ÖRNEKLER (0,01 mm) 14

15 Alıştırma Simülatörü (1/100 mm) 15

16 1/200 mm MİKROMETRELER Vidalı ölçme aleti tambur 1 tam turu 0,5 mm Vidalı ölçme aleti tambur 2 tam turu 1 mm Vida Adımı: 0,5 mm 100 bölüm = 0,005 mm Hassasiyet 16

17 ÖRNEKLER (0,005 mm) 17

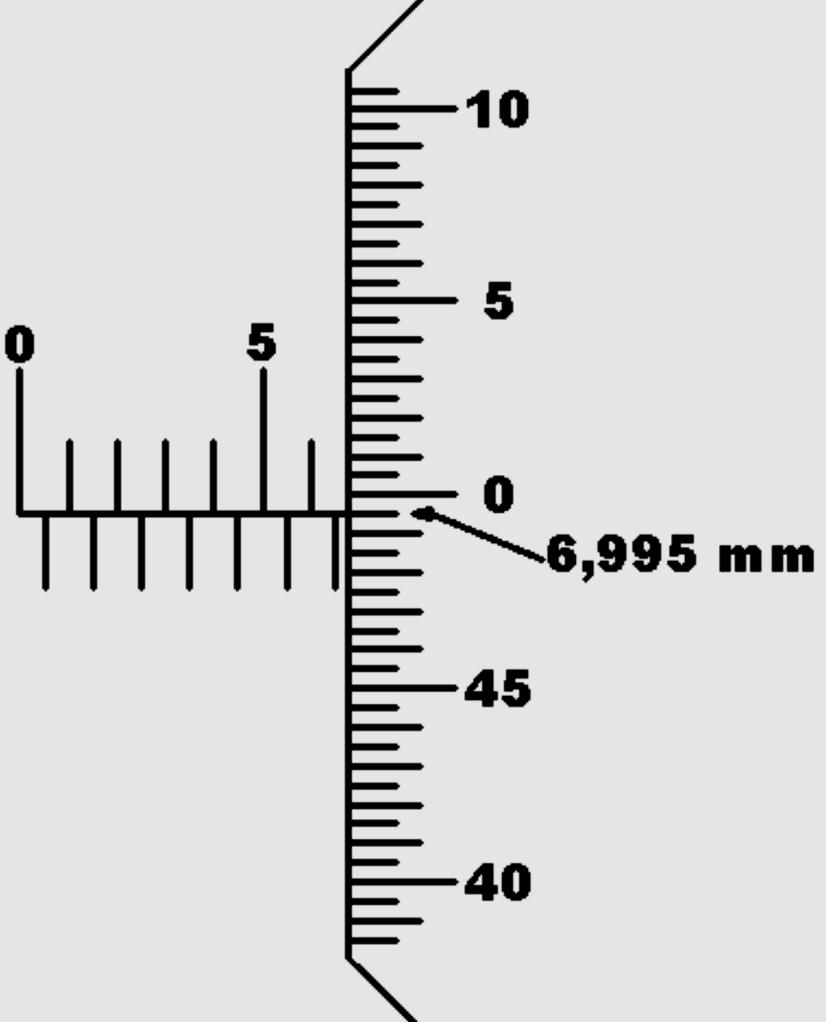
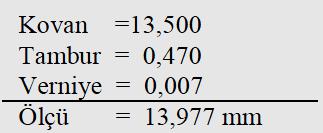
18 1/1000 mm MİKROMETRELER Bu tip mikrometrelerde tambur iki kısımdan oluşur. Tambur iki kısımdan oluşur. Tambur diğer mikrometrede olduğu gibi çevre yine 50 eşit parçaya bölünmüştür. Tamburun sol kısmında ise çevredeki 9 bölüm çizgisi alınmış ve 10 eşit parçaya bölünmüştür. Buna göre, tambur çevresinde iki çizgi arası 0,001 mm dir 18

19 ÖRNEKLER (0,001 mm) 19

20 ÖRNEKLER (0,001 mm) 1. Mikrometre kovan cetvelinde 12 mm yi geçmiştir. 2. Tamburun döner cetveli 0,32 mm yi geçmiştir. 3. Tamburun solundaki sabit cetvelde 5. çizgiyle çakıştığından toplam ölçü ; 12,325 mm 20

21 ÖRNEKLER (0,001 mm) 1. Mikrometre kovan cetvelinde 9 mm yi geçmiştir. 2. Mikrometre kovan alt cetvelinde 0,5 mm yi geçmiştir. 3. Tamburun döner cetveli 0,30 mm yi geçmiştir. 4. Tamburun solundaki sabit cetvelde 9. çizgiyle çakıştığından toplam ölçü ; 9,539 mm 21
 0,029 mm 22")
22 ÖRNEKLER (0,001 mm) 0,029 mm 22

23 Alıştırma Simülatörü (1/1000 mm) 23
24 BÖLÜM 5: MASTARLAR BÖLÜM 4 SONU

25 MIT 108
TEMEL İŞLEMLER VE UYGULAMALARI Prof.Dr. Salim ASLANLAR
 1. ÖLÇME TEKNİĞİ Bilinen bir değer ile bilinmeyen bir değerin karşılaştırılmasına ölçme denir. Makine parçalarının veya yapılan herhangi işin görevini yapabilmesi için istenen ölçülerde olması gerekir.
1. ÖLÇME TEKNİĞİ Bilinen bir değer ile bilinmeyen bir değerin karşılaştırılmasına ölçme denir. Makine parçalarının veya yapılan herhangi işin görevini yapabilmesi için istenen ölçülerde olması gerekir.
ÖLÇME BİLGİSİ DERS NOTU
 ÖLÇME BİLGİSİ DERS NOTU Öğr.Gör.A.Özcan GÜL 1 ÖLÇÜ SİSTEMLERİ Dünyada kullanılmakta olan iki çeşit ölçü sistemi vardır. 1-) Metrik ölçü sistemi, 2-) İngiliz ölçü sistemi 1-) METRİK ÖLÇÜ SİSTEMİ Metrik
ÖLÇME BİLGİSİ DERS NOTU Öğr.Gör.A.Özcan GÜL 1 ÖLÇÜ SİSTEMLERİ Dünyada kullanılmakta olan iki çeşit ölçü sistemi vardır. 1-) Metrik ölçü sistemi, 2-) İngiliz ölçü sistemi 1-) METRİK ÖLÇÜ SİSTEMİ Metrik
Endüstriyel Metroloji
 Ölçme: Bilinmeyen bir büyüklüğün değerini öğrenmek için, bu büyüklüğü bilinen bir büyüklük(standart) ile karşılaştırma ve bir değer belirleme işlemidir. Kontrol: Yapılan işlemlerin saptanmış değerlere
Ölçme: Bilinmeyen bir büyüklüğün değerini öğrenmek için, bu büyüklüğü bilinen bir büyüklük(standart) ile karşılaştırma ve bir değer belirleme işlemidir. Kontrol: Yapılan işlemlerin saptanmış değerlere
Laboratuvarlarda ve uygulamalarda ölçme işlemlerinin en önemli bir kısmını uzunluk (derinlik, çap vb.) ölçümleri almaktadır.
 ölçümleri almaktadır.") Ölçme Tekniği Uzunluk Ölçümü Laboratuvarlarda ve uygulamalarda ölçme işlemlerinin en önemli bir kısmını uzunluk (derinlik, çap vb.) ölçümleri almaktadır. Boyut ölçme işlemlerinde kullanılan yöntemler genellikle
Ölçme Tekniği Uzunluk Ölçümü Laboratuvarlarda ve uygulamalarda ölçme işlemlerinin en önemli bir kısmını uzunluk (derinlik, çap vb.) ölçümleri almaktadır. Boyut ölçme işlemlerinde kullanılan yöntemler genellikle
BURSA ATATÜRK ANADOLU TEKNİK VE ENDÜSTRİ MESLEK LİSESİ MAKİNE TEKNOLOJİSİ ALANI
 BURSA ATATÜRK ANADOLU TEKNİK VE ENDÜSTRİ MESLEK LİSESİ MAKİNE TEKNOLOJİSİ ALANI ÖLÇME VE KONTROL Derleyen : Adnan YILMAZ 1 ÖLÇME VE KONTROL A - ÖLÇME : Bilinmeyen bir birimin içinde bilinen bir birimin
BURSA ATATÜRK ANADOLU TEKNİK VE ENDÜSTRİ MESLEK LİSESİ MAKİNE TEKNOLOJİSİ ALANI ÖLÇME VE KONTROL Derleyen : Adnan YILMAZ 1 ÖLÇME VE KONTROL A - ÖLÇME : Bilinmeyen bir birimin içinde bilinen bir birimin
İMM-123 ÖLÇME VE KONTROL
 İMM-123 ÖLÇME VE KONTROL 1.1.1. Ölçme Birim adı verilen ve bilinen bir değerle, aynı cinsten bilinmeyen bir değeri karşılaştırmaya ÖLÇME denir. Ölçme işlemleri ölçü aletleriyle yapılır. Örneğin; cetvel,
İMM-123 ÖLÇME VE KONTROL 1.1.1. Ölçme Birim adı verilen ve bilinen bir değerle, aynı cinsten bilinmeyen bir değeri karşılaştırmaya ÖLÇME denir. Ölçme işlemleri ölçü aletleriyle yapılır. Örneğin; cetvel,
Mikrometrelerle ölçüm yaparken 250 gramdan fazla kuvvet uygulanmamalıdır. Fazla uygulanıp uygulanmadığı cırcırla anlaşılır.
 Mikrometreler Kumpaslara nazaran daha hassas olan ve okuma kolaylığı sağlayan ölçü aletleridir. Genellikle silindirik parçaların çaplarının ve ya düz parçaların kalınlıklarının ölçülmesinde kullanılır.
Mikrometreler Kumpaslara nazaran daha hassas olan ve okuma kolaylığı sağlayan ölçü aletleridir. Genellikle silindirik parçaların çaplarının ve ya düz parçaların kalınlıklarının ölçülmesinde kullanılır.
ELEKTRİK-ELEKTRONİK ÖLÇME TESİSAT GRUBU TEMRİN-1-Mikrometre ve Kumpas Kullanarak Kesit ve Çap Ölçmek
 ELEKTRİK-ELEKTRONİK ÖLÇME TESİSAT GRUBU TEMRİN-1-Mikrometre ve Kumpas Kullanarak Kesit ve Çap Ölçmek Amaç: Mikrometre ve kumpas kullanarak kesit ve çap ölçümünü yapabilir. Kullanılacak Malzemeler: 1. Yankeski
ELEKTRİK-ELEKTRONİK ÖLÇME TESİSAT GRUBU TEMRİN-1-Mikrometre ve Kumpas Kullanarak Kesit ve Çap Ölçmek Amaç: Mikrometre ve kumpas kullanarak kesit ve çap ölçümünü yapabilir. Kullanılacak Malzemeler: 1. Yankeski
2. Uzunluk Ölçü Sistemleri
 2. Uzunluk Ölçü Sistemleri Dünya devletleri arasında uzunluğun ölçülmesinde iki ölçü sistemi kullanılmaktadır. Metrik Birim( Ölçü) Sistemi İngiliz(inç-parmak) Birim (Ölçü) Sistemi 2.1. Metrik Birim (Ölçü)
2. Uzunluk Ölçü Sistemleri Dünya devletleri arasında uzunluğun ölçülmesinde iki ölçü sistemi kullanılmaktadır. Metrik Birim( Ölçü) Sistemi İngiliz(inç-parmak) Birim (Ölçü) Sistemi 2.1. Metrik Birim (Ölçü)
Endüstriyel Ölçme ve Kontrol
 TEKNİK BİLİMLER MESLEK YÜKSEKOKULU Endüstriyel Ölçme ve Kontrol KUMPASLAR Sürgülü kumpaslar Alman normu DIN 862 esas alınarak yapılırlar. Bu norm 2000 mm ye kadar ölçme kapasitelidir. 10 eşit bölümlü (1/10
TEKNİK BİLİMLER MESLEK YÜKSEKOKULU Endüstriyel Ölçme ve Kontrol KUMPASLAR Sürgülü kumpaslar Alman normu DIN 862 esas alınarak yapılırlar. Bu norm 2000 mm ye kadar ölçme kapasitelidir. 10 eşit bölümlü (1/10
T.C. ERCİYES ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MEKATRONİK MÜHENDİSLİĞİ BÖLÜMÜ MEKATRONİK LABORATUVARI 2. ÖLÇME ve DEĞERLENDRME
 T.C. ERCİYES ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MEKATRONİK MÜHENDİSLİĞİ BÖLÜMÜ MEKATRONİK LABORATUVARI 2 ÖLÇME ve DEĞERLENDRME DENEY SORUMLUSU Öğr. Gör. Emir ESİM OCAK 2013 KAYSERİ ÖLÇME VE DEĞERLENDİRME
T.C. ERCİYES ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MEKATRONİK MÜHENDİSLİĞİ BÖLÜMÜ MEKATRONİK LABORATUVARI 2 ÖLÇME ve DEĞERLENDRME DENEY SORUMLUSU Öğr. Gör. Emir ESİM OCAK 2013 KAYSERİ ÖLÇME VE DEĞERLENDİRME
ÖLÇME VE KONTROL. E- Özel kalınlık mastarları ve kullanılma yerleri
 ÖLÇME VE KONTROL Giriş: Bu konu, atölyede meydana getirilecek işlerin ölçme ve kontrolü ile birlikte parçaların çalışıp kullanılacağı yere göre fonksiyonlarını yapabilmesi için ölçme ve kontrolün önem
ÖLÇME VE KONTROL Giriş: Bu konu, atölyede meydana getirilecek işlerin ölçme ve kontrolü ile birlikte parçaların çalışıp kullanılacağı yere göre fonksiyonlarını yapabilmesi için ölçme ve kontrolün önem
Metrik ölçü sistemi İnch (Parmak) Sistemi. Dr. Ferit FIÇICI 5
 Sistemi. Dr. Ferit FIÇICI 5") Dr. Ferit FIÇICI 1 Miktarı bilinmeyen bir büyüklüğü, aynı cinsten bir birim büyüklük ile karşılaştırarak kaç katı olduğunu saptamaya ölçme denir. Ölçmeişlemineaşağıdaki sebeplerden dolayı ihtiyaçduyulur:
Dr. Ferit FIÇICI 1 Miktarı bilinmeyen bir büyüklüğü, aynı cinsten bir birim büyüklük ile karşılaştırarak kaç katı olduğunu saptamaya ölçme denir. Ölçmeişlemineaşağıdaki sebeplerden dolayı ihtiyaçduyulur:
Endüstriyel Ölçme ve Kontrol
 TEKNİK BİLİMLER MESLEK YÜKSEKOKULU Endüstriyel Ölçme ve Kontrol 3. MİKROMETRELER Page 1 MİKROMETRELER Dış, iç ve derinlik ölçmelerinde, vida, dişli çark gibi makine elemanlarının çeşitli ölçülerini saptamada
TEKNİK BİLİMLER MESLEK YÜKSEKOKULU Endüstriyel Ölçme ve Kontrol 3. MİKROMETRELER Page 1 MİKROMETRELER Dış, iç ve derinlik ölçmelerinde, vida, dişli çark gibi makine elemanlarının çeşitli ölçülerini saptamada
Endüstriyel Ölçme ve Kontrol
 TEKNİK BİLİMLER MESLEK YÜKSEKOKULU Endüstriyel Ölçme ve Kontrol 3. MİKROMETRELER Yrd. Doç. Dr. Garip GENÇ Prof. Dr. Nihat AKKUŞ Page 2 Page 1 MİKROMETRELER Dış, iç ve derinlik ölçmelerinde, vida, dişli
TEKNİK BİLİMLER MESLEK YÜKSEKOKULU Endüstriyel Ölçme ve Kontrol 3. MİKROMETRELER Yrd. Doç. Dr. Garip GENÇ Prof. Dr. Nihat AKKUŞ Page 2 Page 1 MİKROMETRELER Dış, iç ve derinlik ölçmelerinde, vida, dişli
MAK 401. Konu 3 : Boyut, Açı ve Alan Ölçümleri
 MAK 41 Konu 3 : Boyut, Açı ve Alan Ölçümleri Boyut Ölçümü Pratikte yapılan boyut ölçümlerinde kullanılan yöntemler genellikle doğrudan karşılaştırma adı verilen temasla yapılan ölçmelerdir. Bu iş için
MAK 41 Konu 3 : Boyut, Açı ve Alan Ölçümleri Boyut Ölçümü Pratikte yapılan boyut ölçümlerinde kullanılan yöntemler genellikle doğrudan karşılaştırma adı verilen temasla yapılan ölçmelerdir. Bu iş için
KUMPASLAR. Ölçüm Aralığı. (mm/in)
") 101 Serisi Kumpaslar KUMPASLAR MEKANİK KUMPAS - Monoblok, Paslanmaz, Üstten sıkmalı Bu ürün GB/T1214.2 DIN862 ve JIS B 7507 standartlarına göre üretilmiştir. Moden teknoloji ile paslanmaz çelikten üretilmiştir.
101 Serisi Kumpaslar KUMPASLAR MEKANİK KUMPAS - Monoblok, Paslanmaz, Üstten sıkmalı Bu ürün GB/T1214.2 DIN862 ve JIS B 7507 standartlarına göre üretilmiştir. Moden teknoloji ile paslanmaz çelikten üretilmiştir.
1.UZUNLUK ÖLÇMEK Ölçme
 1.UZUNLUK ÖLÇMEK 1.1. Ölçme Çağımız bilim ve teknolojisi, hassasiyet üzerine kurulmuştur. Fabrikasyon üretimde kullanılan makineler, insan kontrolü yerine bilgisayar kontrollü, otomatik olarak üretim yapacak
1.UZUNLUK ÖLÇMEK 1.1. Ölçme Çağımız bilim ve teknolojisi, hassasiyet üzerine kurulmuştur. Fabrikasyon üretimde kullanılan makineler, insan kontrolü yerine bilgisayar kontrollü, otomatik olarak üretim yapacak
ENDÜSTRİ MÜHENDİSLİĞİ BÖLÜMÜ İMALAT YÖNTEMLERİ-I
 ENDÜSTRİ MÜHENDİSLİĞİ BÖLÜMÜ İMALAT YÖNTEMLERİ-I (DERS NOTLARI) Prof.Dr.İrfan AY Arş. Gör. T.Kerem Demircioğlu İMALAT YÖNTEMLERİ I KUMPASIN TANITIMI İMALAT YÖNTEMLERİ I HATIRLATMA ÖLÇME BİLGİSİ KUMPASLAR
ENDÜSTRİ MÜHENDİSLİĞİ BÖLÜMÜ İMALAT YÖNTEMLERİ-I (DERS NOTLARI) Prof.Dr.İrfan AY Arş. Gör. T.Kerem Demircioğlu İMALAT YÖNTEMLERİ I KUMPASIN TANITIMI İMALAT YÖNTEMLERİ I HATIRLATMA ÖLÇME BİLGİSİ KUMPASLAR
Mastarlar. Resim 2.23: Mastar ve şablon örnekleri
 Mastarlar Mastarlar (Resim 2.23), iş parçasının istenilen ölçüden daha büyük ya da küçük olup olmadığının kontrolü için kullanılan ölçme aletleridir. Parça boyutlarının, geometrik biçimlerin kontrolünde
Mastarlar Mastarlar (Resim 2.23), iş parçasının istenilen ölçüden daha büyük ya da küçük olup olmadığının kontrolü için kullanılan ölçme aletleridir. Parça boyutlarının, geometrik biçimlerin kontrolünde
KUMPASLAR. MC101-152 0 150 mm 0.02 mm 40 mm MC101-202 0 200 mm 0.02 mm 50 mm MC101-302 0 300 mm 0.02 mm 64 mm
 101 Serisi Mekanik Kumpaslar KUMPASLAR - Monoblok, Paslanmaz, Üstten sıkmalı * Bu ürün GB/T1214.2 DIN862 ve JIS B 7507 standartlarına göre üretilmiştir. * Moden teknoloji ile paslanmaz çelikten üretilmiştir.
101 Serisi Mekanik Kumpaslar KUMPASLAR - Monoblok, Paslanmaz, Üstten sıkmalı * Bu ürün GB/T1214.2 DIN862 ve JIS B 7507 standartlarına göre üretilmiştir. * Moden teknoloji ile paslanmaz çelikten üretilmiştir.
Görev çubuğu. Ana ölçek. Şekil 1.1: Verniyeli kumpas
 Deney No : M0 Deney Adı : ÖLÇME VE HATA HESABI Deneyin Amacı : Bazı uzunluk ölçü aletlerini tanımak ve ölçme hataları hakkında ön bilgiler elde etmektir. Teorik Bilgi : VERNİYELİ KUMPAS Uzunluk ölçümü
Deney No : M0 Deney Adı : ÖLÇME VE HATA HESABI Deneyin Amacı : Bazı uzunluk ölçü aletlerini tanımak ve ölçme hataları hakkında ön bilgiler elde etmektir. Teorik Bilgi : VERNİYELİ KUMPAS Uzunluk ölçümü
MASTARLAR MASTAR ÇEŞİTLERİ. 1 - Tampon Mastarlar. 2 - Vida Mastarları. 3 - Çatal Mastarlar. 4 - Johnson Mastarları. 5 - Prizmatik Mastarlar
 MASTARLAR Makine parçalarının ölçme ve kontrol işlemlerinde ölçme ve kontrol aletleri ile birlikte kullanılan yardımcı aletlere Mastarlar denir. Bunların bazıları direkt bazıları ise endirekt olarak ölçme
MASTARLAR Makine parçalarının ölçme ve kontrol işlemlerinde ölçme ve kontrol aletleri ile birlikte kullanılan yardımcı aletlere Mastarlar denir. Bunların bazıları direkt bazıları ise endirekt olarak ölçme
ASİMETO DİJİTAL KOMPARATÖR SAATİ ÖZELLİKLERİ
 ASİMETO DİJİTAL KOMPARATÖR SAATİ İ TOLERANS ÖLÇME ÖZELLİĞİ BÜYÜK VE KOLAY OKUNABİLİR LCD EKRAN HIZLI İNÇ/METRİK DÖNÜŞÜMÜ ABS/INC KOORDİNAT SEÇİMİ ON/OFF KOORDİNAT SEÇİMİ KALİBRASYON RAPORU 356 AGD2 KOMPARATÖR
ASİMETO DİJİTAL KOMPARATÖR SAATİ İ TOLERANS ÖLÇME ÖZELLİĞİ BÜYÜK VE KOLAY OKUNABİLİR LCD EKRAN HIZLI İNÇ/METRİK DÖNÜŞÜMÜ ABS/INC KOORDİNAT SEÇİMİ ON/OFF KOORDİNAT SEÇİMİ KALİBRASYON RAPORU 356 AGD2 KOMPARATÖR
Düzce Üniversitesi Teknoloji Fakültesi Makine ve İmalat Mühendisliği ÖLÇME VE KONTROL. Öğr. Gör. Dr. Ömer ERKAN MIT ÖLÇME ve KONTROLE GİRİŞ
 Düzce Üniversitesi Teknoloji Fakültesi Makine ve İmalat Mühendisliği ÖLÇME VE KONTROL Öğr. Gör. Dr. Ömer ERKAN 1. ÖLÇME ve KONTROLE GİRİŞ MIT 108 GİRİŞ Bilinen bir değerle bilinmeyen bir değerin kıyaslanmasına
Düzce Üniversitesi Teknoloji Fakültesi Makine ve İmalat Mühendisliği ÖLÇME VE KONTROL Öğr. Gör. Dr. Ömer ERKAN 1. ÖLÇME ve KONTROLE GİRİŞ MIT 108 GİRİŞ Bilinen bir değerle bilinmeyen bir değerin kıyaslanmasına
ÖLÇME VE KONTROL Ölçme ve Kontrolün Tanımı ve Önemi
 Hazırlayan: Arş.Gör.Ali Kaya GÜR e-mail:alikayagur@gmail.com Fırat Üniversitesi Teknik Eğitim Fakültesi Metal Eğitimi Bölümü ELAZIĞ ÖLÇME VE KONTROL Ölçme ve Kontrolün Tanımı ve Önemi Bilinen bir değer
Hazırlayan: Arş.Gör.Ali Kaya GÜR e-mail:alikayagur@gmail.com Fırat Üniversitesi Teknik Eğitim Fakültesi Metal Eğitimi Bölümü ELAZIĞ ÖLÇME VE KONTROL Ölçme ve Kontrolün Tanımı ve Önemi Bilinen bir değer
MEKANİK ATÖLYELERDE KULLANILAN ÖLÇÜ ALETLERİ VE DİĞER YARDIMCI ALETLER
 MEKANİK ATÖLYELERDE KULLANILAN ÖLÇÜ ALETLERİ VE DİĞER YARDIMCI ALETLER Bir parçanın yapımında ve yapıldıktan sonra istenen ölçülerde yapılıp yapılmadığının ölçülmesi, kontrol edilmesi gereklidir. Bu amaçla
MEKANİK ATÖLYELERDE KULLANILAN ÖLÇÜ ALETLERİ VE DİĞER YARDIMCI ALETLER Bir parçanın yapımında ve yapıldıktan sonra istenen ölçülerde yapılıp yapılmadığının ölçülmesi, kontrol edilmesi gereklidir. Bu amaçla
Akreditasyon Sertifikası Eki (Sayfa 1/6) Akreditasyon Kapsamı
 Akreditasyon Kapsamı") Akreditasyon Sertifikası Eki (Sayfa 1/6) Kalibrasyon Laboratuvarı Adresi : Kemalpaşa OSB Mah. 72. Sk. No: 6 Kemalpaşa 35730 İZMİR/TÜRKİYE Tel : 0232 877 13 69 Faks : 0232 457 37 69 E-Posta : info@bilginoglu-endustri.com.tr
Akreditasyon Sertifikası Eki (Sayfa 1/6) Kalibrasyon Laboratuvarı Adresi : Kemalpaşa OSB Mah. 72. Sk. No: 6 Kemalpaşa 35730 İZMİR/TÜRKİYE Tel : 0232 877 13 69 Faks : 0232 457 37 69 E-Posta : info@bilginoglu-endustri.com.tr
ÖLÇME ve KONTROL ölçme kontrol Şekil: 1.
 ÖLÇME ve KONTROL Bir ölçü aleti ve deneysel bir yöntem kullanılarak fiziksel bir büyüklüğün değerinin, geçerliliği kabul edilmiş standart bir birim cinsinden ifade edilmesi işlemine ölçme; ölçü ve kontrol
ÖLÇME ve KONTROL Bir ölçü aleti ve deneysel bir yöntem kullanılarak fiziksel bir büyüklüğün değerinin, geçerliliği kabul edilmiş standart bir birim cinsinden ifade edilmesi işlemine ölçme; ölçü ve kontrol
Mikrometre Aksesuarları Sayfa 94. Mikrometre Kafaları (başlıkları) Sayfa 103. Mikrometre Kafası Aksesuarları Sayfa 127
 Sayfa 103. Mikrometre Kafası Aksesuarları Sayfa 127") Mikrometre Digimatic Mikrometreler ve Mekanik Mikrometreler Sayfa 35 Mikrometre Aksesuarları Sayfa 94 Mikrometre Kafaları (başlıkları) Sayfa 103 Mikrometre Kafası Aksesuarları Sayfa 127 34 Absolute Yüksek
Mikrometre Digimatic Mikrometreler ve Mekanik Mikrometreler Sayfa 35 Mikrometre Aksesuarları Sayfa 94 Mikrometre Kafaları (başlıkları) Sayfa 103 Mikrometre Kafası Aksesuarları Sayfa 127 34 Absolute Yüksek
A TU T R U G R AY A Y SÜR SÜ M R ELİ
 DÜZ DİŞLİ ÇARK AÇMA Düz Dişli Çarklar ve Kullanıldığı Yerler Eksenleri paralel olan miller arasında kuvvet ve hareket iletiminde kullanılan dişli çarklardır. Üzerine aynı profil ve adımda, mil eksenine
DÜZ DİŞLİ ÇARK AÇMA Düz Dişli Çarklar ve Kullanıldığı Yerler Eksenleri paralel olan miller arasında kuvvet ve hareket iletiminde kullanılan dişli çarklardır. Üzerine aynı profil ve adımda, mil eksenine
III. Hafta İmal Usulleri. Öğr.Grv. Kubilay ASLANTAŞ. Vidalar ve Genel özellikleri Kılavuz çekmek Pafta çekmek
 III. Hafta Öğr.Grv. Kubilay ASLANTAŞ Vidalar ve Genel özellikleri Kılavuz çekmek Pafta çekmek Page 1-1 Page 1-2 Vida Türleri Page 1-3 Kullanım yerlerine göre vida Türleri Bağlama vidaları Hareket vidaları
III. Hafta Öğr.Grv. Kubilay ASLANTAŞ Vidalar ve Genel özellikleri Kılavuz çekmek Pafta çekmek Page 1-1 Page 1-2 Vida Türleri Page 1-3 Kullanım yerlerine göre vida Türleri Bağlama vidaları Hareket vidaları
02.01.2012. Kullanım yerlerine göre vida Türleri. Vida Türleri. III. Hafta Đmal Usulleri. Vidalar ve Genel özellikleri Kılavuz çekmek Pafta çekmek
 III. Hafta Öğr.Grv. Kubilay ASLANTAŞ Vidalar ve Genel özellikleri Kılavuz çekmek Pafta çekmek Page 1-1 Page 1-2 Vida Türleri Kullanım yerlerine göre vida Türleri Bağlama vidaları Hareket vidaları Kuvvet
III. Hafta Öğr.Grv. Kubilay ASLANTAŞ Vidalar ve Genel özellikleri Kılavuz çekmek Pafta çekmek Page 1-1 Page 1-2 Vida Türleri Kullanım yerlerine göre vida Türleri Bağlama vidaları Hareket vidaları Kuvvet
YENİLENEBİLİR ENERJİ TEKNOLOJİSİ
 T.C. MİLLÎ EĞİTİM BAKANLIĞI YENİLENEBİLİR ENERJİ TEKNOLOJİSİ ENERJİ SİSTEMİNDE ÖLÇME KONTROL 522EE0329 Ankara, 2012 Bu modül, mesleki ve teknik eğitim okul/kurumlarında uygulanan Çerçeve Öğretim Programlarında
T.C. MİLLÎ EĞİTİM BAKANLIĞI YENİLENEBİLİR ENERJİ TEKNOLOJİSİ ENERJİ SİSTEMİNDE ÖLÇME KONTROL 522EE0329 Ankara, 2012 Bu modül, mesleki ve teknik eğitim okul/kurumlarında uygulanan Çerçeve Öğretim Programlarında
BÖLÜM 1. ÖLÇME VE KONTROL 1.1. ÖLÇME
 BÖLÜM 1. ÖLÇME VE KONTROL 1.1. ÖLÇME Birim adı verilen ve bilinen bir değerle, aynı cinsten bilinmeyen bir değeri karşılaştırmaya ÖLÇME denir. Örneğin ; cetvel, kumpas ve mikrometre Çelik cetvel ve şerit
BÖLÜM 1. ÖLÇME VE KONTROL 1.1. ÖLÇME Birim adı verilen ve bilinen bir değerle, aynı cinsten bilinmeyen bir değeri karşılaştırmaya ÖLÇME denir. Örneğin ; cetvel, kumpas ve mikrometre Çelik cetvel ve şerit
T.C. MİLLÎ EĞİTİM BAKANLIĞI
 T.C. MİLLÎ EĞİTİM BAKANLIĞI MEGEP (MESLEKÎ EĞİTİM VE ÖĞRETİM SİSTEMİNİN GÜÇLENDİRİLMESİ PROJESİ) MAKİNE TEKNOLOJİSİ CNC TORNA İŞLEMLERİ 3 ANKARA-2006 Milli Eğitim Bakanlığı tarafından geliştirilen modüller;
T.C. MİLLÎ EĞİTİM BAKANLIĞI MEGEP (MESLEKÎ EĞİTİM VE ÖĞRETİM SİSTEMİNİN GÜÇLENDİRİLMESİ PROJESİ) MAKİNE TEKNOLOJİSİ CNC TORNA İŞLEMLERİ 3 ANKARA-2006 Milli Eğitim Bakanlığı tarafından geliştirilen modüller;
TEMEL İŞLEMLER TEKNOLOJİSİ VE UYGULAMALARI Prof.Dr. İng. Salim ASLANLAR
 3. KONTROL TEKNİĞİ 3.1 Kontrolün Tanımı ve Önemi Makine ve metal teknolojilerinde parçaların belirli sınırlar içinde yapım resmine uygun olarak yapılıp yapılmadığının araştırılmasına kontrol adı verilir.
3. KONTROL TEKNİĞİ 3.1 Kontrolün Tanımı ve Önemi Makine ve metal teknolojilerinde parçaların belirli sınırlar içinde yapım resmine uygun olarak yapılıp yapılmadığının araştırılmasına kontrol adı verilir.
Akreditasyon Sertifikası Eki (Sayfa 1/14) Akreditasyon Kapsamı
 Akreditasyon Kapsamı") Akreditasyon Sertifikası Eki (Sayfa 1/14) Laboratuvarı Adresi : Sancak Mh. Taçmahal Cd. A Blok 33/B Selçuklu 42250 KONYA/TÜRKİYE Tel : 0332 233 55 42 Faks : 0332 233 77 42 E-Posta : info@miradakalibrasyon.com
Akreditasyon Sertifikası Eki (Sayfa 1/14) Laboratuvarı Adresi : Sancak Mh. Taçmahal Cd. A Blok 33/B Selçuklu 42250 KONYA/TÜRKİYE Tel : 0332 233 55 42 Faks : 0332 233 77 42 E-Posta : info@miradakalibrasyon.com
Akreditasyon Sertifikası Eki (Sayfa 1/11) Akreditasyon Kapsamı
 Akreditasyon Kapsamı") Akreditasyon Sertifikası Eki (Sayfa 1/11) Laboratuvarı Adresi : SANCAK MAH. TAÇMAHAL CAD. A BLOK 33/B 42250 KONYA/TÜRKİYE Tel : 0532 446 93 08 Faks : E-Posta : ali@mirada.com Website : www.mirada.com Ölçüm
Akreditasyon Sertifikası Eki (Sayfa 1/11) Laboratuvarı Adresi : SANCAK MAH. TAÇMAHAL CAD. A BLOK 33/B 42250 KONYA/TÜRKİYE Tel : 0532 446 93 08 Faks : E-Posta : ali@mirada.com Website : www.mirada.com Ölçüm
Akreditasyon Sertifikası Eki (Sayfa 1/12) Akreditasyon Kapsamı
 Akreditasyon Kapsamı") Akreditasyon Sertifikası Eki (Sayfa 1/12) Laboratuvarı Adresi : Sancak Mh. Taçmahal Cd. A Blok 33/B Selçuklu 42250 KONYA/TÜRKİYE Tel : 0332 233 55 42 Faks : 0332 233 77 42 E-Posta : info@mirada.com Website
Akreditasyon Sertifikası Eki (Sayfa 1/12) Laboratuvarı Adresi : Sancak Mh. Taçmahal Cd. A Blok 33/B Selçuklu 42250 KONYA/TÜRKİYE Tel : 0332 233 55 42 Faks : 0332 233 77 42 E-Posta : info@mirada.com Website
ÖĞRENME FAALİYETİ-1 1. ÜÇGEN VİDA AÇMA
 AMAÇ ÖĞRENME FAALİYETİ-1 ÖĞRENME FAALİYETİ-1 Torna tezgâhında üçgen vida açabileceksiniz ARAŞTIRMA Torna tezgâhlarının olduğu işletmeleri ziyaret ederek, çalışanlardan üçgen vidalar hakkında bilgi alınız
AMAÇ ÖĞRENME FAALİYETİ-1 ÖĞRENME FAALİYETİ-1 Torna tezgâhında üçgen vida açabileceksiniz ARAŞTIRMA Torna tezgâhlarının olduğu işletmeleri ziyaret ederek, çalışanlardan üçgen vidalar hakkında bilgi alınız
MAK-204. Üretim Yöntemleri. (8.Hafta) Kubilay Aslantaş
 Kubilay Aslantaş") MAK-204 Üretim Yöntemleri Vidalar-Vida Açma Đşlemi (8.Hafta) Kubilay Aslantaş Kullanım yerlerine göre vida Türleri Bağlama vidaları Hareket vidaları Kuvvet ileten vidaları Metrik vidalar Trapez vidalar
MAK-204 Üretim Yöntemleri Vidalar-Vida Açma Đşlemi (8.Hafta) Kubilay Aslantaş Kullanım yerlerine göre vida Türleri Bağlama vidaları Hareket vidaları Kuvvet ileten vidaları Metrik vidalar Trapez vidalar
T.C. MİLLÎ EĞİTİM BAKAN LIĞI
 T.C. MİLLÎ EĞİTİM BAKAN LIĞI MEGEP (MESLEKÎ EĞİTİM VE ÖĞRETİM SİSTEMİNİN GÜÇ LENDİRİLMES İ PROJESİ) METAL TEKNOLOJİSİ ÖLÇME KONTROL VE MARKALAMA ANKARA 2005 Milli Eğitim Bakanlığı tarafından geliştirilen
T.C. MİLLÎ EĞİTİM BAKAN LIĞI MEGEP (MESLEKÎ EĞİTİM VE ÖĞRETİM SİSTEMİNİN GÜÇ LENDİRİLMES İ PROJESİ) METAL TEKNOLOJİSİ ÖLÇME KONTROL VE MARKALAMA ANKARA 2005 Milli Eğitim Bakanlığı tarafından geliştirilen
2 Hata Hesabı. Hata Nedir? Mutlak Hata. Bağıl Hata
 Hata Hesabı Hata Nedir? Herhangi bir fiziksel büyüklüğün ölçülen değeri ile gerçek değeri arasındaki farka hata denir. Ölçülen bir fiziksel büyüklüğün sayısal değeri, yapılan deneysel hatalardan dolayı
Hata Hesabı Hata Nedir? Herhangi bir fiziksel büyüklüğün ölçülen değeri ile gerçek değeri arasındaki farka hata denir. Ölçülen bir fiziksel büyüklüğün sayısal değeri, yapılan deneysel hatalardan dolayı
Silindirik iç ve dış yüzeyler üzerine açılan helisel girinti ve çıkıntılara vida denir.
 9. VİDALAR Silindirik iç ve dış yüzeyler üzerine açılan helisel girinti ve çıkıntılara vida denir. Vida Helisi Vida Adımı Bir kenarı silindirin çapına eşit dik bir üçgen, silindirin üzerine sarıldığında
9. VİDALAR Silindirik iç ve dış yüzeyler üzerine açılan helisel girinti ve çıkıntılara vida denir. Vida Helisi Vida Adımı Bir kenarı silindirin çapına eşit dik bir üçgen, silindirin üzerine sarıldığında
Akreditasyon Sertifikası Eki (Sayfa 1/11) Akreditasyon Kapsamı
 Akreditasyon Kapsamı") Akreditasyon Sertifikası Eki (Sayfa 1/11) Laboratuvarı Laboratuvarı Adresi : Orta Mah. latife hanım Sokak No: 12/1 Pendik 34896 İSTANBUL / TÜRKİYE Tel : 0 216 598 12 12 Faks : 0 216 598 12 14 E-Posta :
Akreditasyon Sertifikası Eki (Sayfa 1/11) Laboratuvarı Laboratuvarı Adresi : Orta Mah. latife hanım Sokak No: 12/1 Pendik 34896 İSTANBUL / TÜRKİYE Tel : 0 216 598 12 12 Faks : 0 216 598 12 14 E-Posta :
Ölçme Bilgisi. Ölçmenin Tanımı ve Önemi :
 Ölçme Bilgisi Ölçmenin Tanımı ve Önemi : Ölçme: Bilinmeyen bir büyüklüğün değerini öğrenmek için, bu büyüklüğü bilinen bir büyüklük (standart) ile karşılaştırma ve bir değer belirleme işlemidir. Makine
Ölçme Bilgisi Ölçmenin Tanımı ve Önemi : Ölçme: Bilinmeyen bir büyüklüğün değerini öğrenmek için, bu büyüklüğü bilinen bir büyüklük (standart) ile karşılaştırma ve bir değer belirleme işlemidir. Makine
KUMPASLAR PARALLAKSIZ MEKANÝK KUMPAS ÖZELLİKLER EKSTRA UZUN ÇİFT ÇENE MEKANİK KUMPAS
 KUMPASLAR PARALLAKSIZ MEKANÝK KUMPAS - PASLANMAZ ÇELÝKTEN İMAL EDİLMİŞTİR - HASSAS VE DOÐRU OKUMA İÇİN PARLAKSIZ SKALA - ÝÇ ÇAP, DIÞ ÇAP VE DERÝNLÝK ÖLÇEBÝLÝR KOD KAPASÝTE HASSASÝYET TOLERANS L a b c d
KUMPASLAR PARALLAKSIZ MEKANÝK KUMPAS - PASLANMAZ ÇELÝKTEN İMAL EDİLMİŞTİR - HASSAS VE DOÐRU OKUMA İÇİN PARLAKSIZ SKALA - ÝÇ ÇAP, DIÞ ÇAP VE DERÝNLÝK ÖLÇEBÝLÝR KOD KAPASÝTE HASSASÝYET TOLERANS L a b c d
DİŞLER; Diş Profili, çalışma sırasında iki çark arasındaki oranı sabit tutacak şekilde biçimlendirilir. Dişli profillerinde en çok kullanılan ve bu
 KAVRAMLAR Dişli Çarklar, eksenleri birbirine yakın veya birbirini kesen miller arasında hareket ve güç ileten makine elemanlarıdır. Çevrelerine diş açılmış iki dişli çark bir dişli çiftini oluştururlar
KAVRAMLAR Dişli Çarklar, eksenleri birbirine yakın veya birbirini kesen miller arasında hareket ve güç ileten makine elemanlarıdır. Çevrelerine diş açılmış iki dişli çark bir dişli çiftini oluştururlar
TAKIM TuTuCuLAR TAKIM TuTuCuLAR
 takım t u t u c u lar Ayarlanabilir kılavuz kolları ve, üst başlığı altında toplanmıştır. Kılavuz kolları ile el kılavuzları kullanılabilmektedir. Kılavuzun dörtgen şaftı kılavuz kolunun ayarlanabilir
takım t u t u c u lar Ayarlanabilir kılavuz kolları ve, üst başlığı altında toplanmıştır. Kılavuz kolları ile el kılavuzları kullanılabilmektedir. Kılavuzun dörtgen şaftı kılavuz kolunun ayarlanabilir
Mak-204. Üretim Yöntemleri II. Talaşlı Đmalatın Genel Tanımı En Basit Talaş Kaldırma: Eğeleme Ölçme ve Kumpas Okuma Markalama Tolerans Kesme
 Mak-204 Üretim Yöntemleri II Talaşlı Đmalatın Genel Tanımı En Basit Talaş Kaldırma: Eğeleme Ölçme ve Kumpas Okuma Markalama Tolerans Kesme Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi
Mak-204 Üretim Yöntemleri II Talaşlı Đmalatın Genel Tanımı En Basit Talaş Kaldırma: Eğeleme Ölçme ve Kumpas Okuma Markalama Tolerans Kesme Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi
HER İŞİNİZDE HASSASİYET Mİ ARIYORSUNUZ? MICROMAR'INIZ VARSA SORUN DEĞİL.
 HER İŞİNİZDE HASSASİYET Mİ ARIYORSUNUZ? MICROMAR'INIZ VARSA SORUN DEĞİL. MICROMAR ürünleri ile ilgili en güncel bilgilere WEB sitemizden ulaşabilirsiniz: www.mahr.de, WebCode 2 Mikrometreler, kumpaslarla
HER İŞİNİZDE HASSASİYET Mİ ARIYORSUNUZ? MICROMAR'INIZ VARSA SORUN DEĞİL. MICROMAR ürünleri ile ilgili en güncel bilgilere WEB sitemizden ulaşabilirsiniz: www.mahr.de, WebCode 2 Mikrometreler, kumpaslarla
ÖLÇME HATALARI VE ÖZELLİKLERİ
 ÖLÇME VE KONTROL Birim adı verilen ve bilinen bir değerle, kendi cinsinden bilinmeyen bir değeri kıyaslamaya (karşılaştırmaya) ÖLÇME denir. Parçaların istenilen ölçü sınırları içersinde yapılıp yapılmadıkları
ÖLÇME VE KONTROL Birim adı verilen ve bilinen bir değerle, kendi cinsinden bilinmeyen bir değeri kıyaslamaya (karşılaştırmaya) ÖLÇME denir. Parçaların istenilen ölçü sınırları içersinde yapılıp yapılmadıkları
KUMPASLAR. L (mm) a (mm) b (mm) c (mm) d (mm) FİYAT KODU. a (mm) b (mm) e (mm) f (mm) FİYAT KODU ÇİN VERNÝERLÝ KUMPAS EKONOMÝK TÝP KUMPAS
 a (mm) b (mm) c (mm) d (mm) FİYAT KODU. a (mm) b (mm) e (mm) f (mm) FİYAT KODU ÇİN VERNÝERLÝ KUMPAS EKONOMÝK TÝP KUMPAS") VERNÝERLÝ KUMPAS L a b c d FİYAT U C100-0105 0-100 0,05 ±0,05 160 30 17 13,5 12 13402 C100-1502 0-150 0,02 ±0,03 228 40 21 16,5 16 13403 C100-1505 0-150 0,05 ±0,05 228 40 21 16,5 16 13404 C100-2002 0-200
VERNÝERLÝ KUMPAS L a b c d FİYAT U C100-0105 0-100 0,05 ±0,05 160 30 17 13,5 12 13402 C100-1502 0-150 0,02 ±0,03 228 40 21 16,5 16 13403 C100-1505 0-150 0,05 ±0,05 228 40 21 16,5 16 13404 C100-2002 0-200
Kurşun Kalemlerin Teknik ve Mesleki Resimde Kullanıldığı Yerler
 Bir önceki dersin tekrarı yapılır, anlaşılmayan konuların tekrarı özet şeklinde anlatılır ve verilen ödevden alınan sonuçların sınıfta anlattırılarak arkadaşlarıyla paylaşmaları istenir. BÖLÜM I Teknik
Bir önceki dersin tekrarı yapılır, anlaşılmayan konuların tekrarı özet şeklinde anlatılır ve verilen ödevden alınan sonuçların sınıfta anlattırılarak arkadaşlarıyla paylaşmaları istenir. BÖLÜM I Teknik
Akreditasyon Sertifikası Eki (Sayfa 1/10) Akreditasyon Kapsamı
 Akreditasyon Kapsamı") Akreditasyon Sertifikası Eki (Sayfa 1/10) Kalibrasyon Laboratuvarı Akreditasyon No: Adresi : Osmaniye mah. Ümraniye Sok. No:11/B Bakırköy 34144 İSTANBUL / TÜRKİYE Tel : 0 212 660 87 81 Faks : 0 212 660
Akreditasyon Sertifikası Eki (Sayfa 1/10) Kalibrasyon Laboratuvarı Akreditasyon No: Adresi : Osmaniye mah. Ümraniye Sok. No:11/B Bakırköy 34144 İSTANBUL / TÜRKİYE Tel : 0 212 660 87 81 Faks : 0 212 660
MarTest. Hassas Yoklayıcılar
 GENEL BİLGİLER Modeller Standart Ekstra Uzun Uç Ölçüm aralığı Analog saat stili Skala Değerleri Hassasiyet f ges f e f u f t f w metrik S ±, mm,1 mm 13 µm 1 µm 3 µm µm 3 µm SG ±, mm,1 mm 13 µm 1 µm 3 µm
GENEL BİLGİLER Modeller Standart Ekstra Uzun Uç Ölçüm aralığı Analog saat stili Skala Değerleri Hassasiyet f ges f e f u f t f w metrik S ±, mm,1 mm 13 µm 1 µm 3 µm µm 3 µm SG ±, mm,1 mm 13 µm 1 µm 3 µm
Akreditasyon Sertifikası Eki (Sayfa 1/10) Akreditasyon Kapsamı
 Akreditasyon Kapsamı") Akreditasyon Sertifikası Eki (Sayfa 1/10) Kalibrasyon Laboratuvarı Adresi : Arpaçeşme Mah. Şehit Oktay Kaya Cad. No: 91 / A Gebze 41400 KOCAELİ/TÜRKİYE Tel : 0262 643 06 44 Faks : 0262 643 06 44 E-Posta
Akreditasyon Sertifikası Eki (Sayfa 1/10) Kalibrasyon Laboratuvarı Adresi : Arpaçeşme Mah. Şehit Oktay Kaya Cad. No: 91 / A Gebze 41400 KOCAELİ/TÜRKİYE Tel : 0262 643 06 44 Faks : 0262 643 06 44 E-Posta
Şimdi sanal marketimizden sipariş verin! www.meusburger.com. Avantajlarınız: » mm / Inch 'e her konumda hızlı değişim
 Atölye gereksinimleri aksiyonları 01.01'den 29.02.1' ya kadar geçerli Şimdi sanal marketimizden sipariş verin! www.meusburger.com Diğer ölçüm cihazları ve el aletlerini alet ve kalıp yapımı için atölye
Atölye gereksinimleri aksiyonları 01.01'den 29.02.1' ya kadar geçerli Şimdi sanal marketimizden sipariş verin! www.meusburger.com Diğer ölçüm cihazları ve el aletlerini alet ve kalıp yapımı için atölye
ASIMETO DİGİTAL KUMPAS ÖZELLİKLERİ
 ASIMETO DİGİTAL KUMPAS ÖZELLİKLERİ SERTLEÞTÝRÝLMÝÞ PASLANMAZ ÇELÝK ÖLÇME YÜZEYLERÝ BÜYÜK VE OKUNABÝLÝR LCD EKRAN ÝNÇ/METRÝK DÖNÜÞÜM BUTONU AÇMA KAPAMA BUTONU SERTLEÞTÝRÝLMÝÞ PASLANMAZ ÇELÝK ÖLÇME YÜZEYLERÝ
ASIMETO DİGİTAL KUMPAS ÖZELLİKLERİ SERTLEÞTÝRÝLMÝÞ PASLANMAZ ÇELÝK ÖLÇME YÜZEYLERÝ BÜYÜK VE OKUNABÝLÝR LCD EKRAN ÝNÇ/METRÝK DÖNÜÞÜM BUTONU AÇMA KAPAMA BUTONU SERTLEÞTÝRÝLMÝÞ PASLANMAZ ÇELÝK ÖLÇME YÜZEYLERÝ
T.C. MİLLÎ EĞİTİM BAKANLIĞI PLASTİK TEKNOLOJİSİ TEMEL TALAŞLI ÜRETİM 2 521MMI031
 T.C. MİLLÎ EĞİTİM BAKANLIĞI PLASTİK TEKNOLOJİSİ TEMEL TALAŞLI ÜRETİM 2 521MMI031 Ankara, 2011 İÇİNDEKİLER AÇIKLAMALAR... ii GİRİŞ...1 ÖĞRENME FAALİYETİ-1...3 1. MATKAP UCU BİLEME...3 1.1. Delme Araçları
T.C. MİLLÎ EĞİTİM BAKANLIĞI PLASTİK TEKNOLOJİSİ TEMEL TALAŞLI ÜRETİM 2 521MMI031 Ankara, 2011 İÇİNDEKİLER AÇIKLAMALAR... ii GİRİŞ...1 ÖĞRENME FAALİYETİ-1...3 1. MATKAP UCU BİLEME...3 1.1. Delme Araçları
YARD. DOÇ. DR. HANİFİ ÇİNİCİ TEMEL İŞLEM TEKNİKLERİ MEM 217
 YARD. DOÇ. DR. HANİFİ ÇİNİCİ TEMEL İŞLEM TEKNİKLERİ MEM 217 ÖLÇME Ölçmenin Tanımı Bilinen bir değerle bilinmeyen bir değerin kıyaslanmasına ölçme adı verilir. Ölçme Çeşitleri Doğrudan (direkt) Ölçme: Ölçü
YARD. DOÇ. DR. HANİFİ ÇİNİCİ TEMEL İŞLEM TEKNİKLERİ MEM 217 ÖLÇME Ölçmenin Tanımı Bilinen bir değerle bilinmeyen bir değerin kıyaslanmasına ölçme adı verilir. Ölçme Çeşitleri Doğrudan (direkt) Ölçme: Ölçü
Akreditasyon Sertifikası Eki (Sayfa 1/19) Akreditasyon Kapsamı
 Akreditasyon Kapsamı") Akreditasyon Sertifikası Eki (Sayfa 1/19) TİCARET LİMİTED ŞİRKETİ Laboratuvarı Adresi : Orta Mah. Latife Hanım Sokak No: 12/1 Pendik 34896 İSTANBUL/TÜRKİYE Tel : 0 216 598 12 12 Faks : 0 216 598 12 14
Akreditasyon Sertifikası Eki (Sayfa 1/19) TİCARET LİMİTED ŞİRKETİ Laboratuvarı Adresi : Orta Mah. Latife Hanım Sokak No: 12/1 Pendik 34896 İSTANBUL/TÜRKİYE Tel : 0 216 598 12 12 Faks : 0 216 598 12 14
0384 Aşağıdakilerden hangisi şekil A'ya göre 3 parçanın doğru görünüşüdür? 1- Şekil l 2- Şekil 2 3- Şekil 3 4- Şekil 4 5- Şekil 5
 0384 Aşağıdakilerden hangisi şekil A'ya göre 3 parçanın doğru görünüşüdür? 0385 Aşağıdakilerden hangisi şekil A'ya göre 2 no parçanın doğru görünüşüdür? 123 124 0386 Aşağıdakilerden hangisi şekil A'ya
0384 Aşağıdakilerden hangisi şekil A'ya göre 3 parçanın doğru görünüşüdür? 0385 Aşağıdakilerden hangisi şekil A'ya göre 2 no parçanın doğru görünüşüdür? 123 124 0386 Aşağıdakilerden hangisi şekil A'ya
GENEL BİLGİLER. Micromar - Tasarım Özellikleri 3-2. Micromar - Mikrometre türleri. Değer örneği: Karbit uçlu ölçme yüzeyleri.
 - 3-2 GENEL BİLGİLER Micromar - Tasarım i Karbit uçlu ölçme yüzeyleri Örs Mil Çark cetvel Referans çizgiler (manşon) Tambur Mandal Değer örneği:,1 mm bölümlü mikrometre 3 2 Gövde Kilit Manşon 2, Tambur,28
- 3-2 GENEL BİLGİLER Micromar - Tasarım i Karbit uçlu ölçme yüzeyleri Örs Mil Çark cetvel Referans çizgiler (manşon) Tambur Mandal Değer örneği:,1 mm bölümlü mikrometre 3 2 Gövde Kilit Manşon 2, Tambur,28
MAK-204. Üretim Yöntemleri. Frezeleme Đşlemleri. (11.Hafta) Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt.
 Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt.") MAK-204 Üretim Yöntemleri Freze Tezgahı Frezeleme Đşlemleri (11.Hafta) Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt. Bölümü Freze tezgahının Tanımı: Frezeleme işleminde
MAK-204 Üretim Yöntemleri Freze Tezgahı Frezeleme Đşlemleri (11.Hafta) Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt. Bölümü Freze tezgahının Tanımı: Frezeleme işleminde
Sinüs MAS ARL AR; 50,25 mm 40m ,25 MASTAR BÖLÜ 6. M R 6.1. T : MASTAR
 Mastarlar MASTARLAR; Makine parçalarının ölçme ve kontrol işlemlerinde, ölçu ve kontrol aletleri ile birlikte kullanılan yardımcı aletlere MASTAR denir. Mastarların bazıları doğrudan doğruya, bazıları
Mastarlar MASTARLAR; Makine parçalarının ölçme ve kontrol işlemlerinde, ölçu ve kontrol aletleri ile birlikte kullanılan yardımcı aletlere MASTAR denir. Mastarların bazıları doğrudan doğruya, bazıları
T.C. MİLLÎ EĞİTİM BAKANLIĞI MAKİNA TEKNOLOJİSİ TORNADA DELME VE ÖLÇME 521MMI655
 T.C. MİLLÎ EĞİTİM BAKANLIĞI MAKİNA TEKNOLOJİSİ TORNADA DELME VE ÖLÇME 521MMI655 Ankara, 2012 Bu modül, mesleki ve teknik eğitim okul/kurumlarında uygulanan Çerçeve Öğretim Programlarında yer alan yeterlikleri
T.C. MİLLÎ EĞİTİM BAKANLIĞI MAKİNA TEKNOLOJİSİ TORNADA DELME VE ÖLÇME 521MMI655 Ankara, 2012 Bu modül, mesleki ve teknik eğitim okul/kurumlarında uygulanan Çerçeve Öğretim Programlarında yer alan yeterlikleri
FREZE TEZGÂHINDA BÖLME İŞLEMLERİ
 Üniversal Bölme Aygıtları(Divizörler) Freze tezgâhında her çeşit bölme işlemleri, divizör yardımıyla yapılabilir. Divizör ile, silindirik parçalar üzerine değişik sayılarda bölme yapma, konik parçalara
Üniversal Bölme Aygıtları(Divizörler) Freze tezgâhında her çeşit bölme işlemleri, divizör yardımıyla yapılabilir. Divizör ile, silindirik parçalar üzerine değişik sayılarda bölme yapma, konik parçalara
45 Yıllık İşviçre Tecrübesi FUAR KAMPANYASI. Geçerlilik Tarihi: 01.03.14-31.12.14
 45 Yıllık İşviçre Tecrübesi FUAR KAMPANYASI Geçerlilik Tarihi: 01.03.14-31.12.14 2014 IP 67 KORUMALI DİJİTAL KUMPASLAR S_Cal PRO & 129,50 910.1502.14 µ S_Cal PRO m DIN 862 Ağır işler için IP67 Koruma.
45 Yıllık İşviçre Tecrübesi FUAR KAMPANYASI Geçerlilik Tarihi: 01.03.14-31.12.14 2014 IP 67 KORUMALI DİJİTAL KUMPASLAR S_Cal PRO & 129,50 910.1502.14 µ S_Cal PRO m DIN 862 Ağır işler için IP67 Koruma.
ZİNCİR DİŞLİ ÇARKLAR. Öğr. Gör. Korcan FIRAT CBÜ Akhisar MYO
 ZİNCİR DİŞLİ ÇARKLAR Öğr. Gör. Korcan FIRAT CBÜ Akhisar MYO ZİNCİR DİŞLİ ÇARK NEDİR? Tanımı: Güç ve hareket iletecek millerin merkez uzaklığının fazla olduğu durumlarda, aradaki bağlantıyı dişli çarklarla
ZİNCİR DİŞLİ ÇARKLAR Öğr. Gör. Korcan FIRAT CBÜ Akhisar MYO ZİNCİR DİŞLİ ÇARK NEDİR? Tanımı: Güç ve hareket iletecek millerin merkez uzaklığının fazla olduğu durumlarda, aradaki bağlantıyı dişli çarklarla
Akreditasyon Sertifikası Eki (Sayfa 1/12) Akreditasyon Kapsamı
 Akreditasyon Kapsamı") Akreditasyon Sertifikası Eki (Sayfa 1/12) Laboratuvarı Akreditasyon No: Adresi : Fevzi Çakmak Mah. 10564 Sok. No:44 42050 KONYA / TÜRKİYE Tel : 0 332 342 70 20 Faks : 0 332 342 70 23 E-Posta : ukm@ukm.com.tr
Akreditasyon Sertifikası Eki (Sayfa 1/12) Laboratuvarı Akreditasyon No: Adresi : Fevzi Çakmak Mah. 10564 Sok. No:44 42050 KONYA / TÜRKİYE Tel : 0 332 342 70 20 Faks : 0 332 342 70 23 E-Posta : ukm@ukm.com.tr
MF-7500-E11 KULLANMA KILAVUZU
 MF-7500-E11 KULLANMA KILAVUZU İÇİNDEKİLER 1. TEKNİK ÖZELLİKLER... 1 2. EKSANTRIK KAYIŞ TAHRIKLI MASA ÇIZIMI (YARI GÖMÜLÜ TİP)... 2 3. TOZ KANALININ MONTAJI... 3 4. KAPAĞIN AÇILMASI VE KAPATILMASI... 4
MF-7500-E11 KULLANMA KILAVUZU İÇİNDEKİLER 1. TEKNİK ÖZELLİKLER... 1 2. EKSANTRIK KAYIŞ TAHRIKLI MASA ÇIZIMI (YARI GÖMÜLÜ TİP)... 2 3. TOZ KANALININ MONTAJI... 3 4. KAPAĞIN AÇILMASI VE KAPATILMASI... 4
ÖLÇME BİLGİSİ DÜŞEY MESAFELERİN (YÜKSEKLİKLERİN) ÖLÇÜLMESİ NİVELMAN ALETLERİ. Doç. Dr. Alper Serdar ANLI. 8. Hafta
 ÖLÇÜLMESİ NİVELMAN ALETLERİ. Doç. Dr. Alper Serdar ANLI. 8. Hafta") ÖLÇME BİLGİSİ DÜŞEY MESAFELERİN (YÜKSEKLİKLERİN) ÖLÇÜLMESİ NİVELMAN ALETLERİ Doç. Dr. Alper Serdar ANLI 8. Hafta DÜŞEY MESAFELERİN (YÜKSEKLİKLERİN) ÖLÇÜLMESİ Noktaların yükseklikleri düşey ölçmelerle belirlenir.
ÖLÇME BİLGİSİ DÜŞEY MESAFELERİN (YÜKSEKLİKLERİN) ÖLÇÜLMESİ NİVELMAN ALETLERİ Doç. Dr. Alper Serdar ANLI 8. Hafta DÜŞEY MESAFELERİN (YÜKSEKLİKLERİN) ÖLÇÜLMESİ Noktaların yükseklikleri düşey ölçmelerle belirlenir.
Orijinal Ağır Tip Boru Anahtarı
 Kelepçeleme lar Orijinal Ağır Boru ı Dünyanın lider boru anahtarı üreticisi RIDGID, günümüzde her uygulamaya uygun tip ve boyutta milyonlarca anahtar üretmektedir. Şu andaki tüm RIDGID anahtarlarının atası
Kelepçeleme lar Orijinal Ağır Boru ı Dünyanın lider boru anahtarı üreticisi RIDGID, günümüzde her uygulamaya uygun tip ve boyutta milyonlarca anahtar üretmektedir. Şu andaki tüm RIDGID anahtarlarının atası
Akreditasyon Sertifikası Eki (Sayfa 1/5) Akreditasyon Kapsamı
 Akreditasyon Kapsamı") Akreditasyon Sertifikası Eki (Sayfa 1/5) Kalibrasyon Laboratuvarı Akreditasyon No: Adresi : Sırrıpaşa Mahallesi, Çavdar Caddesi, No: 10/B Derince 41900 KOCAELİ / TÜRKİYE Tel : 02622233526 Faks : 02622233523
Akreditasyon Sertifikası Eki (Sayfa 1/5) Kalibrasyon Laboratuvarı Akreditasyon No: Adresi : Sırrıpaşa Mahallesi, Çavdar Caddesi, No: 10/B Derince 41900 KOCAELİ / TÜRKİYE Tel : 02622233526 Faks : 02622233523
Mak-204. Üretim Yöntemleri II. Vida ve Genel Özellikleri Kılavuz Çekme Pafta Çekme Rayba Çekme
 Mak-204 Üretim Yöntemleri II Vida ve Genel Özellikleri Kılavuz Çekme Pafta Çekme Rayba Çekme Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt. Bölümü Üretim Yöntemleri 1
Mak-204 Üretim Yöntemleri II Vida ve Genel Özellikleri Kılavuz Çekme Pafta Çekme Rayba Çekme Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt. Bölümü Üretim Yöntemleri 1
Teknik Resim TEKNİK BİLİMLER MESLEK YÜKSEKOKULU. 9. Alıştırma Toleransları. Yrd. Doç. Dr. Garip GENÇ. [ ES (es) = EBÖ AÖ ]
![Teknik Resim TEKNİK BİLİMLER MESLEK YÜKSEKOKULU. 9. Alıştırma Toleransları. Yrd. Doç. Dr. Garip GENÇ. [ ES (es) = EBÖ AÖ ]](/thumbs/56/39108273.jpg "Teknik Resim TEKNİK BİLİMLER MESLEK YÜKSEKOKULU. 9. Alıştırma Toleransları. Yrd. Doç. Dr. Garip GENÇ. [ ES (es) = EBÖ AÖ ]") TEKNİK BİLİMLER MESLEK YÜKSEKOKULU Teknik Resim Toleransın Tanımı ve Önemi Elde edilen ölçü ve şekil, çizim üzerinde belirtilen değerden biraz büyük veya biraz küçük olabilir. İşte bu iki sınır arasındaki
TEKNİK BİLİMLER MESLEK YÜKSEKOKULU Teknik Resim Toleransın Tanımı ve Önemi Elde edilen ölçü ve şekil, çizim üzerinde belirtilen değerden biraz büyük veya biraz küçük olabilir. İşte bu iki sınır arasındaki
Akreditasyon Sertifikası Eki (Sayfa 1/8) Akreditasyon Kapsamı
 Akreditasyon Kapsamı") Akreditasyon Sertifikası Eki (Sayfa 1/8) Kalibrasyon Laboratuvarı Adresi : Nilüfer Ticaret Merkezi 2.kısım 635 sokak Otomasyon plaza No:7 Nilüfer 16120 BURSA / TÜRKİYE Tel : 0 224 441 55 77 Faks : 0 224
Akreditasyon Sertifikası Eki (Sayfa 1/8) Kalibrasyon Laboratuvarı Adresi : Nilüfer Ticaret Merkezi 2.kısım 635 sokak Otomasyon plaza No:7 Nilüfer 16120 BURSA / TÜRKİYE Tel : 0 224 441 55 77 Faks : 0 224
Akreditasyon Sertifikası Eki (Sayfa 1/20) Akreditasyon Kapsamı
 Akreditasyon Kapsamı") Akreditasyon Sertifikası Eki (Sayfa 1/20) Kalibrasyon Laboratuvarı Adresi : Organize Sanayi Bölgesi Kırmızı Cadde No: 6 16140 BURSA / TÜRKİYE Tel : 0224 243 80 00 Faks : 0224 243 83 21 E-Posta : bursakalibrasyon@tse.org.tr
Akreditasyon Sertifikası Eki (Sayfa 1/20) Kalibrasyon Laboratuvarı Adresi : Organize Sanayi Bölgesi Kırmızı Cadde No: 6 16140 BURSA / TÜRKİYE Tel : 0224 243 80 00 Faks : 0224 243 83 21 E-Posta : bursakalibrasyon@tse.org.tr
ÇEŞİT ÇEŞİT ÖLÇME İŞLERİNİZ Mİ VAR? MULTİMAR BU İŞLERİN ÜSTADIDIR.
 ÇEŞİT ÇEŞİT ÖLÇME İŞLERİNİZ Mİ VAR? MULTİMAR BU İŞLERİN ÜSTADIDIR. MULTIMAR ürünleri ile ilgili en güncel bilgilere web sitemizden ulaşılabilir: www.mahr.com, WebCode 10281 Multimar Çok Amaçlı Ölçme Ekipmanının
ÇEŞİT ÇEŞİT ÖLÇME İŞLERİNİZ Mİ VAR? MULTİMAR BU İŞLERİN ÜSTADIDIR. MULTIMAR ürünleri ile ilgili en güncel bilgilere web sitemizden ulaşılabilir: www.mahr.com, WebCode 10281 Multimar Çok Amaçlı Ölçme Ekipmanının
ASİMETO DİJİTAL KUMPAS ÖZELLİKLERİ
 ASİMETO DİJİTAL KUMPAS İ SERTLEŞTİRİLMİŞ PASLANMAZ ÇELİK ÖLÇME YÜZEYLERİ BÜYÜK VE OKUNABİLİR LCD EKRAN İNÇ/METRİK DÖNÜŞÜM BUTONU AÇMA KAPAMA BUTONU DÜZGÜN ÇALIŞAN PARMAK ÇEVİRME TEKERİ SERTLEŞTİRİLMİŞ
ASİMETO DİJİTAL KUMPAS İ SERTLEŞTİRİLMİŞ PASLANMAZ ÇELİK ÖLÇME YÜZEYLERİ BÜYÜK VE OKUNABİLİR LCD EKRAN İNÇ/METRİK DÖNÜŞÜM BUTONU AÇMA KAPAMA BUTONU DÜZGÜN ÇALIŞAN PARMAK ÇEVİRME TEKERİ SERTLEŞTİRİLMİŞ
Akreditasyon Sertifikası Eki (Sayfa 1/11) Akreditasyon Kapsamı
 Akreditasyon Kapsamı") Akreditasyon Sertifikası Eki (Sayfa 1/11) Kalibrasyon Laboratuvarı Adresi : Arpaçeşme Mah. Şehit Oktay Kaya Cad. No: 91 / A Gebze 41400 KOCAELİ / TÜRKİYE Tel : 0262 643 06 44 Faks : 0262 643 06 44 E-Posta
Akreditasyon Sertifikası Eki (Sayfa 1/11) Kalibrasyon Laboratuvarı Adresi : Arpaçeşme Mah. Şehit Oktay Kaya Cad. No: 91 / A Gebze 41400 KOCAELİ / TÜRKİYE Tel : 0262 643 06 44 Faks : 0262 643 06 44 E-Posta
Akreditasyon Sertifikası Eki (Sayfa 1/12) Akreditasyon Kapsamı
 Akreditasyon Kapsamı") Akreditasyon Sertifikası Eki (Sayfa 1/12) Uzmanlar Merkezi Laboratuvarı Akreditasyon No: Adresi : Fevzi Çakmak Mah. 10564 Sok. No:44 42050 KONYA / TÜRKİYE Tel : 0 332 342 70 20 Faks : 0 332 342 70 23 E-Posta
Akreditasyon Sertifikası Eki (Sayfa 1/12) Uzmanlar Merkezi Laboratuvarı Akreditasyon No: Adresi : Fevzi Çakmak Mah. 10564 Sok. No:44 42050 KONYA / TÜRKİYE Tel : 0 332 342 70 20 Faks : 0 332 342 70 23 E-Posta
a) Düzlemsellik b) Açı tamlığı c) Ölçü tamlığı d) Sertlik
 Düzlemsellik b) Açı tamlığı c) Ölçü tamlığı d) Sertlik") Soru 1) Talaşlı üretime uygun malzemelerin, üzerinden talaş kaldırılarak işlenmesine ne ad verilir? a) Eğeleme b) Tesviyecilik c) Ölçme d) Kontrol Soru 4) Aşağıdakilerden hangisi eğeleme sırasında istenilen
Soru 1) Talaşlı üretime uygun malzemelerin, üzerinden talaş kaldırılarak işlenmesine ne ad verilir? a) Eğeleme b) Tesviyecilik c) Ölçme d) Kontrol Soru 4) Aşağıdakilerden hangisi eğeleme sırasında istenilen
Akreditasyon Sertifikası Eki (Sayfa 1/13) Akreditasyon Kapsamı
 Akreditasyon Kapsamı") Akreditasyon Sertifikası Eki (Sayfa 1/13) Uzmanlar Merkezi Laboratuvarı Adresi : Fevzi Çakmak Mah. 10564 Sok. No:44 42050 KONYA/TÜRKİYE Tel : 0 332 342 70 20 Faks : 0 332 342 70 23 E-Posta : ukm@ukm.com.tr
Akreditasyon Sertifikası Eki (Sayfa 1/13) Uzmanlar Merkezi Laboratuvarı Adresi : Fevzi Çakmak Mah. 10564 Sok. No:44 42050 KONYA/TÜRKİYE Tel : 0 332 342 70 20 Faks : 0 332 342 70 23 E-Posta : ukm@ukm.com.tr
Akreditasyon Sertifikası Eki (Sayfa 1/17) Akreditasyon Kapsamı
 Akreditasyon Kapsamı") Akreditasyon Sertifikası Eki (Sayfa 1/17) SİSTEM Mühendislik Sanayi ve Ticaret Ltd. Şti Laboratuvarı Adresi : Demirtaş Cumhuriyet Mahallesi Demirtaş Osmangazi Caddesi No:107/1 Osmangazi 16245 BURSA/TÜRKİYE
Akreditasyon Sertifikası Eki (Sayfa 1/17) SİSTEM Mühendislik Sanayi ve Ticaret Ltd. Şti Laboratuvarı Adresi : Demirtaş Cumhuriyet Mahallesi Demirtaş Osmangazi Caddesi No:107/1 Osmangazi 16245 BURSA/TÜRKİYE
ÇEŞİT ÇEŞİT ÖLÇME İŞLERİNİZ Mİ VAR? MULTİMAR BU İŞLERİN ÜSTADIDIR.
 ÇEŞİT ÇEŞİT ÖLÇME İŞLERİNİZ Mİ VAR? MULTİMAR BU İŞLERİN ÜSTADIDIR. MULTIMAR ürünleri ile ilgili en güncel bilgilere web sitemizden ulaşılabilir: www.mahr.com, WebCode 10281 Multimar Çok Amaçlı Ölçme Ekipmanının
ÇEŞİT ÇEŞİT ÖLÇME İŞLERİNİZ Mİ VAR? MULTİMAR BU İŞLERİN ÜSTADIDIR. MULTIMAR ürünleri ile ilgili en güncel bilgilere web sitemizden ulaşılabilir: www.mahr.com, WebCode 10281 Multimar Çok Amaçlı Ölçme Ekipmanının
DGS Hattı KATALOGLARI
 DGS Hattı KATALOGLARI 2018-2019 İÇERİK ÜRÜN DGS Hattı 3 Siparişe genel bakış DGS Hattı 4 3-Ağız Paslanmaz çelikten hassas torna aynası 6 Ölçme tekniğinde uygulama için delikli bağlama torna aynası 6 Ağızlar,
DGS Hattı KATALOGLARI 2018-2019 İÇERİK ÜRÜN DGS Hattı 3 Siparişe genel bakış DGS Hattı 4 3-Ağız Paslanmaz çelikten hassas torna aynası 6 Ölçme tekniğinde uygulama için delikli bağlama torna aynası 6 Ağızlar,
Akreditasyon Sertifikası Eki (Sayfa 1/11) Akreditasyon Kapsamı
 Akreditasyon Kapsamı") Akreditasyon Sertifikası Eki (Sayfa 1/11) Hizmetleri Ticaret Limited Şirketi Kalibrasyon Laboratuvarı Adresi : Uluönder Mah.Baksan San. Sitesi Blok 114 No:3 ESKİŞEHİR/TÜRKİYE Tel : 0 222 340 25 99 Faks
Akreditasyon Sertifikası Eki (Sayfa 1/11) Hizmetleri Ticaret Limited Şirketi Kalibrasyon Laboratuvarı Adresi : Uluönder Mah.Baksan San. Sitesi Blok 114 No:3 ESKİŞEHİR/TÜRKİYE Tel : 0 222 340 25 99 Faks
10. MAKİNA VE METAL TEKNİĞİNDE KULLANILAN EL ALETLERİ
 10. MAKİNA VE METAL TEKNİĞİNDE KULLANILAN EL ALETLERİ 10.1. Anahtarlar, Anahtarlar, cıvata, somun, rakor gibi vidalı birleştirme elemanlarının sıkılmasında ve sökülmesinde kullanılan el aletleridir. Anahtarların
10. MAKİNA VE METAL TEKNİĞİNDE KULLANILAN EL ALETLERİ 10.1. Anahtarlar, Anahtarlar, cıvata, somun, rakor gibi vidalı birleştirme elemanlarının sıkılmasında ve sökülmesinde kullanılan el aletleridir. Anahtarların
Öğrenim Kazanımları Bu programı başarı ile tamamlayan öğrenci;
 Image not found http://bologna.konya.edu.tr/panel/images/pdflogo.png Ders Adı : Ölçme ve Kontrol Ders No : 0690230053 Teorik : 2 Pratik : 0 Kredi : 2 ECTS : 3 Ders Bilgileri Ders Türü Öğretim Dili Öğretim
Image not found http://bologna.konya.edu.tr/panel/images/pdflogo.png Ders Adı : Ölçme ve Kontrol Ders No : 0690230053 Teorik : 2 Pratik : 0 Kredi : 2 ECTS : 3 Ders Bilgileri Ders Türü Öğretim Dili Öğretim
02.01.2012. Freze tezgahında kullanılan kesicilere Çakı denir. Çakılar, profillerine, yaptıkları işe göre gibi çeşitli şekillerde sınıflandırılır.
 Freze ile ilgili tanımlar Kendi ekseni etrafında dönen bir kesici ile sabit bir iş parçası üzerinden yapılan talaş kaldırma işlemine Frezeleme, yapılan tezgaha Freze ve yapan kişiye de Frezeci denilir.
Freze ile ilgili tanımlar Kendi ekseni etrafında dönen bir kesici ile sabit bir iş parçası üzerinden yapılan talaş kaldırma işlemine Frezeleme, yapılan tezgaha Freze ve yapan kişiye de Frezeci denilir.
HER İŞİNİZDE HASSASİYET Mİ ARIYORSUNUZ? MICROMAR'INIZ VARSA SORUN DEĞİL.
 HER İŞİNİZDE HASSASİYET Mİ ARIYORSUNUZ? MICROMAR'INIZ VARSA SORUN DEĞİL. MICROMAR ürünleri ile ilgili en güncel bilgilere WEB sitemizden ulaşabilirsiniz: www.mahr.de, WebCode 2 Mikrometreler, kumpaslarla
HER İŞİNİZDE HASSASİYET Mİ ARIYORSUNUZ? MICROMAR'INIZ VARSA SORUN DEĞİL. MICROMAR ürünleri ile ilgili en güncel bilgilere WEB sitemizden ulaşabilirsiniz: www.mahr.de, WebCode 2 Mikrometreler, kumpaslarla
MASA ÜSTÜ 3 EKSEN CNC DÜZ DİŞLİ AÇMA TEZGAHI TASARIMI ve PROTOTİP İMALATI
 MASA ÜSTÜ 3 EKSEN CNC DÜZ DİŞLİ AÇMA TEZGAHI TASARIMI ve PROTOTİP İMALATI Salih DAĞLI Önder GÜNGÖR Prof. Dr. Kerim ÇETİNKAYA Karabük Üniversitesi Tasarım ve Konstrüksiyon Öğretmenliği ÖZET Bu çalışmada
MASA ÜSTÜ 3 EKSEN CNC DÜZ DİŞLİ AÇMA TEZGAHI TASARIMI ve PROTOTİP İMALATI Salih DAĞLI Önder GÜNGÖR Prof. Dr. Kerim ÇETİNKAYA Karabük Üniversitesi Tasarım ve Konstrüksiyon Öğretmenliği ÖZET Bu çalışmada
ELEKTRİK ELEKTRONİK TEKNOLOJİSİ
 T.C. MİLLÎ EĞİTİM BAKANLIĞI ELEKTRİK ELEKTRONİK TEKNOLOJİSİ FİZİKSEL BÜYÜKLÜKLERİN ÖLÇÜLMESİ Ankara, 2018 Bu bireysel öğrenme materyali, mesleki ve teknik eğitim okul / kurumlarında uygulanan çerçeve öğretim
T.C. MİLLÎ EĞİTİM BAKANLIĞI ELEKTRİK ELEKTRONİK TEKNOLOJİSİ FİZİKSEL BÜYÜKLÜKLERİN ÖLÇÜLMESİ Ankara, 2018 Bu bireysel öğrenme materyali, mesleki ve teknik eğitim okul / kurumlarında uygulanan çerçeve öğretim
AKIŞ ÖLÇME Viskozite, Akmazlık
 1 AKIŞ ÖLÇME AKIŞ ÖLÇME Tanımlar AKIŞ ÖLÇME Akışkan; akabilen madde anlamına gelmekteyken sıvı ve gazları içine alır. Akışkan maddeler, bulundukları kabın şeklini alır ve ağırlıkları nedeniyle kap cidarlarına
1 AKIŞ ÖLÇME AKIŞ ÖLÇME Tanımlar AKIŞ ÖLÇME Akışkan; akabilen madde anlamına gelmekteyken sıvı ve gazları içine alır. Akışkan maddeler, bulundukları kabın şeklini alır ve ağırlıkları nedeniyle kap cidarlarına
Maden Mühendisliği Bölümü Mermer ve Doğal Taş Laborattuvarı. Maden Mühendisliği Bölümü. Darbe Dayanımı Testt Cihazı. Kaynar Suda Su Emme Cihazı
 Doğal taşların kaynar suda su emme oranları 100 o C'ye kadar ısıtma kapasiteli, derece kontrollü rezistans 7 X 7 x 7 cm boyutlarında düzgün kesilmiş 5 adet numune Darbe Dayanımı Testt Cihazı Doğal taşların
Doğal taşların kaynar suda su emme oranları 100 o C'ye kadar ısıtma kapasiteli, derece kontrollü rezistans 7 X 7 x 7 cm boyutlarında düzgün kesilmiş 5 adet numune Darbe Dayanımı Testt Cihazı Doğal taşların
T.C. MİLLÎ EĞİTİM BAKANLIĞI MEGEP (MESLEKÎ EĞİTİM VE ÖĞRETİM SİSTEMİNİN GÜÇLENDİRİLMESİ PROJESİ) MAKİNE TEKNOLOJİSİ CNC FREZE İŞLEMLERİ 3
 MAKİNE TEKNOLOJİSİ CNC FREZE İŞLEMLERİ 3") T.C. MİLLÎ EĞİTİM BAKANLIĞI MEGEP (MESLEKÎ EĞİTİM VE ÖĞRETİM SİSTEMİNİN GÜÇLENDİRİLMESİ PROJESİ) MAKİNE TEKNOLOJİSİ CNC FREZE İŞLEMLERİ 3 ANKARA 2006 Milli Eğitim Bakanlığı tarafından geliştirilen modüller;
T.C. MİLLÎ EĞİTİM BAKANLIĞI MEGEP (MESLEKÎ EĞİTİM VE ÖĞRETİM SİSTEMİNİN GÜÇLENDİRİLMESİ PROJESİ) MAKİNE TEKNOLOJİSİ CNC FREZE İŞLEMLERİ 3 ANKARA 2006 Milli Eğitim Bakanlığı tarafından geliştirilen modüller;