İmal Usulleri. Fatih ALİBEYOĞLU -3-
|
|
|
- Esen Renda
- 8 yıl önce
- İzleme sayısı:
Transkript
1 Fatih ALİBEYOĞLU -3-

2 İMAL USULLERİ Giriş Üretim, doğada bulunan maddeleri istenilen özellik ve biçimdeki ürünlere dönüştürmek olarak tanımlanabilir. Üretim yöntemleri iç dönüşümler ve dış dönüşümler olmak üzere ikiye ayrılır. İç dönüşümler cevherin indirgenmesi, kimyasal arıtma, ısıl işlemler gibi kimyasal dönüşme yöntemleridir. Dış dönüşümler malzemenin istenilen biçim ve boyutlara getirilmesi anlamına gelir. Bu yöntemler imal usulleri diye adlandırılır.

3 Üretim Yöntemleri İMAL USULLERİ ne Genel Bakış İç Dönüşümler Kimyasal ve Fiziksel Dönüşümler Döküm Erimiş durumdaki akıcılıktan yararlanır. Kum Kalıba Döküm Hassas Döküm -Metal Kalıba Döküm Basınçlı Döküm Kaynak Yerel Eritme ile Birleştirme sağlanır. - Oksi Asetilen Elektrik Ark - Tozaltı -Plazma Dış Dönüşümler Biçimlendirme Plastik şekil verme Malzemenin Şekil Değiştirme kabiliyetinden yararlanılır. - Dövme Haddeleme- Ekstrüzyon -Çekme Talaş Kaldırma İstenmeyen kısımlar uzaklaştırılır. -Tornalama Frezeleme- Planlayama - Taşlama Fatih Alibeyoğlu, Kafkas Üniversitesi

4 Tanım, Tarihçe Döküm, insanlık tarihinin bilinen en eski metal şekillendirme yöntemlerinden biridir. Eriyik metalin, ısıya dayanıklı boş kalıp içerisine dökülerek katılaşması olayına döküm denir. Döküm yönteminin MÖ 3500 lü yıllarda Mezopotamya da bulunduğu tahmin edilmektedir. Dökümle üretilen bazı parçalar Motor Blokları Döküm borular Yangın Vanaları Mücevher

5 Döküm Yöntemleri Bozulabilir kalıba döküm: Döküm yapıldıktan sonra kalıp bozulur. Daha kompleks parçalar mümkünken kalıp yapımı yavaş olduğu için üretim hızı düşüktür. Örneğin kum kalıba döküm, köpük kalıba döküm Kalıcı kalıba döküm: Kalıp metalden yapılır. Seri üretim için sıklıkla kullanılır. Üretim hızı yüksek olmasına karşın karmaşık geometrilerde çok avantajlı bir yöntem değildir. Örneğin kokil döküm vs.

6 Dökümün Üstünlükleri Son ürüne yakın şekil elde edilir. Diğer üretim yöntemlerine nispeten daha hızlı proses Düşük hurda miktarı Karmaşık şekil elde edilebilir. İçi boş şekiller Boyut sınırı yok Makul derecede yüzey kalitesi

7 Dökümün Zayıflıkları Çok ince kesitlerin elde edilmesi güçtür. Az sayıda parça için genellikle ekonomik değildir. Aynı malzemelerin plastik şekil verme yöntemiyle elde edilmiş olanı daha dayanıklıdır. Genellikle hassas boyut toleranslarının ve iyi yüzey kalitelerinin sağlanması güçtür. Çevre dostu imalat yöntemi değildir.

8 Döküm aşamaları Metalin eritilmesi Eriyiğin kalıba dökülmesi Katılaşma süreci Kalıbın sökülmesi Ürün

9 Metalin Eritilmesi Metali eritmek için eritme ocaklarından yararlanılır. Eritmeden önce alaşımın ayarlanması, bileşimin ayarlanması, katışıkların giderilmesi, gaz giderme ve aşılama gibi işlemler yapılabilir. Saf metali döküm sıcaklığına ulaştırmak için harcanan enerji; Metalin başlangıç sıcaklığından erime sıcaklığına çıkarılması Metalin sabit sıcaklıkta eritilmesi Erimiş metalin döküm sıcaklığına çıkarılması İçin harcanır ve birim ağırlık başına düşen toplam ısı Q= Toplam Isı ρ= yoğunluk c k = katı durumdaki özgül ısı T e =Erime Sıcaklığı T 0 =başlangıç sıcaklığı r=erime ısısı c S = sıvı durumdaki özgül ısı T d =Döküm Sıcaklığı

10 Metalin Eritilmesi Ham metal : Atık metal, alaşım malzemeleri Atmosfer: Hava(Oksijen), vakum, inert gaz(argon) Isıtma Dış kaynaklı ısıtma: elektrik, gaz, sıvı yakıt İç kaynaklı ısıtma: indüksiyon fırınları, yakıtın metalle karıştırılarak yakılması Fırın malzemesi Isıya dayanıklı seramikler FIRIN ISI Eriyik metal Atık metal

11 Eriyiğin Kalıba Dökülmesi ve Yolluk Sistemleri Sıvı metalin kalıp boşluğunu doldurulmasında yolluk sistemlerinden yararlanılır. Bir yolluk sisteminin başlıca bölümleri döküm ağzı, düşey yolluk, yatay yolluk ve ara yolluklardır.

12 İdeal Yolluk İdeal yolluk sisteminin işlevleri şu şekilde sıralanabilir; Kalıbın sıvı metal ile dolmasını sağlar Kalıba dolan metalde türbülans oluşmasını önleyerek, metalin oksitlenmesine, gaz almasına, cürufun ve erozyonla kopan kalıp parçalarının sıvı metale karışmasını engeller. Sıvı metal içerisindeki cüruf, köpük, oksit gibi istenmeyen parçaların kalıp boşluğuna gitmesini engeller. Metalin kalına doluşunu düzenleyerek, yönlenmiş katılaşmayı kolaylaştıran, çarpılmaya neden olmayan bir sıcaklık gradyeni oluşturur. Kalıp boşluğuna gereken hızda dolmaya yetecek kadar büyük, malzeme kaybına neden olmayacak kadar küçük boyutlardadır.

13 Yolluk Sistemleri Kalıp boşluğunu dolduracak sıvı metal, düşey yolluğun üzerinde bulunan döküm ağzının içine dökülür. Döküm ağzı huni görevi görür. Düşey yolluk aşağıya doğru daralır ve metali yatay yolluğa iletir. Düşey yolluk kesiti aşağıya doğru daraltarak metalin serbest akmasına, hızının giderek artması amaçlanarak şekillendirilir. Bu şekilde düşey yolluğa hava kaçması önlenir. Topuk boyutları ve biçimi, yön değiştirerek yatay yolluğa geçen metalin erezyonla kalıbı bozmasına ve türbülansla gaz almasına engel olacak şekilde düzenlemelidir. Yatay yolluk ara yolluklarla kalıp boşluğuna bağlanır. Yatay yolluğun ucunda pislik tutucu bulunur.

14 Kum Döküm Kalıbı
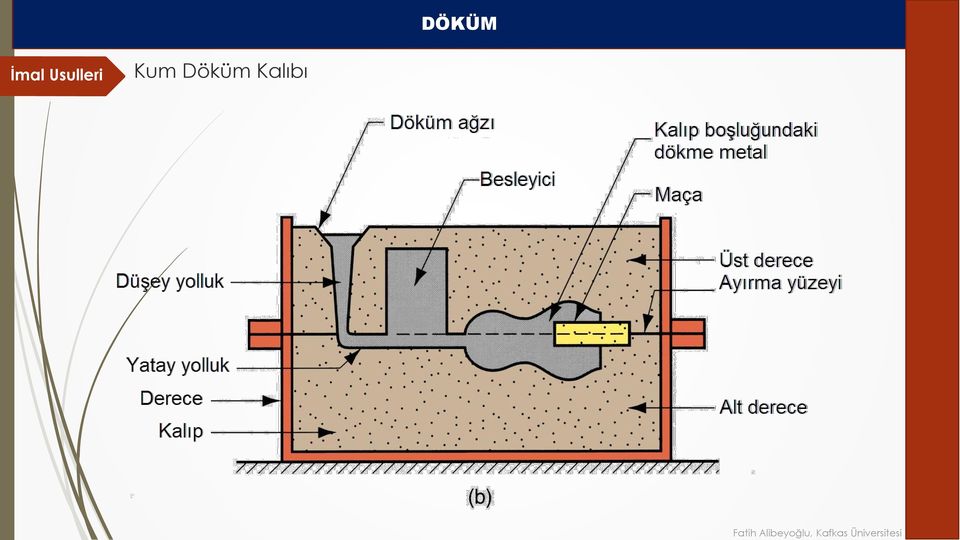
15 Kum Döküm Kalıp Terimleri Kalıp iki yarıdan oluşur: Üst derece, Alt derece Kalıp yarıları, derece denen bir kutunun içindedir İki yarı, ayırma yüzeyinde birbirinden ayrılır Model, serbest, levhalı, şablon, Yolluk sistemi, Besleyici, iç soğutucu Maça, kalem maça, Döküm boşluğu

16 Kalıp Boşluğunun Oluşturulması Kalıp boşluğu, parçanın şekline sahip olan bir model çevresinde kumun sıkıştırılmasıyla oluşturulur, (elle yada makinalarla) Model çıkarıldığında, sıkıştırılmış kumda kalan boşluk, dökme parçanın istenen şekline sahiptir Model, katılaşma ve soğuma sırasında metalin büzülmesi ve ilave işleme payları kadar genellikle daha büyük yapılır Kalıp kumu nemlidir ve şeklini koruması için bir bağlayıcı içerir(kil)

17 Maça Kullanımı Kalıp boşluğu, dökülecek parçanın dış yüzeyini oluşturur Ek olarak parçanın iç geometrisini belirleyecek şekilde, kalıp boşluğunun içine yerleştirilen bir maça tarafından belirlenen iç yüzeylere de sahip olabilir, İç maçalar dışında kalıbın zayıf bölgeleri ile kalıplama zorluğu olan çıkıntı ve girintili kısımlarda da maça kullanılır Kum dökümde maçalar genellikle kumdan yapılır ancak bileşimleri ve üretim tekniklerindeki farklılıktan dolayı daha dayanıklıdırlar. Maçalar kalıp içinde maça başı denen özel boşluklara yerleştirilirler, gerektiğinde maça desteklerinden yararlanılarak yerlerinden oynamamaları sağlanır.

18 Yolluk Erimiş metalin kalıp dışından kalıp boşluğuna doğru aktığı kanal Düşey yolluğun üstünde, genellikle sıçramayı en aza indirecek ve metalin düşey yolluğa türbülanssız girmesini sağlayacak bir döküm ağzı bulunur Metalin içinde akarak yatay yolluğa ulaştığı bir düşey yolluk içerir (huni), ucunda topuk bulunur ve bununla sıvı metalin hızı azaltılarak yatay yolluğa geçişi sağlanır yatay yolluk yada ara yolluklarla döküm boşluğuna bağlantı yapılır

19 Besleyici ve Çıkıcılar Katılaşma sırasında parçanın büzülmesi sonucu oluşan hacim azalmasını karşılamak üzere bir sıvı metal kaynağı olan, kalıp içindeki depo Atmosfere kapalı olanları besleyici açık olanlarına çıkıcı denir Besleyicinin fonksiyonunu yerine getirebilmesi için, esas parçadan sonra katılaşacak, şekilde tasarlanmalıdır


20 Akıcılık Metal ve alaşımlarının yolluk sisteminden akarak, kalıbı kusursuz olarak doldurma özelliği akıcılık olarak adlandırılır. Malzemenin akıcılık özelliğinin saptanması için kullanılan en yaygın pratik deney döküm spiralidir. Döküm spiraline belirli koşullar altında dökülen sıvı metalin spiral içinde ilerlediği uzunluk, eriyiğin döküm kabiliyetinin bir ölçüsü olarak kullanılır. Döküm ağzı Düşey yolluk Spiral kalıp Katılaşmadan önceki akış sınırı Fatih Alibeyoğlu, Kafkas Üniversitesi

21 Katılaşma Yöntemleri Başlangıç malzemesi, ya bir sıvıdır ya da yüksek derecede plastikleştirilmiştir ve malzemenin daha önceden hazırlanmış kalıp denen bir boşluğa doldurularak katılaştırılması sayesinde bir parça oluşturulur. Katılaştırma yöntemleri, işlenen mühendislik malzemesine göre sınıflandırılabilir: Metaller Seramikler, özel camlar Polimerler ve polimer matrisli karma malzemeler (PMC ler)
22 Katılaşma Yöntemlerinin Sınıflandırılması Bozulabilir kalıba döküm Kum döküm Metallerin dökümü Diğer döküm yöntemleri Kalıcı kalıba döküm Katılaştırma yöntemleri Cam işleme Ekstrüzyon ve ilgili yöntemler Enjeksiyonla kalıplama Polimer ve PMC lerin imalatı Diğer kalıplama yöntemleri PMC ler için özel yöntemler Kaynak : Turgut Gülmez
23 Metalin Katılaşması Kalıp boşluğunu dolduran sıvı metalin soğuyarak tekrar katı hale dönüşümü Katılaşma, metalin durumuna bağlı olarak değişiklik gösterir. Saf bir element, veya Bir alaşım Katılaşma olayı çekirdeklenme ile başlar ve oluşan çekirdeklere sıvıdan atomların eklenmesiyle tane büyümesiyle devam eder. (soğuma hızı) Döküm yapısı-birincil katılaşma Homojen ve heterojen katılaşma Aşılama

24 Katılaşma Saf bir metal katılaşma/erime sıcaklığına eşit sabit bir sıcaklıkta katılaşır
25 Saf Metallerin Katılaşması Kalıp cidarının aşırı soğutma etkisi (chilling) nedeniyle, dökümden hemen sonra ara yüzeyde ince taneli bir katı metal filmi oluşur Katılaşma sürerken film kalınlığı, erimiş metalin çevresinde bir Kabuk oluşturacak şekilde artar Katılaşma hızı, kalıba olan ısı transferine ve ayrıca metalin ısıl özelliklerine bağlıdır Kalıp cidarı yakınında eş eksenli ince taneleri ve dökümün merkezine doğru yönlenmiş büyük kolonsal taneleri gösteren,saf bir metalin dökümündeki karakteristik tane yapısı Fatih Alibeyoğlu, Kafkas Üniversitesi
26 Alaşımların Katılması Çoğu alaşım, sabit bir sıcaklık yerine bir sıcaklık aralığında katılaşır-likidus ve solidus sıcaklıkları Bir bakır-nikel alaşım sisteminin faz diyagramı; ve (b) döküm sırasında % 50 Ni - % 50 Cu bileşimindeki bir alaşımın soğuma eğrisi
27 Alaşımların Katılaşması Alaşımlarda çoğunda katılaşmanın bir sıcaklık aralığında oluşması sonucu, dendritik tane yapısı, mikro ve makro segregasyon oluşumu, mikrogözeneklilik ve belirgin çekme boşluğu oluşumu gerçekleşir Bu olumsuz özellikler erime sıcaklıkları birbirinden farklı katılaşma aralığı büyük ve hızlı soğuyan alaşımlarda daha bariz olarak ortaya çıkar. Ötektik bileşimli alaşımlar ise tek bir sıcaklıkta katılaştıklarından bu sorunlar yaşanmaz ve bu yüzden dökümcülükte tercih edilirler. Döküm merkezinde alaşım elemanlarının segregasyonunu gösteren, bir alaşım dökümündeki karakteristik tane yapısı.
28 Katılaşma Süresi Kalıbın sıvı metalle dolmasından sonra gerçekleşen Katılaşma belirli bir süre alır Toplam katılaşma süresi T TS = dökümden sonra katılaşma için gerekli süredir T TS aralarındaki ilişki Chvorinov Kuralı olarak bilinen, dökümün boyut ve şekline bağlıdır T TS C m V A n burada T TS = toplam katılaşma süresi; V = dökümün hacmi; A = dökümün yüzey alanı; n = üstel sayı (tipik değeri = 2); ve C m kalıp sabiti.
29 Chvorinov Kuralı C m kalıp sabiti aşağıdakilere bağlıdır: Kalıp malzemesi Döküm metalinin ısıl özellikleri Erime sıcaklığına oranla döküm sıcaklığı Belirli bir döküm işlemi için C m değeri, parça şekli çok farklı olsa bile, aynı kalıp malzemesi, metal ve döküm sıcaklığı kullanılan önceki deneysel verilere dayanabilir. Daha yüksek bir hacim/yüzey oranına sahip bir döküm, düşük oranlı olana göre daha yavaş soğur Erimiş metali kalıp boşluğuna beslemek için, besleyicinin T TS değerinin ana dökümün T TS değerinden daha büyük olması gerekir Besleyici ve dökümün kalıp sabitleri birbirine eşit olacağından, ana dökümün önce katılaşması için, besleyicinin daha büyük hacim/yüzey oranına sahip olacak şekilde tasarlanması gerekir Bu tasarım, büzülmenin etkilerini en aza indirir T TS C m V A n
30 Katılaşma ve Soğumadaki Büzülme Silindirik bir dökümün katılaşma ve soğuma sırasındaki büzülmesi: (0) erimiş metalin dökümden hemen sonraki seviyesi; (1) soğuma sırasında sıvının kendini çekmesinin neden olduğu küçülme (boyutsal küçülmeler, anlaşılabilirliği arttırmak için abartılmıştır).
 nedeniyle yükseklik ve çaptaki ek küçülme (boyutsal küçülmeler, anlaşılabilirliği arttırmak için")
31 Katılaşma ve Soğumadaki Büzülme (2) Katılaşma büzülmesinin neden olduğu çekme boşluğunun oluşumu ve yükseklikteki azalma; (3) katı metalin soğuması sırasında ısıl kendini çekme (büzülme) nedeniyle yükseklik ve çaptaki ek küçülme (boyutsal küçülmeler, anlaşılabilirliği arttırmak için abartılmıştır).
32 Katılaşma Büzülmesi Katı faz sıvı fazdan daha yüksek yoğunluğa sahip olduğundan, hemen tüm metallerde meydana gelir Böylece, katılaşma, birim metal ağırlığı başına hacimde bir küçülmeye neden olur İstisna: Yüksek C içerikli dökme demir Katılaşmanın son aşamasındaki grafitleşme, faz dönüşümüyle ilgili hacimsel azalmanın aksine, genleşmeye neden olur Katılaşma büzülmesi sonunda; 1. Sıvı metal seviyesinde bir azalma meydana gelir, 2. Katılaşmanın ilerlemesi ile kalın kesitlerin ortasında yeterli sıvı kalmayacağından boşluk meydana gelir(çekme boşluğu)
33 Çekme Payı Model yapımcıları, kalıp boşluğunun ölçüsünü büyük yaparak katılaşma büzülmesi ve erime sıcaklığından oda sıcaklığına soğuma esnasında oluşan ısıl küçülmeyi hesaba katarlar Kalıbın son döküm boyutuna göre daha büyük yapılma miktarı, model çekme payı olarak adlandırılır Döküm boyutları, lineer olarak belirtilir; böylece toleranslar buna göre belirlenir, Sadece çekme payı değil buna ilaveten işleme payı, modelin kolay sıyrılması için ayırma yüzeyine dik düzlemlere eğim ve maça başı çıkıntıları ilave edilir
34 Yönlendirilmiş Katılaşma Büzülmenin zararlı etkilerini en aza indirmek için, sıvı metalden en uzak döküm bölgelerinin ilk önce katılaşması ve katılaşmanın bu bölgelerden yolluğa/besleyici(ler)e doğru ilerlemesi istenir Böylece, çekme boşluklarının önlenmesi için erimiş metal sürekli olarak, en son katılaşacak olan besleyiciden çekilebilir ve çekme boşluğu esas döküm parça yerine besleyicide (yada çıkıcı) meydana gelir, Yönlenmiş katılaşma terimi, katılaşma kavramını ve bunu kontrol edildiği yöntemleri kapsar, Bunun için öncelikle uygun kalıp dizaynı ile yapılmaya çalışılmalı Bu yolla gerçekleşmiyor ise uygun yerlerde besleyici yada/yerine çıkıcı, iç ve dış soğutucular, yalıtım levhaları kullanılabilir.
35 Yönlendirilmiş Katılaşmanın Eldesi İstenen yönlenmiş katılaşma, dökümün kendisini, kalıbı yönlenmesini ve bunu besleyen besleyici sistemini tasarlamak için Chvorinov kuralını kullanarak başarılır. Dökümün küçük V/A oranına sahip kesitlerinin besleyiciden uzağa yerleştirilmesiyle, katılaşma ilk olarak bu bölgelerde başlar ve dökümün diğer bölgeleri için sıvı metalin önü açık kalır. Soğutucular - dökümün belirli bölgelerinde hızlı katılaşmayı sağlayan iç ve dış ısı emiciler Çıkıcı: Atmosfere açık besleyicilere çıkıcı denir.
36 Dış Soğutucular (a) Dökümün kalın kesitlerindeki erimiş metalin hızlı katılaşmasını desteklemek için dış soğutucu; ve (b) dış soğutucunun kullanılmaması durumundaki muhtemel sonuç.
37 Besleyici Tasarımı Besleyici, dökümden ayrılan ve sonraki dökümleri yapmak için yeniden eritilen bir atık metaldir Bir işlemde atık miktarını en aza indirmek için, besleyicideki metal hacminin en düşük değerde olması istenir Besleyici geometrisi genelde, V/A oranını en büyük yapacak şekilde seçildiğinden, bu durum besleyici hacminin mümkün olan en düşük değere indirilmesini sağlar.
38 Kaynaklar Mikell Grover- Modern İmalatın Prensipleri Turgut Gülmez- İTÜ Özgü Bayrak- Erzincan Üniversitesi J. Colton- Georgia Institute of Technology
MAK 353 İMAL USULLERİ
 MAK 353 İMAL USULLERİ Prof.Dr. Murat VURAL İTÜ Makina Fakültesi http://www.akademi.itu.edu.tr/vuralmu http://www.akademi.itu.edu.tr/dikicioglu vuralmu@itu.edu.tr 1 METAL DÖKÜMÜNÜN ESASLARI 1. Döküm Teknolojisine
MAK 353 İMAL USULLERİ Prof.Dr. Murat VURAL İTÜ Makina Fakültesi http://www.akademi.itu.edu.tr/vuralmu http://www.akademi.itu.edu.tr/dikicioglu vuralmu@itu.edu.tr 1 METAL DÖKÜMÜNÜN ESASLARI 1. Döküm Teknolojisine
MAK 351 İMAL USULLERİ
 MAK 351 İMAL USULLERİ Doç.Dr. Murat VURAL İTÜ Makina Fakültesi 1 METAL DÖKÜMÜNÜN ESASLARI 1. Döküm Teknolojisine Genel Bakış 2. Isıtma ve Dökme 3. Katılaşma ve Soğuma 2 1 Katılaştırma Yöntemleri Başlangıç
MAK 351 İMAL USULLERİ Doç.Dr. Murat VURAL İTÜ Makina Fakültesi 1 METAL DÖKÜMÜNÜN ESASLARI 1. Döküm Teknolojisine Genel Bakış 2. Isıtma ve Dökme 3. Katılaşma ve Soğuma 2 1 Katılaştırma Yöntemleri Başlangıç
DÖKÜM İMAL USULLERİ 1
 DÖKÜM İMAL USULLERİ 1 METAL DÖKÜMÜNÜN ESASLARI 1. Döküm Teknolojisine Genel Bakış 2. Ergitme ve Döküm 3. Katılaşma ve Soğuma 2 Katılaştırma Yöntemleri Başlangıç malzemesi, ya bir sıvıdır ya da yüksek derecede
DÖKÜM İMAL USULLERİ 1 METAL DÖKÜMÜNÜN ESASLARI 1. Döküm Teknolojisine Genel Bakış 2. Ergitme ve Döküm 3. Katılaşma ve Soğuma 2 Katılaştırma Yöntemleri Başlangıç malzemesi, ya bir sıvıdır ya da yüksek derecede
MAK 353 İMAL USULLERİ DÖKÜM (1)
") MAK 353 İMAL USULLERİ DÖKÜM (1) 1 METAL DÖKÜMÜNÜN ESASLARI 1. Döküm Teknolojisine Genel Bakış 2. Isıtma ve Dökme 3. Katılaşma ve Soğuma 2 Katılaştırma Yöntemleri Başlangıç malzemesi, ya bir sıvıdır ya
MAK 353 İMAL USULLERİ DÖKÜM (1) 1 METAL DÖKÜMÜNÜN ESASLARI 1. Döküm Teknolojisine Genel Bakış 2. Isıtma ve Dökme 3. Katılaşma ve Soğuma 2 Katılaştırma Yöntemleri Başlangıç malzemesi, ya bir sıvıdır ya
DÖKÜM. - Kalıbın bozularak/dağıtılarak/kırılarak/parçalanarak veya açılarak ürünün çıkarılması şeklinde özetlenebilir.
 DÖKÜM Bir katılaştırma tekniği olan döküm, sıvı veya plastik şekil verilebilir (viskoz) başlangıç malzemesinin açık veya kapalı bir kalıp boşluğuna dökülerek burada katılaştırılması esasına dayanır. Bu
DÖKÜM Bir katılaştırma tekniği olan döküm, sıvı veya plastik şekil verilebilir (viskoz) başlangıç malzemesinin açık veya kapalı bir kalıp boşluğuna dökülerek burada katılaştırılması esasına dayanır. Bu
İMAL USULLERİ. DOÇ. DR. SAKıP KÖKSAL 1
 İMAL USULLERİ KAYNAKLAR: İmal usulleri, Çağlayan Yayınları, Mustafa Çiğdem İmal Usulleri, Birsen Yay. Selahaddin Anık, Adnan Dikicioğlu, Murat Vural Takım Tezgahları, Mustafa Akkurt, Çağlayan Kitapevi,
İMAL USULLERİ KAYNAKLAR: İmal usulleri, Çağlayan Yayınları, Mustafa Çiğdem İmal Usulleri, Birsen Yay. Selahaddin Anık, Adnan Dikicioğlu, Murat Vural Takım Tezgahları, Mustafa Akkurt, Çağlayan Kitapevi,
İstenilene uygun parçaların elde edilmesi için, döküm atölyesinin her bölümündeki çalışmalar teknolojik bilgilere dayalı olarak yapılmalıdır.
 DÖKÜM Dökümün Tanımı Metal ve alaşımları, çeşitli ergitme ocaklarında ergitilip, hazırlanmış olan kalıplara dökerek istenilen şeklin elde edilmesi olarak da tanımlayabiliriz. Sıvı metal kalıplara doldurulduktan
DÖKÜM Dökümün Tanımı Metal ve alaşımları, çeşitli ergitme ocaklarında ergitilip, hazırlanmış olan kalıplara dökerek istenilen şeklin elde edilmesi olarak da tanımlayabiliriz. Sıvı metal kalıplara doldurulduktan
İmal Usulleri. Döküm Tekniği
 İmal Usulleri Döküm Tekniği Örnek Heterojen Çekirdeklenme Alışılmamış laboratuar deneyleri dışında, sıvı metal için homojen çekirdeklenme asla olmaz. Uygulamadaki sıvı metallerin içinde hemen her zaman
İmal Usulleri Döküm Tekniği Örnek Heterojen Çekirdeklenme Alışılmamış laboratuar deneyleri dışında, sıvı metal için homojen çekirdeklenme asla olmaz. Uygulamadaki sıvı metallerin içinde hemen her zaman
Gaz. Gaz. Yoğuşma. Gizli Buharlaşma Isısı. Potansiyel Enerji. Sıvı. Sıvı. Kristalleşme. Gizli Ergime Isısı. Katı. Katı. Sıcaklık. Atomlar Arası Mesafe
 İmal Usulleri DÖKÜM Katılaşma Döküm yoluyla üretimde metal malzemelerin kullanım özellikleri, katılaşma aşamasında oluşan iç yap ile belirlenir. Dolaysıyla malzeme özelliklerinin kontrol edilebilmesi
İmal Usulleri DÖKÜM Katılaşma Döküm yoluyla üretimde metal malzemelerin kullanım özellikleri, katılaşma aşamasında oluşan iç yap ile belirlenir. Dolaysıyla malzeme özelliklerinin kontrol edilebilmesi
Metallerde Döküm ve Katılaşma
 2015-2016 Güz Yarıyılı Metalurji Laboratuarı I Metallerde Döküm ve Katılaşma Döküm:Metallerin ısı etkisiyle sıvı hale getirilip uygun şekilli kalıplar içerisinde katılaştırılması işlemidir Döküm Yöntemi
2015-2016 Güz Yarıyılı Metalurji Laboratuarı I Metallerde Döküm ve Katılaşma Döküm:Metallerin ısı etkisiyle sıvı hale getirilip uygun şekilli kalıplar içerisinde katılaştırılması işlemidir Döküm Yöntemi
TALAŞSIZ ÜRETİM YÖNTEMLERİ -1
 ÜNİTE-6 TALAŞSIZ ÜRETİM YÖNTEMLERİ -1 ÖĞR. GÖR. HALİL YAMAK KONU BAŞLIKLARI Giriş GİRİŞ Son yıllarda insanların yaşam standartlarının yükselmesinin temel sebeplerinden biri, endüstri ve sanayide yaşanan
ÜNİTE-6 TALAŞSIZ ÜRETİM YÖNTEMLERİ -1 ÖĞR. GÖR. HALİL YAMAK KONU BAŞLIKLARI Giriş GİRİŞ Son yıllarda insanların yaşam standartlarının yükselmesinin temel sebeplerinden biri, endüstri ve sanayide yaşanan
DÖKÜM TEKNOLOJİSİ. Döküm:Önceden hazırlanmış kalıpların içerisine metal ve alaşımların ergitilerek dökülmesi ve katılaştırılması işlemidir.
 DÖKÜM TEKNOLOJİSİ Döküm:Önceden hazırlanmış kalıpların içerisine metal ve alaşımların ergitilerek dökülmesi ve katılaştırılması işlemidir. DÖKÜM YÖNTEMİNİN ÜSTÜNLÜKLERİ Genelde tüm alaşımların dökümü yapılabilmektedir.
DÖKÜM TEKNOLOJİSİ Döküm:Önceden hazırlanmış kalıpların içerisine metal ve alaşımların ergitilerek dökülmesi ve katılaştırılması işlemidir. DÖKÜM YÖNTEMİNİN ÜSTÜNLÜKLERİ Genelde tüm alaşımların dökümü yapılabilmektedir.
MALZEME BİLGİSİ. Katılaşma, Kristal Kusurları
 MALZEME BİLGİSİ Dr.- Ing. Rahmi ÜNAL Konu: Katılaşma, Kristal Kusurları 1 Saf Metallerde Katılaşma Metal ve alaşım malzemelerin kullanım özellikleri büyük ölçüde katılaşma sırasında oluşan iç yapı ile
MALZEME BİLGİSİ Dr.- Ing. Rahmi ÜNAL Konu: Katılaşma, Kristal Kusurları 1 Saf Metallerde Katılaşma Metal ve alaşım malzemelerin kullanım özellikleri büyük ölçüde katılaşma sırasında oluşan iç yapı ile
İmal Usulleri. Fatih ALİBEYOĞLU -4-
 Fatih ALİBEYOĞLU -4- Döküm Yöntemlerinin Sınıflandırılması 1. Bozulabilir kalıp yöntemleri kalıp, parçayı çıkarmak için dağıtılır Üstünlüğü: daha karmaşık şekiller mümkündür Eksikliği: dökümün kendisinden
Fatih ALİBEYOĞLU -4- Döküm Yöntemlerinin Sınıflandırılması 1. Bozulabilir kalıp yöntemleri kalıp, parçayı çıkarmak için dağıtılır Üstünlüğü: daha karmaşık şekiller mümkündür Eksikliği: dökümün kendisinden
Alaşımların Ergitilmesinde Kullanılan Gereçler Eritme ocakları Potalar ve maşalar Tel ve plaka şideleri
 ERİTME Tanımı ve Önemi Cisimlerin herhangi bir ısı yardımıyla katı hâlini kaybedip akışkan hâle gelmesi işlemine eritme denir. Kuyumculukta en çok yapılan işlemlerden birisi de eritme işlemidir. Altına
ERİTME Tanımı ve Önemi Cisimlerin herhangi bir ısı yardımıyla katı hâlini kaybedip akışkan hâle gelmesi işlemine eritme denir. Kuyumculukta en çok yapılan işlemlerden birisi de eritme işlemidir. Altına
MALZEME BİLİMİ I MMM201. aluexpo2015 Sunumu
 MALZEME BİLİMİ I MMM201 aluexpo2015 Sunumu Hazırlayanlar; Çağla Aytaç Dursun 130106110005 Dilek Karakaya 140106110011 Alican Aksakal 130106110005 Murat Can Eminoğlu 131106110001 Selim Can Kabahor 130106110010
MALZEME BİLİMİ I MMM201 aluexpo2015 Sunumu Hazırlayanlar; Çağla Aytaç Dursun 130106110005 Dilek Karakaya 140106110011 Alican Aksakal 130106110005 Murat Can Eminoğlu 131106110001 Selim Can Kabahor 130106110010
PÜSKÜRTME ŞEKİLLENDİRME (SPRAY FORMING / SPRAY DEPOSITION)
") PÜSKÜRTME ŞEKİLLENDİRME (SPRAY FORMING / SPRAY DEPOSITION) Püskürtme şekillendirme (PŞ) yöntemi ilk olarak Osprey Ltd. şirketi tarafından 1960 lı yıllarda geliştirilmiştir. Günümüzde püskürtme şekillendirme
PÜSKÜRTME ŞEKİLLENDİRME (SPRAY FORMING / SPRAY DEPOSITION) Püskürtme şekillendirme (PŞ) yöntemi ilk olarak Osprey Ltd. şirketi tarafından 1960 lı yıllarda geliştirilmiştir. Günümüzde püskürtme şekillendirme
MAK-205 Üretim Yöntemleri I. Yöntemleri. (4.Hafta) Kubilay Aslantaş
 Kubilay Aslantaş") MAK-205 Üretim Yöntemleri I Kalıcı Kalıp p Kullanılan lan Döküm D Yöntemleri (4.Hafta) Kubilay Aslantaş Kalıcı Kalıp p Kullanan Döküm D m YöntemleriY Harcanan kalıba döküm tekniğinin en büyük dezavantajı;
MAK-205 Üretim Yöntemleri I Kalıcı Kalıp p Kullanılan lan Döküm D Yöntemleri (4.Hafta) Kubilay Aslantaş Kalıcı Kalıp p Kullanan Döküm D m YöntemleriY Harcanan kalıba döküm tekniğinin en büyük dezavantajı;
PROF. DR. HÜSEYİN UZUN HOŞGELDİNİZ
 Sınırsız Katı Eriyebilirlik İkili Faz Diyagramları (İkili İzomorfik Sistemler) Malzeme Malzeme Bilgisi Bilgisi PROF. DR. HÜSEYİN UZUN HOŞGELDİNİZ 1 /94 Sınırsız Katı Eriyebilirlik İkili Faz Diyagramları
Sınırsız Katı Eriyebilirlik İkili Faz Diyagramları (İkili İzomorfik Sistemler) Malzeme Malzeme Bilgisi Bilgisi PROF. DR. HÜSEYİN UZUN HOŞGELDİNİZ 1 /94 Sınırsız Katı Eriyebilirlik İkili Faz Diyagramları
İmal Usulleri. Fatih ALİBEYOĞLU -5-6-
 Fatih ALİBEYOĞLU -5-6- Kalıcı Kalıba Döküm Döküm sadece bozulabilir kalıplara değil, kalıcı(metal, seramik vs.) kalıplara döküm yapılarak da gerçekleştirilir. Genellikle üretilecek parça sayısı fazla ise
Fatih ALİBEYOĞLU -5-6- Kalıcı Kalıba Döküm Döküm sadece bozulabilir kalıplara değil, kalıcı(metal, seramik vs.) kalıplara döküm yapılarak da gerçekleştirilir. Genellikle üretilecek parça sayısı fazla ise
İmal Usulleri. Fatih ALİBEYOĞLU -11-
 Fatih ALİBEYOĞLU -11- Giriş Toz metalürjisi(tm); Metal tozlarından parça üretimi yapılan imalat yöntemidir. Tozlar istenilen şekle getirilmek amacıyla preslenir. Pişirilmek suretiyle tozlar arasında metalürjik
Fatih ALİBEYOĞLU -11- Giriş Toz metalürjisi(tm); Metal tozlarından parça üretimi yapılan imalat yöntemidir. Tozlar istenilen şekle getirilmek amacıyla preslenir. Pişirilmek suretiyle tozlar arasında metalürjik
Elektron ışını ile şekil verme. Prof. Dr. Akgün ALSARAN
 Elektron ışını ile şekil verme Prof. Dr. Akgün ALSARAN Elektron ışını Elektron ışını, bir ışın kaynağından yaklaşık aynı hızla aynı doğrultuda hareket eden elektronların akımıdır. Yüksek vakum içinde katod
Elektron ışını ile şekil verme Prof. Dr. Akgün ALSARAN Elektron ışını Elektron ışını, bir ışın kaynağından yaklaşık aynı hızla aynı doğrultuda hareket eden elektronların akımıdır. Yüksek vakum içinde katod
ÜRETİM YÖNTEMLERİ (Devam)
") ÜRETİM YÖNTEMLERİ (Devam) Film ekstrüzyonu, son yıllarda plastik film (0,7 mm den düşük kalınlıktaki tabakalar) yapımında en çok kullanılan metottur. Proseste; erimiş plastik halkasal bir kalıpta yukarıya,
ÜRETİM YÖNTEMLERİ (Devam) Film ekstrüzyonu, son yıllarda plastik film (0,7 mm den düşük kalınlıktaki tabakalar) yapımında en çok kullanılan metottur. Proseste; erimiş plastik halkasal bir kalıpta yukarıya,
Metalurji Mühendisliğine Giriş. Yrd. Doç. Dr. Rıdvan YAMANOĞLU
 Metalurji Mühendisliğine Giriş Yrd. Doç. Dr. Rıdvan YAMANOĞLU Erimiş metalin, elde edilecek parçanın şekline sahip bir kalıp boşluğuna, yerçekimi veya basınç uygulanarak doldurulup katılaşacağı yönteme
Metalurji Mühendisliğine Giriş Yrd. Doç. Dr. Rıdvan YAMANOĞLU Erimiş metalin, elde edilecek parçanın şekline sahip bir kalıp boşluğuna, yerçekimi veya basınç uygulanarak doldurulup katılaşacağı yönteme
Döküm Prensipleri. Yard.Doç.Dr. Derya Dışpınar. İstanbul Üniversitesi
 Döküm Prensipleri Yard.Doç.Dr. Derya Dışpınar Şekilvermeyöntemleri Talaşlı Talaşsız Torna Freze Matkap Taşlama Dövme Çekme Ekstrüzyon Döküm Kaynak, lehim Toz metalurjisi Birleştirme Döküm 1. Metal veya
Döküm Prensipleri Yard.Doç.Dr. Derya Dışpınar Şekilvermeyöntemleri Talaşlı Talaşsız Torna Freze Matkap Taşlama Dövme Çekme Ekstrüzyon Döküm Kaynak, lehim Toz metalurjisi Birleştirme Döküm 1. Metal veya
SInIrsIz KatI Erİyebİlİrlİk Faz DİyagramlarI (İkİlİ İzomorfİk Sİstemler)
") SInIrsIz KatI Erİyebİlİrlİk İkİlİ Faz DİyagramlarI (İkİlİ İzomorfİk Sİstemler) Prof. Dr. Ramazan YILMAZ Sakarya Üniversitesi, Teknoloji Fakültesi, Metalurji ve Malzeme Mühendisliği Bölümü Esentepe Kampüsü,
SInIrsIz KatI Erİyebİlİrlİk İkİlİ Faz DİyagramlarI (İkİlİ İzomorfİk Sİstemler) Prof. Dr. Ramazan YILMAZ Sakarya Üniversitesi, Teknoloji Fakültesi, Metalurji ve Malzeme Mühendisliği Bölümü Esentepe Kampüsü,
İmal Usulleri. Fatih ALİBEYOĞLU -8-
 Fatih ALİBEYOĞLU -8- Giriş Dövme, darbe veya basınç altında kontrollü bir plastik deformasyon sağlanarak, metale istenen şekli verme, tane boyutunu küçültme ve mekanik özelliklerini iyileştirme amacıyla
Fatih ALİBEYOĞLU -8- Giriş Dövme, darbe veya basınç altında kontrollü bir plastik deformasyon sağlanarak, metale istenen şekli verme, tane boyutunu küçültme ve mekanik özelliklerini iyileştirme amacıyla
Kaynak yöntemleri ile birleştirilen bir malzemenin kaynak bölgesinin mikroyapısı incelendiğinde iki ana bölgenin var olduğu görülecektir:
 Kaynak Bölgesinin Sınıflandırılması Prof. Dr. Hüseyin UZUN Kaynak yöntemleri ile birleştirilen bir malzemenin kaynak bölgesinin mikroyapısı incelendiğinde iki ana bölgenin var olduğu görülecektir: 1) Ergime
Kaynak Bölgesinin Sınıflandırılması Prof. Dr. Hüseyin UZUN Kaynak yöntemleri ile birleştirilen bir malzemenin kaynak bölgesinin mikroyapısı incelendiğinde iki ana bölgenin var olduğu görülecektir: 1) Ergime
METALLERDE KATILAŞMA HOŞGELDİNİZ
 METALLERDE KATILAŞMA Malzeme Malzeme Bilgisi Bilgisi PROF. DR. HÜSEYİN UZUN HOŞGELDİNİZ 1 /94 METALLERDE KATILAŞMA Metal ve alaşımlar, belirli bir sıcaklıktan sonra (ergime sıcaklığı) katı halden sıvı
METALLERDE KATILAŞMA Malzeme Malzeme Bilgisi Bilgisi PROF. DR. HÜSEYİN UZUN HOŞGELDİNİZ 1 /94 METALLERDE KATILAŞMA Metal ve alaşımlar, belirli bir sıcaklıktan sonra (ergime sıcaklığı) katı halden sıvı
Kaynak nedir? Aynı veya benzer alaşımlı maddelerin ısı tesiri altında birleştirilmelerine Kaynak adı verilir.
 1 Kaynak nedir? Aynı veya benzer alaşımlı maddelerin ısı tesiri altında birleştirilmelerine Kaynak adı verilir. 2 Neden Kaynaklı Birleşim? Kaynakla, ilave bağlayıcı elemanlara gerek olmadan birleşimler
1 Kaynak nedir? Aynı veya benzer alaşımlı maddelerin ısı tesiri altında birleştirilmelerine Kaynak adı verilir. 2 Neden Kaynaklı Birleşim? Kaynakla, ilave bağlayıcı elemanlara gerek olmadan birleşimler
DENEYİN ADI: Jominy uçtan su verme ile sertleşebilirlik. AMACI: Çeliklerin sertleşme kabiliyetinin belirlenmesi.
 DENEYİN ADI: Jominy uçtan su verme ile sertleşebilirlik AMACI: Çeliklerin sertleşme kabiliyetinin belirlenmesi. TEORİK BİLGİ: Kritik soğuma hızı, TTT diyagramlarında burun noktasını kesmeden sağlanan en
DENEYİN ADI: Jominy uçtan su verme ile sertleşebilirlik AMACI: Çeliklerin sertleşme kabiliyetinin belirlenmesi. TEORİK BİLGİ: Kritik soğuma hızı, TTT diyagramlarında burun noktasını kesmeden sağlanan en
Fabrika İmalat Teknikleri
 Fabrika İmalat Teknikleri İmalat Yöntemleri İmalat teknolojisinin temel amacı tasarlanan ürünlerin en düşük maliyetle, en iyi kalitede ve en verimli yöntemle elde edilmesidir. Üretilecek parçaların geometrisi,
Fabrika İmalat Teknikleri İmalat Yöntemleri İmalat teknolojisinin temel amacı tasarlanan ürünlerin en düşük maliyetle, en iyi kalitede ve en verimli yöntemle elde edilmesidir. Üretilecek parçaların geometrisi,
Toz Metalurjik Malzemeler Yrd. Doç. Dr. Rıdvan YAMANOĞLU
 Yrd. Doç. Dr. Rıdvan YAMANOĞLU Mikroyapı Kontrolü Tozlar, her taneciğin içerisinde fazların kontrolüne imkan tanıyan küçük boyutlardadır. Tozlar alışılagelmiş büyük cisimlerde ulaşılamayan yeni atomik
Yrd. Doç. Dr. Rıdvan YAMANOĞLU Mikroyapı Kontrolü Tozlar, her taneciğin içerisinde fazların kontrolüne imkan tanıyan küçük boyutlardadır. Tozlar alışılagelmiş büyük cisimlerde ulaşılamayan yeni atomik
Metalürji; üretim metalürjisi (ekstraktif metalürji) ve fiziksel metalürji (malzeme) olmak üzere iki ana dala ayrılabilmektedir.
 ve fiziksel metalürji (malzeme) olmak üzere iki ana dala ayrılabilmektedir.") 1. GİRİŞ Günümüz insanının yaşam standardında son 50 yılda sağlanan olağanüstü iyileşme büyük ölçüde mühendislik tasarımlarının seri ve ucuz olarak imalatını sağlayan yöntemlerin geliştirilmesi sayesindedir.
1. GİRİŞ Günümüz insanının yaşam standardında son 50 yılda sağlanan olağanüstü iyileşme büyük ölçüde mühendislik tasarımlarının seri ve ucuz olarak imalatını sağlayan yöntemlerin geliştirilmesi sayesindedir.
DOKUZ EYLÜL ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ DEKANLIĞI DERS/MODÜL/BLOK TANITIM FORMU. Dersin Kodu: MAK 3029
 Dersi Veren Birim: Makina Mühendisliği Dersin Türkçe Adı: İMAL USULLERİ Dersin Orjinal Adı: İMAL USULLERİ Dersin Düzeyi:(Ön lisans, Lisans, Yüksek Lisans, Doktora) Lisans Dersin Kodu: MAK 309 Dersin Öğretim
Dersi Veren Birim: Makina Mühendisliği Dersin Türkçe Adı: İMAL USULLERİ Dersin Orjinal Adı: İMAL USULLERİ Dersin Düzeyi:(Ön lisans, Lisans, Yüksek Lisans, Doktora) Lisans Dersin Kodu: MAK 309 Dersin Öğretim
MALZEME BİLGİSİ DERS 7 DR. FATİH AY.
 MALZEME BİLGİSİ DERS 7 DR. FATİH AY www.fatihay.net fatihay@fatihay.net GEÇEN HAFTA KIRILMANIN TEMELLERİ KIRILMA ÇEŞİTLERİ KIRILMA TOKLUĞU YORULMA S-N EĞRİSİ SÜRÜNME GİRİŞ Basınç (atm) Katı Sıvı Buhar
MALZEME BİLGİSİ DERS 7 DR. FATİH AY www.fatihay.net fatihay@fatihay.net GEÇEN HAFTA KIRILMANIN TEMELLERİ KIRILMA ÇEŞİTLERİ KIRILMA TOKLUĞU YORULMA S-N EĞRİSİ SÜRÜNME GİRİŞ Basınç (atm) Katı Sıvı Buhar
Cam: Malzemeye Genel Bakış CAM İŞLEME. Cam Ürünler. Cam Şekillendirme Yöntemleri
 CAM İŞLEME Cam: Malzemeye Genel Bakış Hammaddelerin Hazırlanması ve Eritilmesi Cam İşlemede Şekillendirme Yöntemleri Parça mamul şekillendirme Yassı veya borusal cam şekillendirme Cam elyafın şekillendirilmesi
CAM İŞLEME Cam: Malzemeye Genel Bakış Hammaddelerin Hazırlanması ve Eritilmesi Cam İşlemede Şekillendirme Yöntemleri Parça mamul şekillendirme Yassı veya borusal cam şekillendirme Cam elyafın şekillendirilmesi
BÖLÜM 4 KAYNAK METALURJİSİ
 BÖLÜM 4 KAYNAK METALURJİSİ Kaynakta Oluşan Metalurjik Bölgeler Kaynakta Oluşan Metalurjik Bölgeler Kaynak Metalinin Katılaşması Kaynak Metalinin Katılaşması Kaynak Metalinin Katılaşması Tek pasoda yapılmış
BÖLÜM 4 KAYNAK METALURJİSİ Kaynakta Oluşan Metalurjik Bölgeler Kaynakta Oluşan Metalurjik Bölgeler Kaynak Metalinin Katılaşması Kaynak Metalinin Katılaşması Kaynak Metalinin Katılaşması Tek pasoda yapılmış
Isıl işlem, katı haldeki metal ve alaşımlarına belirli özellikler kazandırmak amacıyla bir veya daha çok sayıda, yerine göre birbiri peşine uygulanan
 ISIL İŞLEMLER Isıl işlem, katı haldeki metal ve alaşımlarına belirli özellikler kazandırmak amacıyla bir veya daha çok sayıda, yerine göre birbiri peşine uygulanan ısıtma ve soğutma işlemleridir. İşlem
ISIL İŞLEMLER Isıl işlem, katı haldeki metal ve alaşımlarına belirli özellikler kazandırmak amacıyla bir veya daha çok sayıda, yerine göre birbiri peşine uygulanan ısıtma ve soğutma işlemleridir. İşlem
KOMPOZİTLER Sakarya Üniversitesi İnşaat Mühendisliği
 Başlık KOMPOZİTLER Sakarya Üniversitesi İnşaat Mühendisliği Tanım İki veya daha fazla malzemenin, iyi özelliklerini bir araya toplamak ya da ortaya yeni bir özellik çıkarmak için, mikro veya makro seviyede
Başlık KOMPOZİTLER Sakarya Üniversitesi İnşaat Mühendisliği Tanım İki veya daha fazla malzemenin, iyi özelliklerini bir araya toplamak ya da ortaya yeni bir özellik çıkarmak için, mikro veya makro seviyede
SOĞUTMA SİSTEMLERİ SAKARYA ÜNİVERSİTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ KALIPÇILIK TEKNİĞİ DERS NOTU. Doç.Dr. Akın Oğuz KAPTI. Kalıp Soğutma Sistemi
 SOĞUTMA SİSTEMLERİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ KALIPÇILIK TEKNİĞİ DERS NOTU Doç.Dr. Akın Oğuz KAPTI Kalıp Soğutma Sistemi 2 Enjeksiyon başlangıcı 3 Kalıp Doldurma 4 Ütüleme 5 Tutma Yolluğun donması Kalıp
SOĞUTMA SİSTEMLERİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ KALIPÇILIK TEKNİĞİ DERS NOTU Doç.Dr. Akın Oğuz KAPTI Kalıp Soğutma Sistemi 2 Enjeksiyon başlangıcı 3 Kalıp Doldurma 4 Ütüleme 5 Tutma Yolluğun donması Kalıp
İmal Usulleri. Fatih ALİBEYOĞLU -7-
 Fatih ALİBEYOĞLU -7- Giriş Malzemeler birçok imal yöntemiyle şekillendirilebilir. Bundan dolayı malzemelerin mekanik davranışlarını bilmemiz büyük bir önem teşkil etmektedir. Bir mekanik problemi çözerken
Fatih ALİBEYOĞLU -7- Giriş Malzemeler birçok imal yöntemiyle şekillendirilebilir. Bundan dolayı malzemelerin mekanik davranışlarını bilmemiz büyük bir önem teşkil etmektedir. Bir mekanik problemi çözerken
Dökümün Temelleri. DeGarmo s Materials and Processes in
 Chapter 11: Dökümün Temelleri DeGarmo s Materials and Processes in Manufacturing 11.1 Malzeme İşlemeye Giriş Her ürün, üretilmeden önce bir dizi işlemden geçer. Tasarım Malzeme seçimi Süreç seçimi İmalat
Chapter 11: Dökümün Temelleri DeGarmo s Materials and Processes in Manufacturing 11.1 Malzeme İşlemeye Giriş Her ürün, üretilmeden önce bir dizi işlemden geçer. Tasarım Malzeme seçimi Süreç seçimi İmalat
Faz Dönüşümleri ve Faz (Denge) Diyagramları
 Diyagramları") Faz Dönüşümleri ve Faz (Denge) Diyagramları 1. Giriş Bir cisim bağ kuvvetleri etkisi altında en düşük enerjili denge konumunda bulunan atomlar grubundan oluşur. Koşullar değişirse enerji içeriği değişir,
Faz Dönüşümleri ve Faz (Denge) Diyagramları 1. Giriş Bir cisim bağ kuvvetleri etkisi altında en düşük enerjili denge konumunda bulunan atomlar grubundan oluşur. Koşullar değişirse enerji içeriği değişir,
Döküm Yolu İle İmalat
 Döküm Yolu İle İmalat Tanımı: Eritilmiş sıvı metal veya alaşım çıkacak parçanın negatifi olan bir boşluğa dökülüp onu katılaştırmak suretiyle istediğimiz şekli elde etme yöntemine döküm adını veriyoruz.
Döküm Yolu İle İmalat Tanımı: Eritilmiş sıvı metal veya alaşım çıkacak parçanın negatifi olan bir boşluğa dökülüp onu katılaştırmak suretiyle istediğimiz şekli elde etme yöntemine döküm adını veriyoruz.
PLASTİK MALZEMELERİN İŞLENME TEKNİKLERİ
 PLASTİK MALZEMELERİN İŞLENME TEKNİKLERİ HADDELEME (Calendering) İLE İŞLEME TEKNİĞİ HADDELEMEYE(Calendering) GİRİŞ Bu yöntem genellikle termoplastiklere ve de özellikle ısıya karşı dayanıklılığı düşük olan
PLASTİK MALZEMELERİN İŞLENME TEKNİKLERİ HADDELEME (Calendering) İLE İŞLEME TEKNİĞİ HADDELEMEYE(Calendering) GİRİŞ Bu yöntem genellikle termoplastiklere ve de özellikle ısıya karşı dayanıklılığı düşük olan
DÖKÜM TEKNOLOJİSİ. Derleyen. Prof. Dr. Adnan AKKURT
 DÖKÜM TEKNOLOJİSİ Derleyen Prof. Dr. Adnan AKKURT 2 3 4 Döküm Erimiş metalin, elde edilecek parçanın şekline sahip bir kalıp boşluğuna, yerçekimi veya basınç uygulanarak doldurulup katılaşacağı yöntem
DÖKÜM TEKNOLOJİSİ Derleyen Prof. Dr. Adnan AKKURT 2 3 4 Döküm Erimiş metalin, elde edilecek parçanın şekline sahip bir kalıp boşluğuna, yerçekimi veya basınç uygulanarak doldurulup katılaşacağı yöntem
Prof.Dr.Muzaffer ZEREN SU ATOMİZASYONU
 . Prof.Dr.Muzaffer ZEREN SU ATOMİZASYONU Su atomizasyonu, yaklaşık 1600 C nin altında ergiyen metallerden elementel ve alaşım tozlarının üretimi için en yaygın kullanılan tekniktir. Su atomizasyonu geometrisi
. Prof.Dr.Muzaffer ZEREN SU ATOMİZASYONU Su atomizasyonu, yaklaşık 1600 C nin altında ergiyen metallerden elementel ve alaşım tozlarının üretimi için en yaygın kullanılan tekniktir. Su atomizasyonu geometrisi
KARADENİZ TEKNİK ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ METALURJİ VE MALZEME MÜHENDİSLİĞİ LABORATUAR DENEY FÖYÜ DÖKÜM DENEYİ
 KARADENİZ TEKNİK ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ METALURJİ VE MALZEME MÜHENDİSLİĞİ LABORATUAR DENEY FÖYÜ DÖKÜM DENEYİ Prof. Dr. Sultan ÖZTÜRK Arş. Gör. Kürşat İCİN TRABZON 2015 1. Deneyin Amacı Döküm
KARADENİZ TEKNİK ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ METALURJİ VE MALZEME MÜHENDİSLİĞİ LABORATUAR DENEY FÖYÜ DÖKÜM DENEYİ Prof. Dr. Sultan ÖZTÜRK Arş. Gör. Kürşat İCİN TRABZON 2015 1. Deneyin Amacı Döküm
Çukurova Kimya Endüstrisi A.Ş. Besleyici Gömlek
 Besleyici Gömlek BESLEYİCİ GÖMLEK UYGULAMALARI Besleme Prensipleri Metallerin katılaşmasında gözetim altında tutulması gereken kıstasları 3 e ayıracak olursak, bunlar ısı transferi, katı çekirdeklerin
Besleyici Gömlek BESLEYİCİ GÖMLEK UYGULAMALARI Besleme Prensipleri Metallerin katılaşmasında gözetim altında tutulması gereken kıstasları 3 e ayıracak olursak, bunlar ısı transferi, katı çekirdeklerin
TALAŞLI İMALAT. Koşul, takım ile iş şekillendirilmek istenen parça arasında belirgin bir sertlik farkının olmasıdır.
 TALAŞLI İMALAT Şekillendirilecek parça üzerinden sert takımlar yardımıyla küçük parçacıklar halinde malzeme koparılarak yapılan malzeme üretimi talaşlı imalat olarak adlandırılır. Koşul, takım ile iş şekillendirilmek
TALAŞLI İMALAT Şekillendirilecek parça üzerinden sert takımlar yardımıyla küçük parçacıklar halinde malzeme koparılarak yapılan malzeme üretimi talaşlı imalat olarak adlandırılır. Koşul, takım ile iş şekillendirilmek
Prof. Dr. HÜSEYİN UZUN KAYNAK KABİLİYETİ
 KAYNAK KABİLİYETİ Günümüz kaynak teknolojisinin kaydettiği inanılmaz gelişmeler sayesinde pek çok malzemenin birleştirilmesi artık mümkün hale gelmiştir. *Demir esaslı metalik malzemeler *Demirdışı metalik
KAYNAK KABİLİYETİ Günümüz kaynak teknolojisinin kaydettiği inanılmaz gelişmeler sayesinde pek çok malzemenin birleştirilmesi artık mümkün hale gelmiştir. *Demir esaslı metalik malzemeler *Demirdışı metalik
İNŞAAT MALZEME BİLGİSİ
 İNŞAAT MALZEME BİLGİSİ Prof. Dr. Metin OLGUN Ankara Üniversitesi Ziraat Fakültesi Tarımsal Yapılar ve Sulama Bölümü HAFTA KONU 1 Giriş, yapı malzemelerinin önemi 2 Yapı malzemelerinin genel özellikleri,
İNŞAAT MALZEME BİLGİSİ Prof. Dr. Metin OLGUN Ankara Üniversitesi Ziraat Fakültesi Tarımsal Yapılar ve Sulama Bölümü HAFTA KONU 1 Giriş, yapı malzemelerinin önemi 2 Yapı malzemelerinin genel özellikleri,
6XXX EKSTRÜZYON ALAŞIMLARININ ÜRETİMİNDE DÖKÜM FİLTRELERİNDE ALIKONAN KALINTILARIN ANALİZİ
 6XXX EKSTRÜZYON ALAŞIMLARININ ÜRETİMİNDE DÖKÜM FİLTRELERİNDE ALIKONAN KALINTILARIN ANALİZİ Kemal Örs ve Yücel Birol ASAŞ Alüminyum Malzeme Enstitüsü MAM TUBİTAK Maksimum billet uzunluğu :7.300mm, ve152,178,203,254,355mm
6XXX EKSTRÜZYON ALAŞIMLARININ ÜRETİMİNDE DÖKÜM FİLTRELERİNDE ALIKONAN KALINTILARIN ANALİZİ Kemal Örs ve Yücel Birol ASAŞ Alüminyum Malzeme Enstitüsü MAM TUBİTAK Maksimum billet uzunluğu :7.300mm, ve152,178,203,254,355mm
Döküm Prensipleri. Yard.Doç.Dr. Derya Dışpınar. İstanbul Üniversitesi
 Döküm Prensipleri Yard.Doç.Dr. Derya Dışpınar BeslemeKriterleri Darcy Kanunu DökümdeDarcy Kanunu KRİTİK KATI ORANI Alaşım Kritik KatıOranı Çelikler % 35 50 Alaşımlı çelikler % 45 Alüminyum alaşımları
Döküm Prensipleri Yard.Doç.Dr. Derya Dışpınar BeslemeKriterleri Darcy Kanunu DökümdeDarcy Kanunu KRİTİK KATI ORANI Alaşım Kritik KatıOranı Çelikler % 35 50 Alaşımlı çelikler % 45 Alüminyum alaşımları
MALZEMELERİN GERİ KAZANIMI
 MALZEMELERİN GERİ KAZANIMI PROF. DR. HÜSEYİN UZUN HOŞGELDİNİZ 1 KOMPOZİT ATIKLARIN GERİ DÖNÜŞÜMÜ Farklı malzemelerden yapılmış, elle birbirinden ayrılması mümkün olmayan ambalajlara, kompozit ambalaj adı
MALZEMELERİN GERİ KAZANIMI PROF. DR. HÜSEYİN UZUN HOŞGELDİNİZ 1 KOMPOZİT ATIKLARIN GERİ DÖNÜŞÜMÜ Farklı malzemelerden yapılmış, elle birbirinden ayrılması mümkün olmayan ambalajlara, kompozit ambalaj adı
Döküm Prensipleri. Doç.Dr. Derya Dışpınar deryad@istanbul.edu.tr. İstanbul Üniversitesi
 Döküm Prensipleri Doç.Dr. Derya Dışpınar deryad@istanbul.edu.tr John Campbell John Campbell John Campbell Kurz ve Fisher Porter ve Easterling Flemings Şekilvermeyöntemleri Talaşlı Talaşsız Torna Freze
Döküm Prensipleri Doç.Dr. Derya Dışpınar deryad@istanbul.edu.tr John Campbell John Campbell John Campbell Kurz ve Fisher Porter ve Easterling Flemings Şekilvermeyöntemleri Talaşlı Talaşsız Torna Freze
BETON KARIŞIM HESABI (TS 802)
") BETON KARIŞIM HESABI (TS 802) Beton karışım hesabı Önceden belirlenen özellik ve dayanımda beton üretebilmek için; istenilen kıvam ve işlenebilme özelliğine sahip; yeterli dayanım ve dayanıklılıkta olan,
BETON KARIŞIM HESABI (TS 802) Beton karışım hesabı Önceden belirlenen özellik ve dayanımda beton üretebilmek için; istenilen kıvam ve işlenebilme özelliğine sahip; yeterli dayanım ve dayanıklılıkta olan,
DENEYİN ADI: Kum ve Metal Kalıba Döküm Deneyi. AMACI: Döküm yoluyla şekillendirme işleminin öğrenilmesi.
 DENEYİN ADI: Kum ve Metal Kalıba Döküm Deneyi AMACI: Döküm yoluyla şekillendirme işleminin öğrenilmesi. TEORİK BİLGİ: Metalik malzemelerin dökümü, istenen bir şekli elde etmek için, seçilen metal veya
DENEYİN ADI: Kum ve Metal Kalıba Döküm Deneyi AMACI: Döküm yoluyla şekillendirme işleminin öğrenilmesi. TEORİK BİLGİ: Metalik malzemelerin dökümü, istenen bir şekli elde etmek için, seçilen metal veya
Talaş oluşumu. Akış çizgileri plastik deformasyonun görsel kanıtıdır. İş parçası. İş parçası. İş parçası. Takım. Takım.
 Talaş oluşumu 6 5 4 3 2 1 Takım Akış çizgileri plastik deformasyonun görsel kanıtıdır. İş parçası 6 5 1 4 3 2 Takım İş parçası 1 2 3 4 6 5 Takım İş parçası Talaş oluşumu Dikey kesme İş parçası Takım Kesme
Talaş oluşumu 6 5 4 3 2 1 Takım Akış çizgileri plastik deformasyonun görsel kanıtıdır. İş parçası 6 5 1 4 3 2 Takım İş parçası 1 2 3 4 6 5 Takım İş parçası Talaş oluşumu Dikey kesme İş parçası Takım Kesme
MALZEME BİLGİSİ DERS 11 DR. FATİH AY. www.fatihay.net fatihay@fatihay.net
 MALZEME BİLGİSİ DERS 11 DR. FATİH AY www.fatihay.net fatihay@fatihay.net GEÇEN HAFTA DEMİR ESASLI ALAŞIMLAR DEMİR DIŞI ALAŞIMLAR METALLERE UYGULANAN İMALAT YÖNTEMLERİ METALLERE UYGULANAN ISIL İŞLEMLER
MALZEME BİLGİSİ DERS 11 DR. FATİH AY www.fatihay.net fatihay@fatihay.net GEÇEN HAFTA DEMİR ESASLI ALAŞIMLAR DEMİR DIŞI ALAŞIMLAR METALLERE UYGULANAN İMALAT YÖNTEMLERİ METALLERE UYGULANAN ISIL İŞLEMLER
Dislokasyon hareketi sonucu oluşan plastik deformasyon süreci kayma olarak adlandırılır.
 Dislokasyon hareketi sonucu oluşan plastik deformasyon süreci kayma olarak adlandırılır. Bütün metal ve alaşımlarda bulunan dislokasyonlar, katılaşma veya plastik deformasyon sırasında veya hızlı soğutmadan
Dislokasyon hareketi sonucu oluşan plastik deformasyon süreci kayma olarak adlandırılır. Bütün metal ve alaşımlarda bulunan dislokasyonlar, katılaşma veya plastik deformasyon sırasında veya hızlı soğutmadan
MUKAVEMET ARTIRICI İŞLEMLER
 MUKAVEMET ARTIRICI İŞLEMLER Malzemenin Mukavemeti; a) Kimyasal Bileşim b) Metalurjik Yapı değiştirilerek arttırılabilir Malzemelerin Mukavemet Arttırıcı İşlemleri: 1. Martenzitik Dönüşüm 2. Alaşım Sertleştirmesi
MUKAVEMET ARTIRICI İŞLEMLER Malzemenin Mukavemeti; a) Kimyasal Bileşim b) Metalurjik Yapı değiştirilerek arttırılabilir Malzemelerin Mukavemet Arttırıcı İşlemleri: 1. Martenzitik Dönüşüm 2. Alaşım Sertleştirmesi
Faz kavramı. Kristal yapılı malzemelerin iç yapılarında homojen ve belirli özellikler gösteren bölgelere faz (phase) adı verilir.
 adı verilir.") Faz kavramı Kristal yapılı malzemelerin iç yapılarında homojen ve belirli özellikler gösteren bölgelere faz (phase) adı verilir. Fazlar; bu atom düzenlerinden ve toplam iç yapıda bu fazların oluşturdukları
Faz kavramı Kristal yapılı malzemelerin iç yapılarında homojen ve belirli özellikler gösteren bölgelere faz (phase) adı verilir. Fazlar; bu atom düzenlerinden ve toplam iç yapıda bu fazların oluşturdukları
OSMANLI ALAŞIMLI ÇELİKLER SAN. VE TİC. LTD. ŞTİ.
 BÖHLER K390 MICROCLEAN, en basit anlatımla, şu anda BÖHLER ürün yelpazesinde bulunan soğuk iş uygulamaları için en gelişmiş özelliğe sahip toz metalürjisi soğuk iş takım çeliğidir. Bu çelik: Kesme, basma
BÖHLER K390 MICROCLEAN, en basit anlatımla, şu anda BÖHLER ürün yelpazesinde bulunan soğuk iş uygulamaları için en gelişmiş özelliğe sahip toz metalürjisi soğuk iş takım çeliğidir. Bu çelik: Kesme, basma
TAKIM TEZGAHLARI. BÖLÜM 1 İMALAT ve TALAŞLI İMALATA GİRİŞ. Öğr.Gör.Dr. Ömer ERKAN
 TAKIM TEZGAHLARI BÖLÜM 1 İMALAT ve TALAŞLI İMALATA GİRİŞ Öğr.Gör.Dr. Ömer ERKAN 2 İmalatın Gereği MMW = Men Material Welfare İnsan Bedeni Refahı, 1. Doğal Kaynakların (NR) kullanılabilirliğine 2. İnsan
TAKIM TEZGAHLARI BÖLÜM 1 İMALAT ve TALAŞLI İMALATA GİRİŞ Öğr.Gör.Dr. Ömer ERKAN 2 İmalatın Gereği MMW = Men Material Welfare İnsan Bedeni Refahı, 1. Doğal Kaynakların (NR) kullanılabilirliğine 2. İnsan
Bir katı malzeme ısıtıldığında, sıcaklığının artması, malzemenin bir miktar ısı enerjisini absorbe ettiğini gösterir. Isı kapasitesi, bir malzemenin
 Bir katı malzeme ısıtıldığında, sıcaklığının artması, malzemenin bir miktar ısı enerjisini absorbe ettiğini gösterir. Isı kapasitesi, bir malzemenin dış ortamdan ısı absorblama kabiliyetinin bir göstergesi
Bir katı malzeme ısıtıldığında, sıcaklığının artması, malzemenin bir miktar ısı enerjisini absorbe ettiğini gösterir. Isı kapasitesi, bir malzemenin dış ortamdan ısı absorblama kabiliyetinin bir göstergesi
Malzeme Bilgisi Prof. Dr. Akgün ALSARAN. Temel kavramlar Demir-Karbon Denge Diyagramı
 Malzeme Bilgisi Prof. Dr. Akgün ALSARAN Temel kavramlar Demir-Karbon Denge Diyagramı İçerik Giriş Demir-sementit diyagramı Demir-grafit diyagramı Dökme demir 2 Giriş Demir, pek çok mühendislik alaşımının
Malzeme Bilgisi Prof. Dr. Akgün ALSARAN Temel kavramlar Demir-Karbon Denge Diyagramı İçerik Giriş Demir-sementit diyagramı Demir-grafit diyagramı Dökme demir 2 Giriş Demir, pek çok mühendislik alaşımının
Dişhekimliğinde MUM. Prof Dr. Övül KÜMBÜLOĞLU. Ege Üniversitesi Dişhekimliği Fakültesi Protetik Diş Tedavisi Anabilim Dalı Öğretim Üyesi
 Dişhekimliğinde MUM Prof Dr. Övül KÜMBÜLOĞLU Ege Üniversitesi Dişhekimliği Fakültesi Protetik Diş Tedavisi Anabilim Dalı Öğretim Üyesi MUM Dişhekimliğinde kullanılan mumlar genellikle 2 veya daha fazla
Dişhekimliğinde MUM Prof Dr. Övül KÜMBÜLOĞLU Ege Üniversitesi Dişhekimliği Fakültesi Protetik Diş Tedavisi Anabilim Dalı Öğretim Üyesi MUM Dişhekimliğinde kullanılan mumlar genellikle 2 veya daha fazla
FAZ DİYAGRAMLARI ve DÖNÜŞÜMLERİ HOŞGELDİNİZ
 FAZ DİYAGRAMLARI ve DÖNÜŞÜMLERİ Malzeme Malzeme Bilgisi Bilgisi PROF. DR. HÜSEYİN UZUN HOŞGELDİNİZ Prof. Dr. Hüseyin UZUN-Metalurji ve Malzeme Mühendisliği Bölümü 1 /94 İkili Faz Diyagramından Hangi Bilgiler
FAZ DİYAGRAMLARI ve DÖNÜŞÜMLERİ Malzeme Malzeme Bilgisi Bilgisi PROF. DR. HÜSEYİN UZUN HOŞGELDİNİZ Prof. Dr. Hüseyin UZUN-Metalurji ve Malzeme Mühendisliği Bölümü 1 /94 İkili Faz Diyagramından Hangi Bilgiler
METALLERDE KATILAŞMA
 METALLERDE KATILAŞMA Prof. Dr. Ramazan YILMAZ Sakarya Üniversitesi, Teknoloji Fakültesi, Metalurji ve Malzeme Mühendisliği Bölümü Esentepe Kampüsü, 54187, SAKARYA METALLERDE KATILAŞMA Metal ve alaşımlar,
METALLERDE KATILAŞMA Prof. Dr. Ramazan YILMAZ Sakarya Üniversitesi, Teknoloji Fakültesi, Metalurji ve Malzeme Mühendisliği Bölümü Esentepe Kampüsü, 54187, SAKARYA METALLERDE KATILAŞMA Metal ve alaşımlar,
BÖHLER W300. Sıcak iş Çeliklerinin Başlıca Özelliklerinin Karşılaştırılması
 Sıcak iş Çeliklerinin Başlıca Özelliklerinin Karşılaştırılması Bu tablo çelik seçiminizde yardım olmak için hazırlanmıştır. Ancak yine de farklı uygulama türlerinin yarattığı gerilme koşulları dikkate
Sıcak iş Çeliklerinin Başlıca Özelliklerinin Karşılaştırılması Bu tablo çelik seçiminizde yardım olmak için hazırlanmıştır. Ancak yine de farklı uygulama türlerinin yarattığı gerilme koşulları dikkate
İmal Usulleri 1. Fatih ALİBEYOĞLU -1-
 1 Fatih ALİBEYOĞLU -1- İMALATA GİRİŞ ve GENEL BAKIŞ Öğretim Görevlisi Fatih Alibeyoğlu Dersin İçeriği nin İlkeleri ve Sınıflandırılması Döküm Plastik Şekil Verme Esasları Plastik Şekil Verme Yöntemleri
1 Fatih ALİBEYOĞLU -1- İMALATA GİRİŞ ve GENEL BAKIŞ Öğretim Görevlisi Fatih Alibeyoğlu Dersin İçeriği nin İlkeleri ve Sınıflandırılması Döküm Plastik Şekil Verme Esasları Plastik Şekil Verme Yöntemleri
PLASTİK ŞEKİL VERMENİN ESASLARI EÜT 231 ÜRETİM YÖNTEMLERİ. Metal Şekillendirmede Gerilmeler. Plastik Şekil Verme
 PLASTİK ŞEKİL VERMENİN ESASLARI EÜT 231 ÜRETİM YÖNTEMLERİ Doç.Dr. Murat VURAL İTÜ Makina Fakültesi 1 1. Plastik Şekil Vermeye Genel Bakış 2. Plastik Şekil Vermede Malzeme Davranışı 3. Plastik Şekil Vermede
PLASTİK ŞEKİL VERMENİN ESASLARI EÜT 231 ÜRETİM YÖNTEMLERİ Doç.Dr. Murat VURAL İTÜ Makina Fakültesi 1 1. Plastik Şekil Vermeye Genel Bakış 2. Plastik Şekil Vermede Malzeme Davranışı 3. Plastik Şekil Vermede
Pik (Ham) Demir Üretimi
 Demir Üretimi") Pik (Ham) Demir Üretimi Çelik üretiminin ilk safhası pik demirin eldesidir. Pik demir için başlıca şu maddeler gereklidir: 1. Cevher: Demir oksit veya karbonatlardan oluşan, bir miktarda topraksal empüriteler
Pik (Ham) Demir Üretimi Çelik üretiminin ilk safhası pik demirin eldesidir. Pik demir için başlıca şu maddeler gereklidir: 1. Cevher: Demir oksit veya karbonatlardan oluşan, bir miktarda topraksal empüriteler
ERGİTME,DÖKÜM VE KATILAŞMA
 ERGİTME,DÖKÜM VE KATILAŞMA GİRİŞ Metalik malzemeler çoğunlukla ergitme ve döküm yöntemi ile üretilirler. Bazı metalik malzemeler sinterleme ile üretilir. Örneğin W alaşımları. Döküm sırasında kullanılan
ERGİTME,DÖKÜM VE KATILAŞMA GİRİŞ Metalik malzemeler çoğunlukla ergitme ve döküm yöntemi ile üretilirler. Bazı metalik malzemeler sinterleme ile üretilir. Örneğin W alaşımları. Döküm sırasında kullanılan
MALZEME BİLGİSİ DERS 5 DR. FATİH AY. www.fatihay.net fatihay@fatihay.net
 MALZEME BİLGİSİ DERS 5 DR. FATİH AY www.fatihay.net fatihay@fatihay.net GEÇEN HAFTA BAĞ KUVVETLERİ VE ENERJİLERİ ATOMLARARASI BİRİNCİL BAĞLAR İKİNCİL VEYA VAN DER WAALS BAĞLARI MOLEKÜLLER BÖLÜM III KATILARDA
MALZEME BİLGİSİ DERS 5 DR. FATİH AY www.fatihay.net fatihay@fatihay.net GEÇEN HAFTA BAĞ KUVVETLERİ VE ENERJİLERİ ATOMLARARASI BİRİNCİL BAĞLAR İKİNCİL VEYA VAN DER WAALS BAĞLARI MOLEKÜLLER BÖLÜM III KATILARDA
Termal Enerji Depolama Nedir
 RAŞİT AYTAŞ 1 Termal Enerji Depolama Nedir 1.1. Duyulur Isı 1.2. Gizli Isı Depolama 1.3. Termokimyasal Enerji Depolama 2 Termal Enerji Depolama Nedir Termal enerji depolama sistemleriyle ozon tabakasına
RAŞİT AYTAŞ 1 Termal Enerji Depolama Nedir 1.1. Duyulur Isı 1.2. Gizli Isı Depolama 1.3. Termokimyasal Enerji Depolama 2 Termal Enerji Depolama Nedir Termal enerji depolama sistemleriyle ozon tabakasına
MALZEME BİLGİSİ. Katı Eriyikler
 MALZEME BİLGİSİ Dr.- Ing. Rahmi ÜNAL Konu: Katı Eriyikler 1 Giriş Endüstriyel metaller çoğunlukla birden fazla tür eleman içerirler, çok azı arı halde kullanılır. Arı metallerin yüksek iletkenlik, korozyona
MALZEME BİLGİSİ Dr.- Ing. Rahmi ÜNAL Konu: Katı Eriyikler 1 Giriş Endüstriyel metaller çoğunlukla birden fazla tür eleman içerirler, çok azı arı halde kullanılır. Arı metallerin yüksek iletkenlik, korozyona
FZM 220. Malzeme Bilimine Giriş
 FZM 220 Yapı Karakterizasyon Özellikler İşleme Performans Prof. Dr. İlker DİNÇER Fakültesi, Fizik Mühendisliği Bölümü 1 Ders Hakkında FZM 220 Dersinin Amacı Bu dersin amacı, fizik mühendisliği öğrencilerine,
FZM 220 Yapı Karakterizasyon Özellikler İşleme Performans Prof. Dr. İlker DİNÇER Fakültesi, Fizik Mühendisliği Bölümü 1 Ders Hakkında FZM 220 Dersinin Amacı Bu dersin amacı, fizik mühendisliği öğrencilerine,
MAKİNE MÜHENDİSLİĞİNE GİRİŞ Ders 8
 İmalat Yöntemleri MAKİNE MÜHENDİSLİĞİNE GİRİŞ Ders 8 Doç. Dr. Yüksel HACIOĞLU Talaşsız İmalat Talaşlı İmalat Fiziksel-Kimyasal Hammaddeye talaş kaldırmadan bir şekil verilir Döküm Dövme Presleme Haddeleme
İmalat Yöntemleri MAKİNE MÜHENDİSLİĞİNE GİRİŞ Ders 8 Doç. Dr. Yüksel HACIOĞLU Talaşsız İmalat Talaşlı İmalat Fiziksel-Kimyasal Hammaddeye talaş kaldırmadan bir şekil verilir Döküm Dövme Presleme Haddeleme
DÖVME (Forging) Dövme (cold forging parts)
 Dövme (cold forging parts)") DÖVME (Forging) Dövmenin tarihi 4000 yıl veya daha fazlasına dayanmaktadır. Cıvatalar, perçinler, çubuklar, türbin milleri, paralar, madalyalar, dişliler, el aletleri, hava taşıtı parçaları dövme yolu
DÖVME (Forging) Dövmenin tarihi 4000 yıl veya daha fazlasına dayanmaktadır. Cıvatalar, perçinler, çubuklar, türbin milleri, paralar, madalyalar, dişliler, el aletleri, hava taşıtı parçaları dövme yolu
JOMINY DENEYİ MALZEME MÜHENDİSLİĞİ BÖLÜMÜ
 1. DENEYİN AMACI: Bu deney ile incelenen çelik alaşımın su verme davranışı belirlenmektedir. Bunlardan ilki su verme sonrası elde edilebilecek maksimum sertlik değeri olup, ikincisi ise sertleşme derinliğidir
1. DENEYİN AMACI: Bu deney ile incelenen çelik alaşımın su verme davranışı belirlenmektedir. Bunlardan ilki su verme sonrası elde edilebilecek maksimum sertlik değeri olup, ikincisi ise sertleşme derinliğidir
Döküm Prensipleri Ders Notu
 METALÜRJİ Döküm Prensipleri Ders Notu ADEM ŞAHİN malzemebilimi.net İÇİNDEKİLER 1. GİRİŞ 1.1 DÖKÜM TEKNİĞİ 1.2 TARİHÇE 1.3 TÜRKİYE DE DÖKÜM SANAYİ 2. ERĞİTME, DÖKME ve KATILAŞMANIN ESASLARI 2.1 ERĞİTME
METALÜRJİ Döküm Prensipleri Ders Notu ADEM ŞAHİN malzemebilimi.net İÇİNDEKİLER 1. GİRİŞ 1.1 DÖKÜM TEKNİĞİ 1.2 TARİHÇE 1.3 TÜRKİYE DE DÖKÜM SANAYİ 2. ERĞİTME, DÖKME ve KATILAŞMANIN ESASLARI 2.1 ERĞİTME
Malzeme İşleme Yöntemleri
 BÖLÜM-9 MALZEMELERİN İŞLENMESİ (Talaşlı ve Diğer İmalat Yöntemleri) Prof. Dr. Yusuf ÖZÇATALBAŞ Malzeme İşleme Yöntemleri 1 KALIP YAPIM TEKNİKLERİ VE MALZEMELERİN TALAŞLI İŞLENMESİ Geleneksel Talaşlı İşleme
BÖLÜM-9 MALZEMELERİN İŞLENMESİ (Talaşlı ve Diğer İmalat Yöntemleri) Prof. Dr. Yusuf ÖZÇATALBAŞ Malzeme İşleme Yöntemleri 1 KALIP YAPIM TEKNİKLERİ VE MALZEMELERİN TALAŞLI İŞLENMESİ Geleneksel Talaşlı İşleme
Örneğin; İki hidrojen (H) uyla, bir oksijen (O) u birleşerek hidrojen ve oksijenden tamamen farklı olan su (H 2
 uyla, bir oksijen (O) u birleşerek hidrojen ve oksijenden tamamen farklı olan su (H 2") On5yirmi5.com Madde ve özellikleri Kütlesi, hacmi ve eylemsizliği olan herşey maddedir. Yayın Tarihi : 21 Ocak 2014 Salı (oluşturma : 2/9/2016) Kütle hacim ve eylemsizlik maddenin ortak özelliklerindendir.çevremizde
On5yirmi5.com Madde ve özellikleri Kütlesi, hacmi ve eylemsizliği olan herşey maddedir. Yayın Tarihi : 21 Ocak 2014 Salı (oluşturma : 2/9/2016) Kütle hacim ve eylemsizlik maddenin ortak özelliklerindendir.çevremizde
DÖKÜM USULLERİ : Parçamız Adı : Bağlantı elemanı Dökülecek metal : Dökme demir Çekme payı : % 1 Maçanın Mal. : Kum Modelin Mal.
 DÖKÜM USULLERİ : Döküm : kalıp için kullanılan malzeme ve ergimiş metalin kalıp içersinde sevkedilme şekline göre sınıflandırılabilir. Buna göre parçamız kum kalıb dökümü ile üretilecek. Parçamız Adı :
DÖKÜM USULLERİ : Döküm : kalıp için kullanılan malzeme ve ergimiş metalin kalıp içersinde sevkedilme şekline göre sınıflandırılabilir. Buna göre parçamız kum kalıb dökümü ile üretilecek. Parçamız Adı :
PLASTİK ŞEKİL VERME (PŞV) Plastik Şekil Vermenin Temelleri: Başlangıç iş parçasının şekline bağlı olarak PŞV iki gruba ayrılır.
 Plastik Şekil Vermenin Temelleri: Başlangıç iş parçasının şekline bağlı olarak PŞV iki gruba ayrılır.") PLASTİK ŞEKİL VERME (PŞV) Metallerin katı halde kalıp olarak adlandırılan takımlar yardımıyla akma dayanımlarını aşan gerilmelere maruz bırakılarak plastik deformasyonla şeklinin kalıcı olarak değiştirilmesidir
PLASTİK ŞEKİL VERME (PŞV) Metallerin katı halde kalıp olarak adlandırılan takımlar yardımıyla akma dayanımlarını aşan gerilmelere maruz bırakılarak plastik deformasyonla şeklinin kalıcı olarak değiştirilmesidir
Malzeme Bilgisi Prof. Dr. Akgün ALSARAN. Kristalleşme ve kusurlar Kristal Yapılar
 Malzeme Bilgisi Prof. Dr. Akgün ALSARAN Kristalleşme ve kusurlar Kristal Yapılar İçerik Kristalleşme Kristal yapı kusurları Noktasal kusurlar Çizgisel kusurlar Düzlemsel kusurlar Kütlesel kusurlar Katı
Malzeme Bilgisi Prof. Dr. Akgün ALSARAN Kristalleşme ve kusurlar Kristal Yapılar İçerik Kristalleşme Kristal yapı kusurları Noktasal kusurlar Çizgisel kusurlar Düzlemsel kusurlar Kütlesel kusurlar Katı
Mikroyapısal Görüntüleme ve Tanı
 Mikroyapısal Görüntüleme ve Tanı -Ek Ders Notları- Yrd. Doç. Dr. Enbiya Türedi Aralık 2012 Kaynak: www.metallograph.de 2 Malzeme: 1.7131 (16MnCr5) ötektoid-altı ısıl işlemsiz Büyütme: 500 : 1 Dağlayıcı:
Mikroyapısal Görüntüleme ve Tanı -Ek Ders Notları- Yrd. Doç. Dr. Enbiya Türedi Aralık 2012 Kaynak: www.metallograph.de 2 Malzeme: 1.7131 (16MnCr5) ötektoid-altı ısıl işlemsiz Büyütme: 500 : 1 Dağlayıcı:
MADDENİN AYIRT EDİCİ ÖZELLİKLERİ ERİME VE DONMA NOKTASI
 MADDENİN AYIRT EDİCİ ÖZELLİKLERİ KAYNAMA NOKTASI ERİME VE DONMA NOKTASI YOĞUNLUK Bir maddeyi diğerlerinden ayırmamıza ve ayırdığımız maddeyi tanımamıza yarayan özelliklere denir. K A Y N A M A MADDENİN
MADDENİN AYIRT EDİCİ ÖZELLİKLERİ KAYNAMA NOKTASI ERİME VE DONMA NOKTASI YOĞUNLUK Bir maddeyi diğerlerinden ayırmamıza ve ayırdığımız maddeyi tanımamıza yarayan özelliklere denir. K A Y N A M A MADDENİN
YAPI ÇELİKLERİNİN KAYNAKLANABİLİRLİĞİ
 YAPI ÇELİKLERİNİN KAYNAKLANABİLİRLİĞİ Murat VURAL(*), Filiz PİROĞLU(**), Özden B. ÇAĞLAYAN(**), Erdoğan UZGİDER(**) Bu yazıda, çelik yapı tasarım ve imalatında çok büyük önem taşıyan kaynaklanabilirlik
YAPI ÇELİKLERİNİN KAYNAKLANABİLİRLİĞİ Murat VURAL(*), Filiz PİROĞLU(**), Özden B. ÇAĞLAYAN(**), Erdoğan UZGİDER(**) Bu yazıda, çelik yapı tasarım ve imalatında çok büyük önem taşıyan kaynaklanabilirlik
Kalıp ve maça yapımında kullanılan döküm kumlarının yaş basma ve yaş kesme mukavemetlerinin ve nem miktarlarının tayin edilmesi.
 8.DÖKÜM KUMLARININ MUKAVEMET VE NEM MİKTARI TAYİNİ 8.1. Deneyin Amacı Kalıp ve maça yapımında kullanılan döküm kumlarının yaş basma ve yaş kesme mukavemetlerinin ve nem miktarlarının tayin edilmesi. 8.2.Deneyin
8.DÖKÜM KUMLARININ MUKAVEMET VE NEM MİKTARI TAYİNİ 8.1. Deneyin Amacı Kalıp ve maça yapımında kullanılan döküm kumlarının yaş basma ve yaş kesme mukavemetlerinin ve nem miktarlarının tayin edilmesi. 8.2.Deneyin
İMALAT YÖNTEMİ SEÇİM DİYAGRAMLARI
 İMALAT YÖNTEMİ SEÇİM DİYAGRAMLARI İmalat Yöntemi Seçim Diyagramları Çizelge 1 de ; Malzemeler ve İmalat Yöntemleri arasındaki ilişkiyi topluca göstermektedir. Malzemeler; metaller, seramik ve camlar, polimerler
İMALAT YÖNTEMİ SEÇİM DİYAGRAMLARI İmalat Yöntemi Seçim Diyagramları Çizelge 1 de ; Malzemeler ve İmalat Yöntemleri arasındaki ilişkiyi topluca göstermektedir. Malzemeler; metaller, seramik ve camlar, polimerler
Hidroliğin Tanımı. Hidrolik, akışkanlar aracılığıyla kuvvet ve hareketlerin iletimi ve kumandası anlamında kullanılmaktadır.
 HİDROLİK SİSTEMLER Hidroliğin Tanımı Hidrolik, akışkanlar aracılığıyla kuvvet ve hareketlerin iletimi ve kumandası anlamında kullanılmaktadır. Enerji Türleri ve Karşılaştırılmaları Temel Fizik Kanunları
HİDROLİK SİSTEMLER Hidroliğin Tanımı Hidrolik, akışkanlar aracılığıyla kuvvet ve hareketlerin iletimi ve kumandası anlamında kullanılmaktadır. Enerji Türleri ve Karşılaştırılmaları Temel Fizik Kanunları
Bölüm 3 SAF MADDENİN ÖZELLİKLERİ
 Bölüm 3 SAF MADDENİN ÖZELLİKLERİ 1 Amaçlar Amaçlar Saf madde kavramının tanıtılması Faz değişimi işleminin fizik ilkelerinin incelenmesi Saf maddenin P-v-T yüzeylerinin ve P-v, T-v ve P-T özelik diyagramlarının
Bölüm 3 SAF MADDENİN ÖZELLİKLERİ 1 Amaçlar Amaçlar Saf madde kavramının tanıtılması Faz değişimi işleminin fizik ilkelerinin incelenmesi Saf maddenin P-v-T yüzeylerinin ve P-v, T-v ve P-T özelik diyagramlarının
ZnS (zincblende) NaCl (sodium chloride) CsCl (cesium chloride)
 NaCl (sodium chloride) CsCl (cesium chloride)") Seramik, sert, kırılgan, yüksek ergime derecesine sahip, düşük elektrik ve ısı iletimi ile iyi kimyasal ve ısı kararlılığı olan ve yüksek basma dayanımı gösteren malzemelerdir. Malzeme özellikleri bağ
Seramik, sert, kırılgan, yüksek ergime derecesine sahip, düşük elektrik ve ısı iletimi ile iyi kimyasal ve ısı kararlılığı olan ve yüksek basma dayanımı gösteren malzemelerdir. Malzeme özellikleri bağ
05.11.2014 METAL DÖKÜMÜNÜN ESASLARI MAK 351 İMAL USULLERİ. Katılaştırma Yöntemleri
 METAL DÖKÜMÜNÜN ESASLARI MAK 351 İMAL USULLERİ Doç.Dr. Turgut GÜLMEZ İTÜ Makina Fakültesi 1 MAK EUT 351 231 Üretim Doç.Dr. Yöntemleri Turgut GÜLMEZ(İTÜ Doç.Dr. Murat Makina VURAL Fakültesi) (İTÜ Makina
METAL DÖKÜMÜNÜN ESASLARI MAK 351 İMAL USULLERİ Doç.Dr. Turgut GÜLMEZ İTÜ Makina Fakültesi 1 MAK EUT 351 231 Üretim Doç.Dr. Yöntemleri Turgut GÜLMEZ(İTÜ Doç.Dr. Murat Makina VURAL Fakültesi) (İTÜ Makina
Dövmenin tarihi 4000 yıl veya daha fazlasına dayanmaktadır. Cıvatalar, perçinler, çubuklar, türbin milleri, paralar, madalyalar, dişliler, el
 Dövmenin tarihi 4000 yıl veya daha fazlasına dayanmaktadır. Cıvatalar, perçinler, çubuklar, türbin milleri, paralar, madalyalar, dişliler, el aletleri, hava taşıtı parçaları dövme yolu ile üretilen elemanlardır.
Dövmenin tarihi 4000 yıl veya daha fazlasına dayanmaktadır. Cıvatalar, perçinler, çubuklar, türbin milleri, paralar, madalyalar, dişliler, el aletleri, hava taşıtı parçaları dövme yolu ile üretilen elemanlardır.
YTÜMAKiNE * A305teyim.com
 YTÜMAKiNE * A305teyim.com KONU: Kalın Sacların Kaynağı BİRLEŞTİRME YÖNTEMLERİ ÖDEVİ Kaynak Tanımı : Aynı veya benzer cinsten iki malzemeyi ısı, basınç veya her ikisini birden kullanarak, ilave bir malzeme
YTÜMAKiNE * A305teyim.com KONU: Kalın Sacların Kaynağı BİRLEŞTİRME YÖNTEMLERİ ÖDEVİ Kaynak Tanımı : Aynı veya benzer cinsten iki malzemeyi ısı, basınç veya her ikisini birden kullanarak, ilave bir malzeme