5000M CNC PARAMETRELERİ KİTABI
|
|
|
- Özlem Sarper
- 8 yıl önce
- İzleme sayısı:
Transkript
1 28 HAZİRAN 2006 ORMAN MAKİNE YAYINLARI 5000M CNC PARAMETRELERİ KİTABI MURAT ORMAN

2 PARAMETRELERE GİRİLMESİ KONTROL SİSTEMİ AÇILDIĞINDA EKRANA İLK OLARAK TANITIM YAZISI GELİR. BU TANITIM YAZISI YARDIMCI AYARLARDA 23. PARAMETREDE Kİ İFADEYE GÖRE EKRANA GELİR VEYA GELMEZ. F10 TUŞU VEYA ENTER TUŞU İLE BU SAYFADAN ÇIKIN. NOT = BİR SEÇENEĞE ULAŞABİLMEK İÇİN GENEL OLARAK 2 YOL VARDIR: A- SEÇENEĞİN NO SUNU YAZIN VE ENTER B- YÖN TUŞLARI İLE SEÇENEĞİN ÜZERİNE GELİN VE ENTER YANDAKİ SAYFA YARDIMCI AYARLARDA 22. PARAMETREDE Kİ İFADEYE GÖRE EKRANA GELİR VEYA GELMEZ. PARAMETREYİ BU GÖRÜNTÜ EKRANA GELMEYECEK ŞEKİLDE DÜZENLEDİYSENİZ, USTTUŞ + F10 TUŞU İLE BU SAYFAYA DÖNEBİLİRSİNİZ. DİKKAT = MANTAR BUTONA BASIP SERVOLARI KAPATMAZ İSENİZ ALARM UYARISI GELECEKTİR. TUŞ TAKIMINDAN 2 NOLU TUŞA BASARAK VEYA YÖN TUŞLARI İLE PARAMETRELER SATIRINA GELİN VE ENTER. GİRDİĞİNİZ YENİ PENCERE YANDAKİ GİBİDİR. İMALATÇI AYARLARI = İMALATÇI TARAFINDAN YAPILAN MAKİNAYI KONTROL SİSTEMİNE UYGUN DURUMA GETİREN PARAMETRELER BU BÖLÜMDEDİR. OPERATÖR AYARLARI= OPERATÖRLERİN DEĞİŞİKLİK YAPMASINA İZİN VERİLEN AYARLARDIR. KAYDET,KOPYALA,YAZDIR= PARAMETRELERİN, BİR DİSKETE KOPYALANMASINI, GERİ KOPYALANMASINI, YAZICIYA VE KONTROL SİSTEMİNE YAZILMASINI SAĞLAYAN SEÇENEKTİR. MM-INCH= KONTROL SİSTEMİNİN AÇILIŞTA MM VEYA INCH OLARAK ÇALIŞMASINI SAĞLAR.

3 İMALATÇI AYARLARI EKRANA GELEN YENİ PENCERE TOPLAM 15 ADET ANA BAŞLIK İÇERİR. BAŞLIKLAR KENDİ KONULARINI ANLATACAK ŞEKİLDE YAZILMIŞTIR. HER BAŞLIK KENDİ İÇİNDE ALT BAŞLIKLAR HALİNDE DÜZENLENMİŞTİR. YAN TARAFTA GÖSTERİLEN İMALATÇI AYARLARI KONTROL SİSTEMİNİ MAKİNA İLE UYUMLU OLARAK ÇALIŞMAYI SAĞLAYAN DEĞİŞKEN BİLGİLERİ, KONU BAŞLIKLARI OLARAK GÖSTERMEKTEDİR. GEREKLİ AYARLAR SORU-CEVAP ŞEKLİNDE YAPILMAKTADIR. DEĞİŞİKLİK DURUMUNDA ŞİFRE SORULUR. OFF-LINE CNC NORMAL Q2 Z48 IPI Q3 IPI 1-EKSENLER EKSENLER MENÜSÜNE GİRİLDİĞİNDE AŞAĞIDA GÖRÜLEN PENCERE EKRANA GELİR. BURADAKİ HER SATIR ALT BİR PENCEREYE SAHİPTİR. AŞAĞI-YUKARI OKLARI İLE SATIRLARA GİDİLECEĞİ GİBİ, İLGİLİ SATIRIN NUMARASINI YAZARSANIZ İMLEÇ O SATIRA GİDER. SATIRIN İÇNE GİRMEK İÇİN ENTER. BU AYARLARDA KIZAKLARIN DAVRANIŞLARI OLUŞTURULUR.

4 ÇÖZÜNÜLÜRLÜK BU MENÜ KULLANILAN EKSENİN ÖLÇÜLMESİ İÇİN GEREKLİ BİLGİLERİ İÇERİR. BURADADA GEREKLİ BİLGİLER ALT PENCEREDE BULUNMAKTADIR. EKSENİN ADINI TUŞLADIĞINZDA SİZE ŞİFRE SORULACAKTIR. AŞAĞIDAKİ ŞEKİL BU MENÜDE OLAN KAVRAMLARI AÇIKLAMAKTADIR. ENKODERİN TİPİ EKRAN ÇÖZÜNÜLÜRLÜĞÜ CETVEL ENKODERİN İKİ ÇİZGİ ARASI DÖNER ENKODERİN BİR TURDAKİ PALS SAYISI KIZAĞI YÜRÜTEN VİDANIN HATVESİ VİDAYA BAĞLI OLAN DİŞLİ KASNAK DİŞ SAYISI SERVO MOTORA BAĞLI OLAN DİŞLİ KASNAK DİŞ SAYISI EVERTRACK ENKODER İÇİN BAŞLANGIÇ İŞARETİ DÖNER-CETVEL-EVERTRACK mikron mikron ENKODERİN ÜZERİNDE YAZILI OLAN SAYI BİR DOLU BİR BOŞ ARASINDAKİ MESAFE KASNAKTAKİ (VEYA DİŞLİDEKİ) DİŞ SAYISI KASNAKTAKİ (VEYA DİŞLİDEKİ) DİŞ SAYISI ÖZEL BİR ENKODERDİR. KULLANILMAZ.

5 DOĞRUSAL DÜZELTME TELAFİSİ BU MENÜ KULLANILAN CETVEL ENKODERİN HATALARINI GİDERMEK İÇİN KULLANILIR. BAZEN VİDA HATVESİ, ENKODER PALSI VE KASNAK ORANLARI İLE YAKALANAMAYAN POZİSYONLAMA ÖLÇÜSÜ BURAYA YAZILAN KATSAYI İLE YAKALANABİLİR. BU İŞLEMİ AKTİF ETMEK İÇİN 6. NOLU SATIRI ON YAPMAK GEREKİR UYGULAMADAKİ EN KOLAY METOT BİR EKSEN ÜZERİNDE DELİK DELMEK VE ÖLÇMEKTİR. DOĞRUSAL DÜZELTME TELAFİSİ = CNC MESAFESİ / ÖLÇÜLEN MESAFE YUKARIDAKİ ŞEKİLDEKİ ÖRNEĞİ HESAPLAYALIM : X DOĞRUSAL TELAFİSİ = 2000 / 2200 =0.909

6 POZİSYONLAMA AYARLARI CNC HEDEF NOKTAYA VARDIĞINDA, BU NOKTAYI BİR TOLERANS İÇİNDE ULAŞILMIŞ HEDEF OLARAK KABÜL EDER. HEDEF NOKTAYA VARILDIĞINDA CNC EKRANDA BİR POZİSYON İŞARET İFADESİ ÜRETİR. (YERİNDE) HEDEF NOKTANIN HASSASİYETİNİ BELİRTEN BU NOKTA MAKİNANIN KABİLİYETİNE GÖRE ÜRETİCİ TARAFINDAN BURADA BELİRTİLİR.
 HEDEF NOKTANIN HASSASİYETİNİ BELİRTEN BU NOKTA MAKİNANIN")
7 SÜREKLİ ÇİZGİ AYARLARI HIZLI İŞLEME, VURUNTUSUZ ÇALIŞMA İSTENDİĞİNDE POZİSYONLAMA HASSASİYETİNDEN BİRAZ TAVİZ VEREREK İSTENEN ÇALIŞMA BİÇİMİNİ ELDE ETMEK İÇİN BU SEÇENEK KULLANILIR. PRENSİP OLARAK CNC İKİ ÇİZGİ ARASINA BİR YAY PARÇASI KOYARAK YUMUŞAK VE HIZLI GEÇİŞİ SAĞLAR. PROGRAM İÇERİSİNE YAZILAN M1000 X Y.Z.. KOMUTUDA AYNI İŞLEMİ YAPAR. VARSAYILAN HIZLI HAREKET AYARLARI G00 KOMUTU İLE KIZAKLAR mm/dakika CİNSİNDEN BURADA YAZILAN HIZ İLE HEDEF NOKTAYA İLERLER. BURAYA YAZILACAK HIZ MOTOR MOMENTİ, SÜRÜCÜNÜN GÜCÜ, VİDA HATVESİ, HAREKET ETTİRİLECEK KÜTLE, DİŞLİ KUTUSU,KAYIŞ-KASNAK GİBİ MEKANİK AVANTAJLARIN HESAP EDİLMESİ İLE OLUŞMALIDIR.

8 VARSAYILAN YAVAŞ HAREKET AYARLARI G01 KOMUTU İLE KIZAKLAR mm/dakika CİNSİNDEN BURADA YAZILAN HIZ İLE HEDEF NOKTAYA İLERLER. YAZILIM SINIRLARI AYARLARI İSTENİLDİĞİNDE HER EKSENE POZİTİF VE NEGATİF YÖNLERDE YAZILIM SINIRLARI KONULABİLİR. BU SINIRLAR EV NOKTASINDAN GEÇERLİDİR. EV NOKTASI DEĞİŞTİĞİNDE BU NOKTADA DEĞİŞECEKTİR. HERHANGİ BİR NEDENLE BU NOKTAYA GELİNDİĞİNDE EKRANA BİR ALARM GELİR.

9 DONANIM SINIRLARI AYARLARI EKSENLERİN POZİTİF VE NEGATİF YÖNLERİNE YERLEŞTİRİLEN SINIR ŞALTERLERİ EVE GİT NOKTASI OLARAK KULLANILABİLECEĞİ GİBİ DONANIM SINIRI OLARAKDA KULLANILABİLİR. BU NOKTAYA ULAŞILDIĞINDA KIZAKLARIN HAREKETİ DURUDURULARAK,.DONANIM SINIRI!! ALARMI EKRANA BASILIR. KIZAK EL TEKERİ İLE AKSİ İSTİKAMETE ALINDIĞINDA ALARM KALKAR. DONANIM SINIRLARI SADECE 0.KARTA BAĞLANABİLİR. BU KARTTA BAĞLANTI AŞAĞIDAKİ GİBİ OLMALIDIR. KULLANILMAYAN GİRİŞLER BAŞKA İŞLEMLER İÇİN KULLANILABİLİR. GİRİŞ PİN NO ATANAN SINIR 0 0 X+ 1 1 X- 2 2 Y+ 3 3 Y- 4 4 Z+ 5 5 Z- 6 6 U+ 7 7 U- 8 8 W+ 9 9 W- DİKKAT = SINIR ŞALTERLERİ NORMALDE KAPALI OLMAK ZORUNDADIR. ENKODER KANALLARI AYARI EKSENLERİN SAYMA YÖNÜNÜ DEĞİŞTİRMEK İÇİN KULLANILIR. DİKKAT = ENKODER KANALININ SAYMA YÖNÜ İLE SÜRÜCÜYE GİDEN ANALOG GERİLİMİN YÖNÜ AYNI DEĞİLSE KIZAK KONTROLSÜZ BİÇİMDE HIZLANARAK HAREKET ETMEYE BAŞLAR. (UÇAR.) BU PROBLEMİ ENGELLEMEK İÇİN ENKODER SAYMA YÖNÜ İLE ANALOG GERİLİM YÖNÜNÜ BİRLİKTE AYARLAMAK GEREKİR. NORMAL ÇALIŞAN KIZAK YÖNÜNÜ DEĞİŞTİRMEK İSTERSENİZ ANALOG GERİLİMİN YÖNÜNÜDE DEĞİŞTİRİRİN. ( 22. DAC çıkışını ters çevir )

10 SOMUN BOŞLUĞU AYARI VİDANIN SOMUN BOŞLUĞUNU TELAFİ ETMEK MAKSADI İLE KULLANILIR. VİDANIN SOMUN BOŞLUĞU KOMPRATÖRLE BULUNARAK BURAYA YAZILIR. BÖYLECE VİDA TERSİNE DÖNERKEN BURAYA YAZILI MİKTARI ÇIKARTIR VEYA EKLER.

11 VİDA ADIM HATASI TELAFİSİ CNC KIZAKLARINDA KULLANILAN VİDALAR MUTLAKA BİR HATAYA SAHİPTİR. BU HATANIN NEREDE VE NE KADAR OLDUĞU DEĞİŞİK METOTLAR İLE BULUNDUĞU TAKDİRDE KONTROL SİSTEMİ BU HATAYI KIZAKLARIN HAREKETİ SIRASINDA TELEFİ EDER.

12 JOG AYARLARI TAKIM KIRILMASI VEYA AŞINAN UCUN DEĞİŞTİRİLME İHTİYACI DURUMUNDA BU PARAMETRE KULLANILIR. OTOMATİK MODDA ÖNCE TUŞUNA BASARAK PROGRAMIN İŞLETİMİ DURDURULUR. İÇİ BOŞ OLARAK GÖRÜNEN F9 TUŞUNA BASILDIĞINDA EKRANIN ALTINA AŞAĞIDAKİ EKRAN GELİR. F1- PRMNKTA TUŞUNA BASILDIĞINDA KIZAKLAR BU PARAMETREDE BELİRTİLEN NOKTAYA GİDER. EKSEN KİLİTLEME BAZEN KIZAKLARDA MEKANİK FREN MEKANİZMALARI OLABİLİR. BU DURUMDA HAREKETİN BİTİMİNDEN SONRA MOTOR SÜRÜCÜSÜNÜN KAPATILMASI GEREKİR. ÇÜNKÜ MOTOR SÜREKLİ POZİSYONLAMAYA ÇALIŞIRKEN KİLİTLİ KIZAK NEDENİ İLE ISINACAK VE ALARM VERECEKTİR. O NEDENLE KIZAĞIN KİLİTLENMESİNDEN SONRA MOTOR SÜRÜCÜSÜ KAPATILIR.. KONTROL SİSTEMİ MAKİNE EKSENLERİNİ HAREKET YOK İKEN KİLİTLEYEBİLİR. BU İŞLEMİN YAPILMASI AŞAĞIDAKİ ŞEKİLDE OLUR. - M9246 U KOMUTU U EKSENİNİN KİLİTLEMESİNİ EMREDER - SERVO ÇIKIŞINI İPTAL ETMEK İÇİN I/O KARTINDAN BİR ÇIKIŞ ÜRETİLİR. (EKSEN KİLİT PORTLARI), (EKSEN ÇIKIŞLARI) - ÜRETİLEN ÇIKIŞ İLE IPI PROGRAMI KİLİTLEME SİSTEMİNİ ÇALIŞTIRIR. - KİLİTLEME İŞLEMİ TAMAM BİLGİSİ ALINIR. - IPI PROGRAMI BU KOMUTA GÖRE FİNİŞ BİLGİSİ ÜRETİR. - SERVO İPTAL EDİLDİĞİ İÇİN POZİSYON HATASINA İZİN VERİLİR. - AŞAĞIDAKİ PARAMETRELER BU KOMBİNASYONA GÖRE YAPILIR. KİLİTLEME İŞİ İÇİN İSTENEN ÇIKIŞ KARTININ, İSTENEN ÇIKIŞI KİLİTLENEN EKSENLE BERABER AKTİF EDİLİR.

13 EKSEN SEÇİMİ İSTENEN EKSENLER BU PARAMETREDE SEÇİLİR. İLERLEMEDE KAZANÇ AYARLARI KIZAKLARIN PID AYARINI İLERLEME ANINDA AYARLAYAN PARAMETRELER BURADADIR. ÇIKIŞ = VOLTAJ OFSETİ + ( Kp + Ki + Kd ) KAVRAM Kp Ki Kd Kf IL Ds AÇIKLAMA ORANSAL KAZANÇ. İNTEGRAL KAZANÇ DERİATIVE KAZANÇ İLERİ HAREKET KAZANÇ. GECİKME HATASINI AZALTMAK İÇİN KULLANILIR. INTEGRAL SINIR. BU FİLİTRE TARAFINDAN MÜSAADE EDİLEN MAX. İNTEGRAL KAZANCI DERİATİVE ÖRNEKLEME ZAMANI. HIZLI HAREKETTE KAZANÇ AYARLARI KIZAKLARIN PID AYARINI HIZLI HAREKET ANINDA AYARLAYAN PARAMETRELER BURADADIR.

14 DURMADA KAZANÇ AYARLARI KIZAKLARIN PID AYARINI DURMA ANINDA AYARLAYAN PARAMETRELER BURADADIR. SENKRON DİŞ ÇEKME FİLİTRESİ SENKRON OLARAK KILAVUZ İLE DİŞ ÇEKME İSTENDİĞİNDE KIZAĞIN İŞ MİLİNE KIZAĞA UYUMUNU SAĞLAMAK İÇİN BU PARAMETRE KULLANILIR. POZİSYONLAMADA HATA KONTROLÜ KIZAKLARIN GECİKME HATASINI KONTROL ETMEK İÇİN BU PARAMETRE KULLANILIR. BU PARAMETRE HAREKET SIRASINDA HAREKETİN EKSİK KALMASI VEYA GECİKMESİ DURUMUNU SÜREKLİ KONTROL EDER. HATA KONTROLÜNÜN AÇIK OLMASI MOTORLARDA OLACAK BİR HATA DURUMUNDA CNC NİN HAREKETİ DURDURUP ALARM VERMESİNİ SAĞLAYARAK GÜVENLİĞİ SAĞLAR.

15 HIZLI SÜRÜCÜ AYARLARI SAYISAL SÜRÜCÜ AYARI İÇİN KULLANILIR. SAYISAL SÜRÜCÜ AYARLARI 5 EKSEN KULLANIMINDA BU MENÜ 4. VE 5. EKSENE AİT BAZI ÖZELLİKLER ATAMAK İÇİN KULLANILIR. DAC ÇIKIŞINI TERS ÇEVİR EKSENLERİN YÖNÜNÜ ÇEVİRMEK İÇİN BU PARAMETRE KULLANILIR.

16 2- U ve W EKSENİ 5 EKSEN KULLANIMINDA BU MENÜ 4. VE 5. EKSENE AİT BAZI ÖZELLİKLER ATAMAK İÇİN KULLANILIR.

17 3- İŞ MİLİ AYARLARI
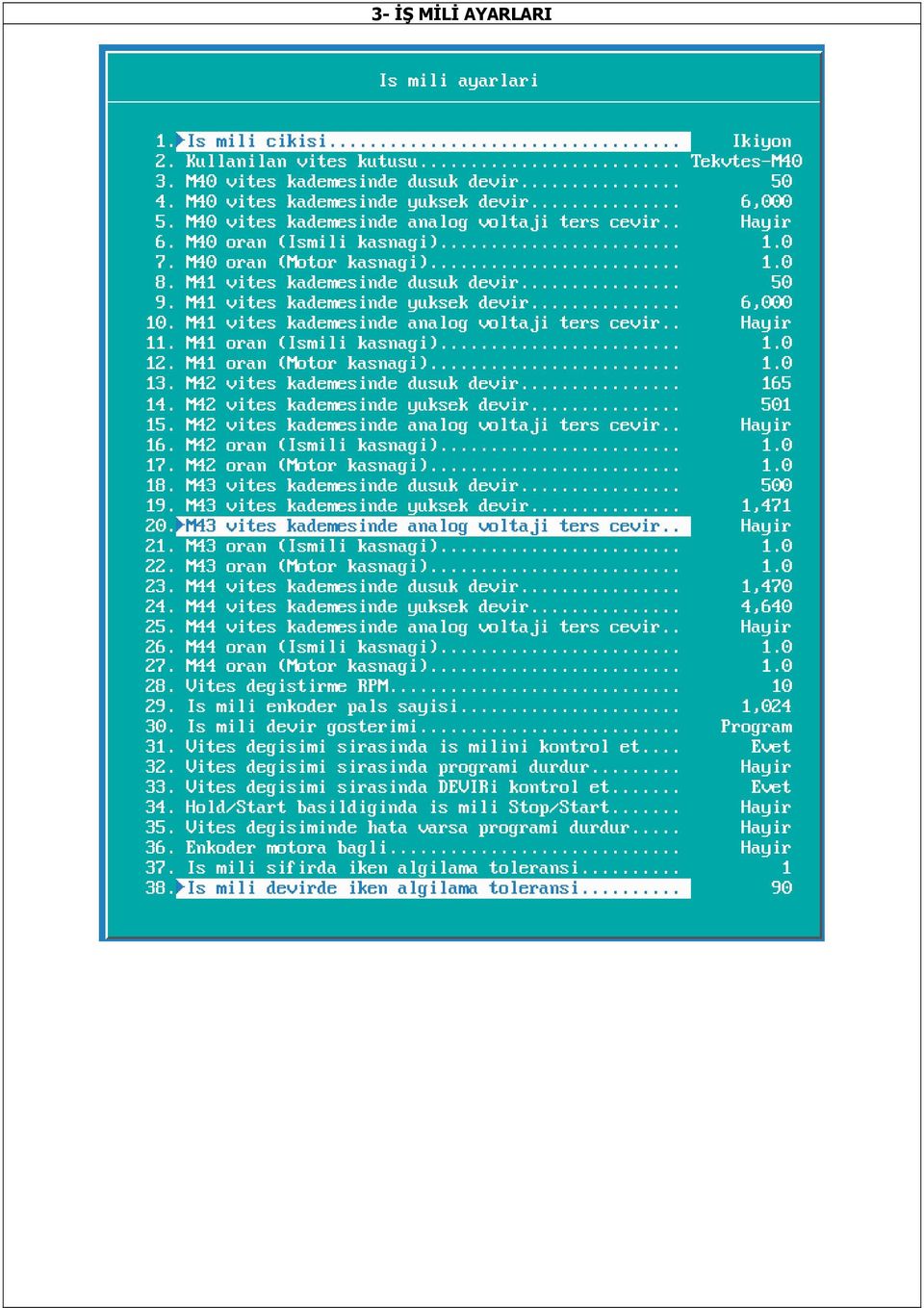
18 İKİYÖN İŞ MİLİ ÇIKIŞI TEK YÖN KOMUT VERİLDİĞİNDE M03 SÜRÜCÜYE + GERİLİM M04 İSE SÜRÜCÜYE GERİLİM GÖNDERİR. KOMUT VERİLDİĞİNDE M03 VE M04 SÜRÜCÜYE + GERİLİM GÖNDERİR. TEKLİ KULLANILAN VİTES KUTUSU ÇOKLU

19 M40 VİTES KADEMESİNDE DÜŞÜK DEVİR / YÜKSEK DEVİR GÜÇ KAYIBI OLMAKSIZIN MOTORUN DÜŞEBİLECEĞİ EN DÜŞÜK DEVİR. İŞ MİLİNE ZARAR VERMEDEN, MOTORUN ÇIKABİLECEĞİ EN YÜKSEK DEVİR M40 VİTES KADEMESİNDE ANALOG VOLTAJI TERS ÇEVİR EVET HAYIR M40 ORAN (İŞ MİLİ KASNAĞI ) / M40 ORAN (MOTOR KASNAĞI) TRİGER KAYIŞ KULLANIYORSANIZ DİŞ SAYISINI, DÜZ KAYIŞ KULLANIYORSANIZ KASNAK ÇAPLARINI YAZIN.
 / M40 ORAN (MOTOR KASNAĞI) TRİGER")
20 M40,M41,M42,M43,M44 VİTES KADEMESİNDE DÜŞÜK DEVİR / YÜKSEK DEVİR DİŞLİ ORANINA GÖRE İŞ MİLİNİN EN DÜŞÜK DEVİRİ. DİŞLİ ORANINA GÖRE İŞ MİLİNİN EN YÜKSEK DEVİRİ. M40,M41,M42,M43,M44 VİTES KADEMESİNDE ANALOG VOLTAJI TERS ÇEVİR EVET HAYIR DİŞLİ KUTUSUNUN KARAKTERİNE GÖRE HER VİTES KADEMESİNDE MOTORUN DÖNME YÖNÜNE GÖRE İŞ MİLİ FARKLI YÖNE DÖNEBİLİR. BU DURUMDA M03 VEYA M04 KOMUTU HER İŞ MİLİ KADEMESİNDE FARKLI BİR YÖNE SEBEB OLUR. BU PARAMETRE İLE İŞ MİLİ ÇIKIŞI M03 VE M04 KOMUTUNA GÖRE HER VİTES KADEMESİNDE AYNI İŞ MİLİ YÖNÜNÜ SAĞLAMAK İÇİN KULLANILIR. DİŞLİ KUTUSUNUN KARAKTERİNE GÖRE HER VİTES KADEMESİNDE MOTORUN DÖNME YÖNÜNE GÖRE İŞ MİLİ FARKLI YÖNE DÖNEBİLİR. BU DURUMDA M03 VEYA M04 KOMUTU HER İŞ MİLİ KADEMESİNDE FARKLI BİR YÖNE SEBEB OLUR. BU PARAMETRE İLE İŞ MİLİ ÇIKIŞI M03 VE M04 KOMUTUNA GÖRE HER VİTES KADEMESİNDE AYNI İŞ MİLİ YÖNÜNÜ SAĞLAMAK İÇİN KULLANILIR.

21 M40,M41,M42,M43,M44 ORAN (İŞ MİLİ KASNAĞI ) / M40 ORAN (MOTOR KASNAĞI) BURAYA DİŞLİLERİN DİŞ SAYLARINI YAZIN VİTES DEĞİŞTİRME (RPM) VİTES DEĞİŞTİRME SIRASINDA MOTOR DURDURULURSA VİTES DEĞİŞİMİ MÜMKÜN OLMAYABİLİR. BU NEDENLE MOTORU DÜŞÜK BİR DEVİRDE DÖNDÜRÜKEN VİTESİ GEÇİRMEK KOLAY OLACAKTIR. BU VİTES DEĞİŞİM DEVİRİ O ŞEKİLDE SEÇİLMELİDİRKİ, VİTES HEM RAHAT GEÇSİN HEMDE DİŞLİLER HASAR GÖRMESİN. BU DEVİRİ BU PARAMETREYE YAZIN İŞ MİLİ ENKODER PALS SAYISI İŞ MİLİNİN DEVİRİNİ DİŞ ÇEKMEK İÇİN, ÇAPA GÖRE DEVİR KONTROLÜ YAPMAK İÇİN VE EKRANDA GÖSTERMEK İÇİN BİR ENKODER VASITASI İLE ÖLÇERİZ. BU ENKODERİN BİR TURDA ÜRETTİĞİ PALS SAYISINI BU PARAMETREYE YAZIN
22 ENKODER İŞ MİLİ DEVİR GÖSTERİMİ PROGRAM M03 S250 EKRANDA YAZILAN İŞ MİLİ DEVİR BİLGİSİ ENKODERDEN ALINARAK EKRANA BASILIR. GERÇEK BİLGİDİR. EKRANDA YAZAN İŞ MİLİ DEVİR BİLGİSİ KOMUTTAN ALINIR. GERÇEK BİLGİ DEĞİLDİR. VİTES DEĞİŞİMİ SIRASINDA İŞ MİLİNİ KONTROL ET EVET HAYIR MEKANİK VİTES KUTUSU KULLANILIYORSA OPERATÖRÜN VİTESİ DEĞİŞTİRMESİ İÇİN İŞ MİLİ DURDURULUR. EKRANA UYARI MESAJI YAZILIR. OTOMATİK VİTES KUTUSU VARSA VEYA VİTES KUTUSU YOKSA BURASI GEÇERLİDİR. VİTES DEĞİŞİMİ SIRASINDA PROGRAMI DURDUR EVET HAYIR CNC İŞ MİLİNİN DEVİRİNE BAKAR. EĞER İŞ MİLİ DÖNÜYORSA İŞ MİLİNİ DURDURUR VE EKRANA UYARI MESAJI YAZILIR. CNC İŞ MİLİNİ DURDURMAZ. VİTES DEĞİŞİMİ SIRASINDA DEVİRİ KONTROL ET EVET HAYIR VİTES DEĞİŞİMİ SIRASINDA CNC DEVİRE BAKAR. EĞER DEVİR PARAMETREDE YAZILANIN DIŞINDA İSE EKKRANA UYARI MESAJI YAZILIR. DEVİRE BAKILMAZ. HOLD/START BASILDIĞINDA İŞ MİLİ STOP/START EVET HAYIR HOLD TUŞUNA BASILDIĞINDA İŞ MİLİ DURDURULUR. START TUŞUNA BASILDIĞINDA İŞ MİLİ DÖNDÜRÜLMEYE BAŞLANIR. HOLD/START TUŞUNA BASILDIĞINDA İŞ MİLİ DURMAZ VE DÖNMEZ. VİTES DEĞİŞİMİ SIRASINDA HATA VARSA İŞ MİLİNİ DURDUR EVET HAYIR VİTES DEĞİŞİMİ SIRASINDA BİR HATA TESPİT EDİLİRSE; İŞ MİLİ DURDURULUR, ÇALIŞAN PROGRAM İPTAL EDİLİR VE EKRANA UYARI MESAJI YAZILIR. İŞLEM YAPILMAZ.
23 EVET ENKODER MOTORA BAĞLI HAYIR İŞ MİLİ SIFIRDA İKEN ALGILAMA TOLERANSI BU PARAMETRE IPI TARAFINDAN KULLANILAN M28 (ZEROSPD) REGISTERI İLE İLİŞKİLİDİR. İŞ MİLİ DEVİRİ BU PARAMETREDE YAZILAN DEĞERE EŞİT İSE VEYA DAHA AZ İSE M28 = TRUE OLUR. VARSAYILAN DEĞER = 1 İŞ MİLİ DEVİRDE İKEN ALGILAMA TOLERANSI BU PARAMETRE IPI TARAFINDAN KULLANILAN M29 (ATSPD) REGISTERI İLE İLİŞKİLİDİR. İŞ MİLİ DEVİRİ BU PARAMETREDE YAZILAN DEĞERİN % SİNE EŞİT İSE M29 = TRUE OLUR. VARSAYILAN DEĞER = 90
24 4- I/O AYARLARI GİRİŞ ÇIKIŞ KARTLARINI VE ÇALIŞMA ŞARTLARINI BELİRTMEK İÇİN KULLANILIR. TİPİ KAPALI = GİRİŞ KARTLARI İŞLEM YAPMAZ CAN I/O = GİRİŞ VE ÇIKIŞLAR BELİRLENEN FONKSİYONLARA GÖRE İŞLEM YAPAR ANILAM IPI = PLC FONKSİYONU İŞLETİLMEYE BAŞLAR. ZAMAN AŞIMI IPI DA YAPILAN İŞLEM M33 (FINISH) REGISTERI İLE ZAMANLANIR. BURADA YAZILAN SÜREDE M33 = FALSE OLMAZ İSE EKRANA ZAMAN AŞIMI MESAJI GELİR. ÇIKIŞ BİR FİNİŞ PALSINA ATANMIŞSA TUŞ TAKIMI ÇALIŞMAZ. SVOFLT VEYA ESTOP DURUMUNDA SPSTOP YAYINLA EVET HAYIR BİR SVOFLT (SERVO HATASI) VEYA ESTOP ( MANTAR BUTON BASILI VEYA LİMİTLER BASILI) DURUMUNDA EKRANA İŞ MİLİ DUR UYARISINI BASAR. BU FONKSİYON ÇALIŞMAZ. EVET İÇSEL MESAJLARI YAYINLA HAYIR CNC İÇSEL MESAJLARINI EKRANA BASAR. BU FONKSİYON ÇALIŞMAZ.
25 I/O KARTLARI CNC DEKİ DSP VE I/O KARTLARININ GİRİŞ,ÇIKIŞ VE ÜZERİNE ATANAN FONKSİYONLARINI AYARLAR. DSP2 GİRİŞ 0-AYARLARI CNC DEKİ DSP VE I/O KARTLARININ GİRİŞ,ÇIKIŞ VE ÜZERİNE ATANAN FONKSİYONLARINI AYARLAR. DSP KARTINDAKİ GİRİŞLERİ BONKSİYONLARINA GÖRE ATANABİLİR.
26 CAN KART 0 5 AYARLARI I/O KARTLARININ DAVRANIŞLARINI VE ÜZERİNE ATANAN FONKSİYONLARINI AYARLAR. YÜKLENDİ BU KARTI AKTİF EDER. GİRİŞ VE ÇIKIŞLAR ÇALIŞMAYA BAŞLAR. TİPİ SAYISAL= GİRİŞ VE ÇIKIŞLAR 1 VE 0 ESASINA GÖRE ÇALIŞIR. SAYISAL/ANALOG= +5V ÖLÇME İMKANI SAĞLAYAN ANALOG GİRİŞ KULLANILABİLİR. BİR DİZİ FONKSİYONU BU GİRİŞLERE ATAYABİLİRSİNİZ. GİRİŞLER ÇIKIŞLAR BİR DİZİ FONKSİYONU BU ÇIKIŞLARA ATAYABİLİRSİNİZ.
27 TAKIM KAPISI HARİCİ FİNİŞ PALSİ İSTEĞE BAĞLI GEÇİŞ (0-9) HARİCİ START HARİCİ DUR HARİCİ EL SEÇİMİ KLAVYEYİ OKUMAYA BAŞLA KLAVYEYİ OKUMAYI DURDUR #999 REGISTERINI 0 YAP #999 REGISTERINI ARTTIRIN İLERLEME AŞIMI %100 İŞ MİLİ M3 İŞ MİLİ M4 İŞ MİLİ M5 GENEL HATA MESAJI GENEL UYARI MESAJI UZAKTAN + UZAKTAN - ADIM 1,10,100 EKSEN SEÇİCİ KİLİTLEME FİNİŞ PALSİ UZAKTAN Z EKSENİ AYARLAMA MÜMKÜN İSTEĞE BAĞLI DURMA CAN GİRİŞ FONKSİYONLARI CNC PROGRAMI DURDURUR VE İŞ MİLİNİ DURDURUR. PROGRAMIN DEVAM ETMESİ İÇİN BU GİRİŞİ İPTAL ETMELİSİNİZ. İŞ MİLİNİ TEKRAR BAŞLATMAK İÇİN BİR KEZ STARTA BASIN. PROGRAMA DEVAM ETMEK İÇİN BİR KEZ DAHA STARTA BASIN. MAKİNADAN GELEN BİR GİRİŞ SİNYALİ İŞLEMİN TAMAMLANDIĞINI BİLDİRİR. BİR ÇIKIŞ PORTU FİNİŞ PALSİ OLARAK BELİRTİLDİĞİNDE, FİNİŞ PALSİ GELİNCEYE KADAR PROGRAM SATIRLARI AKMAZ VE TUŞ TAKIMI ÇALIŞMAZ. BURAYA ATANAN BİR GİRİŞ BU FONKSİYONU AKTİF EDER. TUŞ TAKIMINDAKİ START TUŞUNUN İŞİNİ YAPAR. TUŞ TAKIMINDAKİ DUR TUŞUNUN İŞİNİ YAPAR. BU GİRİŞ EL DONANIMINI AKTİF EDER. POZİSYON GÖSTERİMİ ENKODER GİRİŞLERİNDEN OLUŞTURULUR. BU MODDA CNC EKSENLERE UZUN OLMAYAN KOMUTLAR VERİR. BÖYLECE OPERATÖR KIZAKLARI MEKANİK OLARAK HAREKET ETTİRİR VE EKRANDAN KIZAKLARIN HAREKETİNİ CETVEL VARMIŞ GİBİ GÖRÜR. CNC TUŞ TAKIMINDAN VEYA KLAVYEDEN GELEN GİRİŞLERİ KABÜL EDER. TUŞ TAKIMINI VE KLAVYEYİ KİLİTLEMENİZİ SAĞLAR. BU GİRİŞ #999=0 YAPAR BU GİRİŞ #999 REGISTERINI 1 SAYI ARTTIRIR. BU GİRİŞ İLERLEM AŞIMINI İPTAL EDER VE %100 DE TUTAR. İŞ MİLİNİ SOLA DÖNDÜRÜR. İŞ MİLİNİ SAĞA ÇEVİRİR İŞ MİLİ DUR PROGRAMI DURDURUR VE HATA MESAJI OLUŞTURUR. UYARI MESAJI OLUŞUR FAKAT PROGRAM DEVAM EDER. MANUAL PANELDEKİ + TUŞUNUN AYNI GÖREVİ YAPAR. MANUAL PANELDEKİ - TUŞUNUN AYNI GÖREVİ YAPAR. UZAKTAN ADIM SEÇİCİ. ÜÇ ADET BİT ADIMLARI BELİRLER VE SIRALI OLMALIDIR. UZAKTAN EKSEN SEÇİCİ. EKSEN SAYISI KADAR GİRİŞ EKSENLERİ BELİRLER VE BU GİRİŞLER SIRALI OLMAK ZORUNDADIR. EKSEN KİLİTLEMEDE KULLANILIR. BU ÖZELLİK KULLANICIYA BAĞLI BİR ÖZELLİKTİR. BU ÖZELLİK Z EKSENİNİN OTOMATİK, ADIM-ADIM VEYA EL MODUNDA HAREKET ETTİRİLMESİNE İZİN VERİR. BU GİRİŞ FONKSİYONU, BİR SWİTCH BASILDIĞINDA AKTİF EDİLMELİDİR. BU MOD SİZE Z EKSENİNİN OTOMATİK PROGRAM İŞLETİMİ SIRASINDA HAREKET ETTİRMENİZE İZİN VERİR. HOLD TUŞUNA BASMANIZ GEREKLİ DEĞİLDİR. EĞER X VE/VEYA Y HAREKET EDİYORSA, HAREKET ETMEYİ SÜRDÜRECEKLERDİR. Z EKSENİNİN FİZİKSEL YERİ DEĞİŞMESİNE RAĞMEN PROGRAMLANMIŞ Z POZİSYONU DEĞİŞMEYECEKTİR. DOLAYISI İLE MAKİNENIN FİZİKSEL POZİSYONU İLE PROGRAMLANMIŞ POZİSYONU ARASINA KAYMA VERMEK MÜMKÜNDÜR. BU ÖZELLİĞİ İPTAL ETMEK İÇİN M9204 X1 KOMUTUNU İŞLETMEK GEREKİR. BU GİRİŞ İSTEĞE BAĞLI DURMA OLARAK ATANIR. M01 KOMUTU GELİRSE VE BU GİRİŞ AKTİF İSE PROGRAM DURUR. START TUŞUNA BASILDIĞINDA PROGRAM KALDIĞI YERDEN DEVAM EDER. M KOMUTU ATANDIĞI ÇIKIŞI AKTİF EDER. CAN ÇIKIŞ FONKSİYONLARI
28 5-PROG I/O ANILAM CNC KONTROL SİSTEMİ KENDİNE BAĞLI GİRİŞ VE ÇIKIŞLARI PROGRAMLAYIP YÖNETMEK AMACI İLE KULLANDIĞI BİR PLC ÇEŞİDİ OLAN IPI (İÇSEL AKILLI PROGRAMLAMA) PARAMETRESİDİR. BURAYA GİRDİĞİNİZ ANDA SİZE ŞİFRE SORULUR. ŞİFRE AŞAMASINDAN SONRA EKRANA SEÇENEKLER MENÜSÜ GELİR. YENİ PROGRAM BURADA YENİ BİR IPI PROGRAMI YAZILIR. MENÜYE GİRİLDİĞİNDE AŞAĞIDAKİ PENCERE EKRANA GELİR. EKRANA GELEN PENCEREYE NILES.DBO YAZIN VE ONAYLAYIN. PROGRAM SEÇİMİ BURADA MEVCUT IPI PROGR AMLARINDAN BİRİNİ SEÇEBİLİRSİNİZ. MENÜYE GİRİLDİĞİNDE AŞAĞIDAKİ PENCERE EKRANA GELİR.
29 YAZ-DÜZELT BURADA BİR IPI PROGRAMININ İÇERİĞİNİ YAZIP DÜZELTMEK MÜMKÜNDÜR. KENDİNE GÖRE BİR DİL KULLANAN IPI KELİME İŞLEM DÜZENİNE GÖRE ÇALIŞIR. ÜST TUŞ İLE İKİNCİL MENÜ EKRANDA GÖRÜNÜR. YÜKLE BURADA BİR IPI PROGRAMINI İŞLETMEK ÜZERE CNC YE GÖNDEREBİLİRSİNİZ. CNC NİN İÇİNE GÖMÜLEN DBO PROGRAMI ARKA PLANDA ÇALIŞMAYA BAŞLAYACAKTIR. MENÜYE GİRİLDİĞİNDE AŞAĞIDAKİ PENCERE EKRANA GELİR.
30 DOSYA İŞLEMLERİ BURADA BİR IPI PROGRAMINDA YAPILABİLECEK DOSYA İŞLEMLERİ GERÇEKLEŞTİRİLİR. MENÜYE GİRİLDİĞİNDE AŞAĞIDAKİ PENCERE EKRANA GELİR. ÜST TUŞ İLE İKİNCİL MENÜ EKRANDA GÖRÜNÜR.
31 6-EL TEKERİ / DRO AYARLARI BU MENÜDEN EL TEKERİ VEYA EKSEN ÖLÇÜMÜ PARAMETRELERİ AYARLANIR.
32 7-TAKIM AYARLARI AKTİF TAKIM BOYU OFSETİ TAKIM DEĞİŞTİRMEDE TAKIM BOYU OFSETİNİN AKTİF EDİLMESİ AŞAĞIDAKİ ŞARTLARDAN BİRİSİ İLE OLUR VEYA OLMAZ. BU BİLGİ AYNI ZAMANDA IPI PROGRAMINA GİDER. ÇIKIŞ SİNYALİ TAKIM DEĞİŞTİRMEDE T KOD BİLGİSİ IPI PROGRAMINA AŞAĞIDAKİ ŞARTLARDAN BİRİSİ İLE OLUR. İŞ MİLİ ORYANTASYONU İŞ MİLİ MOTORUNU TAKIM DEĞİŞTİRME POZİSYONUNA GETİRMEK İÇİN KAPALI DÖNGÜ DURUMUNA GETİRİR. TAKIM KOMUTU GELDİĞİNDE İŞ MİLİ YAVAŞÇA DÖNEREK ORYANTASYON POZİSYONU ALIR VE BURADA SIKILI BİÇİMDE KALIR.
33 VARSAYILAN İŞ MİLİ ORYANTASYON AÇISI İŞ MİLİ ORYANTASYONUNDAN SONRA İŞ MİLİ BURADA BELİRTİLEN AÇI KADAR DÖNEREK YENİ POZİSYONUNU ALR. BU PARAMETRE TAKIM DEĞİŞTİRME ÇATALINA GÖRE AYAR İÇİN KULLANILIR. İŞ MİLİ ORYANTASYON DEVİRİ İŞ MİLİ ORYANTASYON YAPARKEN KULLANILAN DEVİRDİR. MAX = 50 DEVİR/DAKİKA İŞ MİLİ ORYANTASYON POZİSYONU İŞ MİLİ ORYANTASYONUN SONUNDA İŞ MİLİNİN POZİSYONLADIĞINI KONTROL EDER. BU PARAMETREDE VERİLEN ORANIN DIŞINDAYSA İŞ MİLİNİN POZİSYONA GELMESİNİ BEKLER. (0-50) PROGRAM İŞLETİMİNİ DURDUR EL İLE TAKIM DEĞİŞTİRMEDE ÇALIŞAN PARÇA PROGRAMINI MANUAL PANELDE START TUŞUNA BASILINCAYA KADAR DURDURUR. BU İŞLEM AŞAĞIDAKİ ŞARTLARDAN BİRİSİ İLE OLUR TAKIM DEĞİŞTİRME KURULDU BU SEÇİMİ TAKIM DEĞİŞTİRME SIRASINDA İŞ MİLİNİN ORYANTASYONUNU YAPMAK İÇİN KULLANIN. EL İLE TAKIM DEĞİŞTİRMEDE YOK SEÇENEĞİNİ KULLANIN. BU DURUMDA İŞ MİLİ ORYANTASYONU KULLANILMAZ. TAKIM DEĞİŞTİRME MAKROSUNU KULLAN KARMAŞIK TAKIM DEĞİŞTİRMEDE DEĞİŞİMDEN ÖNCE KIZAKLARI BİR POZİSYONA HAREKET ETTİRMEK İÇİN KULLANILIR. YAZILAN MAKRO PROGRAM TAKIM DEĞİŞTİRME BİLGİSİ İLE ARKA PLANDA İŞLEMEYE BAŞLAR TAKIM DEĞİŞTİRME MAKRO PROGRAMI C:\P5M KLASÖRÜ ALTINA KAYDEDİLMESİ GEREKEN MAKRO PROGRAMININ ADI BURAYA YAZILIR. TKMAKRO.G
34 TAKIM DEĞİŞTİRME MAKRO NUMARASI MAKRO PROGRAMININ İÇİNE YAZILAN MAKRO NUMARASI. MAKRO DOSYASI BİRDEN FAZLA MAKRO NUMARASI TAŞIYABİLİR. O8000 T İFADESİNDEKİ HANE SAYISI EL İLE TAKIM DEĞİŞTİRMEDE TAKIM KOMUTUNDAKİ HANE SAYISINI GÖSTERİR. ( ÖRNEĞİN T0101 ) 4 HANE 99 TAKIMDAN SEÇİM YAPMANIZA 6 HANE 999 TAKIMDAN SEÇİM YAPMANIZA MÜSAADE EDER. 4 VEYA 6 TAKIM DEĞİŞTİRMEDEKİ BİN SAYISI TAKIM MAGAZİNİNDEKİ İSTASYON (TAKIM) SAYISI TABLODA GÖSTERİLECEK TAKIM SAYISI TAKIM TABLOSUNDA GÖSTERİLECEK TAKIM SAYISI. AZ SAYIDA YAZILDIĞINDA SINIRLAMA YAPILMIŞ OLUR. (99) VARSAYILAN TAKIM TABLOSU DOSYASI C:\P5M KLASÖRÜ ALTINDA BULUNAN TAKIM TABLO DOSYASI. ( P5MTOOL.DAT ) TAKIM DEĞİŞİMİ SIRASINDA İŞ MİLİNİ DURDUR EL İLE TAKIM DEĞİŞTİRMEDE,TAKIM DEĞİŞTİRME İŞLEMİNDEN ÖNCE İŞ MİLİNİ DURDURMAYA ZORLAR. EĞER İŞ MİLİ DÖNÜYORSA CNC BİR HATA MESAJI ÜRETİR. EVET / HAYIR EVDE VEYA AÇILDIKTAN SONRA TLO YU DÜZELT TLO = TAKIM BOYU OFSETİ DEĞERİNİ KONTROL SİSTEMİ AÇILDIKTAN SONRA VEYA EVE GİDİLDİKTEN SONRA GÜNCELLER. T0 PROGRAMLANDIKTAN SONRA TFLAG GÖNDER BU PARAMETRE HAYIR İSE T0 IPI YA GÖNDERİLMEZ. EVET İSE TFLAG IPI PROGRAMINA 0 DEĞERİ GÖNDERİR.
35 8-YARDIMCI AYARLAR
36 MANUAL PANEL PORT MANUAL PANELİN HANGİ COM PORTUNDAN BAĞLANDIĞINI BELİRLER. MAX. PROGRAMLANABİLEN İLERLEME BU PARAMETRE CNC NİN PROGRAMLANMIŞ HIZININ MAX. DEĞERİNİ BELİRLER. G01 X100 F2000 LİNEAR EKSEN HIZLI İLERLEME DRY RUN MODUNDA HIZLI İLERLEME. BU MODA M105 VE M106 (SADECE Z EKSENİ İÇİN) KOMUTLARI İLE GİRİLİR. M107 İLE İPTAL EDİLİR. LİNEAR EKSEN HIZLI HAREKET EL MODUNDA DOĞRUSAL EKSENLERDE NORMAL İLERLEME VE HIZLI İLERLEME HAREKETİ BU PARAMETREDE BELİRLENİR. BU İLERLEME EKRANDAKİ + VE TUŞLARI İLE FEED VE RAPID İLERLEME SEÇENEĞİ İLE KULLANILDIĞINDA BU PARAMETREDEKİ İLERLEME KULLANILIR. MAX. PROGRAMLANABİLEN C EKSEN İLERLEMESİ DERECE/DAKİKA OLARAK DÖNER EKSENLERİN MAX PROGRAMLANABİLEN İLERLEMESİ BU PARAMETREDE BELİRTİLİR. C EKSEN HIZLI İLERLEME DRY RUN MODUNDA DERECE/DAKİKA OLARAK DÖNER EKSENLERİN MAX PROGRAMLANABİLEN İLERLEMESİ BU PARAMETREDE BELİRTİLİR. C EKSEN NORMAL İLERLEME EL MODUNDA DÖNER EKSENİN NORMAL İLERLEME HAREKETİ BU PARAMETREDE BELİRLENİR. BU İLERLEME EKRANDAKİ + VE TUŞLARI İLE FEED İLERLEME SEÇENEĞİ İLE KULLANILDIĞINDA BU PARAMETREDEKİ İLERLEME KULLANILIR.
37 C EKSEN HIZLI İLERLEME EL MODUNDA DÖNER EKSENİN HIZLI İLERLEME HAREKETİ BU PARAMETREDE BELİRLENİR. BU İLERLEME EKRANDAKİ + VE TUŞLARI İLE RAPID İLERLEME SEÇENEĞİ İLE KULLANILDIĞINDA BU PARAMETREDEKİ İLERLEME KULLANILIR. SERVO AÇILMA GEÇİKMESİ SERVOLARIN GECKEREK AÇILMA ZAMANINI BU PARAMETRE BELİRLER. YAYLARDA OTOMATİK İLERLEME AŞIMI TAKIM UCU TELAFİ MODUNDA ( G41-G42 ) YAYLAR İŞLENDİĞİNDE İLERLEMELER OTOMATİK OLARAK DEĞİŞTİRİLİR. BU PARAMETRE YAY İÇİNDE HIZI DÜŞÜRÜRKEN YAY DIŞINDA HIZI ARTTIRIR. HIZ İSE TAKIM UCU RADYUSU VE PROGRAMLANAN YAYA BAĞLI OLARAK DEĞİŞİR. HIZLI HAREKETLER SERBEST (BİRBİRİNE BAĞLI DEĞİL) G00 KOMUTUNDA HAREKET VEKTÖR ÜZERİNDE EŞ HAREKET İLE OLUR. KIZAKLAR AYNI ANDA BAŞLAR VE AYNI ANDA BİTİRİR. VEYA KIZAKLAR AYNI ANDA BAŞLAR BİR BİRLERİNDEN BAĞIMSIZ HAREKET EDERLER. BİTİŞ ZAMANLARI GİDİLEN YOLA GÖRE DEĞİŞKEN OLUR. İLERLEME HIZLANMA/YAVAŞLAMA YAVAŞ İLERLEMEDE MİLİ SANİYE CİNSİNDEN İVMELENME DEĞERİ.
38 HIZLI HAREKET HIZLANMA/YAVAŞLAMA HIZLI İLERLEMEDE MİLİ SANİYE CİNSİNDEN İVMELENME DEĞERİ. DSP KARTININ DURUMU KONTROL EDİLİR. DSP İNTEGRİTİ KONTROL ET SERVO DÖNGÜ ÖRNEKLEME ZAMANI (ms) SERVO KONTROL EDİLİRKEN BELLİ BİR SÜRE İÇİNDE SÜRÜCÜNÜN DURUMU KONTROL EDİLİR. İNTERPOLATÖR ORAN KATSAYISI İNTERPOLATÖR ÖRNEKLEME ORANI = (SERVO DÖNGÜ ÖRNEKLEME ZAMANI) ( İNTERPOLATÇR ORAN KATSAYISI) İLERİYE BAKMA HIZINI AKTİF ET DSP KARTININ BAŞARISI İÇİN KULLANILIR. YAVAŞ İŞLEMLERDE HAYIR SEÇİLEBİLİR. EKRAN CÖZÜNÜLÜRLÜĞÜ VGA VEYA SVGA HIZLANMA RAMPA TİPİ ÇAN EĞRİSİ TİPİ VEYA S TİPİ G33 KOMUTUNDA RAMPA TİPİ G33 KOMUTUNDA Z EKSENİ RAMPALI OLSUN.
39 CNC BAŞLANGIÇ MODU CNC= KONTROL SİSTEMİ AÇILDIĞINDA DOĞRUDAN CNC OLARAK AÇILIR. YAZILIM SEÇİMİ= TANITIM EKRANINI GÖSTER KONTROL SİSTEMİ AÇILDIĞINDA EKRANA TAKITIM EKRANI GELİR. KULLANICI TANIMLI DEĞİŞKEN BU DEĞİŞKENLER CNC İÇİNDE KULLANILABİLECEK DEĞİŞKENLERDİR. BURADA VERİLEN DEĞERLER CNC DE İŞLEM GÖRÜR. MAKRO İÇİN MKOD ( #1-#10 ) ÇAĞIRILACAK MAKRO PROGRAMI İÇİN KULLANILACAK MKODU. BİR MAKRO PROGRAMI HAZIRLANIP ( OPERATÖR AYARLARI-CNC YAZILIMI-KULLANICI MAKRO DOSYASI) C:,P5M İÇİNE ATILDIĞINDA BURADA YAZILAN M KODU İLE BURAYA ULAŞILABİLİR. MKOD İÇİN MAKRO ( #1-#10 ) M KODU İLE ÇAĞIRILACAK MAKRONUN NUMARASI. BU NUMARA KULLANICI MAKRO DOSYASI İÇERİSİNDE OLMALIDIR.
40 9-EVE GİT EVE GİDİLSİNMİ EVET KONTROL SİSTEMİ AÇILDIĞINDA EKRANA MAKİNA EVE GİTMELİDİR İFADESİ GELİR VE KIZAKLAR SIRASI İLE EVE GİDER. HAYIR HAREKET YOK. BURADA KIZAKLARIN EVE GİTME SIRASI BELİRLENİR. EVE GİT SIRASI
41 EVE GİT TİPİ BURADA KIZAKLARIN, YÖNÜ VE SIFIRLAMA ŞEKLİ BELİRLENİR. BURAYA YAZILAN HIZ İLE KIZAK EVE GİDER. SIFIR NOKTASI ARAMA HIZI
42 EVDE SIFIRLA EVE GİDİLDİKTEN SONRA KIZAĞIN YAPISINA GÖRE BURAYA YAZDIĞINIZ DEĞER SAYICIYA YAZILIR.
43 10-İMALATÇI YAZISI HATA MESAJLARINI DÜZELT ARASINDAKİ MESAJLAR HATA MESAJIDIR. HATA MESAJI GELDİĞİNDE PROGRAMIN İŞLETİMİ DURDURULUR. SEÇİLEN SATIRA ENTER İLE ONAY VERİLDİĞİNDE SAĞINDAKİ PENECERE AKTİF OLUR. İÇERİSİ DOLDURULUP ENTER İLE ONAYLANINCA KAYDEDİLİR.
44 UYARI MESAJLARINI DÜZELT ARASINDAKİ MESAJLAR UYARI MESAJIDIR. HATA MESAJI GELDİĞİNDE PROGRAMIN İŞLETİMİ DURDURULMAZ. EKRAN TUŞ GİRİŞLERİNİ DÜZELT UST TUŞA BASILDIĞINDA EKRANA İKİNCİL MENÜ GELİR. İKİNCİL MENÜDE F6-EKTUŞ YAZILIM TUŞUNA BASILDIĞINDA EKRAN TUŞLARI MENÜSÜNE GİRİLİR.
45 11-DİL SEÇİMİ 12-YAZILIM GÜNCELLEME 13-DNC AYARLARI
46 14-GÜVENLİK 15-PROB
47 OPERATÖR AYARLARI EKRANA GELEN YENİ PENCERE TOPLAM 8 ADET ANA BAŞLIK İÇERİR. BAŞLIKLAR KENDİ KONULARINI ANLATACAK ŞEKİLDE YAZILMIŞTIR. HER BAŞLIK KENDİ İÇİNDE ALT BAŞLIKLAR HALİNDE DÜZENLENMİŞTİR. YAN TARAFTA GÖSTERİLEN İMALATÇI AYARLARI KONTROL SİSTEMİNİ MAKİNA İLE UYUMLU OLARAK ÇALIŞMAYI SAĞLAYAN DEĞİŞKEN BİLGİLERİ, KONU BAŞLIKLARI OLARAK GÖSTERMEKTEDİR. GEREKLİ AYARLAR SORU-CEVAP ŞEKLİNDE YAPILMAKTADIR. 1-CNC AYARLARI 2-HABERLEŞME
48 3-ÇİZİM 4-YAZ-DÜZELT 5-PROGRAM
49 6-EKRAN 7-YAZICI
50 8-TARİH VE ZAMAN
51 KAYDET, KOPYALA, YAZDIR EKRANA GELEN YENİ PENCERE TOPLAM 6 ADET ANA BAŞLIK İÇERİR. BAŞLIKLAR KENDİ KONULARINI ANLATACAK ŞEKİLDE YAZILMIŞTIR. HER BAŞLIK KENDİ İÇİNDE ALT BAŞLIKLAR HALİNDE DÜZENLENMİŞTİR. YAN TARAFTA GÖSTERİLEN İMALATÇI AYARLARI KONTROL SİSTEMİNİ MAKİNA İLE UYUMLU OLARAK ÇALIŞMAYI SAĞLAYAN DEĞİŞKEN BİLGİLERİ, KONU BAŞLIKLARI OLARAK GÖSTERMEKTEDİR. GEREKLİ AYARLAR SORU-CEVAP ŞEKLİNDE YAPILMAKTADIR. 1-AYARLARI KAYDET 2-AYARLARI KOPYALA
52 3-KOPYADAN DÜZENLE 4-KAYITTAN DÜZENLE(BACK-UP) 5-AYARLARI KARŞILAŞTIR
53 6-YAZICI AYARLARI
54 BU SEÇENEK İLE KONTROL SİSTEMİNİN MM VEYA INCH OLARAK BAŞLAMASI SAĞLANIR. MM-INCH
55 KIZAKLARIN HAREKET MİKTARININ AYARLANMASI BİR mm BOYUNDA BİR KIZAK HAREKETİ GERÇEKLEŞTİREBİLMEK İÇİN MOTOR BİR DÖNME HAREKETİNİ KENDİNE BAĞLI OLAN MEKANİZMAYA İLETİR. MEKANİZMANIN YAPISINA BAĞLI OLARAK HAREKETİN AKTARIMINDA BİR DİZİ PARAMETRE DEĞİŞTİRMEK GEREKİR. EĞER KIZAĞINIZDA BİR CETVEL BAĞLI İSE SADECE CETVEL SEÇİMİNİ YAPMANIZ GEREKLİ OLUR. FAKAT ; ÖLÇMEK İÇİN BİR DÖNER ENKODER KULLANIYORSANIZ. BİR DİZİ İŞLEM YAPMAK GEREKİR. 1- MEKANİZMAYA AİT TEMEL ÖZELLİKLERİ PARAMETRELERE GİRİN. BU ASLINDA KABA BİR AYARLAMA İŞLEMİDİR. ENKODERİN TİPİ? DÖNER VEYA CETVEL ENKODER EKRANDA GÖSTERİLECEK HANE DURUMU? 1 MİKRON=0.001 DÖNER ENKODER ÇÖZÜNÜLÜRLÜĞÜ? BİR TURDA 2500 DARBE VİDA HATVESİ? 10 mm ORAN (ANA KASNAK)? VİDAYA BAĞLI REDÜKTORÜN ORANI 1/7.5 = KIZAKLARI HAREKET ETTİREREK HASSAS VE GERÇEK HAREKETİ ELDE EDECEĞİZ. HASSAS AYARLAYACAĞIMIZ KIZAK X EKSENİ OLSUN. KIZAĞI ÖLÇMEYE BAŞLAYACAĞINIZ BİR NOKTAYA TAŞIYIN BU NOKTANIN RAHAT ÖLÇEBİLECEĞİNİZ SABİT BİR MESAFEYE OLAN MİKTARINI OLÇÜN VE BİR YERE NOT EDİN
56 KONTROL SİSTEMİNDE G92 X0. VE START BAŞLANGIÇ NOKTASINI EKRANDA SIFIRLAMIŞ OLDUK. KIZAĞI 500 mm İLERLETİN VE TEKRAR ÖLÇÜN. BUNU NOT EDİN. ÖLÇÜLERİ AŞAĞIDAKİ TABLOYA YAZIN NO BAŞL. ÖLÇÜSÜ HAREKET BOYU OLMASI GEREKEN ÖLÇÜ GERÇEK ÖLÇÜ FARK ( ) ORAN (ANA KASNAK) DEĞERİNİ DEĞİŞTİREREK FARK = 0 OLUNCAYA KADAR DEVAM ETTİRİN. BU İŞLEMİ TÜM EKSENLER İÇİN YAPIN
57 KIZAKLARIN SOMUN BOŞLUĞUNUN AYARLANMASI HER KIZAK BAĞLI OLDUĞU VİDA-SOMUN ÇİFTİ VE TÜM HAREKET MEKANİZMASININ YAPISI NEDENİ İLE BİR BOŞLUĞA SAHİPTİR. KIZAĞIN GERİYE İLK HAREKETİ ANINDA KONTROL SİSTEMİ SAYMA İŞLEMİ YAPARKEN BOŞLUK NEDENİ İLE KIZAK HAREKET ETMEYECEKTİR BU DURUMDA BOŞLUK KADAR EKSİK HAREKET OLACAKTIR. BU MAHSURU GİDERMEK İÇİN ÖNCE BOŞLUK MİKTARI BİR KOMPARATOR VASITASI VE KONTROL SİSTEMİ YARDIMI İLE BULUNUR. BULUNAN DEĞER EKSENLER-SOMUN BOŞLUĞU PARAMETRESİNE GİRİLİR. KONTROL SİSTEMİ KIZAĞIN HER GERİ HAREKETİNDE BU BOŞLUK MİKTARINI HESABA KATAR. BİR DİZİ İŞLEM YAPARAK SOMUN BOŞLUK AYARINI YAPALIM. HASSAS AYARLAYACAĞIMIZ KIZAK X EKSENİ OLSUN. KIZAĞI ÖLÇMEYE BAŞLAYACAĞINIZ BİR NOKTAYA TAŞIYIN KIZAĞI BU NOKTADAN 1-2 mm TERS YONE HAREKET ETTİRİN. BU NOKTAYA BİR KOMPARATOR YERLEŞTİRİN VE SIFIRLAYIN. KONTROL SİSTEMİNDE G92 X0. VE START BAŞLANGIÇ NOKTASINI EKRANDA SIFIRLAMIŞ OLDUK.
58 EL TEKERİ İLE KIZAĞI 0.1 HAREKET ETTİRELİM. EKRANDAKİ DEĞERİN 0.1 OLDUĞUNU GÖRELİM. KOMPARATORDEKİ DEĞERE BAKALIM. EKRAN=KOMPARATOR İSE BOŞLUK YOK DEMEKTİR. BOŞLUK = EKRAN KOMPARATOR BU DEĞERİ BULUP; EKSENLER-SOMUN BOŞLUĞU TELAFİSİ PARAMETRESİNE YAZIN. BU İŞLEMİ TÜM EKSENLER İÇİN YAPIN
HACETTEPE ÜNİVERSİTESİ HACETTEPE ASO 1.OSB MESLEK YÜKSEKOKULU HMK 211 CNC TORNA TEKNOLOJİSİ. Öğr. Gör. RECEP KÖKÇAN. Tel: +90 312 267 30 20
 HACETTEPE ÜNİVERSİTESİ HACETTEPE ASO 1.OSB MESLEK YÜKSEKOKULU HMK 211 CNC TORNA TEKNOLOJİSİ Tel: +90 312 267 30 20 E-mail_2: rkokcan@gmail.com KONTROL ÜNİTESİ ELEMANLARI EDIT MODU: Program yazmak, düzenlemek
HACETTEPE ÜNİVERSİTESİ HACETTEPE ASO 1.OSB MESLEK YÜKSEKOKULU HMK 211 CNC TORNA TEKNOLOJİSİ Tel: +90 312 267 30 20 E-mail_2: rkokcan@gmail.com KONTROL ÜNİTESİ ELEMANLARI EDIT MODU: Program yazmak, düzenlemek
S100,S120M,S140M PARAMETRE EL KİTABI
 9 AĞUSTOS 2009 ORMAN MAKİNE YAYINLARI 4 EKİM 2009 24 EKİM 2010 S100,S120M,S140M PARAMETRE EL KİTABI MURAT ORMAN 1 BÖLÜM-1 PARAMETRELERİN ALINMASI VE VERİLMESİ 2 PARAMETRELERİN CNC DEN KOPYALANMASI ADIM
9 AĞUSTOS 2009 ORMAN MAKİNE YAYINLARI 4 EKİM 2009 24 EKİM 2010 S100,S120M,S140M PARAMETRE EL KİTABI MURAT ORMAN 1 BÖLÜM-1 PARAMETRELERİN ALINMASI VE VERİLMESİ 2 PARAMETRELERİN CNC DEN KOPYALANMASI ADIM
100M,120M VE 140M OPERATÖR EL KİTABI
 4 EKİM 2009 ORMAN MAKİNE YAYINLARI 100M,120M VE 140M OPERATÖR EL KİTABI MURAT ORMAN 1 BÖLÜM-1 = EKRAN GÖRÜNTÜSÜNDE TUŞLARIN KULLANIMI EKRAN GRÜNTÜSÜNDE EKRANIN ALTINA GELEN TUŞLAR FARE İLE AKTİF EDİLEBİLECEĞİ
4 EKİM 2009 ORMAN MAKİNE YAYINLARI 100M,120M VE 140M OPERATÖR EL KİTABI MURAT ORMAN 1 BÖLÜM-1 = EKRAN GÖRÜNTÜSÜNDE TUŞLARIN KULLANIMI EKRAN GRÜNTÜSÜNDE EKRANIN ALTINA GELEN TUŞLAR FARE İLE AKTİF EDİLEBİLECEĞİ
7 CNC OPERATION. 7-3 İşleme Programı. 7-3-1 İnce sac kesimine örnek,
 7 CNC OPERATION 7-3 İşleme Programı Aşağıdakiler Mazak tarafından kesime yönelik olarak tavsiye edilmiştir. İnce objelerin kesilmesi. G08 önden okuma (prior) kontrolunu G64 modunda kullanın. G08 ile otomatik
7 CNC OPERATION 7-3 İşleme Programı Aşağıdakiler Mazak tarafından kesime yönelik olarak tavsiye edilmiştir. İnce objelerin kesilmesi. G08 önden okuma (prior) kontrolunu G64 modunda kullanın. G08 ile otomatik
SAVEL Gas Alarm Sistemleri
 SAVEL Gas Alarm Sistemleri 1 GAS2000+ DEDEKTÖR KONTROL SİSTEMİ GAS2000+ Dedektör Kontrol Sistemi maksimum 30 Adet dedektörün bağlanabileceği ve durumlarının görülebileceği alarm sistemidir. Sistem 320x240
SAVEL Gas Alarm Sistemleri 1 GAS2000+ DEDEKTÖR KONTROL SİSTEMİ GAS2000+ Dedektör Kontrol Sistemi maksimum 30 Adet dedektörün bağlanabileceği ve durumlarının görülebileceği alarm sistemidir. Sistem 320x240
MC-QUAD OPERATÖR EL KİTABI
 15 KASIM 2009 ORMAN MAKİNE YAYINLARI MC-QUAD OPERATÖR EL KİTABI MURAT ORMAN 1 BÖLÜM-1 = EKRAN GÖRÜNTÜSÜNDE TUŞLARIN KULLANIMI EKRAN GRÜNTÜSÜNDE EKRANIN ALTINA GELEN TUŞLAR FARE İLE AKTİF EDİLEBİLECEĞİ
15 KASIM 2009 ORMAN MAKİNE YAYINLARI MC-QUAD OPERATÖR EL KİTABI MURAT ORMAN 1 BÖLÜM-1 = EKRAN GÖRÜNTÜSÜNDE TUŞLARIN KULLANIMI EKRAN GRÜNTÜSÜNDE EKRANIN ALTINA GELEN TUŞLAR FARE İLE AKTİF EDİLEBİLECEĞİ
İÇİNDEKİLER ÖZELLİKLER. 3-4 KONTROL PANELİ HARİCİ KONTROL ÜNİTESİ BAĞLANTILAR VE HABERLEŞMELER 23-24
 ULD-25AL ÇAP ÖLÇER 2016 İÇİNDEKİLER İÇİNDEKİLER ÖZELLİKLER. 3-4 KONTROL PANELİ... 5-13 HARİCİ KONTROL ÜNİTESİ... 14-22 BAĞLANTILAR VE HABERLEŞMELER 23-24 2 ÖZELLİKLER ÖZELLİKLER MODEL : U25AL ÖLÇÜM YÖNTEMİ.:
ULD-25AL ÇAP ÖLÇER 2016 İÇİNDEKİLER İÇİNDEKİLER ÖZELLİKLER. 3-4 KONTROL PANELİ... 5-13 HARİCİ KONTROL ÜNİTESİ... 14-22 BAĞLANTILAR VE HABERLEŞMELER 23-24 2 ÖZELLİKLER ÖZELLİKLER MODEL : U25AL ÖLÇÜM YÖNTEMİ.:
GRAFİK EKRAN STOKERLİ KAZAN KONTROL ÜNİTESİ KULLANIM KILAVUZU V1.0
 GRAFİK EKRAN STOKERLİ KAZAN KONTROL ÜNİTESİ KULLANIM KILAVUZU V1.0 1 1. TUŞLAR : YUKARI/AŞAĞI TUŞLARI: Cihaza yeni değer girişi bu tuşlar ile yapılır. SICAKLIK AYARI: Kazan sıcaklık set değeri bu tuş ile
GRAFİK EKRAN STOKERLİ KAZAN KONTROL ÜNİTESİ KULLANIM KILAVUZU V1.0 1 1. TUŞLAR : YUKARI/AŞAĞI TUŞLARI: Cihaza yeni değer girişi bu tuşlar ile yapılır. SICAKLIK AYARI: Kazan sıcaklık set değeri bu tuş ile
REVİZYON DURUMU. Revizyon Tarihi Açıklama Revizyon No
 REVİZYON DURUMU Revizyon Tarihi Açıklama Revizyon No Hazırlayan: Onaylayan: Onaylayan: Mustafa Arnavut Adem Aköl Kalite Konseyi Başkanı Sinan Özyavaş Kalite Koordinatörü 1/6 1. AMAÇ Bu talimatın amacı
REVİZYON DURUMU Revizyon Tarihi Açıklama Revizyon No Hazırlayan: Onaylayan: Onaylayan: Mustafa Arnavut Adem Aköl Kalite Konseyi Başkanı Sinan Özyavaş Kalite Koordinatörü 1/6 1. AMAÇ Bu talimatın amacı
GERGİ DENETİM CİHAZI KULLANIM KLAVUZU
 GERGİ DENETİM CİHAZI KULLANIM KLAVUZU Cihaz üzerinde görülen tuşların fonksiyonları aşağıda detaylı olarak açıklanmıştır. Programa giriş ve çıkış yapmayı sağlar.5 sn basılı tutmak gerekir Dara alma işlemini
GERGİ DENETİM CİHAZI KULLANIM KLAVUZU Cihaz üzerinde görülen tuşların fonksiyonları aşağıda detaylı olarak açıklanmıştır. Programa giriş ve çıkış yapmayı sağlar.5 sn basılı tutmak gerekir Dara alma işlemini
ART S602W Standalone Kart Okuyucu
 ART S602W Standalone Kart Okuyucu ART S602W Standalone kart okuyucuya ait genel bilgiler, montaj, kablolama, programlama bilgileri ve teknik özellikleri hakkında detaylı açıklama. www.artelektronik.com
ART S602W Standalone Kart Okuyucu ART S602W Standalone kart okuyucuya ait genel bilgiler, montaj, kablolama, programlama bilgileri ve teknik özellikleri hakkında detaylı açıklama. www.artelektronik.com
KAYM PROGRAMLANABİLİR DİSPLAY (PD) EKRANLI MAKİNELERİN KULLANMA KİTAPÇIĞIDIR
 EKRANLI MAKİNELERİN KULLANMA KİTAPÇIĞIDIR") KAYM 48-60 PROGRAMLANABİLİR DİSPLAY (PD) EKRANLI MAKİNELERİN KULLANMA KİTAPÇIĞIDIR BÖLÜMLER 1- EKRANDAKİ BUTONLAR VE İŞLEVLERİ 2- ÇALIŞMA MODLARI 3- YENİ PROGRAM YAZMA VE DÜZELTME 4- PROGRAM ÇAĞIRMA 1
KAYM 48-60 PROGRAMLANABİLİR DİSPLAY (PD) EKRANLI MAKİNELERİN KULLANMA KİTAPÇIĞIDIR BÖLÜMLER 1- EKRANDAKİ BUTONLAR VE İŞLEVLERİ 2- ÇALIŞMA MODLARI 3- YENİ PROGRAM YAZMA VE DÜZELTME 4- PROGRAM ÇAĞIRMA 1
SICAK VE SOĞUK ETĐKET VE BOY KESME MAKĐNASI KULLANIM KILAVUZU
 ELITE A.G. JM-110LRE SICAK VE SOĞUK ETĐKET VE BOY KESME MAKĐNASI KULLANIM KILAVUZU ANA EKRAN Makinenin şalteri açıldığında 5 sn boyunca açılış ekranı gelir. Daha sonra ana ekrana geçilir. Bu ekranda yardımcı
ELITE A.G. JM-110LRE SICAK VE SOĞUK ETĐKET VE BOY KESME MAKĐNASI KULLANIM KILAVUZU ANA EKRAN Makinenin şalteri açıldığında 5 sn boyunca açılış ekranı gelir. Daha sonra ana ekrana geçilir. Bu ekranda yardımcı
6 EKİM 2017 ORMAN MAKİNE YAYINLARI FREZE CNC PROGRAMLAMA VE OPERATÖR EL KİTABI MURAT ORMAN
 6 EKİM 2017 ORMAN MAKİNE YAYINLARI FREZE CNC PROGRAMLAMA VE OPERATÖR EL KİTABI MURAT ORMAN 1 KIZAKLAR YANDA GÖSTERİLDİĞİ GİBİ ADLANDIRILIR VE YÖNLENDİRİLİRLER. BÖLÜM-1 = GENEL KAVRAMLAR KIZAKLARIN YÖNÜ
6 EKİM 2017 ORMAN MAKİNE YAYINLARI FREZE CNC PROGRAMLAMA VE OPERATÖR EL KİTABI MURAT ORMAN 1 KIZAKLAR YANDA GÖSTERİLDİĞİ GİBİ ADLANDIRILIR VE YÖNLENDİRİLİRLER. BÖLÜM-1 = GENEL KAVRAMLAR KIZAKLARIN YÖNÜ
Adres bilgileri ve diğer bilgilerin bazıları
 Adres bilgileri ve diğer bilgilerin bazıları G şifreleri (kodları) CNC programlarının yazımında kullanılan talaş kaldırma işlemlerini doğrudan ilgilendiren kodlardır. G kod numaraları G00 - G99 arasındadır.
Adres bilgileri ve diğer bilgilerin bazıları G şifreleri (kodları) CNC programlarının yazımında kullanılan talaş kaldırma işlemlerini doğrudan ilgilendiren kodlardır. G kod numaraları G00 - G99 arasındadır.
ML TFT 5 ARAYÜZ KULLANIM KILAVUZU
 ML TFT 5 ARAYÜZ KULLANIM KILAVUZU İçindekiler 1 ML TFT 5 Genel Özellikleri... 3 2 Arayüz... 3 2.1 Arayüz Hakkında... 3 2.2 Cihaz Haberleşmesi... 4 2.3 Kat Görselleri ve Ok Tipi Seçenekleri... 4 2.4 Tema
ML TFT 5 ARAYÜZ KULLANIM KILAVUZU İçindekiler 1 ML TFT 5 Genel Özellikleri... 3 2 Arayüz... 3 2.1 Arayüz Hakkında... 3 2.2 Cihaz Haberleşmesi... 4 2.3 Kat Görselleri ve Ok Tipi Seçenekleri... 4 2.4 Tema
S100T TORNA OPERATÖR EL KİTABI
 13 HAZİRAN 2010 ORMAN MAKİNE YAYINLARI 5 AĞUSTOS 2010 S100T TORNA OPERATÖR EL KİTABI MURAT ORMAN 1 BÖLÜM-1 = EKRAN GÖRÜNTÜSÜNDE TUŞLARIN KULLANIMI EKRAN GRÜNTÜSÜNDE EKRANIN ALTINA GELEN TUŞLAR FARE İLE
13 HAZİRAN 2010 ORMAN MAKİNE YAYINLARI 5 AĞUSTOS 2010 S100T TORNA OPERATÖR EL KİTABI MURAT ORMAN 1 BÖLÜM-1 = EKRAN GÖRÜNTÜSÜNDE TUŞLARIN KULLANIMI EKRAN GRÜNTÜSÜNDE EKRANIN ALTINA GELEN TUŞLAR FARE İLE
TEKNİK ÖZELLİKLER. Giriş Beslemesi. Giriş besleme voltajı. Motor Çıkışı. Motor gerilimi. Aşırı yük ve kısa devre korumalı.
 1 TEKNİK ÖZELLİKLER Giriş besleme voltajı Maks. güç harcaması Besleme koruması Motor gerilimi Motor çıkış akımı Motor kontrol şekli Motor koruması Encoder tipi Encoder çözünürlüğü Encoder voltajı Kumanda
1 TEKNİK ÖZELLİKLER Giriş besleme voltajı Maks. güç harcaması Besleme koruması Motor gerilimi Motor çıkış akımı Motor kontrol şekli Motor koruması Encoder tipi Encoder çözünürlüğü Encoder voltajı Kumanda
Teknosem ANASAYFA. Program komut butonları ve program zaman parametrelerinin bulunduğu sayfadır.
 ANASAYFA 1 2 3 4 5 6 7 Sayfa Geçiş Tuşları Program komut butonları ve program zaman parametrelerinin bulunduğu sayfadır. Teknosem 1 Eksenleri Sıfırla Butonu: Sistemin ilk açılışında eksenleri sıfırla (homing)
ANASAYFA 1 2 3 4 5 6 7 Sayfa Geçiş Tuşları Program komut butonları ve program zaman parametrelerinin bulunduğu sayfadır. Teknosem 1 Eksenleri Sıfırla Butonu: Sistemin ilk açılışında eksenleri sıfırla (homing)
Swansoft Fanuc OiM Kullanımı
 SWANSOFT Sol ve üst taraftaki araç çubukları aktif değildir. Acil stop butonuna basıldığında aktif olur. Görünüm çek menüsünden tezgaha bakış yönü değiştirilebilir. Göster menüsü, tezgahta görünmesi istenilen
SWANSOFT Sol ve üst taraftaki araç çubukları aktif değildir. Acil stop butonuna basıldığında aktif olur. Görünüm çek menüsünden tezgaha bakış yönü değiştirilebilir. Göster menüsü, tezgahta görünmesi istenilen
MAC İşletim Sistemine Sahip Makineler İçin Elektronik İmza Kurulumu
 MAC İşletim Sistemine Sahip Makineler İçin Elektronik İmza Kurulumu MAC İşletim Sistemine Sahip Makineler İçin Elektronik İmza Kurulumu nda, aşağıdaki adımlar sırası ile takip edilmelidir. 1 - MAC İçin
MAC İşletim Sistemine Sahip Makineler İçin Elektronik İmza Kurulumu MAC İşletim Sistemine Sahip Makineler İçin Elektronik İmza Kurulumu nda, aşağıdaki adımlar sırası ile takip edilmelidir. 1 - MAC İçin
: WEST SOUND : TKS 207 R (RACK TİPİ) WEST SOUND TKS 207 R PROGRAMLI OKUL SAATİ KULLANIM ALANLARI:
 WEST SOUND TKS 207 R PROGRAMLI OKUL SAATİ KULLANIM ALANLARI:") MARKA : WEST SOUND MODEL : TKS 207 R (RACK TİPİ) ÜRÜN CİNSİ : PROGRAMLI OKUL SAATİ WEST SOUND TKS 207 R PROGRAMLI OKUL SAATİ KULLANIM ALANLARI: Okullar, Dershaneler, Fabrikalar, Halı sahalar vb. alanlarda
MARKA : WEST SOUND MODEL : TKS 207 R (RACK TİPİ) ÜRÜN CİNSİ : PROGRAMLI OKUL SAATİ WEST SOUND TKS 207 R PROGRAMLI OKUL SAATİ KULLANIM ALANLARI: Okullar, Dershaneler, Fabrikalar, Halı sahalar vb. alanlarda
Gidilen sayfadan bir önceki sayfaya geçilir. Şekil Git İşlemi diyalog kutusu
 BÖLÜM 6 6. BELGELER ÜZERİNDE YAPILABİLECEK İŞLEMLER 6.1. Git işlemi Yazılan belgeler rapor, ödev, kitap tez gibi sayfalarca uzunlukta olabilir. Sayfalarca uzunluktaki belgede herhangi bir sayfaya gitmek
BÖLÜM 6 6. BELGELER ÜZERİNDE YAPILABİLECEK İŞLEMLER 6.1. Git işlemi Yazılan belgeler rapor, ödev, kitap tez gibi sayfalarca uzunlukta olabilir. Sayfalarca uzunluktaki belgede herhangi bir sayfaya gitmek
Konum anahtarı. ( + ) TUŞU : Kapı ayarları yükseltmek, menüde gerinmek ve ayarları kayıt yapmak içi kullanılır
 TUŞU : Kapı ayarları yükseltmek, menüde gerinmek ve ayarları kayıt yapmak içi kullanılır") Konum anahtarı ( + ) TUŞU : Kapı ayarları yükseltmek, menüde gerinmek ve ayarları kayıt yapmak içi kullanılır (- ) TUŞU : Kapı ayarlarını düşürmek, menüde gezinmek için kullanılır. ( MENÜ) TUŞU : Kapının
Konum anahtarı ( + ) TUŞU : Kapı ayarları yükseltmek, menüde gerinmek ve ayarları kayıt yapmak içi kullanılır (- ) TUŞU : Kapı ayarlarını düşürmek, menüde gezinmek için kullanılır. ( MENÜ) TUŞU : Kapının
DTB B Serisi Sıcaklık Kontrol Cihazı
 DTB B Serisi Sıcaklık Kontrol Cihazı 1-) GİRİŞ SENSÖR TİPİ SEÇİMİ: DTB de giriş sensör tipi akım, gerilim, PT100 veya Termokupl olabilir. : Çalışma ekranından tuşu ile ulaşılır. B,S,R tipi termokupllar
DTB B Serisi Sıcaklık Kontrol Cihazı 1-) GİRİŞ SENSÖR TİPİ SEÇİMİ: DTB de giriş sensör tipi akım, gerilim, PT100 veya Termokupl olabilir. : Çalışma ekranından tuşu ile ulaşılır. B,S,R tipi termokupllar
CHF100A KOLAY DEVREYE ALMA KİTAPÇIĞI
 CHF100A KOLAY DEVREYE ALMA KİTAPÇIĞI LED PANEL LCD PANEL PANEL ÜZERİNDEKİ BUTONLAR VE AÇIKLAMALARI GÜÇ VE KONTROL TERMİNALLERİ BAĞLANTI ŞEMASI Hız kontrol cihazları, panel üzerinden start/stop ve panel
CHF100A KOLAY DEVREYE ALMA KİTAPÇIĞI LED PANEL LCD PANEL PANEL ÜZERİNDEKİ BUTONLAR VE AÇIKLAMALARI GÜÇ VE KONTROL TERMİNALLERİ BAĞLANTI ŞEMASI Hız kontrol cihazları, panel üzerinden start/stop ve panel
Hazırladığım bu dosyayla sizlere yararlı olabildiysem ne mutlu bana. Lütfen inceledikten sonra bana düşüncenizi ve eksiklerimi,isteklerinizi belirtin.
 HAZIRLAYAN : Bora YURTTAŞ Hema Otomotiv Sistemleri A.Ş. CNC İşleme Merkezi Operatörü MAİL : mailto:bora.yurttas@gmail.com WEB : bora.yurttas.googlepages.com Dünya nın en kaliteli tezgah markalarından biri
HAZIRLAYAN : Bora YURTTAŞ Hema Otomotiv Sistemleri A.Ş. CNC İşleme Merkezi Operatörü MAİL : mailto:bora.yurttas@gmail.com WEB : bora.yurttas.googlepages.com Dünya nın en kaliteli tezgah markalarından biri
Kalibrasyon için iki yöntem vardır, 1. Hesaplama yöntemi
 Kalibrasyon Bir eksendeki hareket miktarının standart ünitelerden biri veya spesifik bir öğe uyum sağlaması işlemine kalibrasyon denir. Endüstriyel makinelerde en çok görülen üniteler, kullanım şekillerine
Kalibrasyon Bir eksendeki hareket miktarının standart ünitelerden biri veya spesifik bir öğe uyum sağlaması işlemine kalibrasyon denir. Endüstriyel makinelerde en çok görülen üniteler, kullanım şekillerine
Modeller BLW-211PI, BLW-211MI, BLW-212PO, BLW-212MO
 Modeller BLW-211PI, BLW-211MI, BLW-212PO, BLW-212MO www.biges.com 444 09 18 Açıklama Cihaz standalone yapıda olup, wiegand okuyucu ile de kullanılabilir. Bu cihaz 4 hane pin girişli 2000 kullanıcı destekler.
Modeller BLW-211PI, BLW-211MI, BLW-212PO, BLW-212MO www.biges.com 444 09 18 Açıklama Cihaz standalone yapıda olup, wiegand okuyucu ile de kullanılabilir. Bu cihaz 4 hane pin girişli 2000 kullanıcı destekler.
SQL Uyarı Programı Kurulum ve Kullanımı
 SQL Uyarı Programı Kurulum ve Kullanımı Kurulum 1. SQL Uyarı.zip dosyası açılır. 2. SQL Uyarı.exe programı çalıştırılır. 3. Üstteki ekran açılır ok. Butonuna basılır. 4. Ayarlar ekranı seçilir. 4.1 Server
SQL Uyarı Programı Kurulum ve Kullanımı Kurulum 1. SQL Uyarı.zip dosyası açılır. 2. SQL Uyarı.exe programı çalıştırılır. 3. Üstteki ekran açılır ok. Butonuna basılır. 4. Ayarlar ekranı seçilir. 4.1 Server
Unidrive M200, M201 (Boy 1-4) Hızlı Başlangıç Kılavuzu
 Hızlı Başlangıç Kılavuzu") Bu kılavuzun amacı bir motoru çalıştırmak üzere bir sürücünün kurulması için gerekli temel bilgileri sunmaktır. Lütfen www.controltechniques.com/userguides veya www.leroy-somer.com/manuals adresinden indirebileceğiniz
Bu kılavuzun amacı bir motoru çalıştırmak üzere bir sürücünün kurulması için gerekli temel bilgileri sunmaktır. Lütfen www.controltechniques.com/userguides veya www.leroy-somer.com/manuals adresinden indirebileceğiniz
OTOMATİK KAPI KONTROL CİHAZI
 OTOMATİK KAPI KONTROL CİHAZI EKONT Otomatik kapı kontrol cihaz her türlü tam otomatik kapı otomasyonu uygulamalarında kullanılmak üzere tasarlanmış, çok fonksiyonelli ve her türlü güvenlik önlemleri düşünülmüş
OTOMATİK KAPI KONTROL CİHAZI EKONT Otomatik kapı kontrol cihaz her türlü tam otomatik kapı otomasyonu uygulamalarında kullanılmak üzere tasarlanmış, çok fonksiyonelli ve her türlü güvenlik önlemleri düşünülmüş
Magic Pass 12150 Parmak İzi & RFID Kart Okuyucu
 Magic Pass 12150 Parmak İzi & RFID Kart Okuyucu Kullanım Kılavuzu Bu kılavuz Magic Pass cihaz cihaz bağlantı ve kullanıma yönelik doğru çalışma alışkanlıkları konusunda bilgiler vermektedir. Daha detaylı
Magic Pass 12150 Parmak İzi & RFID Kart Okuyucu Kullanım Kılavuzu Bu kılavuz Magic Pass cihaz cihaz bağlantı ve kullanıma yönelik doğru çalışma alışkanlıkları konusunda bilgiler vermektedir. Daha detaylı
4-1. Ön Kontrol Paneli
 4-1. Ön Kontrol Paneli 1 Açma/Kapama(ON/OFF) Düğmesi.! Fan motoru termostat kontrollü olduğu için sadece soğutma gerektiğinde çalışır.! Su soğutma ünitesi otomatik kontrollüdür, sadece gerektiğinde çalışır.
4-1. Ön Kontrol Paneli 1 Açma/Kapama(ON/OFF) Düğmesi.! Fan motoru termostat kontrollü olduğu için sadece soğutma gerektiğinde çalışır.! Su soğutma ünitesi otomatik kontrollüdür, sadece gerektiğinde çalışır.
Swansoft Fanuc OiT Kullanımı
 CNC Torna ve Frezede gerçek simülasyon yapılabilir. 50 den fazla farklı Kontrol Sistemi, 150 nin üzerinde ünite. Alt Programlama ve Delik çevrimleri dahil Manuel programlama Değişken parametrelerle Macro
CNC Torna ve Frezede gerçek simülasyon yapılabilir. 50 den fazla farklı Kontrol Sistemi, 150 nin üzerinde ünite. Alt Programlama ve Delik çevrimleri dahil Manuel programlama Değişken parametrelerle Macro
1. Mutabakat.zip dosyası açılır. 2. Mutabakat klasörü içindeki Mutabakat.exe dosyası çalıştırılır.
 BA&BS MUTABAKAT PROGRAMI Kurulumu 1. Mutabakat.zip dosyası açılır. 2. Mutabakat klasörü içindeki Mutabakat.exe dosyası çalıştırılır. 3. Server ayarlarının yapılacağı pencere açılır. 3.1 Server Adı\instance
BA&BS MUTABAKAT PROGRAMI Kurulumu 1. Mutabakat.zip dosyası açılır. 2. Mutabakat klasörü içindeki Mutabakat.exe dosyası çalıştırılır. 3. Server ayarlarının yapılacağı pencere açılır. 3.1 Server Adı\instance
E700 TAM OTOMATİK ASANSÖR KAPISI KARTI KULLANICI DOKÜMANI SGM SERİ ÜRETİMDEN KALDIRILMIŞTIR ELEKTRONİK SİSTEM GELİŞTİRME, MÜH. TİC. LTD. ŞTİ.
 E700 TAM OTOMATİK ASANSÖR KAPISI KARTI KULLANICI DOKÜMANI SERİ ÜRETİMDEN KALDIRILMIŞTIR SGM ELEKTRONİK SİSTEM GELİŞTİRME, MÜH. TİC. LTD. ŞTİ. ŞEMSETTİN GÜNALTAY CAD. AVŞAR SK NO:42/2 KOZYATAĞI, KADIKÖY
E700 TAM OTOMATİK ASANSÖR KAPISI KARTI KULLANICI DOKÜMANI SERİ ÜRETİMDEN KALDIRILMIŞTIR SGM ELEKTRONİK SİSTEM GELİŞTİRME, MÜH. TİC. LTD. ŞTİ. ŞEMSETTİN GÜNALTAY CAD. AVŞAR SK NO:42/2 KOZYATAĞI, KADIKÖY
PELETLİ KAZAN KONTROL ÜNİTESİ KULLANIM KILAVUZU
 PELETLİ KAZAN KONTROL ÜNİTESİ KULLANIM KILAVUZU V1.0 1. TUŞLAR : ENTER - ESC - YUKARI/AŞAĞI : 1 Cihaza yeni değer girişlerinde, kullanılır. YUKARI ve AŞAĞI tuşları ile değer girişi yapılır. ENTER tuşu
PELETLİ KAZAN KONTROL ÜNİTESİ KULLANIM KILAVUZU V1.0 1. TUŞLAR : ENTER - ESC - YUKARI/AŞAĞI : 1 Cihaza yeni değer girişlerinde, kullanılır. YUKARI ve AŞAĞI tuşları ile değer girişi yapılır. ENTER tuşu
www.elektrikogretmenleri.com
 FIREWORKS (MENU OLUŞ TURMA) 1 Önce Başlat menüsü Programlar Adobe Web Premium CS3 Adobe Fireworks CS3 kısayol simgesi ile Fireworks programı açılır. 2 Fireworks programı açıldığında Karşımıza gelen Yeni
FIREWORKS (MENU OLUŞ TURMA) 1 Önce Başlat menüsü Programlar Adobe Web Premium CS3 Adobe Fireworks CS3 kısayol simgesi ile Fireworks programı açılır. 2 Fireworks programı açıldığında Karşımıza gelen Yeni
FRENIC MEGA ÖZET KULLANIM KLAVUZU
 FRENIC MEGA ÖZET KULLANIM KLAVUZU GENEL BİLGİLER SÜRÜCÜ KONTROL BAĞLANTILARI PLC 24 VDC CM DİJİTAL GİRİŞ COM UCU FWD REV DİJİTAL GİRİŞLER ( PNP / NPN SEÇİLEBİLİR ) SW1 X1 - X7 EN ENABLE GİRİŞİ Y1 - Y4
FRENIC MEGA ÖZET KULLANIM KLAVUZU GENEL BİLGİLER SÜRÜCÜ KONTROL BAĞLANTILARI PLC 24 VDC CM DİJİTAL GİRİŞ COM UCU FWD REV DİJİTAL GİRİŞLER ( PNP / NPN SEÇİLEBİLİR ) SW1 X1 - X7 EN ENABLE GİRİŞİ Y1 - Y4
-Örnek Giriş Şeması-
 ASDA-A SERĐSĐ SERVOLARDA DĐJĐTAL GĐRĐŞLER SON = 01 (SERVO ON) -Örnek Giriş Şeması- Servo sürücünün dijital girişlerinden (P2-10 P2-17) birine (101) değerini girerek bu dijital girişi aktif ettiğimizde
ASDA-A SERĐSĐ SERVOLARDA DĐJĐTAL GĐRĐŞLER SON = 01 (SERVO ON) -Örnek Giriş Şeması- Servo sürücünün dijital girişlerinden (P2-10 P2-17) birine (101) değerini girerek bu dijital girişi aktif ettiğimizde
GW420. Kurutma Makinesi Bilgisayar Kullanım Klavuzu. Lütfen kurulumdan önce dikkatle okuyunuz.
 GW420 Kurutma Makinesi Bilgisayar Kullanım Klavuzu Lütfen kurulumdan önce dikkatle okuyunuz. KATALOG Bölüm 1 Klavye Arayüzü... 1 Bölüm 2 Çalışma Talimatı... 2 1. Sistem Başlatma... 2 2. Parametre Ayarları...
GW420 Kurutma Makinesi Bilgisayar Kullanım Klavuzu Lütfen kurulumdan önce dikkatle okuyunuz. KATALOG Bölüm 1 Klavye Arayüzü... 1 Bölüm 2 Çalışma Talimatı... 2 1. Sistem Başlatma... 2 2. Parametre Ayarları...
MLDCX OTOMATİK KAPI KONTROL KARTI
 MLDCX OTOMATİK KAPI KONTROL KARTI KLEMENS AÇIKLAMALARI + AKU CL1CL2 OP1OP2 FL1FL2 FUSE ENTER AC20 Trafo Girişi (Motor gücü+10w) MOTOR 24 V DC Motor FUSE AC20 MOTOR MLDCX +24V GND 142 EIN EA EB GND+5V LCD
MLDCX OTOMATİK KAPI KONTROL KARTI KLEMENS AÇIKLAMALARI + AKU CL1CL2 OP1OP2 FL1FL2 FUSE ENTER AC20 Trafo Girişi (Motor gücü+10w) MOTOR 24 V DC Motor FUSE AC20 MOTOR MLDCX +24V GND 142 EIN EA EB GND+5V LCD
KULLANIM KLAVUZU DCB-I KRAMER KAPI KONTROL KARTI. Lifkon Elektrik Elektronik DCB-I. D.No: 005 - D.Ver: 104-27.04.2015 - www.lifkon.
 KRAMER KAPI KONTROL KARTI KULLANIM KLAVUZU Bütün Hakları Saklıdır. 1 / 11 İÇİNDEKİLER GĠRĠġ... 3 TEKNĠK ÖZELLĠKLER... 4 BAĞLANTI ġemasi... 5 KART ÇALIġMA MODLARI... 6 MENÜ... 7 KAPI HAREKETLERĠ... 10 MONTAJ...
KRAMER KAPI KONTROL KARTI KULLANIM KLAVUZU Bütün Hakları Saklıdır. 1 / 11 İÇİNDEKİLER GĠRĠġ... 3 TEKNĠK ÖZELLĠKLER... 4 BAĞLANTI ġemasi... 5 KART ÇALIġMA MODLARI... 6 MENÜ... 7 KAPI HAREKETLERĠ... 10 MONTAJ...
MC-QUAD PROGRAMLAMA EL KİTABI
 17 KASIM 2009 ORMAN MAKİNE YAYINLARI MC-QUAD PROGRAMLAMA EL KİTABI MURAT ORMAN 1 KIZAKLAR YANDA GÖSTERİLDİĞİ GİBİ ADLANDIRILIR VE YÖNLENDİRİLİRLER. BÖLÜM-1 = GENEL KAVRAMLAR KIZAKLARIN YÖNÜ VE İŞARETİ
17 KASIM 2009 ORMAN MAKİNE YAYINLARI MC-QUAD PROGRAMLAMA EL KİTABI MURAT ORMAN 1 KIZAKLAR YANDA GÖSTERİLDİĞİ GİBİ ADLANDIRILIR VE YÖNLENDİRİLİRLER. BÖLÜM-1 = GENEL KAVRAMLAR KIZAKLARIN YÖNÜ VE İŞARETİ
ANALOG ADRESLİ YANGIN ALARM SİSTEMİ YAZILIM KULLANMA KILAVUZU
 ANALOG ADRESLİ YANGIN ALARM SİSTEMİ YAZILIM KULLANMA KILAVUZU Bilgisayar üzerinden analog adresli yangın algılama sisteminde bulunan detektörlere yer atama, kontak izleme modülünün senaryo belirtilmesi
ANALOG ADRESLİ YANGIN ALARM SİSTEMİ YAZILIM KULLANMA KILAVUZU Bilgisayar üzerinden analog adresli yangın algılama sisteminde bulunan detektörlere yer atama, kontak izleme modülünün senaryo belirtilmesi
CIM - Computer Integrated Manufacturing
 CIM - Computer Integrated Manufacturing Ders 3 spectralight 0200 Machining Center spectralight 0200 Z Ekseni Sürücü Motoru Koruma Kapağı Çapraz Koruma Kapağı İş Mili (Dingil) Motoru X Ekseni Sürücü Motoru
CIM - Computer Integrated Manufacturing Ders 3 spectralight 0200 Machining Center spectralight 0200 Z Ekseni Sürücü Motoru Koruma Kapağı Çapraz Koruma Kapağı İş Mili (Dingil) Motoru X Ekseni Sürücü Motoru
ÖZKAY ELEKTRONİK. BK-103 Asansör Kumanda Kartı KULLANIM KILAVUZU
 ÖZKAY ELEKTRONİK BK-103 Asansör Kumanda Kartı KULLANIM KILAVUZU 1. GİRİŞ BK-103 asansör kumanda kartında kumanda ayarlarını yapabilmek ve arıza kayıtlarını izleyebilmek gibi fonksiyonlar için 2x16 LCD
ÖZKAY ELEKTRONİK BK-103 Asansör Kumanda Kartı KULLANIM KILAVUZU 1. GİRİŞ BK-103 asansör kumanda kartında kumanda ayarlarını yapabilmek ve arıza kayıtlarını izleyebilmek gibi fonksiyonlar için 2x16 LCD
AYPZP X5 TABANLI ZİL PANELİ TEKNİK DETAYLAR
 AYPZP X5 TABANLI ZİL PANELİ TEKNİK DETAYLAR Altyapı kablolamasında CAT5 kablo alt yapısı kullanılır. Dış cephe ölçüsü 390 x 140 mm dir. Arka kasa ölçüsü 350 x 120 x 48 mm dir Daire numaraları, 2 haneli,
AYPZP X5 TABANLI ZİL PANELİ TEKNİK DETAYLAR Altyapı kablolamasında CAT5 kablo alt yapısı kullanılır. Dış cephe ölçüsü 390 x 140 mm dir. Arka kasa ölçüsü 350 x 120 x 48 mm dir Daire numaraları, 2 haneli,
İçindekiler. Teknik Özellikler 6. Parametre Tablosu 8. Kullanıcı Arabirimi 10. Montaj 16. Ürün Seçimi 20
 İçindekiler Teknik Özellikler 6 Parametre Tablosu 8 Kullanıcı Arabirimi 10 Montaj 16 Ürün Seçimi 20 Teknik Özellikler 6 Teknik Özellikler AC Besleme DC Besleme Giriş Voltajı 100 220 VAC ± %10 24 VDC ±
İçindekiler Teknik Özellikler 6 Parametre Tablosu 8 Kullanıcı Arabirimi 10 Montaj 16 Ürün Seçimi 20 Teknik Özellikler 6 Teknik Özellikler AC Besleme DC Besleme Giriş Voltajı 100 220 VAC ± %10 24 VDC ±
Kullanım Kitapçığı KIT FW8. 8 Bölgeli Kontrol Paneli REV NO : 01 / 18.03.2008
 Kullanım Kitapçığı KIT FW8 8 Bölgeli Kontrol Paneli [PROGRAM] tuşuna basıp MASTER Kod girilir ve [ENTER] tuşuna basılır. [Program] göstergesi yanarak kullanıcının programa girdiği belirtilir. Program moduna
Kullanım Kitapçığı KIT FW8 8 Bölgeli Kontrol Paneli [PROGRAM] tuşuna basıp MASTER Kod girilir ve [ENTER] tuşuna basılır. [Program] göstergesi yanarak kullanıcının programa girdiği belirtilir. Program moduna
SDL 1 X HIZLI KULLANIM MANUELİ
 SDL 1 X HIZLI KULLANIM MANUELİ 1. HEDEFLEME 2. FOCUS AYARLAMA 3. KLAVYE 4. ÖLÇME TUŞU 5. ALT AYAR VİDASI 6. SABİT TABLA 7. YATAY AÇI TABLASI 8. YATAY AÇI GÖSTERGESİ 9. SU GEÇİRMEZ SERİ PORT 10.. 11. DÜRBÜN
SDL 1 X HIZLI KULLANIM MANUELİ 1. HEDEFLEME 2. FOCUS AYARLAMA 3. KLAVYE 4. ÖLÇME TUŞU 5. ALT AYAR VİDASI 6. SABİT TABLA 7. YATAY AÇI TABLASI 8. YATAY AÇI GÖSTERGESİ 9. SU GEÇİRMEZ SERİ PORT 10.. 11. DÜRBÜN
TachoMobile Web Uygulaması v1.00.
 TachoMobile Yönetim Sistemi Proje Destek Dokümanı / Web Uygulaması v1.00.01 İÇİNDEKİLER Web Uygulaması 1. TANIMLAMALAR 1.1 Araçlar 1.2 Sürücüler 2. TAKOGRAF VERİLERİ 2.1 Veri İndirme 2.2 Gelen Kutusu 2.3
TachoMobile Yönetim Sistemi Proje Destek Dokümanı / Web Uygulaması v1.00.01 İÇİNDEKİLER Web Uygulaması 1. TANIMLAMALAR 1.1 Araçlar 1.2 Sürücüler 2. TAKOGRAF VERİLERİ 2.1 Veri İndirme 2.2 Gelen Kutusu 2.3
FRENIC MULTİ ÖZET KULLANIM KLAVUZU
 FRENIC MULTİ ÖZET KULLANIM KLAVUZU GENEL BİLGİLER SÜRÜCÜ KONTROL BAĞLANTILARI PLC 24 VDC CM DİJİTAL GİRİŞ COM UCU FWD REV X1 X5 EN DİJİTAL GİRİŞLER ( PNP / NPN SEÇİLEBİLİR ) ENABLE GİRİŞİ SW1 Y1 Y2 DİJİTAL
FRENIC MULTİ ÖZET KULLANIM KLAVUZU GENEL BİLGİLER SÜRÜCÜ KONTROL BAĞLANTILARI PLC 24 VDC CM DİJİTAL GİRİŞ COM UCU FWD REV X1 X5 EN DİJİTAL GİRİŞLER ( PNP / NPN SEÇİLEBİLİR ) ENABLE GİRİŞİ SW1 Y1 Y2 DİJİTAL
MW-350 Stand-Alone Şifre+Kart Okuyucu. Kullanım Kılavuzu. Kullanıma başlamadan önce mutlaka okuyunuz
 MW-350 Stand-Alone Şifre+Kart Okuyucu Kullanım Kılavuzu Kullanıma başlamadan önce mutlaka okuyunuz MW-350 tek kapı için tasarlanmış Stand alone ve Wiegand çıkışlı şifreli kart okuyucudur. IP 68 standartda
MW-350 Stand-Alone Şifre+Kart Okuyucu Kullanım Kılavuzu Kullanıma başlamadan önce mutlaka okuyunuz MW-350 tek kapı için tasarlanmış Stand alone ve Wiegand çıkışlı şifreli kart okuyucudur. IP 68 standartda
ART AC2 Standalone Kart Okuyucu
 ART AC2 Standalone Kart Okuyucu ART AC2 Standalone kart okuyucuya ait genel bilgiler, montaj, kablolama, programlama bilgileri ve teknik özellikleri hakkında detaylı açıklama. www.artelektronik.com pazarlama@artelektronik.com
ART AC2 Standalone Kart Okuyucu ART AC2 Standalone kart okuyucuya ait genel bilgiler, montaj, kablolama, programlama bilgileri ve teknik özellikleri hakkında detaylı açıklama. www.artelektronik.com pazarlama@artelektronik.com
Zafer COŞAR İsmail ÖMÜR
 T.C. ÇEVRE VE ORMAN BAKANLIĞI ÇEVRE YÖNETİMİ GENEL MÜDÜRLÜĞÜ ÖLÇÜM VE İZLEME DAİRE BAŞKANLIĞI PM 10 ÖLÇÜMLERİNİN KARŞILAŞTIRILMASI GRAVİMETRİK PM 10 ÖRNEKLEME CİHAZI Zafer COŞAR İsmail ÖMÜR Ilgaz/2010
T.C. ÇEVRE VE ORMAN BAKANLIĞI ÇEVRE YÖNETİMİ GENEL MÜDÜRLÜĞÜ ÖLÇÜM VE İZLEME DAİRE BAŞKANLIĞI PM 10 ÖLÇÜMLERİNİN KARŞILAŞTIRILMASI GRAVİMETRİK PM 10 ÖRNEKLEME CİHAZI Zafer COŞAR İsmail ÖMÜR Ilgaz/2010
Açılan programın pencere görünümü aşağıdaki gibidir. 2. Araç Çubuğundan kaydet düğmesi ile
 POWERPOINT PROGRAMI Powerpoint bir sunu hazırlama programıdır. Belirli bir konu hakkında bilgi vermek için, derslerle ilgili bir etkinlik hazırlamak için, dinleyicilere görsel ortamda sunum yapmak için
POWERPOINT PROGRAMI Powerpoint bir sunu hazırlama programıdır. Belirli bir konu hakkında bilgi vermek için, derslerle ilgili bir etkinlik hazırlamak için, dinleyicilere görsel ortamda sunum yapmak için
Trimble DiNi Kullanım Kılavuzu Hakkında. Trimble DiNi Kullanım Kılavuzu. Cihazın Yapısı. 1 Trimble DiNi Kullanım Kılavuzu Hakkında
 1 Trimble DiNi Kullanım Kılavuzu Hakkında Trimble DiNi Kullanım Kılavuzu Hakkında Bu kılavuz Trimble DiNi Elektronik Nivo yu hızlı ve etkin bir şekilde kullanabilmek için hazırlanmıştır. Daha detaylı destek
1 Trimble DiNi Kullanım Kılavuzu Hakkında Trimble DiNi Kullanım Kılavuzu Hakkında Bu kılavuz Trimble DiNi Elektronik Nivo yu hızlı ve etkin bir şekilde kullanabilmek için hazırlanmıştır. Daha detaylı destek
Paket içeriği modele göre değişiklikler göstermektedir.
 Paket içeriği modele göre değişiklikler göstermektedir. TV/AV Daily motion 5. TV veya Radyo Kanal listesinde YEŞİL renk tuşu kanal Gizleme fonksiyonunu kullanmanızı sağlar. Bu tuşa basıldığında Gizle
Paket içeriği modele göre değişiklikler göstermektedir. TV/AV Daily motion 5. TV veya Radyo Kanal listesinde YEŞİL renk tuşu kanal Gizleme fonksiyonunu kullanmanızı sağlar. Bu tuşa basıldığında Gizle
ideal Sistem Tester Kullanım Klavuzu
 1- Sistem Modülüne Giriş ideal Sistem Tester Kullanım Klavuzu Herhangi bir Grafik penceresinin başlığındaki S harfine basılarak açılan menüden yapılabilen seçimlerle kullanılmaya başlanır. Bu menüden,
1- Sistem Modülüne Giriş ideal Sistem Tester Kullanım Klavuzu Herhangi bir Grafik penceresinin başlığındaki S harfine basılarak açılan menüden yapılabilen seçimlerle kullanılmaya başlanır. Bu menüden,
EKOM WEB DESIGNER PROGRMI KULLANMA KILAVUZ. 1 - Web Sayfası Tasarımı Oluşturma / Var Olan Tasarımı Açma:
 EKOM WEB DESIGNER PROGRMI KULLANMA KILAVUZ 1 Web Sayfası Tasarımı Oluşturma / Var Olan Tasarımı Açma 2 Web Sayfasına Yeni Element Ekleme Ve Özelliklerini Belirleme Değişiklik Yapma 3 Web Sayfası Tasarımını
EKOM WEB DESIGNER PROGRMI KULLANMA KILAVUZ 1 Web Sayfası Tasarımı Oluşturma / Var Olan Tasarımı Açma 2 Web Sayfasına Yeni Element Ekleme Ve Özelliklerini Belirleme Değişiklik Yapma 3 Web Sayfası Tasarımını
YEDEKLEME PROGRAMI KURULUM VE KULLANIMI
 YEDEKLEME PROGRAMI KURULUM VE KULLANIMI Kurulum 1..zip dosyasını açınız. 2. Açılan dosyanın içindeki Yedekleme klasörünü açınız. 3. Yedekleme.exe dosyasını açınız. 4. Üst pencerede ki ekran gözükecektir.
YEDEKLEME PROGRAMI KURULUM VE KULLANIMI Kurulum 1..zip dosyasını açınız. 2. Açılan dosyanın içindeki Yedekleme klasörünü açınız. 3. Yedekleme.exe dosyasını açınız. 4. Üst pencerede ki ekran gözükecektir.
Mina 960 Kart Basma Saati Kullanım Kılavuzu
 Mina 960 Kart Basma Saati Kullanım Kılavuzu Bu kılavuz kart basma saatinin kullanımına yönelik doğru çalışma alışkanlıkları konusunda bilgiler vermektedir. Daha detaylı bilgiyi http://www.perkotek.com
Mina 960 Kart Basma Saati Kullanım Kılavuzu Bu kılavuz kart basma saatinin kullanımına yönelik doğru çalışma alışkanlıkları konusunda bilgiler vermektedir. Daha detaylı bilgiyi http://www.perkotek.com
Runner 4-8. Kullanım Kitapçığı. 4/8 Bölgeli Kontrol Paneli
 Runner 4-8 4/8 Bölgeli Kontrol Paneli Her türlü sorun ve sorularınız için teknik@alarmdestek.com adresine mail atınız. Satış ve pazarlama için lütfen 0532 605 13 45 numaralı telefon ile irtibata geçin
Runner 4-8 4/8 Bölgeli Kontrol Paneli Her türlü sorun ve sorularınız için teknik@alarmdestek.com adresine mail atınız. Satış ve pazarlama için lütfen 0532 605 13 45 numaralı telefon ile irtibata geçin
Genel Açıklama: Bu çalışmanın kullanıcılarımıza yararlı olmasını temenni ederiz. Saygılarımızla, 22 Kasım 2012 Datasoft Yazılım
 Genel Açıklama: Datasoft Yazılım Personel Bordrosu Programı Personel Meslek Kodlarının Toplu girilmesi, değiştirilmesi Aylık Prim ve Hizmet Belgesi XML Dosyasında Meslek Kodlarının yazdırılarak, SGK E-Bildirge
Genel Açıklama: Datasoft Yazılım Personel Bordrosu Programı Personel Meslek Kodlarının Toplu girilmesi, değiştirilmesi Aylık Prim ve Hizmet Belgesi XML Dosyasında Meslek Kodlarının yazdırılarak, SGK E-Bildirge
SEESAW 24V DC BARİYER KONTROL KARTI KULLANIM KİTABI V 2.0
 SEESAW 24V DC BARİYER KONTROL KARTI KULLANIM KİTABI V 2.0 EKİM, 2010 KONTAL ELEKTRONİK :: SEESAW BARİYER KONTROL KARTI KULLANIM KİTABI V2.0 0 SEESAW 24V DC BARİYER KONTROL KARTI KARTI VE KULLANIMI Seesaw
SEESAW 24V DC BARİYER KONTROL KARTI KULLANIM KİTABI V 2.0 EKİM, 2010 KONTAL ELEKTRONİK :: SEESAW BARİYER KONTROL KARTI KULLANIM KİTABI V2.0 0 SEESAW 24V DC BARİYER KONTROL KARTI KARTI VE KULLANIMI Seesaw
PM 2 KARTLI VE ġġfrelġ GEÇĠġ KONTROL TERMĠNALĠ KURULUM VE KULLANIM KILAVUZU
 PM 2 KARTLI VE ġġfrelġ GEÇĠġ KONTROL TERMĠNALĠ KURULUM VE KULLANIM KILAVUZU 1.Malzeme Listesi TuĢtakımı 1 Kullanım kılavuzu 1 Tornavida 1 20mmx60mm özel tuştakımı Lastik tıpa 2 6mmx30mm,sıkmak için kullanılır
PM 2 KARTLI VE ġġfrelġ GEÇĠġ KONTROL TERMĠNALĠ KURULUM VE KULLANIM KILAVUZU 1.Malzeme Listesi TuĢtakımı 1 Kullanım kılavuzu 1 Tornavida 1 20mmx60mm özel tuştakımı Lastik tıpa 2 6mmx30mm,sıkmak için kullanılır
ARTOS7F1 ARIZA TESPİT CİHAZI VE PC OSİLOSKOP 7 FONKSİYON 1 CİHAZDA
 ARTOS7F1 ARIZA TESPİT CİHAZI VE PC OSİLOSKOP 7 FONKSİYON 1 CİHAZDA ARTOS7F1 Arıza Tespit Cihazı ve PC Osiloskop her tür elektronik kartın arızasını bulmada çok etkili bir sistemdir. Asıl tasarım amacı
ARTOS7F1 ARIZA TESPİT CİHAZI VE PC OSİLOSKOP 7 FONKSİYON 1 CİHAZDA ARTOS7F1 Arıza Tespit Cihazı ve PC Osiloskop her tür elektronik kartın arızasını bulmada çok etkili bir sistemdir. Asıl tasarım amacı
ART S603W Standalone Kart Okuyucu
 ART S603W Standalone Kart Okuyucu ART S603W Standalone kart okuyucuya ait genel bilgiler, montaj, kablolama, programlama bilgileri ve teknik özellikleri hakkında detaylı açıklama. www.artelektronik.com
ART S603W Standalone Kart Okuyucu ART S603W Standalone kart okuyucuya ait genel bilgiler, montaj, kablolama, programlama bilgileri ve teknik özellikleri hakkında detaylı açıklama. www.artelektronik.com
Çözüm Bilgisayar. Çözüm SIRAMATİK
 Çözüm Bilgisayar Çözüm SIRAMATİK Çözüm Sıra Sistemi Amaç : Hastanelerde çeşitli birimlerde oluşan hasta sıralarının (poliklinik müracaat, poliklinik hasta kabul, ssk eczane vb.) bankolar önünden uzaklaştırılarak,
Çözüm Bilgisayar Çözüm SIRAMATİK Çözüm Sıra Sistemi Amaç : Hastanelerde çeşitli birimlerde oluşan hasta sıralarının (poliklinik müracaat, poliklinik hasta kabul, ssk eczane vb.) bankolar önünden uzaklaştırılarak,
SOFT SERVO KONTROL SİSTEMİ İLE ELEKTRİK BAĞLANTILARI İÇİN GEREKLİ BİLGİLER. 1- SOFT SERVO SİSTEMİNİN YAPISI
 SOFT SERVO KONTROL SİSTEMİ İLE ELEKTRİK BAĞLANTILARI İÇİN GEREKLİ BİLGİLER. 1- SOFT SERVO SİSTEMİNİN YAPISI SOFT SERVONUN DONANIM YAPISI YANDA GÖRÜLEN ŞEKİLDE OLDUĞU GİBİDİR. ORMAN MAKİNA MANUAL PANELİ
SOFT SERVO KONTROL SİSTEMİ İLE ELEKTRİK BAĞLANTILARI İÇİN GEREKLİ BİLGİLER. 1- SOFT SERVO SİSTEMİNİN YAPISI SOFT SERVONUN DONANIM YAPISI YANDA GÖRÜLEN ŞEKİLDE OLDUĞU GİBİDİR. ORMAN MAKİNA MANUAL PANELİ
 KULLANMAKTA OLDUĞUNUZ BOKS MAKİNASI; 1)1,5 MİLİM LAZER SAÇTAN ÜRETİLMİŞ DARBELERE KARŞI SON DERECE DAYANIKLI İKLİM DEĞİŞİKLİKLERİNE GÖRE DAYANIKLI EKTRO STATİK BOYA İLE BOYANMIŞTIR.120 KG AĞIRLIĞINDA ARKA
KULLANMAKTA OLDUĞUNUZ BOKS MAKİNASI; 1)1,5 MİLİM LAZER SAÇTAN ÜRETİLMİŞ DARBELERE KARŞI SON DERECE DAYANIKLI İKLİM DEĞİŞİKLİKLERİNE GÖRE DAYANIKLI EKTRO STATİK BOYA İLE BOYANMIŞTIR.120 KG AĞIRLIĞINDA ARKA
CNC TORNA TEZGAHLARININ PROGRAMLANMASI
 CNC TORNA TEZGAHLARININ PROGRAMLANMASI Yardımcı fonksiyonu (soğ. sıvısı, mili on/off) İlerleme miktarı Kesme hızı Blok(Satır) numarası Dairesel interpolasyonda yay başlangıcının yay merkezine X,Y veya
CNC TORNA TEZGAHLARININ PROGRAMLANMASI Yardımcı fonksiyonu (soğ. sıvısı, mili on/off) İlerleme miktarı Kesme hızı Blok(Satır) numarası Dairesel interpolasyonda yay başlangıcının yay merkezine X,Y veya
EDING CNC PARAMETRE EL KİTABI (V4.02-35)
") 4 KASIM 2013 ORMAN MAKİNE YAYINLARI 18 KASIM 2015 EDING CNC PARAMETRE EL KİTABI (V4.02-35) MURAT ORMAN 1 1-KULLANICI ARA YÜZÜ AÇIKLAMA İNGİLİZCE TÜRKÇE CPU KARTINA BAĞLANTI PC YE KART BAĞLI İSE,AUTO MODUNU
4 KASIM 2013 ORMAN MAKİNE YAYINLARI 18 KASIM 2015 EDING CNC PARAMETRE EL KİTABI (V4.02-35) MURAT ORMAN 1 1-KULLANICI ARA YÜZÜ AÇIKLAMA İNGİLİZCE TÜRKÇE CPU KARTINA BAĞLANTI PC YE KART BAĞLI İSE,AUTO MODUNU
KULUÇKA PRG. VERSION 14.04 KULLANMA KLAVUZU
 AGRİ ELEKTRİK ELEKTRONİK MAKİNE SAN.TİC.LTD.ŞTİ. KULUÇKA PRG. VERSION 14.04 KULLANMA KLAVUZU EKİM 2014 AKHİSAR 1 ) Kuluçka Makinesi Sürüm 14.04 ın Temel Özellikleri 1. Gelişim makineleri 115200,57600,38400,19200,9600
AGRİ ELEKTRİK ELEKTRONİK MAKİNE SAN.TİC.LTD.ŞTİ. KULUÇKA PRG. VERSION 14.04 KULLANMA KLAVUZU EKİM 2014 AKHİSAR 1 ) Kuluçka Makinesi Sürüm 14.04 ın Temel Özellikleri 1. Gelişim makineleri 115200,57600,38400,19200,9600
HIREMCO SD WISE KULLANIM KILAVUZU
 HIREMCO SD WISE KULLANIM KILAVUZU MERKEZ SERVİS: 0216 435 70 48 www.merihvideo.com.tr DİKKAT EDİNİZ Bu talimatları okuyun ve saklayın.. Cihazı sudan ve ısıdan uzak yerde kullanın. Cihazı sadece kuru bir
HIREMCO SD WISE KULLANIM KILAVUZU MERKEZ SERVİS: 0216 435 70 48 www.merihvideo.com.tr DİKKAT EDİNİZ Bu talimatları okuyun ve saklayın.. Cihazı sudan ve ısıdan uzak yerde kullanın. Cihazı sadece kuru bir
ÖZKAY ELEKTRONİK. TK-103 Asansör Kumanda Kartı. KULLANIM KILAVUZU v1.00
 ÖZKAY ELEKTRONİK TK-103 Asansör Kumanda Kartı KULLANIM KILAVUZU v1.00 TK-103 ASANSÖR KUMANDA KARTI KULLANIM KILAVUZU v1.00 ÖZKAY ELEKTRONİK 2008 Eğitim Mahallesi Postane Sokak 13/2 Kadıköy İstanbul Tel
ÖZKAY ELEKTRONİK TK-103 Asansör Kumanda Kartı KULLANIM KILAVUZU v1.00 TK-103 ASANSÖR KUMANDA KARTI KULLANIM KILAVUZU v1.00 ÖZKAY ELEKTRONİK 2008 Eğitim Mahallesi Postane Sokak 13/2 Kadıköy İstanbul Tel
TAM OTOMATİK KAPI KARTI
 İBRAHİMOĞLU MÜHENDİSLİK TAM OTOMATİK KAPI KARTI KULLANMA KILAVUZU KAPI KARTINA GENEL BAKIŞ SOĞUTUCULARI İLE BİRLİKTE MOTOR SÜRME TRANSİSTÖRLERİ 15V AKÜ BESLEME SİGORTASI AC GİRİŞ BESLEME SİGORTASI Kapı
İBRAHİMOĞLU MÜHENDİSLİK TAM OTOMATİK KAPI KARTI KULLANMA KILAVUZU KAPI KARTINA GENEL BAKIŞ SOĞUTUCULARI İLE BİRLİKTE MOTOR SÜRME TRANSİSTÖRLERİ 15V AKÜ BESLEME SİGORTASI AC GİRİŞ BESLEME SİGORTASI Kapı
(RELAY CONTROL) KRAMER KAPI KONTROL KARTI
 KRAMER KAPI KONTROL KARTI") SNS-155T (RELAY CONTROL) KRAMER KAPI KONTROL KARTI ( Encoder Girişli ) KULLANIM KILAVUZU 8 BİT CORE DEVİCE SWİTCH MOD POWER 16 A. RELAY OUT 12 Khz. PWM 1 CHANNEL ENCODER FEEDBACK Üretici Firma: SENSE Elektrik
SNS-155T (RELAY CONTROL) KRAMER KAPI KONTROL KARTI ( Encoder Girişli ) KULLANIM KILAVUZU 8 BİT CORE DEVİCE SWİTCH MOD POWER 16 A. RELAY OUT 12 Khz. PWM 1 CHANNEL ENCODER FEEDBACK Üretici Firma: SENSE Elektrik
MİKRO İŞLEMCİ KONTROLLÜ KONVEYÖRLÜ FIRIN
 MİKRO İŞLEMCİ KONTROLLÜ KONVEYÖRLÜ FIRIN MODEL : SF 800, SF 800-52,SF-1300, SF-1300L, SF 1300 LD, SF-1900 L MONTAJ KLAVUZU SIRA NO PARÇA ADI MİKTAR 1 Bant Sıyırıcı (Temizleyici) Sacı 1 2 Ön Artık Toplama
MİKRO İŞLEMCİ KONTROLLÜ KONVEYÖRLÜ FIRIN MODEL : SF 800, SF 800-52,SF-1300, SF-1300L, SF 1300 LD, SF-1900 L MONTAJ KLAVUZU SIRA NO PARÇA ADI MİKTAR 1 Bant Sıyırıcı (Temizleyici) Sacı 1 2 Ön Artık Toplama
GSM Kartı. Programlama Butonu
 Teknik Özellikler GSM DIALER KULLANMA KILAVUZU Besleme Gerilimi : 12 Volt Sukunet Akımı : 35 ma. Arama Esnasında Çekilen Akım : 100 ma. Tetikleme Türü : Negatif (-) Tetikleme Bağlantı Şekli GSM Kartı SIM
Teknik Özellikler GSM DIALER KULLANMA KILAVUZU Besleme Gerilimi : 12 Volt Sukunet Akımı : 35 ma. Arama Esnasında Çekilen Akım : 100 ma. Tetikleme Türü : Negatif (-) Tetikleme Bağlantı Şekli GSM Kartı SIM
T.C. istanbul ÜNiVERSiTESi ÖĞRENCi BiLGi SiSTEMi. ÖĞRETiM ELEMANI KULLANIM KILAVUZU
 T.C. istanbul ÜNiVERSiTESi ÖĞRENCi BiLGi SiSTEMi ÖĞRETiM ELEMANI KULLANIM KILAVUZU 1 1. Sisteme Giriş Nokta Üniversite Otomasyonu sistemini kullanabilmek için öncelikle Windows işletim sisteminde bulunan
T.C. istanbul ÜNiVERSiTESi ÖĞRENCi BiLGi SiSTEMi ÖĞRETiM ELEMANI KULLANIM KILAVUZU 1 1. Sisteme Giriş Nokta Üniversite Otomasyonu sistemini kullanabilmek için öncelikle Windows işletim sisteminde bulunan
Tablo 1 - Tornalamada Kullanılan G Kodları Listesi
 1 Tablo 1 - Tornalamada Kullanılan G Kodları Listesi Kod Açıklama Uygulama Alanı tandart / Opsiyonu G00 Talaşsız hızlı hareket ozisyonlama G01 Talaşlı doğrusal ilerleme F adresi altında G02 aatin dönüş
1 Tablo 1 - Tornalamada Kullanılan G Kodları Listesi Kod Açıklama Uygulama Alanı tandart / Opsiyonu G00 Talaşsız hızlı hareket ozisyonlama G01 Talaşlı doğrusal ilerleme F adresi altında G02 aatin dönüş
CROW FREEWAVE KULLANMA KILAVUZU
 CROW FREEWAVE KULLANMA KILAVUZU KULLANICI KODLARINI DEĞİŞTİRMEK İÇİN [PROGRAM] tuşuna basıp MASTER Kod girilir ve [ENTER] tuşuna basılır. [Program] göstergesi yanarak kullanıcının programa girdiği belirtilir.
CROW FREEWAVE KULLANMA KILAVUZU KULLANICI KODLARINI DEĞİŞTİRMEK İÇİN [PROGRAM] tuşuna basıp MASTER Kod girilir ve [ENTER] tuşuna basılır. [Program] göstergesi yanarak kullanıcının programa girdiği belirtilir.
AST-2008V ALARM CİHAZI KULLANIM KILAVUZU
 AST-2008V ALARM CİHAZI KULLANIM KILAVUZU Mavi ışıklı, LCD ekranlı 95 Kablosuz, 4 kablolu zonlu 6 grup telefon aramalı 10 saniye ses kayıtlı Uzaktan dinleme ve ayarlama fonksiyonu Detektörler için öğrenme
AST-2008V ALARM CİHAZI KULLANIM KILAVUZU Mavi ışıklı, LCD ekranlı 95 Kablosuz, 4 kablolu zonlu 6 grup telefon aramalı 10 saniye ses kayıtlı Uzaktan dinleme ve ayarlama fonksiyonu Detektörler için öğrenme
KAÇAK AKIM RÖLESİ. www.ulusanelektrik.com.tr. Sayfa 1
 DELAB TM-18C KAÇAK AKIM RÖLESİ İÇERİK GENEL / BUTON FONKSİYONLARI.2 PARAMETRE AYARLARI...2 PARAMETRE AÇIKLAMALARI 3 KAÇAK AKIM AYARLARI...3 AÇMA SÜRESİ AYARLARI.3 AŞIRI AKIM AYARLARI...4 ÇALIŞMA SÜRESİ..4
DELAB TM-18C KAÇAK AKIM RÖLESİ İÇERİK GENEL / BUTON FONKSİYONLARI.2 PARAMETRE AYARLARI...2 PARAMETRE AÇIKLAMALARI 3 KAÇAK AKIM AYARLARI...3 AÇMA SÜRESİ AYARLARI.3 AŞIRI AKIM AYARLARI...4 ÇALIŞMA SÜRESİ..4
AGSoft Çocuk Gelişim Takip Programı Kullanım Kılavuzu
 Giriş Bölümü: Program ilk açıldığında karşımıza Kullanıcı Adı ve Şifre giriş bölümü gelir. Kullanıcı Adı: Programa giriş yapacak kullanıcının kodunu ve şifresini yazdıktan sonra Tamam tuşu ile programa
Giriş Bölümü: Program ilk açıldığında karşımıza Kullanıcı Adı ve Şifre giriş bölümü gelir. Kullanıcı Adı: Programa giriş yapacak kullanıcının kodunu ve şifresini yazdıktan sonra Tamam tuşu ile programa
idealab Kullanım Bilgileri
 idealab Kullanım Bilgileri Hızlı Başlangıç 1. idea kontrol kartını bilgisayara bağlayın. 2. Kartın gücünü açıp Bağlan tuşuna tıklayarak Modüller Ekranı na geçin. 3. Modüller Ekranı nda kart üzerindeki
idealab Kullanım Bilgileri Hızlı Başlangıç 1. idea kontrol kartını bilgisayara bağlayın. 2. Kartın gücünü açıp Bağlan tuşuna tıklayarak Modüller Ekranı na geçin. 3. Modüller Ekranı nda kart üzerindeki
DS150E Kullanıcı El Kitabı. Dangerfield June. 2009 V3.0 Delphi PSS
 DS150E Kullanıcı El Kitabı 1 Ana bileşen...3 Kurulum talimatları...5 Bluetooth Ayarları...26 Arıza Teşhis Programı...39 Dosya...41 Ayarlar...43 Belgeler...51 Yardım...53 OBD İletişimi...56 Yazdır ve Kaydet...66
DS150E Kullanıcı El Kitabı 1 Ana bileşen...3 Kurulum talimatları...5 Bluetooth Ayarları...26 Arıza Teşhis Programı...39 Dosya...41 Ayarlar...43 Belgeler...51 Yardım...53 OBD İletişimi...56 Yazdır ve Kaydet...66
EndRev. 23/06/2015 TANK SEVİYE OTOMATİK DOLUM VE İZLEME CİHAZI
 EndRev. 23/06/2015 TANK SEVİYE OTOMATİK DOLUM VE İZLEME CİHAZI TEKNİK ÖZELLİKLER Yapılandırma 32 Adet Fiziksel Adres (Terminal Numarası) Çalışma Hızı 22.1184 Mhz Hassasiyet +/- 1% Koruma IP65 Contalı Kutu
EndRev. 23/06/2015 TANK SEVİYE OTOMATİK DOLUM VE İZLEME CİHAZI TEKNİK ÖZELLİKLER Yapılandırma 32 Adet Fiziksel Adres (Terminal Numarası) Çalışma Hızı 22.1184 Mhz Hassasiyet +/- 1% Koruma IP65 Contalı Kutu
olan X eksenidir. Bu iki eksenin kesiştiği nokta ise orijin noktasıdır. Referans olarak bu nokta kullanılır. Bu nokta, genellikle iş parçası sıfır nok
 Koordinat Sistemi CNC tezgah ve sistemlerde takım yolları bir koordinat sistemi referans alınarak matematiksel bağıntılarla ifade edilir. bu nedenle gerek programlamada gerekse tezgahların çalışmasında
Koordinat Sistemi CNC tezgah ve sistemlerde takım yolları bir koordinat sistemi referans alınarak matematiksel bağıntılarla ifade edilir. bu nedenle gerek programlamada gerekse tezgahların çalışmasında
NİTELİKLİ ELEKTRONİK SERTİFİKA KURULUM AŞAMALARI
 NİTELİKLİ ELEKTRONİK SERTİFİKA KURULUM AŞAMALARI Kurulum Aşamaları: 1. Java Kurulumu 2. E-imza Sürücülerinin İndirilmesi 3. Kart Okuyucu Kurulumu 4. Akıllı Kart Kurulumu 5. Sertifikayı Kullanıma Açma Bilgisayarların
NİTELİKLİ ELEKTRONİK SERTİFİKA KURULUM AŞAMALARI Kurulum Aşamaları: 1. Java Kurulumu 2. E-imza Sürücülerinin İndirilmesi 3. Kart Okuyucu Kurulumu 4. Akıllı Kart Kurulumu 5. Sertifikayı Kullanıma Açma Bilgisayarların
Bakım Yönetimi Logo Nisan 2016
 Bakım Yönetimi Logo Nisan 2016 İçindekiler Bakım Yönetimi... 4 Bakım Yönetimini Etkileyen Öndeğer ve Parametreler... 4 Tanımlar... 5 Bakım Parametreleri... 5 Parametre Bilgileri... 6 Arıza Kodları... 8
Bakım Yönetimi Logo Nisan 2016 İçindekiler Bakım Yönetimi... 4 Bakım Yönetimini Etkileyen Öndeğer ve Parametreler... 4 Tanımlar... 5 Bakım Parametreleri... 5 Parametre Bilgileri... 6 Arıza Kodları... 8
Oransal Kontrol Cihazı RWF 40
 Oransal Kontrol Cihazı RWF 40 Güç artımı AÇ/2. kademe Güç azaltma KAPAT/1ci kademe Brülör devrede Değer azaltma 2ci kademe çalışma Gerçek değer görünümü (kırmızı) Ayar noktası görünümü (yeşil) El kontrol
Oransal Kontrol Cihazı RWF 40 Güç artımı AÇ/2. kademe Güç azaltma KAPAT/1ci kademe Brülör devrede Değer azaltma 2ci kademe çalışma Gerçek değer görünümü (kırmızı) Ayar noktası görünümü (yeşil) El kontrol
Programlamada Kullanılan Temel Parametreler
 TECO PLC: Programlamada Kullanılan Temel Parametreler X; PLC nin fiziksel giriş adresleri Y; PLC nin fiziksel giriş adresleri D; PLC nin veri adresleri T; PLC nin zaman rölesi ardesleri C; PLC nin sayıcı
TECO PLC: Programlamada Kullanılan Temel Parametreler X; PLC nin fiziksel giriş adresleri Y; PLC nin fiziksel giriş adresleri D; PLC nin veri adresleri T; PLC nin zaman rölesi ardesleri C; PLC nin sayıcı
Mentor II DC sürücüler için Pratik Devreye Alma Klavuzu
 Mentor II DC sürücüler için Pratik Devreye Alma Klavuzu 1. Adım : Motor & Sürücü Bağlantılarını Yapınız. 2. Adım : Motor Plaka Değerlerine Bakınız Mentor II nin parametrelerini ayarlamak için, önce motor
Mentor II DC sürücüler için Pratik Devreye Alma Klavuzu 1. Adım : Motor & Sürücü Bağlantılarını Yapınız. 2. Adım : Motor Plaka Değerlerine Bakınız Mentor II nin parametrelerini ayarlamak için, önce motor
AKINSOFT. Eofis NetworkAdmin. AKINSOFT EOfis NetworkAdmin Kurulumu Bilgi Notu. Doküman Versiyon : 1.01.01 Tarih : 10.01.2008. Copyright 2008 AKINSOFT
 AKINSOFT EOfis NetworkAdmin Kurulumu Bilgi Notu Doküman Versiyon : 1.01.01 Tarih : 10.01.2008 1 - Çalışma Şekli Hakkında Kısa Bilgi modülü kısaca aşağıdaki işlemleri yapar. Bu özelliklerin çalışabilmesi
AKINSOFT EOfis NetworkAdmin Kurulumu Bilgi Notu Doküman Versiyon : 1.01.01 Tarih : 10.01.2008 1 - Çalışma Şekli Hakkında Kısa Bilgi modülü kısaca aşağıdaki işlemleri yapar. Bu özelliklerin çalışabilmesi
PEY-D810 SĠNYALĠZASYON SĠSTEMĠ
 PEY-D810 SĠNYALĠZASYON SĠSTEMĠ AÇIKLAMALAR-KULLANIM-BAĞLANTILAR Sayfa 1 ĠÇĠNDEKĠLER SAYFA 1-) Sistemin Genel Tanıtımı 3 2-) Sistemin ÇalıĢma ġekli.4 3-) Sistem Yazılımı 5 4-) Sistemin Elektrik ve Bağlantı
PEY-D810 SĠNYALĠZASYON SĠSTEMĠ AÇIKLAMALAR-KULLANIM-BAĞLANTILAR Sayfa 1 ĠÇĠNDEKĠLER SAYFA 1-) Sistemin Genel Tanıtımı 3 2-) Sistemin ÇalıĢma ġekli.4 3-) Sistem Yazılımı 5 4-) Sistemin Elektrik ve Bağlantı
İÇİNDEKİLER. Elektronik İmza... 3 Tanım... 3 Mevzuat... 3 Giriş... 3 Akıllı Akis Kart Alındıktan Sonra İzlenecek Adımlar... 4 2. Adım:...
 ELEKTRONİK İMZA 1 İÇİNDEKİLER Elektronik İmza... 3 Tanım... 3 Mevzuat... 3 Giriş... 3 Akıllı Akis Kart Alındıktan Sonra İzlenecek Adımlar... 4 1. Adım:... 4 2. Adım:... 4 Sürücü Yükleme Nasıl Yapılır?...
ELEKTRONİK İMZA 1 İÇİNDEKİLER Elektronik İmza... 3 Tanım... 3 Mevzuat... 3 Giriş... 3 Akıllı Akis Kart Alındıktan Sonra İzlenecek Adımlar... 4 1. Adım:... 4 2. Adım:... 4 Sürücü Yükleme Nasıl Yapılır?...