T.C KAFKAS ÜNİVERSİTESİ MÜHENDİSLİK VE MİMARLIK FAKÜLTESİ İMAL USULLERİ 2 DERSİ ÖDEVLERİ HAZIRLAYAN:MİTHAT AKBULAK
|
|
|
- Hazan Yener
- 8 yıl önce
- İzleme sayısı:
Transkript
1 T.C KAFKAS ÜNİVERSİTESİ MÜHENDİSLİK VE MİMARLIK FAKÜLTESİ İMAL USULLERİ 2 DERSİ ÖDEVLERİ HAZIRLAYAN:MİTHAT AKBULAK KARS

2 İÇİNDEKİLER: ELEKTROKİMYASAL SIVI JETİ... 7 ULTRASONİK İŞLEME... 7 ULTRASONİK KAVRAMI... 7 ULTRASONİK İŞLEME (USM):... 7 USM KULLANIM ALANLARI... 8 USM AŞINDIRICI MADDELER... 8 USM TAKIMLAR... 9 USM VERİMLİLİK... 9 USM SINIRLILIKLAR ULTRASONİK İŞLEME TEKNİĞİNİN GEÇMİŞİ TÜMDEN ŞEKİL DEĞİŞTİRME ELEKTROKİMYASAL İŞLEME ECDG: ELEKTROKİMYASAL EROZYON TAŞLAMA ELEKTRON IŞINI İLE İŞLEME SÜREÇ EKİPMANLAR SONUÇ ELEKTROKİMYASAL PARLATMA ELEKTRO PARLATMA PROSESLERİ AŞAĞIDAKİ GİBİDİR; ) Paklama ) Pasivasyon ) Artıkların Temizlenmesi Veya Asitle Temizlik ) Elektro-Parlatma(Elektro-Polisaj) HİDRODİNAMİK İŞLEME (HDM) İŞLEME PARAMETRELERİ Eğim Açısı Akışkan İçeriği UYGULAMA ALANLARI ELEKTRO-PARLATMA ELEKTRO-PARLATMA NEDİR? ELEKTRO-PARLATMANIN PRENSİBİ ELEKTRO-PARLATMA NASIL YAPILIR? ELEKTRO-PARLATMA İLE SONLANMIŞ YÜZEYLER ELEKTRO-PARLATMANIN UYGULAMA ALANLARI BASINÇ ÖLÇÜMÜ BASINÇ BİRİMLERİ BASINÇ ÖLÇER ELEKTROKİMYASAL İŞLEME PROSES MEKANİZMASI ELEKTRO-KİMYASAL İŞLEME
 Artıkların Temizlenmesi Veya Asitle Temizlik... 16 4-) Elektro-Parlatma(Elektro-Polisaj)... 16 HİDRODİNAMİK İŞLEME (HDM)... 17 İŞLEME PARAMETRELERİ... 18 Eğim Açısı... 22 Akışkan İçeriği.")
3 1. Temel Prensipler ECM in Avantaj ve Dezavantajları ECM in Uygulama Alanları Çapak alma Delik Delme ELEKTRO-KİMYASAL İŞLEME YÖNTEMLERİ Kimyasal İşleme: Elektroerozyonla İşleme Elektrokimyasal Taşlama Yüksek Enerjili Işınla İşleme ELEKTROKİMYASAL İŞLEME İLE İLĞİLİ GÖRSELLER SÜNEK İLERLEMELİ TAŞLAMA(CFG) İÇİNDEKİLER SÜREÇLER YÜZEY TAŞLAMA Ana madde: SİLİNDİRİK TAŞLAMA SÜRÜNME-BESLEME TAŞLAMA Ultra yüksek hızlı taşlama Form taşlama İç taşlama Centerless taşlama Elektrokimyasal taşlama TAŞLAMA YAĞLAMA WORKHOLDİNG YÖNTEMLERİ İŞ PARÇASI MALZEMELERİ İŞ PARÇASI GEOMETRİSİ İŞ PARÇASI MALZEMELERİ ÜZERİNDEKİ ETKİLERİ D UZAYDA DERİNLİĞİNİ KÖTÜYE ÇÖZÜM TAŞLAMA SÜNME BESLEME SÜNME BESLEME TAŞLAMA A FREZE SÜREÇ EYLEM TAŞLAMA SÜRÜNME YEM SU JETİNE GİRİŞ SU JETİ NEDİR? SU JETİ KESME PRENSİBİ SU JETİ PARÇALARI SU JETİ NOZULU SU MEMESİ / ABRASİV BORUSU BASINÇ ARTTIRICILAR VE POMPALAR PİSTONLU POMPALAR BASINÇ ARTTIRICILAR SU JETİNİN DİĞER YÖNTEMLERLE KARŞILAŞTIRILMASI SU JETİNİN AVANTAJLARI KUM TANELİ SU JETİ KUM TANELİ SU JETİ İLE KESMENİN ÖZELLİKLERİ SU JETİ TEKNOLOJİSİ İLE ÜSTÜN VERİMLİLİK

4 SU JETİNİN DİĞER AVANTAJLARI SONUÇ AŞINDIRICI AKIŞKANLA YÜZEY İŞLEME YÖNLÜ AFM KULLANIM ALANLARI AFM AVANTAJLARI HİDROLİK KONTROL SİSTEMİ ISIL DESTEKLİ İŞLEME ELEKTRO EROZYON TEKNOLOJİSİ ELEKTRO EROZYON İŞLEMİ TEL EROZYON ELEKTRO EREZYON TEZGAH SEÇİMİNDE DİKKATE ALINACAK HUSUSLAR ELEKTRON IŞINI İLE ŞEKİL VERME ELEKTRON IŞINI İLE DELME ELEKTRON IŞINI İLE KAYNAK Üstünlükleri: Eksiklikleri: BAŞLICA UYGULAMA ALANLARI Küçük delikleri delmekte Kesme Kaynak Tavlama AVANTAJLAR&DEZAVANTAJLAR PLAZMA KESME NEDİR? NEDEN PLAZMA KESME? HYPERTHERM PLAZMA KESME SİSTEMLERİ Üretkenlik İşletme Maliyetleri Kullanım Kolaylığı Kullanım Esnekliği KULLANIM KOLAYLIĞI Kolay Taşınabilir KULLANIM ALANLARI Paslanmaz Sac, Alüminyum ve Alüminyum Alaşımlarda üstün kesim kalitesi Kesme ve oluk açma seçenekleri Şekilli kesim avantajı İŞLETME MALİYETLERİ Yüksek verimlilik Düşük sarf malzeme maliyeti Patlayıcı - Yanıcı gaz maliyeti yok OKSİJENLE KESİME GÖRE PLAZMA İLE KESİMİN AVANTAJLARI ECH: ELEKTROKİMYASAL HONLAMA AVANTAJLARI AŞINDIRICILI SU JETİ

5 AŞINDIRICI SU JETİ KESME PRENSİBİ SU JETİ NOZULU SU MEMESİ / ABRASİV BORUSU BASINÇ ARTTIRICILAR VE POMPALAR PİSTONLU POMPALAR BASINÇ ARTTIRICILAR AŞINDIRICILAR SU İÇİN KATKILAR ASJ UYGULAMALARI FREZELEME FREZELEME İLE ELDE EDİLEN YÜZEY TORNALAMA DELME AŞINDIRICILI SU JETİ İLE KESİLEBİLECEKLER Aşındırıcılı su jeti nozulu ile kesilebilecekler SJ VE ASJ NİN KULLANILDIĞI SEKTÖRLER ASJ NİN AVANTAJLARI FOTOKİMYASAL İŞLEME FOTO KİMYASAL İŞLEMENİN AVANTAJLARI FOTO KİMYASAL İŞLEMENİN DEZAVANTAJLARI BASINÇLI SU JETİ İLE İŞLEME SU JETİ İLE İŞLEME SU JETİ ÇALIŞMA PRENSİBİ YAPILAN İŞLEMLERE ÖRNEKLER BASINÇLI SU JETİ İLE İŞLEME SU JETİ İLE KESME PARAMETRELERİ VE ÖZELLİKLERİ SU JETİNİN UYGULAMA ALANLARI ) Temizlik ) Kesme ) Havacılık ve Uzay Sanayi ) Otomotiv Sanayi ) Kağıt Sanayi ) Elektronik Sanayi ) Tekstil Sanayi ) Gıda Endüstrisi ) Paketleme Endüstrisi )Kauçuk ve Plastik Endüstrisi ) Maden İşletmeleri ) Metal Endüstrisi )Ayakkabı ve Deri Sanayi ) İzolasyon Uygulamalarında )Cam, Mermer, Granit ve Seramik Sektöründe DİĞER UYGULAMA ALANLARI SONUÇ VE DEĞERLENDİRME ELEKTROKİMYASAL ÇAPAK ALMA(ECD) AŞINDIRICI JET İLE İŞLEME (AJM) EKİPMANLAR

6 AŞINDIRICI JET MAKİNESİNİ OLUŞTURAN PARÇALAR: Gaz itiş sistemi: Aşındırıcı parçacık besleyici: İşlem bölmesi: Aşındırıcı jet ağızlığı: Aşındırıcılar: UYGULAMALAR AVANTAJLARI: DEZAVANTAJLAR: AŞINDIRI JET İLE İŞLEME İLE İLGİLİ ÖRNEK TOZ PARÇACIKLARI İLE İŞLEME RUM - DÖNEL ULTRASONİK İŞLEME RUM DÖNEL ULTRASONİK İŞLEMEYE STATİK BASINCIN ETKİSİ TİTREŞİM GENLİGİ ETKİSİ DÖNME HIZININ ETKİLERİ ELEKTRO EROZYON İLE İŞLEME TEL EROZYON GENEL TEKNOLOJİK PARAMETRELERİN TANIMI MALZEME KALDIRMA MEKANİZMASI TÜRLERİ Dalma Erozyon Tel Erozyon UYGULAMALAR Prototip üretimi Sikkeleri yapma KÜÇÜK DELİK DELME Metal İşleme parçalanma Kapalı döngü imalatı AVANTAJLARI VE DEZAVANTAJLARI ELEKTROKİMYASAL İŞLEME YÖNTEMLERİ YÖNTEMLER: ECM İŞLEMİ ELEKTROKİMYASAL ÇAPAK ALMA(ECD) (ECG) UYGULAMALARI VE AVANTAJLARI Uygulamalar: Avantajlar:

7 ELEKTROKİMYASAL SIVI JETİ ES, ECM ilkelerini kullanarak küçük çaplı delik delmek için kullanılan bir yöntemdir. Boru şeklinde katot elektrot ucuna, yalıtkan bir malzemeden orifîsli bir lüle yerleştirilir. Boru ve lüle içinden iletilen elektrolitik sıvı yardımı ile elektrokimyasal işleme gerçekleşir.lüle olarak cam kullanılabilir. ES ileçapı 0.2 mm ye kadar derin delikler delinebilir. Gaz türbinlerinde soğutma deliklerinin delinmesi tipik bir ES uygulamasıdır. Aynı anda çok sayıda delik delmek mümkündür. ULTRASONİK İŞLEME Ultrasonik Kavramı:Ultrason, insan kulağının işitemeyeceği kadar yüksek frekanslı ses dalgalarına verilen addır. Duyulabilir ses frekansı Hz aralığındadır. Ultrasonik ses dalgaları ise Hz üzerindedir.bir güç jenaratörü vasıtasıyla 120/240 V ve 50/60 Hz alternatif akımlı şebeke ile elektiriği, Hz titreşimli yüksek frekanslı doğru akıma çevrilir. Bu yüksek frekans dönüştürücüler (tranducer) tarafından algılanıp mekanik enerjiye dönüştürülür. Ultrasonik işleme (USM):Ultrasonik işleme tekniği, bir akışkan içinde; takım ve iş parçası arasında bulunan aşındırıcı malzemelerin, takımın yaklaşık d/s titreşmesine bağlı olarak iş malzemesini aşındırmasıdır. Oluşturulan titreşim sayesinde istenilen geometriler iş parçasının üzerine işlenebilmektedir. Ultrasonik işleme tekniği ile işlenen parçalarda 0,025-0,001 mm arasında hassasiyet sağlanabilmektedir.ultrasonik işlemede; takım, işleme hızına bağlı olarak iş parçası içinde ilerler. Takım ve bağlantı kalıbı, manyetik başa bağlı olarak 0,001-0,07 mm genlikte ve d/s frekansta titreşir. Aşındırıcı parçacıklar da 0,025-0,1 mm dolayında ki takım ile iş parçası arasına akışkan içinde gönderilir.bağlama kalıbı genellikle monel (aside dayanıklı) ya da paslanmaz çelikten yapılmıştır. Takım ise düşük karbonlu ya da paslanmaz çelikten seçilir. Aşındırıcı parçacıklar da sıvı bir pompa ile devamlı yenilenir. Sıcaklık, soğutmayı sağlamak amacı ile 2-5 derece seviyesinde tutulur. 7

8 USM Kullanım alanları:ultrasonik işleme, konvansiyonel yöntemlerle imkansız ya da çok güç olan alanlarda büyük bir üstünlük sağlar. Tercihen küçük boyutlu ve özel amaçlı gevrek malzemelerde kullanılmaktadır. Uygulama alanına hemen hemen bütün malzeme ve iş türleri girer. Basma kalıpları, ekstrüzyon tel çekme kalıpları. Bazı özel hallerde çelik işlemede (pafta imalı gibi). Sert malzeme ya da cermet uçlu kesiciler. Sert ve aşırı kırılgan germanyum ve silikon işleme Optik aletler Elektronik sanayi (seramik parçalar) USM Aşındırıcı Maddeler:Aşındırıcı maddeler (SİC, Aİ203, B4C ve elmas d=8~500 µm) suya ve ya yağa eklenir. Aşındırıcıların boyutu yüzey pürüzlüğü ve kesme hızına göre farklılaşır. İnce maddeler daha iyi yüzey kalitesi ve hassiyet sağlar, fakat işleme hızı azdır. Yüzeyde devamlılığı sağlamak verimliliği artırmak için su içindeki aşındırıcı maddelerin boyutlandırının üniform olması tercih edilir. Aşındırıcı maddelerden boron karbid, en yüksek işleme hızını sağlar. İşleme hızı aşındırıcı madde boyutu ile, titreşim genliğine eşit oluncaya kadar doğru orantılıdır, bu değerden sonra ise ters orantılıdır. 8
 USM Aşındırıcı Maddeler:Aşındırıcı maddeler (SİC, Aİ203, B4C ve elmas d=8~500 µm) suya ve ya yağa")
9 USM Takımlar:USM takım malzemeleri yumuşak ve aynı zamanda dayanıklı olmalıdır. Fakat çok yumuşak malzemeler (Alüminyum, Bakır, Pirinç) kısa ömürlü olurlar. Düşük karbonlu çelik iyi bir USM kesici takım malzemelerdir. Paslanmaz çelik ve molibden daha iyidir.usm takım tasarımın da, kalemin kütle boyu önemlidir. Büyük bir kütle, daha çok enerji emer, verimi düşürür. Gereğinden uzun takım ise gerilimi artırır. Genellikle kalem boyları mm civarındadır. USM Verimlilik:USM de işleme hızı, diğer şartlar aynı kaldığı düşünülürse, işleme alanı ile artar. Ancak işleme alanı genişledikçe, sıvının devri güçleşir. Titreşim özelliklerinin işleme hızına etkisi olduğu düşünülebilir. Ancak, aradaki işlişki oldukça karışıktır. USM verimliliği tireşim genliğine, frekansa ve aşındırıcı madde büyüklüğüne bağlıdır. Her uygulama için ayrı en uygun değer bulunabilir. Yüksek verimlilik için USİ kaleminin rezonans frekansta çalışması şarttır. 9

10 USM Sınırlılıklar İşleme hızı düşüktür. Kaldırılan malzeme miktarı genellikle 50 mm dak tan daha küçük miktarlarda olmaktadır. Aşındırıcı sıvı, takım ömrünü azaltmakta ve takımı belli bir tutmayı güçleştirmektedir. İşleme alanı ve kesme derinliği belli sınırlılıklar vardır. Ultrasonik işlemenin maliyeti konvensiyonel işlemeye göre daha yüksektir. Ultrasonik İşleme Tekniğinin Geçmişi:Ultrasonik teknolojinin kökleri Pierre Curie nin 1880 li yıllarda yaptığı piezoelektirik araştırmalara uzanır li yıllarda bu teknik henüz endüstiriye girmemekle beraber tanınmaya başlanmıştır.ultrasonik işleme tekniği, ilk olarak1950 li yıllarda EDM ile işlenen yüzeylerin son bitirme işlemlerinde kullanılmaya başlanmıştır. Son 20 yılda bu işleme tekniğinin kullanım alanı giderek artmıştır. TÜMDEN ŞEKİL DEĞİŞTİRME TFM, EDM için kalıp yapımında kullanılmak üzere geliştirilmiş bir işlemdir. Herhangi bir yöntemle yapılan aşındırıcı epoksi mastar, kalıp işlenecek grafit blok üzerine yerleştirilir.hidrolik bir sistem ile mastar ve grafit blok birbirine bastırılır. İş tablasına bir kam mekanizması ile istenilen Toleranslar içinde salınım hareketi verir. Böylece tüm yüzeylerde aşınma ile işleme sağlanır. Bir mastar kalıp ile grafit EDM elektrodu yapılabilir. Sağlanabilen tolerans ve hassasiyet EDM uygulamaları için yeterlidir. Takımları alışılmış yöntemlerin takımlarına benzer.endüstride özel işler için kullanılan yöntemlerdir. ELEKTROKİMYASAL İŞLEME ECM, şekilli takım elektrot kullanarak, bu elektrotun iş parçasına dikey ilerlemesiyle 3 boyutlu işleme sağlar. Tezgah yapısı olarak USM ve EDM tezgahlarına benzer. ECM tezgahının en önemli birimi elektrolitik sıvı devresidir. Bazı tezgahlarda soğutma ve işleme ürünlerinin çökelmesi için çok büyük bir sıvı deposu gerekebilir. Elektrolitik sıvı sürekli olarak dolaşmalı ve temizlenmelidir. Bu amaçla özel pompa ve filtre sistemi kullanılır. Sıvı basıncı tipik olarak bar arasındadır. ECM de elektrolitik sıvının başlıca üç görevi vardır : Takım ve iş parçası arasında akım taşıyarak malzeme işlenmesini sağlar. İşleme sonucu açığa çıkan işleme ürünlerini taşıyarak filtre edilmelerini sağlar. Isınan elektrotları soğutur. Bu görevleri sağlayabilecek elektrotların şu özelliklere sahip olmaları gerekir : İyi elektriksel iletken olmaları gerekir. 10

11 Kendisi ya da buharı zehirli olmalıdır. Korozif olmalıdır. Kimyasal ve elektrokimyasal yönden dengeli ( sabit ) olmalıdır. Anot ve katot yüzeylerini pasifleştirmemelidir. Endüstriyel uygulamada kullanılan bazı elektrolitik sıvılar ve özellikleri Sodyum klorür ve diğer tuz eriyikleri elektrolitik sıvı olarak kullanıldıklarında eriyemeyen çökeltiler verir. Sodyum hidroksit gibi bazı elektrolitik sıvılarda ise çökeltiler sıvı içinde dağılır. İkincilerin filtrasyonu daha kolaydır, ancak kimyasal bileşiminin kontrolü güçtür. Aşınma ürünleri ( çökelti ) hidroksit ve hidrat oksitlerden oluşmuştur. İşlenen 1 hacim metal için hacim çökelti oluşur. Normal işleme koşulları elde etmek için çökeltilerin ağırlık olarak %2 yi geçmemesi gerekir. Çökeltiyi temizlemek için filtre, santrifüj ya da çökeltme yöntemleri uygulanabilir. Elektrolitik sıvı iletkenliği, sıvının yoğunluk ve sıcaklığına bağlıdır. Seyrettik elektrolitik sıvıların iletkenliği daha azdır. Ancak, aşırı doymuş elektrolitik sıvılar vana, pompa gibi kritik yerlerde tuz kristalleri oluşumuna yol açar. Artan sıcaklık ile elektrolitik sıvı iletkenliği de artar. Ancak sıvıyı ısıtmak ek bir enerji gerektirir. Elektrolitik sıvı akış hızı, aşınma ürünlerinin taşınması ve elektrotların soğutulması açısından çok önemlidir. Genellikle yüksek akış hızı daha düzgün ve devamlı yüzey sağlar. Düşük hızda ise elektrotlar arasında sıvı akımı düzgün ve devamlı sağlanamaz, tıkanmalar olur. Bu da kontrolsüz işlemeye, bölgesel aşınmaya yol açar. Sodyum klorür ve potasyum klorür eriyikleri gibi bazı elektrolitik sıvılar elektrokimyasal işlemde tehlike yaratmazlar. Sodyum nitrat ve sodyum klorat eriyikleri ise yanıcı maddelerle temastan korunmalıdır. Alkali eriyikler insan vücudu için de zararlıdır. Buhar ve tozlan teneffüs edilmemelidir. Yüz maskeleri ve koruyucu eldivenler, tehlikeli elektrolitik sıvılar için kullanılmalıdır. ECM de kısa devre bazen patlamalara yol açabilir, ya da iş parçası ve elektrota zarar verebilir. Asit ve klorür eriyikleri de genellikle tezgah konstrüksiyon elemanlarına karşı korozifdir. Bu elemanların özel aşamalardan yapılması gerekir. ECM ile işleme sonunda elektrolitik sıvının etkisini silmek için, iş parçasını temizlemek gerekir. Bu amaçla genellikle su ile yıkama yeterli olmaktadır. Ancak, demir alaşımlarında dikkat etmek gerekir. Elektrot tasarımı elektro-kimyasal işlemenin en önemli ve aynı ölçüde en güç cephesidir. Elektrot şekli, elektrolitik sıvı içindeki akımı belirli yerlere kanalize eder. Ancak, düzgün ve 11
 hidroksit ve hidrat oksitlerden oluşmuştur. İşlenen 1 hacim metal için 100 150 hacim çökelti oluşur.")
12 hızlı bir sıvı akımına imkan verecek şekilde olması ve sürekli olarak elektrolizi sağlayacak açıklıkta olması gerekir. Elektrot ölçüleri istenen iş parçasından "kesim fazlalığı" kadar farklıdır. Bu fark mm arasında değişir. Elektrot kesit alanı da basınca dayanıklı ve yüksek akımı taşıyabilecek güçte olmalıdır. Elektrot tasarımının en önemli yönü, düzgün, sürekli ve hızlı elektrolitik sıvı akımı sağlamaktır. Bunun için belirli ve sağlam bir yöntem yoktur. Her iş için dene-gör prensibi ile çeşitli çözüm yolları bulunabilir. Sıvı akımının iyi sağlanamadığı köşelerde ve sıvının giriş ve çıkış bölgelerinde aşırı aşınma görülebilir. Elektrot yüzeyleri mümkün olan en iyi şekilde işlenip parlatılmalıdır. Küçük pürüzler bile iş parçası yüzeyinde büyük hatalara yol açar. Yalıtım, ECM de akımı kanalize etmede önemli bir yer tutar. Her elektrot için özel uygulamalar gerekebilir. İyi bir yalıtım için aranan özellikler şunlardır: 1. Elektroda iyi yapışkanlık, 2. Kaçaklara yol açmayacak şekilde yoğun yapı, 3. Uygulanabilir kalınlık, 4. Elektrolitik sıvı akımını bozmayacak düzgünlük, C sıcaklıklara kadar devamlı direnç, 6. Aşınmaya karşı direnç, 7. Elektrolitik sıvıya karşı kimyasal direnç, 8. Yüksek elektriksel direnç. Bu özellikleri sağlayan başlıca ticari maddeler ise şunlardır: yüksek ısıya dayanıklı vernik, vinyl, teflon, polyester, urethane, phenolic, epoxy, tape. ECM de iş parçası olarak, elektriği ileten bütün malzemeler, diğer özelliklerine bağlı olmaksızın kullanılabilir. Ancak, malzemenin metalurjik yapısı ve sertliğinin işleme özelliklerine az da olsa etki edebildiği tahmin edilmektedir. İşleme hızı teorik olarak bütün malzemeler için hesaplanabilmektedir. Bu değerler elektrot tasarımına bağlı olarak değişir. Ancak, uygulamadan önce bütün malzemeler için, her A için 15 cm /dak işleme hızı kabul edilebilir. Pratikte 8-16 cm 3 /dak: A arasında değişir. ECM, karmaşık şekilli ve çok sayıda üretilecek parçalar için çok uygundur. 3 boyutlu yüzey geometrisine sahip işlerin ECM ile seri üretimi mümkündür. Dairesel olmayan delikler

13 mm hassasiyet ile açılabilir. Derin delikler (örneğin 1 mm çapında ve 600 mm derinlikte) delinebilir. ECM ile işlenen yüzeyler mekanik gerilmelerden tümüyle arındırılmıştır. Bu durum bazen malzemenin yorulma ömrünü % 80 e kadar azaltır. Bunu önlemek için bilye püskürtme, kumlama vb. yöntemler ile artık basınç gerilmeleri yaratılır. ECM ile işlenmiş yüzeyler genellikle parlak olabilir. Yüzey pürüzlülüğü um arasında değişir. Yöntem, işleme hızı çok yüksek, ilkesel olarak işleme potansiyeli fazla olduğundan hem seri üretim parçalarında, hem de kalıp üretimi gibi az sayıda parça yapımında kullanılır. Ancak, ECM nin halen en önemli zayıflığı, elektrolitik sıvının istenmeyen korozif etkisi ve yüksek akım değerleri nedeni ile görülen elektrik kaçaklarıdır. ECM normal olarak şekilli takım elektrotlar kullanarak işleme için uygulanır. ECDG: Elektrokimyasal Erozyon Taşlama ECG ile ECDB yöntemlerinin bileşimidir. Temel malzeme işleme mekanizması elektrokimyasaldır. Elektrik arkları (kıvılcımlar) yüzeydeki film tabakasının kaldırılmasını sağlar. Böylece hiçbir mekanik temas olmadan taşlama yapılmış olur. ECDG için mm olağan bir hassasiyettir mm değerlerine kadar azalabilir. Yüzey pürüzlülük değerleri ise 1 birim dolaylarındadır. ELEKTRON IŞINI İLE İŞLEME Dar bir ışın haline konsantre edilmesi, yüksek hızlı elektron ısı oluşturma ve malzeme buharlaştırılması, iş parçasının doğru yönlendirilir bir süreçtir. EBM metallerin çeşitli çok hassas kesme ve delme için kullanılabilir. Yüzey iyidir ve çentik genişliği diğer termal kesme işlemleri için daha dardır. 13

14 SÜREÇ EBM demet darbe modunda çalıştırılır. Bu uygun hemen katot sonra bulunan önyargılı ızgara kutuplama elde edilir. Sürece 15 olarak ms gibi düşük 50 olarak ms'den darbe süresi elde edecek şekilde geçiş bakliyat önyargı ızgara verilir. Işın akımı doğrudan ışın katot veya mevcut tarafından yayılan elektron sayısı ile ilgilidir. Işın akımı yine düşük 1 μamp 200 amp olabilir. Demeti akımı arttırmak doğrudan darbe başına enerjiyi arttırır. Aynı zamanda darbe başına enerji artırır darbe süresi artar. Yüksek enerjili darbeler (100 J / darbe aşan) kalın plakalar üzerinde makine büyük delikler olabilir. Enerji yoğunluğu ve güç yoğunluğu darbe süresi ve spot büyüklüğü başına enerji tarafından yönetilir. Ancak Noktası boyut, elektromanyetik lensler elde odaklama derecesi ile kontrol edilir. Bir yüksek enerji yoğunluğu, yani daha düşük bir nokta boyutu için, kazıma hızlı delik boyutu daha küçük olurdu ama olurdu. Odaklama düzleminin iş parçasının yüzeyi üzerine veya iş parçasının yüzeyinin altında olacaktır. EKİPMANLAR İnşaat KDT ekipmanları elektron ışını kaynak makineleri ( elektron ışını kaynağı) benzer. EBM makineleri genellikle yaklaşık 200,000 km / s elektronları hızlandırmak için 150 kv ile 200 aralığında voltaj kullanmaktadır. Manyetik lensler iş parçasının yüzeyine elektron ışını odaklanmak için kullanılır. Gerektiğinde elektromanyetik saptırma sistemi vasıtasıyla demeti genellikle, bir bilgisayar vasıtasıyla konumlandırılır. SONUÇ Vakum kirlenmeyi azaltmak ve hava moleküllerinin elektron çarpışmaları en aza indirmek için kullanılmalıdır. Iş vakum yapılması gerektiğinden, EBM küçük parçalar için uygundur. Iş parçası ile elektron ışınının etkileşimi tehlikeli x ışınları üreten ve sadece yüksek eğitimli personel EBM ekipmanı kullanmalıdır. ELEKTROKİMYASAL PARLATMA Elektro-parlatma (elektro-polisaj),metalik bir cismin yüzeyinden metalin elektrolitik biçimde iyon uzaklaştırıldığı kimyasal bir yüzey sonlama tekniğidir. Buradaki başlıca amaç, mikro pürüzlülüğü en aza indirmek, böylece kir ve mamul artıklarının birikmesi riskini önemli 14

15 ölçüde azaltıp, yüzeyin temizlenebilirliğini iyileştirmektir. Elektro-parlatma, çapak giderme, parlaklaştırma ve pasivasyon için de kullanılmaktadır. Proses, bozulmamış ve metalürjik açıdan temiz bir yüzey ortaya çıkarmaktadır. Mekanik ve termal gerilmeler, parçacık gömülmesi ve yüzey işlemlerine ait istenmeyen olası etkiler önlenmek veya tersine çevrilmektedir. Öngörülen bir paslanmaz çeliğin doğal korozyon direnci tamamen kullanılmaktadır. Bu nedenlerle elektro-parlatma, korozyon direnci ve temizlenebilirlik şartlarının özellikle yüksek olduğu endüstrilerde paslanmaz çelik için genel bir işlem haline gelmiştir. Elektro-parlatma mekanik, termal veya kimyasal şok içermediğinden, küçük mekanik bakımdan kırılgan parçalar işlenebilir. Elektro-parlatma, herhangi bir şekle veya büyüklüğe sahip olan parçalara uygulanabilmektedir. Elektro Parlatma Prosesleri aşağıdaki gibidir; 1-) Paklama Paklama, oksitleri, özellikle kaynak sebebiyle meydana gelen renklenme bölgelerini ve diğer renk değişikliklerini veya korozyon ürünlerini gidermektedir. Bu işlem, paslanmaz çeliğin 15

16 doğal olarak kendiliğinden pasivasyon gerçekleştirmesi için lazım olan koşulları sağlayan temiz metalik bir yüzey meydana getirmektedir. Tipik birleşimler, nitrik asit ve hidroflüorik asit içermektedir. İşlem süresi, çözelti sıcaklığına ve kirlenme derecesine bağlıdır. 2-) Pasivasyon Paslanmaz çelikte kendiliğinden pasivasyon, hava veya sudaki oksijenle temas halinde normalde doğal biçimde meydana gelmektedir. Bununla birlikte, pasif tabakanın tam kalınlıkta oluşması birkaç gün alabilmektedir. Kimyasal pasivasyon işlemi, pasif tabaka oluşumunu hızlandırarak tam gücüne kontrollü şartlar altında çabuk biçimde gelmesini sağlamaktır. Pasivasyon işlemi seyreltik nitrik asit içerisinde gerçekleşmektedir. İşlem süresi 15 dk. ile 1 saat arasındadır. 3-) Artıkların Temizlenmesi Veya Asitle Temizlik Bu işlem, paslanmaz çelik yüzeyinde bırakıldığında paslanacak demir parçacıklarını gidermektedir. Örneğin paslanmaz çelik parçaların demir kirlenmesine (taşlama tozuna, karbon çeliği üzerinde gerçekleştirilen komşu bir işten gelen pas parçacıklarına, takımlarda ki aşınmaya, vb.) maruz kalması durumudur. 4-) Elektro-Parlatma(Elektro-Polisaj) Elektro-parlatma, mikro pürüzlülüğü azaltmak ve bu yayımda tarif edilen çok sayıda istenilir etkiyi üretmek üzere temiz metalik yüzeylere uygulanmaktadır. Proses, elektroliz prensibine dayanmakta olup bir akım geçişi ve çoğunluğu sülfürik asit ve orthofosforik asit içermektedir. İşlem süreleri genellikle 2 dk. İle 20 dk. Arsındadır. 16

17 HİDRODİNAMİK İŞLEME (HDM) Hidrodinamik işleme alışılmamış imalat yöntemlerinden biridir. Hidrodinamik işleme yapılırken iş parçası üzerine yüksek basınç ( genellikle 1.15MP) ve yüksek hıza sahip su veya katkılı su bazlı sıvılar uygulanır. HDM de hidrolik sistemle çalışan bir basınçlı hızlandırıcı ( intensifier )suyu, kesme işleminde kullanmak üzere sıkıştırır. Titreşimi engellemek için ŞEKİL 1 de görüldüğü gibi biriktirici ( accumulator ) kullanılır. ŞEKİL 1 İş parçası ( work piece), lüle ( nozzle), arasındaki ilişki ŞEKİL 2 de gösterilmiştir. 17
suyu, kesme işleminde kullanmak üzere sıkıştırır.")
18 ŞEKİL 2 ( a ) da uzak durma mesafesi( standoff distance), işleme derinliği ( penentration depth) ve eğim açısı ( rake angle). ( b ) de ise pozitif eğim altında iş parçası ile lüle arasındaki ilişki gösterilmiştir. İŞLEME PARAMETRELERİ Lüle boyutu, su basıncı, suyun debisi, uzak durma mesafesi, eğim açısı ve kesme sıvısındaki katkı malzemeleri gibi parametreleri de içermek üzere hidrodinamik işlemenin sonucunu etkileyecek birçok değer vardır. Lüleler: HDM lüleleri sentetik safir, sertleştirilmiş çelik, paslanmaz çelik veya tungster karpit materyalleri kullanarak üretilebilir. Lülenin üretileceği madde hidrodinamik işlemenin şiddetine göre seçilir. Çoğu uygulamada orifis ( lüle ucu) çapı mm arasındadır. Orifis çapı ne kadar küçük olursa kesme o kadar iyi olur. Büyük çaplı orifisler ince materyallerin kesiminde kullanılır. Fakat bu durum etkileyici bir kesim olması için yüksek beygir gücü gerektirir. Çoğu ince materyallerde genellikle kesik lülenin orifis çapından 0.03 mm daha büyüktür. Su Basıncı: Bu işleme yönteminde su basıncı genellikle MPa ya kadar yükselebilir. ŞEKİL 3 te su basıncı ile su hızı arasındaki ilişki gösteren eğri çizilmiştir. 18

19 ŞEKİL 3 ŞEKİL 4 ŞEKİL 4 te ise kullanılan değişik orifis boyutlarından su hızının, su debisi üzerindeki etkisi grafik üzerinde gösterilmiştir. Değişik boyutlarda çeşitli lüleler kullanılarak su hızının, güç gereksinimi üzerindeki etkisi ŞEKİL 5 teki grafikte eğrilerle gösterilmiştir. 19

20 ŞEKİL5 ŞEKİL 6 da ise farklı basınçlar ve debiler için hidrolik beygir gücünün nasıl belirleneceği gösterilmektedir. ŞEKİL 6 Kesme Hızları: etkin kesme hızının belirlenmesinde materyal türü, su basıncı, lülenin orifis boyutu ve iş parçası kalınlığı oldukça etkilidir. Ayrıca kesme hızı operasyon maliyetinde de doğrudan etkilidir. Genellikle, uzak durma mesafesi arttıkça kesme hızı azalır. Uzak durma mesafesi, kesme derinliğini de olumsuz etkiler. 20

21 Kuvvetler ve Sıcaklıklar: HDM sırasında iş parçasına uygulanan kuvvetler su basıncı, lüle boyutu vb. faktörlere göre değişir. Su hızının bir fonksiyonudur. Bu durum ŞEKİL 7 de gösterilmektedir. ŞEKİL 7 Genellikle iş parçasının yüzey normali doğrultusundaki kuvvetler 180 n dan büyük olmamaktadır. Yan yüzeylerde ise çok düşüktür. HDM de sıcaklık, sert plastiği eritebilecek düzeylere yükselebilmektedir. Fakat bu durum çoğu uygulamada büyük bir problem teşkil etmemektedir. Uzak Durma Mesafesi: Uzak durma mesafesinin kesme derinliği üzerindeki etkisi ŞEKİL 8 de gösterildiği gibidir. ŞEKİL 8 21
22 Uygulamaya göre, uzak durma mesafesi 2,5-75 mm arasında değişebilir. Fakat genel kullanım 3 mm dir. Eğim Açısı: ŞEKİL 2 de gösterildiği gibi akış doğrultusunun yatayla yaptığı açıya eğim açısı denir. Eğim açısı genellikle 60 derece olarak alınır. Eğim açısının artması ( bazı durumlarda 75 dereceye kadar çıkar. )kesme derinliğini artırır. Akışkan İçeriği: Kesme kalitesini artırmak amacıyla suya katılan başlıca katkılar; gliserin, polietilen oksit ve uzun zincirli polimerler şeklindedir. Sıvı akışkan kalitesinde sıvı filtrasyonu önemli rol oynar. Ayrıca lüle ömrü akışkanın temizliği ile doğru orantılıdır. Genellikle lik bir sıvı filtrasyonu tavsiye edilir. UYGULAMA ALANLARI HDM; ahşap, kağıt, plastik, alçı, deri, kauçuk, naylon, fiber gibi metal olmayan birçok materyalin kesilmesinde oldukça etkilidir. Bazı çok ince yumuşak metallerde de bu işlemle kesim yapılabilir. Çelik plakalarda 0,13mm ve alüminyum plakalarda 0,50mm ye kadar kalınlıklara sahip bu malzemelerde de kesim işlemi HDM ile gerçekleştirilebilir. Deneyler göstermiştir ki cam, seramik ve kristal gibi kırılmayan malzemeler HDM ile kesim için uygun görülmemiştir. Çünkü bu materyaller bu uygulama koşullarında( HDM il kesim koşulları ) çatlamaya ve kırılmaya oldukça eğilimlidirler. 22
23 ELEKTRO-PARLATMA ELEKTRO-PARLATMA NEDİR? Elektro-parlatma, metalin elektrolitik biçimde metalik bir cisim yüzeyinden iyonlar halinde uzaklaştırıldığı kimyasal bir yüzey sonlama tekniğidir. Temel amaç, mikro pürüzlülüğü en aza indirmektir. Bu, kir ve ürün kalıntılarının yüzeye yapışma riskini önemli ölçüde azaltmakta ve yüzeyin temizlenebilirliğini iyileştirmektedir. Elektro-parlatma aynı zamanda çapak giderme, parlatma ve pasivasyon amaçları için de kullanılmaktadır. Eczacılık, biyokimya ve gıda işleme endüstrilerinde birçok uygulama örnekleri mevcuttur. ELEKTRO-PARLATMANIN PRENSİBİ Elektro-parlatma, iş parçası belirli bir bileşime sahip bir elektrolit içerisine daldırılmış haldeyken üzerinden bir elektrik akımı geçirerek iş parçasından metal kaldırmaktadır. Proses, esasen elektro-kaplamanın tersidir. Bir kaplama sisteminde, metal iyonları çözeltiden alınıp iş parçası üzerinde biriktirilmektedir. Bir elektro-parlatma sisteminde ise iş parçasının kendisi çözelti içerisine metal iyonları ilave ederek erozyona uğramaktadır. ELEKTRO-PARLATMA NASIL YAPILIR? Elektro parlatma esnasında, metal anodik elektrottan çözünür, metalin çözünebilir bir tuz formunu oluşturmak üzere çözelti içerisine geçer. Paslanmaz çelikteki bütün bileşenler demir, krom ve nikel- bu reaksiyona aynı anda girerek yüzeyde kontrollü bir düzgünleşme meydana getirir. Aynı zamanda, birkaç yan reaksiyon da meydana gelmekte ve elektroparlatmada mümkün olan en yüksek kaliteyi üretmek üzere kontrol altında tutulmak zorunda olan yan ürünler oluşturmaktadır.tipik bir elektro-parlatma çözeltisi, hacimce eşit oranda % 96 lık sülfürik asit ile % 85 lik orthofosforik asit karışımı içermektedir. ELEKTRO-PARLATMA İLE SONLANMIŞ YÜZEYLER Elektro-parlatma, yüzeyi iyileştiren, kirletici olmayan, parçacık bırakmayan ve yapışkan olmayan etkileri nedeniyle veya sadece dekoratif sebeplerle, birçok endüstride çok sayıda metal için son yüzey işlemi olarak tercih edilmektedir. Hedeflenen, estetik bakımdan hoşa giden bir yüzey olduğunda, yüksek-kalite elektroparlatmanın genellikle gözle muayene ile kontrol edilmesi yeterli olabilmektedir. Bununla birlikte, istenilen yüzey sonlama kalitesinin en yüksek seviyede olması halinde ve yüzey durumunun gelecekteki değerlendirmeler için dokümante edilmesinin şart olduğu durumlarda yüzeyin mikroskobik olarak değerlendirilmesi gerekmektedir. 23
24 ELEKTRO-PARLATMANIN UYGULAMA ALANLARI 1) BORU SİSTEMLERİ 2) TIBBİ UYGULAMALAR 3) YARI İLETKEN İMALATI 4) ECZACILIKLA İLGİLİ PROSESLER 5) ENERJİ (PETROL,DOĞALGAZ) ARAMALARI 6) YİYECEK VE İÇECEK İŞLEME 7) SU ARITMA 8) KAĞIT FABRİKALARI 9) HALKA AÇIK MEKANLAR BASINÇ ÖLÇÜMÜ Basınç ve vakum'un ölçülmesi için çok çeşitli teknikler geliştirilmiştir. Basınç ölçümü için kullanılan bu cihazlar, basınç ölçüm saati veya vakum ölçüm saati olarak adlandırılır.manometre, bir basınç ölçüm aletidir, genellikle atmosferik basınca yakın basınç ölçümleri için kullanılır. Manometre terimi sık olarak, özel sıvı kolonlu hidrostatik cihazları ifade etmek için de kullanılır. Vakum ölçüm saati, vakum (vakum, iki alt kategoride incelenir: yüksek ve düşük vakum) içindeki basıncı ölçmek için kullanılır. Vakum ölçümü için kullanılan tekniklerin birçoğu basınç ölçüm aralığı içinde uygulanabilirdir. Bundan dolayı, farklı tipteki birçok ölçüm cihazı birleştirilerek, 10 mbar'dan mbar'a kadar olan basıncı aynı basınç ölçüm sistemi içinde ölçmek mümkündür. 24
25 BASINÇ BİRİMLERİ Basınç birimleri pascal (Pa) bar (bar) teknik atmosfer (at) atmosfer (atm) torr (mmhg) poundkuvvet/ inch*inch (psi) 1 Pa 1 N/m bar dyn/cm at kgf/cm atm atm torr mmhg psi lbf/in 2 Örnek okuma: 1 Pa = 1 N/m 2 = 10 5 bar = at = atm, gibi Not:mmHg, milimetre civanın kısaltmasıdır. BASINÇ ÖLÇER Basınç ölçer, hemen hemen bütün alanlarda kullanılmaktadır. Sistemin basınç değerlerini ölçerek, ölçtüğü basıncı elektriksel sinyale çeviren cihazlardır. Basın ölçer, arıtma sistemlerinde, gıda sektörlerinde, ilaç endüstrisinde, kimya sektörlerinde, tekstil firmaları gibi pek çok makine mühendisliğinin alanına giren konularda yaygın olarak kullanılmakta olan ürünlerdir. Diyaframlı Basınç ölçerler, mekanik bağlantı noktasında yer alan ve diyaframa uygulanan basınç değerini elektriksel sinyale çevirme işlemi ile basınç miktarını ölçemeye yarayan ürünlerdir. Diyaframlı olmaları nedeni ile atık su, pis su, yoğun sıvılar ve içinde partikül bulunan sıvılar, içinde katı parçacık ve benzeri maddeler bulunan hava basınç sistemleri gibi pek çok alanda kullanım imkanı sağlamaktadır. Akıllı tip basınç ölçer, kusursuz kararlılığa ve çok yüksek hassasiyet kapasitesine sahiptirler. Kurulumları oldukça kolaydır ve bakım ihtiyaçları da yoktur. Akıllı tip basınç ölçerler ile hat protokolü ile ayar yapılandırılması yapılabilir. Üstün performans ve yüksek hassasiyete sahiptirler. Sürekli kendini kontrol etme fonksiyonuna sahip olan bu ürünler aynı zamanda, otomatik ortam sıcaklığı kompanzasyonu da sağlamaktadırlar. Esnek sensör girişlerine sahiptirler. Dijital sinyal çıkışları bulunur ve 25
26 bunlar gibi daha pek çok özellik ile donatılmış bu ürünler, firmamız tarafından özenle seçilmiş ve ölçüm kontrol cihazları ile çalışmakta olan firmalara titizlikle tahsis edilmektedirler. Fark basınç transmitteri, gaz ve sıvıların fark basınçlarını ölçmek ve kontrol etmek için yapılandırılmış ürünlerdir. Fark basınç sensörü 125 derece gibi yüksek sıcaklıklarda etkili bir performans ve kararlılık göstererek çalışmaktadırlar. Islak kısımların paslanmaz çelikten yapılmış olması sebebiyle pek çok yırtıcı sıvıda kullanılır. Fark Basınç transmitteri filtre kirlenmelerinde, pompa testlerinde, basınçlı tankların seviye ölçümlerinde, hatların kirlenmelerinde, hatların kaçak testlerinde ve daha pek çok farklı alanda kullanılmaktadır. Hava Fark basınç transmitterleri, belirlenen iki nokta arasındaki basıncın seviyesini ve farkını ölçmek için yapılandırılmış ürünlerdir. Havalandırma sektörlerinde, filtre kirlenmelerinde, ameliyat odalarında ve daha pek çok farklı sektörde kullanım alanı vardır. Basınç ölçer donanımları, su arıtma sistemlerinde kullanıldığı gibi, kazan ve tanklarda da kullanılmaktadır. Bunların yanı sıra, gıda firmalarında, ısıtma ve soğutma sistemlerinde, petrokimya ya da kimya firmalarında, gemilerde ve yatlarda, fabrikaların basınç ölçümlerinde olmak üzere, oldukça fazla alanda kullanılmaktadır ve çok yaygın ürünlerdir. Bu tür alanlarda, yapılan işlerin olumlu sonuçlar doğurması, kaliteli ve nitelikli olması, verimliğin iyi, performansın yüksek olması nedeni ile ölçüm donanımları azımsanmayacak kadar çok fazla önem taşır. Aynı zamanda basınç ölçer ya da diğer ölçüm kontrolü alanlarında gün yüzüne çıkacak olan kusurların maddi kayıplara mahal vereceği de unutulmaması gereken bir konudur. Bu sebeplerle yapılan işlerin nitelikli olması, yapılan yanlışlıkların ise sıfıra indirgenmesi için kullanılan donanımların ve enstrümanların, titizlikle seçilmesi, uygulanılan yöntemlerin de kaliteli cihazlar kullanılarak oluşturulması çok önemlidir. Kullanılacak olan yöntemi doğru bir şekilde belirlemiş ve böylelikle ortaya konulmuş olan projeler, firmaların kar oranlarını artıracağı gibi, doğru seçilmemiş ekipmanlar da firmaların iş verimliliğinde düşüş oluşmasına neden olacak, giderlerde artışa sebebiyet verecektir. Tesislerdeki yöntem teknikleri oldukça önemlidir ve belirlenecek olan bu yöntemler sırasında kullanılan ürünlerin önemi de aynı doğrultuda önemlidir. Tüm firmaların ortaya koydukları işler, yöntemlere yönelik planlara dayanarak, makine ve elektronik teknolojileri sayesinde sonuca ulaşır. Bu nedenle de bir firmada ya da tesiste makine tekniğine dair planlamaya öncelik vermek çok önemlidir. 26
27 27
28 ELEKTROKİMYASAL İŞLEME İstenen yüzey geometrisi ve boyutta metal üretimi için metalin elektrokimyasal çözünmesine adı verilir. ECM (Electrochemical Machining) nispeten yeni bir proses olmasına karşın, altında yatan prensip yeni değildir. 19. yy.da Michael Faraday ( ) elektroliz çalışan ilk kişidir. O zamandan beri bilinmektedir ki, elektrolite batırılmış iki elektrik iletken maddeye DC akım uygulandığında, pozitif kutup (anot) tan kopan malzeme negatif kutup (katot) üzerine toplanır. Parçaların üzerine metal kaplamak için yıllarca kullanılan bu elektro kaplama yönteminin ters uygulaması olan malzeme kaldırma, yeni uygulama alanı bulmuştur. Yani elektrokimyasal işleme prensip olarak elektrolitik metal kaplama işleminin tam tersidir. Elektrokimyasal işlemde iş parçası yüzeyinden atomlar koparılır ve elektrolit tarafından taşınarak uzaklaştırılırlar. Elektrokimyasal bir metal erozyonu söz konusudur. İş parçası iletken olmalıdır ve anodu teşkil eder. DC akım kullanıldığı zaman malzeme çözüm hızı büyük oranda artar. Elektrokimyasal işlemenin diğer adı da sıfır kuvvet ile metal işlemedir. Yani metaller üzerinde herhangi bir basınç ve gerilim oluşturmadan istenilen şekli kazandırana kadar sürekli olarak metal erozyonunu gerçekleştirmektir. Elektrokimyasal işlemede, Faraday kanununa göre pozitif yüklü iş parçasından ayrılan elektronlar ve iyonlar elektrolite geçer. Yüksek hız ve sabit basınçtaki elektrolit bu yüklü partiküllerin katoda gitmesine izin vermez ve taşıyarak işlem bölgesinden uzaklaştırılmasını sağlar. Böylece anot konumundaki iş parçası erozyona uğrar ve katodun (elektrot) şeklini alana kadar erozyon devam eder. Katot üretilecek şeklin bir negatifidir. Bu proses ilk kez uçak endüstrisinde kullanılmıştır. Bugün yüksek sertlik ve mukavemete sahip süper alaşımlar ve refrakter malzemelerin ekonomik, seri ve karmaşık şekillerde işlenmesinde etkin bir şekilde kullanılan birkaç yöntemden biridir. Bu işlem geleneksel işleme metotları ile zaman alıcı ve üretimi imkansız veya zor olan parçaların özellikle de sertleştirilmiş çelik veya ısıya dirençli alaşımlar işlenir. Örneğin jet motorları, kompresör ve türbin kanatlarında kullanılan yüksek dirençli alaşımların (örneğin nimonic gibi) işlenmesi amacıyla geliştirilmiştir. Sözü edilen bu işlemlerin normal metal işleme prosesleri ile gerçekleştirilmesi zordur. Kullanılan aletlerin yapıldığı madde sayısı sınırlıdır ve pahalıdır, alet ömrü kısa olup metal işleme sırasında harcanan zaman ve enerji fazladır. Bir metalin elektrokimyasal yolla işlenmesi o metalin mekanik özelliklerine bağlı değildir ve çok sert metaller bile yumuşak olanlar kadar kolay çözünürler. Bu işlemde metal sertliğine bakılmaksızın her sertlikteki malzemeler kolaylıkla işlenir ve talaşsız işlem olarak karakterize edilir. Gerekli parça şekli dönmeyen bir takım olan kesici takımdır. Bu nedenle kare veya işlenmesi zor olan şekiller parçadan kolaylıkla üretilebilir. Takım iş parçasına asla temas etmediği için kesici takım üzerinde aşınmanın zor farkına varılabilir. Elektrokimyasal işleme, özellikle yuvarlak delikleri, kare delikleri, yuvarlak ve kare kör delikleri, düz kenarlı, paralel kenarlı ve eğik kenarlara sahip olan parçaların işlenmesinde uygundur. Elektrokimyasal işleme bilhassa sertliği 45 Rc den fazla olan malzemelerin işlenmesinde kullanılır. Keskin köşeler, düz dip kesitli parçalar veya tam radyüsün zor olduğu parçalar da bu işlemle yapılabilir. Elektrokimyasal işlemenin önemli bir avantajı iş parçası yüzeyleri ve kenarlarının 28
29 deforme olmaması ve yanmamasıdır. Öte yandan elektrokimyasal yöntemle metalin çözündürülmesi yüksek sıcaklık ya da mekanik iç direnç yaratmaz. PROSES MEKANİZMASI ECM, önceden şekil verilmiş takım (katot) ve iş parçası (anot) arasından yüksek amperli ve düşük voltajlı bir doğru akım geçirilmesi ile oluşan elektrokimyasal bir anodik eritme prosesidir. Anodik iş parçası üzerinde, deplating reaksiyonu ile metal metalik iyonlar olarak erir ve böylece takımın şekli iş parçası üzerine kopyalanır. Elektrolit, deplating esnasında oluşan metal iyonlarını ve ısıyı ortamdan uzaklaştırmak için elektrotlar arasındaki boşluktan akmaya zorlanır. Takım iş parçası ile aralarında küçük bir boşluk olacak biçimde ilerletilir. ELEKTRO-KİMYASAL İŞLEME Elektrokimyasal işleme, bir iş parçasının yüzeyinden atomların kaldırılmasına dayanan gelişmiş bir işleme yöntemidir. Bu işleme yönteminde elektroliz teknikleri kullanılır. ECM yönteminde yüksek akım şiddetli ve düşük voltajlı bir doğru akım iş parçası (anot) ile şekillendirilmiş takım (katot) arasından geçirilir. Anodik iş parçası yüzeyindeki metal iyonlarına ayrışır ve böylece takımın şekli iş parçasına kopyalanır. Elektrotlar arasındaki boşluktan akan elektrolit, metal iyonlarını ve oluşan ısıyı kaldırır. Takım iş parçası içine doğru ilerletilerek anot ile katot arasındaki boşluk korunur. Anot metali elektrokimyasal olarak çözündüğünden, çözünme hızı Faraday Kanunu na göre sadece atomik ağırlığına,birleşme değerine, geçen akıma ve akımın geçtiği süreye bağlıdır. Çözünme hızı metalin sertliğinden ya da diğer özelliklerinden bağımsızdır. Katotta sadece hidrojen gazı oluştuğundan, bu elektrotun şekli elektroliz boyunca değişmez. Bu özellik ECM in metal işleme yöntemi olarak kullanılmasındaki en önemli etkendir. 1. Temel Prensipler İş parçası ve takım bir elektrolit bataryanın anot ve katodunu oluşturur.genelde V civarlarında sabitlenmiş bir potansiyel fark tatbik edilir. Uygun bir elektrolit seçilir. Böylece elektroliz boyunca katodun şekli değişmez. İşleme ürünlerini temizlemek, katodik gaz oluşumu ve elektriksel ısınma ile yükselen istenmeyen etkilerin azaltılması amacıyla elektrotların arasındaki boşluktan iletkenliği yaklaşık 0.2 W/cm olan elektrolit yaklaşık 3-60 m/s hızla pompalanır. Anottan metal kaldırma hızı yaklaşık olarak elektrotlar arasındaki mesafenin tersiyle orantılıdır. Katodun anoda doğru yaklaşık mm/s lik bir besleme hızıyla işleme devam etmesi ile elektrotlar arasındaki açıklık sabit bir değere ulaşır. Bu şartlar altında katot şeklinin kabaca simetriği (tamamlayıcısı) anot üzerinde oluşur. Tipik elektrot aralığı mm, ortalama akım şiddeti de A/cm2 dir. Katot olarak kullanılacak metal elektriksel ve ısıl iletkenliğe sahip olmalı, elektrolite karşı kimyasal dirence sahip olmalı ve ECM için gerekli sertliğe ve işlenebilme özelliğine sahip olmalıdır. Bakır, pirinç, bronz, paslanmaz çelik ve titanyum ECM takımları olarak en çok 29
30 kullanılan malzemelerdir. Elektriği geçiren neredeyse tüm malzemelerden yapılmış iş parçaları elektrokimyasal olarak işlenebilir. ECM; titanyum, Rene 95, Rene 88 ve IN100 gibi en sert yüksek sıcaklık alaşımlarında bile etkin bir şekilde kullanılabilir. Elektrolit anot ile katot arasında devreyi tamamlayan iletken bir sıvıdır. Elektrolitler temelde inorganik bileşiklerin sıvı solüsyonlarıdır ve anotta iş parçasını çözündürme yeteneğine sahip olmalıdır. Yüksek elektriksel iletkenlik, özgül ısı, ısıl iletkenlik ve kaynama noktası elektrolitlerin temel özellikleridir. Fakat bunlara ilaveten metal alaşımları, 1818 paslanmaz çelik veya titanyumdan yapılan pompa ve ilgili ekipmanda korozyona neden olmamalıdır. Çelik veya nikel alaşımlarını işlemek için içine bir miktar sülfürik ya da hidroklorik asit katılmış %24 lük bir sodyum klorür solüsyonu bir elektrolit için baz oluşturabilir. Gaz türbinli motorların pale (blade) ve kanatçıklarına (vane) uygulanan ECM işlemlerinde genelde sodyum nitrat kullanılır. 2. ECM in Avantaj ve Dezavantajları Elektrokimyasal işleme ile kazanılan başlıca avantajlar şu şekilde sıralanabilir: 1. Metal işleme hızı metalin sertliğine bağlı değildir. 2. Sert metaller üzerine karmaşık şekiller işlenebilir. 3. Takım aşınması yoktur. 4. Diğer işleme yöntemlerine göre daha hassastır (0.127 mm bazı durumlarda mm ye düşebilir). 5. Sert ya da yumuşak herhangi bir iletken malzemede kullanılabilir. 6. Takım iş parçasına asla temas etmediğinden iş parçasına zarar verme tehlikesi yoktur. 7. Takımda ve iş parçasında kalıntı gerilme ve termal yorulma yoktur. 8. İş parçasında çapak oluşmaz. Bu avantajların yanında ECM in birtakım dezavantajları da vardır. Bunlar şu şekilde özetlenebilir: 1. ECM makineleri, kurulması, bakımı ve takımların üretimi çok pahalıdır. 2. Elektrolitin iyi bir şekilde depolanması gerekir. Örneğin sodyum klorür (en çok kullanılan elektrolit) ekipmanda, takımda ve iş parçasında korozyona neden olabilir. Ayrıca asit ve alkali içeren solüsyon atıkları çevreye zarar vermeyecek şekilde depolanmalıdır. 30
31 3. ECM in Uygulama Alanları Elektrokimyasal işleme, uçak motor endüstrisinde genelde imalatta kullanılır. Bunlara örnek olarak türbin paleleri, pale diskleri gibi geleneksel yöntemlerle işlenmesi güç motor parçaların şekillendirilmesi verilebilir. Onarım işlemlerinde ise en yaygın kullanım alanı çapak alma (pürüzlü yüzeylerin düzeltilmesi) ve delik delme işlemleridir Çapak alma ECM in en basit ve en yaygın uygulaması çapak almadır. Elektrokimyasal çapak alma hızlı bir işlemdir. İmal edilmiş veya onarım işlemi görmüş (kaynak vb.) komponent yüzeylerinin düzeltilmesi için tipik işlem süresi 5-30 sn dir. Hızı ve kullanım kolaylığından dolayı elektrokimyasal çapak alma, sabit bir katot takımı ile gerçekleştirilebilir. İşlem bir çok uygulamada kullanılır ve enine delinmiş deliklerin ara kesit bölgesinin çapaktan arındırılması için özellikle uygundur. Yüzeydeki pürüzlerin giderilmesi için geliştirilen elektrokimyasal parlatma işlemi ile yüzey pürüzlülüğü 0.05 µm den daha küçüktür Delik Delme Delik delme ECM in kullanıldığı bir diğer yaygın işlemdir. ECM ile çok değişik boyutlarda delikler delmek mümkündür mm den 20 mm çapa kadar delikler rapor edilmiştir. Elektrokimyasal delme işlemi ile elde edilen yaygın sonuçlar mm konik, 0.5 mm aşırı kazılmış (iş parçasının yan çeperi ile katot takımının merkez ekseni arasındaki radyal uzunluk ile katodun dış çapı arasındaki yerel fark aşırı kazıma (overcut) olarak bilinir) ve 2.5 mm köşe yarıçapına sahip deliklerdir. ECM ile iç çapı 0.8 mm den ve dış çapı da 0.5 mm den küçük parçaları işlemek zordur. ELEKTRO-KİMYASAL İŞLEME YÖNTEMLERİ Günümüzde sanayi da kullanılan elektro ve kimyasal işleme yöntemleri şunlardır; 1) Kimyasal işleme, 2) Elektro-Kimyasal işleme, 3) Elektro erozyonla işleme, 4) Elektro-Kimyasal taşlama, 5) Yüksek enerjili ışınla işleme Kimyasal İşleme: Metallerin çoğunluğunun ve seramiklerin bazılarının bazı asit veya alkali çözeltiler içinde çözünme gösterdikleri yıllardan beri bilinmektedir.metal atomları birer birer ayrılarak sıvı ile çevrelenmiş bölgenin tamamı çözülebilir.endüstriyel uygulamalarda yüzeyin sadece bir kısmı dağlanır.diğer kısımları balmumu,boya ve polimer film gibi maddelerle 31
32 korunur.daldırma veya püskürtme yoluyla tüm yüzeylerde kalın bir film oluşturulur, dağlanarak elde edilecek olan model bu yüzey üzerinde bir şablon boyunca bıçakla kesilir. Elektro-Kimyasal İşleme: Elektro kimyasal işleme prensip olarak elektrolitik metal kaplama işleminin tam tersidir.elektrokimyasal işlemede iş parçaı yüzeyinden atomlar koparılır ve takiben elektrolit tarafından taşınarak uzaklaştırılırlar.elektrokimyasal bir metal erozyonu söz konusudur.işparçası iletken olmalıdır ve anodu teşkil eder.son şekli verilmiş elektrod negatif yüklü takım tutucuya tesbit edilir ve iş parçası pozitif yüklü tablaya bağlanır.güç kaynağı olarak düşük voltaj ve yüksek amper değerlerindedc akım kullanılır.elektrod ve iş parçasının tesbit edilip yüklenmesinden sonra pompalar vasıtasıyla elektrolitin elektrod ile iş parçası arasında sirkülasyonu sağlanır. Elektroerozyonla İşleme: Bu yöntemde işleyici takım olarak kullanılan elektrod ile iletken iş parçası arasında meydana gelen elektrikli şarjın oluşturduğu aşırı sıcaklık ile yüzeyden çok küçük parçalar koparılarak şekillendirme gerçekleştirilir.iş parçası ve metal veya grafit katot çoğunlukla hidrokarbondan oluşan dielektrik bir sıvıya daldırılır.elektrod şeçimi işlenecek malzemeye ve gerçekleştirilecek işleme göre yapılır.genelde seçilecek takım malzemesinin yüksek ergitme noktalı mükemmel bir elektrik iletkenli ve yüksek aşınma direncine sahip olması istenir. Elektrokimyasal Taşlama: Elektrolitik taşlama olarak da adlandırılan bu yöntem klasik taşlama ile elektrokimyasal işlemin birleşmesinden meydana gelir.elektrolitik taşlama düşük voltajlı doğru akımın kemirici takım ve iş parçasına uygulanmasıyla oluşturulan elektrokimyasal erozyonla meydana getirilir.elektrokimyasal reaksiyonun sonunda elektrolitin iyonlaşması ve bu iyonların metal yüzeyinde oluşturdukları metal oksit filminin koparılıp elektrolit tarafından uzaklaştırılmasıyla yüzeyler taşlanmış olur. Yüksek Enerjili Işınla İşleme: Bu yöntemle kontrollü bir şekilde ergitme ve kısmi buharlaştırma ile malzemeler üzerinde kesme ve delme işlemleri gerçekleştirilebilir.bu proses elektron ışını ve plazma ark gibi kaynak proseslerinin bir alt dalıdır.yüksek enerjili ışınla kesme operasyonu metalik malzemelerin yanı sıra özellikle seramik ve plastikler gibi işlenmesi güç olan malzemelerin şekillendirilmesinde de çok kullanışlıdır. 32
33 ELEKTROKİMYASAL İŞLEME İLE İLĞİLİ GÖRSELLER 33
34 34
35 SÜNEK İLERLEMELİ TAŞLAMA(CFG) Taşlama bir olan aşındırıcı işleme bir süreç kullanan taşlama olarak kesici alet. Makinelerin çok çeşitli öğütme için kullanılır: El krank bıçak bileme taşları (zımpara taşı) El aletleri gibi açı değirmenleri ve öğütücüler Pahalı sanayi çeşitli tezgahları olarak adlandırılan taşlama makineleri 35

36 Tezgah değirmeni, genellikle konut garaj ve bodrum bulundu Uygulama Taşlama geniş ve çeşitli bir alandır imalat ve alet yapabilen. Çok ince bitirir ve çok doğru boyutları üretebilir; Henüz seri üretim bağlamlarda olabildiğince metalden da kaba geniş hacimli oldukça hızlı. Genellikle çok işlenmesi için daha uygundur zor "normal" işleme (ile büyük fiş kesme olduğunu daha materyallerin kesici aletler gibi alet bit veya freze) ve son yıllarda kadar makineye böyle tek pratik yolu oldu sertleştirilmiş çelikler gibi malzemeler. "Normal" işleme ile karşılaştırıldığında, genellikle daha uygun gibi yarım bir bacanın çapı azaltılması gibi çok sığ kesimler alarak olan bir inçin binde veya 12,7 mm. Taşlama gerçek metal kesme işlemidir olarak Taşlama, kesme bir alt kümesidir. Her mikroskobik tek noktadan kesme kenarı olarak aşındırıcı fonksiyonları tane (yüksek negatif olmasına rağmen eğim açısı) ve geleneksel dokunarak, freze, delme dönüm (bir çip "cut" denilen ne olacağını benzer bir minik çip makaslar vb). Ancak, işleme alanlarında çalışmak insanlar arasında, terim kesim genellikle makroskopik kesme operasyonları başvurmak için anlaşılır ve genellikle zihinsel bir "ayrı" bir süreç olarak kategorize taşlama. Terimleri genellikle shop-floor pratikte ayrı kullanılmaktadır nedeni budur. Rodaj ve zımpara taşlama alt kümeleridir. İÇİNDEKİLER 1 işlemler 1.2 Silindirik taşlama 1.2 Silindirik taşlama 1.3 Sünme besleme taşlama 36
37 1.4 Diğer 2 Taşlama tekerleği 3 Yağlama 4 parça 4.1 Workholding yöntemleri 4.2 İş parçası malzemeleri 4.3 İş parçası geometris SÜREÇLER Aşağıdaki taşlama işlemleri kullanılmak üzere seçimi, boyut, şekil, özellikleri ve arzu edilen üretim oranı ile tespit edilir. YÜZEY TAŞLAMA Ana madde: Yüzey taşlama Yüzey taşlama düz bir yüzey oluşturarak, malzeme çıkarmak için dönen bir aşındırıcı tekerlek kullanır. Normalde öğütme ile elde edilir toleranslar metrik birimlerde (düz malzemenin bileme ± 2 x 10-4 inç ve paralel bir yüzeyi ± 3 x 10-4 inç: Paralel yüzeyi 5, düz malzeme um ve 8 um ). Yüzey taşlama, aşındırıcı tekerlek, olarak bilinen bir iş parçası tutma cihazının oluşan ayna elektromanyetik ya da vakum ve ileri geri hareket tablo ya da.taşlama yaygın dökme demir ve çelik çeşitli kullanılır. Bu malzemeler onlar genellikle taşlama makineleri üzerinde kullanılan manyetik aynası ile tutulabilir, çünkü öğütme kendilerini ödünç ve bunu tıkanma ve kesme engelleyen, tekerleğin içine eritmek yok. Daha az sıklıkla zemin olan malzemeler Alüminyum, paslanmaz çelik, pirinç ve plastik vardır. Bunların hepsi çelik ve dökme demirden daha kesme tekerleği fazla tıkanmasına eğilimindedir, ancak özel tekniklerle bunları eziyet etmek mümkündür. Yüzey taşlama 37
38 Silindirik taşlama Silindir taşlama (diğer bir deyişle merkezi-öğütme) işlem parçasının silindirik yüzeyleri ve omuz öğütmek için kullanılır. Iş parçası merkezleri üzerine monte edilmiştir ve bir tahrik köpek ya da merkezi bir sürücü olarak bilinen bir cihaz ile döndürülür. Zımpara taşı ve iş parçasının ayrı motorlar ile ve farklı hızlarda döndürülür. Tablo pah üretmek üzere ayarlanabilir. Tekerlek kafası döndürülebilir.silindirik taşlama beş tipi vardır: çap (OD) taşlama, iç çap (ID) bileme dışında, sürünme yem öğütme, taşlama ve merkezsiz taşlama dalma. Bir silindirik taşlama işi götürmek için bir taşlama (aşındırıcı) tekerleği, iş parçasını tutan iki merkezleri ve mandren, taşlama köpek veya başka bir mekanizmaya sahiptir. Çoğu silindirik taşlama makineleri konik parçaların oluşturulması için izin vermek için bir döner içerir. Radyal ve boyuna yönde hem de birbirlerine tekerlek ve iş parçası hareket paralel. Zımpara taşı birçok şekillerde olabilir. Standart disk şeklindeki tekerlekler oluşan tekerlekler şekillendirilmiş bir iş parçası oluşturmak için kullanılır ise, bir şevli veya düz parça geometrisini oluşturmak için de kullanılabilir. Bir oluşturulmuş tekerleği kullanarak işlemi düzenli bir disk şeklindeki tekerleğini kullanarak daha az titreşim yaratır. Çap: (um 13 ± metrik) ve ( ±) bir inçin biri on binde (metrik: 2.5 um) yuvarlaklık için silindirik taşlama için Toleranslar (0,0005 ±) bir inçin beş on binde içinde tutulur. (: 1.3 um metrik) çap ve ( ±) on milyonda Hassas çalışma ( ±) inç elli milyonda gibi yüksek toleransları ulaşabilirsiniz (metrik: 0.25 um) yuvarlaklık için. 8 ila 32 mikro inç arasında değişen tipik bitirir: Yüzeyler (3 um için 50 nm metrik) mikro inç arasında olabilir. (metrik: 0.2 um um 0,8) Sürünme-besleme taşlama (CFG) taşlama Sünme besleme Edmund ve Gerhard Lang tarafından 1950'lerin sonlarında Almanya'da icat edildi. Yüzeyleri bitirmek için öncelikle kullanılan normal taşlama, aksine CFG freze ile rekabet ve üretim süreci seçenek olarak çevirerek, malzeme kaldırma yüksek oranlarda kullanılmaktadır. Kadar 6 mm (0.25 inç) kesme derinlikleri düşük parça hızı ile birlikte kullanılır. Daha yumuşak dereceli reçine bağı ile yüzeyler, düşük iş parçası sıcaklığı tutmak için kullanılır ve bir gelişmiş yüzey 1.6 mikrometre Rmax kadar bitirmekcfg sayesinde hassas taşlama aynı şeyi 200'den fazla sn alacağını ise, içinde. Materyal 3 1 kaldırmak için 117 sn sürer. YPL sürekli bozundurucu bir tekerlek gibi bir dezavantaja sahiptir ve yüksek mil gücü, 51 beygir (38 kw) gerektirir, ve makinenin olabildiğince bölümünün uzunluğu ile sınırlıdır. 1970'lerde geliştirilen tekerlek keskinlik, sürekli elbise katlama besleme sorunu taşlama (CDCF) ele almak. Belirtilen netlik bir devlet tutarak, işleme sırasında sürekli tekerlek elbiseler. Sadece 17 saniye sürer. malzeme 3, 1, verimlilik büyük bir kazanç kaldırın. 38 hp (28 kw) güç mili gerekli ve konvansiyonel mil hızları düşük çalışır almaktadır. Bölüm uzunluğu sınırı silindi.derin (Riskinden Koruma Amaçlı) taşlama Yüksek verimli soyunma ihtiyaç ve diğer tekerleklere daha uzun ömürlü asla superabrasive jantlar, kaplama kullanır. Bu sermaye ekipman yatırımı maliyetlerini azaltır. riskinden korunma amaçlı uzun kısmı uzunlukları kullanılan ve 83 saniye içinde 3 içinde 1 oranında malzemeyi de kaldırmakta olup edilebilir. Bu yüksek mil gücü ve yüksek iğ hızları 38

39 gerektirmektedir. Peel Nordrach, Almanya, Erwin Junker Maschinenfabrik, GmbH tarafından 1985 yılında Quickpoint adı altında patentli, taşlama bir superabrasive burun ile bir aracı kullanır ve can makine silindirik parçaları. Ultra yüksek hızlı taşlama (UHSG). 1 ile kaldırmak için 41 sn alarak hızlarda daha yüksek fpm (200 m / s) çalıştırmak malzeme 3, ancak Ar-Ge aşamasında hala olabilir. Aynı zamanda yüksek iğ güç ve yüksek iğ hızları gerektirmektedir. Form taşlama taşlama nihai ürünün tam şekli vardır silindirik taşlama özel bir türüdür. Taşlama parçasına geçiş olmaz. İç taşlama iş parçasının iç çapı öğütülmesinde kullanılır. Konik delikler yatay üzerinde dönebiliyor iç taşlama kullanımı ile zemin olabilir. Centerless taşlama iş parçası, bir bıçak ile yerine merkezleri veya atıyormuş tarafından desteklenen zaman olduğunu. İki tekerlek kullanılır. Daha büyük bir iş parçası yüzeyinin öğütmek için kullanılan ve daha küçük tekerlek parçasının eksenel hareketini dengelemek için kullanılır. Merkezsiz taşlama türleri içinde besleme / dalma taşlama ve iç Puntasız taşlama, taşlama yoluyla besleme sayılabilir.yeni bir araç inşa edilmiş ve ısı ile muamele edilmiş olan zaman kaynağı ve sert dolgu başlamadan önce, bu ön-öğütülmüş olan ön öğütme. Bu genellikle doğru bitirmek boyutunu sağlamak için bitiş öğütmek OD biraz daha yüksek OD taşlama içerir. Elektrokimyasal taşlama iletken bir sıvı içinde pozitif yüklü bir iş parçasının, bir negatif yüklü taşlama çarkı ile aşınmış olan öğütme türüdür. Iş parçasından parçalar iletken sıvıya çözülür. Centerless taşlama Elektrolitik işlem içi pansuman (ELID) taşlama en doğru taşlama yöntemlerinden biridir. Bu ultra hassas taşlama teknolojisinde taşlama elektrokimyasal giymiş ve süreç taşlama doğruluğunu 39
40 sağlamak için. Bir ELID hücre metal bağlı taşlama diski, bir katot elektrotu, darbeli bir DC güç kaynağı ve bir elektrolit içerir. Elektrot güç kaynağının negatif kutbuna bağlı olan ise tekerlekli bir karbon fırça ile DC güç kaynağının pozitif kutbuna bağlıdır. Genellikle alkali sıvılar taşlama hem elektrolitler ve soğutucu olarak kullanılır. Bir meme tekerlek ve elektrot arasındaki boşluğun içine elektrolit enjekte etmek için kullanılır. Boşluk genellikle yaklaşık 0.1mm 0.3 mm olması sağlanır. Tekerleğin diğer tarafında elektrokimyasal reaksiyon ile giymiş olan ise bileme işlemi bir tarafında, taşlama işlemi yer almaktadır. Metalik bağ malzemenin erime sırayla yeni keskin irmik sürekli çıkıntı sonuçlanan sargı kaynaklanır. TAŞLAMA Ana madde: Taşlama tekerleği Bir taşlama çeşitli öğütme ve aşındırıcı işleme operasyonları için kullanılan bir gider tekerlek olduğunu. Genel olarak preslenmiş kaba aşındırıcı parçacıklar matrisi yapılmış ve bir katı, dairesel bir şekil oluşturmak için birbirine bağlandığı, çeşitli profiller ve kesitler tekerlek için amaçlanan kullanıma bağlı olarak mevcuttur. Zımpara taşları, aynı zamanda yüzeye bağlanmış parçacıklar ile katı çelik veya alüminyum diskten yapılabilir. YAĞLAMA Bir öğütme işleminde sıvıların kullanımı soğutmak ve tekerleği ve iş parçası yağlama yanı sıra öğütme işlemi üretilen fiş kaldırmak için gereklidir. En yaygın öğütme sıvılar suda çözünebilen kimyasal sıvılar, suda çözünür yağlar, sentetik yağlar ve petrol bazlı yağlar bulunmaktadır. Bu sıvı sayesinde tekerleğin hızlı dönüşe uzak parçadan savrulan sıvı önlemek için kesim alanına doğrudan uygulanabilir olması zorunludur. Workholding yöntemleri Iş parçası elle iki arasındaki merkezlerde parçasını tutan ve parça döner aynası ile çalışan torna köpek, kenetlenir. Parçası ve zımpara taşı zıt yönlerde dönen ve taşlama çarkı boyunca geçerken birim küçük bit kaldırılır. Bazı durumlarda, özel tahrik merkezleri zemin kenarları izin vermek için kullanılabilir. O sürelerini kurmak değişiklikler olarak Tırtıl yöntemi üretim süresini etkiler. 40
41 İş parçası malzemeleri Tipik iş parçası malzemeleri alüminyum, pirinç, plastik, dökme demir, yumuşak çelik ve paslanmaz çelik içerir. Alüminyum, pirinç ve plastik silindirik taşlama için adil işlenebilirlik özelliklerine fakir olabilir. Döküm ve yumuşak çelik silindirik taşlama için çok iyi özelliklere sahip. Paslanmaz çelik nedeniyle tokluk ve çalışma sertleşmesi yeteneği eziyet etmek çok zordur, ama taşlama taşları doğru notu ile çalışmış olabilir. İş parçası geometrisi Bir iş parçasının nihai şekli silindirik tekerlekler silindirik parçaları ve oluşan parçalar yaratma oluşan jantlar oluşturma, zımpara taşının ayna görüntüsüdür. Çalışma aletlerinde yer alan tipik olarak.75 boyutlar aralığı 20'ye...: Ve.80 (metrik 1 m 18mm) içinde 75 uzunluk (mt: 4 m 2 cm). Bölgesi.25 arasındaki parçalar olsa da. ve 60 çapı (mt: 6 mm m 1.5). ve.30 ve 100 uzunluğu (mt: 8 mm ila 2,5 m).. zemin olabilir. Ortaya çıkan şekiller, düz silindir düz kenarlı konik şekiller değişir, hatta nispeten düşük tork deneyim motorlar için krankşaft olabilir. iş parçası malzemeleri üzerindeki etkileri Mekanik özellikler nedeniyle bitirme sırasında parçanın koymak streslere değişecektir. Yüksek sıcaklıklar, öğütme ince tabaka martensitik mikro-den daha az malzeme gücüne neden olur parçası oluşmasına neden olabilir.fiziksel özellik değişiklikleri Ferromanyetik malzemelerin manyetik özelliklerinin olası kaybıdır.kimyasal mülkiyet değişiklikleri nedeniyle yüksek yüzey stres korozyon artmış duyarlılık sayılabilir. 3D uzayda derinliğini Kötüye 41
42 Verimlilik ve derinlik ve malzeme çıkarma oranı bakımından giderek artan gereksinimleri karşısında, sürünme besleme taşlama rolü geleneksel pistonlu yüzey taşlama göre daha fazla önem kazanmaktadır. Sürünme besleme öğütme işlemi talaş kaldırma hızı (Q'w) da çevrim süreleri önemli ölçüde kısaltılabilir sağlar karşılıklı öğütme kıyasla biçimde artmasına izin verir.pistonlu doğrusal kesme hareketi ile taşlama aksine, sürünme besleme taşlama nispeten büyük kesme derinlikleri ama nispeten düşük ilerleme oranları kullanır. Toplam taşlama yardımı genellikle birkaç geçiş elde edilir. Sürünme besleme taşlama ile bir ayrım yüzey taşlama ve silindirik taşlama operasyonları arasında yapılır. Sürünme besleme taşlama biri özel bir formu dışında çaplı boyuna taşlama (soyma taşlama) 'dir. Taşlama Sünme besleme son derece gelişmiş sürünme besleme soyunma cihazları ve cömertçe boyutlu taşlama-akışkan besleme sistemi ile donatılmış dönen öğütme makineleri ile mümkündür. Sürünme besleme taşlama ile, iş parçası formu, tek bir öğütme geçişte kadar 15 mm'lik büyük kesmede üretilebilir. Besleme iş parçası ve önemli ölçüde taşlama artar, taşlama sıvısı taşınması ve daha zor yapılır taşlama detritus uzakta taşıyan süreçleri arasındaki temas uzunluğunu artırarak olduğu gibi. Bunun bir sonucu olarak, sürünme besleme taşlama açık gözenekli, düşük sertlik ve büyük miktarlarda sıvıyı taşlama devamlı kaynağı ile çarkları gerektirir. Bu yöntem, özellikle de ray ve türbin paletleri sıkma profilleri gibi yüksek hassasiyetli profilleri Son kesme için uygundur. Gerçekten taşlama sürünme besleme avantajları bu tekniği taşlama pistonlu üzerinde avantaj sağlamak olduğu diğer uygulamalar da bol vardır. Nedeniyle düşük besleme oranı, sürünme besleme zemin parçaların daha iyi yüzey kalitesi (yüzey pürüzlülüğü / peak-vadi yükseklik) ile etkilemek. Görsel görünüm açısından fark görmek açıktır: sürünme besleme zemin parçaların parlak bir yüzey varken öğütme tekniklerinin pistonlu ile işlenmiş iş parçaları, bir mat gösterirler. Anlamlı derecede daha kısa işleme süreleri ile hiçbir boşta seyahat ve hiçbir tablo ters süreleri, yüksek malzeme kaldırma oranları vardır gibi elde edilebilir. Taşlama tekerleği için uzun ömürlü. 42
43 Çözüm taşlama Sünme besleme Konvansiyonel Winterthur taşlama taşları veya Wendt CBN ve elmas taşlama taşları doğru amaçlanan uygulama için özel bir şartnameye taşlama sünme besleme için kullanılır. Sürünme besleme geleneksel taşlama tekerlekli uygulamaları taşlama için tekerlek genellikle sürekli Wendt elmas profil soyunma rulo tekerlek topografya taşlama serbest kesme her zaman korunur, böylece (CD = sürekli pansuman) kullanılarak giymiş. Sünme besleme Taşlama A Freze Süreç Zemin yüzeyinin üstünde parçanın yay boyunca beslemek için makinenin döner eksen kullanılarak sürünme besleme zemin oldu. 43
44 Makine sürünme-besleme taşlama için gerekli baskıları ve akış hızlarının sunabilecektir (makinenin solunda) bir soğutucu sistemi ile birlikte kullanılır. 44
45 Eylem taşlama sürünme yem 45
46 SU JETİNE GİRİŞ Suyun aşındırma özelliği doğaldır ve çok eskiden beri bilinir. En basitinden akarsu yataklarının oluşumu buna iyi bir örnek teşkil eder. Su hızının normalden daha fazla olduğu taşkın (sel) zamanlarında aşındırmanın hızlandığı da bilinen bir olgudur. Taşı delen suyun gücü değil, damlaların sürekliliğidir diyen Latin atasözü de mecazi olarak başka bir olguyu ifade etmek istemişse de fiziksel bir gerçeği de dile getirmiştir. Suyun bu aşındırma etkisi yüksek basınç ve yüksek hızlarda çok daha iyi görülmüş; zamanla geliştirilip iyileştirilerek endüstrisin hemen her alanında kullanılmaya başlanmıştır. Su jeti olarak adlandırılan bu sistemde, yüksek basınçta ve yüksek hızda akan su; malzeme yüzeyine uzun bir süre tutulduğunda aşınma artmakta ve malzeme giderek parçalanmaktadır. Su jetleri çok eski senelerden bu yana nispeten yumuşak zeminlerin ve kayaçların kesilip kazılmasında kullanılmakta idi. Bunların kullanılmasıyla gelişen kesme teknolojisi "Jet Kesme Teknolojisi" olarak bilinmektedir. Bu teknoloji son yirmi yılda hızlı bir gelişme göstermiş ve metal endüstrisi de dahil hemen her alanda yerini almıştır. SU JETİ NEDİR? Su jeti (Water Jet) 4137 Bar ( PSI) basınca ulaştırılmış suyun, aşındırıcılar yardımıyla kesme teknolojisidir. Su Jeti yüksek hızlı (50m/sn) su gücüne dayalı olarak işlev gören ve özel pompa sistemleri ile donatılmış ve granit dahil birçok malzemenin kesilmesinde kullanılan sistemdir Normal su jeti makinalarına ilaveten yeni geliştirilen Dinamik Su Jeti makinaları ile kesici kafalar esneme ve dönme özelliklerine de sahiptir. Bu sayede normal su jetlerine oranla çok daha hassas kesim yapabilmektedir. Dinamik kesici başlık (Dynamic Cutting Head) sayesinde kesici kafa normal köprülerin dışında 2 ayrı motor suyun esneme payını minimum seviyeye indirerek en düzgün yüzeyi çıkarmaktadır. 46
47 Katı haldeki doğada bilinen bütün malzemeler, (örneğin, paslanmaz, pirinç, bakır, derlin, kestamid, sünger, cam, mermer, granit, seramik, tungsten, ST37-ST52, hardox, bronz, nylon, epoxy, fiber, fiberglas, ahşap, plastik, titanium, alüminyum, tüm kompozit malzemeler, PVC, sulu çelik, paslanmaz veya alüminyum miller, teflon, halı, sunta, kumaş, kağıt, karton, zırhla kaplanmış metaller, carbon fiber, lexan, grafitli teflon, balata, magnezyum, takım çelikleri vb.) kesilebilir. SU JETİ KESME PRENSİBİ Su jeti kesme sistemi, bar basınçları arasında ki suyun 0.1 ile 1.0 mm çapları arasında değişen bir lüleden geçirilmesiyle elde edilen yüksek hızlardaki su jeti hüzmesinin veya aşındırıcı-su jeti karışımının, çarpma etkisiyle malzemeden parçacıklar aşındırması ve bunun sonucu olarak parçanın işlenmesi esasına dayanır.su jeti teknolojisi aşındırıcılı ve aşındırıcısız sistemler olmak üzere ikiye ayrılırlar.her iki teknoloji de yukarıda da bahsedildiği üzere temel prensip olarak çok yüksek basınçlardaki suyun çok küçük çaplı bir delikten 47
48 geçirilmek suretiyle hızlarının arttırılması sonucu kazandıkları enerji ile kesme işlemini gerçekleştirirler. Sabit basınç altında ki suyun kazandığı hız V = (2P/d)1/2 Ve yüzeye etki eden kuvvet F = d*v2 *A olur. Suyun erozyon ile kesme kapasitesi, sahip olduğu hızın yarattığı kinetik enerji (KE) ile tanımlanır. Kinetik enerjisi ise; KE=mV2 /2 (J) eşitliği ile hesaplanır. Örneğin 4000 bar basınçla 0.4mm çaplı lüleden çıkan suyun vızı V = 894 m/s olur.(ses hızının yaklaşık 2.5 katı).(ke) eşitliğinden kesim performansının, su debisi ile ve jet hızının karesi ile orantılı olduğu görülmektedir.malzemelerin SJ yada ASJ kesme yöntemiyle işlenebilmesi için, jetin çarpmasıyla malzeme yüzeyinde oluşan gerilme değerinin, malzemelerin sahip olduğu ortalama sıkıştırma dayanımı (compressive strength) değerinden yüksek olması gerekir 48
49 Su Jeti Parçaları Bir su jeti, Pompa, Hortum ve borular, Tij, Meme (Nozzle), Kontrol ünitesi, Basınçlı su, Su devirdaim ünitesi, Temizleme sistemi ve yardımcı ünitelerden meydana gelmektedir. 49
50 SU JETİ NOZULU Yumuşak malzemelerin kesilmesi, memeden fışkıran yalın suyun direk etkisiyle gerçekleşir. Sert malzemelerde ise, hem malzemeye çarpan taneciklerin dinamik etkisini arttırmak hem de keskin köşeli taneciklerin çarpmasıyla oluşan aşındırmayı arttırmak amacıyla fışkıran suyun içerisine, hassas olarak dozajlanan abrasiv karışımı sağlanır. Suyun ilk memeden (su memesi) çıkış aşamasında, çok yüksek hızlı suyun bir karışım odasından (venturi borusu) geçerken oluşturduğu vakum etkisiyle içerisine çektiği abrasiv, su ile karışarak malzeme üzerine fışkırtılır. eger tahta, plastik vb. gibi yumusak malzemeler kesilecekse, su-jet nozulu, daha sert malzemelerde ise asındırıcı-su jet nozulu kullanılması uygun olur. SU MEMESİ / ABRASİV BORUSU İlk kademedeki su memesinin çapının yaklaşık 3 katı olan çaptaki ikinci kademe abrasiv borusu olarak adlandırılır. Su ile abrasivin karışım halinde fışkırdığı bu borunun çapı, 0,55mm, 0,76mm, 1,1 mm gibi üç ayrı alternatife sahiptir. Bu durumda, kesilen parçadaki kesim izi kalınlığı ve girilebilen min.radüs çapı da bu ölçülerde olacaktır. Abrasiv borusu çapı arttıkça, malzeme üzerine aktarılan enerji miktarı da artacağından, kesim hızına etkisi hızı arttırma yönünde olacaktır.kullanılabilecek abrasiv borusunun çap sınırı da kullanılan yüksek basınç pompası debisiyle ilintilidir. Abrasivli kesimde kullanılabilecek Pompa / su memesi / abrasiv memesi ilişkisi aşağıda verilmiştir 50
51 Pompa Gücü Su Debisi lt/dak Su Memesi / Abrasif Borusu mm 1 15 HP 0,17/0, HP 0,17/0, HP 0,25/0, HP 0,17/0, HP 0,25/0, HP 0,35/1, HP 0,25/0, HP 0,35/1,1 51
52 BASINÇ ARTTIRICILAR VE POMPALAR Su jeti sistemleri temelde aynı işi yapmalarına karşın içerdikleri yüksek basınç elde etme yöntemine göre farklılıklar içerirler. Bu farklılık, sistemin kesme kabiliyeti ile birlikte ilk yatırım ve çalıştırma maliyetini de etkilemektedir. Bu nedenle yapılan işe en uygun seçimin yapılabilmesi gerekir. Su jeti kesme sistemlerinde kullanılan basınç elde etme yöntemleri önce pistonlu pompalar ve basınç arttırıcılar olmak üzere iki sınıfa ayrılabilirler. PİSTONLU POMPALAR Pistonlu pompalar küçük hacimli üç veya daha fazla silindirden oluşur ve aşınmayı minimize edebilmek amacıyla yaklaşık 600 dev/dak çalıştırılırlar. Bunların çalışma prensibi pistonlu motorlarda veya pistonlu hidrolik pompalarda olduğu gibidir fakat silindirler içine düşük basınçlı su alınarak, bu su maksimum 3000 bar a kadar çıkarılabilmektedir Bu tip pompalar kullanarak 3000 bar dan daha yüksek basınçlara çıkmak mümkün olmamakla birlikte bu pompaların en önemli avantajları, basınç dalgalanmalarının kesme işlemlerini etkilemeyecek derecede düşük olması ve düşük çalışma basınçları nedeniyle bakım gereksinmelerinin diğer tipe oranla az olmasıdır. 52

53 BASINÇ ARTTIRICILAR Basınç arttırıcılar da çalışma prensiplerine göre çift etkili ve fazlı-çift etkili tip olmak üzere iki alt sınıfa ayrılırlar. Çift etkili basınç yükseltici hidrolik güç ile sürülen emme basma tulumba esasına göre tasarlanmıştır Hangi tipin uygun olduğu genellikle işlenecek malzeme tipi ve malzeme kalınlığına bağlıdır. Lastik ve kağıt gibi yumuşak malzemeler için en uygun seçim pompalı su-jeti sistemidir. Çok kalın ve sert malzemeler çok kısa zamanda, iyi yüzey kesim kalitesi ile işlenmek istenirse en çok güç veren pompanın seçilmesi uygun olmaktadır. Kesme hızını artan basınç, aşındırıcı debisi, lüle çapı ve azalan karıştırma tüpü çapı arttırmaktadır. Bu da 3000 bar ın üzerine çıkılması gerektiğinde çift etkili basınç yükseltme tekniğini öne çıkarmaktadır. Eğer kesilen malzemenin yüzey kalitesi ve kalitenin sürekliliği önemli ise bu durumda fazlı-çift etkili basınç yükseltme tekniğini içeren sistemler tercih edilmelidir. Bunun ana nedeni artan kesme basıncı ve basıncın sürekliğinin yüzey kalitesini arttırmasıdır. SU JETİNİN DİĞER YÖNTEMLERLE KARŞILAŞTIRILMASI Su jetinin laser ve tel erozyon gibi yöntemlerle parça maliyeti, hassasiyet, işe başlama durumu, malzeme kısıtı, çarpılma ve kesme yüzeyi yönlerinden karşılaştırılması Çizelge 5 de verilmektedir 53
54 SU JETİNİN AVANTAJLARI - Kesme çapı oldukça küçüktür ( mm arası). - Oldukça detaylı geometrileri kesebilir. - Kesme esnasında malzeme kayıpları çok azdır. - Kesme esnasında ısınma olmaz. - Çok ince ve kalın malzemeleri kesebilir. - Kesme hızı oldukça hızlıdır. - Yumuşak ve hafif malzemeleri kesebilir (Fiberglas izolasyon malzmelerini 600 mm' ye kadar kesebilir). - Kesme gücü oldukça düşüktür saat çalışma performansına sahiptir. KUM TANELİ SU JETİ Su jeti ile kesmede kesici malzeme olarak su ve aşındırıcı taneler olarak özel kum taneleri kullanılır. Bu şekilde yapılan kesmeye zımpara taneli su jeti ile kesme (Abrasive Waterjet)denir. Su jeti işleminde supersonic hızda püskürtülen suyun içindeki kum taneleri malzeme üzerinde aşındırmalar yaparak kesme işlemini gerçekleştirir. Zımpara partiküllü su jeti ile kesme, su ile kesmeye göre yüzlerce kat daha güçlü kesme yeteneğine sahiptir. Ancak endüstriyel uygulamalarda her birinin de kullanım alanları 54
55 vardır. Su jeti ile kesme yumuşak malzemelerde, zımpara partiküllü su jeti ile kesme ise metal, taş, seramik, kompozit malzemeler gibi sert malzemelerin kesilmesinde kullanılır. KUM TANELİ SU JETİ İLE KESMENİN ÖZELLİKLERİ - Oldukça geniş kullanım alanı vardır. - Kesme bölgesinde (HAZ - Heat Affected Zone) oluşmaz. - Mekanik gerilim söz konusu değildir. - Programlanması kolaydır. - Su püskürtme çapı oldukça küçüktür ( mm arası). - Oldukça detaylı geometrileri kesebilir. ükalın malzemeleri kesebilir (250 mm kadar). - İstifli kesme yapabilir. - Kesme esnasında malzeme kayıpları çok azdır. - İş parçalarının bağlanması kolaydır. 55
56 SU JETİ TEKNOLOJİSİ İLE ÜSTÜN VERİMLİLİK Su jeti tezgâhları, iş parçası yüksek basınçlı su kullanarak kesme işlemlerini gerçekleştiren tezgâhlardır. Günümüzde CNC kontrol üniteleri ile operatörlere büyük kolaylık sağlayan su jeti tezgahları, kalınlıkları 0.1 mm' den 200 mm' ye kadar sert veya yumuşak ayrımı olmaksızın, 6000 bara ulaşabilen yüksek bir basınçla malzeme üzerine su püskürtülmesi ile çalışmaktadır. Suyun hızı ses hızının 3 katına kadar çıkabilmektedir. Bu yöntemle malzemeyi ısıtmadan, aşındırarak keserek pürüzsüz kesim yüzeyi sağlanmakta olup malzemenin metalürjik yapısı korunmaktadır. Ø Denizaltı imalatında kesilen sacın manyetize olmaması gerektiğinden dolayı lazer veya plazma kesim kullanılamamaktadır. Ø 20 mm e kadar ağaçlar lazer ile kesilebilmekte, ancak kenarda yanık izi bırakmaktadır. Bu nedenle lazer listede gösterilmemiştir. Ø Taş yünü mekanik olarak kesilebilmekte ancak yoğun imalat gerektiren durumlarda su jeti kullanılmalıdır. Taş yünü sadece su jeti ile delinebilmektedir. Ø Lazer, plexiglassta şeffaf yüzeyli kesim yaparken su jeti kesim kenarı kumlu görünümde olmaktadır. 56
57 Ø Düz kesim haricinde oyma, desen verme, yuvarlak kesim gibi her türlü hassas kesimler sadece sujeti tezgâhı ile yapılabilmektedir. Ø Tempered Cam kırılma riskinden dolayı sujeti dahil başka bir usül ile kesilemez, ancak temper yapılmadan önce su jeti ile mükemmel kesilmektedir. Ø Örneğin iki alüminyum arasında lastik türü pek çok farklı katmanı barındıran conta ve benzeri malzemeler su jeti ile mükemmel kesilmektedir. Ø Sayıca daha az ancak çok özel şekiller ve hassasiyet kesimi gerektiren durumlarda su jeti tartışmasız liderdir. İşleme Merkezi (talaş kaldırma tekniği) çok pahalı bir teknik olduğundan bu listede dikkate alınmamıştır. SU JETİNİN DİĞER AVANTAJLARI Yukarıdaki liste seri üretim mantığı baz alınarak hazırlanmıştır. Daha az ve butik kesimlerde veya malzeme ve kalınlıkların çok sık değiştirilmesi gereken durumlarda Su Jeti, ön hazırlık safhasının çok basit olması sebebi ile öne çıkar Lazer kesiminde kesilen parçalar arasında bırakılması gereken Yanma Alanı (Burn Zone), kesim firesini arttırmaktadır. Su Jetinde kesim araları birbirine olabildiğince yakın bırakıldığından fire düşüktür.(+- 0,1 mm) Su jeti tezgâhları kimyasal atık oluşturmadığından arıtma, filtrasyon gibi ek yatırımlara gerek duyulmamaktadır. Su jeti tezgâhları çok dar ve keskin köşeleri, değişik açılarda kolaylıkla kesebilmektedir. Kesim bölgesindeki diklik (gönyeden kaçıklık) mükemmeldir. Lazer ile yanma, erime riski oluşturan aşırı ince malzemelerde Su Jeti gereklidir. Su jeti ile kesilme yüzeyinin alt veya üst tarafında çapak oluşmamakta, böylelikle ek bir taş]ama, düzeltme işlemi gerekmemektedir. 200 mm e kadar kesim yapabildiğinden belirli uygulamalarda bir dik işleme merkezinin yerini almaktadır. Üç boyutlu kesimlerde mesafe kontrol tolerans farklılıklarından doğabilecek hatalar olmamaktadır. TCI Su jeti Tezgâhları başında bir personelin bekleme ihtiyacı olmayacak şekilde ve 24 saat kesintisiz çalışma yapmak üzere dizayn edilmişlerdir. Lazer ve Plazma ile kesimlerde oluşan ısı nedeni ile kesilen yüzeyin özelliğinin/renginin bozulmasının önem kazandığı durumlarda Su Jeti gereklidir. Delinecek delik çapının malzeme kalınlığından fazla olduğu durumlarda Su Jeti gereklidir. 57
58 Parlama veya yangın çıkarma riski olan durumlarda su jeti kaçınılmazdır. SONUÇ Bir mamülün üretimi gerçekleştirilirken istenmeyen bir çok olumsuz etki, işleme esnasında karşımıza çıkmakta, malzemeyi olumsuz yönde etkilemekte ve üretimi zorlaştırmaktad ır. Su jeti kesme sistemleri; sağladıkları avantajlardan dolayı malzeme işleme çalışmalarında sıklıkla kullanılmaya başlanmıştır. Lazerle kesme sistemlerinden sonra geliştirilen sistem, malzeme üzerinde hiçbir kalıcı deformasyona, aşınmaya, bozulmaya ve yanmaya neden olmadığı için gelecekte en çok tercih edilen teknoloji olacaktır. AŞINDIRICI AKIŞKANLA YÜZEY İŞLEME İleri düzeyde bir yüzey işleme metodu olan Aşındırıcı akışkanla yüzey işleme (Abrasive Flow Machining AFM), karmaşık parçaların içerisindeki köşelerde ve dip kenarlarda yuvarlatma, çapak alma, parlatma ve ulaşılması zor yüzeylerde kalıcı basma gerilmeleri oluşturmakta kullanılıyor. Takım ve iş malzemesi arasındaki bağlantılı hareket, düzlemsel/doğrusal ya da daireseldir, bu durumda elde edilen iş malzemesi yüzeyleri de düzlem ya da silindirik olur. Böylece geleneksel yöntemler kullanılarak elde edilebilecek iş parçası şekilleri sınırlı kalır. Shell maça kalıp yöntemiyle dökümü yapılan valf gövdelerinin yağ kanalları döküm sonrası işlenemez, sadece yağ giriş çıkış delikleri ve sürgü kısmı yatay işleme tezgâhlarında işlenebilir. Sürgünün takıldığı delik, freze ve honlama tezgâhında işlenerek gövde ile sürgü arasındaki (s) çalışma boşluğu oluşturur. Bu işlem sonunda dökümde boş kalan odacıkların sürgü ile birleşim yerlerinde keskin köşeler meydana gelir. Ulaşılması çok zor olan bu köşe kısımlar ve döküm boşluğu ile oluşturulan yağ kanalları alışılmış imalat yöntemleriyle işlenemez. 58
59 Yukarıda belirtilen sınırlamalar ve gelişen teknolojik ihtiyaçlar sonucu, imalat mühendislerinin yeni ve daha üstün nitelikli imalat yöntemleri aramaya başlamasıyla özellikle 2. Dünya Savaşı nı izleyen yıllarda bu konuda yoğun çaba harcandı ve ilk alışılmamış imalat yöntemleri yılları arasında doğdu. Alışılmamış imalat yöntemlerinden biri olan AFM, 1960 lı yıllarda keşfedildi ve 1966 yılında patent altına alındı. Özellikle elektronik ve bilgisayar teknolojisindeki gelişmeler, havacılık ve uzay endüstrisinin talepleri sonucunda da bugünkü konuma ulaşıldı. Günümüzde yüzey işlem kalitesindeki beklentiler giderek artıyor, üretimde talepler yükseliyor, doğru ve hassas bir çalışma isteniyor. Toleransların daha düşük, parçaların ise uzun ömürlü ve kaliteli olması gerekiyor. AFM tüm bu taleplere karşılık verebiliyor. Özellikle de yüzeye şekil veren takımlar gibi ekipmanlar üzerinde yüksek yüzey kalite beklentisi önem kazanıyor. Klasik yüzey işlemleri (lebleme, honlama, vb.) genellikle düz ve silindirik gibi basit geometriler ile sınırlı olup, özellikle ekstrüzyon ve enjeksiyon kalıpları gibi karmaşık şekillerin işlenmesinde büyük problemler doğurur. Karmaşık şekilli yüzeylerin elle işlenmesinden dolayı, yüzey pürüzlülüğü ve doğrusallığı, köşe ve yuvarlatmalar istenilen hassasiyette ve homojen olarak elde edilemiyor. Elle işleme, yetenekli ve tecrübeli elemanların yanı sıra uzun bir süre gerektiriyor. Aşındırıcı akışkanla yüzey işleme metodu, bütün bu problemlere çözüm arayışının bir sonucu olarak ortaya çıktı. AFM yönteminde akışkanlığı düşük, içinde aşındırıcı partiküller içeren yarı akışkan bir macun kullanılır. Macun, işlem yapılacak malzemenin içinden basınçlı bir şekilde geçirilerek malzeme yüzeyinden talaş kaldırılır. İş parçasının üzerinden talaş macunun parça üzerinde akış yönünde kaldırılmasıyla çektirme işlemiyle ilgili parametrelerin en uygun şekilde ayarlanması mümkün olur. Akışkan ekstrüzyon yoluyla kalıp, yüzeyinin şeklini aldığından bütün yüzeylere eşit bir aşındırma uygular. Uygulama yöntemi tek ve iki yönlü olarak kullanılır. Yönlü AFM İki yönlü AFM, karşılıklı duran iki silindir arasında medyanın basıncının ayarlanmasıyla kalıptan geçmesi şeklinde sağlanır. Aşındırma medyanın girdiği bütün yüzeylerde oluşur ve en dar bölgelere ulaşılabilir. Ekstrüzyon basıncı bar ve bir proses kontrol sistemi sayesinde makine otomatik olarak debi, basınç, hız, parlatma gibi diğer parametreleri düzenler. Mükemmel proses kontrolü, Radius oluşturmada iyi kontrol, tam otomatik sistem yetenekleri, hızlı kurulum ve çabuk takım değiştirilebilirliği, medyanın çabuk temizlenmesi bu sistemin avantajları arasında sayılabilir. Kullanım Alanları Kalıp işleme alanında özellikle alüminyum çektirme kalıplarının yüzey işlemlerinin yapılmasında kullanılır. Bu işlem ile örneğin tel erezyon gibi yöntemler sırasında ısı ile oluşmuş katmanlar temizlenir, yüzey pürüzlülük değerleri en aza indirilebilir ve geometrik şekil veren yüzeyler birkaç dakika içinde ayna parlaklığı seviyesine getirilebilir. Aynı zamanda dar bir tolerans aralığında standart bir çıktı kalitesi sağlanır. AFM sadece kalıp endüstrisindeki kullanılmaz. Kullanım alanları aşağıdaki gibidir: Otomotiv ve inşaat araçları Havacılık ve uzay sanayileri 59
60 Medikal endüstrilerinde Hidrolik pnömatik parçalar Akışkan teknolojilerinin kullanıldığı alanlarda Eczacılık ve kimya sanayileri Tekstil makinaları Dizel enjektörleri Mekatronik ve optik AFM AVANTAJLARI Yüzey temizleme ve parlatma işlemleri, imalat işlemleri içerisinde en pahalı ve zaman alıcı aşamalardan birisidir. Özellikle hassas ve karmaşık parçaların yüzeylerinin işlenmesi toplam imalat maliyetinin %15 ine kadar yükselir. AFM işlemi ile zamandan, manuel parlatma işlemlerine göre %75 e kadar tasarruf sağlanabilir ve mükemmel yüzey sonuçlarına ulaşılabilir. Yapılan yatırım kısa sürede kendini amorti eder. AFM yeni kalıp ve takımların yanı sıra bunların tamir edilmesinde de kullanılır. Aşınma veya hasar sonucu gerekli kalite standartlarını sağlayamayan fonksiyonel yüzeyler hızlı bir şekilde yeniden parlatılarak kullanım ömürleri önemli derecede arttırılır. 60
61 Basınç altında aşındırıcı macun ile yüzey işlemi özellikle dar ve ulaşması zor kanallara sahip kalıp vb. aparatlarda en uygun çözümü sağlar. Ayrıca Ra 0,1 μm ye kadar talep edilen yüzey pürüzlülük değerlerine AFM ile ulaşılabilir. Tekrar edilebilir kalite sağlayan metodun kullanımı kolay ve takım değiştirmesi pratiktir. Hidrolik Kontrol Sistemi Özellikle aluminyum extrüzyon imalatçılarında kalıp parlatmada kullanılacak olan bu makinenin seri imalatı yapılmaz, özel bir uygulama olduğu için müşteri talebine göre üretimi yapılır. Özellikle yurtdışında üretilen bu makineyle uygulanan AFM yöntemi alışılmış bir imalat yöntemi değildir. Ancak kalıpçıların kalıp parlatmasında işlerini kolaylaştıracak bir yöntem olduğu için kalıpçılar için vazgeçilmez bir cihazdır. Bu makinada basınç ve hız kontrolü oransal valfler ile yapılır. P&Q kontrol olarak bilinen uygulamada, daha kompakt ve ekonomik bir sistem ortaya çıkar. Kompakt oransal valfler ve oransal hız kontrol valfleri kullanılarak daha ekonomik ve işlevsel bir devre oluşturulur. Pilot uyarılı basınç kontrol valfi olan DB20K katriç valfinin pilot basıncı KBPS.9 oransal basınç valfi ile debi ayarı; KKDSR katriç oransal valfi ile kontrol edilerek PLC den istenilen basınç ve hız değerleri girilerek kontrol sağlanır. Dişli pompanın kullanıldığı sistemde unloading devre sayesinde değişken debilerde ısınma problemi en aza indirilir. Ulaşılması dar düzeylerde, köşe kısımlarda çapakların alınması ve yüzey parlatma elde edilir. ISIL DESTEKLİ İŞLEME Isıl destekli talaşlı imalatta, işlemesi zor (sert) malzemeler dışarıdan bir ısı kaynağı kullanılarak, talaş derinliği kadar mesafede istenilen sıcaklığa kadar ısıtılarak işlenir. Bu yöntem, malzemenin bağ enerjisi ve akma mukavemetinin azalmasıyla sertliğin bir miktar düşmesini sağlar. Sert malzemelerin talaşlı imalatında, ön ısıtmalı işleme geleneksel işlemeye alternatif olarak geliştirilmiş ve metaller, seramik alaşımları, plastikler ve kompozitler dâhil çeşitli malzemelerin işlenmesinde kullanılabilmektedir. Ön ısıtmalı işleme geleneksel işleme yöntemlerine göre; takım aşınması, takım kırılması, tırlama, işleme sapmaları ve mekanik malzeme hasarları gibi kritik konularda, önemli avantaj kazandırmaktadır. İş parçasından malzeme kaldırmak (işleme) için yoğunlaştırılmış ısıl enerji kullanan yöntemlerdir. Isıl enerji kaynağı olarak elektrik boşalımı, elektron ışını (hüzmesi) ve lazer ışını gibi çeşitli yöntemler kullanılır. Bütün yöntemlerde malzeme yüzeyinde oluşan odak noktasında ulaşılan sıcaklıklar, bilinen bütün malzemelerin erime ve buharlaşma sıcaklıklarının çok üzerindedir. Bu nedenle ısıl enerji kullanan yöntemlerle bilinen bütün malzemeleri işlemek mümkündür. Bu gruba giren yöntemler, işleme mekanizması bakımından diğer gruplara göre daha fazla çeşitlilik gösterirler. Grup içinde özellikle Elektro- Erozyon (EDM) ve Lazer ile işleme (LBM) çağdaş teknolojide çok yoğun biçimde kullanılmaktadır. 61
62 ELEKTRO EROZYON TEKNOLOJİSİ Elektro erozyon tezgahı ülkemiz için yeni sayılan bir tezgah olmakla beraber dünyada klasik takım tezgahları arasında yer almaktadır. Özellikle kalıp imalatçılarının vazgeçilmez bir tezgahı durumundadır. Elektrik ileten her malzeme elektro erozyon tezgahı ile işlenebilir. İşleme için bir şablona ihtiyaç vardır. Tezgah bu şablonun negatifini iş parçasına işler. Elektroerozyon tezgahında, kontrollü elektrik arklarıyla talaş kaldırılır. Her bir ark iş parçası üzerinde küçük bir krater meydana getirir. Arkın sürekli dolaşmasıyla şablonun şekli karşı tarafa geçirilir. Klasik tezgahların aksine bu teknikle sertleştirilmiş parçalar ve sert maden uçlar kolaylıkla işlenebilir. Bu özellik, tezgaha çok önemli bir uygulama sahası açmaktadır. Elektro erozyon tezgahının önemli bir avantajı da kesme kuvvetinin olmamasıdır. Elektro erozyon tezgahının en önemli dezavantajı, diğer tezgahlara göre çok yavaş talaş kaldırmasıdır.bu dezavantaj tezgah otomatik çalışılabilir hale getirilerek (bu sayede operatörün başında beklemesi gerekmez) giderilmeye çalışılmıştır. İlk ayarlama yapıldıktan sonra operatör başka tezgahlarla çalışabilir. İş bittiğinde veya anormal bir durum olduğunda, tezgah operatöre ikaz vererek kendini kapatır. Tezgahın ikinci bir sınırlaması da elektrot (şablon) hazırlaması ve tüketimidir. Elektro erozyon tezgahı elektrot hazırlanması için diğer tezgahlara muhtaçtır. Fakat onların yardımıyla onların çok zor yapabildiği veya yapamadığı bir çok işi kolaylıkla yapabilir. Bir örnek olarak, keskin köşeli bir dörtgen çukuru freze ile yekpare işlemek mümkün değildir. Erkek bir dörtgen ise kolaydır. İşlenen bu erkek dörtgen elektrod kullanılarak elektro erozyon tezgahında keskin köşeli bir dörtgen çukur kolaylıkla işlenir.dolayısıyla elektro erozyon tezgahları, diğer tezgahlarla birbirlerini tamamlayarak kompleks formları işlemede ve maliyeti düşürmede yarar sağlar. ELEKTRO EROZYON İŞLEMİ Elektro erozyon işlemine en basit örnek, her zaman herkesin karşılaşabileceği Yıldırım olayıdır. Yıldırım oluşumunda enerji, bulutlardan (elektrot) havada (dielektrik ortamda) oluşan bir yol ile yeryüzüne (iş parçasına) boşalır (şekil-1.1). Yıldırımın şiddetine bağlı olarak yeryüzünde, tahribat (aşınma) meydana gelir. Elektro erozyon tezgahlarında ise enerji boşalması, elektronik kontrollü arklarla sağlanır ve mikrosaniyeler düzeyinde gerçekleşir. Ayrıca ark sonucu oluşan tahribat kontrol edilebilir. 62

63 Elektrik ileten metallere gerilim uygulandığında elektrod ismini alırlar. Elektroerozyon işleminde iki elektrot kullanılır. Biri alet (Tool), diğeri iş parçasıdır. Bu iki elektrot arası dielektrik sıvısı ile doludur. Dielektrik sıvısı elektrik iletmeyen bir sıvıdır. Elektro erozyon tezgahında elektrot ile iş parçası arasına bir voltaj (Gap voltajı) tatbik edilir ve elektrod, iş parçasına özel bir servo mekanizma tarafından yaklaştırılır. Elektrot ile iş parçası arasında en yakın olan noktada dielektrik kırılır ve iyonlaşır. Buradan akım geçişi (arkenerji boşalması) başlar.dielektrik basıncı arkı dar bir alana hapseder. Noktasal olarak yüksek bir akım geçişi (1-5 milyon Amper/cm²) ve iyon bombardımanı ile iş parçası ve elektrod üzerinde yüksek miktarda sıcaklık oluşur. Bu sıcaklık bir kısım metalin buharlaşmasına, bir kısmının erimesine sebep olur.elektronik anahtarlama ile akım kesilerek ark söndürülür. İyonlaşmış bölgeye hücum eden dielektrik sıvının, erimiş metale temasıyla metalin bir kısmı tanecikler halinde koparak dielektrik sıvının içinde yüzmeye başlar. Böylece bir miktar talaş kaldırılmış ve en yakın iki nokta uzaklaşmış olur.akımın verilip kesilmesiyle sürekli bir ark dizisi oluşturularak her defasında farklı bir nokta kopartılır ve şablonun şekli karşıya geçirilir. Bir süre sonra, mesafenin uzaklaşması yüzünden ark atlayamaz olur. Bu durumda özel servo mekanizması elektrodu iş parçasına yaklaştırır, istenen derinliğe kadar daldırır istenirse geri çeker.dielektrik sıvı arkın oluşması ve dar alana hapsedilmesi için gerekli ortamı oluşturduğu gibi, koparılan taneciklerin ortamdan uzaklaştırılması ve açığa çıkan yüksek ısının azaltılmasını sağlar.elektrotlara gerilim uygulandığı ve birbirlerine yaklaştırıldığında belirli bir 63
64 mesafede kıvılcım atlaması olur. Eğer elektrotlar birbirlerine değerse kısa devre olur ve erozyon işlemi gerçekleşmez.bir erozyon işlemi, aşağıdaki 9 aşamada adım adım gösterilebilir. Ayrıca Şekil - 6' da voltaj ve akım değerleri de şekillerde grafik olarak görülebilir. - Elektrot iş parçasına yaklaştırılır. - Elektrot ile iş parçası arası dielektrik sıvı ile doludur. Dielektrik sıvı iyi bir yalıtkan olmalıdır ki yeterli elektriksel potansiyel oluşmadan elektrot ile iş parçası arasında elektriksel akım akmasın. - Sıvının elektriksel boşalmaya yardımı iki yolla olur; grafit ve metalik parçalar (elektriksel iletkenler) dielektrik sıvının iyonizasyonuna yardımcı olurlar ve şarj direkt gerçekleşir; elektriksel iletkenler sıvı da elektriksel kırılmayı sağlarlar. - Elektriksel alan elektrot ile iş parçası arasındaki en yakın mesafede güçlenir, Şekil - 6' daki en yüksek nokta gibi. Şekil -6' daki grafikte görüldüğü gibi bu durumda voltaj artar fakat akım 0 (sıfır) değerindedir. Şekil - 7' de görüldüğü gibi iyonik parçaların sayısı artar, dielektrik sıvının yalıtkan özelliği kuvvetli elektriksel alanın orta kısmındaki dar bir kanala doğru azalmaya başlar. Voltaj tepe değerine varmıştır, fakat akım hala sıfır değerindedir. 64
65 Şekil - 8' de gibi akım, sıvının yalıtımı en aza indiğinde akmaya başlar. Voltaj düşmeye başlar. Şekil - 9' da görüldüğü gibi akım arttığı gibi bu bölgedeki ısı da süratle artar. Voltaj düşmeye devam eder. Yüksek ısı; sıvının, iş parçasının ve elektrodun bir kısmını buharlaştırır. Elektrot ile iş parçası arasında bir boşalma kanalı oluşturur. Şekil - 10' da görüldüğü gibi buhar kabarcıkları dışarıya doğru genişler fakat bu genişleme boşalma kanalındaki iyonların yoğunluğu ile sınırlıdır. Bu iyonlar yapıdaki çok güçlü elektromanyetik alan tarafından çekilirler. Akım yükselmeye, voltaj düşmeye devam eder. Şekil - 11' de On time zamanının sonuna doğru, akım ve voltaj sabitlenir. Yüksek ısı ve basınç içindeki buhar kabarcıkları, maksimuma doğru ulaşır ve bazı metaller uzaklaştırılmaya başlanır.metal tabakanın altındaki boşalma kolonu, erimiş bölgenin içindedir ve buhar kabarcıklarının basınç alanı içinde tutulur. Boşalma kanalı; buharlaşmış metal, dielektrik sıvı ve karbondan oluşmuş çok sıcak bir plazma ile buradan geçen güçlü bir akımdan oluşur. 65
66 Şekil - 12' de Off time zamanı başlar. Akım ve voltaj sıfıra düşer. Isı hızla azalır. İş parçasından kopartılan erimiş metal parçacıkları (talaşlar) ve buhar kabarcıkları çöker. Şekil - 13 de temiz dielektrik sıvının yoğunluğu artar. İş parçasının yüzeyindeki talaşlar yıkanarak buradan uzaklaştırılır. Elektrottan koparılan parçacıklar ile metal yüzeyden uzaklaştırılan küçücük parçacıklar, dielektrik sıvının içerisine dağılırlar. Kalan buharlar yüzeyden yükselir. Off time süresi yetersiz olursa, talaşlar toplanarak dengesiz kıvılcım oluştururlar. Bu durum bir DC ark oluşturabilir ki, elektrot ve iş parçasına zarar verebilir. Artık birbirlerine en yakın olan iki nokta aşınmıştır. Elektrottaki aşınma, iş parçasındaki aşınmaya oranla daha azdır. Elektrottaki aşınma miktarı erozyon parametreleri ile değiştirilebilir. Şimdi aynı işlem yeni en yakın iki nokta arasında 66
67 tekrarlanacaktır. Bu durum saniyede 250 kere tekrarlanarak metaller birbirlerini aşındıracaklardır. 67
68 TEL EROZYON Tel eroyon, üzerinde yüksek yoğunlukta akım geçirilen bir tel yardımıyla kesme yöntemidir. Klasik olmayan imal usulleri (None Traditional Manufacturing) arasında yer alan bu yöntemle, sert ve karmaşık profilli iletken parçaların mikron hassasiyetinde işlenebilmesi mümkündür. Bu tezgâhlarda, farklı elektriksel kutuplara bağlanan tel elektrot, iş parçasına yaklaştırıldığında elektriksel boşalımlarla yüksek bir sıcaklık meydana gelmekte ve yerel metal ergime yolu ile talaş kaldırılmaktadır. Talaş kaldırma hızı, her bir kıvılcımdaki enerji miktarı ve her kıvılcımın zaman aralığına göre değişmektedir. Tel Erozyon Tezgâhlarında program iki aşamadan meydana gelmektedir: Programın 1. aşamasında, iş parçasının şekli bir koordinat düzlemi içerisinde, şekildeki her bir elemana nokta, daire ve çizgi numaraları verilerek çizilmekte, Programın 2. aşamada ise kesme yolu yardımıyla esas şekil belirlenmektedir. Kesme işlemi başlatıldığında tel kesme yolunu izleyerek kesme işlemi tamamlanmaktadır.bu tezgahlarda genellikle tel çapları 0,05~0,4 mm arasında değişen pirinç, molibden ve tungsten tel elektrotlar kullanılmaktadır. Bu sayede parça yüzeyinde oluşabilecek maksimum radyus miktarı 0,4 mm yi geçmez. Tel erozyon tezgâhında bakır tel (+), tabla ise (-) yüklüdür. Kesim; telin parçaya değmesi ile meydana gelen ark ile oluşur. Ark anında 8000~12000 C ısı oluşur. Tel erozyon tezgâhı sanayide yapımı çok zor olan birçok iş parçasının imalatında kullanılır özellikle kalıp yapımında yaygın bir şekilde kullanılmakla beraber dişli çarkların imalatında da kullanılmaktadır. Çünkü tel erozyon tezgâhından çıkan bir imalatın taşlanması gerekmez. 68
69 Herhangi bir imalatın diğer tezgâhlarda işlenmesi mümkün olmayan kısımlarının sadece telin yarıçapı kadar bir tolerans bırakılarak parçanın işlenmesi mümkündür. Ayrıca çok sert olan metaller elektrik iletebilmek koşuluyla işlenebilir. Çapaksız parça işlenebilmesi ve yüzey pürüzlülüğünün diğer imalat yöntemlerine göre az olması belli başlı avantajlarıdır. Dezavantajları ise telin düşük talaş kaldırma hızına sahip olması ve kesici boyutunun sınırlı olmasıdır. Sanayide çeşitli türlerdeki kalıp elemanlarının ve dişli çarklarının yapımında, sert metal takımlarının işlenmesinde, elektro erozyon tezgâhlarında kullanılan karmaşık şekilli ve hassas elektrotların işlenmesinde, yüksek hızlarda çalışan kamların imalatında kullanılmaktadır. 69
70 70
71 ELEKTRO EREZYON TEZGAH SEÇİMİNDE DİKKATE ALINACAK HUSUSLAR 1-İşlenecek (Kesilecek) malzemenin cinsi, 2- İş parçasının boyutları (Tezgah kapasitesinin belirlenmesi için), 3- Kesilecek işin hassasiyeti (Buna göre jeneratör seçimi yapılır), 4- Tezgah kontrol ünitesi (MCU-Machine Control Unit). genelde her firmanın kendine özg kontrol ünitesi vardır. 5- açılı kesimler yapılacaksa tezgahın başlığının açılı kesme özelliği dikkate alınmalıdır. (Örneğin 100 mm de 13 derece ya da 100 mm de 26 derece), 6- Gerekiyorsa 6. eksen (Divizör lü kesme), 7- İş parçası bağlama ekipmanları, veller vs. 8- Hassas iş yapılacaksa mm otomatik tel kullanılabilen tezgahlar seçilmeli (Normali 0.25), 9- Servis hizmetleri ve teknik destek, 10- Eğitim hiztleri ve dökuman desteği, 11- Kullanım amacına göre havuzlu ya da püskürtmeli tip tezgah seçilmeli (Havuzlu tip tezgahlar kalıp kesiminde, yedek parça kesiminde ise püskürtmeli tür tercih edilir.). 71


72 Elektron ışını ile şekil verme Fiziksel Temeli; Elektronlar yüksek sıcaklığa ısıtılmış bir flamandan yayılırlar. Elektronlar daha sonra bir elektrik alan içinde ışık hızının yarısına kadar ivmelendirilirler. Elektron ışını iki manyetik alan tarafından kontrol edilir. İlk olarak ışının istenilen çapa odaklanması için sorumlu bir manyetik lens gibi davranırlar. Daha sonra manyetik alan odaklanan elektron ışını imalat tablasındaki istenen işlem görecek materyal üzerine odaklanır.ortaya çıkan ısı ile, materyal eritilir ve buharlaşır. 72

73 Electron ışını ile delme metallerde 0,002-0,060 inch çapında ve diğer iletken metallerde 0,010-0,250 inch inceliğinde delikler açan bir prosestir. Lazer ile delme e benzeyen EB delmede, belirli bir bölgede erimenin olmasını sağlamak için enerji çalışma parçasının üzerine odaklanır ve delikler açılır. Bu fiziksel etki nedeniyle, elektron ışınıyla işleme yöntemi, termal enerji prosesleri altında adlandırılır.1947 yılında ilk prototipi yapılmıştır. 73
74 Elektron ışını ile delme Delik açmanın nasıl çalıştığını bir metal levhanın yüzeyine doğrultulmuş bir ışını göz önüne alarak aşağıdaki şekilde görebiliriz. Işın çok küçük bir çapa sahiptir; bu sayede levha yüzeyinde çok küçük çaplardaki bir nokta üzerine odaklanabilir. Işın aynı zamanda çok yüksek bir kinetik enerjiye sahiptir ve bir katı cisme çarptığında bu enerjiyi serbest bırakır. Başarılı bir kaynağın gerçekleştirilebilmesi için serbest bırakılması gereken enerji miktarı l0 kw/mm2 ' ün üzerinde olmalıdır.işının çarpma noktasında metalin sıcaklığı küçük bir alanda hızla yükselir. Metal erir ve bir kısmı da buharlaşır. Erimiş metal kenarlara doğru itilir ve bir krater oluşarak daha önce meydana gelmiş olan küçük banyonun dibindeki kati metal ortaya çıkar. Işın bundan sonra kah haldeki metale çarpar ve böylece biraz daha enerji serbest kalır. Ortaya çıkan yeni metalde de erime oluşturur; yeni bir krater meydana gelir ve bu çevrim, ışın tüm levha kalınlığı boyunca nüfuz edinceye kadar devam eder. Bu aşamada levha kalınlığı boyunca devam eden bir silindirik boşluk veya bir delik oluşur. Bu deliğin cidarı, ışın ekseninden dışarıya doğru zorlanarak atılmış, erimiş metalle kaplıdır. Bu metal, yüzey gerilimi ve delikte mevcut metal buharının basıncı sayesinde yerinde kalır.böylece ışın, çok az bir enerji kaybıyla, delik boyunca ilerleyerek levhanın diğer tarafına ulaşır. Bununla beraber, ışını bir tarafa doğru hareket ettirecek olursak, deliğin cidarına temas eder ve enerjisini salar. Delik geçici olarak uzamış hale gelir. Işının terk ettiği alandan ısı kaybı olur ve deliğin arka cidarındaki metalin bir kısmı katılaşır. Ön taraftan eriyen metal, yüzey geriliminin etkisiyle, dairesel kesiti yeniden oluşturmak üzere deliğin çevresine doğru akar. Işın levha boyunca hareket ederken, bu sıvılaşma ve katılaşma olayları deliğin şeklini üniform halde tutacak tarzda düzenli olarak ilerler. Hareketin tamamlanmasından sonra, ışının hareket doğrultusu ve levha kalınlığı boyunca ince bir döküm metal bandı oluşur. Tanımlanan bu işlemler dizisine "delik açma" adı verilir. Karşılıklı yüzeyleri arasında küçük bir aralıktan başka bir şeyi olmayan bir küt alın bağlantısında, bağlantı çizgisi boyunca ışını hareket ettirerek, delik cidarlarını kaplayan erimiş metal yardımıyla ara yüzeyde bk köprü oluşturduğundan, delik açma kaynağa uygun bk tekniktir. Diğer eritme kaynağı sistemlerinde olduğu gibi, arka cidardaki erimiş metalin sürekli katılaşması bağlantının iki elemanını birbirine birleştirir. 74
75 Elektron ışını ile kaynak Kaynak için gerekli ısının, parça yüzeyine yüksek hassasiyette odaklanmış ve yönlenmiş yüksek yoğunlukta elektron demeti ile sağlandığı eritme kaynak yöntemidir. Elektron ışın kaynağında güç değil güç yoğunluğu önemlidir Üstünlükleri: Yüksek kalitede dikişler, derin ve/veya dar profiller Sınırlı ITAB, düşük ısıl distorsiyon Yüksek kaynak hızları Dekapan veya koruyucu gaz gerekmez Eksiklikleri: Yüksek ekipman maliyeti Hassas ağız hazırlığı ve hizalama gerekir Vakum kamarası gerekir Güvenlik konusu: EBW x-ışınları üretir Başlıca Uygulama Alanları Küçük delikleri delmekte Elektron ışını bir malzemeden parça buharlaştırmakta kullanılır.birkaç nanometre boyutundaki delik delinebilir. Daha başka elektron ışını ile delme istenen delik inceliğini işleyebilir. Kesme Elektron ışını temel olarak kesintisiz delik serisini deler. Elektron ışını çok kıvrık ve doğu kesikler meydana getirebilir. Ek olarak elektron ışını küçük yarıklar oluşturmak içinde kullanılabilir. Kaynak Elektron ışını iki parçayı erime sıcaklığına ısıtaraktan metal parçaların birleşmesi için kullanılabilir. Tavlama Elektron ışını artan stresleri azaltmada ve malzemelerin ısısını artırmada kullanılır.bu çoğu zaman bir parçanın tamamlanması için istenen adımların sayısını azaltmak için diğer işlemlerin biriyle birleşimi sonucu yapılır. 75
76 Şekil ve boyut itibariyle hassasiyet, verim ve hız gerektiren sanayi uygulamalarında kullanılır. Uzay araçları, elektronik endüstrisi, tıbbi cihazlar... Avantajlar&Dezavantajlar EBM metodu, küçük delikler ve dar kanallar için çok uygundur. 0.05mm den küçük çapta delikleri delebilir... delik derinliği ile çapı arasındaki oran yüksektir...(~200) Isının yüzeyle teması esnasında tehlikeli X ışınları oluşur. Bu nedenle, işleme esnasında muhafaza ve iyi eğitilmiş personel kullanılmalı... Çok yüksek hızlarda işlem yapılabilir... Örneğin, 0.3 mm kalınlığındaki bir tabaka üzerine, saniyede 1500~2000 adet, 100 mikrometre çapındaki delikler delinebilir... Tezgah hiçbir atık madde üretmez... Çevre dostudur... PLAZMA KESME NEDİR? Doğru akım güç kaynağının basınçlı havayı iyonize ederek plazma haline getirmesi sayesinde iletken malzemelerde kesme işleminin gerçekleştirilmesidir. Kesme işleminin gerçekleşmesi için, güç kaynağı, sürekli sabit basınçlı hava, uygun tipte torç gereklidir. Plazma kesme işlemi tüm iletken metallere uygulanabilmektedir. Plazma kesme teknolojisi sayesinde kesme işlemine ilave olarak oluk açma işlemini de gerçekleştirebilirsiniz. NEDEN PLAZMA KESME? Günümüzün rekabetçi koşulları üreticileri imalat maliyetlerini en aza indirmeleri yönünde zorlamaktadır. Maliyetleri en çok etkileyen unsurlar, üretim hızı, üretim kalitesi, işçilik giderleri, fire maliyetleri, yeniden işleme maliyetleri, sürekli ihtiyaç duyulan kesme memeleri ve kesme gazlarının bedelleri olarak sıralanabilir. 76
77 Hypertherm Plazma Kesme Sistemleri 1. Üretkenlik 2. İşletme Maliyetleri 3. Kullanım Kolaylığı 4. Kullanım Esnekliği gibi ana başlıklarda aşağıdaki avantajları sunmaktadır. Yüksek kesim hızları sayesinde daha az zamanda daha çok üretim. Kullanılan geleneksel yöntemlere oranla daha yüksek hızda kesim yapabilirsiniz. Bu sayede daha az işçilik maliyetleriyle daha fazla üretim yapabileceksiniz. Ön tav yapmaya gerek yok.kesme işleminden önce kesilecek malzemeyi belli bir sıcaklığa kadar ısıtmanıza gerek yok. Sadece tetiğe basarak kesime başlayabilirsiniz. Bu sayede hem gaz sarfiyatından hem de ön tav süresindeki işçilik kayıplarından tasarruf edebilirsiniz. Yeniden işlem yapmaya gerek yok. Üstün teknolojili kesme torçları sayesinde mükemmel kesim kalitesi elde edersiniz. Bu sayede cüruf temizlemek veya yüzey düzeltmek için zaman kaybetmezsiniz. 77
78 KULLANIM KOLAYLIĞI Kolay Taşınabilir Tamamen portatif olan güç kaynakları sayesinde basınçlı hava olan heryerde kesim yapabilirsiniz. Çatı imalatlarında, maden işletmelerinde, boru şantiyelerinde veya ağır sanayi işlerinizde kullanabilirsiniz. Patlayıcı ve yanıcı gazlar kullanılmaz Plazma kesme teknolojisinde metali kesmek için patlayıcı ve yanıcı gazlar kullanılmaz. Bu sayede ağır tüpler ve regülatör sistemleri taşımak zorunda değilsiniz. * Yandaki resim oksi - asetilen tüpü patlaması sonrasında tahrip olmuş bir atölyeye aittir. Kesim yapmak kolaydır, uzmanlık gerektirmez Üstün teknolojili ve uzun ömürlü kesme torçları sayesinde keseceğiniz malzemeye torcu dokundurarak kesersiniz. Bu sayede doğru, temiz ve kontrollü bir imalat gerçekleştirirsiniz. 78
79 Ayrıca, Plazma ile kesim yapabilmek için uzman olmanız gerekmez. Tetiğe basın ve torcu sürükleyin..mükemmel kesim sonuçları sizin başarınız. Kullanım alanları Paslanmaz Sac, Alüminyum ve Alüminyum Alaşımlarda üstün kesim kalitesi Plazma kesme teknolojisi ve eşsiz torç yapısı sayesinde pahalı metallerde de mükemmel kesim kalitesi elde edebilirsiniz. Hem de fire olmadan, uzmanlık kullanmaya gerek kalmadan. Atölye veya şantiyede kullanım imkanı Özel toz filtresi tasarımı ve yüksek koruma sınıfı sayesinde atölyenizde veya şantiyede kullanabilirsiniz. Plazma kesme makineniz daima yanınızda, en önemli yardımcınız. 79
80 Kesme ve oluk açma seçenekleri İletken olan tüm malzemeleri kesebilir veya bu malzemelerde oluk açma işlemi gerçekleştirebilirsiniz. Şekilli kesim avantajı Üstün kesim teknolojisi sayesinde şekilli kesimler yapabilirsiniz. Düzgün dairesel kesimler için opsiyonel olarak sunulan aparatları kullanabilir, tüm imalatınızı kendi bünyenizde tamamlayabilirsiniz. İŞLETME MALİYETLERİ Yüksek verimlilik Az zamanda çok iş üreterek işçilik maliyetlerinizi düşürürsünüz. Üstelik kalifiye personele ihtiyaç duymadan. Bununla birlikte, yeniden işleme ve fire maliyetleriniz de tamamen ortadan kalkacaktır. Düşük sarf malzeme maliyeti Üstün teknolojili torç sarf malzemeleri sayesinde yenisiyle değiştirmeden oksijenle kesime göre uzun süre kesim yapma garantisi. Patlayıcı - Yanıcı gaz maliyeti yok Kesim yapabilmek için bu tip pahalı gazlara ihtiyacınız yok. Tek ihtiyacınız basınçlı sürekli hava. Bu sayede tüp, regülatör, kesme gazı ve stok maliyetlerinden bir kalemde tasarruf edeceksiniz. 80
81 Oksijenle kesime göre plazma ile kesimin avantajları 1. Plazma kesme, 32 mm kalınlığındaki siyah saclara kadar oksijenle kesime göre %30 daha düşük maliyetlidir. Malzeme kalınlığı azaldıkça maliyet daha da azalacaktır. NOT: Aşağıda görseli görünen parçaların kalınlıkları 30mm' dir. 81
82 2. Plazma kesme ile tüm metalleri kesebilirsiniz. Hem de mükemmel kalitede. Özellikle sıklıkla karşılaşılan paslanmaz ve alüminyum malzemelerde sorunsuz kesim yapabilirsiniz. 3. Plazma kesme ile ön tav yapmanıza gerek yoktur. Oksijenle kesme için 980 C' ye kadar ön tav yapmak zorundasınız. 4. Plazma kesme ile kestiğiniz metallerde ısıdan etkilenmiş bölge oksijenle kesmeye göre daha azdır. Bu da uzun malzeme ömrü ve düşük fire demektir. 5. Plazma kesme için sadece sürekli basınçlı havaya ihtiyacınız vardır. Oksijenle kesim için tehlikeli olan patlayıcı-yanıcı gazlar kullanmak zorundasınız. 6. Plazma kesmede sadece sarf malzeme maliyetiniz var. Oksijenle kesim için pahalı kesme gazları, sarf malzeme ve regülatörler kullanmak zorundasınız. 7. Plazma kesme makinenizi her yere taşıyabilirsiniz. Oksijenle kesim yapmak için gaz tüplerini de taşımak zorundasınız. 8. Plazma kesme makinenizi ister manuel ister otomasyon uygulamalarında kullanabilirsiniz. 9. Plazma kesme makinenizi açık havada oksijenle kesmeye göre daha verimli kullanırsınız. ECH: Elektrokimyasal Honlama Honlama ve elektrokimyasal işleme özelliklerini beraberce uygulayan bir yöntemdir. Yalıtkan honlama çubuklan iş malzemesi üzerindeki tabakaları kaldırarak temiz malzeme yüzeyini açığa çıkarır. Elektrokimyasal işleme ile de bu yüzeyler honlanır. Elektrot ve iş malzemesi arasındaki açıklık 1 mm den başlayarak,giderek artar. ECH ile çapta 0.01 mm, dairesellikte 0.005mm CLA'dır. Yüzey pürüzlülüğü ım hassasiyet sağlanabilir. Avantajları 1. Hon taşı aşınması en düşük seviyede 2. Hız daha yüksek 3. İnce et kalınlıklı boruların honlanmasında üstün netice 4. Mekanik ve ısıl etkilenme yok 82
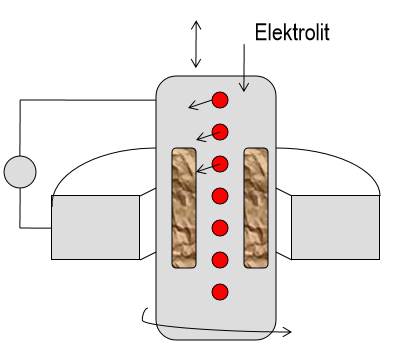
83 83
84 AŞINDIRICILI SU JETİ AŞINDIRICI SU JETİ KESME PRENSİBİ Aşındırıcı su jeti kesme sistemi, bar basınçları arasında ki suyun 0.1 ile 1.0 mm çapları arasında değişen bir lüleden geçirilmesiyle elde edilen yüksek hızlardaki aşındırıcı su jeti hüzmesinin, çarpma etkisiyle malzemeden parçacıklar aşındırması ve bunun sonucu olarak parçanın işlenmesi esasına dayanır.temel prensip olarak çok yüksek basınçlardaki suyun çok küçük çaplı bir delikten geçirilmek suretiyle hızlarının arttırılması sonucu kazandıkları enerji ile kesme işlemini gerçekleştirirler. Sabit basınç altında ki suyun kazandığı hız V = (2P/d)1/2 Ve yüzeye etki eden kuvvet F= d*v2*a olur.suyun erozyon ile kesme kapasitesi, sahip olduğu hızın yarattığı kinetik enerji (KE) ile tanımlanır. K inetik enerjisi ise; KE=mV2/2 (J) eşitliği ile hesaplanır.örneğin 4000 bar basınçla 0.4mm çaplı lüleden çıkan suyun vızı V = 894 m/s olur.(ses hızının yaklaşık 2.5 katı).(ke) eşitliğinden kesim performansının, su debisi ile ve jet hızının karesi ile orantılı olduğu görülmektedir. Malzemelerin ASJ kesme yöntemiyle işlenebilmesi için, jetin çarpmasıyla malzeme yüzeyinde oluşan gerilme değerinin, malzemelerin sahip olduğu ortalama sıkıştırma dayanımı (compressive strength) değerinden yüksek olması gerekir. SU JETİ NOZULU Sert malzemelerde ise, hem malzemeye çarpan taneciklerin dinamik etkisini arttırmak hem de keskin köşeli taneciklerin çarpmasıyla oluşan aşındırmayı arttırmak amacıyla fışkıran suyun içerisine, hassas olarak dozajlanan abrasiv karışımı sağlanır. Suyun ilk memeden (su memesi) çıkış aşamasında, çok yüksek hızlı suyun bir karışım odasından (venturi borusu) geçerken oluşturduğu vakum etkisiyle içerisine çektiği abrasiv, su ile karışarakmalzeme üzerine fışkırtılır. 84
85 SU MEMESİ / ABRASİV BORUSU İlk kademedeki su memesinin çapının yaklaşık 3 katı olan çaptaki ikinci kademe abrasiv borusu olarak adlandırılır. Su ile abrasivin karışım halinde fışkırdığı bu borunun çapı, 0,55mm, 0,76mm, 1,1 mm gibi üç ayrıalternatife sahiptir. Bu durumda, kesilen parçadaki kesim izi kalınlığı ve girilebilen min.radüs çapı da bu ölçülerde olacaktır. Abrasiv borusu çapı arttıkça, malzeme üzerine aktarılan enerji miktarı da artacağından, kesim hızına etkisi hızı arttırma yönünde olacaktır.kullanılabilecek abrasiv borusunun çap sınırı da kullanılan yüksek basınç pompası debisiyle ilintilidir. BASINÇ ARTTIRICILAR VE POMPALAR ASJ jeti sistemleri temelde aynı işi yapmalarına karşın içerdikleri yüksek basınç elde etme yöntemine göre farklılıklar içerirler. Bu farklılık, sistemin kesme kabiliyeti ile birlikte ilk yatırım ve çalıştırma maliyetini de etkilemektedir. Bu nedenle yapılan işe en uygun seçimin yapılabilmesi gerekir. ASJ kesme sistemlerinde kullanılan basınç elde etme yöntemleri önce pistonlu pompalar ve basınç arttırıcılar olmak üzere iki sınıfaayrılabilirler. 1. PİSTONLU POMPALAR Pistonlu pompalar küçük hacimli üç veya daha fazla silindirden oluşur ve aşınmayı minimize edebilmek amacıyla yaklaşık 600 dev/dak çalıştırılırlar. Bunların çalışma prensibi pistonlu motorlarda veya pistonlu hidrolik pompalarda olduğu gibidir fakat silindirler içine düşük basınçlı su alınarak, bu su maksimum 3000 bar a kadar çıkarılabilmektedir Bu tip pompalar kullanarak 3000 bar dan daha yüksek basınçlara çıkmak mümkün olmamakla birlikte bu pompaların en önemli avantajları, basınç dalgalanmalarının kesme işlemlerini etkilemeyecek derecede düşük olması ve düşük çalışma basınçları nedeniyle bakım gereksinmelerinin diğer tipe oranla az olmasıdır. 2. BASINÇ ARTTIRICILAR Basınç arttırıcılar da çalışma prensiplerine göre çift etkili ve fazlı- çift etkili tip olmak üzere iki alt sınıfa ayrılırlar. Çift etkili basınç yükseltici hidrolik güç ile sürülen emme basma tulumba esasına göre tasarlanmıştır Hangi tipin uygun olduğu genellikle işlenecek malzeme tipi ve malzeme kalınlığına bağlıdır. Çok kalın ve sert malzemeler çok kısa zamanda, iyi yüzey kesim kalitesi ile işlenmek istenirse en çok güç veren pompanın seçilmesi uygun olmaktadır. Kesme 85
86 hızını artan basınç, aşındırıcı debisi, lüle çapı ve azalan karıştırma tüpü çapı arttırmaktadır. Bu da 3000 bar ın üzerine çıkılması gerektiğinde çift etkili basınç yükseltme tekniğini öne çıkarmaktadır. Eğer kesilen malzemenin yüzey kalitesi ve kalitenin sürekliliği önemli ise bu durumda fazlı-çift etkili basınç yükseltme tekniğini içeren sistemler tercih edilmelidir. Bunun ana nedeni artan kesme basıncı ve basıncın sürekliğinin yüzey kalitesini arttırmasıdır. AŞINDIRICILAR Aşındırıcılı sistemlerde özel olarak şekillendirilmiş ve sınıflandırılmış, silis (kuvars) kumu, silisyum karbid (karbür), cam, çelik, titanyum ve grena (garnet) taşı tanecikleri kullanılır.silisin akciğer kanserine neden olduğu bilindiğinden silis içerikli aşındırıcıların özellikle tercih edilmemesi tavsiye edilmektedir.ayrıca, aşındırıcılı sistemlerde yeniden kazanım üniteleri kullanılarak aşındırıcı maliyetleri düşürülebilmektedir. Bunların yanında B4C iyi bir aşındırıcıdır ancak pahalıdır. SiC ve Korund (Al2O3) diğer aşındırıcılardandır.akışkan o larak ise sudan başka benzen,gliserin ve mineral yağlarda kullanılabilmektedir. Piyasada Garnet diye isimlendirilen ve su jeti uygulamalarında en çok kullanılan aşındırıcı tipigenelde Avustralya daki alüvyal yataklarından elde edilmektedir. Madenden e lde edilen mineral,modern tesislerde yüksek saflıkta ve hassas ölçülerde organik kalıntılardan ve metalik demirlerden arındırılmış son ürüne dönüştürülür. SU İÇİN KATKILAR Aşındırıcı kullanımı dışında, sistemin kesim karakteristiğini geliştirmekte tercih edilen diğer bir işlem ise, suyun hidrojen molekülleri arasında kuvvetli hidrojen bağları oluşturarak jetin lüle çıkışında hemen dağılmasını önlemek için suya polietilen türü polimerler (yapıştırıcılar) ekleme işlemidir.çünkü, bu tür yapıştırıcılar kullanılmadığı taktirde, bar basınç altında çalışan bir sistemde, lüleden dış ortama çıkan bir su jeti hüzmesi yaklaşık cm mesafede buharlaşarak dağılmaktadır. Bu çabuk dağılma, kesim sırasında jetin, kesilecek 86
87 malzemeyle odaklanma mesafesinin kısa tutulması gerektiğini gösterir. Kesilecek malzemenin lüleye çok yaklaştırılması geri basınca neden olacağı için makul bir çözüm olarak kabul edilmemektedir. Bu nedenlerden dolayı, 1000 barın üzerinde çalışan gıda sektörü dışında kullanılan aşındırıcısız veya az aşındırıcı katkılı sistemlerde, süper-su (super-water) adı verilen özel katkılı su kullanılması veya suya polietilen türü polimer ilave edilmesi önerilmektedir. ASJ UYGULAMALARI 1. FREZELEME Frezeleme işleminde amaç, istenilen ölçüde bir oyuk oluşturmaktır. ASJ ile frezeleme, jetin malzemeyi tamamen delmesini engelleyip istenen derinliğe kadar girmesini sağlayarak gerçekleştirilir. Bu, jetin nispeten büyük bir hızla hareket ettirilmesiyle sağlanır. FREZELEME İLE ELDE EDİLEN YÜZEY ASJ ile frezelemede yüzeylerden bahsederken en önemlisi, dip yüzeydir. O luşan dip yüzey, değişken kesme performansının bir sonucu olan, derinlik düzensizlikleriyle karakterize edilir. Derinlikteki sapmalar yüksek yanal ilerleme hızlarında ve jetin enerji yoğunluğunun düşük olduğu durumlarda ortaya çıkmaktadır. Yüzey morfolojisi; kesme işlemleriyle dönen yüzeylerde erozyon mekanizmasından dolayı farklıdır. İşlem zorluğu, yüzey kırılmaları ve parçacık gömülmeleri gibi problemler, ASJ yöntemiyle yapılan frezelemede daha azdır. 2. TORNALAMA Düz yüzeylerde yapılan kesme ve frezeleme işlemleri gibi, dönmekte olan iş parçalarına 87
88 aşındırıcı su jeti uygulanabilir. Bu durumda jet, torna kalemi şeklinde davranır. Bununla birlikte aşındırıcı su jeti ile geleneksel torna kalemi aras ında temel bir fark vardır. jet, iş parçasının yüzeyi aracılığıyla yansıtılmakta malzemenin talaş alma miktarını etkiler. Çok sert alaşımlar, seramikler ve karmaşık metal kompozitleri gibi kesilmesi zor metallerden döner simetrilerin üretimini kolaylaştırabilir. İşleme; jetin, bir x-y- z modelinde sürekli kaydırılması sırasında çalışılan parçanın döndürülmesiyle gerçekleştirilir. Sistem Şekil 6 da gösterilmiştir. AWJ tornalamanın önemli bir avantajı, işlenmesi zor malzemelerden yapılan hassas millerin (çubukların) çok küçük çaplara kadar işlenmesine olanak tanıyan zayıf kesme kuvvetleridir. Gerilme deneyleri, ASJ ile işlenmiş millerde, malzemenin gerilme karakteristiğinde değişiklik olmadığını göstermiştir. ASJ tornalamanın (sistem hatalarının tutarlılığından ve tornalama işlemin tekrarlanabilirliğinden dolayı) tekrarlanabilir olması; toleransı mm`de tutar. Parametrik optimizasyon: Frezelemede olduğu gibi tornalamamada da işlem sonuçları; su basıncı, aşındırıcı akış miktarı, yanal hız oranı gibi işleme parametrelerinin kararlılığına bağlıdır.genellikle yanal ilerleme hızını arttırmanın, yüzey dalgalılığını arttırdığı gözlenmiştir 3. DELME Delik açmada iki değişik yöntem uygulanmaktadır. Eğe r açılacak delik çapı, aşındırıcı su jetinin çap ölçüleri içindeyse, iş parçası üzerinde herhangi bir hareket olmaksızın açma kapama (jetin) yapılarak delik açılır. Bu işlem, 0,6mm' den daha küçük çaplardaki deliklerin açılmasını sağlar. Eğer açılacak deliğin çapı, jet çapını aşıyorsa, matkap deliğinin daha önce anlatılan şekilde delinmesinden sonra bir daire kesilerek deliğin üretilmesi gerçekleştirilebilir. Malzemenin gevrekliğine bağlı olarak delme basıncının değiştirilmesi zorunludur. Özellikle delme işleminin başlangıcında doğru basıncın seçilmesi büyük önem taşımaktadır. Yüksek delme basıncı yardımıyla aşırı gerilim (stres) üretilmesi, malzemenin kırılmasına yol açacaktır. Eğer ilk açıklık delinirse, su jeti akıp gidebilir ve basınç seviyesi yükselebilir. Eğer basınç seviyesi doğru saha içersinde korunursa, geleneksel yöntemlerle delinemeyen CFC malzemeler bile delinebilir.yapılan bir araştırma sonucunda; aşındırıcılı su jetleri, çapı 0,6 mm ye kadar inen yüzeye 25 açı yapan delikleri açmak için kullanılabilir. Böyle bir iş, 0.1 mm çaplı nozul ve 0.35 mm karıştırma tüpüyle yapılmıştır. Ticari olarak bulunan nozullarla 0.76 mm`ye kadar deliklerin açılabileceği G. E. Aircraft Mühendislik için yapılan deneylerle desteklenmiştir. Aynı deney ASJ ile delmenin, seramik kaplı jet motoru parçalarındaki soğutma kanallarının açılmasında kullanılabileceğini de göstermiştir. Ayrıca bu teknik, lazere tercih edilmiştir. 88
 malzemelerin işlenmesinde kullanılırlar.")
89 AŞINDIRICILI SU JETİ İLE KESİLEBİLECEKLER Aşındırıcılı sistem kesme kabiliyetinin yüksek oluşu nedeniyle katmanlarına ayrılmayan malzemeler hariç hemen tüm malzemelerin işlenmesinde kullanılabilir. Aşındırıcısız sistemler ise daha düşük mukavemetli (tekstil ürünleri, sentetik elyaf, gıda ürünleri, plastik, tahta, kağıt, termoplast vb.) malzemelerin işlenmesinde kullanılırlar. Aşındırıcılı su jeti nozulu ile kesilebilecekler Sertleştirilmiş takım çeliği Titanyum Alüminyum Sert lastik Pirinç İnconel Hastalloy Bakır Egzotik malzemeler Yumuşak çelikler Paslanmaz çelikler Plastik Nylon Grafit Seramiklerin hemen hepsi Karbon fiberi Kompozitler Granit mermer Taş Sert ve kalın ahşap Cam ve kurşun geçirmez cam 89
90 SJ VE ASJ NİN KULLANILDIĞI SEKTÖRLER Su jetleri bir çok avantajı ile hemen her sektörde kullanılmaktadır. Bu sektörlerden bazıları tabloda ki gibidir. Yoğun Kullanıcı Sektörler: İzolasyon uygulamaları, Cam, mermer, granit, ve seramik sektörü, Metal işleme sektörü, Elektrik-elektronik sanayii, Otomotiv sektörü, Uzay ve havacılık sanayinde Diğer kullanım alanları: Riskli alanlarda ve patlayıcı ortamlarda kesme işlemleri, Nükleer ve elektrik santralleri, İnşaat sektörü ve dekoratif mimari uygulamalar. Kimya ve tıp alanları, Yol bakımı, taş ve beton kesme işleri. Gözlük camı, güvenlik camları, katlı (kompozit) camlar. ASJ NİN AVANTAJLARI * Farklı üretim bantlarına entegre olabilir. * Waterjet ( sujeti ) soğuk bir proses olması sayesinde, termik nedenlerden kaynaklanabilecek, yanma, damlacık oluşması (erime), sertleşme şekil değiştirme gibi sorunlar olmayacaktır. * Laser ile kesilemeyecek farklı yanma veyaerime sıcaklıklarına sahip malzeme çiftleri, sandviçmalzemeler sujeti ile kesilebilir. * Malzeme yanması veya erimesi olmadığından, işlem sırasında hiçbir kimyasal kirlilik oluşmaz.bu avantajı sayesinde,gaz emme, arıtma, filtrasyon gibi ek yatırıma gerek göstermez. * Kesim izi aralığının çok dar (max1,1mm) olması sayesinde malzeme kayıpları en aza indirilir. * Kesici unsur olan water-jet ( sujeti ) hüzme çapına bağlı olarak, çok dar ve keskin köşelerin işlenmesi (kesilmesi) mümkündür. * Diğer yöntemlerle kesilemeyecek petek dokulu tüm malzeme ler, waterjet ( sujeti ) ile kesilebilir. * Waterjet ile kesilme kesitinde, alt veya üst tarafında çapak oluşmaz, böylelikle ek bir taşlama,düzeltme işlemi gerekmez. * Ayni kesme donanımı ile hiçbir değişiklik yapmaksızın, yalnızca kesme hızlarını değiştirmek suretiyle bir malzemeden diğer malzemeye geçilebilir, böylelikle, özellikle fason amaçlı kesimde makine ve donanım ayar zamanları tamamen ortadan kaldırılmış olur. * Malzeme ile kesme ucu arasındaki toleransın nispeten büyük olması sayesinde ö zellikle üç boyutlu (hacimsel) kesimlerde mesafe kontrol hatalarından oluşabilecek kesim düzgünsüzlükleri meydana gelmez. * Kesme, malzeme yüzeyinin herhangi bir noktasından başlanabilir. Termik yöntemlerdeki gibi kesime malzeme kenarından başlamak zorunda değildir. 90

91 * Kesim aletlerini keskinleştirmeye gerek yok * Gıda endüstrisinde, yiyecek kesimleri için hijyenik kesim standartları * Endüstride makina parçaları için Bilgisayar Destekli Tasarım(CAD) yazılımları ile üretilen çizimler kullanılabilmekte ve kalıp, takım tertibatı veya CNC programlama gerekmemekte sonuç olarak su jeti yöntemi düşük maliyet sağlamaktadır. * Diğer yöntemlerde kalıp veya takım tertibat için belirli süre beklemek gerektiği halde su jeti ile üretimde çizimlerden hemen işe başlanılabilmektedir. * Yüksek kaliteli kesim yüzeyi elde edilebilmektedir. * Nükleer santral gibi yerlerde yangın tehlikesini ortadan kaldırdığından güvenlik sağlamaktadır. Zararlı gazlar, sıvılar veya yağlar gerekmediğinden çevreyi koruyucu özelliği bulunmaktadır. 91
92 FOTOKİMYASAL İŞLEME Foto Kimyasal İmalat (PCM Photo Chemical Manufacturing) kimyasal enerji kullanılarak yapılan bir imalat türüdür. Özellikle kuyumculuk, elektronik, dekorasyon, tıp, savunma, uzay ve imalat sanayi başta olmak üzere yaygın olarak kullanılır. Küçük boyutlu, ince ve de hassas parçaların imalatında tercih edilir. Bu yöntemde imal edilecek parçaların fotoğrafları çekilerek özel kimyasal banyolarda metallerin üzerinden aşındırma yöntemiyle şekillendirilirler. İşlenecek metal malzemelerin yüzeyleri yağ, kir vb. maddelerden temizlenmiş olmalıdır. Çünkü tür malzemeler taşınma vb. durumlarda elle temas ya da ortamdan kaynaklanan nedenlerden dolayı yüzeylerinde yağ, toz vb. maddelerin meydana getirdiği katmanlar oluşur. Bu katmanlar kimyasal banyo içerisinde aşındırma işlemlerinin gerçekleşmesini engeller. İşleme hızı genellikle sıvı özelliklerine bağlı olmakla birlikte sıvı yoğunluğu tipik olarak mm/dak doğrusal işleme hızları verecek şekilde ayarlanır. 1.) Metal malzeme yüzeyi kimyasal ile temizlenir. 2.) Metal iş parçası yüzeyi fotodirenç malzemesi ile kaplanır ve kurumaya bırakılır. Fotodirenç UV ışınlara karşı korur. 3.) İş parçasının CAD çizimi yapılır ve siyah beyaz negatife dönüştürülür. 4.) UV ışınları siyah bölgeleri pozlandırır. Foto direnç iş parçasının formunu kimyasal aşındırıcıya karşı korur. 92
93 5.) Aşındırılacak parça şekli. 6 7) Hazırlanmış malzeme tezgaha bağlanır ve üzerine aşındıcı spray olarak püskürtülür. Bir başka yöntemde de sıcak asit içine daldırılır. 8.) 9Aşındırma miktarı asidin püskürtme süresine bağlıdır. Bu süre yaklaşık 115 dakika arasındadır. Aşındırma malzemenin tamamına ya da bir kısmına uygulanabilir. Aşındırılmış fotodirenç malzeme çift taraflı görülmektedir. 10.) İşlenmiş parçamız kimyasallardan temizlenmek için durulamaya hazırdır. 11.) İş parçası önce temizlenir ve daha sonra yüzeyinin direncini artırmak için püskürtme ya da daldırma yöntemiyle kauçuk özlü plastikle kaplanır. 12.)Kaplama fazlalıkları dikkatlice temizlemek için parça sıcak alkalin solusyonuna daldırılır. FOTO KİMYASAL İŞLEMENİN AVANTAJLARI Çok ince malzemelerin imalatında mükemmeldir in den ince parçaların pres vb. yöntemlerle işlenmesi hemen hemen imkansızıdr. Diğer talaş kaldırma operasyonlarına göre daha ucuzdur. Önceden şekillendirilmiş parçalar üzerine uygulanabilir. Malzemede iç gerilmeler olmaz. Kompleks parçaların imalatı kolaydır ve parça üzerinde kapak oluşmaz. Hassasiyet yüksektir. İmalat diğer sistemlere göre ekonomiktir. İmalat esnektir. Tek parça imalatında da ekonomiktir. FOTO KİMYASAL İŞLEMENİN DEZAVANTAJLARI İşleme hızı yavaştır. Ancak çok küçük parçaların (10-100adet) tek plaka üzerinde işlenmesi durumunda işlem süresi makul seviyelere düşürülebilir. 1/8 inch ten kalın malzemelerin izlenmesine uygun değildir. Düz plaka yüzeyli malzemeler işlenebilir. Yüzey hassasiyeti 1.3 μm ve üzerindedir. 93
94 BASINÇLI SU JETİ İLE İŞLEME SU JETİ İLE İŞLEME Su jeti kesme sistemi, basıncı artırılan suyun bir lüleden geçirilmesiyle elde edilen yüksek hızlardaki su jeti hüzmesinin veya aşındırıcı-su jeti karışımının, çarpma etkisiyle malzemeden parçacıklar aşındırması ve bunun sonucu olarak parçanın işlenmesi esasına dayanır. Kısaca, su jeti teknolojisi aşındırıcılı ve aşındırıcısız sistemler olmak üzere ikiye ayrılırlar. Su jeti ile kesme teknolojisi 1970 li yılların başından itibaren,aşındırıcılı su jetleri ise 10 yıl kadar sonra ortaya çıkmışlardır. Her iki teknoloji de yukarıda da bahsedildiği üzere temel prensip olarak çok yüksek basınçlardaki suyun çok küçük çaplı bir delikten geçirilmek suretiyle hızlarının arttırılması sonucu kazandıkları enerji ile kesme işlemini gerçekleştirirler. 94

95 Su jeti çalışma prensibi 95
96 Yapılan işlemlere örnekler 96
97 97
98 BASINÇLI SU JETİ İLE İŞLEME İmalat teknolojisi, gelişen teknolojiye paralel bir gelişim göstermekte olup üretimde kalite ve ekonomi en çok aranan özelliklerdir. Bu amaçla, endüstrideki uygulayıcılar imalatta mümkün olan bütün seçenekleri kullanma çabası içine girmişlerdir. Maddelerin su ile kesilebileceği yıllardır bilinmektedir, fakat bu tekniğin güvenirliği ve yeterliliği ancak son yıllarda olumlu bir seviyeye ulaşmıştır. Gelişmiş ülkelerde yaygın bir şekilde kullanılan su jeti teknolojisi; yüksek basınçlı su jetinin tahrip gücü ile yüzey işleme ve temizleme işlemlerinde 1968 den bu yana kullanılmaktadır. Geçen bu süre içerisinde; kağıttan-çeliğe, camdan plastiğe, tahtadankumaşa kadar değişik özellikteki farklı malzemelerin kesilmesinde kullanılarak vazgeçilmez bir kesme yöntemi olmuştur. Bu teknolojinin en büyük avantajı yüksek sıcaklıkların oluştuğu bir kesme işlemi olmamasıdır. Böylelikle kesilen malzemelerde ısıl gerilmeler oluşmamakta dolayısıyla işleme sonrası bir gerilme giderme işlemine gerek duyulmamaktadır. Tüm malzemeler sıcaklık oluşmadan kesilebilmektedir. İleri teknolojinin bir ürünü olan su jeti; en verimli kesme yöntemlerinden biridir. Hiç aşınmayan, döndüğü hiç belli olmayan, köşelerde hiç çapak bırakmayan, kesme sırasında malzemeyi deformasyona uğratacak kuvvetler oluşturmayan, sıcaklık etkisi olmayan böylelikle; yapısal bozulma, kararma, çarpılma, erime, damlama oluşması ve yanma sorunları asla söz konusu olmayan bir kesici takım olan su en karışık biçimleri dahi, yüksek hassasiyet ve çok temiz kesim kenarları ile elde edilebilmektedir. Lastik ve plastik ile kaplanmış çeliklerde ve katlı kompozit malzemelerde yanma ve ergime sıcaklıkları farklı olduğundan, su jeti sorunsuz kesme için kullanılabilecek tek yöntemdir. Kesme işlemi sırasında, zehirli gazlar, toz, talaş veya kimyasal kirlilik oluşmaz. Kesme işlemi su ile sağlandığından sağlık koşullarına (yiyecek kesme) tümüyle uygundur. Bir su jeti kesme sistemi potansiyel enerjinin hazırlanması ve potansiyel enerjinin kinetik enerjiye dönüştürülmesi olarak iki fiziksel prensibe dayalıdır; Bir basınç yükseltici vasıtasıyla su, yaklaşık olarak 4000 bar'lık bir basınca kadar sıkıştırılır. Bu yüksek basınç altında, ses hızının üç katından daha fazla hıza sahip olan su, özel olarak imal edilmiş olan ve ucunda küçük bir delikli safir olan nozuldan geçirilir. İş parçasına çarptığında çok ince, hassas kesme yapan ve saç teli kalınlığında olan bir su jeti ortaya çıkar. İnce ve dairesel kesitli su jeti içine odaklanan kuvvet, saatte 90 km ile giden bir otomobil enerjisi ile kıyaslanabilir bir enerjiyi ortaya çıkarır Bir sıvının çok yüksek basınçla sıkıştırılarak, herhangi bir malzeme üzerine yönlendirilmesi durumunda, enerji dönüşümü için uygun durum sağlanmış olur. Basınçlı sıvı jetinin gönderildiği noktada meydana gelen enerji dönüşümü, temas noktasında malzemenin kırılmasına neden olur. Söz konusu kırılma ve aşınma birkaç mekanizmanın bir araya gelmesiyle gerçekleşir. Kesme kuvveti; hidrostatik enerjinin malzemenin aşınmasını sağlayacak kadar kinetik enerjiye sahip bir jete dönüşmesiyle elde edilir. 98
99 Son zamanlarda endüstriyel kesme işlemleri üzerindeki talepler oldukça artmış olup; çağdaş bir kesme sisteminde aşağıdaki sistem özellikleri beklenir; Kesici kenarları hiçbir zaman kirlenmeyecek bir kesici takım ile donatılmalıdır. Bilinen her malzemeyi kesebilmelidir, işlenen yüzeyin kalitesi çok iyi olmalıdır. Kesme yüzeyleri geometrisi ve iş malzemeleri ile ilgili değişikliklere karşı esnek olmalıdır. Karmaşık kesme yüzeylerinde de kullanılabilmelidir. Sistem, aynı anda hem fiyatı düşürmeli ve hem de üretkenliği arttırmalıdır Üretilen parçalar çok düzgün ve tam olmalıdır. Malzeme atığı en az olmaktadır. İmalat prosedürü otomasyona uygun olmalıdır. Çevre üzerinde hiçbir zararlı etkiye yol açmamalıdır. Su jeti ile kesme işleminde kalınlıkları 0.1 mm' den 200 mm' ye kadar sert veya yumuşak malzeme ayrımı olmaksızın ve kullanılan jet, bir sıvının, (genellikle de suyun) 4000 bar veya daha yüksek basınçlarda sıkıştırılması ve mm arasında bir çapa sahip bir nozuldan geçirilmesiyle elde edilmektedir. Nozul uçlarında malzeme olarak safir, seramikler veya elmas gibi sert malzemeler kullanılmaktadır. Saf su jetleri sabit basınç altında işlenilebilen yumuşak malzemeler ile, suyun ilettiği basıncın etkisiyle, yapısında mikro düzeyde kırıklar meydana gelen gevrek malzemelerin işlenilmesinde kullanılmaktadır. Kesilen malzemeye suyun temasının olumsuz etkilerinin olduğu durumda, (örneğin bazı plastik malzemelerin kesilmesi işleminde) su yerine, bitkisel yağ veya alkol gibi diğer kesme sıvıları kullanılabilir. Bu şekilde gerçekleştirilen kesme işlemini, sıvı jet ile kesme olarak isimlendirmek daha uygundur. Çizelge 1 de su jeti ile kesme sistemlerinde malzemelerin kesilmesi sırasında uygulanabilecek bazı kesme hızları verilmiştir. 99

100 Çizelge 1. Su jeti ile kesme sisteminde kesme hızları Su jeti metodu yakma işlemi olmadan gerçekleştirildiği için, malzemede ısıdan etkilenen bölge olmaz ve kesilen malzemenin kesim bölgelerinde malzemenin mekanik ve kimyasal özelliklerinde değişme gözlenmez. Bu nedenle de su jeti çok yüksek sıcaklıklarda ve patlayıcı atmosferik ortamlarda tercih edilmektedir. Bu yöntemle aşındırarak keserek pürüzsüz kesim yüzeyi sağlanmakta olup malzemenin metalürjik yapısı korunmaktadır. 100
101 Su jeti, plazma yönteminde olduğu gibi kesilen yüzeylerde aşırı cüruf oluşmasına neden olmadığı için ikinci bir yüzey işlemini ortadan kaldırılmaktadır.bu avantaj, maliyeti oldukça azaltmaktadır. Bilindiği gibi ısıdan etkilenen bölgelerde sertleşme olduğundan bu yüzeylerin işlenme maliyeti artabilmektedir. Herhangi bir uygulama için gerçek bir karşılaştırma ancak özel durumlar ve uygulama alanının detaylı olarak incelenmesiyle ortaya konacağı bilinmekte olup, genel olarak su jeti ile kesmenin aşağıdaki avantajları sıralanabilir : - Lazer, elektron ışını ve plazma ark-kesme sistemlerinde olduğu gibi kesilen bölgelerde ısı etkisi bırakmaz. İşlem sırasında maksimum yüzey sıcaklığı 60 C yi geçmez. -Süper alaşımlar ve gelişmiş seramiklerle yapılan kesme işlemlerinde elektro erozyon yöntemi dahil tüm yöntemlere, üstünlük sağlar. Asbest vb. sağlığı tehdit eden tehlikeli malzemeleri kullanmak mümkündür. - Kesme hızı yüksektir, Düzgün kesme yüzeyi bırakır, İşlem sonrası çapak bırakmadığı için ikinci bir işlem gerektirmez. Kesici uç problemi, toz, gürültü ve ısınma problemi yoktur. - Maliyeti diğer yöntemlere göre daha azdır ve deformasyon düşüktür. - Esnek imalat için bilgisayar kontrollü tezgah veya robotla uygulanması mümkündür. -İşlem sırasında uygulanan kesme kuvveti çok düşüktür (45 N dan az). - Kesme ve patlama özelliği gösteren işlemi su ile yapıldığından yanıcı ve tehlikeli bölgelerde kullanmak mümkündür. - Otomasyon ve uzaktan kontrol için idealdir. Her yönden işleme yeteneği söz konusudur. 101
102 - İstenilen geometrik şekillerde kesme özelliğine sahiptir. Kopyalama aparatı kullanılırsa karmaşık parçalar çok yüksek hassasiyetle kesilebilmektedir. -Malzeme yanması veya erimesi olmadığından, işlem sırasında hiçbir kimyasal kirlilik oluşmaz.bu avantajı sayesinde, gaz emme, arıtma, filtrasyon gibi ek yatırıma gerek göstermez. -Kesim izi aralığının çok dar (max1,1mm) olması sayesinde malzeme kayıpları en aza indirilir. -Kesici unsur olan su jeti hüzme çapına bağlı olarak, çok dar ve keskin köşelerin işlenmesi (kesilmesi) mümkündür. -Diğer yöntemlerle kesilemeyecek petek dokulu tüm malzemeler, su jeti ile kesilebilir. -Su jeti ile kesilme kesitinde, alt veya üst tarafında çapak oluşmaz, böylelikle ek bir taşlama düzeltme işlemi gerekmez. -Erime veya yanma riski olmaması sayesinde çok ince malzemeler kesilebilir. - Ayni kesme donanımı ile hiçbir değişiklik yapmaksızın, yalnızca kesme hızlarını değiştirmek suretiyle bir malzemeden diğer malzemeye geçilebilir böylelikle, özellikle fason amaçlı kesimde makine ve donanım ayarlamaları tamamen ortadan kaldırılmış olur. - Malzeme ile kesme ucu arasındaki toleransın nispeten büyük olması sayesinde özellikle üç boyutlu (hacimsel) kesimlerde, mesafe kontrol hatalarından oluşabilecek kesim düzgünsüzlükleri meydana gelmez. -Su jeti kesme teknolojisi, bu çok geniş çalışma ( kesme) spekturumuna karşın henüz çok yaygın bir kesme yöntemi değildir, ancak dünyadaki ve Türkiye deki kullanımı hızla artmaktadır. - Çapak oluşmaz. -Çok ince parçalar kesilebilir. -Su jeti, malzemenin herhangi bir şekilde yırtılmasına sebep olmaz ve deformasyonuna yol açmaksızın kesinlikle tam, hassas kesme kenarları üretir.su jeti, hep yuvarlak şekilde keser ve çoğu malzemelerde önceden bir punta deliği ya da matkapla ön bir delme işlemine ihtiyaç duymaz. Isıl kesme tekniklerinin tersine su jeti ile kesme, malzemede kesik bölgesi etrafında ısıyla yapısal değişikliklere neden olmaz. SU JETİ İLE KESME PARAMETRELERİ VE ÖZELLİKLERİ Makine parametreleri; su jeti çıkış çapı, su jeti basıncı, su jetinin nozuldan çıkış hızı, ilerleme hızı, kesme derinliği, kesme genişliği, kesilen yüzey kalitesi, kesme ucunun iş parçasına mesafesi, kesme açısı, işlenecek malzeme parametreleri vb. makine ile ilgili başlıca parametrelerdir. 102
103 SU JETİNİN UYGULAMA ALANLARI Su jeti ve aşındırıcı su jeti ile kesme, üretimin hemen-hemen her aşamasında geniş bir alanda uygulanabilmektedir. 1) Temizlik Temizlik amacı ile kullanılmakta olan su jetlerinin farklı uygulamaları için geniş bir saha söz konusudur. Örneğin, Pis su kanal ve borularının temizlenmesi işlemi; su jeti itme tesiri ile maddeleri öne doğru sürükleyen su jeti nozulları vasıtası ile gerçekleştirilir. Bir başka uygulama da dönen nozullardır. Bu işlemde yüzey gerilimi minimize edilir ve nozulun dönerek hareket etmesi sağlanır; çünkü üstesinden gelinmesi gereken sadece tek bir kayma sürtünmesi vardır. Su jetleri ayrıca betonun revize edilmesi için de kullanılır.bu işlemde su jeti küçük boşluklu bir odaya girer. Basınç, beton parçalarının yapının dışına doğru kırılmasını sağlar. Bu etki, basınç darbelemesi yoluyla desteklenir; çünkü jet, dinamik çarpmaya yol açan damlacıklar üretir. Su jetlerinin temizlik işlemlerinde üçüncü bir önemli uygulaması da kaplamaların ve gaz türbinlerinde yanma sonrası ortaya çıkan muhtelif küllerin çıkarılması ve gemi duvarlarının temizliğidir. Değişik işlem ve değişik bazlı malzemelere bağlı olarak basınç seviyesi ve stand-off (kesme ucu ile malzeme arasındaki ayrı durma) mesafeleri de geniş bir alanda değişmektedir. Büyük eşanjörlerin kireçlenmiş iç yüzeylerinin temizlenmesi, zamanla paslanan ya da kararan anıt ya da büstlerin temizlenip parlatılması, çakıl taşlarının topraktan ayrılmasında (taş kırma tesislerinde), kömürün kömür tozlarından ayrılması işleminde (kömür ocaklarında) kullanılmaktadır 2) Kesme Temizliğin yanı sıra, su jetleri esas olarak kesme operasyonları için kullanılır. Yumuşak malzemeler (metal olmayan malzemeler, seramik olmayan malzemeler), saf su ile 400 MPa 'a kadar olan basınç seviyelerinde kesilebilir. Tipik uygulamalar arasında otomobil halıları ve çamurluklar, salmastralar, köpük, halı malzemeleri ve mukavva yer alır. Metal ve seramik gibi daha sert olan malzemelerin tümü, aşındırıcı su jetlerinin de işin içine girmesine ihtiyaç duyar (bu alanda su jeti, mekanik testereleme, tel ile testereleme, zımba açma, düz kesimler için kesme hızı, konturlu olan yöntemlerden % 30 daha yüksek verime sahiptir). 103

104 3) Havacılık ve Uzay Sanayi Aramid (kevlar) destekli kompozit parçaları ve titanyum gibi malzemeleri yoğun şekilde kullanan uzay ve havacılık firmaları su jeti kullanımı ile üretkenliklerinin %80 oranında arttığını ve üretim süresinin %15-%20 oranında düştüğünü belirtmektedirler. Bilhassa, sandviç ve ağ konfigürasyonlu, metalik ve ametalik kimyasal bağa sahip malzemeler, su jeti tekniğinin kullanımına ihtiyaç duymaktadırlar. Bazı malzeme türlerinin işlenmesi sadece bu kesme yönteminin kullanılmasıyla mümkün hale gelmiştir. Hiç toz üretmediği, yüksek hızda kestiği ve fevkalade kaliteli bir kesme yüzeyi ürettiği için özellikle uçak ve uzay sanayileri için uygundur. 4) Otomotiv Sanayi Su jeti ile kesme sistemleri otomotiv sektöründe oldukça geniş bir kullanım alanı bulmuştur. Sistem halı, araba ön paneli, gösterge panosu, fiberglas yaylar, yakıt tankı korumaları, koltuk arkalıkları ve asbestos fren balataları gibi metal, kompozit ve metal olmayan malzemelerin işlenmesinde kullanılmaktadır. Otomotiv sanayiinde de çözüm, kesilmesi düşünülen malzeme tipi veya tipleri, arzu edilen kesme hızı ve kalitesine bağlı olarak değişebilmektedir. 5) Kağıt Sanayi Kağıt yapraklar, tabakalar, karton ve buruşuk paket kağıtları istenen şekilde tek parça ya da istif halinde kesilebilir. Bıçaklarla keserken tabi olarak oluşan deformasyon, su jetli kesme ile önlenir. 6) Elektronik Sanayi Su jeti kesme sistemleri, elektronik sektöründe, lider elektronik kart ve bilgisayar üreticileri tarafından kullanılmaktadır. Sistem, tüm elektronik kart malzemeleri üzerinde denenmiş ve üretim hızını önemli ölçüde artırdığı, kesme yüzey kalitesini iyileştirdiği ve toz oluşumunu 104
105 elimine ettiği belirlenmiştir. Ayrıca, kesme işlemi için malzemelerde bir başlangıç deliğine gerek yoktur. Epoxy-glass, kompozit, polyamid ve kevlar türü elektronik kartlar üzerine yapılan, vibrasyon, mekanik şok, termal şok, ve nem infiltrasyonu testlerinde, su jeti ile kesme yöntemiyle işlenen kartta, dielektrik sabiti, hacmi, yüzey geçirgenliği, dağılma faktörü ve dielektrik kesme katsayısı gibi karakteristik özelliklerinde herhangi bir değişiklik gözlenmemiştir. 7) Tekstil Sanayi Çok katmanlı tekstil malzemeleri, hatta farklı tekstil ürünlerini içeren stoklar bile su jeti yöntemi ile aynı anda kesilebilir. Kesme çevresinin ne kadar karmaşık olduğuna bakılmaksızın yüksek hızda, fazla liflendirip aşındırma yapmadan her türlü kesme kenarı elde edilebilmektedir. Tekstil malzemeler esnek ve yumuşak bir yapıya sahip olmaları nedeniyle, beslenme ve kesme işlemlerinde zorluklar oluştururlar. Klasik bıçakla kesme yöntemine göre su jeti ile kesme sistemi tekstil ürünlerinin kesilmesinde yaygın kullanılmakta, lülenin bilgisayar kontrollü x-y düzlemlerinde hareketli bir tabloya bağlanmasıyla da çok karışık şekilli kesme işlemleri klasik kesme tezgahlarında olduğu gibi bıçak değiştirmeye gerek duyulmadan gerçekleştirilebilmektedir.aynı zamanda piyasada çocuk bezi olarak bilinen çocuk bağları da bu metot kullanılarak kesilmekte ve kesilen kısımların yumuşak ve kabarık şekilde kalması sağlanmaktadır. 8) Gıda Endüstrisi Gıda endüstrisinde çok yaygın bir kullanım alanı bulan su jeti kesme tekniği birçok avantaj sunar. Bunların başında temizlik işlemlerindeki tasarruf gelmektedir. Temiz kesim yöntemi nedeniyle yiyecek ve gıda parçalarının metal bıçaklara yapışması ortadan kalkmıştır. Yağ, dondurma, kekler ve şekerli ürünler, herhangi bir kesme ucu üzerine yapışmamaktadır. Kaliteli su jeti, pişirilmiş ürünlerden donmuş besinlere kadar pek çok gıdayı kolayca kesebilmektedir. Elmalı pastanın dilimlenmesinden, çikolata, balık ve donmuş her çeşit gıda maddesinin kesilmesi mümkün hale gelmiştir. Kesilen ürünün kenarları kuru kalmaktadır. 9) Paketleme Endüstrisi Karton kutu üretiminde, klasik bıçakla kesme yöntemi kullanıldığında kesilen kenarların ezilmesinden dolayı, su jeti ile kesme sistemi çok yaygın bir şekilde kullanıma girmiştir. Bu yöntemle 0.45 mm olan ezilme miktarı 0.08 mm ye kadar düşürülmüştür. 10)Kauçuk ve Plastik Endüstrisi Su jeti kesme sistemleri, tüm gözenekli, taneli ve yumuşak malzemelerin işlenmesinde kullanılabilir. Uygun lüle hareketiyle malzemeyi üç boyutlu olarak işlemek mümkündür. Özellikle, kapı ve pencere imalatında kullanılan PVC türü malzemelerin işlenmesinde kullanılmaktadır. Ayrıca, cam takviyeli plastik, kauçuk, folye, flexiglas, neopren (10 mm kalınlığındaki neopren 1200mm/dak da), sünger (80 mm kalınlığındaki sünger 1000mm/dak da) ve makralon gibi plastik ve türevleri olan malzemeleri de yüksek hızlarda kesebilmektedir.bu tip uygulamalarda tüm plastik türevleri kesilmek istenirse pompalı 105
106 aşındırıcılı sistemlerin seçilmesi yüksek kesme hızlarında kesim yapmaya olanak tanıdığı için çok ekonomik kesim yapma avantajı sağlar. 11) Maden İşletmeleri Yakın zaman içerisinde, yüksek basınçlı su jeti, kaya kesme makinelerinde de geniş ölçüde kullanılmaya başlanmıştır. Maden işletmelerinde tünel kazmada ve petrol kuyusu açma işlemlerinde su-jeti kullanılarak kazma oranı ve matkabın çalışma süresi arttırılmıştır. 12) Metal Endüstrisi Sistem, en yaygın kullanım alanını ise çeşitli metal malzemelerin kesilmesinde bulmuştur. Bunun ana nedeni ise kesme esnasında yüksek ısı oluşmaması ve malzemenin kristal yapısının bozulmamasıdır. Uygulama alanı kalaydan, tungsten karbite kadar olan geniş bir yelpazeyi içine alır. 13)Ayakkabı ve Deri Sanayi Su jeti kesme sistemleri ayakkabı ve dericilik sektöründe kullanıldığında, malzeme sarfiyatında %15 lik bir düşüşe neden olmaktadır. Ayakkabı kalıbı hazırlama masrafları, bu işlem için gerekli zaman kaybı ve kalıp hazırlarken meydana gelecek malzeme sarfı bu şekilde en aza indirilmektedir. 14) İzolasyon Uygulamalarında Sistem, özellikle, tavan ve taban döşemelerinde kullanılan cam yünü malzemelerinin işlenmesinde kullanılmaktadır. İzolasyon malzemesi imalatçıları su jeti sistemi kullanımı ile geleneksel kesme yöntemlerine oranla %12 oranında malzeme sarfının azaldığını tespit etmişlerdir. İzolasyon uygulamalarında kullanılacak en uygun sistem pompalı sistemlerdir. 15)Cam, Mermer, Granit ve Seramik Sektöründe Cam, mermer, granit ve seramik türü malzemelerin en büyük özelliği kırılgan olmalarıdır. Geleneksel yöntemlerle yapılan işlemeler sırasında, malzemeler çok kolay deforme olmakta ve yüksek oranlarda hurda oluşmaktadır. Bu nedenle, sektör, su jeti ile kesme sistemlerinin çok avantajlı kullanım alanlarından birini oluşturmaktadır. Su jeti kesme sisteminin, işlem sırasında malzeme üzerine gelen kesme kuvvetlerini azaltarak malzeme deformasyonunu önlediği ve malzeme sarfını oldukça düşürdüğü tespit edilmiştir. Cam, mermer, granit ve seramik sert malzemeler olduğu için özellikle aşındırıcılı sistemler tercih edilmelidir. Cam, mermer ve granit türü malzemelerin kesimi için pompalı sistemler tercih edilirken, seramik için istenilen yüzey kalitesine bağlı olarak çift etkili veya fazlı-çift-etkili basınç yükseltme tekniklerini içeren sistemler kullanılmalıdır. Diğer Uygulama Alanları Su-jetiyle kesme yöntemi, mükemmel yapısından dolayı gelecekte endüstride geniş çapta kullanılacağı düşünülen amorf malzemelerin kesiminde de uygulama alanı bulmuştur. Su jeti ile kesme; endüstriyel tesis temizliği, yanmaya karşı duyarlı ortamlar, tıp, yol yapım ve tamiratı gibi uygulamalarda da kullanılmaktadır. 106
107 SONUÇ VE DEĞERLENDİRME İmalat sanayinde düşük maliyet ve yüksek kalite esastır. Bu amaçla su jeti teknolojisi; Günümüz imalat sanayinde kullanılan yeni bir kesme yöntemidir. Geleneksel kesim yöntemlerinin ekonomik olmadığı durumlarda, geleneksel kesme yöntemlerine yedek bir yöntemden ziyade onların yerine olan bir yöntem olarak karşımıza çıkmaktadır. Kesme sırasında ısının istenmediği uygulamalarda Soğuk kesme yöntemi olarak tercih edilmektedir. Bu teknolojinin en büyük avantajı soğuk bir kesme işlemi olmasıdır. Böylelikle kesilen malzemelerde ısıl gerilmeler oluşmamakta, dolayısıyla da gerilme giderme işlemine gerek duyulmamaktadır. Kaliteli kesme durumunda, oluşan yüzey pürüzlülüğü Ra = 10 µm' den daha az olabilmektedir, bu pürüzlülük diğer kesme yöntemlerinin bir çoğundan daha iyi bir sonuç olarak göze çarpmaktadır. Çevre etkisi, kesme hızları ve işletme maliyetleri incelendiğinde, geleneksel yöntemlerin yanı sıra lazer, plazma vb. modern yöntemlere göre de en çok tercih edilen yöntem görünümündedir. Her türden malzemeyi yüksek performansta kesebilmeye ve otomasyona çok uygun bir işleme yöntemidir. İşleme kolaylığı ve her türlü malzemenin deformasyonsuz işlenmesi, su ile kesme yöntemlerinin sınırsız bir uygulama alanına sahip olacağının bir göstergesidir. ELEKTROKİMYASAL ÇAPAK ALMA(ECD) ECM in en basit ve en yaygın uygulaması çapak almadır. Elektrokimyasal çapak alma hızlı bir işlemdir. İmal edilmiş veya onarım işlemi görmüş (kaynak vb.) komponent yüzeylerinin düzeltilmesi için tipik işlem süresi 5-30 sn dir. Hızı ve kullanım kolaylığından dolayı elektrokimyasal çapak alma, sabit bir katot takımı ile gerçekleştirilebilir.işlem birçok uygulamada kullanılır ve enine delinmiş deliklerin ara kesit bölgesinin çapaktan arındırılması için özellikle uygundur. Yüzeydeki pürüzlerin giderilmesi için geliştirilen elektrokimyasal parlatma işlemi ile yüzey pürüzlülüğü 0.05 µm den daha küçüktür.ecm in geleneksel delik delme ile metal parçalarda üretilen deliklerin kenar çapak veya keskin köşelerini ortadan kaldırmaya adaptasyonu 107


108 AŞINDIRICI JET İLE İŞLEME (AJM) Çok yüksek hızlı jet içinde bulunan aşındırıcılar iş yüzeyine çarparak yüzeyden çok küçük parçalar kırar/koparır. Genel olarak, Abrasif Taneciklerin boyutları 50 μm civarındadır. Yaklaşık iccapı0.5 mm olan Lüleden ortalama 200 m/s hız ile 2 mm uzaklıktaki iş parçasına akışkan jeti uygulanır. Abrasif parçacıkların kinetik enerjisi, iş parçası yüzeyinden malzeme kaldırmak için yeterli olmalıdır. 108
109 EKİPMANLAR Gaz akımı ağza bağlantı hortumu ile aktarılır. aşındırıcı gazın ağızdan çıkış hızı 330 mt/sn ye odaklıdır. 109
110 Aşındırıcı jet makinesini oluşturan parçalar: Gaz itiş sistemi, aşındırıcı parçacık besleyici, işlem bölmesi, jet ağızlığı, aşındırıcılar. Gaz itiş sistemi: Temiz ve kuru hava sağlar. Hava, nitrojen ve karbondioksit aşındırıcıları itmek için kullanılır. Bu gaz ya kompresör ya da bir silindirden sağlanır. Kompresör durumda ise hava, aşındırıcıların su veya yağ ile bulaşmaması için kurutucu ile filtrelenir. Gaz toksik olmamakla birlikte ucuz ve kolay elde edilebilir olmalıdır. Ağızlıktan çıktığında çabucak atmosferde dağılmamalıdır. İtiş için harcanan oran 5 bar basınçta m³/dk ve aşındırıcı tüketimi ince işlemde 2 ile 4 gram/dk ve kesim işleminde 10 ile 20 gram/dk. Aşındırıcı parçacık besleyici: Gereken aşındırıcıyı sağlar. İtici güç karıştırma bölmesine gönderilir ve burada aşındırıcı ile karıştırılarak elekten geçer. Elek 50 ile 60 Hz oranında titretilir ve bu titreşimin genişliği karışımın oranını belirler. Parçacıklar karıştırma bölmesine taşıyıcı gaz ile gönderilir. Hava ve aşındırıcı karışımı ağza doğru ilerler. Ağız yüksek hızlı karışımı iş parçasına odaklar ve gönderir. İşlem bölmesi: Aşındırıcı parçacıkların bölmeye zarar verecek seviyelere ulaşmaması için iyice yalıtılmıştır. İşlem bölmesi toz vakumu ile donatılmıştır. Eğer toksik bir materyal ile çalışılacaksa toz vakumu özellikle göz önünde bulundurulmalıdır. Aşındırıcı jet ağızlığı: Genellikle tungsten karpit veya safirden yapılır. Tungsten için çalışma ömrü 12 ile 30 saat arasında iken safir için ortalama 300 saat çalışma ömrü vardır. Ağız oval veya dikdörtgen ve uç bolümü düz veya sağa açılı şekilde olur. Açısal sürtünmeyi en aza indirgemek için özellikle tasarlanmıştır. Ağız aşındıkça jet çıkışının dağılımı da yükselir. Buda kesimi parazitli ve hatalı hale getirir. Aşındırıcılar: Alüminyum oksit, silikon karpit, cam parçacıkları, parçalanmış cam ve sodyum bikarbonat kullanılan aşındırıcılardan bazılarıdır. Aşındırıcı seçimi iş türü, işlem keskinliği ve MRR a göre yapılır. Alüminyum oksit; parçacık boyutu, 12 ile 50 mikron. Temizleme, kesme ve çapak alma için kullanılır. Silikonkarbit; parçacık boyutu, 25 ile 40 mikron. Alüminyum ile aynı işleve sahip ancak sert materyal için kullanılır. Cam parçacıklar; parçacık boyutu ile 1.27 mm. Mat cila verir. Dolomit; parçacık boyutu 200 mesh. Gravür ve parlatma için. Sodyum bikarbonat; parçacık boyutu 27 mikron. Temizleme, çapak alma ve yumuşak materyali 50 C altında kesme 110
111 Uygulamalar Cam buğulama, yazı yazma, şekil / resim yapma. İşlenmesi istenmeyen yüzeylerin maskelenmesi gerekir (Bakır, lastik, cam maske malzemesi olarak kullanılır.). Enjeksiyon kalıplama ile imal edilmiş plastik parçaların ayırma çizgilerinin ve çapaklarının temizlenmesi Seramik, plastik parçaların parlatılması, temizlenmesi Metal kalıpların erişilmesi zor kısımlarının temizlenmesi Narin ve çok sert parçaların kesilmesi, işlenmesi ve kanal açılması Parçaların yüzeyindeki boya, yağ, pas ve benzeri pisliklerin temizlenmesi İç delik kesişimin deki parçaların temizlenmesi. Seramik ve cam malzemeleri kesme ve vida dişi açma (Ayrıca küçük boyutlu delik açma) Avantajları: Aşındırıcı boyutuna bağlı olarak üst yüzey cilasi elde edilebilir. Zarar verme derinliği düşüktür. (yaklaşık 2.5 mikron). Soğuk kesim özelliği sayesinde narin ve ısıya uyarlı materyal işleyebilir. İşleme parçası ile işlenen parça arasından temas olmadığından, gıcırdama ve titreşim olmaz. Düşük maliyeti ile kullanımı ve bakımı kolaydır. Sert kırılgan materyallerin işlenmesi mümkündür. Karmaşık şekillerdeki sert maddelere delik açabilecek kapasitededir. Dezavantajlar: Düşük malzeme kaldırma hızı (material removal rate) nedeniyle sınırlı kapasitesi vardır (cam için Material Removal Rate 40/dk). Aşındırıcılar iş yüzeyine takılabilir, özellikle yumuşak materyal işleminde. Kesim netliği konikleşen delik tarafından engellenebilir. Parazitli kesimden kaçınmak zordur. Toz toplama hava kirliliği ve sağlık problemlerini engellemek için zorunludur. 111
112 Ağzın çalışma ömrü sınırlıdır (300 saat). Aşındırıcı parçacıkların kesin köşeleri körleşip dağılan parçacıklar ağzı tıkayabileceğinden yeniden kullanılamaz. Ağız ile parça arasındaki kısa mesafe işlem sırasında ağza zarar verir. AŞINDIRI JET İLE İŞLEME İLE İLGİLİ ÖRNEK TOZ PARÇACIKLARI İLE İŞLEME Toz metalurjisi teknolojileri parçacıkların bir araya gelmesiyle oluşan tozlarla başlar. Yoğunlaştırma işleminde önemli bir girdi olması nedeniyle tozun iyi anlaşılması gerekir. Teknik detaylar oluşturulurken işlem kontrolünün sürdürülmesinde toz özelliklerinin belirlenmesi ve bu özelliklerin ürün performansını nasıl etkilediğinin bilinmesi önemlidir. Parçacık, tozun bölünemeyen en küçük birimi olarak tanımlanır. Toz işleme teknolojileri genellikle dumandan daha büyük ( µm), fakat kumdan daha küçük (0.1-3 mm) parçacıklarla ilgilenir. Kullanılan tozların çoğu insan saçının çapı ölçüsündedir ( µm). Taramalı elektron mikroskobu (SEM), bir tozun farklı özelliklerinin gözlenmesinde kullanılan en iyi araçlardan birisidir 112
113 RUM - DÖNEL ULTRASONİK İŞLEME Dönel ultrasonik işleme çok derin ya da kırılgan malzemelere dairesel kesitli delik delmek için geliştirilmiş bir yöntemdir. Uç kısmına elmas tozu emdirilmiş ya da kaplanmış dairesel kesitli bir takım kullanılır. Takıma ekseni çevresinde d/dak dönme hızı ve aynı eksen boyunca da 20 khz ultrasonik frekansta dalga hareketi verilir. Eksen boyunca ilerleyen takım, iş malzemesine dairesel bir delik açar Sürtünmeden dolayı açığa çıkan ısı enerjisi, soğutma suyu yardımı ile taşınır. Bazı uygulamalarda soğutma suyuna da ultrasonik dalga verilir. Böylece işleme yapılan alanın çok daha iyi temizlenmesi ve talaşların uzaklaştırılması sağlanır. Takım üzerinden iş parçasına doğru uygulanan eksenel kuvvet değerleri çok düşüktür. Bu nedenle kırılgan malzemeler sorunsuz olarak işlenebilir ve çok uzun takımlar kullanarak derin delikler açılabilir. Büyük çaplı delikler için (0D>1 mm) boru şeklinde takımlar, küçük çaplı delikler için ise dolu takımlar kullanılır. En küçük delik çapı 0.5 mm dolaylarındadır. Delik çapının üst sınırı ise 40 mm ye yaklaşır, ultrasonik rezonans koşulları nedeni ile daha büyük çaplı delik delmek için özel ve yüksek güçlü tezgah gerekir. Takım ucundaki elmas parçacıklar için emdirme ya da nikel kaplama yöntemi uygulanır. Emdirme yöntemi 10 kat daha uzun 113
114 ömürlü olmasına karşın, kaplama yöntemi birçok kez uygulanabilir ve daha ucuzdur. Derin delik delme uygulamalarında ayrıca uzatma çubukları kullanılır. Derin delikleri için Çap/Boy oranı 1/300 e kadar çıkabilir. Yöntemin en önemli üstünlüklerinden (ve endüstiriyel uygulamalarından) birisi, uzun delikleri hem dairesel hem de eksenel olarak düzgün açabilmesidir. Ayrıca, işleme hızı yüksektir. Tipik olarak işleme süreleri 2 dakikadan kısadır. RUM, kırılgan malzemelere de rahatlıkla uygulanır. LBM ile delik açmada görülen eğim ve dairesellikten kaçma RUM da görülmez. Uygun ilerleme hızı verilerek ve özel takımlar kullanarak, çok uzun diş açmak da mümkündür. RUM ile, alumina, alüminyum oksit, cam, ferrit, kuartz, zirkonyum ve türevleri, safir, yakut vb. kıymetli taşlan, bor ala- şımları ve türevleri, seramik vb. malzemeler çok rahat işlenir. Çelik vb. alışılmış malzemeler içine çok derin delikler açılabilir. Uygulanan kuvvet çok az olduğu için birbirine çok yakın (ara duvarları çok ince) delikler delmek mümkündür. RUM tezgahları yapısal olarak alışılmış matkap tezgahlarına benzer. Soğutma sıvısı işleme alanına püskürtülerek kullanılır. RUM DÖNEL ULTRASONİK İŞLEMEYE STATİK BASINCIN ETKİSİ -Statik basınç arttığında max. Noktaya kadar MRR da artar sonra ani olarak düşer. -Statik basınç arttıkça pürüzlülük azalır belli bi değerden sonra ise artar. 114
115 TİTREŞİM GENLİGİ ETKİSİ -Titreşim genliğiyle MRR da artar, belli bir değerden sonra ise düşer. -Yüzey pürüzlülüğü ise titreşim genliğiyle önce artar sonra belli bir değerden sonra düşer 115
116 DÖNME HIZININ ETKİLERİ -Dönme hızına bağlı olarak MRR in arttığı görülmektedir. -Diğer yüzey pürüzlülüğü ve takım kaplaması hakkında herhangi bir bilgi elde edilememiştir. 116
 kullanılarak elde edilir ve böylece bir üretim sürecidir.")
117 ELEKTRO EROZYON İLE İŞLEME Elektrik erozyon ile işleme (EDM), bazen halk dilinde olarak da adlandırılır kıvılcım işleme, kıvılcım aşındırarak, yanma, batma ölmek,tel yanma veya tel erozyon, istenen şekil elektrik deşarjı (kıvılcım) kullanılarak elde edilir ve böylece bir üretim sürecidir. Malzeme, iki hızlı bir şekilde tekrar eden akım arasındaki deşarjları bir dizi iş parçası kaldırılır elektrotlar ile ayrılmış, dielektrik sıvı bir elektrik ve konugerilimi. Diğer iş parçası elektrot olarak adlandırılan veya "iş parçası" ise elektrot biri, alet elektrot ya da sadece "aracı" ya da 117
KAPLAMA TEKNİKLERİ DERS NOTLARI
 KAPLAMA TEKNİKLERİ DERS NOTLARI PVD Kaplama Kaplama yöntemleri kaplama malzemesinin bulunduğu fiziksel durum göz önüne alındığında; katı halden yapılan kaplamalar, çözeltiden yapılan kaplamalar, sıvı ya
KAPLAMA TEKNİKLERİ DERS NOTLARI PVD Kaplama Kaplama yöntemleri kaplama malzemesinin bulunduğu fiziksel durum göz önüne alındığında; katı halden yapılan kaplamalar, çözeltiden yapılan kaplamalar, sıvı ya
II. Bölüm HİDROLİK SİSTEMLERİN TANITIMI
 II. Bölüm HİDROLİK SİSTEMLERİN TANITIMI 1 Güç Kaynağı AC Motor DC Motor Diesel Motor Otto Motor GÜÇ AKIŞI M i, ω i Güç transmisyon sistemi M 0, ω 0 F 0, v 0 Makina (doğrusal veya dairesel hareket) Mekanik
II. Bölüm HİDROLİK SİSTEMLERİN TANITIMI 1 Güç Kaynağı AC Motor DC Motor Diesel Motor Otto Motor GÜÇ AKIŞI M i, ω i Güç transmisyon sistemi M 0, ω 0 F 0, v 0 Makina (doğrusal veya dairesel hareket) Mekanik
PLASTİK MALZEMELERİN İŞLENME TEKNİKLERİ
 PLASTİK MALZEMELERİN İŞLENME TEKNİKLERİ PLASTİK EXTRÜZYON NEDİR? EXTRÜZYONLA İŞLEME TEKNİĞİ EXTRÜZYON Uzunlukları belli olmayan,fakat kesitleri sabit olan levha,film,boru,çubuk gibi yarı mamullerin işlendiği
PLASTİK MALZEMELERİN İŞLENME TEKNİKLERİ PLASTİK EXTRÜZYON NEDİR? EXTRÜZYONLA İŞLEME TEKNİĞİ EXTRÜZYON Uzunlukları belli olmayan,fakat kesitleri sabit olan levha,film,boru,çubuk gibi yarı mamullerin işlendiği
Döküm. Prof. Dr. Akgün ALSARAN
 Döküm Prof. Dr. Akgün ALSARAN Döküm Döküm, sıvı haldeki akıcı olan malzemelerin, üretilmek istenen parçanın biçiminde bir boşluğa sahip olan kalıplara dökülerek katılaştırıldığı bir üretim yöntemidir.
Döküm Prof. Dr. Akgün ALSARAN Döküm Döküm, sıvı haldeki akıcı olan malzemelerin, üretilmek istenen parçanın biçiminde bir boşluğa sahip olan kalıplara dökülerek katılaştırıldığı bir üretim yöntemidir.
İLERİ YAPI MALZEMELERİ DERS-6 KOMPOZİTLER
 İLERİ YAPI MALZEMELERİ DERS-6 KOMPOZİTLER Farklı malzemelerin üstün özelliklerini aynı malzemede toplamak amacıyla iki veya daha fazla ana malzeme grubuna ait malzemelerin bir araya getirilmesi ile elde
İLERİ YAPI MALZEMELERİ DERS-6 KOMPOZİTLER Farklı malzemelerin üstün özelliklerini aynı malzemede toplamak amacıyla iki veya daha fazla ana malzeme grubuna ait malzemelerin bir araya getirilmesi ile elde
PLASTİK VAKUM TEKNOLOJİSİ DERSİ ÇALIŞMA SORULARI. b. Fanlar. c. Şartlandırıcı. d. Alt tabla. a. Rotasyon makinesi. b. Enjeksiyon makinesi
 PLASTİK VAKUM TEKNOLOJİSİ DERSİ ÇALIŞMA SORULARI 1. Aşağıdakilerden hangisi kontrol panosundaki butonlardan birisi değildir? a. Sayıcı reset b. Tabla yukarı c. Maça d. Devir sayısı 2. Aşağıdakilerden hangisi
PLASTİK VAKUM TEKNOLOJİSİ DERSİ ÇALIŞMA SORULARI 1. Aşağıdakilerden hangisi kontrol panosundaki butonlardan birisi değildir? a. Sayıcı reset b. Tabla yukarı c. Maça d. Devir sayısı 2. Aşağıdakilerden hangisi
Mak-204. Üretim Yöntemleri II. Vida ve Genel Özellikleri Kılavuz Çekme Pafta Çekme Rayba Çekme
 Mak-204 Üretim Yöntemleri II Vida ve Genel Özellikleri Kılavuz Çekme Pafta Çekme Rayba Çekme Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt. Bölümü Üretim Yöntemleri 1
Mak-204 Üretim Yöntemleri II Vida ve Genel Özellikleri Kılavuz Çekme Pafta Çekme Rayba Çekme Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt. Bölümü Üretim Yöntemleri 1
Alasim Elementlerinin Celigin Yapisina Etkisi
 Alasim Elementlerinin Celigin Yapisina Etkisi Karbonlu çeliklerden normal olarak sağlanamayan kendine has özellikleri sağlayabilmek amacıyla, bir veya birden fazla alaşım elementi ilave etmek suretiyle
Alasim Elementlerinin Celigin Yapisina Etkisi Karbonlu çeliklerden normal olarak sağlanamayan kendine has özellikleri sağlayabilmek amacıyla, bir veya birden fazla alaşım elementi ilave etmek suretiyle
Saplama ark kaynağı (Stud welding) yöntemi 1920'li yıllardan beri bilinmesine rağmen, özellikle son yıllarda yaygın olarak kullanılmaktadır.
 yöntemi 1920'li yıllardan beri bilinmesine rağmen, özellikle son yıllarda yaygın olarak kullanılmaktadır.") SAPLAMA KAYNAĞI Saplama ark kaynağı (Stud welding) yöntemi 1920'li yıllardan beri bilinmesine rağmen, özellikle son yıllarda yaygın olarak kullanılmaktadır. Arkın metalleri ergitme özelliğinden yararlanarak
SAPLAMA KAYNAĞI Saplama ark kaynağı (Stud welding) yöntemi 1920'li yıllardan beri bilinmesine rağmen, özellikle son yıllarda yaygın olarak kullanılmaktadır. Arkın metalleri ergitme özelliğinden yararlanarak
YAPILARDA DERZLER VE SIZDIRMAZLIK MALZEMELERİ
 YAPILARDA DERZLER VE SIZDIRMAZLIK MALZEMELERİ Genel: Derz sözcüğü bir sistemi oluşturan parçaların birleştirildiği, yapıştırıldığı çizgi şeklindeki bölümleri tanımlar. Derzler dar ya da geniş, yatay ya
YAPILARDA DERZLER VE SIZDIRMAZLIK MALZEMELERİ Genel: Derz sözcüğü bir sistemi oluşturan parçaların birleştirildiği, yapıştırıldığı çizgi şeklindeki bölümleri tanımlar. Derzler dar ya da geniş, yatay ya
Atom. Atom 9.11.2015. 11 elektronlu Na. 29 elektronlu Cu
 Atom Maddelerin en küçük yapı taşlarına atom denir. Atomlar, elektron, nötron ve protonlardan oluşur. 1.Elektronlar: Çekirdek etrafında yörüngelerde bulunurlar ve ( ) yüklüdürler. Boyutları çok küçüktür.
Atom Maddelerin en küçük yapı taşlarına atom denir. Atomlar, elektron, nötron ve protonlardan oluşur. 1.Elektronlar: Çekirdek etrafında yörüngelerde bulunurlar ve ( ) yüklüdürler. Boyutları çok küçüktür.
İMALATA GİRİŞ VE GENEL BAKIŞ
 İMALATA GİRİŞ VE GENEL BAKIŞ 1. İmalat Nedir? 2. İmalatta Malzemeler 3. İmal Usulleri 4. Üretim Sistemleri 5. Ders Notlarının Yapısı İmalat Teknolojik Açıdan Önemlidir Teknoloji Topluma ve üyelerine ihtiyaç
İMALATA GİRİŞ VE GENEL BAKIŞ 1. İmalat Nedir? 2. İmalatta Malzemeler 3. İmal Usulleri 4. Üretim Sistemleri 5. Ders Notlarının Yapısı İmalat Teknolojik Açıdan Önemlidir Teknoloji Topluma ve üyelerine ihtiyaç
ENERJĠ DAĞITIMI-I. Dersin Kredisi 4 + 0 + 0
 ENERJĠ DAĞITIMI-I Dersin Kredisi 4 + 0 + 0 Açma-Kapama Cihazları Elektrik enerjisinin açılması, ayrılması, kesilmesi veya kapatılması işlevlerini yapan cihazlardır. Alçak Gerilim Ayırıcı Nitelikli Orta
ENERJĠ DAĞITIMI-I Dersin Kredisi 4 + 0 + 0 Açma-Kapama Cihazları Elektrik enerjisinin açılması, ayrılması, kesilmesi veya kapatılması işlevlerini yapan cihazlardır. Alçak Gerilim Ayırıcı Nitelikli Orta
Seramik, sert, kırılgan, yüksek ergime derecesine sahip, düşük elektrik ve ısı iletimi ile iyi kimyasal ve ısı kararlılığı olan ve yüksek basma
 SERAMİK MALZEMELER Seramikler Metal veya yarı metallerin metal olmayan elementlerle yaptığı bileşiklere Seramik denir. Kimyasal açıdan inorganik özellik taşırlar. Atomlar arası bağlar; iyonik, kovalent
SERAMİK MALZEMELER Seramikler Metal veya yarı metallerin metal olmayan elementlerle yaptığı bileşiklere Seramik denir. Kimyasal açıdan inorganik özellik taşırlar. Atomlar arası bağlar; iyonik, kovalent
TEMİZ SU DALGIÇ POMPA
 TEMİZ SU DALGIÇ POMPA MODEL RTM860 TANITMA VE KULLANIM KILAVUZU 1 CİHAZIN ÜNİTELERİ HORTUM BAĞLANTISI POMPA EMİŞ TABANI ELEKTRİK KABLOSU ÇALIŞTIRMA ANAHTARI Teknik Özellikler Ana voltaj 230 V Frekans 50
TEMİZ SU DALGIÇ POMPA MODEL RTM860 TANITMA VE KULLANIM KILAVUZU 1 CİHAZIN ÜNİTELERİ HORTUM BAĞLANTISI POMPA EMİŞ TABANI ELEKTRİK KABLOSU ÇALIŞTIRMA ANAHTARI Teknik Özellikler Ana voltaj 230 V Frekans 50
01 OCAK 2015 ELEKTRİK AKIMI VE LAMBA PARLAKLIĞI SALİH MERT İLİ DENİZLİ ANADOLU LİSESİ 10/A 436
 01 OCAK 2015 ELEKTRİK AKIMI VE LAMBA PARLAKLIĞI SALİH MERT İLİ DENİZLİ ANADOLU LİSESİ 10/A 436 ELEKTRİK AKIMI VE LAMBALAR ELEKTRİK AKIMI Potansiyelleri farklı olan iki iletken cisim birbirlerine dokundurulduğunda
01 OCAK 2015 ELEKTRİK AKIMI VE LAMBA PARLAKLIĞI SALİH MERT İLİ DENİZLİ ANADOLU LİSESİ 10/A 436 ELEKTRİK AKIMI VE LAMBALAR ELEKTRİK AKIMI Potansiyelleri farklı olan iki iletken cisim birbirlerine dokundurulduğunda
Sifonik Drenaj Nedir? Nasıl Çalışır?
 Sifonik Drenaj Nedir? Nasıl Çalışır? Sifonik Drenaj temelde Bernoulli'nin bulmuş olduğu akışkanın enerji denkliği prensibinden yararlanarak suyun herhangi bir eğime gerek kalmadan istenilen yerden tahliye
Sifonik Drenaj Nedir? Nasıl Çalışır? Sifonik Drenaj temelde Bernoulli'nin bulmuş olduğu akışkanın enerji denkliği prensibinden yararlanarak suyun herhangi bir eğime gerek kalmadan istenilen yerden tahliye
FOTOĞRAFÇILIK HAKKINDA KISA NOTLAR
 FOTOĞRAFÇILIK HAKKINDA KISA NOTLAR Fotoğraf çekimi esnasında farklı üç temel faktör fotoğrafın oluşumunu sağlar. Bunlar ISO ( ASA- DIN ) / DİYAFRAM -ENSTANTANE ( Shutter Obtüratör Perde ) olarak adlandırılır.
FOTOĞRAFÇILIK HAKKINDA KISA NOTLAR Fotoğraf çekimi esnasında farklı üç temel faktör fotoğrafın oluşumunu sağlar. Bunlar ISO ( ASA- DIN ) / DİYAFRAM -ENSTANTANE ( Shutter Obtüratör Perde ) olarak adlandırılır.
DD25B. VOLVO ÇİFT TAMBURLU SİLİNDİRLER 2.6 t 18.5 kw
 DD25B VOLVO ÇİFT TAMBURLU SİLİNDİRLER 2.6 t 18.5 kw 360 görüş alanı En uygun şekilde yerleştirilmiş kızaklı koltuk, açılı silindir yatakları ve eğimli motor kaputu tasarımına sahip DD25B sektörde öncü,
DD25B VOLVO ÇİFT TAMBURLU SİLİNDİRLER 2.6 t 18.5 kw 360 görüş alanı En uygun şekilde yerleştirilmiş kızaklı koltuk, açılı silindir yatakları ve eğimli motor kaputu tasarımına sahip DD25B sektörde öncü,
AYDINLATMA DEVRELERİNDE KOMPANZASYON
 AYDINLATMA DEVRELERİNDE KOMPANZASYON Dünyamızın son yıllarda karşı karşıya kaldığı enerji krizi, araştırmacıları bir yandan yeni enerji kaynaklarına yöneltirken diğer yandan daha verimli sistemlerin tasarlanması
AYDINLATMA DEVRELERİNDE KOMPANZASYON Dünyamızın son yıllarda karşı karşıya kaldığı enerji krizi, araştırmacıları bir yandan yeni enerji kaynaklarına yöneltirken diğer yandan daha verimli sistemlerin tasarlanması
Teknoloji Fakültesi Metalurji ve Malzeme Mühendisliği. Polimer Malzemeler. Polikarbonat (PC) www.sakarya.edu.tr
 www.sakarya.edu.tr") Teknoloji Fakültesi Metalurji ve Malzeme Mühendisliği Polimer Malzemeler Polikarbonat (PC) Polikarbonatlar, termoplastiklerin özel bir grubudur. İşlenmesi, kalıplanması ve ısıl olarak şekillendirilmesi
Teknoloji Fakültesi Metalurji ve Malzeme Mühendisliği Polimer Malzemeler Polikarbonat (PC) Polikarbonatlar, termoplastiklerin özel bir grubudur. İşlenmesi, kalıplanması ve ısıl olarak şekillendirilmesi
Ferritik Martenzitik Ostenitik Ferritik-Ostenitik (dubleks) Çökeltme sertleşmesi uygulanabilen alaşımlar
 Çökeltme sertleşmesi uygulanabilen alaşımlar") Doğru malzeme seçimi ve kullanımı bir imalat sürecinde dikkat edilmesi en önemli hususların başında gelir. Yanlış malzeme kullanımı, imalat sürecini olumsuz etkileyebileceği gibi; maliyetlerin artmasına,
Doğru malzeme seçimi ve kullanımı bir imalat sürecinde dikkat edilmesi en önemli hususların başında gelir. Yanlış malzeme kullanımı, imalat sürecini olumsuz etkileyebileceği gibi; maliyetlerin artmasına,
ÇÖKELME SERTLEŞTİRMESİ (YAŞLANDIRMA) DENEYİ
 DENEYİ") ÇÖKELME SERTLEŞTİRMESİ (YAŞLANDIRMA) DENEYİ 1. DENEYİN AMACI Çökelme sertleştirmesi işleminin, malzemenin mekanik özellikleri (sertlik, mukavemet vb) üzerindeki etkisinin incelenmesi ve çökelme sertleşmesinin
ÇÖKELME SERTLEŞTİRMESİ (YAŞLANDIRMA) DENEYİ 1. DENEYİN AMACI Çökelme sertleştirmesi işleminin, malzemenin mekanik özellikleri (sertlik, mukavemet vb) üzerindeki etkisinin incelenmesi ve çökelme sertleşmesinin
T.C. ERCİYES ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MEKATRONİK MÜHENDİSLİĞİ BÖLÜMÜ MEKATRONİK LABORATUVARI 1. BASINÇ, AKIŞ ve SEVİYE KONTROL DENEYLERİ
 T.C. ERCİYES ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MEKATRONİK MÜHENDİSLİĞİ BÖLÜMÜ MEKATRONİK LABORATUVARI 1 BASINÇ, AKIŞ ve SEVİYE KONTROL DENEYLERİ DENEY SORUMLUSU Arş.Gör. Şaban ULUS Haziran 2012 KAYSERİ
T.C. ERCİYES ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MEKATRONİK MÜHENDİSLİĞİ BÖLÜMÜ MEKATRONİK LABORATUVARI 1 BASINÇ, AKIŞ ve SEVİYE KONTROL DENEYLERİ DENEY SORUMLUSU Arş.Gör. Şaban ULUS Haziran 2012 KAYSERİ
NORMAL TUĞLA VE PRES TUĞLA İLE DUVAR
 NORMAL TUĞLA VE PRES TUĞLA İLE DUVAR Celal Bayar Üniversitesi Turgutlu Meslek Yüksekokulu İnşaat Bölümü Öğretim Görevlisi Tekin TEZCAN İnşaat Yüksek Mühendisi TUĞLA Tanım Kil, killi toprak ile tuğla ve
NORMAL TUĞLA VE PRES TUĞLA İLE DUVAR Celal Bayar Üniversitesi Turgutlu Meslek Yüksekokulu İnşaat Bölümü Öğretim Görevlisi Tekin TEZCAN İnşaat Yüksek Mühendisi TUĞLA Tanım Kil, killi toprak ile tuğla ve
ÖLÇÜ TRANSFORMATÖRLERİNİN KALİBRASYONU VE DİKKAT EDİLMESİ GEREKEN HUSUSLAR
 447 ÖLÇÜ TRANSFORMATÖRLERİNİN KALİBRASYONU VE DİKKAT EDİLMESİ GEREKEN HUSUSLAR Hüseyin ÇAYCI Özlem YILMAZ ÖZET Yasal metroloji kapsamında bulunan ölçü aletlerinin, metrolojik ölçümleri dikkate alınmadan
447 ÖLÇÜ TRANSFORMATÖRLERİNİN KALİBRASYONU VE DİKKAT EDİLMESİ GEREKEN HUSUSLAR Hüseyin ÇAYCI Özlem YILMAZ ÖZET Yasal metroloji kapsamında bulunan ölçü aletlerinin, metrolojik ölçümleri dikkate alınmadan
SÜREÇ YÖNETİMİ VE SÜREÇ İYİLEŞTİRME H.Ömer Gülseren > ogulseren@gmail.com
 SÜREÇ YÖNETİMİ VE SÜREÇ İYİLEŞTİRME H.Ömer Gülseren > ogulseren@gmail.com Giriş Yönetim alanında yaşanan değişim, süreç yönetimi anlayışını ön plana çıkarmıştır. Süreç yönetimi; insan ve madde kaynaklarını
SÜREÇ YÖNETİMİ VE SÜREÇ İYİLEŞTİRME H.Ömer Gülseren > ogulseren@gmail.com Giriş Yönetim alanında yaşanan değişim, süreç yönetimi anlayışını ön plana çıkarmıştır. Süreç yönetimi; insan ve madde kaynaklarını
Geleceğe Açılan Teknolojik Kapı, TAGEM
 HAKKIMIZDA Kuruluşu 1997 yılına dayanan ABS SU ARITMA TEKNOLOJİLERİ ve 2001 yılında Almanya nın Berlin şehrinde kurulan TEMKAR WASSER BEHANDLUNG GmbH firmalarının teknolojik güç birliği ile TEKNOLOJİ ARAŞTIRMA
HAKKIMIZDA Kuruluşu 1997 yılına dayanan ABS SU ARITMA TEKNOLOJİLERİ ve 2001 yılında Almanya nın Berlin şehrinde kurulan TEMKAR WASSER BEHANDLUNG GmbH firmalarının teknolojik güç birliği ile TEKNOLOJİ ARAŞTIRMA
İÇİNDEKİLER. 1 Projenin Amacı... 1. 2 Giriş... 1. 3 Yöntem... 1. 4 Sonuçlar ve Tartışma... 6. 5 Kaynakça... 7
 İÇİNDEKİLER 1 Projenin Amacı... 1 2 Giriş... 1 3 Yöntem... 1 4 Sonuçlar ve Tartışma... 6 5 Kaynakça... 7 FARKLI ORTAMLARDA HANGİ RENK IŞIĞIN DAHA FAZLA SOĞURULDUĞUNUN ARAŞTIRILMASI Projenin Amacı : Atmosfer
İÇİNDEKİLER 1 Projenin Amacı... 1 2 Giriş... 1 3 Yöntem... 1 4 Sonuçlar ve Tartışma... 6 5 Kaynakça... 7 FARKLI ORTAMLARDA HANGİ RENK IŞIĞIN DAHA FAZLA SOĞURULDUĞUNUN ARAŞTIRILMASI Projenin Amacı : Atmosfer
5. ÜNİTE KUMANDA DEVRE ŞEMALARI ÇİZİMİ
 5. ÜNİTE KUMANDA DEVRE ŞEMALARI ÇİZİMİ KONULAR 1. Kumanda Devreleri 2. Doğru Akım Motorları Kumanda Devreleri 3. Alternatif Akım Motorları Kumanda Devreleri GİRİŞ Otomatik kumanda devrelerinde motorun
5. ÜNİTE KUMANDA DEVRE ŞEMALARI ÇİZİMİ KONULAR 1. Kumanda Devreleri 2. Doğru Akım Motorları Kumanda Devreleri 3. Alternatif Akım Motorları Kumanda Devreleri GİRİŞ Otomatik kumanda devrelerinde motorun
MALZEMELERİN FİZİKSEL ÖZELLİKLERİ
 MALZEMELERİN FİZİKSEL ÖZELLİKLERİ (Ders Notu) Manyetik Özellikler Doç.Dr. Özkan ÖZDEMİR MANYETİK ÖZELLİK Giriş Bazı malzemelerde mevcut manyetik kutup çiftleri, elektriksel kutuplara benzer şekilde, çevredeki
MALZEMELERİN FİZİKSEL ÖZELLİKLERİ (Ders Notu) Manyetik Özellikler Doç.Dr. Özkan ÖZDEMİR MANYETİK ÖZELLİK Giriş Bazı malzemelerde mevcut manyetik kutup çiftleri, elektriksel kutuplara benzer şekilde, çevredeki
MAKİNE VE MOTOR DERS NOTLARI 9.HAFTA
 MAKİNE VE MOTOR DERS NOTLARI 9.HAFTA Hazırlayan: Öğr. Gör. Tuğberk ÖNAL MALATYA 2016 SUPAP SİSTEMLERİ 1. KÜLBÜTOR MEKANİZMASI Eksantrik milinden aldığı hareketle silindirlerde emme ve egzoz zamanlarının
MAKİNE VE MOTOR DERS NOTLARI 9.HAFTA Hazırlayan: Öğr. Gör. Tuğberk ÖNAL MALATYA 2016 SUPAP SİSTEMLERİ 1. KÜLBÜTOR MEKANİZMASI Eksantrik milinden aldığı hareketle silindirlerde emme ve egzoz zamanlarının
Fan Coil Cihazları Tesisat Bağlantıları
 Newtherm Fan Coil Kontrol Ekipmanları Bağlantı vanaları, uzaktan kontrol cihazları, dijital veya mekanik duvar tipi termostatları ve yalıtımlı montaj setleriyle birlikte sistem bazında teslim edilmektedir.
Newtherm Fan Coil Kontrol Ekipmanları Bağlantı vanaları, uzaktan kontrol cihazları, dijital veya mekanik duvar tipi termostatları ve yalıtımlı montaj setleriyle birlikte sistem bazında teslim edilmektedir.
ARAŞTIRMA RAPORU. Rapor No: 2012.03.08.XX.XX.XX. : Prof. Dr. Rıza Gürbüz Tel: 0.312.210 59 33 e-posta: gurbuz@metu.edu.tr
 ARAŞTIRMA RAPORU (Kod No: 2012.03.08.XX.XX.XX) Raporu İsteyen : Raporu Hazırlayanlar: Prof. Dr. Bilgehan Ögel Tel: 0.312.210 41 24 e-posta: bogel@metu.edu.tr : Prof. Dr. Rıza Gürbüz Tel: 0.312.210 59 33
ARAŞTIRMA RAPORU (Kod No: 2012.03.08.XX.XX.XX) Raporu İsteyen : Raporu Hazırlayanlar: Prof. Dr. Bilgehan Ögel Tel: 0.312.210 41 24 e-posta: bogel@metu.edu.tr : Prof. Dr. Rıza Gürbüz Tel: 0.312.210 59 33
BÖLÜM-6 VAKUMLAMA (TAHLĠYE)
") BÖLÜM-6 VAKUMLAMA (TAHLĠYE) 6.1 TERĠMLER VE TANIMLAR Vakum: Atmosfer basıncının (14.7 psi) altındaki basınçlar, 0 ile 30 ıskalalı inç civa sütunu ile gösterilir. Vakumlama: Soğutma sisteminden hava ve
BÖLÜM-6 VAKUMLAMA (TAHLĠYE) 6.1 TERĠMLER VE TANIMLAR Vakum: Atmosfer basıncının (14.7 psi) altındaki basınçlar, 0 ile 30 ıskalalı inç civa sütunu ile gösterilir. Vakumlama: Soğutma sisteminden hava ve
Elektro Kaplamada Optimum Ko ullar
 Elektro Kaplamada Optimum Ko ullar Metal kaplama yüzeyine kaplama yap lan malzeme özelliklerini de tirir. Malzeme yüzeyinde iç gerilmenin ve pörözitenin meydana gelmedi i iyi bir ba lant (yap ma) olmas
Elektro Kaplamada Optimum Ko ullar Metal kaplama yüzeyine kaplama yap lan malzeme özelliklerini de tirir. Malzeme yüzeyinde iç gerilmenin ve pörözitenin meydana gelmedi i iyi bir ba lant (yap ma) olmas
Onaylanmış. Özellikler Test/Standart Tanım Hacimce katı madde ISO 3233 Parlaklık Derecesi (60 ) ISO 2813
 ISO 2813") Onaylanmış 3081;3082;3080 1 3081 epoksi VValidationDate). 1 Ürün tanımı Çift bileşenli poliamin kürlenmeli epoksi esaslı bir boyadır. Yüksek katı maddeli, yüksek yapılı ve cam pulcuk ile güçlendirilmiş
Onaylanmış 3081;3082;3080 1 3081 epoksi VValidationDate). 1 Ürün tanımı Çift bileşenli poliamin kürlenmeli epoksi esaslı bir boyadır. Yüksek katı maddeli, yüksek yapılı ve cam pulcuk ile güçlendirilmiş
KIRILMA MEKANİĞİ Prof.Dr. İrfan AY MALZEME KUSURLARI
 MALZEME KUSURLARI Deformasyonda Birinci Özelliğe Sahip Hatalar: A. Noktasal Hatalar: Kafes düzeninin çok küçük bölgelerindeki (1-2 atom boyutu) bozukluğa verilen addır. Bunlar ; 1. Boşluklar : Kafeslerde
MALZEME KUSURLARI Deformasyonda Birinci Özelliğe Sahip Hatalar: A. Noktasal Hatalar: Kafes düzeninin çok küçük bölgelerindeki (1-2 atom boyutu) bozukluğa verilen addır. Bunlar ; 1. Boşluklar : Kafeslerde
Reynolds Sayısı ve Akış Rejimleri
 1. Genel Bilgi Bazı akışlar oldukça çalkantılıyken bazıları düzgün ve düzenlidir. Düzgün akım çizgileriyle belirtilen çok düzenli akış hareketine laminer akış denir. Düşük hızlarda yağ gibi yüksek viskoziteli
1. Genel Bilgi Bazı akışlar oldukça çalkantılıyken bazıları düzgün ve düzenlidir. Düzgün akım çizgileriyle belirtilen çok düzenli akış hareketine laminer akış denir. Düşük hızlarda yağ gibi yüksek viskoziteli
KOMPOZİT ÜRÜN ÜRETİM ELEMANI (SMC BMC SICAK KALIPLAMA) (SEVİYE-3)
 (SEVİYE-3)") KOMPOZİT ÜRÜN ÜRETİM ELEMANI (SMC BMC SICAK KALIPLAMA) (SEVİYE-3) 1 2 KOMPOZİT ÜRÜN ÜRETİM ELEMANI (SMC BMC SICAK KALIPLAMA) (SEVİYE-3) ÖĞRETİM PROGRAMI ÖĞRENME MODÜLLERİ VE İÇERİKLERİ 3 4 ÖĞRENME MODÜLÜ
KOMPOZİT ÜRÜN ÜRETİM ELEMANI (SMC BMC SICAK KALIPLAMA) (SEVİYE-3) 1 2 KOMPOZİT ÜRÜN ÜRETİM ELEMANI (SMC BMC SICAK KALIPLAMA) (SEVİYE-3) ÖĞRETİM PROGRAMI ÖĞRENME MODÜLLERİ VE İÇERİKLERİ 3 4 ÖĞRENME MODÜLÜ
SİİRT ÜNİVERSİTESİ UZAKTAN EĞİTİM UYGULAMA VE ARAŞTIRMA MERKEZİ YÖNETMELİĞİ BİRİNCİ BÖLÜM. Amaç, Kapsam, Dayanak ve Tanımlar. Amaç
 SİİRT ÜNİVERSİTESİ UZAKTAN EĞİTİM UYGULAMA VE ARAŞTIRMA MERKEZİ YÖNETMELİĞİ BİRİNCİ BÖLÜM Amaç, Kapsam, Dayanak ve Tanımlar Amaç MADDE 1 (1) Bu Yönetmeliğin amacı; Siirt Üniversitesi Uzaktan Eğitim Uygulama
SİİRT ÜNİVERSİTESİ UZAKTAN EĞİTİM UYGULAMA VE ARAŞTIRMA MERKEZİ YÖNETMELİĞİ BİRİNCİ BÖLÜM Amaç, Kapsam, Dayanak ve Tanımlar Amaç MADDE 1 (1) Bu Yönetmeliğin amacı; Siirt Üniversitesi Uzaktan Eğitim Uygulama
Yapı ve Deprem Yönetmelikleri, alan kullanım yönetmeliklerinin gözden geçirilmesi ve gerekiyorsa yeniden düzenlenmesi
 Afet Yö netimi İnsan toplulukları için risk oluşturan afetlerin önlenmesi ve zararlarının azaltılması, afetlere karşı hazırlıklı olunması, afet anında hızlı ve etkili bir kurtarma, ilk yardım, geçici barındırma
Afet Yö netimi İnsan toplulukları için risk oluşturan afetlerin önlenmesi ve zararlarının azaltılması, afetlere karşı hazırlıklı olunması, afet anında hızlı ve etkili bir kurtarma, ilk yardım, geçici barındırma
Özellikler Test/Standart Tanım Hacimce katı madde ISO 3233 Parlaklık Derecesi (GU 60 ) ISO 2813. mat (0-35) IED (2010/75/EU) (hesaplandı)
 ISO 2813. mat (0-35) IED (2010/75/EU) (hesaplandı)") 705;706 1,2 705 epoksi ^(ValidationDate). 1 Ürün tanımı Çift bileşenli kimyasal kürlenmeli epoksi boyadır. Yüksek kaynak ve kesim hızı sağlayan, aynı zamanda kaynak porozitesini ve yanığı azaltan bir ön
705;706 1,2 705 epoksi ^(ValidationDate). 1 Ürün tanımı Çift bileşenli kimyasal kürlenmeli epoksi boyadır. Yüksek kaynak ve kesim hızı sağlayan, aynı zamanda kaynak porozitesini ve yanığı azaltan bir ön
KAYNAKÇI METAL TEKNOLOJİLERİ ALANI TANITIMI. Metal Teknolojisi Bölümü A. ALANIN MEVCUT DURUMU VE GELECEĞİ
 METAL TEKNOLOJİLERİ ALANI TANITIMI Metal Teknolojisi Bölümü A. ALANIN MEVCUT DURUMU VE GELECEĞİ Metal teknolojisi alanı, küresel düzeyde hızla değişen pazar ve rekabet koşulları nedeniyle sürekli ve dinamik
METAL TEKNOLOJİLERİ ALANI TANITIMI Metal Teknolojisi Bölümü A. ALANIN MEVCUT DURUMU VE GELECEĞİ Metal teknolojisi alanı, küresel düzeyde hızla değişen pazar ve rekabet koşulları nedeniyle sürekli ve dinamik
Teknik sistem kataloğu Terminal kutuları KL
 Teknik sistem kataloğu Terminal kutuları KL 1 4 6 5 3 7 2 Küçük panolar Dünya çapında onaylı ve çok sayıda standart ölçülerde stoklarımızda mevcut. Pratik sistem aksesuarları, KL terminal kutularını yaygın
Teknik sistem kataloğu Terminal kutuları KL 1 4 6 5 3 7 2 Küçük panolar Dünya çapında onaylı ve çok sayıda standart ölçülerde stoklarımızda mevcut. Pratik sistem aksesuarları, KL terminal kutularını yaygın
Makine Elemanları I Prof. Dr. İrfan KAYMAZ. Temel bilgiler-flipped Classroom Bağlama Elemanları
 Makine Elemanları I Prof. Dr. İrfan KAYMAZ Temel bilgiler-flipped Classroom Bağlama Elemanları 11/22/2014 İçerik Bağlama Elemanlarının Sınıflandırılması Şekil Bağlı bağlama elemanlarının hesabı Kuvvet
Makine Elemanları I Prof. Dr. İrfan KAYMAZ Temel bilgiler-flipped Classroom Bağlama Elemanları 11/22/2014 İçerik Bağlama Elemanlarının Sınıflandırılması Şekil Bağlı bağlama elemanlarının hesabı Kuvvet
BUHAR TESĐSATLARINDA KULLANILAN KONDENSTOPLAR VE ENERJĐ TASARRUFLARI
 BUHAR TESĐSATLARINDA KULLANILAN KONDENSTOPLAR VE ENERJĐ TASARRUFLARI Cafer ÜNLÜ Makina Mühendisi 1952 yılında doğdu. 1975 yılında Makina Mühendisi oldu. 1976-1980 yılları arasında Türkiye Halk Bankası
BUHAR TESĐSATLARINDA KULLANILAN KONDENSTOPLAR VE ENERJĐ TASARRUFLARI Cafer ÜNLÜ Makina Mühendisi 1952 yılında doğdu. 1975 yılında Makina Mühendisi oldu. 1976-1980 yılları arasında Türkiye Halk Bankası
Karıştırcılar ve Tikinerler
 Karıştırcılar ve Tikinerler Giriş Begg Cousland ve Jiangsu New Hongda Group 2002 yılından beri beraber çalışmaktadır. Bu zamandan beri Begg Cousland mist gidericileri Jiangsu New Hongda tarafından Çin
Karıştırcılar ve Tikinerler Giriş Begg Cousland ve Jiangsu New Hongda Group 2002 yılından beri beraber çalışmaktadır. Bu zamandan beri Begg Cousland mist gidericileri Jiangsu New Hongda tarafından Çin
Mekatroniğe Giriş Dersi
 Mekatroniğe Giriş Dersi 1. ve 2. Hafta Temel Kavramlar Mekatronik Nedir? Mekanik Sistemler Elektrik-Elektronik Sistemler Bilgi Sistemleri Bilgisayar Sistemleri Bu Haftanın Konu Başlıkları SAÜ - Sakarya
Mekatroniğe Giriş Dersi 1. ve 2. Hafta Temel Kavramlar Mekatronik Nedir? Mekanik Sistemler Elektrik-Elektronik Sistemler Bilgi Sistemleri Bilgisayar Sistemleri Bu Haftanın Konu Başlıkları SAÜ - Sakarya
fırça, rulo, cırcır vasıtasıyla elyafa yedirilir. Maliyeti en düşük
 Bu yazımızda daha önce sözünü ettiğimiz kompozit materyallerin uygulamasına değineceğiz. Laminasyon denilen işlem, elyaf ve reçinenin bir araya getirilerek kompozit materyale dönüşmesine verilen isimdir.
Bu yazımızda daha önce sözünü ettiğimiz kompozit materyallerin uygulamasına değineceğiz. Laminasyon denilen işlem, elyaf ve reçinenin bir araya getirilerek kompozit materyale dönüşmesine verilen isimdir.
DEĞERLENDİRME NOTU: Mehmet Buğra AHLATCI Mevlana Kalkınma Ajansı, Araştırma Etüt ve Planlama Birimi Uzmanı, Sosyolog
 DEĞERLENDİRME NOTU: Mehmet Buğra AHLATCI Mevlana Kalkınma Ajansı, Araştırma Etüt ve Planlama Birimi Uzmanı, Sosyolog KONYA KARAMAN BÖLGESİ BOŞANMA ANALİZİ 22.07.2014 Tarihsel sürece bakıldığında kalkınma,
DEĞERLENDİRME NOTU: Mehmet Buğra AHLATCI Mevlana Kalkınma Ajansı, Araştırma Etüt ve Planlama Birimi Uzmanı, Sosyolog KONYA KARAMAN BÖLGESİ BOŞANMA ANALİZİ 22.07.2014 Tarihsel sürece bakıldığında kalkınma,
SU YAPILARI. Su Alma Yapıları. 5.Hafta. Doç.Dr.N.Nur ÖZYURT nozyurt@hacettepe.edu.tr
 SU YAPILARI 5.Hafta Su Alma Yapıları Doç.Dr.N.Nur ÖZYURT nozyurt@hacettepe.edu.tr Su alma yapısı nedir? Akarsu ya da baraj gölünden suyu alıp iletim sistemlerine veren yapılara su alma yapısı denir. Su
SU YAPILARI 5.Hafta Su Alma Yapıları Doç.Dr.N.Nur ÖZYURT nozyurt@hacettepe.edu.tr Su alma yapısı nedir? Akarsu ya da baraj gölünden suyu alıp iletim sistemlerine veren yapılara su alma yapısı denir. Su
En İyi Uygulamalar ve Kullanım Kılavuzu
 En İyi Uygulamalar ve Kullanım Kılavuzu Bu kılavuz, GBT En İyi Uygulamaları ve Kullanım Kılavuzu na bir tamamlayıcı kılavuz oluşturmak için tasarlanmıştır. Green Break Patlamasız Güvenlik Güç Kartuşlarının
En İyi Uygulamalar ve Kullanım Kılavuzu Bu kılavuz, GBT En İyi Uygulamaları ve Kullanım Kılavuzu na bir tamamlayıcı kılavuz oluşturmak için tasarlanmıştır. Green Break Patlamasız Güvenlik Güç Kartuşlarının
16. Yoğun Madde Fiziği Ankara Toplantısı, Gazi Üniversitesi, 6 Kasım 2009 ÇAĞRILI KONUŞMALAR
 ÇAĞRILI KONUŞMALAR Ç1 Manyetik Soğutma ve Devasa Manyetokalorik Etki Yalçın Elerman Fizik Mühendisliği Bölümü, Mühendislik Fakültesi, Ankara Üniversitesi, Beşevler, Ankara Modern toplumların temel bağımlılıklarından
ÇAĞRILI KONUŞMALAR Ç1 Manyetik Soğutma ve Devasa Manyetokalorik Etki Yalçın Elerman Fizik Mühendisliği Bölümü, Mühendislik Fakültesi, Ankara Üniversitesi, Beşevler, Ankara Modern toplumların temel bağımlılıklarından
Özellikler Test/Standart Tanım Hacimce katı madde ISO 3233 Parlaklık Derecesi (GU 60 ) ISO 2813
 ISO 2813") 16600;16620 1 16600 epoksi ^(ValidationDate). 1 Ürün tanımı Çift bileşenli, amin kürlenmeli epoksi esaslı bir boyadır. Hızlı kuruyan, yüksek katı maddeli ve yüksek yapılı bir üründür. Atmosfere açık koşullarda
16600;16620 1 16600 epoksi ^(ValidationDate). 1 Ürün tanımı Çift bileşenli, amin kürlenmeli epoksi esaslı bir boyadır. Hızlı kuruyan, yüksek katı maddeli ve yüksek yapılı bir üründür. Atmosfere açık koşullarda
HORTUM ÜRETİM OPERATÖRÜ (EKSTRÜZYON) (SEVİYE 3) ÖĞRETİM PROGRAMI ÖĞRENME MODÜLLERİ VE İÇERİKLERİ
 (SEVİYE 3) ÖĞRETİM PROGRAMI ÖĞRENME MODÜLLERİ VE İÇERİKLERİ") HORTUM ÜRETİM OPERATÖRÜ (EKSTRÜZYON) (SEVİYE 3) ÖĞRETİM PROGRAMI ÖĞRENME MODÜLLERİ VE İÇERİKLERİ 1 2 ÖĞRENME MODÜLÜ İÇERİĞİ MODÜL ADI : TEMEL TESVİYECİLİK UYGULAMALARI MESLEK : Hortum Üretim Operatörü
HORTUM ÜRETİM OPERATÖRÜ (EKSTRÜZYON) (SEVİYE 3) ÖĞRETİM PROGRAMI ÖĞRENME MODÜLLERİ VE İÇERİKLERİ 1 2 ÖĞRENME MODÜLÜ İÇERİĞİ MODÜL ADI : TEMEL TESVİYECİLİK UYGULAMALARI MESLEK : Hortum Üretim Operatörü
TEKNOLOJİNİN BİLİMSEL İLKELERİ. Öğr. Gör. Adem ÇALIŞKAN
 TEKNOLOJİNİN BİLİMSEL İLKELERİ 2 Malzeme İnsanların ihtiyaçlarını karşılayan her şeye MALZEME denir. Teknik anlamda malzemenin tanımı ise Üretim yapmak için kullanılan taşınabilir her türlü araç ve gerece
TEKNOLOJİNİN BİLİMSEL İLKELERİ 2 Malzeme İnsanların ihtiyaçlarını karşılayan her şeye MALZEME denir. Teknik anlamda malzemenin tanımı ise Üretim yapmak için kullanılan taşınabilir her türlü araç ve gerece
ELEKTRON BOMBARDIMAN KAYNAĞI
 ELEKTRON BOMBARDIMAN KAYNAĞI 1 Elektron ışın kaynak yöntemi (Electron beam welding) ergitme ve katı hal kaynak yöntemleri ile elde edilemeyen mekanik ve mikroyapı özelliklerin elde edilmesi için kullanılan
ELEKTRON BOMBARDIMAN KAYNAĞI 1 Elektron ışın kaynak yöntemi (Electron beam welding) ergitme ve katı hal kaynak yöntemleri ile elde edilemeyen mekanik ve mikroyapı özelliklerin elde edilmesi için kullanılan
Şekil 5.12 Eski beton yüzeydeki kırıntıların su jetiyle uzaklaştırılması
 Şekil 5.12 Eski beton yüzeydeki kırıntıların su jetiyle uzaklaştırılması 5.6.4 Yapıştırılmamış Aşınma Tabakası (Yüzen Şap) Döşeme ile aşınma tabakası arasında aderans yoktur, aksine aderansı önlemek için
Şekil 5.12 Eski beton yüzeydeki kırıntıların su jetiyle uzaklaştırılması 5.6.4 Yapıştırılmamış Aşınma Tabakası (Yüzen Şap) Döşeme ile aşınma tabakası arasında aderans yoktur, aksine aderansı önlemek için
DENEY 5 SOĞUTMA KULESİ PERFORMANSININ BELİRLENMESİ
 GAZİ ÜNİVERSİTESİ MÜHENDİSLİK-MİMARLIK FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ MM 410 MAKİNE MÜHENDİSLİĞİ LABORATUVARI II DENEY 5 SOĞUTMA KULESİ PERFORMANSININ BELİRLENMESİ 1. AMAÇ Soğutma kulesi performansının
GAZİ ÜNİVERSİTESİ MÜHENDİSLİK-MİMARLIK FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ MM 410 MAKİNE MÜHENDİSLİĞİ LABORATUVARI II DENEY 5 SOĞUTMA KULESİ PERFORMANSININ BELİRLENMESİ 1. AMAÇ Soğutma kulesi performansının
TÜBİTAK 2209 - ÜNİVERSİTE ÖĞRENCİLERİ YURT İÇİ / YURT DIŞI ARAŞTIRMA PROJELERİ DESTEKLEME PROGRAMI ILIK SAC ŞEKİLLENDİRME PROSESİ İÇİN
 TÜBİTAK 2209 - ÜNİVERSİTE ÖĞRENCİLERİ YURT İÇİ / YURT DIŞI ARAŞTIRMA PROJELERİ DESTEKLEME PROGRAMI ILIK SAC ŞEKİLLENDİRME PROSESİ İÇİN KALIP TASARIMI VE İMALATI Proje Yürütücüsü: -------------------- MART
TÜBİTAK 2209 - ÜNİVERSİTE ÖĞRENCİLERİ YURT İÇİ / YURT DIŞI ARAŞTIRMA PROJELERİ DESTEKLEME PROGRAMI ILIK SAC ŞEKİLLENDİRME PROSESİ İÇİN KALIP TASARIMI VE İMALATI Proje Yürütücüsü: -------------------- MART
Fizik ve Ölçme. Fizik deneysel gözlemler ve nicel ölçümlere dayanır
 Fizik ve Ölçme Fizik deneysel gözlemler ve nicel ölçümlere dayanır Fizik kanunları temel büyüklükler(nicelikler) cinsinden ifade edilir. Mekanikte üç temel büyüklük vardır; bunlar uzunluk(l), zaman(t)
Fizik ve Ölçme Fizik deneysel gözlemler ve nicel ölçümlere dayanır Fizik kanunları temel büyüklükler(nicelikler) cinsinden ifade edilir. Mekanikte üç temel büyüklük vardır; bunlar uzunluk(l), zaman(t)
KAVRAMLAR. Büyüme ve Gelişme. Büyüme. Büyüme ile Gelişme birbirlerinden farklı kavramlardır.
 KAVRAMLAR Büyüme ve Gelişme Büyüme ile Gelişme birbirlerinden farklı kavramlardır. Büyüme Büyüme, bedende gerçekleşen ve boy uzamasında olduğu gibi sayısal (nicel) değişikliklerle ifade edilebilecek yapısal
KAVRAMLAR Büyüme ve Gelişme Büyüme ile Gelişme birbirlerinden farklı kavramlardır. Büyüme Büyüme, bedende gerçekleşen ve boy uzamasında olduğu gibi sayısal (nicel) değişikliklerle ifade edilebilecek yapısal
Üç-fazlı 480 volt AC güç, normalde-açık "L1", "L2" ve "L3" olarak etiketlenmiş vida bağlantı uçları yoluyla kontaktörün tepesinde kontak hale gelir
 Kontaktörler Röle kontakları üzerinden büyük bir miktar elektrik gücü anahtarlamak için kullanıldığında kontaktör terimi ile adlandırılır.. Kontaktörler tipik olarak çoklu kontaklara sahiptir ve kontakları
Kontaktörler Röle kontakları üzerinden büyük bir miktar elektrik gücü anahtarlamak için kullanıldığında kontaktör terimi ile adlandırılır.. Kontaktörler tipik olarak çoklu kontaklara sahiptir ve kontakları
Ağaç işleme makinaları. Quality Guide. Takımın değeri
 Ağaç işleme makinaları Quality Guide Takımın değeri 2 QuALiTy GuiDe Takımın değeri Kullanılan takım ve aletlerin birbirine çok benzediği günler artık geride kalmıştır. Günümüzde farklı uygulamalar için
Ağaç işleme makinaları Quality Guide Takımın değeri 2 QuALiTy GuiDe Takımın değeri Kullanılan takım ve aletlerin birbirine çok benzediği günler artık geride kalmıştır. Günümüzde farklı uygulamalar için
MEVCUT OTOMATĐK KONTROL SĐSTEMLERĐNĐN BĐNA OTOMASYON SĐSTEMĐ ĐLE REVĐZYONU VE ENERJĐ TASARRUFU
 MEVCUT OTOMATĐK KONTROL SĐSTEMLERĐNĐN BĐNA OTOMASYON SĐSTEMĐ ĐLE REVĐZYONU VE ENERJĐ TASARRUFU Erdinç S AYIN 1968 yılında Đstanbul'da doğdu. 1989 yılında Đstanbul Teknik Üniversitesi Makina Mühendisliği
MEVCUT OTOMATĐK KONTROL SĐSTEMLERĐNĐN BĐNA OTOMASYON SĐSTEMĐ ĐLE REVĐZYONU VE ENERJĐ TASARRUFU Erdinç S AYIN 1968 yılında Đstanbul'da doğdu. 1989 yılında Đstanbul Teknik Üniversitesi Makina Mühendisliği
Proje Tasarım Esasları Prof. Dr. Akgün ALSARAN. Temel bilgiler TÜBİTAK Üniversite Öğrenci Projesi Hazırlama
 Proje Tasarım Esasları Prof. Dr. Akgün ALSARAN Temel bilgiler TÜBİTAK Üniversite Öğrenci Projesi Hazırlama İçerik Giriş Proje amacı Yöntem ve metotlar Örnek 2 Giriş 3 Alt Sorunlar Odaklama ve sorun analizi
Proje Tasarım Esasları Prof. Dr. Akgün ALSARAN Temel bilgiler TÜBİTAK Üniversite Öğrenci Projesi Hazırlama İçerik Giriş Proje amacı Yöntem ve metotlar Örnek 2 Giriş 3 Alt Sorunlar Odaklama ve sorun analizi
BĐSĐKLET FREN SĐSTEMĐNDE KABLO BAĞLANTI AÇISININ MEKANĐK VERĐME ETKĐSĐNĐN ĐNCELENMESĐ
 tasarım BĐSĐKLET FREN SĐSTEMĐNDE KABLO BAĞLANTI AÇISININ MEKANĐK VERĐME ETKĐSĐNĐN ĐNCELENMESĐ Nihat GEMALMAYAN Y. Doç. Dr., Gazi Üniversitesi, Makina Mühendisliği Bölümü Hüseyin ĐNCEÇAM Gazi Üniversitesi,
tasarım BĐSĐKLET FREN SĐSTEMĐNDE KABLO BAĞLANTI AÇISININ MEKANĐK VERĐME ETKĐSĐNĐN ĐNCELENMESĐ Nihat GEMALMAYAN Y. Doç. Dr., Gazi Üniversitesi, Makina Mühendisliği Bölümü Hüseyin ĐNCEÇAM Gazi Üniversitesi,
BAŞLICA ÇATI ŞEKİLLERİ
 ÇATILAR Yapıları dış atmosferden gelen yağmur, rüzgar, kar ve dolu gibi etkenlerden koruyan elemanlara "ÇATI" denilmektedir. Genellikle ahşap, çelik ve betonarmeden yapılan çatılar konut, işyeri, atelye,
ÇATILAR Yapıları dış atmosferden gelen yağmur, rüzgar, kar ve dolu gibi etkenlerden koruyan elemanlara "ÇATI" denilmektedir. Genellikle ahşap, çelik ve betonarmeden yapılan çatılar konut, işyeri, atelye,
Elektrokimyasal İşleme
 Elektrokimyasal İşleme Prof. Dr. Akgün ALSARAN Bu notların bir kısmı Prof. Dr. Can COGUN un ders notlarından alınmıştır. Anot, katot ve elektrolit ile malzemeye şekil verme işlemidir. İlk olarak 19. yüzyılda
Elektrokimyasal İşleme Prof. Dr. Akgün ALSARAN Bu notların bir kısmı Prof. Dr. Can COGUN un ders notlarından alınmıştır. Anot, katot ve elektrolit ile malzemeye şekil verme işlemidir. İlk olarak 19. yüzyılda
Demir, nikel, kobalt gibi maddeleri çekme özelliği gösteren cisimlere mıknatıs denir.
 MIKNATIS ve ÖZELLĐKLERĐ Magnetik adı verilen demir oksit (Fe 3 O 4 ) bileşiği tabii bir mıknatıs olarak bilinir. Demir, nikel, kobalt gibi maddeleri çekme özelliği gösteren cisimlere mıknatıs denir. Üç
MIKNATIS ve ÖZELLĐKLERĐ Magnetik adı verilen demir oksit (Fe 3 O 4 ) bileşiği tabii bir mıknatıs olarak bilinir. Demir, nikel, kobalt gibi maddeleri çekme özelliği gösteren cisimlere mıknatıs denir. Üç
İMA Perde Kalıp. Perde Kalıp. www.imakalip.com
 Perde Kalıp Perde Kalıp Perde kalıpları çok çeşitli projelere kolay uyarlanabilmesi için tasarlanmıştır. Uygulanmak istenen yapıya adaptasyonu gayet kolaydır ve istediğiniz şekli kolayca ortaya çıkarmanıza
Perde Kalıp Perde Kalıp Perde kalıpları çok çeşitli projelere kolay uyarlanabilmesi için tasarlanmıştır. Uygulanmak istenen yapıya adaptasyonu gayet kolaydır ve istediğiniz şekli kolayca ortaya çıkarmanıza
MasterFlow 916 AN. Polyester Esaslı, Ankraj Harcı. Tanımı
 Polyester Esaslı, Ankraj Harcı Tanımı MasterFlow 916 AN, polyester esaslı, iki bileșenli, özel bir tabanca ile kolaylıkla uygulanan, macun kıvamında ankraj ve montaj malzemesidir. Test & Standartlar n
Polyester Esaslı, Ankraj Harcı Tanımı MasterFlow 916 AN, polyester esaslı, iki bileșenli, özel bir tabanca ile kolaylıkla uygulanan, macun kıvamında ankraj ve montaj malzemesidir. Test & Standartlar n
İSTANBUL TİCARET ÜNİVERSİTESİ BİLGİSAYAR MÜHENDİSLİĞİ BÖLÜMÜ BİLGİSAYAR SİSTEMLERİ LABORATUARI YÜZEY DOLDURMA TEKNİKLERİ
 İSTANBUL TİCARET ÜNİVERSİTESİ BİLGİSAYAR MÜHENDİSLİĞİ BÖLÜMÜ BİLGİSAYAR SİSTEMLERİ LABORATUARI YÜZEY DOLDURMA TEKNİKLERİ Deneyde dolu alan tarama dönüşümünün nasıl yapıldığı anlatılacaktır. Dolu alan tarama
İSTANBUL TİCARET ÜNİVERSİTESİ BİLGİSAYAR MÜHENDİSLİĞİ BÖLÜMÜ BİLGİSAYAR SİSTEMLERİ LABORATUARI YÜZEY DOLDURMA TEKNİKLERİ Deneyde dolu alan tarama dönüşümünün nasıl yapıldığı anlatılacaktır. Dolu alan tarama
ELEKTRĐKLĐ OCAK TR. Kurulum Kullanım Bakım
 ELEKTRĐKLĐ OCAK TR Kurulum Kullanım Bakım Sayın Müşterimiz! Size teşekkür eder, yaptığınız seçimden dolayı da tebrik ederiz. Dikkatle tasarlanmış, en yüksek kaliteye sahip malzemelere göre imal edilmiş
ELEKTRĐKLĐ OCAK TR Kurulum Kullanım Bakım Sayın Müşterimiz! Size teşekkür eder, yaptığınız seçimden dolayı da tebrik ederiz. Dikkatle tasarlanmış, en yüksek kaliteye sahip malzemelere göre imal edilmiş
Kılavuz Çekmek. Üretim Yöntemleri 15
 Kılavuz Çekmek Kılavuz çekme işlemlerinde kullanılan takımlar genellikle Yüksek Hız Çeliklerinden (HSS) yapılırlar. Bununla birlikte son zamanlarda kaplamalı(tin) kılavuz takımları da üretilmeye başlanmıştır.
Kılavuz Çekmek Kılavuz çekme işlemlerinde kullanılan takımlar genellikle Yüksek Hız Çeliklerinden (HSS) yapılırlar. Bununla birlikte son zamanlarda kaplamalı(tin) kılavuz takımları da üretilmeye başlanmıştır.
ÖZEL LABORATUAR DENEY FÖYÜ
 Deneyin Adı:Evaporatif Soğutma Deneyi ÖZEL LABORATUAR DENEY FÖYÜ Deneyin Amacı:Evaporatif Soğutucunun Soğutma Kapasitesinin ve Verimin Hesaplanması 1.Genel Bilgiler Günümüzün iklimlendirme sistemleri soğutma
Deneyin Adı:Evaporatif Soğutma Deneyi ÖZEL LABORATUAR DENEY FÖYÜ Deneyin Amacı:Evaporatif Soğutucunun Soğutma Kapasitesinin ve Verimin Hesaplanması 1.Genel Bilgiler Günümüzün iklimlendirme sistemleri soğutma
Teknoloji Fakültesi Metalurji ve Malzeme Mühendisliği. Polimer Malzemeler. Polietilen (PE) www.sakarya.edu.tr
 www.sakarya.edu.tr") Teknoloji Fakültesi Metalurji ve Malzeme Mühendisliği Polimer Malzemeler Polietilen (PE) Polietilen beyazca, yarı geçirgen, yumuşatılabilen ve oldukça dayanıklı bir polimerdir. Piyasada satılan özellikle
Teknoloji Fakültesi Metalurji ve Malzeme Mühendisliği Polimer Malzemeler Polietilen (PE) Polietilen beyazca, yarı geçirgen, yumuşatılabilen ve oldukça dayanıklı bir polimerdir. Piyasada satılan özellikle
REAKTİF GÜÇ KOMPANZASYONU VE HARMONİKLER
 REAKTİF GÜÇ KOMPANZASYONU VE HARMONİKLER AliRıza ÇETİNKAYA Proje & Satış Müdürü Erhan EYOL Kalite Güvence Müdürü REAKTİF GÜÇ NEDİR? Elektrodinamik prensibine göre çalışan generatör, trafo, bobin, motor
REAKTİF GÜÇ KOMPANZASYONU VE HARMONİKLER AliRıza ÇETİNKAYA Proje & Satış Müdürü Erhan EYOL Kalite Güvence Müdürü REAKTİF GÜÇ NEDİR? Elektrodinamik prensibine göre çalışan generatör, trafo, bobin, motor
TAMPON BASKI MAKİNELERİ
 TAMPON BASKI MAKİNELERİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ KALIPÇILIK TEKNİĞİ DERS NOTU Doç.Dr. Akın Oğuz KAPTI Tampon Baskı Prosesi 2 Tampon Baskı Prosesi, seri üretimle entegre biçimde, yazı/logo/şekil vb. görsellerin,
TAMPON BASKI MAKİNELERİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ KALIPÇILIK TEKNİĞİ DERS NOTU Doç.Dr. Akın Oğuz KAPTI Tampon Baskı Prosesi 2 Tampon Baskı Prosesi, seri üretimle entegre biçimde, yazı/logo/şekil vb. görsellerin,
Mühendislikte Deneysel Metodlar I Dersi Deney Föyü
 Mühendislikte Deneysel Metodlar I Dersi Deney Föyü Uygulama Alanı Uygulama Alt Alanı Toplam Uygulama Uzunluğu (Saat) : Uygulamayı Yapacak Görevli: Yapılacağı Yer Kaynak Elektrot Kaynağı 4 Saat Yrd. Doç
Mühendislikte Deneysel Metodlar I Dersi Deney Föyü Uygulama Alanı Uygulama Alt Alanı Toplam Uygulama Uzunluğu (Saat) : Uygulamayı Yapacak Görevli: Yapılacağı Yer Kaynak Elektrot Kaynağı 4 Saat Yrd. Doç
ankaralazerkesim.com PLEKSİ UYGULAMA YÖNLENDİRME LAZER KESİM CNC KESİM ÖZEL KESİMLER
 ankaralazerkesim.com PLEKSİ UYGULAMA YÖNLENDİRME LAZER KESİM CNC KESİM ÖZEL KESİMLER Hizmette kalite ve güven... Morgül Pleksi Tasarım & Cnc. 2008 yılında Ankara da kurulmuş olup, reklam sektöründe faaliyet
ankaralazerkesim.com PLEKSİ UYGULAMA YÖNLENDİRME LAZER KESİM CNC KESİM ÖZEL KESİMLER Hizmette kalite ve güven... Morgül Pleksi Tasarım & Cnc. 2008 yılında Ankara da kurulmuş olup, reklam sektöründe faaliyet
MasterFlow 920 AN (Eski Adı Masterflow 920 SF)
") TANIMI MasterFlow 920 AN, metakrilat esaslı, iki bileşenli, yüksek performanslı, stiren içermeyen, özel bir tabanca ile kolaylıkla uygulanan, macun kıvamında ankraj ve montaj malzemesidir. STANDARTLAR
TANIMI MasterFlow 920 AN, metakrilat esaslı, iki bileşenli, yüksek performanslı, stiren içermeyen, özel bir tabanca ile kolaylıkla uygulanan, macun kıvamında ankraj ve montaj malzemesidir. STANDARTLAR
Yrd. Doç. Dr. Saygın ABDİKAN Yrd. Doç. Dr. Aycan M. MARANGOZ JDF329 Fotogrametri I Ders Notu 2015-2016 Öğretim Yılı Güz Dönemi
 FOTOGRAMETRİ I Fotogrametrik Temeller Yrd. Doç. Dr. Saygın ABDİKAN Yrd. Doç. Dr. Aycan M. MARANGOZ JDF329 Fotogrametri I Ders Notu 2015-2016 Öğretim Yılı Güz Dönemi Tanımlar Metrik Kameralar Mercek Kusurları
FOTOGRAMETRİ I Fotogrametrik Temeller Yrd. Doç. Dr. Saygın ABDİKAN Yrd. Doç. Dr. Aycan M. MARANGOZ JDF329 Fotogrametri I Ders Notu 2015-2016 Öğretim Yılı Güz Dönemi Tanımlar Metrik Kameralar Mercek Kusurları
www..com rokzanfiltre
 rokzanfiltre www..com HAKKIMIZDA Ne Zaman Başladık... Rokzan Filtre Taşımacılık ve Pazarlama faaliyetine 2014 yılında başlamıştır. İş konumuz her türlü otomobil, nakliye aracı, iş makinesi, sanayi makinesi
rokzanfiltre www..com HAKKIMIZDA Ne Zaman Başladık... Rokzan Filtre Taşımacılık ve Pazarlama faaliyetine 2014 yılında başlamıştır. İş konumuz her türlü otomobil, nakliye aracı, iş makinesi, sanayi makinesi
TAŞIMACILIK ENDÜSTRİSİ İÇİN YAPIŞTIRICI ÇÖZÜMLERİ. Yapıştırmada güvenilir yenilik
 TAŞIMACILIK ENDÜSTRİSİ İÇİN YAPIŞTIRICI ÇÖZÜMLERİ Yapıştırmada güvenilir yenilik Simson: taşımacılık endüstrisi için yapıştırıcı çözümleri Gelecekle bağlantınızı kaybetmeyin SIMSON: BİR DÜNYA MARKASI OLAN
TAŞIMACILIK ENDÜSTRİSİ İÇİN YAPIŞTIRICI ÇÖZÜMLERİ Yapıştırmada güvenilir yenilik Simson: taşımacılık endüstrisi için yapıştırıcı çözümleri Gelecekle bağlantınızı kaybetmeyin SIMSON: BİR DÜNYA MARKASI OLAN
MUŞ ALPARSLAN ÜNİVERSİTESİ UZAKTAN EĞİTİM UYGULAMA VE ARAŞTIRMA MERKEZİ YÖNETMELİĞİ
 MUŞ ALPARSLAN ÜNİVERSİTESİ UZAKTAN EĞİTİM UYGULAMA VE ARAŞTIRMA MERKEZİ YÖNETMELİĞİ BİRİNCİ BÖLÜM Amaç, Kapsam, Dayanak ve Tanımlar Amaç MADDE 1 (1) Bu Yönetmeliğin amacı; Muş Alparslan Üniversitesi Uzaktan
MUŞ ALPARSLAN ÜNİVERSİTESİ UZAKTAN EĞİTİM UYGULAMA VE ARAŞTIRMA MERKEZİ YÖNETMELİĞİ BİRİNCİ BÖLÜM Amaç, Kapsam, Dayanak ve Tanımlar Amaç MADDE 1 (1) Bu Yönetmeliğin amacı; Muş Alparslan Üniversitesi Uzaktan
AFYON KOCATEPE ÜNİVERSİTESİ FEN BİLİMLERİ ENSTİTÜSÜ MAKİNE MÜHENDİSLİĞİ
 i AFYON KOCATEPE ÜNİVERSİTESİ FEN BİLİMLERİ ENSTİTÜSÜ MAKİNE MÜHENDİSLİĞİ TRAKTÖR AKS MİLİNİN YORULMA ANALİZİ MUSTAFA PERÇİN 120712010 YALÇIN DEMİRER 120712021 DANIŞMAN PROF. DR. SÜLEYMAN TAŞGETİREN Afyon
i AFYON KOCATEPE ÜNİVERSİTESİ FEN BİLİMLERİ ENSTİTÜSÜ MAKİNE MÜHENDİSLİĞİ TRAKTÖR AKS MİLİNİN YORULMA ANALİZİ MUSTAFA PERÇİN 120712010 YALÇIN DEMİRER 120712021 DANIŞMAN PROF. DR. SÜLEYMAN TAŞGETİREN Afyon
Topoloji değişik ağ teknolojilerinin yapısını ve çalışma şekillerini anlamada başlangıç noktasıdır.
 Yazıyı PDF Yapan : Seyhan Tekelioğlu seyhan@hotmail.com http://www.seyhan.biz Topolojiler Her bilgisayar ağı verinin sistemler arasında gelip gitmesini sağlayacak bir yola ihtiyaç duyar. Aradaki bu yol
Yazıyı PDF Yapan : Seyhan Tekelioğlu seyhan@hotmail.com http://www.seyhan.biz Topolojiler Her bilgisayar ağı verinin sistemler arasında gelip gitmesini sağlayacak bir yola ihtiyaç duyar. Aradaki bu yol
Kaliteli ve yüksek verim sağlayan, soğutmalı AC motorlar ile Ekstruderlerde yüksek kapasite ve mükemmel performans.
 EKSTRUDER TÜRKÇE NT grubu Plastik Ekstruderler proses uygulamalarına bağlı olarak 3 farklı seride dizayn edilmiştir. NTB Basic, NTE Extra ve NTV Degazaj serisi ekstruderler, yüksek kalite ve optimum verimlilikte
EKSTRUDER TÜRKÇE NT grubu Plastik Ekstruderler proses uygulamalarına bağlı olarak 3 farklı seride dizayn edilmiştir. NTB Basic, NTE Extra ve NTV Degazaj serisi ekstruderler, yüksek kalite ve optimum verimlilikte
MÜHENDİSLİK ve MİMARLIK FAKÜLTESİ BİLGİSAYAR MÜHENDİSLİĞİ BÖLÜMÜ ELEKTRONİK DEVRELER LABORATUVARI DENEY FÖYÜ 1
 MÜHENDİSLİK ve MİMARLIK FAKÜLTESİ BİLGİSAYAR MÜHENDİSLİĞİ BÖLÜMÜ ELEKTRONİK DEVRELER LABORATUVARI DENEY FÖYÜ 1 LABORATUVARDA UYULMASI GEREKEN KURALLAR Laboratuvara kesinlikle YİYECEK VE İÇECEK getirilmemelidir.
MÜHENDİSLİK ve MİMARLIK FAKÜLTESİ BİLGİSAYAR MÜHENDİSLİĞİ BÖLÜMÜ ELEKTRONİK DEVRELER LABORATUVARI DENEY FÖYÜ 1 LABORATUVARDA UYULMASI GEREKEN KURALLAR Laboratuvara kesinlikle YİYECEK VE İÇECEK getirilmemelidir.
T8400C, T8401C Standart Elektronik Termostat
 T8400C, T8401C Standart Elektronik Termostat ÖZELLİKLER ÜRÜN SPEFİKASYONU UYGULAMA T8400C, T8401C standart termostatları ile 24V AC ısıtma-soğutma sistemlerinin tek-kademe kontrolu sağlanır. Isıtma-soğutma
T8400C, T8401C Standart Elektronik Termostat ÖZELLİKLER ÜRÜN SPEFİKASYONU UYGULAMA T8400C, T8401C standart termostatları ile 24V AC ısıtma-soğutma sistemlerinin tek-kademe kontrolu sağlanır. Isıtma-soğutma
INSURAL* ATL ALUMİNYUM VE ÇİNKO İÇİN YALITKAN POTA ASTARLARI. Kolay astarlama. Yüksek enerji tasarrufu. Yüksek mekanik mukavemet
 BOYA FİLTRASYON BESLEYİCİ SİSTEMLERİ OCAK VE POTA ASTARLARI METALURJIK VE DÖKÜM KONTROL SISTEMLERI REÇİNELER POTALAR INSURAL* ATL ALUMİNYUM VE ÇİNKO İÇİN YALITKAN POTA ASTARLARI Kolay astarlama Yüksek
BOYA FİLTRASYON BESLEYİCİ SİSTEMLERİ OCAK VE POTA ASTARLARI METALURJIK VE DÖKÜM KONTROL SISTEMLERI REÇİNELER POTALAR INSURAL* ATL ALUMİNYUM VE ÇİNKO İÇİN YALITKAN POTA ASTARLARI Kolay astarlama Yüksek
ELEKTRO KAZANIM (ELEKTROW NN NG)
") ELEKTROMETALÜRJ Cevher veya metal içeren her çe it ham madde içindeki metaller elektrikenerjisinden faydalanmak suretiyle üretmeye Elektrometalürji denmektedir. Gerçekte elektrometalurji, elektrokimyan
ELEKTROMETALÜRJ Cevher veya metal içeren her çe it ham madde içindeki metaller elektrikenerjisinden faydalanmak suretiyle üretmeye Elektrometalürji denmektedir. Gerçekte elektrometalurji, elektrokimyan
OKUL BAZLI BÜTÇELEME KILAVUZU
 Üst Politika Belgelerinde Okul Bazlı Bütçe: Amaç: OKUL BAZLI BÜTÇELEME KILAVUZU 1. Onuncu Kalkınma Planı (2014-2018) 154- Okul idarelerinin bütçeleme süreçlerinde yetki ve sorumlulukları artırılacaktır.
Üst Politika Belgelerinde Okul Bazlı Bütçe: Amaç: OKUL BAZLI BÜTÇELEME KILAVUZU 1. Onuncu Kalkınma Planı (2014-2018) 154- Okul idarelerinin bütçeleme süreçlerinde yetki ve sorumlulukları artırılacaktır.
BİNALARDA ENERJİ PERFORMANSI YÖNETMELİĞİ Bayındırlık ve İskan Bakanlığı
 Bayındırlık ve İskan Bakanlığı Yayınlanma tarihi: 05.12.2008 Yürürlüğe girme tarihi: 05.12.2009 Vorlage 1 09/2006 Viessmann Werke Kapsam Mevcut ve yeni yapılacak konut, ticari ve hizmet amaçlı kullanılan
Bayındırlık ve İskan Bakanlığı Yayınlanma tarihi: 05.12.2008 Yürürlüğe girme tarihi: 05.12.2009 Vorlage 1 09/2006 Viessmann Werke Kapsam Mevcut ve yeni yapılacak konut, ticari ve hizmet amaçlı kullanılan
Yenilikçi Teknolojiler www.ermaksan.com.tr Lazer Serisi. Yeni Nesil Fiber Lazer Kesim Makinesi
 Yenilikçi Teknolojiler www.ermaksan.com.tr Lazer Serisi Yeni Nesil Fiber Lazer Kesim Makinesi R YENİ Fiber Laser Kesim Makinesi Koruyucu Cam Lazer ışınlarının verebileceği zararları engellemek ve sac kesimini
Yenilikçi Teknolojiler www.ermaksan.com.tr Lazer Serisi Yeni Nesil Fiber Lazer Kesim Makinesi R YENİ Fiber Laser Kesim Makinesi Koruyucu Cam Lazer ışınlarının verebileceği zararları engellemek ve sac kesimini
Approved. Özellikler Test/Standart Tanım Hacimce katı madde ISO 3233 Parlaklık Derecesi (GU 60 ) ISO 2813
 ISO 2813") Approved 500;501;499 1,5 500 epoksi ^(ValidationDate). 1 Ürün tanımı Çift bileşenli, solvent içermeyen, amin kürlenmeli epoksi esaslı bir kaplamadır. Şeffaftır. Atmosferik koşullara açık beton yüzeylerde,
Approved 500;501;499 1,5 500 epoksi ^(ValidationDate). 1 Ürün tanımı Çift bileşenli, solvent içermeyen, amin kürlenmeli epoksi esaslı bir kaplamadır. Şeffaftır. Atmosferik koşullara açık beton yüzeylerde,
Kullanım Kılavuzu. İçindekiler 1 o Cihaz Tanımı ve Aksesuarlar 2 o Cihaz Tanımı 3 o Güvenlik notları 3. Kireçlenme hakkında önemli hatırlatmalar 8
 Kullanım Kılavuzu İçindekiler İçindekiler 1 o Cihaz Tanımı ve Aksesuarlar 2 o Cihaz Tanımı 3 o Güvenlik notları 3 MONTAJ o Koşullar 4 o Musluğa su bağlantısının yapılması 4 Kullanım o Kuru buhar ile temizleme
Kullanım Kılavuzu İçindekiler İçindekiler 1 o Cihaz Tanımı ve Aksesuarlar 2 o Cihaz Tanımı 3 o Güvenlik notları 3 MONTAJ o Koşullar 4 o Musluğa su bağlantısının yapılması 4 Kullanım o Kuru buhar ile temizleme
KALİTE HER ZAMAN PAHALI DEĞİLDİR. Dünyanın 4. Büyük fabrikası teknolojinin önünde
 Japon dizayn ve teknolojisi ile üretilmiş çevre dostu klimalar artık Türkiye de KALİTE HER ZAMAN PAHALI DEĞİLDİR Dünyanın 4. Büyük fabrikası teknolojinin önünde 30.000 kişinin çalıştığı ve Sektöründe ilk
Japon dizayn ve teknolojisi ile üretilmiş çevre dostu klimalar artık Türkiye de KALİTE HER ZAMAN PAHALI DEĞİLDİR Dünyanın 4. Büyük fabrikası teknolojinin önünde 30.000 kişinin çalıştığı ve Sektöründe ilk