Metalurji ve Malzeme Mühendisliği TAKIM ÇELİKLERİ
|
|
|
- Basak Taşçı
- 7 yıl önce
- İzleme sayısı:
Transkript
1 Takım çelikleri; metal, plastik, lastik, seramik, refrakter ile kağıt ve ahşap malzemelerin işlenmesi ve şekillendirilmesinde kullanılmak üzere tasarlanan çeliklerdir. Toplam çelik üretiminin % 8 ine sahip olan takım çeliklerinin kullanımı her yıl artış göstermektedir. Çelik malzemelerin Takım Çeliği olarak sınıflandırılması sadece kullanım amacına yönelik bir sınıflandırmadır. 1 1 /92

2 Çelikleri; temelde kimyasal bileşimlerine göre, ayrıca; bazı fiziksel özelliklerine göre (paslanmaz, manyetik, yüksek sıcaklığa dayanıklı çelikler gibi) ısıl işlemlere göre (ıslah, sementasyon, nitrasyon çelikleri gibi) kullanım alanlarına göre (genel imalat, makine imalat, takım, yay, rulman çelikleri gibi) ve imalat şekline göre sınıflandırmak mümkündür. Diğer çelik gurupları gibi takım çeliklerinde kimyasal bileşime göre sınıflandırma mümkün değildir, zira hem kimyasal bileşim çok geniş aralıklarda değişebilmekte ve hem de diğer çelik gurupları ile kesişmeler olabilmektedir. 2 2 /92

3 Bu nedenle aynı kimyasal bileşimdeki çelikler üretim yöntemlerindeki değişikliklerle farklı özelliklere sahip olabilmektedir, böylece farklı kullanım alanlarında aynı kimyasal bileşime sahip malzeme farklı isimler ile adlandırılabilmektedir. Mesela; 29 CrMoV 9 (1.2307, plastik enjeksiyon kalıp çeliği 30 CrMoV 9 (1.7701) ıslah çeliği 31 CrMoV 9 (1.8519) nitrasyon çeliği 3 3 /92
 ıslah çeliği 31 CrMoV 9 (1.")
4 Alaşım Elementleri Çarpanı Krom (Cr), Kobalt (Co), Mangan (Mn) Nikel (Ni), Silisyum (Si), Wolfram (W) 4 Alüminyum (Al), Kurşun (Pb), Bakır (Cu), Tantal (Ta), Molibden (Mo), Titanyum (Ti), 10 Vanadyum (V) Karbon (C), Fosfor (P9, Kükürt (S), Azot (N) 100 Bor (B) 1000 Az alaşımlı çeliklerde, toplam alaşım elementleri miktarı % 5 den küçüktür. Bu çeliklerin simgelenmesinde ilk iki sayı ortalama karbon miktarının yüz katını (%C x 100) belirtir. Bu sayılardan sonra alaşım elementlerinin simgeleri yer alır. Bunlardan sonrada bu alaşım elementlerinin yazılış sırasına göre, ortalama % ağırlıkları ile ilişkili sayılar yazılır. Bu sayılar bazı çarpanlarla çarpılıp tam say haline getirilerek yazılır. Alaşım elementlerine bağlı olarak bu çarpanlar tablo verilmiştir 4 4 /92

5 DIN Normuna Göre Yüksek Alaşımlı Çeliklerin Simgelenmesi Toplam alaşım elementi miktarı %5 in üzerinde olan çelikler, yüksek alaşımlı çeliklerdir. Bunların simgelenmesi şöyledir: Önce X harfi yazılır ki bu yüksek alaşımlı demektir. Bundan sonra 100 x % C miktarı yazılır. Büyüklük sırasına göre alaşım elementlerinin simgeleri yazılır. Sırasıyla bu simgelerin % miktarlarını gösteren tam saylar yazılır. Az alaşımlı çeliklerin simgelenmesinde kullanılan katsayılar, yüksek alaşımlılarda yoktur. Elementlerin % miktarları yazılırken 0,5 ten büyük veya küçük olma durumuna göre bir üst veya bir alt rakama yuvarlatılır. Yüksek hız çeliklerinde ise önce S harfi yazılır. Sonra ise sırasıyla; Wolfram-Molibden-Vanadyum ve eğer varsa Kobaltın % miktarları bu sıraya uygun olarak ve aralarına çizgi çizilerek yazılır. Örnek: S 6-5-2, S gibi. 5 5 /92

6 SAE / AISI Standartlarında Takım Çeliklerinin Simgelenmesi Takım çelikleri kullanım alanına göre bir harf ile simgelenir. Bu harften sonra yer alan rakam ise, o alaşımı içeren takım çeliği grubundaki bütün alaşımların bulunduğu listedeki sıra numarasını belirtir Simgesi W S O A D H T M P L Çelik Cinsi Suda sertleştirilen sade karbonlu takım çeliği Şok dirençli takım çeliği Yağda sertleştirilen soğuk iş takım çeliği Orta alaşımlı, yağda sertleştirilen soğuk iş takım çeliği Yüksek karbonlu, yüksek kromlu soğuk iş takım çeliği H10-H19: Kromlu sıcak iş takım çeliği H20-H26: Tungstenli sıcak iş takım çeliği H41-H43: Molibdenli sıcak iş takım çeliği Tungstenli yüksek hız takım çeliği (HSS) Molibdenli yüksek hız takım çeliği (HSS) Kalıp çeliği Az alaşımlı özel amaçlı takım çeliği 6 6 /92
")
7 Takım çeliklerinde kullanılan alaşım elementleri ve kullanım oranları Alaşım elementi Alaşım elementi miktarı C 0-2 Si 0-2 Mn 0-17 Cr 0-25 Co 0-12 Mo 0-9 Ni 0-20 V 0-5 W /92


8 Çeliklerde kullanılan alaşım elementlerinin etkileri 8 8 /92

9 Takım çelikleri genel olarak şu özelliklere sahip olmalıdırlar: Yüksek Mukavemet (Dayanım) Yüksek Sertlik Yüksek Aşınma Direnci Yüksek Sertleşebilirlik Yüksek Süneklik Yüksek Tokluk İyi Yüksek Sıcaklık Özellikleri Yüksek Isıl iletkenlik Düşük Isıl Genleşme, Yüksek İşlenebilirlik İyi Kaynaklanabilirlik İyi Parlatılabilirilik 9 9 /92

10 Bu özelliklerin tamamının aynı çelikte toplanmış olması beklenmez, ancak kullanım yerine bağlı olarak en uygun malzeme, toplam ekonomi yani kalıptan beklenen ömür/performans dikkate alınarak seçilir. Takım çeliğinin içerdiği yüksek orandaki alaşım elementleri, çeliğin ergitilmesinden dökümüne ve işlenmesine kadar her aşamasında diğer çeliklerin üretiminden farklı sistemlerin kullanılmasını zorunlu kılar. Takım çeliğinin kalitesi de çeliğin üretiminde uygulanan bu işlemlere bağlıdır /92

11 Bu işlemlerin hedefi, takım çeliğinin aşağıdaki özelliklere sahip olabilmesidir; bu özellikler aynı zamanda çeliğin kalitesini ifade eder: Dar Kimyasal Bileşim Aralığı Homojen Kimyasal Bileşim İnce Taneli ve Homojen Mikroyapı İşlenmiş Yüzeyler (Kabuk Soyulmuş) Tam Kalite Kontrolü Stok Genişliği /92
 Tam Kalite Kontrolü Stok")
12 Takım çelikleri, içerdikleri alaşım miktarlarına bağlı olarak da alaşımsız, düşük alaşımlı, yüksek alaşımlı ve yüksek hız çelikleri olarak ayrıca sınıflanabilir. Ayrıca, takım çelikleri içinde ifade edilen kimi paslanmaz çelikler bulunmaktadır. Bu çeliklerin uygulama alanları ve kullanımları giderek genişlemektedir. Benzer biçimde, günümüzde giderek daha geniş uygulama alanı bulan bir diğer takım çeliği grubu ise Toz Metalurjik çeliklerdir /92

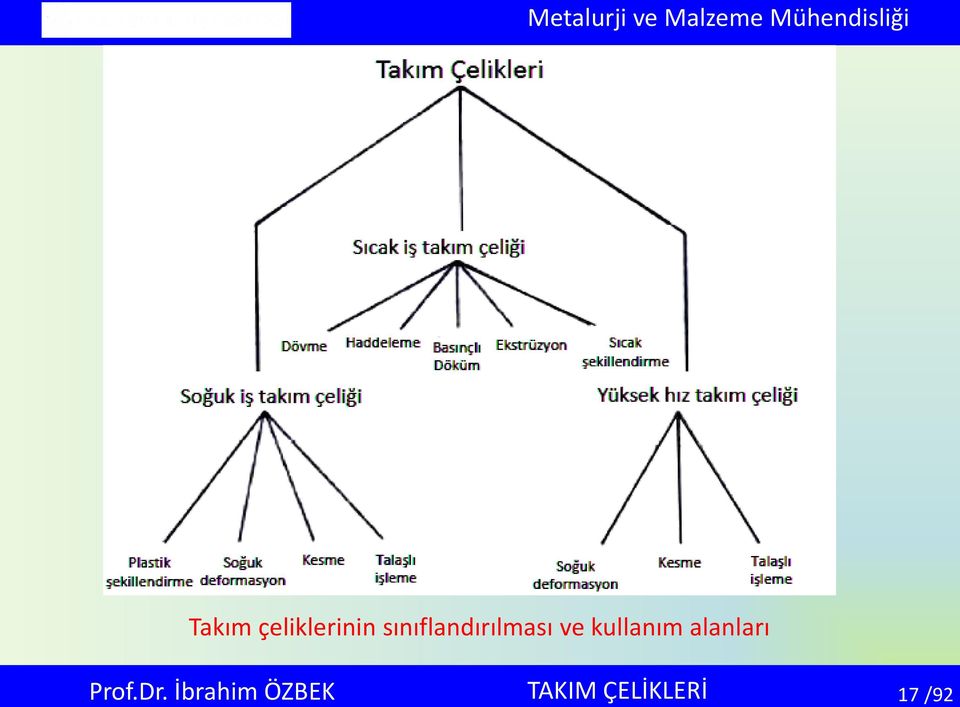
13 Takım çeliklerinin sistematik olarak içerdiği alaşım elementlerine ve kimyasal bileşimine göre sınıflandırılması mümkün olmadığı için sınıflama ana kullanım alanına göre yapılmaktadır. Burada karakteristik farklılık malzemenin özelliklerini de etkileyen kullanım sıcaklığıdır. Buna göre DIN normunda takım çelikleri; Soğuk iş takım çelikleri Sıcak iş takım çelikleri Yüksek hız takım çelikleri olarak sınıflandırılır /92


14 Bu malzemeleri birbirlerinden ayıran en önemli özellik, sertlik ve bu sertliğin temperleme sıcaklığı ile değişimidir /92

15 Soğuk iş takım çelikleri yüksek başlangıç sertliğine sahiptir ve bu sertlik 200 C sıcaklığın üzerinde hızlı bir şekilde düşer. Sıcak iş takım çelikleri ise daha düşük temper öncesi sertliğe sahip olmakla birlikte bu sertlik 600 C temper sıcaklıklarına kadar sabit kalır ve düşmez. Yüksek hız takım çelikleri ise hem yüksek temper öncesi sertliğe sahiptir ve hem de bu sertlik çok yüksek temper sıcaklıklarına kadar kalıcı olur /92

16 Yüksek hız ve sıcak iş takım çeliklerinin önemli özelliklerinden biri de C temper sıcaklık aralığında sertlikte gözlenen artıştır. İkincil sertleşme olarak da bilinen bu artış V, W, Mo gibi alaşım elementlerin karbür çökeltileri ile meydana gelir ve bu malzemenin 500 C sıcaklığın üzerine kullanılmasına imkan tanır /92

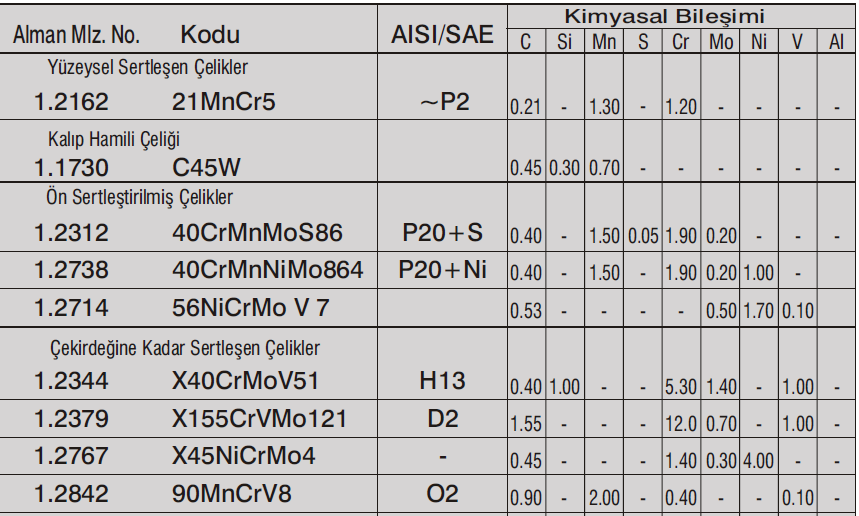
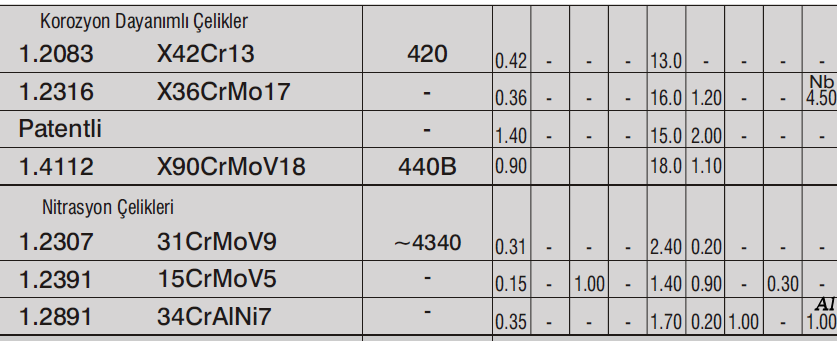
17 Takım çeliklerinin sınıflandırılması ve kullanım alanları /92
18 TAKIM ÇELİĞİ ÜRETİMİ Takım çeliği üretimi, çelik üretimi içerisinde özel bir öneme sahiptir. Çok yüksek nitelikli çelikler olan takım çeliklerinin üretiminde kullanılan yöntemler, son derece kaliteli ve yüksek teknoloji ürünü süreçlerden oluşmaktadır. Alışılmış çelik üretim süreçlerine ek olarak, çok temiz hurda (özellikle paslanmaz çelik hurdası) girdi olarak kullanılır. Ergitme işlemi Elektrik Ark Ocaklarında (EAO) yapılır ve mutlaka ergitme sonrası pota metalurjisi ile alaşımlama ve gaz alma, Ca enjeksiyonu vb. işlemler, çeliğin kalitesini arttırmak için ergiyiğe tatbik edilir /92
 yapılır ve mutlaka ergitme sonrası pota metalurjisi ile alaşımlama ve gaz alma, Ca enjeksiyonu vb.")
19 Pota Metalurjisi ve Döküm Döküm, yine aynı amaçla dipten döküm yöntemi ile gerçekleştirilir. Böylece elde edilen ingotlar, Curuf Altı Ergitme (ESR) işlemi gördükten yani yeniden ergitilerek iç yapı homojenliği daha da yükseltildikten sonra, dövülerek ısıi işleme alınır. Burada dövülmüş çeliğin mikroyapısı modifiye edilir ve gerek dövme gerekse de ısıi işlem sırasında yüzeyde oluşan bozunmuş tabakaların çelikten uzaklaştırılması için kütükler talaşlı işleme girer. Böylece kabuk soyulmuş hale gelen bu kütükler, daha sonra ultrasonik çatlak kontrolünden geçirilerek, diğer mekanik inceleme için hazır hale getirilir ve müşteriye ancak bu incelemelerden geçerek sertifikalandırılmış ürünler sevk edilir /92

20 Kütüğün her bölgesinde, çekirdeğinde ve yüzeyinde kimyasal bileşimin belli sınırlar dahilinde aynı olması, işleme kolaylığından, ısıl işlemde kalıbın her bölgesinde aynı sertliğin elde edilebilmesine kadar bir dizi özellik kazandırır. Takım çeliğinin en önemli özellikleri tokluk ve sünekliktir. Ağız dökülmesine, çatlak oluşumuna ve çatlağın ilerlemesine karşı malzemenin gösterdiği direnç mümkün olduğunca yüksek olmalıdır /92

21 Kimyasal bileşimle oynayarak, yeni bileşimler geliştirerek bu özellikleri arttırmanın sınırları vardır. Öte yandan, iki malzemenin kimyasal bileşimi aynı olsa dahi, mikroyapıları farklı olabilir. Çeliğin hücre yapısı olarak anılan mikroyapının ince olması ve her bölgede aynı, yani homojen olması, bu özellikler açısından da çok önemlidir. Taneler ne kadar ufak ve biçimleri de küreye yakınsa, çeliğin özellikleri de o kadar yüksek olacaktır /92
22 İşte bu yüzden takım çelikleri, vakum altında gaz giderme ile safsızlık yaratan oksijen, azot ve hidrojenden arındırılırlar. Ca-enjeksiyonu ile sülfürler küresel hale getirilir ve en önemlisi Curuf Altı Ergitme işlemi ile çelik yeniden ergitilerek içerdiği son safsızlıklardan da kurtulması sağlanır. Böylece, son derece temiz bir mikroyapı yani son derece sünek ve tok bir çelik elde edilmiş olunur. Özellikle Metal Enjeksiyonu söz konusu olduğunda kullanılan kalıp çeliğinin tokluğu ve sünekliği çok büyük bir önem taşır /92
23 Dövme Takım çeliklerinin içerdiği yüksek oranlı, alaşım elemanları (Cr, V, Mo, W vb.), çeliğin katılaşma yapısında yoğun olarak kaba karbürler biçiminde bulunur. Bu karbürler ayrıca ağ yapısındadır. Tokluğu düşüren ve çeliği kırılgan yapan bu ağ yapısının parçalanması ve karbürlerin olabildiğince küçültülerek yapı içinde dağıtılması istenir. Bunun için de takım çelikleri haddelenerek şekillendirilmekten ziyade dövülerek şekillendirilir /92
24 Talaşlı işleme ve Kalite Kontrol Gerek dövme sırasında gerekse de ısıl işlem esnasında kütüklerin yüzeyinde meydana gelen oksidasyon (tufal oluşumu) etkisini ve dövme sırasında oluşan yüzey çatlaklarını ortadan kaldırmak gerekir. Bu yüzden bu kütüklerde mutlaka kabuk soyma işlemi yapılmalıdır. Kabuk soymanın bir diğer getirisi, elde edilen bu temiz yüzeyde çatlak kontrolünün yapılabilmesidir /92
25 Takım malzemelerin üretim maliyetinin önemli bir kısmını talaşlı veya talaşsız (şekillendirme) işleme ile ısıl işlem maliyetleri oluşturmaktadır. İstenen özelliklerin sağlanması ve bunların optimizasyonu en uygun mikro yapının oluşturulması ile mümkündür. İstenen mikro yapının oluşumu ise alaşım elementleri ve miktarlarına, üretim koşullarına, işleme (şekillendirme) ısıl işlem ve kısmen de yüzey işlem koşullarına bağlıdır /92

26 Takım çeliklerinde istenilen özelliklere göre mikroyapı ve özellik değişimleri /92
27 Özellik Takım Çeliği Cinsi Yüksek hız Sıcak iş Plastik kalıp Soğuk iş Isıl işlem sırasında boyut koruma Yüzey parlatılabilirlik Ekonomik talaşlı şekillendirme Yüksek kesme özelliği Ekonomik talaşsız şekillendirme Yüksek sertleşebilirlik Homojen mikroyapı ve izotropi Temper dayanımı Yüksek kullanım sertliği Aşınma dayanımı Basma dayanımı Sıcak dayanım Sıcak aşınma direnci Sıcak tokluk Sıcak çatlak oluşum direnci Oksidasyon direnci Tav sertliği Tokluk Korozyon direnci Form (şekil) koruma Takım çeliklerinden istenen özellikler /92
28 Takım çeliklerinde istenilen bu çok yönlü özelliklerin sağlanması alaşım elementleri, bunların miktarları ve kombinasyonunun optimizasyonu ile ulaşılmıştır. Bu da hemen her farklı kullanım için neredeyse farklı takım malzemelerinin geliştirilmesini getirmiştir. Günümüzde alaşım elementleri ile ilgili araştırmalar büyük çoğunluk olarak bitirilmiş ancak kimyasal bileşimde hala düzeltmeler yapılmaktadır ve bunlar genellikle kullanım yönündeki isteklere paralel olarak yapılan araştırmalar ile ortaya çıkmaktadır /92
29 29 29 /92
30 Takım malzemelerinde beklenen en önemli özellikler; kullanım şartlarında plastik şekil değiştirmemesi, kırılmaması (veya çatlak oluşmaması) ve mümkün olduğunca uzun süre yüzeyinin değişmeden (yüzey genel, oksidasyon, pürüzlülük, sertlik vb.) kalmasıdır. Böylece takım çeliklerinin en önemli kullanım şartlarını belirleyen özellikler; sertlik, tokluk ve aşınma dayanımıdır /92
31 SERTLİK Takım malzemesinin sertliği işleyen veya işlenilen malzemenin sertliğine oranı ile ortaya çıkar ve bu oran olabildiğince yüksek olmalıdır. Kullanılan takımların sertlikleri; 200 HV (cam şekillendirme kalıpları) ile 900 HV arasındadır. (talaşsız veya talaşlı şekillendirme kalıpları) /92
32 Sertlik malzemeden bağımsız bir özellik olmadığı ve özellikle aşınma direnci ve tokluk ile değiştiği için öncelikle takım malzemeleri olabildiğince sert ve bu yolla şeklini koruyacak şekilde dizayn edilmeye çalışılır. Bu özellikler sınırlı olmasına rağmen bu yönde çalışılır /92
33 Sertlik ve mukavemet arasındaki bağıntıların yardımıyla ve mukavemet arttırıcı mekanizmalar kullanarak sertliği kolayca arttırmak mümkündür. Bunlar: çökeltiler (boyut, miktar ve dağılımı), tane boyutu vb. Sertlik artışını sağlayan en etkili mekanizma martenzit oluşumudur /92
34 Ulaşılabilecek en yüksek sertlik çözeltiye alınan karbon oranına bağlı olarak %0,6 C için 65 HRc civarındadır. Daha yüksek karbon oranlarında tane sınırı karbür oluşumu ile tokluk kaybına ve özellikle yüksek alaşımlı çeliklerde artan kalıntı östenit oluşumuna ve sertlik kayıplarına yol açmaktadır /92
35 Kullanım şartlarındaki dinamik ve darbeli yüklenmeler veya heterojen gerilim dağılımları nedeniyle lokal gerilimler (gerilim piki (maksimumları)) veya çok eksenli gerilmeler, takım malzemelerinde kullanım şartlarında meydana gelen gerilmeler, akma mukavemetinin çok altında kalmasına rağmen gevrek kırılmalara sebep olabilmektedir /92
36 Artan sertlik ile şekil değiştirme hızla azalıyor, yani tokluk üssel olarak azalıyor. Takım çeliklerinde tokluk kaybı ile normal kullanım yüklenmelerinde bile kolaylıkla çatlak oluşumu meydana gelebiliyor. Başlangıç yapısında veya ısıl işlem sonrası oluşabilen inhomojenlikler (segregasyon vb.) tokluğu düşürücü etki gösteriyor /92

37 Tok ve gevrek takım çeliklerinde gerilme eğme eğrileri /92
38 AŞINMA DİRENCİ Takım malzemelerinin sınırlı kullanım ömürlerinin nedeni; genellikle kullanılan yüzeylerde meydana gelen aşırı aşınmalar ve bu yüzeylerin kesilerek (taşlanarak) kaybolması. Bu nedenle malzeme, kullanılan koşullara dayanıklı olmalı ve yüksek aşınma dayanımı sağlanmalı /92
39 Takım çeliklerinde aşınma dayanımını arttıran en önemli parametreler matriks sertliğinin arttırılması ve çelik malzemeye sertlik arttırıcı katkıların kazandırılmasıdır (örneğin çökeltiler). Burada sertlik artışı ile yani çökelti artışı ile tokluk azalacak ve kırılma tehlikesi artacaktır. Mo, W ve V gibi karbür oluşturucu elementler ile alaşımlama da; C artışı ile karbür kaynaklı sertlik artar ve buna bağlı olarak takım aşınması azalır /92
40 Çeşitli metal, metal karbür ve mineral sertliklerinin kıyaslanması /92

41 Matris ve zımba malzemelerindeki aşınmanın, sertleştirilmiş halde iken içerdiği karbür miktarı ile değişimi /92
42 Takım malzemelerinde % 25 in üzerinde karbür kullanımı normal şartlarda mümkün değildir. Bu kadar karbür kullanımı ile sıcak deformasyon sınırı oluşmuş olur yani malzeme daha fazla şekil değiştiremez. Daha fazla karbür kullanımı ve bu şekilde takım çeliği üretimi sadece toz metalurjisi ile mümkün olur /92
43 Karbürlerin şekil ve miktarının dışında ayrıca dağılım ve boyutlarının da aşınma direncine önemli etkisi vardır. Artan karbürler arası mesafe ve azalan karbür boyutu aşınma direncini azaltır, zira hem matriks içerisinde tutunmaları zorlaşıyor ve hem de küçük oldukları için kesme zorlaşıyor /92
44 Aşınma direncinin arttırılması için bir başka yol da yüzey değişimi veya yüzey kaplama işlemleri olabiliyor. Geleneksel olarak kullanılan; nitrürleme, sert krom kaplama ve borlama yanında, PVD yöntemi ile uygulanan Titanyum nitrür kaplamalar da kullanılıyor /92
45 SOĞUK İŞ Soğuk iş takım çelikleri oda sıcaklığı ile 200 C gibi düşük sıcaklıklarda şekillendirme amaçlı kullanılan takımları kapsar. Ana kullanım alanları metalik veya metalik olmayan malzemeler için kullanılan; kesme, çekme, dişli takımları soğuk deformasyon ve plastik şekillendirme takımlarıdır /92
46 Soğuk iş takım çelikleri; * Kesme * Delme * Zımbalama * Biçme * Baskı * Presleme * Soğuk ezme * Soğuk fışkırtma * Soğuk biçimlendirme işlemlerinde kullanılır /92
47 47 47 /92
48 Kalıp ömrü daha çok kesici kenarlarda veya kalıp gravürlerindeki şekil değişimine bağlı. Basit kesme kalıplarında basma akma gerilmesi 1500 MPa ve gravür kalıplarında ise 3500 MPa civarındadır. Ağırlıklı olarak basma, aşınma, bükme ve kayma yüklenmeleri altında çalıştıkları için sertlik, aşınma direnci ve tokluk önemli özellikleridir /92
49 49 49 /92
50 50 50 /92
51 Oda sıcaklığında çalışan kalıp ve takımlarda, yüksek sıcaklıklara dayanım gerekmediğinden, soğuk iş çelikleri çok iyi aşınma dayanımı ve tokluğu sağlayacak şekilde alaşımlandırılırlar. Soğuk iş çeliklerinde kullanım alanına göre, aşınma dayanımı veya tokluk çok önemli özelliklerdir. Sürekli aşınmaya maruz kalan kalıp veya takımlarda, tokluk özelliğine bakmadan yüksek sertliğe erişebilen çelikler tercih edilebilir. Bu kalıplarda darbe olmadığından tokluğu düşük olabilir /92
52 Fakat hem aşınma hem de darbenin olduğu kalıplarda, tokluğu da yüksek olan çelikler tercih edilmelidir. Aksi takdirde kırılmalar, atmalar yaşanabilir. Yüksek darbe ile çalışan kalın sac kesen makas ağızları, zımbalar veya soğuk makaslarda ise tokluk özelliği en ön planda gelir. Bu nedenle tokluğu yüksek olan çelikler tercih edilmelidir /92
53 Son senelerde özellikle yüksek miktarlarda kesim yapan kesme kalıpları ve zımbalarda tercih edilen toz metal ürünü çelikler, geleneksel yöntemlerle üretilen , gibi çeliklerden kat kat daha uzun ömürlü olmaktadır. Aşağıdaki mikro yapılardan görüldüğü gibi toz metalurji ürünü çeliğin yapısında karbürler (beyaz renkli) çok homojen dağılmıştır. Bu dağılım sayesinde çeliğin tokluğu ve aşınma dayanımı çok iyi değerlere sahip olmaktadır /92
54 Toz metalurjisi ile üretilmiş çeliğin mikroyapısı (Beyaz alanlar karbür partikülleridir.) Geleneksel yöntemlerle üretilmiş çeliğin mikroyapısı /92
55 Geleneksel soğuk iş çelikleri üç grupta toplanır 1- Havada sertleşen çelikler 2- Yüksek karbonlu ve kromlu çelikler 3- Yağda sertleşen çelikler Diğer soğuk iş çelikleri : 1- Özel soğuk iş çelikleri 2- Toz metal soğuk iş çelikleri 3- Toz metal yüksek hız çelikleri /92
56 Alaşımsız Soğuk İş Takım Çelikleri: Sınıflandırma C oranına göre yapılıyor. Ötektoid altı (0,4-0,7%C) Ötektoid üstü (0,8-1,5 %C) Ötektik altı veya ledebüritik (1,5-2,9%C) /92
57 Fe-C Denge Diyagramında Soğuk İş Takım Çeliklerinin Sınıflandırması /92
58 Toz metal ürünü PMD M 4 ile (HSS) ömür kıyaslaması İşin Türü / Takım : Soğuk iş / Zımba İşlenen Malzeme : C45 (Sertlik : 200 HB) Toz metal ürünü PMD M 4 ile ömür kıyaslaması İşin Türü / Takım : Soğuk iş / Zımba İşlenen Malzeme : 34 CrMo 4 (Sertlik : 200 HB) /92
59 59 59 /92
60 Alaşımsızlarda karbon oranının etkisi vardır ama alaşımlılarda dönüşüme, alaşım elementinin etkisisin bilinmesi lazımdır. Örneğin %2 Cr ile %1,5 C oranında, 13 Cr ile de %0,8 C oranında ledebürit oluşuyor. Diğer yandan alaşım elementleri ve miktarları ayrıca primer ve sekonder karbür miktarı ile tiplerini ve sertliklerini de etkiliyor /92
61 Sertleştirme sıcaklıkları alaşım durumuna göre C e kadar çıkıyor. Daha yüksek temper sıcaklıkları için 1080 C e kadar çıkıyor. Su, yağ veya havada soğutulup bir kez 180 C de temperleniyor /92
62 Soğuk iş takım çeliklerinin en önemli özelliği sertliktir. Sertlik de mikroyapıya bağlıdır. Sertlik sadece matriksten gelebildiği gibi hem matriks hem de karbürlere bağlı olabilir. Mikroyapıdaki martenzit, kalıntı östenit, karbür miktarı ve dağılımı sertliği belirliyor /92
63 63 63 /92
64 Ötektoid altı çeliklerde; C ostenitleme sırasında neredeyse tamamen ostenit içerisinde çözünüyor. Ulaşılabilen sertlik artan C ile artar, ancak bu çeliklerde en fazla 62 HRc olabiliyor. kalıntı ostenit oranı da çok azdır /92
65 Ötektoid üstü çeliklerde; Karbon çok yüksek olduğu için bir yandan tam martenzit sertliği 64 HRc var, bir yandan da %5-10 çözünmemiş (M 3 C ) sertliği vardır. Bu grup soğuk iş takım çelikleri düşük oranda alaşım elementi içerdikleri için martenzitin çok az üzerinde en fazla 65 HRc sertlik alabiliyor. Genel olarak kalıntı ostenit oranı da %5 in altındadır /92
66 Grup 1 ve 2 ye ait alaşımsız takım çeliklerinde C ile iyi bir sertlik yakalanabiliyor ama bu neredeyse sadece yüzey ve yüzeyden 1 kaç mm derine kadar kalabiliyor. Bu türde soğuk iş takım çeliklerine kabukta sertleşen malzemeler adı veriliyor /92
67 Yüzeylerinde basma gerilmeleri var. Bu nedenle çatlak oluşumunda oldukça dayanıklıdır. Basma yüklenmelerine karşı malzeme merkez sertliği düşük olduğu için dayanıksızdır. Sertleşebilirliği iyi olan çelik malzemelerin sertleştirme sıcaklığından çok hızlı soğutulması gerekmiyor. Böylece malzemede; boyut değişimlerine çarpılmalara hatta çatlaklara neden olabilecek yüzey ve merkez sıcaklık farkı da oldukça düşük oluyor /92
68 Takım çeliklerinde alaşım elementlerinin seçimi hem pozitif hem de negatif olacak etkilerine bağlı olarak optimize edilmelidir. Örneğin; karbür oluşumu, karbür sertliği, dekarbürizasyon eğilimi, yüksek sıcaklığa dayanımı, nitrasyona yatkınlığı şekillendirilebilirlik, dönüşüm sıcaklıklarında değişim vb /92
69 Örneğin karbür oluşmaksızın yüksek sertleşebilirlik istenirse Ni alaşımlama yapılmalıdır. Ama bunun dezavantajı dönüşüm sıcaklıklarını düşürerek yumuşatma tavlamasını zorlaştırmasıdır. Diğer yandan eğer Si ile alaşımlanırsa dekarbürizasyon kolaylaşır. Cr, Mo ve V ile alaşımlama da sırasıyla artan etkisiyle karbür oluşumu kolaylaşır, nitrasyona yatkınlığı artar /92
70 Ledebüritik Soğuk İş Takım Çeliklerin de ise, katılaşmasının hemen sonunda karbür oluşumları başlar. Bu karbürler iri oldukları için katılaşma sonrası sıcak şekillendirme ile kırılarak dağıtılması gerekir. Alaşımsız ledebüritik çeliklerin M 3 C karbür oluşumu nedeniyle pratikte pek kullanım yeri yok. Zira M 3 C karbürleri dendiritler arasında bir ağ gibi bulunurlar ve sıcak deformasyonu güçleştirir ve kaba karbür oluşumunu getirir /92
71 Buna karşın Cr oranı %12 ye çıkarsa M 3 C yerine M 7 C 3 karbürleri oluşur. Bu karbürler ağ gibi birbirine bağlı olmayıp çubuk şeklinde izole karbürler şeklinde çökelir. Böylece sıcak deformasyon kolaylaşır daha ince ve homojen dağılan karbürler ile de önemli tokluk artışları gözlenir /92
72 Ledebüritik soğuk iş takım çeliklerinde karbür oluşumu /92
73 Diğer yandan M 7 C 3 karbürleri M 3 C karbürlerine (veya alaşımsızlarda Fe 3 C ) göre oldukça serttir. %25 M 7 C 3 karbürü içeren bir soğuk iş takım çeliği çok yüksek aşınma dayanımına sahiptir /92
74 Bu çeliklerde %20 nin üzerine çıkan kalıntı ostenit oranlarına rağmen HRc sertlikleri rahatlıkla sağlanır. Bu sertlik değerleri soğuk deformasyon ile şekillendirme sağlayan takım malzemelere istenilen yüksek basma dayanımını (elastik) sağlar. Bu dayanım eğme veya torsiyon deneyleri ile (%0,1 elastik sınır) ölçülür /92
75 SICAK İŞ Sıcak iş takım çelikleri yüksek sıcaklıkta metalik malzemelerin talaşsız şekillendirilmesinde kullanılan takım malzemeleridir. Ana kullanım alanları hafif metallerin basınçlı döküm veya ekstrüzyon ve dövme kalıplarıdır. Bu malzemelerin sıcaklık yüklenmeleri genellikle periyodik ani sıcaklık değişimleri veya yüksek sıcaklıklarda ritmik yüksek mekanik yüklenmeler olabiliyor /92
76 Çalışma sıcaklığı 200 C nin üzerinde olan bu çeliklerin genel özellikleri: Yüksek temper dayanımı Yüksek sıcak dayanım Yüksek sıcak tokluk Yüksek sıcak aşınma dayanımı Termoşok dayanımı /92

77 Sıcak iş takım çeliklerinin kimyasal bileşimleri /92
78 Takım malzemesi yüksek sıcaklıkta kullanılıyor veya kullanım sırasında takım ısınması varsa malzemenin bu ısı girişi ve sıcaklık artışı ile sertlik kaybı göstermemesi gerekir. Artan ısıtma ile sertlik kaybı ne kadar düşükse malzemenin temper dayanımı da o kadar yüksek olur. Temper dayanımının görülebileceği yer temper diyagramıdır. Burada sertlik ile eş değer sürede farklı temperleme sıcaklıkları bir diyagrama taşınır /92
79 Yüksek alaşımlı sıcak iş takım çeliklerinde ve yüksek hız takım çeliklerinde sertlik soğuk iş takım çeliklerinde olduğu gibi sürekli bir düşüş göstermez, tam aksine alaşım elementi miktarına bağlı olarak C arasında bir maximum sertlik verir /92
80 Bazı sıcak iş ve yüksek hız takım çeliklerine ait temper diyagramları /92
81 Temper dayanımını sağlayan martenzitin parçalanmasını geciktiren alaşım elementleri veya ikincil karbür çökeltileridir. İkincil karbürleri en çok etkileyen Cr, W, Mo ve V elementleridir /92
82 Kullanılan üretim yönteminin sıcak iş takım çeliklerinde tokluğa etkisi (örnek X38CrMoV5 1) /92
83 Sıcak iş takım çeliklerinin >900 C sertleştirme sıcaklıklarında ısıl işleme ait sıcaklık - zaman diyagramı /92
84 YÜKSEK HIZ Yüksek hız çelikleri (hava çelikleri olarak da adlandırılır) belirli alaşımlandırma ve ısıl işlem ile yüksek sertlik, ısı ve aşınma dayanımına sahip yüksek alaşımlı takım çelikleridir. İsminden de anlaşıldığı gibi, bu çelikler ile diğer takım çeliklerine göre daha yüksek kesme hızlarında (30-40 m/dak) talaşlı imalat yapılabilir. Yüksek zorlamalı talaş kaldırma işlemi ile yüksek kesme kapasitesi sağlarlar /92
85 Uygun ısıl işlem ile yüksek hız çelikleri, 600 C'ye kadar tam sertlik ve kesme kuvvetlerini korurlar. Yüksek hız çeliklerinin en önemli özelliği, yüksek sıcaklıklarda aşınma dayanımıdır. Yüksek hız çelikleri, aşağıdaki amaçlar için kullanılır: *Spiral matkap ve diş açma takımları *Frezeler *Raybalar *Torna takımları, planyalar *Metal testereleri *Soğuk fışkırtma takımları /92

86 Alaşım elementlerinin yüksek hız takım çeliklerinin özelliklerine etkisi /92
87 Bir yüksek hız çeliğinin kalitesini belirleyen faktör kesme kuvvetidir; yani belirli kesme şartlarında takım değiştirilmeden veya tekrar bilenmeye gerek kalmadan kullanılabildiği süredir. Diğer önemli özellikler meneviş kalıcılığı, sertlik, tokluk ve aşınma dayanımıdır. Ayrıca taşlanabilme özelliği de ilave bir özelliktir /92
88 Yüksek hız çeliklerinin meneviş kalıcılığı, türlü talaşlı imalat için önemli bir özelliktir. Metallerin ve diğer sert malzemelerin talaşlı imalatında, sürtünme dolayısıyla takımlar ısınır, kesici uçlar hızla yumuşar, körelir ve kırılgan hale gelir. Yüksek hız çeliklerinin gelişimi ile yüksek hızlarda işleme ve derin talaş kaldırma olanağı doğmuştur. Meneviş kalıcılığı arttıran en önemli elementler W, Mo, ve V 'dur. Sertleşebilirliği arttıran Cr ve Co katkısı ile kızıl sertlik daha da yükseltilebilir /92
89 Yüksek hız çeliklerinin gücü sadece alaşım elemanlarından kaynaklanmaz, doğru ısıl işlem de önemli rol oynar. Yüksek hız çelikleri diğer çeliklere göre daha yüksek sıcaklıklarda sertleştirilir. Bu şekilde sertleştirilen çelik C' de meneviş sonrası yumuşamaz, aksine sertleşir /92
90 PLASTİK KALIP ÇELİKLERİ Plastik kalıp çelikleri, kullanılan plastik hammaddenin cinsine göre aşınmaya, basınca ve korozyona maruz kalırlar. Bu nedenle, çok çeşitli plastik kalıp çelikleri geliştirilmiştir. Plastik Kalıplarından Beklenen Özellikler Hızlı işlenebilirlik özelliği Isıl işlem sırasında boyut değişiminin az olması Parlaklık Basınç dayanımı Aşınma dayanımı /92
91 91 91 /92
92 92 92 /92
Takım çelikleri malzemelerin işlenmesi ve şekillendirilmesi için kullanılan asil çeliklerdir. Toplam çelik üretiminin % 8 ine sahip olan takım
 Takım Çelikleri Takım çelikleri malzemelerin işlenmesi ve şekillendirilmesi için kullanılan asil çeliklerdir. Toplam çelik üretiminin % 8 ine sahip olan takım çeliklerinin kullanımı her yıl artış göstermektedir.
Takım Çelikleri Takım çelikleri malzemelerin işlenmesi ve şekillendirilmesi için kullanılan asil çeliklerdir. Toplam çelik üretiminin % 8 ine sahip olan takım çeliklerinin kullanımı her yıl artış göstermektedir.
Ç l e i l k i l k e l r e e e Uyg u a l na n n n Yüz ü ey e y Ser Se tle l ş e t ş ir i me e İ şl ş e l m l r e i
 Çeliklere Uygulanan Yüzey Sertleştirme İşlemleri Bazı uygulamalarda kullanılan çelik parçaların hem aşınma dirençlerinin, hem de darbe dayanımlarının yüksek olması istenir. Bunun için parçaların yüzeylerinin
Çeliklere Uygulanan Yüzey Sertleştirme İşlemleri Bazı uygulamalarda kullanılan çelik parçaların hem aşınma dirençlerinin, hem de darbe dayanımlarının yüksek olması istenir. Bunun için parçaların yüzeylerinin
Isıl işlem, katı haldeki metal ve alaşımlarına belirli özellikler kazandırmak amacıyla bir veya daha çok sayıda, yerine göre birbiri peşine uygulanan
 ISIL İŞLEMLER Isıl işlem, katı haldeki metal ve alaşımlarına belirli özellikler kazandırmak amacıyla bir veya daha çok sayıda, yerine göre birbiri peşine uygulanan ısıtma ve soğutma işlemleridir. İşlem
ISIL İŞLEMLER Isıl işlem, katı haldeki metal ve alaşımlarına belirli özellikler kazandırmak amacıyla bir veya daha çok sayıda, yerine göre birbiri peşine uygulanan ısıtma ve soğutma işlemleridir. İşlem
KAZAN ÇELİKLERİNİN KAYNAK KABİLİYETİ 1. Kazan Çeliklerinin Özellikleri
 KAZAN ÇELİKLERİNİN KAYNAK KABİLİYETİ 1. Kazan Çeliklerinin Özellikleri Buhar kazanlarının, ısı değiştiricilerinin imalatında kullanılan saclara, genelde kazan sacı adı verilir. Kazan saclarının, çekme
KAZAN ÇELİKLERİNİN KAYNAK KABİLİYETİ 1. Kazan Çeliklerinin Özellikleri Buhar kazanlarının, ısı değiştiricilerinin imalatında kullanılan saclara, genelde kazan sacı adı verilir. Kazan saclarının, çekme
MMT440 Çeliklerin Isıl İşlemi 1 Isıl İşlem Yöntemlerinin Sınıflandırılması ve Tanımlanması
 MMT440 Çeliklerin Isıl İşlemi 1 Isıl İşlem Yöntemlerinin Sınıflandırılması ve Tanımlanması Yrd. Doç. Dr. Ersoy Erişir 2011-2012 Bahar Yarıyılı TS EN 10020 Standardına göre çelikler TS EN 10020 ye göre
MMT440 Çeliklerin Isıl İşlemi 1 Isıl İşlem Yöntemlerinin Sınıflandırılması ve Tanımlanması Yrd. Doç. Dr. Ersoy Erişir 2011-2012 Bahar Yarıyılı TS EN 10020 Standardına göre çelikler TS EN 10020 ye göre
Paslanmaz Çeliklerin Kaynak İşlemi Esnasında Karşılaşılan Problemler ve Alınması Gereken Önlemler Paslanmaz çeliklerin kaynak işlemi esnasında
 Paslanmaz Çeliklerin Kaynak İşlemi Esnasında Karşılaşılan Problemler ve Alınması Gereken Önlemler Paslanmaz çeliklerin kaynak işlemi esnasında karşılaşılan ve kaynak kabiliyetini etkileyen problemler şunlardır:
Paslanmaz Çeliklerin Kaynak İşlemi Esnasında Karşılaşılan Problemler ve Alınması Gereken Önlemler Paslanmaz çeliklerin kaynak işlemi esnasında karşılaşılan ve kaynak kabiliyetini etkileyen problemler şunlardır:
HSS alanında etkinlik
 New Haziran 2017 Talaşlı imalat da yenilikler HSS alanında etkinlik Yeni HSS-E-PM UNI matkabı, HSS ile VHM arasındaki boşluğu dolduruyor TOTAL TOOLING=KALITE x SERVIS 2 WNT Önasya Kesici Takımlar San.
New Haziran 2017 Talaşlı imalat da yenilikler HSS alanında etkinlik Yeni HSS-E-PM UNI matkabı, HSS ile VHM arasındaki boşluğu dolduruyor TOTAL TOOLING=KALITE x SERVIS 2 WNT Önasya Kesici Takımlar San.
ÇELİKLERİN STANDARZİSAYONU VE TÜRK ÇELİK STANDARDI (TSE-1111)
") ÇELİKLERİN STANDARZİSAYONU VE TÜRK ÇELİK STANDARDI (TSE-1111) Doç. Dr. Burak DİKİCİ Üretim Kısa Çeliklerin Kısa Standardizasyon Nedir? Standardizasyon; Belirli biçim, Ölçü, Kalite, Bileşim ve, Şekillere
ÇELİKLERİN STANDARZİSAYONU VE TÜRK ÇELİK STANDARDI (TSE-1111) Doç. Dr. Burak DİKİCİ Üretim Kısa Çeliklerin Kısa Standardizasyon Nedir? Standardizasyon; Belirli biçim, Ölçü, Kalite, Bileşim ve, Şekillere
Demir Karbon Denge Diyagramı
 Demir Karbon Denge Diyagramı Saf Demirin Soğuma ve Isınma Eğrileri 769 C Curie noktasıdır. Bu sıcaklığın altında Fe manyetik özellik gösterir. 1 Fe-C Denge Diyagramı Fe-C Denge Diyagramı 2 Fe-C Denge Diyagramı
Demir Karbon Denge Diyagramı Saf Demirin Soğuma ve Isınma Eğrileri 769 C Curie noktasıdır. Bu sıcaklığın altında Fe manyetik özellik gösterir. 1 Fe-C Denge Diyagramı Fe-C Denge Diyagramı 2 Fe-C Denge Diyagramı
ÇELİKLERİN KOROZYONU. 14.04.2009 Prof.Dr.Ayşegül AKDOĞAN EKER
 ÇELİKLERİN KOROZYONU Fe-C Denge Diyagramı Fe-C Denge Diyagramı KARBON ORANLARINA GÖRE ÇELİKLER Ötektoidaltı çelik %0,006 C - %0,8 C Ötektoid (Perlitik) çelik (%0,8 C li) Ötektoidüstü çelik %0,8 C - %2,06
ÇELİKLERİN KOROZYONU Fe-C Denge Diyagramı Fe-C Denge Diyagramı KARBON ORANLARINA GÖRE ÇELİKLER Ötektoidaltı çelik %0,006 C - %0,8 C Ötektoid (Perlitik) çelik (%0,8 C li) Ötektoidüstü çelik %0,8 C - %2,06
BÖHLER W300. Sıcak iş Çeliklerinin Başlıca Özelliklerinin Karşılaştırılması
 Sıcak iş Çeliklerinin Başlıca Özelliklerinin Karşılaştırılması Bu tablo çelik seçiminizde yardım olmak için hazırlanmıştır. Ancak yine de farklı uygulama türlerinin yarattığı gerilme koşulları dikkate
Sıcak iş Çeliklerinin Başlıca Özelliklerinin Karşılaştırılması Bu tablo çelik seçiminizde yardım olmak için hazırlanmıştır. Ancak yine de farklı uygulama türlerinin yarattığı gerilme koşulları dikkate
6. BEYAZ ve YÜKSEK ALAŞIMLI DÖKME DEMİRLER
 6. BEYAZ ve YÜKSEK ALAŞIMLI DÖKME DEMİRLER Gri dökme demirlerin özellikleri; kimyasal bileşimlerinin değiştirilmesi veya kalıp içindeki soğuma hızlarının değiştirilmesiyle, büyük oranda farklılıklar kazanabilir.
6. BEYAZ ve YÜKSEK ALAŞIMLI DÖKME DEMİRLER Gri dökme demirlerin özellikleri; kimyasal bileşimlerinin değiştirilmesi veya kalıp içindeki soğuma hızlarının değiştirilmesiyle, büyük oranda farklılıklar kazanabilir.
Konu: Yüksek Hassasiyetli Yağ Keçelerinin Takviye Bilezik Kalıplarının Üretiminde Kullanılan Takım Çelikleri ve Üretim Prosesleri
 Nurettin ÇALLI Fen Bilimleri Ens. Öğrenci No: 503812162 MAD 614 Madencilikte Özel Konular I Dersi Veren: Prof. Dr. Orhan KURAL İTÜ Maden Fakültesi Konu: Yüksek Hassasiyetli Yağ Keçelerinin Takviye Bilezik
Nurettin ÇALLI Fen Bilimleri Ens. Öğrenci No: 503812162 MAD 614 Madencilikte Özel Konular I Dersi Veren: Prof. Dr. Orhan KURAL İTÜ Maden Fakültesi Konu: Yüksek Hassasiyetli Yağ Keçelerinin Takviye Bilezik
Prof. Dr. HÜSEYİN UZUN KAYNAK KABİLİYETİ
 KAYNAK KABİLİYETİ Günümüz kaynak teknolojisinin kaydettiği inanılmaz gelişmeler sayesinde pek çok malzemenin birleştirilmesi artık mümkün hale gelmiştir. *Demir esaslı metalik malzemeler *Demirdışı metalik
KAYNAK KABİLİYETİ Günümüz kaynak teknolojisinin kaydettiği inanılmaz gelişmeler sayesinde pek çok malzemenin birleştirilmesi artık mümkün hale gelmiştir. *Demir esaslı metalik malzemeler *Demirdışı metalik
MAKİNA YEDEK PARÇA SANAYİ VE TİCARET A.Ş.
 ÜRÜN KATALOĞU MAKİNA YEDEK PARÇA SANAYİ VE TİCARET A.Ş. Soğuk İş Takım Çelikleri Sıcak İş Takım Çelikleri Plastik Kalıp Çelikleri Islah Çelikleri Sementasyon Çelikleri İmalat Çelikleri Paslanmaz Çelikler
ÜRÜN KATALOĞU MAKİNA YEDEK PARÇA SANAYİ VE TİCARET A.Ş. Soğuk İş Takım Çelikleri Sıcak İş Takım Çelikleri Plastik Kalıp Çelikleri Islah Çelikleri Sementasyon Çelikleri İmalat Çelikleri Paslanmaz Çelikler
Konu: Çelik Elde Edilmesi, Isıl İşlem ve Uygulamaları
 Konu: Çelik Elde Edilmesi, Isıl İşlem ve Uygulamaları Çeliğin Elde Edilmesi Çelik,(Fe) elementiyle ve genelde % 0,2 %2,1 oranlarında değişebilen karbon miktarının bileşiminden oluşan bir tür alaşımdır.
Konu: Çelik Elde Edilmesi, Isıl İşlem ve Uygulamaları Çeliğin Elde Edilmesi Çelik,(Fe) elementiyle ve genelde % 0,2 %2,1 oranlarında değişebilen karbon miktarının bileşiminden oluşan bir tür alaşımdır.
OSMANLI ALAŞIMLI ÇELİKLER SAN. VE TİC. LTD. ŞTİ.
 BÖHLER K390 MICROCLEAN, en basit anlatımla, şu anda BÖHLER ürün yelpazesinde bulunan soğuk iş uygulamaları için en gelişmiş özelliğe sahip toz metalürjisi soğuk iş takım çeliğidir. Bu çelik: Kesme, basma
BÖHLER K390 MICROCLEAN, en basit anlatımla, şu anda BÖHLER ürün yelpazesinde bulunan soğuk iş uygulamaları için en gelişmiş özelliğe sahip toz metalürjisi soğuk iş takım çeliğidir. Bu çelik: Kesme, basma
Demirin Kristal Yapıları
 Demirin Kristal Yapıları 1535 C 1390 C 910 C SIVI FERRİT (delta) OSTENİT (gamma) OSTENİT Kübik Yüzey Merkezli (KYM) FERRİT (alpha) FERRİT Kübik Hacim Merkezli (KHM) Kübik hacim merkezli (KHM), Kübik yüzey
Demirin Kristal Yapıları 1535 C 1390 C 910 C SIVI FERRİT (delta) OSTENİT (gamma) OSTENİT Kübik Yüzey Merkezli (KYM) FERRİT (alpha) FERRİT Kübik Hacim Merkezli (KHM) Kübik hacim merkezli (KHM), Kübik yüzey
SICAK İŞ TAKIM ÇELİKLERİ B İ R K A L İ T E M A R K A S I
 SICAK İŞ TAKIM ÇELİKLERİ B İ R K A L İ T E M A R K A S I S I C A K İ Ş T A K I M Ç E L İ K L E R İ MARTENSİTİK ÇELİKLER KIND Sınıf AISI Kimyasal Analiz % Kondüsyon HB C Si Mn Cr Mo Ni V Co W Sertleştirme
SICAK İŞ TAKIM ÇELİKLERİ B İ R K A L İ T E M A R K A S I S I C A K İ Ş T A K I M Ç E L İ K L E R İ MARTENSİTİK ÇELİKLER KIND Sınıf AISI Kimyasal Analiz % Kondüsyon HB C Si Mn Cr Mo Ni V Co W Sertleştirme
DENEYİN ADI: Jominy uçtan su verme ile sertleşebilirlik. AMACI: Çeliklerin sertleşme kabiliyetinin belirlenmesi.
 DENEYİN ADI: Jominy uçtan su verme ile sertleşebilirlik AMACI: Çeliklerin sertleşme kabiliyetinin belirlenmesi. TEORİK BİLGİ: Kritik soğuma hızı, TTT diyagramlarında burun noktasını kesmeden sağlanan en
DENEYİN ADI: Jominy uçtan su verme ile sertleşebilirlik AMACI: Çeliklerin sertleşme kabiliyetinin belirlenmesi. TEORİK BİLGİ: Kritik soğuma hızı, TTT diyagramlarında burun noktasını kesmeden sağlanan en
MMT209 Çeliklerde Malzeme Bilimi ve Son Gelişmeler 2 Çelik üretimi. Yrd. Doç. Dr. Ersoy Erişir Güz Yarıyılı
 MMT209 Çeliklerde Malzeme Bilimi ve Son Gelişmeler 2 Çelik üretimi Yrd. Doç. Dr. Ersoy Erişir 2013-2014 Güz Yarıyılı Bir entegre çelik tesisinde üretim akışı 2 Hematit, Fe2O3 Manyetit, Fe3O4 Götit, FeO(OH)
MMT209 Çeliklerde Malzeme Bilimi ve Son Gelişmeler 2 Çelik üretimi Yrd. Doç. Dr. Ersoy Erişir 2013-2014 Güz Yarıyılı Bir entegre çelik tesisinde üretim akışı 2 Hematit, Fe2O3 Manyetit, Fe3O4 Götit, FeO(OH)
Paslanmaz Çeliklerin. kaynak edilmesi. Özlem Karaman Metalurji ve Malzeme Mühendisi Kaynak Mühendisi
 Paslanmaz Çeliklerin kaynak edilmesi Özlem Karaman Metalurji ve Malzeme Mühendisi Kaynak Mühendisi İçerik Kaynak Yöntemleri Östenitik Paslanmaz Çeliklerin Kaynağı Ferritik Paslanmaz Çeliklerin Kaynağı
Paslanmaz Çeliklerin kaynak edilmesi Özlem Karaman Metalurji ve Malzeme Mühendisi Kaynak Mühendisi İçerik Kaynak Yöntemleri Östenitik Paslanmaz Çeliklerin Kaynağı Ferritik Paslanmaz Çeliklerin Kaynağı
Mikroyapısal Görüntüleme ve Tanı
 Mikroyapısal Görüntüleme ve Tanı -Ek Ders Notları- Yrd. Doç. Dr. Enbiya Türedi Aralık 2012 Kaynak: www.metallograph.de 2 Malzeme: 1.7131 (16MnCr5) ötektoid-altı ısıl işlemsiz Büyütme: 500 : 1 Dağlayıcı:
Mikroyapısal Görüntüleme ve Tanı -Ek Ders Notları- Yrd. Doç. Dr. Enbiya Türedi Aralık 2012 Kaynak: www.metallograph.de 2 Malzeme: 1.7131 (16MnCr5) ötektoid-altı ısıl işlemsiz Büyütme: 500 : 1 Dağlayıcı:
Bu tablonun amacı, çelik seçimini kolaylaştırmaktır. Ancak, farklı uygulama tiplerinin getirdiği çeşitli baskı durumlarını hesaba katmamaktadır.
 Sıcak iş Çeliklerinin Başlıca Özelliklerinin Karşılaştırılması 1) Martenzitik Çelik (martenzit sıcaklığı yaklaşık olarak 480 C dir); bu form, ısı ile işlem gören çelikler ile karşılaştırılamamaktadır.
Sıcak iş Çeliklerinin Başlıca Özelliklerinin Karşılaştırılması 1) Martenzitik Çelik (martenzit sıcaklığı yaklaşık olarak 480 C dir); bu form, ısı ile işlem gören çelikler ile karşılaştırılamamaktadır.
formülü zamanı da içerdiği zaman alttaki gibi değişecektir.
 Günümüz endüstrisinde en yaygın kullanılan Direnç Kaynak Yöntemi en eski elektrik kaynak yöntemlerinden biridir. Yöntem elektrik akımının kaynak edilecek parçalar üzerinden geçmesidir. Elektrik akımına
Günümüz endüstrisinde en yaygın kullanılan Direnç Kaynak Yöntemi en eski elektrik kaynak yöntemlerinden biridir. Yöntem elektrik akımının kaynak edilecek parçalar üzerinden geçmesidir. Elektrik akımına
CERRAHİ İĞNE ALAŞIMLARI. Microbiologist KADİR GÜRBÜZ
 CERRAHİ İĞNE ALAŞIMLARI Microbiologist KADİR GÜRBÜZ Bileşimlerinde en az % 12 krom bulunan çelikler paslanmaz çeliklerdir.tüm paslanmaz çeliklerin korozyon direnci, çok yoğun ve koruyucu krom oksit ince
CERRAHİ İĞNE ALAŞIMLARI Microbiologist KADİR GÜRBÜZ Bileşimlerinde en az % 12 krom bulunan çelikler paslanmaz çeliklerdir.tüm paslanmaz çeliklerin korozyon direnci, çok yoğun ve koruyucu krom oksit ince
Demir Esaslı Malzemelerin İsimlendirilmesi
 Demir Esaslı Malzemelerin İsimlendirilmesi Malzemelerin listelerde, tablolarda ve raporlarda kısa ve tam olarak belirtilmesi için (Alman normu DIN e göre) iki olanak vardır: a) DIN 17007 ye göre malzeme
Demir Esaslı Malzemelerin İsimlendirilmesi Malzemelerin listelerde, tablolarda ve raporlarda kısa ve tam olarak belirtilmesi için (Alman normu DIN e göre) iki olanak vardır: a) DIN 17007 ye göre malzeme
ÖSTENİTİK PASLANMAZ ÇELİKLERİN KAYNAĞI
 ÖSTENİTİK PASLANMAZ ÇELİKLERİN KAYNAĞI Östenitik paslanma çeliklerin kaynağı, alaşımlı karbonlu çeliklerden nispeten daha kolaydır. Çünkü östenitik paslanmaz çeliklerin kaynağında, hidrojen çatlağı problemi
ÖSTENİTİK PASLANMAZ ÇELİKLERİN KAYNAĞI Östenitik paslanma çeliklerin kaynağı, alaşımlı karbonlu çeliklerden nispeten daha kolaydır. Çünkü östenitik paslanmaz çeliklerin kaynağında, hidrojen çatlağı problemi
MMT209 Çeliklerde Malzeme Bilimi ve Son Gelişmeler 10 Yüksek mukavemetli yapı çelikleri. Yrd. Doç. Dr. Ersoy Erişir 2013-2014 Güz Yarıyılı
 MMT209 Çeliklerde Malzeme Bilimi ve Son Gelişmeler 10 Yüksek mukavemetli yapı çelikleri Yrd. Doç. Dr. Ersoy Erişir 20132014 Güz Yarıyılı Genel yapı çelikleri esasta düşük ve/veya orta karbonlu çelik olup
MMT209 Çeliklerde Malzeme Bilimi ve Son Gelişmeler 10 Yüksek mukavemetli yapı çelikleri Yrd. Doç. Dr. Ersoy Erişir 20132014 Güz Yarıyılı Genel yapı çelikleri esasta düşük ve/veya orta karbonlu çelik olup
Malzeme Bilgisi ve Gemi Yapı Malzemeleri
 Malzeme Bilgisi ve Gemi Yapı Malzemeleri Grup 1 Pazartesi 9.00-12.50 Dersin Öğretim Üyesi: Y.Doç.Dr. Ergün Keleşoğlu Metalurji ve Malzeme Mühendisliği Bölümü Davutpaşa Kampüsü Kimya Metalurji Fakültesi
Malzeme Bilgisi ve Gemi Yapı Malzemeleri Grup 1 Pazartesi 9.00-12.50 Dersin Öğretim Üyesi: Y.Doç.Dr. Ergün Keleşoğlu Metalurji ve Malzeme Mühendisliği Bölümü Davutpaşa Kampüsü Kimya Metalurji Fakültesi
Uygulamalar ve Kullanım Alanları
 BÖHLER W360 ISOBLOC ılık veya sıcak dövme kalıpları ve zımbaları için geliştirilmiş bir takım çeliğidir. Sertlik ve tokluğun istendiği çok çeşitli uygulamalarda kullanılabilir. Özellikler Yüksek sertlik
BÖHLER W360 ISOBLOC ılık veya sıcak dövme kalıpları ve zımbaları için geliştirilmiş bir takım çeliğidir. Sertlik ve tokluğun istendiği çok çeşitli uygulamalarda kullanılabilir. Özellikler Yüksek sertlik
MIG-MAG KAYNAK METODUNDA KULLANILAN KAYNAK ELEKTROTLARI VE ELEKTROT SEÇİMİ
 MIG-MAG KAYNAK METODUNDA KULLANILAN KAYNAK ELEKTROTLARI VE ELEKTROT SEÇİMİ Prof. Dr. Ramazan YILMAZ Sakarya Üniversitesi, Teknoloji Fakültesi, Metalurji ve Malzeme Mühendisliği Bölümü Esentepe Kampüsü,
MIG-MAG KAYNAK METODUNDA KULLANILAN KAYNAK ELEKTROTLARI VE ELEKTROT SEÇİMİ Prof. Dr. Ramazan YILMAZ Sakarya Üniversitesi, Teknoloji Fakültesi, Metalurji ve Malzeme Mühendisliği Bölümü Esentepe Kampüsü,
BÖHLER S600 OSMANLI ALAŞIMLI ÇELİKLER SAN. VE TİC. LTD. ŞTİ. Başlıca çelik özelliklerinin karşılaştırması:
 Başlıca çelik özelliklerinin karşılaştırması: Bu tablo çelik seçiminizde yardım olmak için hazırlanmıştır. Ancak yine de farklı uygulama türlerinin yarattığı gerilme koşulları dikkate alınmamıştır. Teknik
Başlıca çelik özelliklerinin karşılaştırması: Bu tablo çelik seçiminizde yardım olmak için hazırlanmıştır. Ancak yine de farklı uygulama türlerinin yarattığı gerilme koşulları dikkate alınmamıştır. Teknik
PLASTİK ŞEKİLLENDİRME YÖNTEMLERİ
 PLASTİK ŞEKİLLENDİRME YÖNTEMLERİ Metalik malzemelerin geriye dönüşü olmayacak şekilde kontrollü fiziksel/kütlesel deformasyona (plastik deformasyon) uğratılarak şekillendirilmesi işlemlerine genel olarak
PLASTİK ŞEKİLLENDİRME YÖNTEMLERİ Metalik malzemelerin geriye dönüşü olmayacak şekilde kontrollü fiziksel/kütlesel deformasyona (plastik deformasyon) uğratılarak şekillendirilmesi işlemlerine genel olarak
YORULMA HASARLARI Y r o u r l u m a ne n dir i?
 YORULMA HASARLARI 1 Yorulma nedir? Malzemenin tekrarlı yüklere maruz kalması, belli bir tekrar sayısından sonra yüzeyde çatlak oluşması, bunu takip eden kopma olayı ile malzemenin son bulmasına YORULMA
YORULMA HASARLARI 1 Yorulma nedir? Malzemenin tekrarlı yüklere maruz kalması, belli bir tekrar sayısından sonra yüzeyde çatlak oluşması, bunu takip eden kopma olayı ile malzemenin son bulmasına YORULMA
MMT440 Çeliklerin Isıl İşlemi 2 Sertleştirme Isıl İşlemi ve Sertleşebilirlik
 MMT440 Çeliklerin Isıl İşlemi 2 Sertleştirme Isıl İşlemi ve Sertleşebilirlik Yrd. Doç. Dr. Ersoy Erişir 2011-2012 Bahar Yarıyılı 2. Sertleştirme Isıl İşlemi ve Sertleşebilirlik 2.1. Tanımlar 2.2. Su verme
MMT440 Çeliklerin Isıl İşlemi 2 Sertleştirme Isıl İşlemi ve Sertleşebilirlik Yrd. Doç. Dr. Ersoy Erişir 2011-2012 Bahar Yarıyılı 2. Sertleştirme Isıl İşlemi ve Sertleşebilirlik 2.1. Tanımlar 2.2. Su verme
Prof. Dr. İRFAN AY / Öğr. Gör. FAHRETTİN KAPUSUZ 1
 OTOMOTİV PROGRAMI MALZEME TEKNOLOJİSİ-I- (DERS NOTLARI) Prof.Dr.İrfan AY Öğr. Gör. Fahrettin Kapusuz 2008-20092009 BALIKESİR Prof. Dr. İRFAN AY / Öğr. Gör. FAHRETTİN KAPUSUZ 1 ÇELİK STANDARTLARI Prof.
OTOMOTİV PROGRAMI MALZEME TEKNOLOJİSİ-I- (DERS NOTLARI) Prof.Dr.İrfan AY Öğr. Gör. Fahrettin Kapusuz 2008-20092009 BALIKESİR Prof. Dr. İRFAN AY / Öğr. Gör. FAHRETTİN KAPUSUZ 1 ÇELİK STANDARTLARI Prof.
OSMANLI ALAŞIMLI ÇELİKLER SAN. VE TİC. LTD. ŞTİ
 Özellikler Paslanmaz martenzitik krom çeliğidir. Bileşiminde bulunan yüksek oranda karbon içeriği, gerilme direnci düzeylerini yükseltmek için gerekli sertleştirme ve su verme işlemlerinin gerçekleştirilmesine
Özellikler Paslanmaz martenzitik krom çeliğidir. Bileşiminde bulunan yüksek oranda karbon içeriği, gerilme direnci düzeylerini yükseltmek için gerekli sertleştirme ve su verme işlemlerinin gerçekleştirilmesine
JOMINY DENEYİ MALZEME MÜHENDİSLİĞİ BÖLÜMÜ
 1. DENEYİN AMACI: Bu deney ile incelenen çelik alaşımın su verme davranışı belirlenmektedir. Bunlardan ilki su verme sonrası elde edilebilecek maksimum sertlik değeri olup, ikincisi ise sertleşme derinliğidir
1. DENEYİN AMACI: Bu deney ile incelenen çelik alaşımın su verme davranışı belirlenmektedir. Bunlardan ilki su verme sonrası elde edilebilecek maksimum sertlik değeri olup, ikincisi ise sertleşme derinliğidir
MMT209 Çeliklerde Malzeme Bilimi ve Son Gelişmeler 5 Çeliklerin standartları. Yrd. Doç. Dr. Ersoy Erişir 2014-2015 Güz Yarıyılı
 MMT209 Çeliklerde Malzeme Bilimi ve Son Gelişmeler 5 Çeliklerin standartları Yrd. Doç. Dr. Ersoy Erişir 2014-2015 Güz Yarıyılı Standartlar Örnek TSE Türk Standartları Ensititüsü ASTM American Society for
MMT209 Çeliklerde Malzeme Bilimi ve Son Gelişmeler 5 Çeliklerin standartları Yrd. Doç. Dr. Ersoy Erişir 2014-2015 Güz Yarıyılı Standartlar Örnek TSE Türk Standartları Ensititüsü ASTM American Society for
BARTIN ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ METALURJİ VE MALZEME MÜHENDİSLİĞİ
 BARTIN ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ METALURJİ VE MALZEME MÜHENDİSLİĞİ MALZEME LABORATUARI I DERSİ ISIL İŞLEM (NORMALİZASYON, SU VERME, MENEVİŞLEME) DENEY FÖYÜ DENEYİN ADI: Isıl İşlem(Normalizasyon,
BARTIN ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ METALURJİ VE MALZEME MÜHENDİSLİĞİ MALZEME LABORATUARI I DERSİ ISIL İŞLEM (NORMALİZASYON, SU VERME, MENEVİŞLEME) DENEY FÖYÜ DENEYİN ADI: Isıl İşlem(Normalizasyon,
BÖHLER W302. Sıcak iş Çeliklerinin Başlıca Özelliklerinin Karşılaştırılması
 Sıcak iş Çeliklerinin Başlıca Özelliklerinin Karşılaştırılması Bu tablo çelik seçiminizde yardım olmak için hazırlanmıştır. Ancak yine de farklı uygulama türlerinin yarattığı gerilme koşulları dikkate
Sıcak iş Çeliklerinin Başlıca Özelliklerinin Karşılaştırılması Bu tablo çelik seçiminizde yardım olmak için hazırlanmıştır. Ancak yine de farklı uygulama türlerinin yarattığı gerilme koşulları dikkate
METALİK MALZEMELERİN GENEL KARAKTERİSTİKLERİ BAHAR 2010
 METALİK MALZEMELERİN GENEL KARAKTERİSTİKLERİ BAHAR 2010 WEBSİTE www2.aku.edu.tr/~hitit Dersler İÇERİK Metalik Malzemelerin Genel Karakteristiklerİ Denge diyagramları Ergitme ve döküm Dökme demir ve çelikler
METALİK MALZEMELERİN GENEL KARAKTERİSTİKLERİ BAHAR 2010 WEBSİTE www2.aku.edu.tr/~hitit Dersler İÇERİK Metalik Malzemelerin Genel Karakteristiklerİ Denge diyagramları Ergitme ve döküm Dökme demir ve çelikler
PLASTİK ŞEKİL VERME (PŞV) Plastik Şekil Vermenin Temelleri: Başlangıç iş parçasının şekline bağlı olarak PŞV iki gruba ayrılır.
 Plastik Şekil Vermenin Temelleri: Başlangıç iş parçasının şekline bağlı olarak PŞV iki gruba ayrılır.") PLASTİK ŞEKİL VERME (PŞV) Metallerin katı halde kalıp olarak adlandırılan takımlar yardımıyla akma dayanımlarını aşan gerilmelere maruz bırakılarak plastik deformasyonla şeklinin kalıcı olarak değiştirilmesidir
PLASTİK ŞEKİL VERME (PŞV) Metallerin katı halde kalıp olarak adlandırılan takımlar yardımıyla akma dayanımlarını aşan gerilmelere maruz bırakılarak plastik deformasyonla şeklinin kalıcı olarak değiştirilmesidir
SICAK İŞ TAKIM ÇELİKLERİ. Ailesi
 2343 SICAK İŞ TAKIM ÇELİKLERİ 2344 2343 Ailesi SICAK İŞ ÇELİKLERİ Sıcak iş çelikleri yüksek sıcaklıkta çalışabilecek şekilde tasarlanmıştır. Kimyasal ve fiziksel özellikleri karbon ve yapı çeliklerin de
2343 SICAK İŞ TAKIM ÇELİKLERİ 2344 2343 Ailesi SICAK İŞ ÇELİKLERİ Sıcak iş çelikleri yüksek sıcaklıkta çalışabilecek şekilde tasarlanmıştır. Kimyasal ve fiziksel özellikleri karbon ve yapı çeliklerin de
DENEYİN ADI: Çeliklerin Isıl İşlemi. AMACI: Çeliklerde ısıl işlem yoluyla mikroyapı ve mekanik özelliklerin değişiminin öğretilmesi.
 DENEYİN ADI: Çeliklerin Isıl İşlemi AMACI: Çeliklerde ısıl işlem yoluyla mikroyapı ve mekanik özelliklerin değişiminin öğretilmesi. TEORİK BİLGİ: Metal ve alaşımlarının, faz diyagramlarına bağlı olarak
DENEYİN ADI: Çeliklerin Isıl İşlemi AMACI: Çeliklerde ısıl işlem yoluyla mikroyapı ve mekanik özelliklerin değişiminin öğretilmesi. TEORİK BİLGİ: Metal ve alaşımlarının, faz diyagramlarına bağlı olarak
Geleneksel Malzemelerdeki Gelişmeler
 Yeni Malzemeler ve Üretim Yöntemleri Geleneksel Malzemelerdeki Gelişmeler Yrd.Doç.Dr. Aysun AYDAY İleri Teknoloji Ürünü Yüksek Mukavemetli Çelikler Otomobil endüstrisinde yüksek mukavemetli çeliklere önemli
Yeni Malzemeler ve Üretim Yöntemleri Geleneksel Malzemelerdeki Gelişmeler Yrd.Doç.Dr. Aysun AYDAY İleri Teknoloji Ürünü Yüksek Mukavemetli Çelikler Otomobil endüstrisinde yüksek mukavemetli çeliklere önemli
MMT209 Çeliklerde Malzeme Bilimi ve Son Gelişmeler 11 Yüksek sıcaklığa dayanıklı çelikler. Yrd. Doç. Dr. Ersoy Erişir Güz Yarıyılı
 MMT209 Çeliklerde Malzeme Bilimi ve Son Gelişmeler 11 Yüksek sıcaklığa dayanıklı çelikler Yrd. Doç. Dr. Ersoy Erişir 2011-2012 Güz Yarıyılı Sıcaklık, K Sıcaklık, C 4000 W Ergiyik Ta 3000 T m Mo Nb Hf 2000
MMT209 Çeliklerde Malzeme Bilimi ve Son Gelişmeler 11 Yüksek sıcaklığa dayanıklı çelikler Yrd. Doç. Dr. Ersoy Erişir 2011-2012 Güz Yarıyılı Sıcaklık, K Sıcaklık, C 4000 W Ergiyik Ta 3000 T m Mo Nb Hf 2000
BÖHLER W303 OSMANLI ALAŞIMLI ÇELİKLER SAN. VE TİC. LTD. ŞTİ. Sıcak iş Çeliklerinin Başlıca Özelliklerinin Karşılaştırılması
 Sıcak iş Çeliklerinin Başlıca Özelliklerinin Karşılaştırılması Bu tablo çelik seçiminizde yardım olmak için hazırlanmıştır. Ancak yine de farklı uygulama türlerinin yarattığı gerilme koşulları dikkate
Sıcak iş Çeliklerinin Başlıca Özelliklerinin Karşılaştırılması Bu tablo çelik seçiminizde yardım olmak için hazırlanmıştır. Ancak yine de farklı uygulama türlerinin yarattığı gerilme koşulları dikkate
Demir, atom numarası 26 olan kimyasal element. Simgesi Fe dir. Demir, yerkabuğunda en çok bulunan metaldir. Yerkürenin merkezindeki sıvı çekirdeğin
 Demir, atom numarası 26 olan kimyasal element. Simgesi Fe dir. Demir, yerkabuğunda en çok bulunan metaldir. Yerkürenin merkezindeki sıvı çekirdeğin de tek bir demir kristali olduğu tahmin edilmekle birlikte,
Demir, atom numarası 26 olan kimyasal element. Simgesi Fe dir. Demir, yerkabuğunda en çok bulunan metaldir. Yerkürenin merkezindeki sıvı çekirdeğin de tek bir demir kristali olduğu tahmin edilmekle birlikte,
BÖLÜM 4 KAYNAK METALURJİSİ
 BÖLÜM 4 KAYNAK METALURJİSİ Kaynakta Oluşan Metalurjik Bölgeler Kaynakta Oluşan Metalurjik Bölgeler Kaynak Metalinin Katılaşması Kaynak Metalinin Katılaşması Kaynak Metalinin Katılaşması Tek pasoda yapılmış
BÖLÜM 4 KAYNAK METALURJİSİ Kaynakta Oluşan Metalurjik Bölgeler Kaynakta Oluşan Metalurjik Bölgeler Kaynak Metalinin Katılaşması Kaynak Metalinin Katılaşması Kaynak Metalinin Katılaşması Tek pasoda yapılmış
BÖHLER K306 OSMANLI ALAŞIMLI ÇELİKLER SAN. VE TİC. LTD. ŞTİ. Başlıca çelik özelliklerinin kıyaslanması
 Başlıca çelik özelliklerinin kıyaslanması Bu tablonun amacı çelik seçeneğini kolaylaştırmaktır. Bununla birlikte, farklı uygulamalardan etkilenen çeşitli stres koşulları hesaba katılmamıştır. Teknik danışmanlık
Başlıca çelik özelliklerinin kıyaslanması Bu tablonun amacı çelik seçeneğini kolaylaştırmaktır. Bununla birlikte, farklı uygulamalardan etkilenen çeşitli stres koşulları hesaba katılmamıştır. Teknik danışmanlık
3. MALZEME PROFİLLERİ (MATERİALS PROFİLES) 3.1. METAL VE ALAŞIMLAR. Karbon çelikleri (carbon steels)
 3.1. METAL VE ALAŞIMLAR. Karbon çelikleri (carbon steels)") 3. MALZEME PROFİLLERİ (MATERİALS PROFİLES) 3.1. METAL VE ALAŞIMLAR Karbon çelikleri (carbon steels) Çelik, bileşiminde maksimum %2 C içeren demir karbon alaşımı olarak tanımlanabilir. Karbon çeliğin en
3. MALZEME PROFİLLERİ (MATERİALS PROFİLES) 3.1. METAL VE ALAŞIMLAR Karbon çelikleri (carbon steels) Çelik, bileşiminde maksimum %2 C içeren demir karbon alaşımı olarak tanımlanabilir. Karbon çeliğin en
Prof. Dr. İRFAN AY / Öğr. Gör. FAHRETTİN KAPUSUZ 1
 MAKİNE PROGRAMI MALZEME TEKNOLOJİSİ-I- (DERS NOTLARI) Prof.Dr.İrfan AY Öğr. Gör. Fahrettin Kapusuz 2008-20092009 BALIKESİR Prof. Dr. İRFAN AY / Öğr. Gör. FAHRETTİN KAPUSUZ 1 DEMİR-KARBON (Fe-C) DENGE DİYAGRAMI
MAKİNE PROGRAMI MALZEME TEKNOLOJİSİ-I- (DERS NOTLARI) Prof.Dr.İrfan AY Öğr. Gör. Fahrettin Kapusuz 2008-20092009 BALIKESİR Prof. Dr. İRFAN AY / Öğr. Gör. FAHRETTİN KAPUSUZ 1 DEMİR-KARBON (Fe-C) DENGE DİYAGRAMI
Demir Karbon Denge Diyagramı
 Demir Karbon Denge Diyagramı Saf Demirin Soğuma ve Isınma Eğrileri 769 C Curie noktasıdır. 769 C sıcaklığın altında demir (Fe) manyetik özellik gösterir. 1 Fe-C Denge Diyagramı Fe-C Denge Diyagramı 2 Fe-C
Demir Karbon Denge Diyagramı Saf Demirin Soğuma ve Isınma Eğrileri 769 C Curie noktasıdır. 769 C sıcaklığın altında demir (Fe) manyetik özellik gösterir. 1 Fe-C Denge Diyagramı Fe-C Denge Diyagramı 2 Fe-C
SÜPER ALAŞIMLAR Prof.Dr.Ayşegül AKDOĞAN EKER Prof.Dr.Ayşegül AKDOĞAN EKER
 Süper alaşım; ana yapısı demir, nikel yada kobalt olan nisbeten yüksek miktarlarda krom, az miktarda da yüksek sıcaklıkta ergiyen molibden, wofram, alüminyum ve titanyum içeren alaşım olarak tanımlanabilir.
Süper alaşım; ana yapısı demir, nikel yada kobalt olan nisbeten yüksek miktarlarda krom, az miktarda da yüksek sıcaklıkta ergiyen molibden, wofram, alüminyum ve titanyum içeren alaşım olarak tanımlanabilir.
BA KENT ÜNİVERSİTESİ. Malzemeler genel olarak 4 ana sınıfa ayrılabilirler: 1. Metaller, 2. Seramikler, 3. Polimerler 4. Kompozitler.
 MALZEMELER VE GERĐLMELER Malzeme Bilimi mühendisliğin temel ve en önemli konularından birisidir. Malzeme teknolojisindeki gelişim tüm mühendislik dallarını doğrudan veya dolaylı olarak etkilemektedir.
MALZEMELER VE GERĐLMELER Malzeme Bilimi mühendisliğin temel ve en önemli konularından birisidir. Malzeme teknolojisindeki gelişim tüm mühendislik dallarını doğrudan veya dolaylı olarak etkilemektedir.
Alasim Elementlerinin Celigin Yapisina Etkisi
 Alasim Elementlerinin Celigin Yapisina Etkisi Karbonlu çeliklerden normal olarak sağlanamayan kendine has özellikleri sağlayabilmek amacıyla, bir veya birden fazla alaşım elementi ilave etmek suretiyle
Alasim Elementlerinin Celigin Yapisina Etkisi Karbonlu çeliklerden normal olarak sağlanamayan kendine has özellikleri sağlayabilmek amacıyla, bir veya birden fazla alaşım elementi ilave etmek suretiyle
METALLER. şeklinde sıralanır. Demir esaslı alaşımlarda karşılaşılan en önemli problem korozyon eğilimlerinin yüksek olmasıdır.
 METALLER Malzeme seçimiyle ilgili kararlar hem tasarım hem de imalat faaliyetleri açısından son derece önemlidir. Malzemeler temel olarak metaller, seramikler ve polimerler ile bunların fiziksel birleşiminden
METALLER Malzeme seçimiyle ilgili kararlar hem tasarım hem de imalat faaliyetleri açısından son derece önemlidir. Malzemeler temel olarak metaller, seramikler ve polimerler ile bunların fiziksel birleşiminden
CALLİSTER FAZ DÖNÜŞÜMLERİ
 CALLİSTER FAZ DÖNÜŞÜMLERİ Faz dönüşümlerinin çoğu ani olarak gerçekleşmediğinden, reaksiyon gelişiminin zamana bağlı, yani dönüşüm hızına bağlı olarak gelişen yapısal özelliklerini dikkate almak gerekir.
CALLİSTER FAZ DÖNÜŞÜMLERİ Faz dönüşümlerinin çoğu ani olarak gerçekleşmediğinden, reaksiyon gelişiminin zamana bağlı, yani dönüşüm hızına bağlı olarak gelişen yapısal özelliklerini dikkate almak gerekir.
MMT209 Çeliklerde Malzeme Bilimi ve Son Gelişmeler 2 Çelik üretimi. Yrd. Doç. Dr. Ersoy Erişir 2014-2015 Güz Yarıyılı
 MMT209 Çeliklerde Malzeme Bilimi ve Son Gelişmeler 2 Çelik üretimi Yrd. Doç. Dr. Ersoy Erişir 2014-2015 Güz Yarıyılı Bir entegre çelik tesisinde üretim akışı 2 Hematit, Fe2O3 Manyetit, Fe3O4 Götit, FeO(OH)
MMT209 Çeliklerde Malzeme Bilimi ve Son Gelişmeler 2 Çelik üretimi Yrd. Doç. Dr. Ersoy Erişir 2014-2015 Güz Yarıyılı Bir entegre çelik tesisinde üretim akışı 2 Hematit, Fe2O3 Manyetit, Fe3O4 Götit, FeO(OH)
MMT209 Çeliklerde Malzeme Bilimi ve Son Gelişmeler 3 Çelik üretimi. Yrd. Doç. Dr. Ersoy Erişir Güz Yarıyılı
 MMT209 Çeliklerde Malzeme Bilimi ve Son Gelişmeler 3 Çelik üretimi Yrd. Doç. Dr. Ersoy Erişir 2013-2014 Güz Yarıyılı Fırın Ön hadde Nihai hadde Soğuma Sarma Hadde yolu koruyucusu 1200-1250 ºC Kesme T >
MMT209 Çeliklerde Malzeme Bilimi ve Son Gelişmeler 3 Çelik üretimi Yrd. Doç. Dr. Ersoy Erişir 2013-2014 Güz Yarıyılı Fırın Ön hadde Nihai hadde Soğuma Sarma Hadde yolu koruyucusu 1200-1250 ºC Kesme T >
TALAŞLI İMALAT. Koşul, takım ile iş şekillendirilmek istenen parça arasında belirgin bir sertlik farkının olmasıdır.
 TALAŞLI İMALAT Şekillendirilecek parça üzerinden sert takımlar yardımıyla küçük parçacıklar halinde malzeme koparılarak yapılan malzeme üretimi talaşlı imalat olarak adlandırılır. Koşul, takım ile iş şekillendirilmek
TALAŞLI İMALAT Şekillendirilecek parça üzerinden sert takımlar yardımıyla küçük parçacıklar halinde malzeme koparılarak yapılan malzeme üretimi talaşlı imalat olarak adlandırılır. Koşul, takım ile iş şekillendirilmek
İÇİNDEKİLER BÖLÜM 1 BÖLÜM 2
 İÇİNDEKİLER BÖLÜM 1 Malzeme Seçiminin Temelleri... 1 1.1 Giriş... 2 1.2 Malzeme seçiminin önemi... 2 1.3 Malzemelerin sınıflandırılması... 3 1.4 Malzeme seçimi adımları... 5 1.5 Malzeme seçiminde dikkate
İÇİNDEKİLER BÖLÜM 1 Malzeme Seçiminin Temelleri... 1 1.1 Giriş... 2 1.2 Malzeme seçiminin önemi... 2 1.3 Malzemelerin sınıflandırılması... 3 1.4 Malzeme seçimi adımları... 5 1.5 Malzeme seçiminde dikkate
TÜRK STANDARDI TURKISH STANDARD
 ICS 01.040.77; 77.080.20 TÜRK STANDARDI TS EN 10020 TÜRK STANDARDI TURKISH STANDARD TS EN 10020 Nisan 2003 ICS 01.040.77; 77.080.20 ÇELİK TİPLERİNİN TARİFİ VE SINIFLANDIRILMASI Definition and classification
ICS 01.040.77; 77.080.20 TÜRK STANDARDI TS EN 10020 TÜRK STANDARDI TURKISH STANDARD TS EN 10020 Nisan 2003 ICS 01.040.77; 77.080.20 ÇELİK TİPLERİNİN TARİFİ VE SINIFLANDIRILMASI Definition and classification
ÜRÜN KATALOĞU BM TEKNİK
 TR ÜRÜN KATALOĞU BM TEKNİK HAKKIMIZDA Bm Lazer olarak sektörde edindiğimiz tecrübe ile siz değerli müşterilerimize daha kaliteli, güvenilir ve sürdürülebilir hizmet ulaştırmayı hedefliyoruz. 2009 yılından
TR ÜRÜN KATALOĞU BM TEKNİK HAKKIMIZDA Bm Lazer olarak sektörde edindiğimiz tecrübe ile siz değerli müşterilerimize daha kaliteli, güvenilir ve sürdürülebilir hizmet ulaştırmayı hedefliyoruz. 2009 yılından
Islah Çelikleri. Sementasyon Çelikleri. Nitrürlenebilen Çelikler. Otomat Çelikleri. Paslanmaz Çelikler. Takım Çelikleri
 Bu ders kapsamında ele alınacak olan çelik türleri Islah Çelikleri Sementasyon Çelikleri Nitrürlenebilen Çelikler Otomat Çelikleri Paslanmaz Çelikler Takım Çelikleri ISLAH ÇELĠKLERĠ Bu çeliklerin % C karbon
Bu ders kapsamında ele alınacak olan çelik türleri Islah Çelikleri Sementasyon Çelikleri Nitrürlenebilen Çelikler Otomat Çelikleri Paslanmaz Çelikler Takım Çelikleri ISLAH ÇELĠKLERĠ Bu çeliklerin % C karbon
ÇELİK YAPILAR (2+1) Yrd. Doç. Dr. Ali SARIBIYIK
 Yrd. Doç. Dr. Ali SARIBIYIK") ÇELİK YAPILAR (2+1) Yrd. Doç. Dr. Ali SARIBIYIK Dersin Amacı Çelik yapı sistemlerini, malzemelerini ve elemanlarını tanıtarak, çelik yapı hesaplarını kavratmak. Dersin İçeriği Çelik yapı sistemleri, kullanım
ÇELİK YAPILAR (2+1) Yrd. Doç. Dr. Ali SARIBIYIK Dersin Amacı Çelik yapı sistemlerini, malzemelerini ve elemanlarını tanıtarak, çelik yapı hesaplarını kavratmak. Dersin İçeriği Çelik yapı sistemleri, kullanım
SinterlenmişKarbürler. Co bağlayıcı ~ Mpa Sertlikliğini 1100 ⁰C ye kadar muhafaza eder Kesme hızları hız çeliklerine nazaran 5 kat fazladır.
 SinterlenmişKarbürler Co bağlayıcı ~ Mpa Sertlikliğini 1100 ⁰C ye kadar muhafaza eder Kesme hızları hız çeliklerine nazaran 5 kat fazladır. Seramikler 3 Katogoride Toplanır: 1) Alumina (Al2O3) 2) Alumina
SinterlenmişKarbürler Co bağlayıcı ~ Mpa Sertlikliğini 1100 ⁰C ye kadar muhafaza eder Kesme hızları hız çeliklerine nazaran 5 kat fazladır. Seramikler 3 Katogoride Toplanır: 1) Alumina (Al2O3) 2) Alumina
MMT310 Malzemelerin Mekanik Davranışı Mukavemet ve deformasyon özelliklerinin belirlenmesi - Sürünme, eğme ve burma deneyleri
 MMT310 Malzemelerin Mekanik Davranışı Mukavemet ve deformasyon özelliklerinin belirlenmesi - Sürünme, eğme ve burma deneyleri Yrd. Doç. Dr. Ersoy Erişir 2011-2012 Bahar Yarıyılı 2. Mukavemet ve deformasyon
MMT310 Malzemelerin Mekanik Davranışı Mukavemet ve deformasyon özelliklerinin belirlenmesi - Sürünme, eğme ve burma deneyleri Yrd. Doç. Dr. Ersoy Erişir 2011-2012 Bahar Yarıyılı 2. Mukavemet ve deformasyon
MMT440 Çeliklerin Isıl İşlemi 2 Sertleştirme Isıl İşlemi ve Sertleşebilirlik
 MMT440 Çeliklerin Isıl İşlemi 2 Sertleştirme Isıl İşlemi ve Sertleşebilirlik Yrd. Doç. Dr. Ersoy Erişir 2011-2012 Bahar Yarıyılı 2. Sertleştirme Isıl İşlemi ve Sertleşebilirlik 2.1. Tanımlar 2.2. Su verme
MMT440 Çeliklerin Isıl İşlemi 2 Sertleştirme Isıl İşlemi ve Sertleşebilirlik Yrd. Doç. Dr. Ersoy Erişir 2011-2012 Bahar Yarıyılı 2. Sertleştirme Isıl İşlemi ve Sertleşebilirlik 2.1. Tanımlar 2.2. Su verme
Yüzey Sertleştirme 1
 Yüzey Sertleştirme 1 Yüzey sertleştirme Sünek yapıya sahip çeliklerden imal edilmiş makine parçalarında sert ve aşınmaya dayanıklı bir yüzey istenir. Örneğin yatak muylusu, kavrama tırnağı ve diğer temas
Yüzey Sertleştirme 1 Yüzey sertleştirme Sünek yapıya sahip çeliklerden imal edilmiş makine parçalarında sert ve aşınmaya dayanıklı bir yüzey istenir. Örneğin yatak muylusu, kavrama tırnağı ve diğer temas
Dökme Demirlerin Korozyonu Prof.Dr.Ayşegül AKDOĞAN EKER
 Dökme Demirlerin Korozyonu DÖKME DEMİR %2,06-%6,67 oranında karbon içeren Fe-C alaşımıdır. Gevrektirler. İstenilen parça üretimi sadece döküm ve talaşlı şekillendirme ile gerçekleştirilir. Dayanım yükseltici
Dökme Demirlerin Korozyonu DÖKME DEMİR %2,06-%6,67 oranında karbon içeren Fe-C alaşımıdır. Gevrektirler. İstenilen parça üretimi sadece döküm ve talaşlı şekillendirme ile gerçekleştirilir. Dayanım yükseltici
KOMPOZİTLER Sakarya Üniversitesi İnşaat Mühendisliği
 Başlık KOMPOZİTLER Sakarya Üniversitesi İnşaat Mühendisliği Tanım İki veya daha fazla malzemenin, iyi özelliklerini bir araya toplamak ya da ortaya yeni bir özellik çıkarmak için, mikro veya makro seviyede
Başlık KOMPOZİTLER Sakarya Üniversitesi İnşaat Mühendisliği Tanım İki veya daha fazla malzemenin, iyi özelliklerini bir araya toplamak ya da ortaya yeni bir özellik çıkarmak için, mikro veya makro seviyede
BÖHLER K455 OSMANLI ALAŞIMLI ÇELİKLER SAN. VE TİC. LTD. ŞTİ. Başlıca Çelik Özelliklerinin Kıyaslaması
 Başlıca Çelik Özelliklerinin Kıyaslaması Bu tablonun amacı çelik seçeneğini kolaylaştırmaktır. Bununla birlikte, farklı uygulamalardan etkilenen çeşitli stres koşulları hesaba katılmamıştır. Teknik danışmanlık
Başlıca Çelik Özelliklerinin Kıyaslaması Bu tablonun amacı çelik seçeneğini kolaylaştırmaktır. Bununla birlikte, farklı uygulamalardan etkilenen çeşitli stres koşulları hesaba katılmamıştır. Teknik danışmanlık
OSMANLI ALAŞIMLI ÇELİKLER SAN. VE TİC. LTD. ŞTİ.BÖHLER W500
 Sıcak iş Çeliklerinin Başlıca Özelliklerinin Karşılaştırılması 1) Martenzitik Çelik (martenzit sıcaklığı yaklaşık olarak 480 C dir); bu form, ısı ile işlem gören çelikler ile karşılaştırılamamaktadır.
Sıcak iş Çeliklerinin Başlıca Özelliklerinin Karşılaştırılması 1) Martenzitik Çelik (martenzit sıcaklığı yaklaşık olarak 480 C dir); bu form, ısı ile işlem gören çelikler ile karşılaştırılamamaktadır.
Isıl işlem: Metal veya alaşımlara amaca uygun özellikler kazandırmak için yapılan kontrollü ısıtma ve soğutma işlemleridir.
 ISIL İŞLEM Isıl işlem: Metal veya alaşımlara amaca uygun özellikler kazandırmak için yapılan kontrollü ısıtma ve soğutma işlemleridir. Isıl işlem; uygulamada, ısıtma, belli bir süre bekleme ve amaca uygun
ISIL İŞLEM Isıl işlem: Metal veya alaşımlara amaca uygun özellikler kazandırmak için yapılan kontrollü ısıtma ve soğutma işlemleridir. Isıl işlem; uygulamada, ısıtma, belli bir süre bekleme ve amaca uygun
Ayrıca, bu kitapta sunulan bilgilerin İnşaat Mühendislerine de meslek yaşamları boyunca yararlı olacağı umulmaktadır.
 Önsöz Dokuz Eylül Üniversitesi Mühendislik Fakültesi İnşaat Mühendisliği Bölümü, İNŞ 2023 Yapı Malzemesi I (3+0) dersinde kullanılmak üzere hazırlanan bu kitap, İNŞ 2024 Yapı Malzemesi II dersinde kullanılan
Önsöz Dokuz Eylül Üniversitesi Mühendislik Fakültesi İnşaat Mühendisliği Bölümü, İNŞ 2023 Yapı Malzemesi I (3+0) dersinde kullanılmak üzere hazırlanan bu kitap, İNŞ 2024 Yapı Malzemesi II dersinde kullanılan
TAKIM ÇELİKLERİ İÇİN UYGULANAN EROZYON İŞLEMLERİ
 TAKIM ÇELİKLERİ İÇİN UYGULANAN EROZYON İŞLEMLERİ Kalıp işlemesinde erozyonla imalatın önemi kimse tarafından tartışılmamaktadır. Elektro erozyon arka arkaya oluşturulan elektrik darbelerinden meydana gelen
TAKIM ÇELİKLERİ İÇİN UYGULANAN EROZYON İŞLEMLERİ Kalıp işlemesinde erozyonla imalatın önemi kimse tarafından tartışılmamaktadır. Elektro erozyon arka arkaya oluşturulan elektrik darbelerinden meydana gelen
BÖHLER K600 OSMANLI ALAŞIMLI ÇELİKLER SAN. VE TİC. LTD. ŞTİ. Başlıca çelik özelliklerinin karşılaştırılması
 Başlıca çelik özelliklerinin karşılaştırılması Bu tablonun amacı çelik seçeneğini kolaylaştırmaktır. Bununla birlikte, farklı uygulamalardan etkilenen çeşitli stres koşulları hesaba katılmamıştır. Teknik
Başlıca çelik özelliklerinin karşılaştırılması Bu tablonun amacı çelik seçeneğini kolaylaştırmaktır. Bununla birlikte, farklı uygulamalardan etkilenen çeşitli stres koşulları hesaba katılmamıştır. Teknik
MALZEMELERİN SINIFLANDIRILMASI
 ÜRETİM YÖNTEMLERİ VE İMALAT TEKNOLOJİLERİ MALZEMELERİN SINIFLANDIRILMASI Malzemelerin Sınıflandırılması Metalik Malzemeler Polimer Malzemeler Seramik Malzemeler Kompozit Malzemeler Nano Malzemeler Malzemelerin
ÜRETİM YÖNTEMLERİ VE İMALAT TEKNOLOJİLERİ MALZEMELERİN SINIFLANDIRILMASI Malzemelerin Sınıflandırılması Metalik Malzemeler Polimer Malzemeler Seramik Malzemeler Kompozit Malzemeler Nano Malzemeler Malzemelerin
BÖLÜM#5: KESİCİ TAKIMLARDA AŞINMA MEKANİZMALARI
 BÖLÜM#5: KESİCİ TAKIMLARDA AŞINMA MEKANİZMALARI Kesici Takımlarda Aşınma Mekanizmaları Aşınma, kesicinin temas yüzeylerinde meydana gelen malzeme kaybı olarak ifade edilir. Kesici Takımlarda Aşınma Mekanizmaları
BÖLÜM#5: KESİCİ TAKIMLARDA AŞINMA MEKANİZMALARI Kesici Takımlarda Aşınma Mekanizmaları Aşınma, kesicinin temas yüzeylerinde meydana gelen malzeme kaybı olarak ifade edilir. Kesici Takımlarda Aşınma Mekanizmaları
BÖHLER S700 OSMANLI ALAŞIMLI ÇELİKLER SAN. VE TİC. LTD. ŞTİ. Başlıca çeliklerin özelliklerinin karşılaştırılması:
 Başlıca çeliklerin özelliklerinin karşılaştırılması: Bu tablo çelik seçiminizde yardım olmak için hazırlanmıştır. Ancak yine de farklı uygulama türlerinin yarattığı gerilme koşulları dikkate alınmamıştır.
Başlıca çeliklerin özelliklerinin karşılaştırılması: Bu tablo çelik seçiminizde yardım olmak için hazırlanmıştır. Ancak yine de farklı uygulama türlerinin yarattığı gerilme koşulları dikkate alınmamıştır.
İmal Usulleri. Fatih ALİBEYOĞLU -7-
 Fatih ALİBEYOĞLU -7- Giriş Malzemeler birçok imal yöntemiyle şekillendirilebilir. Bundan dolayı malzemelerin mekanik davranışlarını bilmemiz büyük bir önem teşkil etmektedir. Bir mekanik problemi çözerken
Fatih ALİBEYOĞLU -7- Giriş Malzemeler birçok imal yöntemiyle şekillendirilebilir. Bundan dolayı malzemelerin mekanik davranışlarını bilmemiz büyük bir önem teşkil etmektedir. Bir mekanik problemi çözerken
TERMOKİMYASAL YÜZEY KAPLAMA (BORLAMA)
") TERMOKİMYASAL YÜZEY KAPLAMA (BORLAMA) Deneyin Amacı: Demir esaslı bir malzemenin borlanması ve borlama işlemi sonrası malzemenin yüzeyinde oluşan borür tabakasının metalografik açıdan incelenmesi. Teorik
TERMOKİMYASAL YÜZEY KAPLAMA (BORLAMA) Deneyin Amacı: Demir esaslı bir malzemenin borlanması ve borlama işlemi sonrası malzemenin yüzeyinde oluşan borür tabakasının metalografik açıdan incelenmesi. Teorik
BÖHLER S500 OSMANLI ALAŞIMLI ÇELİKLER SAN. VE TİC. LTD. ŞTİ. Başlıca Çelik Özelliklerinin Karşılaştırılması
 Başlıca Çelik Özelliklerinin Karşılaştırılması Bu tablo çelik seçiminizde yardım olmak için hazırlanmıştır. Ancak yine de farklı uygulama türlerinin yarattığı gerilme koşulları dikkate alınmamıştır. Teknik
Başlıca Çelik Özelliklerinin Karşılaştırılması Bu tablo çelik seçiminizde yardım olmak için hazırlanmıştır. Ancak yine de farklı uygulama türlerinin yarattığı gerilme koşulları dikkate alınmamıştır. Teknik
Çelik Hasır Kaynak Elektrotları
 CUPRAL 5M CUPRAL 12M Çelik Hasır Kaynak Elektrotları Malzeme Adı, EN Malzeme Numarası, EN Malzeme Numarası, DIN Malzeme Numarası,ASTM Cr Zr Co Ni Be Al Sİ Fe Mn Diğerleri Cu Sertlik (HB) Çekme Dayanımı
CUPRAL 5M CUPRAL 12M Çelik Hasır Kaynak Elektrotları Malzeme Adı, EN Malzeme Numarası, EN Malzeme Numarası, DIN Malzeme Numarası,ASTM Cr Zr Co Ni Be Al Sİ Fe Mn Diğerleri Cu Sertlik (HB) Çekme Dayanımı
İmalat Teknolojileri. Dr.-Ing. Rahmi Ünal. Talaşlı İmalat Yöntemleri
 İmalat Teknolojileri Dr.-Ing. Rahmi Ünal Talaşlı İmalat Yöntemleri 1 Kapsam Talaşlı imalatın tanımı Talaş kaldırmanın esasları Takımlar Tornalama Frezeleme Planyalama, vargelleme Taşlama Broşlama Kaynak
İmalat Teknolojileri Dr.-Ing. Rahmi Ünal Talaşlı İmalat Yöntemleri 1 Kapsam Talaşlı imalatın tanımı Talaş kaldırmanın esasları Takımlar Tornalama Frezeleme Planyalama, vargelleme Taşlama Broşlama Kaynak
YAPI ÇELİKLERİNİN KAYNAKLANABİLİRLİĞİ
 YAPI ÇELİKLERİNİN KAYNAKLANABİLİRLİĞİ Murat VURAL(*), Filiz PİROĞLU(**), Özden B. ÇAĞLAYAN(**), Erdoğan UZGİDER(**) Bu yazıda, çelik yapı tasarım ve imalatında çok büyük önem taşıyan kaynaklanabilirlik
YAPI ÇELİKLERİNİN KAYNAKLANABİLİRLİĞİ Murat VURAL(*), Filiz PİROĞLU(**), Özden B. ÇAĞLAYAN(**), Erdoğan UZGİDER(**) Bu yazıda, çelik yapı tasarım ve imalatında çok büyük önem taşıyan kaynaklanabilirlik
BÖHLER K110 OSMANLI ALAŞIMLI ÇELİKLER SAN. VE TİC. LTD.ŞTİ. Başlıca Çelik özelliklerinin kıyaslaması
 Başlıca Çelik özelliklerinin kıyaslaması Bu tablonun amacı çelik seçeneğini kolaylaştırmaktır. Bununla birlikte, farklı uygulamalardan etkilenen çeşitli stres koşulları hesaba katılmamıştır. Teknik danışmanlık
Başlıca Çelik özelliklerinin kıyaslaması Bu tablonun amacı çelik seçeneğini kolaylaştırmaktır. Bununla birlikte, farklı uygulamalardan etkilenen çeşitli stres koşulları hesaba katılmamıştır. Teknik danışmanlık
ÇELİKLERİN SINIFLANDIRILMASI VE STANDART GÖSTERİMİ
 ÇELİKLERİN SINIFLANDIRILMASI VE STANDART GÖSTERİMİ ÇELİKLER Demir oranı, içerdiği diğer elementlerin hepsinden daha fazla olan, genelde % 2'den daha az karbon içeren alaşımlara çelik denir. Bazı krom
ÇELİKLERİN SINIFLANDIRILMASI VE STANDART GÖSTERİMİ ÇELİKLER Demir oranı, içerdiği diğer elementlerin hepsinden daha fazla olan, genelde % 2'den daha az karbon içeren alaşımlara çelik denir. Bazı krom
BÖHLER K720 OSMANLI ALAŞIMLI ÇELİKLER SAN. VE TİC. LTD. ŞTİ. Başlıca çelik özelliklerinin karşılaştırılması
 Başlıca çelik özelliklerinin karşılaştırılması Bu tablonun amacı çelik seçeneğini kolaylaştırmaktır. Bununla birlikte, farklı uygulamalardan etkilenen çeşitli stres koşulları hesaba katılmamıştır. Teknik
Başlıca çelik özelliklerinin karşılaştırılması Bu tablonun amacı çelik seçeneğini kolaylaştırmaktır. Bununla birlikte, farklı uygulamalardan etkilenen çeşitli stres koşulları hesaba katılmamıştır. Teknik
www.tungaloy.com.tr 4 köşeli,tek yönlü, güçlü delik delme serisi, talaş kırıcı form ve kalite seçenekleri ile tüm malzemeleri kapsar.
 DrillLine Tungaloy Report No. 377-Tr www.tungaloy.com.tr 4 köşeli,tek yönlü, güçlü delik delme serisi, talaş kırıcı form ve kalite seçenekleri ile tüm malzemeleri kapsar. www.tungaloy.com.tr DrillLine
DrillLine Tungaloy Report No. 377-Tr www.tungaloy.com.tr 4 köşeli,tek yönlü, güçlü delik delme serisi, talaş kırıcı form ve kalite seçenekleri ile tüm malzemeleri kapsar. www.tungaloy.com.tr DrillLine
YAPI MALZEMELERİ DERS NOTLARI
 YAPI MALZEMELERİ DERS NOTLARI YAPI MALZEMELERİ Herhangi bir yapının projelendirmesi ve inşaatı aşamasında amaç aşağıda belirtilen üç koşulu bir arada gerçekleştirmektir: a) Yapı istenilen işlevi yapabilmelidir,
YAPI MALZEMELERİ DERS NOTLARI YAPI MALZEMELERİ Herhangi bir yapının projelendirmesi ve inşaatı aşamasında amaç aşağıda belirtilen üç koşulu bir arada gerçekleştirmektir: a) Yapı istenilen işlevi yapabilmelidir,
MALZEME BİLİMİ. Mekanik Özellikler ve Davranışlar. Doç. Dr. Özkan ÖZDEMİR. (DERS NOTLARı) Bölüm 5.
 Bölüm 5.") MALZEME BİLİMİ (DERS NOTLARı) Bölüm 5. Mekanik Özellikler ve Davranışlar Doç. Dr. Özkan ÖZDEMİR ÇEKME TESTİ: Gerilim-Gerinim/Deformasyon Diyagramı Çekme deneyi malzemelerin mukavemeti hakkında esas dizayn
MALZEME BİLİMİ (DERS NOTLARı) Bölüm 5. Mekanik Özellikler ve Davranışlar Doç. Dr. Özkan ÖZDEMİR ÇEKME TESTİ: Gerilim-Gerinim/Deformasyon Diyagramı Çekme deneyi malzemelerin mukavemeti hakkında esas dizayn
MMT113 Endüstriyel Malzemeler 5 Metaller, Bakır ve Magnezyum. Yrd. Doç. Dr. Ersoy Erişir 2013-2014 Güz Yarıyılı
 MMT113 Endüstriyel Malzemeler 5 Metaller, Bakır ve Magnezyum Yrd. Doç. Dr. Ersoy Erişir 2013-2014 Güz Yarıyılı Cu Copper 29 Bakır 2 Dünyada madenden bakır üretimi, Milyon ton Yıl Dünyada madenden bakır
MMT113 Endüstriyel Malzemeler 5 Metaller, Bakır ve Magnezyum Yrd. Doç. Dr. Ersoy Erişir 2013-2014 Güz Yarıyılı Cu Copper 29 Bakır 2 Dünyada madenden bakır üretimi, Milyon ton Yıl Dünyada madenden bakır
Pik (Ham) Demir Üretimi
 Demir Üretimi") Pik (Ham) Demir Üretimi Çelik üretiminin ilk safhası pik demirin eldesidir. Pik demir için başlıca şu maddeler gereklidir: 1. Cevher: Demir oksit veya karbonatlardan oluşan, bir miktarda topraksal empüriteler
Pik (Ham) Demir Üretimi Çelik üretiminin ilk safhası pik demirin eldesidir. Pik demir için başlıca şu maddeler gereklidir: 1. Cevher: Demir oksit veya karbonatlardan oluşan, bir miktarda topraksal empüriteler
T.C. MİLLÎ EĞİTİM BAKANLIĞI MAKİNE TEKNOLOJİSİ KALIP MALZEMELERİ
 T.C. MİLLÎ EĞİTİM BAKANLIĞI MAKİNE TEKNOLOJİSİ KALIP MALZEMELERİ Ankara, 2015 Bu modül, mesleki ve teknik eğitim okul / kurumlarında uygulanan Çerçeve Öğretim Programlarında yer alan yeterlikleri kazandırmaya
T.C. MİLLÎ EĞİTİM BAKANLIĞI MAKİNE TEKNOLOJİSİ KALIP MALZEMELERİ Ankara, 2015 Bu modül, mesleki ve teknik eğitim okul / kurumlarında uygulanan Çerçeve Öğretim Programlarında yer alan yeterlikleri kazandırmaya
İmal Usulleri 2. Fatih ALİBEYOĞLU -4-
 İmal Usulleri 2 Fatih ALİBEYOĞLU -4- Giriş Talaş kaldırma işlevini yerine getirememesi üç nedenden dolayıdır: Kırılma (Çatlama) Bozulması. Takım ucundaki kesme kuvvetinin aşırı yüksek değerlere ulaşması
İmal Usulleri 2 Fatih ALİBEYOĞLU -4- Giriş Talaş kaldırma işlevini yerine getirememesi üç nedenden dolayıdır: Kırılma (Çatlama) Bozulması. Takım ucundaki kesme kuvvetinin aşırı yüksek değerlere ulaşması
BÖHLER S705 OSMANLI ALAŞIMLI ÇELİKLER SAN. VE TİC. LTD. ŞTİ. Başlıca çeliklerin özelliklerinin karşılaştırılması:
 Başlıca çeliklerin özelliklerinin karşılaştırılması: Bu tablo çelik seçiminizde yardım olmak için hazırlanmıştır. Ancak yine de farklı uygulama türlerinin yarattığı gerilme koşulları dikkate alınmamıştır.
Başlıca çeliklerin özelliklerinin karşılaştırılması: Bu tablo çelik seçiminizde yardım olmak için hazırlanmıştır. Ancak yine de farklı uygulama türlerinin yarattığı gerilme koşulları dikkate alınmamıştır.