TAŞLAMA İŞLEMLERİ. Öğr. Gör. Ahmet ÖZTÜRK 2
|
|
|
- Yavuz Ilhami Parlak
- 7 yıl önce
- İzleme sayısı:
Transkript
1 TAŞLAMA İŞLEMLERİ Öğr. Gör. Ahmet ÖZTÜRK 2

2 Düzlem yüzey taşlama tezgahları Öğr. Gör. Ahmet ÖZTÜRK 3

3 Düzlem yüzey taşlama tezgahı Öğr. Gör. Ahmet ÖZTÜRK 4

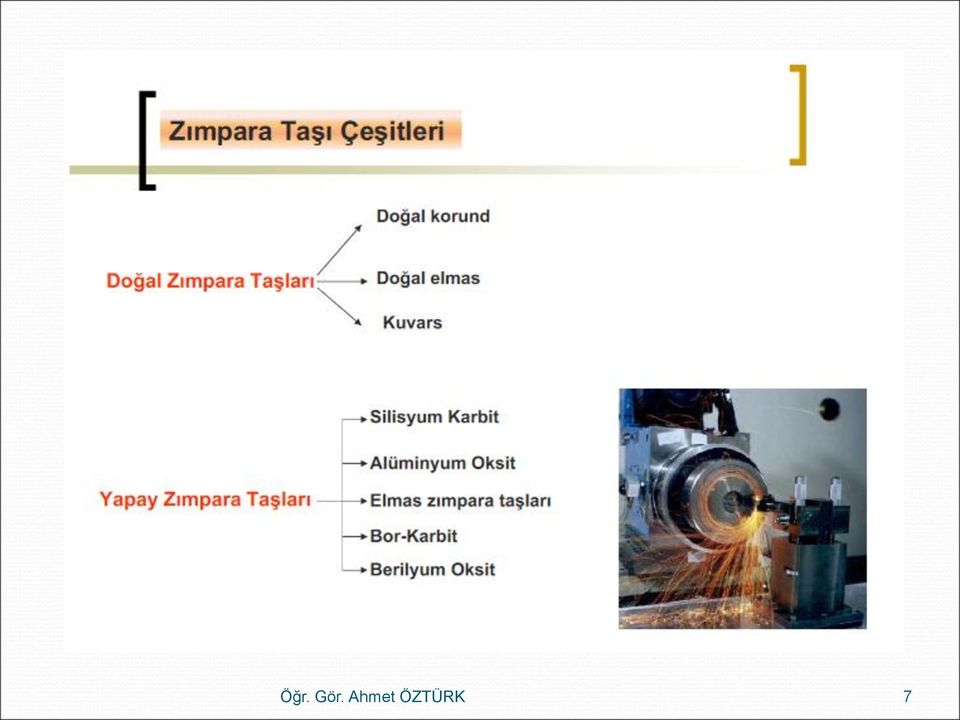
4 Öğr. Gör. Ahmet ÖZTÜRK 7
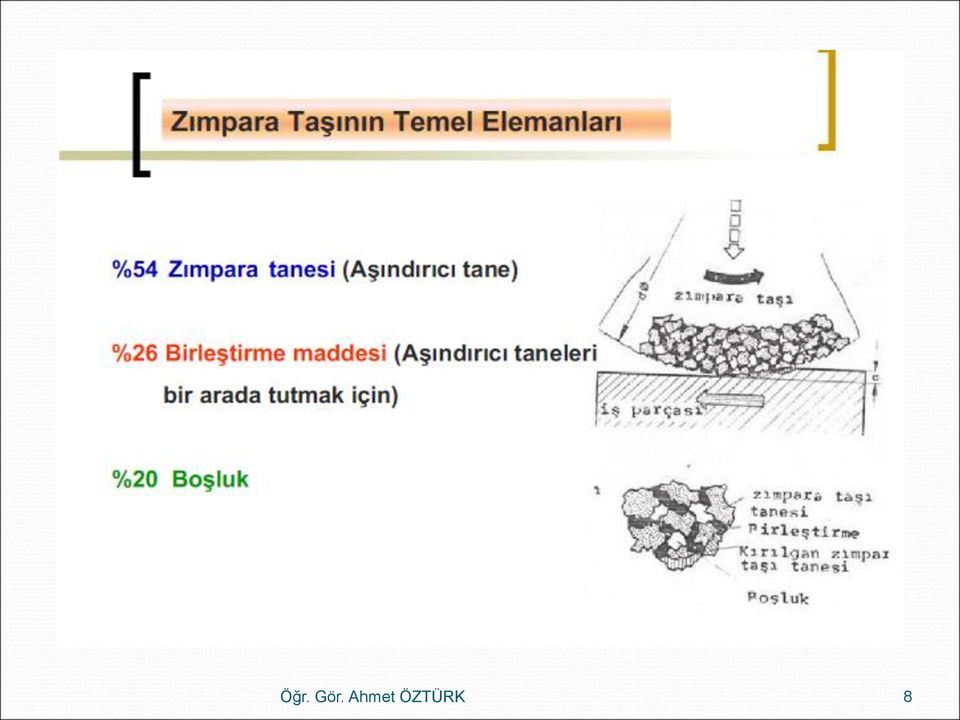
5 Öğr. Gör. Ahmet ÖZTÜRK 8
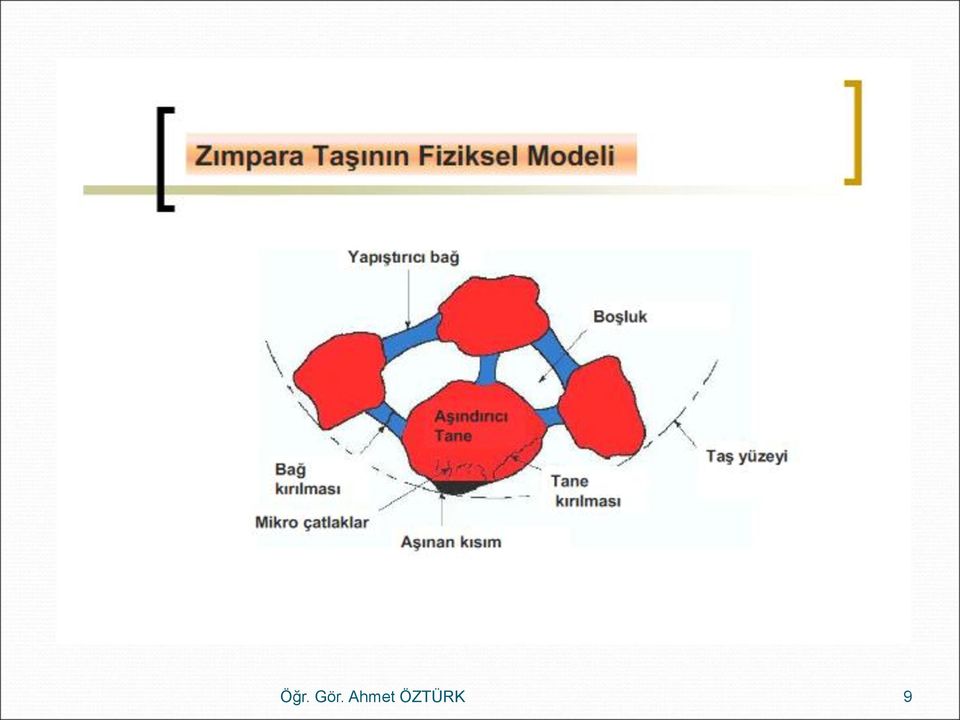
6 Öğr. Gör. Ahmet ÖZTÜRK 9
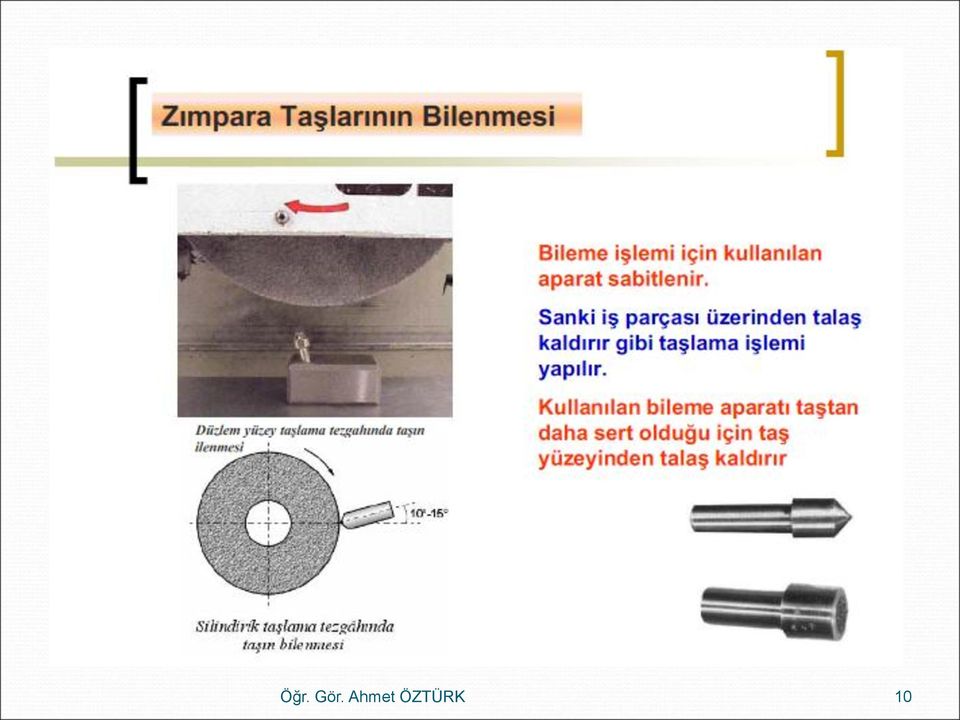
7 Öğr. Gör. Ahmet ÖZTÜRK 10
8 Taşlama işlemi türleri Öğr. Gör. Ahmet ÖZTÜRK 11

9 Taşlama Prensibi Taşlama, zımpara taşı ile yüzeylerden talaş kaldırma işlemidir. Sertleştirilmiş veya yalnızca yüzey sertleştirme işlemi görmüş parçalarda taşlama ile ölçü tamlığı sağlanır. İş parçalarının dış yüzeylerini parlatmak amacıyla da taşlama yapılabilir. Öğr. Gör. Ahmet ÖZTÜRK 12

10 Taşın Kesmesi Taş, işe temas edince kesme konumunda olan her taş tanesi iş üzerinden talaş kaldırmaya ba şlar. Kesme sırasında körlenen veya yerlerinde gevşemiş olan taneler taşın basıncı ile talaşlarla birlikte fırlar. İyi bir taşlama için gerekli bütün şartlar yerine getirilirse çıkan yüzey kalitesi temiz ve düzgün olur. Düzlem taşlamada iş, taşın altından ne kadar hızlı geçerse yüzey o kadar kaba, ne kadar yavaş geçerse yüzey o kadar ince çıkar. Öğr. Gör. Ahmet ÖZTÜRK 13

11 Öğr. Gör. Ahmet ÖZTÜRK 14
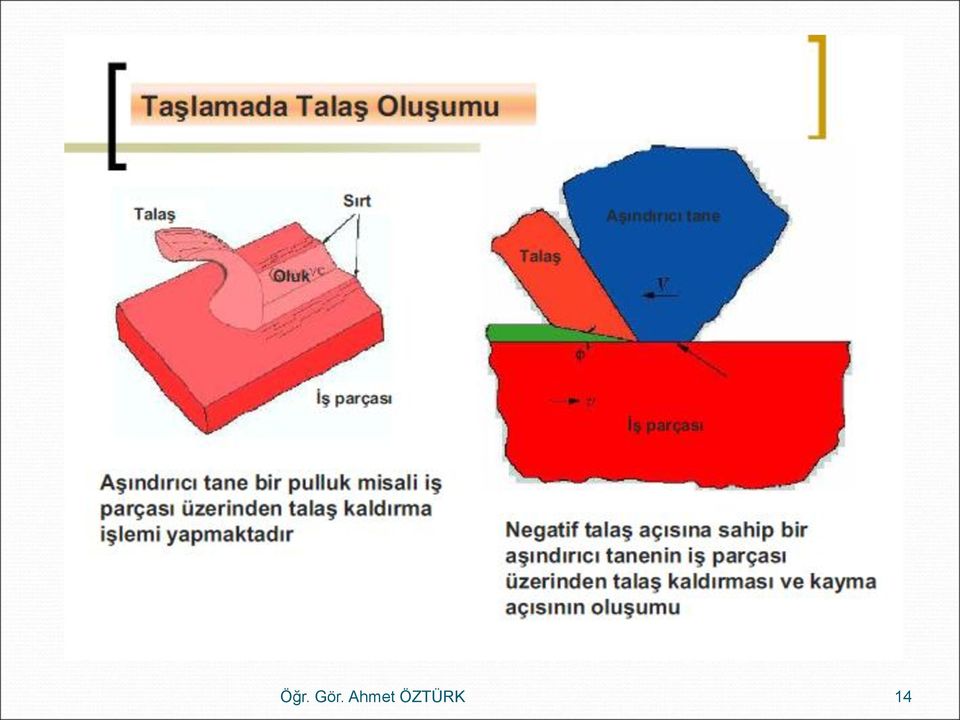
12 Zımpara Taşlarının Bilenmesi Talaşlı üretimde kullanılan tüm kesiciler gibi zımpara taşları da zamanla körlenir. Zımpara taşlarının körlenmesi daha çabuk olur. Zımpara taşının dokuları gözenekli olduğu için bu gözenekler zamanla dolar ve taneciklerin kesmesi zorlaşır. Taş gözeneklerinin bu şekilde dolmasından ve körlenen tanelerin dökülmemesinden dolayı taşın yüzeyi kayganlaşır ve yağlanmış gibi durur. Bu çeşit taşlarla kesme yapmak zordur. Yüzey kalitesi iyi çıkmaz, yüzeylerde yanmalar meydana gelir. Öğr. Gör. Ahmet ÖZTÜRK 15

13 Taşın yüzeyinde yağlanma olmasa bile taş bazen kesmekte zorlanır. Taş yağlanmamasına rağmen kesme yapmıyorsa ya iri tanelidir ya da taş ile iş parçası arasındaki sürtünme yüzeyi fazladır. Taş düşük devirde çalışmasına rağmen iyi kesmiyorsa taş çok serttir. Taşın körlenmiş olduğu taşlanan yüzeyden anlaşıldığı gibi çıkarmış olduğu sesten de anlaşılır. İş parçasının yüzeyi çok parlak ve kısmen yanmalar varsa taş körlenmiştir. Keskin taş, tiz bir ses çıkarır. Körlenen taş, kesme yapmadığı için verilen talaş derinliklerine bağlı olarak işe dalma yapar. Bu, hem işi bozar hem de tehlikeli sonuçlar doğurur. Öğr. Gör. Ahmet ÖZTÜRK 16

14 Körlenen veya keskinliğini kaybeden taşın keskinleştirilmesine bileme denir. İş parçasının yüzey kalitesine yani yüzeyin kabalığına ve inceliğine göre taşlar bilenmelidir. Taş kaba taşlama yüzeyi için kaba, ince taşlama yüzeyi için ince bilenir. Elmas bileyicinin taş üzerindeki ilerleme hızı fazla ise taş kaba, az ise ince bileniyordur. Elmas bileyici ile taş arasındaki ısıyı önlemek için soğutma sıvısı kullanmalıdır. Elmas bileyici veya bileme tekerini taş üzerinde ilerletirken taşın kenarlarının kırılmasını önlemek için taşı kenarlardan dışarıya kaydırmamak gerekir. Taş kenarlara yaklaşırken bileme hızı azaltılmalıdır. Düzlem yüzey taşlama tezgâhlarında taşların bilenmesi çoğu kez otomatik olarak yapılır. Öğr. Gör. Ahmet ÖZTÜRK 17

15 DÜZLEM YÜZEY TAŞLAMA Düzlem Taşlama Tezgâhları Düzlem yüzeylerin taşlanmasında kullanılan tezgâhlardır. Kendi aralarında iki gruba Ayrılır. Yatay düzlem taşlama tezgâhları Düşey düzlem taşlama tezgâhları Yatay Düzlem Taşlama Tezgâhları Bu tip taşlama tezgâhları da taş mili yatay düzleme paralel olarak çalışır. Tezgâh tablası sağa-sola, derinlemesine ilerigeri hareket etmektedir. Taş mili başlığı da aşağı yukarı hareket eder. Taşın aşağı ve yukarı hassasiyeti 0,01 mm dir. Tezgâh tablası hidrolik sistemle tam veya yarı otomatik olarak çalışır. Yatay milli düzlem taş lama tezgâhları ile küçük boyutlu ve hassas parçalar taşlanır. Ayrıca düz kanallar ve benzeri oluklar da bu tezgâhlarda taşlanır. Öğr. Gör. Ahmet ÖZTÜRK 18

16 Düzlem taşlama Tezgâhı ve kısımları Öğr. Gör. Ahmet ÖZTÜRK 19

17 Düşey Taşlama Tezgâhları Düşey milli düzlem taşlama tezgâhlarında, taşın yatay düzleme dik konumda çalışarak alın yüzeyinden kesmesi ile yapılan düzlem taşlama şeklidir. Düşey taşlama tezgâhlarında değişik taşlar kullanılır. Küçük kapasiteli düşey taşlama tezgâhlarında çanak taş, daha kapasiteli düşey taşlama tezgâhlarında ise parçalı taş kullanılır. Zımpara taşları parçalı yapılarak taşlama sırasında meydana gelebilecek aşırı ısınmalar önlenmiş olur. Öğr. Gör. Ahmet ÖZTÜRK 20

18 Düşey milli düzlem yüzey taşlama tezgâhları Öğr. Gör. Ahmet ÖZTÜRK 21

19 Düşey taşlamada çevreden kesen taşlara nazaran daha fazla talaş kaldırılır. Taş, alın yüzeyi ile kesme yaptığından iş daha kısa sürede taşlanır. Bu tezgâhlar, zaman açısından önemli katkılar sağlamalarına rağmen elde edilen yüzey kaliteleri daha kabadır. Taşın sürtünme yüzeyi geniş olduğundan iş parçası daha çok ısınır ve çarpılır. Bu yüzden ince parçalar taşlanırken taşın sürtünme yüzeyini bileyerek daraltmak gerekir. Çanak taşların kesmesini kolaylaştırmak ve temas yüzeyini azaltmak için taş içe doğru konik bilenir. Böylece fazla ısı meydana gelmesi önlenir, taşın kesilmesi kolaylaşır fakat taş çabuk aşınır. Öğr. Gör. Ahmet ÖZTÜRK 22

20 Düzlem taşlama tezgâhlarına iş bağlama şekilleri İş parçaları biçim ve boyutlarına göre düzlem yüzey taşlama tezgâhlarına değişik şekillerde bağlanır. Mıknatıslı bağlama Mıknatıssız bağlama olarak sınıflandırılır. Mıknatıslı Bağlama Düzlem taşlanacak parçaların mıknatıs kuvvetiyle bağlanmasıdır. Günümüzde kullanılan birçok taşlama tezgâhı tablaları genellikle mıknatıslı olarak imal edilmiştir. Bu tür tezgâhlarda çalışırken doğrudan tezgâh tablasına bağlanabilecek işler için farklı bağlantı elemanları kullanmaya gerek yoktur. Bu tür parçalar, doğrudan tezgâh tablasına bağlanır. Öğr. Gör. Ahmet ÖZTÜRK 23

21 Mıknatıslı (Manyetik) Tabla Mıknatıslı tabla içinde mıknatıslar bir seri yalıtkan ayırıcı ile sıraya dizilmiştir. Tablaya akım verildiği zaman, manyetik akım, tablanın çalışma yüzeyi üzerindeki iş parçasının üzerinden geçerek devresini tamamlar ve iş parçası manyetik kuvvetle tutulur. Akım kesildiği zaman manyetik tutma kuvveti sıfıra iner ve böylece iş parçası tabla üzerinden kaldırılır. Küçük parçaları veya yüksekliğine göre tabanı küçük olan parçaları mıknatıslı tablaya bağlarken taşlama basıncı altında parçanın kayması ve eğilmesini önlemek için bir dayama parçası kullanılmalıdır. Öğr. Gör. Ahmet ÖZTÜRK 24
22 Sinüs cetvelli mıknatıslı tabla Yüksek tamlıkta bağlama sağlayan sinüs cetvelli mıknatıslı tabla, tek tarafa veya her iki tarafa döndürülerek 60ºye kadar açılı bağlama yapılır. Çalışma esnasında açısı bozulmayacak şekilde imal edilmiştir. Sinüs cetvelli mıknatıslı bağlama tertibatı, açılı yüzeylerin taşlanması için kullanıldığı gibi aynı zamanda düzlem yüzey taşlama işleri için de kullanılabilir. Sinüs cetvelli mıknatıslı tabla Öğr. Gör. Ahmet ÖZTÜRK 26
23 Mıknatıssız Bağlama Araçları Mıknatıslı tablaya doğrudan bağlanamayan düzgün yüzeyli, özdeş ve bağlanması zor olan parçalar değişik aparatlar yardımıyla tablanın üzerine bağlanır. Bunlar: Üniversal mengenelerle bağlama İş kalıpları ile bağlama olarak sınıflandırılabilir. Üniversal Mengenelerle Bağlama Oturma yüzeyi olmayan veya oturma yüzeyi geniş olmayan değişik biçim ve şekildeki iş parçalarının açılı veya açısız olarak bağlanmasında kullanılır. Öğr. Gör. Ahmet ÖZTÜRK 27
24 İş Kalıpları Özdeş mengene ve tablaya bağlanarak taşlanması uzun süre alan parçaların seri olarak bağlanıp taşlanması için özel olarak yapılır. İş Kalıpları ile Kullanılan Parçalar V Yatakları Pabuç ve cıvatalar Düzlem Yüzey Taşlama Tezgâhlarına İş Bağlama Kuralları İşin tablaya oturan yüzeyi düzgün olmalıdır. Mıknatıslı tablanın yüzeyi iyice temizlenmeli cetvelle kontrol edilmelidir İş parçası tablanın ortasına yerleştirilmelidir. Bağlantı pabuçları eşit olarak sıkılmalıdır. Öğr. Gör. Ahmet ÖZTÜRK 28
25 Parça çok küçükse mutlaka mıknatıs alanı üzerine oturtulmasına dikkat edilmelidir. Mıknatıs iyice tutmuyorsa başka bir bağlantı şekli düşünülmelidir. İş tabla üzerine oturtulunca, parça elle ileri geri hareket ettirilerek sağlam bağlandığı kontrol edilmelidir. Açılı yüzeyler mıknatıslı sinüs tablaları ile işlenmelidir. Açılı yüzeyleri işlemek için mıknatıslı tablaya açılı mengene bağlanacaksa mengene tabanının düzgün olmasına dikkat etmelidir. Gerekli ise parçanın altına paralel altlıklar konularak işin düzgün bağlanması kontrol edilmelidir. Öğr. Gör. Ahmet ÖZTÜRK 29
26 Düzlem Yüzey Taşlama Tezgâhlarına Zımpara Taşının Bağlanması Zımpara taşının taş mili üzerine merkezkaç kuvvetinden etkilenmeyecek şekilde dengeli ve güvenli bir şekilde takılmasına Bağlama denir. Dengeleme işlemi yapılmamış zımpara taşı taş miline kesinlikle bağlanmamalıdır. Dengelenmemiş olarak takılan taş kesme işlemini zorlaştırır ve iş parçasının paralelliğini bozar. Öğr. Gör. Ahmet ÖZTÜRK 33
27 Öğr. Gör. Ahmet ÖZTÜRK 34
28 Zımpara taşının bağlanmasını sağlayan araçlar aşağıda açıklanmıştır Taş Mili Yüksek devirle dönen zımpara taşını üzerinde taşıyan mildir. Flanş Zımpara taşının her iki yanında bulunur ve yan yüzeyleri ile taşa temas edip taş milinin dönme hareketini zımpara taşına aktarır. Flanşların zımpara taşına değen yüzeylerinin orta kısmı merkezden çevreye doğru boşaltılmıştır. Boşaltılan kısmın dışında kalan düzgün işlenmiş yüzeyler taşın sıkılmasını sağlar. Öğr. Gör. Ahmet ÖZTÜRK 35
29 Öğr. Gör. Ahmet ÖZTÜRK 36
30 Öğr. Gör. Ahmet ÖZTÜRK 37
, flanş çapı (S), flanşın sıkma yüzeyi (b) ile gösterilirse düz taş ve konik taşlar için flanş çapı hesabı. Öğr. Gör.")
31 Flanş Çapı Ölçüleri Flanş çapları taş çapının en az 2/3 ü kadar olmalıdır. Taşı karşılıklı olarak sıkan flanşların çapları birbirine eşit olmalıdır. Zımpara taşlarının bağlantısında taş çapı (d), flanş çapı (S), flanşın sıkma yüzeyi (b) ile gösterilirse düz taş ve konik taşlar için flanş çapı hesabı. Öğr. Gör. Ahmet ÖZTÜRK 38
32 Taş Mili Sıkma Somunu Taş milinin dönüş yönüne göre flanşların taş yüzeyine oturmasını ve sıkılmasını sağlar. Sıkıştırma somunları dönme yönünde gevşemeyecek şekilde olmalıdır. Taş Göbeği Kurşun Bileziği Deliklerinde kurşun bulunan zımpara taşlarının delik çapları taş mili çapından küçük veya büyük olabilir. Delik çapı küçükse mile geçebilmesi için tornalanır. Taşın mile tatlı bir sıkılıkta geçmesi için delik çapı mil çapından 0,15 ile 0,20 mm büyük yapılır. Delik çapı mil çapından büyükse taş deliğindeki kurşun bilezik çıkarılarak tekrar kurşun dökülür ve mile tatlı bir sıkılıkta geçecek şekilde tornalanır. Öğr. Gör. Ahmet ÖZTÜRK 39
33 Contalar Zımpara taşı ile flanş arasına konur. Flanşların taş yüzeyine yapmış oldukları sıkma basıncını taş yüzeyine eşit olarak dağıtır ve sıkmanın düzgün yapılmasını sağlar. Keçe, deri, lastik, karton gibi malzemelerden kesilir veya satın alınır. Contaların çapı, flanş çapından büyüktür; kalınlıkları 0,5 ile 0,75 mm arasındadır. Zımpara Taşlarının Tezgâha Bağlanmasında Alınacak Tedbirler Madeni bir kısma yapıştırılmamış veya herhangi bir şekilde mile bağlanmamış zımpara taşları, taşın çapına ve şekline uygun bir flanşla tezgâha takılmamalıdır. Zımpara taşları, yerlerine takılmadan önce kontrol edilmeli çatlak ve hasarlı olanlar kullanılmamalıdır. Öğr. Gör. Ahmet ÖZTÜRK 40
34 Zımpara taşları, tezgâha takılırken flanşla taş arasına, çapı flanş çapından küçük olmayan kâğıt, kauçuk ve deri gibi yumuşak malzemeden yapılmış uygun contalar konmalıdır. Zımpara taşının takıldığı miller, tekniğe uygun yapılmış ve yataklanmış olacak, salgısız dönecek ve sıkıştırma somunları, dönme yönünde gevşemeyecek tarzda vidalanmış olmalıdır. Zımpara taşları, imalatçının belirttiği standartlara uymuyorsa tezgâhlarda kullanılmamalıdır. Zımpara taşları, imalatçının belirttiği hızın üzerinde kullanılmamalıdır. Taşın standart özelliklerini gösteren ve taş üzerine yapıştırılan etiket koparılmamalıdır. Düz yüzeyli zımpara taşlarının yan yüzeyleri kullanılmamalıdır. Öğr. Gör. Ahmet ÖZTÜRK 41
35 Taşın Çevresel Hızı (Kesme Hızı) ve İşin İlerleme Hızı Zımpara Taşının Çevre Hızı Dönmekte olan zımpara taşının çevresindeki bir noktanın saniyede metre cinsinden almış olduğu yola kesme hızı denir. Kesme hızı değeri, taşın özelliklerine göre imalatçı firma tarafından belirlenir. Zımpara taşının devir sayısı, kesme hızı ve zımpara taşı çapına göre değişir. Zımpara taşının hareket şekli düzgün dairesel olduğundan, yarıçapı (r) olan bir zımpara taşının çevresinden alacağımız bir A noktası, (Bir taş tanesi kabul edilebilir.) taşın bir devrinde 2Л. r kadar yol alır. Öğr. Gör. Ahmet ÖZTÜRK 42
36 Taş 1 dakikada N kadar devir yaparsa A noktası 1 dakikada 2.Л.r.N kadar yol alır. Taş N kadar devir sayısını 60 saniyede yapacağından; A noktasının 1 saniyedeki hızı: V= 2. Л.r.N/60 mm/s olur. Kesme hızı formülünden (2.r) yerine taş çapını (D) yazdığımızda; V= Л.D.N/60 mm/s şeklinde yazılır. Kesme hızını metreye çevirmek istediğimizde ise: V= П D N/ (m/s) olur. Öğr. Gör. Ahmet ÖZTÜRK 43
37 İşin ilerleme Hızı Taşlama işleminde taş kendi ekseninde belirli bir kesme hızı ile dönerken iş parçası da taşın altından belirli bir hızla geçer. Buna taşın ilerleme hızı denir. İlerleme hızı, taşlama tezgâhının hidrolik sistemindeki akış kısma valfleriyle azaltılır veya çoğaltılır. Taşın kesme hızı ile işin ilerleme hızının iş kalitesine etkisi Normal şartlar altında iyi bir taşlama yapabilmek için taşın kesme hızı V=25 ile 30 m/s değerleri arasında seçilir. Taşın kesme hızı malzemenin cinsine göre değişir. Öğr. Gör. Ahmet ÖZTÜRK 46
38 Taşlanacak malzemeye göre seçilen kesme hızı değerleri devir sayısının seçilmesini etkiler. Birçok taşlama tezgâhının kayış ve kasnak tertibatında kayışın yeri değiştirilerek uygun bir devir sayısı sağlanabilmektedir. Ancak bu işlemler çoğu zaman yapılmamakta, taşlanacak malzemenin cinsi değişmesine veya taşın çapı küçülmesine rağmen aynı devir sayısı kullanılmaktadır. Böyle durumlarda işin yüzey kalitesi bozuk çıkar ve taş çabuk körlenir. CNC tipi tezgâhlarda zımpara taşının devir sayısı, taşın çapına ve malzemenin cinsine göre otomatik olarak ayarlanabilmektedir. İdeal bir kesmenin olabilmesi için taşın kesme hızı ve işin ilerleme hızı değerleri tablodan seçilmeli ve uygulanmalıdır. Bu hem işin kalitesini arttırır hem de taşın körlenmesini geciktirir. Öğr. Gör. Ahmet ÖZTÜRK 47
39 İşlenecek malzemenin cinsine göre taşın kesme hızı ve işin ilerleme hızı değerleri Kusursuz bir taşlama yüzeyi elde edebilmek için işin ilerleme hızı taşın çevresel hızına ve malzemenin cinsine göre ayarlanmalıdır. Öğr. Gör. Ahmet ÖZTÜRK 48
40 Kurs Boyu Kurs boyunun ayarı, düzlem taşlama tezgâhının yatay milli veya düşey milli oluşuna göre değişir. Yatay milli taşlama tezgâhlarında kurs boyu, zımpara taşı parçanın her iki ucundan 5 10 mm çıkacak şekilde ayarlanır. Düşey milli tezgâhlarda kurs, zımpara taşı parçanın her iki ucundan tamamen çıkacak şekilde ayarlanır. Öğr. Gör. Ahmet ÖZTÜRK 49
41 Öğr. Gör. Ahmet ÖZTÜRK 50
42 Taşlamada Soğutma Taşın dönme ve işin taş altında ilerleme hareketi esnasında zımpara taşı taneleri kesici iş parçasının yüzeyine batarak kesme yapar. Kesme sırasında oluşan talaşlar yüksek sıcaklıkta macunlaşarak zımpara taşının gözeneklerine girer ve taşı köreltir. Soğutma suyu macunlaşmayı ve yüksek kesme basıncından dolayı meydana gelen ısıyı düşürür. Ayrıca iş parçasının çarpılmasını ve paralelliğinin bozulmamasını sağlar. Buna ıslak çalışma denir. Öğr. Gör. Ahmet ÖZTÜRK 51
43 Öğr. Gör. Ahmet ÖZTÜRK 52
44 Sodalı Su ile Yapılan Soğutma İyi bir soğutma Şeklidir. Genelde döküm malzemeleri taşlanırken kullanılır. 15 kg suya yaklaşık 1 kg soda (sodyum karbonat) katılarak hazırlanır. Ancak sodalı su tezgâhın ve taşın üzerinde tortu bırakır. Tortu, taş gözeneklerini doldurduğu gibi taşın da dengesini bozar, kesmeyi zorlaştırır. Bu olumsuz neticeyi ortadan kaldırmak için taş emdiği suyu dışarı atıncaya kadar yaklaşık beş dakika boşta çalıştırılır. Öğr. Gör. Ahmet ÖZTÜRK 53
45 Bor Yağlı Su ile Yapılan Soğutma Çelik cinsi malzemeler için iyi bir soğutma şeklidir. En sık kullanılan soğutma şeklidir. 15 kg suya (1 teneke su) 1-1,5 kg bor yağı katılması ile yapılır. İyi bir soğutma, pası ve korozyonu önler, yüzey kalitesinin temiz çıkmasına yardımcı olur. Islak Kesme Taşlama tezgâhlarında soğutma tertibatını kullanarak yapılan kesme işlemine ıslak kesme denir. İş parçası üzerine, taş yüzüne ve yanlarına bol miktarda sıvı püskürtülür. Böylece keserken meydana gelen ısı, iş parçası üzerinden alınarak sıcaklığın yükselmesi önlenir. Islak kesme, taşın ömrünü uzatır. Kesme işlemi yüksek kalitelidir. Öğr. Gör. Ahmet ÖZTÜRK 54
46 Kuru Kesme Kuru taşlamada soğutma, taş gözeneklerinin almış olduğu hava akımının iş üzerine yansıtılmasıyla sağlanır. Bu şekilde taşlama işlemine kuru taşlama denir. Ancak bu, soğutma için yeterli değildir. Kuru taşlamada soğutma hızlı olmadığından taş çabuk aşınır ve iş çabuk yanar. Kuru taşlama, iş parçası ile taş arasındaki sürtünme yüzeyi az olduğunda yapılır. Matkap uçları ve freze tezgâhlarında kullanılan kesiciler bilenirlerken kuru taşlama yapılır. Düzlem taşlama tezgâhlarında kuru taşlama yapılmasına çok sık rastlanılmaz. Öğr. Gör. Ahmet ÖZTÜRK 55
47 Düzlem yüzey taşlamada işlem sırası Güvenlik önlemleri alındıktan sonra: Taş bilenir,taşın bilenmesi tabla üzerine konan elmas uçlu taşlama aparatıyla yapılır. Bazı tezgâhlarda hidrolik sistemle ileri doğru gidip gelme hareketi yapan elmas bileme aparatları bulunur. Mıknatıslı tabla temizlenir, iç parçası bağlanır. Tablanın kursu ayarlanır ve yön değiştirme mandalları sıkılır. Makinenin hidrolik sistemini çalıştıran butonuna basılır. Soğutma sıvısı açılarak taş iş parçasına yanaştırılır, en yüksek noktaya değince 0,050 mm talaş derinliği verilir. Öğr. Gör. Ahmet ÖZTÜRK 56
48 Tablanın kurs yönü değiştiği anda enine ilerleme elle verilir. Taşlanacak yüzeyin paralelliğini sağlamak için iş parçası birkaç defa ters çevrilerek taşlanır İş parçasının yüzeyi taşlanırken yanıyorsa ilerleme ve talaş derinliği azaltılır veya daha yumuşak taş kullanılır. İnce talaş öncesi taş bilenerek bitirme talaşı verilir. Düzlem Yüzey Taşlamada Dikkat Edilecek Kurallar Tezgâha bağlanacak zımpara taşları, işin ve tezgâhın özelliğine uygun olmalı, taşa verilecek devir sayısı tezgâhta bulunan en büyük devir sayısı dikkate alınarak verilmelidir. Taşlama tezgâhlarındaki dönen kısımların yataklanması, yağlanması, ayarlaması ve bakımı tekniğine uygun olarak yapılmalıdır. Öğr. Gör. Ahmet ÖZTÜRK 57
49 Taşın zorlanmamasına ve parçaya çarpmamasına dikkat edilmelidir. Kademeli düzlem yüzeylerinin taşlanmasında ayarlar, iyi kontrol edilmelidir. Taş, zamanında düzeltilmeli ve bilenmelidir. Makine tablası yataylık ve düzlemlik yönünden komparatörle kontrol edilmeli ve gerekirse taşlanarak düzeltilmelidir. Taşın ve İşin Hızı ile İlgili Bağıntılar Zımpara taşı çok yumuşak ise ölçüsü çabuk düşeceği için iş parçasının hızı azaltılır. Zımpara taşı çok sert ise işin yüzeyi cam gibi parlak olur, iş parçası çok ısınır. Böyle bir durumda tablanın hızı arttırılır veya taşın hızı azaltılır. Öğr. Gör. Ahmet ÖZTÜRK 58
50 İnce taşlamada iş parçasının hızı arttırılır fakat tabla ilerlemesi değiştirilmez. CNC Taşlama Tezgâhları Silindirik ve düzlem taşlama işlemlerinde yüksek hassasiyet ve yüzey kalitesi elde edilmesi gerekir. Bu nedenle özellikle teknolojik bakımdan Nümerik kontrolün temel felsefesine çok uygundur. Ne yazıktır ki taşlama alanında NC kullanımı diğer alanlara göre biraz gecikmiştir. Taşlama ile ilgili bazı özel problemlerini başarı ile çözümleyen imalatçı firmalar, nümerik kontrolü imalatları ile bütünleştirerek kendi NC sistemlerini geliştirmişlerdir. Öğr. Gör. Ahmet ÖZTÜRK 59
51 SİLİNDİRİK YÜZEY TAŞLAMA Öğr. Gör. Ahmet ÖZTÜRK 66
52 Silindirik Yüzey Taşlama Tezgâhlarının Kısımları Öğr. Gör. Ahmet ÖZTÜRK 67
53 Silindirik Yüzey Taşlama Tezgâhı Öğr. Gör. Ahmet ÖZTÜRK 68
54 Silindirik Taşlama Tezgâhlarının Çalışma Prensibi Silindirik iş parçalarının dış yüzeylerini silindirik veya konik olarak taşlayan tezgâhtır. Kovan, pim, mil gibi silindirik veya konik olması istenen yüzeyleri taşlamak için kullanılır. Bu tezgâhlara iş parçaları genellikle iki şekilde bağlanır: İş parçası aynaya bağlanarak punta ile desteklenir. İki punta arasına bağlanır, parça boyu uzun ise sabit ayaklarla desteklenir. Öğr. Gör. Ahmet ÖZTÜRK 70
55 Taşlama tezgâhları iş parçasını iki punta arasında taşlayacak şekilde yapılmıştır. Her iki bağlama şeklinde de iş parçası dönme hareketi yapan zımpara taşı önünden uzunlamasına ileri geri hareket ederek geçer. Tablanın her kursundan sonra zımpara taşı, verilecek talaş derinliği kadar iş parçasına doğru ilerletilir. Tabla hidrolik sistemle otomatik olarak hareket ettirilir. Öğr. Gör. Ahmet ÖZTÜRK 71
56 Silindirik Taşlama Tezgâhlarının Ana Kısımları Silindirik taşlama tezgâhlarının ana kısımları şunlardır: Fener mili kutusu Gezer punta gövdesi Kumanda panosu Zımpara taşı başlığı Silindirik Yüzey Taşlama Tezgâhlarında Çalışma Kuralları Taş Seçimi İyi bir kesme işlemi, zımpara taşı ile işlenecek silindirik veya konik parçanın uyumuna bağlıdır. Dikkat edilecek en önemli nokta, taş seçimi ve seçilen taşa göre iş parçasının ilerleme ve dönme hızının ayarlanabilmesidir. Öğr. Gör. Ahmet ÖZTÜRK 72
57 Taşlanacak Malzemenin Cinsine Göre Taş Seçimi Çelik ve alaşımlı çelikler için alüminyum oksit; font, demir olmayan metaller ve metal olmayan gereçleri taşlamak için silisyum karpit taşlar seçilmelidir. İstenen Hassasiyet ve Yüzey Kalitesine Göre Taş Seçimi İnce taneli taşlar, ince işlenen yüzeyler için iri taneli taşlar kaba işlenen yüzeyler için uygundur. Öğr. Gör. Ahmet ÖZTÜRK 73
58 Zımpara Taşının Kesme Hızı Düzlem yüzey taşlamada öğrendiğimiz gibi zımpara taşının çevresindeki bir noktanın bir saniyede metre cinsinden aldığı yola kesme hızı denir. Kesme hızı artınca devir sayısı da artar. Silindirik taşlamada ideal kesme hızı 30 m/sn. dir. Zımpara taşlarının imalatı sırasında taşa verilebilecek kesme hızı değeri imalatçı firma tarafından belirtilip taş etiketine yazılır veya tablodan alınır. Belirlenen bu kesme hızı değerine göre taş milinin devir sayısı hesaplanır. Ancak bu, en büyük çapa göre belirlenmiş bir değer olduğundan taşın çapı küçülünce devir sayısı arttırılmalıdır. Öğr. Gör. Ahmet ÖZTÜRK 74
59 İşin Çevresel Hızı İş parçasının hızı, taş hızına göre belli bir oranda olmalıdır. İşin dönme hızı, taş taneleri dökülüp yeni keskin tanelerin çıkmasını sağlayacak şekilde olmalıdır. Taş yumuşak etki yapıyorsa yani taneleri çabuk dökülüyor ve çapı düşüyorsa işin hızı azaltılmalıdır. Taşın etkisi sertse taşın iş parçasıyla olan teması çoğaltılmalı yani işin dönme hızı arttırılmalıdır. İşin çevresel hızı arttırılırsa talaş miktarı artar neticede taş çabuk aşınır. Üretimin arttırılması bakımından böyle bir taşlama yöntemi seçilecekse daha sert taş seçilmelidir. Silindirik taşlamada iş ne kadar hızlı dönerse yüzey o kadar kaba ne kadar yavaş dönerse yüzey o kadar ince çıkar. Öğr. Gör. Ahmet ÖZTÜRK 78
60 İlerleme ve Talaş Derinliği İlerleme çok sayıda kesici tanenin iş parçasına dokunmasını sağlayacak şekilde verilmelidir. Kaba taşlamada ilerleme taş genişliğinin 3/4'ü ince taşlamada ise taş genişliğinin 1/ 3 ü kadar olmalıdır. Kurs ayarı, taş iş parçasından çıkmayacak şekilde verilmelidir. Taş genişliği, taşlanacak yüzeyden büyük ise ilerleme verilmez (bk dalma taşlama). İri taneli ve yumuşak taşlarda talaş derinliği çok, ince taneli sert taşlarda ise talaş derinliği az verilmelidir. Talaş derinliği çok ise işin dönme hızı az verilir. Öğr. Gör. Ahmet ÖZTÜRK 79
61 Kaba ve İnce Taşlama Kaba taşlamada talaş debisi (hacmi) fazladır. Talaşları çabuk kaldırmak için iş parçasının hızı ve enine ilerleme mesafesi (talaş derinliği) arttırılır. Parçaları önce kaba sonra da ince taşlama ile işleyeceksek ince taşlama için son pasoda iki veya daha fazla talaş payı bırakmamız gerekir. Tabla ilerlemesi kaba talaştaki ilerlemenin 2/3 üne düşürülmelidir. Kurs boyu (iş kursu) İlerlemede kurs ayarı, iş parçasının taştan tamamen çıkmasını ve taş muhafazalarına çarpmasını önleyecek şekilde olmalıdır. Öğr. Gör. Ahmet ÖZTÜRK 82
62 Silindirik dış yüzey taşlamada iş kursu Öğr. Gör. Ahmet ÖZTÜRK 83
63 Taşlamada Soğutma Sıvısı Küçük tipteki taşlama ve alet bileme tezgâhlarında soğutmaya pek önem verilmez. Ancak silindirik yüzeylerin taşlanmasında soğutma suyu, düzlem taşlama tezgâhlarında olduğu gibi mutlaka kullanılmalıdır. Soğutma sıvısı sıcaklıktan dolayı meydana gelen çarpılmaları (şekil değişikliği) ve ölçü hatalarını önler.) Soğutma sıvısı kullanılarak taşlama işlemi Öğr. Gör. Ahmet ÖZTÜRK 84
64 Öğr. Gör. Ahmet ÖZTÜRK 85
65 Silindirik Yüzey Taşlamada İşlem Sırası İş parçası kademeli ise taşın yan yüzeylere değmesini önlemek için kademe diplerine fatura açılır. İş parçası ısıl işlem görmüşse tavlanarak gerginliği alınır. İş parçası üzerinde kama kanalı, yuvarlak veya yuvarlak olmayan delikler varsa bu delikler sert ağaçla doldurulur. İş parçası özelliğine göre uygun bir fırdöndü ve gezer punta yardımıyla fırdöndü aynasına veya aynaya bağlanır. Kısa parçalar üç ayaklı ayna ile bağlanarak taşlanır. Tabla elle ilerletilerek dayamaların yerleri ayarlanır. İş kursu ayarı yapılırken taş, genişliğinin 1/3 ü kadar parçanın kenarından dışarı çıkarılır. Taş, iş yüzeyine 1 mm aralık kalıncaya kadar yaklaştırılır. Öğr. Gör. Ahmet ÖZTÜRK 86
66 Tablayı hareket ettiren hidrolik sistem çalıştırılır ve taş işe yanaştırılarak mikrometrik bilezik sıfırlanır. Önce kaba talaş verilir. Kaba talaş işlemi bittikten sonra taş bilenir. Komparatörle işin silindirikliği kontrol edilir. Mikrometre ile iş parçası ölçülür, kalan taşlama payı ince taşlama yapılarak bitirilir. Taşlanacak İşlerde Aranan Özellikler İş parçaları sertleştirilecek veya yüzey sertleştirilmesi yapılacaksa bu işlem uzman kişilerce yapılmalıdır. Yanlış sertleştirmeden dolayı eğilen veya çatlayan iş parçaları ölçü hatalarına sebep olur. Öğr. Gör. Ahmet ÖZTÜRK 87
67 Kademeli millerin ve muyluların düzgün taşlanabilmesi için fatura bitimlerine kanal açılmalıdır. Kanalın genişliği ve derinliği, iş parçasının çalışacağı konuma göre verilmeli, rastgele verilmemelidir. İş parçaları alın yüzeylerine açılacak punta delikleri, iş çapı ile orantılı olmalıdır. Büyük ve kısa açılmış bir punta deliği, taşın baskısıyla iş parçasının fırlamasına ve eğilmesine sebep olur. Küçük açılmış punta delikleri ise gezer punta veya sabit puntanın iş parçasını yataklayıp tutmasını engeller. İki punta arasında işlenecek parçaların punta yuvası gres yağı ile yağlanmalıdır. Gres yağı, meydana gelen ısıdan dolayı punta uçlarının iş parçasına kaynaşmasını ve bozulmasını önler. Öğr. Gör. Ahmet ÖZTÜRK 88
68 Silindirik Yüzey Taşlamaya Etki Eden Faktörler Zımpara taşı uygun nitelikte seçilmiş olmalıdır. Taş salgısız bağlanmalıdır. İş parçası ve taş hızı arasında belirlenen orana uyulmalıdır (Taş hızı esas alınmalıdır.). İş parçası dengeli ve sağlam bağlanmalı ve uygun soğutma sıvısı seçilmelidir Silindirik Yüzey Taşlamada Güvenlik Önlemleri Taş takılmadan önce mutlaka kontrol edilmelidir. Ses vermeyen bir zımpara taşını kullanmayınız. Taşı askıya alarak tornavida sapıyla hafifçe vurduğunuzda tok bir ses vermesine dikkat ediniz. Taşın dengelenmiş olmasına dikkat ediniz. Taşı flanş çapına kadar kullanmayınız. Tabla yön değiştirme dayamalarının yerini iyi ayarlayınız. İş parçasının taş muhafazasına değmemesine dikkat ediniz. Öğr. Gör. Ahmet ÖZTÜRK 89
69 Ayarlama temizleme ve yağlama yaparken taşı tabladan uzaklaştırınız. Gevşek ve kayan kayışlarla taşlama yapmayınız. İş milini döndüren kayışın gerginliğini iyi ayarlayınız. Ölçü alet veya mastarlarını kutularında ve tezgâh üzerinde muhafaza ediniz,cebinize koymayınız. Elinizi ve başınızı dönen kısımlardan uzak tutunuz. Tezgâha ait avadanlık, anahtar, gres yağı, mikrometre gibi donanımları tezgâh dolabında ait olduğu yere koyunuz. Dolapları düzensiz tutarak iş yapma zamanınızı azaltmayınız. Öğr. Gör. Ahmet ÖZTÜRK 90
70 Dış Yüzeylerin Taşlanması Boyuna Taşlama İş, kendi ekseni etrafında uygun bir çevresel hızla dönerken aynı zamanda boyuna ilerleme hareketi yapar. İş parçasının ilerleme hareketi taş genişliğinden fazla olmamalıdır. Boyuna taşlamada işin ve taşın dönüş yönleri Öğr. Gör. Ahmet ÖZTÜRK 91
71 Boyuna taşlamada taş sabit olup iş parçası boyuna ilerleme hareketi yapar. Taşın dönüş yönü ile işin dönüş yönü aynıdır. Öğr. Gör. Ahmet ÖZTÜRK 92
72 Dalma Taşlama Taşın dönüş yönü ile işin dönüş yönü aynıdır. Ancak iş parçası yalnızca ekseni etrafında döner, boyuna hareket etmez. Taş parçaya talaş derinliği kadar dalar. Profilli parçalarda taş iş parçası biçimine göre bilenir. Öğr. Gör. Ahmet ÖZTÜRK 93
73 Konik Taşlama Boydan boya konik yüzeyler ile iş parçasının uç kısmında veya ortasında bulunan konik yüzeyler tezgâh tablasına açı verilerek işlenirler. Verilecek açı (ayar açısı) koniklik açısının yarısı kadardır. Tablaya verilecek açının hesaplanması: tgα/2 = D-d / 2.l tgα = Konilik açısının yarısı D: Konik yüzeye ait büyük çap (mm) d: Konik yüzeye ait küçük çap (mm) L: Konik boyu ( mm) Örnek: Büyük çapı 30 mm, küçük çapı 20 mm ve konik boyu 100 mm olan konik parçayı taģlamak için tablaya verilecek eğim açısı ne olmalıdır? Cevap: tgα/2 = D-d / 2.l tgα/2 = /2.100 tgα/2 = 10 /200 = 0,2 tgα/2 = 11,3 olmalıdır. Öğr. Gör. Ahmet ÖZTÜRK 94
74 Öğr. Gör. Ahmet ÖZTÜRK 95
75 Öğr. Gör. Ahmet ÖZTÜRK 96
76 İşin İki Punta Arasında Taşlanması Düz veya kademeli miller ve bunlara benzer parçalar iki punta arasında taşlanır. İş parçasını bağlamak için fırdöndü aynası ve fırdöndü bileziği kullanır. İşi döndüren fener mili tarafına takılacak punta sabit veya tırnaklı olur. İş, boydan boya taşlanacaksa tırnaklı punta kullanılması gerekir. Tırnaklı punta işin alın yüzeyine bastırırken punta yuvası da merkezleme yapar. Öğr. Gör. Ahmet ÖZTÜRK 97
77 İşi döndüren başlık tarafına sabit punta takılıp taşlama yapılacaksa puntanın salgısının olmamasına dikkat edilmelidir. Özellikle hassas olması gereken işlerde bunun önemi büyüktür. Dikkat edilmezse iş ile beraber dönen puntanın salgısı doğrudan doğruya işe aktarılmış olur. İş parçasının fırdöndü ile bağlanması ve işlenme anı Öğr. Gör. Ahmet ÖZTÜRK 98
78 Öğr. Gör. Ahmet ÖZTÜRK 100
79 Öğr. Gör. Ahmet ÖZTÜRK 101
80 Öğr. Gör. Ahmet ÖZTÜRK 102
81 Öğr. Gör. Ahmet ÖZTÜRK 103
82 Öğr. Gör. Ahmet ÖZTÜRK 104
83 Puntasız Taşlamanın Tercih Sebepleri İşin bağlanıp sökülmesi işlemi yoktur, zaman kazandırır. Hazırlık işlemleri daha az zaman alır. Taşlama payı az bırakılır, taşlama zamanı azdır. İş kuvvetli desteklendiği için esneme olmaz. Taşlama esnasında işe eksenel bir baskı yapılmaz. İyi bir ayarlama yapılırsa hatalı iş çıkmaz. Tezgâhlarda hareketli kısım az olduğundan çok az titreşim olur. Öğr. Gör. Ahmet ÖZTÜRK 105
84 Öğr. Gör. Ahmet ÖZTÜRK 106
85 Öğr. Gör. Ahmet ÖZTÜRK 107
86 Öğr. Gör. Ahmet ÖZTÜRK 108
87 Öğr. Gör. Ahmet ÖZTÜRK 113
88 Öğr. Gör. Ahmet ÖZTÜRK 114
89 Öğr. Gör. Ahmet ÖZTÜRK 115

90 Öğr. Gör. Ahmet ÖZTÜRK 116
91 Öğr. Gör. Ahmet ÖZTÜRK 117
92 Öğr. Gör. Ahmet ÖZTÜRK 118
93 Öğr. Gör. Ahmet ÖZTÜRK 119
94 Öğr. Gör. Ahmet ÖZTÜRK 120
95 Öğr. Gör. Ahmet ÖZTÜRK 121
96 Öğr. Gör. Ahmet ÖZTÜRK 123
Mak-204. Üretim Yöntemleri II. Vida ve Genel Özellikleri Kılavuz Çekme Pafta Çekme Rayba Çekme
 Mak-204 Üretim Yöntemleri II Vida ve Genel Özellikleri Kılavuz Çekme Pafta Çekme Rayba Çekme Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt. Bölümü Üretim Yöntemleri 1
Mak-204 Üretim Yöntemleri II Vida ve Genel Özellikleri Kılavuz Çekme Pafta Çekme Rayba Çekme Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt. Bölümü Üretim Yöntemleri 1
ÖĞRENME FAALİYETİ 1 ÖĞRENME FAALİYETİ 1 1. KARE VİDA AÇMA
 ÖĞRENME FAALİYETİ 1 ÖĞRENME FAALİYETİ 1 AMAÇ Kare vida çekme işlemlerini yapabileceksiniz. ARAŞTIRMA Kare vidaların kullanım alanları hakkında bilgi toplayınız. 1. KARE VİDA AÇMA Diş dolusu ve diş boşluğu
ÖĞRENME FAALİYETİ 1 ÖĞRENME FAALİYETİ 1 AMAÇ Kare vida çekme işlemlerini yapabileceksiniz. ARAŞTIRMA Kare vidaların kullanım alanları hakkında bilgi toplayınız. 1. KARE VİDA AÇMA Diş dolusu ve diş boşluğu
Kılavuz Çekmek. Üretim Yöntemleri 15
 Kılavuz Çekmek Kılavuz çekme işlemlerinde kullanılan takımlar genellikle Yüksek Hız Çeliklerinden (HSS) yapılırlar. Bununla birlikte son zamanlarda kaplamalı(tin) kılavuz takımları da üretilmeye başlanmıştır.
Kılavuz Çekmek Kılavuz çekme işlemlerinde kullanılan takımlar genellikle Yüksek Hız Çeliklerinden (HSS) yapılırlar. Bununla birlikte son zamanlarda kaplamalı(tin) kılavuz takımları da üretilmeye başlanmıştır.
Üretimde kullanılan iş parçalarının kesilme şekillerinden biri de çeşitli metotlar ile talaş kaldırılarak yapılan kesme işlemidir.
 4. KESME TEKNİĞİ 4.1 Kesmenin Tanımı, Amacı Parçaları, malzemelerden istenen ölçülerde, çeşitli metotlarla ayırma işlemine kesme denir. Yapılacak olan iş parçası ölçülür, kesilir ve şekillendirilir. Metallerin
4. KESME TEKNİĞİ 4.1 Kesmenin Tanımı, Amacı Parçaları, malzemelerden istenen ölçülerde, çeşitli metotlarla ayırma işlemine kesme denir. Yapılacak olan iş parçası ölçülür, kesilir ve şekillendirilir. Metallerin
II. Bölüm HİDROLİK SİSTEMLERİN TANITIMI
 II. Bölüm HİDROLİK SİSTEMLERİN TANITIMI 1 Güç Kaynağı AC Motor DC Motor Diesel Motor Otto Motor GÜÇ AKIŞI M i, ω i Güç transmisyon sistemi M 0, ω 0 F 0, v 0 Makina (doğrusal veya dairesel hareket) Mekanik
II. Bölüm HİDROLİK SİSTEMLERİN TANITIMI 1 Güç Kaynağı AC Motor DC Motor Diesel Motor Otto Motor GÜÇ AKIŞI M i, ω i Güç transmisyon sistemi M 0, ω 0 F 0, v 0 Makina (doğrusal veya dairesel hareket) Mekanik
Klimaanlage Klima Cihazı. Einbauanleitung Kurulum Talimatı CC 145. 12/2009 Ident Nr. 11114722A
 Klimaanlage Klima Cihazı Einbauanleitung Kurulum Talimatı CC 45 2/2009 Ident Nr. 4722A Lejant Kompresör 2 Kontrol Paneli 3 Tavan üstü klima cihazı Montaj için özel alet - Matkap 0 50 mm - Sac kesme aleti
Klimaanlage Klima Cihazı Einbauanleitung Kurulum Talimatı CC 45 2/2009 Ident Nr. 4722A Lejant Kompresör 2 Kontrol Paneli 3 Tavan üstü klima cihazı Montaj için özel alet - Matkap 0 50 mm - Sac kesme aleti
ÖĞRENME FAALİYETİ 2 ÖĞRENME FAALİYETİ 2 AMAÇ. 2. ŞASİ ÖLÇÜM SİSTEMLERİ 2.1. Teleskopik Ölçüm Cetvelleri
 ÖĞRENME FAALİYETİ 2 AMAÇ ÖĞRENME FAALİYETİ 2 Firma kataloglarındaki değerleri referans alarak ve şasi yapısındaki yüzeysel bozukluklara dikkat ederek şasinin ölçümünü yapabilecektir. ARAŞTIRMA Sanayide
ÖĞRENME FAALİYETİ 2 AMAÇ ÖĞRENME FAALİYETİ 2 Firma kataloglarındaki değerleri referans alarak ve şasi yapısındaki yüzeysel bozukluklara dikkat ederek şasinin ölçümünü yapabilecektir. ARAŞTIRMA Sanayide
Döküm. Prof. Dr. Akgün ALSARAN
 Döküm Prof. Dr. Akgün ALSARAN Döküm Döküm, sıvı haldeki akıcı olan malzemelerin, üretilmek istenen parçanın biçiminde bir boşluğa sahip olan kalıplara dökülerek katılaştırıldığı bir üretim yöntemidir.
Döküm Prof. Dr. Akgün ALSARAN Döküm Döküm, sıvı haldeki akıcı olan malzemelerin, üretilmek istenen parçanın biçiminde bir boşluğa sahip olan kalıplara dökülerek katılaştırıldığı bir üretim yöntemidir.
5. ÜNİTE KUMANDA DEVRE ŞEMALARI ÇİZİMİ
 5. ÜNİTE KUMANDA DEVRE ŞEMALARI ÇİZİMİ KONULAR 1. Kumanda Devreleri 2. Doğru Akım Motorları Kumanda Devreleri 3. Alternatif Akım Motorları Kumanda Devreleri GİRİŞ Otomatik kumanda devrelerinde motorun
5. ÜNİTE KUMANDA DEVRE ŞEMALARI ÇİZİMİ KONULAR 1. Kumanda Devreleri 2. Doğru Akım Motorları Kumanda Devreleri 3. Alternatif Akım Motorları Kumanda Devreleri GİRİŞ Otomatik kumanda devrelerinde motorun
Saplama ark kaynağı (Stud welding) yöntemi 1920'li yıllardan beri bilinmesine rağmen, özellikle son yıllarda yaygın olarak kullanılmaktadır.
 yöntemi 1920'li yıllardan beri bilinmesine rağmen, özellikle son yıllarda yaygın olarak kullanılmaktadır.") SAPLAMA KAYNAĞI Saplama ark kaynağı (Stud welding) yöntemi 1920'li yıllardan beri bilinmesine rağmen, özellikle son yıllarda yaygın olarak kullanılmaktadır. Arkın metalleri ergitme özelliğinden yararlanarak
SAPLAMA KAYNAĞI Saplama ark kaynağı (Stud welding) yöntemi 1920'li yıllardan beri bilinmesine rağmen, özellikle son yıllarda yaygın olarak kullanılmaktadır. Arkın metalleri ergitme özelliğinden yararlanarak
DENEY 2: PROTOBOARD TANITIMI VE DEVRE KURMA
 A. DENEYİN AMACI : Protoboard kullanımını öğrenmek ve protoboard üzerinde basit direnç devreleri kurmak. B. KULLANILACAK ARAÇ VE MALZEMELER : 1. DC güç kaynağı, 2. Multimetre, 3. Protoboard, 4. Değişik
A. DENEYİN AMACI : Protoboard kullanımını öğrenmek ve protoboard üzerinde basit direnç devreleri kurmak. B. KULLANILACAK ARAÇ VE MALZEMELER : 1. DC güç kaynağı, 2. Multimetre, 3. Protoboard, 4. Değişik
Ağaç işleme makinaları. Quality Guide. Takımın değeri
 Ağaç işleme makinaları Quality Guide Takımın değeri 2 QuALiTy GuiDe Takımın değeri Kullanılan takım ve aletlerin birbirine çok benzediği günler artık geride kalmıştır. Günümüzde farklı uygulamalar için
Ağaç işleme makinaları Quality Guide Takımın değeri 2 QuALiTy GuiDe Takımın değeri Kullanılan takım ve aletlerin birbirine çok benzediği günler artık geride kalmıştır. Günümüzde farklı uygulamalar için
ANALOG LABORATUARI İÇİN BAZI GEREKLİ BİLGİLER
 ANALOG LABORATUARI İÇİN BAZI GEREKLİ BİLGİLER Şekil-1: BREADBOARD Yukarıda, deneylerde kullandığımız breadboard un şekli görünmektedir. Bu board üzerinde harflerle isimlendirilen satırlar ve numaralarla
ANALOG LABORATUARI İÇİN BAZI GEREKLİ BİLGİLER Şekil-1: BREADBOARD Yukarıda, deneylerde kullandığımız breadboard un şekli görünmektedir. Bu board üzerinde harflerle isimlendirilen satırlar ve numaralarla
Veri Toplama Yöntemleri. Prof.Dr.Besti Üstün
 Veri Toplama Yöntemleri Prof.Dr.Besti Üstün 1 VERİ (DATA) Belirli amaçlar için toplanan bilgilere veri denir. Araştırmacının belirlediği probleme en uygun çözümü bulabilmesi uygun veri toplama yöntemi
Veri Toplama Yöntemleri Prof.Dr.Besti Üstün 1 VERİ (DATA) Belirli amaçlar için toplanan bilgilere veri denir. Araştırmacının belirlediği probleme en uygun çözümü bulabilmesi uygun veri toplama yöntemi
ELITE A.G. KS100/HEFM SICAK-SOĞUK ETĐKET BOY KESME VE ĐŞARETLEME MAKĐNASI KULLANIM KILAVUZU
 ELITE A.G. KS100/HEFM SICAK-SOĞUK ETĐKET BOY KESME VE ĐŞARETLEME MAKĐNASI KULLANIM KILAVUZU ANA EKRAN Makinenin şalteri açıldığında 5 sn boyunca açılış ekranı gelir. Daha sonra ana ekrana geçilir. Bu ekranda
ELITE A.G. KS100/HEFM SICAK-SOĞUK ETĐKET BOY KESME VE ĐŞARETLEME MAKĐNASI KULLANIM KILAVUZU ANA EKRAN Makinenin şalteri açıldığında 5 sn boyunca açılış ekranı gelir. Daha sonra ana ekrana geçilir. Bu ekranda
DÜZ VE KREMAYER DİŞLİ AÇMA
 T.C. MİLLÎ EĞİTİM BAKANLIĞI MEGEP (MESLEKİ EĞİTİM VE ÖĞRETİM SİSTEMİNİN GÜÇLENDİRİLMESİ PROJESİ) MAKİNE TEKNOLOJİSİ ALANI DÜZ VE KREMAYER DİŞLİ AÇMA ANKARA,2007 Milli Eğitim Bakanlığı tarafından geliştirilen
T.C. MİLLÎ EĞİTİM BAKANLIĞI MEGEP (MESLEKİ EĞİTİM VE ÖĞRETİM SİSTEMİNİN GÜÇLENDİRİLMESİ PROJESİ) MAKİNE TEKNOLOJİSİ ALANI DÜZ VE KREMAYER DİŞLİ AÇMA ANKARA,2007 Milli Eğitim Bakanlığı tarafından geliştirilen
MAKİNE VE MOTOR DERS NOTLARI 9.HAFTA
 MAKİNE VE MOTOR DERS NOTLARI 9.HAFTA Hazırlayan: Öğr. Gör. Tuğberk ÖNAL MALATYA 2016 SUPAP SİSTEMLERİ 1. KÜLBÜTOR MEKANİZMASI Eksantrik milinden aldığı hareketle silindirlerde emme ve egzoz zamanlarının
MAKİNE VE MOTOR DERS NOTLARI 9.HAFTA Hazırlayan: Öğr. Gör. Tuğberk ÖNAL MALATYA 2016 SUPAP SİSTEMLERİ 1. KÜLBÜTOR MEKANİZMASI Eksantrik milinden aldığı hareketle silindirlerde emme ve egzoz zamanlarının
01 OCAK 2015 ELEKTRİK AKIMI VE LAMBA PARLAKLIĞI SALİH MERT İLİ DENİZLİ ANADOLU LİSESİ 10/A 436
 01 OCAK 2015 ELEKTRİK AKIMI VE LAMBA PARLAKLIĞI SALİH MERT İLİ DENİZLİ ANADOLU LİSESİ 10/A 436 ELEKTRİK AKIMI VE LAMBALAR ELEKTRİK AKIMI Potansiyelleri farklı olan iki iletken cisim birbirlerine dokundurulduğunda
01 OCAK 2015 ELEKTRİK AKIMI VE LAMBA PARLAKLIĞI SALİH MERT İLİ DENİZLİ ANADOLU LİSESİ 10/A 436 ELEKTRİK AKIMI VE LAMBALAR ELEKTRİK AKIMI Potansiyelleri farklı olan iki iletken cisim birbirlerine dokundurulduğunda
ALÇI DEKORASYON VE KARTONPİYER
 ALÇI DEKORASYON VE KARTONPİYER Aşağıdaki soruları dikkatlice okuyunuz ve doğru seçeneği işaretleyiniz. 1. Aşağıdakilerden hangisi alçı dekorasyon ve kartonpiyer yapma araçlarından biri değildir? A) Mala
ALÇI DEKORASYON VE KARTONPİYER Aşağıdaki soruları dikkatlice okuyunuz ve doğru seçeneği işaretleyiniz. 1. Aşağıdakilerden hangisi alçı dekorasyon ve kartonpiyer yapma araçlarından biri değildir? A) Mala
NORMAL TUĞLA VE PRES TUĞLA İLE DUVAR
 NORMAL TUĞLA VE PRES TUĞLA İLE DUVAR Celal Bayar Üniversitesi Turgutlu Meslek Yüksekokulu İnşaat Bölümü Öğretim Görevlisi Tekin TEZCAN İnşaat Yüksek Mühendisi TUĞLA Tanım Kil, killi toprak ile tuğla ve
NORMAL TUĞLA VE PRES TUĞLA İLE DUVAR Celal Bayar Üniversitesi Turgutlu Meslek Yüksekokulu İnşaat Bölümü Öğretim Görevlisi Tekin TEZCAN İnşaat Yüksek Mühendisi TUĞLA Tanım Kil, killi toprak ile tuğla ve
ĠġÇĠ SAĞLIĞI VE GÜVENLĠĞĠ DERSĠ
 14.11.2013 ĠġÇĠ SAĞLIĞI VE GÜVENLĠĞĠ DERSĠ Ford Otosan İhsaniye Otomotiv Meslek Yüksek Okulu Makine Resim ve Konstrüksiyon Programı Ders içeriği El Aletleri KAYNAKÇA El Aletleri İle Çalışmada İş Sağlığı
14.11.2013 ĠġÇĠ SAĞLIĞI VE GÜVENLĠĞĠ DERSĠ Ford Otosan İhsaniye Otomotiv Meslek Yüksek Okulu Makine Resim ve Konstrüksiyon Programı Ders içeriği El Aletleri KAYNAKÇA El Aletleri İle Çalışmada İş Sağlığı
PLASTİK VAKUM TEKNOLOJİSİ DERSİ ÇALIŞMA SORULARI. b. Fanlar. c. Şartlandırıcı. d. Alt tabla. a. Rotasyon makinesi. b. Enjeksiyon makinesi
 PLASTİK VAKUM TEKNOLOJİSİ DERSİ ÇALIŞMA SORULARI 1. Aşağıdakilerden hangisi kontrol panosundaki butonlardan birisi değildir? a. Sayıcı reset b. Tabla yukarı c. Maça d. Devir sayısı 2. Aşağıdakilerden hangisi
PLASTİK VAKUM TEKNOLOJİSİ DERSİ ÇALIŞMA SORULARI 1. Aşağıdakilerden hangisi kontrol panosundaki butonlardan birisi değildir? a. Sayıcı reset b. Tabla yukarı c. Maça d. Devir sayısı 2. Aşağıdakilerden hangisi
Makine Elemanları I Prof. Dr. İrfan KAYMAZ. Temel bilgiler-flipped Classroom Bağlama Elemanları
 Makine Elemanları I Prof. Dr. İrfan KAYMAZ Temel bilgiler-flipped Classroom Bağlama Elemanları 11/22/2014 İçerik Bağlama Elemanlarının Sınıflandırılması Şekil Bağlı bağlama elemanlarının hesabı Kuvvet
Makine Elemanları I Prof. Dr. İrfan KAYMAZ Temel bilgiler-flipped Classroom Bağlama Elemanları 11/22/2014 İçerik Bağlama Elemanlarının Sınıflandırılması Şekil Bağlı bağlama elemanlarının hesabı Kuvvet
Makine Elemanları II Prof. Dr. Akgün ALSARAN. Helisel Dişli Çarklar-Flipped Classroom DİŞLİ ÇARKLAR
 Makine Elemanları II Prof. Dr. Akgün ALSARAN Helisel Dişli Çarklar-Flipped Classroom DİŞLİ ÇARKLAR İçerik Giriş Helisel dişli geometrisi Kavrama oranı Helisel dişli boyutları Helisel dişlilerin mukavemet
Makine Elemanları II Prof. Dr. Akgün ALSARAN Helisel Dişli Çarklar-Flipped Classroom DİŞLİ ÇARKLAR İçerik Giriş Helisel dişli geometrisi Kavrama oranı Helisel dişli boyutları Helisel dişlilerin mukavemet
testo 316-3 : Soğutma sistemleri için kaçak dedektörü Kullanım kılavuzu
 testo 316-3 : Soğutma sistemleri için kaçak dedektörü Kullanım kılavuzu 2 1 İçindekiler 1 İçindekiler...3 2 Güvenlik ve çevre...4 2.1. Doküman hakkında...4 2.2. Güvenliği sağlama...4 2.3. Çevreyi koruma...5
testo 316-3 : Soğutma sistemleri için kaçak dedektörü Kullanım kılavuzu 2 1 İçindekiler 1 İçindekiler...3 2 Güvenlik ve çevre...4 2.1. Doküman hakkında...4 2.2. Güvenliği sağlama...4 2.3. Çevreyi koruma...5
CWC-MB Ocean Yürüteç Kullanım Kılavuzu
 CWC-MB Ocean Yürüteç Kullanım Kılavuzu Ürünü monte etmeden ve kullanmaya başlamadan önce tüm kullanım kılavuzunu lütfen dikkatlice okuyunuz. İleride referans olması için kullanım kılavuzunu saklayınız.
CWC-MB Ocean Yürüteç Kullanım Kılavuzu Ürünü monte etmeden ve kullanmaya başlamadan önce tüm kullanım kılavuzunu lütfen dikkatlice okuyunuz. İleride referans olması için kullanım kılavuzunu saklayınız.
İSTANBUL KEMERBURGAZ ÜNİVERSİTESİ. ÇİFT ANADAL ve YANDAL PROGRAMI YÖNERGESİ
 İSTANBUL KEMERBURGAZ ÜNİVERSİTESİ ÇİFT ANADAL ve YANDAL PROGRAMI YÖNERGESİ Amaç MADDE 1 - (1) Bu Yönergenin amacı, anadal lisans programlarını üstün başarıyla yürüten öğrencilerin, aynı zamanda ikinci
İSTANBUL KEMERBURGAZ ÜNİVERSİTESİ ÇİFT ANADAL ve YANDAL PROGRAMI YÖNERGESİ Amaç MADDE 1 - (1) Bu Yönergenin amacı, anadal lisans programlarını üstün başarıyla yürüten öğrencilerin, aynı zamanda ikinci
TAŞLAMA MAKİNASI MODEL RTM101 TANITIM VE KULLANMA KILAVUZU
 TAŞLAMA MAKİNASI MODEL RTM101 TANITIM VE KULLANMA KILAVUZU 1 4 2 6 3 5 (RTM101) VOLTAJ 230V-50HZ GİRİŞ GÜCÜ 850W HIZ 10000r/min TAŞLAMA DİSK ÇAPI 115MM CİHAZIN ÜNİTELERİ 1. HAVALANDIRMA ARALIKLARI 2. MİL
TAŞLAMA MAKİNASI MODEL RTM101 TANITIM VE KULLANMA KILAVUZU 1 4 2 6 3 5 (RTM101) VOLTAJ 230V-50HZ GİRİŞ GÜCÜ 850W HIZ 10000r/min TAŞLAMA DİSK ÇAPI 115MM CİHAZIN ÜNİTELERİ 1. HAVALANDIRMA ARALIKLARI 2. MİL
Installation instructions, accessories. Park yardımı, pilot (R-design) Volvo Car Corporation Gothenburg, Sweden. Sayfa 1 / 67. Volvo Car Corporation
 Volvo Car Corporation Gothenburg, Sweden. Sayfa 1 / 67. Volvo Car Corporation") Installation instructions, accessories Talimat No 31373899 Sürüm 1.0 Parça No. 31373890 Park yardımı, pilot (R-design) Volvo Car Corporation Park yardımı, pilot (R-design)- 31373899 - V1.0 Sayfa 1 / 67
Installation instructions, accessories Talimat No 31373899 Sürüm 1.0 Parça No. 31373890 Park yardımı, pilot (R-design) Volvo Car Corporation Park yardımı, pilot (R-design)- 31373899 - V1.0 Sayfa 1 / 67
YERİNDE BALANS ALMA İŞLEMİ: EKONOMİK ve TEKNİK YÖNDEN BİR İNCELEME. Dr. İbrahim H. Çağlayan VibraTek Ltd Şti
 Bakım Mühendisliğinde En Son Teknolojiler : İşin Uzmanından! VibraTek 02/2016 Teknik Bülten 6 1.0 Giriş YERİNDE BALANS ALMA İŞLEMİ: EKONOMİK ve TEKNİK YÖNDEN BİR İNCELEME Dr. İbrahim H. Çağlayan Uyarıcı
Bakım Mühendisliğinde En Son Teknolojiler : İşin Uzmanından! VibraTek 02/2016 Teknik Bülten 6 1.0 Giriş YERİNDE BALANS ALMA İŞLEMİ: EKONOMİK ve TEKNİK YÖNDEN BİR İNCELEME Dr. İbrahim H. Çağlayan Uyarıcı
ERGONOMĐK ĐŞ ARAÇLARI ve ALETLERĐ. Đş Araçlarının Đnsana Uyumu. Tutma yeri konstrüksiyonlarında şu hususlara dikkat etmek gerekir
 ERGONOMĐK ĐŞ ARAÇLARI ve ALETLERĐ MAK4091 Ergonomi 1 Đş Araçlarının Đnsana Uyumu 1. El ile yönetilen iş aletleri 1.1 Kas kuvveti ile çalıştırılanlar 1.1.1 Tek bacaklılar: Bıçak, çekiç, tornavida v.b. 1.1.2
ERGONOMĐK ĐŞ ARAÇLARI ve ALETLERĐ MAK4091 Ergonomi 1 Đş Araçlarının Đnsana Uyumu 1. El ile yönetilen iş aletleri 1.1 Kas kuvveti ile çalıştırılanlar 1.1.1 Tek bacaklılar: Bıçak, çekiç, tornavida v.b. 1.1.2
CWJ-01U Jumbo Yürüteç Kullanım Kılavuzu Ürünü monte etmeden ve kullanmaya başlamadan önce tüm kullanım kılavuzunu lütfen dikkatlice okuyunuz.
 CWJ-01U Jumbo Yürüteç Kullanım Kılavuzu Ürünü monte etmeden ve kullanmaya başlamadan önce tüm kullanım kılavuzunu lütfen dikkatlice okuyunuz. İleride referans olması için kullanım kılavuzunu saklayınız.
CWJ-01U Jumbo Yürüteç Kullanım Kılavuzu Ürünü monte etmeden ve kullanmaya başlamadan önce tüm kullanım kılavuzunu lütfen dikkatlice okuyunuz. İleride referans olması için kullanım kılavuzunu saklayınız.
İSTANBUL TİCARET ÜNİVERSİTESİ BİLGİSAYAR MÜHENDİSLİĞİ BÖLÜMÜ BİLGİSAYAR SİSTEMLERİ LABORATUARI YÜZEY DOLDURMA TEKNİKLERİ
 İSTANBUL TİCARET ÜNİVERSİTESİ BİLGİSAYAR MÜHENDİSLİĞİ BÖLÜMÜ BİLGİSAYAR SİSTEMLERİ LABORATUARI YÜZEY DOLDURMA TEKNİKLERİ Deneyde dolu alan tarama dönüşümünün nasıl yapıldığı anlatılacaktır. Dolu alan tarama
İSTANBUL TİCARET ÜNİVERSİTESİ BİLGİSAYAR MÜHENDİSLİĞİ BÖLÜMÜ BİLGİSAYAR SİSTEMLERİ LABORATUARI YÜZEY DOLDURMA TEKNİKLERİ Deneyde dolu alan tarama dönüşümünün nasıl yapıldığı anlatılacaktır. Dolu alan tarama
HORTUM ÜRETİM OPERATÖRÜ (EKSTRÜZYON) (SEVİYE 3) ÖĞRETİM PROGRAMI ÖĞRENME MODÜLLERİ VE İÇERİKLERİ
 (SEVİYE 3) ÖĞRETİM PROGRAMI ÖĞRENME MODÜLLERİ VE İÇERİKLERİ") HORTUM ÜRETİM OPERATÖRÜ (EKSTRÜZYON) (SEVİYE 3) ÖĞRETİM PROGRAMI ÖĞRENME MODÜLLERİ VE İÇERİKLERİ 1 2 ÖĞRENME MODÜLÜ İÇERİĞİ MODÜL ADI : TEMEL TESVİYECİLİK UYGULAMALARI MESLEK : Hortum Üretim Operatörü
HORTUM ÜRETİM OPERATÖRÜ (EKSTRÜZYON) (SEVİYE 3) ÖĞRETİM PROGRAMI ÖĞRENME MODÜLLERİ VE İÇERİKLERİ 1 2 ÖĞRENME MODÜLÜ İÇERİĞİ MODÜL ADI : TEMEL TESVİYECİLİK UYGULAMALARI MESLEK : Hortum Üretim Operatörü
MÜZİK ALETLERİ YAPIMI
 T.C. MİLLÎ EĞİTİM BAKANLIĞI MÜZİK ALETLERİ YAPIMI VİYOLA TABLOLARININ MONTESİ Ankara, 2013 Bu modül, mesleki ve teknik eğitim okul/kurumlarında uygulanan Çerçeve Öğretim Programlarında yer alan yeterlikleri
T.C. MİLLÎ EĞİTİM BAKANLIĞI MÜZİK ALETLERİ YAPIMI VİYOLA TABLOLARININ MONTESİ Ankara, 2013 Bu modül, mesleki ve teknik eğitim okul/kurumlarında uygulanan Çerçeve Öğretim Programlarında yer alan yeterlikleri
ÇELİK YAPI BİRLEŞİM ELEMANLARI
 ÇELİK YAPI BİRLEŞİM ELEMANLARI Çelik yapılarda, kullanılan üç farklı birleşim elemanı vardır. Bunlar; 1. Perçinli birleşimler, 2. Cıvatalı (Bulonlu) birleşimleri. 3. Kaynaklı birleşimler 2 1 1. PERÇİNLİ
ÇELİK YAPI BİRLEŞİM ELEMANLARI Çelik yapılarda, kullanılan üç farklı birleşim elemanı vardır. Bunlar; 1. Perçinli birleşimler, 2. Cıvatalı (Bulonlu) birleşimleri. 3. Kaynaklı birleşimler 2 1 1. PERÇİNLİ
Şaft: Şaft ve Mafsallar:
 Şaft ve Mafsallar: Motor ve tahrik aksı farklı yerde olan araçlarda, vites kutusu ile diferansiyel arasında hareket iletimi için şaft ve açısal sapmalar için gerekli olan mafsallar karşımıza çıkmaktadır.
Şaft ve Mafsallar: Motor ve tahrik aksı farklı yerde olan araçlarda, vites kutusu ile diferansiyel arasında hareket iletimi için şaft ve açısal sapmalar için gerekli olan mafsallar karşımıza çıkmaktadır.
4. Numaralandırdığımız her boru parçasının üzerine taşıdıkları ısı yükleri yazılır.
 4. KOLON ŞEMASI VE BORU ÇAPI HESABI Tesisatı oluşturan kazan, kollektörler, borular,,vanalar, ısıtıcılar,genleşme deposu ile diğer donanım ve armatürlerin tümünün düşey görünüşünü iki boyutlu olarak gösteren
4. KOLON ŞEMASI VE BORU ÇAPI HESABI Tesisatı oluşturan kazan, kollektörler, borular,,vanalar, ısıtıcılar,genleşme deposu ile diğer donanım ve armatürlerin tümünün düşey görünüşünü iki boyutlu olarak gösteren
Mühendislikte Deneysel Metodlar I Dersi Deney Föyü
 Mühendislikte Deneysel Metodlar I Dersi Deney Föyü Uygulama Alanı Uygulama Alt Alanı Toplam Uygulama Uzunluğu (Saat) : Uygulamayı Yapacak Görevli: Yapılacağı Yer Kaynak Elektrot Kaynağı 4 Saat Yrd. Doç
Mühendislikte Deneysel Metodlar I Dersi Deney Föyü Uygulama Alanı Uygulama Alt Alanı Toplam Uygulama Uzunluğu (Saat) : Uygulamayı Yapacak Görevli: Yapılacağı Yer Kaynak Elektrot Kaynağı 4 Saat Yrd. Doç
TEKNİK RESİM. Ders Notları: Mehmet Çevik Dokuz Eylül Üniversitesi. Görünüşler - 1
 TEKNİK RESİM 2010 Ders Notları: Mehmet Çevik Dokuz Eylül Üniversitesi 2/25 Görünüşler Birinci İzdüşüm Metodu Üçüncüİzdüşüm Metodu İzdüşüm Sembolü Görünüşlerin Çizilmesi Görünüş Çıkarma Kuralları Tek Görünüşle
TEKNİK RESİM 2010 Ders Notları: Mehmet Çevik Dokuz Eylül Üniversitesi 2/25 Görünüşler Birinci İzdüşüm Metodu Üçüncüİzdüşüm Metodu İzdüşüm Sembolü Görünüşlerin Çizilmesi Görünüş Çıkarma Kuralları Tek Görünüşle
Proje Tasarım Esasları Prof. Dr. Akgün ALSARAN. Temel bilgiler TÜBİTAK Üniversite Öğrenci Projesi Hazırlama
 Proje Tasarım Esasları Prof. Dr. Akgün ALSARAN Temel bilgiler TÜBİTAK Üniversite Öğrenci Projesi Hazırlama İçerik Giriş Proje amacı Yöntem ve metotlar Örnek 2 Giriş 3 Alt Sorunlar Odaklama ve sorun analizi
Proje Tasarım Esasları Prof. Dr. Akgün ALSARAN Temel bilgiler TÜBİTAK Üniversite Öğrenci Projesi Hazırlama İçerik Giriş Proje amacı Yöntem ve metotlar Örnek 2 Giriş 3 Alt Sorunlar Odaklama ve sorun analizi
MAKÜ YAZ OKULU YARDIM DOKÜMANI 1. Yaz Okulu Ön Hazırlık İşlemleri (Yaz Dönemi Oidb tarafından aktifleştirildikten sonra) Son aktif ders kodlarının
 Son aktif ders kodlarının") MAKÜ YAZ OKULU YARDIM DOKÜMANI 1. Yaz Okulu Ön Hazırlık İşlemleri (Yaz Dönemi Oidb tarafından aktifleştirildikten sonra) Son aktif ders kodlarının bağlantıları kontrol edilir. Güz ve Bahar dönemindeki
MAKÜ YAZ OKULU YARDIM DOKÜMANI 1. Yaz Okulu Ön Hazırlık İşlemleri (Yaz Dönemi Oidb tarafından aktifleştirildikten sonra) Son aktif ders kodlarının bağlantıları kontrol edilir. Güz ve Bahar dönemindeki
ÖĞRENME FAALĠYETĠ 7. 7. GELĠġMĠġ ÖZELLĠKLER
 ÖĞRENME FAALĠYETĠ 7 AMAÇ ÖĞRENME FAALĠYETĠ 7 Bu faaliyette verilen bilgiler ile hazırlamıģ olduğunuz belgeye uygun baģvuruları (Ġçindekiler Tablosu, Dipnot/sonnot, Ģekil tablosu, resim yazısı vb.) hatasız
ÖĞRENME FAALĠYETĠ 7 AMAÇ ÖĞRENME FAALĠYETĠ 7 Bu faaliyette verilen bilgiler ile hazırlamıģ olduğunuz belgeye uygun baģvuruları (Ġçindekiler Tablosu, Dipnot/sonnot, Ģekil tablosu, resim yazısı vb.) hatasız
AKSARAY ÜNİVERSİTESİ. Amaç, Kapsam, Dayanak ve Tanımlar
 AKSARAY ÜNİVERSİTESİ ÖNLİSANS VE LİSANS DÜZEYİNDEKİ PROGRAMLAR ARASINDA YATAY GEÇİŞ ESASLARINA İLİŞKİN YÖNERGE Amaç ve Kapsam MADDE 1 BİRİNCİ BÖLÜM Amaç, Kapsam, Dayanak ve Tanımlar Bu Yönergenin amacı,
AKSARAY ÜNİVERSİTESİ ÖNLİSANS VE LİSANS DÜZEYİNDEKİ PROGRAMLAR ARASINDA YATAY GEÇİŞ ESASLARINA İLİŞKİN YÖNERGE Amaç ve Kapsam MADDE 1 BİRİNCİ BÖLÜM Amaç, Kapsam, Dayanak ve Tanımlar Bu Yönergenin amacı,
PLASTİK MALZEMELERİN İŞLENME TEKNİKLERİ
 PLASTİK MALZEMELERİN İŞLENME TEKNİKLERİ PLASTİK EXTRÜZYON NEDİR? EXTRÜZYONLA İŞLEME TEKNİĞİ EXTRÜZYON Uzunlukları belli olmayan,fakat kesitleri sabit olan levha,film,boru,çubuk gibi yarı mamullerin işlendiği
PLASTİK MALZEMELERİN İŞLENME TEKNİKLERİ PLASTİK EXTRÜZYON NEDİR? EXTRÜZYONLA İŞLEME TEKNİĞİ EXTRÜZYON Uzunlukları belli olmayan,fakat kesitleri sabit olan levha,film,boru,çubuk gibi yarı mamullerin işlendiği
Otomotiv sanayi için DIN 74297-74327' ye uygun imalat. DIN 3015 'e uygun Hidrolik boru kelepçeleri, DIN 3869 'a uygun sızdırmazlık elemanları.
 GENEL BİLGİLER ÜRÜNLERİ DIN 2353'e uygun yüksüklü tip boru bağlantı elemanları. Otomotiv sanayi için DIN 74297-74327' ye uygun imalat. DIN 3015 'e uygun Hidrolik boru kelepçeleri, DIN 3869 'a uygun sızdırmazlık
GENEL BİLGİLER ÜRÜNLERİ DIN 2353'e uygun yüksüklü tip boru bağlantı elemanları. Otomotiv sanayi için DIN 74297-74327' ye uygun imalat. DIN 3015 'e uygun Hidrolik boru kelepçeleri, DIN 3869 'a uygun sızdırmazlık
Konvörlü folyo makinesi : FOLYOHSTFOIL.500.20
 Konvörlü folyo makinesi : FOLYOHSTFOIL.500.20 ÜRETİCİ FİRMA BİLGİLERİ : HİSTORY LTD STİ. AYAZ ELEKTRONİK BİLGİSAYAR SAN. VE DIŞ TİC.LTD.ŞTİ. Www.ayazshop.com bilgi@ayazshop.com Tel: +90 212 6909894 avcılar
Konvörlü folyo makinesi : FOLYOHSTFOIL.500.20 ÜRETİCİ FİRMA BİLGİLERİ : HİSTORY LTD STİ. AYAZ ELEKTRONİK BİLGİSAYAR SAN. VE DIŞ TİC.LTD.ŞTİ. Www.ayazshop.com bilgi@ayazshop.com Tel: +90 212 6909894 avcılar
KOMPOZİT ÜRÜN ÜRETİM ELEMANI (SMC BMC SICAK KALIPLAMA) (SEVİYE-3)
 (SEVİYE-3)") KOMPOZİT ÜRÜN ÜRETİM ELEMANI (SMC BMC SICAK KALIPLAMA) (SEVİYE-3) 1 2 KOMPOZİT ÜRÜN ÜRETİM ELEMANI (SMC BMC SICAK KALIPLAMA) (SEVİYE-3) ÖĞRETİM PROGRAMI ÖĞRENME MODÜLLERİ VE İÇERİKLERİ 3 4 ÖĞRENME MODÜLÜ
KOMPOZİT ÜRÜN ÜRETİM ELEMANI (SMC BMC SICAK KALIPLAMA) (SEVİYE-3) 1 2 KOMPOZİT ÜRÜN ÜRETİM ELEMANI (SMC BMC SICAK KALIPLAMA) (SEVİYE-3) ÖĞRETİM PROGRAMI ÖĞRENME MODÜLLERİ VE İÇERİKLERİ 3 4 ÖĞRENME MODÜLÜ
Kullanım Kılavuzu. İçindekiler 1 o Cihaz Tanımı ve Aksesuarlar 2 o Cihaz Tanımı 3 o Güvenlik notları 3. Kireçlenme hakkında önemli hatırlatmalar 8
 Kullanım Kılavuzu İçindekiler İçindekiler 1 o Cihaz Tanımı ve Aksesuarlar 2 o Cihaz Tanımı 3 o Güvenlik notları 3 MONTAJ o Koşullar 4 o Musluğa su bağlantısının yapılması 4 Kullanım o Kuru buhar ile temizleme
Kullanım Kılavuzu İçindekiler İçindekiler 1 o Cihaz Tanımı ve Aksesuarlar 2 o Cihaz Tanımı 3 o Güvenlik notları 3 MONTAJ o Koşullar 4 o Musluğa su bağlantısının yapılması 4 Kullanım o Kuru buhar ile temizleme
MasterFlow 920 AN (Eski Adı Masterflow 920 SF)
") TANIMI MasterFlow 920 AN, metakrilat esaslı, iki bileşenli, yüksek performanslı, stiren içermeyen, özel bir tabanca ile kolaylıkla uygulanan, macun kıvamında ankraj ve montaj malzemesidir. STANDARTLAR
TANIMI MasterFlow 920 AN, metakrilat esaslı, iki bileşenli, yüksek performanslı, stiren içermeyen, özel bir tabanca ile kolaylıkla uygulanan, macun kıvamında ankraj ve montaj malzemesidir. STANDARTLAR
YAPILARDA DERZLER VE SIZDIRMAZLIK MALZEMELERİ
 YAPILARDA DERZLER VE SIZDIRMAZLIK MALZEMELERİ Genel: Derz sözcüğü bir sistemi oluşturan parçaların birleştirildiği, yapıştırıldığı çizgi şeklindeki bölümleri tanımlar. Derzler dar ya da geniş, yatay ya
YAPILARDA DERZLER VE SIZDIRMAZLIK MALZEMELERİ Genel: Derz sözcüğü bir sistemi oluşturan parçaların birleştirildiği, yapıştırıldığı çizgi şeklindeki bölümleri tanımlar. Derzler dar ya da geniş, yatay ya
Şekil 5.12 Eski beton yüzeydeki kırıntıların su jetiyle uzaklaştırılması
 Şekil 5.12 Eski beton yüzeydeki kırıntıların su jetiyle uzaklaştırılması 5.6.4 Yapıştırılmamış Aşınma Tabakası (Yüzen Şap) Döşeme ile aşınma tabakası arasında aderans yoktur, aksine aderansı önlemek için
Şekil 5.12 Eski beton yüzeydeki kırıntıların su jetiyle uzaklaştırılması 5.6.4 Yapıştırılmamış Aşınma Tabakası (Yüzen Şap) Döşeme ile aşınma tabakası arasında aderans yoktur, aksine aderansı önlemek için
MasterFlow 916 AN. Polyester Esaslı, Ankraj Harcı. Tanımı
 Polyester Esaslı, Ankraj Harcı Tanımı MasterFlow 916 AN, polyester esaslı, iki bileșenli, özel bir tabanca ile kolaylıkla uygulanan, macun kıvamında ankraj ve montaj malzemesidir. Test & Standartlar n
Polyester Esaslı, Ankraj Harcı Tanımı MasterFlow 916 AN, polyester esaslı, iki bileșenli, özel bir tabanca ile kolaylıkla uygulanan, macun kıvamında ankraj ve montaj malzemesidir. Test & Standartlar n
YÜZÜNCÜ YIL ÜNİVERSİTESİ SU ÜRÜNLERİ FAKÜLTESİ LABORATUAR, ÜNİTE VE ODA (SÜFLAB) KULLANIM YÖNERGESİ
 KULLANIM YÖNERGESİ") YÜZÜNCÜ YIL ÜNİVERSİTESİ SU ÜRÜNLERİ FAKÜLTESİ LABORATUAR, ÜNİTE VE ODA (SÜFLAB) KULLANIM YÖNERGESİ BİRİNCİ BÖLÜM Amaç, Kapsam, Dayanak ve Tanımlar Amaç MADDE 1- Bu Yönergenin amacı; Yüzüncü Yıl Üniversitesi,
YÜZÜNCÜ YIL ÜNİVERSİTESİ SU ÜRÜNLERİ FAKÜLTESİ LABORATUAR, ÜNİTE VE ODA (SÜFLAB) KULLANIM YÖNERGESİ BİRİNCİ BÖLÜM Amaç, Kapsam, Dayanak ve Tanımlar Amaç MADDE 1- Bu Yönergenin amacı; Yüzüncü Yıl Üniversitesi,
YÜKSEKÖĞRETİM KURUMLARI ENGELLİLER DANIŞMA VE KOORDİNASYON YÖNETMELİĞİ (1) BİRİNCİ BÖLÜM. Amaç, Kapsam, Dayanak ve Tanımlar
 BİRİNCİ BÖLÜM. Amaç, Kapsam, Dayanak ve Tanımlar") YÜKSEKÖĞRETİM KURUMLARI ENGELLİLER DANIŞMA VE KOORDİNASYON YÖNETMELİĞİ (1) BİRİNCİ BÖLÜM Amaç, Kapsam, Dayanak ve Tanımlar Amaç MADDE 1 (Değişik:RG-14/2/2014-28913) (1) Bu Yönetmeliğin amacı; yükseköğrenim
YÜKSEKÖĞRETİM KURUMLARI ENGELLİLER DANIŞMA VE KOORDİNASYON YÖNETMELİĞİ (1) BİRİNCİ BÖLÜM Amaç, Kapsam, Dayanak ve Tanımlar Amaç MADDE 1 (Değişik:RG-14/2/2014-28913) (1) Bu Yönetmeliğin amacı; yükseköğrenim
Karbür Matkaplar. Delme. WTX- UNI / VA Yüksek performanslı karbür matkap- Ürün çeşitindeki artış. Diş
 Delme Karbür Matkaplar Sayfa WTX- / Yüksek performanslı karbür matkap- Ürün çeşitindeki artış Paslanmaz çelik 7-14 + 18-25 7-14 + 18-25 Diş Ovalama kılavuzları için optimum delik çapları. 3xD ve 5xD boylarda,
Delme Karbür Matkaplar Sayfa WTX- / Yüksek performanslı karbür matkap- Ürün çeşitindeki artış Paslanmaz çelik 7-14 + 18-25 7-14 + 18-25 Diş Ovalama kılavuzları için optimum delik çapları. 3xD ve 5xD boylarda,
Teknik sistem kataloğu Taşıyıcı kol sistemleri
 Teknik sistem kataloğu Taşıyıcı kol sistemleri 2 Makinaya farklı bakış açıları sayesinde uzun veya kısa boylu operatör oturarak ya da ayakta çalışabilir - Rittal taşıyıcı kol sistemleriyle izleme ve kumanda
Teknik sistem kataloğu Taşıyıcı kol sistemleri 2 Makinaya farklı bakış açıları sayesinde uzun veya kısa boylu operatör oturarak ya da ayakta çalışabilir - Rittal taşıyıcı kol sistemleriyle izleme ve kumanda
Fridgebox ; soft start, P.I.D kontrol algoritmaları, soft stop gibi gelişmiş yönetim yazılım algoritmalarına sahiptir.
 Buzdolapları için elektrik tasarruf cihazı %20 - %40 arasında enerji tasarrufu 2-fazlı asenkron alternatif akımla çalışan motorlu cihazlarda kullanılır Kolay montaj Cihazları korur, ömrünü uzatır En son
Buzdolapları için elektrik tasarruf cihazı %20 - %40 arasında enerji tasarrufu 2-fazlı asenkron alternatif akımla çalışan motorlu cihazlarda kullanılır Kolay montaj Cihazları korur, ömrünü uzatır En son
KIRICI ve DELİCİ MATKAP MODEL RTM276 KULLANIM KLAVUZU
 KIRICI ve DELİCİ MATKAP MODEL RTM276 KULLANIM KLAVUZU TEKNİK ÖZELLİKLER VOLTAJ GİRİŞ GÜCÜ DEVİR HIZI MAX. BETON DELME ÇAPI UÇ TİPİ 230V-50HZ 1700W 900-1900d/dk 50mm SDS MAX CİHAZIN ÜNİTELERİ 1. SDS UÇ
KIRICI ve DELİCİ MATKAP MODEL RTM276 KULLANIM KLAVUZU TEKNİK ÖZELLİKLER VOLTAJ GİRİŞ GÜCÜ DEVİR HIZI MAX. BETON DELME ÇAPI UÇ TİPİ 230V-50HZ 1700W 900-1900d/dk 50mm SDS MAX CİHAZIN ÜNİTELERİ 1. SDS UÇ
İMA Perde Kalıp. Perde Kalıp. www.imakalip.com
 Perde Kalıp Perde Kalıp Perde kalıpları çok çeşitli projelere kolay uyarlanabilmesi için tasarlanmıştır. Uygulanmak istenen yapıya adaptasyonu gayet kolaydır ve istediğiniz şekli kolayca ortaya çıkarmanıza
Perde Kalıp Perde Kalıp Perde kalıpları çok çeşitli projelere kolay uyarlanabilmesi için tasarlanmıştır. Uygulanmak istenen yapıya adaptasyonu gayet kolaydır ve istediğiniz şekli kolayca ortaya çıkarmanıza
BĐSĐKLET FREN SĐSTEMĐNDE KABLO BAĞLANTI AÇISININ MEKANĐK VERĐME ETKĐSĐNĐN ĐNCELENMESĐ
 tasarım BĐSĐKLET FREN SĐSTEMĐNDE KABLO BAĞLANTI AÇISININ MEKANĐK VERĐME ETKĐSĐNĐN ĐNCELENMESĐ Nihat GEMALMAYAN Y. Doç. Dr., Gazi Üniversitesi, Makina Mühendisliği Bölümü Hüseyin ĐNCEÇAM Gazi Üniversitesi,
tasarım BĐSĐKLET FREN SĐSTEMĐNDE KABLO BAĞLANTI AÇISININ MEKANĐK VERĐME ETKĐSĐNĐN ĐNCELENMESĐ Nihat GEMALMAYAN Y. Doç. Dr., Gazi Üniversitesi, Makina Mühendisliği Bölümü Hüseyin ĐNCEÇAM Gazi Üniversitesi,
ÇÖKELME SERTLEŞTİRMESİ (YAŞLANDIRMA) DENEYİ
 DENEYİ") ÇÖKELME SERTLEŞTİRMESİ (YAŞLANDIRMA) DENEYİ 1. DENEYİN AMACI Çökelme sertleştirmesi işleminin, malzemenin mekanik özellikleri (sertlik, mukavemet vb) üzerindeki etkisinin incelenmesi ve çökelme sertleşmesinin
ÇÖKELME SERTLEŞTİRMESİ (YAŞLANDIRMA) DENEYİ 1. DENEYİN AMACI Çökelme sertleştirmesi işleminin, malzemenin mekanik özellikleri (sertlik, mukavemet vb) üzerindeki etkisinin incelenmesi ve çökelme sertleşmesinin
3- Kayan Filament Teorisi
 3- Kayan Filament Teorisi Madde 1. Giriş Bir kas hücresi kasıldığı zaman, ince filamentler kalınların üzerinden kayar ve sarkomer kısalır. Madde 2. Amaçlar İnce ve kalın filamentlerin moleküler yapı ve
3- Kayan Filament Teorisi Madde 1. Giriş Bir kas hücresi kasıldığı zaman, ince filamentler kalınların üzerinden kayar ve sarkomer kısalır. Madde 2. Amaçlar İnce ve kalın filamentlerin moleküler yapı ve
T.C. KIRIKKALE ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ STAJ YÖNERGESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ STAJ KURALLARI
 T.C. KIRIKKALE ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ STAJ YÖNERGESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ STAJ KURALLARI Makine Mühendisliği Bölümü öğrencilerinin 9 ayrı konuda toplam 50 işgünü staj yapma zorunlulukları
T.C. KIRIKKALE ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ STAJ YÖNERGESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ STAJ KURALLARI Makine Mühendisliği Bölümü öğrencilerinin 9 ayrı konuda toplam 50 işgünü staj yapma zorunlulukları
ELEKTRĐKLĐ OCAK TR. Kurulum Kullanım Bakım
 ELEKTRĐKLĐ OCAK TR Kurulum Kullanım Bakım Sayın Müşterimiz! Size teşekkür eder, yaptığınız seçimden dolayı da tebrik ederiz. Dikkatle tasarlanmış, en yüksek kaliteye sahip malzemelere göre imal edilmiş
ELEKTRĐKLĐ OCAK TR Kurulum Kullanım Bakım Sayın Müşterimiz! Size teşekkür eder, yaptığınız seçimden dolayı da tebrik ederiz. Dikkatle tasarlanmış, en yüksek kaliteye sahip malzemelere göre imal edilmiş
28.10.2015. Doç. Dr. Ahmet Demirer 1. Taşlamanın Amacı:
 Doç. Dr. Ahmet Demirer 1 Taşlamanın Amacı: Taşlama temel talaşlı imalat işlerinden olup aşağıdaki amaçlar için tercih edilir: İş parçalarının hassas olarak belirlenen toleranslarda işlenmeleri, Sertleştirilmiş
Doç. Dr. Ahmet Demirer 1 Taşlamanın Amacı: Taşlama temel talaşlı imalat işlerinden olup aşağıdaki amaçlar için tercih edilir: İş parçalarının hassas olarak belirlenen toleranslarda işlenmeleri, Sertleştirilmiş
Alasim Elementlerinin Celigin Yapisina Etkisi
 Alasim Elementlerinin Celigin Yapisina Etkisi Karbonlu çeliklerden normal olarak sağlanamayan kendine has özellikleri sağlayabilmek amacıyla, bir veya birden fazla alaşım elementi ilave etmek suretiyle
Alasim Elementlerinin Celigin Yapisina Etkisi Karbonlu çeliklerden normal olarak sağlanamayan kendine has özellikleri sağlayabilmek amacıyla, bir veya birden fazla alaşım elementi ilave etmek suretiyle
ISTRUZIONI DI MONTAGGIO DELLE LAVATRICI INTEGRABILI ASSEMBLY INSTRUCTIONS FOR BUILT-IN WASHING MACHINES MONTAGEANLEITUNG FÜR EINBAUBAREWASCHMASCHINEN
 ISTRUZIONI DI MONTAGGIO DELLE LAVATRICI INTEGRABILI ASSEMBLY INSTRUCTIONS FOR BUILT-IN WASHING MACHINES MONTAGEANLEITUNG FÜR EINBAUBAREWASCHMASCHINEN INSTRUCTIONS DE MONTAGE DES LAVE-LINGE INTÉGRABLES
ISTRUZIONI DI MONTAGGIO DELLE LAVATRICI INTEGRABILI ASSEMBLY INSTRUCTIONS FOR BUILT-IN WASHING MACHINES MONTAGEANLEITUNG FÜR EINBAUBAREWASCHMASCHINEN INSTRUCTIONS DE MONTAGE DES LAVE-LINGE INTÉGRABLES
İSTANBUL KEMERBURGAZ ÜNİVERSİTESİ BURS YÖNERGESİ. BİRİNCİ BÖLÜM Amaç, Kapsam, Dayanak ve Tanımlar
 İSTANBUL KEMERBURGAZ ÜNİVERSİTESİ BURS YÖNERGESİ BİRİNCİ BÖLÜM Amaç, Kapsam, Dayanak ve Tanımlar Amaç: Madde 1. (1) Bu yönergenin amacı, İstanbul Kemerburgaz Üniversitesinin önlisans, lisans ve lisansüstü
İSTANBUL KEMERBURGAZ ÜNİVERSİTESİ BURS YÖNERGESİ BİRİNCİ BÖLÜM Amaç, Kapsam, Dayanak ve Tanımlar Amaç: Madde 1. (1) Bu yönergenin amacı, İstanbul Kemerburgaz Üniversitesinin önlisans, lisans ve lisansüstü
SU YAPILARI. Su Alma Yapıları. 5.Hafta. Doç.Dr.N.Nur ÖZYURT nozyurt@hacettepe.edu.tr
 SU YAPILARI 5.Hafta Su Alma Yapıları Doç.Dr.N.Nur ÖZYURT nozyurt@hacettepe.edu.tr Su alma yapısı nedir? Akarsu ya da baraj gölünden suyu alıp iletim sistemlerine veren yapılara su alma yapısı denir. Su
SU YAPILARI 5.Hafta Su Alma Yapıları Doç.Dr.N.Nur ÖZYURT nozyurt@hacettepe.edu.tr Su alma yapısı nedir? Akarsu ya da baraj gölünden suyu alıp iletim sistemlerine veren yapılara su alma yapısı denir. Su
İSTANBUL KEMERBURGAZ ÜNİVERSİTESİ ÖNLİSANS VE LİSANS PROGRAMLARI ARASINDA YATAY GEÇİŞ YÖNERGESİ. BİRİNCİ BÖLÜM Amaç, Kapsam, Dayanak ve Tanımlar
 İSTANBUL KEMERBURGAZ ÜNİVERSİTESİ ÖNLİSANS VE LİSANS PROGRAMLARI ARASINDA YATAY GEÇİŞ YÖNERGESİ BİRİNCİ BÖLÜM Amaç, Kapsam, Dayanak ve Tanımlar Amaç ve Kapsam MADDE 1 - (1) Bu yönerge İstanbul Kemerburgaz
İSTANBUL KEMERBURGAZ ÜNİVERSİTESİ ÖNLİSANS VE LİSANS PROGRAMLARI ARASINDA YATAY GEÇİŞ YÖNERGESİ BİRİNCİ BÖLÜM Amaç, Kapsam, Dayanak ve Tanımlar Amaç ve Kapsam MADDE 1 - (1) Bu yönerge İstanbul Kemerburgaz
SÜREÇ YÖNETİMİ VE SÜREÇ İYİLEŞTİRME H.Ömer Gülseren > ogulseren@gmail.com
 SÜREÇ YÖNETİMİ VE SÜREÇ İYİLEŞTİRME H.Ömer Gülseren > ogulseren@gmail.com Giriş Yönetim alanında yaşanan değişim, süreç yönetimi anlayışını ön plana çıkarmıştır. Süreç yönetimi; insan ve madde kaynaklarını
SÜREÇ YÖNETİMİ VE SÜREÇ İYİLEŞTİRME H.Ömer Gülseren > ogulseren@gmail.com Giriş Yönetim alanında yaşanan değişim, süreç yönetimi anlayışını ön plana çıkarmıştır. Süreç yönetimi; insan ve madde kaynaklarını
Teknik Dosya Üretim Standartları
 Teknik Dosya Üretim Standartları MAY 2015 İçindekiler 1. 0 sayfa no Sistem profilleri Sistem aksesuarları Ana profiller Yardımcı profiller 1.1 1.2 1.3 1.5 Aksesuarlar 1.6 Kepenk sistemi ile ilgili önemli
Teknik Dosya Üretim Standartları MAY 2015 İçindekiler 1. 0 sayfa no Sistem profilleri Sistem aksesuarları Ana profiller Yardımcı profiller 1.1 1.2 1.3 1.5 Aksesuarlar 1.6 Kepenk sistemi ile ilgili önemli
KAPLAMA TEKNİKLERİ DERS NOTLARI
 KAPLAMA TEKNİKLERİ DERS NOTLARI PVD Kaplama Kaplama yöntemleri kaplama malzemesinin bulunduğu fiziksel durum göz önüne alındığında; katı halden yapılan kaplamalar, çözeltiden yapılan kaplamalar, sıvı ya
KAPLAMA TEKNİKLERİ DERS NOTLARI PVD Kaplama Kaplama yöntemleri kaplama malzemesinin bulunduğu fiziksel durum göz önüne alındığında; katı halden yapılan kaplamalar, çözeltiden yapılan kaplamalar, sıvı ya
ÖLÇÜ TRANSFORMATÖRLERİNİN KALİBRASYONU VE DİKKAT EDİLMESİ GEREKEN HUSUSLAR
 447 ÖLÇÜ TRANSFORMATÖRLERİNİN KALİBRASYONU VE DİKKAT EDİLMESİ GEREKEN HUSUSLAR Hüseyin ÇAYCI Özlem YILMAZ ÖZET Yasal metroloji kapsamında bulunan ölçü aletlerinin, metrolojik ölçümleri dikkate alınmadan
447 ÖLÇÜ TRANSFORMATÖRLERİNİN KALİBRASYONU VE DİKKAT EDİLMESİ GEREKEN HUSUSLAR Hüseyin ÇAYCI Özlem YILMAZ ÖZET Yasal metroloji kapsamında bulunan ölçü aletlerinin, metrolojik ölçümleri dikkate alınmadan
Uzaktan Kumanda Kullanım Kılavuzu Model Bilgileri
 Uzaktan Kumanda Kullanım Kılavuzu Model Bilgileri RG36F3/BGEF İÇİNDEKİLER Uzaktan kumanda... 1 Uzaktan Kumandanın Özellikleri... 2 Fonksiyon düğmeleri... 3 LCD göstergeleri... 4 Düğmelerin kullanımı...
Uzaktan Kumanda Kullanım Kılavuzu Model Bilgileri RG36F3/BGEF İÇİNDEKİLER Uzaktan kumanda... 1 Uzaktan Kumandanın Özellikleri... 2 Fonksiyon düğmeleri... 3 LCD göstergeleri... 4 Düğmelerin kullanımı...
MADDE 2 (1) Bu Yönerge, 2547 sayılı Yükseköğretim Kanunu ve değişiklikleri ile İzmir Üniversitesi Ana Yönetmeliği esas alınarak düzenlenmiştir.
 Bu Yönerge, 2547 sayılı Yükseköğretim Kanunu ve değişiklikleri ile İzmir Üniversitesi Ana Yönetmeliği esas alınarak düzenlenmiştir.") İZMİR ÜNİVERSİTESİ BURS YÖNERGESİ BİRİNCİ BÖLÜM Genel Hükümler Amaç ve Kapsam MADDE 1 (1) Bu Yönerge; İzmir Üniversitesi nin Fakülteleri, Meslek Yüksekokulu ve bölümlerinde ÖSYM ve Üniversite tarafından
İZMİR ÜNİVERSİTESİ BURS YÖNERGESİ BİRİNCİ BÖLÜM Genel Hükümler Amaç ve Kapsam MADDE 1 (1) Bu Yönerge; İzmir Üniversitesi nin Fakülteleri, Meslek Yüksekokulu ve bölümlerinde ÖSYM ve Üniversite tarafından
SİRKÜLER. 1.5-Adi ortaklığın malları, ortaklığın iştirak halinde mülkiyet konusu varlıklarıdır.
 SAYI: 2013/03 KONU: ADİ ORTAKLIK, İŞ ORTAKLIĞI, KONSORSİYUM ANKARA,01.02.2013 SİRKÜLER Gelişen ve büyüyen ekonomilerde şirketler arasındaki ilişkiler de çok boyutlu hale gelmektedir. Bir işin yapılması
SAYI: 2013/03 KONU: ADİ ORTAKLIK, İŞ ORTAKLIĞI, KONSORSİYUM ANKARA,01.02.2013 SİRKÜLER Gelişen ve büyüyen ekonomilerde şirketler arasındaki ilişkiler de çok boyutlu hale gelmektedir. Bir işin yapılması
Reynolds Sayısı ve Akış Rejimleri
 1. Genel Bilgi Bazı akışlar oldukça çalkantılıyken bazıları düzgün ve düzenlidir. Düzgün akım çizgileriyle belirtilen çok düzenli akış hareketine laminer akış denir. Düşük hızlarda yağ gibi yüksek viskoziteli
1. Genel Bilgi Bazı akışlar oldukça çalkantılıyken bazıları düzgün ve düzenlidir. Düzgün akım çizgileriyle belirtilen çok düzenli akış hareketine laminer akış denir. Düşük hızlarda yağ gibi yüksek viskoziteli
Üniversitelerde Yabancı Dil Öğretimi
 Üniversitelerde Yabancı Dil Öğretimi özcan DEMİREL 1750 Üniversiteler Yasası nın 2. maddesinde üniversiteler, fakülte, bölüm, kürsü ve benzeri kuruluşlarla hizmet birimlerinden oluşan özerkliğe ve kamu
Üniversitelerde Yabancı Dil Öğretimi özcan DEMİREL 1750 Üniversiteler Yasası nın 2. maddesinde üniversiteler, fakülte, bölüm, kürsü ve benzeri kuruluşlarla hizmet birimlerinden oluşan özerkliğe ve kamu
SİRKÜLER 2009 / 32. 1- İşsizlik Ödeneği Almakta Olan İşsizleri İşe Alan İşverenlere Yönelik Sigorta Primi Desteği
 KONU SİRKÜLER 2009 / 32 Sigorta Primi Desteklerine Yönelik Yeni Düzenlemeler (5921 Sayılı Kanun) Genel Olarak İşsizlikle mücadeleye yönelik bir yasal düzenleme olarak nitelendirilebilecek olan 5921 Sayılı
KONU SİRKÜLER 2009 / 32 Sigorta Primi Desteklerine Yönelik Yeni Düzenlemeler (5921 Sayılı Kanun) Genel Olarak İşsizlikle mücadeleye yönelik bir yasal düzenleme olarak nitelendirilebilecek olan 5921 Sayılı
MADDE 3 (1) Bu Yönetmelik, 4/11/1981 tarihli ve 2547 sayılı Yükseköğretim Kanununun 14 ve 49 uncu maddelerine dayanılarak hazırlanmıştır.
 Bu Yönetmelik, 4/11/1981 tarihli ve 2547 sayılı Yükseköğretim Kanununun 14 ve 49 uncu maddelerine dayanılarak hazırlanmıştır.") AĞRI İBRAHİM ÇEÇEN ÜNİVERSİTESİ YABANCI DİLLER YÜKSEKOKULU EĞİTİM, ÖĞRETİM VE SINAV YÖNETMELİĞİ BİRİNCİ BÖLÜM Amaç, Kapsam, Dayanak ve Tanımlar Amaç MADDE 1 (1) Bu Yönetmeliğin amacı Ağrı İbrahim Çeçen
AĞRI İBRAHİM ÇEÇEN ÜNİVERSİTESİ YABANCI DİLLER YÜKSEKOKULU EĞİTİM, ÖĞRETİM VE SINAV YÖNETMELİĞİ BİRİNCİ BÖLÜM Amaç, Kapsam, Dayanak ve Tanımlar Amaç MADDE 1 (1) Bu Yönetmeliğin amacı Ağrı İbrahim Çeçen
FOTOĞRAFÇILIK HAKKINDA KISA NOTLAR
 FOTOĞRAFÇILIK HAKKINDA KISA NOTLAR Fotoğraf çekimi esnasında farklı üç temel faktör fotoğrafın oluşumunu sağlar. Bunlar ISO ( ASA- DIN ) / DİYAFRAM -ENSTANTANE ( Shutter Obtüratör Perde ) olarak adlandırılır.
FOTOĞRAFÇILIK HAKKINDA KISA NOTLAR Fotoğraf çekimi esnasında farklı üç temel faktör fotoğrafın oluşumunu sağlar. Bunlar ISO ( ASA- DIN ) / DİYAFRAM -ENSTANTANE ( Shutter Obtüratör Perde ) olarak adlandırılır.
RTX6_LRN Kod öğrenmeli Uzaktan kumanda
 RTX6_LRN Kod öğrenmeli Uzaktan kumanda delab Deniz Elektronik Laboratuvarı Tel:026-348 65 2 Genel amaçlı, 6 Röle çıkışlı toggle (buton tip) geçici hafızalı (momentary) ve latch olarak çalışabilen alıcı,verici
RTX6_LRN Kod öğrenmeli Uzaktan kumanda delab Deniz Elektronik Laboratuvarı Tel:026-348 65 2 Genel amaçlı, 6 Röle çıkışlı toggle (buton tip) geçici hafızalı (momentary) ve latch olarak çalışabilen alıcı,verici
Soğutma kompresörlerini aşağıdaki şekilde sınıflandırmak mümkündür. 5. Santrifüj (Turbo) Kompresörler( günümüzde pek kullanılmamaktadırlar)
 Kompresörler( günümüzde pek kullanılmamaktadırlar)") 4. KOMPRESÖRLER Soğutucu akışkanın çevrim boyunca dolaştırılarak soğuk kaynaktan sıcak kaynağa ısı iletilmesi kompresörler yardımıyla meydana gelir.yani kompresörler, soğutma devrelerinde buharlaştırıcıda
4. KOMPRESÖRLER Soğutucu akışkanın çevrim boyunca dolaştırılarak soğuk kaynaktan sıcak kaynağa ısı iletilmesi kompresörler yardımıyla meydana gelir.yani kompresörler, soğutma devrelerinde buharlaştırıcıda
Lisansüstü Programlar, Başvuru ve Kabul Yönetmeliği Sayfa: 1
 DOĞU AKDENİZ ÜNİVERSİTESİ LİSANSÜSTÜ PROGRAMLAR, KAYIT VE KABUL YÖNETMELİĞİ DOĞU AKDENİZ ÜNİVERSİTESİ LİSANSÜSTÜ EĞİTİM, ÖĞRETİM VE ARAŞTIRMA ENSTİTÜSÜ KURULUŞ, İŞLEYİŞ VE ÇALIŞMA ESASLARI TÜZÜĞÜ (Madde
DOĞU AKDENİZ ÜNİVERSİTESİ LİSANSÜSTÜ PROGRAMLAR, KAYIT VE KABUL YÖNETMELİĞİ DOĞU AKDENİZ ÜNİVERSİTESİ LİSANSÜSTÜ EĞİTİM, ÖĞRETİM VE ARAŞTIRMA ENSTİTÜSÜ KURULUŞ, İŞLEYİŞ VE ÇALIŞMA ESASLARI TÜZÜĞÜ (Madde
Milli Gelir Büyümesinin Perde Arkası
 2007 NİSAN EKONOMİ Milli Gelir Büyümesinin Perde Arkası Türkiye ekonomisi dünyadaki konjonktürel büyüme eğilimine paralel gelişme evresini 20 çeyrektir aralıksız devam ettiriyor. Ekonominin 2006 da yüzde
2007 NİSAN EKONOMİ Milli Gelir Büyümesinin Perde Arkası Türkiye ekonomisi dünyadaki konjonktürel büyüme eğilimine paralel gelişme evresini 20 çeyrektir aralıksız devam ettiriyor. Ekonominin 2006 da yüzde
Elektronik ortamda tutulacak defter ve belge uygulamasında kullanılacak olan terimler aşağıda tanımlanmıştır.
 1. Giriş 213 sayılı Vergi Usul Kanununun Mükerrer 242 nci maddesinin 2 numaralı fıkrası hükmü ile Maliye Bakanlığı; elektronik defter, kayıt ve belgelerin oluşturulması, kaydedilmesi, iletilmesi, muhafazası
1. Giriş 213 sayılı Vergi Usul Kanununun Mükerrer 242 nci maddesinin 2 numaralı fıkrası hükmü ile Maliye Bakanlığı; elektronik defter, kayıt ve belgelerin oluşturulması, kaydedilmesi, iletilmesi, muhafazası
Afyon Kocatepe Üniversitesi Yabancı Dil Hazırlık Sınıfı Eğitim-Öğretim
 Afyon Kocatepe Üniversitesi Yabancı Dil Hazırlık Sınıfı Eğitim-Öğretim ve Sınav Yönetmeliği Amaç Madde 1 Bu Yönetmeliğin amacı, Afyon Kocatepe Üniversitesi zorunlu yabancı dil hazırlık sınıfının eğitim-öğretim
Afyon Kocatepe Üniversitesi Yabancı Dil Hazırlık Sınıfı Eğitim-Öğretim ve Sınav Yönetmeliği Amaç Madde 1 Bu Yönetmeliğin amacı, Afyon Kocatepe Üniversitesi zorunlu yabancı dil hazırlık sınıfının eğitim-öğretim
En İyi Uygulamalar ve Kullanım Kılavuzu
 En İyi Uygulamalar ve Kullanım Kılavuzu Bu kılavuz, GBT En İyi Uygulamaları ve Kullanım Kılavuzu na bir tamamlayıcı kılavuz oluşturmak için tasarlanmıştır. Green Break Patlamasız Güvenlik Güç Kartuşlarının
En İyi Uygulamalar ve Kullanım Kılavuzu Bu kılavuz, GBT En İyi Uygulamaları ve Kullanım Kılavuzu na bir tamamlayıcı kılavuz oluşturmak için tasarlanmıştır. Green Break Patlamasız Güvenlik Güç Kartuşlarının
Üç-fazlı 480 volt AC güç, normalde-açık "L1", "L2" ve "L3" olarak etiketlenmiş vida bağlantı uçları yoluyla kontaktörün tepesinde kontak hale gelir
 Kontaktörler Röle kontakları üzerinden büyük bir miktar elektrik gücü anahtarlamak için kullanıldığında kontaktör terimi ile adlandırılır.. Kontaktörler tipik olarak çoklu kontaklara sahiptir ve kontakları
Kontaktörler Röle kontakları üzerinden büyük bir miktar elektrik gücü anahtarlamak için kullanıldığında kontaktör terimi ile adlandırılır.. Kontaktörler tipik olarak çoklu kontaklara sahiptir ve kontakları
OTOMATİK TRANSMİSYONLAR
 OTOMATİK TRANSMİSYONLAR Taşıtın hızına, gaz kelebeği pozisyonuna yük ve yol şartlarına bağlı olarak viteslerin otomatik olarak değişmelerine imkan veren bir sistemdir. Otomatik transmisyonla,mekanik ve
OTOMATİK TRANSMİSYONLAR Taşıtın hızına, gaz kelebeği pozisyonuna yük ve yol şartlarına bağlı olarak viteslerin otomatik olarak değişmelerine imkan veren bir sistemdir. Otomatik transmisyonla,mekanik ve
VEZNE PROGRAMINDA POSTA ÜCRETİ İLE İLGİLİ YAPILAN DÜZENLEMELER (Vezne Sürüm: 4.3.0.5) 02.09.2010
 02.09.2010") VEZNE PROGRAMINDA POSTA ÜCRETİ İLE İLGİLİ YAPILAN DÜZENLEMELER (Vezne Sürüm: 4.3.0.5) 02.09.2010 İÇİNDEKİLER 1. EK ÜCRETLERDE YAPILAN DEĞİŞİKLİKLER... 2 a. Tarife ve Kademe Ayarları (F4) Ekranında Yapılan
VEZNE PROGRAMINDA POSTA ÜCRETİ İLE İLGİLİ YAPILAN DÜZENLEMELER (Vezne Sürüm: 4.3.0.5) 02.09.2010 İÇİNDEKİLER 1. EK ÜCRETLERDE YAPILAN DEĞİŞİKLİKLER... 2 a. Tarife ve Kademe Ayarları (F4) Ekranında Yapılan
ELLE SÜT SAĞIM FAALİYETİNİN KADINLARIN HAYATINDAKİ YERİ ARAŞTIRMA SONUÇLARI ANALİZ RAPORU
 ELLE SÜT SAĞIM FAALİYETİNİN KADINLARIN HAYATINDAKİ YERİ ARAŞTIRMA SONUÇLARI ANALİZ RAPORU Hazırlayan Sosyolog Kenan TURAN Veteriner Hekimi Volkan İSKENDER Ağustos-Eylül 2015 İÇİNDEKİLER Araştırma Konusu
ELLE SÜT SAĞIM FAALİYETİNİN KADINLARIN HAYATINDAKİ YERİ ARAŞTIRMA SONUÇLARI ANALİZ RAPORU Hazırlayan Sosyolog Kenan TURAN Veteriner Hekimi Volkan İSKENDER Ağustos-Eylül 2015 İÇİNDEKİLER Araştırma Konusu
HP Color LaserJet CM2320 MFP Serisi Kağıt ve Yazdırma Ortamı Kılavuzu
 HP Color LaserJet CM2320 MFP Serisi Kağıt ve Yazdırma Ortamı Kılavuzu Telif Hakkı ve Lisans 2008 Copyright Hewlett-Packard Development Company, L.P. Telif hakkı yasalarının izin verdiği durumlar dışında,
HP Color LaserJet CM2320 MFP Serisi Kağıt ve Yazdırma Ortamı Kılavuzu Telif Hakkı ve Lisans 2008 Copyright Hewlett-Packard Development Company, L.P. Telif hakkı yasalarının izin verdiği durumlar dışında,
MÜZİK ALETLERİ YAPIMI
 T.C. MİLLÎ EĞİTİM BAKANLIĞI MÜZİK ALETLERİ YAPIMI MANDOLİN ALT VE ÜST TABLOLARI Ankara, 2013 Bu modül, mesleki ve teknik eğitim okul/kurumlarında uygulanan Çerçeve Öğretim Programlarında yer alan yeterlikleri
T.C. MİLLÎ EĞİTİM BAKANLIĞI MÜZİK ALETLERİ YAPIMI MANDOLİN ALT VE ÜST TABLOLARI Ankara, 2013 Bu modül, mesleki ve teknik eğitim okul/kurumlarında uygulanan Çerçeve Öğretim Programlarında yer alan yeterlikleri
YAŞLI ve ENGELLİLERİ DE TAŞIYAN ASANSÖRLERİN ÖZELLİKLERİ
 YAŞLI ve ENGELLİLERİ DE TAŞIYAN ASANSÖRLERİN ÖZELLİKLERİ PROF. DR. M. CENGİZ TAPLAMACIOĞLU ÖĞR.GÖR.DR. M. AKİF ŞENOL GAZİ ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ ELEKTRİK-ELEKTRONİK MÜHENDİSLİĞİ BÖLÜMÜ İLGİLİ
YAŞLI ve ENGELLİLERİ DE TAŞIYAN ASANSÖRLERİN ÖZELLİKLERİ PROF. DR. M. CENGİZ TAPLAMACIOĞLU ÖĞR.GÖR.DR. M. AKİF ŞENOL GAZİ ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ ELEKTRİK-ELEKTRONİK MÜHENDİSLİĞİ BÖLÜMÜ İLGİLİ
USB KVM Switch. Ses özellikli ve 2 portlu USB KVM switch. Ses özellikli ve 4 portlu USB KVM switch
 USB KVM Switch Ses özellikli ve 2 portlu USB KVM switch Ses özellikli ve 4 portlu USB KVM switch Kullanma Kılavuzu DS-11403 (2 Portlu) DS-12402 (4 Portlu) 1 NOT Bu cihaz FCC kurallarının 15. Bölümü uyarınca,
USB KVM Switch Ses özellikli ve 2 portlu USB KVM switch Ses özellikli ve 4 portlu USB KVM switch Kullanma Kılavuzu DS-11403 (2 Portlu) DS-12402 (4 Portlu) 1 NOT Bu cihaz FCC kurallarının 15. Bölümü uyarınca,
09.02.2015. Yanık Ünitelerinde Dezenfeksiyon. 10.Sınıf Enfeksiyondan Korunma. Yanık Ünitelerinde Dezenfeksiyon. Yanık Ünitelerinde Dezenfeksiyon
 10.Sınıf Enfeksiyondan Korunma 32.Hafta ( 04 08 / 05 / 2015 ) YANIK ÜNİTELERİNDE DEZENFEKSİYON Slayt No: 56 Hasta yatakları ve örtülerinin temizliğine dikkat edilmeli, Her hastadan sonra hidroterapi cihazında
10.Sınıf Enfeksiyondan Korunma 32.Hafta ( 04 08 / 05 / 2015 ) YANIK ÜNİTELERİNDE DEZENFEKSİYON Slayt No: 56 Hasta yatakları ve örtülerinin temizliğine dikkat edilmeli, Her hastadan sonra hidroterapi cihazında
LB321 Oto /Taşıma Koltuğu Kullanım Kılavuzu Oto Güvenlik Koltuğunu kullanmaya başlamadan önce bu kılavuzdaki talimatları mutlaka okuyunuz.
 LB321 Oto /Taşıma Koltuğu Kullanım Kılavuzu Oto Güvenlik Koltuğunu kullanmaya başlamadan önce bu kılavuzdaki talimatları mutlaka okuyunuz. İleride referans olabilmesi için kullanma talimatını saklı tutunuz.
LB321 Oto /Taşıma Koltuğu Kullanım Kılavuzu Oto Güvenlik Koltuğunu kullanmaya başlamadan önce bu kılavuzdaki talimatları mutlaka okuyunuz. İleride referans olabilmesi için kullanma talimatını saklı tutunuz.