Erimeyen bir elektrod kullanıldığı için kıvrık alın kaynak ağzı hazırlanmış ince parçalar, ek kaynak metaline gereksinme göstermeden
|
|
|
- Derya Necmi
- 8 yıl önce
- İzleme sayısı:
Transkript
1 TIG KAYNAK YÖNTEMİ

2 TIG KAYNAĞI Çok geniş bir uygulama alanına sahiptir. Kaynakçı tarafından kullanılması kolaydır. Prensip olarak gaz eritme kaynağını andırır, yalnız torç biraz değişiktir, yanıcı yakıcı gaz yoktur, ısı enerjisi elektrik arkı tarafından sağlanmaktadır.

3 Erimeyen bir elektrod kullanıldığı için kıvrık alın kaynak ağzı hazırlanmış ince parçalar, ek kaynak metaline gereksinme göstermeden birleştirilebilir. Gerektiğinde esas metalin eritilerek, ek kaynak metaline olan gereksinmeyi ortadan kaldırması da yöntemin göz önüne alınması gereken üstünlüklerinden bir tanesidir.

4 TIG kaynağının üstünlüğü TIG kaynak yönteminin diğer bilinen ve endüstride sık uygulanan eritme kaynağı yöntemlerine göre en önemli üstünlüğü, ısı girdisinin ve eriyen ek kaynak metali miktarının birbirlerinden bağımsız oluşudur. Bu önemli özellik yöntemin çok ince parçalara uygulanabilmesine olanak sağlamakta, kök pasoların çekilmesinde, pozisyon kaynaklarında ve tamir işlerinde de kaynakçıya büyük kolaylıklar sağlamaktadır.


5 TIG kaynak yönteminde ark bölgesi

6 Kullanım alanları İlk başlarda havacılık endüstrisinde magnezyum alaşımlarının birleştirilmesi. Alüminyum Endüstriyel demirdışı metal ve alaşımları Paslanmaz çelikler.

7 Karşılaştırma Alışılagelmiş kaynak yöntemlerinde kullanılan korozif örtü ve flakslar, kaynaklı parçaların ancak sınırlı alanlarda kullanılmasına olanak tanıdığından, özellikle hafif metallerin alaşımlarından yapılmış kaynaklı parçaların endüstriyel kullanımını kısıtlıyordu. TIG yönteminin geliştirilmesi sonucu, hafif alaşımlar için yeni kullanım alanları açılmış, korozif flaksların yarattığı olumsuzlukların ortadan kalkması sonucu uçak ve gemi yapım mühendisleri bu alaşımların sunduğu her tür avantajdan yararlanabilir hale gelmişlerdir.

8 Gaz türbinlerinin hızlı gelişmesinde de TIG Kaynak Yönteminin katkısı oldukça önemlidir, yüksek sıcaklığa dayanıklı alaşımların emniyetli bir biçimde kaynakla birleştirilebilmesi, jet motorlarının özellikle yanma odalarının en optimum biçimde tasarımına olanak sağlamıştır. Kimya, gıda endüstrisi ile alkollü, alkolsüz içki üretiminde, alüminyumun, paslanmaz çeliğin, bronzun ve bakırın kaynağında artık tamamen bu yöntem uygulanmaktadır. Elektrik makinaları üreticileri pek çok yerde cıvata ve somun yerine bu yöntemi kullanmaktadırlar, pek çok transformatörde laminasyon paketi cıvata yerine kaynak bağlantılı olarak yapılmaktadır.

9 TIG kaynak yöntemi her pozisyonda ve prensip olarak da her kalınlıktaki parçalara uygulanabilirse de, fazla kalın parçalar için işlem süresinin uzaması yöntemin ekonomikliğini yitirmesine neden olmaktadır, bu bakımdan 7 mm'den kalın parçaların kaynağı için önerilmez; bununla beraber yüksek kalite ve kaynak emniyetinin gerekli olduğu uçak ve uzay endüstrisinde çok pasolu kaynak uygulayarak bu olumsuzluğun etkisi azaltılmaya çalışılır.


10 TIG kaynak donanımı prensip şeması Kaynak hamlacı diye de adlandırılan bir kaynak torcu. Kaynak akım ve kumanda şalter kablosunu, gaz hortumunu ve gerektiğinde soğutma suyu giriş ve çıkış hortumlarını bir arada tutan metal spiral takviyeli, torç bağlantı paketi. Kaynak akımının, gaz akışının ve gerektiğinde soğutma suyunun devreye giriş ve çıkışını, arkın tutuşmasını ve alternatif akım ile çalışma halinde arkın sürekliliğini sağlayan devreleri de bünyesinde toplayan kumanda dolabı. Kaynak akım üreteci. Üzerinde basınç düşürme ventili ve gaz debisi ölçme tertibatı bulunan koruyucu gaz tüpü.

11 Bu yöntemin ilk uygulamalarında elektrod pozitif kutba bağlanarak kaynak yapılmış ve aşırı ısınan elektrottan tungsten damlacıklarının kaynak dikişine geçtiği görülmüş ve elektrod negatif kutba bağlanarak bu engel ortadan kaldırılmıştır; bu durumda paslanmaz çeliklerin kaynağında başarı sağlanmasına karşın, alüminyum ve magnezyum gibi refrakter bir oksit tabakası ile kaplı metallerin kaynağı problemi ile karşılaşılmıştır. Alternatif akım arkının sürekliliğini sağlayan, yüksek frekans üreten generatör ve devrelerin keşfi sonucu, alternatif akım yardımı ile bu tür metal ve alaşımlarının çok kaliteli bir biçimde kaynağı gerçekleştirilmiştir.

12 Kaynak Torçları TIG kaynak yönteminde torç, iş parçası ile ucundaki tungsten elektrot arasında kaynak için gerekli olan elektrik arkını oluşturabilmek için, akım kablosundan aldığı akımı elektroda iletmek, koruyucu gazı kaynak banyosunun üzerini örtecek biçimde sevk etmek görevlerini yerine getirmek için geliştirilmiş bir elemandır.


13 Çekirdek kısmını erimeyen tungsten elektrodun tutucusu oluşturur. Elektrot tutucusu, elektrot tutucusu kovanı diye adlandırılan bir parçanın içine girer ve bu parça da özel bir somun ile torç gövdesine tespit edilir. Torç gövdesinin uç kısmına takılan koruyucu gaz nozulu çeşitli çaplarda üretilir, aynı torca gaz gereksinimine ve kaynak işlemine göre çeşitli büyüklüklerde gaz nozulu takılabilir.

14 Hava Soğutmalı Torçlar Hava soğutmalı torçlarda, soğutma torcun dış kısmından hava yardımı ile iç kısmından ise akan koruyucu gaz tarafından gerçekleştirilir, bu neden ile bunlar gaz soğutmalı torçlar adı ile de anılırlar.

15 Su Soğutmalı Torçlar Su soğutmalı torçlar ile daha yüksek akım kapasitelerinde çalışılabildiğinden bunlar daha büyük daha ağır ve daha pahalıdırlar. Bunlar yüksek akım şiddetlerinde su soğutmalı metalsel gaz nozulları ile kullanılmak koşulu ile standard olarak 1000 Amper akım kapasitesine kadar üretilirler; otomatik TIG kaynak sistemlerinde sadece bu tür torçlar kullanılır. Doğal olarak bu tür bir torcun kullanılabilmesi için kaynak donanımının bir soğutma suyu devresine ve birde su soğutma ünitesine sahip olması gereklidir.

16 TIG Kaynak Elektrodları TIG kaynak yöntemi ile diğer elektrik ark kaynağı yöntemleri arasındaki en önemli fark, ek kaynak metalinin elektrod tarafından sağlanmaması ve elektrodun sadece ark oluşturma görevini üstlenmiş olmasıdır; bu bakımdan burada, erime sıcaklığı 3500 C civarında olan Tungsten, elektrod malzemesi olarak seçilmiştir. Yüksek erime sıcaklığının yanı sıra tungsten çok kuvvetli bir elektron yayıcıdır ve yayınan elektronlar ark sütunu içinde kuvvetli bir elektron akımı oluşturur ve ark sütunundaki atomları iyonize ederek, arkın kararlılığını sağlar. Günümüz endüstrisinde ticari saflıktaki tungsten (% 99.5 W) ile toryum, zirkonyum ve lantanyum ile alaşımlandırılmış elektrodlar kullanılmaktadır. Uygulamada karşılaşılan TIG kaynak elektrodlarını, saf tungsten elektrodlar, alaşımlı elektrodlar ve çizgili elektrodlar olmak üzere üç grup altında toplamak mümkündür. Uygulamada elektrod çapı, elektrodun maksimum akım yüklenebilme kapasitesi göz önüne alınarak seçilmelidir, bu değere yaklaşıldığında arkın ısı yoğunluğu artmakta, daha stabil bir ark ile nüfuziyeti fazla, dikiş yüksekliği az bir dikiş elde edilebilmektedir.
 ile toryum, zirkonyum ve lantanyum ile alaşımlandırılmış elektrodlar kullanılmaktadır.")
17 Gösterim şekli DIN 32528'e göre tungsten elektrodlar şu biçimde gösterilmektedir: Elektrod; DIN WT 10 Burada 1.6 elektrodun mm. olarak çapını, 75 mm. olarak boyunu ve WT 10 da bileşiminde % 0.9 ila 1.2 toryum-oksit bulunduğunu belirtmektedir.

18 Saf Tungsten TIG kaynak elektrodlar En ucuz elektrod türü olan saf tungsten elektrodlar alternatif akımda alüminyumun kaynağında tercih edilirler. Bu elektrodlar iyi bir elektron emisyon özeliğine sahip olmalarına karşın, toryum alaşımlılara nazaran daha düşük akımda yüklenme kapasitesine sahiptirler, kirlenmeye ve oksitlenmeye daha yatkındırlar.

19 Kaynak sırasında elektrodun ucu tungstenin erime sıcaklığı olan 3350 C'nin üzerinde bir sıcaklıktadır, bu uç kaynak banyosu veya kaynak dolgu teli ile temas ettiğinde, uca yapışan metalin bir kısmı hemen buharlaşır ve bir kısmı da, elektrodun uç kısmında bir yarım küre biçiminde olan tungsten damlacığını alaşımlandırarak arkın stabilitesinin bozulmasına neden olur. Kirlenmiş elektrod ile yapılan kaynakta arkın stabilitesini kaybetmesine, elektrod ucunun biçiminin değişmesi ile kirletici metalin buharlarının ark yoluna geçmesine neden olmaktadır.

20 Bu durum karşısında yapılacaklar Elektrodun ucunu kırıp yeniden şekillendirip kullanmak. Bir bakır parça üzerinde, yüksek akım şiddeti ile bir ark oluşturup, kirletici metal buharlaşıp yok oluncaya kadar arkı devam ettirmek.

21 Alaşımlı Tungsten Elektrotlar Bileşiminde % 1-2 toryum oksit (ThO2) içeren tungsten elektrodlar saf tungsten elektrodlara göre daha yüksek bir akım yüklenme kapasitesine, iyi bir elektron yayınımına, daha uzun bir kullanma ömrüne, kirlenme oksitlenmeye karşı daha büyük bir dirence, daha kolay bir tutuşma ve daha kararlı bir ark oluşturma özeliğine sahiptirler. Toryum-Oksit miktarının % 4'de kadar yükselmesi ile ark karakteristikleri daha da iyi bir duruma gelir.
22 Üstünlükleri Yüksek akım şiddetlerinde daha küçük çaplı elektrod ile çalışabilme olanağı sağlarlar. İyi bir ark stabilitesi sağladıklarından, daha üniform kaynak dikişleri elde edilir Düşük bir akım direncine ve yüksek bir sıcaklık dayanımına sahip olmaları nedeni ile yüksek bir akım ile yüklenebilme kapasitesine sahiptirler. Kaynak sırasında, elektrodun uç kısmında çok dengeli bir sıvı tungsten damlacığı oluşur ve elektroddan kaynak dikişine damlama ve sıçrama görülmez, kaynak metalinin tungsten ile kirlenmesi olayı ile karşılaşılmaz. Bu elektrodlar ile arkın tutuşması daha kolay bir biçimde gerçekleşir ve kaynak sırasında ark gerilimi değişme göstermez. Bütün metal ve alaşımların kaynağında uygun sonuçlar verir, saf tungsten elektrodlardan daha iyi bir performansa sahiptirler. Alüminyumun kaynağında, elektrod kaynak banyosuna veya ek dolgu metaline değme sonucu kirlenme göstermez.
23 Elektrod ucunun kirlenmesinin nedenleri Elektrod ucunun kaynak banyosuna değmesi, Elektrod ucunun kaynak dolgu teline değmesi, Koruyucu gaz debisinin yeterli olmaması ve gereken biçimde koruma gerçekleştirememesi, Kaynak biter bitmez elektrod ucu henüz daha kızgın iken koruyucu gaz akımının kesilmesi.
24 Koruyucu Gazlar TIG kaynak yönteminde koruyucu gaz kullanmanın tek amacı kaynak sırasında, kaynak banyosunu ve erimeyen tungsten elektrodu havanın olumsuz etkilerinden korumaktır. TIG kaynak yönteminde kullanılan koruyucu gazlar, Helyum ve argon veya bunların karışımı gibi asal gazlar olup, kimyasal bakımdan nötr karakterde, kokusuz ve renksiz monoatomik gazlardır. TIG kaynak yönteminde koruyucu gaz olarak kullanılan asal gazlar veya bunların karışımı kaynak sırasında kızgın durumda bulunan tungsten elektrod ve erimiş kaynak banyosu ile bir reaksiyon oluşturmazlar, kaynak metalinin kalitesine olumsuz bir etkide bulunmamalarına karşın, kaynak hızına ve kaynaklı bağlantının kalitesine önemli etkide bulunurlar.
25 Tarihsel süreç içinde bu yöntemin ilk uygulamalarında ABD de helyum kullanılmış ve yöntem Heliark adı ile anılmıştır. ABD'nin doğal gazdan yeterli miktarda helyum elde edebilmesine karşın, Avrupa da helyumun yokluğu havadan ayrıştırma ile elde edilen argonun bu yöntemde kullanılmasına neden olmuş ve yönteme de Argonark adı verilmiştir.
26 Aynı akım şiddetinde helyum atmosferi içinde oluşan ark, argon atmosferinde oluşandan daha yüksek bir ark gerilimine sahiptir bu da kaynak ısı girdisini ve dolayısı ile de nüfuziyeti arttırmaktadır. Bu olay özellikle ince kesitli parçalarda argonun, kalın kesitli ve ısı iletkenliği yüksek olan malzemelerin kaynağı ile otomatik kaynak uygulamalarında helyumun tercih edilmesine neden olmaktadır. Argon atmosferinde oluşturulan kaynak arkı, helyuma nazaran daha yumuşak ve daha sakindir, arkın sakinliği ve ısı girdisinin de kaynakçıyı rahatsız etmeyecek mertebede olmasından ötürü manuel kaynak uygulamalarında argon gazı tercih edilir.

27 Argon ve Helyum gazlarının TIG yönteminde davranışlarının karşılaştırılması
28 TIG Kaynak Yönteminde Arkın Tutuşturulması Elektrodu değdirerek tutuşturma Yüksek frekans akımı ile arkın tutuşturulması Yüksek gerilim darbesi ile arkın tutuşturulması
29 Elektrodu değdirerek tutuşturma Sadece doğru akım ile çalışmada uygulanan bu tutuşturma yönteminde kaynak makinesi çalıştırılıp koruyucu gaz akımı başladıktan sonra torç elektrod iş parçasına değinceye kadar yaklaştırılır ve değmeden hemen sonra hafifçe geri çekilerek ark oluşturulur. Bu yöntemin en önemi üstünlüğü basitliği ve kaynak akım üretecinde ek donanımlara gerek yoktur. Bu değdirme sonucu elektrod iş parçası ile temas ettiğinden özellikle saf tungsten elektrodlarda elektrod ucunun kirlenmesi ve elektroddan da iş parçasına tungsten geçişini önlemek mümkün değildir.
30 Yüksek frekans akımı ile arkın tutuşturulması Yüksek frekans ile tutuşturma gerek doğru akım ve gerekse de alternatif akım uygulamalarında kullanılır. Bu sistemde yüksek gerilim ve yüksek frekansta çalışan bir küçük üreteç seri halde kaynak akım devresinde yer alır. Yüksek gerilim elektrod parçaya birkaç mm kadar yaklaştırılınca yüksek gerilim arkı oluşturur ve bu ark elektrod ile iş parçası arasındaki gazı iyonize eder ve hemen kaynak arkı oluşur. Doğru akım ile çalışmada bu yüksek gerilim arkına sadece arkın tutuşturulması anında gereksinim vardır, alternatif akım halinde ise bu ark kaynak süresince sürekli olarak devrede kalır.
31 Yüksek gerilim darbesi ile arkın tutuşturulması Elektrod iş parçasına yaklaştırıldığında bir yüksek gerilim akım darbesi elektrod ile iş parçası arasındaki gazı iyonize ederek kaynak arkının oluşmasını sağlar. Bu yöntem genellikle doğru akım ile kaynak yapan otomatik TIG kaynak donanımlarında kullanılır.
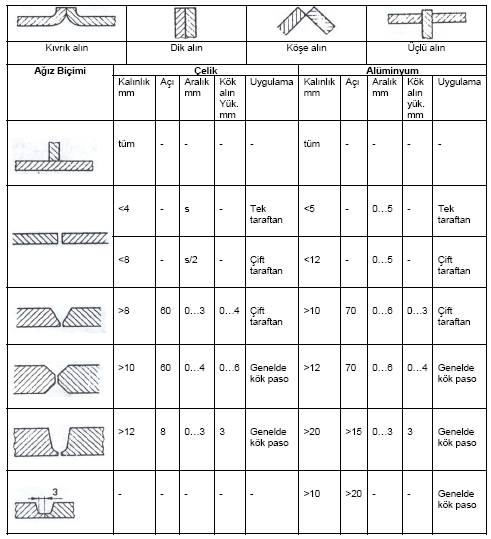
32 Kaynak Ağızlarının Hazırlanması Bu yöntemde kaynak metali uygulanan akımın şiddetine bağlı olmayıp da dışarıdan ark bölgesine sokulduğu için daha çok kıvrık alın, köşe, dik alın, üçlü alın ve küt alın birleştirmeler mümkün olan her yerde tercih edilerek bağlantı ek kaynak metali kullanmadan gerçekleştirilir. 8 mm ve daha kalın parçaların tek taraftan birleştirilmesinde V ağzı tercih edilir. Kalın parçalar halinde U ağzı TIG kaynak yönteminde uygulanır; yalnız TIG yöntemi kalın parçaların kaynağı için ekonomik olmadığından bu tür parçalarda kök paso TIG ile dolgu pasoları diğer uygun bir yöntem ile yapılır.
33
34 Kaynak Parametrelerinin Seçimi Kaynak öncesi saptanan parametreler Birinci derecede ayarlanabilir parametreler İkinci derecede ayarlanabilir parametreler
35 Kaynak öncesi saptanan parametreler Erimeyen elektrotun türü Erimeyen elektrotun çapı Akım türü Koruyucu gazın türü
36 Birinci derecede ayarlanabilir parametreler Kaynak akım şiddeti Ark gerilimi (ark boyu) Kaynak hızı
37 İkinci derecede ayarlanabilir parametreler Elektrot açıları Elektrot serbest uç uzunluğu
GAZALTI KAYNAK YÖNTEMLERİ GİRİŞ ve DONANIMLARI
 GAZALTI KAYNAK YÖNTEMLERİ GİRİŞ ve DONANIMLARI Prof. Dr. Ramazan YILMAZ Sakarya Üniversitesi, Teknoloji Fakültesi, Metalurji ve Malzeme Mühendisliği Bölümü SAKARYA MIG-MAG KAYNAĞI 2 MIG-MAG KAYNAĞI 3 4
GAZALTI KAYNAK YÖNTEMLERİ GİRİŞ ve DONANIMLARI Prof. Dr. Ramazan YILMAZ Sakarya Üniversitesi, Teknoloji Fakültesi, Metalurji ve Malzeme Mühendisliği Bölümü SAKARYA MIG-MAG KAYNAĞI 2 MIG-MAG KAYNAĞI 3 4
GAZALTI TIG KAYNAĞI A. GİRİŞ
 A. GİRİŞ Soy gaz koruması altında ergimeyen tungsten elektrot ile yapılan ark kaynak yöntemi ( TIG veya GTAW olarak adlandırılır ) kaynak için gerekli ergime ısısının ana malzeme ile ergimeyen elektrot
A. GİRİŞ Soy gaz koruması altında ergimeyen tungsten elektrot ile yapılan ark kaynak yöntemi ( TIG veya GTAW olarak adlandırılır ) kaynak için gerekli ergime ısısının ana malzeme ile ergimeyen elektrot
GAZALTI KAYNAK YÖNTEMLERİ
 GAZALTI KAYNAK YÖNTEMLERİ Yrd. Doç. Dr. İbrahim ERTÜRK İÇİNDEKİLER 1. BÖLÜM... 1 2. BÖLÜM... 4 2.1. TIG Kaynak Donanımı... 6 2.2. Kaynak Torçları... 8 2.3. Hava Soğutmalı Torçlar... 9 2.4. Su Soğutmalı
GAZALTI KAYNAK YÖNTEMLERİ Yrd. Doç. Dr. İbrahim ERTÜRK İÇİNDEKİLER 1. BÖLÜM... 1 2. BÖLÜM... 4 2.1. TIG Kaynak Donanımı... 6 2.2. Kaynak Torçları... 8 2.3. Hava Soğutmalı Torçlar... 9 2.4. Su Soğutmalı
HOŞGELDİNİZ MIG-MAG GAZALTI KAYNAK PARAMETRELERİ. K ayna K. Sakarya Üniversitesi Teknik Eğitim Fakültesi. Teknolojisi. Teknolojisi
 MIG-MAG GAZALTI KAYNAK PARAMETRELERİ K ayna K K ayna K Teknolojisi Teknolojisi HOŞGELDİNİZ Doç. Dr. Hüseyin UZUN Kaynak Eğitimi Ana Bilim Dalı Başkanı 1 /27 KAYNAK PARAMETRELERİ VE SEÇİMİ Kaynak dikişinin
MIG-MAG GAZALTI KAYNAK PARAMETRELERİ K ayna K K ayna K Teknolojisi Teknolojisi HOŞGELDİNİZ Doç. Dr. Hüseyin UZUN Kaynak Eğitimi Ana Bilim Dalı Başkanı 1 /27 KAYNAK PARAMETRELERİ VE SEÇİMİ Kaynak dikişinin
HOŞGELDİNİZ MIG-MAG GAZALTI KAYNAKNAĞINDA ARK TÜRLERİ. K ayna K. Sakarya Üniversitesi Teknik Eğitim Fakültesi. Teknolojisi.
 MIG-MAG GAZALTI KAYNAKNAĞINDA ARK TÜRLERİ K ayna K K ayna K Teknolojisi Teknolojisi HOŞGELDİNİZ Doç. Dr. Hüseyin UZUN Kaynak Eğitimi Ana Bilim Dalı Başkanı 1 /47 ELEKTRİK ARKI NASIL OLUŞUR MIG-MAG gazaltı
MIG-MAG GAZALTI KAYNAKNAĞINDA ARK TÜRLERİ K ayna K K ayna K Teknolojisi Teknolojisi HOŞGELDİNİZ Doç. Dr. Hüseyin UZUN Kaynak Eğitimi Ana Bilim Dalı Başkanı 1 /47 ELEKTRİK ARKI NASIL OLUŞUR MIG-MAG gazaltı
YTÜMAKiNE * A305teyim.com
 YTÜMAKiNE * A305teyim.com KONU: Kalın Sacların Kaynağı BİRLEŞTİRME YÖNTEMLERİ ÖDEVİ Kaynak Tanımı : Aynı veya benzer cinsten iki malzemeyi ısı, basınç veya her ikisini birden kullanarak, ilave bir malzeme
YTÜMAKiNE * A305teyim.com KONU: Kalın Sacların Kaynağı BİRLEŞTİRME YÖNTEMLERİ ÖDEVİ Kaynak Tanımı : Aynı veya benzer cinsten iki malzemeyi ısı, basınç veya her ikisini birden kullanarak, ilave bir malzeme
MIG-MAG GAZALTI KAYNAĞINDA KAYNAK PAMETRELERİ VE SEÇİMİ
 MIG-MAG GAZALTI KAYNAĞINDA KAYNAK PAMETRELERİ VE SEÇİMİ Prof. Dr. Ramazan YILMAZ Sakarya Üniversitesi, Teknoloji Fakültesi, Metalurji ve Malzeme Mühendisliği Bölümü Esentepe Kampüsü, 54187, SAKARYA Kaynak
MIG-MAG GAZALTI KAYNAĞINDA KAYNAK PAMETRELERİ VE SEÇİMİ Prof. Dr. Ramazan YILMAZ Sakarya Üniversitesi, Teknoloji Fakültesi, Metalurji ve Malzeme Mühendisliği Bölümü Esentepe Kampüsü, 54187, SAKARYA Kaynak
Uygulanan akım şiddeti, ark gerilimi koruyucu gaz türü ve elektrod metaline bağlı olarak bu işlem saniyede 20 ilâ 200 kere tekrarlanır.
 ARK TİPLERİ KISA ARK Kısa ark yöntemi ince elektrodlarla (0.6 ilâ 1.2 mm) kısa ark boyu yani düşük ark gerilimi ve düşük akım şiddeti ile kaynak yapıldığında karşılaşılan bir ark türüdür. Burada ark oluşunca
ARK TİPLERİ KISA ARK Kısa ark yöntemi ince elektrodlarla (0.6 ilâ 1.2 mm) kısa ark boyu yani düşük ark gerilimi ve düşük akım şiddeti ile kaynak yapıldığında karşılaşılan bir ark türüdür. Burada ark oluşunca
MAK-205 Üretim Yöntemleri I. (6.Hafta) Kubilay Aslantaş
 Kubilay Aslantaş") MAK-205 Üretim Yöntemleri I Gazaltı Kaynağı ğı, Tozaltı Kaynağı Direnç Kaynağı (6.Hafta) Kubilay Aslantaş Gazaltı Ark Kaynağı Kaynak bölgesinin bir koruyucu gaz yardımıyla korunduğu kaynak yöntemler gurubudur.
MAK-205 Üretim Yöntemleri I Gazaltı Kaynağı ğı, Tozaltı Kaynağı Direnç Kaynağı (6.Hafta) Kubilay Aslantaş Gazaltı Ark Kaynağı Kaynak bölgesinin bir koruyucu gaz yardımıyla korunduğu kaynak yöntemler gurubudur.
ELEKTROD NEDİR? Kaynak işlemi sırasında ; Üzerinden kaynak akımının geçmesini sağlayan, İş parçasına bakan ucu ile iş parçası arasında kaynak arkını
 ELEKTROD NEDİR? Kaynak işlemi sırasında ; Üzerinden kaynak akımının geçmesini sağlayan, İş parçasına bakan ucu ile iş parçası arasında kaynak arkını oluşturan, Gerektiğinde ergiyerek kaynak ağzını dolduran
ELEKTROD NEDİR? Kaynak işlemi sırasında ; Üzerinden kaynak akımının geçmesini sağlayan, İş parçasına bakan ucu ile iş parçası arasında kaynak arkını oluşturan, Gerektiğinde ergiyerek kaynak ağzını dolduran
HOŞGELDİNİZ MIG-MAG GAZALTINDA KAYNAĞINADA KULLANILAN KAYNAK AĞIZLARI VE HAZIRLANMASI. K ayna K. Teknolojisi. Teknolojisi
 MIGMAG GAZALTINDA KAYNAĞINADA KULLANILAN KAYNAK AĞIZLARI VE HAZIRLANMASI K ayna K K ayna K Teknolojisi Teknolojisi HOŞGELDİNİZ Doç. Dr. Hüseyin UZUN Kaynak Eğitimi Ana Bilim Dalı Başkanı 1 /27 KAYNAK AĞZI
MIGMAG GAZALTINDA KAYNAĞINADA KULLANILAN KAYNAK AĞIZLARI VE HAZIRLANMASI K ayna K K ayna K Teknolojisi Teknolojisi HOŞGELDİNİZ Doç. Dr. Hüseyin UZUN Kaynak Eğitimi Ana Bilim Dalı Başkanı 1 /27 KAYNAK AĞZI
HOŞGELDİNİZ TIG KAYNAK TEKNİĞİNDE ALTERNATİF AKIM KULLANIMI. K ayna K. Teknolojisi. Teknolojisi
 TIG KAYNAK TEKNİĞİNDE ALTERNATİF AKIM KULLANIMI K ayna K K ayna K Teknolojisi Teknolojisi HOŞGELDİNİZ Prof. Dr. Hüseyin UZUN Kaynak Eğitimi Ana Bilim Dalı Başkanı 1 /38 AC- ALTERNATİF AKIM ÖZELLİKLERİ
TIG KAYNAK TEKNİĞİNDE ALTERNATİF AKIM KULLANIMI K ayna K K ayna K Teknolojisi Teknolojisi HOŞGELDİNİZ Prof. Dr. Hüseyin UZUN Kaynak Eğitimi Ana Bilim Dalı Başkanı 1 /38 AC- ALTERNATİF AKIM ÖZELLİKLERİ
TIG GAZALTI KAYNAK YÖNTEMİNDE KULLANILAN GAZLAR VE ÖZELLİKLERİ PROF. DR. HÜSEYİN UZUN HOŞGELDİNİZ
 TIG GAZALTI KAYNAK YÖNTEMİNDE KULLANILAN GAZLAR VE ÖZELLİKLERİ PROF. DR. HÜSEYİN UZUN HOŞGELDİNİZ 1 NİÇİN KORUYUCU GAZ KULLANILIR? 1- Ergimiş kaynak banyosunu, havada mevcut olan gazların zararlı etkilerinden
TIG GAZALTI KAYNAK YÖNTEMİNDE KULLANILAN GAZLAR VE ÖZELLİKLERİ PROF. DR. HÜSEYİN UZUN HOŞGELDİNİZ 1 NİÇİN KORUYUCU GAZ KULLANILIR? 1- Ergimiş kaynak banyosunu, havada mevcut olan gazların zararlı etkilerinden
HOŞGELDİNİZ MIG-MAG GAZALTI KAYNAK TEKNİĞİ SUNUSUNA. K ayna K. Teknolojisi. Teknolojisi
 MIG-MAG GAZALTI KAYNAK TEKNİĞİ SUNUSUNA K ayna K K ayna K Teknolojisi Teknolojisi HOŞGELDİNİZ Prof. Dr. Hüseyin UZUN Kaynak Eğitimi Ana Bilim Dalı Başkanı 1 /29 KAYNAĞIN GELİŞİM TARİHÇESİ Prof. Dr. Hüseyin
MIG-MAG GAZALTI KAYNAK TEKNİĞİ SUNUSUNA K ayna K K ayna K Teknolojisi Teknolojisi HOŞGELDİNİZ Prof. Dr. Hüseyin UZUN Kaynak Eğitimi Ana Bilim Dalı Başkanı 1 /29 KAYNAĞIN GELİŞİM TARİHÇESİ Prof. Dr. Hüseyin
METAL KAYNAĞI METALİK MALZEMELERİ,
 METAL KAYNAĞI METALİK MALZEMELERİ, ISI, BASINÇ veya HERİKİSİ BİRDEN KULLANILARAK, AYNI yada FAKLI BİR MALZEMEDEN ANCAK KAYNATILACAK MALZEME İLE YAKIN ERGİME SICAKLIĞINDA İLAVE BİR METAL KULLANARAK veya
METAL KAYNAĞI METALİK MALZEMELERİ, ISI, BASINÇ veya HERİKİSİ BİRDEN KULLANILARAK, AYNI yada FAKLI BİR MALZEMEDEN ANCAK KAYNATILACAK MALZEME İLE YAKIN ERGİME SICAKLIĞINDA İLAVE BİR METAL KULLANARAK veya
ÇELİK YAPILARDA BİRLEŞİM ARAÇLARI
 ÇELİK YAPILARDA BİRLEŞİM ARAÇLARI Çelik yapılarda kullanılan birleşim araçları; 1. Bulon ( cıvata) 2. Kaynak 3. Perçin Öğr. Gör. Mustafa EFİLOĞLU 1 KAYNAKLAR Aynı yada benzer alaşımlı metallerin yüksek
ÇELİK YAPILARDA BİRLEŞİM ARAÇLARI Çelik yapılarda kullanılan birleşim araçları; 1. Bulon ( cıvata) 2. Kaynak 3. Perçin Öğr. Gör. Mustafa EFİLOĞLU 1 KAYNAKLAR Aynı yada benzer alaşımlı metallerin yüksek
ELEKTROD NEDİR? Kaynak işlemi sırasında ; Üzerinden kaynak akımının geçmesini sağlayan, İş parçasına bakan ucu ile iş parçası arasında kaynak arkını
 ELEKTROD NEDİR? Kaynak işlemi sırasında ; Üzerinden kaynak akımının geçmesini sağlayan, İş parçasına bakan ucu ile iş parçası arasında kaynak arkını oluşturan, Gerektiğinde ergiyerek kaynak ağzını dolduran
ELEKTROD NEDİR? Kaynak işlemi sırasında ; Üzerinden kaynak akımının geçmesini sağlayan, İş parçasına bakan ucu ile iş parçası arasında kaynak arkını oluşturan, Gerektiğinde ergiyerek kaynak ağzını dolduran
MIG/MAG Kaynağında Kaynak Ekipmanları
 MIG/MAG Kaynak Yöntemi MIG/MAG Kaynağında Kaynak Ekipmanları Doç.Dr. Murat VURAL İ.T.Ü. Makina Fakültesi vuralmu@itu.edu.tr Küçük çaplı, sürekli bir dolu tel, tel besleme ünitesi tarafından, torç içinden
MIG/MAG Kaynak Yöntemi MIG/MAG Kaynağında Kaynak Ekipmanları Doç.Dr. Murat VURAL İ.T.Ü. Makina Fakültesi vuralmu@itu.edu.tr Küçük çaplı, sürekli bir dolu tel, tel besleme ünitesi tarafından, torç içinden
1. Güç Kaynağı (Kaynak Makinesi)
") Sürekli tel ile koruyucu atmosfer altında yapılan gazaltı kaynağı M.I.G (metal inter gaz), M.A.G (metal aktif gaz) veya G.M.A.W (gaz metal ark kaynağı) olarak tanımlanır. Sürekli tel ile gazaltı kaynağında,
Sürekli tel ile koruyucu atmosfer altında yapılan gazaltı kaynağı M.I.G (metal inter gaz), M.A.G (metal aktif gaz) veya G.M.A.W (gaz metal ark kaynağı) olarak tanımlanır. Sürekli tel ile gazaltı kaynağında,
Elektrik ark kaynağı.
 Kaynak yöntemleri Endüstride kullanılan kaynak yöntemleri çeşitlidir. Ancak bunların bazı ortak özellikleri vardır. Kiminde elektrik akımı ile kaynaklama yapılırken, kiminde bir takım gazlar kullanılarak
Kaynak yöntemleri Endüstride kullanılan kaynak yöntemleri çeşitlidir. Ancak bunların bazı ortak özellikleri vardır. Kiminde elektrik akımı ile kaynaklama yapılırken, kiminde bir takım gazlar kullanılarak
İŞ MAKİNALARI HİDROLİK TESİSATI BORULARININ BİRLEŞTİRİLMESİNDE SERT LEHİM İLE TIG KAYNAĞININ KARŞILAŞTIRILMASI
 İŞ MAKİNALARI HİDROLİK TESİSATI BORULARININ BİRLEŞTİRİLMESİNDE SERT LEHİM İLE TIG KAYNAĞININ KARŞILAŞTIRILMASI Volkan ÖZTÜRKLER 1, Mehmet ZEYBEK 1, Tufan ATEŞ 1 1 HİDROMEK AŞ. Ekskavatör Fabrikası Ayaş
İŞ MAKİNALARI HİDROLİK TESİSATI BORULARININ BİRLEŞTİRİLMESİNDE SERT LEHİM İLE TIG KAYNAĞININ KARŞILAŞTIRILMASI Volkan ÖZTÜRKLER 1, Mehmet ZEYBEK 1, Tufan ATEŞ 1 1 HİDROMEK AŞ. Ekskavatör Fabrikası Ayaş
6. ÖZEL UYGULAMALAR 6.1. ÖZLÜ ELEKTRODLARLA KAYNAK
 6. ÖZEL UYGULAMALAR 6.. ÖZLÜ ELEKTRODLARLA KAYNAK Örtülü elektrodlarýn tersine, gazaltý kaynak tellerindeki alaþým elemanlarý sadece bu tellerin üretiminde baþlangýç malzemesi olarak kullanýlan ingotlarýn
6. ÖZEL UYGULAMALAR 6.. ÖZLÜ ELEKTRODLARLA KAYNAK Örtülü elektrodlarýn tersine, gazaltý kaynak tellerindeki alaþým elemanlarý sadece bu tellerin üretiminde baþlangýç malzemesi olarak kullanýlan ingotlarýn
SATIŞLARIMIZ KAYNAK MAKİNELERİ
 SATIŞLARIMIZ KAYNAK MAKİNELERİ NUR İŞ NURİŞ ELEKTRİK VE KAYNAK MAKİNALARI SAN. TİC. A.Ş. Türkiye ve dünya genelinde 100 den fazla bayisi, 70 in üzerinde servisi bulunan NURİŞ, müşteri memnuniyeti ilkesi
SATIŞLARIMIZ KAYNAK MAKİNELERİ NUR İŞ NURİŞ ELEKTRİK VE KAYNAK MAKİNALARI SAN. TİC. A.Ş. Türkiye ve dünya genelinde 100 den fazla bayisi, 70 in üzerinde servisi bulunan NURİŞ, müşteri memnuniyeti ilkesi
MAGNEZYUM ALAŞIMLARININ TIG KAYNAĞI
 MAGNEZYUM ALAŞIMLARININ TIG KAYNAĞI 0.8 mm den az kalınlıkları TIG ile kaynak etmek kolay değildir; buna karşılık, üst sınır yok gibidir. Bununla birlikte, 10 mm den itibaren MIG süreci, daha ekonomik
MAGNEZYUM ALAŞIMLARININ TIG KAYNAĞI 0.8 mm den az kalınlıkları TIG ile kaynak etmek kolay değildir; buna karşılık, üst sınır yok gibidir. Bununla birlikte, 10 mm den itibaren MIG süreci, daha ekonomik
BAZI KAYNAK PARAMETRELERİNİN SIÇRAMA KAYIPLARINA ETKİSİ
 BAZI KAYNAK PARAMETRELERİNİN SIÇRAMA KAYIPLARINA ETKİSİ ÖZET CO 2 kaynağında tel çapının, gaz debisinin ve serbest tel boyunun sıçrama kayıpları üzerindeki etkisi incelenmiştir. MIG kaynağının 1948 de
BAZI KAYNAK PARAMETRELERİNİN SIÇRAMA KAYIPLARINA ETKİSİ ÖZET CO 2 kaynağında tel çapının, gaz debisinin ve serbest tel boyunun sıçrama kayıpları üzerindeki etkisi incelenmiştir. MIG kaynağının 1948 de
Kaynak nedir? Aynı veya benzer alaşımlı maddelerin ısı tesiri altında birleştirilmelerine Kaynak adı verilir.
 1 Kaynak nedir? Aynı veya benzer alaşımlı maddelerin ısı tesiri altında birleştirilmelerine Kaynak adı verilir. 2 Neden Kaynaklı Birleşim? Kaynakla, ilave bağlayıcı elemanlara gerek olmadan birleşimler
1 Kaynak nedir? Aynı veya benzer alaşımlı maddelerin ısı tesiri altında birleştirilmelerine Kaynak adı verilir. 2 Neden Kaynaklı Birleşim? Kaynakla, ilave bağlayıcı elemanlara gerek olmadan birleşimler
formülü zamanı da içerdiği zaman alttaki gibi değişecektir.
 Günümüz endüstrisinde en yaygın kullanılan Direnç Kaynak Yöntemi en eski elektrik kaynak yöntemlerinden biridir. Yöntem elektrik akımının kaynak edilecek parçalar üzerinden geçmesidir. Elektrik akımına
Günümüz endüstrisinde en yaygın kullanılan Direnç Kaynak Yöntemi en eski elektrik kaynak yöntemlerinden biridir. Yöntem elektrik akımının kaynak edilecek parçalar üzerinden geçmesidir. Elektrik akımına
TIG GAZALTI KAYNAĞI TORÇLAR. K ayna K. Teknolojisi. Teknolojisi HOŞGELDİNİZ. Prof. Dr. Hüseyin UZUN Kaynak Eğitimi Ana Bilim Dalı Başkanı 1 /38
 TIG GAZALTI KAYNAĞI TORÇLAR K ayna K K ayna K Teknolojisi Teknolojisi HOŞGELDİNİZ Prof. Dr. Hüseyin UZUN Kaynak Eğitimi Ana Bilim Dalı Başkanı 1 /38 TIG TORCLARININ SINIFLANDIRILMASI 1- KAYNAK AKIM ŞİDDETİNE
TIG GAZALTI KAYNAĞI TORÇLAR K ayna K K ayna K Teknolojisi Teknolojisi HOŞGELDİNİZ Prof. Dr. Hüseyin UZUN Kaynak Eğitimi Ana Bilim Dalı Başkanı 1 /38 TIG TORCLARININ SINIFLANDIRILMASI 1- KAYNAK AKIM ŞİDDETİNE
3. DONANIM. Yarý otomatik ve otomatik kaynaktaki temel elemanlar Þekil-2 ve Þekil-16'da gösterilmiþtir.. Þekil-16. Otomatik Kaynak Makinasý
 3. DONANIM Daha öncede belirtildiði gibi gazaltý kaynak yöntemi yarý otomatik veya otomatik olarak kullanýlabilir. Her iki halde de yöntemin temel elemanlarý aþaðýdaki gibidir : a) Kaynak torcu (hava veya
3. DONANIM Daha öncede belirtildiði gibi gazaltý kaynak yöntemi yarý otomatik veya otomatik olarak kullanýlabilir. Her iki halde de yöntemin temel elemanlarý aþaðýdaki gibidir : a) Kaynak torcu (hava veya
ÖĞRENME FAALİYETİ 1 ÖĞRENME FAALİYETİ - 1 1.TOZALTI KAYNAĞI
 ÖĞRENME FAALİYETİ 1 ÖĞRENME FAALİYETİ - 1 AMAÇ Bu faaliyet sonucunda uygun ortam sağlandığında tekniğe uygun olarak tozaltı kaynağı ile çeliklerin yatayda küt-ek kaynağını yapabileceksiniz. ARAŞTIRMA Toz
ÖĞRENME FAALİYETİ 1 ÖĞRENME FAALİYETİ - 1 AMAÇ Bu faaliyet sonucunda uygun ortam sağlandığında tekniğe uygun olarak tozaltı kaynağı ile çeliklerin yatayda küt-ek kaynağını yapabileceksiniz. ARAŞTIRMA Toz
İçindekiler BÖLÜM 1.0 KAPAK 1 BÖLÜM 2.0 TELİF HAKKI 2 BÖLÜM 3.0 GİRİŞ 4. 3.1 Tungsten Elektrod Çeşitleri 5 3.2 Elektrod Hazırlama 7
 İçindekiler BÖLÜM 1.0 KAPAK 1 BÖLÜM 2.0 TELİF HAKKI 2 BÖLÜM 3.0 GİRİŞ 4 3.1 Tungsten Elektrod Çeşitleri 5 3.2 Elektrod Hazırlama 7 TUNGSTEN ELEKTRODLARIN HAZIRLANMASI VE SEÇİLMESİ İÇİN İPUÇLARI Hazırlayan:
İçindekiler BÖLÜM 1.0 KAPAK 1 BÖLÜM 2.0 TELİF HAKKI 2 BÖLÜM 3.0 GİRİŞ 4 3.1 Tungsten Elektrod Çeşitleri 5 3.2 Elektrod Hazırlama 7 TUNGSTEN ELEKTRODLARIN HAZIRLANMASI VE SEÇİLMESİ İÇİN İPUÇLARI Hazırlayan:
TIG KAYNAK YÖNTEMİNDE KARŞILAŞILAN KAYNAK HATALARI PROF. DR. HÜSEYİN UZUN HOŞGELDİNİZ
 TIG KAYNAK YÖNTEMİNDE KARŞILAŞILAN KAYNAK HATALARI PROF. DR. HÜSEYİN UZUN HOŞGELDİNİZ Prof. Dr. Hüseyin UZUN-Metalurji ve Malzeme Mühendisliği Bölümü 1 /94 Tungsten Kalıntıları Tungsten elektrot kaynak
TIG KAYNAK YÖNTEMİNDE KARŞILAŞILAN KAYNAK HATALARI PROF. DR. HÜSEYİN UZUN HOŞGELDİNİZ Prof. Dr. Hüseyin UZUN-Metalurji ve Malzeme Mühendisliği Bölümü 1 /94 Tungsten Kalıntıları Tungsten elektrot kaynak
KURS VE SERTİFİKALANDIRMA FAALİYETLERİ
 KURS VE SERTİFİKALANDIRMA FAALİYETLERİ İTÜ Makine Fakültesi tarafından, Uluslar arası standartlara (EN 287-1; AWS; MIL-STD 1595) göre kaynakçı ve sert lehimci sertifikaları verilmektedir. Sertifika verilen
KURS VE SERTİFİKALANDIRMA FAALİYETLERİ İTÜ Makine Fakültesi tarafından, Uluslar arası standartlara (EN 287-1; AWS; MIL-STD 1595) göre kaynakçı ve sert lehimci sertifikaları verilmektedir. Sertifika verilen
IG-MAG GAZALTI KAYNAK TEKNİĞİ SUNUSUNA. aynak. K aynak. nolojisi. Teknolojisi HOŞGELDİNİZ
 IG-MAG GAZALTI KAYNAK TEKNİĞİ SUNUSUNA aynak K aynak nolojisi Teknolojisi HOŞGELDİNİZ 1 AYNAĞIN GELİŞİM TARİHÇESİ 2 AYNAĞIN GELİŞİM TARİHÇESİ azaltı kaynak yöntemi fikrinin ilk çıktığı yıl: 1920 azaltı
IG-MAG GAZALTI KAYNAK TEKNİĞİ SUNUSUNA aynak K aynak nolojisi Teknolojisi HOŞGELDİNİZ 1 AYNAĞIN GELİŞİM TARİHÇESİ 2 AYNAĞIN GELİŞİM TARİHÇESİ azaltı kaynak yöntemi fikrinin ilk çıktığı yıl: 1920 azaltı
ÇELİK YAPI UYGULAMALARINDA KULLANILAN KAYNAK YÖNTEMLERİ, ÜSTÜNLÜKLERİ VE SAKINCALI YÖNLERİ
 1. Giriş ÇELİK YAPI UYGULAMALARINDA KULLANILAN KAYNAK YÖNTEMLERİ, ÜSTÜNLÜKLERİ VE SAKINCALI YÖNLERİ Yrd. Doç. Dr. Yavuz Selim TAMA (Pamukkale Üniversitesi, Mühendislik Fakültesi, İnşaat Mühendisliği Bölümü,
1. Giriş ÇELİK YAPI UYGULAMALARINDA KULLANILAN KAYNAK YÖNTEMLERİ, ÜSTÜNLÜKLERİ VE SAKINCALI YÖNLERİ Yrd. Doç. Dr. Yavuz Selim TAMA (Pamukkale Üniversitesi, Mühendislik Fakültesi, İnşaat Mühendisliği Bölümü,
Güven Veren Mavi MMA (ÖRTÜLÜ ELEKTROD) KAYNAK MAKİNELERİ MIG/MAG (GAZALTI) KAYNAK MAKİNELERİ TIG AC/DC (ARGON) KAYNAK MAKİNELERİ
 KAYNAK MAKİNELERİ MIG/MAG (GAZALTI) KAYNAK MAKİNELERİ TIG AC/DC (ARGON) KAYNAK MAKİNELERİ") Güven Veren Mavi w w w. v e g a m a k. c o m MMA (ÖRTÜLÜ ELEKTROD) KAYNAK MAKİNELERİ MIG/MAG (GAZALTI) KAYNAK MAKİNELERİ TIG DC (ARGON) KAYNAK MAKİNELERİ TIG AC/DC (ARGON) KAYNAK MAKİNELERİ PLAZMA KESME
Güven Veren Mavi w w w. v e g a m a k. c o m MMA (ÖRTÜLÜ ELEKTROD) KAYNAK MAKİNELERİ MIG/MAG (GAZALTI) KAYNAK MAKİNELERİ TIG DC (ARGON) KAYNAK MAKİNELERİ TIG AC/DC (ARGON) KAYNAK MAKİNELERİ PLAZMA KESME
GAZALTI KAYNAK TEKNİĞİ MIG-MAG / TIG
 GAZALTI KAYNAK TEKNİĞİ MIG-MAG / TIG K ayna K K ayna K Teknolojisi Teknolojisi Prof. Dr. Hüseyin UZUN 1 /29 MIG-MAG GAZALTI KAYNAK YÖNTEMİ METAL : Alaşımsız ve alaşımlı çelikler, Paslanmaz çelikler, Alüminyum,
GAZALTI KAYNAK TEKNİĞİ MIG-MAG / TIG K ayna K K ayna K Teknolojisi Teknolojisi Prof. Dr. Hüseyin UZUN 1 /29 MIG-MAG GAZALTI KAYNAK YÖNTEMİ METAL : Alaşımsız ve alaşımlı çelikler, Paslanmaz çelikler, Alüminyum,
MIG-MAG KAYNAK YÖNTEMİNDE KULLANILAN KORUYUCU GAZLAR
 MIG-MAG KAYNAK YÖNTEMİNDE KULLANILAN KORUYUCU GAZLAR Prof. Dr. Ramazan YILMAZ Sakarya Üniversitesi, Teknoloji Fakültesi, Metalurji ve Malzeme Mühendisliği Bölümü Esentepe Kampüsü, 54187, SAKARYA KORUYUCU
MIG-MAG KAYNAK YÖNTEMİNDE KULLANILAN KORUYUCU GAZLAR Prof. Dr. Ramazan YILMAZ Sakarya Üniversitesi, Teknoloji Fakültesi, Metalurji ve Malzeme Mühendisliği Bölümü Esentepe Kampüsü, 54187, SAKARYA KORUYUCU
TIG/WIG GAZALTI KAYNAK YÖNTEMİ. K ayna K. Teknolojisi. Teknolojisi HOŞGELDİNİZ. Doç. Dr. Hüseyin UZUN Kaynak Eğitimi Ana Bilim Dalı Başkanı 1 /38
 TIG/WIG GAZALTI KAYNAK YÖNTEMİ K ayna K K ayna K Teknolojisi Teknolojisi HOŞGELDİNİZ Doç. Dr. Hüseyin UZUN Kaynak Eğitimi Ana Bilim Dalı Başkanı 1 /38 TIG/WIG GAZALTI KAYNAK TEKNİĞİ Amerika da yöntemin
TIG/WIG GAZALTI KAYNAK YÖNTEMİ K ayna K K ayna K Teknolojisi Teknolojisi HOŞGELDİNİZ Doç. Dr. Hüseyin UZUN Kaynak Eğitimi Ana Bilim Dalı Başkanı 1 /38 TIG/WIG GAZALTI KAYNAK TEKNİĞİ Amerika da yöntemin
YENİ INVERTEC SERİSİ INVERTEC 150S & 170S INVERTEC SERİSİ
 YENİ INVERTEC SERİSİ INVERTEC 150S & 170S INVERTEC SERİSİ INVERTEC 150S & 170S Çok Daha Kompakt Ergonomik Boyutlar Lincoln Electric, Invertec150S ve 170S modellerinin boyutlarını küçültmesine rağmen profesyonel
YENİ INVERTEC SERİSİ INVERTEC 150S & 170S INVERTEC SERİSİ INVERTEC 150S & 170S Çok Daha Kompakt Ergonomik Boyutlar Lincoln Electric, Invertec150S ve 170S modellerinin boyutlarını küçültmesine rağmen profesyonel
DENEYİN ADI: KAYNAK DENEYİ
 DENEYİN ADI: KAYNAK DENEYİ Doç. Dr. A. Fatih YETİM 1. DENEYİN AMACI Öğrencilerin lisan eğitimleri süresi içerisinde Makina Bilgisi, Atölye, İmal Usulleri başta olmak üzere değişik derslerde teorisini gördükleri
DENEYİN ADI: KAYNAK DENEYİ Doç. Dr. A. Fatih YETİM 1. DENEYİN AMACI Öğrencilerin lisan eğitimleri süresi içerisinde Makina Bilgisi, Atölye, İmal Usulleri başta olmak üzere değişik derslerde teorisini gördükleri
İMPLUSLU ARKA MIG/MAG KAYNAĞI
 İMPLUSLU ARKA MIG/MAG KAYNAĞI MİG/MAG Kaynağı oldukça yeni olmasına rağmen bu konuda birçok gelişmeler ortaya çıkmaktadır. Kaynak olayının kendisi ise çok karmaşıktır. Elektrik Enerjisi arkta ısıya dönüşür
İMPLUSLU ARKA MIG/MAG KAYNAĞI MİG/MAG Kaynağı oldukça yeni olmasına rağmen bu konuda birçok gelişmeler ortaya çıkmaktadır. Kaynak olayının kendisi ise çok karmaşıktır. Elektrik Enerjisi arkta ısıya dönüşür
MIG-MAG KAYNAK METODUNDA KULLANILAN KAYNAK ELEKTROTLARI VE ELEKTROT SEÇİMİ
 MIG-MAG KAYNAK METODUNDA KULLANILAN KAYNAK ELEKTROTLARI VE ELEKTROT SEÇİMİ Prof. Dr. Ramazan YILMAZ Sakarya Üniversitesi, Teknoloji Fakültesi, Metalurji ve Malzeme Mühendisliği Bölümü Esentepe Kampüsü,
MIG-MAG KAYNAK METODUNDA KULLANILAN KAYNAK ELEKTROTLARI VE ELEKTROT SEÇİMİ Prof. Dr. Ramazan YILMAZ Sakarya Üniversitesi, Teknoloji Fakültesi, Metalurji ve Malzeme Mühendisliği Bölümü Esentepe Kampüsü,
Elektron ışını ile şekil verme. Prof. Dr. Akgün ALSARAN
 Elektron ışını ile şekil verme Prof. Dr. Akgün ALSARAN Elektron ışını Elektron ışını, bir ışın kaynağından yaklaşık aynı hızla aynı doğrultuda hareket eden elektronların akımıdır. Yüksek vakum içinde katod
Elektron ışını ile şekil verme Prof. Dr. Akgün ALSARAN Elektron ışını Elektron ışını, bir ışın kaynağından yaklaşık aynı hızla aynı doğrultuda hareket eden elektronların akımıdır. Yüksek vakum içinde katod
ELEKTRİK AKIMI. ISI Etkisi. IŞIK Etkisi. MANYETİK Etki. KİMYASAL Etki
 ELEKTRİK AKIMI Elektrik akımı görünmez veya doğrudan fark edilemez. Ancak etkileri ile kendini belli eder. ISI Etkisi MANYETİK Etki IŞIK Etkisi KİMYASAL Etki PİL + - AKÜ AKIM ŞİDDETİ Bir iletkenden geçen
ELEKTRİK AKIMI Elektrik akımı görünmez veya doğrudan fark edilemez. Ancak etkileri ile kendini belli eder. ISI Etkisi MANYETİK Etki IŞIK Etkisi KİMYASAL Etki PİL + - AKÜ AKIM ŞİDDETİ Bir iletkenden geçen
METAL KAYNAĞI METALİK MALZEMELERİ,
 METAL KAYNAĞI METALİK MALZEMELERİ, ISI, BASINÇ veya HERİKİSİ BİRDEN KULLANILARAK, AYNI yada FAKLI BİR MALZEMEDEN ANCAK KAYNATILACAK MALZEME İLE YAKIN ERGİME SICAKLIĞINDA İLAVE BİR METAL KULLANARAK veya
METAL KAYNAĞI METALİK MALZEMELERİ, ISI, BASINÇ veya HERİKİSİ BİRDEN KULLANILARAK, AYNI yada FAKLI BİR MALZEMEDEN ANCAK KAYNATILACAK MALZEME İLE YAKIN ERGİME SICAKLIĞINDA İLAVE BİR METAL KULLANARAK veya
www.muhendisiz.net 1. GİRİŞ 2. KAYNAK TEKNİĞİ 2. 1. KAYNAK İŞLEMİNİN TANIMI 2. 2. KAYNAK TEKNİĞİNİN GELİŞİM SÜRECİ
 1. GİRİŞ 2. KAYNAK TEKNİĞİ 2. 1. KAYNAK İŞLEMİNİN TANIMI 2. 2. KAYNAK TEKNİĞİNİN GELİŞİM SÜRECİ 3. KORUYUCU GAZLA KAYNAK 3. 1. KORUYUCU GAZLA KAYNAK İŞLEMİNİN TANIMI 3. 2. ARK ATOM KAYNAĞI 3. 2. 1. KAYNAK
1. GİRİŞ 2. KAYNAK TEKNİĞİ 2. 1. KAYNAK İŞLEMİNİN TANIMI 2. 2. KAYNAK TEKNİĞİNİN GELİŞİM SÜRECİ 3. KORUYUCU GAZLA KAYNAK 3. 1. KORUYUCU GAZLA KAYNAK İŞLEMİNİN TANIMI 3. 2. ARK ATOM KAYNAĞI 3. 2. 1. KAYNAK
MIG-MAG GAZALTI KAYNAK MAKİNALARI. K ayna K. Teknolojisi. Teknolojisi HOŞGELDİNİZ. Doç. Dr. Hüseyin UZUN Kaynak Eğitimi Ana Bilim Dalı Başkanı 1 /27
 MIG-MAG GAZALTI KAYNAK MAKİNALARI K ayna K K ayna K Teknolojisi Teknolojisi HOŞGELDİNİZ Doç. Dr. Hüseyin UZUN Kaynak Eğitimi Ana Bilim Dalı Başkanı 1 /27 ELEKTRİK AKIMI Elektrik akımı görünmez veya doğrudan
MIG-MAG GAZALTI KAYNAK MAKİNALARI K ayna K K ayna K Teknolojisi Teknolojisi HOŞGELDİNİZ Doç. Dr. Hüseyin UZUN Kaynak Eğitimi Ana Bilim Dalı Başkanı 1 /27 ELEKTRİK AKIMI Elektrik akımı görünmez veya doğrudan
3.KABARTILI DİRENÇ KAYNAĞI. 05.05.2015 Dr.Salim ASLANLAR 1
 3.KABARTILI DİRENÇ KAYNAĞI 05.05.2015 Dr.Salim ASLANLAR 1 KABARTILI DİRENÇ KAYNAĞI Kabartılı direnç kaynağı, seri imalat için ekonomik bir birleştirme yöntemidir. Uygulamadan yararlanılarak, çoğunlukla
3.KABARTILI DİRENÇ KAYNAĞI 05.05.2015 Dr.Salim ASLANLAR 1 KABARTILI DİRENÇ KAYNAĞI Kabartılı direnç kaynağı, seri imalat için ekonomik bir birleştirme yöntemidir. Uygulamadan yararlanılarak, çoğunlukla
GAZ ALTI KAYNAK YÖNTEMİ MIG/MAG
 GENEL KAVRAMLAR Metalleri, birbirleri ile çözülemez biçimde birleştirme yöntemlerinden biri kaynaklı birleştirmedir. Kaynak yöntemiyle üretilmiş çelik parçalar, döküm ve dövme yöntemiyle üretilen parçalardan
GENEL KAVRAMLAR Metalleri, birbirleri ile çözülemez biçimde birleştirme yöntemlerinden biri kaynaklı birleştirmedir. Kaynak yöntemiyle üretilmiş çelik parçalar, döküm ve dövme yöntemiyle üretilen parçalardan
İMALAT YÖNTEMLERİ I Prof.Dr. İrfan AY KAYNAK ELEKTROTLARI. Erimeyen Elektrotlar
 KAYNAK ELEKTROTLARI Erimeyen Elektrotlar Tungsten Elektrotlar Karbon Elektrotlar ELEKTROTLAR Tanım : Kaynaklı birleştirmenin en önemli elemanlarından birisidir. İki parçanın birleştirilmesinde dolgu metali
KAYNAK ELEKTROTLARI Erimeyen Elektrotlar Tungsten Elektrotlar Karbon Elektrotlar ELEKTROTLAR Tanım : Kaynaklı birleştirmenin en önemli elemanlarından birisidir. İki parçanın birleştirilmesinde dolgu metali
Kutay Mertcan AYÇİÇEK. Kaynak Mühendisi Maden Mühendisi İş Güvenliği Uzmanı
 Kutay Mertcan AYÇİÇEK Kaynak Mühendisi Maden Mühendisi İş Güvenliği Uzmanı Kaynak: Birbiri ile aynı veya benzer alaşımlı parçaları, malzemeleri veya erime sıcaklıkları birbirine yakın metalleri birleştirmede
Kutay Mertcan AYÇİÇEK Kaynak Mühendisi Maden Mühendisi İş Güvenliği Uzmanı Kaynak: Birbiri ile aynı veya benzer alaşımlı parçaları, malzemeleri veya erime sıcaklıkları birbirine yakın metalleri birleştirmede
2.2 KAYNAKLI BİRLEŞİMLER
 2.2 KAYNAKLI BİRLEŞİMLER Aynı veya benzer alaşımlı metal parçaların ısı etkisi altında birleştirilmesine kaynak denir. Kaynaklama işlemi sırasında uygulanan teknik bakımından çeşitli kaynaklama yöntemleri
2.2 KAYNAKLI BİRLEŞİMLER Aynı veya benzer alaşımlı metal parçaların ısı etkisi altında birleştirilmesine kaynak denir. Kaynaklama işlemi sırasında uygulanan teknik bakımından çeşitli kaynaklama yöntemleri
Kaynak Makinaları. Ayarlanabilen süresi ile Spot arc (Punta kaynağı) imkanı sunar.
 imkanı sunar.") Adres: Hanlı Sakarya Mah. 13. Sokak 54060 Adapazarı/ Sakarya / Türkiye Tel :0264 272 06 55 (Pbx) Faks:0264 272 06 55 info@2kwelding.com Teknoloji, Makine İmalat, Müh. Taahhüt San. ve Tic. Ltd. Şti. Kaynak
Adres: Hanlı Sakarya Mah. 13. Sokak 54060 Adapazarı/ Sakarya / Türkiye Tel :0264 272 06 55 (Pbx) Faks:0264 272 06 55 info@2kwelding.com Teknoloji, Makine İmalat, Müh. Taahhüt San. ve Tic. Ltd. Şti. Kaynak
1070-Al99,7. Kimyasal Kompozisyon (%) Kesme Dayanımı( kaynak yük yönünde) Uluslararası Standartlar. Ek bilgiler. Mekanik Dayanım. Kaynak Pozisyonları
 Kesme Dayanımı( kaynak yük yönünde) Uluslararası Standartlar. Ek bilgiler. Mekanik Dayanım. Kaynak Pozisyonları") 17-Al99,7 Kimyasal Kompozisyon (% Si,2 Zn,2 Fe,25 Ti, Cu,4 Be, Mn, tüm alaşımlar toplamı, Cr - Al 99,7, Kesme Dayanımı( kaynak yük yönünde EN ISO 1827 17-Al99,7 Kaynak sonrası eloksal için renk uyumu oldukça
17-Al99,7 Kimyasal Kompozisyon (% Si,2 Zn,2 Fe,25 Ti, Cu,4 Be, Mn, tüm alaşımlar toplamı, Cr - Al 99,7, Kesme Dayanımı( kaynak yük yönünde EN ISO 1827 17-Al99,7 Kaynak sonrası eloksal için renk uyumu oldukça
Yarışma Sınavı. 4 Soyunma dolaplarının standart ölçüleri, A ) 540 mm B ) 525 mm C ) 520 mm D ) 550 mm E ) 610 mm
 540 mm B ) 525 mm C ) 520 mm D ) 550 mm E ) 610 mm") 1 TİG kaynak ile paslanmaz çeliklerin kaynağında kullanılan elektrotlar hangisidir? ) Saf tunsgten elektot B ) Toryum, seryum ve lantan ile alaşımlı tungsten elektrot C ) Örtülü elektrot D ) Özlü elektrot
1 TİG kaynak ile paslanmaz çeliklerin kaynağında kullanılan elektrotlar hangisidir? ) Saf tunsgten elektot B ) Toryum, seryum ve lantan ile alaşımlı tungsten elektrot C ) Örtülü elektrot D ) Özlü elektrot
GAZALTI KAYNAK TEKNİĞİ
 KAYNAK TEKNOLOJİSİ III GAZALTI KAYNAK TEKNİĞİ Prof. Selahattin ANIK Doç. Kutsal TÜLBENTÇİ GAZALTI KAYNAĞI (KORUYUCU GAZLA KAYNAK) 1-Giriş Gazaltı yahut da koruyucu gazla kaynakta, genellikle yeri bir gazla
KAYNAK TEKNOLOJİSİ III GAZALTI KAYNAK TEKNİĞİ Prof. Selahattin ANIK Doç. Kutsal TÜLBENTÇİ GAZALTI KAYNAĞI (KORUYUCU GAZLA KAYNAK) 1-Giriş Gazaltı yahut da koruyucu gazla kaynakta, genellikle yeri bir gazla
Yüksek Mukavemetli Düşük Alaşımlı Çeliklerin Kaynağı. Özlem Karaman Metalurji ve Malzeme Mühendisi Kaynak Mühendisi
 Yüksek Mukavemetli Düşük Alaşımlı Çeliklerin Kaynağı Özlem Karaman Metalurji ve Malzeme Mühendisi Kaynak Mühendisi Yüksek Mukavemetli Düşük Alaşımlı Çelikler Yüksek mukavemetli ince taneli çelikler, yani
Yüksek Mukavemetli Düşük Alaşımlı Çeliklerin Kaynağı Özlem Karaman Metalurji ve Malzeme Mühendisi Kaynak Mühendisi Yüksek Mukavemetli Düşük Alaşımlı Çelikler Yüksek mukavemetli ince taneli çelikler, yani
7. KAYNAKTA ORTAYA ÇIKAN PROBLEMLER ve KAYNAK HATALARI
 7. KAYNAKTA ORTAYA ÇIKAN PROBLEMLER ve KAYNAK HATALARI Gaz kaynaðýnda ortaya çýkan problemler ve kaynak hatalarý diðer kaynak yöntemlerindekilere oldukça benzer olup konuyla ilgili açýklamalar aþaðýda
7. KAYNAKTA ORTAYA ÇIKAN PROBLEMLER ve KAYNAK HATALARI Gaz kaynaðýnda ortaya çýkan problemler ve kaynak hatalarý diðer kaynak yöntemlerindekilere oldukça benzer olup konuyla ilgili açýklamalar aþaðýda
ELEKTRİK ARK KAYNAĞI TEMEL EĞİTİM REHBERİ (UYGULAMA 8-14)
") ELEKTRİK ARK KAYNAĞI TEMEL EĞİTİM REHBERİ (UYGULAMA 8-14) UYGULAMA 8 DÜŞEY POZİSYONDA BİNDİRME KÖŞE KAYNAĞI (AŞAĞIDAN YUKARI) GEREKLİ MALZEME: 5 mm KALINLIKTA 2 YUMUŞAK ÇELİK SAC. 3,25 mm ÇAPINDA OVERCORD
ELEKTRİK ARK KAYNAĞI TEMEL EĞİTİM REHBERİ (UYGULAMA 8-14) UYGULAMA 8 DÜŞEY POZİSYONDA BİNDİRME KÖŞE KAYNAĞI (AŞAĞIDAN YUKARI) GEREKLİ MALZEME: 5 mm KALINLIKTA 2 YUMUŞAK ÇELİK SAC. 3,25 mm ÇAPINDA OVERCORD
İMAL USULLERİ
 20.12.2017 MAK 2952 DERS SUNUMU 12 20.12.2017 Bu sunumun hazırlanmasında ulusal ve uluslararası çeşitli yayınlardan faydalanılmıştır 2 YRD.DOÇ.DR. MURAT KIYAK 1 20.12.2017 3 BİRLEŞTİRME YÖNTEMLERİNDE İŞLEM
20.12.2017 MAK 2952 DERS SUNUMU 12 20.12.2017 Bu sunumun hazırlanmasında ulusal ve uluslararası çeşitli yayınlardan faydalanılmıştır 2 YRD.DOÇ.DR. MURAT KIYAK 1 20.12.2017 3 BİRLEŞTİRME YÖNTEMLERİNDE İŞLEM
SpeedMIG. Sinerjik Kaynak Makineleri Serisi! MIG/ MAG
 SpeedMIG Sinerjik Kaynak Makineleri Serisi! MIG/ MAG www.merkle.com.tr MERKLE SpeedMIG Yüksek Teknoloji, Kalite ve Verimlilik! Merkle SpeedMIG jenerasyonu, birinci sınıf avantajlar sunan yeni dizayn kontrol
SpeedMIG Sinerjik Kaynak Makineleri Serisi! MIG/ MAG www.merkle.com.tr MERKLE SpeedMIG Yüksek Teknoloji, Kalite ve Verimlilik! Merkle SpeedMIG jenerasyonu, birinci sınıf avantajlar sunan yeni dizayn kontrol
Sakarya Üniversitesi Teknoloji Fakültesi, Metalurji ve Malzeme Mühendisliği
 1 Kaynak için gerekli ısının biri yanıcı, diğeri yakıcı olan gazların yakılmasıyla elde edilen yüksek sıcaklıktaki alev ile yapılan kaynağa "gaz ergitme kaynağı" adı verilir. 1892-1900 yılları arasında
1 Kaynak için gerekli ısının biri yanıcı, diğeri yakıcı olan gazların yakılmasıyla elde edilen yüksek sıcaklıktaki alev ile yapılan kaynağa "gaz ergitme kaynağı" adı verilir. 1892-1900 yılları arasında
MODERN İMALAT YÖNTEMLERİ
 MODERN İMALAT YÖNTEMLERİ PLAZMA İLE KESİM, PLAZMA TEZGAHLARI Öğr.Gör.Dr. Ömer ERKAN PLAZMA İLE KESME Plazma maddenin dördüncü halidir. Madde gaz halinde iken doğru koşullar altında maddeye enerji verilmesinin
MODERN İMALAT YÖNTEMLERİ PLAZMA İLE KESİM, PLAZMA TEZGAHLARI Öğr.Gör.Dr. Ömer ERKAN PLAZMA İLE KESME Plazma maddenin dördüncü halidir. Madde gaz halinde iken doğru koşullar altında maddeye enerji verilmesinin
DOĞRU KAYNAK TORCU SEÇİMİ
 DOĞRU KAYNAK TORCU SEÇİMİ Tasarım ve kabiliyetleri ile birlikte hava ve su soğutmalı torçlar arasındaki farklılıklar Kaynak torcu seçiminiz ne ölçüde fark yaratır? Gazaltı kaynağı (MIG/MAG) yapıyorsanız,
DOĞRU KAYNAK TORCU SEÇİMİ Tasarım ve kabiliyetleri ile birlikte hava ve su soğutmalı torçlar arasındaki farklılıklar Kaynak torcu seçiminiz ne ölçüde fark yaratır? Gazaltı kaynağı (MIG/MAG) yapıyorsanız,
BAHİS II KAYNAK MAKİNALARI
 BAHİS II KAYNAK MAKİNALARI Kaynak postaları veya makinelerinin özellik ve görevleri genel olarak şöylece sıralanabilir: a. Çoğu zaman 110 veya 220 V olan şebeke gerilimini evvelce sözünü ettiğimiz E t
BAHİS II KAYNAK MAKİNALARI Kaynak postaları veya makinelerinin özellik ve görevleri genel olarak şöylece sıralanabilir: a. Çoğu zaman 110 veya 220 V olan şebeke gerilimini evvelce sözünü ettiğimiz E t
EN ISO 9606-1 KAYNAKÇILARIN YETERLİLİK SINAVI ERGİTME KAYNAĞI - BÖLÜM 1: ÇELİKLER. Özlem Karaman Metalurji ve Malzeme Mühendisi Kaynak Mühendisi
 EN ISO 9606-1 KAYNAKÇILARIN YETERLİLİK SINAVI ERGİTME KAYNAĞI - BÖLÜM 1: ÇELİKLER Özlem Karaman Metalurji ve Malzeme Mühendisi Kaynak Mühendisi İçerik Giriş Semboller ve Kısaltmalar Temel Değişkenler Kaynakçının
EN ISO 9606-1 KAYNAKÇILARIN YETERLİLİK SINAVI ERGİTME KAYNAĞI - BÖLÜM 1: ÇELİKLER Özlem Karaman Metalurji ve Malzeme Mühendisi Kaynak Mühendisi İçerik Giriş Semboller ve Kısaltmalar Temel Değişkenler Kaynakçının
Kaynak yöntemleri ile birleştirilen bir malzemenin kaynak bölgesinin mikroyapısı incelendiğinde iki ana bölgenin var olduğu görülecektir:
 Kaynak Bölgesinin Sınıflandırılması Prof. Dr. Hüseyin UZUN Kaynak yöntemleri ile birleştirilen bir malzemenin kaynak bölgesinin mikroyapısı incelendiğinde iki ana bölgenin var olduğu görülecektir: 1) Ergime
Kaynak Bölgesinin Sınıflandırılması Prof. Dr. Hüseyin UZUN Kaynak yöntemleri ile birleştirilen bir malzemenin kaynak bölgesinin mikroyapısı incelendiğinde iki ana bölgenin var olduğu görülecektir: 1) Ergime
200 Amper Kaynak Pensesi
 KP 00 00 Amper Hafif tip hizmet pensesidir. Isı deformasyonundan korunmuş, izole edilmiş ve kuvvetlendirilmiş yay. 3 Endüstriyel tüm alanlarda sürekli elektrot kaynağına elverişli malzeme 4 Tam izole 5,5
KP 00 00 Amper Hafif tip hizmet pensesidir. Isı deformasyonundan korunmuş, izole edilmiş ve kuvvetlendirilmiş yay. 3 Endüstriyel tüm alanlarda sürekli elektrot kaynağına elverişli malzeme 4 Tam izole 5,5
ULUSAL YETERLİLİK 11UY0010-3 ÇELİK KAYNAKÇISI SEVİYE 3
 11UY00103 ÇELİK KAYNAKÇISI SEVİYE 3 REVİZYON NO:01 MESLEKİ YETERLİLİK KURUMU Ankara, 2011 ÖNSÖZ Çelik Kaynakçısı Seviye3 Ulusal Yeterliliği 5544 sayılı Mesleki Yeterlilik Kurumu (MYK) Kanunu ile anılan
11UY00103 ÇELİK KAYNAKÇISI SEVİYE 3 REVİZYON NO:01 MESLEKİ YETERLİLİK KURUMU Ankara, 2011 ÖNSÖZ Çelik Kaynakçısı Seviye3 Ulusal Yeterliliği 5544 sayılı Mesleki Yeterlilik Kurumu (MYK) Kanunu ile anılan
Satın Alma için Zeyilname Duyurusu 1. Sözleşme Başlığı: Makine, Ekipman ve Malzeme Alımı
 Satın Alma için Zeyilname Duyurusu 1 Yayın Numarası: TR0702.13-03/27-01 Ankara Sanayi Odası Mesleki Test ve Sertifikalandırma Merkezi Kurulması Projesi Sözleşme Başlığı: Makine, Ekipman ve Malzeme Alımı
Satın Alma için Zeyilname Duyurusu 1 Yayın Numarası: TR0702.13-03/27-01 Ankara Sanayi Odası Mesleki Test ve Sertifikalandırma Merkezi Kurulması Projesi Sözleşme Başlığı: Makine, Ekipman ve Malzeme Alımı
Prof.Dr.Muzaffer ZEREN SU ATOMİZASYONU
 . Prof.Dr.Muzaffer ZEREN SU ATOMİZASYONU Su atomizasyonu, yaklaşık 1600 C nin altında ergiyen metallerden elementel ve alaşım tozlarının üretimi için en yaygın kullanılan tekniktir. Su atomizasyonu geometrisi
. Prof.Dr.Muzaffer ZEREN SU ATOMİZASYONU Su atomizasyonu, yaklaşık 1600 C nin altında ergiyen metallerden elementel ve alaşım tozlarının üretimi için en yaygın kullanılan tekniktir. Su atomizasyonu geometrisi
Prof. Dr. HÜSEYİN UZUN KAYNAK KABİLİYETİ
 KAYNAK KABİLİYETİ Günümüz kaynak teknolojisinin kaydettiği inanılmaz gelişmeler sayesinde pek çok malzemenin birleştirilmesi artık mümkün hale gelmiştir. *Demir esaslı metalik malzemeler *Demirdışı metalik
KAYNAK KABİLİYETİ Günümüz kaynak teknolojisinin kaydettiği inanılmaz gelişmeler sayesinde pek çok malzemenin birleştirilmesi artık mümkün hale gelmiştir. *Demir esaslı metalik malzemeler *Demirdışı metalik
2.ELEKTRİK DİRENÇ DİKİŞ KAYNAĞI. 20.10.2015 Dr.Salim ASLANLAR 1
 2.ELEKTRİK DİRENÇ DİKİŞ KAYNAĞI 20.10.2015 Dr.Salim ASLANLAR 1 ELEKTRİK DİRENÇ DİKİŞ KAYNAĞI Direnç dikiş kaynağı, eletrodlarla gerçekleştirilen, seri bir nokta kaynağı olarak tanımlanabilir. İnce saclardan
2.ELEKTRİK DİRENÇ DİKİŞ KAYNAĞI 20.10.2015 Dr.Salim ASLANLAR 1 ELEKTRİK DİRENÇ DİKİŞ KAYNAĞI Direnç dikiş kaynağı, eletrodlarla gerçekleştirilen, seri bir nokta kaynağı olarak tanımlanabilir. İnce saclardan
ÜRÜN KATALOĞU.
 ÜRÜN KATALOĞU 2019 ŞİRKET PROFİLİ Türkiye nin ilk yerli inverter sinerjik gazaltı kaynak makinesini üreten şirketi ünvanına sahip olan Kolarc Makine, ülkemizin çağdaş üretim faaliyetlerini yürütebilmesi
ÜRÜN KATALOĞU 2019 ŞİRKET PROFİLİ Türkiye nin ilk yerli inverter sinerjik gazaltı kaynak makinesini üreten şirketi ünvanına sahip olan Kolarc Makine, ülkemizin çağdaş üretim faaliyetlerini yürütebilmesi
Plazma ark kaynağı giderek artan ve sürekli geliştirilmeye çalışılan günümüz sanayisinin vazgeçilmez birleştirme/kesme tekniklerinden bir tanesidir.
 Plazma kaynağı Plazma ark kaynağı giderek artan ve sürekli geliştirilmeye çalışılan günümüz sanayisinin vazgeçilmez birleştirme/kesme tekniklerinden bir tanesidir. Ergitmeli ark kaynaklannda, yüzeyde kaynak
Plazma kaynağı Plazma ark kaynağı giderek artan ve sürekli geliştirilmeye çalışılan günümüz sanayisinin vazgeçilmez birleştirme/kesme tekniklerinden bir tanesidir. Ergitmeli ark kaynaklannda, yüzeyde kaynak
1000-200000 m3/h, 400-1500 Pa. Kavrama, kayış-kasnak veya direk tahrik Eurovent e göre Kısa/Uzun gövde; kılavuz giriş kanatlı/kanatsız
 Aksiyal fanlar Üretimin açıklanması Değişik rotor türleri için, çıkış konumu, gövde geometrisi, gövde sacı kalınlığı, ve malzesi yönünden geniş bir seçme olanağı bulunmaktadır. Aşağıdaki açıklamalar standart
Aksiyal fanlar Üretimin açıklanması Değişik rotor türleri için, çıkış konumu, gövde geometrisi, gövde sacı kalınlığı, ve malzesi yönünden geniş bir seçme olanağı bulunmaktadır. Aşağıdaki açıklamalar standart
ERİYEN ELEKTROD İLE (MIG/MAG) KAYNAĞI
 KAYNAĞI") Yrd.Doç.Dr. İbrahim ERTÜRK ERİYEN ELEKTROD İLE (MIG/MAG) KAYNAĞI İlk defa ABD'de alüminyum ve alaşımlarının sonra da sırası ile yüksek alaşımlı çeliklerin, bakır ve alaşımlarının, karbonlu çeliklerin kaynağında
Yrd.Doç.Dr. İbrahim ERTÜRK ERİYEN ELEKTROD İLE (MIG/MAG) KAYNAĞI İlk defa ABD'de alüminyum ve alaşımlarının sonra da sırası ile yüksek alaşımlı çeliklerin, bakır ve alaşımlarının, karbonlu çeliklerin kaynağında
ZIRH ÇELİKLERİN KAYNAĞINDA KAYNAK AĞZI GEOMETRİSİ VE İLAVE TEL OPTİMİZASYONU Kaynaklı İmalatta İyileştirme Çalışmasına Örnek
 ZIRH ÇELİKLERİN KAYNAĞINDA KAYNAK AĞZI GEOMETRİSİ VE İLAVE TEL OPTİMİZASYONU Kaynaklı İmalatta İyileştirme Çalışmasına Örnek Çağrı ÇELİK Makina ve Kaynak Mühendisi NUROL Makina Sanayi A.Ş / Ankara cagri.celik@nurolmakina.com.tr
ZIRH ÇELİKLERİN KAYNAĞINDA KAYNAK AĞZI GEOMETRİSİ VE İLAVE TEL OPTİMİZASYONU Kaynaklı İmalatta İyileştirme Çalışmasına Örnek Çağrı ÇELİK Makina ve Kaynak Mühendisi NUROL Makina Sanayi A.Ş / Ankara cagri.celik@nurolmakina.com.tr
KAZAN ÇELİKLERİNİN KAYNAK KABİLİYETİ 1. Kazan Çeliklerinin Özellikleri
 KAZAN ÇELİKLERİNİN KAYNAK KABİLİYETİ 1. Kazan Çeliklerinin Özellikleri Buhar kazanlarının, ısı değiştiricilerinin imalatında kullanılan saclara, genelde kazan sacı adı verilir. Kazan saclarının, çekme
KAZAN ÇELİKLERİNİN KAYNAK KABİLİYETİ 1. Kazan Çeliklerinin Özellikleri Buhar kazanlarının, ısı değiştiricilerinin imalatında kullanılan saclara, genelde kazan sacı adı verilir. Kazan saclarının, çekme
ULUSAL YETERLİLİK 12UY000..-3 OTOMOTİV SAC VE GÖVDE KAYNAKÇISI SEVİYE 3
 12UY000..-3 OTOMOTİV SAC VE GÖVDE KAYNAKÇISI SEVİYE 3 REVİZYON NO:00 MESLEKİ YETERLİLİK KURUMU Ankara, 2012 ÖNSÖZ Otomotive Sac ve Gövde Kaynakçısı Seviye-3 Ulusal Yeterliliği 5544 sayılı Mesleki Yeterlilik
12UY000..-3 OTOMOTİV SAC VE GÖVDE KAYNAKÇISI SEVİYE 3 REVİZYON NO:00 MESLEKİ YETERLİLİK KURUMU Ankara, 2012 ÖNSÖZ Otomotive Sac ve Gövde Kaynakçısı Seviye-3 Ulusal Yeterliliği 5544 sayılı Mesleki Yeterlilik
B. KAYNAK DEVRESİ. 1. Güç Kaynağı (Kaynak Makinesi) 2. Elektrot Pensesi ve Kablosu. 3. Örtülü elektrot. 4. Şase Pensesi ve Kablosu
 2. Elektrot Pensesi ve Kablosu. 3. Örtülü elektrot. 4. Şase Pensesi ve Kablosu") Örtülü elektrot ile ark kaynağı, elektrik arkını ısı kaynağı olarak kullanan elle yapılan ( manuel ) bir kaynak yöntemidir. Örtülü elektrot ( elektrot pensesi ile tutulan ) ile ana malzeme ( kaynak edilecek
Örtülü elektrot ile ark kaynağı, elektrik arkını ısı kaynağı olarak kullanan elle yapılan ( manuel ) bir kaynak yöntemidir. Örtülü elektrot ( elektrot pensesi ile tutulan ) ile ana malzeme ( kaynak edilecek
Alüminyum; pirinçle lehimleme, lehimleme, yapıştırma, mekanik bağlama veya Kaynak ile uygun malzeme kullanılarak veya başka metallerle, kullanılacak
 Alüminyum; pirinçle lehimleme, lehimleme, yapıştırma, mekanik bağlama veya Kaynak ile uygun malzeme kullanılarak veya başka metallerle, kullanılacak uygun tekniklerle birleştirilebilir. Alaşım cinsi, birleşim
Alüminyum; pirinçle lehimleme, lehimleme, yapıştırma, mekanik bağlama veya Kaynak ile uygun malzeme kullanılarak veya başka metallerle, kullanılacak uygun tekniklerle birleştirilebilir. Alaşım cinsi, birleşim
VE UYGULAMALARI ELEKTRİK ARK KAYNAK YÖNTEMİ PROF. DR. HÜSEYİN UZUN KAYNAK TEKNİKLERİ KAYNAK
 KAYNAK TEKNİKLERİ VE UYGULAMALARI KAYNAK KAYNAK TEKNİKLERİ TEKNİKLERİ PROF. DR. HÜSEYİN UZUN Prof. Dr. Hüseyin UZUN-Metalurji ve Malzeme Mühendisliği Bölümü 1 /94 TANIMLAMA: Kaynak için gerekli ısının,
KAYNAK TEKNİKLERİ VE UYGULAMALARI KAYNAK KAYNAK TEKNİKLERİ TEKNİKLERİ PROF. DR. HÜSEYİN UZUN Prof. Dr. Hüseyin UZUN-Metalurji ve Malzeme Mühendisliği Bölümü 1 /94 TANIMLAMA: Kaynak için gerekli ısının,
İletken, Yalıtkan ve Yarı İletken
 Diyot, transistör, tümleşik (entegre) devreler ve isimlerini buraya sığdıramadağımız daha birçok elektronik elemanlar, yarı iletken malzemelerden yapılmışlardır. Bu kısımdaki en önemli konulardan biri,
Diyot, transistör, tümleşik (entegre) devreler ve isimlerini buraya sığdıramadağımız daha birçok elektronik elemanlar, yarı iletken malzemelerden yapılmışlardır. Bu kısımdaki en önemli konulardan biri,
ÖLÇME VE ÖLÇÜ ALETLERİ
 ÖLÇME VE ÖLÇÜ ALETLERİ 1. KISA DEVRE Kısa devre; kırmızı, sarı, mavi, nötr ve toprak hatlarının en az ikisinin birbirine temas ederek elektriksel akımın bu yolla devresini tamamlamasıdır. Kısa devre olduğunda
ÖLÇME VE ÖLÇÜ ALETLERİ 1. KISA DEVRE Kısa devre; kırmızı, sarı, mavi, nötr ve toprak hatlarının en az ikisinin birbirine temas ederek elektriksel akımın bu yolla devresini tamamlamasıdır. Kısa devre olduğunda
ERCİYES ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ ENERJİ SİSTEMLERİ MÜHENDİSLİĞİ BÖLÜMÜ
 ERCİYES ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ ENERJİ SİSTEMLERİ MÜHENDİSLİĞİ BÖLÜMÜ DENEY FÖYÜ DENEY ADI AKIŞKAN YATAKLI ISI TRANSFER DENEYİ DERSİN ÖĞRETİM ÜYESİ DENEY SORUMLUSU DENEY GRUBU: DENEY TARİHİ
ERCİYES ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ ENERJİ SİSTEMLERİ MÜHENDİSLİĞİ BÖLÜMÜ DENEY FÖYÜ DENEY ADI AKIŞKAN YATAKLI ISI TRANSFER DENEYİ DERSİN ÖĞRETİM ÜYESİ DENEY SORUMLUSU DENEY GRUBU: DENEY TARİHİ
TOZ ALTI KAYNAK YÖNTEMİ
 TOZ ALTI KAYNAK YÖNTEMİ 1. TARİHÇESİ Toz altı kaynak yöntemi ilk defa 1933 yılında Amerika Birleşik Devletlerinde uygulanmaya başlamıştır. Yöntem daha sonraları 1937 yılında Avrupa'da kullanılmaya başlamış
TOZ ALTI KAYNAK YÖNTEMİ 1. TARİHÇESİ Toz altı kaynak yöntemi ilk defa 1933 yılında Amerika Birleşik Devletlerinde uygulanmaya başlamıştır. Yöntem daha sonraları 1937 yılında Avrupa'da kullanılmaya başlamış
Kaynak İşleminde Isı Oluşumu
 Kaynak İşleminde Isı Oluşumu Kaynak tekniklerinin pek çoğunda birleştirme işlemi, oluşturulan kaynak ısısı sayesinde gerçekleştirilir. Kaynak ısısı, hem birleştirilecek parçaların yüzeylerinin hem de ilave
Kaynak İşleminde Isı Oluşumu Kaynak tekniklerinin pek çoğunda birleştirme işlemi, oluşturulan kaynak ısısı sayesinde gerçekleştirilir. Kaynak ısısı, hem birleştirilecek parçaların yüzeylerinin hem de ilave
05.11.2014. Birleştirme İşlemleri KAYNAK. Sökülebilir Birleştirmeler. Sökülemez Birleştirmeler
 Birleştirme İşlemleri KAYNAK Sökülebilir Birleştirmeler Sökülemez Birleştirmeler 1 Kaynak: Birbiri ile aynı veya benzer alaşımlı parçaları, malzemeleri veya erime sıcaklıkları birbirine yakın metalleri
Birleştirme İşlemleri KAYNAK Sökülebilir Birleştirmeler Sökülemez Birleştirmeler 1 Kaynak: Birbiri ile aynı veya benzer alaşımlı parçaları, malzemeleri veya erime sıcaklıkları birbirine yakın metalleri
METALİK MALZEMELERİN GENEL KARAKTERİSTİKLERİ BAHAR 2010
 METALİK MALZEMELERİN GENEL KARAKTERİSTİKLERİ BAHAR 2010 WEBSİTE www2.aku.edu.tr/~hitit Dersler İÇERİK Metalik Malzemelerin Genel Karakteristiklerİ Denge diyagramları Ergitme ve döküm Dökme demir ve çelikler
METALİK MALZEMELERİN GENEL KARAKTERİSTİKLERİ BAHAR 2010 WEBSİTE www2.aku.edu.tr/~hitit Dersler İÇERİK Metalik Malzemelerin Genel Karakteristiklerİ Denge diyagramları Ergitme ve döküm Dökme demir ve çelikler
METAL MATRİSLİ KOMPOZİT MALZEMELER
 Prof.Dr.Ahmet Aran - İ.T.Ü. Makina Fakültesi METAL MATRİSLİ KOMPOZİT MALZEMELER METAL MATRİSLİ KOMPOZİTLER KARMA MALZEMELER METAL MATRİSLİ KARMA MALZEMELER MMK ÜRETİM YÖNTEMLERİ UYGULAMA ÖRNEKLERİ Metal,
Prof.Dr.Ahmet Aran - İ.T.Ü. Makina Fakültesi METAL MATRİSLİ KOMPOZİT MALZEMELER METAL MATRİSLİ KOMPOZİTLER KARMA MALZEMELER METAL MATRİSLİ KARMA MALZEMELER MMK ÜRETİM YÖNTEMLERİ UYGULAMA ÖRNEKLERİ Metal,
GEV. Gedik Eğitim Vakfı. Kaynak Teknolojisi Eğitim Araştırma ve Muayene Enstitüsü MIG-MAG ERİYEN ELEKTROD İLE GAZALTI KAYNAĞI
 GEV Gedik Eğitim Vakfı Kaynak Teknolojisi Eğitim Araştırma ve Muayene Enstitüsü MIG-MAG ERİYEN ELEKTROD İLE GAZALTI KAYNAĞI Prof. Dr.-Müh. Kutsal TÜLBENTÇİ 1990 Bu kitap, GEDİK HOLDİNG Basın Yayın ve Halkla
GEV Gedik Eğitim Vakfı Kaynak Teknolojisi Eğitim Araştırma ve Muayene Enstitüsü MIG-MAG ERİYEN ELEKTROD İLE GAZALTI KAYNAĞI Prof. Dr.-Müh. Kutsal TÜLBENTÇİ 1990 Bu kitap, GEDİK HOLDİNG Basın Yayın ve Halkla
TIG. Örtülü elektrod DC DC Puls. DC DC Puls. Örtülü elektrod kaynağı artık çok kolay. Pico 160 cel puls.
 Örtülü elektrod DC DC Puls TIG DC DC Puls Örtülü elektrod kaynağı artık çok kolay Pico 160 cel puls www.ewm-group.com Pico 160 cel puls Örtülü elektrod kaynağı artık çok kolay Her yerde kullanılabilir
Örtülü elektrod DC DC Puls TIG DC DC Puls Örtülü elektrod kaynağı artık çok kolay Pico 160 cel puls www.ewm-group.com Pico 160 cel puls Örtülü elektrod kaynağı artık çok kolay Her yerde kullanılabilir
MAGNEZYUM ALAġIMLARININ TIG KAYNAK ÖZELLĠKLERĠ
 T.C. MARMARA ÜNĠVERSĠTESĠ FEN BĠLĠMLERĠ ENSTĠTÜSÜ MAGNEZYUM ALAġIMLARININ TIG KAYNAK ÖZELLĠKLERĠ Erhan ERATICI YÜKSEK LĠSANS TEZĠ METAL EĞĠTĠMĠ ANA BĠLĠM DALI METAL EĞĠTĠMĠ PROGRAMI DANIġMAN Yrd. Doç.
T.C. MARMARA ÜNĠVERSĠTESĠ FEN BĠLĠMLERĠ ENSTĠTÜSÜ MAGNEZYUM ALAġIMLARININ TIG KAYNAK ÖZELLĠKLERĠ Erhan ERATICI YÜKSEK LĠSANS TEZĠ METAL EĞĠTĠMĠ ANA BĠLĠM DALI METAL EĞĠTĠMĠ PROGRAMI DANIġMAN Yrd. Doç.
http://www.oerlikon.com.tr/rutil_ve_bazik_elektrodlar.html
 Sayfa 1 / 5 Oerlikon Language Kaynak ESR 11 EN ISO 2560 - A E 380 RC 11 TS EN ISO 2560-A E 380 RC 11 DIN 1913 E 4322 R(C) 3 E 4322 R(C) 3 HER POZİSYONDA KAYNAK İÇİN UYGUN RUTİL ELEKTROD. Özellikle 5 mm'den
Sayfa 1 / 5 Oerlikon Language Kaynak ESR 11 EN ISO 2560 - A E 380 RC 11 TS EN ISO 2560-A E 380 RC 11 DIN 1913 E 4322 R(C) 3 E 4322 R(C) 3 HER POZİSYONDA KAYNAK İÇİN UYGUN RUTİL ELEKTROD. Özellikle 5 mm'den
İş Sağlığı ve Güvenliği-II
 İş Sağlığı ve Güvenliği-II Kaynak İşlerinde İş Sağlığı ve Güvenliği Yrd. Doç. Dr. Yasin KABALCI Kaynak İki malzemenin, ısı veya basınç ya da her ikisini kullanarak, bir malzemeye ilave ederek veya etmeden
İş Sağlığı ve Güvenliği-II Kaynak İşlerinde İş Sağlığı ve Güvenliği Yrd. Doç. Dr. Yasin KABALCI Kaynak İki malzemenin, ısı veya basınç ya da her ikisini kullanarak, bir malzemeye ilave ederek veya etmeden
ELEKTRİK ARK KAYNAĞI TEMEL EĞİTİM REHBERİ (UYGULAMA 15-22)
") ELEKTRİK ARK KAYNAĞI TEMEL EĞİTİM REHBERİ (UYGULAMA 15-22) UYGULAMA 15 TAVAN POZİSYONUNDA T BİRLEŞMESİ KÖŞE KAYNAĞI (KIRMA DENEYİ) GEREKLİ MALZEME: 6 mm KALINLIKTA 2 YUMUŞAK ÇELİK SAC. 3,25 mm ÇAPINDA
ELEKTRİK ARK KAYNAĞI TEMEL EĞİTİM REHBERİ (UYGULAMA 15-22) UYGULAMA 15 TAVAN POZİSYONUNDA T BİRLEŞMESİ KÖŞE KAYNAĞI (KIRMA DENEYİ) GEREKLİ MALZEME: 6 mm KALINLIKTA 2 YUMUŞAK ÇELİK SAC. 3,25 mm ÇAPINDA
ULUSAL YETERLİLİK 11UY0033-3 DOĞAL GAZ ÇELİK BORU KAYNAKÇISI SEVİYE 3
 ULUSAL YETERLİLİK 11UY00333 DOĞAL GAZ ÇELİK BORU KAYNAKÇISI SEVİYE 3 REVİZYON NO:00 MESLEKİ YETERLİLİK KURUMU Ankara, 2011 ÖNSÖZ Doğal Gaz Çelik Boru Kaynakçısı (Seviye 3) Ulusal Yeterliliği 5544 sayılı
ULUSAL YETERLİLİK 11UY00333 DOĞAL GAZ ÇELİK BORU KAYNAKÇISI SEVİYE 3 REVİZYON NO:00 MESLEKİ YETERLİLİK KURUMU Ankara, 2011 ÖNSÖZ Doğal Gaz Çelik Boru Kaynakçısı (Seviye 3) Ulusal Yeterliliği 5544 sayılı
TOZALTI KAYNAĞI Tozaltı kaynağı kaynak için gerekli ısının tükenen elektrod iş parçası ark kaynak Ark bölgesi kaynak tozu tabakası kaynak metali
 TOZALTI KAYNAĞI Tozaltı kaynağı, kaynak için gerekli ısının, tükenen elektrod (veya elektrodlar) ile iş parçası arasında oluşan ark (veya arklar) sayesinde ortaya çıktığı bir ark kaynak yöntemidir. Ark
TOZALTI KAYNAĞI Tozaltı kaynağı, kaynak için gerekli ısının, tükenen elektrod (veya elektrodlar) ile iş parçası arasında oluşan ark (veya arklar) sayesinde ortaya çıktığı bir ark kaynak yöntemidir. Ark