ÜRETİM YÖNTEMLERİ VE İMALAT TEKNOLOJİLERİ KAYNAK YÖNTEMLERİ
|
|
|
- Temel Uslu
- 8 yıl önce
- İzleme sayısı:
Transkript


1 ÜRETİM VE İMALAT TEKNOLOJİLERİ Yrd. Doç. Dr. Afşın Alper Cerit Erciyes Üniversitesi Endüstriyel Tasarım Mühendisliği Bölümü

2 Birleştirme Yöntemleri Çözülebilir birleştirme yöntemleri Çözülemeyen birleştirme yöntemleri Ergimeli kaynak yöntemleri Oksigaz ky Elektrik ark ky Gazaltı ky (Tig, Mig, Mag) Tozaltı ky Direnç ky Elektron ışın ky Plazma ky Lazer ky Termit ky Ergitmesiz kaynak yöntemleri Ultrasonik ky Difüzyon ky Sürtünme ky Sürtünme karıştırma ky Patlatma ky Civatalı Bağlantılar Pimli Bağlantılar Pernolar Kamalar Sıkı Geçme Perçinleme Lehimleme


3 Birleştirme Yöntemleri Yapılacak olan bağlantı için seçilecek olan birleştirme yöntemlerinde dikkate alınması gereken bazı hususlar vardır. Bağlantı belirli aralıklarla kontrol, bakım, tamir gerektirecek mi, Belirli bir süre çalıştıktan sonra aşınma olacaksa, değiştirme veya tamir gerekli mi, Büyük olan parçalar taşınma için sökülecek mi, Montajdan sonra parçalarda bir ayarlama veya kalibrasyon istenecek mi, Seçilen birleştirme yönteminin uygulanabilirliği yeterli mi, Yöntem ekonomik olacak mı, Sökülebilen birleştirme Bağlantının ağırlığı önemli ise ve çok parçadan oluşuyorsa civatalı, kamalı, pimli veya perçinli bağlantılar fazladan parça ağırlığına sebep olacağından bu birleştirme yöntemlerinin seçilmesi uygun olmayacaktır.



4 Birleştirme Yöntemleri Civata Bağlantıları Sökülebilen birleştirmeler için tespit cıvatası olarak, Ön gerilme meydana getirmek için gerilme cıvatası, Boşluğun veya aşınma miktarının ayarlanması için ayar cıvatası olarak, Küçük çevresel kuvvetlerden büyük eksenel kuvvetler elde etmek iç (Mengene, vidalı pres) Dönme hareketini ilerleme hareketine dönüştürmek için, Sıkıştırma cıvatası olarak, Deliklerin kapatılması için perçin cıvatası olarak, Farklı kesit ve kalınlıktaki parçaları bağlamak için, Hareketi diğer bir parçaya aktarmak için bağlantı elemanı olarak kullanılmaktadırlar.


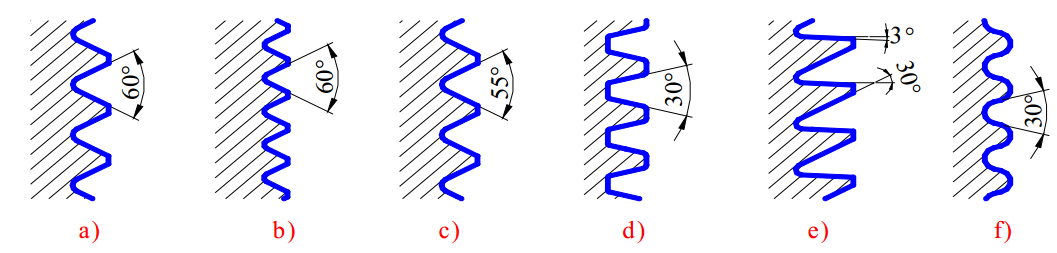
5 Birleştirme Yöntemleri



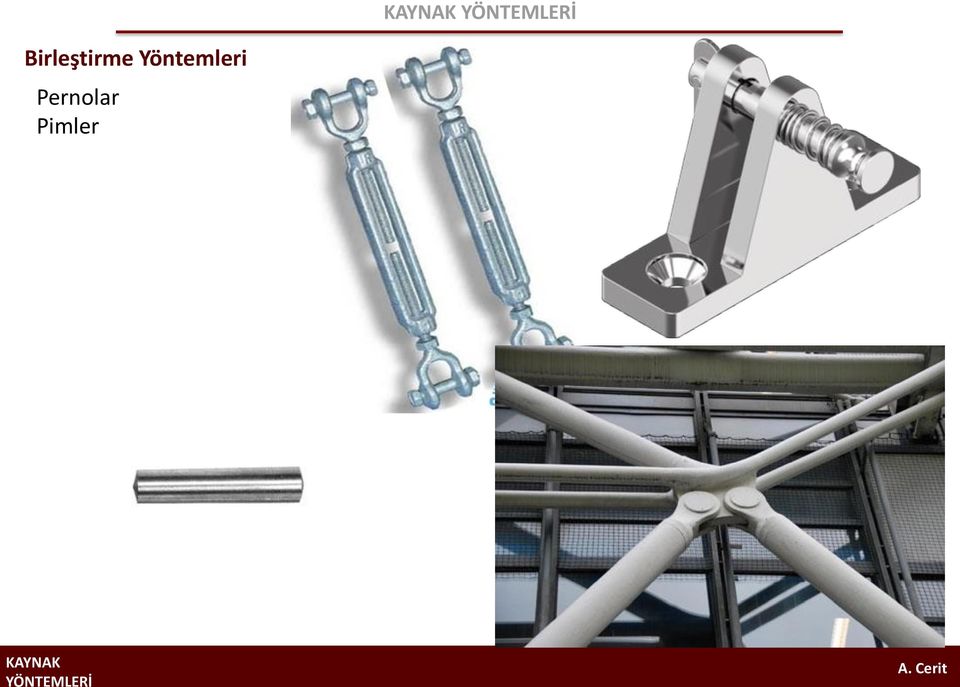
6 Birleştirme Yöntemleri Pernolar Pimler

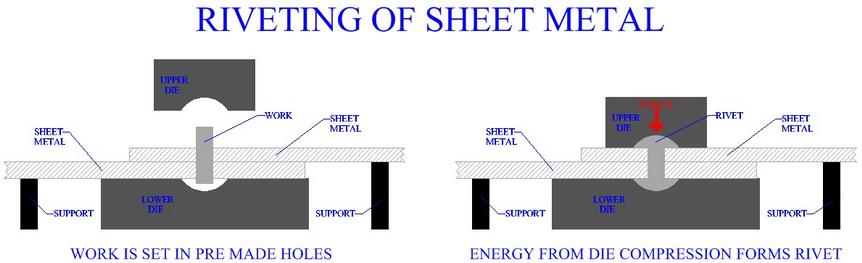

7 Birleştirme Yöntemleri Kama Sıkı Geçme Perçinleme





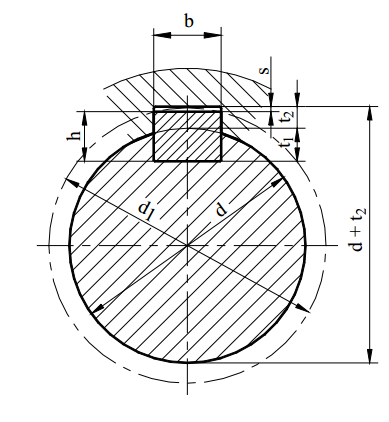
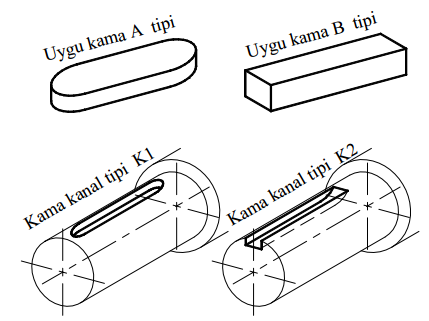
8 Birleştirme Yöntemleri Kama Sıkı Geçme Perçinleme



9 Birleştirme Yöntemleri Lehimleme Sert (brazing) 450 C Yumuşak-soğuk (soldering)
 450 C")
10 Birleştirme Yöntemleri Lehileme birleştirmesini etkileyen faktörler Malzemelerin yüzey gerilimi, Malzemelerin ıslatma kabiliyeti, İlave dolgu metalinin yayılma özelliği, Kapiler kuvvet etkisi ile lehim aralığını doldurma kabiliyeti, Yüzey pürüzlülüğü, Lehimleme aralığı, Lehimleme sıcaklığı, İlave dolgu metalinin akıcılığı, Lehimleme sıcaklığı, Lehimleme zamanıdır. sert lehimleme tekniğinin tercih edilmesinin sebepleri birleşme mukavemeti uygulama kolaylığı ekonomik olması Dizayn kolaylığı farklı malzemelerin de birleştirilebilir olmasıdır.

11 Kaynakla Birleştirme Yöntemleri Metalik malzemelerin birleştirilmesinde kullanılan yöntemlerden en yaygın olanı kaynaklı birleştirme yöntemleridir. Kaynaklı birleştirmeler döküm ve perçinli birleştirme gibi yöntemlerle karşılaştırıldığında birçok önemli avantajlara sahiptir. Bunlar Kaynak, ağırlık ve işçilikten tasarruf sağlar, Kaynak, perçine göre daha iyi bir sızdırmazlık temin eder, Kaynaklı bağlantıların mukavemeti, perçinli birleştirmelerden daha yüksektir Kaynak ile daha ucuz ve kolay konstrüksiyonlar gerçekleştirilebilmektedir Kaynak ile döküm yönteminin karşılaştırılmasında ise şu farklar göze çarpar: Kaynakta model masrafı yoktur, Kaynak tamiratta üstünlük sağlar, Alışılmış kuma döküm yönteminde 6 mm den ince parçaların eldesi zor olmasına karşın, kaynakta 6 mm den ince parçalarla yapılan konstrüksiyonlar bir zorluk göstermez, Kaynak, perçinde olduğu gibi, dökümde de ağırlıktan tasarruf sağlar, Sadece çok sayıda yapılan üretimler de, döküm ekonomik açıdan üstünlük gösterir.

12 Kaynakla Birleştirme Yöntemleri Ergitmeli kaynak yöntemleri Oksigaz kaynak yöntemi, Elektrik ark kaynak yöntemi, Gazaltı kaynak yöntemleri TIG, MIG, MAG Tozaltı kaynak yöntemi, Direnç kaynak yöntemi, Elektron ışın kaynağı yöntemi, Plazma kaynağı, Lazer kaynağı, Termit kaynağıdır. Ergitmesiz kaynak yöntemleri Ultrasonik kaynak yöntemi, Difüzyon kaynak yöntemi, Sürtünme kaynak yöntemi, Sürtünme karıştırma kaynak yöntemi, Patlatma kaynak yöntemidir.

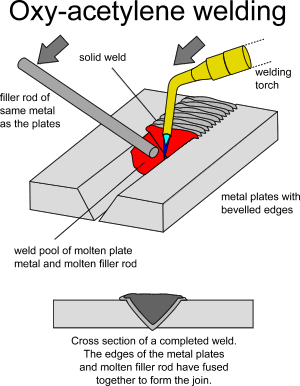
13 Oksi-Gaz (oksiasetilen) kaynak yöntemi




14 Oksi-Gaz (oksiasetilen) kaynak yöntemi

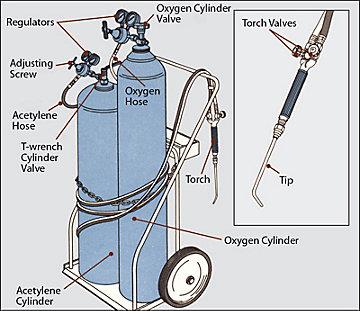
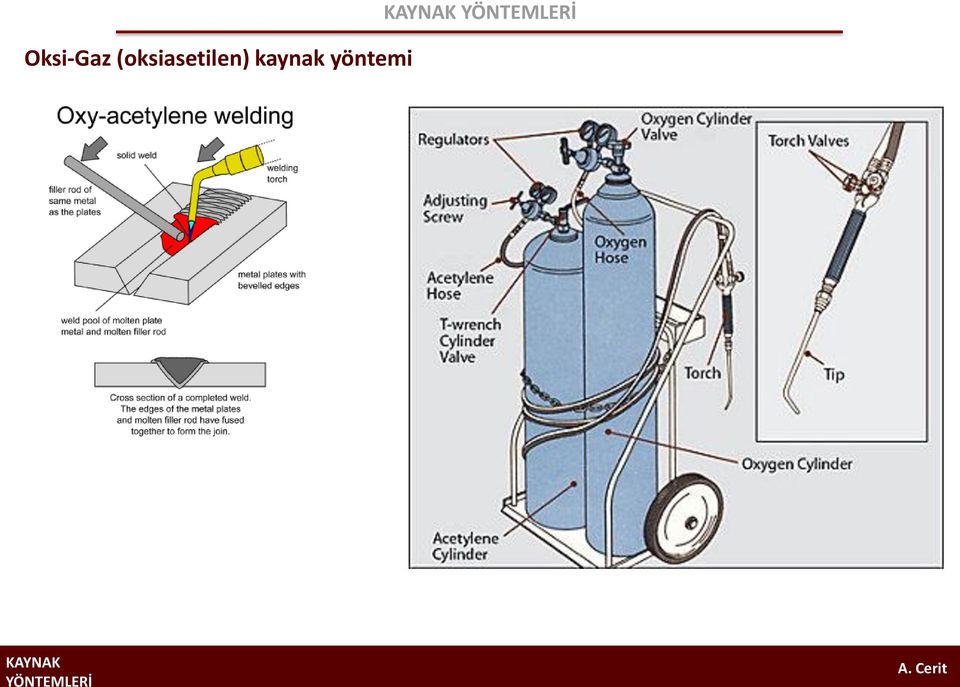
15 Oksi-Gaz (oksiasetilen) kaynak yöntemi Asetilen Gazının Özellikleri 1. Asetilen gazı yanıcı bir gazdır. 2. Yandığında 3200 C sıcaklık verir. 3. Normal cihazlarda 1.5 atm basınçtan fazla basınç altında muhafaza edilmez. Aksi halde 80 C de ve 1.5 atm de kendiliğinden patlar. 4. Hava ve oksijenle her oranda karışır. 5. Kendine has sarımsak kokusuna benzer bir kokusu vardır, renksiz gazdır 6. Yandığında tortu bırakmaz. 7. Asetonda eriyip sıvı hale gelir. Üzerinden basınç kalkınca tekrar sıvı hale gelir 8. Bu gazın tüpleri ve boru hattı, sarı ve kırmızı renktedir. Oksijen Gazının Özellikleri 1. Yakıcı bir gazdır. 2. Renksiz ve kokusuzdur. 3. Her oranda karışım oluşturur (Diğer gazlarla 4. Bu gazın tüpleri ve boru hattı daima mavi renktedir.



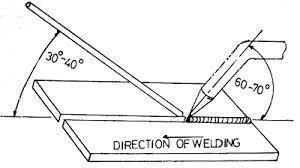
16 Oksi-Gaz (oksiasetilen) kaynak yöntemi Üfleç: Asetilen + Oksijen gibi yanıcı ve yakıcı gazları belli oranda karıştırma imkanı sağlar.

 önündeki ısı 3000-3500 C sıcaklığa ulaşır. Bu bölge (çekirdek ucunun yaklaşık 2-5 mm önü) kaynak için kullanılmaktadır.")

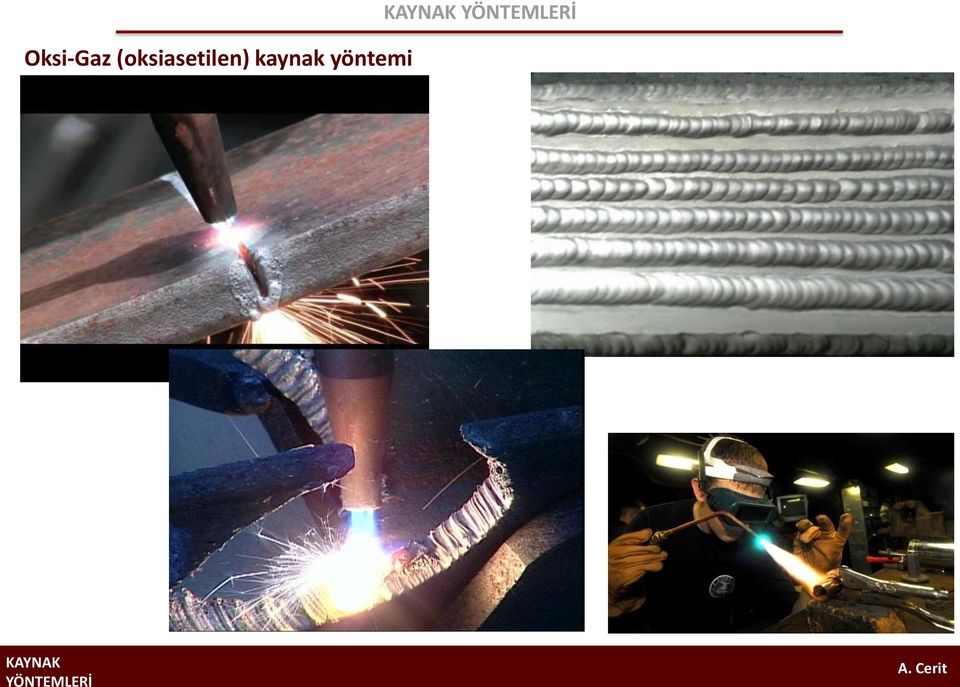
17 Kaynak alevi Oksijen ve asetilen gazı eşit verildiğinde normal alev (nötr) oluşur. Normal alev, parlak ve çekirdeği pirinç şekline benzer. Çekirdek boyu yaklaşık mm olan alev çekirdeğinin (beyaz ışık konisi) önündeki ısı C sıcaklığa ulaşır. Bu bölge (çekirdek ucunun yaklaşık 2-5 mm önü) kaynak için kullanılmaktadır. Oksijen fazla verildiğinde oluşur. Çekirdek kısmı küçülür ve normalden fazla gürültü çıkarır. Bu alev türüyle güzel görünüşlü ve sağlam kaynak dikişi elde edilemez. Oksitleyici alev pirinç kaynağında ve kesme işlemlerinde kullanılmaktadır. Bu tür alevle yapılan kaynak esnasında kaynak banyosunda faz üfleme olacağından kaynak banyosuna hakim olmak güçleşir. Asetilen gazı fazla verildiğinde oluşur. Çekirdek kısmı büyür. İş parçası geç ısınır ve kaynak banyosu oluşturmak zorlaşır. Bu tür kaynak aleviyle yapılan kaynak neticesinde iş parçasında çatlamalar meydana gelebilir. Alüminyum alaşımlarında ve nikel kaynağında kullanılır.


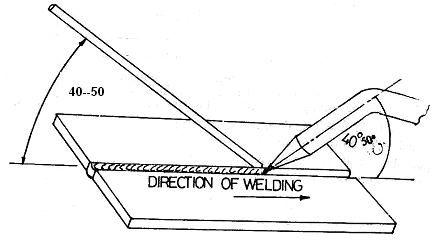
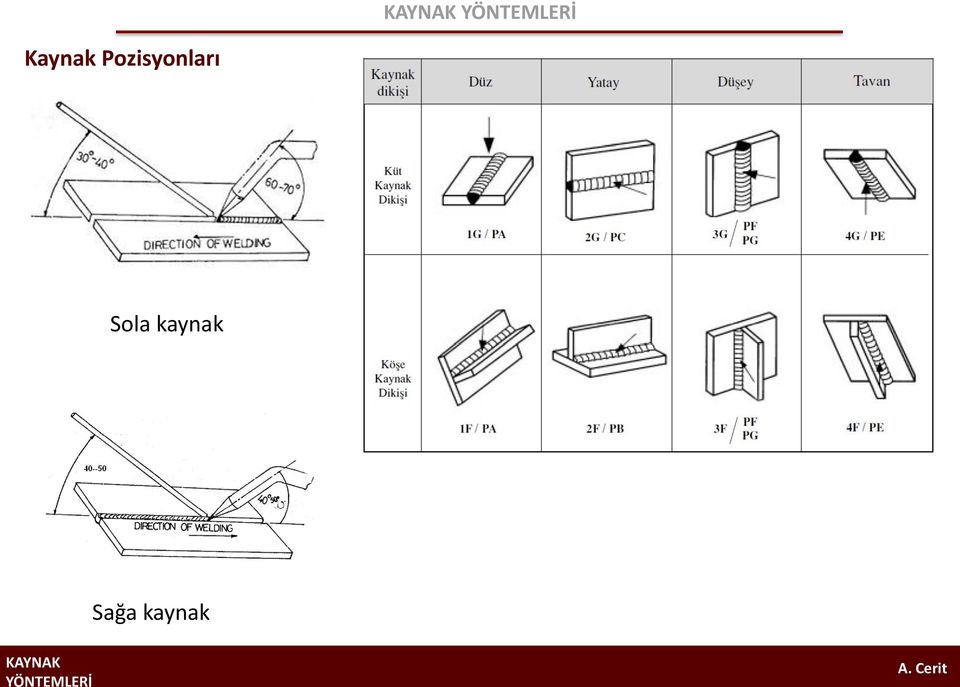
18 Kaynak Pozisyonları Sola kaynak Sağa kaynak

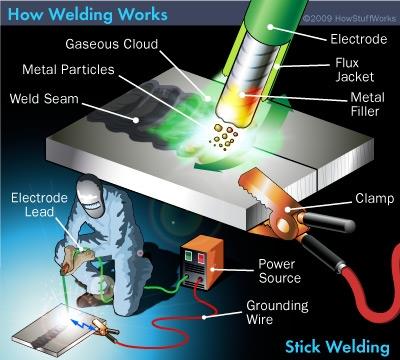
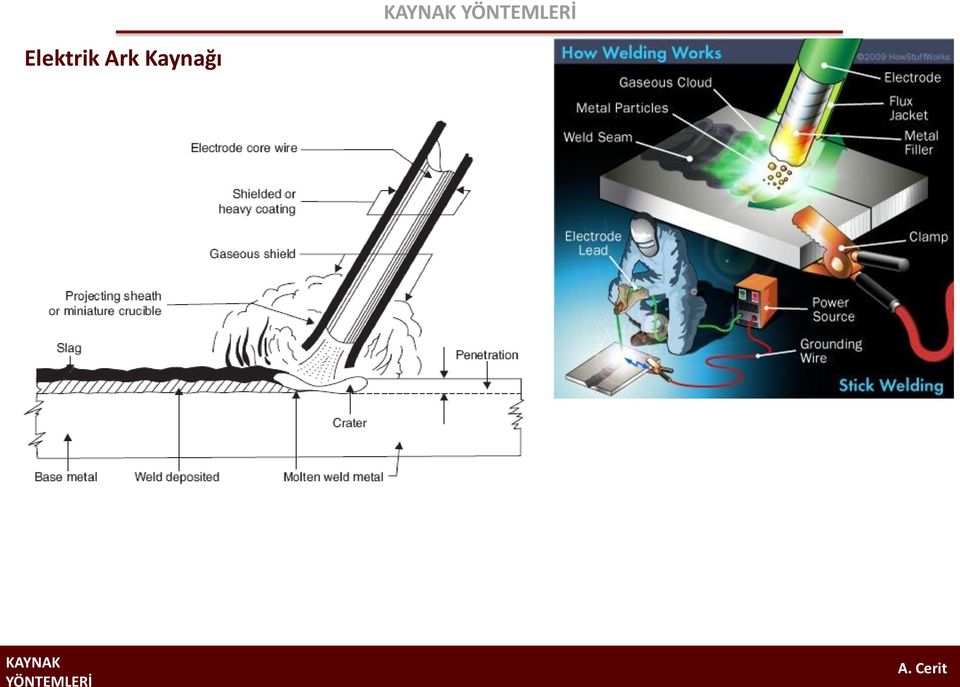
19 Elektrik Ark Kaynağı
20 Birleştirme Yöntemleri Örtülü Elektrot Elektrik Ark Kaynağının Avantajları 1. Örtülü elektrot ark kaynağı açık ve kapalı alanlarda uygulanabilir. 2. Elektrot ile ulaşılabilen her noktada ve pozisyonda kaynak yapmak mümkündür. 3. Diğer kaynak yöntemleri ile ulaşılamayan dar ve sınırlı alanlarda kaynak yapmak mümkündür. 4. Kaynak makinesinin güç kaynağı uçları uzatılabildiği için uzak mesafede bağlantılarda kaynak yapılabilir. 5. Kaynak ekipmanları hafif olduğundan ve taşınabilir. Pek çok malzemenin kimyasal ve mekanik özelliklerini karşılayacak örtülü elektrot türü mevcuttur. Bu nedenle kaynaklı birleştirmelerde ana malzemenin sahip olduğu özelliklere sahip olabilir. Örtülü Elektrot Elektrik Ark Kaynağının Dezavantajları 1. Örtülü elektrot ark kaynağının metal yığma hızı ve verimliliği pek çok kaynak yönteminden düşüktür. Elektrotlar belli boylarda kesik çubuklar şeklindedir, bu nedenle her elektrot tükendiğinde kaynağı durdurmak gerekir. 2. Her kaynak pasosu sonrasında kaynak metali üzerinde oluşan cürufu temizlemek gerekir. Örtülü Elektrot Elektrik Ark Kaynağı Çalışma Prensibi 1. Kaynak yapmadan önce iş parçasını temizleyin. 2. Şase kelepçesini mümkün olduğu kadar kaynak yapılan bölgeye yakın noktaya bağlayın. 3. Küçük çaplı bir elektrot kullanılacaksa, daha düşük kaynak akımıyla çalışılması gerektiğini unutmayın ve elektrot üreticilerinin kaynak amperaj verilerine uyun. 4. Elektrot torçunun kaynak pozisyonuna dikkat edin. 5. Elektrot tutma pozisyonu 6. Ark boyu (ark boyu, elektrotun iş parçasına olan mesafedir. Doğru akımı kısa ark, keskin ve çıtır çıtır bir ses verir. Doğru ark boyu elektrot çapı ilişkilidir. Kaynak boyunun doğruluğuna kaynak dikişine bakarak da karar verilebilir mm ark boyu için elektrot çapı yaklaşık 1,6 mm, 3-4 mm ark boyu için elektrot çapı yaklaşık 3 mm olmalıdır)



21 Argon-Ark TIG(Tungsten Inert Gas) Kaynağı Avantajları: Dezavantajları: TIG kaynağı, sürekli bir kaynak dikişi, aralıklarla kaynak ve Kaynak hızı gerektiği kadar yüksek değildir. punto kaynağı yapmak için hem elle, hem de otomatik Yöntem özellikle kalın parçalar için ekonomik değildir. kaynak sistemleri ile uygulanabilir. Kaynakçı bu yöntem için özel olarak yetiştirilmiş olmalıdır. Elektrot tükenmediği için ana metalin ergitilmesiyle veya Diğer kaynak işlemlerinden daha parlak UV ışını yayarlar. ilave bir kaynak metali kullanarak kaynak yapılır. Ekipman fiyatları diğer kaynak işlemlerinden daha Her pozisyonda kaynak yapılabilir ve özellikle ince pahalıdır. malzemelerin kaynağına çok uygundur. Koruyucu gaz konsantrasyonu oksijenden ağır olduğundan Kök paso kaynaklarında yüksek nüfuziyetli ve gözeneksiz oksijeni ortamdan uzaklaştırır. Bundan dolayı ortam sürekli kaynaklar elde edilir havalandırılmalı ve/veya esnasında çıkan gaz ve duman Isı girdisi kaynak bölgesine konsantre olduğu için iş ortamdan uzaklaştırılmalıdır parçasında deformasyon düşük olur. Bu yöntemde kaynak süresince kaynakçı kaynak banyosunu çok iyi biçimde görebilmekte, dolayısı ile de kaynağı kontrol altında tutabilmekte ve banyo üzerinde curuf olmayışı da dikişte curuf kalma tehlikesini orta kaldırmaktadır.
/MAG(Metal Active Gas)] Bu yöntemde kaynak için gerekli ısı, sürekli beslenen ve eriyen bir elektrotla kaynak banyosu arasında oluşturulan ark yoluyla ve")
22 g#mediaviewer/file:gmaw_weld_area.svg Gaz Altı Kaynağı [MIG(Metal Inert Gas)/MAG(Metal Active Gas)] Bu yöntemde kaynak için gerekli ısı, sürekli beslenen ve eriyen bir elektrotla kaynak banyosu arasında oluşturulan ark yoluyla ve elektrottan geçen kaynak akımının elektrotta oluşturduğu direnç ısıtması yoluyla üretilir. Elektrot çıplak bir tel olup, bir elektrot besleme tertibatıyla kaynak bölgesine sabit bir hızla sevk edilir. Çıplak elektrot, kaynak banyosu, ark ve esas metal kaynak bölgesine komşu bölgeleri, atmosfer kirlenmesine karşı, dışarıdan sağlanan ve bölgeye bir gaz memesinden iletilen uygun bir gaz veya gaz karışımı tarafından korunur. Şekilde MIG/MAG kaynak sisteminin şematik görünüşü verilmiştir. MIG ve MAG kaynağını birbirinden ayıran en önemli özellik MAG kaynağında koruyucu gaz olarak C02 gazının kullanılmasıdır. Bu yönü ile özellikle demir esaslı çelik ve alaşımlarının kaynağı yapılmaktadır. Avantajları: Yöntemin yaygın olarak kullanılma nedeni, doğal olarak sağladığı üstünlüklerden kaynaklanmaktadır. Bu üstünlükler aşağıda sıralanmıştır: Ticari metal ve alaşımların tümünün kaynağında kullanılabilen yegane eriyen elektrotla yapılan kaynak yöntemidir. Elektrik ark kaynağında karşılaşılan sınırlı uzunlukta elektrot kullanım problemini ortadan kaldırmıştır. Kaynak her pozisyonda yapılabilir. Bu tozaltı kaynağında mümkün değildir. Metal yığma hızı elektrik ark kaynağına nazaran oldukça yüksektir. Sürekli elektrot beslemesi ve yüksek metal yığma hızı nedeniyle, kaynak hızları elektrik ark kaynağına nazaran yüksektir. Elektrot beslenmesinin sürekli olması nedeniyle hiç durmadan uzun kaynak dikişleri çekilebilir. Sprey iletim kullanıldığında, elektrik ark kaynağına nazaran daha derin nüfuziyet elde edilir. Böylece içköşe kaynaklarında aynı mukavemeti sağlayan daha küçük kaynak dikişi çekmek mümkün olur. Yoğun bir curufun mevcut olmayışı nedeniyle pasolar arası temizlik için sarfedilen zaman çok azdır. Bu üstünlükleri yöntemi yüksek üretime ve otomatik kaynak uygulamalarına özellikle uygun hale getirmiştir.
23 Gaz Altı Kaynağı [MIG(Metal Inert Gas)/MAG(Metal Active Gas)] Dezavantajları: Kaynak donanımı, elektrik ark kaynağına nazaran, daha karmaşık, daha pahalı ve bir yerden başka bir yere taşınması daha zordur. Kaynak torcunun elektrik ark kaynağı pensesinden daha büyük olması nedeniyle ve kaynak metalinin koruyucu gazla etkin bir şekilde korunma amacıyla torcun bağlantıya 10 ila 19 mm. arasında değişen yakın bir mesafeden tutulması gerektiği için, bu yöntemin ulaşılması güç olan yerlerde kullanılması pek mümkün değildir. Kaynak arkı koruyucu gazı bulunduğu yerden uzaklaştıran hava akımlarından korunmalıdır. Bu nedenle, kaynak alanının etrafı hava akımına karşı muhafaza altına alınmadıkça, yöntemin açık alanlarda kullanılması mümkün değildir. Göreceli olarak yüksek şiddette ısı yayılması ve ark yoğunluğu nedeniyle kaynakçılar bu yöntemi kullanmaktan kaçınmaktadır


24 Tozaltı Kaynağı Tozaltı kaynağı, arkın koruyucu atmosfer olarak toz altında oluşturulmasıyla yapılan bir kaynak türüdür. Günümüzde pek fazla uygulama alanı olmasa da özellikler kalın ve büyük parçaların birleştirilmesi ve dolgu kaynağı işlemlerinde (gemi gövdeleri, ağır iş makineleri, büyük çaplı kazanlar, LPG tankları vb.) kullanılmaktadır. Tozaltı kaynak yönetiminde de ark, otomatik olarak kaynak yerine sürülen çıplak elektrot ile iş parçası arasında meydana gelir ve ayrı bir kanaldan kaynak yerine dökülen toz yığını altında işlevine devam eder. Kaynak arkının toz yığını altında teşekkül etmesinden dolayı bu yönteme tozaltı kaynak yöntemi denmiştir. elding#mediaviewer/file:submerged_arc_weldi ng_schematic.svg Avantajları: Yüksek kaynak hızı, Kaynak parametreleri uygun seçildiğinde hızlı, hatasız ve güzel görünümlü kaynak dikişleri elde edilir Kaynak arkı, kaynak tozu tarafından örtüldüğünden ark ışınlarından korunmak için maske kullanmaya gerek yoktur. Kaynak esnasında zararlı metal tozları ve duman çıkarmaz. Sıçrama kaybı yoktur. Koçan atmadan ileri gelen kaynak malzemesi zayiatı yoktur. Derine işleme kabiliyeti iyi olduğu için daha dar ve daha derin kaynak ağızlarında kaynak yapılabilir. Bu özelliği, daha az işçilik ve daha az kaynak malzemesi kullanımı demektir. Gerekli toz tutma önlemleri alındığında tek taraflı kaynakta kaynak ağzı açmadan 16 mm kalınlığa kadar, iki taraflı kaynakta ise 30 mm kalınlığa kadar kaynak yapabilme imkanı sağlar.
25 Tozaltı Kaynağı Avantajları: (Devam) Kaynak tozu, kaynak dikişinin özelliklerini etkileyecek şekilde alaşımlandırılabilir. Böylece ucuz ve alaşımsız bir elektrotla alaşımlı bir toz kullanarak istenen özellikte daha ekonomik kaynak dikişleri elde edilebilir. Yarı otomatik, tam otomatik uygulamalara uygun olduğu gibi istenirse elle uygulama imkanı da vardır. Küçük bir değişiklikle Gazaltı Kaynağı na dönüştürülebilir Uygulama Alanları: Tozaltı kaynak yöntemi birleştirme kaynaklarında olduğu kadar dolgu kaplama kaynak işlemlerinde de başarıyla kullanılan bir yöntemdir. Birleştirme yöntemi olarak kullanıldığı alanlar: Basınçlı kap, kazan ve tank imalatında LPG tüpleri imalatında Spiral kaynaklı boru imalatında Çelik konstrüksiyon imalatında Profil (I, H, T) yapımında Otomotiv ve lokomotif sanayinde Gemi inşaatı sanayinde Aşınan mil ve makine parçalarının dolgusunda Darbe ve aşınmaya dayanıklı sert dolgu işlemlerinde Korozyona ve oksidasyona dayanıklı kaplama işlemlerinde kullanılır

26 Elektrik Direnç Kaynağı Direnç kaynağı; iş parçalarından geçen elektrik akımına karşı iş parçalarının gösterdiği dirençten sağlanan ısı ve aynı zamanda, basıncın tatbikiyle yapılan bir kaynak usulüdür. Malzemeden geçen elektrik akımının meydana getirdiği ısının dışında herhangi bir ısı tatbik edilmemektedir. Isı, kaynak edilecek kısımlarda ve basınç kaynak makinasındaki elektrotlar veya çeneler vasıtasıyla uygulanır. Elektrik direnç kaynağı için gerekli alçak gerilim ve yüksek akım şiddeti kaynak transformatörlerinden sağlanır. Basınç ise; hidrolik veya mekanik donanımlarla temin edilir. Avantajları: 1. İlave metal gerekmez, 2. Yüksek üretim hızlarına erişilebilir, 3. Mekanizasyonu ve otomasyonu kolaydır, 4. Operatör beceri seviyesi, ark kaynağına oranla daha düşüktür, 5. İyi tekrarlanabilirlik ve güvenilirlik özelliğine sahiptir. Dezavantajları: 1. Yüksek ilk ekipman maliyeti gerektirir, 2. Çoğu direnç kaynağı için bindirme bağlantılarla sınırlı olmasıdır bilginform.com


27 Elektrik Direnç Kaynağı Nokta Kaynağı Nokta kaynağı; elektrotlar tarafından bir arada tutulan iş parçaları gerekli elektrik akımına karşı iş parçalarının gösterdikleri dirençten elde edilen ısı ile, parçaların bölgesel olarak ergitilip basınç altında birleştirmeleridir. Kaynak dikişinin boyut ve şekli, elektrotların boyut ve şekline bağlıdır. Genel olarak nokta kaynağı dört periyottan meydana gelir: a. Basma süresi: Elektrot kuvvetinin ilk uygulandığı an ile, kaynak akımdır ilk verildiği an arasında geçen süredir. b. Kaynak süresi: Kaynak akımının geçtiği zaman aralığıdır. c. Tutma süresi: Kaynak akımının kesilmesinden sonra, elektrot kuvveti etkisinin devam ettiği süredir. d. Ölü süre: Elektrotların iş parçası ile temasta olmadığı, zaman aralığıdır

28 Elektrik Direnç Kaynağı Dikiş Kaynağı Direnç kaynağının bu türü özellikle çamaşır makinesi, bulaşık makinesi, buzdolabı gibi beyaz eşya sektöründe sızdırmazlık istenen yerlerde yaygın olarak kullanılır. İki türü vardır. Bunlar; a. Sürekli dikiş kaynağı b. Aralıklı dikiş kaynağı Bir otomobil yakıt tankının direnç dikiş kaynağı ile imalatı Prensip olarak normal nokta kaynağı gibi olan dikiş kaynağında, elektrotlar tekerlek biçimindedir. Elektrotların bastırılarak dönmeleriyle, sürekli veya kesikli kaynak dikişleri elde edilir. Kaynaklanacak parçaların biçimlerine göre özel elektrot tipleri de vardır. Dikiş kaynağında sızdırmaz bir dikiş elde edilmesi, kaynak şeridinin genişliğine bağlıdır. Kaynak şeridinin ideal genişliği, levha kalınlığına bağlı olarak şu formülle bulunur: L=2(e+1) L: Şerit genişliği (mm) E: Levha kalınlığı (mm)


29 Elektrik Direnç Kaynağı Alın Kaynağı Alın kaynağında bir diğer direnç kaynağı türü olup özellikle silindirik ve aynı geometriye sahip parçaların kaynağında tercih edilir. İki tür uygulama bulunmaktadır. Bunlar; a. Basınçlı alın kaynağı b. Yakma alın kaynağı (şekil 9.50) Basınçlı alın kaynağı da kendi içinde üç çeşittir: a. Basınçlı alın kaynağı b. Ön ısıtmasız alın kaynağı c. Ön ısıtmalı alın kaynağı Basınçlı alın kaynağında, parçalar yüksek bir basınçta temas ettirilir ve akım verilir. Yakma alın kaynağında ise, parçalar temas etmeden akım uygulanır.

30 Elektrik Direnç Kaynağı Yüksek Frekans Direnç Kaynağı Yüksek frekanslı bir alternatif akımın, ısıtma için kullanıldığı ve hemen ardından birleştirmeyi sağlamak için baskı kuvvetinin uygulandığı bir direnç kaynak yöntemidir. (Şekil 9.51)

31 Plazma Kaynağı Plazma, iyonlaştırılmış bir gaz kütlesinin dar bir aralıktan geçirilerek malzeme üzerinde yüksek sıcaklıkların oluşturulduğu bir modern kaynak yöntemidir. Plazma arkı elektrik arkının yüksek sıcaklıkta iyonize olmasıyla elde edilir. Ark sütununun merkezindeki gaz, oluşan sıcaklıklarda ayrışır ve plazma açığa çıkar. Bu gaz, ark sütunundan uzağa doğru akarken nötr atomlar oluşturmak üzere yeniden birleşir ve bu sırada ortama ısı enerjisi verilir Plazma kaynağı birçok bakımdan TIG kaynak usulüne göre farklılıklar göstermektedir. Plazma kaynak yönteminin üstünlükleri: Daha yüksek bir ark sıcaklığı, Düşük akım değerlerinde kararlılık, Yüksek ilerleme kaynak hızları, Ark boyu değişimlerinde kararlılık, Oksit filmli malzemelerin kolayca kaynak edilebilmesi, Mükemmel dikiş kalitesi, Tüm metallerin kaynatılabilmesidir. Bunların yanında bazı dezavantajları da vardır: Yüksek ilk yatırım maliyeti, Diğer yöntemlere göre daha büyük torç boyutları, Bazı bağlantı konstrüksiyonlarına ulaşma problemi, Aynı anda iki gaz kullanılması gerekliliği, Hızlı katılaşma ile kaynak bölgesinde gözenek oluşumu riski, Yedek parçalarının pahalı olmasıdır

32 Elektron Işın Kaynağı Elektron ışın kaynağı; geleneksel kaynak yöntemleri ile elde edilmesi zor olan teknik karakteristikleri elde etmek için kullanılan modem bir teknolojidir. Bu kaynak yöntemiyle düşük ısı girdisi, düşük kalıntı gerilmeler distorsiyonlar ve ayrıca minimum mikro yapısal değişimlerin elde edilebildiği yegane kaynak yöntemidir. Genel olarak elektron ışın kaynağı (EBW), magnetik lensler vasıtasıyla odaklanmış olan bir anot içerisinden elektronların pozitif voltaj eğilimi ile oluşan ışınlar kullanılarak yapılır veya manyetik lenslerle odaklanmış bir anot içerisinden pozitif voltaj kullanılarak elde edilen ışınlar kullanılır. Kaynak işleminde kullanılan tabancalar, X-ışınları tüplerinde kullanılan tabancalara benzer olup, X- ışını tüpü elektronları tungsten veya molibden ile hedeflenip odaklanır. Kaynakta hedef aşırı sıcak olup su soğutmalıdır. Hedef burada ergiyik hale getirmek için ısıyı absorbe etmiş olan ana malzemedir. Farklı metallerin elektron ışın kaynağı (EBW) kullanılarak birleştirilmesi son yıllarda ilgi çekici bir konu olmuştur. EBW kaynağının özellikle yüksek enerji yoğunluğu, kontrol edilebilir ışın boyutu ve bölgesi sayesinde benzer veya farklı metallerin kaynağında yeni bir yöntemdir
33 Elektron Işın Kaynağı Avantajları: Elektron ışın kaynağının en önemli avantajlarından birisi, elektrik ark kaynağında gerekli olandan daha az bir toplam ısı girdisi ile kaynak yapılabilmektir. Isıdan etkilenen bölgede (HAZ- Heat affected zone) çok düşük ısı girişi iş parçasında daha az bir termal etki fark edilmektedir. EBW de kaynak için vakum ortamı kullanılır. Bu yöntemin avantajları olarak; 1. Kaynak esnasında minimum distorsiyon ve çekme, 2. Kaynak işlemiyle mekanik özelliklerin değişmemesi, 3. Kaynak bölgesindeki bileşenlerde ısıya duyarlılığı azaltması, 4. Ark kaynak işlemi ile kaynaklanamayan farklı metallerin kaynatılabilme 5. Refrakter malzemelerin kaynağının yapılabilmesi, 6. Diğer kaynak yöntemlerine nazaran kaynak hızının daha yüksek oluşu, 7. Toplam üretimde zamandan ve maliyetten avantaj sağlaması, 8. Kaynak genişliğinin ve nüfuziyetinin ayarlanabilmesi, 9. Yüksek enerji yoğunluğu ve kontrol edilebilir ışın boyutu ve bölgesi sayesinde benzer veya farklı metallerin kaynağına en uygun kaynak yöntemi olması, 10. Vakumsuz elektron ışın kaynağının direk olarak atmosferde yapılabilir olması, 11. Ayrıca tel besleme sistemine de adapte edilebiliyor olması, delik ve boşluk problemlerinin uygun şekilde kaynakla birleştirilmesine olanak vermesi, 12. Elektron ışın kaynağı ile kaynak işleminde diğer kaynak yöntemlerinde olduğu gibi kaynak bölgesinde bir dönüşüm meydana gelmemesidir
34 Elektron Işın Kaynağı Dezavantajları: Elektron ışın kaynağı diğer kaynak yöntemleri ile karşılaştırıldığında,yatırım maliyeti açısından ve vakum pompası gerektirdiğinden dolayı daha pahalı bir kaynak yöntemidir. Fakat yüksek enerji yoğunluğu ile diğer yöntemlerin toplam ürün adedine bakıldığında o kadar da pahalı olmadığı görülecektir. 1. Parça ve takım hazırlığı maliyeti ark kaynağından daha fazladır. Çünkü birleştirme boşluğu ve pozisyonu elektron ışınının spot boyutu ile ilişkilidir, bu da süreyi ve maliyeti artıracaktır. 2. Kullanılan vakum odası, iş parçası boyutunu kısıtlar, 3. Ulaşılabilecek maksimum nüfuziyet mm kalınlıklar için kv luk bir makine ile sınırlandırılmıştır, 4. Ergitme kaynak yöntemleri ile farklı metallerin kaynağındaki problemler bu yöntemde de ortaya çıkabilir, 5. Vakum odası, malzeme dizaynı veya tasarımını kısıtlar, 6. Az sayıdaki parçaların üretiminde süre daha da artacaktır, 7. Kaynakta bir problem ise, sade karbonlu çeliklerin kaynağında vakum ortamında ergiyikte meydana gelen, metalin orijinal bünyesindeki gazlar, gözenek oluşumuna neden olur. Eğer kirli, paslı metaller kullanılmışsa işlem uygun değildir.

35 Difüzyon Kaynağı Isı etkisi ile katı, sıvı ya da gaz fazlarda yer değiştirme olarak tanımlanan difüzyon olayı, ısıl hareketlerden doğan kinetik enerjilerin dengelenmesi ve bölgesel yoğunluk farklılıklarının azalmasından kaynaklanmaktadır. Difüzyon olayında; değişik miktarlarda atom, molekül, atom grupları veya elektronlar gibi elemanların göç ettirilmesi mümkün olmaktadır. Ancak farklı yer değiştirme hızları reaksiyon merkezinin çevresinde belirli bölgelerde hacimsel değişimlere neden olabilmektedir. Difüzyon kaynağı esnasında atomların taşınımı farklı şekillerde olmaktadır. Genellikle metallerde difüzyon olayı üç farklı şekilde gerçekleşmektedir. Bunlar kendi kendine difüzyon, arayer difüzyonu ve yer alan difüzyonu şeklindedir. (Şekil 9.59).

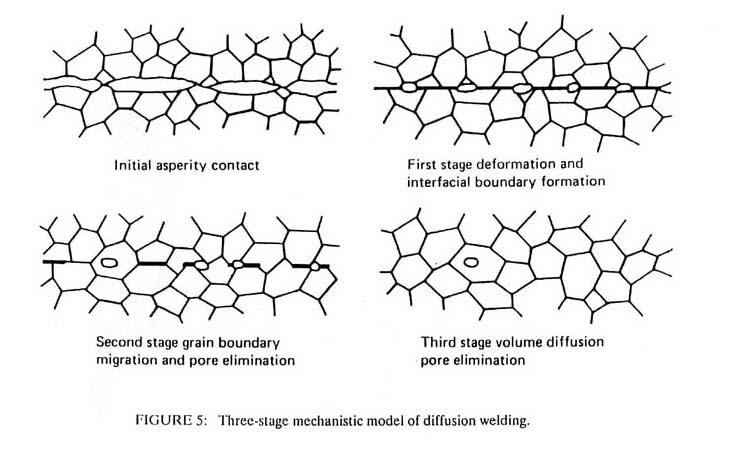

36 Difüzyon Kaynağı

37 Lazer Kaynağı Modern kaynak yöntemlerinden birisi olan lazer ışını ile kaynak, yoğunlaştırılmış enerji ışınlarının kullanıldığı bir teknolojik kaynak yöntemidir. Küçük boyutlardaki parçaların kullanıldığı üretim alanlarında, klasik birleştirme yöntemlerinin kullanılamadığı durumlarda Lazer kaynağı kullanılır. Lazer kaynak makineleri tek bir dalga boyunda ve tek renkte parlak ışık üreten cihazlar Lazerin verdiği ışık, genellikle yoğun, ince bir demet biçimindedir. Yüksek güçlü lazer ışığı, otomobil parçalarının lehimlenmesinde, metal levhaların kesilmesinde, uçak ve otomotiv parçalarının ısıl işleminde, çok küçük deliklerin delinmesinde kullanılarak, üretim hatlarının verimliliği artırılmak ve üretim maliyetleri düşürülmektedir. Çeşitli metallerin delme, kesme, kaynak, lehimleme, metal kaplama ve yüzey tavlama, plastiklerin delme ve kesme, kauçuk, kağıt ve kumaşın kesme işlemleri yapılmaktadır. Otomotiv sektöründe fazla miktarda ve hassas olarak kaynatılması gereken parçalarda, diferansiyel sisteminde dişli kutularında, çeşitli millerde ve fren parçalarının üretiminde lazer kaynağı kullanılmaktadır.



38 Lazer Kaynağı

39 Sürtünme Kaynağı Sürtünme kaynağı (SK), biri sabit diğeri dönen iki parça ara yüzeylerinin mekanik olarak oluşturulan sürtünme yoluyla üretilen mekanik enerjinin termal enerjiye dönüştürülmesi ile elde edilen sıcaklıktan yararlanarak eksenel basınç altında parçaların birleştirilmesini içerir. Sürtünme kaynağında kaynak süresi boyunca sürtünen yüzeyler eksenel basınç altında kalır ve ısıtma-sürtünme safhası olarak adlandırılan bu süreç plastik deformasyon sıcaklığı oluşuncaya kadar devam eder. Bu sıcaklıkta dönme hareketi durdurulup eksenel basınç arttırılarak yığma oluşturulur. Böylece kaynak bölgesi bir tür termomekanik işlemle birleştirilmiş olmaktadır. Bunun sonucunda olarak kaynak bölgesinde mikroyapısal değişimler gözlenmemektedir. Bu ise istenen bir durumdur. Sürtünme kaynağında parçaların hareketleri aşağıdaki gibidir: a. Parçalardan biri sabit diğeri dönmekte, b. Her iki parça ters yönde dönmekte, c. Kaynaklanacak parçalar sabit olup arada bir parça dönmektedir.
40 Sürtünme Kaynağı Avantajları: 1. Aynı veya farklı malzemelerin birleştirilebilmesi, 2. Yüzey hazırlığı gerektirmemesi, 3. Malzeme tasarrufu, 4. Düşük bakım maliyeti, 5. Kaynak parametrelerinin kolay kontrolü, 6. Ana metal özelliklerine yakın değerler elde edilmesi, 7. Operatöre bağımlı olmayan son özellikler, 8. Basit parça tasarımı, 9. Elle veya otomasyona uygun olması, 10. Düşük enerji tüketimi, Dezavantajları: 1. Parçaların geometrisi ile sınırlı olması, 2. Eksenel kısalma olması, 3. Parça boyutların da kısalma yani malzeme kaybı, 4. Kesite bağlı makine yatırımı veya motor gücü ihtiyacı, 5. Makinelerin ilk yatırım maliyetlerinin yüksek olması sayılabilir.

41 Sürtünme Karıştırma Kaynağı Geleneksel kaynak yöntemleri ile karşılaştırıldığında bu yöntemin birçok avantajları vardır. Bunlar; koruyucu gaz, ilave tel, personel koruyucu tedbirleri gibi özel tedbirler gerektirmeyip, çevre dostu bir kaynak yöntemi olup, kaynakta gözenek oluşumu, gaz boşlukları, inklizyonlar, vb. olumsuzluklar görülmez. Bu yöntem özellikle alüminyum alaşımlarına ve son yıllarda magnezyum alaşımlarına da uygulanmaya başlanmıştır. TIG kaynağı ile yapılan bir birleştirmeye göre iyi mekanik özellikler elde edildiği yapılan çalışmalarda belirtilmiştir.
42 Sürtünme Karıştırma Kaynağı Avantajları: Katı hal kaynağı olduğu için çatlak ve porozite oluşumu gibi ergit] kaynaklarmda karşılaşılan problemler söz konusu değildir. Kaynak öncesi yüzey hazırlama aşırı kritik değildir, yüzeyde ince oksit filmleri tolere edilebilir. Özellikle ince levhalarda büzülme, distorsiyon ve kalıntı gerilmeler çok düşüktür. Alın ve bindirme kaynağı yapılabilir. Enerji verimliliği yüksek bir kaynak yöntemidir. Ergitme kaynağı zor olan 2XXX ve 7XXX serisi Al-Alaşımları ve Al. alaşımları kaynak edilebilir. Kaynak esnasındaki toplam ısı girdisi düşüktür, dolayısıyla mekanik özeliklerdeki kayıp minimumdur. Kaynak sonrası kaynak yüzeyi talaş alınmış gibi düzgündür ve yüzey işleme gerektirmez. Kaynaktan hemen sonra oksit tabakasının kaldırılmasına gerek yoktur. Yöntemin doğası gereği ark, kıvılcım, gaz ve toz söz konusu olmadığından çok temiz ve çevreci bir kaynak yöntemidir. Otomasyona ve robotik uygulamaya çok uygundur. Kaynak bölgesinde mukavemet nispeten yüksektir (yüksek kaynak performansı). İlave tel ve koruyucu gaza ihtiyaç duyulmaz. Hassas kaynak ağzı hazırlığına gerek yoktur.
43 Sürtünme Karıştırma Kaynağı Dezavantajları: Kaynaklanacak parçaların çok sıkı bağlanmaları şarttır. Tek parçalı karıştırıcı uç kullanıldığında kaynak sonunda delik kalır. Özellikle kalın levhaların kaynağı için çok güçlü tezghlara ihtiyaç vardı Kaynaklama hızı malzeme cinsi ve levha kalınlığına bağlı olarak 50-l( mmldk arasındadır. Her kaynak sonunda takımın piminin girdiği delik kapatılmalıdır


44 Ultrasonik Kaynak Yöntemi Ultrasonik kaynak, bir pres (basınç) kaynağı yöntemidir. Kısmen veya tamamen mekanik halde kullanılan bu yöntem bir katı hal kaynak yöntemi olup bindirme kaynağı şeklinde uygulamaları yaygındır. Özellikle küçük ve ince parçalara uygulanabiliyor olması son yıllarda gittikçe küçülen imalat parçalarında kullanım alanı bulmuştur. Ultrasonik kaynakta birleştirilecek parçalar, hareketli ultrasonik frekansla titreşen sonotrot olarak adlandırılan hareketli bir başlık ile sabit duran bir altlık arasına konur ve plastik deformasyon oluşacak kadar az bir kuvvet ile bastırılır. Sonotrot tarafından oluşturulan ultrasonik titreşimler, yüzeye paralel olarak üstteki parçaya iletilir ve temas yüzeylerinde yani alt ve üst kaynak arayüzeylerinde bir sürtünme hareketi oluşturur.
45 Ultrasonik Kaynak Yöntemi Ultrasonik kaynak yönteminde, düşük frekans elektrik enerjisi yüksek frekanslı mekanik enerjiye (mekanik titreşime) dönüştürmektedir. Titreşim oluşumu ses dalgalarından sağlanmaktadır. Mekanik titreşimler birleştirilecek parçaların kaynak belgesinde kuvvetli bir iç sürtünme ve dolayısıyla ani bir ısı artışına sebep olur. Ara yüzeyde oluşan ısı birbiriyle temas halindeki ilk temas noktalarında ergimeye (mikron mertebesinde) neden olur. Kısa sürede oluşan ergimeyi takiben parçalarda birleşme meydana gelir ve kaynak tamamlanır. Ultrasonik kaynak yöntemi, özellikle otomotiv sektöründe (arabaların farlarının birleştirilmesi vb.), medikal, ambalaj, oyuncak sektörü vb. alanlardaki ürünlerin bir çok parçasının birleştirilmesinde kullanılmaktadır. Aşağıda bazı uygulama alanları verilmiştir: Aletler Otomotiv (araba farı) Kozmetik Elektronik Gıda ambalaj Madeni eşyalar Medikal (cerrahi önlük, maske, Genel Ambalaj (çuval, gıda paketleme v.b.) Tekstil (kapitone, ev tekstili, konfeksiyon aksesuarları,perde-tül v.b.) Oyuncaklar


46 Soğuk Basınç Kaynağı Bu yöntem bir katı hal kaynak yöntemi olup genellikle oda sıcaklığında veya düşük sıcaklıkta ve basınç altında yapılan bir birleştirme tekniğidir. Kaynak yapılacak parçalardan ergime sıcaklığı düşük olan parçanın yeniden kristalleşme sıcaklığı bu kaynak yönteminde uygulanacak en yüksek sıcaklık değeridir. Kaynak esnasında gevrek örtü tabakası yırtılır ve serbest kalan yüzeyler birbirine değdiğinde, atomlar arası bağ kuvvetleri etkili olur ve bir bağ oluşur. Soğuk basınç kaynağı temelde yeterli form verilebilen ve yüzey tabakasının sınırlandırılmış kaynak bölgesi yırtılabilen bütün malzemelere uygulanabilir. En uygun malzemeler aşınma direnci az olan malzemelerdir. Demir dışı metallerde istenen soğuk basınç kaynağı birleştirmeleri sağlanmıştır. Örnek olarak alüminyum iletkenlerin bakır kontaklara birleştirilmesi veya gümüş kontakların bakırla kaynağı gösterilebilir. Esasen soğuk basınç kaynağının tercih nedeni farklı malzemelerin birleştirilebilmesidir.
47 Patlatma Kaynağı Bu yöntemde iki metal ara yüzeyinde ergime meydana gelmeden metalürjik bir bağ meydana getirilmektedir. Bu yöntemde ana elemanlar taban malzemesi, üst ikinci malzeme ve patlayıcı maddedir. Üstteki patlayıcı ile yüklenmiş malzemenin kalınlığı 0,1-30 mm arasında değişmektedir. İdeal parça kalınlığı ise 10 mm dir. Alttaki hareketsiz parça için herhangi bir sınırlama belirtilmemektedir. Yeterli mukavemete sahip bir zemin üzerine yerleştirilen alt malzemesi üzerine ikinci üst malzemesi paralel veya belirli bir açıda yerleştirilir. Gerekli yüksek basınç, üst kaplama malzemesinin üzerinde alttaki parçaya göre yaklaşık 2-25 lik açı altında ve m/s hızlara kadar hızlandırılması suretiyle aralarında oluşan jet ile çarpışma ve mekanik birleşme meydana gelir. Bu esnada çarpma basıncı 10 ila 100 kbar a kadar ulaşır. Bu hızlara ulaşmak için iki parça arasında önceden ayarlanmış ve hesaplanmış bir mesafe gerekmektedir. Çarpma yüzeyinde metalde bir plastik deformasyon meydana gelir ve karşılıklı yığılma ile dalgalı bir birleşme yüzeyi oluşturulur. Yüzeydeki oksitler (oksit tabakası) birbirine çarpan yüzeyler arasından jet hızıyla dışarı atılır.

48 Patlatma Kaynağı Patlatma esnasında oluşan temas basıncı oldukça yüksektir ve bu arayüzeyde üst tabakanın kinetik enerjisini aşarak dalgalı bir arayüzey formunun oluşmasına sebep olur. Testere ağzına benzeyen bu yapı iki parçayı mekanik olarak bağlar. Arada oluşan bu plastik deformasyonla şekil değişimi sayesinde iki parça sökülemeyecek şekilde bağlanmış olur. Patlayıcı etkisi ile arayüzeyde oluşan jet ve onun oluşturduğu ısıya rağmen difüzyon meydana gelmez. Bunun sebebi ise patlama esnasında oluşan sıcaklığın çok yüksek hızda hareket etmesi ( m/s) ve atomların difüzyon için yeterli zaman bulamamasından kaynaklanmaktadır.
KAYNAK YÖNTEMLERİ. Doç. Dr. N. Sinan Köksal
 KAYNAK YÖNTEMLERİ Doç. Dr. N. Sinan Köksal Birleştirme Yöntemleri Çözülebilir birleştirme yöntemleri Çözülemeyen birleştirme yöntemleri Ergimeli kaynak yöntemleri Oksi-gaz ky Elektrik ark ky Gazaltı ky
KAYNAK YÖNTEMLERİ Doç. Dr. N. Sinan Köksal Birleştirme Yöntemleri Çözülebilir birleştirme yöntemleri Çözülemeyen birleştirme yöntemleri Ergimeli kaynak yöntemleri Oksi-gaz ky Elektrik ark ky Gazaltı ky
ÇELİK YAPILARDA BİRLEŞİM ARAÇLARI
 ÇELİK YAPILARDA BİRLEŞİM ARAÇLARI Çelik yapılarda kullanılan birleşim araçları; 1. Bulon ( cıvata) 2. Kaynak 3. Perçin Öğr. Gör. Mustafa EFİLOĞLU 1 KAYNAKLAR Aynı yada benzer alaşımlı metallerin yüksek
ÇELİK YAPILARDA BİRLEŞİM ARAÇLARI Çelik yapılarda kullanılan birleşim araçları; 1. Bulon ( cıvata) 2. Kaynak 3. Perçin Öğr. Gör. Mustafa EFİLOĞLU 1 KAYNAKLAR Aynı yada benzer alaşımlı metallerin yüksek
YTÜMAKiNE * A305teyim.com
 YTÜMAKiNE * A305teyim.com KONU: Kalın Sacların Kaynağı BİRLEŞTİRME YÖNTEMLERİ ÖDEVİ Kaynak Tanımı : Aynı veya benzer cinsten iki malzemeyi ısı, basınç veya her ikisini birden kullanarak, ilave bir malzeme
YTÜMAKiNE * A305teyim.com KONU: Kalın Sacların Kaynağı BİRLEŞTİRME YÖNTEMLERİ ÖDEVİ Kaynak Tanımı : Aynı veya benzer cinsten iki malzemeyi ısı, basınç veya her ikisini birden kullanarak, ilave bir malzeme
MAK-205 Üretim Yöntemleri I. (6.Hafta) Kubilay Aslantaş
 Kubilay Aslantaş") MAK-205 Üretim Yöntemleri I Gazaltı Kaynağı ğı, Tozaltı Kaynağı Direnç Kaynağı (6.Hafta) Kubilay Aslantaş Gazaltı Ark Kaynağı Kaynak bölgesinin bir koruyucu gaz yardımıyla korunduğu kaynak yöntemler gurubudur.
MAK-205 Üretim Yöntemleri I Gazaltı Kaynağı ğı, Tozaltı Kaynağı Direnç Kaynağı (6.Hafta) Kubilay Aslantaş Gazaltı Ark Kaynağı Kaynak bölgesinin bir koruyucu gaz yardımıyla korunduğu kaynak yöntemler gurubudur.
GAZ ALTI KAYNAK YÖNTEMİ MIG/MAG
 GENEL KAVRAMLAR Metalleri, birbirleri ile çözülemez biçimde birleştirme yöntemlerinden biri kaynaklı birleştirmedir. Kaynak yöntemiyle üretilmiş çelik parçalar, döküm ve dövme yöntemiyle üretilen parçalardan
GENEL KAVRAMLAR Metalleri, birbirleri ile çözülemez biçimde birleştirme yöntemlerinden biri kaynaklı birleştirmedir. Kaynak yöntemiyle üretilmiş çelik parçalar, döküm ve dövme yöntemiyle üretilen parçalardan
Elektron ışını ile şekil verme. Prof. Dr. Akgün ALSARAN
 Elektron ışını ile şekil verme Prof. Dr. Akgün ALSARAN Elektron ışını Elektron ışını, bir ışın kaynağından yaklaşık aynı hızla aynı doğrultuda hareket eden elektronların akımıdır. Yüksek vakum içinde katod
Elektron ışını ile şekil verme Prof. Dr. Akgün ALSARAN Elektron ışını Elektron ışını, bir ışın kaynağından yaklaşık aynı hızla aynı doğrultuda hareket eden elektronların akımıdır. Yüksek vakum içinde katod
HOŞGELDİNİZ MIG-MAG GAZALTI KAYNAK PARAMETRELERİ. K ayna K. Sakarya Üniversitesi Teknik Eğitim Fakültesi. Teknolojisi. Teknolojisi
 MIG-MAG GAZALTI KAYNAK PARAMETRELERİ K ayna K K ayna K Teknolojisi Teknolojisi HOŞGELDİNİZ Doç. Dr. Hüseyin UZUN Kaynak Eğitimi Ana Bilim Dalı Başkanı 1 /27 KAYNAK PARAMETRELERİ VE SEÇİMİ Kaynak dikişinin
MIG-MAG GAZALTI KAYNAK PARAMETRELERİ K ayna K K ayna K Teknolojisi Teknolojisi HOŞGELDİNİZ Doç. Dr. Hüseyin UZUN Kaynak Eğitimi Ana Bilim Dalı Başkanı 1 /27 KAYNAK PARAMETRELERİ VE SEÇİMİ Kaynak dikişinin
Elektrik ark kaynağı.
 Kaynak yöntemleri Endüstride kullanılan kaynak yöntemleri çeşitlidir. Ancak bunların bazı ortak özellikleri vardır. Kiminde elektrik akımı ile kaynaklama yapılırken, kiminde bir takım gazlar kullanılarak
Kaynak yöntemleri Endüstride kullanılan kaynak yöntemleri çeşitlidir. Ancak bunların bazı ortak özellikleri vardır. Kiminde elektrik akımı ile kaynaklama yapılırken, kiminde bir takım gazlar kullanılarak
Kaynak yöntemleri ile birleştirilen bir malzemenin kaynak bölgesinin mikroyapısı incelendiğinde iki ana bölgenin var olduğu görülecektir:
 Kaynak Bölgesinin Sınıflandırılması Prof. Dr. Hüseyin UZUN Kaynak yöntemleri ile birleştirilen bir malzemenin kaynak bölgesinin mikroyapısı incelendiğinde iki ana bölgenin var olduğu görülecektir: 1) Ergime
Kaynak Bölgesinin Sınıflandırılması Prof. Dr. Hüseyin UZUN Kaynak yöntemleri ile birleştirilen bir malzemenin kaynak bölgesinin mikroyapısı incelendiğinde iki ana bölgenin var olduğu görülecektir: 1) Ergime
MAKİNE VE TEÇHİZAT İŞLERİNDE İSG
 MAKİNE VE TEÇHİZAT İŞLERİNDE İSG 10.HAFTA Hazırlayan: Öğr. Gör. Tuğberk ÖNAL MALATYA 2017 KAYNAKLA BİRLEŞTİRME YÖNTEMLERİ Bilindiği gibi bütün kaynaklı birleştirmelerde bir ısıya ihtiyaç vardır ve bu ısı
MAKİNE VE TEÇHİZAT İŞLERİNDE İSG 10.HAFTA Hazırlayan: Öğr. Gör. Tuğberk ÖNAL MALATYA 2017 KAYNAKLA BİRLEŞTİRME YÖNTEMLERİ Bilindiği gibi bütün kaynaklı birleştirmelerde bir ısıya ihtiyaç vardır ve bu ısı
formülü zamanı da içerdiği zaman alttaki gibi değişecektir.
 Günümüz endüstrisinde en yaygın kullanılan Direnç Kaynak Yöntemi en eski elektrik kaynak yöntemlerinden biridir. Yöntem elektrik akımının kaynak edilecek parçalar üzerinden geçmesidir. Elektrik akımına
Günümüz endüstrisinde en yaygın kullanılan Direnç Kaynak Yöntemi en eski elektrik kaynak yöntemlerinden biridir. Yöntem elektrik akımının kaynak edilecek parçalar üzerinden geçmesidir. Elektrik akımına
METAL KAYNAĞI METALİK MALZEMELERİ,
 METAL KAYNAĞI METALİK MALZEMELERİ, ISI, BASINÇ veya HERİKİSİ BİRDEN KULLANILARAK, AYNI yada FAKLI BİR MALZEMEDEN ANCAK KAYNATILACAK MALZEME İLE YAKIN ERGİME SICAKLIĞINDA İLAVE BİR METAL KULLANARAK veya
METAL KAYNAĞI METALİK MALZEMELERİ, ISI, BASINÇ veya HERİKİSİ BİRDEN KULLANILARAK, AYNI yada FAKLI BİR MALZEMEDEN ANCAK KAYNATILACAK MALZEME İLE YAKIN ERGİME SICAKLIĞINDA İLAVE BİR METAL KULLANARAK veya
3.KABARTILI DİRENÇ KAYNAĞI. 05.05.2015 Dr.Salim ASLANLAR 1
 3.KABARTILI DİRENÇ KAYNAĞI 05.05.2015 Dr.Salim ASLANLAR 1 KABARTILI DİRENÇ KAYNAĞI Kabartılı direnç kaynağı, seri imalat için ekonomik bir birleştirme yöntemidir. Uygulamadan yararlanılarak, çoğunlukla
3.KABARTILI DİRENÇ KAYNAĞI 05.05.2015 Dr.Salim ASLANLAR 1 KABARTILI DİRENÇ KAYNAĞI Kabartılı direnç kaynağı, seri imalat için ekonomik bir birleştirme yöntemidir. Uygulamadan yararlanılarak, çoğunlukla
Prof. Dr. HÜSEYİN UZUN KAYNAK KABİLİYETİ
 KAYNAK KABİLİYETİ Günümüz kaynak teknolojisinin kaydettiği inanılmaz gelişmeler sayesinde pek çok malzemenin birleştirilmesi artık mümkün hale gelmiştir. *Demir esaslı metalik malzemeler *Demirdışı metalik
KAYNAK KABİLİYETİ Günümüz kaynak teknolojisinin kaydettiği inanılmaz gelişmeler sayesinde pek çok malzemenin birleştirilmesi artık mümkün hale gelmiştir. *Demir esaslı metalik malzemeler *Demirdışı metalik
HOŞGELDİNİZ MIG-MAG GAZALTI KAYNAKNAĞINDA ARK TÜRLERİ. K ayna K. Sakarya Üniversitesi Teknik Eğitim Fakültesi. Teknolojisi.
 MIG-MAG GAZALTI KAYNAKNAĞINDA ARK TÜRLERİ K ayna K K ayna K Teknolojisi Teknolojisi HOŞGELDİNİZ Doç. Dr. Hüseyin UZUN Kaynak Eğitimi Ana Bilim Dalı Başkanı 1 /47 ELEKTRİK ARKI NASIL OLUŞUR MIG-MAG gazaltı
MIG-MAG GAZALTI KAYNAKNAĞINDA ARK TÜRLERİ K ayna K K ayna K Teknolojisi Teknolojisi HOŞGELDİNİZ Doç. Dr. Hüseyin UZUN Kaynak Eğitimi Ana Bilim Dalı Başkanı 1 /47 ELEKTRİK ARKI NASIL OLUŞUR MIG-MAG gazaltı
HOŞGELDİNİZ MIG-MAG GAZALTINDA KAYNAĞINADA KULLANILAN KAYNAK AĞIZLARI VE HAZIRLANMASI. K ayna K. Teknolojisi. Teknolojisi
 MIGMAG GAZALTINDA KAYNAĞINADA KULLANILAN KAYNAK AĞIZLARI VE HAZIRLANMASI K ayna K K ayna K Teknolojisi Teknolojisi HOŞGELDİNİZ Doç. Dr. Hüseyin UZUN Kaynak Eğitimi Ana Bilim Dalı Başkanı 1 /27 KAYNAK AĞZI
MIGMAG GAZALTINDA KAYNAĞINADA KULLANILAN KAYNAK AĞIZLARI VE HAZIRLANMASI K ayna K K ayna K Teknolojisi Teknolojisi HOŞGELDİNİZ Doç. Dr. Hüseyin UZUN Kaynak Eğitimi Ana Bilim Dalı Başkanı 1 /27 KAYNAK AĞZI
Kaynak nedir? Aynı veya benzer alaşımlı maddelerin ısı tesiri altında birleştirilmelerine Kaynak adı verilir.
 1 Kaynak nedir? Aynı veya benzer alaşımlı maddelerin ısı tesiri altında birleştirilmelerine Kaynak adı verilir. 2 Neden Kaynaklı Birleşim? Kaynakla, ilave bağlayıcı elemanlara gerek olmadan birleşimler
1 Kaynak nedir? Aynı veya benzer alaşımlı maddelerin ısı tesiri altında birleştirilmelerine Kaynak adı verilir. 2 Neden Kaynaklı Birleşim? Kaynakla, ilave bağlayıcı elemanlara gerek olmadan birleşimler
ATOM HAREKETLERİ ve ATOMSAL YAYINIM
 ATOM HAREKETLERİ ve ATOMSAL YAYINIM 1. Giriş Malzemelerde üretim ve uygulama sırasında görülen katılaşma, çökelme, yeniden kristalleşme, tane büyümesi gibi olaylar ile kaynak, lehim, sementasyon gibi işlemler
ATOM HAREKETLERİ ve ATOMSAL YAYINIM 1. Giriş Malzemelerde üretim ve uygulama sırasında görülen katılaşma, çökelme, yeniden kristalleşme, tane büyümesi gibi olaylar ile kaynak, lehim, sementasyon gibi işlemler
MAKİNE MÜHENDİSLİĞİNE GİRİŞ Ders 7
 İmalat Yöntemleri MAKİNE MÜHENDİSLİĞİNE GİRİŞ Ders 7 Doç. Dr. Yüksel HACIOĞLU Talaşsız İmalat Talaşlı İmalat Fiziksel-Kimyasal Hammaddeye talaş kaldırmadan bir şekil verilir Döküm Dövme Presleme Haddeleme
İmalat Yöntemleri MAKİNE MÜHENDİSLİĞİNE GİRİŞ Ders 7 Doç. Dr. Yüksel HACIOĞLU Talaşsız İmalat Talaşlı İmalat Fiziksel-Kimyasal Hammaddeye talaş kaldırmadan bir şekil verilir Döküm Dövme Presleme Haddeleme
Makine Elemanları. Sökülemeyen Bağlantı Elemanları
 Makine Elemanları Sökülemeyen Bağlantı Elemanları Perçin En az iki parçayı sökülemeyecek şekilde birleştirmek için kullanılan bir ucu hazır diğer ucu ise birleştirme sırasında oluşturulan makine elamanlarına
Makine Elemanları Sökülemeyen Bağlantı Elemanları Perçin En az iki parçayı sökülemeyecek şekilde birleştirmek için kullanılan bir ucu hazır diğer ucu ise birleştirme sırasında oluşturulan makine elamanlarına
ÖĞRENME FAALİYETİ 1 ÖĞRENME FAALİYETİ - 1 1.TOZALTI KAYNAĞI
 ÖĞRENME FAALİYETİ 1 ÖĞRENME FAALİYETİ - 1 AMAÇ Bu faaliyet sonucunda uygun ortam sağlandığında tekniğe uygun olarak tozaltı kaynağı ile çeliklerin yatayda küt-ek kaynağını yapabileceksiniz. ARAŞTIRMA Toz
ÖĞRENME FAALİYETİ 1 ÖĞRENME FAALİYETİ - 1 AMAÇ Bu faaliyet sonucunda uygun ortam sağlandığında tekniğe uygun olarak tozaltı kaynağı ile çeliklerin yatayda küt-ek kaynağını yapabileceksiniz. ARAŞTIRMA Toz
GAZALTI TIG KAYNAĞI A. GİRİŞ
 A. GİRİŞ Soy gaz koruması altında ergimeyen tungsten elektrot ile yapılan ark kaynak yöntemi ( TIG veya GTAW olarak adlandırılır ) kaynak için gerekli ergime ısısının ana malzeme ile ergimeyen elektrot
A. GİRİŞ Soy gaz koruması altında ergimeyen tungsten elektrot ile yapılan ark kaynak yöntemi ( TIG veya GTAW olarak adlandırılır ) kaynak için gerekli ergime ısısının ana malzeme ile ergimeyen elektrot
MIG-MAG GAZALTI KAYNAĞINDA KAYNAK PAMETRELERİ VE SEÇİMİ
 MIG-MAG GAZALTI KAYNAĞINDA KAYNAK PAMETRELERİ VE SEÇİMİ Prof. Dr. Ramazan YILMAZ Sakarya Üniversitesi, Teknoloji Fakültesi, Metalurji ve Malzeme Mühendisliği Bölümü Esentepe Kampüsü, 54187, SAKARYA Kaynak
MIG-MAG GAZALTI KAYNAĞINDA KAYNAK PAMETRELERİ VE SEÇİMİ Prof. Dr. Ramazan YILMAZ Sakarya Üniversitesi, Teknoloji Fakültesi, Metalurji ve Malzeme Mühendisliği Bölümü Esentepe Kampüsü, 54187, SAKARYA Kaynak
Paslanmaz Çeliklerin. kaynak edilmesi. Özlem Karaman Metalurji ve Malzeme Mühendisi Kaynak Mühendisi
 Paslanmaz Çeliklerin kaynak edilmesi Özlem Karaman Metalurji ve Malzeme Mühendisi Kaynak Mühendisi İçerik Kaynak Yöntemleri Östenitik Paslanmaz Çeliklerin Kaynağı Ferritik Paslanmaz Çeliklerin Kaynağı
Paslanmaz Çeliklerin kaynak edilmesi Özlem Karaman Metalurji ve Malzeme Mühendisi Kaynak Mühendisi İçerik Kaynak Yöntemleri Östenitik Paslanmaz Çeliklerin Kaynağı Ferritik Paslanmaz Çeliklerin Kaynağı
Fabrika İmalat Teknikleri
 Fabrika İmalat Teknikleri İmalat Yöntemleri İmalat teknolojisinin temel amacı tasarlanan ürünlerin en düşük maliyetle, en iyi kalitede ve en verimli yöntemle elde edilmesidir. Üretilecek parçaların geometrisi,
Fabrika İmalat Teknikleri İmalat Yöntemleri İmalat teknolojisinin temel amacı tasarlanan ürünlerin en düşük maliyetle, en iyi kalitede ve en verimli yöntemle elde edilmesidir. Üretilecek parçaların geometrisi,
MAKİNE ELEMANLARINA GİRİŞ
 MAKİNE ELEMANLARINA GİRİŞ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ MAKİNE ELEMANLARI-I DERS NOTU Makineler 2 / 30 Makineler: Enerjiyi bir formdan başka bir forma dönüştüren, Enerjiyi bir yerden başka bir yere ileten,
MAKİNE ELEMANLARINA GİRİŞ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ MAKİNE ELEMANLARI-I DERS NOTU Makineler 2 / 30 Makineler: Enerjiyi bir formdan başka bir forma dönüştüren, Enerjiyi bir yerden başka bir yere ileten,
Kaynak İşleminde Isı Oluşumu
 Kaynak İşleminde Isı Oluşumu Kaynak tekniklerinin pek çoğunda birleştirme işlemi, oluşturulan kaynak ısısı sayesinde gerçekleştirilir. Kaynak ısısı, hem birleştirilecek parçaların yüzeylerinin hem de ilave
Kaynak İşleminde Isı Oluşumu Kaynak tekniklerinin pek çoğunda birleştirme işlemi, oluşturulan kaynak ısısı sayesinde gerçekleştirilir. Kaynak ısısı, hem birleştirilecek parçaların yüzeylerinin hem de ilave
SATIŞLARIMIZ KAYNAK MAKİNELERİ
 SATIŞLARIMIZ KAYNAK MAKİNELERİ NUR İŞ NURİŞ ELEKTRİK VE KAYNAK MAKİNALARI SAN. TİC. A.Ş. Türkiye ve dünya genelinde 100 den fazla bayisi, 70 in üzerinde servisi bulunan NURİŞ, müşteri memnuniyeti ilkesi
SATIŞLARIMIZ KAYNAK MAKİNELERİ NUR İŞ NURİŞ ELEKTRİK VE KAYNAK MAKİNALARI SAN. TİC. A.Ş. Türkiye ve dünya genelinde 100 den fazla bayisi, 70 in üzerinde servisi bulunan NURİŞ, müşteri memnuniyeti ilkesi
KURS VE SERTİFİKALANDIRMA FAALİYETLERİ
 KURS VE SERTİFİKALANDIRMA FAALİYETLERİ İTÜ Makine Fakültesi tarafından, Uluslar arası standartlara (EN 287-1; AWS; MIL-STD 1595) göre kaynakçı ve sert lehimci sertifikaları verilmektedir. Sertifika verilen
KURS VE SERTİFİKALANDIRMA FAALİYETLERİ İTÜ Makine Fakültesi tarafından, Uluslar arası standartlara (EN 287-1; AWS; MIL-STD 1595) göre kaynakçı ve sert lehimci sertifikaları verilmektedir. Sertifika verilen
PERÇİN BAĞLANTILARI. Bu sunu farklı kaynaklardan derlemedir.
 PERÇİN BAĞLANTILARI Perçin çözülemeyen bağlantı elemanıdır. Kaynak teknolojisindeki hızlı gelişme sonucunda yerini çoğunlukla kaynaklı bağlantılara bırakmıştır. Sınırlı olarak çelik kazan ve kap konstrüksiyonlarında
PERÇİN BAĞLANTILARI Perçin çözülemeyen bağlantı elemanıdır. Kaynak teknolojisindeki hızlı gelişme sonucunda yerini çoğunlukla kaynaklı bağlantılara bırakmıştır. Sınırlı olarak çelik kazan ve kap konstrüksiyonlarında
TOZ ALTI KAYNAK YÖNTEMİ
 TOZ ALTI KAYNAK YÖNTEMİ 1. TARİHÇESİ Toz altı kaynak yöntemi ilk defa 1933 yılında Amerika Birleşik Devletlerinde uygulanmaya başlamıştır. Yöntem daha sonraları 1937 yılında Avrupa'da kullanılmaya başlamış
TOZ ALTI KAYNAK YÖNTEMİ 1. TARİHÇESİ Toz altı kaynak yöntemi ilk defa 1933 yılında Amerika Birleşik Devletlerinde uygulanmaya başlamıştır. Yöntem daha sonraları 1937 yılında Avrupa'da kullanılmaya başlamış
K A Y N A K Y Ö N T E M L E R İ OKSİ-GAZ KAYNAK YÖNTEMLERİ
 K A Y N A K Y Ö N T E M L E R İ OKSİ-GAZ KAYNAK YÖNTEMLERİ 1- Oksi-asetilen kaynağı 2- Oksi-hidrojen kaynağı 3- Oksi-propan kaynağı 4- Gaz basınç kaynağı BASINÇ KAYNAK YÖNTEMLERİ 1- Sürtünme kaynağı 2-
K A Y N A K Y Ö N T E M L E R İ OKSİ-GAZ KAYNAK YÖNTEMLERİ 1- Oksi-asetilen kaynağı 2- Oksi-hidrojen kaynağı 3- Oksi-propan kaynağı 4- Gaz basınç kaynağı BASINÇ KAYNAK YÖNTEMLERİ 1- Sürtünme kaynağı 2-
ELEKTROD NEDİR? Kaynak işlemi sırasında ; Üzerinden kaynak akımının geçmesini sağlayan, İş parçasına bakan ucu ile iş parçası arasında kaynak arkını
 ELEKTROD NEDİR? Kaynak işlemi sırasında ; Üzerinden kaynak akımının geçmesini sağlayan, İş parçasına bakan ucu ile iş parçası arasında kaynak arkını oluşturan, Gerektiğinde ergiyerek kaynak ağzını dolduran
ELEKTROD NEDİR? Kaynak işlemi sırasında ; Üzerinden kaynak akımının geçmesini sağlayan, İş parçasına bakan ucu ile iş parçası arasında kaynak arkını oluşturan, Gerektiğinde ergiyerek kaynak ağzını dolduran
UZAKTAN EĞİTİM KURSU RAPORU
 Amaç Bu rapor, GSI SLVTR tarafından kısmen uzaktan eğitim şeklinde verilen programların nasıl ve ne kapsamda uygulandığını anlatmaktadır. 1. Kapsam Bu rapor aşağıda sıralanan ve içeriği Uluslararası Kaynak
Amaç Bu rapor, GSI SLVTR tarafından kısmen uzaktan eğitim şeklinde verilen programların nasıl ve ne kapsamda uygulandığını anlatmaktadır. 1. Kapsam Bu rapor aşağıda sıralanan ve içeriği Uluslararası Kaynak
TIG GAZALTI KAYNAK YÖNTEMİNDE KULLANILAN GAZLAR VE ÖZELLİKLERİ PROF. DR. HÜSEYİN UZUN HOŞGELDİNİZ
 TIG GAZALTI KAYNAK YÖNTEMİNDE KULLANILAN GAZLAR VE ÖZELLİKLERİ PROF. DR. HÜSEYİN UZUN HOŞGELDİNİZ 1 NİÇİN KORUYUCU GAZ KULLANILIR? 1- Ergimiş kaynak banyosunu, havada mevcut olan gazların zararlı etkilerinden
TIG GAZALTI KAYNAK YÖNTEMİNDE KULLANILAN GAZLAR VE ÖZELLİKLERİ PROF. DR. HÜSEYİN UZUN HOŞGELDİNİZ 1 NİÇİN KORUYUCU GAZ KULLANILIR? 1- Ergimiş kaynak banyosunu, havada mevcut olan gazların zararlı etkilerinden
Ön Söz vii Kitabın Türkçe Çevirisine Ön Söz Çevirenin Ön Sözü 1 Sinterleme Bilimine Giriş 2 Sinterleme Ölçüm Teknikleri xiii
 Ön Söz vii Kitabın Türkçe Çevirisine Ön Söz ix Çevirenin Ön Sözü xi 1 Sinterleme Bilimine Giriş 1 Genel bakış / 1 Sinterleme tarihçesi / 3 Sinterleme işlemleri / 4 Tanımlar ve isimlendirme / 8 Sinterleme
Ön Söz vii Kitabın Türkçe Çevirisine Ön Söz ix Çevirenin Ön Sözü xi 1 Sinterleme Bilimine Giriş 1 Genel bakış / 1 Sinterleme tarihçesi / 3 Sinterleme işlemleri / 4 Tanımlar ve isimlendirme / 8 Sinterleme
HOŞGELDİNİZ MIG-MAG GAZALTI KAYNAK TEKNİĞİ SUNUSUNA. K ayna K. Teknolojisi. Teknolojisi
 MIG-MAG GAZALTI KAYNAK TEKNİĞİ SUNUSUNA K ayna K K ayna K Teknolojisi Teknolojisi HOŞGELDİNİZ Prof. Dr. Hüseyin UZUN Kaynak Eğitimi Ana Bilim Dalı Başkanı 1 /29 KAYNAĞIN GELİŞİM TARİHÇESİ Prof. Dr. Hüseyin
MIG-MAG GAZALTI KAYNAK TEKNİĞİ SUNUSUNA K ayna K K ayna K Teknolojisi Teknolojisi HOŞGELDİNİZ Prof. Dr. Hüseyin UZUN Kaynak Eğitimi Ana Bilim Dalı Başkanı 1 /29 KAYNAĞIN GELİŞİM TARİHÇESİ Prof. Dr. Hüseyin
MIG-MAG KAYNAK METODUNDA KULLANILAN KAYNAK ELEKTROTLARI VE ELEKTROT SEÇİMİ
 MIG-MAG KAYNAK METODUNDA KULLANILAN KAYNAK ELEKTROTLARI VE ELEKTROT SEÇİMİ Prof. Dr. Ramazan YILMAZ Sakarya Üniversitesi, Teknoloji Fakültesi, Metalurji ve Malzeme Mühendisliği Bölümü Esentepe Kampüsü,
MIG-MAG KAYNAK METODUNDA KULLANILAN KAYNAK ELEKTROTLARI VE ELEKTROT SEÇİMİ Prof. Dr. Ramazan YILMAZ Sakarya Üniversitesi, Teknoloji Fakültesi, Metalurji ve Malzeme Mühendisliği Bölümü Esentepe Kampüsü,
3. 3 Kaynaklı Birleşimler
 3. 3 Kaynaklı Birleşimler Aynı ya da benzer alaşımlı metallerin ısı etkisi yardımıyla birleştirilmesine kaynak denir. Lehimleme ile karıştırılmamalıdır. Kaynakla birleştirmenin bazı türlerinde, benzer
3. 3 Kaynaklı Birleşimler Aynı ya da benzer alaşımlı metallerin ısı etkisi yardımıyla birleştirilmesine kaynak denir. Lehimleme ile karıştırılmamalıdır. Kaynakla birleştirmenin bazı türlerinde, benzer
BÖLÜM 3 DİFÜZYON (YAYINIM)
") BÖLÜM 3 DİFÜZYON (YAYINIM) 1 Mürekkebin suda yayılması veya kolonyanın havada yayılması difüzyona örnektir. En hızlı difüzyon gazlarda görülür. Katılarda atom hareketleri daha yavaş olduğu için katılarda
BÖLÜM 3 DİFÜZYON (YAYINIM) 1 Mürekkebin suda yayılması veya kolonyanın havada yayılması difüzyona örnektir. En hızlı difüzyon gazlarda görülür. Katılarda atom hareketleri daha yavaş olduğu için katılarda
KAYNAKLI BİRLEŞTİRME
 KAYNAKLI BİRLEŞTİRME Döküm parçaların üretimi tekniklerinde ilerlemelere rağmen istenen tasarım özelliklerini karşılayamadığı görülmektedir. Yapının gevrek ve dövme parçalarla karşılaştırıldığında mukavemetinin
KAYNAKLI BİRLEŞTİRME Döküm parçaların üretimi tekniklerinde ilerlemelere rağmen istenen tasarım özelliklerini karşılayamadığı görülmektedir. Yapının gevrek ve dövme parçalarla karşılaştırıldığında mukavemetinin
1. Güç Kaynağı (Kaynak Makinesi)
") Sürekli tel ile koruyucu atmosfer altında yapılan gazaltı kaynağı M.I.G (metal inter gaz), M.A.G (metal aktif gaz) veya G.M.A.W (gaz metal ark kaynağı) olarak tanımlanır. Sürekli tel ile gazaltı kaynağında,
Sürekli tel ile koruyucu atmosfer altında yapılan gazaltı kaynağı M.I.G (metal inter gaz), M.A.G (metal aktif gaz) veya G.M.A.W (gaz metal ark kaynağı) olarak tanımlanır. Sürekli tel ile gazaltı kaynağında,
İŞ MAKİNALARI HİDROLİK TESİSATI BORULARININ BİRLEŞTİRİLMESİNDE SERT LEHİM İLE TIG KAYNAĞININ KARŞILAŞTIRILMASI
 İŞ MAKİNALARI HİDROLİK TESİSATI BORULARININ BİRLEŞTİRİLMESİNDE SERT LEHİM İLE TIG KAYNAĞININ KARŞILAŞTIRILMASI Volkan ÖZTÜRKLER 1, Mehmet ZEYBEK 1, Tufan ATEŞ 1 1 HİDROMEK AŞ. Ekskavatör Fabrikası Ayaş
İŞ MAKİNALARI HİDROLİK TESİSATI BORULARININ BİRLEŞTİRİLMESİNDE SERT LEHİM İLE TIG KAYNAĞININ KARŞILAŞTIRILMASI Volkan ÖZTÜRKLER 1, Mehmet ZEYBEK 1, Tufan ATEŞ 1 1 HİDROMEK AŞ. Ekskavatör Fabrikası Ayaş
http://www.oerlikon.com.tr/rutil_ve_bazik_elektrodlar.html
 Sayfa 1 / 5 Oerlikon Language Kaynak ESR 11 EN ISO 2560 - A E 380 RC 11 TS EN ISO 2560-A E 380 RC 11 DIN 1913 E 4322 R(C) 3 E 4322 R(C) 3 HER POZİSYONDA KAYNAK İÇİN UYGUN RUTİL ELEKTROD. Özellikle 5 mm'den
Sayfa 1 / 5 Oerlikon Language Kaynak ESR 11 EN ISO 2560 - A E 380 RC 11 TS EN ISO 2560-A E 380 RC 11 DIN 1913 E 4322 R(C) 3 E 4322 R(C) 3 HER POZİSYONDA KAYNAK İÇİN UYGUN RUTİL ELEKTROD. Özellikle 5 mm'den
ELEKTROD NEDİR? Kaynak işlemi sırasında ; Üzerinden kaynak akımının geçmesini sağlayan, İş parçasına bakan ucu ile iş parçası arasında kaynak arkını
 ELEKTROD NEDİR? Kaynak işlemi sırasında ; Üzerinden kaynak akımının geçmesini sağlayan, İş parçasına bakan ucu ile iş parçası arasında kaynak arkını oluşturan, Gerektiğinde ergiyerek kaynak ağzını dolduran
ELEKTROD NEDİR? Kaynak işlemi sırasında ; Üzerinden kaynak akımının geçmesini sağlayan, İş parçasına bakan ucu ile iş parçası arasında kaynak arkını oluşturan, Gerektiğinde ergiyerek kaynak ağzını dolduran
Mak-204. Üretim Yöntemleri II. Talaşlı Đmalatın Genel Tanımı En Basit Talaş Kaldırma: Eğeleme Ölçme ve Kumpas Okuma Markalama Tolerans Kesme
 Mak-204 Üretim Yöntemleri II Talaşlı Đmalatın Genel Tanımı En Basit Talaş Kaldırma: Eğeleme Ölçme ve Kumpas Okuma Markalama Tolerans Kesme Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi
Mak-204 Üretim Yöntemleri II Talaşlı Đmalatın Genel Tanımı En Basit Talaş Kaldırma: Eğeleme Ölçme ve Kumpas Okuma Markalama Tolerans Kesme Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi
MIG-MAG GAZALTI KAYNAK ELEKTROTLARI. K ayna K. Teknolojisi. Teknolojisi HOŞGELDİNİZ. Doç. Dr. Hüseyin UZUN Kaynak Eğitimi Ana Bilim Dalı Başkanı 1 /27
 K ayna K MIG-MAG GAZALTI KAYNAK ELEKTROTLARI K ayna K Teknolojisi Teknolojisi HOŞGELDİNİZ Doç. Dr. Hüseyin UZUN Kaynak Eğitimi Ana Bilim Dalı Başkanı 1 /27 KAYNAK ELEKTROTLARI 1- MASİF MIG-MAG GAZALTI
K ayna K MIG-MAG GAZALTI KAYNAK ELEKTROTLARI K ayna K Teknolojisi Teknolojisi HOŞGELDİNİZ Doç. Dr. Hüseyin UZUN Kaynak Eğitimi Ana Bilim Dalı Başkanı 1 /27 KAYNAK ELEKTROTLARI 1- MASİF MIG-MAG GAZALTI
IML 212 İMAL USULLERİ
 IML 212 İMAL USULLERİ Doç.Dr. Murat Vural vuralmu@itu.edu.tr http://www.akademi.itu.edu.tr/vuralmu KAYNAK TEKNOLOJİSİNİN ESASLARI Kaynak Teknolojisine Genel Bakış Kaynaklı Bağlantı Kaynak Fiziği Bir Eritme
IML 212 İMAL USULLERİ Doç.Dr. Murat Vural vuralmu@itu.edu.tr http://www.akademi.itu.edu.tr/vuralmu KAYNAK TEKNOLOJİSİNİN ESASLARI Kaynak Teknolojisine Genel Bakış Kaynaklı Bağlantı Kaynak Fiziği Bir Eritme
MIG/MAG Kaynağında Kaynak Ekipmanları
 MIG/MAG Kaynak Yöntemi MIG/MAG Kaynağında Kaynak Ekipmanları Doç.Dr. Murat VURAL İ.T.Ü. Makina Fakültesi vuralmu@itu.edu.tr Küçük çaplı, sürekli bir dolu tel, tel besleme ünitesi tarafından, torç içinden
MIG/MAG Kaynak Yöntemi MIG/MAG Kaynağında Kaynak Ekipmanları Doç.Dr. Murat VURAL İ.T.Ü. Makina Fakültesi vuralmu@itu.edu.tr Küçük çaplı, sürekli bir dolu tel, tel besleme ünitesi tarafından, torç içinden
MMT209 Çeliklerde Malzeme Bilimi ve Son Gelişmeler 3 Çelik üretimi. Yrd. Doç. Dr. Ersoy Erişir Güz Yarıyılı
 MMT209 Çeliklerde Malzeme Bilimi ve Son Gelişmeler 3 Çelik üretimi Yrd. Doç. Dr. Ersoy Erişir 2013-2014 Güz Yarıyılı Fırın Ön hadde Nihai hadde Soğuma Sarma Hadde yolu koruyucusu 1200-1250 ºC Kesme T >
MMT209 Çeliklerde Malzeme Bilimi ve Son Gelişmeler 3 Çelik üretimi Yrd. Doç. Dr. Ersoy Erişir 2013-2014 Güz Yarıyılı Fırın Ön hadde Nihai hadde Soğuma Sarma Hadde yolu koruyucusu 1200-1250 ºC Kesme T >
Kutay Mertcan AYÇİÇEK. Kaynak Mühendisi Maden Mühendisi İş Güvenliği Uzmanı
 Kutay Mertcan AYÇİÇEK Kaynak Mühendisi Maden Mühendisi İş Güvenliği Uzmanı Kaynak: Birbiri ile aynı veya benzer alaşımlı parçaları, malzemeleri veya erime sıcaklıkları birbirine yakın metalleri birleştirmede
Kutay Mertcan AYÇİÇEK Kaynak Mühendisi Maden Mühendisi İş Güvenliği Uzmanı Kaynak: Birbiri ile aynı veya benzer alaşımlı parçaları, malzemeleri veya erime sıcaklıkları birbirine yakın metalleri birleştirmede
DÖKÜM TEKNOLOJİSİ. Döküm:Önceden hazırlanmış kalıpların içerisine metal ve alaşımların ergitilerek dökülmesi ve katılaştırılması işlemidir.
 DÖKÜM TEKNOLOJİSİ Döküm:Önceden hazırlanmış kalıpların içerisine metal ve alaşımların ergitilerek dökülmesi ve katılaştırılması işlemidir. DÖKÜM YÖNTEMİNİN ÜSTÜNLÜKLERİ Genelde tüm alaşımların dökümü yapılabilmektedir.
DÖKÜM TEKNOLOJİSİ Döküm:Önceden hazırlanmış kalıpların içerisine metal ve alaşımların ergitilerek dökülmesi ve katılaştırılması işlemidir. DÖKÜM YÖNTEMİNİN ÜSTÜNLÜKLERİ Genelde tüm alaşımların dökümü yapılabilmektedir.
6. ÖZEL UYGULAMALAR 6.1. ÖZLÜ ELEKTRODLARLA KAYNAK
 6. ÖZEL UYGULAMALAR 6.. ÖZLÜ ELEKTRODLARLA KAYNAK Örtülü elektrodlarýn tersine, gazaltý kaynak tellerindeki alaþým elemanlarý sadece bu tellerin üretiminde baþlangýç malzemesi olarak kullanýlan ingotlarýn
6. ÖZEL UYGULAMALAR 6.. ÖZLÜ ELEKTRODLARLA KAYNAK Örtülü elektrodlarýn tersine, gazaltý kaynak tellerindeki alaþým elemanlarý sadece bu tellerin üretiminde baþlangýç malzemesi olarak kullanýlan ingotlarýn
PÜSKÜRTME ŞEKİLLENDİRME (SPRAY FORMING / SPRAY DEPOSITION)
") PÜSKÜRTME ŞEKİLLENDİRME (SPRAY FORMING / SPRAY DEPOSITION) Püskürtme şekillendirme (PŞ) yöntemi ilk olarak Osprey Ltd. şirketi tarafından 1960 lı yıllarda geliştirilmiştir. Günümüzde püskürtme şekillendirme
PÜSKÜRTME ŞEKİLLENDİRME (SPRAY FORMING / SPRAY DEPOSITION) Püskürtme şekillendirme (PŞ) yöntemi ilk olarak Osprey Ltd. şirketi tarafından 1960 lı yıllarda geliştirilmiştir. Günümüzde püskürtme şekillendirme
MAK 305 MAKİNE ELEMANLARI-1
 MAK 305 MAKİNE ELEMANLARI-1 5.BÖLÜM Bağlama Elemanları Kaynak Bağlantıları Doç.Dr. Ali Rıza Yıldız 1 BU SLAYTTAN EDİNİLMESİ BEKLENEN BİLGİLER Bağlama Elemanlarının Tanımı ve Sınıflandırılması Kaynak Bağlantılarının
MAK 305 MAKİNE ELEMANLARI-1 5.BÖLÜM Bağlama Elemanları Kaynak Bağlantıları Doç.Dr. Ali Rıza Yıldız 1 BU SLAYTTAN EDİNİLMESİ BEKLENEN BİLGİLER Bağlama Elemanlarının Tanımı ve Sınıflandırılması Kaynak Bağlantılarının
PLASTİK ŞEKİL VERME (PŞV) Plastik Şekil Vermenin Temelleri: Başlangıç iş parçasının şekline bağlı olarak PŞV iki gruba ayrılır.
 Plastik Şekil Vermenin Temelleri: Başlangıç iş parçasının şekline bağlı olarak PŞV iki gruba ayrılır.") PLASTİK ŞEKİL VERME (PŞV) Metallerin katı halde kalıp olarak adlandırılan takımlar yardımıyla akma dayanımlarını aşan gerilmelere maruz bırakılarak plastik deformasyonla şeklinin kalıcı olarak değiştirilmesidir
PLASTİK ŞEKİL VERME (PŞV) Metallerin katı halde kalıp olarak adlandırılan takımlar yardımıyla akma dayanımlarını aşan gerilmelere maruz bırakılarak plastik deformasyonla şeklinin kalıcı olarak değiştirilmesidir
Yüksek Mukavemetli Düşük Alaşımlı Çeliklerin Kaynağı. Özlem Karaman Metalurji ve Malzeme Mühendisi Kaynak Mühendisi
 Yüksek Mukavemetli Düşük Alaşımlı Çeliklerin Kaynağı Özlem Karaman Metalurji ve Malzeme Mühendisi Kaynak Mühendisi Yüksek Mukavemetli Düşük Alaşımlı Çelikler Yüksek mukavemetli ince taneli çelikler, yani
Yüksek Mukavemetli Düşük Alaşımlı Çeliklerin Kaynağı Özlem Karaman Metalurji ve Malzeme Mühendisi Kaynak Mühendisi Yüksek Mukavemetli Düşük Alaşımlı Çelikler Yüksek mukavemetli ince taneli çelikler, yani
MAKİNE ELEMANLARI DERS SLAYTLARI
 MAKİNE ELEMANLARI DERS SLAYTLARI PERÇİN VE YAPIŞTIRICI BAĞLANTILARI P r o f. D r. İ r f a n K A Y M A Z P r o f. D r. A k g ü n A L S A R A N A r ş. G ör. İ l y a s H A C I S A L İ HOĞ LU Perçin; iki veya
MAKİNE ELEMANLARI DERS SLAYTLARI PERÇİN VE YAPIŞTIRICI BAĞLANTILARI P r o f. D r. İ r f a n K A Y M A Z P r o f. D r. A k g ü n A L S A R A N A r ş. G ör. İ l y a s H A C I S A L İ HOĞ LU Perçin; iki veya
Sakarya Üniversitesi Teknoloji Fakültesi, Metalurji ve Malzeme Mühendisliği
 1 Kaynak için gerekli ısının biri yanıcı, diğeri yakıcı olan gazların yakılmasıyla elde edilen yüksek sıcaklıktaki alev ile yapılan kaynağa "gaz ergitme kaynağı" adı verilir. 1892-1900 yılları arasında
1 Kaynak için gerekli ısının biri yanıcı, diğeri yakıcı olan gazların yakılmasıyla elde edilen yüksek sıcaklıktaki alev ile yapılan kaynağa "gaz ergitme kaynağı" adı verilir. 1892-1900 yılları arasında
MALZEME BİLİMİ. Difüzyon
 MALZEME BİLİMİ Difüzyon Difüzyon D E R S N O T U Difüzyon; ısıl etkenlerle teşvik edilen atomsal mertebedeki parçacıkların (atom, iyon, küçük moleküller) kafes parametresinden daha büyük (ve tam katları
MALZEME BİLİMİ Difüzyon Difüzyon D E R S N O T U Difüzyon; ısıl etkenlerle teşvik edilen atomsal mertebedeki parçacıkların (atom, iyon, küçük moleküller) kafes parametresinden daha büyük (ve tam katları
KAZAN ÇELİKLERİNİN KAYNAK KABİLİYETİ 1. Kazan Çeliklerinin Özellikleri
 KAZAN ÇELİKLERİNİN KAYNAK KABİLİYETİ 1. Kazan Çeliklerinin Özellikleri Buhar kazanlarının, ısı değiştiricilerinin imalatında kullanılan saclara, genelde kazan sacı adı verilir. Kazan saclarının, çekme
KAZAN ÇELİKLERİNİN KAYNAK KABİLİYETİ 1. Kazan Çeliklerinin Özellikleri Buhar kazanlarının, ısı değiştiricilerinin imalatında kullanılan saclara, genelde kazan sacı adı verilir. Kazan saclarının, çekme
Uygulanan akım şiddeti, ark gerilimi koruyucu gaz türü ve elektrod metaline bağlı olarak bu işlem saniyede 20 ilâ 200 kere tekrarlanır.
 ARK TİPLERİ KISA ARK Kısa ark yöntemi ince elektrodlarla (0.6 ilâ 1.2 mm) kısa ark boyu yani düşük ark gerilimi ve düşük akım şiddeti ile kaynak yapıldığında karşılaşılan bir ark türüdür. Burada ark oluşunca
ARK TİPLERİ KISA ARK Kısa ark yöntemi ince elektrodlarla (0.6 ilâ 1.2 mm) kısa ark boyu yani düşük ark gerilimi ve düşük akım şiddeti ile kaynak yapıldığında karşılaşılan bir ark türüdür. Burada ark oluşunca
Malzeme İşleme Yöntemleri
 BÖLÜM-9 MALZEMELERİN İŞLENMESİ (Talaşlı ve Diğer İmalat Yöntemleri) Prof. Dr. Yusuf ÖZÇATALBAŞ Malzeme İşleme Yöntemleri 1 KALIP YAPIM TEKNİKLERİ VE MALZEMELERİN TALAŞLI İŞLENMESİ Geleneksel Talaşlı İşleme
BÖLÜM-9 MALZEMELERİN İŞLENMESİ (Talaşlı ve Diğer İmalat Yöntemleri) Prof. Dr. Yusuf ÖZÇATALBAŞ Malzeme İşleme Yöntemleri 1 KALIP YAPIM TEKNİKLERİ VE MALZEMELERİN TALAŞLI İŞLENMESİ Geleneksel Talaşlı İşleme
ÜNİTE-3 BAĞLAMA ELEMANLARI ÖĞR. GÖR. HALİL YAMAK
 ÜNİTE-3 BAĞLAMA ELEMANLARI ÖĞR. GÖR. HALİL YAMAK KONU BAŞLIKLARI Giriş Bağlama Elemanları Çözülemeyen Bağlama Elemanları Çözülebilen Bağlama Elemanları GİRİŞ Makine, enerji veya güç üreten, ileten, değiştiren
ÜNİTE-3 BAĞLAMA ELEMANLARI ÖĞR. GÖR. HALİL YAMAK KONU BAŞLIKLARI Giriş Bağlama Elemanları Çözülemeyen Bağlama Elemanları Çözülebilen Bağlama Elemanları GİRİŞ Makine, enerji veya güç üreten, ileten, değiştiren
05.11.2014. Birleştirme İşlemleri KAYNAK. Sökülebilir Birleştirmeler. Sökülemez Birleştirmeler
 Birleştirme İşlemleri KAYNAK Sökülebilir Birleştirmeler Sökülemez Birleştirmeler 1 Kaynak: Birbiri ile aynı veya benzer alaşımlı parçaları, malzemeleri veya erime sıcaklıkları birbirine yakın metalleri
Birleştirme İşlemleri KAYNAK Sökülebilir Birleştirmeler Sökülemez Birleştirmeler 1 Kaynak: Birbiri ile aynı veya benzer alaşımlı parçaları, malzemeleri veya erime sıcaklıkları birbirine yakın metalleri
2.2 KAYNAKLI BİRLEŞİMLER
 2.2 KAYNAKLI BİRLEŞİMLER Aynı veya benzer alaşımlı metal parçaların ısı etkisi altında birleştirilmesine kaynak denir. Kaynaklama işlemi sırasında uygulanan teknik bakımından çeşitli kaynaklama yöntemleri
2.2 KAYNAKLI BİRLEŞİMLER Aynı veya benzer alaşımlı metal parçaların ısı etkisi altında birleştirilmesine kaynak denir. Kaynaklama işlemi sırasında uygulanan teknik bakımından çeşitli kaynaklama yöntemleri
Kaynak Hataları Çizelgesi
 Kaynak Hataları Çizelgesi Referans No Tanıtım ve Açıklama Resimli İzahı 1 2 3 Grup No: 1 Çatlaklar 100 Çatlaklar Soğuma veya gerilmelerin etkisiyle ortaya çıkabilen katı halde bir mevzii kopma olarak meydana
Kaynak Hataları Çizelgesi Referans No Tanıtım ve Açıklama Resimli İzahı 1 2 3 Grup No: 1 Çatlaklar 100 Çatlaklar Soğuma veya gerilmelerin etkisiyle ortaya çıkabilen katı halde bir mevzii kopma olarak meydana
MAK-205 Üretim Yöntemleri I. Yöntemleri. (4.Hafta) Kubilay Aslantaş
 Kubilay Aslantaş") MAK-205 Üretim Yöntemleri I Kalıcı Kalıp p Kullanılan lan Döküm D Yöntemleri (4.Hafta) Kubilay Aslantaş Kalıcı Kalıp p Kullanan Döküm D m YöntemleriY Harcanan kalıba döküm tekniğinin en büyük dezavantajı;
MAK-205 Üretim Yöntemleri I Kalıcı Kalıp p Kullanılan lan Döküm D Yöntemleri (4.Hafta) Kubilay Aslantaş Kalıcı Kalıp p Kullanan Döküm D m YöntemleriY Harcanan kalıba döküm tekniğinin en büyük dezavantajı;
VOSSFORM PLASTİK ŞEKİL VERME KULLANIM ALANLARI VE AVANTAJLARI
 VOSSFORM PLASTİK ŞEKİL VERME KULLANIM ALANLARI VE AVANTAJLARI Hidrolik boru tesisat bağlantılarını yapmak için yaygın olarak kullanılan üç bağlantı Yöntemi aşağıda gösterilmiştir. Yüksüklü bağlantı Kaynak
VOSSFORM PLASTİK ŞEKİL VERME KULLANIM ALANLARI VE AVANTAJLARI Hidrolik boru tesisat bağlantılarını yapmak için yaygın olarak kullanılan üç bağlantı Yöntemi aşağıda gösterilmiştir. Yüksüklü bağlantı Kaynak
Tozların Şekillendirilmesi ve Sinterleme Yrd. Doç. Dr. Rıdvan YAMANOĞLU
 Tozların Şekillendirilmesi ve Sinterleme Yrd. Doç. Dr. Rıdvan YAMANOĞLU Tozların Şekillendirilmesi Toz metalurjisinin çoğu uygulamalarında nihai ürün açısından yüksek yoğunluk öncelikli bir kavramdır.
Tozların Şekillendirilmesi ve Sinterleme Yrd. Doç. Dr. Rıdvan YAMANOĞLU Tozların Şekillendirilmesi Toz metalurjisinin çoğu uygulamalarında nihai ürün açısından yüksek yoğunluk öncelikli bir kavramdır.
Kaynak Metali ve Ana Malzeme Süreksizlikleri. Prof. Dr. Vural CEYHUN Kaynak Teknolojisi Eğitim, Muayene, Uygulama ve Araştırma Merkez
 Kaynak Metali ve Ana Malzeme Süreksizlikleri Prof. Dr. Vural CEYHUN Kaynak Teknolojisi Eğitim, Muayene, Uygulama ve Araştırma Merkez Süreksizlik Malzemenin form bütünlüğünü bozucu herhangi bir kusur anlamına
Kaynak Metali ve Ana Malzeme Süreksizlikleri Prof. Dr. Vural CEYHUN Kaynak Teknolojisi Eğitim, Muayene, Uygulama ve Araştırma Merkez Süreksizlik Malzemenin form bütünlüğünü bozucu herhangi bir kusur anlamına
ZnS (zincblende) NaCl (sodium chloride) CsCl (cesium chloride)
 NaCl (sodium chloride) CsCl (cesium chloride)") Seramik, sert, kırılgan, yüksek ergime derecesine sahip, düşük elektrik ve ısı iletimi ile iyi kimyasal ve ısı kararlılığı olan ve yüksek basma dayanımı gösteren malzemelerdir. Malzeme özellikleri bağ
Seramik, sert, kırılgan, yüksek ergime derecesine sahip, düşük elektrik ve ısı iletimi ile iyi kimyasal ve ısı kararlılığı olan ve yüksek basma dayanımı gösteren malzemelerdir. Malzeme özellikleri bağ
MAK 401 MAKİNA PROJE DERSİ KONULARI. Prof. Dr. Erdem KOÇ. Doç. Dr. Hakan ÖZCAN
 MAK 401 MAKİNA PROJE DERSİ KONULARI Not: Ders konuları seçilirken aşağıda belirtilen formun doldurulup bölüm sekreterliğine verilmesi gerekmektedir. Prof. Dr. Erdem KOÇ Konu Rüzgar Türbinlerinde Kanat
MAK 401 MAKİNA PROJE DERSİ KONULARI Not: Ders konuları seçilirken aşağıda belirtilen formun doldurulup bölüm sekreterliğine verilmesi gerekmektedir. Prof. Dr. Erdem KOÇ Konu Rüzgar Türbinlerinde Kanat
MARMARA ÜNİVERSİTESİ TEKNOLOJİ FAKÜLTESİ. Yrd. Doç. Dr. Abdullah DEMİR Makine Mühendisliği
 MARMARA ÜNİVERSİTESİ TEKNOLOJİ FAKÜLTESİ Yrd. Doç. Dr. Abdullah DEMİR Makine Mühendisliği KAYNAK İki malzemenin, ısı veya basınç veya her ikisini kullanarak, bir malzemeye ilave ederek veya etmeden birleştirmedir.
MARMARA ÜNİVERSİTESİ TEKNOLOJİ FAKÜLTESİ Yrd. Doç. Dr. Abdullah DEMİR Makine Mühendisliği KAYNAK İki malzemenin, ısı veya basınç veya her ikisini kullanarak, bir malzemeye ilave ederek veya etmeden birleştirmedir.
ÇELİK YAPILAR. Hazırlayan: Doç. Dr. Selim PUL. KTÜ İnşaat Müh. Bölümü
 ÇELİK YAPILAR Hazırlayan: Doç. Dr. Selim PUL KTÜ İnşaat Müh. Bölümü BİRLEŞİM ARAÇLARI SÖKÜLEBİLİR BİRLEŞİMLER : CIVATALI BİRLEŞİMLER SÖKÜLEMEZ BİRLEŞİMLER : KAYNAK LI BİRLEŞİMLER CIVATALAR (BULONLAR) Cıvata
ÇELİK YAPILAR Hazırlayan: Doç. Dr. Selim PUL KTÜ İnşaat Müh. Bölümü BİRLEŞİM ARAÇLARI SÖKÜLEBİLİR BİRLEŞİMLER : CIVATALI BİRLEŞİMLER SÖKÜLEMEZ BİRLEŞİMLER : KAYNAK LI BİRLEŞİMLER CIVATALAR (BULONLAR) Cıvata
TIG KAYNAK YÖNTEMİNDE KARŞILAŞILAN KAYNAK HATALARI PROF. DR. HÜSEYİN UZUN HOŞGELDİNİZ
 TIG KAYNAK YÖNTEMİNDE KARŞILAŞILAN KAYNAK HATALARI PROF. DR. HÜSEYİN UZUN HOŞGELDİNİZ Prof. Dr. Hüseyin UZUN-Metalurji ve Malzeme Mühendisliği Bölümü 1 /94 Tungsten Kalıntıları Tungsten elektrot kaynak
TIG KAYNAK YÖNTEMİNDE KARŞILAŞILAN KAYNAK HATALARI PROF. DR. HÜSEYİN UZUN HOŞGELDİNİZ Prof. Dr. Hüseyin UZUN-Metalurji ve Malzeme Mühendisliği Bölümü 1 /94 Tungsten Kalıntıları Tungsten elektrot kaynak
Sentes-BIR Hakkında. Sentes-BIR metallerin birleştirmeleri ve kaplamaları konusunda çözümler üreten malzeme teknolojileri firmasıdır.
 Sentes-BIR Hakkında Sentes-BIR metallerin birleştirmeleri ve kaplamaları konusunda çözümler üreten malzeme teknolojileri firmasıdır. Çalışan sayısı 80 İhracat > %50 Üretim Programı Sert Lehimleme Alaşımları
Sentes-BIR Hakkında Sentes-BIR metallerin birleştirmeleri ve kaplamaları konusunda çözümler üreten malzeme teknolojileri firmasıdır. Çalışan sayısı 80 İhracat > %50 Üretim Programı Sert Lehimleme Alaşımları
ÇELİK YAPI UYGULAMALARINDA KULLANILAN KAYNAK YÖNTEMLERİ, ÜSTÜNLÜKLERİ VE SAKINCALI YÖNLERİ
 1. Giriş ÇELİK YAPI UYGULAMALARINDA KULLANILAN KAYNAK YÖNTEMLERİ, ÜSTÜNLÜKLERİ VE SAKINCALI YÖNLERİ Yrd. Doç. Dr. Yavuz Selim TAMA (Pamukkale Üniversitesi, Mühendislik Fakültesi, İnşaat Mühendisliği Bölümü,
1. Giriş ÇELİK YAPI UYGULAMALARINDA KULLANILAN KAYNAK YÖNTEMLERİ, ÜSTÜNLÜKLERİ VE SAKINCALI YÖNLERİ Yrd. Doç. Dr. Yavuz Selim TAMA (Pamukkale Üniversitesi, Mühendislik Fakültesi, İnşaat Mühendisliği Bölümü,
1000-200000 m3/h, 400-1500 Pa. Kavrama, kayış-kasnak veya direk tahrik Eurovent e göre Kısa/Uzun gövde; kılavuz giriş kanatlı/kanatsız
 Aksiyal fanlar Üretimin açıklanması Değişik rotor türleri için, çıkış konumu, gövde geometrisi, gövde sacı kalınlığı, ve malzesi yönünden geniş bir seçme olanağı bulunmaktadır. Aşağıdaki açıklamalar standart
Aksiyal fanlar Üretimin açıklanması Değişik rotor türleri için, çıkış konumu, gövde geometrisi, gövde sacı kalınlığı, ve malzesi yönünden geniş bir seçme olanağı bulunmaktadır. Aşağıdaki açıklamalar standart
İMAL USULLERİ
 20.12.2017 MAK 2952 DERS SUNUMU 12 20.12.2017 Bu sunumun hazırlanmasında ulusal ve uluslararası çeşitli yayınlardan faydalanılmıştır 2 YRD.DOÇ.DR. MURAT KIYAK 1 20.12.2017 3 BİRLEŞTİRME YÖNTEMLERİNDE İŞLEM
20.12.2017 MAK 2952 DERS SUNUMU 12 20.12.2017 Bu sunumun hazırlanmasında ulusal ve uluslararası çeşitli yayınlardan faydalanılmıştır 2 YRD.DOÇ.DR. MURAT KIYAK 1 20.12.2017 3 BİRLEŞTİRME YÖNTEMLERİNDE İŞLEM
Hidroliğin Tanımı. Hidrolik, akışkanlar aracılığıyla kuvvet ve hareketlerin iletimi ve kumandası anlamında kullanılmaktadır.
 HİDROLİK SİSTEMLER Hidroliğin Tanımı Hidrolik, akışkanlar aracılığıyla kuvvet ve hareketlerin iletimi ve kumandası anlamında kullanılmaktadır. Enerji Türleri ve Karşılaştırılmaları Temel Fizik Kanunları
HİDROLİK SİSTEMLER Hidroliğin Tanımı Hidrolik, akışkanlar aracılığıyla kuvvet ve hareketlerin iletimi ve kumandası anlamında kullanılmaktadır. Enerji Türleri ve Karşılaştırılmaları Temel Fizik Kanunları
HİDROLİK VE PNÖMATİK KARŞILAŞTIRMA
 PNÖMATİK SİSTEMLERİN KULLANIM ALANLARI Pnömatik sistemler, Hızlı fakat küçük kuvvetlerin uygulanması istenen yerlerde; temizlik ve emniyet istenen tasarımlarda da kullanılır. Pnömatik sistemler aşağıda
PNÖMATİK SİSTEMLERİN KULLANIM ALANLARI Pnömatik sistemler, Hızlı fakat küçük kuvvetlerin uygulanması istenen yerlerde; temizlik ve emniyet istenen tasarımlarda da kullanılır. Pnömatik sistemler aşağıda
METALİK MALZEMELERİN GENEL KARAKTERİSTİKLERİ BAHAR 2010
 METALİK MALZEMELERİN GENEL KARAKTERİSTİKLERİ BAHAR 2010 WEBSİTE www2.aku.edu.tr/~hitit Dersler İÇERİK Metalik Malzemelerin Genel Karakteristiklerİ Denge diyagramları Ergitme ve döküm Dökme demir ve çelikler
METALİK MALZEMELERİN GENEL KARAKTERİSTİKLERİ BAHAR 2010 WEBSİTE www2.aku.edu.tr/~hitit Dersler İÇERİK Metalik Malzemelerin Genel Karakteristiklerİ Denge diyagramları Ergitme ve döküm Dökme demir ve çelikler
MKT 204 MEKATRONİK YAPI ELEMANLARI
 MKT 204 MEKATRONİK YAPI ELEMANLARI 2013-2014 Bahar Yarıyılı Kocaeli Üniversitesi Mühendislik Fakültesi Mekatronik Mühendisliği Bölümü Yrd. Doç. Dr. Egemen Avcu Makine Bir veya birçok fonksiyonu (güç iletme,
MKT 204 MEKATRONİK YAPI ELEMANLARI 2013-2014 Bahar Yarıyılı Kocaeli Üniversitesi Mühendislik Fakültesi Mekatronik Mühendisliği Bölümü Yrd. Doç. Dr. Egemen Avcu Makine Bir veya birçok fonksiyonu (güç iletme,
 GAZALTI VE TİG KAYNAK MAKİNELERİMİZ HİDROLİK ŞERİT TESTERE VE PROFİL BÜKME MAKİNELERİMİZ SİLİNDİR BÜKME VE DAİRE KESME MAKİNELERİMİZ PROFİL KESME VE SÜTUNLU MATKAP TEZGÂHIMIZ ATÖLYEMİZİN GENEL GÖRÜNÜŞÜ
GAZALTI VE TİG KAYNAK MAKİNELERİMİZ HİDROLİK ŞERİT TESTERE VE PROFİL BÜKME MAKİNELERİMİZ SİLİNDİR BÜKME VE DAİRE KESME MAKİNELERİMİZ PROFİL KESME VE SÜTUNLU MATKAP TEZGÂHIMIZ ATÖLYEMİZİN GENEL GÖRÜNÜŞÜ
 Ürün Kodu Genişlik Yükseklik Boş Ağırlık : A22 : 2.550 mm : 3.550 mm : 2.100 ~ 2.500 kg Geometrik Hacim : 8 10-12 16 20 26.000 l. (Kamyon tipine göre) Bölme Sayısı : 1 ~ 5 (Kamyon tipine göre) Tank Kodu
Ürün Kodu Genişlik Yükseklik Boş Ağırlık : A22 : 2.550 mm : 3.550 mm : 2.100 ~ 2.500 kg Geometrik Hacim : 8 10-12 16 20 26.000 l. (Kamyon tipine göre) Bölme Sayısı : 1 ~ 5 (Kamyon tipine göre) Tank Kodu
TOZ METALURJİSİ Prof.Dr. Muzaffer ZEREN
 . TEKNİK SEÇİMLİ DERS I TOZ METALURJİSİ Prof.Dr. Muzaffer ZEREN SİNTERLEME Sinterleme, partiküllerarası birleşmeyi oluşturan ısıl prosestir; aynı zamanda ham konumda gözlenen özellikler artırılır. . Sinterlemenin
. TEKNİK SEÇİMLİ DERS I TOZ METALURJİSİ Prof.Dr. Muzaffer ZEREN SİNTERLEME Sinterleme, partiküllerarası birleşmeyi oluşturan ısıl prosestir; aynı zamanda ham konumda gözlenen özellikler artırılır. . Sinterlemenin
MAGNEZYUM ALAŞIMLARININ TIG KAYNAĞI
 MAGNEZYUM ALAŞIMLARININ TIG KAYNAĞI 0.8 mm den az kalınlıkları TIG ile kaynak etmek kolay değildir; buna karşılık, üst sınır yok gibidir. Bununla birlikte, 10 mm den itibaren MIG süreci, daha ekonomik
MAGNEZYUM ALAŞIMLARININ TIG KAYNAĞI 0.8 mm den az kalınlıkları TIG ile kaynak etmek kolay değildir; buna karşılık, üst sınır yok gibidir. Bununla birlikte, 10 mm den itibaren MIG süreci, daha ekonomik
MAKİNE ELEMANLARI - (8.Hafta) VİDALAR -1
 VİDALAR -1") A. TEMEL KAVRAMLAR MAKİNE ELEMANLARI - (8.Hafta) VİDALAR -1 B. VİDA TÜRLERİ a) Vida Profil Tipleri Mil üzerine açılan diş ile lineer hareket elde edilmek istendiğinde kullanılır. Üçgen Vida Profili: Parçaları
A. TEMEL KAVRAMLAR MAKİNE ELEMANLARI - (8.Hafta) VİDALAR -1 B. VİDA TÜRLERİ a) Vida Profil Tipleri Mil üzerine açılan diş ile lineer hareket elde edilmek istendiğinde kullanılır. Üçgen Vida Profili: Parçaları
BÖLÜM 4 KAYNAK METALURJİSİ
 BÖLÜM 4 KAYNAK METALURJİSİ Kaynakta Oluşan Metalurjik Bölgeler Kaynakta Oluşan Metalurjik Bölgeler Kaynak Metalinin Katılaşması Kaynak Metalinin Katılaşması Kaynak Metalinin Katılaşması Tek pasoda yapılmış
BÖLÜM 4 KAYNAK METALURJİSİ Kaynakta Oluşan Metalurjik Bölgeler Kaynakta Oluşan Metalurjik Bölgeler Kaynak Metalinin Katılaşması Kaynak Metalinin Katılaşması Kaynak Metalinin Katılaşması Tek pasoda yapılmış
Döküm Prensipleri. Yard.Doç.Dr. Derya Dışpınar. İstanbul Üniversitesi
 Döküm Prensipleri Yard.Doç.Dr. Derya Dışpınar Şekilvermeyöntemleri Talaşlı Talaşsız Torna Freze Matkap Taşlama Dövme Çekme Ekstrüzyon Döküm Kaynak, lehim Toz metalurjisi Birleştirme Döküm 1. Metal veya
Döküm Prensipleri Yard.Doç.Dr. Derya Dışpınar Şekilvermeyöntemleri Talaşlı Talaşsız Torna Freze Matkap Taşlama Dövme Çekme Ekstrüzyon Döküm Kaynak, lehim Toz metalurjisi Birleştirme Döküm 1. Metal veya
 Ürün Kodu Genişlik Yükseklik Boş Ağırlık : A25 : 2.550 mm : 3.550 mm : 2.100 ~ 2.500 kg Geometrik Hacim : 10 16 18 26.000 l. (Kamyon tipine göre) Bölme Sayısı : 1 ~ 5 (Kamyon tipine göre) Tank Kodu : LGBF
Ürün Kodu Genişlik Yükseklik Boş Ağırlık : A25 : 2.550 mm : 3.550 mm : 2.100 ~ 2.500 kg Geometrik Hacim : 10 16 18 26.000 l. (Kamyon tipine göre) Bölme Sayısı : 1 ~ 5 (Kamyon tipine göre) Tank Kodu : LGBF
Güven Veren Mavi MMA (ÖRTÜLÜ ELEKTROD) KAYNAK MAKİNELERİ MIG/MAG (GAZALTI) KAYNAK MAKİNELERİ TIG AC/DC (ARGON) KAYNAK MAKİNELERİ
 KAYNAK MAKİNELERİ MIG/MAG (GAZALTI) KAYNAK MAKİNELERİ TIG AC/DC (ARGON) KAYNAK MAKİNELERİ") Güven Veren Mavi w w w. v e g a m a k. c o m MMA (ÖRTÜLÜ ELEKTROD) KAYNAK MAKİNELERİ MIG/MAG (GAZALTI) KAYNAK MAKİNELERİ TIG DC (ARGON) KAYNAK MAKİNELERİ TIG AC/DC (ARGON) KAYNAK MAKİNELERİ PLAZMA KESME
Güven Veren Mavi w w w. v e g a m a k. c o m MMA (ÖRTÜLÜ ELEKTROD) KAYNAK MAKİNELERİ MIG/MAG (GAZALTI) KAYNAK MAKİNELERİ TIG DC (ARGON) KAYNAK MAKİNELERİ TIG AC/DC (ARGON) KAYNAK MAKİNELERİ PLAZMA KESME
İÇİNDEKİLER BÖLÜM 1 BÖLÜM 2
 İÇİNDEKİLER BÖLÜM 1 Malzeme Seçiminin Temelleri... 1 1.1 Giriş... 2 1.2 Malzeme seçiminin önemi... 2 1.3 Malzemelerin sınıflandırılması... 3 1.4 Malzeme seçimi adımları... 5 1.5 Malzeme seçiminde dikkate
İÇİNDEKİLER BÖLÜM 1 Malzeme Seçiminin Temelleri... 1 1.1 Giriş... 2 1.2 Malzeme seçiminin önemi... 2 1.3 Malzemelerin sınıflandırılması... 3 1.4 Malzeme seçimi adımları... 5 1.5 Malzeme seçiminde dikkate
SpeedMIG. Sinerjik Kaynak Makineleri Serisi! MIG/ MAG
 SpeedMIG Sinerjik Kaynak Makineleri Serisi! MIG/ MAG www.merkle.com.tr MERKLE SpeedMIG Yüksek Teknoloji, Kalite ve Verimlilik! Merkle SpeedMIG jenerasyonu, birinci sınıf avantajlar sunan yeni dizayn kontrol
SpeedMIG Sinerjik Kaynak Makineleri Serisi! MIG/ MAG www.merkle.com.tr MERKLE SpeedMIG Yüksek Teknoloji, Kalite ve Verimlilik! Merkle SpeedMIG jenerasyonu, birinci sınıf avantajlar sunan yeni dizayn kontrol
KAPLAMA TEKNİKLERİ DERS NOTLARI
 KAPLAMA TEKNİKLERİ DERS NOTLARI Plazma Sprey Kaplama Maddenin katı, sıvı ve gaz hâlinden başka çok yüksek sıcaklıklarda karşılaşılan, plazma olarak adlandırılan dördüncü bir hâli daha vardır. Langmuir'e
KAPLAMA TEKNİKLERİ DERS NOTLARI Plazma Sprey Kaplama Maddenin katı, sıvı ve gaz hâlinden başka çok yüksek sıcaklıklarda karşılaşılan, plazma olarak adlandırılan dördüncü bir hâli daha vardır. Langmuir'e
ALÜMİNYUM KOMPOZİT PANELLER
 ALÜMİNYUM KOMPOZİT PANELLER YAPI MARKET SAN.TİC.LTD.ŞTİ. Formlandırılmış alüminyum kompozit panel kaplamalarının alt taşıyıcı strüktürlerinin yardımı ile mimarinize farklı yenilikler katması, sadece formları
ALÜMİNYUM KOMPOZİT PANELLER YAPI MARKET SAN.TİC.LTD.ŞTİ. Formlandırılmış alüminyum kompozit panel kaplamalarının alt taşıyıcı strüktürlerinin yardımı ile mimarinize farklı yenilikler katması, sadece formları
TALAŞSIZ ÜRETİM YÖNTEMLERİ -2
 ÜNİTE-7 TALAŞSIZ ÜRETİM YÖNTEMLERİ -2 ÖĞR. GÖR. HALİL YAMAK KONU BAŞLIKLARI Plastik Şekil Verme Yöntemi Toz Metalurjisi Yöntemi Kaynakla Birleştirme Yöntemi Plastik Şekil Verme Yöntemi Şekil değiştirme;
ÜNİTE-7 TALAŞSIZ ÜRETİM YÖNTEMLERİ -2 ÖĞR. GÖR. HALİL YAMAK KONU BAŞLIKLARI Plastik Şekil Verme Yöntemi Toz Metalurjisi Yöntemi Kaynakla Birleştirme Yöntemi Plastik Şekil Verme Yöntemi Şekil değiştirme;
DÖVME (Forging) Dövme (cold forging parts)
 Dövme (cold forging parts)") DÖVME (Forging) Dövmenin tarihi 4000 yıl veya daha fazlasına dayanmaktadır. Cıvatalar, perçinler, çubuklar, türbin milleri, paralar, madalyalar, dişliler, el aletleri, hava taşıtı parçaları dövme yolu
DÖVME (Forging) Dövmenin tarihi 4000 yıl veya daha fazlasına dayanmaktadır. Cıvatalar, perçinler, çubuklar, türbin milleri, paralar, madalyalar, dişliler, el aletleri, hava taşıtı parçaları dövme yolu
1. GAZ ERGİTME KAYNAĞI
 1. GAZ ERGİTME KAYNAĞI Oksi-asetilen kaynağı olarak da bilinen gaz kaynağında ısı menbaı olarak bir alev kullanılır. Alevin oluşturulması ve sürdürülmesi için oksijen gibi bir yakıcı gaz gerekir. Alev,
1. GAZ ERGİTME KAYNAĞI Oksi-asetilen kaynağı olarak da bilinen gaz kaynağında ısı menbaı olarak bir alev kullanılır. Alevin oluşturulması ve sürdürülmesi için oksijen gibi bir yakıcı gaz gerekir. Alev,