PROF. DR. M. SELÇUK ORUÇ
|
|
|
- Ceren Sunter
- 8 yıl önce
- İzleme sayısı:
Transkript

1 PROF. DR. M. SELÇUK ORUÇ
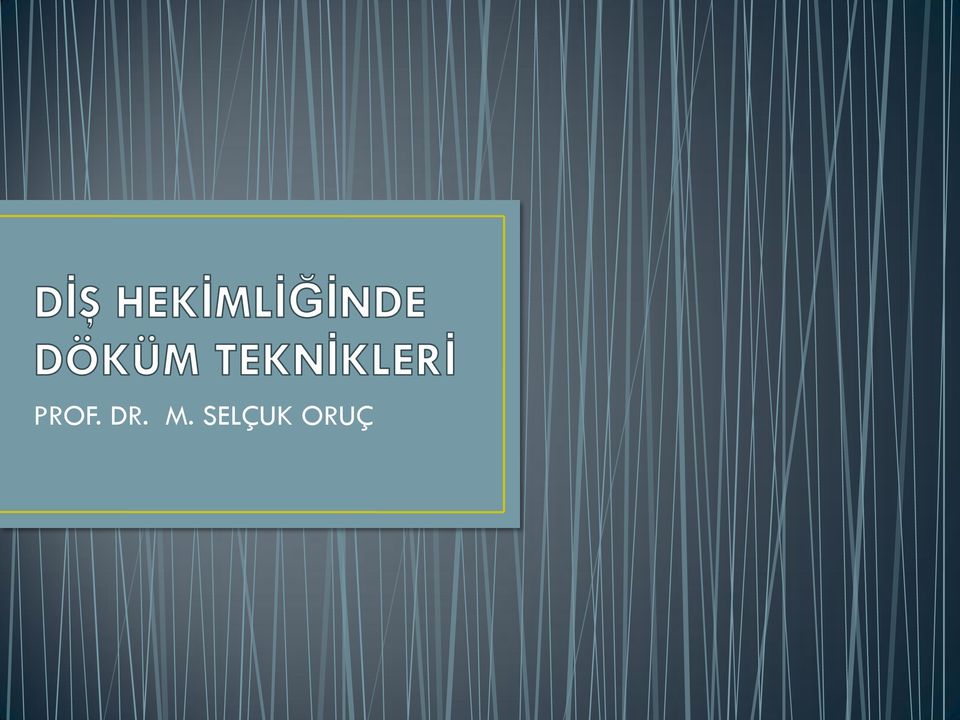
2 Döküm, hazırlanan bir mum yapının ısıya dayanıklı bir revetman materyali ile çevrelenerek, mumun ısı ile elimine edilmesi ve tij olarak ifade edilen döküm kanalından erimiş metali kalıp içerisine sevk etme şeklinde uygulanır.

3 Hassas bir dökümün elde edilebilmesi için etkili olan unsurlar şunlardır: 1. Mum yapının uygun bir şekilde hazırlanması, büzülmesi ve distorsiyonu 2. Revetmanın direnci ve yüzey düzgünlüğü 3. Revetmanın ısısal genleşmesi 4. Alaşımın dökümden sonraki büzülmesi

4 Modelasyonu yapılan ve tij bağlantısı oluşturulan bir mum yapı tamamlanmış bir döküm haline gelinceye kadar üç aşamadan geçer: 1) Revetmana alma (investing): mum yapının şeklini hassas bir şekilde yansıtacak bir materyalle kaplanması 2) Mumun eritilmesi (burnout): revetman kalıbın önısı işlemine tabi tutulması ve içindeki mum yapının eritilmesi. Böylece negatif döküm boşluğunun elde edilmesi. 3) Döküm (casting): metal alaşımın eritilerek bu boşluk içerisine sevk edilmesi.

5 REVETMANLAR Bir revetman üç önemli gereksinimi karşılamalıdır: 1. Mum örneğin detaylı formunu hassas biçimde taklit edebilmelidir. 2. Yanma ve erimiş metalin esas dökümü sırasındaki yüksek ısı seviyesine karşı koyabilecek yeterli dayanıklılıkta olmalıdır. 3. Alaşımın katılaşma büzülmesini telafi edebilmek için yeterli düzeyde genleşmelidir.

6 Revetmanlar üç grup altında incelenebilirler: Alçı bağlı revetmanlar Fosfat bağlı revetmanlar Silika bağlı revetmanlar Alçı bağlı revetmanlar, Tip I, Tip II, Tip III altın alaşımları için kullanılırlar. Fosfat bağlı revetmanlar metal-seramik çalışmalarda kullanılırlar. Silika bağlı revetmanlar ise yüksek sıcaklıklarda eriyen baz metal alaşımlarında, hareketli bölümlü protez dökümlerinde kullanılırlar.

7 ALÇI BAĞLI REVETMANLAR Bu tip revetmanlarda bağlayıcı olarak alçı, refraktör materyal olarak da kalıbı oluşturmak için quartz ve kristobalit kullanılır. Quartz ve kristobalit mumun eritilmesi sırasında kalıbın ısısal genleşmesinden sorumludur. Alçı bağlayıcı revetmanlar, tip I,II ve III altın alaşımları ile kullanılırlar. Dökümün istenilen boyutlarda elde edilebilmesi için üç tip genleşmeden yararlanılabilir: sertleşme, higroskopik ve ısısal.

8 Sertleşme genleşmesi: Alçı bağlı revetman karıştırıldıktan sonra sertleşirken bir miktar genleşir ve kalıbın hafifçe genişlemesine neden olur. Karışımdaki toz ve su oranı değiştirilerek genleşmenin az veya çok olması sağlanabilir. Suyun az kullanılması, karıştırma süresinin uzatılması ve ilave bir tampon maddesinin kullanılması genleşmeyi artırır.

9 Higroskopik genleşme: Bu durum, sertleşme sırasında revetmana su ilave edildiğinde ortaya çıkar. Genellikle bu işlem revetmanın dökülmesinden hemen sonra 1 saat süre ile 37 C lık su banyosunda bekletilmesi ile sağlanır. Bu uygulama genleşmenin artmasına ve daha düşük ön ısıtma işlemine izin verir. Tampon maddenin ıslak olarak kullanılması da belirli ölçüde higroskopik genleşemeye imkan verir.

10 Isısal genleşme: Revetman yanma fırınında ısıtıldığında meydana gelir. Revetman içerisindeki silika refraktör materyalin faz değişimi, bu olaydan sorumludur.

11 FOSFAT BAĞLI REVETMANLAR Fosfat bağlı revetmanlar çok daha kuvvetlidir ve alçı bağlı revetmanlara göre çok daha yüksek ısılara dayanıklıdır. Metalseramik alaşımlarından birçoğu 1200 C civarında eridiğinden soğuma sırasında ilave bir büzülme gösterir. Bunu kompanse etmek için daha geniş bir kalıp gereklidir. Bu ilave genleşme fosfat bağlı revetmanlarla sağlanabilir. Alçı bağlı revetmandan temel farkı, bağlayıcı olarak magnezyum oksit ve amonyum fosfat bileşimi içermesi ve silika refraktör materyalinin nisbeten yüksek konsantrasyonudur.

12 Bu revetmanların birçoğu özel olarak hazırlanmış kolloidal silikanın sudaki suspansiyonları ile karıştırılır. İçerisinde karbon bulunan fosfat bağlı revetmanlar baz metallerle kullanılmamalıdır. Çünkü karbon mevcudiyetinde baz metal alaşımları kırılgan hale gelir. Bu revetmanlar, yüksek altın veya palladyum içeren alaşımlarda kullanılırlar.

13 Kolloidal silika çözeltisi ve su oranlarının değiştirilmesi ile genleşme çeşitlendirilebilir: 1. Daha fazla kolloidal silika ve daha az su=daha fazla genleşme 2. Daha az kolloidal silika ve daha fazla su=daha az genleşme Alçı bağlı revetmanlara kıyaşla çalışma süreleri daha kısadır. Bu materyallerin ekzotermik reaksiyonları sertleşmeyi hızlandırır. Uzun karıştırma süresi sertleşme reaksiyonunu ve ısı artışını belirgin bir şekilde artırır, böylece de çalışma süresi kısalır. Reaksiyon sırasında gaz oluşumu söz konusu olup dökümde nodüllere neden olacağından vakum uygulaması gereklidir.

14 TİJ SEÇİMİ VE TİJLEMEYLE İLGİLİ KURALLAR Tij, mum plastik veya metalden yapılmış küçük çaplı bir çubuk veya tüptür. Daha çok mum tijler tercih edilir çünkü bunlar mum yapı ile aynı hızda erirler ve eriyen mumun kaçışını kolaylaştırırlar. Tijleme konusunda üç temel gereksinim vardır: 1. Tij eriyen mumun kalıptan uzaklaştırılmasına izin vermelidir. 2. Eriyen metalin kalıp içerisine minimum türbülansla sevkedilmesini sağlamalıdır. 3. Kalıbı doldurmaya başlayan metalin donmasından daha uzun bir süre erimiş halde kalabilmelidir.

15
16 Tijlemenin Amaçları: 1) Mum örneğin belli bir konumda tutulması, 2) Döküm için uygun boşluğun sağlanması, 3) Mum atımı sırasında mumun uzaklaşabileceği bir kanal yapmak, 4) Döküm esnasında erimiş alaşımın girebileceği bir kanal oluşturmak, 5) Katılaşma esnasında alaşımın büzülmesini kompanse etmek.
 Katılaşma esnasında alaşımın")
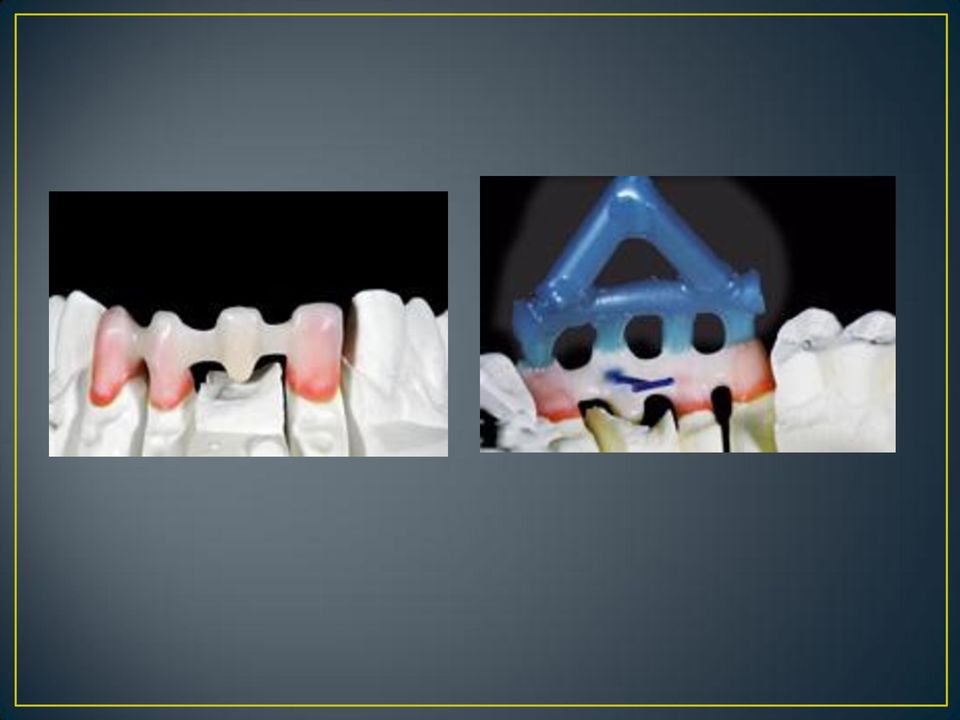
17 TİJLEMEDE DİKKAT EDİLECEK HUSUSLAR Eriyen metalin akışını kolaylaştırmak ve rezervuar etkisi oluşturması için tij çapı büyük olmalıdır. Molar ve metal seramikler için 2.5 mm, premolar ve parsiyel restorasyonlar için 2 mm lik tijler yeterlidir. Eğer tij çok ince veya uzun olursa metal esas boşluğuna ulaşmadan katılaşabilir ve dökümün en geniş kısmında büzülme noktası pörözitesi oluşur. Tij mum yapının en kalın bölgesine, marjinlerden ve oklüzal kontakttan uzak bir bölgeye yerleştirilmelidir. Kalıp içerisine gönderilecek alaşımın mum örneğin her yerine rahat akabilmesi için uygun bir açı ile bağlanmalıdır. Yaklaşık 135 derecelik bir açılanma olmalıdır.

18
19 Tij bağlantısı, mum yapının manşet içerisindeki uygun konumuna da izin vermelidir. Aksi takdirde genleşme uniform olarak gerçekleşmez. Örneğin tüberkül tepesine yapılan bağlantılar iyi sonuç verirken proksimal kontaklara bağlantı yapılması dökümün meziodistal olarak geniş, oklüzoservikal olarak kısa olmasına neden olur. Tijin mum örneğe bağlandığı nokta düzgün olmalıdır. Aksi takdirde bu bölgede türbülansa izin verilmiş olur. Özellikle gözenekli bir yapıya sahip olmayan revetmanlar kullanıldığında ve çok üniteli dökümlerde döküm sırasında gazların kaçışını kolaylaştırmak için vent denilen hava kanalları kullanılabilir. Ventler, küçük yardımcı tijler veya kanallardan oluşturulur.

20
21 TİJLEME İÇİN GEREKLİ MALZEMELER Tij Yapıştırıcı mum Lastik koni oluşturucu Döküm halkası Bunsen beki Mum temizleyici Mum spatülü Döküm konisi oluşturucu yapılar
22 Tij mum yapıya bağlandıktan sonra diğer ucu da hazır lastikten yapılmış döküm konisi oluşturucu yapıya bağlanır. Revetmana alınma sırasında bu koni, döküm konisinin düzgün bir şekilde elde edilmesini sağlar. Bu amaçla kullanılabilecek diğer bir yöntem de pembe mum tabakadan manşetin çapına uygun koni şeklinde bir yapı oluşturmaktır. Hazır lastik konilerin şekli döküm makinasına göre farklı biçimlerde olabilir. Genellikle tij boyunu olabildiğince kısa tutabilecek şekilde derin olması tercih edilir.
23 DÖKÜM HALKASI (MANŞET) VE TAMPON TABAKA (LINER) Manşet, revetmanın belli bir hacimde tutulması ve kalıbın genleşmesinin sınırlanmasını sağlar. Revetmanın sertleşme genleşmesinden yararlanabilmek için manşet içi yüzeyini tampon bir tabaka ile astarlamak gerekir. Bu tabaka, revetman ve dökümün daha sonra manşetten kolay çıkarılmasına da yardım eder. Alternatif bir yöntem de sertleşme genleşmesine direnç göstermeyen parçalı, plastik döküm manşetlerinin kullanılmasıdır. Plastik manşet, revetmana alınmış örnek fırına yerleştirilmeden önce çıkarılır. Bu teknik, döküm sırasında gazların daha kolay kaçabilmesine olanak sağlar ancak kalıp çatlamaya karşı daha dayanıksızdır.
24 Yıllardır döküm manşetlerinin içinin astarlanması için asbest kullanılmışken bugün, asbestin zararlı etkisi nedeniyle, fibröz seramik, aliminyum silikat gibi alternatif ürünler kullanıma sunulmuştur.
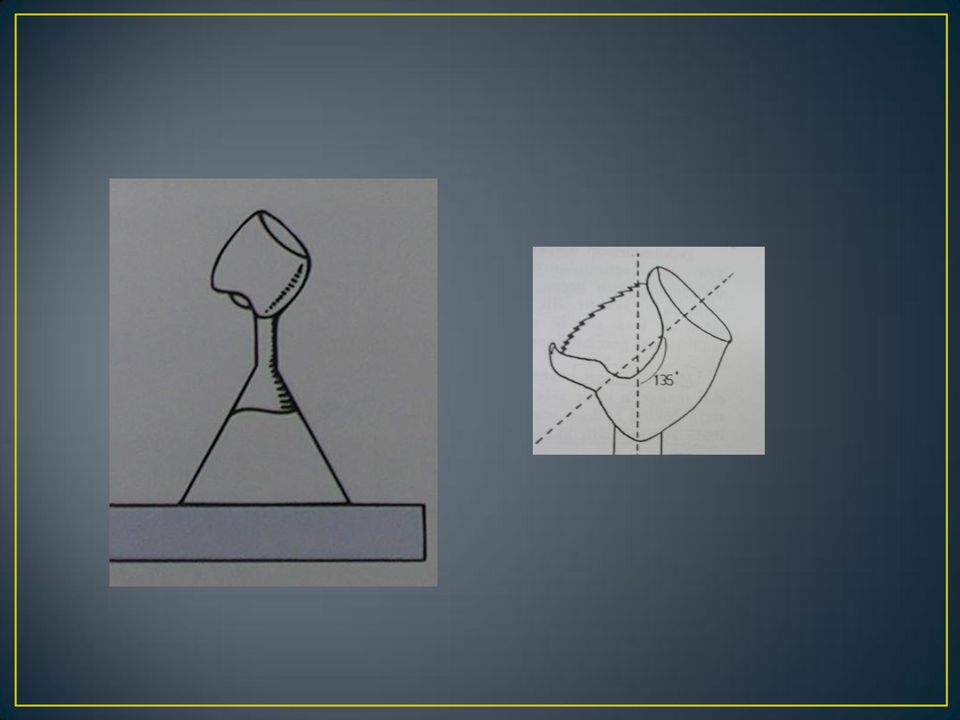
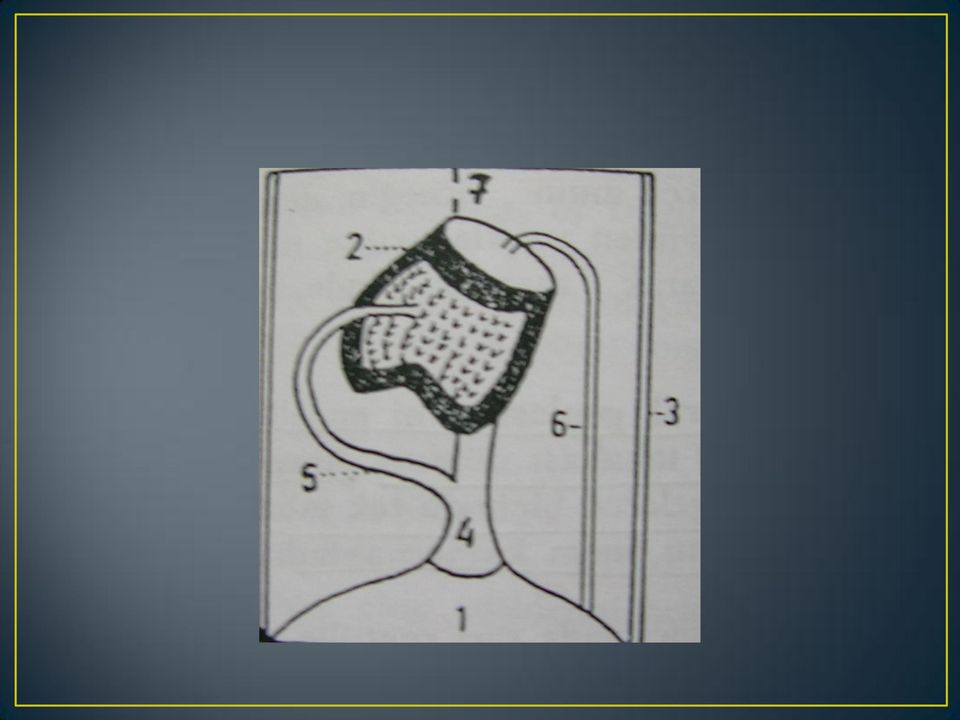
25 Mum örneğin döküm halkası içerisindeki pozisyonu genleşmeyi etkiler. Uygun sonuçlar için, mum modelin manşet içerisinde duvarlardan eşit uzaklıkta yerleştirilmesi gerekir. Köprü gövdeleri de birbirlerine çok yakın konumlandırılmamalıdır. Çünkü buralarda ısı daha fazla yoğunlaşır ve kronlar ile döküm kanallarında erken soğumaya yol açarlar. Bu da erken büzülme ve pöröziteye yol açar. Önlem olarak gövdelere kısa hava kanalları konulabilir.
26 Tij bağlantısı yapılmış olan mum yapı lastik döküm konisine bağlanırken bu hususlara dikkat edilerek manşet içindeki konumu kontrol edilir ve yapıştırıcı mum ile lastik koniye bağlanır. Revetmana alınmadan önce özellikle fosfat bağlı revetmanlarda ıslanabilirlik iyi olmadığından mum yapı, yüzey gerilimi düşürücü bir sıvı ile silinmelidir.
27
28 Çok üniteli dökümler için uygulama İki üniteden fazla bir döküm tek parça olarak yapılacaksa, her ünite yatay bir barla birleştirilmelidir. Bu yatay barı beslemek için tek bir tij kullanılır. İki üniteli dökümlerde yine bir yatay bar kullanılır veya her ünite ayrı bir tij ile beslenir. Köprü veya çok üniteli dökümlerde her mum ünitesinden bir tij çıkmalı ve bu tijler döküm konisinde rezervuar oluşturarak birleşmelidir. Gövdeler daha hacimli olduklarından buralara bağlanacak tijler daha kalın olmalıdır. Çünkü soğuma sırasında buralardaki metal ihtiyacı ilave bir beslemeye ihtiyaç gösterir.
29
30 REVETMANA ALMA Revetman hazırlanırken önerilen su/toz oranına dikkat edilmelidir. *Fazla su genleşmeyi azaltır *Koyu kıvamda hazırlanan revetmanda ise genleşme artar ancak çalışma güçleşir. Karıştırma süresi uzun tutulursa genleşme artar. Revetman elle veya vakumlu karıştırıcı ile karıştırılabilir. Manşetin revetmanla doldurulması da vakum cihazında yapılabilir. Manşete revetman doldurulmadan önce mum örneğin üzeri uniform kalınlıkta bir revetman tabakası ile örtülebilir buna çekirdekleme denir. Manşet açılı bir konumda tutularak revetman manşet içine akıtılır. Hava kabarcığı kalmamasına dikkat edilmelidir.
31 MUMUN ERİTİLMESİ (BURN-OUT) İŞLEMİ Revetmanın içerisindeki mumun eritilerek uzaklaştırılmasıyla eritilecek metal için bir kalıp hazırlanmış ve genleşme olayına imkan sağlanmış olur. Manşetten lastik veya mum koni çıkarılır ve revetman kırıntıları temizlenir. Manşet, döküm konisi aşağı gelecek şekilde fırına yerleştirilir. Isı 300 C ye ayarlanarak bu ısıda yarım saat bırakılırç Mum eriyip aktıktan sonra ısı C ye çıkarılır ve 1 saat beklenilir. Manşet döküme alınmadan önce 10 dakika kadar ters çevirilerek döküm konisi üste getirilir. Böylece kalıbın iç kısımlarının hava ve oksijenle teması sağlanarak bu bölge tüm mum artıklarından arındırılır.
32 DÖKÜM Manşetin fırından alınması ile eritilen alaşımın kalıp içerisine gönderilmesi arasında 30 saniyeden fazla süre geçmemelidir. Gecikmeler ısı kaybına ve kalıbın büzülmesine yol açar. Isı kaybına engel olmak için pota da önceden ısıtılmalıdır. Döküm işlemine geçmeden önce santrifüj de ayarlanmalı ve kurulmalıdır. Santrifüjün kurulması yatay kolun dönüş istikametinin tersine 2-3 kez çevrilmesiyle gerçekleşir. Açık alev kullanılacaksa şalome alevi ayarlanmalıdır. Önce gaz musluğu açılarak yakılır, sonra hava ve oksijen yavaş yavaş açılarak konik bir alev elde edilir.


33
34 Şalome alevindeki ilk kon karışım bölgesidir, renksizdir ve soğuktur. Bunun etrafındaki yeşilimsi mavi kısım ise yanma tutuşma bölgesidir ve kısmi yanma burada olur, okside edici bir bölgedir. Bundan sonra donuk mavi bir eğim vardır ki burası redüksiyon bölgesidir ve en sıcak kısımdır. Metal bu kısımla temasta olmalıdır. Bunun önünde de oksidasyon bölgesi vardır. Metal bu kısımla temasta olursa okside olma eğilimi artar.
35 Önce pota ısıtılır, daha sonra metal potaya konularak ısıtılmaya başlanır. Metal alaşım küresel ve parlak bir görünüm aldığında erime derecesine ulaşmış demektir. Metal alevin redükte edici kısmı ile temasta ise ayna gibi parlar. Bu aşamada çok az bir boraks, eritici (flux) olarak metal üzerine atılır ve akıcılık ile oksidasyon engeli sağlar. Manşetin santrifüj içindeki konumu ayarlanarak, metal tam olarak eridiğinde kilit açılarak santrifüjün dönmesi sağlanır ve kendi duruncaya kadar beklenir. **Manşetin santrifüj üzerindeki konumu ayarlanırken mum örneği yerleştirdiğimiz pozisyonun santrifüjün itme kuvvetinin maksimum olduğu bölgeye rastlamasına dikkat etmeliyiz.
36 DÖKÜMÜN TEMİZLENMESİ Manşet, santrifüjden maşa ile alındıktan sonra bir müddet soğuması beklenir. altın dökümlerinde manşet soğuk suya batırılabilir. Bu işlem özellikle altına daha iyi çalışma özelliği sağlar. Bu sayede revetmanın temizlenmesi de kolaylaşır. Altının tam anlamıyla temizlenebilmesi için porselen veya ısıya dayanıklı bir cam kap içerisinde bu amaç için hazırlanmış özel solüsyonlar veya %50 oranında sulandırılmış sülfürik asit ısıtılarak dökülmüş olan metal bu sıcak asit banyosunun içine atılır.
37 DÖKÜM CİHAZLARI 1. Santrifüj: Yaylı bir mekanizma ile kurulan ve eriyen metalin manşet içindeki kalıba merkezkaç kuvvetiyle sevkedilmesini sağlayan araçlardır. Metalin eritilmesi şalome alevi veya elektrikle çalışan eritme düzenekleriyle olur. 2. Vakum basıncıyla döküm: Bu aygıtta seramik bir tüp içinde platin-iridyum tel ısıtılarak küçük bir fırın gibi karbon potanın ısıtılması için kullanılmaktadır. Isıtılmış olan manşet bu pota üzerine başaşağı yerleştirilir, metal eritildiğinde ise vakum basıncı altında manşet ve pota 180 derece döndürülmektedir. Sonra da metal 30 saniye kadar hava basıncı altında soğumaya bırakılmaktadır. Pahalı bir sistemdir.
38
39 Kaynaklar: 1. Prof. Dr. Semih BERKSUN yılı 3-4. sömestr ders notları 2. Sabit protezin temelleri (3. baskı) Herbert T. Shillingburg, Sumiya Hobo, Lowell D. Whitsett, Richard Jacobi, Susan E. Brackett.
REVETMAN. Prof Dr Övül KÜMBÜLOĞLU. Ege Üniversitesi Dişhekimliği Fakültesi Protetik Diş Tedavisi Anabilim Dalı Öğretim Üyesi
 REVETMAN Prof Dr Övül KÜMBÜLOĞLU Ege Üniversitesi Dişhekimliği Fakültesi Protetik Diş Tedavisi Anabilim Dalı Öğretim Üyesi REVETMAN Mum örneğin metal yapıya dönüştürülmesi için kullanılan yardımcı madde
REVETMAN Prof Dr Övül KÜMBÜLOĞLU Ege Üniversitesi Dişhekimliği Fakültesi Protetik Diş Tedavisi Anabilim Dalı Öğretim Üyesi REVETMAN Mum örneğin metal yapıya dönüştürülmesi için kullanılan yardımcı madde
Alaşımların Ergitilmesinde Kullanılan Gereçler Eritme ocakları Potalar ve maşalar Tel ve plaka şideleri
 ERİTME Tanımı ve Önemi Cisimlerin herhangi bir ısı yardımıyla katı hâlini kaybedip akışkan hâle gelmesi işlemine eritme denir. Kuyumculukta en çok yapılan işlemlerden birisi de eritme işlemidir. Altına
ERİTME Tanımı ve Önemi Cisimlerin herhangi bir ısı yardımıyla katı hâlini kaybedip akışkan hâle gelmesi işlemine eritme denir. Kuyumculukta en çok yapılan işlemlerden birisi de eritme işlemidir. Altına
Dişhekimliğinde MUM. Prof Dr. Övül KÜMBÜLOĞLU. Ege Üniversitesi Dişhekimliği Fakültesi Protetik Diş Tedavisi Anabilim Dalı Öğretim Üyesi
 Dişhekimliğinde MUM Prof Dr. Övül KÜMBÜLOĞLU Ege Üniversitesi Dişhekimliği Fakültesi Protetik Diş Tedavisi Anabilim Dalı Öğretim Üyesi MUM Dişhekimliğinde kullanılan mumlar genellikle 2 veya daha fazla
Dişhekimliğinde MUM Prof Dr. Övül KÜMBÜLOĞLU Ege Üniversitesi Dişhekimliği Fakültesi Protetik Diş Tedavisi Anabilim Dalı Öğretim Üyesi MUM Dişhekimliğinde kullanılan mumlar genellikle 2 veya daha fazla
ENDÜSTRİYEL GÜÇ DAĞITIM AŞ
 YILDIRIMDAN KORUMA VE TOPRAKLAMA SİSTEMLERİ T E R M İT K A Y N A K U YG U LA M A S I Hazırlayan HÜSEYİN ALÇIOĞLU Elektrik Mühendisi REV00 10 Aralık 2010 SOKAK NO:19/A BEKİRPAŞA-İZMİT / KOCAELİ Termit kaynak
YILDIRIMDAN KORUMA VE TOPRAKLAMA SİSTEMLERİ T E R M İT K A Y N A K U YG U LA M A S I Hazırlayan HÜSEYİN ALÇIOĞLU Elektrik Mühendisi REV00 10 Aralık 2010 SOKAK NO:19/A BEKİRPAŞA-İZMİT / KOCAELİ Termit kaynak
KRON KÖPRÜ REVATMANI
 PORSELEN METALİ 1. Yüksek korozyon direnci sunmalı ve özellikle dental porselenler için üretilmiş olmalıdır. 2. DIN 17006 ve DIN 13912 standartlarına uygun olmalıdır. 3. Ağırlıklı olarak Nikel-Krom alaşımından
PORSELEN METALİ 1. Yüksek korozyon direnci sunmalı ve özellikle dental porselenler için üretilmiş olmalıdır. 2. DIN 17006 ve DIN 13912 standartlarına uygun olmalıdır. 3. Ağırlıklı olarak Nikel-Krom alaşımından
KALIP KUMLARI. Kalıp yapımında kullanılan malzeme kumdur. Kalıp kumu; silis + kil + rutubet oluşur.
 KALIPLAMA Modeller ve maçalar vasıtasıyla, çeşitli ortamlarda (kum, metal) kalıp adı verilen ve içerisine döküm yapılan boşlukların oluşturulmasına kalıplama denir. KALIP KUMLARI Kalıp yapımında kullanılan
KALIPLAMA Modeller ve maçalar vasıtasıyla, çeşitli ortamlarda (kum, metal) kalıp adı verilen ve içerisine döküm yapılan boşlukların oluşturulmasına kalıplama denir. KALIP KUMLARI Kalıp yapımında kullanılan
DENEYİN ADI: Kum ve Metal Kalıba Döküm Deneyi. AMACI: Döküm yoluyla şekillendirme işleminin öğrenilmesi.
 DENEYİN ADI: Kum ve Metal Kalıba Döküm Deneyi AMACI: Döküm yoluyla şekillendirme işleminin öğrenilmesi. TEORİK BİLGİ: Metalik malzemelerin dökümü, istenen bir şekli elde etmek için, seçilen metal veya
DENEYİN ADI: Kum ve Metal Kalıba Döküm Deneyi AMACI: Döküm yoluyla şekillendirme işleminin öğrenilmesi. TEORİK BİLGİ: Metalik malzemelerin dökümü, istenen bir şekli elde etmek için, seçilen metal veya
Kaynak nedir? Aynı veya benzer alaşımlı maddelerin ısı tesiri altında birleştirilmelerine Kaynak adı verilir.
 1 Kaynak nedir? Aynı veya benzer alaşımlı maddelerin ısı tesiri altında birleştirilmelerine Kaynak adı verilir. 2 Neden Kaynaklı Birleşim? Kaynakla, ilave bağlayıcı elemanlara gerek olmadan birleşimler
1 Kaynak nedir? Aynı veya benzer alaşımlı maddelerin ısı tesiri altında birleştirilmelerine Kaynak adı verilir. 2 Neden Kaynaklı Birleşim? Kaynakla, ilave bağlayıcı elemanlara gerek olmadan birleşimler
Sakarya Üniversitesi Teknoloji Fakültesi, Metalurji ve Malzeme Mühendisliği
 1 Kaynak için gerekli ısının biri yanıcı, diğeri yakıcı olan gazların yakılmasıyla elde edilen yüksek sıcaklıktaki alev ile yapılan kaynağa "gaz ergitme kaynağı" adı verilir. 1892-1900 yılları arasında
1 Kaynak için gerekli ısının biri yanıcı, diğeri yakıcı olan gazların yakılmasıyla elde edilen yüksek sıcaklıktaki alev ile yapılan kaynağa "gaz ergitme kaynağı" adı verilir. 1892-1900 yılları arasında
LABORATUVAR LİKİT A-SİLİKONU
 LABORATUVAR LİKİT A-SİLİKONU 1. Keskin undercut ve revetman modelleri ile tüm seramik tekniklerinde güdük dublikasyonu için kullanılmalıdır. 2. Yüksek derecede akışkan olmalıdır. 3. 24 saat sonraki sertliği
LABORATUVAR LİKİT A-SİLİKONU 1. Keskin undercut ve revetman modelleri ile tüm seramik tekniklerinde güdük dublikasyonu için kullanılmalıdır. 2. Yüksek derecede akışkan olmalıdır. 3. 24 saat sonraki sertliği
BAĞLAYICILAR. Alçı harcı, Kireç harcı, Takviyeli kireç harcı, Çimento harcı, Kuru harç, Şap ve sıva harcıdır.
 Yapısal peyzaj unsurlarının oluşturulmasında doğal taş, tuğla, karo, beton plak gibi döşeme, kaplama ve duvar malzemelerinin; Birbiriyle bağlanmasında, Yatay bir zemin üzerine döşenmesinde, Düşey bir zemin
Yapısal peyzaj unsurlarının oluşturulmasında doğal taş, tuğla, karo, beton plak gibi döşeme, kaplama ve duvar malzemelerinin; Birbiriyle bağlanmasında, Yatay bir zemin üzerine döşenmesinde, Düşey bir zemin
YAPI MALZEMESİ. Romalılar devrinde ise su kireci bulunmuş ve su içi inşaatlarında kullanılmıştır.
 Bilinen en eski bağlayıcılardan birisi olan kireç, eski Babil, Mısır, Finikeliler, Hitit ve Persler tarafından hava kireci olarak yapıda kullanılmıştır. Romalılar devrinde ise su kireci bulunmuş ve su
Bilinen en eski bağlayıcılardan birisi olan kireç, eski Babil, Mısır, Finikeliler, Hitit ve Persler tarafından hava kireci olarak yapıda kullanılmıştır. Romalılar devrinde ise su kireci bulunmuş ve su
ISI,MADDELERİ ETKİLER
 ISI,MADDELERİ ETKİLER Isı Alır Genleşir, Isı Verir Büzülür Maddelere verilen ısı,sıcaklığı artırırken maddelerin boyutlarında da değişime neden olur.isının etkisiyle maddelerin boyutlarındaki bu değişime
ISI,MADDELERİ ETKİLER Isı Alır Genleşir, Isı Verir Büzülür Maddelere verilen ısı,sıcaklığı artırırken maddelerin boyutlarında da değişime neden olur.isının etkisiyle maddelerin boyutlarındaki bu değişime
AtılımKimyasalları AK 3151 D SUNKROM DEKORATİF KROM KATALİZÖRÜ (SIVI) ÜRÜN TANIMI EKİPMANLAR
 ÜRÜN TANIMI EKİPMANLAR") SAYFA NO: 1/5 AtılımKimyasalları AK 3151 D SUNKROM DEKORATİF KROM KATALİZÖRÜ (SIVI) ÜRÜN TANIMI AK 3151 D SUNKROM dekoratif krom kaplama banyolarında kullanılan sıvı katalist sistemidir. Klasik sülfatlı
SAYFA NO: 1/5 AtılımKimyasalları AK 3151 D SUNKROM DEKORATİF KROM KATALİZÖRÜ (SIVI) ÜRÜN TANIMI AK 3151 D SUNKROM dekoratif krom kaplama banyolarında kullanılan sıvı katalist sistemidir. Klasik sülfatlı
DÖKÜM TEKNOLOJİSİ. Döküm:Önceden hazırlanmış kalıpların içerisine metal ve alaşımların ergitilerek dökülmesi ve katılaştırılması işlemidir.
 DÖKÜM TEKNOLOJİSİ Döküm:Önceden hazırlanmış kalıpların içerisine metal ve alaşımların ergitilerek dökülmesi ve katılaştırılması işlemidir. DÖKÜM YÖNTEMİNİN ÜSTÜNLÜKLERİ Genelde tüm alaşımların dökümü yapılabilmektedir.
DÖKÜM TEKNOLOJİSİ Döküm:Önceden hazırlanmış kalıpların içerisine metal ve alaşımların ergitilerek dökülmesi ve katılaştırılması işlemidir. DÖKÜM YÖNTEMİNİN ÜSTÜNLÜKLERİ Genelde tüm alaşımların dökümü yapılabilmektedir.
Isı Cisimleri Hareket Ettirir
 Isı Cisimleri Hareket Ettirir Yakıtların oksijenle birleşerek yanması sonucunda oluşan ısı enerjisi harekete dönüşebilir. Yediğimiz besinler enerji verir. Besinlerden sağladığımız bu enerji ısı enerjisidir.
Isı Cisimleri Hareket Ettirir Yakıtların oksijenle birleşerek yanması sonucunda oluşan ısı enerjisi harekete dönüşebilir. Yediğimiz besinler enerji verir. Besinlerden sağladığımız bu enerji ısı enerjisidir.
Elektron ışını ile şekil verme. Prof. Dr. Akgün ALSARAN
 Elektron ışını ile şekil verme Prof. Dr. Akgün ALSARAN Elektron ışını Elektron ışını, bir ışın kaynağından yaklaşık aynı hızla aynı doğrultuda hareket eden elektronların akımıdır. Yüksek vakum içinde katod
Elektron ışını ile şekil verme Prof. Dr. Akgün ALSARAN Elektron ışını Elektron ışını, bir ışın kaynağından yaklaşık aynı hızla aynı doğrultuda hareket eden elektronların akımıdır. Yüksek vakum içinde katod
MAK-205 Üretim Yöntemleri I. Yöntemleri. (4.Hafta) Kubilay Aslantaş
 Kubilay Aslantaş") MAK-205 Üretim Yöntemleri I Kalıcı Kalıp p Kullanılan lan Döküm D Yöntemleri (4.Hafta) Kubilay Aslantaş Kalıcı Kalıp p Kullanan Döküm D m YöntemleriY Harcanan kalıba döküm tekniğinin en büyük dezavantajı;
MAK-205 Üretim Yöntemleri I Kalıcı Kalıp p Kullanılan lan Döküm D Yöntemleri (4.Hafta) Kubilay Aslantaş Kalıcı Kalıp p Kullanan Döküm D m YöntemleriY Harcanan kalıba döküm tekniğinin en büyük dezavantajı;
DENEY 3. MADDENİN ÜÇ HALİ: NİTEL VE NİCEL GÖZLEMLER Sıcaklık ilişkileri
 DENEY 3 MADDENİN ÜÇ HALİ: NİTEL VE NİCEL GÖZLEMLER Sıcaklık ilişkileri AMAÇ: Maddelerin üç halinin nitel ve nicel gözlemlerle incelenerek maddenin sıcaklık ile davranımını incelemek. TEORİ Hal değişimi,
DENEY 3 MADDENİN ÜÇ HALİ: NİTEL VE NİCEL GÖZLEMLER Sıcaklık ilişkileri AMAÇ: Maddelerin üç halinin nitel ve nicel gözlemlerle incelenerek maddenin sıcaklık ile davranımını incelemek. TEORİ Hal değişimi,
ADERTEK GENEL TANIM. KULLANIM ALANI İç Mekanlarda ANA ÖZELLİKLER. Yapıştırma Alçısı. n Konutlar. n Ofis ve yönetim binaları
 ADERTEK Yapıştırma Alçısı GENEL TANIM TANIM ALLEV alçı levha, EPS (genleştirilmiş polistren), XPS (haddelenmiş polistren), mineral yünler (camyünü, taşyünü) ve yalıtımlı kompozit levhaları; tuğla, beton,
ADERTEK Yapıştırma Alçısı GENEL TANIM TANIM ALLEV alçı levha, EPS (genleştirilmiş polistren), XPS (haddelenmiş polistren), mineral yünler (camyünü, taşyünü) ve yalıtımlı kompozit levhaları; tuğla, beton,
Knauf W623 Agraflı Duvar Giydirme Sistemi Uygulama Detayları:
 Knauf W623 Agraflı Duvar Giydirme Sistemi Uygulama Detayları: Knauf W623 Duvar Giydirme Sisteminde, Metal Konstrüksiyon tavan U (TU) ve tavan C (TC) profillerden oluşturulur. Duvarın şakülünde ve terazisinde
Knauf W623 Agraflı Duvar Giydirme Sistemi Uygulama Detayları: Knauf W623 Duvar Giydirme Sisteminde, Metal Konstrüksiyon tavan U (TU) ve tavan C (TC) profillerden oluşturulur. Duvarın şakülünde ve terazisinde
3- ÇİMNETONUN KIVAMI VE PRİZ SÜRESİ (TS EN 196-3)
") 3- ÇİMNETONUN KIVAMI VE PRİZ SÜRESİ (TS EN 196-3) Deneyin amacı: Deneyde amaç çimento kıvamını sağlayan su miktarını saptamaktır. Çimentonun kıvamı, vikat (vicat) aletinin sondasının serbest bırakıldığı
3- ÇİMNETONUN KIVAMI VE PRİZ SÜRESİ (TS EN 196-3) Deneyin amacı: Deneyde amaç çimento kıvamını sağlayan su miktarını saptamaktır. Çimentonun kıvamı, vikat (vicat) aletinin sondasının serbest bırakıldığı
SATENTEK GENEL TANIM TANIM KULLANIM ALANI ANA ÖZELLİKLER. Saten Perdah Alçısı. İç Mekanlarda
 GENEL TANIM TANIM Yüksek yapışma özelliğine sahip, boya altı son kat perdah alçısıdır. KULLANIM ALANI İç Mekanlarda n Konutlar n Ofis ve yönetim binaları n İş ve alışveriş merkezleri n Oteller n Hastaneler
GENEL TANIM TANIM Yüksek yapışma özelliğine sahip, boya altı son kat perdah alçısıdır. KULLANIM ALANI İç Mekanlarda n Konutlar n Ofis ve yönetim binaları n İş ve alışveriş merkezleri n Oteller n Hastaneler
HİDROJEN ÜRETİMİ BUĞRA DOĞUKAN CANPOLAT
 1 HİDROJEN ÜRETİMİ BUĞRA DOĞUKAN CANPOLAT 16360018 2 HİDROJEN ÜRETİMİ HİDROJEN KAYNAĞI HİDROKARBONLARIN BUHARLA İYİLEŞTİRİMESİ KISMİ OKSİDASYON DOĞAL GAZ İÇİN TERMAL KRAKİNG KÖMÜR GAZLAŞTIRMA BİYOKÜTLE
1 HİDROJEN ÜRETİMİ BUĞRA DOĞUKAN CANPOLAT 16360018 2 HİDROJEN ÜRETİMİ HİDROJEN KAYNAĞI HİDROKARBONLARIN BUHARLA İYİLEŞTİRİMESİ KISMİ OKSİDASYON DOĞAL GAZ İÇİN TERMAL KRAKİNG KÖMÜR GAZLAŞTIRMA BİYOKÜTLE
ÖĞRENME FAALİYETİ 1 ÖĞRENME FAALİYETİ - 1 1.TOZALTI KAYNAĞI
 ÖĞRENME FAALİYETİ 1 ÖĞRENME FAALİYETİ - 1 AMAÇ Bu faaliyet sonucunda uygun ortam sağlandığında tekniğe uygun olarak tozaltı kaynağı ile çeliklerin yatayda küt-ek kaynağını yapabileceksiniz. ARAŞTIRMA Toz
ÖĞRENME FAALİYETİ 1 ÖĞRENME FAALİYETİ - 1 AMAÇ Bu faaliyet sonucunda uygun ortam sağlandığında tekniğe uygun olarak tozaltı kaynağı ile çeliklerin yatayda küt-ek kaynağını yapabileceksiniz. ARAŞTIRMA Toz
DÖKÜM. - Kalıbın bozularak/dağıtılarak/kırılarak/parçalanarak veya açılarak ürünün çıkarılması şeklinde özetlenebilir.
 DÖKÜM Bir katılaştırma tekniği olan döküm, sıvı veya plastik şekil verilebilir (viskoz) başlangıç malzemesinin açık veya kapalı bir kalıp boşluğuna dökülerek burada katılaştırılması esasına dayanır. Bu
DÖKÜM Bir katılaştırma tekniği olan döküm, sıvı veya plastik şekil verilebilir (viskoz) başlangıç malzemesinin açık veya kapalı bir kalıp boşluğuna dökülerek burada katılaştırılması esasına dayanır. Bu
MADDENİN AYIRT EDİCİ ÖZELLİKLERİ ERİME VE DONMA NOKTASI
 MADDENİN AYIRT EDİCİ ÖZELLİKLERİ KAYNAMA NOKTASI ERİME VE DONMA NOKTASI YOĞUNLUK Bir maddeyi diğerlerinden ayırmamıza ve ayırdığımız maddeyi tanımamıza yarayan özelliklere denir. K A Y N A M A MADDENİN
MADDENİN AYIRT EDİCİ ÖZELLİKLERİ KAYNAMA NOKTASI ERİME VE DONMA NOKTASI YOĞUNLUK Bir maddeyi diğerlerinden ayırmamıza ve ayırdığımız maddeyi tanımamıza yarayan özelliklere denir. K A Y N A M A MADDENİN
MUMLAR (WAXES) Yrd. Doç. Dr. Seda CENGİZ
 Yrd. Doç. Dr. Seda CENGİZ") MUMLAR (WAXES) Yrd. Doç. Dr. Seda CENGİZ Mumlar genel olarak oda ısısında katı halde bulunan termoplastik materyaller olarak tanımlanır. diş hekimliğinde kullanılan mumların içinde şu maddeler bulunabilir:
MUMLAR (WAXES) Yrd. Doç. Dr. Seda CENGİZ Mumlar genel olarak oda ısısında katı halde bulunan termoplastik materyaller olarak tanımlanır. diş hekimliğinde kullanılan mumların içinde şu maddeler bulunabilir:
ÇELİK YAPILARDA BİRLEŞİM ARAÇLARI
 ÇELİK YAPILARDA BİRLEŞİM ARAÇLARI Çelik yapılarda kullanılan birleşim araçları; 1. Bulon ( cıvata) 2. Kaynak 3. Perçin Öğr. Gör. Mustafa EFİLOĞLU 1 KAYNAKLAR Aynı yada benzer alaşımlı metallerin yüksek
ÇELİK YAPILARDA BİRLEŞİM ARAÇLARI Çelik yapılarda kullanılan birleşim araçları; 1. Bulon ( cıvata) 2. Kaynak 3. Perçin Öğr. Gör. Mustafa EFİLOĞLU 1 KAYNAKLAR Aynı yada benzer alaşımlı metallerin yüksek
Termodinamik Isı ve Sıcaklık
 Isı ve Sıcaklık 1 Isıl olayların da nicel anlatımını yapabilmek için, sıcaklık, ısı ve iç enerji kavramlarının dikkatlice tanımlanması gerekir. Bu bölüme, bu üç büyüklük ve termodinamik yasalarından "sıfırıncı
Isı ve Sıcaklık 1 Isıl olayların da nicel anlatımını yapabilmek için, sıcaklık, ısı ve iç enerji kavramlarının dikkatlice tanımlanması gerekir. Bu bölüme, bu üç büyüklük ve termodinamik yasalarından "sıfırıncı
İLERİ SOL JEL PROSESLERİ
 İLERİ SOL JEL PROSESLERİ Yrd. Doç. Dr. Atilla EVCİN Kaplama ve İnce Filmler Sol-jel kaplamalar birçok fonksiyona sahiptir. Bunlardan en belli başlı olanı, görünür ışık dalga boyunda transparan oksitlerin
İLERİ SOL JEL PROSESLERİ Yrd. Doç. Dr. Atilla EVCİN Kaplama ve İnce Filmler Sol-jel kaplamalar birçok fonksiyona sahiptir. Bunlardan en belli başlı olanı, görünür ışık dalga boyunda transparan oksitlerin
SOĞUK HAVA KOŞULLARINDA BETON ÜRETİMİ VE UYGULAMASI
 SOĞUK HAVA KOŞULLARINDA BETON ÜRETİMİ VE UYGULAMASI 1 SOĞUK HAVA TARİFİ TS 1248 Standardı na göre: Ortalama hava sıcaklığı 3 gün boyunca 10ºC
SOĞUK HAVA KOŞULLARINDA BETON ÜRETİMİ VE UYGULAMASI 1 SOĞUK HAVA TARİFİ TS 1248 Standardı na göre: Ortalama hava sıcaklığı 3 gün boyunca 10ºC
ISI VE SICAKLIK. 1 cal = 4,18 j
 ISI VE SICAKLIK ISI Isı ve sıcaklık farklı şeylerdir. Bir maddeyi oluşturan bütün taneciklerin sahip olduğu kinetik enerjilerin toplamına ISI denir. Isı bir enerji türüdür. Isı birimleri joule ( j ) ve
ISI VE SICAKLIK ISI Isı ve sıcaklık farklı şeylerdir. Bir maddeyi oluşturan bütün taneciklerin sahip olduğu kinetik enerjilerin toplamına ISI denir. Isı bir enerji türüdür. Isı birimleri joule ( j ) ve
PETEK TEMİZLİĞİ VE KOMBİ BAKIMI NEDİR?
 PETEK TEMİZLİĞİ VE KOMBİ BAKIMI NEDİR? Kombi Bakımı Kombiler her yıl kış aylarına girmeden bakımlarının yapılması gereken sistemlerdir. Kombiler de yapılan bakım sayesinde gaz tüketiminiz düşer ve petekleriniz
PETEK TEMİZLİĞİ VE KOMBİ BAKIMI NEDİR? Kombi Bakımı Kombiler her yıl kış aylarına girmeden bakımlarının yapılması gereken sistemlerdir. Kombiler de yapılan bakım sayesinde gaz tüketiminiz düşer ve petekleriniz
MAK 351 İMAL USULLERİ
 MAK 351 İMAL USULLERİ Doç.Dr. Murat VURAL İTÜ Makina Fakültesi 1 METAL DÖKÜMÜNÜN ESASLARI 1. Döküm Teknolojisine Genel Bakış 2. Isıtma ve Dökme 3. Katılaşma ve Soğuma 2 1 Katılaştırma Yöntemleri Başlangıç
MAK 351 İMAL USULLERİ Doç.Dr. Murat VURAL İTÜ Makina Fakültesi 1 METAL DÖKÜMÜNÜN ESASLARI 1. Döküm Teknolojisine Genel Bakış 2. Isıtma ve Dökme 3. Katılaşma ve Soğuma 2 1 Katılaştırma Yöntemleri Başlangıç
NUMUNE ALMA İŞLEMİ NASIL YAPILIR
 Kimyasal Su Numunesi Alınması NUMUNE ALMA İŞLEMİ NASIL YAPILIR Kimyasal analizler, nitelik ve miktar olarak insan sağlığını bozabilen, suyu içilmez bir hale getiren veya kirlenmenin ikinci derecede etkilerini
Kimyasal Su Numunesi Alınması NUMUNE ALMA İŞLEMİ NASIL YAPILIR Kimyasal analizler, nitelik ve miktar olarak insan sağlığını bozabilen, suyu içilmez bir hale getiren veya kirlenmenin ikinci derecede etkilerini
KAMARA FIRINLAR. PLF Serisi MoS Serisi PAS Serisi Asfalt Fırını Serisi
 KAMARA FIRINLAR PLF Serisi MoS Serisi PAS Serisi Asfalt Fırını Serisi Kamara Fırınlar PLF Serisi PLF 160/30 PLF serisi uzun yıllardır güvenilir bir şekilde profesyonel kamara fırını olarak labaratuvarlarda
KAMARA FIRINLAR PLF Serisi MoS Serisi PAS Serisi Asfalt Fırını Serisi Kamara Fırınlar PLF Serisi PLF 160/30 PLF serisi uzun yıllardır güvenilir bir şekilde profesyonel kamara fırını olarak labaratuvarlarda
MAK 353 İMAL USULLERİ
 MAK 353 İMAL USULLERİ Prof.Dr. Murat VURAL İTÜ Makina Fakültesi http://www.akademi.itu.edu.tr/vuralmu http://www.akademi.itu.edu.tr/dikicioglu vuralmu@itu.edu.tr 1 METAL DÖKÜMÜNÜN ESASLARI 1. Döküm Teknolojisine
MAK 353 İMAL USULLERİ Prof.Dr. Murat VURAL İTÜ Makina Fakültesi http://www.akademi.itu.edu.tr/vuralmu http://www.akademi.itu.edu.tr/dikicioglu vuralmu@itu.edu.tr 1 METAL DÖKÜMÜNÜN ESASLARI 1. Döküm Teknolojisine
Knauf W625 - W626 Duvar C profilli Duvar Giydirme Sistemi Uygulama Detayları:
 Knauf W625 - W626 Duvar C profilli Duvar Giydirme Sistemi Uygulama Detayları: Knauf W625 - W626 Duvar Giydirme Sisteminde Metal Konstrüksiyon, Duvar U (DU) ve sadece 75mm ve 100mm Duvar U ve Duvar C profiller
Knauf W625 - W626 Duvar C profilli Duvar Giydirme Sistemi Uygulama Detayları: Knauf W625 - W626 Duvar Giydirme Sisteminde Metal Konstrüksiyon, Duvar U (DU) ve sadece 75mm ve 100mm Duvar U ve Duvar C profiller
AtılımKimyasalları AK 3252 H SUNKROM SERT KROM KATALİZÖRÜ (SIVI) ÜRÜN TANIMI EKİPMANLAR
 ÜRÜN TANIMI EKİPMANLAR") SAYFA NO: 1/6 AtılımKimyasalları AK 3252 H SUNKROM SERT KROM KATALİZÖRÜ (SIVI) ÜRÜN TANIMI AK 3252 H SUNKROM sert krom kaplama banyolarında kullanılan sıvı katalist sistemidir. Klasik sülfatlı sistemlere
SAYFA NO: 1/6 AtılımKimyasalları AK 3252 H SUNKROM SERT KROM KATALİZÖRÜ (SIVI) ÜRÜN TANIMI AK 3252 H SUNKROM sert krom kaplama banyolarında kullanılan sıvı katalist sistemidir. Klasik sülfatlı sistemlere
PLASTİK MALZEMELERİN İŞLENME TEKNİKLERİ
 PLASTİK MALZEMELERİN İŞLENME TEKNİKLERİ HADDELEME (Calendering) İLE İŞLEME TEKNİĞİ HADDELEMEYE(Calendering) GİRİŞ Bu yöntem genellikle termoplastiklere ve de özellikle ısıya karşı dayanıklılığı düşük olan
PLASTİK MALZEMELERİN İŞLENME TEKNİKLERİ HADDELEME (Calendering) İLE İŞLEME TEKNİĞİ HADDELEMEYE(Calendering) GİRİŞ Bu yöntem genellikle termoplastiklere ve de özellikle ısıya karşı dayanıklılığı düşük olan
Genel Özellikleri RTV2 kalıp almakta kullanılan iki bileşenli bir elastomer olup oda sıcaklığında vulkanize olmaktadır.
 Genel Özellikleri RTV2 kalıp almakta kullanılan iki bileşenli bir elastomer olup oda sıcaklığında vulkanize olmaktadır. Kalıp alma tekniğinin başarısı açısından malzeme tarafından sağlanması gereken tüm
Genel Özellikleri RTV2 kalıp almakta kullanılan iki bileşenli bir elastomer olup oda sıcaklığında vulkanize olmaktadır. Kalıp alma tekniğinin başarısı açısından malzeme tarafından sağlanması gereken tüm
Termokupl Genel Bilgileri
 Termokupl Genel Bilgileri Termokupllar -200 'den 2320 C'ye kadar çeşitli proseslerde yaygın olarak kullanılır. Termokupllar iki farklı metal alaşımın uçlarının kaynaklanması ile elde edilen bir sıcaklık
Termokupl Genel Bilgileri Termokupllar -200 'den 2320 C'ye kadar çeşitli proseslerde yaygın olarak kullanılır. Termokupllar iki farklı metal alaşımın uçlarının kaynaklanması ile elde edilen bir sıcaklık
YTÜMAKiNE * A305teyim.com
 YTÜMAKiNE * A305teyim.com KONU: Kalın Sacların Kaynağı BİRLEŞTİRME YÖNTEMLERİ ÖDEVİ Kaynak Tanımı : Aynı veya benzer cinsten iki malzemeyi ısı, basınç veya her ikisini birden kullanarak, ilave bir malzeme
YTÜMAKiNE * A305teyim.com KONU: Kalın Sacların Kaynağı BİRLEŞTİRME YÖNTEMLERİ ÖDEVİ Kaynak Tanımı : Aynı veya benzer cinsten iki malzemeyi ısı, basınç veya her ikisini birden kullanarak, ilave bir malzeme
ONDOKUZ MAYIS ÜNİVERSİTESİ KİMYA MÜHENDİSLİĞİ
 ONDOKUZ MAYIS ÜNİVERSİTESİ KİMYA MÜHENDİSLİĞİ 2013 - S A M S U N DAMITMA (DİSTİLASYON) Distilasyon, bir sıvının ısıtılması ve buharlaştırılmasından oluşmaktadır ve buhar bir distilat ürünü oluşturmak için
ONDOKUZ MAYIS ÜNİVERSİTESİ KİMYA MÜHENDİSLİĞİ 2013 - S A M S U N DAMITMA (DİSTİLASYON) Distilasyon, bir sıvının ısıtılması ve buharlaştırılmasından oluşmaktadır ve buhar bir distilat ürünü oluşturmak için
3.KABARTILI DİRENÇ KAYNAĞI. 05.05.2015 Dr.Salim ASLANLAR 1
 3.KABARTILI DİRENÇ KAYNAĞI 05.05.2015 Dr.Salim ASLANLAR 1 KABARTILI DİRENÇ KAYNAĞI Kabartılı direnç kaynağı, seri imalat için ekonomik bir birleştirme yöntemidir. Uygulamadan yararlanılarak, çoğunlukla
3.KABARTILI DİRENÇ KAYNAĞI 05.05.2015 Dr.Salim ASLANLAR 1 KABARTILI DİRENÇ KAYNAĞI Kabartılı direnç kaynağı, seri imalat için ekonomik bir birleştirme yöntemidir. Uygulamadan yararlanılarak, çoğunlukla
Maddeye dışarıdan ısı verilir yada alınırsa maddenin sıcaklığı değişir. Dışarıdan ısı alan maddenin Kinetik Enerjisi dolayısıyla taneciklerinin
 Maddeye dışarıdan ısı verilir yada alınırsa maddenin sıcaklığı değişir. Dışarıdan ısı alan maddenin Kinetik Enerjisi dolayısıyla taneciklerinin titreşim hızı artar. Tanecikleri bir arada tutan kuvvetler
Maddeye dışarıdan ısı verilir yada alınırsa maddenin sıcaklığı değişir. Dışarıdan ısı alan maddenin Kinetik Enerjisi dolayısıyla taneciklerinin titreşim hızı artar. Tanecikleri bir arada tutan kuvvetler
Üzerinde yaşadığımız Dünya da tüm maddeler katı, sıvı ve gaz halde bulunur. Daha önce öğrendiğimiz gibi bu maddeler hangi halde bulunursa bulunsun,
 Madde ve Isı Üzerinde yaşadığımız Dünya da tüm maddeler katı, sıvı ve gaz halde bulunur. Daha önce öğrendiğimiz gibi bu maddeler hangi halde bulunursa bulunsun, bunları oluşturan tanecikler hareket halindedir.
Madde ve Isı Üzerinde yaşadığımız Dünya da tüm maddeler katı, sıvı ve gaz halde bulunur. Daha önce öğrendiğimiz gibi bu maddeler hangi halde bulunursa bulunsun, bunları oluşturan tanecikler hareket halindedir.
Paslanmaz Çelik Sac 310
 Paslanmaz Çelik Sac 310 310 kalite paslanmaz çelik stoklarımızda 0,60mm'den 25mm'ye kadar mevcut bulunmaktadır. Bu kalite tipik ateşte 1250 C'ye kadar oksidasyona dayanıklıdır. 800 C'ye kadar sürtünme
Paslanmaz Çelik Sac 310 310 kalite paslanmaz çelik stoklarımızda 0,60mm'den 25mm'ye kadar mevcut bulunmaktadır. Bu kalite tipik ateşte 1250 C'ye kadar oksidasyona dayanıklıdır. 800 C'ye kadar sürtünme
Tozların Şekillendirilmesi ve Sinterleme. Yrd. Doç. Dr. Rıdvan YAMANOĞLU
 Tozların Şekillendirilmesi ve Sinterleme Fırın Tasarımı Toz metalurjisinin çoğu uygulamalarında nihai ürün açısından yüksek yoğunluk öncelikli bir kavramdır. Toz yoğunlaştırması (densifikasyon) aşağıda
Tozların Şekillendirilmesi ve Sinterleme Fırın Tasarımı Toz metalurjisinin çoğu uygulamalarında nihai ürün açısından yüksek yoğunluk öncelikli bir kavramdır. Toz yoğunlaştırması (densifikasyon) aşağıda
2/28/2018. Deneyde kullanılan ekipmanlar: Su banyosu Cam pipet. Desikatör Cam huni
 ÇİMENTO FİZİKSEL VE MEKANİK ÖZELLİKLERİ 1) Çimento yoğunluk/özgül ağırlık deneyi (TS EN 196-3): Özgül ağırlık, çimento ağırlığının dolu hacme oranıdır. Çimentoların yoğunluğu tiplerine göre değişir. Normal
ÇİMENTO FİZİKSEL VE MEKANİK ÖZELLİKLERİ 1) Çimento yoğunluk/özgül ağırlık deneyi (TS EN 196-3): Özgül ağırlık, çimento ağırlığının dolu hacme oranıdır. Çimentoların yoğunluğu tiplerine göre değişir. Normal
KATI YALITIM MALZEMELERİ KALSİYUM SİLİKAT
 KATI YALITIM MALZEMELERİ KALSİYUM SİLİKAT Celal Bayar Üniversitesi Turgutlu Meslek Yüksekokulu İnşaat Bölümü Öğretim Görevlisi Tekin TEZCAN İnşaat Yüksek Mühendisi KALSİYUM SİLİKAT Yüksek mukavemetli,
KATI YALITIM MALZEMELERİ KALSİYUM SİLİKAT Celal Bayar Üniversitesi Turgutlu Meslek Yüksekokulu İnşaat Bölümü Öğretim Görevlisi Tekin TEZCAN İnşaat Yüksek Mühendisi KALSİYUM SİLİKAT Yüksek mukavemetli,
ÜRÜN TANIMI; arasında olmalıdır.! Derz uygulaması yapıştırma işleminden bir gün sonra yapılmalıdır.!
 ÜRÜN TANIMI; Granülometrik karbonat tozu, portlant çimentosu ve çeşitli polimer katkılar ( yapışma, esneklik, suya karşı direnç ve aşırı soğuk ve sıcağa dayanmı arttıran ) birleşiminden oluşan, seramik,
ÜRÜN TANIMI; Granülometrik karbonat tozu, portlant çimentosu ve çeşitli polimer katkılar ( yapışma, esneklik, suya karşı direnç ve aşırı soğuk ve sıcağa dayanmı arttıran ) birleşiminden oluşan, seramik,
POLİMER. Bakalit (Bakalite) Sentezi (Fenol-Formaldehit Reçineleri)
 Sentezi (Fenol-Formaldehit Reçineleri)") POLİMER Birçok küçük molekülün uygun koşullar altında bir araya gelip birleşerek yüksek molekül ağırlıklı bileşikleri oluşturması işlemi polimerizasyon olarak tanımlanır. Polimerizasyon sonucu, küçük moleküllü
POLİMER Birçok küçük molekülün uygun koşullar altında bir araya gelip birleşerek yüksek molekül ağırlıklı bileşikleri oluşturması işlemi polimerizasyon olarak tanımlanır. Polimerizasyon sonucu, küçük moleküllü
Döküm Prensipleri. Yard.Doç.Dr. Derya Dışpınar. İstanbul Üniversitesi
 Döküm Prensipleri Yard.Doç.Dr. Derya Dışpınar BeslemeKriterleri Darcy Kanunu DökümdeDarcy Kanunu KRİTİK KATI ORANI Alaşım Kritik KatıOranı Çelikler % 35 50 Alaşımlı çelikler % 45 Alüminyum alaşımları
Döküm Prensipleri Yard.Doç.Dr. Derya Dışpınar BeslemeKriterleri Darcy Kanunu DökümdeDarcy Kanunu KRİTİK KATI ORANI Alaşım Kritik KatıOranı Çelikler % 35 50 Alaşımlı çelikler % 45 Alüminyum alaşımları
Karbonmonoksit (CO) Oluşumu
 Oluşumu") Yanma Kaynaklı Emisyonların Oluşum Mekanizmaları Karbonmonoksit (CO) Oluşumu Karbonmonoksit emisyonlarının ana kaynağı benzinli taşıt motorlarıdır. H/Y oranının CO emisyonu üzerine etkisi çok fazladır.
Yanma Kaynaklı Emisyonların Oluşum Mekanizmaları Karbonmonoksit (CO) Oluşumu Karbonmonoksit emisyonlarının ana kaynağı benzinli taşıt motorlarıdır. H/Y oranının CO emisyonu üzerine etkisi çok fazladır.
Pik (Ham) Demir Üretimi
 Demir Üretimi") Pik (Ham) Demir Üretimi Çelik üretiminin ilk safhası pik demirin eldesidir. Pik demir için başlıca şu maddeler gereklidir: 1. Cevher: Demir oksit veya karbonatlardan oluşan, bir miktarda topraksal empüriteler
Pik (Ham) Demir Üretimi Çelik üretiminin ilk safhası pik demirin eldesidir. Pik demir için başlıca şu maddeler gereklidir: 1. Cevher: Demir oksit veya karbonatlardan oluşan, bir miktarda topraksal empüriteler
HOŞGELDİNİZ MIG-MAG GAZALTI KAYNAKNAĞINDA ARK TÜRLERİ. K ayna K. Sakarya Üniversitesi Teknik Eğitim Fakültesi. Teknolojisi.
 MIG-MAG GAZALTI KAYNAKNAĞINDA ARK TÜRLERİ K ayna K K ayna K Teknolojisi Teknolojisi HOŞGELDİNİZ Doç. Dr. Hüseyin UZUN Kaynak Eğitimi Ana Bilim Dalı Başkanı 1 /47 ELEKTRİK ARKI NASIL OLUŞUR MIG-MAG gazaltı
MIG-MAG GAZALTI KAYNAKNAĞINDA ARK TÜRLERİ K ayna K K ayna K Teknolojisi Teknolojisi HOŞGELDİNİZ Doç. Dr. Hüseyin UZUN Kaynak Eğitimi Ana Bilim Dalı Başkanı 1 /47 ELEKTRİK ARKI NASIL OLUŞUR MIG-MAG gazaltı
Isıl İşlemde Risk Analizi
 Isıl İşlemde Risk Analizi Tam Isıl İşlem Çevrimi Isıl işlem öncesi operasyonlar Isıl işlem operasyonları Isıl İşlemde Temel Riskler Isıl işlemde en çok karşılaşılan problemler şunlardır: Su verme çatlaması
Isıl İşlemde Risk Analizi Tam Isıl İşlem Çevrimi Isıl işlem öncesi operasyonlar Isıl işlem operasyonları Isıl İşlemde Temel Riskler Isıl işlemde en çok karşılaşılan problemler şunlardır: Su verme çatlaması
İmal Usulleri. Döküm Tekniği
 İmal Usulleri Döküm Tekniği Örnek Heterojen Çekirdeklenme Alışılmamış laboratuar deneyleri dışında, sıvı metal için homojen çekirdeklenme asla olmaz. Uygulamadaki sıvı metallerin içinde hemen her zaman
İmal Usulleri Döküm Tekniği Örnek Heterojen Çekirdeklenme Alışılmamış laboratuar deneyleri dışında, sıvı metal için homojen çekirdeklenme asla olmaz. Uygulamadaki sıvı metallerin içinde hemen her zaman
ATMOSFER KONTROLLÜ VAKUM FIRINLARINDA ISIL İŞLEM ve JET REVİZYON MÜDÜRLÜĞÜNDEKİ UYGULAMALARI
 BÖLÜM 16 ATMOSFER KONTROLLÜ VAKUM FIRINLARINDA ISIL İŞLEM ve JET REVİZYON MÜDÜRLÜĞÜNDEKİ UYGULAMALARI Svl.Müh. Serkan KAPTAN 1nci HİBM K.lığı Jet Revizyon Müdürlüğü Şubat 2004, ESKİŞEHİR ÖZET Isıl işlem
BÖLÜM 16 ATMOSFER KONTROLLÜ VAKUM FIRINLARINDA ISIL İŞLEM ve JET REVİZYON MÜDÜRLÜĞÜNDEKİ UYGULAMALARI Svl.Müh. Serkan KAPTAN 1nci HİBM K.lığı Jet Revizyon Müdürlüğü Şubat 2004, ESKİŞEHİR ÖZET Isıl işlem
Maddenin Isı Etkisi İle Değişimi a)isınma-soğuma
isınma-soğuma") MADDE VE ISI Maddenin Isı Etkisi İle Değişimi a)isınma-soğuma Isı enerjisi alan maddenin sıcaklığı artar. Maddenin sıcaklığının artması ısınma sonucunda gerçekleşir. Örneğin;Yanmakta olan ocağın üzerinde
MADDE VE ISI Maddenin Isı Etkisi İle Değişimi a)isınma-soğuma Isı enerjisi alan maddenin sıcaklığı artar. Maddenin sıcaklığının artması ısınma sonucunda gerçekleşir. Örneğin;Yanmakta olan ocağın üzerinde
Gaz. Gaz. Yoğuşma. Gizli Buharlaşma Isısı. Potansiyel Enerji. Sıvı. Sıvı. Kristalleşme. Gizli Ergime Isısı. Katı. Katı. Sıcaklık. Atomlar Arası Mesafe
 İmal Usulleri DÖKÜM Katılaşma Döküm yoluyla üretimde metal malzemelerin kullanım özellikleri, katılaşma aşamasında oluşan iç yap ile belirlenir. Dolaysıyla malzeme özelliklerinin kontrol edilebilmesi
İmal Usulleri DÖKÜM Katılaşma Döküm yoluyla üretimde metal malzemelerin kullanım özellikleri, katılaşma aşamasında oluşan iç yap ile belirlenir. Dolaysıyla malzeme özelliklerinin kontrol edilebilmesi
BD 5400 İletkenlik Duyargası. Montaj ve Kullanım Kitapçığı
 BD 5400 İletkenlik Duyargası Montaj ve Kullanım Kitapçığı BD 5400 MKK v10.02-tr 1 İÇİNDEKİLER 1. ÖNEMLİ NOTLAR... 3 2. TANIMLAMA... 3 3. TEKNİK ÖZELLİKLER... 4 4. MONTAJ ve KABLOLAMA... 5 4.1. Montaj...
BD 5400 İletkenlik Duyargası Montaj ve Kullanım Kitapçığı BD 5400 MKK v10.02-tr 1 İÇİNDEKİLER 1. ÖNEMLİ NOTLAR... 3 2. TANIMLAMA... 3 3. TEKNİK ÖZELLİKLER... 4 4. MONTAJ ve KABLOLAMA... 5 4.1. Montaj...
Saten Perdah Alçısı SATENTEK
 Saten Perdah Alçısı SATENTEK Genel Tanım Yüksek yapışma özelliğine sahip, boya altı son kat perdah alçısıdır. Ana Özellikler Her türlü duvar ve COREX yüzeyinin boyaya hazır hale getirilmesinde kullanılır.
Saten Perdah Alçısı SATENTEK Genel Tanım Yüksek yapışma özelliğine sahip, boya altı son kat perdah alçısıdır. Ana Özellikler Her türlü duvar ve COREX yüzeyinin boyaya hazır hale getirilmesinde kullanılır.
Döküm Prensipleri. Yard.Doç.Dr. Derya Dışpınar. İstanbul Üniversitesi
 Döküm Prensipleri Yard.Doç.Dr. Derya Dışpınar Şekilvermeyöntemleri Talaşlı Talaşsız Torna Freze Matkap Taşlama Dövme Çekme Ekstrüzyon Döküm Kaynak, lehim Toz metalurjisi Birleştirme Döküm 1. Metal veya
Döküm Prensipleri Yard.Doç.Dr. Derya Dışpınar Şekilvermeyöntemleri Talaşlı Talaşsız Torna Freze Matkap Taşlama Dövme Çekme Ekstrüzyon Döküm Kaynak, lehim Toz metalurjisi Birleştirme Döküm 1. Metal veya
DÖKÜM USULLERİ : Parçamız Adı : Bağlantı elemanı Dökülecek metal : Dökme demir Çekme payı : % 1 Maçanın Mal. : Kum Modelin Mal.
 DÖKÜM USULLERİ : Döküm : kalıp için kullanılan malzeme ve ergimiş metalin kalıp içersinde sevkedilme şekline göre sınıflandırılabilir. Buna göre parçamız kum kalıb dökümü ile üretilecek. Parçamız Adı :
DÖKÜM USULLERİ : Döküm : kalıp için kullanılan malzeme ve ergimiş metalin kalıp içersinde sevkedilme şekline göre sınıflandırılabilir. Buna göre parçamız kum kalıb dökümü ile üretilecek. Parçamız Adı :
TALAŞSIZ ÜRETİM YÖNTEMLERİ -1
 ÜNİTE-6 TALAŞSIZ ÜRETİM YÖNTEMLERİ -1 ÖĞR. GÖR. HALİL YAMAK KONU BAŞLIKLARI Giriş GİRİŞ Son yıllarda insanların yaşam standartlarının yükselmesinin temel sebeplerinden biri, endüstri ve sanayide yaşanan
ÜNİTE-6 TALAŞSIZ ÜRETİM YÖNTEMLERİ -1 ÖĞR. GÖR. HALİL YAMAK KONU BAŞLIKLARI Giriş GİRİŞ Son yıllarda insanların yaşam standartlarının yükselmesinin temel sebeplerinden biri, endüstri ve sanayide yaşanan
Baumit DuoContact. Yapıştırma ve Sıva Harcı
 Baumit DuoContact Yapıştırma ve Sıva Harcı Ürün Baumit EPS Isı Yalıtım Sistemleri, taşyünü ve XPS ürünleri için uygun, mineral esaslı toz formda hazır yapıştırma ve sıva harcıdır. Bileşimi Çimento, organik
Baumit DuoContact Yapıştırma ve Sıva Harcı Ürün Baumit EPS Isı Yalıtım Sistemleri, taşyünü ve XPS ürünleri için uygun, mineral esaslı toz formda hazır yapıştırma ve sıva harcıdır. Bileşimi Çimento, organik
İmal Usulleri. Fatih ALİBEYOĞLU -4-
 Fatih ALİBEYOĞLU -4- Döküm Yöntemlerinin Sınıflandırılması 1. Bozulabilir kalıp yöntemleri kalıp, parçayı çıkarmak için dağıtılır Üstünlüğü: daha karmaşık şekiller mümkündür Eksikliği: dökümün kendisinden
Fatih ALİBEYOĞLU -4- Döküm Yöntemlerinin Sınıflandırılması 1. Bozulabilir kalıp yöntemleri kalıp, parçayı çıkarmak için dağıtılır Üstünlüğü: daha karmaşık şekiller mümkündür Eksikliği: dökümün kendisinden
Müsli bar fırın kalıbı
 tr Ürün bilgisi ve tarifler Müsli bar fırın kalıbı Değerli Müşterimiz! Sağlıklı beslenin: Bu fırın kalıpları ile en sevdiğiniz müsli barlarınızı en iyi malzemelerden kolayca ve hızlı bir şekilde kendiniz
tr Ürün bilgisi ve tarifler Müsli bar fırın kalıbı Değerli Müşterimiz! Sağlıklı beslenin: Bu fırın kalıpları ile en sevdiğiniz müsli barlarınızı en iyi malzemelerden kolayca ve hızlı bir şekilde kendiniz
Çünkü Sochi de hava durumu diğer yereler göre daha yumuşaktır.
 WAX VE KAYAK BAKIMI WAX VE KAYAK BAKIMI Kayak türleri Kayakları seçme kuralları Klasik kayaklar Paten kayaklar Yeni kayaklar Kayak temizleme Parafin Kuru wax Yaş wax Structur Kayaklar geçmiş yıllara göre
WAX VE KAYAK BAKIMI WAX VE KAYAK BAKIMI Kayak türleri Kayakları seçme kuralları Klasik kayaklar Paten kayaklar Yeni kayaklar Kayak temizleme Parafin Kuru wax Yaş wax Structur Kayaklar geçmiş yıllara göre
Dokuz Eylül Üniversitesi İnşaat Mühendisliği Bölümü YAPI MALZEMESİ II DERSİ BETON TEKNOLOJİSİ DOÇ.DR. KAMİLE TOSUN FELEKOĞLU
 Dokuz Eylül Üniversitesi İnşaat Mühendisliği Bölümü YAPI MALZEMESİ II DERSİ BETON TEKNOLOJİSİ DOÇ.DR. KAMİLE TOSUN FELEKOĞLU 8 YAPI MALZEMESİ OLUMSUZ İKLİM KOŞULLARINDA BETON DÖKÜMÜ SICAK HAVADA BETON
Dokuz Eylül Üniversitesi İnşaat Mühendisliği Bölümü YAPI MALZEMESİ II DERSİ BETON TEKNOLOJİSİ DOÇ.DR. KAMİLE TOSUN FELEKOĞLU 8 YAPI MALZEMESİ OLUMSUZ İKLİM KOŞULLARINDA BETON DÖKÜMÜ SICAK HAVADA BETON
ÜNİTE : MADDE VE ISI ÜNİTEYE GİRİŞ
 MADDE VE ISI ÜNİTE : MADDE VE ISI ÜNİTEYE GİRİŞ Evrendeki, dünyadaki tüm maddeler, tüm cisimler atomlardan oluşmuştur. Ve katı, sıvı ve gaz gibi çeşitli hâllerde bulunurlar. Tüm maddeleri ve cisimleri
MADDE VE ISI ÜNİTE : MADDE VE ISI ÜNİTEYE GİRİŞ Evrendeki, dünyadaki tüm maddeler, tüm cisimler atomlardan oluşmuştur. Ve katı, sıvı ve gaz gibi çeşitli hâllerde bulunurlar. Tüm maddeleri ve cisimleri
Ç l e i l k i l k e l r e e e Uyg u a l na n n n Yüz ü ey e y Ser Se tle l ş e t ş ir i me e İ şl ş e l m l r e i
 Çeliklere Uygulanan Yüzey Sertleştirme İşlemleri Bazı uygulamalarda kullanılan çelik parçaların hem aşınma dirençlerinin, hem de darbe dayanımlarının yüksek olması istenir. Bunun için parçaların yüzeylerinin
Çeliklere Uygulanan Yüzey Sertleştirme İşlemleri Bazı uygulamalarda kullanılan çelik parçaların hem aşınma dirençlerinin, hem de darbe dayanımlarının yüksek olması istenir. Bunun için parçaların yüzeylerinin
a) Isı Enerjisi Birimleri : Kalori (cal) Kilo Kalori (kcal)
 Isı Enerjisi Birimleri : Kalori (cal) Kilo Kalori (kcal)") 1- Maddenin Tanecikli Yapısı : Boşlukta yer kaplayan, hacmi, kütlesi ve eylemsizliği olan her şeye madde denir. Madde, doğada fiziksel özelliklerine göre katı, sıvı ve gaz olarak 3 halde bulunur. Madde
1- Maddenin Tanecikli Yapısı : Boşlukta yer kaplayan, hacmi, kütlesi ve eylemsizliği olan her şeye madde denir. Madde, doğada fiziksel özelliklerine göre katı, sıvı ve gaz olarak 3 halde bulunur. Madde
Isıl işlem, katı haldeki metal ve alaşımlarına belirli özellikler kazandırmak amacıyla bir veya daha çok sayıda, yerine göre birbiri peşine uygulanan
 ISIL İŞLEMLER Isıl işlem, katı haldeki metal ve alaşımlarına belirli özellikler kazandırmak amacıyla bir veya daha çok sayıda, yerine göre birbiri peşine uygulanan ısıtma ve soğutma işlemleridir. İşlem
ISIL İŞLEMLER Isıl işlem, katı haldeki metal ve alaşımlarına belirli özellikler kazandırmak amacıyla bir veya daha çok sayıda, yerine göre birbiri peşine uygulanan ısıtma ve soğutma işlemleridir. İşlem
Farklı piston yağlayıcılarının ısıl reaksiyonu ve bunun döküm kalitesine etkisi
 TRIBO-CHEMİE 2. Soğuk Kamaralı Döküm Makinelerinin Alüminyum Dozingi için Aalen Uygulama Günlerinde Dünyaca ünlü döküm uzmanı Prof.Dr.Dr.hc.Klein ın desteği ile System Shot Sleeve, Piston Yağlama(kısmı
TRIBO-CHEMİE 2. Soğuk Kamaralı Döküm Makinelerinin Alüminyum Dozingi için Aalen Uygulama Günlerinde Dünyaca ünlü döküm uzmanı Prof.Dr.Dr.hc.Klein ın desteği ile System Shot Sleeve, Piston Yağlama(kısmı
DUYLAR. ISO 9001 Kalite Yönetim Sistemi Sertifikası
 Giriş Elektrik Lamba Duyu, içine vidalanan lamba başlığı aracılığı ile elektrik lambasının beslenmesini ve elektrik devresine bağlanmasını sağlayan içi Edison vidalı düzendir. İlgili Standartlar TS EN
Giriş Elektrik Lamba Duyu, içine vidalanan lamba başlığı aracılığı ile elektrik lambasının beslenmesini ve elektrik devresine bağlanmasını sağlayan içi Edison vidalı düzendir. İlgili Standartlar TS EN
SAKARYA ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MAKİNA MÜHENDİSLİĞİ BÖLÜMÜ
 5. Soğutma Şekline Göre Hava soğutmalı motortar: Bu motorlarda, silindir yüzeylerindeki ince metal kanatçıklar vasıtasıyla ısı transferi yüzey alanı artırılır. Motor krank milinden hareket alan bir fan
5. Soğutma Şekline Göre Hava soğutmalı motortar: Bu motorlarda, silindir yüzeylerindeki ince metal kanatçıklar vasıtasıyla ısı transferi yüzey alanı artırılır. Motor krank milinden hareket alan bir fan
1- İletken : Isıyı iyi ileten maddelere ısı iletkeni denir. Isı iletkenlerini oluşturan tanecikler arasındaki boşluk çok azdır ve tanecikler
 1- İletken : Isıyı iyi ileten maddelere ısı iletkeni denir. Isı iletkenlerini oluşturan tanecikler arasındaki boşluk çok azdır ve tanecikler düzenlidir. Isı iletkenleri kısa sürede büyük miktarda ısı iletirler.
1- İletken : Isıyı iyi ileten maddelere ısı iletkeni denir. Isı iletkenlerini oluşturan tanecikler arasındaki boşluk çok azdır ve tanecikler düzenlidir. Isı iletkenleri kısa sürede büyük miktarda ısı iletirler.
İncelenen yapının duvarlarında çevresel etkiler nedeniyle sıvalarda tuz kusmaları meydana geldiği gözlenmiştir.
 1. HASARLAR İncelenen yapının duvarlarında çevresel etkiler nedeniyle sıvalarda tuz kusmaları meydana geldiği gözlenmiştir. 2. ONARIM TEKNİKLERİNİN VE MALZEMELERİNİN BELİRLENMESİ 2.1. Onarım Tekniklerinin
1. HASARLAR İncelenen yapının duvarlarında çevresel etkiler nedeniyle sıvalarda tuz kusmaları meydana geldiği gözlenmiştir. 2. ONARIM TEKNİKLERİNİN VE MALZEMELERİNİN BELİRLENMESİ 2.1. Onarım Tekniklerinin
KALICI KALIBA DÖKÜM. Kalıcı Kalıp Kullanan Döküm Yöntemleri
 KALICI KALIBA DÖKÜM Kalıcı Kalıp Kullanan Döküm Yöntemleri 1. Metal (Kokil) kalıba döküm 2. Basınçlı döküm 3. Savurma (Santrifuj) döküm 4. Sürekli döküm 1. METAL KALIBA DÖKÜM Metal kalıba döküm erimiş
KALICI KALIBA DÖKÜM Kalıcı Kalıp Kullanan Döküm Yöntemleri 1. Metal (Kokil) kalıba döküm 2. Basınçlı döküm 3. Savurma (Santrifuj) döküm 4. Sürekli döküm 1. METAL KALIBA DÖKÜM Metal kalıba döküm erimiş
GIDA MİKROBİYOLOJİSİ LABORATUVAR UYGULAMASI
 1. MİKROBİYOLOJİK ÖRNEK ALMA VE KÜLTÜR YAPMA Kültür Tipleri Saf kültür: Tek bir mikroorganizma türü üretilmiş kültürlerdir. Karışık Kültür: iki yada daha fazla çeşitte mikroorganizma türü aynı besiyerinde
1. MİKROBİYOLOJİK ÖRNEK ALMA VE KÜLTÜR YAPMA Kültür Tipleri Saf kültür: Tek bir mikroorganizma türü üretilmiş kültürlerdir. Karışık Kültür: iki yada daha fazla çeşitte mikroorganizma türü aynı besiyerinde
HOŞGELDİNİZ TIG KAYNAK TEKNİĞİNDE ALTERNATİF AKIM KULLANIMI. K ayna K. Teknolojisi. Teknolojisi
 TIG KAYNAK TEKNİĞİNDE ALTERNATİF AKIM KULLANIMI K ayna K K ayna K Teknolojisi Teknolojisi HOŞGELDİNİZ Prof. Dr. Hüseyin UZUN Kaynak Eğitimi Ana Bilim Dalı Başkanı 1 /38 AC- ALTERNATİF AKIM ÖZELLİKLERİ
TIG KAYNAK TEKNİĞİNDE ALTERNATİF AKIM KULLANIMI K ayna K K ayna K Teknolojisi Teknolojisi HOŞGELDİNİZ Prof. Dr. Hüseyin UZUN Kaynak Eğitimi Ana Bilim Dalı Başkanı 1 /38 AC- ALTERNATİF AKIM ÖZELLİKLERİ
2- Bileşim 3- Güneş İç Yapısı a) Çekirdek
 Çekirdek") GÜNEŞ 1- Büyüklük Güneş, güneş sisteminin en uzak ve en büyük yıldızıdır. Dünya ya uzaklığı yaklaşık 150 milyon kilometre, çapı ise 1.392.000 kilometredir. Bu çap, Yeryüzünün 109 katı, Jüpiter in de 10
GÜNEŞ 1- Büyüklük Güneş, güneş sisteminin en uzak ve en büyük yıldızıdır. Dünya ya uzaklığı yaklaşık 150 milyon kilometre, çapı ise 1.392.000 kilometredir. Bu çap, Yeryüzünün 109 katı, Jüpiter in de 10
FLAMCOVENT MİKRO KABARCIK YÖNTEMLİ HAVA AYIRICILARI
 FLAMCOVENT MİKRO KABARCIK YÖNTEMLİ HAVA AYIRICILARI Isıtma ve soğutma sistemlerinden havanın tamamen atılması içindir. En küçük hava kabarcıklarını gidermekle kalmaz aynı zamanda suda erimiş durumdaki
FLAMCOVENT MİKRO KABARCIK YÖNTEMLİ HAVA AYIRICILARI Isıtma ve soğutma sistemlerinden havanın tamamen atılması içindir. En küçük hava kabarcıklarını gidermekle kalmaz aynı zamanda suda erimiş durumdaki
Toprakta Kireç Tayini
 Toprakta Kireç Tayini Toprakta kireç tayininde genellikle kalsimetre düzeneği kullanılır ve % kireç miktarı CaCO 3 cinsinden ifade edilir. Elde edilen veriler doğrultusunda toprakların kireç içeriğine
Toprakta Kireç Tayini Toprakta kireç tayininde genellikle kalsimetre düzeneği kullanılır ve % kireç miktarı CaCO 3 cinsinden ifade edilir. Elde edilen veriler doğrultusunda toprakların kireç içeriğine
KAYNAMALI ISI TRANSFERİ DENEYİ. Arş. Gör. Emre MANDEV
 KAYNAMALI ISI TRANSFERİ DENEYİ Arş. Gör. Emre MANDEV 1. Giriş Pek çok uygulama alanında sıcak bir ortamdan soğuk bir ortama ısı transferi gerçekleştiğinde kaynama ve yoğuşma olayları gözlemlenir. Örneğin,
KAYNAMALI ISI TRANSFERİ DENEYİ Arş. Gör. Emre MANDEV 1. Giriş Pek çok uygulama alanında sıcak bir ortamdan soğuk bir ortama ısı transferi gerçekleştiğinde kaynama ve yoğuşma olayları gözlemlenir. Örneğin,
formülü zamanı da içerdiği zaman alttaki gibi değişecektir.
 Günümüz endüstrisinde en yaygın kullanılan Direnç Kaynak Yöntemi en eski elektrik kaynak yöntemlerinden biridir. Yöntem elektrik akımının kaynak edilecek parçalar üzerinden geçmesidir. Elektrik akımına
Günümüz endüstrisinde en yaygın kullanılan Direnç Kaynak Yöntemi en eski elektrik kaynak yöntemlerinden biridir. Yöntem elektrik akımının kaynak edilecek parçalar üzerinden geçmesidir. Elektrik akımına
Prof.Dr.Muzaffer ZEREN SU ATOMİZASYONU
 . Prof.Dr.Muzaffer ZEREN SU ATOMİZASYONU Su atomizasyonu, yaklaşık 1600 C nin altında ergiyen metallerden elementel ve alaşım tozlarının üretimi için en yaygın kullanılan tekniktir. Su atomizasyonu geometrisi
. Prof.Dr.Muzaffer ZEREN SU ATOMİZASYONU Su atomizasyonu, yaklaşık 1600 C nin altında ergiyen metallerden elementel ve alaşım tozlarının üretimi için en yaygın kullanılan tekniktir. Su atomizasyonu geometrisi
Yapıştırma Alçısı ADERTEK
 Yapıştırma Alçısı ADERTEK Genel Tanım COREX, EPS (genleştirilmiş polistren), XPS (haddelenmiş polistren), mineral yünler (camyünü, taşyünü) ve yalıtımlı kompozit levhaları; tuğla, beton, brüt beton, gazbeton,
Yapıştırma Alçısı ADERTEK Genel Tanım COREX, EPS (genleştirilmiş polistren), XPS (haddelenmiş polistren), mineral yünler (camyünü, taşyünü) ve yalıtımlı kompozit levhaları; tuğla, beton, brüt beton, gazbeton,
KARTEK GENEL TANIM TANIM KULLANIM ALANI ANA ÖZELLİKLER. Kartonpiyer Alçısı. İç Mekanlarda
 KARTEK Kartonpiyer Alçısı GENEL TANIM TANIM Kartonpiyer, göbek, aplik ve heykel gibi dekoratif malzemelerin yapımında kullanılan yapı alçısıdır. KULLANIM ALANI İç Mekanlarda n Konutlar n Ofis ve yönetim
KARTEK Kartonpiyer Alçısı GENEL TANIM TANIM Kartonpiyer, göbek, aplik ve heykel gibi dekoratif malzemelerin yapımında kullanılan yapı alçısıdır. KULLANIM ALANI İç Mekanlarda n Konutlar n Ofis ve yönetim
Duvarlar ve Duvar Malzemeleri
 Duvarlar ve Duvar Malzemeleri Duvarlar ve Duvar Malzemeler Taş, tuğla, briket vb. gibi malzemelerle değişik şekillerde, taşıyıcı veya bölme amaçlı olarak düşey şekilde örülen elemanlara duvar denir. Duvarlar
Duvarlar ve Duvar Malzemeleri Duvarlar ve Duvar Malzemeler Taş, tuğla, briket vb. gibi malzemelerle değişik şekillerde, taşıyıcı veya bölme amaçlı olarak düşey şekilde örülen elemanlara duvar denir. Duvarlar
1. Giriş 2. Yayınma Mekanizmaları 3. Kararlı Karasız Yayınma 4. Yayınmayı etkileyen faktörler 5. Yarı iletkenlerde yayınma 6. Diğer yayınma yolları
 1. Giriş 2. Yayınma Mekanizmaları 3. Kararlı Karasız Yayınma 4. Yayınmayı etkileyen faktörler 5. Yarı iletkenlerde yayınma 6. Diğer yayınma yolları Sol üstte yüzey seftleştirme işlemi uygulanmış bir çelik
1. Giriş 2. Yayınma Mekanizmaları 3. Kararlı Karasız Yayınma 4. Yayınmayı etkileyen faktörler 5. Yarı iletkenlerde yayınma 6. Diğer yayınma yolları Sol üstte yüzey seftleştirme işlemi uygulanmış bir çelik
DENEY ADI: KÜKÜRT + (GRAFİT, FİLLER YA DA ATEŞ KİLİ) İLE YAPILAN BAŞLIKLAMA
 İLE YAPILAN BAŞLIKLAMA") ÖMER HALİSDEMİR ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ İNŞAAT MÜHENDİSLİĞİ BÖLÜMÜ SERTLEŞMİŞ BETON DENEYLERİ DENEY ADI: KÜKÜRT + (GRAFİT, FİLLER YA DA ATEŞ KİLİ) İLE YAPILAN BAŞLIKLAMA DENEY STANDARDI: TS
ÖMER HALİSDEMİR ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ İNŞAAT MÜHENDİSLİĞİ BÖLÜMÜ SERTLEŞMİŞ BETON DENEYLERİ DENEY ADI: KÜKÜRT + (GRAFİT, FİLLER YA DA ATEŞ KİLİ) İLE YAPILAN BAŞLIKLAMA DENEY STANDARDI: TS
5.SINIF FEN VE TEKNOLOJİ KİMYA KONULARI MADDENİN DEĞİŞMESİ VE TANINMASI
 5.SINIF FEN VE TEKNOLOJİ KİMYA KONULARI MADDENİN DEĞİŞMESİ VE TANINMASI Yeryüzündeki sular küçük damlacıklar halinde havaya karışır. Bu damlacıklara su buharı diyoruz. Suyun küçük damlacıklar halinde havaya
5.SINIF FEN VE TEKNOLOJİ KİMYA KONULARI MADDENİN DEĞİŞMESİ VE TANINMASI Yeryüzündeki sular küçük damlacıklar halinde havaya karışır. Bu damlacıklara su buharı diyoruz. Suyun küçük damlacıklar halinde havaya
PORSELEN KRON VE KÖPRÜLERİN OKLÜZAL MORFOLOJİLERİNDE HAZIR PORSELEN KONİLERİN KULLANIMI. Hüsnü YAVUZ YILMAZ* Çetin SUCA** Levent NALBANT***
 G.Ü. Dişhek. Fak. Der. Cilt II, Sayı 2, Sayfa 175-182, 1985 PORSELEN KRON VE KÖPRÜLERİN OKLÜZAL MORFOLOJİLERİNDE HAZIR PORSELEN KONİLERİN KULLANIMI Hüsnü YAVUZ YILMAZ* Çetin SUCA** Levent NALBANT*** Çiğneyici
G.Ü. Dişhek. Fak. Der. Cilt II, Sayı 2, Sayfa 175-182, 1985 PORSELEN KRON VE KÖPRÜLERİN OKLÜZAL MORFOLOJİLERİNDE HAZIR PORSELEN KONİLERİN KULLANIMI Hüsnü YAVUZ YILMAZ* Çetin SUCA** Levent NALBANT*** Çiğneyici
Metacem, rezin bazlı, Dual-cure, yüksek dayanıklılıkta, daimi yapıştırma simanıdır.
 Meta Biomed METACEM için Kullanım Talimatları Metacem, rezin bazlı, Dual-cure, yüksek dayanıklılıkta, daimi yapıştırma simanıdır. ENDİKASYONLAR: - Kron ve köprüler (Seramik, kompozit, porselen metali)
Meta Biomed METACEM için Kullanım Talimatları Metacem, rezin bazlı, Dual-cure, yüksek dayanıklılıkta, daimi yapıştırma simanıdır. ENDİKASYONLAR: - Kron ve köprüler (Seramik, kompozit, porselen metali)
Baumit ArtlinePutz. Kaplama
 Baumit ArtlinePutz Kaplama Ürün Cephelerin dekoratif tasarımında kullanılan, kullanıma hazır, kıvamlı, organik bağlayıcılı, ince kat örtücü bir kaplamadır. Dış ve iç cepheler için tane dokuya sahip bir
Baumit ArtlinePutz Kaplama Ürün Cephelerin dekoratif tasarımında kullanılan, kullanıma hazır, kıvamlı, organik bağlayıcılı, ince kat örtücü bir kaplamadır. Dış ve iç cepheler için tane dokuya sahip bir