kare erdemli Proje ve Müşavirlik San. Tic. Ltd. Şti. 02-2K6 ÇELİK ELEMANLARIN BOYA ÖNCESİ YÜZEY HAZIRLIĞI 1. GİRİŞ İnş. Yük. Müh. İdil YURDAKUL PEKER
|
|
|
- Bercu Ayşe Akman
- 8 yıl önce
- İzleme sayısı:
Transkript
1 02-2K6 İnş. Yük. Müh. İdil YURDAKUL PEKER kare Konu: Çelik Elemanların Boya Öncesi Yüzey Hazırlığı erdemli Proje ve Müşavirlik San. Tic. Ltd. Şti. ÇELİK ELEMANLARIN BOYA ÖNCESİ YÜZEY HAZIRLIĞI 1. GİRİŞ Yüzey hazırlamanın esas amacı, kaplamaya zarar verebilecek maddelerin uzaklaştırılması ve böylece çeliğe uygulanacak astar ile yüzey arasında tatminkar bir yapışmanın sağlanmasıdır. Yüzey hazırlama ayrıca korozyonu başlatacak kirleticilerin miktarının azaltılmasına da katkı sağlar. Boyama öncesinde temizlik gerektiren çelik yüzeyler büyük farklılıklar gösterir. Bu farklılık özellikle kaplanmış ve bakım gerektiren yüzeylerde daha da belirgindir. Yapının yaşı ve yeri, önceki yüzeyin kalitesi, mevcut kaplama sisteminin performansı ve bozulma derecesi, önceki ve gelecekteki korozyon ortamının şiddeti ve tipi ve de planlanan yeni kaplama sistemi gerekli yüzey hazırlama şeklini etkiler. Yüzey hazırlama metodu seçiminde, belli seviyede yüzey temizliği sağlayacak yüzey hazırlama sınıfının dikkate alınması gereklidir. Yüzey hazırlama maliyeti genellikle temizlik seviyesiyle orantılı olduğundan, kaplama sisteminin tipine ve amacına uygun hazırlama sınıfı veya gerçekleştirilebilecek hazırlama sınıfına uygun olan kaplama sistemi seçilmelidir. Yüzey hazırlama çalışmasını yürüten personel, uygun donanıma ve yüzey hazırlama işlemini istenilen kriterlere uygun gerçekleştirmek için yeterli teknik bilgiye sahip olmalıdır. İlgili bütün sağlık ve güvenlik mevzuatına uyulmalıdır. Hazırlanacak yüzeyler kolay ulaşılabilir olmalı ve yeterince aydınlatılmalıdır. Bütün yüzey hazırlama çalışmaları uygun bir şekilde kontrol edilmeli ve denetlenmelidir. Seçilmiş yüzey hazırlama metoduyla belirtilen hazırlama sınıfı gerçekleştirilmemişse veya hazırlanmış yüzey kaplama sistemi uygulanmadan önce bir değişiklik meydana gelmişse yüzey hazırlama yönteminin ilgili kısımları belirtilen hazırlama sınıfı elde edilene kadar tekrarlanmalıdır. Kaynak serpintilerinin, çapaklar ve diğer keskin köşelerin giderilmesi için kaynaklı bölgelere uygulanacak ön işlemlerin ayrıntıları belirtilmelidir. Bu işlemler normal olarak yüzey hazırlamadan önce imalat aşamasında gerçekleştirilmelidir. Daha fazla bilgi için ISO ' e bakılmalıdır.

2 2. HAZIRLANACAK YÜZEY TİPLERİ 2.1. KAPLANMAMIŞ YÜZEYLER Kaplanmamış yüzey, hadde pulu veya pas veya diğer kirleticiler dışında herhangi bir madde ile kaplanmamış çelik yüzeydir. Bu yüzeyler ISO (pas sınıfı A, B, C ve D) e uygun olarak değerlendirilmelidirler. Hazırlanmış çelik yüzeyin son görünüşü, başlangıç yüzey şartlarına (örneğin pas sınıfları A-D) ve kullanılan yüzey hazırlama metoduna bağlıdır. Çeşitli pas sınıfları ve yüzey hazırlama sınıfları, Ek A da ve ISO tarif edilmiştir. Soğuk, kalenderlenmiş, malzemelerde ve levhalarda (ve benzeri parçalarda) yüzeyler genellikle pürüzsüzdür ve imalattan gelen uzaklaştırılması güç safsızlıklarla kirletilmiştir. Bu gibi durumlarda yüzeyin pürüzlendirilmesi gerekebilir ve şiddetli temizleme, mesela üflemeli temizleme kaçınılmazdır. Taraflar arasında aksi bir anlaşma olmadığı sürece yüzeydeki donuklukların giderilmesi gerekmez (yüzeydeki hadde pulları donukluk ile karıştırmamalı, temizlenmemelidir) METAL KAPLI YÜZEYLER Metal kaplamanın (termal püskürtmeli, sıcakta daldırmayla galvanizli, elektrolizle çinko kaplı veya sherardize edilmiş) taban malzemeye ininceye kadar temizlenmesi gerekiyorsa ISO de verilen yüzey hazırlama sınıflandırması burada da geçerlidir. Metal yüzeyinde çok sağlam tutunmuş kaplama metali içeren bölgeler kalıyorsa "ikinci tip(kısmi) yüzey hazırlama "uygulanır. Bu takdirde yüzey hazırlama sınıfı mevcut standartlar ile tanımlanan sınıflarda hiç birine dahil olmaz Termal Püskürtmeyle Kaplanmış Yüzeyler Termal püskürtmeyle kaplanmış yüzeyler, ISO 2063 e uygun olarak alev veya ark ile püskürtülen çinko, alüminyum veya bunların alaşımlarıyla kaplanmış çelik yüzeylerdir Sıcak Daldırmayla Galvanizlenmiş Yüzeyler Sıcak daldırma ile galvanizlenmiş yüzeyler, ISO 1461 e uygun olarak erimiş banyo içine daldırılarak çinko veya çinko alaşımıyla kaplanmış çelik yüzeylerdir Elektrolizle Çinko Kaplanmış Yüzeyler Elektrolizle çinko kaplanmış yüzeyler, üzerine elektroliz yöntemiyle çinko çöktürülmüş çelik yüzeylerdir Sherardize Yüzeyler Sherardize yüzeyler, bir tankta çeliğin çinko tozuyla birlikte ısıtılması ve böylece çinko buharlarının yüzeyde çinko-demir alaşımı oluşturması esasına dayanan teknikle kaplanmış yüzeylerdir.

3 A B Çeliğin yüzeyi tamamen bağlı hadde tufali ile kaplıdır ve çok az pas mevcut olabilir (Ast 2 ve A st 3 ile aynıdır). Hadde tufalinin yapraklaşmaya başladığı yerlerden çelik yüzeyi paslanmaya başlamış C D Çelik yüzey hadde tufalinin paslandığı veya çelikten sıyrıldığı yerden paslanmıştır ve çıplak gözle çok az oyuklanma görülebilir. Çelik yüzeyde hadde tufali paslanmıştır ve uzaklaşmıştır. Oyuklanma çıplak gözle görülebilir derecededir.

4 2.3. FABRİKADA ASTARLANMIŞ YÜZEYLER Fabrikada astarlanmış yüzeyler EN e uygun olarak bir fabrikada otomatik olarak üflemeyle temizlenmiş ve otomatik olarak astar uygulanmış çelik yüzeylerdir. Bir yüzeyden taban malzemeye ininceye kadar fabrika astarının uzaklaştırılması durumunda ISO de verilen yüzey hazırlama sınıflandırması burada da geçerlidir. Fabrikada astarının bazı kısımları yüzeyde kalacaksa "ikinci tip yüzey hazırlama" işlemi uygulanır. Uygun yüzey hazırlama sınıflandırmaları ISO de verilen standartların bazılarında belirtilmiştir DİĞER BOYANMIŞ YÜZEYLER Diğer boyanmış yüzeyler hazır boyalı çelik/metal kaplı çelik yüzeylerdir. Hazırlanacak yüzey ISO / standartlarına uygun olarak (kabarcıklanma, paslanma, çatlama, pullanma ve tebeşirleşme) değerlendirilir. Boya altı paslanma ve yapışmada (ISO 2409) bu değerlendirme de dikkate alınmalıdır. Daha önce boyanmış çelik yüzeylerdeki paslanma sebebiyle meydana gelen kaplama hataları (nokta paslanma) izole edilerek nokta üflemeli temizlemeyle hazırlanabilir. Hatalı bölgenin etrafındaki sağlam tutulmuş kaplamalara zarar vermemek için gerekli tedbirler alınmalıdır. Sadece boyanın metal kaplamaya ininceye kadar uzaklaştırılması gerekiyorsa, "ikinci tip yüzey hazırlama" işlemi uygulanır. Bu takdirde yüzey hazırlama sınıfı mevcut standartlar ile tanımlanan sınıflardan hiçbirine dahil olmaz. Boyanın kusursuz olan kısımlarının yüzeyde kalması durumunda "ikinci tip yüzey hazırlama" işlemi uygulanır. Hem taban malzemenin göründüğü hem de boyanmış bölgeler bulunduran yüzeylerin sınıflandırılması P sınıfları tanımına göre yapılır. ISO bölgesel üflemeli temizleme için P Sa 2, P Sa 2½, P Sa 3; el gereçleri ve motorlu gereçlerle temizleme için P St 2, P St 3 ve makine ile bölgesel aşındırma için PMa hazırlama sınıflarını verir. 3. YÜZEY HAZIRLAMA METOTLARI Yüzey üzerindeki yağ, gres, tuz, kir ve benzer kirlilikler daha sonraki yüzey hazırlama işlemlerine geçilmeden önce uygun bir metot kullanılarak mümkün olduğu kadar uzaklaştırılmalıdır. Ayrıca, yüzey hazırlama işlemine başlanmadan önce yoğun, sıkı yapışmış pas ve hadde pulunun elle veya mekanik yollarla uzaklaştırılması gerekebilir. Metal kaplı çelik temizliğinde uygulanacak teknik sağlam metali gereksiz yere uzaklaştırmamalıdır. Ek C de yüzey temizleme metotlarıyla ilgili bazı bilgiler verilmiştir. Verilen metotlara ilâveler de yapılabilir SU İLE, ÇÖZÜCÜ İLE VE KİMYASAL YOL İLE TEMİZLEME Su İle Temizleme Bu metot, temizlenecek yüzey üzerine yüksek basınçta temiz, tatlı suyun püskürtülmesini kapsar. Gereken su basıncı, yüzey üzerindeki uzaklaştırılacak suda çözünür maddeler, gevşek pas ve hafif yapışmış boya gibi kirliliklere bağlıdır. Yağ, gres ve benzeri maddelerin uzaklaştırılmasında su içine uygun deterjanların ilavesi gerekir. Temizleme işleminde deterjan kullanıldığı zaman yüzeyin temiz tatlı su ile durulanması gereklidir Buhar İle Temizleme Buharla temizleme yağ ve gresin uzaklaştırılması için uygulanır. Buhara deterjan ilâve edildiğinde, yüzeyin temiz ve tatlı su ile durulanması gereklidir Emülsiyon İle Temizleme Emülsiyonla temizleme, emülsiyon halindeki temizleyiciler kullanılarak yağ ve gresin uzaklaştırılması için uygulanır, Bu işlemi takiben yüzey temiz ve tatlı (sıcak veya soğuk) su ile durulanır Alkali İle Temizleme Alkali ile temizleme, alkali temizleyicileri kullanılarak yağ ve gresin uzaklaştırılması için uygulanır. Bu işlemi takiben yüzey temiz ve tatlı (sıcak veya soğuk) su ile durulanır.

5 Organik Çözücü İle Temizleme Organik çözücü ile temizleme, yağ ve gresin uygun organik çözücülerle uzaklaştırılması için uygulanır. Gresin organik çözücü emdirilmiş bez parçasıyla giderilmesi işlemi genellikle küçük alanlar için uygundur Kimyasal Reaksiyonlar İle Temizleme Kimyasal reaksiyonlar ile temizleme (fosfatlama, kromlama gibi), sıcak-daldırmalı galvanizlenmiş, elektrolizle çinko kaplanmış ve sherardize yüzeylerde, boyanmaya elverişli yüzeyler oluşturmak için uygulanır. Alternatif olarak, alkali temizlik çözeltileri veya inhibitör katılmış asit çözeltileri de yüzeylerin hazırlama işlemlerinde kullanılabilir. Bu işlemlerin arkasından yüzey genellikle temiz, tatlı su ile durulanır. Kimyasal temizleme yalnızca uygulanacak boya sisteminin imalatçısının onayı doğrultusunda yapılmalıdır. Not: Asit ve alkali çözeltileriyle muamele mordan yıkaması olarak bilinir Soyma Soyma, çözücü-bazlı (çözücülerle çözünebilen kaplamalar için) veya alkali bazlı (sabunlaştırılabilir kaplamalar için ) pastalar kullanılarak boya kaplamalarının uzaklaştırılması işlemidir. Bu işlem sadece küçük bölgelerin temizlenmesinde uygulanır. Soyma işleminden sonra uygun bir temizleme yapılmalıdır Asitle Dağlama Bu metot malzemenin uygun bir inhibitör katılmış asit banyosuna daldırılmasıyla yüzeydeki hadde pulu ve pasın giderilmesini kapsar. Malzeme banyo içinde uzun süre tutulmamalıdır MEKANİK TEMİZLEME El Gereçleri İle Temizleme Bu işlem için kullanılan tipik aletler, tel fırçaları, spatüller, kazıma aletleri, aşındırıcı emdirilmiş sentetik kumaşlar, zımpara bezleri ve pas yontma çekiçleri olarak sıralanabilir. Daha fazla detay için ISO e bakınız Motorlu Gereçler İle Temizleme Bu işlem için kullanılan tipik gereçler, döner tel fırçalar, çeşitli tipte öğütücüler, vurucu çekiçler ve iğne tabancalar olarak sıralanabilir. Bu tip aletlerle ulaşılamayan yüzey bölgelerinin hazırlanması elle yapılmalıdır. Bu temizleme işlemi, malzemede herhangi bir zarara veya deformasyona yol açmamalı ve yontucu aletlerin neden olabileceği herhangi bir yüzey hasarından (çentikler ve kertikler) kaçınmak için dikkat edilmelidir. Tel fırçalar kullanıldığında, pas ve kirlilikler sadece parlatılıp bırakılmamalı, yüzeyden uzaklaştırıldığından emin olunmalıdır. Parlatılmış pas ve hadde pulu temiz bir metal görüntüsü sağlar, fakat üzerine uygulanan herhangi bir kaplamanın yapışmasını bozar. Motorlu gereçler ile temizleme, temizlik derecesi ve temizlenen alan açısından elle temizlemeye göre daha verimli, fakat üflemeli temizleme kadar etkili değildir. Motorlu gereçlerle temizleme, üflemeli temizlemeye göre tercih edildiği durumlarda (mesela, toz oluşmasının veya kullanılan aşındırıcının etrafta birikmesinin istenmediği durumlarda) bu özellik dikkate alınmalıdır. Daha fazla detay için ISO e bakınız. Çeliğin yüzeyinin kir ve yağdan temizlenmesinden önce, kalın pas tabakaları üfleme yöntemiyle uzaklaştırılır. Asitle dağlama işlemi, sadece dikkatlice gözlenen fabrika koşulları altında uygulanır. Normal şartlarda kullanıcı tarafından uygulanacak bir işlem değildir.

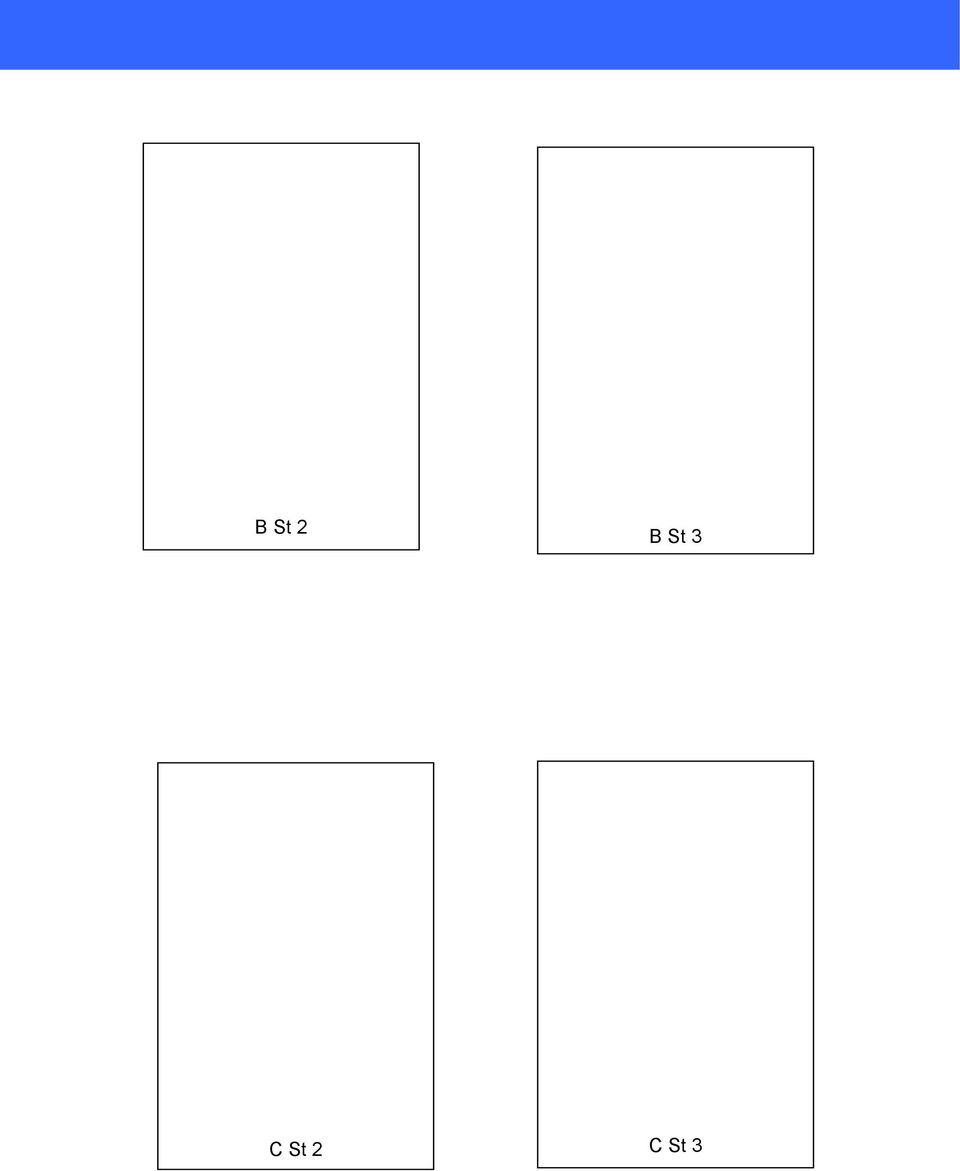
6 B St 2 B St 3 C St 2 C St 3
7 D St 2 D St Tam Kazıma, Telle Fırçalama, Makine İle Fırçalama ve Bileme İşlem, gevşek pulların, pasın ve yabancı maddenin uzaklaşmasını sağlamalıdır. Son olarak yüzey, bir vakum temizleyici ile veya sıkıştırılmış kuru havayla ya da temiz bir fırçayla temizlenir. Bu sırada yüzey hafif bir parlaklığa sahip olmalıdır. Görünümü St 2 de tasarlanmış çıktılara uymalıdır Tam, Dikkatli, Titiz Kazıma; Telle Fırçalama, Makine İle Fırçalama ve Bileme St 2 de öngörülen yüzey hazırlığından daha titiz ve eksiksiz bir çalışma gerekir. Yüzey, tozun uzaklaştırılmasından sonra belirgin bir metalik parlaklığa kavuşmalıdır ve St 3 te tasarlanmış çıktılara uymalıdır Üfleme İle Temizleme ISO ' de belirtilen metotlardan herhangi biri kullanılır. Üfleme İle temizlemede kullanılan aşındırıcı maddeler ISO ve ISO nın ilgili bölümlerine atıf yapılarak belirtilmelidir Kuru Aşındırıcı İle Üflemeli Temizleme Santrifüjle aşındırıcı üflemeyle temizleme Santrifüjle aşındırıcı üflemeyle-temizleme, hem sabit tesislerde hem de hareketli ünitelerde uygulanabilir. Bu yöntemde aşındırıcı malzemenin döner tekerlek veya kanatlara beslenerek, temizlenecek yüzeyin üzerine yüksek hızda ve düzgün bir şekilde çarptırılması sağlanır. Bu metodu uygulama alanları, etkinliği ve kısıtlamaları için ISO ' e bakınız Basınçlı havayla aşındırıcı üflemeli temizleme Basınçlı havayla aşındırıcı üflemeli temizleme metodu, basınçlı hava akımının içine aşındırıcı maddenin beslenmesinin ve hava/ aşındırıcı madde karışımının yüksek hızda temizlenecek yüzeye çarptırılmasını kapsar. Aşındırıcı madde hava akımı içine basınçlı bir kaptan enjekte edilebileceği gibi basınçsız bir kaptan emme yoluyla da hava akımı içine doğru çekilebilir. Bu metodun uygulama alanları, etkinliği ve kısıtlamaları için ISO ' e bakınız.

8 Vakumlu veya emme başlıklı aşındırıcı üfleme temizlemesi Bu metot, basınçlı hava ile aşındırıcı üflemeli temizlemeye (Madde ) benzer, ancak üfleme ucu bir emme başlığı içine yerleştirilmiştir. Emme başlığı üflenen aşındırıcıyı ve kirlilikleri toplamak için çelik yüzeyin üzerinde vakum etkisiyle sızdırmazlık sağlanacak şekilde oturabilmektedir. Alternatif olarak, hava/aşındırıcı madde akımı, emme başlığındaki düşük basınç vasıtasıyla yüzeye çarptırılarak emilebilir. Bu metodun uygulama alanları, etkinliği ve kısıtlamaları için ISO 'e bakınız Nem Enjekte Edilmiş Aşındırıcı Üfleme İle Temizleme (Nem Enjekte Edilmiş Basınçlı Havayla Aşındırıcı Üflemeyle Temizleme) Bu metot basınçlı hava ile aşındırıcı üflemeli temizlemeye (Madde ) benzer, ancak hava/aşındırıcı madde karışımına çok az miktarda bir sıvı (genellikle temiz tatlı su) enjekte edilir ve böylece çapı 50 µm den küçük parçacıklardan oluşan bir süspansiyon elde edilerek tozumayan üflemeli-temizleme işlemi gerçekleştirilir. Suyun tüketimi kontrol edilebilir ve genellikle 15 L /h- 25 L /h aralığındadır. Bu metodun uygulama alanları, etkinliği ve kısıtlamaları için ISO ' e bakınız Islak Aşındırıcı Üfleme İle Temizleme Basınçlı hava ile ıslak aşındırıcı üflemeyle temizleme Bu metot, basınçlı hava ile aşındırıcı üflemeli temizlemeye benzer (Madde ), ancak hava, su, aşındırıcı madde karışımından oluşan bir akım elde etmek için bir sıvı (genellikle temiz, tatlı su) ilave edilir. Bu metodun uygulama alanları, etkinliği ve kısıtlamaları için ISO 'e bakınız Çamur üflemeli temizleme Su veya başka bir sıvı içinde dispers hale getirilmiş toz halindeki aşındırıcı bir pompa vasıtasıyla veya basınçlı hava kullanılarak temizlenecek yüzey üzerine çarptırılır. Bu metodun uygulama alanları, etkinliği ve kısıtlamaları için ISO 'e bakınız Basınçlı sıvı üflemeli temizleme Aşındırıcı bir madde (veya aşındırıcı madde karışımları), sıvı akımı (genellikle temiz ve tatlı su) içine karıştırılarak bir üfleme ucu yardımıyla yüzey üzerine çarptırılır. Kullanılan akım esas olarak basınçlı sıvıdan oluşur. Karıştırılan aşındırıcı madde miktarı, sıkıştırılmış hava ile ıslak aşındırıcı üflemeli temizlemeden çok azdır. Aşındırıcı madde akım içerisine kuru (hava ile veya havasız) ya da sulu çamur halinde karıştırılabilir. Bu metodun uygulama alanları, etkinliği ve kısıtlamaları için ISO ' e bakınız Üflemeli Temizlemede Özel Uygulamalar Gezdirmeli üflemeli temizleme Gezdirmeli üflemeli temizlemenin amacı, yüzeydeki organik veya metalik bir kaplamayı temizlemek, pürüzlendirmek veya bir yüzey örtüsünü (ya da zayıf tutunmuş bir kaplamayı), altındaki sağlam yapışmış kaplama tabakasını çizmeden veya taban malzemeye inecek şekilde aşındırmadan yüzeyden söküp almaktır. Gerekli yüzey şartları taraflar arasındaki anlaşmayla belirlenir. Bu amaç için malzeme yüzeyinde küçük bir deney bölgesi hazırlanıp değerlendirilebilir. Bu deney bölgesi kullanılarak aşındırıcı maddenin sertliği çarpma açısı üfleme ucunun taban malzemeye uzaklığı, hava basıncı ve aşındırıcı maddenin parça büyüklüğü gibi çeşitli üflemeyle temizleme parametreleri optimize edilebilir. Gezdirmeli üflemeli temizleme hava basıncı genellikle düşük ve grit çapı çok küçüktür Nokta üflemeli temizleme Nokta üflemeli temizleme, basınçlı hava veya nem enjekte edilmiş üflemeli temizleme metotlarında çok yaygın olarak kullanılan bir işlemdir. Bu işlemde üzerinde münferit lekeler (örneğin pas veya kaynak lekesi) dışında başka hiç bir hata bulunmayan kaplamalar temizlenir. Söz konusu yüzeyin bir ön temizlikten geçmeden yeniden boyaması mümkün değilse, lekelerin nokta üflemeyle temizlenmiş yüzeye ayrıca gezdirmeli üflemeli temizleme metodu uygulanır. Üflemeli temizlemenin şiddetine bağlı olarak sonuç hazırlık sınıfı P Sa 2 veya PSa 2 ½ olarak değerlendirilir.

9 A Sa 2 ½ A Sa 3 B Sa 1 B Sa 2

10 B Sa 2 ½ B Sa 3 C Sa 1 C Sa 2

11 C Sa 2 ½ C Sa 3 D Sa 1 D Sa 2

12 D Sa 2 ½ D Sa Su Üflemeli Temizleme Bu metot, temizlenecek yüzey üzerine basınçlı temiz ve tatlı suyun çarptırılmasını kapsar. Uygulanacak su basıncı, suda çözülebilir madde, gevşek pas ve zayıf yapışmış boya kaplaması gibi uzaklaştırılacak kirliliğe bağlıdır. Temizleme işleminde deterjan kullanılması halinde yüzeyin temiz tatlı su ile durulanması gerekir. Yaygın olarak kullanılan su üflemeli temizleme teknikleri aşağıda verilmiştir: Yüksek basınçlı su üflemeli temizleme (70 MPa-170 MPa) Çok yüksek basınçlı su üflemeli temizleme (170 MPa üzerinde) Not -70 MPa altındaki basınçlar, su ile temizleme metodunda (Madde 3.1.1) uygulanır TEMİZLENMİŞ YÜZEYLERİN KALİTESİ Yüzey temizlik kaliteleri BS 4232 (İngiliz Standardı), SSPC (Amerikan Çelik Yapılar Boyama Birliği) ve SIS (İsveç Standardı) standartlarınca belirlenmiştir. Bu standartlarda belirlenen yüzey kaliteleri yaklaşık olarak birbirine denktir. ISO 8501 standardı da bu standartlara göre oluşturulmuştur. Tablo1 de değişik standartlar için yüzey kaliteleri karşılaştırılmıştır. Tablo 1: Yüzey Kalitelerinin Karşılaştırılması SIS BS SSPC 00 Birinci Kalite Beyaz Metal SA 3 İkinci Kalite Üçüncü Kalite Beyaza Yakın Metal SA 2 ½ Ticari SA 2 Bu standartlara göre; aşındırıcı püskürtülerek temizlenmiş yüzeylerin kaliteleri, yüzeylerin standart örneklerle karşılaştırılması ile belirlenmektedir.
 Çok yüksek basınçlı su üflemeli temizleme (170 MPa üzerinde) Not")
13 Sa1: Düşük Etkili Bilya Püskürterek Temizleme Aşındırıcı püskürtme işlemi sadece yüzey üzerinden serbest tufal, pas ve yabancı maddeleri uzaklaştıracak kadar uygulanmıştır Sa2: Etkili Bilya Püskürterek Temizleme Bilya püskürterek temizleme işlemi yüzey üzerinden tüm tufal, pas ve pratik olarak tüm yabancı maddeyi uzaklaştıracak kadar uzun bir zaman uygulanmıştır Sa2 ½ : Çok Etkili Bilya Püskürterek Temizleme Bilya püskürterek temizleme işlemi tufal, pas ve yabancı maddeleri yüzeyden sadece nokta veya çizgi halinde izleri kalacak derecede uzaklaştıracak kadar uzun bir zaman uygulanmıştır. Son olarak yüzey, temiz ve kuru basınçlı hava ile veya temiz bir fırça ile süpürülür Sa 3: Beyaz Metale Kadar Temizleme Bilya püskürterek temizleme işlemi tüm tufal, pas ve yabancı maddelerden arındırılıncaya kadar uzun süre uygulanır. İngiliz Standartlarına göre temizleme sonrası yüzey durumu birinci kalite, ikinci kalite, üçüncü kalite olmak üzere üç grup altında incelenir. Bu gruplandırma yüzeyde kalan temizlenmemiş alan yüzdesine göre yapılır. Aşağıda bu yüzey kaliteleri tanıtılmaktadır Birinci Kalite Bütün yüzey pisliklerden ve renk farklılıklarından tümüyle arınmıştır. Yüzey incelendiğinde çıplak metal görüntüsü ile karşılaşılır. Ayrıca metalin yapısından dolayı yüzeyde yapısal lekeler içeren bir metal temizlenmiş olarak kabul edilebilir. Birinci kalite yüzey, kimyasal maddelere dayanıklı boyaların ömrünü arttırmak için boya öncesi çok temiz yüzeylerin gerektiği çelik yapıları için kullanılır İkinci Kalite Bütün yüzey yağ, kir, çapak, gibi pisliklerden arınmıştır. Ancak bazı sınırlar içinde çelik yüzeyine sıkı sıkıya bağlanmış tugal ve pas varlığı kabul edilebilir. Bu kalıntıların miktarları incelenecek olursa: (a) Tufal ve pas gibi kalıntı miktarı, bütün yüzey için % 5 sınırından daha fazla olmamalı. Yüzeyin en az %95 lik kısmı parlak metalik çelik görüntüsüne sahip olmalıdır. (b) Bu kalıntı miktarı kenar uzunluğu 25 mm olan bir kare alan için % 10 dan fazla olmamalı, karenin en az % 90 ı parlak çelik görüntüsüne sahip olmalıdır. Buna ek olarak çeliğin yapısından dolayı yüzeyde yapısal lekeler içeren bir metal temizlenmiş olarak kabul edilebilir. Bu yüzey kalitesi kimyasallara dayanıklı boyalar için kabul edilebilecek en düşük yüzey kalitesidir. Ayrıca oldukça korozif ortamlarda çalışacak klasik boyalar için kalite yüzeyler istenilebilir [3,4] Üçüncü Kalite Çelik yüzeyine sıkıca bağlanmış belirli limitlerdeki tufal, boya önceden uygulanmış kaplama ve pas dışında bütün pisliklerin, yağların ve diğer maddelerin uzaklaştırıldığı temizleme derecesidir. Yüzeyde bulunmasına izin verilen kalıntı miktarı ise şöyledir. (a) Tüm yüzey ele alınıp incelendiğinde kalıntı miktarı % 20 den fazla olmamalıdır. Geri kalan % 80 lik bölüm temiz metalik çelik görüntüsüne sahip olmalıdır. (b) Kenarı 25mm olan bir kare alan incelendiğinde, yüzeyde kalan maddelerin % 40 dan fazla olmaması gerekmekte ve kare yüzeyinin en az % 60 ı metalik bir görünüme sahip olmalıdır. Buna ek olarak, çeliğin yapısından dolayı yüzeyde yapısal lekeler içeren bir metal temizlenmiş olarak kabul edilebilir. Bu kalite, klasik boyalarla boyanacak ve hafif korozif ortamlarda kullanılacak çelik yapılar için gereklidir.

14 Tablo 2: Püskürtme ile Temizlenmiş Çelik Yüzeylerin Kalitesi Sonuç Yüzey Kalitesi 1. Kalite 2. Kalite 3. Kalite Çelik Türü Genel Görünüm Sonuç Yüzey Görünümü Çıplak Çelik Kalıntı Sınırı Kalıntı Miktarı Tufal Pas Boya Kaplama Yüzey Pürüzlülüğü Yapı çeliklerinden BS 15, BS 986 ve BS 2762 ye kadar olanları kapsayan bütün çelikler Bütün yüzey, püskürtme ile temizleme paternlerini gösterir. Tam Yüzey %0 %0 %0 %0 Yüzeyin %95i Kenarı 25 mm lik Karede %10 dan az Sıkı bağlanmış Kalıntılar %0 Yüzerin %80 i Kenarı 25 mm lik Karede %40 dan az Sıkı bağlanmış Kalıntılar %0 Max. Genlik boyama sistemi ile alakalıdır (tercihen 0-10 mm) 3.4. ALEVLE DAĞLAMA Temizlenecek yüzeyin üzerinden bir asetilenoksijen alevi geçirilir. Böylece hadde pulu ve paslar, alev ve ısı etkisiyle yüzeyden uzaklaştırılır. Alevle dağlama işleminden sonra yüzey mekanik tahrikli tel fırçalarla fırçalanır ve yüzeyde kalan tozlar boyama işleminden önce temizlenir. 4. YÜZEY PROFİLİ (PÜRÜZLÜLÜK) VE YÜZEY PROFİLİNE GÖRE SINIFLANDIRMA ISO , saçma (S) veya kum (K) kullanılan üflemeli aşındırmayla temizlenmiş çelik taban malzemelerin gözle veya dokunmayla karşılaştırılması için planlanmış olan ISO yüzey profili komparatörleri (komparatör S ve komparatör G) için gerekli şartları belirler. ISO de belirtilen, ISO komparatörleri kullanılarak üflemeli temizlenmiş yüzeylerin sınıflandırılması metodu ISO de tarif edilmiştir. Taban malzemenin yüzey profili, kaplamanın yapışmasını etkiler. Koruyucu boyama sistemleri için ISO de tarif edilen "Orta (G)" veya "Orta (S)" yüzey profili özellikle uygundur. Bu standardın uygulama alanlarında, yüzey profili toleransları veya özel yüzey profili değerleri belirtilmesi gerekli değildir, fakat ilgili taraflar arasında anlaşmaya varılabilir. 5. HAZIRLANMIŞ YÜZEYLERİN DEĞERLENDİRİLMESİ Hazırlanmış yüzeyler, yüzey hazırlama işleminden sonra (belirtilen temizlik işlemleri uygulanarak) hazırlanmış yüzeyler, ISO veya ISO de tarif edildiği gibi değerlendirilir. Yani temizlik sadece yüzeyin görünümünün değerlendirilmesiyle tayin edilir. Birçok durumda bu değerlendirme genellikle yeterlidir, fakat örneğin suya daldırma ve sürekli yoğunlaşma gibi şiddetli çevre şartlarına maruz kalabilecek kaplamalar için gözle temiz olarak değerlendirilen yüzeylerdeki çözünebilir tuzlar ve görünmeyen kirleticiler, ISO 8502 nin çeşitli bölümlerinde verilen, fiziksel ve kimyasal metotlarla, deneye tabi tutulması gereklidir. 6. HAZIRLANMIŞ YÜZEYLERİN KOROZYON VE/VEYA KİRLETİCİLERDEN GEÇİCİ KORUNMASI Hazırlanmış yüzeylerin, planlanan kaplamanın (astar veya kaplama sisteminin tamamı) uygulanmasından önce, hazırlama sınıfının değişme ihtimali varsa (örneğin pas oluşumuyla) geçici koruma uygulanmalıdır. Geçici koruma ayrıca kaplama yapılmayacak bölgelere de uygulanır.

15 Fabrika astarları, yapışkan kağıt, yapışkan film, soyulabilir vernikler ve yüzeyden kolayca uzaklaştırılabilecek daha başka koruma malzemeleri, geçici koruma için sıkça kullanılmaktadır. Son kaplama uygulanmadan önce yüzeye belirlenen yüzey şartlarına ulaşılana kadar daha başka yüzey hazırlama işlemlerinin uygulanması gerekebilir. 7. GEÇİCİ VEYA KISMEN KORUNMUŞ YÜZEYLERİN YENİ KAPLAMA YAPILMADAN ÖNCE KULLANIMA HAZIRLANMASI Yüzeylere yeni bir kaplama uygulanmadan önce, aradan geçen süre içinde oluşmuş aşınma ve korozyon ürünü yüzey kirlilikleri uygun bir yolla temizlenmelidir. Temizlik için su ile temizleme, ıslak aşındırıcı madde ile temizleme, buharla temizleme, gezdirmeli üflemeli temizleme, özenle taşlama, el gereçleri veya motorlu gereçler ile temizleme gibi yollardan biri kullanılabilir. Bağlantılar ve astar kaplamaların zarar görmüş bölgeleri, boyanacak yüzeyler uygun şekilde monte edildikten sonra temizlenmeli, dolgulanıp tamir edilmeli ve bu işlerde Madde 3 de belirtilen yöntemlerden biri kullanılmalıdır. Montajdan sonra kaynak veya perçinleme yapılmışsa bütün kalıntılar yüzey için öngörülen kriterlere uygun şekilde giderilmelidir. Bu iş için en uygun metot üflemeli temizleme ve arkasından taşlamadır. Bu amaçla kullanılan metot ilgili taraflar arasında uzlaşma ile belirlenir. Kimi zaman yüzeydeki mevcut kaplamaların giderimi veya yüzeyin pürüzlendirilmesi için taramalı üfleme temizliği veya başka uygun bir metot uygulamak: bundan sonra, uygulanacak kaplamanın yüzeye iyi yapışmasını sağlamak için toz giderme işlemi gerekebilir. Önceden mevcut kaplamanın (özellikle çinko bakımından zengin kaplamaların) yüzeyi motorlu gereçlerle aşırı temizlenerek parlama (polisaj) veya kazıma oluşturulmamalıdır. Öyleki müteakip kaplamanın yüzeyde pürüzlülüğün kalkmış olması nedeniyle zayıf tutunması problemi olmamalıdır. Üflenerek temizlenmiş ve fabrikasında veya daha sonra atölyede, hazır astarlanmış çelik yüzeyler için, temizlik sonrasında yüzeyde kalan astar, ilgili tarafların böyle anlaşmaya varması ve yüzey profilinin (pürüzlülüğün) belirlenmiş olması şartıyla, komple boya sisteminin bir parçası olabilir. Çelik yüzeydeki hazır bir astar kaplamanın tamiri veya üstüne doğrudan kaplamanın yapılması mümkün değilse veya bu astar kullanılacak yeni kaplamayla uyumlu değilse böyle astarlar yüzeyden tamamen bertaraf edilmelidir. 8. SICAK DALDIRMA GALVANİZLİ YÜZEYLERİN KULLANIMA HAZIRLANMASI 8.1. HAVADAN ETKİLENMEMİŞ YÜZEYLER Çinko levha yüzeyindeki çinko kaplamada mevcut hasarlı alanlar boyama öncesi tamir edilmeli, yüzeyin her tarafında çinkonun koruyucu etkisi sağlanmalıdır. Sıcak daldırma galvanizli havadan etkilenmemiş yüzeylerin, gres, yağ, kaynak pastası veya işaret boyası gibi kirlendirici kalıntıları, boyamadan önce temizlenmelidir. Çinko kaplama, ametal bir aşındırıcı kullanılarak gezdirmeli üfleme temizliğine tabi tutulablir (Madde ). Söz konusu yüzey için öngörülen özellik sınıfında gerekli görülmüş ise, başka bir temizlik tekniği de kullanılabilir. Gezdirmeli temizlik işleminden sonra çinko kaplamanın yekpareliği bozunmamış olmalı mekanik hasarlanma bulunmamalıdır. Galvanize yüzeylerde çinko kaplamanın ve üstüne uygulanan boya sisteminin kalıcılığını etkileyebilir boyutta yapışmış veya kapanım halinde kirlilikler bulunmamalıdır. Çinko kaplamalardaki arızalara aşağıda bazı örnekler verilmiştir: - Kaplamada atlamalar veya aşırı kalın bölgeler - İğne deliği boyutunda gözenekler (pinhol) - Çinko ile çelik arasında yapışmanın sağlanmadığı bölgeler - Çinko yığıncıkları - Çinko oksit veya karbonat tozları Gezdirmeli üfleme temizliğinden sonra yüzey, üniform ve mat bir görünüme sahip olmalıdır. Yüzey pürüzlülüğü ve yüzeyde kalabilecek çinko kaplamanın kabul edilebilir en az kalınlığı, ilgili taraflar arasında anlaşmayla belirlenir.

16 8.2. HAVADAN ETKİLENMİŞ YÜZEYLER Havaya maruz kalmış sıcak daldırma galvanizli yüzeylerde çinkonun korozyon ürünleri (beyaz pas) oluşur ve bu pas yanında başka kirlenmeler bulunabilir. Böyle yüzeyler, kirlenmenin tabiatına ve derecesine bağlı olarak, uygun metotlar ile temizlenmelidir. Oksitlenme ürünleri, karbonat vb. tuzları, ve başka bazı kirleticiler, deterjan katılmış temiz, tatlı su ve aşındırıcı toz emdirilmiş sentetik kumaştan ovma yastıkları kullanılarak temizlenir. Ve daha sonra temiz sıcak su ile iyice durulanır. Alternatif olarak, sıcak su, basınçlı su, basınçlı buhar, gezdirmeli üfleme temizliği, el gereçleriyle temizlik veya motorlu gereçler ile temizlik yöntemlerinden birine başvurulabilir. 9. TERMAL PÜSKÜRTMELİ METAL (ÇİNKO VEYA ALİMİNYUM KAPLANMIŞ) YÜZEYLERİN HAZIRLANMASI 10. ELEKTROLİZLE ÇİNKO KAPLANMIŞ VE SHERARDİZE EDİLMİŞ YÜZEYLERİN HAZIRLANMASI Elektrolizle çinko kaplanmış veya sherardize edilmiş yüzeylerdeki kusurlu veya tahripli bölgeler, çinko kaplamanın koruyucu etkisini her tarafta sağlamak için tamir edilmelidir. Elektrolizle kaplanmış veya sherardize çinko kaplamanın zayıf yapışmış kısımları kazınıp uzaklaştırılmalı ve sonra tamir edilmelidir. Elektrolizle çinko kaplanmış veya sherardize edilmiş yüzeylerdeki gres, yağ, işaret boyası veya tuz gibi kirlilik oluşturan maddeler temizlenmelidir. Özel deterjanlarla, sıcak su veya buharla veya yüzeyin kimyasal değişime uğratılmasıyla (Madde 3.1.6) daha ileri temizleme yapılabilir. Elektrolizle kaplanmış parçaların temizliğini takiben boyanması için sıcak daldırmalı galvanize yüzeyler ( Madde 8) için öngörülen muameleler burada da aynen geçerlidir. Termal püskürtmeli metal kaplamalarda kusurlu veya tahrip olmuş bölgeler metal kaplamanın koruyucu etkisinin her yerde bulunmasını sağlayacak şekilde tamir edilmelidir. Kaplamanın koruma ömrünü uzatmak için termal yoldan püskürtülmüş metal kaplama, herhangi bir yoğunlaşma oluşmadan önce, kaplamadan hemen sonra boyanmalıdır. Yeni koruyucu boya kaplama uygulanmadan önce yüzey, Madde 7' ye uygun şekilde muamele görmelidir. Termal püskürtmeli metal kaplamayla ilgili daha fazla bilgi ISO 2063'de verilmiştir. 11. DİĞER METOTLARLA KAPLANMIŞ YÜZEYLERİN HAZIRLANMASI Zayıfça yapışmış ve kusurlu kaplamalar yüzeyden uzaklaştırılmalıdır. Yüzeydeki kusurlu veya tahrip olmuş bölgeler, kaplamanın koruyucu etkisinin her yerde bulunmasını sağlayacak şekilde tamir edilmelidir. Gres, yağ, işaret boyası veya tuz gibi yüzeyde kirlilik oluşturan maddeler temizlenmelidir. Özel deterjanlarla, sıcak su veya buharla veya yüzeyin kimyasal değişime uğratılmasıyla daha ileri temizleme yapılabilir. Yüzey daha sonra inert kum veya uygun olduğu gösterilebilen başka malzemeler kullanılarak gezdirmeli üflemeli temizlemeye (Madde 7) tabi tutulabilir.

17 12. ÇEVRE KİRLİLİĞİ İLE İLGİLİ TAVSİYELER 13. SAĞLIK VE GÜVENLİK Yüzey hazırlamanın neden olduğu çevre kirliliği, normalde çevre ve güvenlikle ilgili milli mevzuatlar kapsamındadır. Eğer böyle bir mevzuat yoksa, endüstriyel atıklar, toz, gürültü, koku, organik çözücüler gibi çevre kirletici etkenlere özel önem verilmelidir. Sağlık ve güvenlikle ilgili hususlar ISO 'de verilmiştir. Atıklar (Kullanılmış aşındırıcı tozlar, pas, eski kaplamalar) toplanmalı ve ilgili milli mevzuatlara ve taraflar arasındaki anlaşmaya göre muamele edilmelidir.

18 EK A Birinci Tip Yüzey Hazırlama Metotları İçin Standartlar Sınıflar Özet Tablosu Standard yüzey hazırlama sınıfı 1) Yüzey hazırlama metodu ISO )3)4) de verilen temsili fotoğraf örnekleri Hazırlanmış yüzeylerin temel özellikleri Yüzey hazırlama (2.kolon) işleminden önceki ve sonraki muameleler de dahil olmak üzere ayrıntılar ISO de verilmiştir. Uygulama alanları Sa 1 B Sa 1/ C Sa1 / D Sa 1 Zayıf yapışmış hadde pulu, pas, boya kaplama ve yabancı maddeleri yüzeyden uzaklaştırılır. 5) Sa 2 Sa 2 ² Sa 3 7 ) St 2 St 3 Üflemeli temizleme (Madde 3.2.3) El gereçleri ve motorlu gereçlerle temizleme (Madde ve madde 3.2.2) B Sa 2 / CSa 2 / D Sa 2 A Sa 2 ² / B Sa 2 ² / C Sa 2 ² / D Sa 2 ² A Sa 3 B Sa 3 C Sa 3 D Sa 3 B St 2/ C St 2/ D St 2 B St 3/ C St 3/ D St 3 Hadde pulu, pas ve boya kaplama ve yabancı maddelerin çoğu yüzeyden uzaklaştırılır. Kalan herhangi bir kirlilik yüzeye sağlamca yapışmış olmalıdır. Hadde pulu, pas, boya kaplama ve yabancı maddeler yüzeyden uzaklaştırılır. Kalan eser miktardaki kirlilikler sadece şeritler ve benekler şeklinde çok hafif lekeler halinde görünebilir. Hadde pulu, pas, boya kaplama ve yabancı maddeler yüzeyden uzaklaştırılır. Yüzey üniform metal renginde olmalıdır. Zayıfca yapışmış hadde pulu, pas, boya kaplama ve yabancı maddeler yüzeyden uzaklaştırılır. 5) Zayıfça yapışmış hadde pulu, pas, boya kaplaması ve yabancı maddeler yüzeyden uzaklaştırılır. Ancak, yüzey metal parlaklığı elde edilmek üzere St 2 sınıfına göre daha fazla muamele edilmelidir. Aşağıdaki yüzeylerin kullanıma hazırlanmasında a)kaplanmamış çelik yüzeyler, b)kaplanmış çelik yüzeyler, (yüzeydeki kaplamalar belirtilen hazırlık sınıfına uygun şekilde uzaklaştırılmış ise) Fl Alevle dağlama (Madde 3.3) A Fl B Fl/ C Fl/ D Fl Hadde pulu, pas, boya kaplama ve yabancı maddeler yüzeyden uzaklaştırılır. Kalan herhangi bir kirlilik, sadece yüzeyde bir renksizleşme şeklinde olmalıdır (farklı renklerin tonları gibi). 6) Be Asitle dağlama (Madde 3.1.8) Hadde pulu, pas, boya kaplama kalıntıları yüzeyden tamamen uzaklaştırılır. Asitle dağlama öncesinde boya kaplamanın uzaklaştırılması için uygun metotlar uygulanmalıdır. Örnek: sıcakta daldırmalı galvanizleme öncesinde 1) Kullanılan sembollerin açıklamaları Sa Üflemeli temizleme (ISO ) St El gereçleri veya motorlu gereçler ile temizleme (ISO ) Fl Alevle dağlama (ISO ) Be Asitle dağlama 2) A, B, C ve D kaplanmamış çelik yüzeylerin başlangıç koşullarını tanımlar. (ISO ) 3) Temsili yüzey fotoğrafları sadece hiç kaplama yapılmamış yüzeyler veya yüzey bölgeleri için verilmiştir. 4) Boyanmış veya boyanmamış metal kaplamalı çelik yüzeyler için taraflar arasındaki anlaşmaya bağlı olarak belirli standart yüzey hazırlama sınıflarına benzer uygulamalar gerçekleştirilebilir. Bu uygulamaların verilen şartlar altında teknik olarak uygulanabilir olması gerekmektedir. 5) Hadde pulu kör, macun bıçağıyla kaldırılabildiği takdirde zayıfça yapışmış olarak kabul edilir. 6) Değerlendirmeye etkileyen faktörlere özel önem verilmelidir. 7) Bu yüzey hazırlama sınıfı inşaat mahallinde sağlanması güç olan özel şartlar altında gerçekleştirilebilir.
 El gereçleri ve motorlu gereçlerle temizleme (Madde 3.2.1 ve madde 3.2.2) B Sa 2 / CSa 2 / D Sa 2 A Sa 2 ² / B Sa 2 ² / C Sa 2 ² / D Sa 2 ² A Sa 3 B Sa 3 C Sa 3 D Sa 3 B St 2/ C St 2/ D St 2 B")
19 EK B İkinci Tip Yüzey Hazırlama Metotları İçin Standart Sınıfları Özet Tablosu Standard yüzey hazırlama sınıfı 1) P Sa 2 3) P Sa 2 1/2 3) P Sa 3 3)7) P Ma 3) Yüzey hazırlama metodu Bölgesel üflemeli temizleme Makine ile bölgesel aşındırma ISO veya ISO )4)6) de verilen temsili fotoğraf örnekleri B Sa 2 C Sa 2 D Sa 2 (yüzeyin kaplanmamış kısımlarına uygulanır) B Sa 2 ² C Sa 2 ² DSa 2 ² (yüzeyin kaplanmamış kısımlarına uygulanır) C Sa3 D Sa 3 (yüzeyin kaplanmamış kısımlarına uygulanır) P Ma Hazırlanmış yüzeylerin temel özellikleri Yüzey hazırlama (2.kolon) işleminden önceki ve sonraki muameleler de dahil olmak üzere ayrıntılar ISO 'de verilmiştir. Yüzeye çok sıkı tutunmuş boya katmanları dokunulmadan bırakılır. 5) Sıkı tutunmanın olmadığı diğer bölgelerdeki gevşek yapışmış boya kaplamalar ile birlikte hadde pulu, pas ve yabancı maddelerin çoğu uzaklaştırılır. Yüzeydeki herhangi bir kalıntı kirlilik yüzeye sıkıca yapışmış olmalı değilse yüzeyden uzaklaştırılmalıdır. Yüzeye çok sıkı tutunmuş boya katmanları dokunulmadan bırakılır 5) Sıkı tutunmanın olmadığı diğer bölgelerdeki gevşek yapışmış boya kaplamalar ile birlikte hadde pulu, pas ve yabancı maddelerin çoğu uzaklaştırılır. Kalan eser miktardaki kirlilikler sadece şeritler ve benekler şeklinde çok hafif lekeler halinde görünebilir. Yüzeye çok sıkı tutunmuş boya katmanları dokunulmadan bırakılır. 5) Sıkı tutunmanın olmadığı diğer bölgelerdeki gevşek yapışmış boya kaplamalar ile birlikte hadde pulu, pas ve yabancı maddelerin çoğu uzaklaştırılır. Yüzey üniform bir metalik renkte olmalıdır. Yüzeye çok sıkı tutunmuş boya katmanları dokunulmadan bırakılır. 5) Sıkı tutunmanın olmadığı diğer bölgelerdeki gevşek yapışmış boya kaplamalar ile birlikte hadde pulu, pas ve yabancı maddelerin çoğu uzaklaştırılır. Kalan eser miktardaki kirlilikler sadece şeritler ve benekler şeklinde çok hafif lekeler halinde görünebilir. Uygulama alanları Üzerinde bazı boya kaplaması kalmış kaplanmış çelik yüzeylerin hazırlanması.
 işleminden önceki ve sonraki muameleler de dahil olmak üzere ayrıntılar ISO 8501-2'de verilmiştir. Yüzeye çok sıkı tutunmuş boya katmanları dokunulmadan bırakılır.")
20 3) C St 2 PSt 2 D St 2 PSt 3 3) El gereçleri ve motorlu gereçlerle bölgesel temizleme C St 3 D St 3 Yüzeye çok sıkı tutunmuş boya katmanları dokunulmadan bırakılır. 5) Sıkı tutunmanın olmadığı diğer bölgelerdeki gevşek yapışmış boya kaplamalar ile birlikte hadde pulu, pas ve yabancı maddelerin çoğu uzaklaştırılır. Yüzeye çok sıkı tutunmuş boya katmanları dokunulmadan bırakılır. 5) Sıkı tutunmanın olmadığı diğer bölgelerdeki gevşek yapışmış boya kaplamalar ile birlikte hadde pulu, pas ve yabancı maddelerin çoğu uzaklaştırılır. Ancak yüzey metal parlaklığı elde edilmek üzere St 2 sınıfına göre daha fazla muamele edilmelidir. Çizelgede verilen dipnotların açıklamaları: 1) Kullanılan sembollerin açıklamaları: P Sa Önceden kaplanmış yüzeylerin bölgesel üflemeli temizlenmesi (ISO ) P St Önceden kaplanmış yüzeylerin el gereçleri ve motorlu gereçlerle temizlenmesi (ISO ) P Ma Önceden kaplanmış yüzeylerin makine ile bölgesel aşındırılması ( ISO ) 2) Boyanmış veya boyanmamış metal kaplamalı çelik yüzeyler için taraflar arasındaki anlaşmaya bağlı olarak belirli standart yüzey hazırlama sınıflarına benzer uygulamalar gerçekleştirilebilir. Bu uygulamaların verilen şartlar altında teknik olarak uygulanabilir olması gerekmektedir. 3) P harfi daha önce kaplanmış, üzerinde sıkıca yapışmış boya kaplaması bulunan, ve bu kaplamanın yüzeyde kalmasına müsaade edilen yüzey hazırlama sınıfı için kullanılır. Üzerinde sıkıca yapışmış boya kaplaması bulunan ve üzerinde hiçbir boya kaplaması bulunmayan iki adet kullanıma hazırlanmış yüzey için temel özellikler ilgili kolonlarda ayrı ayrı verilmiştir. P sınıfları yüzey hazırlanmasından sonra kalan boyasız kısımları değil, her zaman tekrar kaplanacak tüm yüzeyi ifade eder. Yüzeyde kalan boya kaplamalarının muamelesi için ISO :1994 madde 4.5'e bakınız. 4) Hazırlanmış yüzeyin görünümü mevcut kaplamanın tipi ve şartlarından önemli derecede etkilendiğinden P sınıfları için özel fotoğraf örnekleri verilmemiştir. Üzerinde kaplama bulunmayan yüzey bölgeleri için bu bölgelere karşılık gelen ve kodunda "P" bulunmayan fotoğraf örnekleri geçerlidir. P sınıflarının daha da açıklığa kavuşturulması için bu tip yüzeylerin uygulama öncesi ve sonrasını gösteren çeşitli fotoğraf örnekleri ISO de verilmiştir. Fotoğrafları mevcut olmayan P Sa 2, P St 2 ve P St 3 sınıflarında kalıntı kaplamanın görüntüsü P Sa 2 1/2 veya P Ma sınflarınınki ile mukayese olmalıdır. 5) Boya kaplamaları kör, macun bıçağı ile kaldırılamadığı takdirde sıkı yapışmış olarak kabul edilir. 6) Değerlendirmeyi etkileyen faktörlere özel önem verilmelidir. 7) Bu yüzey hazırlama sınıfı inşaat mahallinde sağlanması güç olan özel şartlar altında gerçekleştirilebilir
 Kullanılan sembollerin açıklamaları: P Sa Önceden kaplanmış yüzeylerin bölgesel üflemeli temizlenmesi (ISO 8501-2) P St Önceden kaplanmış yüzeylerin el")
Paint School JPS-E/Pre-treatment 1. Yüzey Hazırlığı
 JPS-E/Pre-treatment 1 Yüzey Hazırlığı Boyada oluşan problemlerin %80-90 ı aşağıdakilere bağlıdır: Çelik Hazırlığı Temizlik Yüzey Hazırlama Uygulama Havalandırma Sistem Seçimi Uygulama Esnasında Kontrol
JPS-E/Pre-treatment 1 Yüzey Hazırlığı Boyada oluşan problemlerin %80-90 ı aşağıdakilere bağlıdır: Çelik Hazırlığı Temizlik Yüzey Hazırlama Uygulama Havalandırma Sistem Seçimi Uygulama Esnasında Kontrol
Yüzey Hazırlama Sistemleri METAL YÜZEY TEMİZLİĞİ
 Bir boya tabakasının dayanıklı olması için her şeyden önce boyanın metal yüzeyine sağlamca yapışması gerekir. Bu ise yüzey temizliğine bağlıdır. Eğer yüzeyde pas, toz, kir, çeşitli yabancı maddeler ve
Bir boya tabakasının dayanıklı olması için her şeyden önce boyanın metal yüzeyine sağlamca yapışması gerekir. Bu ise yüzey temizliğine bağlıdır. Eğer yüzeyde pas, toz, kir, çeşitli yabancı maddeler ve
Metal Yüzey Hazırlama ve Temizleme Fosfatlama (Metal Surface Preparation and Cleaning)
") Boya sisteminden beklenilen yüksek direnç,uzun ömür, mükemmel görünüş özelliklerini öteki yüzey temizleme yöntemlerinden daha etkin bir biçimde karşılamak üzere geliştirilen boya öncesi yüzey temizleme
Boya sisteminden beklenilen yüksek direnç,uzun ömür, mükemmel görünüş özelliklerini öteki yüzey temizleme yöntemlerinden daha etkin bir biçimde karşılamak üzere geliştirilen boya öncesi yüzey temizleme
Askılar, Raflar ve Konveyörler
 Askılar, Raflar ve Konveyörler Tavsiyeler Askılar ve Raflar olabildiğince küçük olmalıdır. Askılar parçalardan toz partiküllerini uzaklaştırmamalıdır. Askılar parçalarla sürekli tekrarlanan temas halinde
Askılar, Raflar ve Konveyörler Tavsiyeler Askılar ve Raflar olabildiğince küçük olmalıdır. Askılar parçalardan toz partiküllerini uzaklaştırmamalıdır. Askılar parçalarla sürekli tekrarlanan temas halinde
BOYA KUSURLARI. Önlenmesi : Astar ve son katlar üreticinin önerdiği kalınlıklarda uygulanmalı, kat kabul ve kuruma sürelerine mutlaka uyulmalıdır.
 BOYA KUSURLARI AKMA ve SARKMA : Genelde dik yüzeylerde meydana gelen ve yaş boyanın uygulandığı yüzeyde tutunamamasının sonucunda oluşan akıntılar ve sarkmalardır. Nedenleri : Meme çapının büyük olması,
BOYA KUSURLARI AKMA ve SARKMA : Genelde dik yüzeylerde meydana gelen ve yaş boyanın uygulandığı yüzeyde tutunamamasının sonucunda oluşan akıntılar ve sarkmalardır. Nedenleri : Meme çapının büyük olması,
POLİÜRETANKAPLAMA TEKNİK ŞARTNAMESİ
 1 Genel Notlar: Betonun mukavemeti epoksi kaplamalar için uygun olmalıdır, dolayısıyla kaplama yapılacak beton en az C 25 tercihen C 30 C 35 standardında olmalı,yüzeyde ( kaymak tabakası ) gevşek kısım
1 Genel Notlar: Betonun mukavemeti epoksi kaplamalar için uygun olmalıdır, dolayısıyla kaplama yapılacak beton en az C 25 tercihen C 30 C 35 standardında olmalı,yüzeyde ( kaymak tabakası ) gevşek kısım
www.velle.com.tr Metal Pigment Kaplamalar Tel.: +90 (216) 701 24 01 Faks.: +90 (216) 701 24 02
 701 24 01 Faks.: +90 (216) 701 24 02") www.velle.com.tr Metal Pigment Kaplamalar hava Tel.: +90 (216) 701 24 01 Faks.: +90 (216) 701 24 02 Metal Pigment Kaplamalar Metal Pigment Kaplamalar metal yüzeylerde korozyon olarak r. Bunun ötesinde
www.velle.com.tr Metal Pigment Kaplamalar hava Tel.: +90 (216) 701 24 01 Faks.: +90 (216) 701 24 02 Metal Pigment Kaplamalar Metal Pigment Kaplamalar metal yüzeylerde korozyon olarak r. Bunun ötesinde
ÜRÜN TANIMI: NOVOBRAN
 Sayfa 1/5 ÜRÜN TANIMI: NOVOBRAN Inside, iç yüzeylerde kullanılmak üzere özel olarak geliştirilmiş,kolay uygulanabilir hazır çözücü içermeyen bir kaplamadır. NOVOBRAN Inside kaplama, özellikle yüksek bir
Sayfa 1/5 ÜRÜN TANIMI: NOVOBRAN Inside, iç yüzeylerde kullanılmak üzere özel olarak geliştirilmiş,kolay uygulanabilir hazır çözücü içermeyen bir kaplamadır. NOVOBRAN Inside kaplama, özellikle yüksek bir
CYACUP SİYANÜRLÜ BAKIR KAPLAMA BANYOSU ARIZA TABLOSU
 Kadıköy Sicil Ticaret : 20707 CYACUP SİYANÜRLÜ BAKIR KAPLAMA BANYOSU ARIZA TABLOSU 1. Kaplama Pürüzlü ve Koyu Kırmızı - Kahve Renkli Kaplama a) Çözeltide Karbonat konsantrasyonunun aşırı miktarda oluşu.
Kadıköy Sicil Ticaret : 20707 CYACUP SİYANÜRLÜ BAKIR KAPLAMA BANYOSU ARIZA TABLOSU 1. Kaplama Pürüzlü ve Koyu Kırmızı - Kahve Renkli Kaplama a) Çözeltide Karbonat konsantrasyonunun aşırı miktarda oluşu.
SENTETİK GRUBU SERİSİ
 SENTETİK GRUBU SERİSİ Metal yüzeylerde benzersiz Filli Boya koruması! Pas Koruma Sistemi... 3 Flat - Hammer... 5 Master... 11 Uygulama Bilgileri... 13 NEDEN PAS KORUMA SİSTEMİ? Metal yüzeylerin korunması
SENTETİK GRUBU SERİSİ Metal yüzeylerde benzersiz Filli Boya koruması! Pas Koruma Sistemi... 3 Flat - Hammer... 5 Master... 11 Uygulama Bilgileri... 13 NEDEN PAS KORUMA SİSTEMİ? Metal yüzeylerin korunması
Baumit SilikatColor. (SilikatFarbe) Boya
 Boya") Baumit SilikatColor (SilikatFarbe) Boya Ürün Dış ve iç cephelere el veya makine ile uygulanabilen, sodyum silikat bazlı, kullanıma hazır mineral esaslı bir boyadır. Bileşimi Mineral esaslı dolgu maddeleri
Baumit SilikatColor (SilikatFarbe) Boya Ürün Dış ve iç cephelere el veya makine ile uygulanabilen, sodyum silikat bazlı, kullanıma hazır mineral esaslı bir boyadır. Bileşimi Mineral esaslı dolgu maddeleri
kaplamalarınsağlıklı bir şekilde yapılabilmesi ilave bir önem kazandı.
 EREN ENERJİ ÇATALAĞZI 1360 MW TERMİK SANTRAL PROJESİ LİMAN İNŞAATIN DA KULLANILACAK FARKLI ÇELİK BORULAR DURATEK ÜRÜNLERİ Liman iskele ayağı olarak kullanılacak çelik borular, farklı çap, boru et kalınlığı
EREN ENERJİ ÇATALAĞZI 1360 MW TERMİK SANTRAL PROJESİ LİMAN İNŞAATIN DA KULLANILACAK FARKLI ÇELİK BORULAR DURATEK ÜRÜNLERİ Liman iskele ayağı olarak kullanılacak çelik borular, farklı çap, boru et kalınlığı
Malzemelerin Yüzey İşlemi MEM4043 / bahar. ön ve son işlemler. Prof. Dr. Gökhan Orhan
 Malzemelerin Yüzey İşlemi MEM4043 / 2016-2017 bahar ön ve son işlemler Prof. Dr. Gökhan Orhan istanbul üniversitesi / metalurji ve malzeme mühendisliği bölümü Temizleme Yağ Giderme Yüzey Şartlama Ön İşlemler
Malzemelerin Yüzey İşlemi MEM4043 / 2016-2017 bahar ön ve son işlemler Prof. Dr. Gökhan Orhan istanbul üniversitesi / metalurji ve malzeme mühendisliği bölümü Temizleme Yağ Giderme Yüzey Şartlama Ön İşlemler
Doğalgaz Çelik Şebekelerinde Kumlama ve Boyama Prosesi. Hazırlayan: Adnan ERDOĞAN, Bakım Mühendisi Tarih: 14.05.2013 Yer: Bursa
 Doğalgaz Çelik Şebekelerinde Kumlama ve Boyama Prosesi Hazırlayan: Adnan ERDOĞAN, Bakım Mühendisi Tarih: 14.05.2013 Yer: Bursa AJANDA 1. GİRİŞ 2. KUMLAMA VE BOYAMA PROSESİNİN ÖZELLİKLERİ 3. PROSESİN UYGULAMA
Doğalgaz Çelik Şebekelerinde Kumlama ve Boyama Prosesi Hazırlayan: Adnan ERDOĞAN, Bakım Mühendisi Tarih: 14.05.2013 Yer: Bursa AJANDA 1. GİRİŞ 2. KUMLAMA VE BOYAMA PROSESİNİN ÖZELLİKLERİ 3. PROSESİN UYGULAMA
Kabini boyama. Kabin dış plastik parçaları. Bu belge kabinin plastik ve metal parçalarının boyanması hakkında bilgiler içermektedir.
 Genel bilgiler Genel bilgiler Bu belge kabinin plastik ve metal parçalarının boyanması hakkında bilgiler içermektedir. Kabin dış plastik parçaları Kabinin dış plastik parçaları, fiberglas takviyeli polyester
Genel bilgiler Genel bilgiler Bu belge kabinin plastik ve metal parçalarının boyanması hakkında bilgiler içermektedir. Kabin dış plastik parçaları Kabinin dış plastik parçaları, fiberglas takviyeli polyester
7-530, 7-531, 7-532, 7-533 7-534, 7-535, 7-536, 7-537
 570 TEKNİK BİLGİ FORMU 7-530, 7-531, 7-532, 7-533 7-534, 7-535, 7-536, 7-537 DIRECT SONKAT ÜRÜN TANIMI Selemix Direct, yüzeylere doğrudan uygulanabilen poliüretan bazlı, PU 2K teknolojisine sahip bir üründür.
570 TEKNİK BİLGİ FORMU 7-530, 7-531, 7-532, 7-533 7-534, 7-535, 7-536, 7-537 DIRECT SONKAT ÜRÜN TANIMI Selemix Direct, yüzeylere doğrudan uygulanabilen poliüretan bazlı, PU 2K teknolojisine sahip bir üründür.
Yüzey Temizlik ve Bakım Malzemeleri
 Kalekim Yüzey Temizlik ve Bakım Malzemeleri 109 Yüzey Temizlik ve Bakım Malzemeleri SERACARE Çimento Sökücü SERACARE Leke Çıkartıcı SERACARE Derz Temizleyici SERACARE Yüzey Koruyucu 110 Kalekim Yüzey Temizlik
Kalekim Yüzey Temizlik ve Bakım Malzemeleri 109 Yüzey Temizlik ve Bakım Malzemeleri SERACARE Çimento Sökücü SERACARE Leke Çıkartıcı SERACARE Derz Temizleyici SERACARE Yüzey Koruyucu 110 Kalekim Yüzey Temizlik
Sayfa 1/6. NOVOBRAN Outside Dış yüzeylerde kullanılmak için özel olarak geliştirilmiş hazır çözücü içermeyen bir kaplamadır.
 Sayfa 1/6 ÜRÜN TANIMI: NOVOBRAN Outside Dış yüzeylerde kullanılmak için özel olarak geliştirilmiş hazır çözücü içermeyen bir kaplamadır. NOVOBRAN Outside kaplama kötü hava şartlarına ve çevresel etkilere
Sayfa 1/6 ÜRÜN TANIMI: NOVOBRAN Outside Dış yüzeylerde kullanılmak için özel olarak geliştirilmiş hazır çözücü içermeyen bir kaplamadır. NOVOBRAN Outside kaplama kötü hava şartlarına ve çevresel etkilere
POLİÜRETAN KAPLAMA TEKNİK ŞARTNAMESİ
 1 Genel Notlar : Betonun mukavemeti epoksi kaplamalar için uygun olmalıdır, dolayısıyla kaplama yapılacak beton en az C 25 tercihen C 30 C 35 standardında olmalı, yüzeyde ( kaymak tabakası ) gevşek kısım
1 Genel Notlar : Betonun mukavemeti epoksi kaplamalar için uygun olmalıdır, dolayısıyla kaplama yapılacak beton en az C 25 tercihen C 30 C 35 standardında olmalı, yüzeyde ( kaymak tabakası ) gevşek kısım
V-2 TİPİ AYDINLATMA DİREĞİ TEKNİK ŞARTNAME
 V-2 TİPİ AYDINLATMA DİREĞİ TEKNİK ŞARTNAME 1. STANDARTLAR Bu şartname kapsamındaki dekoratif aydınlatma direkleri aşağıda verilen Türk Standartların yürürlükteki en son baskılarına göre imal ve test edilecektir.
V-2 TİPİ AYDINLATMA DİREĞİ TEKNİK ŞARTNAME 1. STANDARTLAR Bu şartname kapsamındaki dekoratif aydınlatma direkleri aşağıda verilen Türk Standartların yürürlükteki en son baskılarına göre imal ve test edilecektir.
Spreyler. www.interendustri.com
 Vulkanize fiber, Bez ve Kağıt mesnetler üzerine elektroliz yöntemiyle kaplanan zımparalarımız, en yüksek kalite ve performansta aşındırma kabiliyetine sahip, OSA, EN, ANSI sertifikalarına uygun ve uzun
Vulkanize fiber, Bez ve Kağıt mesnetler üzerine elektroliz yöntemiyle kaplanan zımparalarımız, en yüksek kalite ve performansta aşındırma kabiliyetine sahip, OSA, EN, ANSI sertifikalarına uygun ve uzun
Baumit SilikatTop. (SilikatPutz) Kaplama
 Kaplama") Baumit SilikatTop (SilikatPutz) Kaplama Ürün Kullanıma hazır, macun kıvamında, mineral esaslı, silikat ince son kat dekoratif kaplamadır. Dış ve iç cepheler için, Tane veya Çizgi dokuya sahip sıva dokulu
Baumit SilikatTop (SilikatPutz) Kaplama Ürün Kullanıma hazır, macun kıvamında, mineral esaslı, silikat ince son kat dekoratif kaplamadır. Dış ve iç cepheler için, Tane veya Çizgi dokuya sahip sıva dokulu
TECHNOLINE paints ISO E GÖRE SULU VE TOPRAK ALTI KOROZYON KATEGORİLERİ
 TECHNOLINE paints KOROZYON VE KORUNMA AMAÇLI BOYA UYGULAMALARI Bina ya da tesisin işletileceği ortam koşularının tespiti birinci adımdır. Ortamın korozif etkisi; nem ve sıcaklık, UV radyasyon ya da kimyasal
TECHNOLINE paints KOROZYON VE KORUNMA AMAÇLI BOYA UYGULAMALARI Bina ya da tesisin işletileceği ortam koşularının tespiti birinci adımdır. Ortamın korozif etkisi; nem ve sıcaklık, UV radyasyon ya da kimyasal
 Metalik malzemelerdeki kaynakların tahribatlı muayeneleri-kaynaklı yapıların soğuk çatlama deneyleri-ark kaynağı işlemleri Bölüm 2: Kendinden ön gerilmeli deneyler ISO 17642-2:2005 CTS TESTİ Hazırlayan:
Metalik malzemelerdeki kaynakların tahribatlı muayeneleri-kaynaklı yapıların soğuk çatlama deneyleri-ark kaynağı işlemleri Bölüm 2: Kendinden ön gerilmeli deneyler ISO 17642-2:2005 CTS TESTİ Hazırlayan:
ÜRÜN PROSPEKTÜSÜ. ALKALİ ÇİNKO AK 16 HI-Z : Çok kalın kaplamalarda bile esnek kaplamlara imkan verir.
 SAYFA NO: 1/5 AtılımKimyasalları ALKALİ ÇİNKO KAPLAMA PROSESİ AK 16 HI-Z ÜRÜN TANIMI ALKALİ ÇİNKO AK 16 HI-Z : Düzgün çinko kaplamalar elde etmek için kullanılan, çoklu poliamid özel katkı maddeleri içeren
SAYFA NO: 1/5 AtılımKimyasalları ALKALİ ÇİNKO KAPLAMA PROSESİ AK 16 HI-Z ÜRÜN TANIMI ALKALİ ÇİNKO AK 16 HI-Z : Düzgün çinko kaplamalar elde etmek için kullanılan, çoklu poliamid özel katkı maddeleri içeren
Baumit ArtlineFarbe. Dekoratif Tasarım Boyası. Bileşimi Organik bağlayıcılar, mineral esaslı dolgu maddeleri, elyaflar, katkı maddeleri, su.
 Baumit ArtlineFarbe Dekoratif Tasarım Boyası Ürün Dış ve iç cepheler için, organik bağlayıcılı, kullanıma hazır bir boyadır. Bileşimi Organik bağlayıcılar, mineral esaslı dolgu maddeleri, elyaflar, katkı
Baumit ArtlineFarbe Dekoratif Tasarım Boyası Ürün Dış ve iç cepheler için, organik bağlayıcılı, kullanıma hazır bir boyadır. Bileşimi Organik bağlayıcılar, mineral esaslı dolgu maddeleri, elyaflar, katkı
7-538 / DIRECT BINDER PARLAK SONKATLAR
 592 TEKNİK BÜLTEN ÜRÜN TANIMI Parlak Selemix Direct, yüzeylere doğrudan uygulanabilen, 60 C de %80 - %85 parlaklık seviyesine ulaşan ve PU 2K teknolojisine sahip poliüretan bazlı bir üründür. Ürün özellikleri
592 TEKNİK BÜLTEN ÜRÜN TANIMI Parlak Selemix Direct, yüzeylere doğrudan uygulanabilen, 60 C de %80 - %85 parlaklık seviyesine ulaşan ve PU 2K teknolojisine sahip poliüretan bazlı bir üründür. Ürün özellikleri
SAYIN :.Satınalma Yetkilisi
 SAYIN :.Satınalma Yetkilisi Referans No : 788/245/*4854/978/4787/44/828-245/8887844 \.../ /201.. Talep etmiş Olduğunuz 10 Yıl Garantili YOĞUN SPOR VE YAYA TARAFİĞİ KULLANIM AKREDİTASYONLU TEST RAPORLARI
SAYIN :.Satınalma Yetkilisi Referans No : 788/245/*4854/978/4787/44/828-245/8887844 \.../ /201.. Talep etmiş Olduğunuz 10 Yıl Garantili YOĞUN SPOR VE YAYA TARAFİĞİ KULLANIM AKREDİTASYONLU TEST RAPORLARI
Cepheye önce daima Baumit UniPrimer Astar uygulaması yapılmalıdır!
 Baumit FineTop (UniversalPutz Fein) Kaplama Ürün Đç ve dış cepheler için, kullanıma hazır, nefes alma kabiliyetine sahip, ince katmanlı (son kat) kaplama. Elle veya makineli olarak uygulanabilir. Özel
Baumit FineTop (UniversalPutz Fein) Kaplama Ürün Đç ve dış cepheler için, kullanıma hazır, nefes alma kabiliyetine sahip, ince katmanlı (son kat) kaplama. Elle veya makineli olarak uygulanabilir. Özel
THERMAL SPRAY KAPLAMA
 THERMAL SPRAY KAPLAMA ANTİ KOROZYON UYGULAMALARI Tel malzemenin ısıtılıp, eriyik veya yarı eriyik halde, itici gaz aracılığı ile iş parçasına püskürtülmesi ile yapılan kaplamalardır. Thermal Spray sistemleri,
THERMAL SPRAY KAPLAMA ANTİ KOROZYON UYGULAMALARI Tel malzemenin ısıtılıp, eriyik veya yarı eriyik halde, itici gaz aracılığı ile iş parçasına püskürtülmesi ile yapılan kaplamalardır. Thermal Spray sistemleri,
Baumit GranoporTop. (GranoporPutz) Kaplama
 Kaplama") Baumit GranoporTop (GranoporPutz) Kaplama Ürün Kullanıma hazır, macun kıvamında, yapay reçine bazlı ince kat kaplama (son kat kaplama). Dış ve iç cepheler için, tane veya çizgi sıva dokularına sahip bir
Baumit GranoporTop (GranoporPutz) Kaplama Ürün Kullanıma hazır, macun kıvamında, yapay reçine bazlı ince kat kaplama (son kat kaplama). Dış ve iç cepheler için, tane veya çizgi sıva dokularına sahip bir
8+5/8+7/10+5/20+10/1176-1177 TSE BELGESİ SADECE ŞİRKETİMİZDE BULUNMAKTADIR
 TEKLİF Sayın : SATINALMA YETKİLİSİ Referans No : 788/245/*4854/978/4787/44/828-245/-./ /201 Talep etmiş Olduğunuz 10 Yıl Garantili YOĞUN SPOR VE YAYA TARAFİĞİ KULLANIM AKREDİTASYONLU TEST RAPORLARI Bulunan
TEKLİF Sayın : SATINALMA YETKİLİSİ Referans No : 788/245/*4854/978/4787/44/828-245/-./ /201 Talep etmiş Olduğunuz 10 Yıl Garantili YOĞUN SPOR VE YAYA TARAFİĞİ KULLANIM AKREDİTASYONLU TEST RAPORLARI Bulunan
AtılımKimyasalları AK 5120 E/N PARLAK AKIMSIZ NİKEL KAPLAMA ÜRÜN TANIMI
 SAYFA NO: 1/5 AtılımKimyasalları AK 5120 E/N PARLAK AKIMSIZ NİKEL KAPLAMA ÜRÜN TANIMI AK 5120 : Birçok değişik metaller, alaşımlar, ve iletken olmayan malzemeler üzerine, orta fosforlu ve mütecanis akımsız
SAYFA NO: 1/5 AtılımKimyasalları AK 5120 E/N PARLAK AKIMSIZ NİKEL KAPLAMA ÜRÜN TANIMI AK 5120 : Birçok değişik metaller, alaşımlar, ve iletken olmayan malzemeler üzerine, orta fosforlu ve mütecanis akımsız
TECHNOLINE paints ISO E GÖRE SULU VE TOPRAK ALTI KOROZYON KATEGORİLERİ
 TECHNOLINE paints KOROZYON VE KORUNMA AMAÇLI BOYA UYGULAMALARI Bina ya da tesisin işletileceği ortam koşularının tespiti birinci adımdır. Ortamın korozif etkisi; nem ve sıcaklık, UV radyasyon ya da kimyasal
TECHNOLINE paints KOROZYON VE KORUNMA AMAÇLI BOYA UYGULAMALARI Bina ya da tesisin işletileceği ortam koşularının tespiti birinci adımdır. Ortamın korozif etkisi; nem ve sıcaklık, UV radyasyon ya da kimyasal
Pladigit - Ürün ailesi özeti
 Pladigit - Ürün ailesi özeti Redatta da: Direzione Tecnica Plalam Data: 10/01/2012 Cod. 039 1. Ürün yapısı 1.1 Ürün yapısı grafik çizi 1.2 Ürün tanımı Koruyucu bir tabaka ile sıcak olarak birleştirilen
Pladigit - Ürün ailesi özeti Redatta da: Direzione Tecnica Plalam Data: 10/01/2012 Cod. 039 1. Ürün yapısı 1.1 Ürün yapısı grafik çizi 1.2 Ürün tanımı Koruyucu bir tabaka ile sıcak olarak birleştirilen
UZAY ÇATI ELEMANLARINDA KOROZYON VE ALINABİLECEK ÖNLEMLER
 UZAY ÇATI ELEMANLARINDA KOROZYON VE ALINABİLECEK ÖNLEMLER Cemal MERAN, Volkan KOVAN, Mehmet YÜKSEL 1. GİRİŞ Uzay çatı sistemleri son zamanlarda Türkiye'de geniş alanların kapatılmasında yaygın olarak uygulanmaktadır.
UZAY ÇATI ELEMANLARINDA KOROZYON VE ALINABİLECEK ÖNLEMLER Cemal MERAN, Volkan KOVAN, Mehmet YÜKSEL 1. GİRİŞ Uzay çatı sistemleri son zamanlarda Türkiye'de geniş alanların kapatılmasında yaygın olarak uygulanmaktadır.
C38SS ÇELİK ÇELİK YÜKSELTİLMİŞ DÖŞEME SİSTEMİ TEKNİK ŞARTNAMESİ
 C38SS ÇELİK ÇELİK YÜKSELTİLMİŞ DÖŞEME SİSTEMİ TEKNİK ŞARTNAMESİ 1. KAPSAM Projede belirtilen yerlerde aşağıda teknik özellikleri verilen Yükseltilmiş Döşeme Sistemleri kullanılacaktır. 2. GENEL ÖZELLİKLER
C38SS ÇELİK ÇELİK YÜKSELTİLMİŞ DÖŞEME SİSTEMİ TEKNİK ŞARTNAMESİ 1. KAPSAM Projede belirtilen yerlerde aşağıda teknik özellikleri verilen Yükseltilmiş Döşeme Sistemleri kullanılacaktır. 2. GENEL ÖZELLİKLER
PLACOLOR - Ürün ailesi özeti
 PLACOLOR - Ürün ailesi özeti Redatta da: Direzione Tecnica Plalam Data: 10/01/2012 Cod. 049 1. Ürün yapısı 1.1 Ürün yapısı grafik çizi Ürün tanımı 1.2 Ürün tanımı Tabaka kaplama ile sıcak katmanlaştırılmış
PLACOLOR - Ürün ailesi özeti Redatta da: Direzione Tecnica Plalam Data: 10/01/2012 Cod. 049 1. Ürün yapısı 1.1 Ürün yapısı grafik çizi Ürün tanımı 1.2 Ürün tanımı Tabaka kaplama ile sıcak katmanlaştırılmış
EVOCOAT PURE
 F/T 008 1/2 EVOCOAT PURE 5503-700 TANIM Evocoat Pure 5503-700 hızlı kürlenen, %100 katı(solvent içermeyen), aromatik, çift komponentli sprey olarak metal, beton, ahşap ve diğer önerilen yüzeylere uygulanabilen
F/T 008 1/2 EVOCOAT PURE 5503-700 TANIM Evocoat Pure 5503-700 hızlı kürlenen, %100 katı(solvent içermeyen), aromatik, çift komponentli sprey olarak metal, beton, ahşap ve diğer önerilen yüzeylere uygulanabilen
Kaplama dekoratif görünüşü çekici kılarlar 2
 METALĠK KAPLAMALAR Uygulamada metalik kaplamalar yalnız korozyondan korunma amacı ile dahi yapılmış olsalar bile diğer önemli bazı amaçlara da hizmet ederler: Dekoratif görünüşü çekici kılarlar. 1 Kaplama
METALĠK KAPLAMALAR Uygulamada metalik kaplamalar yalnız korozyondan korunma amacı ile dahi yapılmış olsalar bile diğer önemli bazı amaçlara da hizmet ederler: Dekoratif görünüşü çekici kılarlar. 1 Kaplama
MAXISEAL ACIDPROOF VH62 DOĞAŞ TAŞLAR İÇİN ASİDE DAYANIKLI KAPLAMA
 MAXISEAL ACIDPROOF VH62 DOĞAŞ TAŞLAR İÇİN ASİDE DAYANIKLI KAPLAMA PROBLEM Otel, restoran, rezidans, ticari ve kamu projelerinde karşılaşılan en büyük sorunlardan biri doğal taş tezgah, zemin ve yüzeylerin
MAXISEAL ACIDPROOF VH62 DOĞAŞ TAŞLAR İÇİN ASİDE DAYANIKLI KAPLAMA PROBLEM Otel, restoran, rezidans, ticari ve kamu projelerinde karşılaşılan en büyük sorunlardan biri doğal taş tezgah, zemin ve yüzeylerin
C TİPİ AYDINLATMA DİREĞİ TEKNİK ŞARTNAME
 C TİPİ AYDINLATMA DİREĞİ TEKNİK ŞARTNAME 1. STANDARTLAR Bu şartname kapsamındaki dekoratif aydınlatma direkleri aşağıda verilen Türk Standartların yürürlükteki en son baskılarına göre imal ve test edilecektir.
C TİPİ AYDINLATMA DİREĞİ TEKNİK ŞARTNAME 1. STANDARTLAR Bu şartname kapsamındaki dekoratif aydınlatma direkleri aşağıda verilen Türk Standartların yürürlükteki en son baskılarına göre imal ve test edilecektir.
Yüzey Koruma ve Yapıştırma Prosesleri. 28.06.2012 Mercedes-Benz Türk Istanbul
 Yüzey Koruma ve Yapıştırma Prosesleri 28.06.2012 Mercedes-Benz Türk Istanbul İçindekiler 1. Akredite Kapsamında olan Testler 2. Boya Testleri 3. Fosfatlama ve KTL Testleri 4. Yapıştırma Testleri Folie
Yüzey Koruma ve Yapıştırma Prosesleri 28.06.2012 Mercedes-Benz Türk Istanbul İçindekiler 1. Akredite Kapsamında olan Testler 2. Boya Testleri 3. Fosfatlama ve KTL Testleri 4. Yapıştırma Testleri Folie
KARADENİZ TEKNİK ÜNİVERSİTESİ MADEN MÜHENDİSLİĞİ BÖLÜMÜ MADEN İŞLETME LABORATUVARI. (2014-2015 Bahar Dönemi) BÖHME AŞINMA DENEYİ
 BÖHME AŞINMA DENEYİ") KARADENİZ TEKNİK ÜNİVERSİTESİ MADEN MÜHENDİSLİĞİ BÖLÜMÜ MADEN İŞLETME LABORATUVARI (2014-2015 Bahar Dönemi) BÖHME AŞINMA DENEYİ Amaç ve Genel Bilgiler: Kayaç ve beton yüzeylerinin aşındırıcı maddelerle
KARADENİZ TEKNİK ÜNİVERSİTESİ MADEN MÜHENDİSLİĞİ BÖLÜMÜ MADEN İŞLETME LABORATUVARI (2014-2015 Bahar Dönemi) BÖHME AŞINMA DENEYİ Amaç ve Genel Bilgiler: Kayaç ve beton yüzeylerinin aşındırıcı maddelerle
MAXISEAL ACIDPROOF VH85 DOĞAŞ TAŞLAR İÇİN ASİDE DAYANIKLI KAPLAMA
 MAXISEAL ACIDPROOF VH85 DOĞAŞ TAŞLAR İÇİN ASİDE DAYANIKLI KAPLAMA PROBLEM Otel, restoran, rezidans, ticari ve kamu projelerinde karşılaşılan en büyük sorunlardan biri doğal taş tezgah, zemin ve yüzeylerin
MAXISEAL ACIDPROOF VH85 DOĞAŞ TAŞLAR İÇİN ASİDE DAYANIKLI KAPLAMA PROBLEM Otel, restoran, rezidans, ticari ve kamu projelerinde karşılaşılan en büyük sorunlardan biri doğal taş tezgah, zemin ve yüzeylerin
Sıcak Daldırma Galvanizleme Prosesimiz İntermetalik Alaşım Katmanları Galfan Korozyon Dirençleri Ar-Ge Çalışmalarımız
 Sıcak Daldırma Galvanizleme Prosesimiz İntermetalik Alaşım Katmanları Galfan Korozyon Dirençleri Ar-Ge Çalışmalarımız Bilindiği gibi, demir ve alaşımları bir çok alanda kullanılan malzemelerdir. Kullanım
Sıcak Daldırma Galvanizleme Prosesimiz İntermetalik Alaşım Katmanları Galfan Korozyon Dirençleri Ar-Ge Çalışmalarımız Bilindiği gibi, demir ve alaşımları bir çok alanda kullanılan malzemelerdir. Kullanım
BTMSEAL ALFA HİBRİT ŞEFFAF
 BTMSEAL ALFA HİBRİT ŞEFFAF Alfa Hibrit Polimer Esaslı Tek Komponentli Şeffaf Su Yalıtım Malzemesi Ürün Tanımı: BTMSEAL ALFA HİBRİT ŞEFFAF Negatif ve pozitiften, - 5 ºC ve üstü sıcaklıklarda, ıslak zeminlere
BTMSEAL ALFA HİBRİT ŞEFFAF Alfa Hibrit Polimer Esaslı Tek Komponentli Şeffaf Su Yalıtım Malzemesi Ürün Tanımı: BTMSEAL ALFA HİBRİT ŞEFFAF Negatif ve pozitiften, - 5 ºC ve üstü sıcaklıklarda, ıslak zeminlere
T.C. ÇEVRE VE ŞEHİRCİLİK BAKANLIĞI Çevresel Etki Değerlendirmesi, İzin ve Denetim Genel Müdürlüğü TESİSE KABUL EDİLECEK ATIKLAR VE KODLARI
 TESİSE KABUL EDİLECEK ATIKLAR VE KODLARI 01 03 09 01 03 07 dışındaki alüminyum oksit üretiminden çıkan kırmızı çamur 01 04 10 01 04 07 dışındaki tozumsu ve pudramsı atıklar 01 05 04 Temizsu sondaj ı ve
TESİSE KABUL EDİLECEK ATIKLAR VE KODLARI 01 03 09 01 03 07 dışındaki alüminyum oksit üretiminden çıkan kırmızı çamur 01 04 10 01 04 07 dışındaki tozumsu ve pudramsı atıklar 01 05 04 Temizsu sondaj ı ve
ETS BAKIM VE ONARIM BOYA KAPLAMA İNOVASYONU
 ETS BAKIM VE ONARIM BOYA KAPLAMA İNOVASYONU MATIBA 977 C MATIBA 977 C Yüzey üzerinde herhangi bir kumlama ilşlemi yapmadan, ETS- MATIBA 977 yüzey kaplama işlemi uygulanır. ETS MATIBA 977, yüzey hazırlığında
ETS BAKIM VE ONARIM BOYA KAPLAMA İNOVASYONU MATIBA 977 C MATIBA 977 C Yüzey üzerinde herhangi bir kumlama ilşlemi yapmadan, ETS- MATIBA 977 yüzey kaplama işlemi uygulanır. ETS MATIBA 977, yüzey hazırlığında
PANDOMO TerrazzoPlus, PANDOMO TerrazzoMicro ve PANDOMO TerrazzoBasic zeminler için Temizleme ve bakım talimatları
 pandomo Genel PANDOMO TerrazzoPlus, PANDOMO TerrazzoMicro ve PANDOMO TerrazzoBasic zeminler için Temizleme ve bakım talimatları Özenli ve düzenli temizleme ve uygun bir koruma ile zımparalanmış veya cilalanmış
pandomo Genel PANDOMO TerrazzoPlus, PANDOMO TerrazzoMicro ve PANDOMO TerrazzoBasic zeminler için Temizleme ve bakım talimatları Özenli ve düzenli temizleme ve uygun bir koruma ile zımparalanmış veya cilalanmış
GÜVERTE ve GÖVDE TEMİZLİĞİ
 S O F E TA M A R İ N E GÜVERTE ve GÖVDE TEMİZLİĞİ Tekne Güverte Ve Gövde Temizlik Maddesi Cleaner teknelerdeki kaymaz yüzeylerde oluşan ağır kirleri ve siyah lekeleri etkili bir şekilde ve kolaylıkla
S O F E TA M A R İ N E GÜVERTE ve GÖVDE TEMİZLİĞİ Tekne Güverte Ve Gövde Temizlik Maddesi Cleaner teknelerdeki kaymaz yüzeylerde oluşan ağır kirleri ve siyah lekeleri etkili bir şekilde ve kolaylıkla
Baumit ArtlinePutz. Kaplama
 Baumit ArtlinePutz Kaplama Ürün Cephelerin dekoratif tasarımında kullanılan, kullanıma hazır, kıvamlı, organik bağlayıcılı, ince kat örtücü bir kaplamadır. Dış ve iç cepheler için tane dokuya sahip bir
Baumit ArtlinePutz Kaplama Ürün Cephelerin dekoratif tasarımında kullanılan, kullanıma hazır, kıvamlı, organik bağlayıcılı, ince kat örtücü bir kaplamadır. Dış ve iç cepheler için tane dokuya sahip bir
MS 991 POLYÜREA BAZLI ESNEK MASTİK ÜRÜN AÇIKLAMASI
 MS 991 POLYÜREA BAZLI ESNEK MASTİK ÜRÜN AÇIKLAMASI MS 991 yapısında solvent ve uçucu bileşen içermeyen 2 kompenantlı 3:1 oranında kullanılan derz, dilatasyon noktaları ve beton çatlakları için tasarlanmış
MS 991 POLYÜREA BAZLI ESNEK MASTİK ÜRÜN AÇIKLAMASI MS 991 yapısında solvent ve uçucu bileşen içermeyen 2 kompenantlı 3:1 oranında kullanılan derz, dilatasyon noktaları ve beton çatlakları için tasarlanmış
PLASKIN- Ürün Ailesi Şeması
 PLASKIN- Ürün Ailesi Şeması Hazırlayan PlalamTeknikDepartmanı Tarih 10\01\2012 Cod. 059 1. Ürün Yapısı 1.1 Ürün yapısı şeması 1.2 Ürün Tanımı Polyester tabaka ile sıcak katmanlaştırılmış plaka (Standart
PLASKIN- Ürün Ailesi Şeması Hazırlayan PlalamTeknikDepartmanı Tarih 10\01\2012 Cod. 059 1. Ürün Yapısı 1.1 Ürün yapısı şeması 1.2 Ürün Tanımı Polyester tabaka ile sıcak katmanlaştırılmış plaka (Standart
BARTIN ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ METALURJİ VE MALZEME MÜHENDİSLİĞİ
 BARTIN ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ METALURJİ VE MALZEME MÜHENDİSLİĞİ MALZEME LABORATUARI I DERSİ SERTLİK DENEY FÖYÜ SERTLİK TESTLERİ Sertlik Nedir? Basite indirgendiğinde oldukça kolay tanımlanan
BARTIN ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ METALURJİ VE MALZEME MÜHENDİSLİĞİ MALZEME LABORATUARI I DERSİ SERTLİK DENEY FÖYÜ SERTLİK TESTLERİ Sertlik Nedir? Basite indirgendiğinde oldukça kolay tanımlanan
Yüzey Temizlik ve Bakım Malzemeleri
 Kalekim Yüzey Temizlik ve Bakım Malzemeleri 91 Yapıştırıcılar Yüzey Temizlik ve Bakım Malzemeleri SeraCare Çimento Sökücü SeraCare Leke Çıkartıcı SeraCare Yüzey Koruyucu 92 Kalekim Yüzey Temizlik ve Bakım
Kalekim Yüzey Temizlik ve Bakım Malzemeleri 91 Yapıştırıcılar Yüzey Temizlik ve Bakım Malzemeleri SeraCare Çimento Sökücü SeraCare Leke Çıkartıcı SeraCare Yüzey Koruyucu 92 Kalekim Yüzey Temizlik ve Bakım
AtılımKimyasalları AK 3151 D SUNKROM DEKORATİF KROM KATALİZÖRÜ (SIVI) ÜRÜN TANIMI EKİPMANLAR
 ÜRÜN TANIMI EKİPMANLAR") SAYFA NO: 1/5 AtılımKimyasalları AK 3151 D SUNKROM DEKORATİF KROM KATALİZÖRÜ (SIVI) ÜRÜN TANIMI AK 3151 D SUNKROM dekoratif krom kaplama banyolarında kullanılan sıvı katalist sistemidir. Klasik sülfatlı
SAYFA NO: 1/5 AtılımKimyasalları AK 3151 D SUNKROM DEKORATİF KROM KATALİZÖRÜ (SIVI) ÜRÜN TANIMI AK 3151 D SUNKROM dekoratif krom kaplama banyolarında kullanılan sıvı katalist sistemidir. Klasik sülfatlı
EGETEK. Endüstriyel Zemin Kaplama Sistemleri
 EGETEK Endüstriyel Zemin Kaplama Sistemleri Zeminlere sadece üzerinde yürünen bir alan olarak bakılmamalıdır, zira onlar operasyonel altyapının temel elemanıdır. Bunlardan dolayı zemine üretim hattının
EGETEK Endüstriyel Zemin Kaplama Sistemleri Zeminlere sadece üzerinde yürünen bir alan olarak bakılmamalıdır, zira onlar operasyonel altyapının temel elemanıdır. Bunlardan dolayı zemine üretim hattının
7-538, DIRECT BINDER PARLAK SONKATLAR
 592 TEKNİK BÜLTEN 7-538, 7-539 DIRECT BINDER PARLAK SONKATLAR ÜRÜN TANIMI Selemix Direct, yüzeylere dogrudan uygulanabilen, 60 de %80 - %85 parlaklık seviyesine ulaşan PU 2K teknolojisine sahip poliüretan
592 TEKNİK BÜLTEN 7-538, 7-539 DIRECT BINDER PARLAK SONKATLAR ÜRÜN TANIMI Selemix Direct, yüzeylere dogrudan uygulanabilen, 60 de %80 - %85 parlaklık seviyesine ulaşan PU 2K teknolojisine sahip poliüretan
Knauf W625 - W626 Duvar C profilli Duvar Giydirme Sistemi Uygulama Detayları:
 Knauf W625 - W626 Duvar C profilli Duvar Giydirme Sistemi Uygulama Detayları: Knauf W625 - W626 Duvar Giydirme Sisteminde Metal Konstrüksiyon, Duvar U (DU) ve sadece 75mm ve 100mm Duvar U ve Duvar C profiller
Knauf W625 - W626 Duvar C profilli Duvar Giydirme Sistemi Uygulama Detayları: Knauf W625 - W626 Duvar Giydirme Sisteminde Metal Konstrüksiyon, Duvar U (DU) ve sadece 75mm ve 100mm Duvar U ve Duvar C profiller
DEMİR SİLİKAT ESASLI YERLİ GRİT KUMU (RASPA KUMU) Oretec Mineral Sanayi Ltd. Şti. Bölücek Mahallesi 2 Nolu Sanayi Cad. No:164 Ereğli / Zonguldak
 Oretec Mineral Sanayi Ltd. Şti. Bölücek Mahallesi 2 Nolu Sanayi Cad. No:164 Ereğli / Zonguldak") DEMİR SİLİKAT ESASLI YERLİ GRİT KUMU (RASPA KUMU) Oretec Mineral Sanayi Ltd. Şti. Bölücek Mahallesi 2 Nolu Sanayi Cad. No:164 Ereğli / Zonguldak G r it Kumu /Kumla ma Grit, tozuması en az ve kumlama gücü
DEMİR SİLİKAT ESASLI YERLİ GRİT KUMU (RASPA KUMU) Oretec Mineral Sanayi Ltd. Şti. Bölücek Mahallesi 2 Nolu Sanayi Cad. No:164 Ereğli / Zonguldak G r it Kumu /Kumla ma Grit, tozuması en az ve kumlama gücü
7-530, 7-531, 7-532, , 7-535, 7-536, 7-537
 570 TEKNİK BÜLTEN ÜRÜN TANIMI 7-530, 7-531, 7-532, 7-533 7-534, 7-535, 7-536, 7-537 DIRECT SONKAT Selemix Direct, yüzeylere dogrudan uygulanabilen, PU 2K teknolojisine sahip poliüretan bazlı bir üründür.
570 TEKNİK BÜLTEN ÜRÜN TANIMI 7-530, 7-531, 7-532, 7-533 7-534, 7-535, 7-536, 7-537 DIRECT SONKAT Selemix Direct, yüzeylere dogrudan uygulanabilen, PU 2K teknolojisine sahip poliüretan bazlı bir üründür.
AtılımKimyasalları AK 3252 H SUNKROM SERT KROM KATALİZÖRÜ (SIVI) ÜRÜN TANIMI EKİPMANLAR
 ÜRÜN TANIMI EKİPMANLAR") SAYFA NO: 1/6 AtılımKimyasalları AK 3252 H SUNKROM SERT KROM KATALİZÖRÜ (SIVI) ÜRÜN TANIMI AK 3252 H SUNKROM sert krom kaplama banyolarında kullanılan sıvı katalist sistemidir. Klasik sülfatlı sistemlere
SAYFA NO: 1/6 AtılımKimyasalları AK 3252 H SUNKROM SERT KROM KATALİZÖRÜ (SIVI) ÜRÜN TANIMI AK 3252 H SUNKROM sert krom kaplama banyolarında kullanılan sıvı katalist sistemidir. Klasik sülfatlı sistemlere
SÜT TOZU TEKNOLOJİSİ
 SÜT TOZU TEKNOLOJİSİ SÜT TOZLARININ TANIMI VE BİLEŞİMİ Süt tozu, yağlı ve yağsız taze sütlerin suyunun mümkün olduğu kadar uçurulması suretiyle elde edilen kurutulmuş bir süt ürünüdür FAO ve WHO standartlarına
SÜT TOZU TEKNOLOJİSİ SÜT TOZLARININ TANIMI VE BİLEŞİMİ Süt tozu, yağlı ve yağsız taze sütlerin suyunun mümkün olduğu kadar uçurulması suretiyle elde edilen kurutulmuş bir süt ürünüdür FAO ve WHO standartlarına
KOROZYON ONARIM ŞARTNAMESİ
 KOROZYON ONARIM ŞARTNAMESİ Hasar Tespiti Yüzey Hazırlığı Malzemelerin Seçimi Uygulama Kürleme Ekipmanlar 1. YÜZEY HAZIRLIĞI Ekipmanlar 1- Mastar / Cetvel 2- Beton kalemi 3- Kırıcı 4- Tel fırça 5- Spiral
KOROZYON ONARIM ŞARTNAMESİ Hasar Tespiti Yüzey Hazırlığı Malzemelerin Seçimi Uygulama Kürleme Ekipmanlar 1. YÜZEY HAZIRLIĞI Ekipmanlar 1- Mastar / Cetvel 2- Beton kalemi 3- Kırıcı 4- Tel fırça 5- Spiral
Approved. Özellikler Test/Standart Tanım Hacimce katı madde ISO 3233 Parlaklık Derecesi (GU 60 ) ISO 2813 Parlama noktası ISO 3679 Method 1 27 C
 ISO 2813 Parlama noktası ISO 3679 Method 1 27 C") Approved 1493 1,2 1493 silikon akrilik ^(ValidationDate) 1 Ürün tanımı Tek bileşenli, fiziksel kurumalı, silikon akrilik esaslı bir boyadır. 260 dereceye kadar ısıya dayanıklıdır. Atmosfere açık koşullarda
Approved 1493 1,2 1493 silikon akrilik ^(ValidationDate) 1 Ürün tanımı Tek bileşenli, fiziksel kurumalı, silikon akrilik esaslı bir boyadır. 260 dereceye kadar ısıya dayanıklıdır. Atmosfere açık koşullarda
ANKARA ÜNİVERSİTESİ BİLİMSEL ARAŞTIRMA PROJELERİ KOORDİNATÖRLÜĞÜ'NE
 ANKARA ÜNİVERSİTESİ BİLİMSEL ARAŞTIRMA PROJELERİ KOORDİNATÖRLÜĞÜ'NE 2006K-120470 No lu Proje Kapsamında temin edilecek olan TARLA-2016TSHZ006 teknik şartname dökümanı numarası ile verilen Döner Merdiven
ANKARA ÜNİVERSİTESİ BİLİMSEL ARAŞTIRMA PROJELERİ KOORDİNATÖRLÜĞÜ'NE 2006K-120470 No lu Proje Kapsamında temin edilecek olan TARLA-2016TSHZ006 teknik şartname dökümanı numarası ile verilen Döner Merdiven
Kabinin fazla boyanması. Kabin sac metal parçaları. Hazırlık işlemi PGRT ÖNEMLİ!
 Hazırlık işlemi ÖNEMLİ! Üstyapının metal kısmı diğer şeyler arasında çinko bir katla korozyona karşı korunur. Tam korozyon koruma için, bu çinko kat, mesela üstyapı üzerindeki bir çalışma sırasında zarar
Hazırlık işlemi ÖNEMLİ! Üstyapının metal kısmı diğer şeyler arasında çinko bir katla korozyona karşı korunur. Tam korozyon koruma için, bu çinko kat, mesela üstyapı üzerindeki bir çalışma sırasında zarar
AÇIK ALAN TASARIMI RELAZZO TERAS SİSTEMİ - GÜNLÜK KULLANIM İÇİN TAVSİYELER. www.rehau.com/relazzo Otomotiv Endüstri
 AÇIK ALAN TASARIMI RELAZZO TERAS SİSTEMİ - GÜNLÜK KULLANIM İÇİN TAVSİYELER www.rehau.com/relazzo Yapı Otomotiv Endüstri Değerli müşterilerimiz! Ürünümüzü tercih ettiğiniz için çok teşekkür ederiz! Takip
AÇIK ALAN TASARIMI RELAZZO TERAS SİSTEMİ - GÜNLÜK KULLANIM İÇİN TAVSİYELER www.rehau.com/relazzo Yapı Otomotiv Endüstri Değerli müşterilerimiz! Ürünümüzü tercih ettiğiniz için çok teşekkür ederiz! Takip
Sunum Ana Başlıkları:
 Sunum Ana Başlıkları: 1. Solar Montaj Sistemleri Seçiminde Dikkat Edilmesi Gereken Hususlar 2. Solar Montaj Sistemlerinin Kurulumunda Dikkat Edilmesi Gereken Hususlar 3. Bakım Ve Onarım 1. Solar Montaj
Sunum Ana Başlıkları: 1. Solar Montaj Sistemleri Seçiminde Dikkat Edilmesi Gereken Hususlar 2. Solar Montaj Sistemlerinin Kurulumunda Dikkat Edilmesi Gereken Hususlar 3. Bakım Ve Onarım 1. Solar Montaj
MMT209 Çeliklerde Malzeme Bilimi ve Son Gelişmeler 3 Çelik üretimi. Yrd. Doç. Dr. Ersoy Erişir Güz Yarıyılı
 MMT209 Çeliklerde Malzeme Bilimi ve Son Gelişmeler 3 Çelik üretimi Yrd. Doç. Dr. Ersoy Erişir 2013-2014 Güz Yarıyılı Fırın Ön hadde Nihai hadde Soğuma Sarma Hadde yolu koruyucusu 1200-1250 ºC Kesme T >
MMT209 Çeliklerde Malzeme Bilimi ve Son Gelişmeler 3 Çelik üretimi Yrd. Doç. Dr. Ersoy Erişir 2013-2014 Güz Yarıyılı Fırın Ön hadde Nihai hadde Soğuma Sarma Hadde yolu koruyucusu 1200-1250 ºC Kesme T >
Teknik Bilgi Föyü. Baumit NanoporColor. (NanoporFarbe) Boya
 Boya") Baumit NanoporColor (NanoporFarbe) Boya Ürün Dış ve iç cepheler için, kullanıma hazır, silikat esaslı bir mineral boyadır. Özel olarak bu amaçla geliştirilmiş mikro yapıdaki yüzeyinin yanı sıra özel, nano
Baumit NanoporColor (NanoporFarbe) Boya Ürün Dış ve iç cepheler için, kullanıma hazır, silikat esaslı bir mineral boyadır. Özel olarak bu amaçla geliştirilmiş mikro yapıdaki yüzeyinin yanı sıra özel, nano
Knauf W623 Agraflı Duvar Giydirme Sistemi Uygulama Detayları:
 Knauf W623 Agraflı Duvar Giydirme Sistemi Uygulama Detayları: Knauf W623 Duvar Giydirme Sisteminde, Metal Konstrüksiyon tavan U (TU) ve tavan C (TC) profillerden oluşturulur. Duvarın şakülünde ve terazisinde
Knauf W623 Agraflı Duvar Giydirme Sistemi Uygulama Detayları: Knauf W623 Duvar Giydirme Sisteminde, Metal Konstrüksiyon tavan U (TU) ve tavan C (TC) profillerden oluşturulur. Duvarın şakülünde ve terazisinde
Aşağıdaki cümlelerin başında boş bırakılan parantezlere, cümlelerde verilen bilgiler doğru ise D, yanlış ise Y yazınız.
 YAPIDA BOYALAR Aşağıdaki soruları dikkatlice okuyunuz ve doğru seçeneği işaretleyiniz. 1. Aşağıdaki planlardan hangisi mimari projede yoktur? A) Kat planı B) Görünüşler C) Sistem detayı D) Kolon aplikasyonu
YAPIDA BOYALAR Aşağıdaki soruları dikkatlice okuyunuz ve doğru seçeneği işaretleyiniz. 1. Aşağıdaki planlardan hangisi mimari projede yoktur? A) Kat planı B) Görünüşler C) Sistem detayı D) Kolon aplikasyonu
KESİM VE MONTAJDA DİKKAT EDİLMESİ GEREKEN NOKTALAR
 KESİM VE MONTAJDA DİKKAT EDİLMESİ GEREKEN NOKTALAR Gözlük Camının Müşteriye Teslim Edilmeden Önce Geçirdiği Evreler Camların, kontrollerinin yapılması ve işaretlenmesi Ped kullanımı ve bloklama Sıkıştırma
KESİM VE MONTAJDA DİKKAT EDİLMESİ GEREKEN NOKTALAR Gözlük Camının Müşteriye Teslim Edilmeden Önce Geçirdiği Evreler Camların, kontrollerinin yapılması ve işaretlenmesi Ped kullanımı ve bloklama Sıkıştırma
Akreditasyon Sertifikası Eki (Sayfa 1/15) Akreditasyon Kapsamı
 Akreditasyon Kapsamı") Akreditasyon Sertifikası Eki (Sayfa 1/15) Deney Laboratuvarı Adresi : Ostim Mah. Alınteri Bulv. SS Gül 86 San.Sit. No:1/49 06370 ANKARA/TÜRKİYE Tel : 0 312 3855201 Faks : 0 312 3855202 E-Posta : tuncay.katirci@metaltekkimya.com.tr
Akreditasyon Sertifikası Eki (Sayfa 1/15) Deney Laboratuvarı Adresi : Ostim Mah. Alınteri Bulv. SS Gül 86 San.Sit. No:1/49 06370 ANKARA/TÜRKİYE Tel : 0 312 3855201 Faks : 0 312 3855202 E-Posta : tuncay.katirci@metaltekkimya.com.tr
BÖLÜM I YÜZEY TEKNİKLERİ
 BÖLÜM I YÜZEY TEKNİKLERİ Yüzey Teknikleri Hakkında Genel Bilgiler Gelişen teknoloji ile beraber birçok endüstri alanında kullanılabilecek malzemelerden istenen ve beklenen özellikler de her geçen gün artmaktadır.
BÖLÜM I YÜZEY TEKNİKLERİ Yüzey Teknikleri Hakkında Genel Bilgiler Gelişen teknoloji ile beraber birçok endüstri alanında kullanılabilecek malzemelerden istenen ve beklenen özellikler de her geçen gün artmaktadır.
ÇİMENTO FABRİKALARINDA ALTERNATİF YAKIT OLARAK KULLANILACAK ATIK KODLARI
 ÇİMENTO FABRİKALARINDA ALTERNATİF YAKIT OLARAK KULLANILACAK ATIK KODLARI ATIK KODU ATIK AÇIKLAMASI 16 01 03 Ömrünü tamamlamış lastikler 08 03 19* Dağıtıcı yağ 08 04 17* Reçine yağı KULLANILMIŞ LASTİKLER
ÇİMENTO FABRİKALARINDA ALTERNATİF YAKIT OLARAK KULLANILACAK ATIK KODLARI ATIK KODU ATIK AÇIKLAMASI 16 01 03 Ömrünü tamamlamış lastikler 08 03 19* Dağıtıcı yağ 08 04 17* Reçine yağı KULLANILMIŞ LASTİKLER
Uygulama Talimatları
 Uygulama Talimatları Ürün tanıtımı için ürün bilgi formlarına başvurun. HEMPADUR MASTIC 45880 / HEMPADUR MASTIC 45881 Yüksek sıcaklıklar: 45881: SERTLEŞTİRİCİ 95881 ile ANA KOMPONENT 45889 Düşük ila orta
Uygulama Talimatları Ürün tanıtımı için ürün bilgi formlarına başvurun. HEMPADUR MASTIC 45880 / HEMPADUR MASTIC 45881 Yüksek sıcaklıklar: 45881: SERTLEŞTİRİCİ 95881 ile ANA KOMPONENT 45889 Düşük ila orta
BIRAKIN KUTUP AYILARI RAHAT UYUSUN
 02.06.2009 Sayfa 1 / 11 İçinde bulunduğumuz yüzyılda hızlı endüstrileşmenin sonucu olarak ortaya çıkan enerji ihtiyacı ve bu ihtiyacın yaklaşık % 90 oranında fosil türevli yakıt tüketimi ile giderilmesi
02.06.2009 Sayfa 1 / 11 İçinde bulunduğumuz yüzyılda hızlı endüstrileşmenin sonucu olarak ortaya çıkan enerji ihtiyacı ve bu ihtiyacın yaklaşık % 90 oranında fosil türevli yakıt tüketimi ile giderilmesi
İsveç Standardı SIS kitapçığına göre şu dört pas tipi vardır:
 METAL YÜZEYLERE UYGULANAN EPOKSİ SİSTEMLER Bu sistemler, her türlü metal yüzeyi ve çelik yapıları, ağır çevre ve hava şartlarında korumak için geliştirilmiştir. Silo, vinç, köprü ve benzeri çelik yapılarda
METAL YÜZEYLERE UYGULANAN EPOKSİ SİSTEMLER Bu sistemler, her türlü metal yüzeyi ve çelik yapıları, ağır çevre ve hava şartlarında korumak için geliştirilmiştir. Silo, vinç, köprü ve benzeri çelik yapılarda
BTMSEAL ALFA HİBRİT HB F
 BTMSEAL ALFA HİBRİT HB F lfa hibrit polimer esasli tek komponentli içme suyu depolari için su yalıtım malzemesi Ürün Tanımı: BTMSEAL ALFA HİBRİT HB F Negatif ve pozitiften, - 5 ºC ve üstü sıcaklıklarda,
BTMSEAL ALFA HİBRİT HB F lfa hibrit polimer esasli tek komponentli içme suyu depolari için su yalıtım malzemesi Ürün Tanımı: BTMSEAL ALFA HİBRİT HB F Negatif ve pozitiften, - 5 ºC ve üstü sıcaklıklarda,
PÜSKÜRTME ŞEKİLLENDİRME (SPRAY FORMING / SPRAY DEPOSITION)
") PÜSKÜRTME ŞEKİLLENDİRME (SPRAY FORMING / SPRAY DEPOSITION) Püskürtme şekillendirme (PŞ) yöntemi ilk olarak Osprey Ltd. şirketi tarafından 1960 lı yıllarda geliştirilmiştir. Günümüzde püskürtme şekillendirme
PÜSKÜRTME ŞEKİLLENDİRME (SPRAY FORMING / SPRAY DEPOSITION) Püskürtme şekillendirme (PŞ) yöntemi ilk olarak Osprey Ltd. şirketi tarafından 1960 lı yıllarda geliştirilmiştir. Günümüzde püskürtme şekillendirme
Teknik bilgi Baskılı-geçme ızgaralar
 Teknik bilgi Baskılı-geçme ızgaralar Baskılı-geçme ızgara tipleri Baskılı-geçme Izgara Tiplerinin Tanımlanması Örnek P 330-33/44-3 Baskılı-geçme ızgara Taşıyıcı lama ø 30x3 mm 330 Gözenek açıklığı 33,33
Teknik bilgi Baskılı-geçme ızgaralar Baskılı-geçme ızgara tipleri Baskılı-geçme Izgara Tiplerinin Tanımlanması Örnek P 330-33/44-3 Baskılı-geçme ızgara Taşıyıcı lama ø 30x3 mm 330 Gözenek açıklığı 33,33
Akreditasyon Sertifikası Eki (Sayfa 1/8) Akreditasyon Kapsamı
 Akreditasyon Kapsamı") Akreditasyon Sertifikası Eki (Sayfa 1/8) Deney Laboratuvarı Adresi : Ostim Mah. Alınteri Bulv. SS Gül 86 San.Sit. No:1/49 06370 ANKARA / TÜRKİYE Tel : 03123855201 Faks : 03123855202 E-Posta : tuncay.katirci@metaltekk
Akreditasyon Sertifikası Eki (Sayfa 1/8) Deney Laboratuvarı Adresi : Ostim Mah. Alınteri Bulv. SS Gül 86 San.Sit. No:1/49 06370 ANKARA / TÜRKİYE Tel : 03123855201 Faks : 03123855202 E-Posta : tuncay.katirci@metaltekk
BARA SİSTEMLERİ HAKKINDA GENEL BİLGİLER
 BARA SİSTEMLERİ HAKKINDA GENEL BİLGİLER Günümüzde bara sistemlerinde iletken olarak iki metalden biri tercih edilmektedir. Bunlar bakır ya da alüminyumdur. Ağırlık haricindeki diğer tüm özellikler bakırın
BARA SİSTEMLERİ HAKKINDA GENEL BİLGİLER Günümüzde bara sistemlerinde iletken olarak iki metalden biri tercih edilmektedir. Bunlar bakır ya da alüminyumdur. Ağırlık haricindeki diğer tüm özellikler bakırın
Kalite kimse bakmadığında da doğru olanı yapmaktır. Henry FORD
 1 Hakkımızda STARMET YAPI SAN. VE TİC. A.Ş. ; Uzman ve güçlü insan kaynağı ile Yassı Çelik Sektöründe çözüm ortağı ve tedarik merkezi olabilmek adına, özellikle İhracat ve imalata dayalı sanayi kuruluşlarına
1 Hakkımızda STARMET YAPI SAN. VE TİC. A.Ş. ; Uzman ve güçlü insan kaynağı ile Yassı Çelik Sektöründe çözüm ortağı ve tedarik merkezi olabilmek adına, özellikle İhracat ve imalata dayalı sanayi kuruluşlarına
Y TİPİ AYDINLATMA DİREĞİ TEKNİK ŞARTNAME
 Y TİPİ AYDINLATMA DİREĞİ TEKNİK ŞARTNAME 1. STANDARTLAR Bu şartname kapsamındaki dekoratif aydınlatma direkleri aşağıda verilen Türk Standartların yürürlükteki en son baskılarına göre imal ve test edilecektir.
Y TİPİ AYDINLATMA DİREĞİ TEKNİK ŞARTNAME 1. STANDARTLAR Bu şartname kapsamındaki dekoratif aydınlatma direkleri aşağıda verilen Türk Standartların yürürlükteki en son baskılarına göre imal ve test edilecektir.
YÜZEY HAZIRLIĞINDA ISO STANDARLARI
 YÜZEY HAZIRLIĞINDA ISO STANDARLARI Yüzey hazırlığı Boya uygulaması Kalite kontrol / donanım Tamir Güvenlik durumları Malzeme ve personelin nitelikleri Dokümantasyon / raporlar Frosio 16A Standards, specifications
YÜZEY HAZIRLIĞINDA ISO STANDARLARI Yüzey hazırlığı Boya uygulaması Kalite kontrol / donanım Tamir Güvenlik durumları Malzeme ve personelin nitelikleri Dokümantasyon / raporlar Frosio 16A Standards, specifications
ACICUP ASİTLİ BAKIR KAPLAMA BANYOSU ARIZA TABLOSU
 Kadıköy Sicil Ticaret : 20707 ACICUP ASİTLİ BAKIR KAPLAMA BANYOSU ARIZA TABLOSU 1. Kaplama Pürüzlü a) Kaplama çözeltisinde anod partiküllerinin mevcudiyeti. b) Çözelti içerisinde çözünmeyen magnetik partiküllerin
Kadıköy Sicil Ticaret : 20707 ACICUP ASİTLİ BAKIR KAPLAMA BANYOSU ARIZA TABLOSU 1. Kaplama Pürüzlü a) Kaplama çözeltisinde anod partiküllerinin mevcudiyeti. b) Çözelti içerisinde çözünmeyen magnetik partiküllerin
EPOCELL PR SOLVENTSİZ EPOKSİ ASTARI TANIM ÖZELLİKLER
 2000 EPOCELL PR SOLVENTSİZ EPOKSİ ASTARI TANIM Epocell PR, çift bileşenli solventsiz epoksi astarıdır. Yüzeye derinlemesine nüfuz ederek yüzeyi sağlamlaştırır ve epoksi kaplaması için tutunma yüzeyi oluşturur.
2000 EPOCELL PR SOLVENTSİZ EPOKSİ ASTARI TANIM Epocell PR, çift bileşenli solventsiz epoksi astarıdır. Yüzeye derinlemesine nüfuz ederek yüzeyi sağlamlaştırır ve epoksi kaplaması için tutunma yüzeyi oluşturur.
Jotamastic Smart Pack
 ENDÜSTRĐYEL ÜRÜNLER PERAKENDE SERĐSĐ Jotamastic Smart Pack Mükemmel penetrasyon, yapışma ve nem toleransı Fırça ve rulo ile kolayca uygulanır. Đki bileşen hızlı ve kolay bir şekilde karıştırılır. - 10
ENDÜSTRĐYEL ÜRÜNLER PERAKENDE SERĐSĐ Jotamastic Smart Pack Mükemmel penetrasyon, yapışma ve nem toleransı Fırça ve rulo ile kolayca uygulanır. Đki bileşen hızlı ve kolay bir şekilde karıştırılır. - 10
Approved. Özellikler Test/Standart Tanım Hacimce katı madde ISO 3233 Parlaklık Derecesi (GU 60 ) ISO 2813
 ISO 2813") Approved 32222;32223 1 32222 epoksi kompozit ^(ValidationDate) 1 Ürün tanımı Bu ürün, cam pulcuk ile güçlendirilmiş çift bileşenli bir epoksi kompozit kaplamadır. 250 dereceye kadar ısıya dayanıklı ve
Approved 32222;32223 1 32222 epoksi kompozit ^(ValidationDate) 1 Ürün tanımı Bu ürün, cam pulcuk ile güçlendirilmiş çift bileşenli bir epoksi kompozit kaplamadır. 250 dereceye kadar ısıya dayanıklı ve
YANGINA KARŞI TEPKİSİNİN TS EN :2007+A1:2010 STANDARDINA GÖRE SINIFLANDIRILMASI
 ERA LABORATUVARLARI A.Ş. ERA Yangın Test Laboratuvarı Akredite Kuruluş No: AB-00-T YANGINA KARŞI TEPKİSİNİN TS EN 1501-1:2007+A1:2010 STANDARDINA GÖRE SINIFLANDIRILMASI Müracaat eden Hazırlayan Ürün adı
ERA LABORATUVARLARI A.Ş. ERA Yangın Test Laboratuvarı Akredite Kuruluş No: AB-00-T YANGINA KARŞI TEPKİSİNİN TS EN 1501-1:2007+A1:2010 STANDARDINA GÖRE SINIFLANDIRILMASI Müracaat eden Hazırlayan Ürün adı
ÖNEMLİ: BAŞLAMADAN ÖNCE
 ARAY DIŞ TİC VE PAZ AŞ Bakım ve Kullanım Rehberi ÖNEMLİ: BAŞLAMADAN ÖNCE Basınçlı yıkayıcı kullanımı, sadece 1500 psi (inçkare başına düşen pound) altında basınç ve döşemenin 12 inç yukarısında olmak kaydıyla
ARAY DIŞ TİC VE PAZ AŞ Bakım ve Kullanım Rehberi ÖNEMLİ: BAŞLAMADAN ÖNCE Basınçlı yıkayıcı kullanımı, sadece 1500 psi (inçkare başına düşen pound) altında basınç ve döşemenin 12 inç yukarısında olmak kaydıyla
AKPA KOMPOZİT PANEL TEKNİK KATALOG
 AKPA KOMPOZİT PANEL TEKNİK KATALOG Ekim 2013 AKPA KOMPOZİT PANEL TEKNİK KATALOG İÇİNDEKİLER 1. Alüminyum Kompozit Panel 2 2. Kompozit Panelin Avantajları 2 3. Akpa Kompozit Panel Üretim Ölçüleri 3 4. Tolerans
AKPA KOMPOZİT PANEL TEKNİK KATALOG Ekim 2013 AKPA KOMPOZİT PANEL TEKNİK KATALOG İÇİNDEKİLER 1. Alüminyum Kompozit Panel 2 2. Kompozit Panelin Avantajları 2 3. Akpa Kompozit Panel Üretim Ölçüleri 3 4. Tolerans
DepolamaTankları Dış RingSacları Yalıtımı
 DepolamaTankları Dış RingSacları Yalıtımı Sayfa/PageNo:2/6 1. KAPSAM: Depolama tanklarının dışring saçlarının altından tank tabanına suyun sızması sıkça karşılaşılan genel bir durumdur. Suyun tank tabanı
DepolamaTankları Dış RingSacları Yalıtımı Sayfa/PageNo:2/6 1. KAPSAM: Depolama tanklarının dışring saçlarının altından tank tabanına suyun sızması sıkça karşılaşılan genel bir durumdur. Suyun tank tabanı
ARC - RELAXTIVE OIL. Gelismis, Güvenilir, Kimyasallar YAĞLAYICI VE GEVŞETİCİ
 ARC - RELAXTIVE OIL YAĞLAYICI VE GEVŞETİCİ RELAXTIVE OIL HANGİ AMAÇLA GELİŞTİRİLDİ? RELAXTIVE OIL sıkışmış, paslanmış cıvataları, somunları, bağlantı elemanlarını, uzun süre kullanılmadığı için paslanarak
ARC - RELAXTIVE OIL YAĞLAYICI VE GEVŞETİCİ RELAXTIVE OIL HANGİ AMAÇLA GELİŞTİRİLDİ? RELAXTIVE OIL sıkışmış, paslanmış cıvataları, somunları, bağlantı elemanlarını, uzun süre kullanılmadığı için paslanarak
DİLATASYON SU YALITIMI
 DİLATASYON SU YALITIMI 1. Genel Farklı yapısal hareketlerin karşılanabilmesi için yapılar arasında bırakılan dilatasyon derzlerinin su yalıtımı büyük önem taşımaktadır. Yapılarda meydana gelen kaçakların
DİLATASYON SU YALITIMI 1. Genel Farklı yapısal hareketlerin karşılanabilmesi için yapılar arasında bırakılan dilatasyon derzlerinin su yalıtımı büyük önem taşımaktadır. Yapılarda meydana gelen kaçakların
Endüstriyel Fanlar AKSİYAL FANLAR GENEL BİLGİLER
 O C A K 2 0 1 1 A R G E - F. K 03 Endüstriyel Fanlar AKSİYAL FANLAR GENEL BİLGİLER Ürünlerimiz, yüksek verimli, düşük maliyetli, düşük ses düzeyi, olası en geniş çalışma aralığı ve kompakt bir yapıya sahip
O C A K 2 0 1 1 A R G E - F. K 03 Endüstriyel Fanlar AKSİYAL FANLAR GENEL BİLGİLER Ürünlerimiz, yüksek verimli, düşük maliyetli, düşük ses düzeyi, olası en geniş çalışma aralığı ve kompakt bir yapıya sahip