Diğer Kaynak ve Kaynakla İlgili Yöntemler
|
|
|
- Adem Yavaş
- 8 yıl önce
- İzleme sayısı:
Transkript
1 1 Diğer Kaynak ve Kaynakla İlgili Yöntemler Ark, direnç veya oksi-yanıcı gaz kaynağı olarak sınıflandırılamayan eritme kaynak yöntemleri Eritme için ısıyı üretecek farklı teknolojiler kullanır Uygulamaları da tipik olarak farklıdır Yöntemler arasında: Katı hal kaynak yöntemleri Diğer kaynak ve kesme yöntemleri Plastik malzemelerin kaynağı Yüzey kaplama ve metal püskürtme

2 2 Katı Hal Kaynak Yöntemleri Dövme (demirci) kaynağı Soğuk kaynak (soğuk basınç kaynağı) Haddeleme kaynağı Sürtünme kaynağı Ultrasonik kaynak Difüzyon kaynağı Patlamalı kaynak

3 3 Katı Hal Kaynağı Parça yüzeylerinin birleştirilmesi için: Sadece basınç, veya Isı ve basınç Eğer hem ısı hem de basınç kullanılıyorsa, tek başına ısı parça yüzeylerini eritmeye yeterli değildir Bazı katı hal kaynak yöntemleri için, zaman da bir faktördür İlave metal kullanılmaz Her bir katı hal kaynak yöntemi, temas yüzeylerinde bağ oluşturmak için kendi özgün yöntemine sahiptir Başarılı bir katı hal kaynağı için temel faktörler, iki yüzeyin Çok temiz Atomsal bağa izin verecek derecede çok yakın fiziksel temas halinde olması gerekir

4 4 Katı Hal Kaynak Yöntemlerinin Eritme Kaynak Yöntemlerine göre Üstünlükleri Eğer erime olmazsa, ITAB da oluşmaz; böylece bağlantı çevresindeki metal başlangıçtaki özelliklerini sürdürür Çoğu katı hal kaynak yöntemi, ayrı noktalar veya dikişler şeklinde değil, temas eden arayüzeyin tamamını birleştiren kaynaklı bağlantılar oluşturur Bazıları, izafi erime sıcaklıklarını ve eritme kaynağında ortaya çıkan diğer problemleri göz önüne almadan farklı metalleri birleştirmek için kullanılır

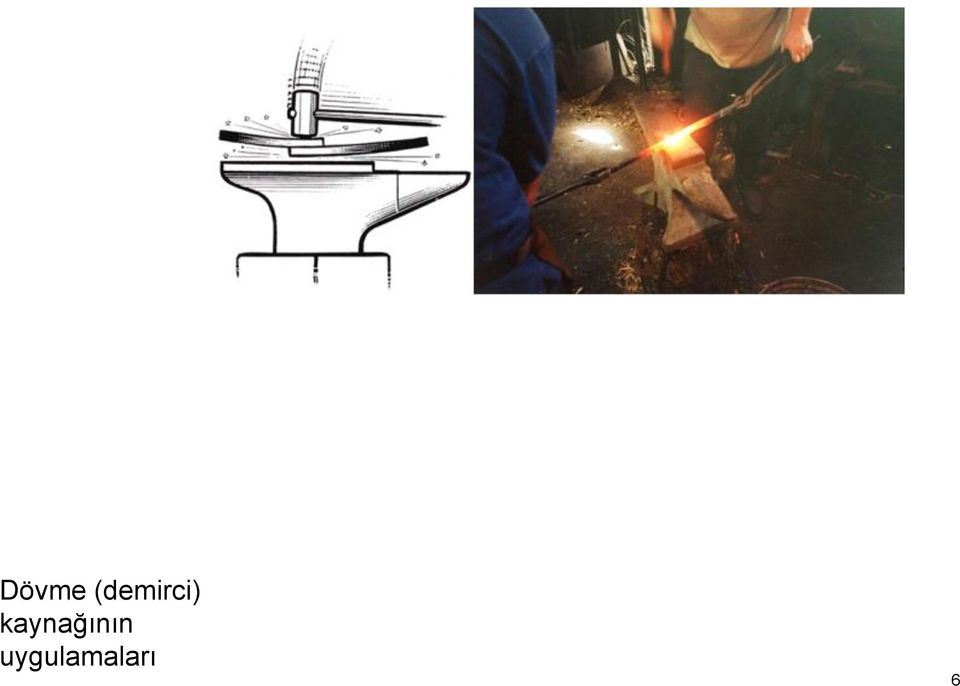
5 5 Dövme Kaynağı Birleştirilecek kısımlarının sıcak dövme işlem sıcaklığına kadar ısıtıldığı ve daha sonra çekiç veya benzer aletlerle birlikte dövüldüğü kaynak yöntemi İmalat teknolojisinin gelişiminde tarihsel öneme sahip İşlemin geçmişi, demircilerin iki metal parçayı kaynak yapmayı öğrendiği M.Ö e kadar dayanır Günümüzde bazı türleri hariç ticari önemi yoktur

6 Dövme (demirci) kaynağının uygulamaları 6
7 7 Soğuk Kaynak Temiz temas yüzeyleri arasına oda sıcaklığında yüksek basınç uygulayarak yapılan katı hal kaynak yöntemi Temizleme, birleştirmeden hemen önce genellikle yağ giderme veya fırçalama ile yapılır Isı uygulanmaz; ancak deformasyon, parça sıcaklığını yükseltir Metallerin en azından biri, tercihen de ikisi birden çok sünek olmalıdır Yumuşak alüminyum ve bakır, soğuk kaynağa uygundur Uygulamalar: elektriksel bağlantıların yapımı Soğuk kaynakla birleştirilmiş küçük parçalar

8 Haddeleme Kaynağı Birleşmeye yeterli basıncın, dış ısı ile veya olmadan, merdaneler aracılığıyla uygulandığı katı hal kaynak yöntemi Parçaların işlemden önce ısıtılıp ısıtılmadığına bağlı olarak, dövme veya soğuk kaynağın özel bir hali Eğer dış ısı yoksa, soğuk haddeleme kaynağı Eğer ısı uygulanıyorsa, sıcak haddeleme kaynağı Merdane Kaynak yapılacak parçalar Dikiş Kaynaklı parçalar Haddeleme Kaynağı 8

9 Haddeleme Kaynağının Uygulamaları Korozyon direnci için paslanmaz çeliğin alaşımsız veya düşük alaşımlı çelik üzerine giydirilmesi Sıcaklık ölçümü için Bimetalik şeritler "Sandviç" metal paralar Şekil Haddeleme kaynağıyla birleştirilmiş buzdolabı dondurucu evaporatörü. Dışarı taşan kanalları haddeleme kaynağıyla birleştirilmiştir. 9

10 10 Sürtünme Kaynağı Birleşmenin, basınçla birlikte sürtünme ısısıyla oluşturulduğu katı hal kaynak yöntemi Uygun yapıldığında, temas yüzeylerinde erime oluşmaz. Normal olarak ilave metal, dekapan veya koruyucu gaz kullanılmaz İşlem dar bir ITAB oluşturur Farklı metallerin birleştirilmesinde kullanılabilir Ticari işlemlerde geniş çapta kullanılır; otomasyona ve seri üretime uygundur

11 11 Dönen kavrama Dönmeyen kavrama Eksenel hareket edebilir Sürtünme oluşturmak üzere parçalar temas ettirilir Kuvvet uygulanırken dönme durdurulur Eksenel kuvvet uygulanır Oluşan dikiş Sürtünme kaynağı: (1) dönen parça, temas yok; (2) sürtünme ısısı üretmek üzere parçalar temas haline getirilir; (3) dönme durdurulur ve eksenel basınç uygulanır; ve (4) kaynak oluşturulur
 dönme durdurulur ve eksenel basınç uygulanır; ve (4)")

12 12 Sürtünme Kaynağının İki Türü 1. Sürekli tahrikli sürtünme kaynağı Parçalardan biri, sabit parçaya doğru, ara yüzeyde sürtünme ısısı oluşturmak üzere sabit dev/dak da döndürülür Uygun ısıl işlem sıcaklığında dönme durdurulur ve parçalar birbirine bastırılır 2. Atalet sürtünme kaynağı Dönen parça, önceden saptanmış bir hızda dönen bir volana bağlıdır Volan tahrik sisteminden ayrılır ve parçalar birbirine bastırılır Atalet sürtünme kaynağının değişik aşamalarının şematik görünüşleri

13 13 Sürtünme Kaynağının Uygulamaları ve Sınırları Uygulamaları: Şaft ve borusal parçalar Endüstriler: otomotiv, uçak, ziraat makinaları, petrol ve doğal gaz Sınırları: Parçalardan en az biri dönel olmalıdır Yığma çapağı genellikle uzaklaştırılır Yığma, parça boylarını kısaltır (tasarım aşamasında dikkate alınması gerekir) Şekil Bazı sürtünme kaynaklı parçalar
 Şekil 38-17.")
14 Sürtünme Karıştırma Kaynağı Düşük sıcaklıkta eriyen metalleri ve termoplastikleri birleştirmede kullanılan yeni bir yöntem (1991) Sürtünme ısısı, parçaların temas yüzeyleri arasında dönen erimeyen bir prob ile oluşturulur. Prob döndükçe plastikleşen ve yumuşayan malzemeler döndürme etkisiyle birbirinin içine karışır Sürtünme karıştırma kaynağı. Dönen prob, sürtünme ısısı üretirken omuz kısmı ise ilave sürtünme ısısı oluşturur ve yumuşayan malzemenin çevreye dağılmasını engelleyerek şeklini korur Omuz 14

15 15 Ultrasonik Kaynak İki parçanın birarada tutulduğu ve birleştirmek üzere arayüzeye ultrasonik frekansta titreşimsel kayma gerilmeleri uygulandığı katı hal kaynak yöntemi Titreşim hareketi, teması sağlamak üzere yüzeylerde mevcut tabakaları kırar ve metalurjik bağ oluşturur Yüzeyler ısınmasına rağmen sıcaklıklar T m nin çok altındadır İlave metal, dekapan veya koruyucu gaz kullanılmaz Genellikle alüminyum ve bakır gibi yumuşak metallerin bindirme tipi bağlantısıyla sınırlıdır

16 16 Kütle Aşağıya doğru kuvvet Sonotrod ucu Ultrasonik transdüser Sonotrod ucu Titreşim hareketi Örs Kaynak yapılacak parçalar Örs Ultrasonik kaynak : (a) Bir bindirme bağlantı için genel ekipman; ve (b) kaynak bölgesinin yakından görünüşü
 kaynak bölgesinin")
17 17 Ultrasonik Kaynağın Uygulamaları Elektrik ve elektronik endüstrisi için tel terminalleri ve bağlantıları (lehimlemeye ihtiyacı ortadan kaldırır) Alüminyum saç metal panellerin birleştirilmesi Güneş panellerinde boruların saçlara kaynağı Otomotiv endüstrisinde küçük parçaların birleştirilmesi


18 Difüzyon Kaynağı Genellikle kontrollü bir atmosferde, difüzyon ve birleşimin oluşmasına yeterli süre ısı ve basınç kullanan katı hal kaynak yöntemi Sıcaklıklar 0.5 T m Yüzeylerdeki plastik deformasyon minimumdur Birincil birleşme mekanizması katı hal difüzyonudur Sınırlamalar: difüzyon için gereken süre, birkaç saniyeden birkaç saate kadar uzayabilir Başlangıçta sadece pürüzler temas eder Uygulanan basınç metal temasını arttırır Difüzyon kaynağının aşamaları Difüzyon bölgesi boyunca malzeme yayınır (temas bölgesi büyür) Gözenekler gitgide küçülür ve hemen hemen yok olur. 18

19 19 Difüzyon Kaynağının Uygulamaları Uzay ve nükleer endüstrilerde yüksek dayanımlı ve refrakter metallerin birleştirilmesi Benzer ve farklı metallerin birleştirilmesinde kullanılabilir Farklı metallerin birleştirilmesi için, esas metallere difüzyonu arttırmak için, aralarına farklı bir metalden dolgu tabakası yerleştirilebilir

20 Patlamalı Kaynak Yüksek hızlı patlamanın iki metal yüzeyi hızla birleştirilmesini sağladığı katı hal kaynak yöntemi İlave metal kullanılmaz; Dış ısı uygulanmaz; Difüzyon oluşmaz zaman çok kısadır Metaller arasındaki bağ, dalgalı bir arayüzeyle sonuçlanan mekanik kilitlenmeyle beraber metalurjiktir Çoğu kez iki farklı metalin birleştirilmesinde, özellikle de büyük yüzeyler halinde bir metalin diğerinin üzerine kaplanmasında kullanılır Patlama Ateşleyici Aralık Patlayıcı Tampon Kaplanan tabaka Altlık Örs Dikiş Kaplanan tabaka Alt tabaka Yüzey filmlerinin fışkırması Şekil Patlamalı kaynak: (1) paralel konfigürasyon halinde yerleştirme, ve (2) patlayıcının patlaması sırasındaki durum 20

21 21 Termit Kaynağı (Alüminotermik Kaynak) Birleşme için gerekli ısının, termit in kimyasal reaksiyonundan sağlanan aşırı ısımış erimiş metalle üretildiği eritme kaynak yöntemi Termit = Tutuşturulduğunda egzotermik bir reaksiyon oluşturan, Al ve ince Fe 3 O 4 tozlarının karışımı Yangın bombalarında da kullanılmaktadır İlave metal, sıvı metalden elde edilir Yöntem birleştirme için kullanılır; ancak kaynağa göre döküm işleminde daha yaygındır
22 22 Termit reaksiyonundan aşırı sıcak çelik Curuf Pota Tapa aparatı Kalıp Curuf Kaynak Termit kaynağı: (1) Termit in tutuşturulması; 2) potanın dökülmesi, aşırı ısınmış metal kalıba akar; (3) metal, kaynaklı bağlantıyı oluşturmak üzere katılaşır
23 23 Termit Kaynağı nın Uygulamaları Demiryolu raylarının birleştirilmesi Büyük çelik döküm ve dövme parçalardaki çatlakların tamiri Dikiş yüzeyi, sonradan işlemeyi gerektirmeyecek derecede pürüzsüzdür Termit kaynağı uygulaması: Ray kaynağı
24 24 Elektrocuruf Kaynağı Tel elektrod besleme Esas parça Hareketli kaynak kafası (yukarı) Erimiş curuf Erimiş kaynak metali Katılaşmış kaynak metali Hareketli pabuç (her iki tarafta) Soğutucu su girişi Su çıkışı Elektrocuruf kaynağı: (a) görünüşü basitleştirmek için kalıplama pabucu çizilmemiş önden görünüş, ve (b) Her iki tarafta kalıplama pabuçları gösterilen yan görünüş
25 25 Elektron Işın Kaynağı Kaynak için gerekli ısının, parça yüzeyine yüksek hassasiyette odaklanmış ve yönlenmiş yüksek yoğunlukta elektron demeti ile sağlandığı eritme kaynak yöntemi Elektron ışın tabancalarının işletimi: Elektronları ivmelendirmek için yüksek gerilim (örn., tipik olarak 10 ila 150 kv tipik) Işın akımları düşüktür (miliamper olarak ölçülür) Elektron ışın kaynağında güç değil güç yoğunluğu fazladır

26 26 Elektron Işın Kaynak Donanımı Kontrol ünitesi Gözlem penceresi Yüksek gerilim ünitesi Parça Elektron ışını Vakum kamarası Vakum pompası
27 Elektron Işın Kaynağı Vakum Kamarası İlk geliştirildiğinde, elektron ışınının hava moleküllerince saptırılmasını en aza indirmek için vakum ortamında oluşturulması gerekmekteydi Üretimde ciddi uygunsuzluklar Vakum işlemi 1 saat e kadar sürebilir Şekil Elektron ışın kaynaklı iki parça; (Solda) 19 mm lik Alüminyum; (Sağda) 102 mm lik kalın paslanmaz çelik 27
28 28 Elektron Işın Kaynağında Üç Vakum Seviyesi Yüksek-vakum kaynağı kaynak, ışının üretildiği aynı vakum kamarasında yapılır En yüksek kalitede kaynak, en yüksek derinlik/genişlik oranı Orta-vakum kaynağı kaynak, kısmi vakumlu ayrı bir kamarada yapılır Vakum işlem süresi kısaltılmıştır Vakumsuz kaynak Parça elektron ışın jeneratörüne yakın konumlandırılarak, kaynak işlemi atmosferik basınçta veya yakın değerde yapılır Parçayı ışın jeneratöründen ayırmak için Vakum Bölücüsü gerekir
29 29 Elektron Işın Kaynağının Üstünlükleri ve Eksiklikleri Üstünlükleri: Yüksek kalitede dikişler, derin ve/veya dar profiller Sınırlı ITAB, düşük ısıl distorsiyon Yüksek kaynak hızları Dekapan veya koruyucu gaz gerekmez Eksiklikleri: Yüksek ekipman maliyeti Hassas ağız hazırlığı ve hizalama gerekir Vakum kamarası gerekir Güvenlik konusu: EBW x-ışınları üretir
30 30 Lazer Işın Kaynağı Birleştirmenin, bağlantı üzerine odaklanmış, yüksek yoğunlukta ve koheran ışık ışını ile sağlandığı eritme kaynak yöntemi Laser = Light amplification by stimulated emission of radiation" Lazer ışın kaynağı normal olarak, oksitlenmeyi önlemek için koruyucu gaz altında yapılır Genellikle ilave metal kullanılmaz Küçük alanda yüksek güç yoğunluğu sayesinde genellikle küçük parçalara uygulanır
31 31 Buradaki koheran sözcüğü, tüm ışık dalgalarının aynı fazda olmaları anlamını taşır. Pratikte bir laser cihazı, bir optik resonatör boşluğunun uç aynaları arasına yerleştirilmiş bir ortamdan oluşur. Bu ortam, içindeki aktif atomların (veya moleküllerin) çoğunluğunu normal enerji seviyelerinden daha yüksek bir seviyeye çıkaracak bir yerleşim dönüşümü oluşacak tarzda pompalandığında yani uyarıldığında, boşluğun uç aynaları arasında ileri ve geri yansıyabilen bir koheran ışık meydana gelir. Bu durum, bu koheran ışığın seviyesinin bir eşik noktasına ulaşmasına (yani ışık amplifikasyonuyla üretilen kazancın, eşzamanlı olarak oluşabilen tüm kayıpları aşmaya başladığı nokta) yol açar. Bu şekilde cihaz, laser ışığı ışınını yaymaya başlar. Mühendislik bakış açısından bir laser, primer bir kaynaktan (elektrik, kimyasal, termik, optik veya nükleer) çıkan enerjiyi basitçe özel frekansta bir elektromanyetik ışına (ultraviyole, görünür veya kızılötesi) dönüştüren bir enerji dönüştürme cihazıdır. Bu dönüşüm, belirli katı, sıvı veya gaz ortamlarla sağlanır. Bu ortamlar moleküler veya atomsal ölçekte belirli tekniklerle uyarıldığında koheran ve izafi olarak monokromatik (yani hemen hemen tek frekansta) bir ışık formu - bir laser ışığı ışını- oluşur.
32 32 Lazer Işını Kaynak Donanımı Rezonatör Yansıtıcı ayna Odaklayıcı mercek Koruyucu gaz tüpü Lazer ışını Parça
33 33 Karşılaştırma: Lazer ve Elektron Işın Kaynakları Lazer ışın kaynağı için vakum kamarası gerekmez Lazer ışın kaynağında x-ışınları yayınmaz Lazer ışınları, optik mercek ve aynalarla odaklanabilir ve yönlendirilebilir Lazer ışın kaynağı, Elektron ışın kaynağının derin kaynaklarını ve yüksek derinlik/genişlik oranlarını oluşturamaz Maksimum Lazer ışın kaynağı derinliği = ~ 19 mm, oysa Elektron ışın kaynağı derinliği = 50 mm
34 Lazer Işınıyla Kesme Farklı malzemelerde küçük deliklerin, dar aralıkların ve yakın yerleştirilmiş modellerin kesilmesi endüstriyel lazer ışınlarının diğer bir uygulamasıdır Lazer ışınıyla kesme, malzemede bir delik oluşturulmasıyla başlar ve ışın, programlanmış bir yol üzerinde ilerler Lazerin yoğun ısısı, malzemeyi kesmek üzere eritir/buharlaştırır Lazer ışınıyla kesme 34
35 35 Plastiklerin Kaynağı Isı etkisiyle yumuşadıklarından, sadece termoplastikler kaynak yapılabilir Termoplastiklere uygulanan kaynak yöntemleri: Ultrasonik kaynak Vibrasyon kaynağı Sürtünme kaynağı Sıcak eleman kaynağı Sıcak gaz kaynağı Ekstrüzyon kaynağı Elektrofüzyon (implant) kaynağı
36 36 Plastiklere Uygulanan Kaynak Yöntemleri Sıcak eleman kaynağı
37 Polietilen Boruların Elektrofüzyon Kaynağı 37

 bir elektrik sarım içinde ısıtılır ve bir kaynak")
38 Şekil Plastiklerin sıcak gaz kaynağı 38 Termoplastiklerin Sıcak Gaz Kaynağı Sıcak gaz kaynağı, metallerin oksi-asetilen kaynağına benzer V-ağzı açılmış uygulaması, en yaygın olanıdır Bir gaz (sıkıştırılmış hava, azot, hidrojen, oksijen veya CO 2 ) bir elektrik sarım içinde ısıtılır ve bir kaynak tabancasından beslenir İnce bir plastik çubuk, parçayla birlikte ısıtılır ve kaynak ağzına bastırılır
39 39 Kaynakla İlgili İşlemler Sert Dolgu Sert dolgu, bir parçanın yüzeyine, farklı özellikte bir malzemeyi bir kaynak tabakası şeklinde uygulamaktır Parçanın tamamını pahalı malzemeden oluşturmak yerine, yüzeyini aşınmaya, korozyona veya kiyasal etkilere karşı daha dayanıklı bir malzemeyle kaplamak daha ekonomik bir çözümdür Sert dolgu malzemeleri Karbon ve alaşımlı çelikler; - Bakır esaslı alaşımlar Yüksek alaşımlı çelikler; - Paslanmaz çelikler Kobalt esaslı alaşımlar; - Seramik ve refrakter karbürler Monel, Hastelloy gibi Nikel esaslı alaşımlar;
40 40 Çimento Sanayiinden Sert Dolgu Uygulamaları Vidalı mil Fan bıçakları Konveyör zinciri
41 41 Kaynakla İlgili İşlemler Termik Püskürtme Esas metal yüzeyini metal, alaşım, seramik, sermet, karbür ve hatta plastik kaplamak için toz veya tel halindeki malzemeyi alev, ark veya plazma demeti içinde önceden hazırlanmış parça yüzeyine püskürterek bir tabaka oluşturma işlemidir Sert dolgudan farklı olarak termik püskürtmede esas metal yüzeyi erimez. Birleşme, mekanik kilitlenme ile oluşur. Bu nedenle yüzeyin temiz ve pürüzlü olması gerekir Pürüzlendirme işlemi en çok aşındırıcı çelik kumu püskürterek yapılır 2,5 7,7 m lik bir yüzey pürüzlülüğü yeterlidir
42 Alevle Metal Püskürtme Min 100 mm Max 250 mm Püskürtülmüş metal Sıkıştırılmış hava Oksiasetilen veya Oksipropan gazı Normal oksiasetilen alevinin karakteristik parlak konisi Eriyen tel Tel Tel ve gaz nozulu Hava kanalı Hava zarfı Yanan gazlar Atomize sprey Hazırlanmış esas metal Oksiasetilen metal püskürtme tabancasının şematik diyagramı 42

43 Plazma Arkıyla Metal Püskürtme Dolaşan soğutucu Plazma gazı Dolaşan soğutucu Taşıyıcı gaz içinde asılı püskürtme tozu Plazma demeti Püskürtülen malzeme Ark Nozul Tungsten elektrod Hazırlanmış esas metal Plazma ark püskürtme tabancasının şematik diyagramı 43
44 44 Sert ve Yumuşak Lehimleme Her ikisi de metal parçaları kalıcı olarak birleştirmek için ilave metaller kullanır, ancak esas metaller erimez Eritme kaynağı yerine sert veya yumuşak lehimleme kullanılması için: Metallerin kaynak kabiliyeti kötüdür Farklı metaller birleştirilmektedir Yoğun kaynak ısısı, birleştirilen parçalara zarar verebilecektir Bağlantının geometrisi kaynağa izin vermemektedir Yüksek dayanım gerekli değildir İlave metalin erime sıcaklığı 450 C : Yumuşak lehimleme İlave metalin erime sıcaklığı > 450 C : Sert lehimleme
45 45 Kaynağa Kıyasla Sert Lehimlemenin Üstünlükleri Farklı metaller dahil, herhangi bir metal birleştirilebilir Yüksek imalat hızlarına izin veren, çabuk ve aynı özelliklere sahip şekilde gerçekleştirilebilir Çoklu bağlantılar aynı anda sert lehimlenebilir Genel olarak eritme kaynağına göre daha düşük ısı ve güç gerekir Bağlantıya bitişik esas metaldeki ITAB daki problemler daha azdır Kapiler etki erimiş metali bağlantının içine çektiğinden, çoğu kaynak yöntemiyle ulaşılamayan bağlantı bölgeleri sert lehimlenebilir.
46 46 Sert Lehimleme Bir ilave metalin eritildiği ve birleştirilecek parçaların temas eden yüzeyleri arasında kapiler etkiyle dağıldığı birleştirme yöntemi Esas metaller erimez Sadece dolgu metalleri erir Dolgu metalinin T m si 450 C den yüksek ancak birleştirilecek esas metal(ler)in T m sinden düşüktür
47 47 Parçalar Arasındaki Açıklık Esas parçaların birleşecek yüzeyleri arasındaki açıklığın, erimiş dolgu metalinin akmasını engellemeyecek derecede geniş, ancak kapiler etkinin zayıflamasına neden olmayacak derecede de dar olması gerekir Dayanımın en yüksek değere ulaştığı bir açıklık değeri vardır. Bu açıklık, esas metale, ilave metale, bağlantı şekline ve işlem koşullarına bağlıdır Tipik sert lehimleme açıklıkları 0,001 0,010 mm arasındadır
48 48 Kapiler Etki Su dolu bir kaba yerleştirilmiş iç içe iki bakır borudaki suyun seviyesi, boru çapları yeterince büyükse bileşik kaplar prensibine uyar Dıştaki boru çapı küçüldükçe kapiler etki ortaya çıkar ve iki boru arasındaki suyun seviyesi kaptaki seviyenin üzerine çıkar Yeterince küçük bir aralıkta kapiler etki en üst seviyesine çıkarak iki boru arasındaki boşluğu doldurur

49 49 Aralığın Kapilarite ye Etkisi Lehim alaşımı Aralık 0,2-0,5 mm kapiler etki iyi Aralık 0,7 mm kapiler etki yeterli değil Aralık 1, 0 mm kapiler etki yok
50 50 Sert Lehimlenmiş Bağlantının Dayanımı Eğer bağlantı uygun şekilde tasarlanmış ve sert lehimleme işlemi uygun şekilde uygulanmışsa, katılaşmış bağlantı, oluşturulduğu ilave metalin dayanımından daha dayanıklı olacaktır Neden? Sert lehimlemede kullanılan küçük parça aralıkları Esas ve ilave metaller arasında oluşan metalurjik bağ Esas metal tarafından bağlantıya getirilen geometrik sınırlamalar
51 Sert Lehim Bağlantılarının Dayanımı Çekme dayanımı (MPa) Sert lehimlenmiş küt alın paslanmaz çelik-paslanmaz çelik birleşiminin dayanımının aralıkla değişimi,075,15,22,30,38,46,53,60 Bağlantı aralığı (mm) Şekil Bir küt alın sert lehim bağlantının çekme dayanımının farklı aralıklarla tipik değişimi 51
52 Farklı Metallerin Sert Lehimlenmesinde Aralığın Önemi Şekil Farklı metallerin sert lehimlenmesinde başlangıçtaki aralık, farklı ısıl genleşmelere göre ayarlanmalıdır. Uygun sert lehim aralığı, lehim alaşımının aktığı sıcaklıkta mevcut olmalıdır. 52
53 53 Sert Lehimlemenin Zayıflıkları ve Sınırlamaları Bağlantı dayanımı, kaynaklı bağlantıdan genellikle daha düşüktür Bağlantı dayanımı, esas metalinkinden daha düşük olma eğilimindedir Yüksek servis sıcaklıkları, bir sert lehimli bağlantıyı zayıflatabilir Muhtemel bir estetik zayıflık olarak, sert lehimli metalin rengi, esas metal parçaların rengiyle uyumlu olmayabilir
54 54 Sert Lehimleme Uygulamaları Otomotiv (örn., boruların ve tesisatların birleştirilmesi) Elektrik ekipmanlar (örn., tel ve kabloların birleştirilmesi) Kesici takımlar (örn., semente karbür insert ve kesici uçların sert lehimlenmesi) Mücevher yapımı Kimyasal işlem endüstrisi, boru tesisatları ve ısıtma işlemi yapanlar, metal boru ve tesisatları sert lehimleme ile birleştirirler Tamir ve bakım işleri
55 55 Sert Lehimli Bağlantıların Tasarımı Alın ve bindirme bağlantılar yaygındır, ancak geometri genellikle sert lehimlemeye uydurulur Parçalar arasında geniş arayüzey sağladığından, bindirme bağlantılar en yaygın kullanılanlardır Sert lehimlenmiş bir bağlantıda ilave metal, esas metale sadece uçlardan değil tüm yüzey boyunca birleşir
56 56 Küt Alın Tipi Birleşim Sert lehimlenmiş bağlantı Sert lehimlenmiş bağlantı Şekil (a) Konvansiyonel küt alın birleşim, ve alın birleşimin sert lehimlemeye uydurulması: (b) eğik yüzeyli birleşim, (c) kademeli alın birleşim, (d) parçanın birleşim bölgesindeki kesiti arttırılmış
57 Bindirme Tipi Birleşim Sert lehimlenmiş bağlantı Kılıf Sert lehimlenmiş bağlantı Şekil (a) Geleneksel bindirme bağlantı, ve bindirme bağlantının sert lehimlemeye uydurulması: (b) silindirik parçalar, (c) sandviç parçalar, ve (d) alın bağlantıyı bindirme bağlantıya dönüştürmek için kılıf kullanımı 57
58 58 Sert Lehimleme için Bazı İlave Metaller (Sert Lehim Alaşımları) Esas metal(ler) İlave metal(ler) Tipik sert lehim sıcaklığı ( C) Alüminyum Alüminyum ve silisyum Nikel-bakır alaşımları Bakır Bakır Bakır ve fosfor Çelik, dökme demir Bakır ve çinko Paslanmaz çelik Altın ve gümüş
59 59 Sert Lehim Alaşımından Beklenen Özellikler Erime sıcaklığı esas metalden oldukça düşük olmalıdır İyi ıslatabilirlik için sıvı fazdayken yüzey gerilimi düşük olmalıdır Arayüzeye iyi nüfuziyet için yüksek akıcılık Sert lehimli bağlantının uygulamada kullanıma yeterli dayanıma sahip bir bağlantı oluşturma kapasitesi Esas metalle kimyasal veya fiziksel etkileşim göstermemesi (örn., galvanik reaksiyon)
60 Üfleç İlave çubuk Aralık Sert lehimlenmiş bağlantı Birleştirilecek parçalar Birleştirilecek parçalar Halka şeklinde İlave çubuk Sert lehimlenmiş parça Aralık Sert lehimlemede ilave metalin değişik uygulanma teknikleri: (a) üfleç ve ilave çubuk. Sıra: (1) önce, ve (2) sonra; (b) aralık girişinde ilave metal halkası; Sıra: (1) önce, ve (2) sonra 60
 önce, ve (2) sonra; (b) aralık girişinde ilave metal halkası Sıra: (1) önce, ve (2) sonra")
61 61 İlave metal folyosu Sert lehimlenmiş parça Birleştirilecek parçalar (1) (2) (c) Sert lehimlemede ilave metalin değişik uygulanma teknikleri : (c) düz parça yüzeyleri arasında ilave metal folyosu Sıra: (1) önce, ve (2) sonra; (b) aralık girişinde ilave metal halkası Sıra: (1) önce, ve (2) sonra
62 62 Sert Lehim Dekapanları Kaynaktakine benzer amaç; çözünürler ve uzaklaştırılmadıklarında sert lehimleme işlemini engelleyen oksitlerle ve istenmeyen diğer yan ürünlerle birleşirler İyi bir dekapanın karakteristikleri: Düşük erime sıcaklığı İlave metalle yer değiştirebilmesi için düşük viskozite Islatmayı arttırır İlave metal katılaşıncaya kadar bağlantıyı korur

63 63 Dekapanın Davranışı Dekapan sürülür Hava Dekapan oksitleri çözer Lehim alaşımı yüzeyi ıslatır ve dekapanı uzaklaştırır Tavlamadan önce Dekapanın etki sıcaklığında Sert lehimin çalışma sıcaklığında Sıcaklığın artışı
64 64 Isıtma Menbalarına Göre Sert Lehimleme Yöntemlerinin Sınıflandırılması Üfleçle (alevle) Sert Lehimleme üfleç alevi bağlantının yakınındaki parçaya doğru yönlendirir Fırında sert lehimleme fırın, sert lehimleme için gerekli ısıyı sağlar İndüksiyonla Sert Lehimleme parçada indüklenen yüksek frekanslı akıma karşı elektrik direnciyle ısıtma Dirençle Sert Lehimleme parçalardan geçen elektrik akımına karşı dirençle ısıtma Daldırmayla Sert Lehimleme ya erimiş tuz ya da metal banyosu Infrared Sert Lehimleme yüksek yoğunluklu infrared lambalar kullanılır
65 65 Fırında Sert Lehimleme Örnekleri Halka şeklinde sert lehim alaşımı Sert lehimlemeden önce Sert lehimelemeden sonra Şekil Tipik fırında sert lehimleme örnekleri

66 Sert Lehim Kaynağı Bu yöntem, uygulanacak birleştirme türü yönünden diğer sert lehimleme yöntemlerinden ayrılır. Sert lehim kaynağı, bir V ağzının doldurulması gibi, geleneksel kaynakla birleştirmeye daha çok benzer Lehim alaşımı Kaynak üfleci Esas metal Şekil Sert lehim kaynağı. Bağlantı, sert lehim dolgu metali içerir; bağlantıda esas metal erimez. Yüzey genellikle önce ince bir kalay tabakasıyla kalaylanır. 66
67 67 Yumuşak Lehimleme T m 450 C bir ilave metalin eritildiği ve birleştirilecek parçaların temas yüzeyleri arasına kapiler etkiyle dağıldığı birleştirme yöntemi Esas metaller erimez, ancak ilave metal, metalurjik bağ oluşturmak üzere esas metali ıslatır ve birleşir Yumuşak lehimlemenin detayları sert lehimleme ile aynıdır ve aynı ısıtma yöntemlerinin çoğu kullanılır İlave metal yumuşak lehim olarak adlandırılır Çoğu elektrik ve elektronik işlemlerle yakından ilgilidir (tellerin yumuşak lehimlenmesi)
68 68 Yumuşak Lehimlemenin Üstünlükleri ve Zayıflıkları Üstünlükleri: Sert lehimleme veya eritme kaynağına göre daha düşük enerji girdisi Değişik ısıtma yöntemleri mevcuttur Bağlantıda iyi elektrik ve ısıl iletkenlik Tamiri ve yeniden yapılması kolay Zayıflıkları: Mekanik yöntemlerle takviye edilmedikçe düşük bağlantı dayanımı Yüksek sıcaklıklarda bağlantının muhtemel zayıflaması veya erimesi
69 69 Yumuşak Lehim Alaşımları Genel olarak kalay (Sn) ve kurşun (Pb) alaşımlarıdır. Her ikisi de düşük T m ye sahiptir Kurşun zehirleyicidir ve çoğu yumuşak lehim alaşımındaki yüzdesi en aza indirilmiştir Kalay yumuşak lehimleme sıcaklıklarında kimyasal olarak aktiftir ve başarılı bir bağlantı için ıslatmayı destekler Bakır ın yumuşak lehimlenmesinde, bakır ve kalay, bağlantıyı güçlendiren metallerarası bileşikler oluşturur Gümüş ve antimon da bazen yumuşak lehim alaşımı olarak kullanılmaktadır
 düz kilit dikiş; (b) cıvatalı veya perçinli bağlantı; (c) bakır boru birleştirme silindirik bindirme")
70 70 (a) Yumuşak lehimlenmiş bağlantı Yumuşak lehimlenmiş bağlantı (b) Çentik (c) (d) Şekil Yumuşak lehimlemede dayanımı arttırmak için mekanik kilitleme: (a) düz kilit dikiş; (b) cıvatalı veya perçinli bağlantı; (c) bakır boru birleştirme silindirik bindirme bağlantı; ve (d) silindirik bindirme bağlantının çentiklenmesi (şekillendirilmesi)
71 71 Yumuşak lehim bağlantısı Kaplı tam delik PC kartı Tel PC kartı Tel Terminal Tel İzolasyon Yumuşak lehim bağlantısı Yumuşak lehim bağlantısı Elektronik bağlantılarda yumuşak lehimlemeden önce mekanik araçlarla bağlantıyı sağlamlaştırma teknikleri: (a) PC kartı üzerinde kıvrılmış kurşun tel; (b) yumuşak lehimin temas yüzeyini genişletmek için PC kartı üzerinde kaplı tam delik; (c) düz terminal üzerinde kanca şeklinde tel; ve (d) döndürülmüş teller
72 72 Yumuşak Lehim Dekapanları İşlevleri Yumuşak lehimleme sıcaklığında erir Oksit filmlerini söker ve esas parça yüzeylerinden uzaklaştırır Isıtma sırasında oksitlenmeyi engeller Temas eden yüzeylerdeki ıslatmayı destekler İşlem sırasında erimiş yumuşak lehim alaşımıyla kolayca yer değiştirir Korozif ve iletken olmayan artıkları bırakır
73 73 Yumuşak Lehimleme Yöntemleri Daha az ısı ve daha düşük sıcaklık gerekmesi hariç, çoğu yumuşak lehim yöntemi sert lehimleme ile aynıdır İlave yöntemler: Elle yumuşak lehimleme elle sevkedilen yumuşak lehim tabancası Dalgalı yumuşak lehimleme baskı devresi kartlarında çoklu kurşun tellerin yumuşak lehimlenmesi Geri akışlı yumuşak lehimleme baskı devre kartları üzerindeki yüzey ağız bileşenlerinde kullanılır
74 74 Bileşenler PC kartı Erimiş yumuşak lehim alaşımı Kurşun tellerin baskı devresi kartı üzerine birleştirilmesi için erimiş yumuşak lehim alaşımının dar bir kanaldan kartın alt yüzeyine beslendiği dalgalı yumuşak lehimleme
75 75 Yapıştırma İki (ya da daha fazla) yakın yerleştirilmiş parçayı yüzey birleştiricisi ile bir arada tutmak için bir ilave malzemenin kullanıldığı birleştirme yöntemi Metal, plastik, seramik, ahşap, kağıt ve mukavva gibi aynı veya farklı malzemeleri birleştirmek için geniş bir birleştirme veya sızdırmazlık uygulamalarında kullanılır Artan uygulamalar için fırsatları nedeniyle büyük bir alana yayılabilir
76 76 Yapıştırmada Sertleşme Yapıştırıcının fiziksel özelliklerinin, parçaların yüzeylerini birleştirmek için genellikle kimyasal reaksiyonla sıvıdan katıya dönüşme işlemi Sertleşme, genellikle ısı ve/veya bir katalizör ile gerçekleştirilir Eğer ısı kullanılmışsa, sıcaklıklar göreceli olarak düşüktür Sertleşme zaman alır - imalatta bir zayıflık Yapışma işlemini gerçekleştirmek için bazen parçalar arasında basınç uygulanır
77 77 Yapıştırıcı Türleri Doğal yapıştırıcılar reçine, nişasta, şeker, soya tuzu, kola gibi doğal kaynaklardan elde edilirler Düşük-gerilmeli uygulamalar: mukavva kartonları, döşeme, kitap ciltleri; veya geniş yüzeyler: kontrplak İnorganik esas olarak sodyum silikat ve magnezyum oksiklorür e dayanır Düşük maliyetli, düşük dayanımlı Sentetik (yapay) yapıştırıcılar değişik termoplastik ve termoset polimerler
78 78 Sentetik (Yapay) Yapıştırıcılar İmalatta en önemli kategori Sentetik yapıştırıcılar, değişik mekanizmalarla sertleşirler: Uygulamadan önce polimeri katalizör ve reaktif katkılarla karıştırma Kimyasal reaksiyonu başlatmak için ısıtma Ultraviyole ışık gibi, radyasyonla sertleştirme Sıvı veya pastadan suyu buharlaştırarak sertleştirme Yapışanlardan birinin yüzeyine film veya basınca duyarlı kaplama olarak uygulama
79 79 Yüzey Hazırlama Yapıştırma işleminin başarılı olması için, yüzeyler son derece temiz olmalıdır Yapışma dayanımı, yapıştırıcı ile yapışan arasındaki adhezyonun derecesine, bu ise yüzeyin temizliğine bağlıdır Metallerde, temizleme için genellikle çözücüyle silme ve kum püskürterek yüzeyin aşındırılması adhezyonu arttırır Metal dışı parçalarda, genellikle bazı tür çözücüler kullanılır ve yüzeyler, pürüzlülüğü arttırmak için taşlanır veya kimyasal olarak dağlanır
80 80 Bağlantının Dayanımı Aşağıdakilerin dayanımına bağlıdır: Yapıştırıcı Yapıştırıcı ile yapışanlar arasındaki bağlantı Bağlantının dayanımı birkaç mekanizma içerir: Kimyasal bağ oluşumu yapıştırıcı ve yapışan, sertleşmeden sonra bir primer kimyasal bağ oluşturur Fiziksel etkileşimler karşılıklı yüzeylerin atomları arasında sekonder kuvvetler Mekanik kilitlenme Yapışanın pürüzlülüğü, sertleşen yapıştırıcının, mikroskopik yüzey pürüzlerinde sıkışmasına ve kilitlenmesine neden olur
81 81 Bağlantı Tasarımı Yapıştırma bağlantıları, kaynaklı, sert veya yumuşak lehimli bağlantılar kadar güçlü değildir Bağlantı temas alanı en büyük değerine çıkarılmalıdır Yapıştırma bağlantıları en çok kayma ve çekme de güçlüdür. Bağlantılar, uygulanan gerilmelerin bu tür olacağı şekilde tasarlanmalıdır Yapıştırma bağlantıları, en çok ayrılma ve sıyrılmaya karşı zayıftır. Bağlantılar, bu tür gerilmelerden kaçınacak şekilde tasarlanmalıdır

82 Şekil Yapıştırma bağlantılarında gerilme türleri: 82

83 Yapıştırma bağlantılı köşe ve açılı birleşim tasarımları 83
 perçinli (veya cıvatalı) ve yapıştırılmış bağlantı; (c) şekillendirilmiş ve yapıştırılmış")
84 84 Nokta kaynak çekirdeği Perçin Yapıştırıcı Yapıştırmanın, diğer birleştirme yöntemleriyle kombinasyonu: (a) kaynak-yapıştırma nokta kaynaklı ve yapıştırılmış bağlantı; (b) perçinli (veya cıvatalı) ve yapıştırılmış bağlantı; (c) şekillendirilmiş ve yapıştırılmış bağlantı
85 85 Yapıştırıcıların Uygulamaları Otomotiv, uçak, yapı ürünleri, gemi yapımı Paketleme endüstrisi Ayakkabı Döşeme Kitap ciltleme Elektrik ve elektronik
86 86
87 Bir Otomobil Gövdesindeki Yapıştırma Bağlantıları 87
88 Otomobil Ön Camının Otomatik Yapıştırılması 88
89 89 Uçak Kanadında Yapıştırma Döşemecilikte Yapıştırma
90 90
91 Civata Emniyeti 91
92 92 Uygulama Yöntemleri Elle fırçalama veya rulolama İpek kaplama Elle çalıştırılan dağıtıcı kullanarak yüzdürme Püskürtme Otomatik aplikatörler Rulo kaplama

93 93 Rulo Kaplama Kağıt, kumaş veya esnek polimer gibi ince ve esnek bir malzemenin üzerine yapıştırıcının rulo ile kaplanması
SERT LEHİMLEME, YUMUŞAK LEHİMLEME VE YAPIŞTIRMA. Yapıştırmaya Genel Bakış. Sert Lehimleme. Sert Lehimleme Yumuşak Lehimleme Yapıştırma
 SERT LEHİMLEME, YUMUŞAK LEHİMLEME VE YAPIŞTIRMA Sert Lehimleme Yumuşak Lehimleme Yapıştırma Sert ve Yumuşak Lehimlemeye Genel Bakış Her ikisi de metal parçaları kalıcı olarak birleştirmek için ilave metaller
SERT LEHİMLEME, YUMUŞAK LEHİMLEME VE YAPIŞTIRMA Sert Lehimleme Yumuşak Lehimleme Yapıştırma Sert ve Yumuşak Lehimlemeye Genel Bakış Her ikisi de metal parçaları kalıcı olarak birleştirmek için ilave metaller
Diğer Kaynak ve Kaynakla İlgili Yöntemler. MAK 353 İmal Usulleri Kaynak Teknolojisi 2. Bölüm. Katı Hal Kaynağı. Katı Hal Kaynak Yöntemleri
 Diğer Kaynak ve Kaynakla İlgili Yöntemler MAK 353 İmal Usulleri Kaynak Teknolojisi 2. Bölüm Prof.Dr.Murat VURAL İTÜ Makina Fakültesi http://www.akademi.itu.edu.tr/vuralmu vuralmu@itu.edu.tr Ark, direnç
Diğer Kaynak ve Kaynakla İlgili Yöntemler MAK 353 İmal Usulleri Kaynak Teknolojisi 2. Bölüm Prof.Dr.Murat VURAL İTÜ Makina Fakültesi http://www.akademi.itu.edu.tr/vuralmu vuralmu@itu.edu.tr Ark, direnç
Diğer Kaynak ve Kaynakla İlgili Yöntemler
 1 Diğer Kaynak ve Kaynakla İlgili Yöntemler Ark, direnç veya oksi-yanıcı gaz kaynağı olarak sınıflandırılamayan eritme kaynak yöntemleri Eritme için ısıyı üretecek farklı teknolojiler kullanır Uygulamaları
1 Diğer Kaynak ve Kaynakla İlgili Yöntemler Ark, direnç veya oksi-yanıcı gaz kaynağı olarak sınıflandırılamayan eritme kaynak yöntemleri Eritme için ısıyı üretecek farklı teknolojiler kullanır Uygulamaları
KAYNAKLI BİRLEŞTİRME
 KAYNAKLI BİRLEŞTİRME Döküm parçaların üretimi tekniklerinde ilerlemelere rağmen istenen tasarım özelliklerini karşılayamadığı görülmektedir. Yapının gevrek ve dövme parçalarla karşılaştırıldığında mukavemetinin
KAYNAKLI BİRLEŞTİRME Döküm parçaların üretimi tekniklerinde ilerlemelere rağmen istenen tasarım özelliklerini karşılayamadığı görülmektedir. Yapının gevrek ve dövme parçalarla karşılaştırıldığında mukavemetinin
Elektron ışını ile şekil verme. Prof. Dr. Akgün ALSARAN
 Elektron ışını ile şekil verme Prof. Dr. Akgün ALSARAN Elektron ışını Elektron ışını, bir ışın kaynağından yaklaşık aynı hızla aynı doğrultuda hareket eden elektronların akımıdır. Yüksek vakum içinde katod
Elektron ışını ile şekil verme Prof. Dr. Akgün ALSARAN Elektron ışını Elektron ışını, bir ışın kaynağından yaklaşık aynı hızla aynı doğrultuda hareket eden elektronların akımıdır. Yüksek vakum içinde katod
MAK-205 Üretim Yöntemleri I. (6.Hafta) Kubilay Aslantaş
 Kubilay Aslantaş") MAK-205 Üretim Yöntemleri I Gazaltı Kaynağı ğı, Tozaltı Kaynağı Direnç Kaynağı (6.Hafta) Kubilay Aslantaş Gazaltı Ark Kaynağı Kaynak bölgesinin bir koruyucu gaz yardımıyla korunduğu kaynak yöntemler gurubudur.
MAK-205 Üretim Yöntemleri I Gazaltı Kaynağı ğı, Tozaltı Kaynağı Direnç Kaynağı (6.Hafta) Kubilay Aslantaş Gazaltı Ark Kaynağı Kaynak bölgesinin bir koruyucu gaz yardımıyla korunduğu kaynak yöntemler gurubudur.
Prof. Dr. HÜSEYİN UZUN KAYNAK KABİLİYETİ
 KAYNAK KABİLİYETİ Günümüz kaynak teknolojisinin kaydettiği inanılmaz gelişmeler sayesinde pek çok malzemenin birleştirilmesi artık mümkün hale gelmiştir. *Demir esaslı metalik malzemeler *Demirdışı metalik
KAYNAK KABİLİYETİ Günümüz kaynak teknolojisinin kaydettiği inanılmaz gelişmeler sayesinde pek çok malzemenin birleştirilmesi artık mümkün hale gelmiştir. *Demir esaslı metalik malzemeler *Demirdışı metalik
Elektrik ark kaynağı.
 Kaynak yöntemleri Endüstride kullanılan kaynak yöntemleri çeşitlidir. Ancak bunların bazı ortak özellikleri vardır. Kiminde elektrik akımı ile kaynaklama yapılırken, kiminde bir takım gazlar kullanılarak
Kaynak yöntemleri Endüstride kullanılan kaynak yöntemleri çeşitlidir. Ancak bunların bazı ortak özellikleri vardır. Kiminde elektrik akımı ile kaynaklama yapılırken, kiminde bir takım gazlar kullanılarak
GAZ ALTI KAYNAK YÖNTEMİ MIG/MAG
 GENEL KAVRAMLAR Metalleri, birbirleri ile çözülemez biçimde birleştirme yöntemlerinden biri kaynaklı birleştirmedir. Kaynak yöntemiyle üretilmiş çelik parçalar, döküm ve dövme yöntemiyle üretilen parçalardan
GENEL KAVRAMLAR Metalleri, birbirleri ile çözülemez biçimde birleştirme yöntemlerinden biri kaynaklı birleştirmedir. Kaynak yöntemiyle üretilmiş çelik parçalar, döküm ve dövme yöntemiyle üretilen parçalardan
Sentes-BIR Hakkında. Sentes-BIR metallerin birleştirmeleri ve kaplamaları konusunda çözümler üreten malzeme teknolojileri firmasıdır.
 Sentes-BIR Hakkında Sentes-BIR metallerin birleştirmeleri ve kaplamaları konusunda çözümler üreten malzeme teknolojileri firmasıdır. Çalışan sayısı 80 İhracat > %50 Üretim Programı Sert Lehimleme Alaşımları
Sentes-BIR Hakkında Sentes-BIR metallerin birleştirmeleri ve kaplamaları konusunda çözümler üreten malzeme teknolojileri firmasıdır. Çalışan sayısı 80 İhracat > %50 Üretim Programı Sert Lehimleme Alaşımları
Kaynak nedir? Aynı veya benzer alaşımlı maddelerin ısı tesiri altında birleştirilmelerine Kaynak adı verilir.
 1 Kaynak nedir? Aynı veya benzer alaşımlı maddelerin ısı tesiri altında birleştirilmelerine Kaynak adı verilir. 2 Neden Kaynaklı Birleşim? Kaynakla, ilave bağlayıcı elemanlara gerek olmadan birleşimler
1 Kaynak nedir? Aynı veya benzer alaşımlı maddelerin ısı tesiri altında birleştirilmelerine Kaynak adı verilir. 2 Neden Kaynaklı Birleşim? Kaynakla, ilave bağlayıcı elemanlara gerek olmadan birleşimler
MAKİNE VE TEÇHİZAT İŞLERİNDE İSG
 MAKİNE VE TEÇHİZAT İŞLERİNDE İSG 10.HAFTA Hazırlayan: Öğr. Gör. Tuğberk ÖNAL MALATYA 2017 KAYNAKLA BİRLEŞTİRME YÖNTEMLERİ Bilindiği gibi bütün kaynaklı birleştirmelerde bir ısıya ihtiyaç vardır ve bu ısı
MAKİNE VE TEÇHİZAT İŞLERİNDE İSG 10.HAFTA Hazırlayan: Öğr. Gör. Tuğberk ÖNAL MALATYA 2017 KAYNAKLA BİRLEŞTİRME YÖNTEMLERİ Bilindiği gibi bütün kaynaklı birleştirmelerde bir ısıya ihtiyaç vardır ve bu ısı
PÜSKÜRTME ŞEKİLLENDİRME (SPRAY FORMING / SPRAY DEPOSITION)
") PÜSKÜRTME ŞEKİLLENDİRME (SPRAY FORMING / SPRAY DEPOSITION) Püskürtme şekillendirme (PŞ) yöntemi ilk olarak Osprey Ltd. şirketi tarafından 1960 lı yıllarda geliştirilmiştir. Günümüzde püskürtme şekillendirme
PÜSKÜRTME ŞEKİLLENDİRME (SPRAY FORMING / SPRAY DEPOSITION) Püskürtme şekillendirme (PŞ) yöntemi ilk olarak Osprey Ltd. şirketi tarafından 1960 lı yıllarda geliştirilmiştir. Günümüzde püskürtme şekillendirme
IML 212 İMAL USULLERİ
 IML 212 İMAL USULLERİ Doç.Dr. Murat Vural vuralmu@itu.edu.tr http://www.akademi.itu.edu.tr/vuralmu KAYNAK TEKNOLOJİSİNİN ESASLARI Kaynak Teknolojisine Genel Bakış Kaynaklı Bağlantı Kaynak Fiziği Bir Eritme
IML 212 İMAL USULLERİ Doç.Dr. Murat Vural vuralmu@itu.edu.tr http://www.akademi.itu.edu.tr/vuralmu KAYNAK TEKNOLOJİSİNİN ESASLARI Kaynak Teknolojisine Genel Bakış Kaynaklı Bağlantı Kaynak Fiziği Bir Eritme
Makine Elemanları. Sökülemeyen Bağlantı Elemanları
 Makine Elemanları Sökülemeyen Bağlantı Elemanları Perçin En az iki parçayı sökülemeyecek şekilde birleştirmek için kullanılan bir ucu hazır diğer ucu ise birleştirme sırasında oluşturulan makine elamanlarına
Makine Elemanları Sökülemeyen Bağlantı Elemanları Perçin En az iki parçayı sökülemeyecek şekilde birleştirmek için kullanılan bir ucu hazır diğer ucu ise birleştirme sırasında oluşturulan makine elamanlarına
Fabrika İmalat Teknikleri
 Fabrika İmalat Teknikleri İmalat Yöntemleri İmalat teknolojisinin temel amacı tasarlanan ürünlerin en düşük maliyetle, en iyi kalitede ve en verimli yöntemle elde edilmesidir. Üretilecek parçaların geometrisi,
Fabrika İmalat Teknikleri İmalat Yöntemleri İmalat teknolojisinin temel amacı tasarlanan ürünlerin en düşük maliyetle, en iyi kalitede ve en verimli yöntemle elde edilmesidir. Üretilecek parçaların geometrisi,
ÇELİK YAPILARDA BİRLEŞİM ARAÇLARI
 ÇELİK YAPILARDA BİRLEŞİM ARAÇLARI Çelik yapılarda kullanılan birleşim araçları; 1. Bulon ( cıvata) 2. Kaynak 3. Perçin Öğr. Gör. Mustafa EFİLOĞLU 1 KAYNAKLAR Aynı yada benzer alaşımlı metallerin yüksek
ÇELİK YAPILARDA BİRLEŞİM ARAÇLARI Çelik yapılarda kullanılan birleşim araçları; 1. Bulon ( cıvata) 2. Kaynak 3. Perçin Öğr. Gör. Mustafa EFİLOĞLU 1 KAYNAKLAR Aynı yada benzer alaşımlı metallerin yüksek
MAK 351 - İmal Usulleri Kaynak ve Birleştirme Teknolojisi. Birleştirmenin esasları. Kaynak Yöntemlerinin İki Temel Kategorisi
 MAK 351 - İmal Usulleri Kaynak ve Birleştirme Teknolojisi Birleştirmenin Esasları Doç.Dr. Murat VURAL vuralmu@itu.edu.tr Ders Kitabı: Materials and Processes in Manufacturing Degarmo, Black, Kohser, 9.Edition
MAK 351 - İmal Usulleri Kaynak ve Birleştirme Teknolojisi Birleştirmenin Esasları Doç.Dr. Murat VURAL vuralmu@itu.edu.tr Ders Kitabı: Materials and Processes in Manufacturing Degarmo, Black, Kohser, 9.Edition
DOĞAL KURŞUN METALİK KURŞUN PLAKALAR
 KURŞUN ve ALAŞIMLARI DOĞAL KURŞUN METALİK KURŞUN PLAKALAR 1 KURŞUN ve ALAŞIMLARI Romalılar kurşun boruları banyolarda kullanmıştır. 2 KURŞUN ve ALAŞIMLARI Kurşuna oda sıcaklığında bile çok düşük bir gerilim
KURŞUN ve ALAŞIMLARI DOĞAL KURŞUN METALİK KURŞUN PLAKALAR 1 KURŞUN ve ALAŞIMLARI Romalılar kurşun boruları banyolarda kullanmıştır. 2 KURŞUN ve ALAŞIMLARI Kurşuna oda sıcaklığında bile çok düşük bir gerilim
PLASTİK ŞEKİL VERMENİN ESASLARI EÜT 231 ÜRETİM YÖNTEMLERİ. Metal Şekillendirmede Gerilmeler. Plastik Şekil Verme
 PLASTİK ŞEKİL VERMENİN ESASLARI EÜT 231 ÜRETİM YÖNTEMLERİ Doç.Dr. Murat VURAL İTÜ Makina Fakültesi 1 1. Plastik Şekil Vermeye Genel Bakış 2. Plastik Şekil Vermede Malzeme Davranışı 3. Plastik Şekil Vermede
PLASTİK ŞEKİL VERMENİN ESASLARI EÜT 231 ÜRETİM YÖNTEMLERİ Doç.Dr. Murat VURAL İTÜ Makina Fakültesi 1 1. Plastik Şekil Vermeye Genel Bakış 2. Plastik Şekil Vermede Malzeme Davranışı 3. Plastik Şekil Vermede
PLASTİK MALZEMELERİN İŞLENME TEKNİKLERİ
 PLASTİK MALZEMELERİN İŞLENME TEKNİKLERİ HADDELEME (Calendering) İLE İŞLEME TEKNİĞİ HADDELEMEYE(Calendering) GİRİŞ Bu yöntem genellikle termoplastiklere ve de özellikle ısıya karşı dayanıklılığı düşük olan
PLASTİK MALZEMELERİN İŞLENME TEKNİKLERİ HADDELEME (Calendering) İLE İŞLEME TEKNİĞİ HADDELEMEYE(Calendering) GİRİŞ Bu yöntem genellikle termoplastiklere ve de özellikle ısıya karşı dayanıklılığı düşük olan
2.2 KAYNAKLI BİRLEŞİMLER
 2.2 KAYNAKLI BİRLEŞİMLER Aynı veya benzer alaşımlı metal parçaların ısı etkisi altında birleştirilmesine kaynak denir. Kaynaklama işlemi sırasında uygulanan teknik bakımından çeşitli kaynaklama yöntemleri
2.2 KAYNAKLI BİRLEŞİMLER Aynı veya benzer alaşımlı metal parçaların ısı etkisi altında birleştirilmesine kaynak denir. Kaynaklama işlemi sırasında uygulanan teknik bakımından çeşitli kaynaklama yöntemleri
Malzeme İşleme Yöntemleri
 BÖLÜM-9 MALZEMELERİN İŞLENMESİ (Talaşlı ve Diğer İmalat Yöntemleri) Prof. Dr. Yusuf ÖZÇATALBAŞ Malzeme İşleme Yöntemleri 1 KALIP YAPIM TEKNİKLERİ VE MALZEMELERİN TALAŞLI İŞLENMESİ Geleneksel Talaşlı İşleme
BÖLÜM-9 MALZEMELERİN İŞLENMESİ (Talaşlı ve Diğer İmalat Yöntemleri) Prof. Dr. Yusuf ÖZÇATALBAŞ Malzeme İşleme Yöntemleri 1 KALIP YAPIM TEKNİKLERİ VE MALZEMELERİN TALAŞLI İŞLENMESİ Geleneksel Talaşlı İşleme
METAL MATRİSLİ KOMPOZİT MALZEMELER
 Prof.Dr.Ahmet Aran - İ.T.Ü. Makina Fakültesi METAL MATRİSLİ KOMPOZİT MALZEMELER METAL MATRİSLİ KOMPOZİTLER KARMA MALZEMELER METAL MATRİSLİ KARMA MALZEMELER MMK ÜRETİM YÖNTEMLERİ UYGULAMA ÖRNEKLERİ Metal,
Prof.Dr.Ahmet Aran - İ.T.Ü. Makina Fakültesi METAL MATRİSLİ KOMPOZİT MALZEMELER METAL MATRİSLİ KOMPOZİTLER KARMA MALZEMELER METAL MATRİSLİ KARMA MALZEMELER MMK ÜRETİM YÖNTEMLERİ UYGULAMA ÖRNEKLERİ Metal,
27.10.2011. Plastik Şekil Verme MAK351 İMAL USULLERİ. Metal Şekillendirmede Gerilmeler PLASTİK ŞEKİL VERMENİN ESASLARI
 Plastik Şekil Verme MAK351 İMAL USULLERİ Doç.Dr. Turgut GÜLMEZ İTÜ Makina Fakültesi Metal parçaların şeklinin değiştirilmesi için plastik deformasyonun kullanıldığı büyük imalat yöntemleri grubu Genellikle
Plastik Şekil Verme MAK351 İMAL USULLERİ Doç.Dr. Turgut GÜLMEZ İTÜ Makina Fakültesi Metal parçaların şeklinin değiştirilmesi için plastik deformasyonun kullanıldığı büyük imalat yöntemleri grubu Genellikle
PLASTİK ŞEKİLLENDİRME YÖNTEMLERİ
 PLASTİK ŞEKİLLENDİRME YÖNTEMLERİ Metalik malzemelerin geriye dönüşü olmayacak şekilde kontrollü fiziksel/kütlesel deformasyona (plastik deformasyon) uğratılarak şekillendirilmesi işlemlerine genel olarak
PLASTİK ŞEKİLLENDİRME YÖNTEMLERİ Metalik malzemelerin geriye dönüşü olmayacak şekilde kontrollü fiziksel/kütlesel deformasyona (plastik deformasyon) uğratılarak şekillendirilmesi işlemlerine genel olarak
GAZALTI TIG KAYNAĞI A. GİRİŞ
 A. GİRİŞ Soy gaz koruması altında ergimeyen tungsten elektrot ile yapılan ark kaynak yöntemi ( TIG veya GTAW olarak adlandırılır ) kaynak için gerekli ergime ısısının ana malzeme ile ergimeyen elektrot
A. GİRİŞ Soy gaz koruması altında ergimeyen tungsten elektrot ile yapılan ark kaynak yöntemi ( TIG veya GTAW olarak adlandırılır ) kaynak için gerekli ergime ısısının ana malzeme ile ergimeyen elektrot
UZAKTAN EĞİTİM KURSU RAPORU
 Amaç Bu rapor, GSI SLVTR tarafından kısmen uzaktan eğitim şeklinde verilen programların nasıl ve ne kapsamda uygulandığını anlatmaktadır. 1. Kapsam Bu rapor aşağıda sıralanan ve içeriği Uluslararası Kaynak
Amaç Bu rapor, GSI SLVTR tarafından kısmen uzaktan eğitim şeklinde verilen programların nasıl ve ne kapsamda uygulandığını anlatmaktadır. 1. Kapsam Bu rapor aşağıda sıralanan ve içeriği Uluslararası Kaynak
Konu: Yüksek Hassasiyetli Yağ Keçelerinin Takviye Bilezik Kalıplarının Üretiminde Kullanılan Takım Çelikleri ve Üretim Prosesleri
 Nurettin ÇALLI Fen Bilimleri Ens. Öğrenci No: 503812162 MAD 614 Madencilikte Özel Konular I Dersi Veren: Prof. Dr. Orhan KURAL İTÜ Maden Fakültesi Konu: Yüksek Hassasiyetli Yağ Keçelerinin Takviye Bilezik
Nurettin ÇALLI Fen Bilimleri Ens. Öğrenci No: 503812162 MAD 614 Madencilikte Özel Konular I Dersi Veren: Prof. Dr. Orhan KURAL İTÜ Maden Fakültesi Konu: Yüksek Hassasiyetli Yağ Keçelerinin Takviye Bilezik
DÖKÜM TEKNOLOJİSİ. Döküm:Önceden hazırlanmış kalıpların içerisine metal ve alaşımların ergitilerek dökülmesi ve katılaştırılması işlemidir.
 DÖKÜM TEKNOLOJİSİ Döküm:Önceden hazırlanmış kalıpların içerisine metal ve alaşımların ergitilerek dökülmesi ve katılaştırılması işlemidir. DÖKÜM YÖNTEMİNİN ÜSTÜNLÜKLERİ Genelde tüm alaşımların dökümü yapılabilmektedir.
DÖKÜM TEKNOLOJİSİ Döküm:Önceden hazırlanmış kalıpların içerisine metal ve alaşımların ergitilerek dökülmesi ve katılaştırılması işlemidir. DÖKÜM YÖNTEMİNİN ÜSTÜNLÜKLERİ Genelde tüm alaşımların dökümü yapılabilmektedir.
Elektrik Arkı Nedir? Ark Kaynağı (Arc Welding=AW)
") KAYNAK YÖNTEMLERİ Ark Kaynağı Direnç Kaynağı Oksi-Yanıcı Gaz Kaynağı Diğer Eritme Kaynak Yöntemleri Katı Hal Kaynağı Kaynak Kalitesi Kaynak Kabiliyeti Kaynaklı İmalatta Tasarım Kaynak Yöntemlerinin İki
KAYNAK YÖNTEMLERİ Ark Kaynağı Direnç Kaynağı Oksi-Yanıcı Gaz Kaynağı Diğer Eritme Kaynak Yöntemleri Katı Hal Kaynağı Kaynak Kalitesi Kaynak Kabiliyeti Kaynaklı İmalatta Tasarım Kaynak Yöntemlerinin İki
formülü zamanı da içerdiği zaman alttaki gibi değişecektir.
 Günümüz endüstrisinde en yaygın kullanılan Direnç Kaynak Yöntemi en eski elektrik kaynak yöntemlerinden biridir. Yöntem elektrik akımının kaynak edilecek parçalar üzerinden geçmesidir. Elektrik akımına
Günümüz endüstrisinde en yaygın kullanılan Direnç Kaynak Yöntemi en eski elektrik kaynak yöntemlerinden biridir. Yöntem elektrik akımının kaynak edilecek parçalar üzerinden geçmesidir. Elektrik akımına
ATOM HAREKETLERİ ve ATOMSAL YAYINIM
 ATOM HAREKETLERİ ve ATOMSAL YAYINIM 1. Giriş Malzemelerde üretim ve uygulama sırasında görülen katılaşma, çökelme, yeniden kristalleşme, tane büyümesi gibi olaylar ile kaynak, lehim, sementasyon gibi işlemler
ATOM HAREKETLERİ ve ATOMSAL YAYINIM 1. Giriş Malzemelerde üretim ve uygulama sırasında görülen katılaşma, çökelme, yeniden kristalleşme, tane büyümesi gibi olaylar ile kaynak, lehim, sementasyon gibi işlemler
BÖLÜM 3 DİFÜZYON (YAYINIM)
") BÖLÜM 3 DİFÜZYON (YAYINIM) 1 Mürekkebin suda yayılması veya kolonyanın havada yayılması difüzyona örnektir. En hızlı difüzyon gazlarda görülür. Katılarda atom hareketleri daha yavaş olduğu için katılarda
BÖLÜM 3 DİFÜZYON (YAYINIM) 1 Mürekkebin suda yayılması veya kolonyanın havada yayılması difüzyona örnektir. En hızlı difüzyon gazlarda görülür. Katılarda atom hareketleri daha yavaş olduğu için katılarda
MAKİNE ELEMANLARI DERS SLAYTLARI
 MAKİNE ELEMANLARI DERS SLAYTLARI PERÇİN VE YAPIŞTIRICI BAĞLANTILARI P r o f. D r. İ r f a n K A Y M A Z P r o f. D r. A k g ü n A L S A R A N A r ş. G ör. İ l y a s H A C I S A L İ HOĞ LU Perçin; iki veya
MAKİNE ELEMANLARI DERS SLAYTLARI PERÇİN VE YAPIŞTIRICI BAĞLANTILARI P r o f. D r. İ r f a n K A Y M A Z P r o f. D r. A k g ü n A L S A R A N A r ş. G ör. İ l y a s H A C I S A L İ HOĞ LU Perçin; iki veya
SinterlenmişKarbürler. Co bağlayıcı ~ Mpa Sertlikliğini 1100 ⁰C ye kadar muhafaza eder Kesme hızları hız çeliklerine nazaran 5 kat fazladır.
 SinterlenmişKarbürler Co bağlayıcı ~ Mpa Sertlikliğini 1100 ⁰C ye kadar muhafaza eder Kesme hızları hız çeliklerine nazaran 5 kat fazladır. Seramikler 3 Katogoride Toplanır: 1) Alumina (Al2O3) 2) Alumina
SinterlenmişKarbürler Co bağlayıcı ~ Mpa Sertlikliğini 1100 ⁰C ye kadar muhafaza eder Kesme hızları hız çeliklerine nazaran 5 kat fazladır. Seramikler 3 Katogoride Toplanır: 1) Alumina (Al2O3) 2) Alumina
YTÜMAKiNE * A305teyim.com
 YTÜMAKiNE * A305teyim.com KONU: Kalın Sacların Kaynağı BİRLEŞTİRME YÖNTEMLERİ ÖDEVİ Kaynak Tanımı : Aynı veya benzer cinsten iki malzemeyi ısı, basınç veya her ikisini birden kullanarak, ilave bir malzeme
YTÜMAKiNE * A305teyim.com KONU: Kalın Sacların Kaynağı BİRLEŞTİRME YÖNTEMLERİ ÖDEVİ Kaynak Tanımı : Aynı veya benzer cinsten iki malzemeyi ısı, basınç veya her ikisini birden kullanarak, ilave bir malzeme
Ön Söz vii Kitabın Türkçe Çevirisine Ön Söz Çevirenin Ön Sözü 1 Sinterleme Bilimine Giriş 2 Sinterleme Ölçüm Teknikleri xiii
 Ön Söz vii Kitabın Türkçe Çevirisine Ön Söz ix Çevirenin Ön Sözü xi 1 Sinterleme Bilimine Giriş 1 Genel bakış / 1 Sinterleme tarihçesi / 3 Sinterleme işlemleri / 4 Tanımlar ve isimlendirme / 8 Sinterleme
Ön Söz vii Kitabın Türkçe Çevirisine Ön Söz ix Çevirenin Ön Sözü xi 1 Sinterleme Bilimine Giriş 1 Genel bakış / 1 Sinterleme tarihçesi / 3 Sinterleme işlemleri / 4 Tanımlar ve isimlendirme / 8 Sinterleme
ME220T Tasarım ve İmalat
 KAYNAK YÖNTEMLERİ Groover, Fundamentals of Modern Manufacturing, Bölüm 31 ME220T Tasarım ve İmalat 17. Kaynakla Birleştirme Yöntemleri Mehmet DEMİRKOL 1. Ark Kaynağı 2. Direnç Kaynağı 3. Oksi-Yanıcı Gaz
KAYNAK YÖNTEMLERİ Groover, Fundamentals of Modern Manufacturing, Bölüm 31 ME220T Tasarım ve İmalat 17. Kaynakla Birleştirme Yöntemleri Mehmet DEMİRKOL 1. Ark Kaynağı 2. Direnç Kaynağı 3. Oksi-Yanıcı Gaz
İNŞAAT MALZEME BİLGİSİ
 İNŞAAT MALZEME BİLGİSİ Prof. Dr. Metin OLGUN Ankara Üniversitesi Ziraat Fakültesi Tarımsal Yapılar ve Sulama Bölümü HAFTA KONU 1 Giriş, yapı malzemelerinin önemi 2 Yapı malzemelerinin genel özellikleri,
İNŞAAT MALZEME BİLGİSİ Prof. Dr. Metin OLGUN Ankara Üniversitesi Ziraat Fakültesi Tarımsal Yapılar ve Sulama Bölümü HAFTA KONU 1 Giriş, yapı malzemelerinin önemi 2 Yapı malzemelerinin genel özellikleri,
3. 3 Kaynaklı Birleşimler
 3. 3 Kaynaklı Birleşimler Aynı ya da benzer alaşımlı metallerin ısı etkisi yardımıyla birleştirilmesine kaynak denir. Lehimleme ile karıştırılmamalıdır. Kaynakla birleştirmenin bazı türlerinde, benzer
3. 3 Kaynaklı Birleşimler Aynı ya da benzer alaşımlı metallerin ısı etkisi yardımıyla birleştirilmesine kaynak denir. Lehimleme ile karıştırılmamalıdır. Kaynakla birleştirmenin bazı türlerinde, benzer
ALIŞILMAMIŞ ÜRETİM YÖNTEMLERİ. Prof. Dr. Akgün ALSARAN
 ALIŞILMAMIŞ ÜRETİM YÖNTEMLERİ Prof. Dr. Akgün ALSARAN Değerlendirme Oda numaram E-posta adresi : 333 (Mühendislik Fakültesi) : aalsaran@atauni.edu.tr Ders notlarını pdf halinde alabilirsiniz. 2-3 ödev
ALIŞILMAMIŞ ÜRETİM YÖNTEMLERİ Prof. Dr. Akgün ALSARAN Değerlendirme Oda numaram E-posta adresi : 333 (Mühendislik Fakültesi) : aalsaran@atauni.edu.tr Ders notlarını pdf halinde alabilirsiniz. 2-3 ödev
PLASTİK ŞEKİL VERME (PŞV) Plastik Şekil Vermenin Temelleri: Başlangıç iş parçasının şekline bağlı olarak PŞV iki gruba ayrılır.
 Plastik Şekil Vermenin Temelleri: Başlangıç iş parçasının şekline bağlı olarak PŞV iki gruba ayrılır.") PLASTİK ŞEKİL VERME (PŞV) Metallerin katı halde kalıp olarak adlandırılan takımlar yardımıyla akma dayanımlarını aşan gerilmelere maruz bırakılarak plastik deformasyonla şeklinin kalıcı olarak değiştirilmesidir
PLASTİK ŞEKİL VERME (PŞV) Metallerin katı halde kalıp olarak adlandırılan takımlar yardımıyla akma dayanımlarını aşan gerilmelere maruz bırakılarak plastik deformasyonla şeklinin kalıcı olarak değiştirilmesidir
DÖVME (Forging) Dövme (cold forging parts)
 Dövme (cold forging parts)") DÖVME (Forging) Dövmenin tarihi 4000 yıl veya daha fazlasına dayanmaktadır. Cıvatalar, perçinler, çubuklar, türbin milleri, paralar, madalyalar, dişliler, el aletleri, hava taşıtı parçaları dövme yolu
DÖVME (Forging) Dövmenin tarihi 4000 yıl veya daha fazlasına dayanmaktadır. Cıvatalar, perçinler, çubuklar, türbin milleri, paralar, madalyalar, dişliler, el aletleri, hava taşıtı parçaları dövme yolu
2/13/2018 MALZEMELERİN GRUPLANDIRILMASI
 a) Kullanış yeri ve amacına göre gruplandırma: 1) Taşıyıcı malzemeler: İnşaat mühendisliğinde kullanılan taşıyıcı malzemeler, genellikle betonarme, çelik, ahşap ve zemindir. Beton, çelik ve ahşap malzemeler
a) Kullanış yeri ve amacına göre gruplandırma: 1) Taşıyıcı malzemeler: İnşaat mühendisliğinde kullanılan taşıyıcı malzemeler, genellikle betonarme, çelik, ahşap ve zemindir. Beton, çelik ve ahşap malzemeler
TOKLUK VE KIRILMA. Doç.Dr.Salim ŞAHĠN
 TOKLUK VE KIRILMA Doç.Dr.Salim ŞAHĠN TOKLUK Tokluk bir malzemenin kırılmadan önce sönümlediği enerjinin bir ölçüsüdür. Bir malzemenin kırılmadan bir darbeye dayanması yeteneği söz konusu olduğunda önem
TOKLUK VE KIRILMA Doç.Dr.Salim ŞAHĠN TOKLUK Tokluk bir malzemenin kırılmadan önce sönümlediği enerjinin bir ölçüsüdür. Bir malzemenin kırılmadan bir darbeye dayanması yeteneği söz konusu olduğunda önem
MALZEME SEÇİMİNİN ÖNEMİ VE MÜHENDİSLİK MALZEMELERİ. Doç.Dr. Salim ŞAHİN
 MALZEME SEÇİMİNİN ÖNEMİ VE MÜHENDİSLİK MALZEMELERİ Doç.Dr. Salim ŞAHİN MALZEME SEÇİMİNİN ÖNEMİ Günümüzde 70.000 demir esaslı malzeme (özellikle çelik) olmak üzere 100.000 den fazla kullanılan geniş bir
MALZEME SEÇİMİNİN ÖNEMİ VE MÜHENDİSLİK MALZEMELERİ Doç.Dr. Salim ŞAHİN MALZEME SEÇİMİNİN ÖNEMİ Günümüzde 70.000 demir esaslı malzeme (özellikle çelik) olmak üzere 100.000 den fazla kullanılan geniş bir
3.KABARTILI DİRENÇ KAYNAĞI. 05.05.2015 Dr.Salim ASLANLAR 1
 3.KABARTILI DİRENÇ KAYNAĞI 05.05.2015 Dr.Salim ASLANLAR 1 KABARTILI DİRENÇ KAYNAĞI Kabartılı direnç kaynağı, seri imalat için ekonomik bir birleştirme yöntemidir. Uygulamadan yararlanılarak, çoğunlukla
3.KABARTILI DİRENÇ KAYNAĞI 05.05.2015 Dr.Salim ASLANLAR 1 KABARTILI DİRENÇ KAYNAĞI Kabartılı direnç kaynağı, seri imalat için ekonomik bir birleştirme yöntemidir. Uygulamadan yararlanılarak, çoğunlukla
METALİK MALZEMELERİN GENEL KARAKTERİSTİKLERİ BAHAR 2010
 METALİK MALZEMELERİN GENEL KARAKTERİSTİKLERİ BAHAR 2010 WEBSİTE www2.aku.edu.tr/~hitit Dersler İÇERİK Metalik Malzemelerin Genel Karakteristiklerİ Denge diyagramları Ergitme ve döküm Dökme demir ve çelikler
METALİK MALZEMELERİN GENEL KARAKTERİSTİKLERİ BAHAR 2010 WEBSİTE www2.aku.edu.tr/~hitit Dersler İÇERİK Metalik Malzemelerin Genel Karakteristiklerİ Denge diyagramları Ergitme ve döküm Dökme demir ve çelikler
Dövmenin tarihi 4000 yıl veya daha fazlasına dayanmaktadır. Cıvatalar, perçinler, çubuklar, türbin milleri, paralar, madalyalar, dişliler, el
 Dövmenin tarihi 4000 yıl veya daha fazlasına dayanmaktadır. Cıvatalar, perçinler, çubuklar, türbin milleri, paralar, madalyalar, dişliler, el aletleri, hava taşıtı parçaları dövme yolu ile üretilen elemanlardır.
Dövmenin tarihi 4000 yıl veya daha fazlasına dayanmaktadır. Cıvatalar, perçinler, çubuklar, türbin milleri, paralar, madalyalar, dişliler, el aletleri, hava taşıtı parçaları dövme yolu ile üretilen elemanlardır.
ÇELİK YAPILAR (2+1) Yrd. Doç. Dr. Ali SARIBIYIK
 Yrd. Doç. Dr. Ali SARIBIYIK") ÇELİK YAPILAR (2+1) Yrd. Doç. Dr. Ali SARIBIYIK Dersin Amacı Çelik yapı sistemlerini, malzemelerini ve elemanlarını tanıtarak, çelik yapı hesaplarını kavratmak. Dersin İçeriği Çelik yapı sistemleri, kullanım
ÇELİK YAPILAR (2+1) Yrd. Doç. Dr. Ali SARIBIYIK Dersin Amacı Çelik yapı sistemlerini, malzemelerini ve elemanlarını tanıtarak, çelik yapı hesaplarını kavratmak. Dersin İçeriği Çelik yapı sistemleri, kullanım
Mak-204. Üretim Yöntemleri II. Talaşlı Đmalatın Genel Tanımı En Basit Talaş Kaldırma: Eğeleme Ölçme ve Kumpas Okuma Markalama Tolerans Kesme
 Mak-204 Üretim Yöntemleri II Talaşlı Đmalatın Genel Tanımı En Basit Talaş Kaldırma: Eğeleme Ölçme ve Kumpas Okuma Markalama Tolerans Kesme Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi
Mak-204 Üretim Yöntemleri II Talaşlı Đmalatın Genel Tanımı En Basit Talaş Kaldırma: Eğeleme Ölçme ve Kumpas Okuma Markalama Tolerans Kesme Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi
HOŞGELDİNİZ MIG-MAG GAZALTINDA KAYNAĞINADA KULLANILAN KAYNAK AĞIZLARI VE HAZIRLANMASI. K ayna K. Teknolojisi. Teknolojisi
 MIGMAG GAZALTINDA KAYNAĞINADA KULLANILAN KAYNAK AĞIZLARI VE HAZIRLANMASI K ayna K K ayna K Teknolojisi Teknolojisi HOŞGELDİNİZ Doç. Dr. Hüseyin UZUN Kaynak Eğitimi Ana Bilim Dalı Başkanı 1 /27 KAYNAK AĞZI
MIGMAG GAZALTINDA KAYNAĞINADA KULLANILAN KAYNAK AĞIZLARI VE HAZIRLANMASI K ayna K K ayna K Teknolojisi Teknolojisi HOŞGELDİNİZ Doç. Dr. Hüseyin UZUN Kaynak Eğitimi Ana Bilim Dalı Başkanı 1 /27 KAYNAK AĞZI
YAPI MALZEMELERİ DERS NOTLARI
 YAPI MALZEMELERİ DERS NOTLARI YAPI MALZEMELERİ Herhangi bir yapının projelendirmesi ve inşaatı aşamasında amaç aşağıda belirtilen üç koşulu bir arada gerçekleştirmektir: a) Yapı istenilen işlevi yapabilmelidir,
YAPI MALZEMELERİ DERS NOTLARI YAPI MALZEMELERİ Herhangi bir yapının projelendirmesi ve inşaatı aşamasında amaç aşağıda belirtilen üç koşulu bir arada gerçekleştirmektir: a) Yapı istenilen işlevi yapabilmelidir,
THERMAL SPRAY KAPLAMA
 THERMAL SPRAY KAPLAMA ANTİ KOROZYON UYGULAMALARI Tel malzemenin ısıtılıp, eriyik veya yarı eriyik halde, itici gaz aracılığı ile iş parçasına püskürtülmesi ile yapılan kaplamalardır. Thermal Spray sistemleri,
THERMAL SPRAY KAPLAMA ANTİ KOROZYON UYGULAMALARI Tel malzemenin ısıtılıp, eriyik veya yarı eriyik halde, itici gaz aracılığı ile iş parçasına püskürtülmesi ile yapılan kaplamalardır. Thermal Spray sistemleri,
ALÜMİNYUM ALAŞIMLARININ KATI HAL KAYNAĞI
 ALÜMİNYUM ALAŞIMLARININ KATI HAL KAYNAĞI Katı hal kaynağı, kaynaşmanın esas itibariyle ana metalların ergime noktasının altında sıcaklıklarda, herhangi bir sertlehimleme ilâve metali bulunmadan vaki olduğu
ALÜMİNYUM ALAŞIMLARININ KATI HAL KAYNAĞI Katı hal kaynağı, kaynaşmanın esas itibariyle ana metalların ergime noktasının altında sıcaklıklarda, herhangi bir sertlehimleme ilâve metali bulunmadan vaki olduğu
3M VHB Bantlar VHB. THE Acrylic Foam Tape. Güvenilirlik, Güç. ve Dayanıklılık. VHB Akrilik Köpük Bantlar
 3M VHB Bantlar VHB THE Acrylic Foam Tape Güvenilirlik, Güç ve Dayanıklılık VHB Akrilik Köpük Bantlar Kalite avantajları güçlü ve dayanıklı yapıştırma geliştirilmiş estetik görüntü mükemmel sızdırmazlık
3M VHB Bantlar VHB THE Acrylic Foam Tape Güvenilirlik, Güç ve Dayanıklılık VHB Akrilik Köpük Bantlar Kalite avantajları güçlü ve dayanıklı yapıştırma geliştirilmiş estetik görüntü mükemmel sızdırmazlık
Ç l e i l k i l k e l r e e e Uyg u a l na n n n Yüz ü ey e y Ser Se tle l ş e t ş ir i me e İ şl ş e l m l r e i
 Çeliklere Uygulanan Yüzey Sertleştirme İşlemleri Bazı uygulamalarda kullanılan çelik parçaların hem aşınma dirençlerinin, hem de darbe dayanımlarının yüksek olması istenir. Bunun için parçaların yüzeylerinin
Çeliklere Uygulanan Yüzey Sertleştirme İşlemleri Bazı uygulamalarda kullanılan çelik parçaların hem aşınma dirençlerinin, hem de darbe dayanımlarının yüksek olması istenir. Bunun için parçaların yüzeylerinin
TALAŞSIZ ÜRETİM YÖNTEMLERİ -2
 ÜNİTE-7 TALAŞSIZ ÜRETİM YÖNTEMLERİ -2 ÖĞR. GÖR. HALİL YAMAK KONU BAŞLIKLARI Plastik Şekil Verme Yöntemi Toz Metalurjisi Yöntemi Kaynakla Birleştirme Yöntemi Plastik Şekil Verme Yöntemi Şekil değiştirme;
ÜNİTE-7 TALAŞSIZ ÜRETİM YÖNTEMLERİ -2 ÖĞR. GÖR. HALİL YAMAK KONU BAŞLIKLARI Plastik Şekil Verme Yöntemi Toz Metalurjisi Yöntemi Kaynakla Birleştirme Yöntemi Plastik Şekil Verme Yöntemi Şekil değiştirme;
MAKİNE MÜHENDİSLİĞİNE GİRİŞ Ders 7
 İmalat Yöntemleri MAKİNE MÜHENDİSLİĞİNE GİRİŞ Ders 7 Doç. Dr. Yüksel HACIOĞLU Talaşsız İmalat Talaşlı İmalat Fiziksel-Kimyasal Hammaddeye talaş kaldırmadan bir şekil verilir Döküm Dövme Presleme Haddeleme
İmalat Yöntemleri MAKİNE MÜHENDİSLİĞİNE GİRİŞ Ders 7 Doç. Dr. Yüksel HACIOĞLU Talaşsız İmalat Talaşlı İmalat Fiziksel-Kimyasal Hammaddeye talaş kaldırmadan bir şekil verilir Döküm Dövme Presleme Haddeleme
METAL KAYNAĞI METALİK MALZEMELERİ,
 METAL KAYNAĞI METALİK MALZEMELERİ, ISI, BASINÇ veya HERİKİSİ BİRDEN KULLANILARAK, AYNI yada FAKLI BİR MALZEMEDEN ANCAK KAYNATILACAK MALZEME İLE YAKIN ERGİME SICAKLIĞINDA İLAVE BİR METAL KULLANARAK veya
METAL KAYNAĞI METALİK MALZEMELERİ, ISI, BASINÇ veya HERİKİSİ BİRDEN KULLANILARAK, AYNI yada FAKLI BİR MALZEMEDEN ANCAK KAYNATILACAK MALZEME İLE YAKIN ERGİME SICAKLIĞINDA İLAVE BİR METAL KULLANARAK veya
Cam: Malzemeye Genel Bakış CAM İŞLEME. Cam Ürünler. Cam Şekillendirme Yöntemleri
 CAM İŞLEME Cam: Malzemeye Genel Bakış Hammaddelerin Hazırlanması ve Eritilmesi Cam İşlemede Şekillendirme Yöntemleri Parça mamul şekillendirme Yassı veya borusal cam şekillendirme Cam elyafın şekillendirilmesi
CAM İŞLEME Cam: Malzemeye Genel Bakış Hammaddelerin Hazırlanması ve Eritilmesi Cam İşlemede Şekillendirme Yöntemleri Parça mamul şekillendirme Yassı veya borusal cam şekillendirme Cam elyafın şekillendirilmesi
1.GİRİŞ. 1.1. Metal Şekillendirme İşlemlerindeki Değişkenler, Sınıflandırmalar ve Tanımlamalar
 1.GİRİŞ Genel olarak metal şekillendirme işlemlerini imalat işlemlerinin bir parçası olarak değerlendirmek mümkündür. İmalat işlemleri genel olarak şu şekilde sınıflandırılabilir: 1) Temel şekillendirme,
1.GİRİŞ Genel olarak metal şekillendirme işlemlerini imalat işlemlerinin bir parçası olarak değerlendirmek mümkündür. İmalat işlemleri genel olarak şu şekilde sınıflandırılabilir: 1) Temel şekillendirme,
KOMPOZİTLER Sakarya Üniversitesi İnşaat Mühendisliği
 Başlık KOMPOZİTLER Sakarya Üniversitesi İnşaat Mühendisliği Tanım İki veya daha fazla malzemenin, iyi özelliklerini bir araya toplamak ya da ortaya yeni bir özellik çıkarmak için, mikro veya makro seviyede
Başlık KOMPOZİTLER Sakarya Üniversitesi İnşaat Mühendisliği Tanım İki veya daha fazla malzemenin, iyi özelliklerini bir araya toplamak ya da ortaya yeni bir özellik çıkarmak için, mikro veya makro seviyede
MMM291 MALZEME BİLİMİ
 MMM291 MALZEME BİLİMİ Ofis Saatleri: Perşembe 14:00 16:00 ayse.kalemtas@btu.edu.tr, akalemtas@gmail.com Bursa Teknik Üniversitesi, Doğa Bilimleri, Mimarlık ve Mühendislik Fakültesi, Metalurji ve Malzeme
MMM291 MALZEME BİLİMİ Ofis Saatleri: Perşembe 14:00 16:00 ayse.kalemtas@btu.edu.tr, akalemtas@gmail.com Bursa Teknik Üniversitesi, Doğa Bilimleri, Mimarlık ve Mühendislik Fakültesi, Metalurji ve Malzeme
Malzeme Bilimi ve Malzemelerin Sınıflandırılması
 Malzeme Bilimi ve Malzemelerin Sınıflandırılması Malzeme Nedir? Genel anlamda ihtiyaçlarımızı karşılamak ve belli bir amacı gerçekleştirmek için kullanılan her türlü maddeye malzeme denir. Teknik anlamda
Malzeme Bilimi ve Malzemelerin Sınıflandırılması Malzeme Nedir? Genel anlamda ihtiyaçlarımızı karşılamak ve belli bir amacı gerçekleştirmek için kullanılan her türlü maddeye malzeme denir. Teknik anlamda
Paslanmaz Çeliklerin. kaynak edilmesi. Özlem Karaman Metalurji ve Malzeme Mühendisi Kaynak Mühendisi
 Paslanmaz Çeliklerin kaynak edilmesi Özlem Karaman Metalurji ve Malzeme Mühendisi Kaynak Mühendisi İçerik Kaynak Yöntemleri Östenitik Paslanmaz Çeliklerin Kaynağı Ferritik Paslanmaz Çeliklerin Kaynağı
Paslanmaz Çeliklerin kaynak edilmesi Özlem Karaman Metalurji ve Malzeme Mühendisi Kaynak Mühendisi İçerik Kaynak Yöntemleri Östenitik Paslanmaz Çeliklerin Kaynağı Ferritik Paslanmaz Çeliklerin Kaynağı
ÇELİK YAPILAR. Hazırlayan: Doç. Dr. Selim PUL. KTÜ İnşaat Müh. Bölümü
 ÇELİK YAPILAR Hazırlayan: Doç. Dr. Selim PUL KTÜ İnşaat Müh. Bölümü BİRLEŞİM ARAÇLARI SÖKÜLEBİLİR BİRLEŞİMLER : CIVATALI BİRLEŞİMLER SÖKÜLEMEZ BİRLEŞİMLER : KAYNAK LI BİRLEŞİMLER CIVATALAR (BULONLAR) Cıvata
ÇELİK YAPILAR Hazırlayan: Doç. Dr. Selim PUL KTÜ İnşaat Müh. Bölümü BİRLEŞİM ARAÇLARI SÖKÜLEBİLİR BİRLEŞİMLER : CIVATALI BİRLEŞİMLER SÖKÜLEMEZ BİRLEŞİMLER : KAYNAK LI BİRLEŞİMLER CIVATALAR (BULONLAR) Cıvata
7075 SERĠSĠ ALAġIMLARIN GENEL ÜRETĠM YÖNTEMLERĠ
 7075 SERĠSĠ ALAġIMLARIN GENEL ÜRETĠM YÖNTEMLERĠ 1 7075 SERĠSĠ ALAġIMLARIN KULLANIM ALANI 7075 AlaĢımı Hava taģıtları baģta olmak üzere 2 yüksek Dayanım/Yoğunluk oranı gerektiren birçok alanda kullanılmaktadır.
7075 SERĠSĠ ALAġIMLARIN GENEL ÜRETĠM YÖNTEMLERĠ 1 7075 SERĠSĠ ALAġIMLARIN KULLANIM ALANI 7075 AlaĢımı Hava taģıtları baģta olmak üzere 2 yüksek Dayanım/Yoğunluk oranı gerektiren birçok alanda kullanılmaktadır.
MAKİNE MÜHENDİSLİĞİNE GİRİŞ Ders 8
 İmalat Yöntemleri MAKİNE MÜHENDİSLİĞİNE GİRİŞ Ders 8 Doç. Dr. Yüksel HACIOĞLU Talaşsız İmalat Talaşlı İmalat Fiziksel-Kimyasal Hammaddeye talaş kaldırmadan bir şekil verilir Döküm Dövme Presleme Haddeleme
İmalat Yöntemleri MAKİNE MÜHENDİSLİĞİNE GİRİŞ Ders 8 Doç. Dr. Yüksel HACIOĞLU Talaşsız İmalat Talaşlı İmalat Fiziksel-Kimyasal Hammaddeye talaş kaldırmadan bir şekil verilir Döküm Dövme Presleme Haddeleme
Yüzey Sertleştirme 1
 Yüzey Sertleştirme 1 Yüzey sertleştirme Sünek yapıya sahip çeliklerden imal edilmiş makine parçalarında sert ve aşınmaya dayanıklı bir yüzey istenir. Örneğin yatak muylusu, kavrama tırnağı ve diğer temas
Yüzey Sertleştirme 1 Yüzey sertleştirme Sünek yapıya sahip çeliklerden imal edilmiş makine parçalarında sert ve aşınmaya dayanıklı bir yüzey istenir. Örneğin yatak muylusu, kavrama tırnağı ve diğer temas
TERMOKİMYASAL YÜZEY KAPLAMA (BORLAMA)
") TERMOKİMYASAL YÜZEY KAPLAMA (BORLAMA) Deneyin Amacı: Demir esaslı bir malzemenin borlanması ve borlama işlemi sonrası malzemenin yüzeyinde oluşan borür tabakasının metalografik açıdan incelenmesi. Teorik
TERMOKİMYASAL YÜZEY KAPLAMA (BORLAMA) Deneyin Amacı: Demir esaslı bir malzemenin borlanması ve borlama işlemi sonrası malzemenin yüzeyinde oluşan borür tabakasının metalografik açıdan incelenmesi. Teorik
Elektrokimyasal İşleme
 Elektrokimyasal İşleme Prof. Dr. Akgün ALSARAN Bu notların bir kısmı Prof. Dr. Can COGUN un ders notlarından alınmıştır. Anot, katot ve elektrolit ile malzemeye şekil verme işlemidir. İlk olarak 19. yüzyılda
Elektrokimyasal İşleme Prof. Dr. Akgün ALSARAN Bu notların bir kısmı Prof. Dr. Can COGUN un ders notlarından alınmıştır. Anot, katot ve elektrolit ile malzemeye şekil verme işlemidir. İlk olarak 19. yüzyılda
TOZ METALURJİSİ Prof.Dr. Muzaffer ZEREN
 . TEKNİK SEÇİMLİ DERS I TOZ METALURJİSİ Prof.Dr. Muzaffer ZEREN SİNTERLEME Sinterleme, partiküllerarası birleşmeyi oluşturan ısıl prosestir; aynı zamanda ham konumda gözlenen özellikler artırılır. . Sinterlemenin
. TEKNİK SEÇİMLİ DERS I TOZ METALURJİSİ Prof.Dr. Muzaffer ZEREN SİNTERLEME Sinterleme, partiküllerarası birleşmeyi oluşturan ısıl prosestir; aynı zamanda ham konumda gözlenen özellikler artırılır. . Sinterlemenin
04.01.2016 LASER İLE KESME TEKNİĞİ
 LASER İLE KESME TEKNİĞİ Laser: (Lightwave Amplification by Stimulated Emission of Radiation) Uyarılmış Işık yayarak ışığın güçlendirilmesi Haz.: Doç.Dr. Ahmet DEMİRER Kaynaklar: 1-M.Kısa, Özel Üretim Teknikleri,
LASER İLE KESME TEKNİĞİ Laser: (Lightwave Amplification by Stimulated Emission of Radiation) Uyarılmış Işık yayarak ışığın güçlendirilmesi Haz.: Doç.Dr. Ahmet DEMİRER Kaynaklar: 1-M.Kısa, Özel Üretim Teknikleri,
MIG-MAG GAZALTI KAYNAK ELEKTROTLARI. K ayna K. Teknolojisi. Teknolojisi HOŞGELDİNİZ. Doç. Dr. Hüseyin UZUN Kaynak Eğitimi Ana Bilim Dalı Başkanı 1 /27
 K ayna K MIG-MAG GAZALTI KAYNAK ELEKTROTLARI K ayna K Teknolojisi Teknolojisi HOŞGELDİNİZ Doç. Dr. Hüseyin UZUN Kaynak Eğitimi Ana Bilim Dalı Başkanı 1 /27 KAYNAK ELEKTROTLARI 1- MASİF MIG-MAG GAZALTI
K ayna K MIG-MAG GAZALTI KAYNAK ELEKTROTLARI K ayna K Teknolojisi Teknolojisi HOŞGELDİNİZ Doç. Dr. Hüseyin UZUN Kaynak Eğitimi Ana Bilim Dalı Başkanı 1 /27 KAYNAK ELEKTROTLARI 1- MASİF MIG-MAG GAZALTI
KATI YALITIM MALZEMELERİ KALSİYUM SİLİKAT
 KATI YALITIM MALZEMELERİ KALSİYUM SİLİKAT Celal Bayar Üniversitesi Turgutlu Meslek Yüksekokulu İnşaat Bölümü Öğretim Görevlisi Tekin TEZCAN İnşaat Yüksek Mühendisi KALSİYUM SİLİKAT Yüksek mukavemetli,
KATI YALITIM MALZEMELERİ KALSİYUM SİLİKAT Celal Bayar Üniversitesi Turgutlu Meslek Yüksekokulu İnşaat Bölümü Öğretim Görevlisi Tekin TEZCAN İnşaat Yüksek Mühendisi KALSİYUM SİLİKAT Yüksek mukavemetli,
SÜPER ALAŞIMLAR Prof.Dr.Ayşegül AKDOĞAN EKER Prof.Dr.Ayşegül AKDOĞAN EKER
 Süper alaşım; ana yapısı demir, nikel yada kobalt olan nisbeten yüksek miktarlarda krom, az miktarda da yüksek sıcaklıkta ergiyen molibden, wofram, alüminyum ve titanyum içeren alaşım olarak tanımlanabilir.
Süper alaşım; ana yapısı demir, nikel yada kobalt olan nisbeten yüksek miktarlarda krom, az miktarda da yüksek sıcaklıkta ergiyen molibden, wofram, alüminyum ve titanyum içeren alaşım olarak tanımlanabilir.
Fabrika: Kütahya Org. San. Böl. 6.cad. No:15 / KÜTAHYA /TÜRKİYE Tel: +90 274 266 25 72 / 79 Fax: +90 274 266 25 76 info@viggroup.com.
 w w w. s k - c w. c o m Fabrika: Kütahya Org. San. Böl. 6.cad. No:15 / KÜTAHYA /TÜRKİYE Tel: +90 274 266 25 72 / 79 Fax: +90 274 266 25 76 info@viggroup.com.tr VIG Metal, alüminyum ve magnezyum gibi haf
w w w. s k - c w. c o m Fabrika: Kütahya Org. San. Böl. 6.cad. No:15 / KÜTAHYA /TÜRKİYE Tel: +90 274 266 25 72 / 79 Fax: +90 274 266 25 76 info@viggroup.com.tr VIG Metal, alüminyum ve magnezyum gibi haf
Prof.Dr.Muzaffer ZEREN SU ATOMİZASYONU
 . Prof.Dr.Muzaffer ZEREN SU ATOMİZASYONU Su atomizasyonu, yaklaşık 1600 C nin altında ergiyen metallerden elementel ve alaşım tozlarının üretimi için en yaygın kullanılan tekniktir. Su atomizasyonu geometrisi
. Prof.Dr.Muzaffer ZEREN SU ATOMİZASYONU Su atomizasyonu, yaklaşık 1600 C nin altında ergiyen metallerden elementel ve alaşım tozlarının üretimi için en yaygın kullanılan tekniktir. Su atomizasyonu geometrisi
Akımsız Nikel. Çözeltideki tuzları kullanarak herhangi bir elektrik akım kaynağı kullanılmadan nikel alaşımı kaplayabilen bir prosestir"
 Akımsız Nikel Eğitimi Akımsız Nikel Çözeltideki tuzları kullanarak herhangi bir elektrik akım kaynağı kullanılmadan nikel alaşımı kaplayabilen bir prosestir" Akımsız Nikel Anahtar Özellikler Brenner &
Akımsız Nikel Eğitimi Akımsız Nikel Çözeltideki tuzları kullanarak herhangi bir elektrik akım kaynağı kullanılmadan nikel alaşımı kaplayabilen bir prosestir" Akımsız Nikel Anahtar Özellikler Brenner &
Kaynak yöntemleri ile birleştirilen bir malzemenin kaynak bölgesinin mikroyapısı incelendiğinde iki ana bölgenin var olduğu görülecektir:
 Kaynak Bölgesinin Sınıflandırılması Prof. Dr. Hüseyin UZUN Kaynak yöntemleri ile birleştirilen bir malzemenin kaynak bölgesinin mikroyapısı incelendiğinde iki ana bölgenin var olduğu görülecektir: 1) Ergime
Kaynak Bölgesinin Sınıflandırılması Prof. Dr. Hüseyin UZUN Kaynak yöntemleri ile birleştirilen bir malzemenin kaynak bölgesinin mikroyapısı incelendiğinde iki ana bölgenin var olduğu görülecektir: 1) Ergime
İÇİNDEKİLER BÖLÜM 1 BÖLÜM 2
 İÇİNDEKİLER BÖLÜM 1 Malzeme Seçiminin Temelleri... 1 1.1 Giriş... 2 1.2 Malzeme seçiminin önemi... 2 1.3 Malzemelerin sınıflandırılması... 3 1.4 Malzeme seçimi adımları... 5 1.5 Malzeme seçiminde dikkate
İÇİNDEKİLER BÖLÜM 1 Malzeme Seçiminin Temelleri... 1 1.1 Giriş... 2 1.2 Malzeme seçiminin önemi... 2 1.3 Malzemelerin sınıflandırılması... 3 1.4 Malzeme seçimi adımları... 5 1.5 Malzeme seçiminde dikkate
KURS VE SERTİFİKALANDIRMA FAALİYETLERİ
 KURS VE SERTİFİKALANDIRMA FAALİYETLERİ İTÜ Makine Fakültesi tarafından, Uluslar arası standartlara (EN 287-1; AWS; MIL-STD 1595) göre kaynakçı ve sert lehimci sertifikaları verilmektedir. Sertifika verilen
KURS VE SERTİFİKALANDIRMA FAALİYETLERİ İTÜ Makine Fakültesi tarafından, Uluslar arası standartlara (EN 287-1; AWS; MIL-STD 1595) göre kaynakçı ve sert lehimci sertifikaları verilmektedir. Sertifika verilen
4. İtme- çekme rodlarının bakımında uygulanılan en önemli iki işlem aşağıdaki seçeneklerden hangisinde verilmiştir?
 MODÜL-7 ÖRNEK SORULAR 1. Elektrik tesisat-teçhizatı, elektrikle çalışan cihaz ve aletler ile jeneratörlerde meydana gelen yangınlar hangi yangın sınıfındadır? A) A Sınıfı B) C Sınıfı C) E Sınıfı 2. Yayların
MODÜL-7 ÖRNEK SORULAR 1. Elektrik tesisat-teçhizatı, elektrikle çalışan cihaz ve aletler ile jeneratörlerde meydana gelen yangınlar hangi yangın sınıfındadır? A) A Sınıfı B) C Sınıfı C) E Sınıfı 2. Yayların
www.velle.com.tr Metal Pigment Kaplamalar Tel.: +90 (216) 701 24 01 Faks.: +90 (216) 701 24 02
 701 24 01 Faks.: +90 (216) 701 24 02") www.velle.com.tr Metal Pigment Kaplamalar hava Tel.: +90 (216) 701 24 01 Faks.: +90 (216) 701 24 02 Metal Pigment Kaplamalar Metal Pigment Kaplamalar metal yüzeylerde korozyon olarak r. Bunun ötesinde
www.velle.com.tr Metal Pigment Kaplamalar hava Tel.: +90 (216) 701 24 01 Faks.: +90 (216) 701 24 02 Metal Pigment Kaplamalar Metal Pigment Kaplamalar metal yüzeylerde korozyon olarak r. Bunun ötesinde
Bükme ve Düzeltme. Özel bükme ve şekillendirme ihtiyaçları için geniş geçim. Güvenebileceğiniz kalitede. Tesisat 7 5. Enstrüman 8 3 Üçlü Bükme 1 1
 Bükme ve Düzeltme Özel bükme ve şekillendirme ihtiyaçları için geniş geçim. Güvenebileceğiniz kalitede. Tip No inç. Sayfa Boru Bükmeler Tesisat 7 5 8-4 10-18 8.2 Enstrüman 8 16-1 2 6-12 8.2 Üçlü Bükme
Bükme ve Düzeltme Özel bükme ve şekillendirme ihtiyaçları için geniş geçim. Güvenebileceğiniz kalitede. Tip No inç. Sayfa Boru Bükmeler Tesisat 7 5 8-4 10-18 8.2 Enstrüman 8 16-1 2 6-12 8.2 Üçlü Bükme
1. Giriş Malzeme Türleri
 1. Giriş Malzemeler, mühendislik ürün ve sistemlerinin imalinde kullanılan ve mekanik, fiziksel ve kimyasal olarak arzu edilen özelliklere sahip katılardır. Malzemeler insanlık tarihinde her zaman önemli
1. Giriş Malzemeler, mühendislik ürün ve sistemlerinin imalinde kullanılan ve mekanik, fiziksel ve kimyasal olarak arzu edilen özelliklere sahip katılardır. Malzemeler insanlık tarihinde her zaman önemli
Lazer ile şekil verme. Prof. Dr. Akgün ALSARAN
 Lazer ile şekil verme Prof. Dr. Akgün ALSARAN Lazer Lazer (İngilizce LASER (Light Amplification by Stimulated Emission of Radiation) fotonları uyumlu bir hüzme şeklinde oluşturan optik kaynak. Lazer fikrinin
Lazer ile şekil verme Prof. Dr. Akgün ALSARAN Lazer Lazer (İngilizce LASER (Light Amplification by Stimulated Emission of Radiation) fotonları uyumlu bir hüzme şeklinde oluşturan optik kaynak. Lazer fikrinin
İmal Usulleri. Fatih ALİBEYOĞLU -8-
 Fatih ALİBEYOĞLU -8- Giriş Dövme, darbe veya basınç altında kontrollü bir plastik deformasyon sağlanarak, metale istenen şekli verme, tane boyutunu küçültme ve mekanik özelliklerini iyileştirme amacıyla
Fatih ALİBEYOĞLU -8- Giriş Dövme, darbe veya basınç altında kontrollü bir plastik deformasyon sağlanarak, metale istenen şekli verme, tane boyutunu küçültme ve mekanik özelliklerini iyileştirme amacıyla
ODE R-FLEX PRM/STD LEVHA
 (HVAC) 4 ODE RFLEX PRM/STD LEVHA ELASTOMERİK KAUÇUK KÖPÜĞÜ YALITIM LEVHALARI Isı İletkenlik Katsayısı (λ λ) (W/mK) (0 C) Yangın Sınıfı (TS EN 11) Yangın Sınıfı (BS 47) Sıcaklık Dayanımı ( C) Kimyasallara
(HVAC) 4 ODE RFLEX PRM/STD LEVHA ELASTOMERİK KAUÇUK KÖPÜĞÜ YALITIM LEVHALARI Isı İletkenlik Katsayısı (λ λ) (W/mK) (0 C) Yangın Sınıfı (TS EN 11) Yangın Sınıfı (BS 47) Sıcaklık Dayanımı ( C) Kimyasallara
ALÜMİNYUM KOMPOZİT PANELLER
 ALÜMİNYUM KOMPOZİT PANELLER YAPI MARKET SAN.TİC.LTD.ŞTİ. Formlandırılmış alüminyum kompozit panel kaplamalarının alt taşıyıcı strüktürlerinin yardımı ile mimarinize farklı yenilikler katması, sadece formları
ALÜMİNYUM KOMPOZİT PANELLER YAPI MARKET SAN.TİC.LTD.ŞTİ. Formlandırılmış alüminyum kompozit panel kaplamalarının alt taşıyıcı strüktürlerinin yardımı ile mimarinize farklı yenilikler katması, sadece formları
K A Y N A K Y Ö N T E M L E R İ OKSİ-GAZ KAYNAK YÖNTEMLERİ
 K A Y N A K Y Ö N T E M L E R İ OKSİ-GAZ KAYNAK YÖNTEMLERİ 1- Oksi-asetilen kaynağı 2- Oksi-hidrojen kaynağı 3- Oksi-propan kaynağı 4- Gaz basınç kaynağı BASINÇ KAYNAK YÖNTEMLERİ 1- Sürtünme kaynağı 2-
K A Y N A K Y Ö N T E M L E R İ OKSİ-GAZ KAYNAK YÖNTEMLERİ 1- Oksi-asetilen kaynağı 2- Oksi-hidrojen kaynağı 3- Oksi-propan kaynağı 4- Gaz basınç kaynağı BASINÇ KAYNAK YÖNTEMLERİ 1- Sürtünme kaynağı 2-
Tozların Şekillendirilmesi ve Sinterleme. Yrd. Doç. Dr. Rıdvan YAMANOĞLU
 Tozların Şekillendirilmesi ve Sinterleme Basınç ve sıcaklık farklı iki süreç olarak parça üretimine dahil edildiğinde teorik yoğunluğa ulaşmak neredeyse imkansızdır. Basınç ve sıcaklık farklı iki süreç
Tozların Şekillendirilmesi ve Sinterleme Basınç ve sıcaklık farklı iki süreç olarak parça üretimine dahil edildiğinde teorik yoğunluğa ulaşmak neredeyse imkansızdır. Basınç ve sıcaklık farklı iki süreç
Eczacıbaşı - Lincoln Electric ASKAYNAK. Düşük Alaşımlı Yüksek Dayanımlı Çelikler İçin MIG/TIG Kaynak Telleri
 Eczacıbaşı - Lincoln Electric ASKAYNAK Düşük Alaşımlı Yüksek Dayanımlı Çelikler İçin MIG/TIG Kaynak Telleri Düşük Alaşımlı Yüksek Dayanımlı Kaynak Teli Ürün Ailesi Genel Ürün Özellikleri Kararlı ark ve
Eczacıbaşı - Lincoln Electric ASKAYNAK Düşük Alaşımlı Yüksek Dayanımlı Çelikler İçin MIG/TIG Kaynak Telleri Düşük Alaşımlı Yüksek Dayanımlı Kaynak Teli Ürün Ailesi Genel Ürün Özellikleri Kararlı ark ve
HOŞGELDİNİZ TIG KAYNAK TEKNİĞİNDE ALTERNATİF AKIM KULLANIMI. K ayna K. Teknolojisi. Teknolojisi
 TIG KAYNAK TEKNİĞİNDE ALTERNATİF AKIM KULLANIMI K ayna K K ayna K Teknolojisi Teknolojisi HOŞGELDİNİZ Prof. Dr. Hüseyin UZUN Kaynak Eğitimi Ana Bilim Dalı Başkanı 1 /38 AC- ALTERNATİF AKIM ÖZELLİKLERİ
TIG KAYNAK TEKNİĞİNDE ALTERNATİF AKIM KULLANIMI K ayna K K ayna K Teknolojisi Teknolojisi HOŞGELDİNİZ Prof. Dr. Hüseyin UZUN Kaynak Eğitimi Ana Bilim Dalı Başkanı 1 /38 AC- ALTERNATİF AKIM ÖZELLİKLERİ
BÖLÜM#5: KESİCİ TAKIMLARDA AŞINMA MEKANİZMALARI
 BÖLÜM#5: KESİCİ TAKIMLARDA AŞINMA MEKANİZMALARI Kesici Takımlarda Aşınma Mekanizmaları Aşınma, kesicinin temas yüzeylerinde meydana gelen malzeme kaybı olarak ifade edilir. Kesici Takımlarda Aşınma Mekanizmaları
BÖLÜM#5: KESİCİ TAKIMLARDA AŞINMA MEKANİZMALARI Kesici Takımlarda Aşınma Mekanizmaları Aşınma, kesicinin temas yüzeylerinde meydana gelen malzeme kaybı olarak ifade edilir. Kesici Takımlarda Aşınma Mekanizmaları
ÖĞRENME FAALİYETİ 1 ÖĞRENME FAALİYETİ - 1 1.TOZALTI KAYNAĞI
 ÖĞRENME FAALİYETİ 1 ÖĞRENME FAALİYETİ - 1 AMAÇ Bu faaliyet sonucunda uygun ortam sağlandığında tekniğe uygun olarak tozaltı kaynağı ile çeliklerin yatayda küt-ek kaynağını yapabileceksiniz. ARAŞTIRMA Toz
ÖĞRENME FAALİYETİ 1 ÖĞRENME FAALİYETİ - 1 AMAÇ Bu faaliyet sonucunda uygun ortam sağlandığında tekniğe uygun olarak tozaltı kaynağı ile çeliklerin yatayda küt-ek kaynağını yapabileceksiniz. ARAŞTIRMA Toz
Bununla birlikte ciddi bir araştırma hem kaynakların, hem de bağlantıların gruplara ayrılabileceğini ortaya çıkarır.
 2. KAYNAK YÖNTEMLERİ 2.1 Kaynaklı bağlantıların tipleri Kaynağın temel özellikleri gözönüne alınırsa, kullanılan bağlantının cinsine bağlı olarak değişen pek çok sayıda kaynak tipinin mevcut olduğu ortaya
2. KAYNAK YÖNTEMLERİ 2.1 Kaynaklı bağlantıların tipleri Kaynağın temel özellikleri gözönüne alınırsa, kullanılan bağlantının cinsine bağlı olarak değişen pek çok sayıda kaynak tipinin mevcut olduğu ortaya
MMT113 Endüstriyel Malzemeler 4 Metaller, Aluminyum ve Çinko. Yrd. Doç. Dr. Ersoy Erişir 2013-2014 Güz Yarıyılı
 MMT113 Endüstriyel Malzemeler 4 Metaller, Aluminyum ve Çinko Yrd. Doç. Dr. Ersoy Erişir 2013-2014 Güz Yarıyılı Al Aluminium 13 Aluminyum 2 İnşaat ve Yapı Ulaşım ve Taşımacılık; Otomotiv Ulaşım ve Taşımacılık;
MMT113 Endüstriyel Malzemeler 4 Metaller, Aluminyum ve Çinko Yrd. Doç. Dr. Ersoy Erişir 2013-2014 Güz Yarıyılı Al Aluminium 13 Aluminyum 2 İnşaat ve Yapı Ulaşım ve Taşımacılık; Otomotiv Ulaşım ve Taşımacılık;