İŞ YERİ (FABRİKA) DÜZENLEME STRATEJİLERİ. Yard.Doç.Dr. Bersam BOLAT
|
|
|
- Pembe Ağca
- 7 yıl önce
- İzleme sayısı:
Transkript

1 İŞ YERİ (FABRİKA) DÜZENLEME STRATEJİLERİ Yard.Doç.Dr. Bersam BOLAT

2 1. İş Yeri Düzenlemenin Stratejik Önemi 2. Düzenleme Türleri 3. Montaj Hattı Dengeleme 4. Ofis Düzenleme

3 Üretim araçlarının, iş istasyonlarının, yardımcı tesislerin ve; taşıma, depolama, kalite kontrolü gibi üretimle ilgili faaliyetlerin fiziksel konum açısından bir bütün olarak koordinasyonuna Fabrika Düzenleme denir. Bu tanım, bürolar gibi hizmet üretiminin yapıldığı yerleri kapsaması halinde İş Yeri Düzenleme olarak geçmektedir.

4 Bir işletmedeki bölümlerin, bölümler içerisinde yer alan iş gruplarının, iş istasyonlarının, makinelerin ve stok bulundurma noktalarının yer belirleme süreci İş Yeri Düzenleme olarak tanımlanmaktadır.

5 İş Yeri Düzenlemenin Amaçları ve Stratejik Önemi
6 Mesafe ve maliyet azalması. Malzeme ve insan hareketlerinin basitleşmesi, kolaylaşması ve rahat kontrol edilebilmesi. Birikimlerin ve gecikmelerin minimizasyonu. Mekan, tesisler ve işgücünden azami yararlanma Çalışma hayatının kalitesini arttırma

7 İş Yeri Düzeni Planları
8 Planlar, bir kuruluş içerisindeki ekonomik faaliyet merkezlerinin fiziksel düzenlemesiyle ilgili kararlardan oluşur. Ekonomik faaliyet merkezi: Kuruluş içerisinde yer (alan) gerektiren her şey olabilir. Bireyler ya da gruplar, banka veznesi, makine, iş istasyonu, fonksiyonel birim, merdiven, kafeterya, depolama alanı v.b.

9 Plan Yapma Gerekleri; 1. Mevcut bölümlerin genişletilmesi veya azaltılması 2. Bir bölümün başka bir yere taşınması 3. Yeni bir bölümün eklenmesi ya da mevcut bir bölümün kaldırılması 4. Mevcut donanımın değiştirilmesi ya da yeni donanımın yerleştirilmesi

10 Cevaplanması gereken sorular Hangi merkezler iş yeri düzenleme planı içerisine dahil edilecek? 2. Her merkez için ne kadar yer ve kapasite gerekmektedir? 3. Merkezler ne şekilde yerleştirilecektir? Biçim nasıl olacaktır?

11 4. Merkezler birbirlerine göre nasıl yerleştirilecektir? Bu yerleştirme iki türlü olabilir: Merkezler birbirleriyle ilişkili olacak şekilde yakın biçimde yerleştirilebilir. Bina içerisinde ayrı bir bölüme/yere sahip (diğer merkezlerden ayrı) olacak şekilde yerleştirilebilir.
")
12 Düzenleme Türleri

13 İş yeri düzenleme türlerini etkileyen faktörler: Proses iş akışı mamül cinsi mamül büyüklüğü, miktarı Bunun için belirli formüller yoktur. Her problemin kendi özelliklerine göre en uygun yerleştirme düzeni bulunabilir.

14 Prosese göre düzenleme (Fonksiyonel Düzenleme)
15 Benzer donanım veya fonksiyonlara sahip makineler bir araya toplanır. Belli işler için malzemeler ayni proses bölümünden bir kaç kere geçebilir. Çok çeşitli mamuller küçük miktarlarda üretilirler. Örneğin; tornalama, taşlama, pres, boya v.b. İşlemler için ayrı bölümler ayrılır.

16 Saw Saw Saw Grinder Grinder Heat Treat Lathe Lathe Lathe Press Press Press

17

18 Prosese Göre Düzenleme Teknikleri
19 Bölümler Arası Akış Yöntemi Prosese göre düzenlemede en genel yöntem; bölümleri (departmanları), aralarında malzeme taşıma maliyetlerini minimize edecek şekilde düzenlemektir. Böyle bir problemi çözmek için gerekli girdiler; 1. Bölümler arası iş akışının durumu (yük miktarı ve/veya hareket sayısı) 2. Bölümler arası taşımanın ne şekilde olduğu 3. Bir bölümden diğerine parça başına taşıma maliyeti. Taşıma maliyeti bölümler arası uzaklığın bir fonksiyonu olabilir. Bu verileri kullanarak ulaşmak istediğimiz durum; her bölüm için; bölüm içi taşıma, akış ve maliyet yönünden en iyi yerleşim.

20


21 n n Toplam Minimum Maliyet: X ij C ij i=1 j=1 n: Toplam bölüm sayısı i, j: Tek başına birer bölüm X ij: : i bölümünden j bölümüne taşınan yük miktarı C ij : i bölümü ile j bölümü arasındaki bir birim yükü taşıma maliyeti Örneğin; İki ayrı bölüm karşılaştırılır ve iş yeri düzenleme yönünden toplam maliyetlerde azalma gösteren tercih edilir. Toplam maliyetlerde bir azalma saptanmayana kadar tekrarlanan biçimde iki bölümün karşılaştırılması yapılır. Optimal çözümü garanti etmez.
22
23 Bitişik Depa arası taşıma maliyeti: $1 Ayrık Dep arası taşıma maliyeti: $2 Toplam Maliyet: $570
24
25 Toplam Maliyet (ikinci durum): $480
26 CRAFT (Computerized Layout Techniques) Yöntemi: Bir bilgisayar programıdır. Sezgisel yaklaşımla değerlendirme yapar. Çok fazla bölümü olan iş yerlerinde yerleşim problemi bu tip bilgisayar programlarıyla çözülebilir (40 bölüme kadar yerleşim düzenlemesi yapabilir). Taşımaların Fork-lift gibi taşıma sistemleri ile yapıldığını varsayar.
27 Mamule Göre Düzenleme Yöntemi
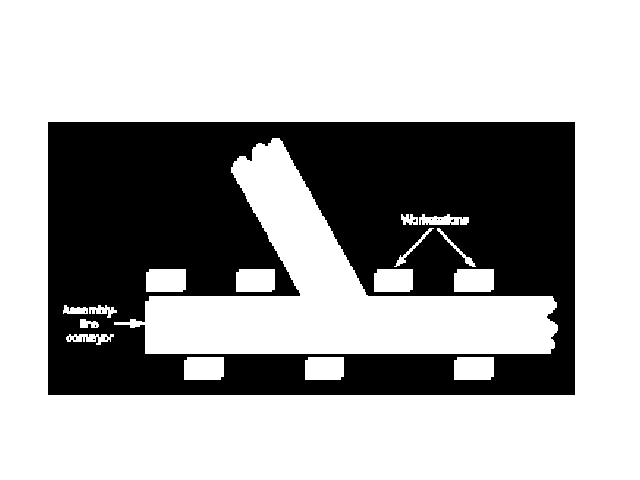
28 Donanım (Tezgah, makine ve işçi v.b.) ve bölümler, belli bir mamul hattına göre yerleştirilir. Tezgahların konumları, mamulün oluşması için uygulanan işlemlerin sırasına göre saptanır. Geri dönüşleri engellemek amacıyla birden fazla aynı amaçlı donanım kullanılabilir. Doğrusal malzeme akışı vardır. Her işlemin tamamlanma süresi farklıdır. Üretim hızı, yani hattın sonundan çıkan mamul sayısı en yavaş işlem süresine bağlıdır. Büyük miktarlarda ve az çeşit mamul üretimi için uygundur. Örneğin, televizyon montaj hattı
29 A B C Raw Material Stock Carving Surface Cleaning Rolling Pre-Heat Treatment Heat Treatment Skin pass Pipe
30 Montaj hattı mamule göre yerleştirmenin özel bir halidir. Montaj hatlarında işlem sayıları çok fazla ve üretim hızı yüksektir. Bu nedenle iş istasyonlarının işlem zamanları arasındaki farklarının en düşük düzeyde olması istenir.
31
32
33
34
35 Üretim hızı; yani hattın sonundan çıkan mamül sayısı, en yavaş işlem süresine bağlıdır: İşlem süresi; biri 2, diğeri 5 dak. olan iki işlemden oluşan bir üretim hattında, Saatte üretilen mamül sayısı: 60/5= 12 adet Diğer istasyonun çalışma süresi: 12*2=24 dak. Diğer istasyonun boş kalma süresi: 60-24= 36 dak.
36 Assembly Lines Balancing Concepts Station 1 Minutes per Unit (cycle time) 6 Station 2 7 Station 3 3
37 Örneğin, yüzlerce işlemin bulunduğu bir otomobil montaj hattında işlem sürelerinin farklılıklarından dolayı doğacak kayıpların büyüklüğü aşikardır. Bu farkların giderilmesi amacıyla yapılan çalışmalara üretim hattı dengeleme denir. Mamule göre düzenleme yaklaşımında kullanılan temel kriter dengelemedir
38 Üretim hattı dengeleme Eğer bir üretim hattındaki tüm istasyonların birim zamandaki üretim miktarları eşit ise üretim hattı dengededir demektir. Gerçek hayatta bir atölyede tam dengeye ulaşılması imkansızdır. İdeal olanı kapasite farklılıklarının minimize edilmesidir. Çok basit ve az makineden oluşan bir istasyonda dengeleme problemi oldukça basittir.
39 Örneğin, çevrim zamanları herbiri sırasıyla 3, 2 ve 4 dak olan üç işlemli bir proseste istasyonların dengelenmesi için birim zamandaki üretimlerin en küçük ortak katını (EKOK) bulmak yeterlidir. 1. Makina 60/ 3= 20 br. 2. Makina 60/ 2= 30 br. 3. Makina 60/ 4= 15 br. EKOK: 60 br. Buna göre kapasiteler sırası ile 3, 2, 4 katı arttırmak yeterlidir. Ancak işlem sayılarının fazla ve sürelerin kesirli olması halinde bu şekilde hesaplamak olanaksızdır. Ayrıca gerçek hayata kapasiteler sınırlıdır.
40 İmalat Çevrim Zamanı (Cycle Time): Bir parçanın atölyeye iş emrinin bırakılmasından, son müşteri için sevkıyatına kadar olan tüm zamanı içeren bir çevrim süresidir. Bir birimi üretme zamanı a) Kuyruk zamanı (Waiting in a Queue): Operasyonun başlaması için beklenen süre b) Hazırlık zamanı (Set up time): Makinenin belirli bir parti miktarı için operasyona hazırlanma süresidir. c) Koşum zamanı (Run time): Bir parti miktarını üretmek üzere makine üzerinde harcanan zaman. d) Bekleme ve taşıma zamanı: Operasyon tamamlanmasıyla belli bir zaman taşıma için bekledikten sonra parti miktarının taşıma sistemine dahil edilmesi.
41 Sınırlı kapasiteli dengeleme problemi: Montaj hattı dengelemesi, montaj hattındaki kısıtlara uyarak, bir veya daha fazla amacı en iyileyecek şeklide, çeşitli işlerin istasyonlara atanması problemidir. Bu tip bir problemde amaç, işlemleri uygun bir şekilde gruplandırarak boş zaman kayıplarını azaltmaktır.
42 1. İşlemler arasındaki öncelik ilişkilerine göre akış diyagramı (öncelik diyagramı) çizilir. 2. Sistemden beklenen üretim miktarına göre bir birimi üretmek için gerekli çevrim zamanı hesaplanır. 3. Optimal grup sayısı belirlendikten sonra işlemler gruplandırılır. 4. Tüm işler minimum sayıda iş istasyonuna atanır.
43 Sınırlı kapasiteli dengeleme problemi-i İşlem İşlem süresi(t i ) Önceki işlem A 0,25 dak - B 0,42 A C 0,21 A D 0,23 A E 0,24 B,C F 0,44 D,E G 0,41 F
44 Örneğin günlük istenen üretim miktarı 1000 br olsun. Çevrim Zamanı= Üretim Zamanı/ İstenen üretim = 8*60/1000: 0,48 dak/ adet. Diğer taraftan prosesin bir adet üretmesi için gerekli toplam zaman t= t i = 2,20 dak. Sistemdeki her iş istasyonu bir ünite için en fazla 0,48 dak harcayabilir. Dolayısı ile iş istasyonu sayısı: N= t i / t c = 2,20/ 0,48= 4,58 5 istasyon
45 Sistemdeki işlemler beş istasyonda gruplandırıldığı takdirde, gerçek işlem zamanı ile gruplama sonucu belirlenen zaman arasındaki fark nedeniyle bir verim kaybı meydana gelir. Bu takdirde sistem verimliliği için; Sistem verimliliği (ρ)= (Toplam gerçek zaman)/ Zamanı) (İstasyon say.*çevr. ρ= t i / N* t c = 2,20/ 5*0,48= 0,9166 0,92 Sistemin verim kaybı: 1-0,92: % 8
46 İstasyon sayısı arttıkça verim düşebilir. Örneğin, istasyon sayısının 6 old. düşünelim: ρ= t i / N* t c = 2,20/ 6*0,48 0,76
47 PROBLEM II You ve just been assigned the job a setting up an electric fan assembly line with the following tasks: Task Time (Mins) Description Predecessors A 2 Assemble frame None B 1 Mount switch A C 3.25 Assemble motor housing None D 1.2 Mount motor housing in frame A, C E 0.5 Attach blade D F 1 Assemble and attach safety grill E G 1 Attach cord B H 1.4 Test F, G
48 Öncelik Diyagramı İŞ ÖNCELİK A -- B A C -- D A, C İŞ ÖNCELİK E D F G H E B E, G A B G H C D E F

49 ÖNCELİK DİYAGRAMI A B G Task C is the cycle time of the line and therefore, the maximum rate of production. 1.4 H C D E F Max Production = Production time per day Bottleneck time = 420 mins 3.25 mins / unit = 129 units

50 Question: Suppose we want to assemble 100 fans per day. What would our cycle time have to be? Answer: Required Cycle Time, C = Production time per period Required output per period C = 420 mins / day 100 units / day = 4.2 mins / unit
51 Determine Theoretical Minimum Number of Workstations Answer: Theoretical Min. Number of Workstations, N t N = t Sum of task times (T) Cycle time (C) N = t mins / unit 4.2 mins / unit = 2.702, or 3
52 2 A C B D G E F H Task Followers Time (Mins) A 6 2 C D B 2 1 E F 1 1 G 1 1 H Station 1 Station 2 Station 3 A (4.2-2=2.2) B (2.2-1=1.2) G (1.2-1=.2) Idle=.2 C ( )=.95 Idle =.95 D ( )=3 E (3-.5)=2.5 F (2.5-1)=1.5 H ( )=.1 Idle =.1
53 Determine the Efficiency of the Assembly Line Efficiency = Sum of task times (T) Actual number of workstations (Na) x Cycle time (C) Efficiency = mins / unit (3)(4.2mins / unit) =.901
54 Prosese ve mamüle göre düzenleme şekillerinin karşılaştırılması: Mamül Proses 1.Tanım: Faaliyetlerin ardışık sıralanması Faaliyetlerin gruplandırılması 2. Proses türü: Sürekli, kütle üretim Kesikli, atölye tipi üretim 3. Ürün: Standart, stoka üretim Çeşitli, siparişe göre üretim 4. Talep: Kararlı, sabit Değişken 5. Hacim: Yüksek Düşük 6. Teçhizat: Özel amaçlı Çok amaçlı 7. İşçiler: Sınırlı beceri Kalifiye, çok özellikli 8. Stok: Düşük PİS, yüksek BMS Yüksek PİS, düşük BMS 9. Depo yeri: Küçük alan Büyük alan 10. Malz. taşıma: Sabit rota (konveyor) Değişken rota (forklift)
55 Mamül Proses 11. Koridor: Dar Geniş 12. Çizelgeleme: Kısmi dengeleme Dinamik 13. Yerleş. Karar. krit: Hat dengeleme Makine yerleş. 14. Amaç: Her istasyonda iş miktarını Malz. Taş.mal. eşitleme minimizasyonu 15. Avantajları: Verimlilik Esneklik
56 SABİT KONUMLU MAMÜLE GÖRE DÜZENLEME
57 Bu türlü yerleşim düzeninde üretim donanımı (İşçiler, makinalar v.b.) sabit konumda bulunan ürüne doğru hareket eder. Böyle bir yerleştirme düzeni gerektiren mamüle örnek olarak gemi, uçak ve çeşitli inşaatlar verilebilir.

58 HÜCRESEL DÜZENLEME
59 Hücresel düzenleme, aslında prosese göre yerleştirmenin özel bir şeklidir ve grup teknolojisinden yararlanılır. Belli bir proses yapılandırmasına göre, benzer ürünlerin imalatını amaçlayan bir yapıdır.
60 Grup teknolojisi yöntemi ile, benzer işlemlerden geçen parçalar saptanır ve gruplandırılır. Böylelikle çeşitli parça aileleri meydana gelir. Bir hücre içerisinde bir parça ailesine ait parçalar da üretilebilir. Tek bir üründe üretilebilir.
61
62 Hücresel düzenlemenin yararları; 1. Proses içi ve bitmiş mamül envanterinin az tutulmasını sağlar. Çünkü hücreler, makinden makineye olan iş akışı dengelenecek şekilde düzenlenmektedir. 2. Makineler birbirlerine yakın şekilde yerleştirilmesinden dolayı malzeme taşınması oldukça kolaydır. 3. İşçilik maliyeti daha aza indirgenebilir. 4. Üretim hazırlık sürelerinde kısalma sağlanır. 5. Kalite artar. Hücre içerisindeki işçiler ürünlerle birebir ilgilenmelerinden dolayı ürün kalitesinden de sorumlu olurlar.
63
64 OFİS DÜZENLEME
65 Ofis düzenlemesiyle bir fabrikanın düzenlenmesindeki temel fark, fabrika içerisinde iş akışının; ofis içerisinde ise bilgi akışının düzgün olmasının amaçlanmasıdır. Ofis düzenlenmesinde hedef, metrekare başına net karın maksimizasyonudur.
66 Ofis ya da bir hizmet yeri düzenlenmesinde önemli noktalar; Hoşa giden çevre Bölümlerin öncelikli ilişkileri Mekana uygun düzenleme ve işlevsellik İşaretler, simgeler ve düzenekler (tasarım)
67 İLİŞKİ DİYAGRAMI (YAKINLIK DERECELERİ) Value Closeness Line code Numerical weights A Absolutely necessary 16 E Especially important 8 I Important 4 O Ordinary closeness OK 2 U Unimportant 0 X Undesirable 80

68 1 I E 4 U 3 U Departmanlar arası çizgilerin sayıları işlem düzeylerini göstermektedir. 2 A 5
69 İLK VE SON YERLEŞİM PLANI ft Initial Layout Ignoring space and building constraints 50 ft Final Layout Adjusted by square footage and building size
Malzeme Gereksinim Planlaması (MRP)
") Malzeme Gereksinim Planlaması (MRP) Son ürün talebi bağımsız ve oldukça kararlıdır. Fakat aynı anda birden fazla değişik ürün üretilmesi söz konusu olabilir. Bu nedenle ihtiyaç duyulan malzeme miktarları
Malzeme Gereksinim Planlaması (MRP) Son ürün talebi bağımsız ve oldukça kararlıdır. Fakat aynı anda birden fazla değişik ürün üretilmesi söz konusu olabilir. Bu nedenle ihtiyaç duyulan malzeme miktarları
Mühendislik Ekonomisi. Prof.Dr. Orhan TORKUL
 Mühendislik Ekonomisi B Prof.Dr. Orhan TORKUL HAT DENGELEME Akış hatlarının tasarımındaki ana amaçlardan biri, her iş istasyonuna eşit miktarda iş dağıtımı yapabilmek, başka bir değişle, toplam iş yükünü
Mühendislik Ekonomisi B Prof.Dr. Orhan TORKUL HAT DENGELEME Akış hatlarının tasarımındaki ana amaçlardan biri, her iş istasyonuna eşit miktarda iş dağıtımı yapabilmek, başka bir değişle, toplam iş yükünü
MODERN İMALAT SİSTEMLERİ
 MODERN İMAAT SİSTEMERİ HÜCRESE İMAAT SİSTEMERİ DERS V-VII Hücresel imalat sistemleri, sipariş ve akış tipi imalat sistemleri arasında yer alan bir sistemdir. Hücresel imalat sistemlerinde, parçalar imalat
MODERN İMAAT SİSTEMERİ HÜCRESE İMAAT SİSTEMERİ DERS V-VII Hücresel imalat sistemleri, sipariş ve akış tipi imalat sistemleri arasında yer alan bir sistemdir. Hücresel imalat sistemlerinde, parçalar imalat
İŞ YERİ DÜZENLEME YERLEŞME DÜZENİNİN ÖNEMİ:
 İŞ YERİ DÜZENLEME YERLEŞME DÜZENİNİN ÖNEMİ: İş yeri düzenlemenin ana amacı işletme içinde üretime yönelik faaliyetlerde yer alan canlı ve cansız varlıkların tümünün hareket miktarlarının minimize edilmesidir.
İŞ YERİ DÜZENLEME YERLEŞME DÜZENİNİN ÖNEMİ: İş yeri düzenlemenin ana amacı işletme içinde üretime yönelik faaliyetlerde yer alan canlı ve cansız varlıkların tümünün hareket miktarlarının minimize edilmesidir.
İŞ AKIŞI ve YERLEŞTİRME TİPLERİ
 İŞ AKIŞI ve YERLEŞTİRME TİPLERİ İş akışı tipleri önce, fabrika binasının tek veya çok katlı olmasına göre, yatay ve düşey olmak üzere iki grupta toplanabilir. Yatay iş akışı tiplerinden bazı örneklerde
İŞ AKIŞI ve YERLEŞTİRME TİPLERİ İş akışı tipleri önce, fabrika binasının tek veya çok katlı olmasına göre, yatay ve düşey olmak üzere iki grupta toplanabilir. Yatay iş akışı tiplerinden bazı örneklerde
MALİYET ANALİZİ. Dr. Emin KURTCEBE Denizli SMMM Odası Genel İdare Müdürü
 MALİYET ANALİZİ Dr. Emin KURTCEBE Denizli SMMM Odası Genel İdare Müdürü Maliyet Sistemleri Birim Maliyet Belirleme. Planlama ve Kontrol Fonksiyonu. Maliyet sistemleri yöneticilerin işletmenin başarısı
MALİYET ANALİZİ Dr. Emin KURTCEBE Denizli SMMM Odası Genel İdare Müdürü Maliyet Sistemleri Birim Maliyet Belirleme. Planlama ve Kontrol Fonksiyonu. Maliyet sistemleri yöneticilerin işletmenin başarısı
Karlılık Faktörü. Kâr seviyesi = Satış Fiyatı Maliyet
 Karlılık Faktörü Bulunduğunuz iş bugün kâr azalışı ile karşılaşıyor mu? Pazarınız yalnızca düşük fiyatla ilgilenen müşteriler tarafından mı kontrol ediliyor? Kâr seviyesi = Satış Fiyatı Maliyet Eşitliğini
Karlılık Faktörü Bulunduğunuz iş bugün kâr azalışı ile karşılaşıyor mu? Pazarınız yalnızca düşük fiyatla ilgilenen müşteriler tarafından mı kontrol ediliyor? Kâr seviyesi = Satış Fiyatı Maliyet Eşitliğini
 2011 VS 1321-1. şağıdakilerden hangisi hizmet üretimi yapan işletmelerinin sunduğu hizmete ilişkin maliyetlerini kaydetmesinde kullandığı hesaplardan biridir? ) Hizmet Üretim Giderleri Yansıtma B) Direkt
2011 VS 1321-1. şağıdakilerden hangisi hizmet üretimi yapan işletmelerinin sunduğu hizmete ilişkin maliyetlerini kaydetmesinde kullandığı hesaplardan biridir? ) Hizmet Üretim Giderleri Yansıtma B) Direkt
BOSSA DIŞ GİYİM İŞLETMESİNDE FASON İPLİK İMALATI TERMİN SÜRELERİNE ALTI SIGMA ARAÇLARI İLE İSTATİSTİKSEL YAKLAŞIM
 1 BOSSA DIŞ GİYİM İŞLETMESİNDE FASON İPLİK İMALATI TERMİN SÜRELERİNE ALTI SIGMA ARAÇLARI İLE İSTATİSTİKSEL YAKLAŞIM İbrahim ÖRGERİN ÖZET Bu çalışmada, BOSSA Dış Giyim İşletmeleri nde fason iplik imalatı
1 BOSSA DIŞ GİYİM İŞLETMESİNDE FASON İPLİK İMALATI TERMİN SÜRELERİNE ALTI SIGMA ARAÇLARI İLE İSTATİSTİKSEL YAKLAŞIM İbrahim ÖRGERİN ÖZET Bu çalışmada, BOSSA Dış Giyim İşletmeleri nde fason iplik imalatı
Değişen Dünyada Güçlü İşletmeler Olmak. GİRİŞİM EĞİTİM ve DANIŞMANLIK MERKEZİ
 Değişen Dünyada Güçlü İşletmeler Olmak GİRİŞİM EĞİTİM ve DANIŞMANLIK MERKEZİ MANİSA NIN İÇİNDE BULUNDUĞU EKONOMİK ORTAM 2 MANİSA GENEL BİLGİLER Nüfus; Manisa:1.359.463 Türkiye:76.667.864 Sosyo Ekonomik
Değişen Dünyada Güçlü İşletmeler Olmak GİRİŞİM EĞİTİM ve DANIŞMANLIK MERKEZİ MANİSA NIN İÇİNDE BULUNDUĞU EKONOMİK ORTAM 2 MANİSA GENEL BİLGİLER Nüfus; Manisa:1.359.463 Türkiye:76.667.864 Sosyo Ekonomik
YURTDIŞI GÜMRÜK FABRİKA DEPO TIR NAKLİYECİ TIR ANTREPO SERBEST DEPO DAĞITIM ULUSLARARASI KARAYOLU GÜMRÜK MÜŞAVİRİ EMTİA SİGORTASI
 EMTİA SİGORTASI FABRİKA DEPO TIR NAKLİYECİ TIR YURTDIŞI GÜMRÜK ULUSLARARASI KARAYOLU TÜRKİYE GÜMRÜK BÖLGESİ ANTREPO SERBEST DEPO GÜMRÜK MÜŞAVİRİ DAĞITIM Lojistik Depo: İşletme için rekabet avantajı sağlayan,
EMTİA SİGORTASI FABRİKA DEPO TIR NAKLİYECİ TIR YURTDIŞI GÜMRÜK ULUSLARARASI KARAYOLU TÜRKİYE GÜMRÜK BÖLGESİ ANTREPO SERBEST DEPO GÜMRÜK MÜŞAVİRİ DAĞITIM Lojistik Depo: İşletme için rekabet avantajı sağlayan,
1. Ürün ve hizmet maliyetini hesaplamak 2.Maliyet kayıtları yapmak
 Dersin Adı Alan Meslek/Dal Dersin Okutulacağı Sınıf/Yıl Süre Dersin Amacı Dersin Tanımı Dersin Önkoşulları Ders ile Kazandırılacak Yeterlilikler Dersin İçeriği Yöntem ve Teknikler Eğitim-Öğretim Ortamı
Dersin Adı Alan Meslek/Dal Dersin Okutulacağı Sınıf/Yıl Süre Dersin Amacı Dersin Tanımı Dersin Önkoşulları Ders ile Kazandırılacak Yeterlilikler Dersin İçeriği Yöntem ve Teknikler Eğitim-Öğretim Ortamı
http://acikogretimx.com
 2009 S 3204-1. Belirli ekonomik sorunların çozumüne veya bu sorunların ortaya çıkmasını önlemeye dönük politikaların oluşturulma sürecine ne ad verilir? ikıiso GiRiş 5. şağıdakilerden hangisi ekonomik
2009 S 3204-1. Belirli ekonomik sorunların çozumüne veya bu sorunların ortaya çıkmasını önlemeye dönük politikaların oluşturulma sürecine ne ad verilir? ikıiso GiRiş 5. şağıdakilerden hangisi ekonomik
Proses Örnekleme Yöntemleri
 Proses Örnekleme Yöntemleri Sistemi temsil eden doğru örneğin alınması yanı sıra doğru örnekleme için aşağıdakilerin sağlanmış olması gerekir. 1. Numune alımı ve taşınmasının güvenli olması 2. Doğru şartlarda
Proses Örnekleme Yöntemleri Sistemi temsil eden doğru örneğin alınması yanı sıra doğru örnekleme için aşağıdakilerin sağlanmış olması gerekir. 1. Numune alımı ve taşınmasının güvenli olması 2. Doğru şartlarda
Çizelgeleme Nedir? Bir ürünün üretilmesi/hizmetin sunumu için
 Üretim Çizelgeleme Çizelgeleme Nedir? Bir ürünün üretilmesi/hizmetin sunumu için işgörenin nerede, ne zaman gerekli olduğunun, gerekli faaliyetlerin zamanlamasının, üretime başlama ve üretimi tamamlama
Üretim Çizelgeleme Çizelgeleme Nedir? Bir ürünün üretilmesi/hizmetin sunumu için işgörenin nerede, ne zaman gerekli olduğunun, gerekli faaliyetlerin zamanlamasının, üretime başlama ve üretimi tamamlama
YALIN MALİYET MUHASEBESİ VE BİR UYGULAMA
 YALIN MALİYET MUHASEBESİ VE BİR UYGULAMA Prof. Dr. M. Bülent Durmuşoğlu End. Y. Müh. Zeynep Tuğçe Şimşit 6. Endüstri Mühendisliği Bahar Konferansları Ekim 2013/ İzmir Gözlem ve Hipotez Geleneksel ürün/hizmet
YALIN MALİYET MUHASEBESİ VE BİR UYGULAMA Prof. Dr. M. Bülent Durmuşoğlu End. Y. Müh. Zeynep Tuğçe Şimşit 6. Endüstri Mühendisliği Bahar Konferansları Ekim 2013/ İzmir Gözlem ve Hipotez Geleneksel ürün/hizmet
TAM ZAMANINDA ÜRETİM (JUST IN TIME MANUFACTURING)
") TAM ZAMANINDA ÜRETİM (JUST IN TIME MANUFACTURING) TAM ZAMANINDA ÜRETİM (JUST IN TIME MANUFACTURING) İstenilen zamanda İstenilen miktarda Her türlü kaynak israfını önleyecek şekilde yapılan üretim Tam Zamanında
TAM ZAMANINDA ÜRETİM (JUST IN TIME MANUFACTURING) TAM ZAMANINDA ÜRETİM (JUST IN TIME MANUFACTURING) İstenilen zamanda İstenilen miktarda Her türlü kaynak israfını önleyecek şekilde yapılan üretim Tam Zamanında
Tebliğ. Kapsam Madde 2 Borçlanma maliyetlerine ilişkin Türkiye Muhasebe Standardının kapsamı ekli TMS 23 metninde yer almaktadır.
 Türkiye Muhasebe Kurulundan: Tebliğ Borçlanma Maliyetlerine İlişkin Türkiye Muhasebe Standardı (TMS 23) Hakkında Tebliğ Sıra No: 9 Amaç Madde 1 Bu Tebliğin amacı; borçlanma maliyetlerine ilişkin 23 nolu
Türkiye Muhasebe Kurulundan: Tebliğ Borçlanma Maliyetlerine İlişkin Türkiye Muhasebe Standardı (TMS 23) Hakkında Tebliğ Sıra No: 9 Amaç Madde 1 Bu Tebliğin amacı; borçlanma maliyetlerine ilişkin 23 nolu
Editörler Yrd.Doç.Dr.Mehmet Duruel & Özhan Görçün LOJİSTİK
 Editörler Yrd.Doç.Dr.Mehmet Duruel & Özhan Görçün LOJİSTİK Yazarlar Doç.Dr.Köksal Hazır Yrd.Doç.Dr.Ayça Gümüşay Çapın Yrd.Doç.Dr.Erdem Akkan Yrd.Doç.Dr.Esra Ciğerci Abdullah Kahraman Ayşenur Ören Elif
Editörler Yrd.Doç.Dr.Mehmet Duruel & Özhan Görçün LOJİSTİK Yazarlar Doç.Dr.Köksal Hazır Yrd.Doç.Dr.Ayça Gümüşay Çapın Yrd.Doç.Dr.Erdem Akkan Yrd.Doç.Dr.Esra Ciğerci Abdullah Kahraman Ayşenur Ören Elif
TC BALIKESİR ÜNİVERSİTESİ MÜHENDİSLİK MİMARLIK FAKÜLTESİ ENDÜSTRİ MÜHENDİSLİĞİ BÖLÜMÜ STOK KONTROL DERS 1
 TC BALIKESİR ÜNİVERSİTESİ MÜHENDİSLİK MİMARLIK FAKÜLTESİ ENDÜSTRİ MÜHENDİSLİĞİ BÖLÜMÜ STOK KONTROL DERS 1 1 STOK KONTROLUN ÖNEMİ Alışverişe çıktığımızda tezgahtarlardan Üzgünüz, istediğiniz ürün elimizde
TC BALIKESİR ÜNİVERSİTESİ MÜHENDİSLİK MİMARLIK FAKÜLTESİ ENDÜSTRİ MÜHENDİSLİĞİ BÖLÜMÜ STOK KONTROL DERS 1 1 STOK KONTROLUN ÖNEMİ Alışverişe çıktığımızda tezgahtarlardan Üzgünüz, istediğiniz ürün elimizde
Havacılık sanayi gövde Odak noktası delik delme çözümleri
 Havacılık sanayi gövde Odak noktası delik delme çözümleri Kompozit Alüminyum Titanyum Paslanmaz çelik Yeni boyutlara ulaşma Havacılık sanayi sürekli ilerleme halinde. Toleranslar daha sıkılaşıyor, işleme
Havacılık sanayi gövde Odak noktası delik delme çözümleri Kompozit Alüminyum Titanyum Paslanmaz çelik Yeni boyutlara ulaşma Havacılık sanayi sürekli ilerleme halinde. Toleranslar daha sıkılaşıyor, işleme
MALZEMELERİN GERİ DÖNÜŞÜMÜ. Prof.Dr. Kenan YILDIZ
 MALZEMELERİN GERİ DÖNÜŞÜMÜ Prof.Dr. Kenan YILDIZ Çevre ve Maliyeti Çevrenin ekonomiye maliyete konusunda üç temel durumdan bahsetmek mümkündür. Bunlar; 1) çevrenin ekonomiye maliyeti yoktur 2) çevrenin
MALZEMELERİN GERİ DÖNÜŞÜMÜ Prof.Dr. Kenan YILDIZ Çevre ve Maliyeti Çevrenin ekonomiye maliyete konusunda üç temel durumdan bahsetmek mümkündür. Bunlar; 1) çevrenin ekonomiye maliyeti yoktur 2) çevrenin
DERS PROGRAMI OLUŞTURMA VE ÖĞRETİM ELEMANI GÜN-SAAT AYARLARI
 T.C. SÜLEYMAN DEMİREL ÜNİVERSİTESİ DERS PROGRAMI OLUŞTURMA VE ÖĞRETİM ELEMANI GÜN-SAAT AYARLARI OCAK, 2016 ISPARTA 1. GİRİŞ Kampüslerde öğrenci sayısının artması, yeni bölümlerin kurulması veya ders planlarının
T.C. SÜLEYMAN DEMİREL ÜNİVERSİTESİ DERS PROGRAMI OLUŞTURMA VE ÖĞRETİM ELEMANI GÜN-SAAT AYARLARI OCAK, 2016 ISPARTA 1. GİRİŞ Kampüslerde öğrenci sayısının artması, yeni bölümlerin kurulması veya ders planlarının
Yard. Doç. Dr. Necmettin ÖZEL Abant İzzet Baysal Üniversitesi Öğr. Grv. İbrahim KARAGÖZ Abant İzzet Baysal Üniversitesi
 MESLEK YÜKSEKOKULLARININ KENDİ ALANLARINDA GEREKSİNİM DUYULAN BECERİYİ SAĞLAMA VE İŞ ÖRGÜTLERİNİN DE BUNDAN YARARLANMA YETERLİKLERİ: BOLU MESLEK YÜKSEKOKULU STAJYER ÖĞRENCİLER ÜZERİNDE BİR ARAŞTIRMA Yard.
MESLEK YÜKSEKOKULLARININ KENDİ ALANLARINDA GEREKSİNİM DUYULAN BECERİYİ SAĞLAMA VE İŞ ÖRGÜTLERİNİN DE BUNDAN YARARLANMA YETERLİKLERİ: BOLU MESLEK YÜKSEKOKULU STAJYER ÖĞRENCİLER ÜZERİNDE BİR ARAŞTIRMA Yard.
AKM-F-193 / 10.04.2014 / Rev:00
 AKM-F-193 / 10.04.2014 / Rev:00 SÜREÇ Nedir? Kaynakların kullanılarak, girdilerin çıktılara dönüştüğü sıralı faaliyetler bütünüdür. SÜREÇLER 3 Çeşittir Müşteri Odaklı Süreçler ANA Süreçler Destek Süreçler
AKM-F-193 / 10.04.2014 / Rev:00 SÜREÇ Nedir? Kaynakların kullanılarak, girdilerin çıktılara dönüştüğü sıralı faaliyetler bütünüdür. SÜREÇLER 3 Çeşittir Müşteri Odaklı Süreçler ANA Süreçler Destek Süreçler
3. BÖLÜM. İş Analizi ve Tasarımı
 3. BÖLÜM İş Analizi ve Tasarımı İş Analizi ve İş Tasarımı İnsan kaynakları yönetiminin çeşitli işlevlerinin etkili bir şekilde yerine getirilebilmesi, öncelikle işler hakkında sistemli bir şekilde elde
3. BÖLÜM İş Analizi ve Tasarımı İş Analizi ve İş Tasarımı İnsan kaynakları yönetiminin çeşitli işlevlerinin etkili bir şekilde yerine getirilebilmesi, öncelikle işler hakkında sistemli bir şekilde elde
TARIMSAL MEKANĠZASYON ĠġLETMECĠLĠĞĠ
 TARIMSAL MEKANĠZASYON ĠġLETMECĠLĠĞĠ Tarımsal mekanizasyon Tanım : Tarımsal üretim faaliyetlerinin, güç kaynakları ve tarım makinaları kullanımı ile mekanize edilmesidir. Kapsam : Tarımda ileri düzey üretim
TARIMSAL MEKANĠZASYON ĠġLETMECĠLĠĞĠ Tarımsal mekanizasyon Tanım : Tarımsal üretim faaliyetlerinin, güç kaynakları ve tarım makinaları kullanımı ile mekanize edilmesidir. Kapsam : Tarımda ileri düzey üretim
3. Bölüm. DA-DA Çevirici Devreler (DC Konvertörler) Doç. Dr. Ersan KABALCI AEK-207 GÜNEŞ ENERJİSİ İLE ELEKTRİK ÜRETİMİ
 Doç. Dr. Ersan KABALCI AEK-207 GÜNEŞ ENERJİSİ İLE ELEKTRİK ÜRETİMİ") 3. Bölüm DA-DA Çevirici Devreler (D Konvertörler) Doç. Dr. Ersan KABA AEK-207 GÜNEŞ ENERJİSİ İE EEKTRİK ÜRETİMİ Dönüştürücü Devreler Gücün DA-DA dönüştürülmesi anahtarlamalı tip güç konvertörleri ile yapılır.
3. Bölüm DA-DA Çevirici Devreler (D Konvertörler) Doç. Dr. Ersan KABA AEK-207 GÜNEŞ ENERJİSİ İE EEKTRİK ÜRETİMİ Dönüştürücü Devreler Gücün DA-DA dönüştürülmesi anahtarlamalı tip güç konvertörleri ile yapılır.
OTOMOTİV MÜHENDİSİ TANIM. Kamyon, otobüs, minibüs, otomobil gibi motorlu kara taşıtlarını planlayan ve üretimini denetleyen kişidir.
 TANIM Kamyon, otobüs, minibüs, otomobil gibi motorlu kara taşıtlarını planlayan ve üretimini denetleyen kişidir. A- GÖREVLER KULLANILAN ARAÇ, GEREÇ VE EKİPMAN Otomotiv mühendisinin görevleri makine mühendisinin
TANIM Kamyon, otobüs, minibüs, otomobil gibi motorlu kara taşıtlarını planlayan ve üretimini denetleyen kişidir. A- GÖREVLER KULLANILAN ARAÇ, GEREÇ VE EKİPMAN Otomotiv mühendisinin görevleri makine mühendisinin
ÜNİTE - 2 İŞLETME ÇEŞİTLERİ
 ÜNİTE - 2 İŞLETME ÇEŞİTLERİ 1-Üretim Araçlarının Mülkiyetine Göre İşletmeler 2-Tüketim Biçimine Göre İşletmeler 3-Ürettikleri mal ve hizmetin çeşidine göre işletmeler Bu üniteye neden çalışmalıyız.! İşletmenin
ÜNİTE - 2 İŞLETME ÇEŞİTLERİ 1-Üretim Araçlarının Mülkiyetine Göre İşletmeler 2-Tüketim Biçimine Göre İşletmeler 3-Ürettikleri mal ve hizmetin çeşidine göre işletmeler Bu üniteye neden çalışmalıyız.! İşletmenin
DÖRDÜNCÜ BÖLÜM. YG ve AG Sistemlerinde Topraklama Tesislerinin Birleştirilmesi
 DÖRDÜNCÜ BÖLÜM YG ve AG Sistemlerinde Topraklama Tesislerinin Birleştirilmesi ve AG Tesislerinin, YG Sistemleri ile Toprak Arasında Meydana Gelen Arızalara Karşı Korunması YG ve AG Sistemlerinde Topraklama
DÖRDÜNCÜ BÖLÜM YG ve AG Sistemlerinde Topraklama Tesislerinin Birleştirilmesi ve AG Tesislerinin, YG Sistemleri ile Toprak Arasında Meydana Gelen Arızalara Karşı Korunması YG ve AG Sistemlerinde Topraklama
DERS BİLGİ FORMU Üretim Takibi Giyim Üretimi Teknolojisi Kesimcilik
 Dersin Adı Alan Meslek/Dal Dersin Okutulacağı Sınıf/Yıl Süre Dersin Amacı BİLGİ FORMU Üretim Takibi Giyim Üretimi Teknolojisi Kesimcilik 64 Ders Saati Bu ders ile öğrenciye hazır giyim işletmelerinde üretimin
Dersin Adı Alan Meslek/Dal Dersin Okutulacağı Sınıf/Yıl Süre Dersin Amacı BİLGİ FORMU Üretim Takibi Giyim Üretimi Teknolojisi Kesimcilik 64 Ders Saati Bu ders ile öğrenciye hazır giyim işletmelerinde üretimin
PLASTİK İŞLEME TEKNİSYENİ
 TANIM Plastik kalıplama makinelerine kalıpları bağlayan, plastik malzemelerin özelliliklerine göre makinelerin ayarını yapan, bu makinelerle plastik ürün elde eden, plastik kalıplama makineleri ve üzerindeki
TANIM Plastik kalıplama makinelerine kalıpları bağlayan, plastik malzemelerin özelliliklerine göre makinelerin ayarını yapan, bu makinelerle plastik ürün elde eden, plastik kalıplama makineleri ve üzerindeki
MALİ ANALİZ KISA ÖZET KOLAYAOF
 DİKKATİNİZE: BURADA SADECE ÖZETİN İLK ÜNİTESİ SİZE ÖRNEK OLARAK GÖSTERİLMİŞTİR. ÖZETİN TAMAMININ KAÇ SAYFA OLDUĞUNU ÜNİTELERİ İÇİNDEKİLER BÖLÜMÜNDEN GÖREBİLİRSİNİZ. MALİ ANALİZ KISA ÖZET KOLAYAOF 2 Kolayaof.com
DİKKATİNİZE: BURADA SADECE ÖZETİN İLK ÜNİTESİ SİZE ÖRNEK OLARAK GÖSTERİLMİŞTİR. ÖZETİN TAMAMININ KAÇ SAYFA OLDUĞUNU ÜNİTELERİ İÇİNDEKİLER BÖLÜMÜNDEN GÖREBİLİRSİNİZ. MALİ ANALİZ KISA ÖZET KOLAYAOF 2 Kolayaof.com
Bölüm 7. Temel Stratejiler ve Alt Grupları. Temel Stratejiler 01.12.2013. Büyüme Stratejileri
 Bölüm 7 ve Alt Grupları İşletmenin veya çeşitli iş birimlerinin yaşamlarını sürdürebilmesi ve rekabet üstünlüğü sağlayabilmesi için gelecekte yapması veya yapmaması gerekli olan iş ve faaliyetlerle ilgilidirler.
Bölüm 7 ve Alt Grupları İşletmenin veya çeşitli iş birimlerinin yaşamlarını sürdürebilmesi ve rekabet üstünlüğü sağlayabilmesi için gelecekte yapması veya yapmaması gerekli olan iş ve faaliyetlerle ilgilidirler.
YÖNETİM MUHASEBESİ ve Uygulamaları
 YÖNETİM MUHASEBESİ ve Uygulamaları Prof. Dr. Gürbüz GÖKÇEN Marmara Üniversitesi İşletme Fakültesi Yrd. Doç. Dr. Hakan ÇELENK Marmara Üniversitesi İşletme Fakültesi Yrd. Doç. Dr. Emre HORASAN Kafkas Üniversitesi
YÖNETİM MUHASEBESİ ve Uygulamaları Prof. Dr. Gürbüz GÖKÇEN Marmara Üniversitesi İşletme Fakültesi Yrd. Doç. Dr. Hakan ÇELENK Marmara Üniversitesi İşletme Fakültesi Yrd. Doç. Dr. Emre HORASAN Kafkas Üniversitesi
KDV-1 BEYANNAMESİNDEKİ BELGE BİLGİLERİ İLE İLGİLİ AÇIKLAMA. (14 Temmuz 2016 İtibariyle Yapılan Düzenlemeler)
") KDV-1 BEYANNAMESİNDEKİ BELGE BİLGİLERİ İLE İLGİLİ AÇIKLAMA (14 Temmuz 2016 İtibariyle Yapılan Düzenlemeler) Bu dokümanın bir önceki versiyonu GMS.NET 5.0.6 Güncelleme Notları nda yayınlanmıştı. Geçen süre
KDV-1 BEYANNAMESİNDEKİ BELGE BİLGİLERİ İLE İLGİLİ AÇIKLAMA (14 Temmuz 2016 İtibariyle Yapılan Düzenlemeler) Bu dokümanın bir önceki versiyonu GMS.NET 5.0.6 Güncelleme Notları nda yayınlanmıştı. Geçen süre
Proje Şebeke Şebeke Zaman Faaliyetleri Hesaplaması Çizelgesi
 CPM VE PERT CPM ( Critical Path Method --- Kritik Yol Yöntemi ) ve PERT (Program Evaluation and Review Technique --- Program Değerlendirme ve Gözden Geçirme Tekniği) projelerin planlanması,çizelgelenmesi
CPM VE PERT CPM ( Critical Path Method --- Kritik Yol Yöntemi ) ve PERT (Program Evaluation and Review Technique --- Program Değerlendirme ve Gözden Geçirme Tekniği) projelerin planlanması,çizelgelenmesi
NAKIŞ ÖĞRETMENİ. TANIM Çalıştığı eğitim kurum ya da kuruluşunda; öğrencilere ya da yetişkinlere, nakış ile ilgili eğitim veren kişidir.
 TANIM Çalıştığı eğitim kurum ya da kuruluşunda; öğrencilere ya da yetişkinlere, nakış ile ilgili eğitim veren kişidir. A- GÖREVLER KULLANILAN ARAÇ, GEREÇ VE EKİPMAN Nakış ile ilgili hangi bilgi, beceri,
TANIM Çalıştığı eğitim kurum ya da kuruluşunda; öğrencilere ya da yetişkinlere, nakış ile ilgili eğitim veren kişidir. A- GÖREVLER KULLANILAN ARAÇ, GEREÇ VE EKİPMAN Nakış ile ilgili hangi bilgi, beceri,
5. ÜNİTE ÜÇ FAZLI ALTERNATİF AKIMLAR
 5. ÜNİTE ÜÇ FAZLI ALTERNATİF AKIMLAR KONULAR 1. Üç Fazlı Alternatif Akımların Tanımı Ve Elde Edilmeleri 2. Yıldız Ve Üçgen Bağlama, Her İki Bağlamada Çekilen Akımlar Ve Güçlerin Karşılaştırılması 3. Bir
5. ÜNİTE ÜÇ FAZLI ALTERNATİF AKIMLAR KONULAR 1. Üç Fazlı Alternatif Akımların Tanımı Ve Elde Edilmeleri 2. Yıldız Ve Üçgen Bağlama, Her İki Bağlamada Çekilen Akımlar Ve Güçlerin Karşılaştırılması 3. Bir
8. Kent Bilgisinin Organizasyonu. II. Ders
 Kent Bilgi Sistemleri SEC 404 8. Kent Bilgisinin Organizasyonu Yrd. Doç. Dr. Volkan YILDIRIM www.harita.ktu.edu.tr/yvolkan II. Ders 2 Bilgi sözcüğü, Büyük Larousse ansiklopedisinde, bir iş veya konu hakkında
Kent Bilgi Sistemleri SEC 404 8. Kent Bilgisinin Organizasyonu Yrd. Doç. Dr. Volkan YILDIRIM www.harita.ktu.edu.tr/yvolkan II. Ders 2 Bilgi sözcüğü, Büyük Larousse ansiklopedisinde, bir iş veya konu hakkında
Asansör Tesisatı Yönetmeliği. Asansör Yönetmeliği (95/16/AT) Sanayi ve Ticaret Bakanlığından BİRİNCİ BÖLÜM. Amaç, Kapsam, Dayanak ve Tanımlar.
 Sanayi ve Ticaret Bakanlığından BİRİNCİ BÖLÜM. Amaç, Kapsam, Dayanak ve Tanımlar.") Asansör Tesisatı Yönetmeliği Asansör Yönetmeliği (95/16/AT) Sanayi ve Ticaret Bakanlığından BİRİNCİ BÖLÜM Amaç, Kapsam, Dayanak ve Tanımlar Amaç Madde 1- Bu Yönetmeliğin amacı; İmar Kanunu ve buna bağlı
Asansör Tesisatı Yönetmeliği Asansör Yönetmeliği (95/16/AT) Sanayi ve Ticaret Bakanlığından BİRİNCİ BÖLÜM Amaç, Kapsam, Dayanak ve Tanımlar Amaç Madde 1- Bu Yönetmeliğin amacı; İmar Kanunu ve buna bağlı
CUTEC etkisi: -Yüksek verimlilik -Yüksek Işlem güvenliği -Yüksek Yaşam - H7 Kalite Delik
 CUTEC araç uzmanı CUTEC IsoG yüksek hassasiyetli CNC taşlama makinesi S20 onun araçlarını biler. S20 uygulama alanı çok klasik araç taşlama ek ötesine ulaşır. Medikal, havacılık ve S20 üretilmektedir karmaşık
CUTEC araç uzmanı CUTEC IsoG yüksek hassasiyetli CNC taşlama makinesi S20 onun araçlarını biler. S20 uygulama alanı çok klasik araç taşlama ek ötesine ulaşır. Medikal, havacılık ve S20 üretilmektedir karmaşık
Panel Radyatörler Dekoratif Radyatörler Havlupanlar Aksesuarlar
 Panel Radyatörler Dekoratif Radyatörler Havlupanlar Aksesuarlar Yalın Düşünce Coşkunöz Holding şirketlerinin tamamında olduğu gibi COPA olarak bizler, değer zincirimizdeki israfları yok etme sorumluluğu
Panel Radyatörler Dekoratif Radyatörler Havlupanlar Aksesuarlar Yalın Düşünce Coşkunöz Holding şirketlerinin tamamında olduğu gibi COPA olarak bizler, değer zincirimizdeki israfları yok etme sorumluluğu
TEKNİK RESİM. Ders Notları: Mehmet Çevik Dokuz Eylül Üniversitesi. Ölçülendirme
 TEKNİK RESİM 2010 Ders Notları: Mehmet Çevik Dokuz Eylül Üniversitesi 2/33 nin Gereği ve Önemi Ölçekler Ölçek Çeşitleri Elemanları Ölçü Çizgisi Ölçü Rakamı Ölçü Sınır Çizgisi Açı ve Yay Ölçüleri Yay si
TEKNİK RESİM 2010 Ders Notları: Mehmet Çevik Dokuz Eylül Üniversitesi 2/33 nin Gereği ve Önemi Ölçekler Ölçek Çeşitleri Elemanları Ölçü Çizgisi Ölçü Rakamı Ölçü Sınır Çizgisi Açı ve Yay Ölçüleri Yay si
2016 Ocak SEKTÖREL GÜVEN ENDEKSLERİ 25 Ocak 2016
 2016 Ocak SEKTÖREL GÜVEN ENDEKSLERİ 25 Ocak 2016 Ocak ayı inşaat ve hizmet sektörü güven endeksleri TÜİK tarafından 25 Ocak 2016 tarihinde yayımlandı. İnşaat sektörü güven endeksi 2015 yılı Aralık ayında
2016 Ocak SEKTÖREL GÜVEN ENDEKSLERİ 25 Ocak 2016 Ocak ayı inşaat ve hizmet sektörü güven endeksleri TÜİK tarafından 25 Ocak 2016 tarihinde yayımlandı. İnşaat sektörü güven endeksi 2015 yılı Aralık ayında
Hidrolik Pompa İmalatı Yapan Bir İşletmede Hata Türü ve Etkileri (HMEA) Analizi Uygulaması
 Analizi Uygulaması") 280 Hidrolik Pompa İmalatı Yapan Bir İşletmede Hata Türü ve Etkileri (HMEA) Analizi Uygulaması Ali Yavuz ŞEFLEK*, Kazım ÇARMAN*, Yakup KARA** *Selçuk Üniversitesi, Ziraat Fakültesi, Tarım Makinaları Bölümü,
280 Hidrolik Pompa İmalatı Yapan Bir İşletmede Hata Türü ve Etkileri (HMEA) Analizi Uygulaması Ali Yavuz ŞEFLEK*, Kazım ÇARMAN*, Yakup KARA** *Selçuk Üniversitesi, Ziraat Fakültesi, Tarım Makinaları Bölümü,
Sentetik Çuval. www.dempocuval.com
 Sentetik Çuval www.dempocuval.com Konya Organize Sanayi Bölgesinde 1997 yılında kurulan firmamız, 8000 m² si kapalı toplam 25000 m² alanda son sistem makine parkuru ve kendi alanında uzman personeli ile
Sentetik Çuval www.dempocuval.com Konya Organize Sanayi Bölgesinde 1997 yılında kurulan firmamız, 8000 m² si kapalı toplam 25000 m² alanda son sistem makine parkuru ve kendi alanında uzman personeli ile
1. GİRİŞ MAKİNA DÜZENLEME SİSTEM VE TEKNİKLERİ 1
 MAKİNA DÜZENLEME SİSTEM VE TEKNİKLERİ 1 1. GİRİŞ Bir ülkenin gelişmesi, halkın refahının artması temel üretim faktörleri olarak nitelendirilen makina, insan gücü ve malzemenin uygun yöntemlerle koordine
MAKİNA DÜZENLEME SİSTEM VE TEKNİKLERİ 1 1. GİRİŞ Bir ülkenin gelişmesi, halkın refahının artması temel üretim faktörleri olarak nitelendirilen makina, insan gücü ve malzemenin uygun yöntemlerle koordine
DERS BİLGİLERİ. Ders Kodu Yarıyıl T+U Kredi AKTS VERGİ HUKUKU VE TÜRK VERGİ SİSTEMİ 0102707 7 3+0 3 4. Yrd. Doc. Dr.
 DERS BİLGİLERİ Ders Kodu Yarıyıl T+U Kredi AKTS Saat VERGİ HUKUKU VE TÜRK VERGİ SİSTEMİ 0102707 7 3+0 3 4 Ön Koşul Dersleri YOK Dersin Dili Türkçe Dersin Seviyesi Lisans Dersin Türü Dersin Koordinatörü
DERS BİLGİLERİ Ders Kodu Yarıyıl T+U Kredi AKTS Saat VERGİ HUKUKU VE TÜRK VERGİ SİSTEMİ 0102707 7 3+0 3 4 Ön Koşul Dersleri YOK Dersin Dili Türkçe Dersin Seviyesi Lisans Dersin Türü Dersin Koordinatörü
Olay-Tabanlı Modelleme. İlhan AYDIN
 Olay-Tabanlı Modelleme İlhan AYDIN Olay-Sürümlü Modeller Zaman sürümlü modeller düzenli zaman aralıklarında senkron bir tarzda ilerleyen sinyallere sahip sistemleri karakterize eder. Olay sürümlü modeller
Olay-Tabanlı Modelleme İlhan AYDIN Olay-Sürümlü Modeller Zaman sürümlü modeller düzenli zaman aralıklarında senkron bir tarzda ilerleyen sinyallere sahip sistemleri karakterize eder. Olay sürümlü modeller
FABRİKA YERLEŞTİRME DÜZENİ
 FABRİKA YERLEŞTİRME DÜZENİ Üretim araçlarının, yardımcı tesislerin veya iş istasyonlarının ve taşıma, depolama, kalite kontrolü gibi üretimle ilgili faaliyetlerin fiziksel konumları açısından bir bütün
FABRİKA YERLEŞTİRME DÜZENİ Üretim araçlarının, yardımcı tesislerin veya iş istasyonlarının ve taşıma, depolama, kalite kontrolü gibi üretimle ilgili faaliyetlerin fiziksel konumları açısından bir bütün
Bölüm 2 Algoritmalar. 2.1 Giriş
 Bölüm 2 Algoritmalar 2.1 Giriş İnsanlar ilk çağlardan beri istek veya arzularını ifade etmek çeşitli yöntemler ile anlatmaya çalışmışlardır. İlk olarak çeşitli şekil ve simgeler daha sonra ise yazının
Bölüm 2 Algoritmalar 2.1 Giriş İnsanlar ilk çağlardan beri istek veya arzularını ifade etmek çeşitli yöntemler ile anlatmaya çalışmışlardır. İlk olarak çeşitli şekil ve simgeler daha sonra ise yazının
Avansas Pro ile her zaman kazanın
 Avansas Pro ile her zaman kazanın Değerli İş Ortağımız; Avansas Pro olarak ofis malzemeleri tedariği konusunda Türkiye ye yepyeni bir soluk getiriyoruz. Birlikte çalıştığımız farklı ölçekteki şirketlerin
Avansas Pro ile her zaman kazanın Değerli İş Ortağımız; Avansas Pro olarak ofis malzemeleri tedariği konusunda Türkiye ye yepyeni bir soluk getiriyoruz. Birlikte çalıştığımız farklı ölçekteki şirketlerin
ÜRETİM SİSTEMLERİ GELENEKSEL
 İmalat nin Sınıflandırılması ÜRETİM SİSTEMLERİ GELENEKSEL ATÖLYE TİPİ AKIŞ TİPİ DERS II GELENEKSEL İMALAT SİSTEMLERİ ÜRETİM SİSTEMLERİ MODERN HÜCRESEL ESNEK TAM ZAMANINDA Kesikli üretim, talebin üretim
İmalat nin Sınıflandırılması ÜRETİM SİSTEMLERİ GELENEKSEL ATÖLYE TİPİ AKIŞ TİPİ DERS II GELENEKSEL İMALAT SİSTEMLERİ ÜRETİM SİSTEMLERİ MODERN HÜCRESEL ESNEK TAM ZAMANINDA Kesikli üretim, talebin üretim
Kalite Maliyetleri. Doç. Dr. Nihal ERGİNEL
 Kalite Maliyetleri Doç. Dr. Nihal ERGİNEL Kalite, ilk seferinde doğru yapılmasını hedefler. Hem bu hedefi gerçekleştirmek için, hem de ilgili hedef gerçekleşmediğinde bazı kalite maliyetleri ortaya çıkar.
Kalite Maliyetleri Doç. Dr. Nihal ERGİNEL Kalite, ilk seferinde doğru yapılmasını hedefler. Hem bu hedefi gerçekleştirmek için, hem de ilgili hedef gerçekleşmediğinde bazı kalite maliyetleri ortaya çıkar.
Model ERP Tedarik Zinciri Yönetimi. Satınalma Yönetimi
 Günümüzde rekabet avantajı elde etmek için bilişim teknolojilerinden maksimum oranda faydalanmak gerekiyor. Model ERP çözümü, birçok sektörün ortak aklını temsil eden, açık kaynak kodlu, %80 hazır işleyişlerin
Günümüzde rekabet avantajı elde etmek için bilişim teknolojilerinden maksimum oranda faydalanmak gerekiyor. Model ERP çözümü, birçok sektörün ortak aklını temsil eden, açık kaynak kodlu, %80 hazır işleyişlerin
PNÖMATİK KAS. Pnömatik kas bu doğrultuda geliştirilmiştir.basit fikir olarak esnek bir hortumun kombinasyonu diyebiliriz. (şekil 1) Şekil 1.
 Şekil 1.") 437 PNÖMATİK KAS Enver ÇATAK ÖZET Teknolojinin gelişimi ile artık kuvvet ve hareket üreten sistemlerin daha esnek, sorunsuz, küçük güçlerle büyük kuvvet elde edebilme, kullanımın kolay ve hareketlerin
437 PNÖMATİK KAS Enver ÇATAK ÖZET Teknolojinin gelişimi ile artık kuvvet ve hareket üreten sistemlerin daha esnek, sorunsuz, küçük güçlerle büyük kuvvet elde edebilme, kullanımın kolay ve hareketlerin
GEMİ RESSAMI TEKNİSYENİ
 TANIM Deniz araçları üretiminde; imalatı yapılacak yapı elemanlarının donatımının, tesisat donatım elemanlarının imalat ve montaj resimleri ile standart sembollerini ilgili standartlara göre bilgisayar
TANIM Deniz araçları üretiminde; imalatı yapılacak yapı elemanlarının donatımının, tesisat donatım elemanlarının imalat ve montaj resimleri ile standart sembollerini ilgili standartlara göre bilgisayar
İmalat Teknolojisi Teorisi II (Kesme Yöntemleri) (MFGE 307) Ders Detayları
 (MFGE 307) Ders Detayları") İmalat Teknolojisi Teorisi II (Kesme Yöntemleri) (MFGE 307) Ders Detayları Ders Adı İmalat Teknolojisi Teorisi II (Kesme Yöntemleri) Ders Kodu MFGE 307 Dönemi Ders Uygulama Laboratuar Kredi AKTS Saati
İmalat Teknolojisi Teorisi II (Kesme Yöntemleri) (MFGE 307) Ders Detayları Ders Adı İmalat Teknolojisi Teorisi II (Kesme Yöntemleri) Ders Kodu MFGE 307 Dönemi Ders Uygulama Laboratuar Kredi AKTS Saati
İNSAN KIYMETLERİ YÖNETİMİ 4
 İNSAN KIYMETLERİ YÖNETİMİ 4 İKY PLANLANMASI 1)Giriş 2)İK planlanması 3)İK değerlendirilmesi 4)İK ihtiyacının belirlenmesi 2 İnsanların ihtiyaçları artmakta ve ihtiyaçlar giderek çeşitlenmektedir. İhtiyaçlardaki
İNSAN KIYMETLERİ YÖNETİMİ 4 İKY PLANLANMASI 1)Giriş 2)İK planlanması 3)İK değerlendirilmesi 4)İK ihtiyacının belirlenmesi 2 İnsanların ihtiyaçları artmakta ve ihtiyaçlar giderek çeşitlenmektedir. İhtiyaçlardaki
ÖRME MESLEK HESAPLARI DERSİ (DÜZ ÖRME / YUVARLAK ÖRME)
") ÖRME MESLEK HESAPLARI DERSİ (DÜZ ÖRME / YUVARLAK ÖRME) Dersin Modülleri Örme Hesapları 1 Örme Hesapları 2 Kazandırılan Yeterlikler Örme hesapları yapmak DERS BİLGİ FORMU DERSİN ADI ALAN MESLEK / DAL DERSİN
ÖRME MESLEK HESAPLARI DERSİ (DÜZ ÖRME / YUVARLAK ÖRME) Dersin Modülleri Örme Hesapları 1 Örme Hesapları 2 Kazandırılan Yeterlikler Örme hesapları yapmak DERS BİLGİ FORMU DERSİN ADI ALAN MESLEK / DAL DERSİN
16.12.2014 KALİTE ÇEMBERLERİ NEDİR?
 KALİTE ÇEMBERLERİ NEDİR? İŞ İLE DOĞRUDAN İÇ İÇE OLAN ELEMANLARIN PROBLEMLERİN ÇÖZÜMÜ İÇİN HANGİ DEĞİŞİKLİKLERİN YAPILACAĞI VE BU DEĞİŞİKLİKLERİN NASIL APILMASI GEREKTİĞİ KONUSUNDA EN SAĞLIKLI BİLGİYE SAHİP
KALİTE ÇEMBERLERİ NEDİR? İŞ İLE DOĞRUDAN İÇ İÇE OLAN ELEMANLARIN PROBLEMLERİN ÇÖZÜMÜ İÇİN HANGİ DEĞİŞİKLİKLERİN YAPILACAĞI VE BU DEĞİŞİKLİKLERİN NASIL APILMASI GEREKTİĞİ KONUSUNDA EN SAĞLIKLI BİLGİYE SAHİP
ENJEKSİYON KALIPÇILIĞI DERSİ ÇALIŞMA SORULARI. b. Alın frezeleme. c. Eğik frezeleme. d. Konik frezeleme. a. Yatay freze tezgâhı
 ENJEKSİYON KALIPÇILIĞI DERSİ ÇALIŞMA SORULARI 1. Aşağıdakilerden hangisi el enjeksiyon kalıbının elemanlarından birisidir? a. Kalıp boşluğu c. Dişi kalıp 2. Kalıp yarımlarının aynı eksende çalışmasını
ENJEKSİYON KALIPÇILIĞI DERSİ ÇALIŞMA SORULARI 1. Aşağıdakilerden hangisi el enjeksiyon kalıbının elemanlarından birisidir? a. Kalıp boşluğu c. Dişi kalıp 2. Kalıp yarımlarının aynı eksende çalışmasını
Muhasebe İlkeleri I (MGMT 203) Ders Detayları
 Ders Detayları") Muhasebe İlkeleri I (MGMT 203) Ders Detayları Ders Adı Ders Kodu Dönemi Ders Saati Uygulama Saati Laboratuar Saati Kredi AKTS Muhasebe İlkeleri I MGMT 203 Güz 3 0 0 3 6 Ön Koşul Ders(ler)i Dersin Dili
Muhasebe İlkeleri I (MGMT 203) Ders Detayları Ders Adı Ders Kodu Dönemi Ders Saati Uygulama Saati Laboratuar Saati Kredi AKTS Muhasebe İlkeleri I MGMT 203 Güz 3 0 0 3 6 Ön Koşul Ders(ler)i Dersin Dili
ÇELİK PREFABRİK YAPILAR
 ÇELİK PREFABRİK YAPILAR 1. bölüm GİRİŞ ÇELİK KONSTRÜKSİYON Çelik konstrüksiyon: çok katlı yapılar, betonda geçilemeyecek kadar büyük açıklıklar, Fabrikalarda çok uzun süre hizmet verilecek yapılarda en
ÇELİK PREFABRİK YAPILAR 1. bölüm GİRİŞ ÇELİK KONSTRÜKSİYON Çelik konstrüksiyon: çok katlı yapılar, betonda geçilemeyecek kadar büyük açıklıklar, Fabrikalarda çok uzun süre hizmet verilecek yapılarda en
KAYISI ARAŞTIRMA İSTASYONU MÜDÜRLÜĞÜ EK 3.9 TOPRAK SU KAYNAKLARI BÖLÜMÜ
 KAYISI ARAŞTIRMA İSTASYONU MÜDÜRLÜĞÜ EK 3.9 TOPRAK SU KAYNAKLARI Toprak-Su Kaynakları Bölüm Başkanı Dök.No KAİM.İKS.FRM.34 Sayfa No 1 / 3 İŞİN KISA TANIMI: Kayısı Araştırma İstasyonu Müdürlüğü üst yönetimi
KAYISI ARAŞTIRMA İSTASYONU MÜDÜRLÜĞÜ EK 3.9 TOPRAK SU KAYNAKLARI Toprak-Su Kaynakları Bölüm Başkanı Dök.No KAİM.İKS.FRM.34 Sayfa No 1 / 3 İŞİN KISA TANIMI: Kayısı Araştırma İstasyonu Müdürlüğü üst yönetimi
Üretim Sistemleri Analizi
 Üretim Sistemleri Analizi Ekonomistlerin "fayda yaratmak", mühendislerin ise "fiziksel bir varlık üzerinde onun değerini artıracak bir değişiklik yapmak, hammadde veya yarı mamulleri kullanılabilir bir
Üretim Sistemleri Analizi Ekonomistlerin "fayda yaratmak", mühendislerin ise "fiziksel bir varlık üzerinde onun değerini artıracak bir değişiklik yapmak, hammadde veya yarı mamulleri kullanılabilir bir
DİKİMDE HATA OLUŞTURAN NEDENLERİN BELİRLENMESİNE YÖNELİK İSTATİSTİKSEL BİR ARAŞTIRMA
 PAMUKKALE ÜNİ VERSİ TESİ MÜHENDİ SLİ K FAKÜLTESİ PAMUKKALE UNIVERSITY ENGINEERING COLLEGE MÜHENDİ SLİ K BİLİMLERİ DERGİ S İ JOURNAL OF ENGINEERING SCIENCES YIL CİLT SAYI SAYFA : 23 : 9 : 3 : 327-332 DİKİMDE
PAMUKKALE ÜNİ VERSİ TESİ MÜHENDİ SLİ K FAKÜLTESİ PAMUKKALE UNIVERSITY ENGINEERING COLLEGE MÜHENDİ SLİ K BİLİMLERİ DERGİ S İ JOURNAL OF ENGINEERING SCIENCES YIL CİLT SAYI SAYFA : 23 : 9 : 3 : 327-332 DİKİMDE
2015 2016 BAHAR YARIYILI İKTİSADİ MATEMATİK VİZE SORU VE CEVAPLARI 1) Bir mala ait arz ve talep fonksiyonları aşağıdaki gibidir:
 Bir mala ait arz ve talep fonksiyonları aşağıdaki gibidir:") 2015 2016 BAHAR YARIYILI İKTİSADİ MATEMATİK VİZE SORU VE CEVAPLARI 1) Bir mala ait arz ve talep fonksiyonları aşağıdaki gibidir: a) Bu malın arz ve talep denklemlerinin grafiklerini çiziniz (5 puan) (DÖÇ.1-).
2015 2016 BAHAR YARIYILI İKTİSADİ MATEMATİK VİZE SORU VE CEVAPLARI 1) Bir mala ait arz ve talep fonksiyonları aşağıdaki gibidir: a) Bu malın arz ve talep denklemlerinin grafiklerini çiziniz (5 puan) (DÖÇ.1-).
ÇALIŞAN BAĞLILIĞINA İTEN UNSURLAR NEDİR VE NEDEN ÖNEMLİDİR?
 ÇALIŞAN BAĞLILIĞINA İTEN UNSURLAR NEDİR VE NEDEN ÖNEMLİDİR? Dale Carnegie Akademi Beyaz Kağıt Copyright 2012 Dale Carnegie & Associates, Inc. All rights reserved. driveengagement_101512_wp İNSANIN ÖNEMİ
ÇALIŞAN BAĞLILIĞINA İTEN UNSURLAR NEDİR VE NEDEN ÖNEMLİDİR? Dale Carnegie Akademi Beyaz Kağıt Copyright 2012 Dale Carnegie & Associates, Inc. All rights reserved. driveengagement_101512_wp İNSANIN ÖNEMİ
NESNEYE DAYALI PROGRAMLAMA VE C++
 NESNEYE DAYALI PROGRAMLAMA VE C++ İstanbul Teknik Üniversitesi 1.1 Dersin Amacı: GİRİŞ Nesneye Dayalı Programlama (Object-Oriented Programming) ve Üretken Programlama (Generic Programming) yöntemlerini
NESNEYE DAYALI PROGRAMLAMA VE C++ İstanbul Teknik Üniversitesi 1.1 Dersin Amacı: GİRİŞ Nesneye Dayalı Programlama (Object-Oriented Programming) ve Üretken Programlama (Generic Programming) yöntemlerini
DOĞAL YAPI TAŞLARI TEKNİKERİ (MERMER TEKNİKERİ)
") TANIM Mermerin doğadan çıkarılmasıyla başlayan, yarı mamul veya mamul hale gelmesi aşamasında çalışan veya çalışmaları organize eden kişidir. A- GÖREVLER KULLANILAN ARAÇ, GEREÇ VE EKİPMAN - Ocağın durumu,
TANIM Mermerin doğadan çıkarılmasıyla başlayan, yarı mamul veya mamul hale gelmesi aşamasında çalışan veya çalışmaları organize eden kişidir. A- GÖREVLER KULLANILAN ARAÇ, GEREÇ VE EKİPMAN - Ocağın durumu,
Üstel modeli, iki tarafın doğal logaritması alınarak aşağıdaki gibi yazılabilir.
 5. FONKSİYON KALIPLARI VE KUKLA DEĞİŞKENLER 5.1. Fonksiyon Kalıpları Bölüm 4.1 de doğrusal bir modelin katsayılarının yorumu ele alınmıştır. Bu bölümde farklı fonksiyon kalıpları olması durumunda katsayıların
5. FONKSİYON KALIPLARI VE KUKLA DEĞİŞKENLER 5.1. Fonksiyon Kalıpları Bölüm 4.1 de doğrusal bir modelin katsayılarının yorumu ele alınmıştır. Bu bölümde farklı fonksiyon kalıpları olması durumunda katsayıların
MATBAA DA SAATLİK MALİYET SİSTEMİ VE UYGULANMASI
 MATBAA DA SAATLİK MALİYET SİSTEMİ VE UYGULANMASI Hayri Ünal*, Özgül Yaman** * Marmara Üniversitesi, Teknik Eğitim Fakültesi, Matbaa Eğitimi Bölümü, İstanbul ** İstanbul Aydın Üniversitesi, Anadolu BİL
MATBAA DA SAATLİK MALİYET SİSTEMİ VE UYGULANMASI Hayri Ünal*, Özgül Yaman** * Marmara Üniversitesi, Teknik Eğitim Fakültesi, Matbaa Eğitimi Bölümü, İstanbul ** İstanbul Aydın Üniversitesi, Anadolu BİL
SAĞLIK KURUMLARINDA MALİYET YÖNETİMİ
 DİKKATİNİZE: BURADA SADECE ÖZETİN İLK ÜNİTESİ SİZE ÖRNEK OLARAK GÖSTERİLMİŞTİR. ÖZETİN TAMAMININ KAÇ SAYFA OLDUĞUNU ÜNİTELERİ İÇİNDEKİLER BÖLÜMÜNDEN GÖREBİLİRSİNİZ. SAĞLIK KURUMLARINDA MALİYET YÖNETİMİ
DİKKATİNİZE: BURADA SADECE ÖZETİN İLK ÜNİTESİ SİZE ÖRNEK OLARAK GÖSTERİLMİŞTİR. ÖZETİN TAMAMININ KAÇ SAYFA OLDUĞUNU ÜNİTELERİ İÇİNDEKİLER BÖLÜMÜNDEN GÖREBİLİRSİNİZ. SAĞLIK KURUMLARINDA MALİYET YÖNETİMİ
AVRASYA ÜNİVERSİTESİ
 Ders Tanıtım Formu Dersin Adı Öğretim Dili Dramaturji Türkçe Dersin Verildiği Düzey Ön Lisans (X) Lisans ( ) Yüksek Lisans( ) Doktora( ) Eğitim Öğretim Sistemi Örgün Öğretim (X) Uzaktan Öğretim( ) Diğer
Ders Tanıtım Formu Dersin Adı Öğretim Dili Dramaturji Türkçe Dersin Verildiği Düzey Ön Lisans (X) Lisans ( ) Yüksek Lisans( ) Doktora( ) Eğitim Öğretim Sistemi Örgün Öğretim (X) Uzaktan Öğretim( ) Diğer
DEPOLAMA DERSİ Dersin Modülleri Kazandırılan Yeterlikler
 DEPOLAMA DERSİ Dersin Modülleri Depolama Yöntemleri Depo-Stok Takibi Kazandırılan Yeterlikler Depolama yapmak Depo-stok takibi yapmak DERS BİLGİ FORMU DERSİN ADI ALAN MESLEK / DAL DERSİN OKUTULACAĞI DÖNEM
DEPOLAMA DERSİ Dersin Modülleri Depolama Yöntemleri Depo-Stok Takibi Kazandırılan Yeterlikler Depolama yapmak Depo-stok takibi yapmak DERS BİLGİ FORMU DERSİN ADI ALAN MESLEK / DAL DERSİN OKUTULACAĞI DÖNEM
PAPERWORK DOCFLOW Doküman&Form Akış yönetimi
 PAPERWORK DOCFLOW Doküman&Form Akış yönetimi PaperWork DocFlow, süreçleriniz içerisinde yer alan, doküman&formlarınızın kurum içerisinde dolaşımını, elektronik ortamda, tasarlayıp, yürüttüğünüz ve izlediğiniz,
PAPERWORK DOCFLOW Doküman&Form Akış yönetimi PaperWork DocFlow, süreçleriniz içerisinde yer alan, doküman&formlarınızın kurum içerisinde dolaşımını, elektronik ortamda, tasarlayıp, yürüttüğünüz ve izlediğiniz,
Emisyon Ölçümlerinin Planlanması
 Emisyon Ölçümlerinin Planlanması Prof.Dr.Abdurrahman BAYRAM Dokuz Eylül Üniversitesi, Çevre Mühendisliği Bölümü Tınaztepe Yerleşkesi 35397 Buca-İzmir Tel: 0232 3017113 Faks: 0232 3017280 E-posta: abdurrahman.bayram@deu.edu.tr
Emisyon Ölçümlerinin Planlanması Prof.Dr.Abdurrahman BAYRAM Dokuz Eylül Üniversitesi, Çevre Mühendisliği Bölümü Tınaztepe Yerleşkesi 35397 Buca-İzmir Tel: 0232 3017113 Faks: 0232 3017280 E-posta: abdurrahman.bayram@deu.edu.tr
SEBZE ÜRETİM TEKNİKERİ
 TANIM Her tür sebzenin uygun koşullarda üretilmesi, saklanması ve dağıtılması ile ilgili çalışmaları ziraat mühendisinin gözetiminde yapan kişidir. A- GÖREVLER - Üretimi yapılacak sebzenin özelliklerine
TANIM Her tür sebzenin uygun koşullarda üretilmesi, saklanması ve dağıtılması ile ilgili çalışmaları ziraat mühendisinin gözetiminde yapan kişidir. A- GÖREVLER - Üretimi yapılacak sebzenin özelliklerine
Horton'nun (2001) belirttiği üzere web tabanlı öğretim ortamlarında genel olarak kullanılan ders yapıları aşağıdaki gibidir:
 belirttiği üzere web tabanlı öğretim ortamlarında genel olarak kullanılan ders yapıları aşağıdaki gibidir:") Genel Ders Yapılarından Birinin Seçilmesi Bir dersin ana temelini dersin amaçları belirler. Bu amaçlar doğrultusunda dersi küçük parçalara ayırarak sunarsınız. Her parça öğrenme tecrübeleri, etkinlikleri,
Genel Ders Yapılarından Birinin Seçilmesi Bir dersin ana temelini dersin amaçları belirler. Bu amaçlar doğrultusunda dersi küçük parçalara ayırarak sunarsınız. Her parça öğrenme tecrübeleri, etkinlikleri,
TAKI TEKNOLOJİSİ VE TASARIMI UZMANI
 TANIM Takı tasarımcısı altın, gümüş, platin gibi değerli madenleri ve kıymetli taşları da içeren birçok malzemeden takılar tasarlayıp üreten kişidir. A-GÖREVLER İşletmenin genel çalışma prensipleri doğrultusunda,
TANIM Takı tasarımcısı altın, gümüş, platin gibi değerli madenleri ve kıymetli taşları da içeren birçok malzemeden takılar tasarlayıp üreten kişidir. A-GÖREVLER İşletmenin genel çalışma prensipleri doğrultusunda,
Çalışma ve Sosyal Güvenlik Bakanlığından:
 GENEL GEREKÇE Sağlıklı ve güvenli bir ortamda çalışma, çalışanların tümü için en temel insan haklarından biridir. Nitekim işyerlerinde sağlıklı ve güvenli ortamların oluşturulmasını amaçlayan iş sağlığı
GENEL GEREKÇE Sağlıklı ve güvenli bir ortamda çalışma, çalışanların tümü için en temel insan haklarından biridir. Nitekim işyerlerinde sağlıklı ve güvenli ortamların oluşturulmasını amaçlayan iş sağlığı
YENİ TAKIM ARKADAŞLARI
 YENİ TAKIM ARKADAŞLARI Conventional boom TADANO Triple-Boom System Connecting the 3 tubes via partitions YOL TİPİ (ALL TERRAIN) TELESKOBİK VİNÇLER 40 Tondan 600 tona kadar 11 farklı model seçeneği sunar.
YENİ TAKIM ARKADAŞLARI Conventional boom TADANO Triple-Boom System Connecting the 3 tubes via partitions YOL TİPİ (ALL TERRAIN) TELESKOBİK VİNÇLER 40 Tondan 600 tona kadar 11 farklı model seçeneği sunar.
PAU ENDÜSTRİ MÜHENDİSLİĞİ. IENG 328 - Üretim Planlama ve Kontrolü 2
 PAU ENDÜSTRİ MÜHENDİSLİĞİ IENG 328 - Üretim Planlama ve Kontrolü 2 1 Dersin amacı Endüstri mühendisliğinin temel konularından biri olan üretim planlaması ve kontrolü ile ilgili temel kavram ve tekniklerin
PAU ENDÜSTRİ MÜHENDİSLİĞİ IENG 328 - Üretim Planlama ve Kontrolü 2 1 Dersin amacı Endüstri mühendisliğinin temel konularından biri olan üretim planlaması ve kontrolü ile ilgili temel kavram ve tekniklerin
Exposee. Modern sanayi bölgesinde geniş arsa üzerinde temsili ofis binası ve üretim ve lojistik için kullanışlı kapalı depo binası
 Exposee kurma icat planlama tesis etmek araştırma yönetme şekillendirmek üretmek tamir depolama montaj reklam network seminerler yazışma konferanslar sergilemek Modern sanayi bölgesinde geniş arsa üzerinde
Exposee kurma icat planlama tesis etmek araştırma yönetme şekillendirmek üretmek tamir depolama montaj reklam network seminerler yazışma konferanslar sergilemek Modern sanayi bölgesinde geniş arsa üzerinde
EĞİLİM YÜZDELERİ (Trend) ANALİZİ
 ANALİZİ") 1 EĞİLİM YÜZDELERİ (Trend) ANALİZİ Trend Analizi işletmenin mali tablolarında yer alan kalemlerin zaman içerisinde göstermiş oldukları eğilimlerin saptanması ve incelenmesidir. Böylece varlıkların verimliliği,
1 EĞİLİM YÜZDELERİ (Trend) ANALİZİ Trend Analizi işletmenin mali tablolarında yer alan kalemlerin zaman içerisinde göstermiş oldukları eğilimlerin saptanması ve incelenmesidir. Böylece varlıkların verimliliği,
IENG 227 Modern Üretim Yaklaşımları
 IENG 227 Modern Üretim Yaklaşımları Pamukkale Üniversitesi Endüstri Mühendisliği Bölümü IENG 227 Modern Üretim Yaklaşımları Dr. Hacer Güner Gören Amaç Dersin amacı, imalat ve hizmet sistemlerinin gelişimini,
IENG 227 Modern Üretim Yaklaşımları Pamukkale Üniversitesi Endüstri Mühendisliği Bölümü IENG 227 Modern Üretim Yaklaşımları Dr. Hacer Güner Gören Amaç Dersin amacı, imalat ve hizmet sistemlerinin gelişimini,
ANKARA İLİ BASIM SEKTÖRÜ ELEMAN İHTİYACI
 ANKARA İLİ BASIM SEKTÖRÜ ELEMAN İHTİYACI Gülnaz Gültekin*, Orhan Sevindik**, Elvan Tokmak*** * Gazi Üniversitesi, Teknik Eğitim Fakültesi, Matbaa Öğretmenliği Bölümü, Ankara ** Ankara Ü., Eğitim Bil. Ens.,
ANKARA İLİ BASIM SEKTÖRÜ ELEMAN İHTİYACI Gülnaz Gültekin*, Orhan Sevindik**, Elvan Tokmak*** * Gazi Üniversitesi, Teknik Eğitim Fakültesi, Matbaa Öğretmenliği Bölümü, Ankara ** Ankara Ü., Eğitim Bil. Ens.,
Bilgisayarda özgün takı tasarımı yapmak
 BİLGİSAYARDA TAKI TASARIMI DERSİ Dersin Modülleri Bilgisayarda Temel Takı Tasarımı Bilgisayarda Özgün Takı Tasarımı Kazandırılan Yeterlikler Bilgisayar tasarım programları ile temel takı tasarımları yapmak
BİLGİSAYARDA TAKI TASARIMI DERSİ Dersin Modülleri Bilgisayarda Temel Takı Tasarımı Bilgisayarda Özgün Takı Tasarımı Kazandırılan Yeterlikler Bilgisayar tasarım programları ile temel takı tasarımları yapmak
Çocuk, Ergen ve Genç Yetişkinler İçin Kariyer Rehberliği Programları Dizisi
 Editörden Önsöz Çocuk, Ergen ve Genç Yetişkinler için Kariyer Rehberliği Programları Dizisi, kariyer rehberliği uygulamaları yapması gereken psikolojik danışmanlar için hazırlanmış sınıf / grup rehberliği
Editörden Önsöz Çocuk, Ergen ve Genç Yetişkinler için Kariyer Rehberliği Programları Dizisi, kariyer rehberliği uygulamaları yapması gereken psikolojik danışmanlar için hazırlanmış sınıf / grup rehberliği
Cinsiyet Eşitliği MALTA, PORTEKİZ VE TÜRKİYE DE İSTİHDAM ALANINDA CİNSİYET EŞİTLİĞİ İLE İLGİLİ GÖSTERGELER. Avrupa Birliği
 Cinsiyet Eşitliği MALTA, PORTEKİZ VE TÜRKİYE DE İSTİHDAM ALANINDA CİNSİYET EŞİTLİĞİ İLE İLGİLİ GÖSTERGELER Projenin Malta, Portekiz ve Türkiye de cinsiyet ayrımcılığı problemlerini çözme amacıyla ilgili
Cinsiyet Eşitliği MALTA, PORTEKİZ VE TÜRKİYE DE İSTİHDAM ALANINDA CİNSİYET EŞİTLİĞİ İLE İLGİLİ GÖSTERGELER Projenin Malta, Portekiz ve Türkiye de cinsiyet ayrımcılığı problemlerini çözme amacıyla ilgili
RULOLU KONVEYÖRLER. DERS ADI: TAŞIMA İLETİM TEKNİĞİ HAZIRLAYAN:İSMAİL GÜÇER-HÜSEYİN MATAR Prof.Dr.CAN ERTEKİN
 RULOLU KONVEYÖRLER DERS ADI: TAŞIMA İLETİM TEKNİĞİ HAZIRLAYAN:İSMAİL GÜÇER-HÜSEYİN MATAR Prof.Dr.CAN ERTEKİN GİRİŞ VE RULOLU KONVEYÖRLERİN ANA TÜRLERİ Rulolu konveyörler; ingotlar, levhalar, döküm-potaları,
RULOLU KONVEYÖRLER DERS ADI: TAŞIMA İLETİM TEKNİĞİ HAZIRLAYAN:İSMAİL GÜÇER-HÜSEYİN MATAR Prof.Dr.CAN ERTEKİN GİRİŞ VE RULOLU KONVEYÖRLERİN ANA TÜRLERİ Rulolu konveyörler; ingotlar, levhalar, döküm-potaları,
İş kazalarında yaşamını yitiren binlerce işçinin anısına...
 GÜVENLİK KÜLTÜRÜ İş kazalarında yaşamını yitiren binlerce işçinin anısına... KÜLTÜR Geçmiş davranışlar Kültür Gelecekteki davranışlar (Bozkurt, V. (2005), Değişen Dünyada Sosyoloji, 3, Aktüel Yayınları,
GÜVENLİK KÜLTÜRÜ İş kazalarında yaşamını yitiren binlerce işçinin anısına... KÜLTÜR Geçmiş davranışlar Kültür Gelecekteki davranışlar (Bozkurt, V. (2005), Değişen Dünyada Sosyoloji, 3, Aktüel Yayınları,
EKSTRÜZYON KALIPÇILIĞI DERSİ ÇALIŞMA SORULARI. a. Matkap tezgâhı. b. Taşlama tezgâhı. c. Freze tezgâhı. d. Torna tezgâhı. a. Kalıp boşluklarını işleme
 EKSTRÜZYON KALIPÇILIĞI DERSİ ÇALIŞMA SORULARI 1. Yapım resmi ve montaj resmi çiziminde uygulanan işlem basamaklarından birincisi aşağıdakilerden a. Ölçülendirme b. Antet oluşturma c. Çizim tasarımının
EKSTRÜZYON KALIPÇILIĞI DERSİ ÇALIŞMA SORULARI 1. Yapım resmi ve montaj resmi çiziminde uygulanan işlem basamaklarından birincisi aşağıdakilerden a. Ölçülendirme b. Antet oluşturma c. Çizim tasarımının
DOĞAL KAYNAKLAR VE EKONOMİ İLİŞKİLERİ
 DOĞAL KAYNAKLAR VE EKONOMİ İLİŞKİLERİ Doğal Kaynak ve Ekonomi İlişkisi 1- Büyük sermaye ve doğal kaynaklara sahip gelişmiş ülkeler, doğal kaynaklardan etkin şekilde faydalanma yollarını aramaktadır. Örneğin,
DOĞAL KAYNAKLAR VE EKONOMİ İLİŞKİLERİ Doğal Kaynak ve Ekonomi İlişkisi 1- Büyük sermaye ve doğal kaynaklara sahip gelişmiş ülkeler, doğal kaynaklardan etkin şekilde faydalanma yollarını aramaktadır. Örneğin,
T.C. İSTANBUL TİCARET ÜNİVERSİTESİ BİLGİSAYAR MÜHENDİSLİĞİ BÖLÜMÜ STAJ KILAVUZU
 T.C. İSTANBUL TİCARET ÜNİVERSİTESİ STAJ KILAVUZU STAJ KILAVUZU I. GENEL İLKELER 1 Mühendislik ve Tasarım Fakültesi ne bağlı Bilgisayar Mühendisliği bölümü öğrencilerinin stajlarının amacı, İstanbul Ticaret
T.C. İSTANBUL TİCARET ÜNİVERSİTESİ STAJ KILAVUZU STAJ KILAVUZU I. GENEL İLKELER 1 Mühendislik ve Tasarım Fakültesi ne bağlı Bilgisayar Mühendisliği bölümü öğrencilerinin stajlarının amacı, İstanbul Ticaret