|
|
|
- Ayşe Gülistan Karakaya
- 8 yıl önce
- İzleme sayısı:
Transkript
1 TİMAK-Tasarım İmalat Analiz Kongresi Nisan BALIKESİR FREZELEME İŞLEMLERİNDE CNC PARÇA PROGRAMININ TÜRETİLMESİ Yılmaz KÜÇÜK 1, İhsan KORKUT 2, Ulvi ŞEKER 3 1 Gazi Üniversitesi, Fen Bilimleri Enstitüsü Makine Eğitimi Bölümü-ANKARA yilmaz_kucuk@mynet.com 2 Gazi Üniversitesi, T.E.F. Talaşlı Üretim A.B.D-ANKARA ikorkut@gazi.edu.tr 3 Gazi Üniversitesi, T.E.F. Talaşlı Üretim A.B.D-ANKARA useker@gazi.edu.tr Özet Bu çalışmanın amacı, dialog metodu ile CNC parça programı türetimini iki boyutlu (2D) işleme operasyonları ile gerçekleştirmektir. Parça programı; kullanıcıdan belirli bir sıra ile alınan parametrelerle türetilmektedir. Bu programda birbirinden farklı dokuz işleme tipi oluşturulmuştur. Programda bazı operasyonlar özel takımlar ile yapılmaktadır. Ayrıca belirli cep işleme operasyonları yapılabilmektedir. Bilgisayar programı Delphi 6.0 programlama dili ile hazırlanmıştır. Anahtar Terimler : CNC Programlama, Takım seçimi, İmalat Yöntemi Abstract The aim of this study is verify to generating a CNC part programme by means of twodimensional (2D) machining operations using the dialog method. The part programme is generated by required parameters asking to the user with a specific order. In this programme, there are nine types of milling machining processes which are formed different from each other. Some of machining operations are made with special cutting tools in the programme. In addition, specific pocket machining operations can be done. The computer programme has been prepared by using Delphi 6.0 programming language. Key Words: CNC Programming, Tool selection, Production process 1.GİRİŞ Gelişen imalat teknolojisi farklı tasarım ve üretim programlarını da beraberinde sunmaktadır. En son geliştirilen CAM programları; optimum kesme şartlarında en verimli ve ekonomik imalat modelini oluşturacak, ve kullanıcıya daha kolay programlama olanakları sunacak şekilde tasarlanmaktadır. CNC dik işleme merkezlerinde eğrisel yüzey işleme ve grafik simülasyon yapıları ile ilgili çalışmalar yapılmıştır [1,2]. Prolog dili ile CNC freze tezgahları için otomatik parça programı türeten bir çalışma mevcuttur [3]. Basic programlama dili kullanılarak CAM sistemlerinin CNC takım tezgahlarına uygulanmasına ilişkin bir son işlemci (post processor) geliştirilmiştir [4]. Talaşlı imalatta kullanılan CAM yazılım paketleri yapılan çalışma ile incelenmiştir [5]. Siemens ve Fanuc Kontrollü freze tezgahlarının programlanması ile ilgili seminer düzenlenmiştir [6]. Otomatik takım programlama, NC makine programcılığı ve program 146

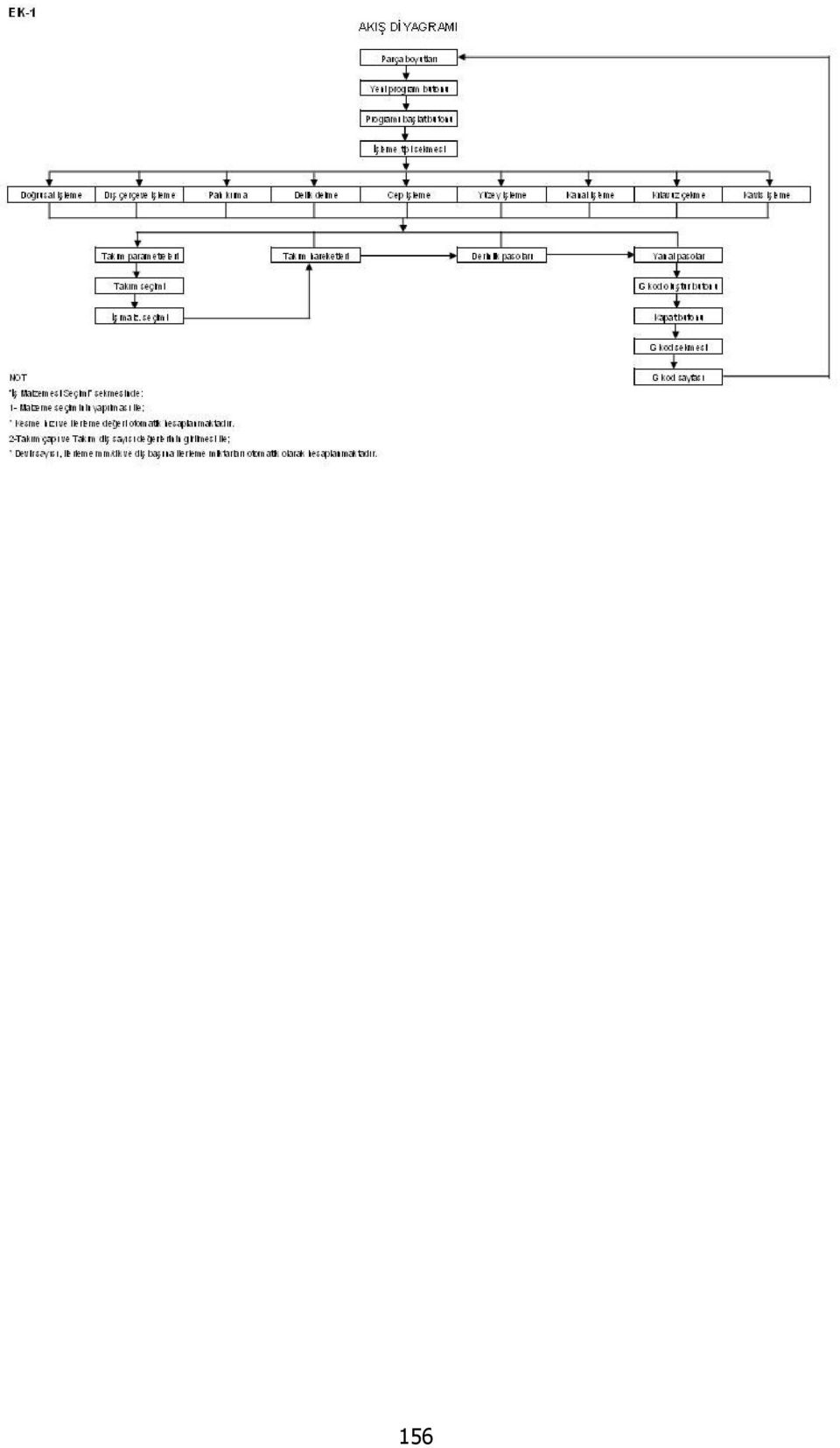
2 tasarımı ile ilgili çalışma mevcuttur [7]. CNC programcılığı ile ilgili paket program tezgah katalogları ve fuar tanıtım broşürleri yapılan programa kılavuzluk etmiştir [8, 9]. Bu çalışmada, CNC dik işleme merkezi için bir imalat modeli geliştirilmiştir. Kullanıcıdan, belirli parametrelerin belirli bir sıra ile alınarak CNC kod türetilmesi amaçlanmıştır. Tanımlanan işleme tipleri, temel dik işleme operasyonlarını ve belirli tiplerdeki delik ve cep işleme operasyonlarını içermektedir. Dairesel cep, köşe pahlı ve köşe radüslü dikdörtgen geometrili cep döngüleri; yüzey ve derinlik boyutlarının her ikisini de kapsayacak şekilde hazırlanmış olup, cep işleme operasyonları otomatik olarak yapılabilmektedir. Ayrıca program sayesinde, delik delme operasyonları; boydan boya, kör delik ve kademeli kör delik kesit geometrilerinde olmak üzere dikdörtgensel matriste ve dairesel yüzey geometrisi formatlarında işlenebilmektedir. 2. PROGRAMIN GENEL YAPISI VE KULLANIMI 2.1. Programın Genel Yapısı Geliştirilen program; bilgisayar destekli kullanıcı etkileşimli CNC parça programlama işlemlerini, dik işleme merkezleri için belli işleme tiplerinde gerçekleştirebilecek düzeyde hazırlanmıştır. CNC kodları FANUC kontrol ünitesine göre düzenlenmiştir. Programın ekran tasarımı, programlama safhalarının kolayca takip edilebilmesi ve doğru bir şekilde kullanılabilmesi amacıyla uyarıcı ve yönlendirici mesajlar desteğiyle bir bütünlük içerisinde hazırlanmıştır. Programda ilk olarak; iş parçası boyutları kullanıcıdan istenmektedir. Daha sonra işleme tipi butonuna basılarak yapılacak işleme türü seçilmelidir. Hazırlanan işleme tipleri temel dikişleme merkezi işlem tiplerinden oluşmaktadır. İşleme tiplerinin her birinde, takım hareketleri, çevrimler, yanal pasolar, derinlik pasoları gibi programlamada gerekli olan temel kavramlar ve hesaplamalar kullanıcıdan alınan girdilerle otomatik olarak yapılmaktadır. Tasarlanan program; hazırlanan parça programına ait CNC kod satırlarını ayrı bir sayfada göstermekte ve txt uzantılı olarak saklamaya olanak sağlamaktadır Programın Kullanımı Program açıldığında parça boyutlarının belirleneceği ana ekran görülmektedir. Ana ekranda; iş parçası malzemesini seçme imkanı malzemeler butonu ile kullanıcıya sunulmuştur. Parça boyutları girildikten sonra yeni program butonunun tıklanmasıyla işlemler başlatılmaktadır ve dokuz adet işleme tipinin tanımlandığı işleme tipleri menüsü ekrana gelmektedir. Şekil 1 de işleme tiplerine ait ekran menüsü görülmektedir. 147

3 Şekil 1. İşleme Tipi menüsü Şekil 1 de verilen işleme tiplerinin işlevlerinin kısa açıklaması aşağıda verilmiştir. 1. Doğrusal İşleme: Kesici tek bir hat ( x ve/veya y eksenleri) boyunca talaş kaldırma işlemini gerçekleştirir. 2. Dış Çerçeve İşleme: Kesici takım dış çerçeve (contour) boyunca talaş kaldırır. 3. Pah Kırma: Özel geometriye sahip bir kesici takım ile pah kırma işlemi gerçekleştirilir. 4. Delik Delme: Hazır verilen delik geometrileri ile çeşitli tiplerde delik delme operasyonları otomatik olarak yapılabilmektedir. 5. Cep İşleme: Köşesi pahlı, köşe kavisli ve dairesel cep işleme tipleri döngüler yardımı ile otomatik olarak işlenebilmektedir. 6. Yüzey İşleme: Geniş iş parçası yüzeyleri bu işleme tipi yardımı ile kolayca işlenebilmektedir. 7. Kanal İşleme: Boydan boya, kör kanal ve açık-kör kanal seçenekleri ile kanal işleme işlemleri gerçekleştirilmektedir. 8. Kılavuz Çekme: Tek bir delik için tasarlanmıştır. 9. Kavis İşleme: Bu menüde doğrusal işleme ve kavis işlemleri bütünlük içerisinde gerçekleştirilebilmektedir. Her bir işleme tipi menüsüne ait takım parametreleri menüsünde kesici takımlar hazır verilerek kullanıcının seçimine sunulmuştur. Program kullanıcıyı adım adım yönlendirmektedir. Örnek bir parça için, gereken işleme tipleri ile gerçekleştirilecek iş parçası üretim programı aşama aşama anlatılacaktır. Örnek iş parçası yapım resmi ve perspektif görünüşü şekil 2 de verilmiştir. 148

4 Şekil 2. Örnek parça yapım resmi ve perspektif görünüşü Verilen parçanın işlenmesinde kullanılacak işleme tipleri aşağıda belirtilmiştir. - Köşeli radüslü cep işleme - Dairesel cep işleme - Dairesel matrisli delik delme - Kanal açma Sırası ile bu işlemler aşama aşama anlatılacaktır. Örnek Program : İlk olarak parça boyutları girilerek Yeni Program ve Programı Başlat butonlarına sırası ile tıklanır bu arada İşleme Tipi sekmesi ekrana gelir(şekil 3.). İşleme Tipi menüsünden Cep İşleme seçilir. Şekil 3. Parça boyutları 149

5 Cep işleme Takım parametreleri menüsünde takım seçimi sekmesinden kesici takım tipi seçilir. Ekran görüntüsü Şekil 4 de verilmiştir. Şekil 4. Cep işleme takım seçimi Takım seçimi yapıldıktan sonra İş malzemesi seçimi sekmesi tıklanır. Menü Şekil 5 deki gibi doldurulur. Şekil 5. Cep işleme iş malzemesi seçimi İş malzemesi seçimi kayar menüde hazır verilen malzemeler arasından seçilebilir. Malzeme seçimi ile birlikte kesme hızı ve ilerleme parametreleri otomatik olarak seçilmiş olur. Takım çapı ve takım kesici diş sayısı değerlerinin girilmesi ile birlikte, devir sayısı, ilerleme hızı ve diş başına ilerleme değerleri otomatik olarak hesaplanır. Daha sonra ileri sekmesi tıklanır ve Takım hareketleri menüsü Şekil 6 daki gibi doldurulur. 150

6 Şekil 6. Cep işleme takım hareketleri İleri sekmesi tıklanarak Derinlik pasoları menüsünde cep derinliği 10mm olarak kaba paso kutucuğuna girilir ve tekrar İleri sekmesi tıklanarak Yanal pasolar menüsüne geçilir. Cep işleme Yanal pasolar menüsünde Köşe kavisli sekmesi tıklanır (Şekil 7). Şekil 7. Köşe kavisli cep işleme Köşe kavisli cep menüsü Şekil 7 deki gibi doldurulur. Bu menüde kaba paso değeri takımın yana ofset mesafesini belirler. İleri sekmesi pasif konuma geçer ve G kod Oluştur butonu aktif hale gelir. Bu butona basıldığında eksik ya da hatalı değer girişleri var ise kullanıcı uyarılır, yok ise kod oluşturulduğuna dair mesaj verilir. Dairesel cep işleme için, cep işleme menüleri benzer yolla doldurulur ve yanal pasolar menüsünde Dairesel sekmesi tıklanır(şekil 8). 151

7 Şekil 8. Dairesel cep işleme Dairesel cep işleme menüsü Şekil 8 deki gibi doldurulur ve G Kod Oluştur butonuna basılır. Böylece köşe kavisli ve dairesel cep işleme işlemleri tamamlanmış olur. Dairesel matrisli delik delme işlemi için işleme tipi menüsünden delik delme menüsü seçilir. Delik delme takım parametreleri menüsünden takım seçimi ve iş malzemesi sekmelerinde delik delme kesici takımı, iş malzemesi aynı kalır ve takım çapı 10 mm girilir ve ileri sekmesi tıklanır ve Takım hareketleri menüsü Şekil 9 daki gibi doldurulur. Şekil 9. Delik delme takım hareketleri Takım hareketleri menüsünde delik delme şekli Dairesel olarak seçilir. İleri sekmesi tıklanarak Derinlik pasoları menüsü Şekil 10 daki gibi doldurulur. 152

8 Şekil 10. Delik delme derinlik pasoları İleri sekmesi ile Yanal pasolar menüsüne geçilir. Dairesel sekmesi tıklanarak ekran Şekil 11 deki gibi doldurulur. Şekil 11. Dairesel delik delme yanal pasolar G Kod Oluştur butonuna basılarak kod oluşturulur Kapat butonu ile işleme tipleri menüsüne dönülür. Kanal açma işlemi için işleme tipleri menüsünden Kanal açma seçilerek takım parametreleri menüsünden takım ve iş malzemesi seçimleri yapılarak takım çapı 14mm girilir. İleri sekmesine tıklanır. Takım hareketleri menüsünde G00 ile pozisyonlanma yüksekliği ve Hızlı yaklaşma mesafesi değerleri sırası ile 10mm ve 5mm olarak girilir. Kanal tipi olarak Kör kanal seçilerek ileri butonuna basılır. Derinlik pasoları menüsünde kanal derinliği 10mm olarak girilir ve ileri butonuna basılır. Kanal işleme Yanal pasolar menüsü Şekil 12 deki gibi doldurulur. 153

9 Şekil 12. Kanal işleme yanal pasolar Y ekseni kanal bitiş koordinat değerinin sıfır girilmesi açısal bir kanal açma işlemi olmadığını ifade etmektedir. G Kod Oluştur butonuna basılır ve Kapat butonu tıklanarak işleme tipleri menüsüne dönülür.üstteki kanal için tekrar kanal açma işleme tipi seçilerek aynı şekilde doldurulur. İkinci kanal ile ilk kanal arasındaki tek fark Yanal pasolar menüsündeki Y ekseni başlangıç koordinat değeridir. Bu değer 185mm olarak girilir diğer değerler ilk kanal ile aynı değerler olacak şekilde girilir. G Kod Oluştur ve Kapat butonlarına basılarak menüden çıkılır. Programı durdur butonuna basılır. Ekranda G Kod sekmesinde yapılan işlemlere ait kod satırları sayfası görülecektir. Bu sayfa üzerinde değişiklikler yapılabilmekte ve Programı kaydet butonu ile program txt uzantılı olarak saklanabilmektedir. Örnek parça programına ait kod satırları Çizelge 1 de verilmiştir. Çizelge 1. Örnek parçaya ait CNC kod satırları N0005 G54 N0010 G17 G21 G40 N0015 G94 CEP İŞLEME Köşe Radüslü N0020 G90 N0025 T7 N0030 S1592 M03 N0035 G00 X0 Y0 Z25 N0040 G00 X55 Y40 N0045 G01 Z-10 F191 N0050 G01 X195 F191 N0055 G01 Y160 F191 N0060 G01 X55 F191 N0065 G01 Y40 F191 N0070 G01 Y50 F191 N0075 G01 X185 F191 N0080 G01 Y150 F191 N0085 G01 X65 F191 N0090 G01 Y60 F191 N0095 G01 X175 F191 N0100 G01 Y140 F191 N0105 G01 X75 F191 N0110 G01 Y70 F191 N0115 G01 X165 F191 N0120 G01 Y130 F191 N0125 G01 X85 F191 N0130 G01 Y80 F191 N0135 G01 X155 F191 N0140 G01 Y120 F191 N0145 G01 X95 F191 N0150 G01 Y90 F191 N0155 G01 X145 F191 N0160 G01 Y110 F191 N0165 G01 X105 F191 N0170 G01 Z5 F191 N0175 G00 Z25 M05 N0177 G28 CEP İŞLEME Dairesel N0180 G90 N0185 M06 T1 N0190 S3183 M03 N0195 G00 X0 Y0 Z15 N0200 G00 X125 Y100 N0205 G00 Z5 N0210 G01 Z-20 F286 N0215 G01 X160 F286 N0220 G03 X125 Y135 R35 F286 N0225 G03 X90 Y100 R35 F286 N0230 G03 X125 Y65 R35 F286 N0235 G03 X160 Y100 R35 F286 N0240 G01 X155 F286 N0245 G03 X125 Y130 R30 F286 N0250 G03 X95 Y100 R30 F286 N0255 G03 X125 Y70 R30 F286 N0260 G03 X155 Y100 R30 F286 N0265 G01 X150 F286 N0270 G03 X125 Y125 R25 F286 N0275 G03 X100 Y100 R25 F286 N0280 G03 X125 Y75 R25 F286 N0285 G03 X150 Y100 R25 F286 N0290 G01 X145 F286 N0295 G03 X125 Y120 R20 F286 N0300 G03 X105 Y100 R20 F286 N0305 G03 X125 Y80 R20 F286 N0310 G03 X145 Y100 R20 F286 N0315 G01 X140 F286 N0320 G03 X125 Y115 R15 F286 N0325 G03 X110 Y100 R15 F286 N0330 G03 X125 Y85 R15 F286 N0335 G03 X140 Y100 R15 F286 N0340 G01 X135 F286 N0345 G03 X125 Y110 R10 F286 N0350 G03 X115 Y100 R10 F286 N0355 G03 X125 Y90 R10 F286 N0360 G03 X135 Y100 R10 F286 N0365 G01 X130 F286 N0370 G03 X125 Y105 R5 F286 N0375 G03 X120 Y100 R5 F286 N0380 G03 X125 Y95 R5 F286 N0385 G03 X130 Y100 R5 F286 N0390 G01 X125 F286 N0395 G03 X125 Y100 R0 F286 N0400 G03 X125 Y100 R0 F286 N0405 G03 X125 Y100 R0 F286 N0410 G03 X125 Y100 R0 F286 N0415 G01 Z5 F286 N0420 G00 Z15 N0425 M05 N0430 G28 M06 T3 N0435 S3183 M03 DAİRESEL DELİK BOYDAN BOYA N0440 G00 X0 Y0 Z10 N0445 G00 X125 Y100 N0450 G00 X138,133 Y121,273 N0455 G00 Z4 N0460 G01 Z-32 F477 N0465 G01 Z4 F477 N0470 G00 Z10 N0475 G00 X125 Y100 N0480 G00 X-11,202 Y22,350 N0485 G00 Z4 N0490 G01 Z-32 F477 N0495 G01 Z4 F477 N0500 G00 Z10 N0505 G00 X125 Y100 N0510 G00 X-24,902 Y2,209 N0515 G00 Z4 N0520 G01 Z-32 F477 N0525 G01 Z4 F477 N0530 G00 Z10 N0535 G00 X125 Y100 N0540 G00 X-14,962 Y-20,029 N0545 G00 Z4 N0550 G01 Z-32 F477 N0555 G01 Z4 F477 N0560 G00 Z10 N0565 G00 X125 Y100 N0570 G00 X9,183 Y-23,252 N0575 G00 Z4 N0580 G01 Z-32 F477 N0585 G01 Z4 F477 N0590 G00 Z10 N0595 G00 X125 Y100 N0600 G00 X24,610 Y-4,401 N0605 G00 Z4 N0610 G01 Z-32 F477 N0615 G01 Z4 F477 N0620 G00 Z10 N0625 G00 X125 Y100 N0630 G00 X16,673 Y18,628 N0635 G00 Z4 N0640 G01 Z-32 F477 N0645 G01 Z4 F477 N0650 G00 Z10 N0655 G00 X125 Y100 N0660 G00 X-7,092 Y23,973 N0665 G00 Z4 N0670 G01 Z-32 F477 N0675 G01 Z4 F477 N0680 G00 Z10 N0685 G00 X125 Y100 N0690 G00 X-24,124 Y6,559 N0695 G00 Z4 N0700 G01 Z-32 F477 N0705 G01 Z4 F477 N0710 G00 Z10 N0715 G00 X0 Y0 N0720 M05 N0725 G90 G28 M06 T2 N0730 S2274 M03 KÖR KANAL N0735 G00 X0 Y0 Z10 N0740 G00 X102 Y15 N0745 G00 Z5 N0750 G01 Z-10 F205 N0755 G91 N0760 G01 X46 F205 N0765 G90 N0770 G01 Z5 F205 N0775 G00 Z10 N0780 G90 N0785 T2 N0790 S2274 M KÖR KANAL N0795 G00 X0 Y0 Z10 N0800 G00 X102 Y185 N0805 G00 Z5 N0810 G01 Z-10 F205 N0815 G91 N0820 G01 X46 F205 N0825 G90 N0830 G01 Z5 F205 N0835 G00 Z10 N0840 M05 N0845 G28 N0850 M02 N0855 M30 154

10 3. SONUÇ Geliştirilen program sayesinde, CNC dik işleme merkezi için üretime yönelik CNC parça programları yapılabilmektedir. Üretim safhaları her bir işlem için ayrı ayrı hazırlanmıştır. Programlama esnasında kullanıcı uyarı mesajları ile yönlendirilmektedir. Böylece kullanıcının yapabileceği hatalar önlenebilmektedir. Kullanıcının parça ölçülerini ve kesici parametrelerini doğru ve eksiksiz girmesi parça programının oluşturulması için yeterli olmaktadır. Oluşturulan parça programlarına ait kod satırı sayfaları txt uzantılı dosyalar halinde saklanabilmektedir. Hazırlanan programın kullanıcı açısından daha etkin ve verimli kullanılması için, unsur algılama ile desteklenmesi, parça şeklinin ve takım yollarının kullanıcıdan alınarak parça programının oluşturulmasının sağlanması faydalı olacaktır. Ayrıca takım telafisi değerleri işlemlere uygun olarak eklenebilir. Belirli katı model yüzey tanımlama modellerinin eklenmesi ile program kompleks hale getirilebilir. 4. KAYNAKÇA [1] ÖZCAN,E. CNC Frezelerde Eğrisel Yüzey İşleme ve Grafik Simülasyon Yapıları, M.Ü. Fen Bil. Enstitüsü, Y.Lisans Tezi, İstanbul, [2] GÜLESİN,M. CNC Freze Tezgahları için Program Hazırlama ve Bilgisayarda Simülasyonu, G.Ü. Fen Bil. Enstitüsü, Y.Lisans Tezi, Ankara, [3] KAYIR,Y. Prolog Dili Kullanılarak CNC Freze Tezgahları için Otomatik Parça Programı Türetme Sistemi, G.Ü. Fen Bil. Enstitüsü, Y.Lisans Tezi, Ankara, [4] GAMSIZ,E. CAM Sistemlerinin CNC Takım Tezgahlarına Uygulanması ve Postprocessor Hazırlanması, İ.T.Ü. Fen Bil. Enstitüsü, Y.Lisans Tezi, İstanbul, [5] APAYDIN,H. Talaşlı İmalatta kullanılan CAM Yazılım Paketleri, MMO İstanbul Şubesi, İstanbul, [6] GÜNEL,H. Siemens ve Fanuc Kontrollu Freze Tezgahları ve Programlanması, Seminer Notları, Ankara, [7] CHANG,Chao-Hwa. NC Makine Programcılığı ve Program Tasarımı, M.E.B. Çeviri, Ankara, [8] MAZAK-MAZATROL. Tezgah Kataloğu, 1997 [9] MASTERCAM V9. Makine ve Otomasyon Fuarı Tanıtım Notları, SES 3000 CNC Ltd.Şti, İstanbul,

11 156
DİK İŞLEME MERKEZİ İÇİN BİLGİSAYAR DESTEKLİ KULLANICI ETKİLEŞİMLİ CNC PARÇA PROGRAMI TASARIMI
 PAMUKKALE ÜNİ VERSİ TESİ MÜHENDİ SLİ K FAKÜLTESİ PAMUKKALE UNIVERSITY ENGINEERING COLLEGE MÜHENDİ SLİ K B İ L İ MLERİ DERGİ S İ JOURNAL OF ENGINEERING SCIENCES YIL CİLT SAYI SAYFA : 2005 : 11 : 2 : 199-204
PAMUKKALE ÜNİ VERSİ TESİ MÜHENDİ SLİ K FAKÜLTESİ PAMUKKALE UNIVERSITY ENGINEERING COLLEGE MÜHENDİ SLİ K B İ L İ MLERİ DERGİ S İ JOURNAL OF ENGINEERING SCIENCES YIL CİLT SAYI SAYFA : 2005 : 11 : 2 : 199-204
DERS BİLGİ FORMU Bilgisayarlı Sayısal Denetim Tezgâh İşlemleri (CNC) Makine Teknolojisi Frezecilik, Taşlama ve Alet Bilemeciliği
 Makine Teknolojisi Frezecilik, Taşlama ve Alet Bilemeciliği") Dersin Adı Alan Meslek / Dal Dersin Okutulacağı Sınıf / Dönem Süre Dersin Amacı Dersin Tanımı Dersin Ön Koşulları Ders İle Kazandırılacak Yeterlikler Dersin İçeriği Yöntem ve Teknikler Eğitim Öğretim Ortamı
Dersin Adı Alan Meslek / Dal Dersin Okutulacağı Sınıf / Dönem Süre Dersin Amacı Dersin Tanımı Dersin Ön Koşulları Ders İle Kazandırılacak Yeterlikler Dersin İçeriği Yöntem ve Teknikler Eğitim Öğretim Ortamı
BİLGİSAYAR SAYISAL KONTROLLÜ (CNC) DİK İŞLEME TEZGÂHI KULLANMA ve PROGRAMLAMA EĞİTİMİ KURS PROGRAMI
 DİK İŞLEME TEZGÂHI KULLANMA ve PROGRAMLAMA EĞİTİMİ KURS PROGRAMI") BİLGİSAYAR SAYISAL KONTROLLÜ (CNC) DİK İŞLEME TEZGÂHI KULLANMA ve PROGRAMLAMA EĞİTİMİ KURS PROGRAMI 1. KURUMUN ADI : 2. KURUMUN ADRESİ : 3. KURUCUNUN ADI : 4. PROGRAMIN ADI : Bilgisayar Sayısal Kontrollü
BİLGİSAYAR SAYISAL KONTROLLÜ (CNC) DİK İŞLEME TEZGÂHI KULLANMA ve PROGRAMLAMA EĞİTİMİ KURS PROGRAMI 1. KURUMUN ADI : 2. KURUMUN ADRESİ : 3. KURUCUNUN ADI : 4. PROGRAMIN ADI : Bilgisayar Sayısal Kontrollü
CNC Freze Tezgâhı Programlama
 CNC Freze Tezgâhı Programlama 1. Amaç CNC tezgâhının gelişimi ve çalışma prensibi hakkında bilgi sahibi olmak. Başarılı bir CNC programlama için gerekli kısmî programlamanın temellerini anlamak. Hazırlayıcı
CNC Freze Tezgâhı Programlama 1. Amaç CNC tezgâhının gelişimi ve çalışma prensibi hakkında bilgi sahibi olmak. Başarılı bir CNC programlama için gerekli kısmî programlamanın temellerini anlamak. Hazırlayıcı
Kısa Program yazma-mdi
 TEZGAHIN AÇILMASI Kısa Program yazma-mdi TAKIM TUTUCUYU MAGAZİNE TAKMAK VE SÖKMEK CNC MAKİNE REFERANS VE SIFIR NOKTALARI CNC FREZEDE KOORDİNAT SİSTEMLERİ Bir CNC- Tezgahında bir iş parçasını üretebilmek
TEZGAHIN AÇILMASI Kısa Program yazma-mdi TAKIM TUTUCUYU MAGAZİNE TAKMAK VE SÖKMEK CNC MAKİNE REFERANS VE SIFIR NOKTALARI CNC FREZEDE KOORDİNAT SİSTEMLERİ Bir CNC- Tezgahında bir iş parçasını üretebilmek
DEÜ MÜHENDİSLİK FAKÜLTESİ MÜHENDİSLİK BİLİMLERİ DERGİSİ CNC FREZE TEZGAHLARI İÇİN DXF TABANLI BİR DELME KONTROL SİSTEMİNİN GELİŞTİRLMESİ
 DEÜ MÜHENDİSLİK FAKÜLTESİ MÜHENDİSLİK BİLİMLERİ DERGİSİ Cilt: 15 No:3 Sayı: 45 sh. 15-22 Eylül 2013 CNC FREZE TEZGAHLARI İÇİN DXF TABANLI BİR DELME KONTROL SİSTEMİNİN GELİŞTİRLMESİ (DEVELOPMENT OF A DXF
DEÜ MÜHENDİSLİK FAKÜLTESİ MÜHENDİSLİK BİLİMLERİ DERGİSİ Cilt: 15 No:3 Sayı: 45 sh. 15-22 Eylül 2013 CNC FREZE TEZGAHLARI İÇİN DXF TABANLI BİR DELME KONTROL SİSTEMİNİN GELİŞTİRLMESİ (DEVELOPMENT OF A DXF
CNC FREZE TEZGAHLARININ PROGRAMLANMASI
 CNC FREZE TEZGAHLARININ PROGRAMLANMASI Frezelemenin Tanımı Çevresinde çok sayıda kesici ağzı bulunan takımın dönme hareketine karşılık, iş parçasının öteleme hareketi yapmasıyla gerçekleştirilen talaş
CNC FREZE TEZGAHLARININ PROGRAMLANMASI Frezelemenin Tanımı Çevresinde çok sayıda kesici ağzı bulunan takımın dönme hareketine karşılık, iş parçasının öteleme hareketi yapmasıyla gerçekleştirilen talaş
TAKIM TEZGAHLARI LABORATUARI
 TAKIM TEZGAHLARI LABORATUARI Deney Sorumlusu ve Uyg. Öğr. El. Doç. Dr. Nihat TOSUN Doç. Dr. Cihan ÖZEL Doç. Dr. Latif ÖZLER Yrd. Doç. Dr. HAşim PIHTILI Arş. Gör. İ. Hakkı ŞANLITÜRK Arş. Gör. M. Erbil ÖZCAN
TAKIM TEZGAHLARI LABORATUARI Deney Sorumlusu ve Uyg. Öğr. El. Doç. Dr. Nihat TOSUN Doç. Dr. Cihan ÖZEL Doç. Dr. Latif ÖZLER Yrd. Doç. Dr. HAşim PIHTILI Arş. Gör. İ. Hakkı ŞANLITÜRK Arş. Gör. M. Erbil ÖZCAN
Konik ve Kavisli yüzey Tornalamada izlenecek işlem sırası şu şekildedir
 Konik ve Kavisli yüzey Tornalamada izlenecek işlem sırası şu şekildedir 1- Tornalanacak parça çizilir 2- Translate komutu ile punta deliğine gelecek nokta 0,0,0 koordinatına taşınır 3- Tezgah seçimi yapılır
Konik ve Kavisli yüzey Tornalamada izlenecek işlem sırası şu şekildedir 1- Tornalanacak parça çizilir 2- Translate komutu ile punta deliğine gelecek nokta 0,0,0 koordinatına taşınır 3- Tezgah seçimi yapılır
Frezeleme de Yenilikler
 VisualCAM 2018 Yenilikler VisualCAM 2018 de; 1- Frezeleme 2- Tornalama 3- Nesting ( Plaka üzerine yerleşim) Geliştirmeler yapıldı. Frezeleme de Yenilikler 1 - Setup bölümünde operasyonları kilitleme özelliği
VisualCAM 2018 Yenilikler VisualCAM 2018 de; 1- Frezeleme 2- Tornalama 3- Nesting ( Plaka üzerine yerleşim) Geliştirmeler yapıldı. Frezeleme de Yenilikler 1 - Setup bölümünde operasyonları kilitleme özelliği
HAL KAYIT SİSTEMİ HAL HAKEM HEYETİ İŞLEMLERİ KULLANICI KILAVUZU
 HAL KAYIT SİSTEMİ HAL HAKEM HEYETİ İŞLEMLERİ KULLANICI KILAVUZU Ekim 2015 İçindekiler 1. HAL KAYIT SİSTEMİ NE GİRİŞ... 2 2. HAL HAKEM HEYETİ BAŞVURU OLUŞTURMA SÜRECİ... 2 2.1. BAŞVURU İÇİN GEREKLİ BİLGİLERİN
HAL KAYIT SİSTEMİ HAL HAKEM HEYETİ İŞLEMLERİ KULLANICI KILAVUZU Ekim 2015 İçindekiler 1. HAL KAYIT SİSTEMİ NE GİRİŞ... 2 2. HAL HAKEM HEYETİ BAŞVURU OLUŞTURMA SÜRECİ... 2 2.1. BAŞVURU İÇİN GEREKLİ BİLGİLERİN
CNC TORNA TEZGAHLARININ PROGRAMLANMASI
 CNC TORNA TEZGAHLARININ PROGRAMLANMASI MUTLAK KOORDİNAT SİSTEMİNE GÖRE O00012; ( Program numarası) T01 M06; (Birinci Takım, Taretteki takım değişti) G90 G54 G94 G97 G40; Mutlak koordinat sistemi, İş parçası
CNC TORNA TEZGAHLARININ PROGRAMLANMASI MUTLAK KOORDİNAT SİSTEMİNE GÖRE O00012; ( Program numarası) T01 M06; (Birinci Takım, Taretteki takım değişti) G90 G54 G94 G97 G40; Mutlak koordinat sistemi, İş parçası
Alanın En Güvenilir ve En Hızlı İmalat Çözümü Inventor İçinde Kusursuz Entegrasyon
 Alanın En Güvenilir ve En Hızlı İmalat Çözümü Inventor İçinde Kusursuz Entegrasyon Inventor HSM;Inventor kullanıcıları için tam parametrik bir CAM çözümüdür.kullanıcılar tanıdıkları ve bildikleri bir ortamda
Alanın En Güvenilir ve En Hızlı İmalat Çözümü Inventor İçinde Kusursuz Entegrasyon Inventor HSM;Inventor kullanıcıları için tam parametrik bir CAM çözümüdür.kullanıcılar tanıdıkları ve bildikleri bir ortamda
SIEMENS NX 10.0. Üçgen Yazılım 2015
 NX SIEMENS NX 10.0 Üçgen Yazılım 2015 NX CAM YENİLİKLER Pattern Dircetion -> Automatic Kaba operasyonlarda talaşa giriş için belirlenen bölge seçiminde, inward ve outward (içeriden ve dışarıdan ) seçeneklerinin
NX SIEMENS NX 10.0 Üçgen Yazılım 2015 NX CAM YENİLİKLER Pattern Dircetion -> Automatic Kaba operasyonlarda talaşa giriş için belirlenen bölge seçiminde, inward ve outward (içeriden ve dışarıdan ) seçeneklerinin
T.C. BAŞBAKANLIK ATATÜRK KÜLTÜR, DİL VE TARİH YÜKSEK KURUMU PROJE TAKİP VE YÖNETİM SİSTEMİ KULLANICI KILAVUZU
 T.C. BAŞBAKANLIK ATATÜRK KÜLTÜR, DİL VE TARİH YÜKSEK KURUMU PROJE TAKİP VE YÖNETİM SİSTEMİ KULLANICI KILAVUZU I. İçindekiler 1. PROJE SİSTEMİ WEB ADRESİ... 2 2. GİRİŞ EKRANI... 2 3. KAYIT VE SİSTEME GİRİŞ...
T.C. BAŞBAKANLIK ATATÜRK KÜLTÜR, DİL VE TARİH YÜKSEK KURUMU PROJE TAKİP VE YÖNETİM SİSTEMİ KULLANICI KILAVUZU I. İçindekiler 1. PROJE SİSTEMİ WEB ADRESİ... 2 2. GİRİŞ EKRANI... 2 3. KAYIT VE SİSTEME GİRİŞ...
Swansoft Fanuc OiT Kullanımı
 CNC Torna ve Frezede gerçek simülasyon yapılabilir. 50 den fazla farklı Kontrol Sistemi, 150 nin üzerinde ünite. Alt Programlama ve Delik çevrimleri dahil Manuel programlama Değişken parametrelerle Macro
CNC Torna ve Frezede gerçek simülasyon yapılabilir. 50 den fazla farklı Kontrol Sistemi, 150 nin üzerinde ünite. Alt Programlama ve Delik çevrimleri dahil Manuel programlama Değişken parametrelerle Macro
Kanal açmada izlenecek işlem sırası şu şekildedir
 Kanal açmada izlenecek işlem sırası şu şekildedir 1- Tornalanacak parça çizilir 2- Translate komutu ile punta deliğine gelecek nokta 0,0,0 koordinatına taşınır 3- Tezgah seçimi yapılır 4- Kütük tanımlaması
Kanal açmada izlenecek işlem sırası şu şekildedir 1- Tornalanacak parça çizilir 2- Translate komutu ile punta deliğine gelecek nokta 0,0,0 koordinatına taşınır 3- Tezgah seçimi yapılır 4- Kütük tanımlaması
BİLGİSAYAR SAYISAL KONTROLLÜ (CNC) TORNA TEZGÂHI KULLANMA ve PROGRAMLAMA EĞİTİMİ KURS PROGRAMI
 TORNA TEZGÂHI KULLANMA ve PROGRAMLAMA EĞİTİMİ KURS PROGRAMI") BİLGİSAYAR SAYISAL KONTROLLÜ (CNC) TORNA TEZGÂHI KULLANMA ve PROGRAMLAMA EĞİTİMİ KURS PROGRAMI 1. KURUMUN ADI : 2. KURUMUN ADRESİ : 3. KURUCUNUN ADI : 4. PROGRAMIN ADI : Bilgisayar Sayısal Kontrollü (CNC)
BİLGİSAYAR SAYISAL KONTROLLÜ (CNC) TORNA TEZGÂHI KULLANMA ve PROGRAMLAMA EĞİTİMİ KURS PROGRAMI 1. KURUMUN ADI : 2. KURUMUN ADRESİ : 3. KURUCUNUN ADI : 4. PROGRAMIN ADI : Bilgisayar Sayısal Kontrollü (CNC)
CIM - Computer Integrated Manufacturing
 CIM - Computer Integrated Manufacturing Ders 4 spectracam Milling spectracam Milling Açılış Ekranı Menü Çubuğu Araç Çubuğu Başlık Operasyon Çubuğu Operasyon Penceresi Durum Çubuğu 2/42 Standart Araç Çubuğu
CIM - Computer Integrated Manufacturing Ders 4 spectracam Milling spectracam Milling Açılış Ekranı Menü Çubuğu Araç Çubuğu Başlık Operasyon Çubuğu Operasyon Penceresi Durum Çubuğu 2/42 Standart Araç Çubuğu
BİLGİSAYARLI SAYISAL DENETİM TEZGÂH İŞLEMLERİ (CNC)
") BİLGİSAYARLI SAYISAL DENETİM TEZGÂH İŞLEMLERİ (CNC) Dersin Modülleri Tornada CAM Programı ile Çizim ve Kesici Yolları CAM Programı ile Tornalama Frezede CAM Programı ile Çizim ve Kesici Yolları CAM Frezeleme
BİLGİSAYARLI SAYISAL DENETİM TEZGÂH İŞLEMLERİ (CNC) Dersin Modülleri Tornada CAM Programı ile Çizim ve Kesici Yolları CAM Programı ile Tornalama Frezede CAM Programı ile Çizim ve Kesici Yolları CAM Frezeleme
Kanal açmada izlenecek işlem sırası şu şekildedir
 Kanal açmada izlenecek işlem sırası şu şekildedir 1- Tornalanacak parça çizilir 2- Translate komutu ile punta deliğine gelecek nokta 0,0,0 koordinatına taşınır 3- Tezgah seçimi yapılır 4- Kütük tanımlaması
Kanal açmada izlenecek işlem sırası şu şekildedir 1- Tornalanacak parça çizilir 2- Translate komutu ile punta deliğine gelecek nokta 0,0,0 koordinatına taşınır 3- Tezgah seçimi yapılır 4- Kütük tanımlaması
Adres bilgileri ve diğer bilgilerin bazıları
 Adres bilgileri ve diğer bilgilerin bazıları G şifreleri (kodları) CNC programlarının yazımında kullanılan talaş kaldırma işlemlerini doğrudan ilgilendiren kodlardır. G kod numaraları G00 - G99 arasındadır.
Adres bilgileri ve diğer bilgilerin bazıları G şifreleri (kodları) CNC programlarının yazımında kullanılan talaş kaldırma işlemlerini doğrudan ilgilendiren kodlardır. G kod numaraları G00 - G99 arasındadır.
Taşınır İşlem Fişi Düzenleme Kılavuzu BAP
 150 253-255 Taşınır İşlem Fişi Düzenleme Kılavuzu BAP FİRMA Faturayı keser ve faturayı malzemeyle birlikte ya BAP Birimi Satınalma Ofisine ya da ilgili Proje Yürütücüsüne Teslim eder. BAP Birimi Satınalma
150 253-255 Taşınır İşlem Fişi Düzenleme Kılavuzu BAP FİRMA Faturayı keser ve faturayı malzemeyle birlikte ya BAP Birimi Satınalma Ofisine ya da ilgili Proje Yürütücüsüne Teslim eder. BAP Birimi Satınalma
CNC TORNA TEZGAHLARI İÇİN DİALOG METODU KULLANILARAK NC KOD TÜRETİLMESİ
 PAMUKKALE ÜNİ VERSİ TESİ MÜHENDİ SLİ K FAKÜLTESİ PAMUKKALE UNIVERSITY ENGINEERING COLLEGE MÜHENDİ SLİ K B İ L İ MLERİ DERGİ S İ JOURNAL OF ENGINEERING SCIENCES YIL CİLT SAYI SAYFA : 2004 : 10 : 3 : 299-304
PAMUKKALE ÜNİ VERSİ TESİ MÜHENDİ SLİ K FAKÜLTESİ PAMUKKALE UNIVERSITY ENGINEERING COLLEGE MÜHENDİ SLİ K B İ L İ MLERİ DERGİ S İ JOURNAL OF ENGINEERING SCIENCES YIL CİLT SAYI SAYFA : 2004 : 10 : 3 : 299-304
Hukuk Müşavirliği Modülü Kullanım Kılavuzunu Giriş. E İçişleri Proje Ana Sayfasından kullanıcı adı ve şifresi girilerek giriş butonuna basılır.
 Hukuk Müşavirliği Modülü Kullanım Kılavuzunu Giriş Sisteme Giriş: E İçişleri Proje Ana Sayfasından kullanıcı adı ve şifresi girilerek giriş butonuna basılır. Sisteme giriş yapıldıktan sonra Hukuk Müşavirliği
Hukuk Müşavirliği Modülü Kullanım Kılavuzunu Giriş Sisteme Giriş: E İçişleri Proje Ana Sayfasından kullanıcı adı ve şifresi girilerek giriş butonuna basılır. Sisteme giriş yapıldıktan sonra Hukuk Müşavirliği
MERSİS UYGULAMA KULLANICISI YARDIM REHBERİ DEĞİŞİKLİK BAŞVURUSU İŞLEMLERİ GÜMRÜK VE TİCARET BAKANLIĞI MERSİS UYGULAMASI
 MERSİS UYGULAMA KULLANICISI YARDIM REHBERİ DEĞİŞİKLİK BAŞVURUSU İŞLEMLERİ DEĞİŞİKLİK BAŞVURUSU İŞLEMLERİ Merkezi Sicil Sistemi Uygulaması (Mersis) üzerinden Sistem kullanıcıları; Değişiklik Başvurusu üzerinden
MERSİS UYGULAMA KULLANICISI YARDIM REHBERİ DEĞİŞİKLİK BAŞVURUSU İŞLEMLERİ DEĞİŞİKLİK BAŞVURUSU İŞLEMLERİ Merkezi Sicil Sistemi Uygulaması (Mersis) üzerinden Sistem kullanıcıları; Değişiklik Başvurusu üzerinden
Cnc freze programlama örnekleri
 Cnc freze programlama örnekleri Cnc frezeleme örnek programlar.örnek cnc freze programları. Öğretmenler sınav hazırlarken,ödev verirken. CNC tezgahlar eğitimine başlayanlar ve operatörlük eğitimine başlayanlar
Cnc freze programlama örnekleri Cnc frezeleme örnek programlar.örnek cnc freze programları. Öğretmenler sınav hazırlarken,ödev verirken. CNC tezgahlar eğitimine başlayanlar ve operatörlük eğitimine başlayanlar
NACA PROFİL AİLE GEOMETRİSİ HESAP PROGRAMI KULLANMA KILAVUZU
 NACA PROFİL AİLE GEOMETRİSİ HESAP PROGRAMI KULLANMA KILAVUZU NACA kesit programı çizim programı Visual Basic V5.0 dilinde yazılmıştır. Programın amacı, kullanıcının istediği NACA kesitinin çizimini çok
NACA PROFİL AİLE GEOMETRİSİ HESAP PROGRAMI KULLANMA KILAVUZU NACA kesit programı çizim programı Visual Basic V5.0 dilinde yazılmıştır. Programın amacı, kullanıcının istediği NACA kesitinin çizimini çok
Alın Tornalamada izlenecek işlem sırası şu şekildedir
 Alın Tornalamada izlenecek işlem sırası şu şekildedir 1- Alın tornalanacak parça çizilir 2- Translate komutu ile punta deliğine gelecek nokta 0,0,0 koordinatına taşınır 3- Tezgah seçimi yapılır 4- Kütük
Alın Tornalamada izlenecek işlem sırası şu şekildedir 1- Alın tornalanacak parça çizilir 2- Translate komutu ile punta deliğine gelecek nokta 0,0,0 koordinatına taşınır 3- Tezgah seçimi yapılır 4- Kütük
SLCM - Modül (Ders) Grubu Yaratılması
 Grubu Yaratılması") Bir eğitim programı kapsamında verilecek olan dersler zorunlu, bölüm seçmeli, serbest seçmeli gibi farklı gruplamalar altında tanımlanmaktadır. SAP sisteminde bu gruplamalar Modül Grubu denilen yapılar
Bir eğitim programı kapsamında verilecek olan dersler zorunlu, bölüm seçmeli, serbest seçmeli gibi farklı gruplamalar altında tanımlanmaktadır. SAP sisteminde bu gruplamalar Modül Grubu denilen yapılar
www.elektrikogretmenleri.com
 FIREWORKS (MENU OLUŞ TURMA) 1 Önce Başlat menüsü Programlar Adobe Web Premium CS3 Adobe Fireworks CS3 kısayol simgesi ile Fireworks programı açılır. 2 Fireworks programı açıldığında Karşımıza gelen Yeni
FIREWORKS (MENU OLUŞ TURMA) 1 Önce Başlat menüsü Programlar Adobe Web Premium CS3 Adobe Fireworks CS3 kısayol simgesi ile Fireworks programı açılır. 2 Fireworks programı açıldığında Karşımıza gelen Yeni
HACETTEPE ÜNİVERSİTESİ HACETTEPE ASO 1.OSB MESLEK YÜKSEKOKULU HMK 211 CNC TORNA TEKNOLOJİSİ
 HACETTEPE ÜNİVERSİTESİ HACETTEPE ASO 1.OSB MESLEK YÜKSEKOKULU HMK 211 CNC TORNA TEKNOLOJİSİ Öğr. Gör. RECEP KÖKÇAN Tel: +90 312 267 30 20 http://yunus.hacettepe.edu.tr/~rkokcan/ E-mail_1: rkokcan@hacettepe.edu.tr
HACETTEPE ÜNİVERSİTESİ HACETTEPE ASO 1.OSB MESLEK YÜKSEKOKULU HMK 211 CNC TORNA TEKNOLOJİSİ Öğr. Gör. RECEP KÖKÇAN Tel: +90 312 267 30 20 http://yunus.hacettepe.edu.tr/~rkokcan/ E-mail_1: rkokcan@hacettepe.edu.tr
EKOM WEB DESIGNER PROGRMI KULLANMA KILAVUZ. 1 - Web Sayfası Tasarımı Oluşturma / Var Olan Tasarımı Açma:
 EKOM WEB DESIGNER PROGRMI KULLANMA KILAVUZ 1 Web Sayfası Tasarımı Oluşturma / Var Olan Tasarımı Açma 2 Web Sayfasına Yeni Element Ekleme Ve Özelliklerini Belirleme Değişiklik Yapma 3 Web Sayfası Tasarımını
EKOM WEB DESIGNER PROGRMI KULLANMA KILAVUZ 1 Web Sayfası Tasarımı Oluşturma / Var Olan Tasarımı Açma 2 Web Sayfasına Yeni Element Ekleme Ve Özelliklerini Belirleme Değişiklik Yapma 3 Web Sayfası Tasarımını
Tornada Raba ve Klavuz Çekme izlenecek işlem sırası şu şekildedir
 Tornada Raba ve Klavuz Çekme izlenecek işlem sırası şu şekildedir 1- Tornalanacak parça çizilir 2- Translate komutu ile punta deliğine gelecek nokta 0,0,0 koordinatına taşınır 3- Tezgah seçimi yapılır
Tornada Raba ve Klavuz Çekme izlenecek işlem sırası şu şekildedir 1- Tornalanacak parça çizilir 2- Translate komutu ile punta deliğine gelecek nokta 0,0,0 koordinatına taşınır 3- Tezgah seçimi yapılır
T.C. BAŞBAKANLIK ATATÜRK KÜLTÜR, DİL VE TARİH YÜKSEK KURUMU DESTEK SİSTEMİ KULLANICI KILAVUZU
 T.C. BAŞBAKANLIK ATATÜRK KÜLTÜR, DİL VE TARİH YÜKSEK KURUMU DESTEK SİSTEMİ KULLANICI KILAVUZU I. İçindekiler 1. DESTEK BAŞVURU SİSTEMİ WEB ADRESİ... 2 2. GİRİŞ EKRANI... 2 3. KAYIT VE SİSTEME GİRİŞ...
T.C. BAŞBAKANLIK ATATÜRK KÜLTÜR, DİL VE TARİH YÜKSEK KURUMU DESTEK SİSTEMİ KULLANICI KILAVUZU I. İçindekiler 1. DESTEK BAŞVURU SİSTEMİ WEB ADRESİ... 2 2. GİRİŞ EKRANI... 2 3. KAYIT VE SİSTEME GİRİŞ...
KULLANIM KILAVUZU. Reserve Online Reservation Systems www.reserve.com.tr
 KULLANIM KILAVUZU Reserve Online Reservation Systems www.reserve.com.tr RESERVE ONLİNE REZERVASYON YAZILIMI KULLANIM KİTABI...3 ADMİN PANELİ... 3 Admin Panel Giriş (Login)... 3 Yönetim Paneli... 3 OTEL
KULLANIM KILAVUZU Reserve Online Reservation Systems www.reserve.com.tr RESERVE ONLİNE REZERVASYON YAZILIMI KULLANIM KİTABI...3 ADMİN PANELİ... 3 Admin Panel Giriş (Login)... 3 Yönetim Paneli... 3 OTEL
İLERİ SEVİYE BİLGİSAYARLI SAYISAL KONTROLLÜ (CNC) DİK İŞLEME TEZGÂHI KULLANMA ve PROGRAMLAMA EĞİTİMİ KURS PROGRAMI
 DİK İŞLEME TEZGÂHI KULLANMA ve PROGRAMLAMA EĞİTİMİ KURS PROGRAMI") İLERİ SEVİYE BİLGİSAYARLI SAYISAL KONTROLLÜ (CNC) DİK İŞLEME TEZGÂHI KULLANMA ve PROGRAMLAMA EĞİTİMİ KURS PROGRAMI 1. KURUMUN ADI : 2. KURUMUN ADRESİ : 3. KURUCUNUN ADI : 4. PROGRAMIN ADI : İleri Seviye
İLERİ SEVİYE BİLGİSAYARLI SAYISAL KONTROLLÜ (CNC) DİK İŞLEME TEZGÂHI KULLANMA ve PROGRAMLAMA EĞİTİMİ KURS PROGRAMI 1. KURUMUN ADI : 2. KURUMUN ADRESİ : 3. KURUCUNUN ADI : 4. PROGRAMIN ADI : İleri Seviye
ARLAB ARaştırma LABoratuvar Projesi Kullanım Kılavuzu
 2014 ARLAB ARaştırma LABoratuvar Projesi Kullanım Kılavuzu İ.Ü. KURUMSAL OTOMASYON PROJESİ 1. GİRİŞ... 2 1.1 AMAÇ... 2 2. KULLANICI OLUŞTURMA VE SİSTEME GİRİŞ... 2 3. BİLGİ İŞLEMLERİ... 4 3.1 LABORATUVAR
2014 ARLAB ARaştırma LABoratuvar Projesi Kullanım Kılavuzu İ.Ü. KURUMSAL OTOMASYON PROJESİ 1. GİRİŞ... 2 1.1 AMAÇ... 2 2. KULLANICI OLUŞTURMA VE SİSTEME GİRİŞ... 2 3. BİLGİ İŞLEMLERİ... 4 3.1 LABORATUVAR
CNC TORNA TEZGAHLARININ PROGRAMLANMASI
 CNC TORNA TEZGAHLARININ PROGRAMLANMASI Yardımcı fonksiyonu (soğ. sıvısı, mili on/off) İlerleme miktarı Kesme hızı Blok(Satır) numarası Dairesel interpolasyonda yay başlangıcının yay merkezine X,Y veya
CNC TORNA TEZGAHLARININ PROGRAMLANMASI Yardımcı fonksiyonu (soğ. sıvısı, mili on/off) İlerleme miktarı Kesme hızı Blok(Satır) numarası Dairesel interpolasyonda yay başlangıcının yay merkezine X,Y veya
ALMS KOKPİT (YÖNETİCİ)
") ALMS KOKPİT (YÖNETİCİ) KULLANICI KILAVUZU KAMU HASTANELERİ Kokpit yöneticinin (veya sistem yöneticisinin) ALMS sisteminde yapı (kurum veya üniversite) oluşturmak veya mevcut yapıya eklemeler, yapıda değişiklikler
ALMS KOKPİT (YÖNETİCİ) KULLANICI KILAVUZU KAMU HASTANELERİ Kokpit yöneticinin (veya sistem yöneticisinin) ALMS sisteminde yapı (kurum veya üniversite) oluşturmak veya mevcut yapıya eklemeler, yapıda değişiklikler
Ankara Üniversitesi Ön Lisan/Lisans Ders Tanımlama Kılavuzu
 Ankara Üniversitesi Ön Lisan/Lisans Ders Tanımlama Kılavuzu Ön Lisans/Lisans programları için programda verilen derslerin üniversite ders havuzuna tanımlanma işlemi ile ders havuzuna girilen dersin müfredata
Ankara Üniversitesi Ön Lisan/Lisans Ders Tanımlama Kılavuzu Ön Lisans/Lisans programları için programda verilen derslerin üniversite ders havuzuna tanımlanma işlemi ile ders havuzuna girilen dersin müfredata
Telefon Defteri Modülü Kullanım Kılavuzu
 Telefon Defteri Modülü Kullanım Kılavuzu YETKİ VE KAYIT İŞLEMİ Kayıt yapacak kullanıcıya yetki verilmesi Kayıt yapacak kullanıcı yetkilendirilirken dikkat edilmesi gereken en önemli nokta, kullanıcının
Telefon Defteri Modülü Kullanım Kılavuzu YETKİ VE KAYIT İŞLEMİ Kayıt yapacak kullanıcıya yetki verilmesi Kayıt yapacak kullanıcı yetkilendirilirken dikkat edilmesi gereken en önemli nokta, kullanıcının
Konu : 2017 Yılına, Yılsonu Devir İşlemleri
 Bilgi Konu : 2017 Yılına, Yılsonu Devir İşlemleri Presto Plus da iki farklı tip devir yapılabilir. İhtiyaca göre bu iki devir programından birisi tercih edilerek devir işlemi yapılmalıdır. Devir işlemlerinden
Bilgi Konu : 2017 Yılına, Yılsonu Devir İşlemleri Presto Plus da iki farklı tip devir yapılabilir. İhtiyaca göre bu iki devir programından birisi tercih edilerek devir işlemi yapılmalıdır. Devir işlemlerinden
MUĞLA SITKI KOÇMAN ÜNİVERSİTESİ MUWİS. Web İçerik Sistemi. Bilgi İşlem Daire Başkanlığı-WEB GRUBU
 MUĞLA SITKI KOÇMAN ÜNİVERSİTESİ MUWİS Web İçerik Sistemi -WEB GRUBU 2013 B i l g i İ ş l e m D a i r e B a ş k a n l ı ğ ı MUĞLA SITKI KOÇMAN ÜNİVERSİTESİ BİLGİ İŞLEM DAİRE BAŞKANLIĞI BİRİM BÖLÜM DAİRE
MUĞLA SITKI KOÇMAN ÜNİVERSİTESİ MUWİS Web İçerik Sistemi -WEB GRUBU 2013 B i l g i İ ş l e m D a i r e B a ş k a n l ı ğ ı MUĞLA SITKI KOÇMAN ÜNİVERSİTESİ BİLGİ İŞLEM DAİRE BAŞKANLIĞI BİRİM BÖLÜM DAİRE
T.C. İSTANBUL ÜNİVERSİTESİ LİSANSÜSTÜ BAŞVURU KILAVUZU A) LİSANSÜSTÜ BAŞVURU SİSTEMİNE GİRİŞ...2 B) LİSANSÜSTÜ BAŞVURU İŞLEMLERİ...
 LİSANSÜSTÜ BAŞVURU SİSTEMİNE GİRİŞ...2 B) LİSANSÜSTÜ BAŞVURU İŞLEMLERİ...") T.C. İSTANBUL ÜNİVERSİTESİ LİSANSÜSTÜ BAŞVURU KILAVUZU İçindekiler A) LİSANSÜSTÜ BAŞVURU SİSTEMİNE GİRİŞ...2 B) LİSANSÜSTÜ BAŞVURU İŞLEMLERİ... 3 1.Profil Bilgilerini Düzenleme Ve Lisansüstü Başvuru Modülü..
T.C. İSTANBUL ÜNİVERSİTESİ LİSANSÜSTÜ BAŞVURU KILAVUZU İçindekiler A) LİSANSÜSTÜ BAŞVURU SİSTEMİNE GİRİŞ...2 B) LİSANSÜSTÜ BAŞVURU İŞLEMLERİ... 3 1.Profil Bilgilerini Düzenleme Ve Lisansüstü Başvuru Modülü..
Proje Takip Platformu Kullanım Kılavuzu
 Proje Takip Platformu Kullanım Kılavuzu Uygulamaya giriş yapabilmek için https://iskop.istanbul.edu.tr/ adresine girilir. Proje Takip Platformu adlı bölümden Proje Takip Platformu linkine tıklanır. Açılan
Proje Takip Platformu Kullanım Kılavuzu Uygulamaya giriş yapabilmek için https://iskop.istanbul.edu.tr/ adresine girilir. Proje Takip Platformu adlı bölümden Proje Takip Platformu linkine tıklanır. Açılan
Tüm personel kendi KEP hesapları üzerinden mevcut ve önceki maaş bordrolarını görüntüleyebilecektir.
 Mikro e-bordro Nedir? E-Bordro Uygulaması, Mikro Personel Programı tarafından oluşturulan maaş bordrolarının, otomatik olarak personel kartında tanımlı KEP adresi üzerinden toplu gönderimini sağlar. Mikro
Mikro e-bordro Nedir? E-Bordro Uygulaması, Mikro Personel Programı tarafından oluşturulan maaş bordrolarının, otomatik olarak personel kartında tanımlı KEP adresi üzerinden toplu gönderimini sağlar. Mikro
İnternet Üzerinden Yatırım Başvurusu
 İnternet Üzerinden Yatırım Başvurusu 1. İnternet explorer, firefox ve safari gibi internet erişim programlarının herhangi birinin adres çubuğuna www.hazine.gov.tr yazılarak Hazine Müsteşarlığının internet
İnternet Üzerinden Yatırım Başvurusu 1. İnternet explorer, firefox ve safari gibi internet erişim programlarının herhangi birinin adres çubuğuna www.hazine.gov.tr yazılarak Hazine Müsteşarlığının internet
BİLGİSAYARLI TASARIM VE İMALAT YÖNTEMLERİ KULLANILARAK KRANK MİLİ İMALATI ÖZET ABSTRACT
 BİLGİSAYARLI TASARIM VE İMALAT YÖNTEMLERİ KULLANILARAK KRANK MİLİ İMALATI Ömer PEKDUR 1, Can CANDAN 2, Davut AKDAŞ 3, Yaşar AKMAN 4, Sabri BIÇAKÇI 5 1 opekdur@gmail.com 6 ncı Ana Bakım Merkezi Komutanlığı,
BİLGİSAYARLI TASARIM VE İMALAT YÖNTEMLERİ KULLANILARAK KRANK MİLİ İMALATI Ömer PEKDUR 1, Can CANDAN 2, Davut AKDAŞ 3, Yaşar AKMAN 4, Sabri BIÇAKÇI 5 1 opekdur@gmail.com 6 ncı Ana Bakım Merkezi Komutanlığı,
T.C M.E.B ÖZEL ATILIM BİLKEY BİLİŞİM KURSU Bilgisayar Sayısal Kontrollü ( CNC Dik işleme tezgahı kullanma ve programlama ) Sınav Soruları
 Sınav Soruları") 1.) CNC freze yazdığımız programı neden simülasyon ile test edilmelidir? A) Seri imalata başlamadan önce tezgâh test programına ayarlı olduğu için. B) Program yazımından veya bilgi transferinde oluşabilecek
1.) CNC freze yazdığımız programı neden simülasyon ile test edilmelidir? A) Seri imalata başlamadan önce tezgâh test programına ayarlı olduğu için. B) Program yazımından veya bilgi transferinde oluşabilecek
T.C. BİLECİK ŞEYH EDEBALİ ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MAKİNE VE İMALAT MÜHENDİSLİĞİ BÖLÜMÜ MÜHENDİSLİKTE DENEYSEL METODLAR II DERSİ
 T.C. BİLECİK ŞEYH EDEBALİ ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MAKİNE VE İMALAT MÜHENDİSLİĞİ BÖLÜMÜ MÜHENDİSLİKTE DENEYSEL METODLAR II DERSİ CNC TORNA UYGULAMASI Deneyin Amacı: Deney Sorumlusu: Arş. Gör.
T.C. BİLECİK ŞEYH EDEBALİ ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MAKİNE VE İMALAT MÜHENDİSLİĞİ BÖLÜMÜ MÜHENDİSLİKTE DENEYSEL METODLAR II DERSİ CNC TORNA UYGULAMASI Deneyin Amacı: Deney Sorumlusu: Arş. Gör.
SLCM - Dönemde Açılan Dersler için Şube Tanımlama
 SLCM - Dönemde Açılan Dersler için Şube Tanımlama Dönem başlangıç işlemlerinden ilgili dönemde açılan derslere ilişkin şubelerin yaratılması için aşağıdaki işlemler gerçekleştirilir. SAP sistemine login
SLCM - Dönemde Açılan Dersler için Şube Tanımlama Dönem başlangıç işlemlerinden ilgili dönemde açılan derslere ilişkin şubelerin yaratılması için aşağıdaki işlemler gerçekleştirilir. SAP sistemine login
TAPU VE KADASTRO BİLGİ SİSTEMİ
 TAPU VE KADASTRO BİLGİ SİSTEMİ MEKÂNSAL GAYRİMENKUL SİSTEMİ (MEGSİS) BAŞVURU, E-ÖDEME VE FEN KAYIT İŞLEMLERİ DOKÜMANI Sürüm: 0.1 Revizyon Bilgileri Revizyon No: Revizyon Tarihi Revizyonu Yapan Revizyon
TAPU VE KADASTRO BİLGİ SİSTEMİ MEKÂNSAL GAYRİMENKUL SİSTEMİ (MEGSİS) BAŞVURU, E-ÖDEME VE FEN KAYIT İŞLEMLERİ DOKÜMANI Sürüm: 0.1 Revizyon Bilgileri Revizyon No: Revizyon Tarihi Revizyonu Yapan Revizyon
TAŞRA TEŞKİLATI GÖREVDE YÜKSELME VE UNVAN DEĞİŞİKLİĞİ SINAV MODÜLÜNE İLİŞKİN YARDIM DÖKÜMANI
 TAŞRA TEŞKİLATI GÖREVDE YÜKSELME VE UNVAN DEĞİŞİKLİĞİ SINAV MODÜLÜNE İLİŞKİN YARDIM DÖKÜMANI 1. Sınav Kaydının Açılması: İşlemler Şubesi tarafından sınav başvuru tarihleri belirlenerek e-içişleri sistemi
TAŞRA TEŞKİLATI GÖREVDE YÜKSELME VE UNVAN DEĞİŞİKLİĞİ SINAV MODÜLÜNE İLİŞKİN YARDIM DÖKÜMANI 1. Sınav Kaydının Açılması: İşlemler Şubesi tarafından sınav başvuru tarihleri belirlenerek e-içişleri sistemi
BAKANLIK MERKEZ TEŞKİLATI GÖREVDE YÜKSELME VE UNVAN DEĞİŞİKLİĞİ SINAV MODÜLÜNE İLİŞKİN YARDIM DÖKÜMANI
 BAKANLIK MERKEZ TEŞKİLATI GÖREVDE YÜKSELME VE UNVAN DEĞİŞİKLİĞİ SINAV MODÜLÜNE İLİŞKİN YARDIM DÖKÜMANI 1. Sınav Kaydının Açılması: İşlemler Şubesi tarafından sınav başvuru tarihleri belirlenerek e-içişleri
BAKANLIK MERKEZ TEŞKİLATI GÖREVDE YÜKSELME VE UNVAN DEĞİŞİKLİĞİ SINAV MODÜLÜNE İLİŞKİN YARDIM DÖKÜMANI 1. Sınav Kaydının Açılması: İşlemler Şubesi tarafından sınav başvuru tarihleri belirlenerek e-içişleri
MYLOGO ÜYELİK VE KUR İŞLEMLERİ
 Bölüm MYLOGO ÜYELİK VE KUR İŞLEMLERİ MYLOGO HESAP AÇMA İŞLEMİ www.mylogo.com.tr sayfasına ulaşılarak ana sayfada bulunan kullanıcı bilgileri girişinin yapıldığı menünün altında "Yeni Hesap" butonu ile
Bölüm MYLOGO ÜYELİK VE KUR İŞLEMLERİ MYLOGO HESAP AÇMA İŞLEMİ www.mylogo.com.tr sayfasına ulaşılarak ana sayfada bulunan kullanıcı bilgileri girişinin yapıldığı menünün altında "Yeni Hesap" butonu ile
BİLGİSAYAR DESTEKLİ MÜHENDİSLİK SEMİNERİMİZE HOŞGELDİNİZ!!! HAZIRLAYAN: H.NAZIM EKİCİ
 BİLGİSAYAR DESTEKLİ MÜHENDİSLİK SEMİNERİMİZE HOŞGELDİNİZ!!! HAZIRLAYAN: H.NAZIM EKİCİ 1. BÖLÜM CAD-COMPUTER AIDED DESIGN NE TASARLIYORUZ? - KATI MODELLER (SOLIDS) - -SACLAR(SHEET METAL) - -YÜZEYLER (SURFACES)
BİLGİSAYAR DESTEKLİ MÜHENDİSLİK SEMİNERİMİZE HOŞGELDİNİZ!!! HAZIRLAYAN: H.NAZIM EKİCİ 1. BÖLÜM CAD-COMPUTER AIDED DESIGN NE TASARLIYORUZ? - KATI MODELLER (SOLIDS) - -SACLAR(SHEET METAL) - -YÜZEYLER (SURFACES)
ELEKTRONİK BELGE YÖNETİM SİSTEMİ KOORDİNATÖRLÜĞÜ (EBYS KOORDİNATÖRLÜĞÜ) EBYS SORUMLULARI İÇİN KULLANICI İŞLEMLERİ KILAVUZU
 EBYS SORUMLULARI İÇİN KULLANICI İŞLEMLERİ KILAVUZU") ELEKTRONİK BELGE YÖNETİM SİSTEMİ KOORDİNATÖRLÜĞÜ (EBYS KOORDİNATÖRLÜĞÜ) EBYS SORUMLULARI İÇİN KULLANICI İŞLEMLERİ KILAVUZU EBYS birim sorumluları, kendi birimlerinde görev yapan ve EBYS sistemine kayıtlı
ELEKTRONİK BELGE YÖNETİM SİSTEMİ KOORDİNATÖRLÜĞÜ (EBYS KOORDİNATÖRLÜĞÜ) EBYS SORUMLULARI İÇİN KULLANICI İŞLEMLERİ KILAVUZU EBYS birim sorumluları, kendi birimlerinde görev yapan ve EBYS sistemine kayıtlı
CIM - Computer Integrated Manufacturing
 CIM - Computer Integrated Manufacturing Ders 2 spectracad Engraver CAD? CAD (Computer Aided Design) Bilgisayar Destekli Tasarımkarmaşık çizimlerin bilgisayar kullanılarak kolay ve doğru olarak çizilmesidir.
CIM - Computer Integrated Manufacturing Ders 2 spectracad Engraver CAD? CAD (Computer Aided Design) Bilgisayar Destekli Tasarımkarmaşık çizimlerin bilgisayar kullanılarak kolay ve doğru olarak çizilmesidir.
T.C. İSTANBUL ÜNİVERSİTESİ LİSANSÜSTÜ BAŞVURU KILAVUZU A) LİSANSÜSTÜ BAŞVURU SİSTEMİNE GİRİŞ...2 B) LİSANSÜSTÜ BAŞVURU İŞLEMLERİ...
 LİSANSÜSTÜ BAŞVURU SİSTEMİNE GİRİŞ...2 B) LİSANSÜSTÜ BAŞVURU İŞLEMLERİ...") T.C. İSTANBUL ÜNİVERSİTESİ LİSANSÜSTÜ BAŞVURU KILAVUZU İçindekiler A) LİSANSÜSTÜ BAŞVURU SİSTEMİNE GİRİŞ...2 B) LİSANSÜSTÜ BAŞVURU İŞLEMLERİ... 3 1.Profil Bilgilerini Düzenleme Ve Lisansüstü Başvuru Modülü..
T.C. İSTANBUL ÜNİVERSİTESİ LİSANSÜSTÜ BAŞVURU KILAVUZU İçindekiler A) LİSANSÜSTÜ BAŞVURU SİSTEMİNE GİRİŞ...2 B) LİSANSÜSTÜ BAŞVURU İŞLEMLERİ... 3 1.Profil Bilgilerini Düzenleme Ve Lisansüstü Başvuru Modülü..
İlgili sayfa ulaşmak için metnin üzerine TIKLAYINIZ.
 1 - GİRİŞ 1 2 - PORTAL / ANA SAYFA 1 2.1 Sisteme Giriş Yapılması 2 İlgili sayfa ulaşmak için metnin üzerine TIKLAYINIZ.! SİSTEM YÖNETİMİ 1 - GİRİŞ Bu doküman içerisinde, hizmete sunulan Sistem Yönetiminin
1 - GİRİŞ 1 2 - PORTAL / ANA SAYFA 1 2.1 Sisteme Giriş Yapılması 2 İlgili sayfa ulaşmak için metnin üzerine TIKLAYINIZ.! SİSTEM YÖNETİMİ 1 - GİRİŞ Bu doküman içerisinde, hizmete sunulan Sistem Yönetiminin
AİTM Seri Tadilat Tip Onay Belgesi Başvurusu (Yeni Başvuru)
") AİTM Seri Tadilat Tip Onay Belgesi Başvurusu (Yeni Başvuru) 1 AİTM Seri Tadilat Tip Onay Belgesi Başvurusu Başvuru için «https://basvuru.tse.org.tr/uye/» adresinden TSE 360 sistemine kayıt olunması ve
AİTM Seri Tadilat Tip Onay Belgesi Başvurusu (Yeni Başvuru) 1 AİTM Seri Tadilat Tip Onay Belgesi Başvurusu Başvuru için «https://basvuru.tse.org.tr/uye/» adresinden TSE 360 sistemine kayıt olunması ve
T.C. M.E.B. ÖZEL ATILIM BİLKEY BİLİŞİM KURSU
 Kod (G) Açıklaması (CNC reze-orna) G Listesi rz rn G00 Pozisyona hızlı ilerleme (talaş almaksızın kesicinin boşta hızlı hareketi) G01 Doğrusal interpolasyon (talaş alma ilerlemesi ile doğrusal hareket)
Kod (G) Açıklaması (CNC reze-orna) G Listesi rz rn G00 Pozisyona hızlı ilerleme (talaş almaksızın kesicinin boşta hızlı hareketi) G01 Doğrusal interpolasyon (talaş alma ilerlemesi ile doğrusal hareket)
Belli İstekliler Arasında İhale Usulü İşlemleri Kullanıcı Kılavuzu
 8 Belli İstekliler Arasında İhale Usulü İşlemleri Kullanıcı Kılavuzu 1 İçindekiler 1. Ön Yeterlik Doküman Satış İşlemleri......3 2. Ön Yeterlik Doküman Alanların Listelenmesi. 6 3. İhale Komisyonu İşlemleri...8
8 Belli İstekliler Arasında İhale Usulü İşlemleri Kullanıcı Kılavuzu 1 İçindekiler 1. Ön Yeterlik Doküman Satış İşlemleri......3 2. Ön Yeterlik Doküman Alanların Listelenmesi. 6 3. İhale Komisyonu İşlemleri...8
T.C. MİLLİ EĞİTİM BAKANLIĞI
 T.C. MİLLİ EĞİTİM BAKANLIĞI MEGEP (MESLEKÎ EĞİTİM VE ÖĞRETİM SİSTEMİNİN GÜÇLENDİRİLMESİ PROJESİ) MAKİNE TEKNOLOJİSİ CNC TORNA İŞLEMLERİ 2 ANKARA-2006 Milli Eğitim Bakanlığı tarafından geliştirilen modüller;
T.C. MİLLİ EĞİTİM BAKANLIĞI MEGEP (MESLEKÎ EĞİTİM VE ÖĞRETİM SİSTEMİNİN GÜÇLENDİRİLMESİ PROJESİ) MAKİNE TEKNOLOJİSİ CNC TORNA İŞLEMLERİ 2 ANKARA-2006 Milli Eğitim Bakanlığı tarafından geliştirilen modüller;
ALMS KOKPİT (YÖNETİCİ)
") ALMS KOKPİT (YÖNETİCİ) KULLANICI KILAVUZU Kokpit yöneticinin (veya sistem yöneticisinin) ALMS sisteminde yapı (kurum veya üniversite) oluşturmak veya mevcut yapıya eklemeler, yapıda değişiklikler yapmak
ALMS KOKPİT (YÖNETİCİ) KULLANICI KILAVUZU Kokpit yöneticinin (veya sistem yöneticisinin) ALMS sisteminde yapı (kurum veya üniversite) oluşturmak veya mevcut yapıya eklemeler, yapıda değişiklikler yapmak
SLCM Program Müfredatlarının (Gereksinim Kataloğu) yaratılması
 yaratılması") SLCM Program Müfredatlarının (Gereksinim Kataloğu) yaratılması Müfredat yaratma işlemleri ZHER_P011 komutu ile gerçekleştirilir. Müfredat tanımlama işlemlerini doğru bir şekilde gerçekleştirmek için 2
SLCM Program Müfredatlarının (Gereksinim Kataloğu) yaratılması Müfredat yaratma işlemleri ZHER_P011 komutu ile gerçekleştirilir. Müfredat tanımlama işlemlerini doğru bir şekilde gerçekleştirmek için 2
T.C. BAŞBAKANLIK ATATÜRK KÜLTÜR, DİL VE TARİH YÜKSEK KURUMU DESTEK TAKİP VE YÖNETİM SİSTEMİ
 T.C. BAŞBAKANLIK ATATÜRK KÜLTÜR, DİL VE TARİH YÜKSEK KURUMU DESTEK TAKİP VE YÖNETİM SİSTEMİ KULLANICI KILAVUZU 1 I. İçindekiler 1. DESTEK BAŞVURU SİSTEMİ WEB ADRESİ... 3 2. GİRİŞ EKRANI... 3 3. KAYIT VE
T.C. BAŞBAKANLIK ATATÜRK KÜLTÜR, DİL VE TARİH YÜKSEK KURUMU DESTEK TAKİP VE YÖNETİM SİSTEMİ KULLANICI KILAVUZU 1 I. İçindekiler 1. DESTEK BAŞVURU SİSTEMİ WEB ADRESİ... 3 2. GİRİŞ EKRANI... 3 3. KAYIT VE
TÜRKİYE İLAÇ VE TIBBİ CİHAZ KURUMU (TİTCK) ELEKTRONİK BAŞVURU YÖNETİMİ (EBS) TALEP BİLDİRİM KULLANICI KILAVUZU
 ELEKTRONİK BAŞVURU YÖNETİMİ (EBS) TALEP BİLDİRİM KULLANICI KILAVUZU") TÜRKİYE İLAÇ VE TIBBİ CİHAZ KURUMU (TİTCK) ELEKTRONİK BAŞVURU YÖNETİMİ (EBS) TALEP BİLDİRİM KULLANICI KILAVUZU 1 / 14 VERSİYON TARİHÇESİ VERSİYON DEĞİŞİKLİK YAPILAN DEĞİŞİKLİK TANIMI TARİH BÖLÜM/SAYFA
TÜRKİYE İLAÇ VE TIBBİ CİHAZ KURUMU (TİTCK) ELEKTRONİK BAŞVURU YÖNETİMİ (EBS) TALEP BİLDİRİM KULLANICI KILAVUZU 1 / 14 VERSİYON TARİHÇESİ VERSİYON DEĞİŞİKLİK YAPILAN DEĞİŞİKLİK TANIMI TARİH BÖLÜM/SAYFA
TAŞRA TEŞKİLATI GÖREVDE YÜKSELME VE UNVAN DEĞİŞİKLİĞİ SINAV MODÜLÜNE İLİŞKİN YARDIM DÖKÜMANI
 TAŞRA TEŞKİLATI GÖREVDE YÜKSELME VE UNVAN DEĞİŞİKLİĞİ SINAV MODÜLÜNE İLİŞKİN YARDIM DÖKÜMANI 1. Sınav Kaydının Açılması: İşlemler Şubesi tarafından sınav başvuru tarihleri belirlenerek e-içişleri sistemi
TAŞRA TEŞKİLATI GÖREVDE YÜKSELME VE UNVAN DEĞİŞİKLİĞİ SINAV MODÜLÜNE İLİŞKİN YARDIM DÖKÜMANI 1. Sınav Kaydının Açılması: İşlemler Şubesi tarafından sınav başvuru tarihleri belirlenerek e-içişleri sistemi
Yürürlük Tarihi: 12/09/2014 - Kodu: 97298233.ED.1.24.1 - Rev. No/Tarihi: 00 1 / 22
 Başvuru Fişleri ekranında talep edilen işlem için başvuru oluşturulurken, (Ekle) butonuna basılır, Başvuran Adı-Soyadı bölümüne ilgili mahkeme kararı yazılır. Başvuruya Ait Taşınmaz Mal (Zemin Tanım) kısmında
Başvuru Fişleri ekranında talep edilen işlem için başvuru oluşturulurken, (Ekle) butonuna basılır, Başvuran Adı-Soyadı bölümüne ilgili mahkeme kararı yazılır. Başvuruya Ait Taşınmaz Mal (Zemin Tanım) kısmında
1. Mutabakat.zip dosyası açılır. 2. Mutabakat klasörü içindeki Mutabakat.exe dosyası çalıştırılır.
 BA&BS MUTABAKAT PROGRAMI Kurulumu 1. Mutabakat.zip dosyası açılır. 2. Mutabakat klasörü içindeki Mutabakat.exe dosyası çalıştırılır. 3. Server ayarlarının yapılacağı pencere açılır. 3.1 Server Adı\instance
BA&BS MUTABAKAT PROGRAMI Kurulumu 1. Mutabakat.zip dosyası açılır. 2. Mutabakat klasörü içindeki Mutabakat.exe dosyası çalıştırılır. 3. Server ayarlarının yapılacağı pencere açılır. 3.1 Server Adı\instance
Tablo 1 - Tornalamada Kullanılan G Kodları Listesi
 1 Tablo 1 - Tornalamada Kullanılan G Kodları Listesi Kod Açıklama Uygulama Alanı tandart / Opsiyonu G00 Talaşsız hızlı hareket ozisyonlama G01 Talaşlı doğrusal ilerleme F adresi altında G02 aatin dönüş
1 Tablo 1 - Tornalamada Kullanılan G Kodları Listesi Kod Açıklama Uygulama Alanı tandart / Opsiyonu G00 Talaşsız hızlı hareket ozisyonlama G01 Talaşlı doğrusal ilerleme F adresi altında G02 aatin dönüş
RhinoCAM 2017 Yenilikleri
 RhinoCAM 2017 Yenilikleri Bu döküman McNeel & Associates'ten Rhino 5.0 NURBS Modeller için eksiksiz entegre CAM sistemi olan RhinoCAM 2017'de sunulan yeni özellikler ve geliştirmeler açıklanmaktadır. 2017,
RhinoCAM 2017 Yenilikleri Bu döküman McNeel & Associates'ten Rhino 5.0 NURBS Modeller için eksiksiz entegre CAM sistemi olan RhinoCAM 2017'de sunulan yeni özellikler ve geliştirmeler açıklanmaktadır. 2017,
1.DERS KATALOG Ders kataloğu ekranında yeni ders tanımlamaları yapılabilir ve Seçmeli havuz dersleri oluşturulabilmektedir.
 İçindekiler DERS KATALOĞU... 2 1.DERS KATALOG... 2 1.1.Ders... 3 1.1.1.Derse ait dil seçenekleri nasıl ve hangi bölümden girilmektedir?... 4 1.2.Dersin Okutulduğu Öğretim Planları... 8 1.3.Dersin İçerikleri...
İçindekiler DERS KATALOĞU... 2 1.DERS KATALOG... 2 1.1.Ders... 3 1.1.1.Derse ait dil seçenekleri nasıl ve hangi bölümden girilmektedir?... 4 1.2.Dersin Okutulduğu Öğretim Planları... 8 1.3.Dersin İçerikleri...
T.C. SAĞLIK BAKANLIĞI Sağlık Hizmetleri Genel Müdürlüğü. Hasta Hakları ve Tıbbi Sosyal Hizmetler Daire Başkanlığı
 HASTA BAŞVURU BİLDİRİM SİSTEMİ (HBBS) KULLANIM KILAVUZU İÇİNDEKİLER (Başlık üzerine CTRL + Mouse sol tıklama ile ilgili sayfaya gidilir.) 1. HASTA BAŞVURU BİLDİRİM SİSTEMİ (HBBS) 3 2. PERSONEL GİRİŞİ/PERSONEL
HASTA BAŞVURU BİLDİRİM SİSTEMİ (HBBS) KULLANIM KILAVUZU İÇİNDEKİLER (Başlık üzerine CTRL + Mouse sol tıklama ile ilgili sayfaya gidilir.) 1. HASTA BAŞVURU BİLDİRİM SİSTEMİ (HBBS) 3 2. PERSONEL GİRİŞİ/PERSONEL
SOSYAL GÜVENLİK KURUMU BAŞKANLIĞINDAN MEDULA YETKİ SİSTEMİ HAKKINDA DUYURU
 SOSYAL GÜVENLİK KURUMU BAŞKANLIĞINDAN MEDULA YETKİ SİSTEMİ HAKKINDA DUYURU MEDULA Hastane Uygulaması ve Şahıs Ödemeleri Sisteminde kullanıcı tanımlanması ve mevcut kullanıcıların yetkilerinde değişiklik
SOSYAL GÜVENLİK KURUMU BAŞKANLIĞINDAN MEDULA YETKİ SİSTEMİ HAKKINDA DUYURU MEDULA Hastane Uygulaması ve Şahıs Ödemeleri Sisteminde kullanıcı tanımlanması ve mevcut kullanıcıların yetkilerinde değişiklik
Kıymet Takdiri Süreci
 Kıymet Takdiri Süreci Kıymet Takdiri Süreci İÇİNDEKİLER Kıymet Takdiri Talebinin Oluşturulması... 3 Kıymet Takdiri Yapılacak Malların Seçimi... 4 Kıymet Takdiri Bilgilerinin Kaydedilmesi... 4 Tebliğ Kayıtlarının
Kıymet Takdiri Süreci Kıymet Takdiri Süreci İÇİNDEKİLER Kıymet Takdiri Talebinin Oluşturulması... 3 Kıymet Takdiri Yapılacak Malların Seçimi... 4 Kıymet Takdiri Bilgilerinin Kaydedilmesi... 4 Tebliğ Kayıtlarının
Chronos Yönetim ekranları kullanım Kılavuzu
 Chronos Yönetim ekranları kullanım Kılavuzu Döküman Bilgisi Hazırlayan: Burcu Altay Ünvan: Yazılım Geliştirme Danışmanı Döküman versiyonu: 1.1 Versiyon Geçmişi Ver. No. Ver. Tarihi Revize Eden Açıklama
Chronos Yönetim ekranları kullanım Kılavuzu Döküman Bilgisi Hazırlayan: Burcu Altay Ünvan: Yazılım Geliştirme Danışmanı Döküman versiyonu: 1.1 Versiyon Geçmişi Ver. No. Ver. Tarihi Revize Eden Açıklama
Sisteme giriş yapıldıktan sonra aşağıdaki şekilde tek pencere sistemi ana sayfa açılacaktır.
 Bakanlığımız web sayfasından https://uygulama.gtb.gov.tr/tekpencere linki kullanılarak Tek Pencere Sistemi ne girilir ve açılan giriş ekranındaki bilgiler doldurularak sisteme giriş gerçekleştirilir. Sisteme
Bakanlığımız web sayfasından https://uygulama.gtb.gov.tr/tekpencere linki kullanılarak Tek Pencere Sistemi ne girilir ve açılan giriş ekranındaki bilgiler doldurularak sisteme giriş gerçekleştirilir. Sisteme
CIM - Computer Integrated Manufacturing
 CIM - Computer Integrated Manufacturing Ders 5 spectracam Turning spectracam Turning Açılış Ekranı Menü Çubuğu Standart Araç Çubuğu Hızlı Erişim Çubuğu Başlık Diyalog Çubuğu Araç Çubuğu Parça ana hattı
CIM - Computer Integrated Manufacturing Ders 5 spectracam Turning spectracam Turning Açılış Ekranı Menü Çubuğu Standart Araç Çubuğu Hızlı Erişim Çubuğu Başlık Diyalog Çubuğu Araç Çubuğu Parça ana hattı
SUPERVISOR (YETKİLİ KULLANICI) KAMPANYA YÖNETİMİ EĞİTİM DOKÜMANI
 KAMPANYA YÖNETİMİ EĞİTİM DOKÜMANI") SUPERVISOR (YETKİLİ KULLANICI) KAMPANYA YÖNETİMİ EĞİTİM DOKÜMANI Sürüm 1.3.5 Ağustos 2013 TegsoftCC Supervisor (Yetkili Kullanıcı) Kampanya Yönetimi Eğitim Dokümanı Sayfa 2 / 14 İÇİNDEKİLER A. SES KAMPANYASI
SUPERVISOR (YETKİLİ KULLANICI) KAMPANYA YÖNETİMİ EĞİTİM DOKÜMANI Sürüm 1.3.5 Ağustos 2013 TegsoftCC Supervisor (Yetkili Kullanıcı) Kampanya Yönetimi Eğitim Dokümanı Sayfa 2 / 14 İÇİNDEKİLER A. SES KAMPANYASI
Kullanım Kılavuzu. G.M.K Bulvarı 87/17 Maltepe ANKARA Tel:0312 2210006 Fax:0312 2210007. www.tetramuh.com.tr 1
 Kullanım Kılavuzu G.M.K Bulvarı 87/17 Maltepe ANKARA Tel:0312 2210006 Fax:0312 2210007 www.tetramuh.com.tr 1 MobetraPlus saha satış uygulamasına giriş nasıl yapılır? Cihaz açıldıktan sonra ana ekranda
Kullanım Kılavuzu G.M.K Bulvarı 87/17 Maltepe ANKARA Tel:0312 2210006 Fax:0312 2210007 www.tetramuh.com.tr 1 MobetraPlus saha satış uygulamasına giriş nasıl yapılır? Cihaz açıldıktan sonra ana ekranda
CNC (COMPUTER NUMERİCAL CONTROL)
") CNC (COMPUTER NUMERİCAL CONTROL) Bilgisayarlı Sayısal Kontrol(CNC- Computer Numerical Control), takım tezgahlarının sayısal komutlarla bilgisayar yardımıyla kontrol edilmesidir. CNC Tezgahlarda, NC tezgahlardan
CNC (COMPUTER NUMERİCAL CONTROL) Bilgisayarlı Sayısal Kontrol(CNC- Computer Numerical Control), takım tezgahlarının sayısal komutlarla bilgisayar yardımıyla kontrol edilmesidir. CNC Tezgahlarda, NC tezgahlardan
KONFİGURASYON TANIMLARI
 0 KONFİGURASYON TANIMLARI Konfigurasyon tanımlamalarını yapmak için, ilgili personelin TAKBİS TM Fonksiyonları modülünde "İşlemler" bölümünden İşlemleri ekranı açılır. bölümü seçilir. Randevu Onay 1 Konfigurasyon
0 KONFİGURASYON TANIMLARI Konfigurasyon tanımlamalarını yapmak için, ilgili personelin TAKBİS TM Fonksiyonları modülünde "İşlemler" bölümünden İşlemleri ekranı açılır. bölümü seçilir. Randevu Onay 1 Konfigurasyon
T.C. İSTANBUL ÜNİVERSİTESİ GÜZ YARIYILI ÖZEL YETENEK BAŞVURU KILAVUZU A) ÖZEL YETENEK BAŞVURU SİSTEMİNE GİRİŞ...2
 ÖZEL YETENEK BAŞVURU SİSTEMİNE GİRİŞ...2") T.C. İSTANBUL ÜNİVERSİTESİ 2016-2017 GÜZ YARIYILI ÖZEL YETENEK BAŞVURU KILAVUZU İçindekiler A) ÖZEL YETENEK BAŞVURU SİSTEMİNE GİRİŞ...2 1.Profil Bilgilerini Düzenleme Ve Özel Yetenek Başvuru Modülü....
T.C. İSTANBUL ÜNİVERSİTESİ 2016-2017 GÜZ YARIYILI ÖZEL YETENEK BAŞVURU KILAVUZU İçindekiler A) ÖZEL YETENEK BAŞVURU SİSTEMİNE GİRİŞ...2 1.Profil Bilgilerini Düzenleme Ve Özel Yetenek Başvuru Modülü....
1.DERS AÇMA İŞLEMLERİ
 İçindekiler 1.DERS AÇMA İŞLEMLERİ... 2 1.1.YENİ DERS AÇMA NASIL YAPILIR?... 3 2.ÖĞRENCİ DERS YÖNETİMİ EKRANINDA ÖĞRENCİNİN ÜZERİNE DERS NASIL EKLENİR?... 9 2.1.YENİ DERS EKLEME... 11 1.DERS AÇMA İŞLEMLERİ
İçindekiler 1.DERS AÇMA İŞLEMLERİ... 2 1.1.YENİ DERS AÇMA NASIL YAPILIR?... 3 2.ÖĞRENCİ DERS YÖNETİMİ EKRANINDA ÖĞRENCİNİN ÜZERİNE DERS NASIL EKLENİR?... 9 2.1.YENİ DERS EKLEME... 11 1.DERS AÇMA İŞLEMLERİ
BÖLÜM - 8 CNC TORNA TEZGAHLARININ PROGRAMLANMASI
 BÖLÜM - 8 CNC TORNA TEZGAHLARININ PROGRAMLANMASI 8. CNC TORNA TEZGAHLARININ PROGRAMLANMASI 1 CNC tezgahlar için yazılan programlar çeşitli sayı, sembol ve harflerden oluşmaktadır. Girilen bilgiler CNC
BÖLÜM - 8 CNC TORNA TEZGAHLARININ PROGRAMLANMASI 8. CNC TORNA TEZGAHLARININ PROGRAMLANMASI 1 CNC tezgahlar için yazılan programlar çeşitli sayı, sembol ve harflerden oluşmaktadır. Girilen bilgiler CNC
Bilkey Mesleki Eğitim Kurumları [ CNC TORNA-FREZE PROGRAMLAMA KURSU ]
![Bilkey Mesleki Eğitim Kurumları [ CNC TORNA-FREZE PROGRAMLAMA KURSU ]](/thumbs/92/107912016.jpg "Bilkey Mesleki Eğitim Kurumları [ CNC TORNA-FREZE PROGRAMLAMA KURSU ]") 1.) CNC freze yazdığımız programı neden simülasyon ile test edilmelidir? A) Seri imalata başlamadan önce tezgâh test programına ayarlı olduğu için. B) Program yazımından veya bilgi transferinde oluşabilecek
1.) CNC freze yazdığımız programı neden simülasyon ile test edilmelidir? A) Seri imalata başlamadan önce tezgâh test programına ayarlı olduğu için. B) Program yazımından veya bilgi transferinde oluşabilecek
Adres sorgu ekranında harita üzerindeki katmanların listelendiği Katman Listesi ve bu katmanlara yakınlaşmak için Git düğmesi bulunmaktadır.
 YARDIM DOKÜMANI 1. Giriş Ekranı Kent Rehberi uygulaması ara yüzünde, sorgulama işlemleri bölümü, haritacılık araçları bölümü, temel araçlar bölümü, sağ tık menüsü ve navigasyon işlemleri bölümleri bulunmaktadır.
YARDIM DOKÜMANI 1. Giriş Ekranı Kent Rehberi uygulaması ara yüzünde, sorgulama işlemleri bölümü, haritacılık araçları bölümü, temel araçlar bölümü, sağ tık menüsü ve navigasyon işlemleri bölümleri bulunmaktadır.
Başlangıç; Sayfa 1. Sanal pos tanımlandığında üye numarası admin kullanıcı adı parolası email ile Garanti Bankasından tarafınıza iletilecektir.
 Başlangıç; Sayfa 1 Sanal pos tanımlandığında üye numarası admin kullanıcı adı parolası email ile Garanti Bankasından tarafınıza iletilecektir. Şifreniz SMS olarak gelecektir. Yönetim ekranı : https://sanalposweb.garanti.com.tr
Başlangıç; Sayfa 1 Sanal pos tanımlandığında üye numarası admin kullanıcı adı parolası email ile Garanti Bankasından tarafınıza iletilecektir. Şifreniz SMS olarak gelecektir. Yönetim ekranı : https://sanalposweb.garanti.com.tr
TAŞINIR MAL KAYIT VE TAKİP MODÜLÜ
 MALİYE SGB..net TAŞINIR MAL KAYIT VE TAKİP MODÜLÜ 1 Taşınır Mal Yönetimi Taşınır Mal Yönetimi ile ilgili işlemlere Kaynak Yönetimi menüsü altındaki Taşınır Mal alt menüsünden ulaşıyoruz. Bu menünün seçenekleri
MALİYE SGB..net TAŞINIR MAL KAYIT VE TAKİP MODÜLÜ 1 Taşınır Mal Yönetimi Taşınır Mal Yönetimi ile ilgili işlemlere Kaynak Yönetimi menüsü altındaki Taşınır Mal alt menüsünden ulaşıyoruz. Bu menünün seçenekleri
Self Servis Windows Parola İşlemleri
 Self Servis Windows Parola İşlemleri 1 İçindekiler 1 Giriş... 3 2 Amaç... 3 3 Kapsam... 3 4 Gereksinimler... 3 5 Uygulama Adımları... 3 5.1... Uygulamaya Erişim... 3 5.2... Sisteme Kayıt olma... 3 5.3...
Self Servis Windows Parola İşlemleri 1 İçindekiler 1 Giriş... 3 2 Amaç... 3 3 Kapsam... 3 4 Gereksinimler... 3 5 Uygulama Adımları... 3 5.1... Uygulamaya Erişim... 3 5.2... Sisteme Kayıt olma... 3 5.3...
Programın Tanıtımı 2-4- 1-3- 8-9- 10-11- 12- 13-
 ISIS VERİ YÖNETİMİ Programın Tanıtımı 1-3- 2-4- 6-7- 5-8- 9-10- 11-12- 13-1- Bu bölüme aranacak sorgu için 2 tarih arası bilgi gün / ay / yıl / saat / dakika cinsinden girilir. 2- Arama kriterlerinden
ISIS VERİ YÖNETİMİ Programın Tanıtımı 1-3- 2-4- 6-7- 5-8- 9-10- 11-12- 13-1- Bu bölüme aranacak sorgu için 2 tarih arası bilgi gün / ay / yıl / saat / dakika cinsinden girilir. 2- Arama kriterlerinden
ASELSAN TEDARİKÇİ PORTALI KALİTE SÜREÇLERİ DOKÜMANI
 ASELSAN TEDARİKÇİ PORTALI KALİTE SÜREÇLERİ DOKÜMANI Versiyon: 1 Tarih: 27.11.2016 İçindekiler 1. Sisteme Giriş... 3 2. Geri Bildirim Süreci... 4 3. Denetim Talebi... 14 4. Kontrol Partisi... 21 5. Görev
ASELSAN TEDARİKÇİ PORTALI KALİTE SÜREÇLERİ DOKÜMANI Versiyon: 1 Tarih: 27.11.2016 İçindekiler 1. Sisteme Giriş... 3 2. Geri Bildirim Süreci... 4 3. Denetim Talebi... 14 4. Kontrol Partisi... 21 5. Görev
T.C. İSTANBUL ÜNİVERSİTESİ HASAN ALİ YÜCEL EĞİTİM FAKÜLTESİ PEDAGOJİK FORMASYON BAŞVURU KILAVUZU
 T.C. İSTANBUL ÜNİVERSİTESİ HASAN ALİ YÜCEL EĞİTİM FAKÜLTESİ PEDAGOJİK FORMASYON BAŞVURU KILAVUZU İçindekiler A) PEDAGOJİK FORMASYON BAŞVURU SİSTEMİNE GİRİŞ. 2 1.1. AKSİS BAŞVURU ADRESİNDEN BAŞVURU SİSTEMİNE
T.C. İSTANBUL ÜNİVERSİTESİ HASAN ALİ YÜCEL EĞİTİM FAKÜLTESİ PEDAGOJİK FORMASYON BAŞVURU KILAVUZU İçindekiler A) PEDAGOJİK FORMASYON BAŞVURU SİSTEMİNE GİRİŞ. 2 1.1. AKSİS BAŞVURU ADRESİNDEN BAŞVURU SİSTEMİNE
Temel Sağlık İstatistikleri Modülü TSİM Hizmet Detay Belgesi HDB Halk Sağlığı Müdürlüğü HSM Toplum Sağlığı Merkezi TSM Aile Sağlığı Merkezi
 ÇORUM, KASIM 2012 2 Kısaltmalar Temel Sağlık İstatistikleri Modülü Hizmet Detay Belgesi Halk Sağlığı Müdürlüğü Toplum Sağlığı Merkezi Aile Sağlığı Merkezi Halk Sağlığı Laboratuvarı Kanser Erken Teşhis
ÇORUM, KASIM 2012 2 Kısaltmalar Temel Sağlık İstatistikleri Modülü Hizmet Detay Belgesi Halk Sağlığı Müdürlüğü Toplum Sağlığı Merkezi Aile Sağlığı Merkezi Halk Sağlığı Laboratuvarı Kanser Erken Teşhis
Kod Listeleri Genel Yapısı
 Cari hesap, Stok, Hizmet, Kasa, Banka, Vergi, Döviz, Çek&Senet vb. master tanımlarda yeni kayıt girişi, değişiklik, izleme, silme ve kopya oluşturma ekranları kod tanım ekranı olarak adlandırılır. Kod
Cari hesap, Stok, Hizmet, Kasa, Banka, Vergi, Döviz, Çek&Senet vb. master tanımlarda yeni kayıt girişi, değişiklik, izleme, silme ve kopya oluşturma ekranları kod tanım ekranı olarak adlandırılır. Kod
DÜZCE ÜNİVERSİTESİ CUMAYERİ MESLEK YÜKSEKOKULU MEKATRONİK ÖN LİSANS PROGRAMI 2012-13 Bahar Yarıyılı
 DÜZCE ÜNİVERSİTESİ CUMAYERİ MESLEK YÜKSEKOKULU MEKATRONİK ÖN LİSANS PROGRAMI 2012-13 Bahar Yarıyılı Dersin adı: Bilgisayar Destekli Takım Tezgahları Dersin Kodu: AKTS Kredisi: 4 2. yıl 2. yarıyıl Önlisans
DÜZCE ÜNİVERSİTESİ CUMAYERİ MESLEK YÜKSEKOKULU MEKATRONİK ÖN LİSANS PROGRAMI 2012-13 Bahar Yarıyılı Dersin adı: Bilgisayar Destekli Takım Tezgahları Dersin Kodu: AKTS Kredisi: 4 2. yıl 2. yarıyıl Önlisans
Yeni Nesil e-defter 1.00.00. Kullanıcı Kılavuzu
 Yeni Nesil e-defter 1.00.00 Kullanıcı Kılavuzu Kasım - 2013 e-defter 14.2.2012 tarihli 421 Sıra No lu Vergi Usul Kanunu Genel Tebliğine göre e-defter kullanmak zorunda olan ve Yeni Nesil Programını kullananan
Yeni Nesil e-defter 1.00.00 Kullanıcı Kılavuzu Kasım - 2013 e-defter 14.2.2012 tarihli 421 Sıra No lu Vergi Usul Kanunu Genel Tebliğine göre e-defter kullanmak zorunda olan ve Yeni Nesil Programını kullananan