T.C. MĠLLÎ EĞĠTĠM BAKANLIĞI ENDÜSTRĠYEL OTOMASYON TEKNOLOJĠLERĠ FABRĠKA OTOMASYON 3 523EO0334
|
|
|
- Iskander Polat
- 8 yıl önce
- İzleme sayısı:
Transkript
1 T.C. MĠLLÎ EĞĠTĠM BAKANLIĞI ENDÜSTRĠYEL OTOMASYON TEKNOLOJĠLERĠ FABRĠKA OTOMASYON 3 523EO0334 Ankara, 2011

2 Bu modül, mesleki ve teknik eğitim okul/kurumlarında uygulanan Çerçeve Öğretim Programlarında yer alan yeterlikleri kazandırmaya yönelik olarak öğrencilere rehberlik etmek amacıyla hazırlanmıģ bireysel öğrenme materyalidir. Millî Eğitim Bakanlığınca ücretsiz olarak verilmiģtir. PARA ĠLE SATILMAZ.

3 ĠÇĠNDEKĠLER AÇIKLAMALAR... ii GĠRĠġ... 1 ÖĞRENME FAALĠYETĠ POZĠSYON KONTROLÜN ANA HATLARI Pozisyon Kontrolünün Modları ve Metotları Pozisyon Kontrol Modları Durdurma Hassasiyeti Pozisyon Kontrol Hücresinin Yapısı Robot Parçalarının Montajı Kablolama Servo Sürücüsü (Servo Amplifikatörü) Parametre Ayarlarının Yapılması Parametre Ayarlarının Ġçeriği Test SürüĢü Mod DeğiĢtirme BaĢlatma Metodu Göstergenin Durumu Test SürüĢünü Sonlandırmak (Termination of Jog Feed) Pozisyon Kontrol Ünitesi (FX2N-20GM) Parametre Ayarları Komut Darbesi Frekansı ve Maksimum ĠĢlem Hızı Ünitelerin Sistemleri Darbe Oranı ve Besleme Oranı Pozisyon Parametreleri Programlama Pozisyon Kontrol Ünitesinin Programlanması (VPS) PLC nin Programlanması UYGULAMA FAALĠYETĠ ÖLÇME VE DEĞERLENDĠRME ÖĞRENME FAALĠYETĠ POZĠSYON KONTROLÜNDE YARDIMCI KOMUTLAR (M CODE) PLC ile Pozisyon Kontrol Ünitesi Arasındaki Arabirim UYGULAMA FAALĠYETĠ ÖLÇME VE DEĞERLENDĠRME MODÜL DEĞERLENDĠRME CEVAP ANAHTARLARI KAYNAKÇA i
... 16 1.7.1. Parametre Ayarları... 17 1.7.2. Komut Darbesi Frekansı ve Maksimum ĠĢlem Hızı... 17 1.7.3. Ünitelerin Sistemleri... 18 1.7.4.")
4 KOD ALAN DAL/MESLEK AÇIKLAMALAR AÇIKLAMALAR 523EO0334 Endüstriyel Otomasyon Teknolojileri Mekatronik Teknisyenliği MODÜLÜN ADI Fabrika Otomasyon 3 MODÜLÜN TANIMI Fabrika otomasyon sistemindeki servo motorların pozisyon kontrolünün anlatıldığı öğrenme materyalidir. SÜRE 40/32 ÖN KOġUL Fabrika Otomasyon 2 modülünü almıģ olmak YETERLĠK Farklı iki adet servo motorun eģ zamanlı hareketini sağlayarak pozisyon kontrolünü yapabilmek Genel Amaç Fabrika içindeki otomasyon sistemini kontrol edebilecek ve servo motorlar ile pozisyon kontrolünü yapabileceksiniz. MODÜLÜN AMACI Amaçlar 1. AC servo motorun pozisyon kontrolünü yapabileceksiniz. 2. Fonksiyonlar ile AC servo motorun pozisyon kontrolünü yapabileceksiniz. EĞĠTĠM ÖĞRETĠM ORTAMLARI VE DONANIMLARI ÖLÇME VE DEĞERLENDĠRME Donanım: PLC katalogları, inverter kataloğu, servo motor ve sürücü kataloğu, otomasyon malzeme katalogları, servo motor ve inverter deney seti, el takımları vb. Ortam: Fabrika otomasyon laboratuvarı Modül içinde yer alan her öğrenme faaliyetinden sonra verilen ölçme araçları ile kendinizi değerlendireceksiniz. Öğretmen modül sonunda ölçme aracı (çoktan seçmeli test, doğru-yanlıģ testi, boģluk doldurma, eģleģtirme vb.) kullanarak modül uygulamaları ile kazandığınız bilgi ve becerileri ölçerek sizi değerlendirecektir. ii

5 GĠRĠġ GĠRĠġ Sevgili Öğrenci, Servo motor konusu fabrika otomasyon sisteminin en önemli konularından biridir. Bu modül sonunda fabrika otomasyon (FO) sisteminde kullanacağımız servo motorlarla pozisyon kontrol iģlemi hakkında bilgi sahibi olacaksınız. Ġki farklı eksen üzerine yerleģtirilmiģ servo motorları, birbirlerinden bağımsız olarak ya da birbiri ile iletiģimde kalarak kontrolü sağlayacaktır. Pozisyon kontrolü denince akla gelen en ideal motor servo motordur. Servo motorlar yapısal olarak enkoder içerdiklerinden motorun dönüģ hızı, dönüģ yönü, torku ve konumu çok hızlı bir Ģekilde belirlenir. Özellikle konumlandırmanın önemli olduğu yerlerde (cnc, robot, enjeksiyon makinesi, medikal elektronikte vb.) makinelerde servo motorlar kullanılmaktadır. Pozisyon kontrol iģlemi her bir motor ayrı ayrı çalıģtırılarak yapılabildiği gibi her bir servo motoru birbiri ile haberleģtirilerek de gerçekleģtirilebilir. Bu sistemde iki adet servo motor ile X ekseni ve Y ekseni üzerinde hassas hareket sağlanacaktır. Üçüncü eksen pnömatik olarak çalıģtırılmaktadır. Pozisyon kontrol iģleminde kontrolcü olarak PLC kullanılmaktadır. PLC ile servo motor arasındaki ara yüz ise pozisyon kontrol ünitesidir. Dolayısıyla iki ayrı program yazılacaktır. Pozisyon kontrol iģleminde yazılacak programlar ardıģık olarak çalıģtırılabildiği gibi yapılacak iģteki bazı iģlem basamakları tekrarlanıyorsa bu tür iģlemler fonksiyon Ģeklinde gruplanabilir. Gerektiğinde yapılacak iģ numarası ile çağrılır. Bir servo motor sisteme yerleģtirildiğinde sistemde hata oluģma riski yok denecek kadar azdır. Bu modülde servo motorları yapısal olarak tanıyabilecek ve çok sayıda uygulama yapabileceksiniz. ArdıĢık kontrol modüllerinde öğrenmiģ olduğunuz bilgilerin bu modülle pekiģtirilmesi de amaçlanmaktadır. Motor sürücülerini baģarılı bir Ģekilde sisteme adapte edebilmek için sistemi tanıma, problemi tanımlama, gerekli çevre birimlerini seçme, gerekli programı hazırlama, gerekli bağlantıları yapma gibi becerilere sahip olmak gerekir. Bu becerilerden bir tanesinin bile eksik olması ünitenin kontrolünün doğru Ģekilde yapılmasını engeller. 1

6 2

7 ÖĞRENME FAALĠYETĠ 1 AMAÇ ÖĞRENME FAALĠYETĠ 1 AC servo motorun pozisyon kontrolünü yapabileceksiniz. ARAġTIRMA Bu faaliyette daha önceki modüllerde kullanılan motor tiplerini tekrar gözden geçiriniz. Servo motorun yapısı hakkında araģtırma yapınız. Servo motorun sanayide kullanım alanlarını araģtırınız. Birden fazla servo motorun eģ zamanlı olarak birbiri ile koordineli olarak nasıl çalıģabileceği hakkında araģtırma yapınız. 1. POZĠSYON KONTROLÜN ANA HATLARI Eksenler üzerlerine yerleģtirilmiģ AC servo motorlar sayesinde sistemin hareketi, belirlenmiģ özel noktalarda kontrol edilebilir. Eksenlerin belirlenmiģ özel noktalara ulaģmaları ve bu noktalara ulaģırken geçen zaman gibi hususlar çok önemli parametrelerdir. Bu hususlar sistemin çalıģma hızıyla yakından iliģkilidir. Eğer sistem düģük hızda çalıģtırılırsa yüksek hassasiyette çalıģır. Ancak verimi düģük olur. Öte yandan sistem yüksek hızda çalıģtırılırsa hassasiyet düģük olur. Sistemin doğruluğu da azalır. Bu yüzden pozisyon kontrol iģleminde yüksek hız ve düģük hız birlikte kullanılır. Sistem yüksek hıza sahipse belirlenen özel noktaya yaklaģıldığı zaman sistem düģük hıza geçirilir. Dolayısıyla istenilen noktaya yavaģ bir Ģekilde gelinir. Pozisyon kontrolde hız etkin Ģekilde kullanılmıģ olur. AC servo motor kullanılarak pozisyon kontrol iģlemi yapılacaksa PLC, pozisyon kontrol ünitesi, AC servo motor ve servo yükselteç gibi kontrol ünitelerinin sistemde bulunması gerekir. Pozisyon kontrol ünitesinde tüm parçaların kendine özgü fonksiyonları vardır. 3

8 DüĢük Hız Yüksek doğruluk var ama uzun zaman gerektirmesi sistem için verimli değildir. Hız Hız Yüksek Hız Sistem yüksek doğrulukta çalıģmaz. Hız DeğiĢken Yüksek hız ve düģük hızın birleģtirilmesiyle sistem, verimli ve yüksek doğrulukta çalıģır. Hız ġekil 1.1: Sistemin çalıģtırılma hızları 1.1. Pozisyon Kontrolünün Modları ve Metotları Pozisyon kontrol modlarını ve metotlarını tanıyalım Pozisyon Kontrol Modları Limit anahtarı modu (indüksiyon motor) ġekil 1.2: Limitleme anahtarı modu 4

9 Ġki adet limitleme anahtarı veya yaklaģım anahtarı hareketli parça üzerine monte edilmiģtir. Bir tanesi hızı yavaģlatmak için kullanılır. Diğeri ise sistemi durdurmak içindir. Sonuçta hareketli parça yavaģlayıp duracaktır. Pozisyon kontrolün bu modda çalıģtırılmasında diğer karmaģık donanımlara gerek duyulmamıģtır. Dolayısıyla sistemin yapılandırılmasının maliyeti daha düģük olur (Hassasiyet: mm). Darbe sayma modu (indüksiyon motor) Darbe üreteci (enkoder), motor üzerinde ya da dönen eksenlere monte edilir. Üretilen bu darbeler hızlı çalıģan sayaçlarla sayılır. Sayacın değeri ayarlanan sayı değerine ulaģtığında hareketli parça duracaktır. Bu tür çalıģmada limitleme anahtarları kullanılmadığından pozisyon kontrol kolaylıkla yapılır (Hassasiyet: mm). ġekil 1.3: Darbe sayma modu Darbe komutu modu (ac servo motor) ġekil 1.4: Darbe komutu modu AC servo motorun darbe komutu modunda uygulaması yapıldığında motor, giriģ darbelerinin oranına göre dönecektir. Hareketli parçanın gideceği mesafeyle orantılı olarak giriģten darbe uygulanır. Sonuçta yüksek hızda ve yüksek doğrulukta pozisyon kontrolü yapmak mümkündür (Hassasiyet : mm). 5
 Darbe üreteci (enkoder), motor üzerinde ya da dönen eksenlere monte edilir. Üretilen bu darbeler hızlı çalıģan sayaçlarla sayılır.")
10 Durdurma Hassasiyeti Sınır anahtarı modu Motorun kendi ekseni etrafında dönme hareketi sayesinde doğrusal hareket eden parçanın durdurulması iģlemi, hareketli parçanın pozisyonunu algılayan anahtarlardan (limit switch) gelen sinyalin motora durma komutu gönderilmesi ile elde edilir. Motor bu sayede durdurulur (Ġdeal durumda, frenleme iģlemi algılanan sinyalle eģ zamanlı yapılmalıdır.). ġ ekil 1.5: Sınır anahtarı modu - 1 Durma komutunun uygulanması ile gerçek durma pozisyonu arasında geçen zamanda sistemin hareket momenti vardır. Bu kısım, Ģekilde sol tarafı taralı alanla gösterilmiģtir. ġekil 1.6: Sınır anahtarı modu - 2 Yukarıdaki grafikte hareketli parçanın durma komutu aldıktan sonra durma eylemine baģlaması sırasındaki karakteristiği gösterilmiģtir. Hareketli parçayı süren motorun dur komutunu aldıktan hemen sonra hızının azalması, belli zaman aralıklarıyla gerçekleģir. ġekil 1.7: Sınır anahtarı modu 3 6

11 Üsteki Ģekilde olduğu gibi durma eyleminin karakteristiği istenilen Ģartlarda değilse daha etkin bir metot olan kademeli hız azaltma yöntemi kullanılır. Bu metotta motor belirli bir mesafe hızlı hareket eder. Ġstenilen hedef noktaya gelmeden hemen önce düģük hıza düģürülür. Sonuçta sistem hızlı çalıģtığından verim artar. Durma eyleminden önce yavaģlatma eylemi yapıldığından sistemin çalıģması yüksek doğrulukta gerçekleģir. Darbe sayma modu Enkoder, motorun üzerine takılır. Bu sayede motorun dönüģünden elde edilen darbeler sayılarak motorun dönüģ hızının kontrolü yapılır. Motorun bir dönüģteki hareketi, enkoderin 1 dönüģlük darbe üretmesine sebep olur ve motorun bir dönüģlük hareketi ile orantılı olarak motor miline bağlı hareketli parça belli bir mesafe hareket eder. Bu mesafe motorun durdurulması için en küçük birimdir. Bu durumda motorun dönme hızından oluģan atalet momenti kaybolmayacaktır. Darbe komut modu Servo mekanizmalı sistemlerde kullanılan bu mod diğer modda çalıģan sistemin eksik yönlerini gidermek için geliģtirilmiģtir. Enkoder, servo motor üzerine yerleģtirilmiģ olup sürekli olarak motorun dönüģ mesafesini algılar (hareketli parçanın gittiği mesafe). Hız ardıģık olarak kontrol edilir ve çok aģamalı olarak hedef noktasına ulaģılır. Bu modla çalıģmada doğruluk oranı çok yüksektir. Bu tür çalıģmada motor durduğu zaman atalet uzaklığı oluģmaz. Bu yüzden yüksek doğrulukta çalıģan pozisyon kontrolü sağlanmıģ olur Pozisyon Kontrol Hücresinin Yapısı AĢağıdaki resimde AC servo motor kontrol ünitesinin yapısı gösterilmektedir. Uygulamalarda FX-20GM pozisyon kontrol ünitesi kullanılmıģtır. Servo amplifier için ise MR-J2-10A1 kullanılmıģtır. 7

12 Pozisyon kontrol ünitesi (FX2N-20GM) PLC (FX2N-16) Servo amplifier (MR-J2-10A1) AC servo motor (HA-FF13) ġekil 1.8: Pozisyon kontrol ünitesi parçaları Servo yükselteç dıģ ortamdan (PLC den) gelen darbe bilgilerini alır ve bu sayede AC servo motorun dönmesini sağlar. Ayrıca komut sinyalleri ile geri besleme ünitesinden (enkoderden) gelen darbe bilgilerini karģılaģtırıp hız ve pozisyon kontrolünde de görev alır. AC servo motorun dönüģ hızını, motora uygulanan darbelerin geniģliği belirler. Durma pozisyonunu ise uygulanan darbe halkalarının sayısı belirler. 8
 gelen darbe bilgilerini karģılaģtırıp hız ve pozisyon kontrolünde de görev")
13 Resim 1.1: Servo motor servo driver plc pozisyon kontrol ünitesi 1.3. Robot Parçalarının Montajı Bu uygulamada üç eksenli cross tipinde robot (BSC-3000/3) kullanılmıģtır. Alttaki mil X ekseni olarak tanımlanmıģtır ve üst mil ise Y ekseni olarak tanımlanmıģtır. Resim 1.2: Alttaki mil (X ekseni) Resim 1.3: Üst mil (Y ekseni) 9


14 Z ekseni Y ekseni Limitleme Sensörü Merkezleme Sensörü Limitleme Sensörü X ekseni Resim 1.4: Robotun Yapısı 10

15 1.4. Kablolama ġekil 1.9: PLC nin kablolanması 11

16 ġekil 1.10: Pozisyon kontrol ünitesi ile servo amplikatörün kablolanması 12

17 1.5. Servo Sürücüsü (Servo Amplifikatörü) Servo motorun sürülmesi öncesi sürücü parametre ayarlarının yapılması gerekir. Bu parametreler ve ayarları aģağıda anlatılmaktadır Parametre Ayarlarının Yapılması AC servo motoru çalıģtırmak için birtakım ayarların yapılması gerekir (servo amplifikatörü için giriģ dalga darbesinin tipinin belirlenmesi gibi). AĢağıdaki uygulamada donanımlar için gereken minimum parametre ayarları gösterilmiģtir. ġekil 1.11: Pozisyon kontrol ünitesinin parametre ayarlanın yapılması Parametre modu: MODE tuģu kullanılarak ekranda P00 durumu görülür. UP veya DOWN butonlarına basılarak parametre numarası belirlenir. SET tuģuna basılır ve parametre değerleri görüntülenir. SET tuģuna birden fazla basıldığı zaman parametre ayarları üzerinde değiģiklik yapılabilir. Bu durumda ekrandaki yazı yanıp sönme durumuna geçer. Bu yanıp sönme durumu ayarlama moduna geçildiğini gösterir. UP veya DOWN tuģlarına basılarak parametre değerlerinin içeriği değiģtirilebilir. SET tuģuna basılarak parametre değerlerinin içeriği hafızaya alınır. Bu ayarlardan sonra UP veya DOWN tuģlarına basılarak diğer parametre değerleri üzerinde değiģiklik yapılabilir. Eğer UP veya DOWN tuģlarına uzun süre basılırsa ayarlanmak istenen değerlerinin değiģimi sürekli olacaktır. NOT: Servo amplifikatör kapatılıp açıldıktan sonra ayarlanan değerler etkin olur. 13

18 Parametre Ayarlarının Ġçeriği PARA Açıklama Nu. 0 Kontrol modu, yenilenebilen durdurma opsiyonunun seçimi Ayar Dikkat Edilecek Noktalar Değeri 0000 Kontrol modunun seçimi: 0 pozisyonu Dinamik durdurma opsiyonunun seçimi: 0 kullanılmaz. 2 Otomatik dönüģ 0103 Otomatik dönme seçeneği: 1 her iki pozisyon ve hız döngüsü için çalıģtırılabilir. Makinenin seçimi (sürtünme): 0 normal Otomatik dönüģün tepki değeri: 3 orta değerde yanıt 3 Elektronik vites (çoklamalı komut numaralı konuya bakınız. darbe faktörü sayıcısı) 4 Elektronik vites (çoklamalı komut 125 darbe faktörünün birimi) Diğer parametre değerleri için baģlangıç ayar değerleri kullanılır. Tablo 1.1: Pozisyon kontrol ünitesinin parametre ayar içeriği Kontrol Modu, Regenerative Durdurma Opsiyonunun Seçimi (PARA Nu. 0) ÇıkıĢ sinyali ile ne kontrol edilecekse kontrol modu bu seçime göre ayarlanır. Kontrol edilecek nitelikler pozisyon, hız ve tork olabilir. Ancak bu uygulamada pozisyon kontrolü üzerinde durulmuģtur. Servo amplifikatörden gelen komutlarla motorun hızı yüksek seviyelere ulaģtığı zaman motor elektrik enerjisi üreteci Ģeklinde çalıģır ve sonuçta servo amplifikatör bozulabilir. Dinamik durdurma fonksiyonunda üretilen elektrik enerjisi yok edilebilir. Enerji direnç üzerinden ısı enerjisine çevrilerek harcanır Otomatik DönüĢ (PARA Nu. 2) Servo yükselteç, çalıģma sırasında makinenin karakteristiğine göre otomatik olarak ayarlama yapma fonksiyonuna sahiptir (atalet momenti). Yapılmak istenen kontrol iģlemine göre otomatik akortlama seçeneği ayarlanır. Seçilebilecek içerikler Ģunlardır: Sadece hız kontrol döngüsü (interpolation control), hız ve pozisyon kontrolünün her ikisi (executed for both position and speed loops) ve hiçbiri (nu.). Normal veya sürtünme kuvvetinin en büyük olduğu değer (friction is large) menüleri cihazın seçme uçlarından ayarlanabilir. Sürtünme kuvvetinin en büyük olduğu değer seçildiği zaman geliģmiģ pozisyon karakteristiği ayarı yapılabilir. 14
: 0 normal Otomatik dönüģün tepki değeri: 3 orta değerde yanıt 3 Elektronik vites (çoklamalı komut 256 4.1.1. numaralı konuya bakınız.")
19 Elektronik Vites (Çoklamalı Komut Darbe Faktörü Sayıcısı ve Birimi) (PARA Nu.3 Nu.4) ġekil 1.12: Elektronik vites P0: Frekans komut darbesi (Command pulse frequency [pps]) Pf: Geri besleme darbesi (Feed back pulse [pls/rev]) Komut darbesi pozisyon kontrol ünitesinin çıkıģından alınır. Elektronik vites, servo yükseltece doğru olan komut darbesi ile enkoderden gelen geri besleme darbesinin arasındaki oran olarak tanımlanır. Bu kısmın paydası CDV ve payı CMX Ģeklinde gösterilir. CMX: Çoğullayıcı sabit (Constant multiplex) CDV: Bölücü sabit (Constant division) 1.6. Test SürüĢü Test sürüģü (jog feed) iģlemi pozisyon kontrol ünitesinin giriģinden komut palsi zinciri göndermeksizin yapılabilir (positioning control unit) Mod DeğiĢtirme Güç kaynağı açıldıktan sonra ekranda gözüken değerler ayarlanır. 15
 CDV: Bölücü sabit (Constant division) 1.6.")
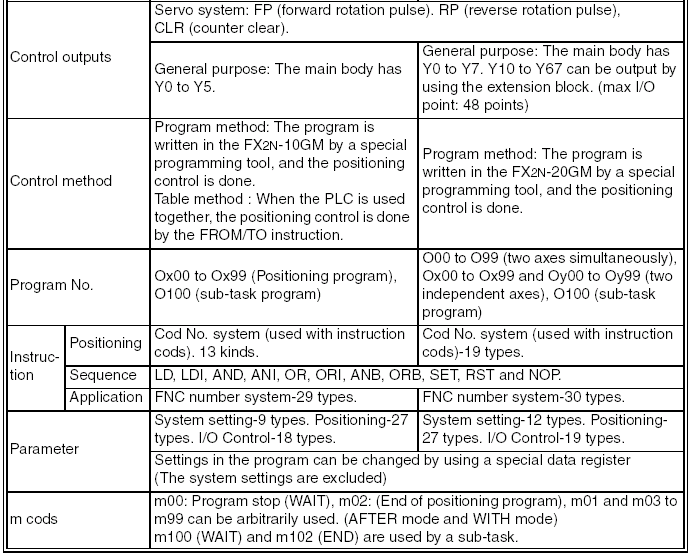
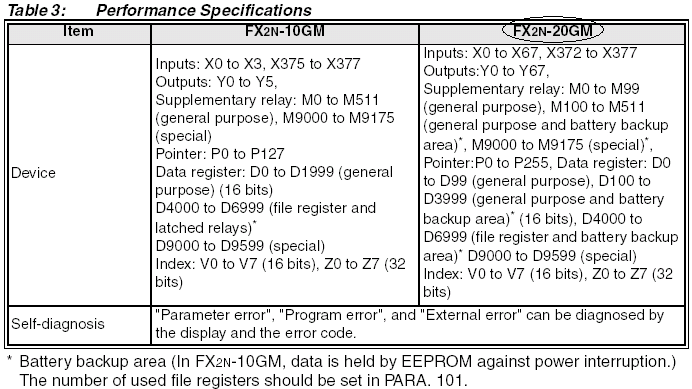
20 BaĢlatma Metodu ġekil 1.13: Mod değiģimi AĢağıdaki iģlemde servo motor 200[rpm] de döner. Bu anda sabit hıza ulaģma ve durma süreleri 1[s] ile sabitlenmiģtir. Dâhilî güç kaynağı kullanılmak istendiğinde EMG-SG ve VDD- COM uçları birbirine bağlanmalıdır (bağlantı Ģemasına bakınız). Durdurmak için ilgili buton serbest bırakılmalıdır Göstergenin Durumu ġ ġekil 1.14: BaĢlatma metodu Test sürüģü sırasında servo motorun durumunu görmek için MODE tuģuna basılır Test SürüĢünü Sonlandırmak (Termination of Jog Feed) Test sürüģünden çıkmak için güç anahtarı bir defa kapatılır ya da ekranına ulaģmak için MODE tuģuna basılır ve ardından SET tuģuna 2[s] den daha uzun süre basılır Pozisyon Kontrol Ünitesi (FX2N-20GM) Pozisyon kontrol ünitesinde kendine ait parametrelerin ayarlanması gerekir. 16

21 Parametre Ayarları Pozisyon kontrolü için parametre giriģleri FX-PCS-VPS/WIN-E program editöründen yazılım yoluyla girilir. Parametre ayarları aģağıdaki gibi ayarlanmalıdır: Maksimum çalıģma hızından komut darbe frekansı elde edilir ve gerek duyulursa servo amplifikatör üzerinden elektronik vites değiģtirilir. Sistemin üniteleri belirlenir (PARA.0). Darbe oranı (PARA.1) ve besleme darbesi belirlenir (PARA.2). Motor sistem ünitesi PARA.0 olarak seçildiği zaman darbe oranı ve besleme darbesinin belirlenmesine gerek yoktur. Diğer parametreler belirlenir Komut Darbesi Frekansı ve Maksimum ĠĢlem Hızı Servo motorun HA-FF dönüģ hızının oranına göre gerekli olan komut darbesi frekansı elde edilir. (3,000 r/min) servo motorun karakteristiğinden dolayı kesin dönüģ hızında komut darbesi frekansı (f0) geri besleme darbesi frekansına karģılık gelecektir. AĢağıda bu eģitlik gösterilmiģtir. CMX N0 f 0 Pf CDV 60 (a) NU: Servo motorun dönüģ hızı[rpm] (Servo motorun özelliğine göre belirlenir.) Servo amplifikatörde elektronik vitesin parametre değeri baģlangıç değerine (1:1) oranında ayarlandığı zaman f0 frekansı yukarıdaki eģitliğe (formüle a ya) uygulanır. Pf enkoderden gelen geri besleme darbesinin frekansıdır. Motor (HA-FF13), seçilmesi durumunda 8,192[pls/rev] ayarlanır. Bu değer motorun katalog değerinden alınır. N0 3,000[ rpm] f 0 Pf 8,192[ pls / rev] 409,600[ pps] Bununla birlikte, pozisyon kontrol ünitesinin (FX2N-20GM) maksimum frekansı 200[kpps] olduğundan (katalog değerine göre) elektronik vites ayarlanmalıdır. 17
22 Elektronik vites CMX CDV (a) eģitliğinden elde edilir. CMX CDV N0 1 Pf 60 f 0 3,000[ rpm] 1 8,192[ pls / rev] [ s] [ pps] Sonuç olarak servo yükselteçte parametre değerleri Nu.3 (CMX) ve Nu.4 (CDV) CMX=256, CDV=125 Ģeklinde ayarlanır Ünitelerin Sistemleri Seçilmesi gerekli üç farklı ünite sistemi vardır. Bunlar; mekanik sistem, motor sistemi ve aģağıdaki özelliklere sahip birleģtirilmiģ sistemlerdir. Mekanik sistem [0] Bu sistem seçildiği zaman mekanik birimindeki [mm/min, cm/min] hareket miktarı ve iģlem hızında olduğu gibi hareket miktarı ve hız değerlerine bağlı olan parametreler ayarlanır. Buna ek olarak darbe oranı ve besleme oranı ayarlanmalıdır. Motor sistem [1] Bu sistem seçildiği zaman darbe birimindeki [pls, Hz] hareket miktarı ve iģlem hızında olduğu gibi hareket miktarı ve hız değerlerine bağlı olan parametreler ayarlanır. Bununla birlikte sistem içinde darbe ve besleme oranının ayarlanmasına gerek yoktur. BirleĢik sistem [1] Bu sistem seçildiğinde hareket miktarı ve hızına bağlı parametre değerleri mekanik birim [mm/min, cm/min] olarak hareket miktarı ve iģlem hızı ise darbe birimi [pls, Hz] olarak ayarlanır. Bununla birlikte darbe ve besleme oranının da ayarlanması gerekir Darbe Oranı ve Besleme Oranı Darbe oranı ve besleme oranı aģağıdaki gibi elde edilmiģ olacaktır. Darbe oranı Darbe oranı servo motorun bir dönüģü için gereken darbe miktarını gösterir ve aģağıdaki eģitlikten (b) elde edilir. 18
23 Darbe oranı (PARA Nu.1) 1 A Pf (b) CMX CDV EĢitlik (b) de (CMX=256, CDV=125) Ģeklinde yazıldığı zaman darbe oranı elde edilir. Darbe oranı (PARA Nu.1) Besleme oranı 1 A 8,192[ pls / rev] 4,000[ pls / rev] Besleme oranı, servo motorun bir dönüģüne karģılık çalıģma parçasının hareket miktarını gösterir. Buradan aģağıdaki eģitlik (c) elde edilir. Besleme oranı (PARA Nu.2) B [Hız azaltma oranı] Pb [Yuvarlak vida adımı] 1 Dönüş Sayısı Gerçekte vida adımının 5[mm] ve hız azaltma oranının ise 2 olması sebebiyle aģağıdaki değer elde edilir (Bir dönüģte 10[mm] hareket eder.) Besleme oranı (PARA Nu.2) 1 B 2 5[ mm] 10[ mm / rev] 10,000[ m/ rev] 1[ rev] 19
24 Pozisyon Parametreleri Resim 1.5: Pozisyon parametreleri 20
25 Resim 1.6: Pozisyon parametreleri 21
 PARA11 Ayarlanması Gereken Değer= 0 (AC servo Amplifier) P21 Ayarlanması")
26 Referans Darbe ġekli AC servo motoru sürmek için pozisyon kontrol ünitesi ile AC servo yükseltecin darbe Ģekli uyumlu olmalıdır. Darbe Ģekli Darbe Ģekli PLC Pozisyon kontrol ünitesi AC servo amplifier AC servo motor (Pozisyon Kontrol Ünitesi) PARA11 Ayarlanması Gereken Değer= 0 (AC servo Amplifier) P21 Ayarlanması Gereken Değer = 0010 ġekil 1.15: Darbe Ģeklinin belirlenmesi 22
27 1.8. Programlama FX2N-20GM pozisyon kontrol ünitesi bağımsız olarak kontrol edilebilir. Pozisyon kontrol programının tasarım aģamaları aģağıda gösterilmiģtir. AC servo motorun pozisyon kontrolü için öncelikle pozisyon kontrol ünitesinin programı tasarlanır. Daha sonra PLC nin kontrol edeceği donanımlar için (pnömatik vb.) gerekli programlar tasarlanır. Bus bağlantısı: PLC ile pozisyon kontrol ünitesi arasındaki iletiģimin sağlaması için kullanılır. PLC nin pozisyon kontrol ünitesiyle olan iletiģiminde bu üniteye bilgi gönderilip bu üniteden bilgi alınabilir. PLC bu iģlemlerini [TO] ve [FROM] komutlarını kullanarak gerçekleģtirir. PLC yazılım programı (FX-PCS/WIN-E) Pozisyon kontrol yazılım programı (FX- PCS-VPS/WIN-E) PLC (FX2N-32MR) Pozisyon kontrol ünitesi (FX2N-20GM) Referans bus bağlantısı Bu aygıt genel olarak bus diye isimlendirilen paralel bir veri yolu ile bağlanır. KiĢisel bilgisayarlarda geniģletilmiģ kart ve IDE sürücüleri diğer aygıtlar ile sağlanır. ġekil 1.16: Bus bağlantısı AĢağıda gösterilen üç eksenli hareket edebilen cross Ģeklinde bağlanmıģ robot programının akıģ Ģekli gösterilmiģtir. Bu iģlem için giriģler ve çıkıģlar arasındaki adresleme ve kablolama iģlemi ile geliģmiģ parametre ayarlarının daha önceden yapılmıģ olması gerekir. Programda eksenlerin sağa sola kayma hareketi AC servo motorun pozisyon kontrolü ile sağlanır. Silindirlerin yukarı-aģağı hareketi ile çalıģma parçasının taģınması ve 23
28 vakumlama iģlemi ile de parçanın tutunması gerçekleģtirilir. Tüm bu hareketler ardıģık olarak gerçekleģtirilir. Ayrıca sistemdeki silindirlere hava tatbik edileceğinden hava iletim kanalları ile vakum sensörünün kablolama iģleminin önceden yapılmıģ olması gerekir. BaĢlatma anahtarı ON ve sıfır noktasına dönüģ BaĢlangıç noktasına dönme iģlemi Saykıl sürücüsünün anahtarı ON Dönme iģlemi tamamlandı. BaĢlangıç noktasına dönme iģlemi tamamlandı lambası yandı. Ġlk hedef noktasına hareket Up-down (Z) ekseni AĢağı Vakum ON Up-down (Z) ekseni Yukarı Ġkinci hedef noktasına hareket Sürücü çalıģıyor. Sürücü lambası ON Up-down (Z) ekseni AĢağı Vakum OFF Up-down (Z) ekseni Yukarı Ġlk hedef noktasına hareket Bir saykıllık iģlem tamamlandı. Saykıl sürme tamamlandı. Sürücü lambası OFF ġekil 1.17: Robotun çalıģma algoritması 24
29 Pozisyon Kontrol Ünitesinin Programlanması (VPS) Posizyon kontrol ünitesinin programlama aģamaları aģağıda gösterilmiģtir Pozisyon Kontrolün AkıĢ Diyagramı Pozisyon kontrol ünitesindeki tüm pozisyonların hareketleri aģağıda açıklanmıģtır. ÇalıĢma parçası ilk hedef noktasından vakumlanarak alınır ve ikinci hedef noktası üzerine gelince serbest bırakılır. Bu iģlemden sonra sistem ilk hedef noktasına geri döner. AC servo motorun eksenleri kaydırma hareketi, pozisyon kontrol ünitesinden (FX2N-20GM) gelen komut sinyalleri ile gerçekleģtirilir. Vakumlama ekipmanı ve hava silindirlerinin Z ekseni üzerindeki yukarı aģağı hareketleri ise PLC (FX2N-32MR) kontrolörü ile sağlanır. FX2N- 20GMM FX2N-32MR ġekil 1.18: Pozisyon kontrol ünitesi Uygulamamızda iki konumlu pozisyon kontrolü yapabilen sürücü kullanılmıģtır. ĠĢlem Nu. 1: Ġlk hedef noktasına hareket ĠĢlem Nu. 2: Güvenli nokta üzerinden ikinci hedef noktasına hareket 25
30 AĢağıda takip edilmesi gereken her bir hedef noktasının koordinat bilgileri gösterilmiģtir. Ġlk Hedef Noktası (50,50) Güvenli Nokta (150,100) d işlem Nu 1 a b İşlem Nu 2 İşlem Nu 1 c Ġkinci Hedef Noktası (30,20) Orijin (0,0) ĠĢlem Nu. 1 Pozisyon kontrol ünitesinin Ox1 numaralı programı aģağıdaki gibidir. Mil birinci hedef noktasına doğru hareket eder. Bu iģlem orijin noktasından baģlayabildiği gibi ikinci hedef noktadan da baģlayabilir. Kısaca, sistem son olarak nerede kaldıysa o noktadan baģlayıp ilk hedef noktasına ulaģılır. Bu iģlemin yürütülmesi iģlemi hızlı bir Ģekilde yapılabilir. Çünkü bu iģlem süresince çalıģma parçası daha yerinden alınmamıģtır. Program Ox1 ġekil 1.19: Hareket noktalarının belirlenmesi Satır Numarası Komut Açıklama N0 cod90(abs) Mutlak adresleme N1 cod00(drv) x50 y50 Ġlk hedef noktasına yüksek hızda hareket N2 m02(end) End ĠĢlem Nu. 2 Pozisyon kontrol ünitesinin Ox2 numaralı programı aģağıdaki gibidir. 26

31 Milin ikinci hedef noktasına doğru hareket eder. Bu iģlem, ilk hedef noktasından ikinci hedef noktası üzerine güvenli nokta üzerinden geçilerek gerçekleģtirilir. ÇalıĢma parçası yerinden alınıp hareket ettirildiğinden parçanın vakum ağzından düģebilme ihtimaline karģı iģlem yavaģ yürütülmelidir. Program Ox2 Satır Numarası Komut Açıklama N0 cod90(abs) Mutlak adresleme N1 cod01(lin)x150 y100f30 Güvenli noktaya f30 hızında hareket N2 cod01(lin) x30 y20 f20 Ġkinci hedef noktaya f20 hızında hareket N3 m02(end) End PLC nin Programlanması ġekil 1.20: VPS programıyla program yazımı AĢağıda PLC programının iģleyiģi gösterilmiģtir. (1) Hava silindirinin kontrolü (Z ekseni) (2) Vakum valfinin kontrolü (3) Sıfır noktasına dönüģ komutu ve pozisyon kontrol ünitesi için program seçimi (4) Programı baģlatma bilgisi 27

32 Silindir, valf ve sensör giriģ çıkıģ birimlerine bağlanır. Pozisyon kontrol ünitesi de (bus) veri yolu ile bağlanır. [FROM], [TO] gibi komutlar kullanılarak veri yolu üzerinden bilgi alıģveriģi yapılır. GiriĢ Anahtar Sensör TO PLC Pozisyon Kontrol Ünitesi Silindir Vakum Valfi ÇıkıĢ FROM FX2N-20GMM FX2N-32MR ġekil 1.21: Pozisyon kontrol ünitesinin bağlantısı 28
33 PLC nin GiriĢ-ÇıkıĢ Bağlantı Tablosu AĢağıdaki tabloda PLC nin giriģ çıkıģlarıyla yapılan tesisatı gösterilmiģtir. Aygıt Tahsisat Açıklama X00 X03 X04 X05 X06 X07 X10 Y01 Y02 Y03 Y04 Y05 Y10 Y11 SW4 SW2 SW3 SW1 Silindirin üst kenar sensörü Silindirin alt kenar sensörü Vakum sensörü Selonoid valf (Z eksen silindir) Vakum formu Sıfır noktasına dönüģün tamamlandığını gösteren lamba (LP1) Hazır lambası (LP2) Sürücü lambası (LP4) Servo ON (alt mil X ekseni) Servo ON (üst mil Y ekseni) Bu anahtar her iki milin servo ON iģlemini baģlatır. Bir saykıllık iģlemi baģlatma anahtarı Bir saykıllık çalıģmayı durdurma anahtarı Sıfır noktasına dönüģ iģlemi Silindirin üst kenar noktaya gelip gelmediğini kontrol eden doğrulama sensörü (Z eksen) Silindirin alt kenar noktaya gelip gelmediğini kontrol eden doğrulama sensörü (Z eksen) Vakum durumunu doğrulama sensörü Z ekseni silindir ile alt seviyeye gelir. Vakum valfini açar (ON). Eksenler sıfır noktasına ulaģtığında iģlemi tamamladığını gösteren lamba Millerin (X, Y eksen), bir iģlemi gerçekleģtirmek için hazır hâlde beklediğini gösteren lamba Sürücü çalıģıyor lambası Servo ON yapmak için gerekli çıkıģ sinyali (Alt mil X ekseni) Servo ON yapmak için gerekli çıkıģ sinyali (Üst mil Y ekseni) Servo ON Yapma Programı Tablo 1.3: PLC nin giriģ / çıkıģ noktalarının belirlenmesi AĢağıdaki PLC programında servo ON yapma programı gösteriliyor. X00 anahtarını ON yapıldığında Y10 ve Y11 ON olacak. Bu konumunu koruması için mühürleme iģlemi 29
34 veya X00 gibi alternatif anahtar kullanılmalıdır. Bu uygulamada alternatif anahtar kullanılmıģtır Sıfır DönüĢ Devresi ġekil 1.22: Servo ON yapma programı Sıfırlama noktasına dönüģ iģlemi pozisyon kontrol ünitesinin giriģine (FX2N-20GM) uygulanan [ZRN] sinyali ile gerçekleģtirilir. Bu iģlem her iki eksen için de ayarlanmalıdır. Parametre ayarları doğru olarak girildiğinde ve [ZRN] ON yapıldığında sıfır dönüģ iģlemi tüm eksenler için baģlayacaktır. Sıfır noktasına dönüģ iģleminin komutu, pozisyon kontrol ünitesine direkt olarak uygulanamaz. Yapacağımız iģlemin komutu PLC tarafından gönderilmelidir. [TO] komutu PLC programının içinde kullanılır. ĠĢlem için gerekli komutlar pozisyon kontrol ünitesindeki tampon hafızaya aktarılır. PLC Programı Pozisyon Kontrol Ünitesi [TO] komutu Tampon Hafıza ッ フ ァ メ Sıfır DönüĢü モ リ Sıfır DönüĢü Komutu ġekil 1.23: Sıfır noktasına (orjine) dönüģ iģlemi 30
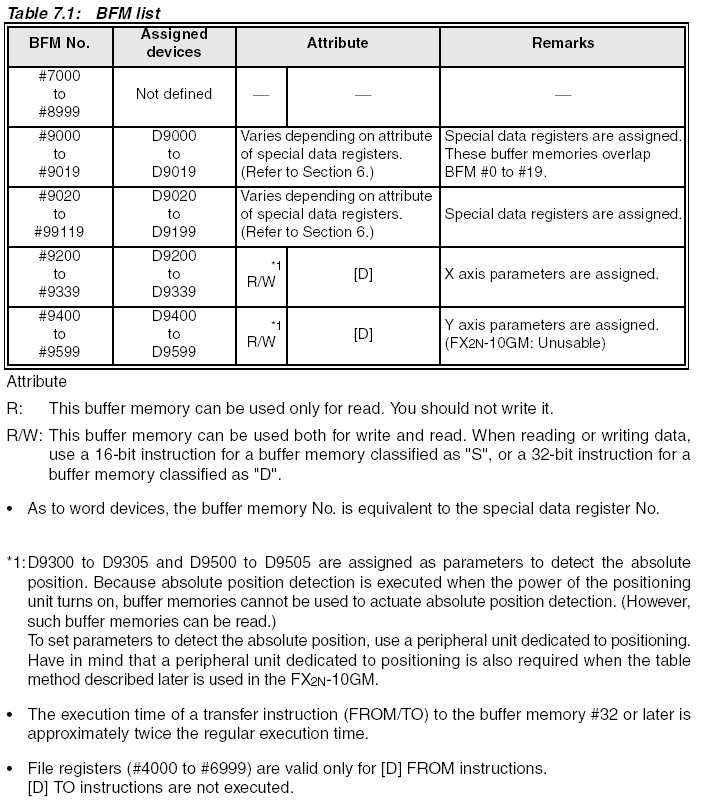
35 Referans tampon hafıza Tampon hafıza birimi bilgilerin PLC ye aktarılması için pozisyon kontrol ünitesinde atanmıģ bir hafıza ünitesidir. PLC ve tampon hafıza arasındaki bilgi aktarımı 16 bitten oluģur. 16 bitlik tampon hafızadaki her bir bitin bir rolü vardır. Tampon hafıza (buffer memory) BFM olarak tanımlanır ve BFM karakterlerinden sonra # iģareti ve sayısal değer yazılarak adres tanımlaması yapılır. BFM#20 15Bit 14Bit 13Bit 12Bit 11Bit 10Bit 9Bit 8Bit 7Bit 6Bit 5Bit 4Bit 3Bit 2Bit 1Bit 0Bit Sıfır DönüĢ Sinyali 1: ON 0: OFF BaĢlatma Sinyali 1: ON 0: OFF BFM# Binary Sayı Decimal Sayı Program numarasının belirlenmesi için gerekli bilgi ġekil 1.24: BFM #20 ve BFM#9000 numarılı tampon bellekler Eksen Adres (Tampon Hafıza) Bit Numarası X ekseni BMF#20 4. bit Y ekseni BFM#21 4. bit Tablo 1.4: ÇalıĢma durumunu bildiren hafızalar 31
36 Pozisyon kontrol ünitesinin tampon hafızasına gönderilen bilgilerin iģlevi aģağıda açıklanmıģtır. Sıfır noktasına dönüģ iģlemini baģlatmak için tampon hafızaya gönderilecek bilginin değeri ve adresi aģağıdaki tabloda açıklanmıģtır. TO komutu PLC de tasarlanan programın içinde kullanılır ve bilgiler pozisyon kontrol ünitesinin tampon hafızasına gönderilir. TO komutu TO K0 K20 K16 K1 Blok numarasını belirleme fonksiyonu: Pozisyon kontrol ünitesinin PLC nin hemen yanında olması durumunda bu değer 0 olmalıdır. Tampon hafızanın adresi: BFM#20 olarak belirlendiyse K20 olarak yazılmalıdır. Yazılacak bilginin sayı numarası: BFM#20 hafıza hücresine sadece 16 bitlik 1 bilgi yazılır. Bilginin yazılması: K16 olması durumunda sabit 16 sayısı desimal olarak yazılır. D10 olması durumunda sabit D10 bilgisi, belirlenmiģ tampon hafızaya yazılır. K4M10 olması durumunda 16 bitlik bilgi (M10-M25) belirlenmiģ tampon hafızaya ON/OFF bilgisi olarak yazılır. Yukarıdaki programda TO komutunun anlamı Ģu Ģekilde açıklanabilir. 20 (BFM#20) numaralı tampon hafıza adresinin içine 16 desimal sayısı yazılmak istendiğinde bunun binary karģılığı olan bilgisi fonksiyon blokunun içine yazılmalıdır. BFM#20 Desimal sayı 16 Binary sayı Bit 14Bit 13Bit 12Bit 11Bit 10Bit 9Bit 8Bit 7Bit 6Bit 5Bit 4Bit 3Bit 2Bit 1Bit 0Bit 1 ġekil 1.25: TO komutunun yapısı 32
37 PLC(FX2N) Pozisyon kontrol ünitesine (FX-20GM) (FX20GM BFM Nu. X ekseni ve 2-eksen aynı anda: BFM#20,Y ekseni :BFM#21) X ekseni 2-eksen aynı anda Y ekseni Açıklama M010 M9000 M010 M9016 Single-step komut modu M011 M9001 M011 M9017 Start komutu M012 M9002 M012 M9018 Stop komutu M013 M9003 M013 M9019 m kodu OFF komutu M014 M9004 M014 M9020 Makine sıfır dönüģ komutu M015 M9005 M015 M9021 FWD JOG komutu M016 M9006 M016 M9022 RVS JOG komutu M017 M9007 M017 M9023 Hata sıfırlama M018 M9008 M018 M9024 Sıfır dönüģü eksen kontrolü Tablo 1.5: PLC den pozisyon kontrol ünitesine kontrol uçları Gerçek program aģağıda gösterilmiģtir. Start komutu için yardımcı röle Stop anahtarı BFM için baģlatma komutu BFM için durdurma komutu Sıfır dönüģü baģlangıç anahtarı BFM için sıfır dönüģ baģlatma komutu ġekil 1.26: PLC Pozisyon kontrol programı iletiģim noktaları BFM#20 BFM#21 15Bit 14Bit 13Bit 12Bit 11Bit 10Bit 9Bit 8Bit 7Bit 6Bit 5Bit 4Bit 3Bit 2Bit 1Bit 0Bit M25 M24 M23 M22 M21 M20 M19 M18 M17 M16 M15 M14 M13 M12 M11 M10 15Bit 14Bit 13Bit 12Bit 11Bit 10Bit 9Bit 8Bit 7Bit 6Bit 5Bit 4Bit 3Bit 2Bit 1Bit 0Bit M25 M24 M23 M22 M21 M20 M19 M18 M17 M16 M15 M14 M13 M12 M11 M10 33
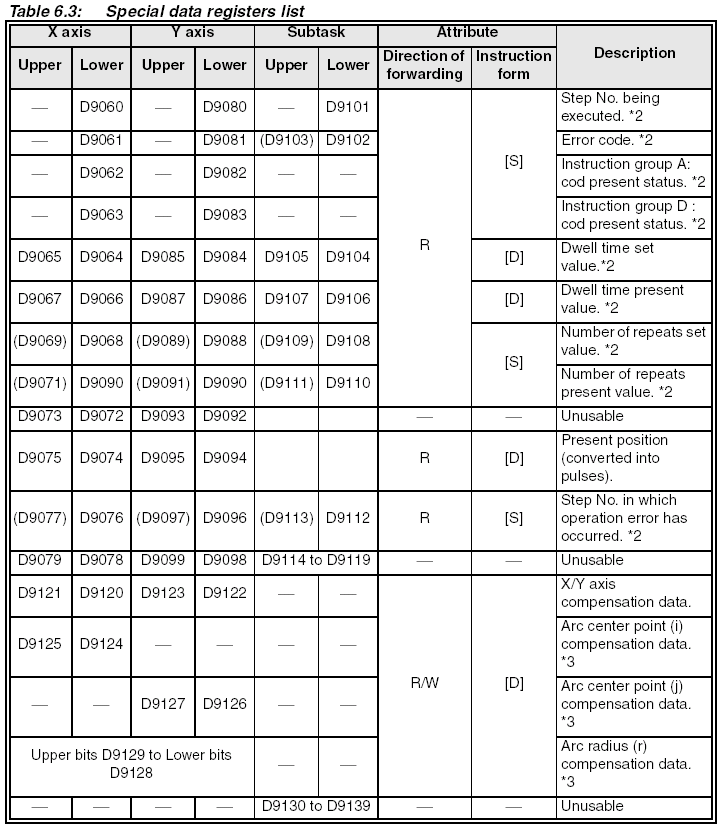
38 Bu programda 16 bit (K4) M10 dan M25 e kadar olan yardımcı röle bilgisi tampon hafızanın 20 (BFM#20) numaralı adresine gönderilir. BaĢlatma komutu için kullanılan M0 yardımcı rölesi, daha sonra kullanılacak M11 yardımcı rölesi için ayrılmıģtır. DıĢardan kontrol edilecek durdurma (X4) ve sıfır dönüģ baģlatma (X5) anahtarı M12 ve M14 yardımcı rölelerine atanmıģtır. Bu sinyaller pozisyon kontrol ünitesine TO komutunu kullanarak gönderilir. X ve Y eksenlerinin her ikisi için de sıfır noktasına dönüģ iģlemi, yukarıdaki uygulamada baģlatılmıģtır. Kullanılan tampon hafızalar (4) numaralı tabloda gösterilmiģtir. Özel yardımcı röleler (5) numaralı tabloda gösterilmiģtir. Özel bilgi aygıtları (6) numaralı tabloda gösterilmiģtir Pozisyon Kontrol Ünitesinin Durumunu Okuma Programı Sistemin durumu pozisyon kontrol ünitesine yansımıģtır. Dolayısıyla pozisyon kontrol ünitesinin durum kaydedicisinin okunması bize yapılan iģlemin durumunu gösterecektir. Pozisyon kontrol ünitesinin Sıfır dönüģü tamam, ÇalıĢıyor ve benzeri güncel durumları, son durumları atanmıģ hafıza birimlerinden okunabilir. Adresler aģağıda gösterildiği gibi okunur. Eksen BFM Kullanılan Aygıtlar X ekseni #23 M9063-M9048 Y ekseni #25 M9095-M9080 Tablo 1.6: Pozisyon kontrol ünitesinin durum değerlendirme yazmaçları 34
39 PLC (FX2N) Pozisyon kontrol ünitesi (FX-20GM) (FX20GM BFM Nu. X ekseni ve 2-ekseni aynı anda: BFM#23,Y ekseni:bfm#25) X ekseni Y ekseni Açıklama 2-eksen aynı anda M040 M9048 M060 M9080 READY(ON)/BUSY(OFF) M041 M9049 M061 M9081 Pozisyon kontrol tamamlandı. M042 M9050 M062 M9082 Hata algılama M043 M9051 M063 M9083 m kod ON sinyali M044 M9052 M064 M9084 m kod bekleme durumu M045 M9053 M065 M9085 m00(m100) bekleme durumu M046 M9054 M066 M9086 (m102) bekleme durumu M047 M9055 M067 M9087 Stop remaining device standby status M048 M9056 M068 M9088 Otomatik çalıģma iģlemi M049 M9057 M069 M9089 START ON END OFF Sıfır dönüģ tamamlandı. M050 M9058 M070 M9090 Kullanmıyoruz. M051 M9059 M071 M9091 Kullanmıyoruz. M052 M9060 M072 M9092 ĠĢlem hatası M053 M9061 M073 M9093 Sıfır iģaretçisi M054 M9062 M074 M9094 Ödünç iģaretçisi M055 M9063 M075 M9095 Elde iģaretçisi Tablo 1.7: Pozisyon kontrol ünitesinin durum değerlendirme yazmaçları içeriği Konuyla ilgili kullanılan aygıtların ayrıntılı özellikleri; (4) numaralı tabloda kullanılan tampon hafızalar, (5) numaralı tabloda kullanılan yardımcı rölelerin listesi (okumak için) Ģeklinde gösterilmiģtir. 35
40 FROM komutu FROM K0 K23 K4M40 K1 Blok numarası belirleme fonksiyonu: Pozisyon kontrol ünitesi, PLC nin hemen yanında olması durumunda bu değer 0 olmalıdır. Tampon hafızanın adresi: BFM#23 olarak belirlendiyse K23 olarak yazılmalıdır. Okunacak bilginin sayı numarası BFM#23 hafıza hücresinden sadece 16 bitlik 1 bilgi okunur. In the case of BFM#23 is specified, Okunan this bilgileri should değiģtirme be K23. aygıtı K4M40 yazılması durumunda tampon hafızadan okunan bilgi 16 bitlik (M40-M55) olarak gönderilir. Yukarıdaki programda verilen FROM komutunun anlamı Ģöyledir: 23 üncü (BFM#23) numaralı tampon hafızadan okunan bir bilgi (16 bitlik) belirlenmiģ ilk özel fonksiyon blokuna, oradan M40-M55 arasındaki 16 bitli yardımcı rölelere gönderilir. BFM#23 15Bit 14Bit 13Bit 12Bit 11Bit 10Bit 9Bit 8Bit 7Bit 6Bit 5Bit 4Bit 3Bit 2Bit 1Bit 0Bit M55 M54 M53 M52 M51 M50 M49 M48 M47 M46 M45 M44 M43 M42 M41 M40 AĢağıda From komutu kullanılarak yazılmıģ bir program görülmektedir. X ekseni Y ekseni ġekil 1.27: FROM komutunun uygulaması 36
41 Üstteki programda X ekseninin durumu M40-M55 yardımcı kontakları arasına gönderilirken Y ekseninin durumu M60-M75 yardımcı kontakları arasına gönderilir. AĢağıda ana sürücü ve açıklamalar gösterilmiģtir. Ġlgili eksenlere ait M yardımcı röleler bir önceki sayfada gösterilmiģti. X ekseni Y ekseni Açıklama M40 M60 Hazır (ON)/MeĢgul (OFF) M41 M61 Pozisyon kontrol iģlemi tamamlandı. M42 M62 Hata arama M48 M68 Otomatik çalıģma yürütülüyor. START ON END OFF M49 M69 Sıfıra dönüģ tamamlandı. Tablo 1.8: Bazı yardımcı rölelerin fonksiyonları Her Bir Lambanın Yanması Ġçin Gerekli Program Devre üzerindeki lambaların gösterge olarak kullanılabilmesi için yapılan tasarımda lambaların açıklaması aģağıda gösterilmiģtir. Ġsmi Aygıt Açıklama Sıfır dönüģ iģlemi tamamlandı lambası (LP1) Y3 Sıfıra dönüģ iģlemi tamamlandığında bu lamba yanar. Hazır lambası (LP2) Y4 X ve Y eksenlerindeki miller çalıģmaya hazır. Sürme lambası (LP4) Y5 Sürücü çalıģıyor. Tablo 1.9: ÇıkıĢ aygıtlarının durumları X ekseninin sıfıra dönüģ iģlemi tamamlandı X ekseni hazır Y ekseni hazır X ekseni hazır değil Y ekseni hazır değil Y ekseninin sıfıra dönüģ iģlemi tamamlandı Silindirin üst kenarda olup olmadığını algılayan sensör Vakum doğrulaması Sıfır dönüģ tamamlandı lambası Hazır lambası Sürme lambası ġekil 1.28: Pozisyon kontrol ünitesinin durumunu okuyan program 37
42 Program Numarası Belirleme Pozisyon kontrol ünitesinin içine birden fazla program yazmak mümkündür. Gerektiği zaman sadece istenilen program parçacıkları çağrılır. Bunun için pozisyon kontrol ünitesinde pozisyon parametrelerinin girilmesi gereklidir. Pozisyon Kontrol Ünitesi PARA Nu. Nu.30 Açıklama Program numarası belirleme Ayar Önemli Noktalar Değeri 3 0: Program numarası 0 Sabit 1: Dijital anahtar 1 dijit (0 9) 2: Dijital anahtar 2 dijit (00 99) 3: Özel bilgi hafızasından belirlenir (D9000, D9010). Tablo 1.10: Program numarasının belirlenmesi Program numarası belirleme TO K0 K9000 K2 K1 Program numarası, pozisyon kontrol ünitesindeki (BFM#9000) numaralı tampon hafızası kullanılarak belirlenir. Yukarıdaki komutla program numarası 2 olan program parçacığı çağrılmıģ demektir. Bunun anlamı 2 numaralı programın çalıģtırılacak olmasıdır. 38
43 PLC Programı 39
44 ġekil 1.29: PLC programı 40
45 UYGULAMA FAALĠYETĠ UYGULAMA FAALĠYETĠ AC servo motorun pozisyon kontrolünü yapınız. ĠĢlem Basamakları Robot parçalarının montajı inceleyiniz. Pozisyon kontrol ünitesi ile servo yükselteç arasındaki kablolamayı yapınız. Servo amp. ayarlarını yapınız. Parametre ayarları (servo amp) Parametre ayarlarının içeriği Test sürüģü Pozisyon kontrol ünitesinin programlamasını yapınız. Parametre yarları (FX - VPS yazılımı ile) VPS programının yazımı PLC nin programlanması Öneriler ĠĢleme baģlamadan önce kullanılacak robot parçalarının bağlantı durumuna göre yerlerini belirleyiniz. Özellikle birbiri ile bağlantısı yapılacak aygıtların yan yana getirilmesi kablo karmaģasını önler. Büyük bir bağlantı çeģididir. Kablo yönlerinin tırnaklarının birbiri içine oturması gerekir. Aksi takdirde bağlantı sağlanamaz. Bu kabloların sinyal gürültüsünü bastırabilme özelliği taģıması; ezilme, bükülme gibi durumlarda iģ görmesini zorlaģtırır. Bu sebeple dikkatli bir Ģekilde montajının yapılması gerekir. Servo sürücü ile servo motorun arasındaki iletiģim standardının aynı olması gerekir. Bu parametre ayarları ile sağlanır. Parametre ayarlarının yapılmasından sonra kontrol amacıyla test sürüģünün yapılmasında fayda vardır. VPS editöründeki parametre ayarları ile sistemde kullanılan sensör güvenlik anahtarları tanımlanır. Ardından VPS programında yapılacak iģlemler sıralanır. Bunlara birer numara verilir. Son olarak bu program parçacıklarını çağırmak için PLC programı çağrılır. 41
46 ÖLÇME VE DEĞERLENDĠRME ÖLÇME VE DEĞERLENDĠRME AĢağıdaki cümlelerin baģında boģ bırakılan parantezlere, cümlelerde verilen bilgiler doğru ise D, yanlıģ ise Y yazınız. 1. ( ) Servo motorlu bir sistem yavaģ hızda çalıģtırılırsa yüksek hassasiyette çalıģmaz. Ancak verimi yüksek olur. 2. ( ) Servo motorlu bir sistem yüksek hızda çalıģtırılırsa hassasiyet düģük olur. Sistemin doğruluğu da azalır. 3. ( ) Servo motorlu bir sistemde yüksek ve düģük hız koordineli bir Ģekilde kullanılırsa sistemde hata oranı yüksek olur. 4. ( ) Servo motor yüksek hıza sahipse belirlenen özel noktaya yaklaģıldığı zaman sistem düģük hıza geçirilmelidir. 5. ( ) AC servo motor kullanarak pozisyon kontrol iģlemi yapılacaksa PLC, pozisyon kontrol ünitesi, AC servo motor ve servo yükselteç gibi kontrol ünitelerinin sistemde bulunması gerekir. 6. ( ) Limit anahtarı modu (indüksiyon motor için) bir pozisyon kontrol modu değildir. 7. ( ) Servo yükselteç PLC den gelen darbe bilgilerini alır ve bu sayede AC servo motorun dönmesini sağlar. 8. ( ) Darbe oranı servo motorun bir dönüģü için gerekli olan darbe miktarını gösterir. 9. ( ) AC servo motoru sürmek için pozisyon kontrol ünitesinin enkoder algılama tipi ile AC servo yükselteçin darbe Ģekli uyumlu olmalıdır. 10. ( ) Servo motorun etkin bir Ģekilde çalıģmaya baģlamadan önce SERVO OFF programının bir defa çalıģtırılmıģ olması gerekir. DEĞERLENDĠRME Cevaplarınızı cevap anahtarıyla karģılaģtırınız. YanlıĢ cevap verdiğiniz ya da cevap verirken tereddüt ettiğiniz sorularla ilgili konuları faaliyete geri dönerek tekrarlayınız. Cevaplarınızın tümü doğru ise bir sonraki öğrenme faaliyetine geçiniz. 42
47 ÖĞRENME FAALĠYETĠ 2 AMAÇ ÖĞRENME FAALĠYETĠ 2 Fonksiyonlar ile AC servo motorun pozisyon kontrolünü yapabileceksiniz. ARAġTIRMA Pozisyon kontrol aygıtının özel yazmaçlarını inceleyiniz. Pozisyon kontrolde kullanılan aygıtların m kod uygulamalarıyla ilgili olanlarını saptayınız. 2. POZĠSYON KONTROLÜNDE YARDIMCI KOMUTLAR (M CODE) Servo motorların programlanmasında kullanılan yöntemler markaya göre çeģitlilik gösterebilir. Süreklilik gerektiren ve özellikle tekrarlı iģlemler için ardıģık kontrolde programların art arda yazılması yerine tek bir fonksiyon yazıp bu fonksiyonun gerektiğinde çağrılması yoluna gidilebilir. Bu iģ için m kodu denilen sistem geliģtirilmiģtir. m kodu bilgisi çeģitli yardımcı donanımları sürmek için kullanılır. Örnek olarak parça yakalama ve delik açma gibi pozisyon iģlemleri ile ilgili çalıģmalarda kullanılabilir. m kodu bilgileri yardımcı röle olarak kullanılan ve M Ģeklinde ifade edilen aygıtlarla karıģtırılmamalıdır. Pozisyon kontrol ünitesinde (FX2N-20GM) m0-m99 (100 nokta) pozisyon kontrol için ayrılmıģtır. M00 (Bekle) M02 (END) Pozisyon programıyla kullanılır. BaĢlatma komutunu bekler. Pozisyon programında END komutu hâline gelir. M01, m03-m99 Genelde m kodu OFF komutunda bekler. m kodu sürme metodu Tablo 2.1: FX2N-20GM yazmaç haritası AFTER modunda sadece m kodu komutu çalıģtırılır. WITH modunda m kodu komutu ve diğer komutlar aynı anda çalıģır. 43
48 AFTER modu N0 cod01(lin) X300 Y400 f150; N1 m10; m kodu ayrı satırlarda programlanır. N2 cod04(tim) k5; 50ms N3 m11; Diğer yardımcı donanımlar sonradan direkt olarak sürülür. WITH modu N0 cod01(lin) X300 Y400 f150 m10; Son olarak m kodu iģlemi pozisyon kontrol bilgisine eklendiğinde. WITH modu aģağıda gösterildiği gibi kurulur. Komutun çalıģması tamamlandıktan sonra program bir sonraki satıra yönelir ve m kodu nun OFF sinyali ON olur Her iki durumda da m kodu sürüldüğünde, m kodu numarası bilgi hafızasında (D) tutulur. Bilgi hafızasındaki m kodu OFF sinyalini alıncaya kadar m kodu ON olarak kalacaktır PLC ile Pozisyon Kontrol Ünitesi Arasındaki Arabirim PLC(FX2N) Pozisyon kontrol ünitesi (FX-20GM) ) (ĠĢlem TO komutu ile gerçekleģtirilir.) (FX20GM BFM Nu. [BFM#21]) X ekseni ve 2-ekseni aynı anda [BFM#20] Y ekseni X ekseni Y ekseni Açıklama 2- ekseni aynı anda M10 M9000 M10 M9016 Single-step modu komutu M11 M9001 M11 M9017 BaĢlatma komutu M12 M9002 M12 M9018 Durdurma komutu M13 M9003 M13 M9019 m kodu OFF komutu M14 M9004 M14 M9020 Makine sıfır dönüģ komutu M15 M9005 M15 M9021 FWD JOG komutu M16 M9006 M16 M9022 RVS JOG komutu M17 M9007 M17 M9023 Hata sıfırlama M18 M9008 M18 M9024 Sıfır dönüģ eksen kontrolü Tablo 2.2: FX2N-20GM ile TO komutunun icrası PLC(FX2N) Pozisyon kontrol ünitesi (FX-20GM)(ĠĢlem TO komutu ile gerçekleģtirilir.) 44
49 (FX20GM BFM Nu. 2-eksen aynı anda [BFM#0]) 2-eksen aynı anda D9000 (BFM #0) Açıklama Program numarası belirlenir. Tablo 2.3: FX2N-20GM ile program numarasının belirlenmesi PLC(FX2N) Pozisyon kontrol ünitesi (FX-20GM) (ĠĢlem FROM komutu ile gerçekleģtirilir.) (FX20GM BFM Nu. X ekseni ve 2-ekseni aynı anda [BFM#23] Y ekseni [BFM#25]) X ekseni Y ekseni Açıklama 2-eksen aynı anda M40 M9048 M60 M9080 READY (ON) / BUSY (OFF) M41 M9049 M61 M9081 Konumlandırma tamamlandı M42 M9050 M62 M8082 Hata Algılama M43 M9051 M63 M9083 m kodu ON sinyali M44 M9052 M64 M9084 m kodu bekleme durumu M45 M9053 M65 M9085 m00 (WAIT) bekleme durumu M46 M9054 M66 M9086 m02 (END) bekleme durumu M47 M9055 M67 M9087 Stop remaining drive standby status M48 M68 M9088 Otomatik iģleme M9056 START: ON END: OFF M49 M9057 M69 M9089 Sıfır dönüģü tamamlandı. Tablo 2.4: BFM #23 yapısı PLC (FX2N) Pozisyon kontrol ünitesi (FX-20GM) (ĠĢlem FROM komutu ile gerçekleģtirilir.) (FX20GM BFM Nu. 2-eksen aynı anda [BFM#3]) 2-eksen aynı anda D D9003(BFM#3) Açıklama m code numarası okunur. Tablo 2.5: BFM #3 yapısı 45
50 UYGULAMA FAALĠYETĠ UYGULAMA FAALĠYETĠ AĢağıdaki uygulamayı yapınız. ĠĢlem start programıyla baģlar. Koordinatları (50,50) olan noktadan parça alınır. Koordinatı (150,100) olan nokta üzerinden koordinatı (30,20) noktasına gidilir. Parça burada bırakılır. Sistem baģlangıç noktasına kendiliğinden döner. AĢağıdaki iģlemde m kodu için bir örnek verilmiģtir. Program 1 1. Nokta 2. Nokta Tutma Alan ġekil 2.1: Güvenli nokta üzerinden taģıma ĠĢlem Basamakları Sistemin çalıģma durumu için algoritma oluģturulur. Bu algoritmaya yönelik pozisyon kontrol ünitesinin programı yazılır. Bu program ġekil 2.4 te gösterilmiģtir. Pozisyon kontrol ünitesinde kullanılan aygıtların özelliklerine göre kaç adedinin kullanılacağı belirlenir. m kodu (m10) ÇalıĢma parçası alınır. Silindir aģağı iner. Vakum ON yapılır. Silindir yukarı çıkar. m kodu (m11) ÇalıĢma parçası alınır. Silindir aģağı iner. Vakum OFF yapılır. Silindir yukarı çıkar. Öneriler Tüm program hazırlanan algoritma mimarisinin üzerinde yükseldiğinden algoritma dikkatli hazırlanmalıdır. Biz iki adet m_kodu fonksiyonunu kullanınız. 46
 x150 y100 f30 Güvenli noktaya doğru f30 hızında hareket N4 cod01(lin) x30 y20 f20 Ġkinci hedef noktaya doğru f20 hızında hareket N5 m kodu (m11) m kodu (m11) çalıģmaya baģlar.")
51 Program 1 Satır Numarası Komut Açıklama N0 cod90(abs) Mutlak adresleme N1 cod00(drv) x50 y50 1 numaralı noktaya hızlı hareket N2 m kodu (m10) m kodu (m10) çalıģmaya baģlar. N3 cod01(lin) x150 y100 f30 Güvenli noktaya doğru f30 hızında hareket N4 cod01(lin) x30 y20 f20 Ġkinci hedef noktaya doğru f20 hızında hareket N5 m kodu (m11) m kodu (m11) çalıģmaya baģlar. N6 cod00(drv) x0 y0 Sıfır noktasına hızlı olarak hareket etmek N6 m02(end) End Tablo 2.6: Komut yapısı Pozisyon kontrol ünitesindeki program ġekil 2.2: AkıĢ Ģeması 47
52 (PLC Programı) 48
53 49
54 ġekil 2.3: PLC programı 50
55 Referans LOAD, AND, OR karģılaģtırmaları LD Birinci karģılaģtırma bağlantısı. S1 S2 Ģartı gerçekleģtiğinde aktif olur. AND Seri karģılaģtırma bağlantısı. S1 S2 Ģartı gerçekleģtiğinde aktif olur. OR Paralel karģılaģtırma bağlantısı. S1 S2 Ģartı gerçekleģtiğinde aktif olur. Sembolü yerine =,>,<,<>,>=,<= karakterlerinden biri gelebilir. (Örnek) ġekil 2.4: LOAD, AND, OR 51
56 UYGULAMA FAALĠYETĠ AĢağıdaki uygulamayı yapınız. m kodunu kullanarak aģağıdaki pozisyon kontrol iģlemini gerçekleģtiriniz. Programın tasarımı Ģöyle olacaktır: P1 P2 P4 P3 ġekil 2.5: Program akıģ Ģekli ĠĢlem Basamakları ÇalıĢma parçası P1 noktasından alınır. Parça yukarıda gösterilen P2 noktasına taģınır. Parça P2 noktasına bırakılır. ÇalıĢma parçası P3 noktasından alınır. Parça yukarıda gösterilen P4 noktasına taģınır. Öneriler PLC ile pozisyon kontrol ünitesi arasındaki kablo bağlantısını dikkatli bir Ģekilde kontrol ediniz. Kompresör açık olmalıdır. Parça yukarıda belirtilen P4 noktasına bırakılır. PLC programı yazılır. 52
57 (Örnek PLC Programı) 53
58 54
59 ġekil 2.6: PLC programı 55
 manuelindeki Ġngilizce")
60 EKLER Servo amplifikatör (MR-J2-10A1) Manuelindeki Ġngilizce Açıklamalar Servo motor (HA-FF13) manuelindeki Ġngilizce açıklamalar 56

61 Pozisyon kontrol ünitesi (FX2N-20GM) manuelindeki Ġngilizce açıklamalar 57
62 58
63 59
64 Tampon hafızaların listesi (pozisyon kontrol ünitesinde FX2N-20GM) 60
65 61
66 Özel yardımcı rölelerin listesi (pozisyon kontrol ünitesinde FX2N-20GM) (yazma için) Ġngilizce açıklamaları 62
67 (Okuma İçin) 63
68 64
69 Özel hafıza hücrelerinin listesi (pozisyon kontrol ünitesinde FX2N-20GM) Ġngilizce açıklamaları 65
70 66
71 67
72 68
73 69
ENDÜSTRĠYEL OTOMASYON TEKNOLOJĠLERĠ
 T.C. MĠLLÎ EĞĠTĠM BAKANLIĞI ENDÜSTRĠYEL OTOMASYON TEKNOLOJĠLERĠ SERVO MEKANĠZMALAR 523EO0381 Ankara, 2011 Bu modül, mesleki ve teknik eğitim okul/kurumlarında uygulanan Çerçeve Öğretim Programlarında yer
T.C. MĠLLÎ EĞĠTĠM BAKANLIĞI ENDÜSTRĠYEL OTOMASYON TEKNOLOJĠLERĠ SERVO MEKANĠZMALAR 523EO0381 Ankara, 2011 Bu modül, mesleki ve teknik eğitim okul/kurumlarında uygulanan Çerçeve Öğretim Programlarında yer
T.C. MİLLÎ EĞİTİM BAKANLIĞI MEGEP (MESLEKİ EĞİTİM VE ÖĞRETİM SİSTEMİNİN GÜÇLENDİRİLMESİ PROJESİ) ENDÜSTRİYEL OTOMASYON TEKNOLOJİLERİ
 ENDÜSTRİYEL OTOMASYON TEKNOLOJİLERİ") T.C. MİLLÎ EĞİTİM BAKANLIĞI MEGEP (MESLEKİ EĞİTİM VE ÖĞRETİM SİSTEMİNİN GÜÇLENDİRİLMESİ PROJESİ) ENDÜSTRİYEL OTOMASY TEKNOLOJİLERİ FABRİKA OTOMASY 6 ANKARA, 2009 Milli Eğitim Bakanlığı tarafından geliştirilen
T.C. MİLLÎ EĞİTİM BAKANLIĞI MEGEP (MESLEKİ EĞİTİM VE ÖĞRETİM SİSTEMİNİN GÜÇLENDİRİLMESİ PROJESİ) ENDÜSTRİYEL OTOMASY TEKNOLOJİLERİ FABRİKA OTOMASY 6 ANKARA, 2009 Milli Eğitim Bakanlığı tarafından geliştirilen
KULLANIM KLAVUZU DCB-I KRAMER KAPI KONTROL KARTI. Lifkon Elektrik Elektronik DCB-I. D.No: 005 - D.Ver: 104-27.04.2015 - www.lifkon.
 KRAMER KAPI KONTROL KARTI KULLANIM KLAVUZU Bütün Hakları Saklıdır. 1 / 11 İÇİNDEKİLER GĠRĠġ... 3 TEKNĠK ÖZELLĠKLER... 4 BAĞLANTI ġemasi... 5 KART ÇALIġMA MODLARI... 6 MENÜ... 7 KAPI HAREKETLERĠ... 10 MONTAJ...
KRAMER KAPI KONTROL KARTI KULLANIM KLAVUZU Bütün Hakları Saklıdır. 1 / 11 İÇİNDEKİLER GĠRĠġ... 3 TEKNĠK ÖZELLĠKLER... 4 BAĞLANTI ġemasi... 5 KART ÇALIġMA MODLARI... 6 MENÜ... 7 KAPI HAREKETLERĠ... 10 MONTAJ...
ĠNġAAT TEKNOLOJĠSĠ PVC KEPENK
 T.C. MĠLLÎ EĞĠTĠM BAKANLIĞI ĠNġAAT TEKNOLOJĠSĠ PVC KEPENK 582YIM062 Ankara, 2011 Bu modül, mesleki ve teknik eğitim okul/kurumlarında uygulanan Çerçeve Öğretim Programlarında yer alan yeterlikleri kazandırmaya
T.C. MĠLLÎ EĞĠTĠM BAKANLIĞI ĠNġAAT TEKNOLOJĠSĠ PVC KEPENK 582YIM062 Ankara, 2011 Bu modül, mesleki ve teknik eğitim okul/kurumlarında uygulanan Çerçeve Öğretim Programlarında yer alan yeterlikleri kazandırmaya
DVP-01PU POZĐSYONLAMA MODÜLÜ
 DVP-01PU POZĐSYONLAMA MODÜLÜ DVP-01PU DVP-01PU pozisyonlama modülüdür. Bu modül ile bir servonun pozisyonlaması gerçekleştirilebilir. Kabiliyetleri ise 200 KHz line dirver çıkışı ile 3 farklı tipte A/B
DVP-01PU POZĐSYONLAMA MODÜLÜ DVP-01PU DVP-01PU pozisyonlama modülüdür. Bu modül ile bir servonun pozisyonlaması gerçekleştirilebilir. Kabiliyetleri ise 200 KHz line dirver çıkışı ile 3 farklı tipte A/B
Program AkıĢ Kontrol Yapıları
 C PROGRAMLAMA Program AkıĢ Kontrol Yapıları Normal Ģartlarda C dilinde bir programın çalıģması, komutların yukarıdan aģağıya doğru ve sırasıyla iģletilmesiyle gerçekleģtirilir. Ancak bazen problemin çözümü,
C PROGRAMLAMA Program AkıĢ Kontrol Yapıları Normal Ģartlarda C dilinde bir programın çalıģması, komutların yukarıdan aģağıya doğru ve sırasıyla iģletilmesiyle gerçekleģtirilir. Ancak bazen problemin çözümü,
FRENIC MULTİ ÖZET KULLANIM KLAVUZU
 FRENIC MULTİ ÖZET KULLANIM KLAVUZU GENEL BİLGİLER SÜRÜCÜ KONTROL BAĞLANTILARI PLC 24 VDC CM DİJİTAL GİRİŞ COM UCU FWD REV X1 X5 EN DİJİTAL GİRİŞLER ( PNP / NPN SEÇİLEBİLİR ) ENABLE GİRİŞİ SW1 Y1 Y2 DİJİTAL
FRENIC MULTİ ÖZET KULLANIM KLAVUZU GENEL BİLGİLER SÜRÜCÜ KONTROL BAĞLANTILARI PLC 24 VDC CM DİJİTAL GİRİŞ COM UCU FWD REV X1 X5 EN DİJİTAL GİRİŞLER ( PNP / NPN SEÇİLEBİLİR ) ENABLE GİRİŞİ SW1 Y1 Y2 DİJİTAL
Seri No Takibi İÇERİK
 Doküman Kodu : TNS008 İlk Yayın Tarihi : Mart 2018 Revizyon Tarihi : Mart 2018 Revizyon No : 1 İÇERİK GENEL BĠLGĠ SERĠ NO TAKĠBĠ Seri No Seri No Parametre Seçimi ile Stok menü Stok kart Alım genel parametreleri
Doküman Kodu : TNS008 İlk Yayın Tarihi : Mart 2018 Revizyon Tarihi : Mart 2018 Revizyon No : 1 İÇERİK GENEL BĠLGĠ SERĠ NO TAKĠBĠ Seri No Seri No Parametre Seçimi ile Stok menü Stok kart Alım genel parametreleri
FRENIC MEGA ÖZET KULLANIM KLAVUZU
 FRENIC MEGA ÖZET KULLANIM KLAVUZU GENEL BİLGİLER SÜRÜCÜ KONTROL BAĞLANTILARI PLC 24 VDC CM DİJİTAL GİRİŞ COM UCU FWD REV DİJİTAL GİRİŞLER ( PNP / NPN SEÇİLEBİLİR ) SW1 X1 - X7 EN ENABLE GİRİŞİ Y1 - Y4
FRENIC MEGA ÖZET KULLANIM KLAVUZU GENEL BİLGİLER SÜRÜCÜ KONTROL BAĞLANTILARI PLC 24 VDC CM DİJİTAL GİRİŞ COM UCU FWD REV DİJİTAL GİRİŞLER ( PNP / NPN SEÇİLEBİLİR ) SW1 X1 - X7 EN ENABLE GİRİŞİ Y1 - Y4
KAÇAK AKIM RÖLESİ. www.ulusanelektrik.com.tr. Sayfa 1
 DELAB TM-18C KAÇAK AKIM RÖLESİ İÇERİK GENEL / BUTON FONKSİYONLARI.2 PARAMETRE AYARLARI...2 PARAMETRE AÇIKLAMALARI 3 KAÇAK AKIM AYARLARI...3 AÇMA SÜRESİ AYARLARI.3 AŞIRI AKIM AYARLARI...4 ÇALIŞMA SÜRESİ..4
DELAB TM-18C KAÇAK AKIM RÖLESİ İÇERİK GENEL / BUTON FONKSİYONLARI.2 PARAMETRE AYARLARI...2 PARAMETRE AÇIKLAMALARI 3 KAÇAK AKIM AYARLARI...3 AÇMA SÜRESİ AYARLARI.3 AŞIRI AKIM AYARLARI...4 ÇALIŞMA SÜRESİ..4
Teknosem ANASAYFA. Program komut butonları ve program zaman parametrelerinin bulunduğu sayfadır.
 ANASAYFA 1 2 3 4 5 6 7 Sayfa Geçiş Tuşları Program komut butonları ve program zaman parametrelerinin bulunduğu sayfadır. Teknosem 1 Eksenleri Sıfırla Butonu: Sistemin ilk açılışında eksenleri sıfırla (homing)
ANASAYFA 1 2 3 4 5 6 7 Sayfa Geçiş Tuşları Program komut butonları ve program zaman parametrelerinin bulunduğu sayfadır. Teknosem 1 Eksenleri Sıfırla Butonu: Sistemin ilk açılışında eksenleri sıfırla (homing)
ERA 03P BRÜLÖR KONTROL RÖLESĠ
 ERA 03P BRÜLÖR KONTROL RÖLESĠ Uygulama : 03P ; Tek yada çift kademeli gaz veya sıvı yakıtla çalıģan yakıcılarda yarım, yada tam otomatik olarak yanma programı ve alev denetimi için tasarlanmıģtır. ġık
ERA 03P BRÜLÖR KONTROL RÖLESĠ Uygulama : 03P ; Tek yada çift kademeli gaz veya sıvı yakıtla çalıģan yakıcılarda yarım, yada tam otomatik olarak yanma programı ve alev denetimi için tasarlanmıģtır. ġık
ÖĞRENME FAALĠYETĠ 3 ÖĞRENME FAALĠYETĠ 3
 ÖĞRENME FAALĠYETĠ 3 AMAÇ ÖĞRENME FAALĠYETĠ 3 Bu öğrenme faaliyetiyle elektronik posta hesabınızı, e-posta yönetim yazılımlarını kullanarak yönetmeyi öğrenebileceksiniz. ARAġTIRMA Ġnternet ortamında e-posta
ÖĞRENME FAALĠYETĠ 3 AMAÇ ÖĞRENME FAALĠYETĠ 3 Bu öğrenme faaliyetiyle elektronik posta hesabınızı, e-posta yönetim yazılımlarını kullanarak yönetmeyi öğrenebileceksiniz. ARAġTIRMA Ġnternet ortamında e-posta
3 YIL GARANTĠ YÜKSEK KALĠTE SERİ KUMANDA KUTUSU RPB
 SERİ ÇÖZÜMLER Seri çözümler, orta ve büyük ölçekli tesisler için en iyi sistemlerdir. Bu aletle, kontrol ve kumanda cihazlarına valfların bağlantı maliyetlerinin azalmasını hatta neredeyse tamamen yok
SERİ ÇÖZÜMLER Seri çözümler, orta ve büyük ölçekli tesisler için en iyi sistemlerdir. Bu aletle, kontrol ve kumanda cihazlarına valfların bağlantı maliyetlerinin azalmasını hatta neredeyse tamamen yok
AYAKKABI VE SARACĠYE TEKNOLOJĠSĠ
 T.C. MĠLLÎ EĞĠTĠM BAKANLIĞI AYAKKABI VE SARACĠYE TEKNOLOJĠSĠ KESĠM PROGRAMI 542TGD321 Ankara, 2011 Bu modül, mesleki ve teknik eğitim okul/kurumlarında uygulanan Çerçeve Öğretim Programlarında yer alan
T.C. MĠLLÎ EĞĠTĠM BAKANLIĞI AYAKKABI VE SARACĠYE TEKNOLOJĠSĠ KESĠM PROGRAMI 542TGD321 Ankara, 2011 Bu modül, mesleki ve teknik eğitim okul/kurumlarında uygulanan Çerçeve Öğretim Programlarında yer alan
T.C. MĠLLÎ EĞĠTĠM BAKANLIĞI MATBAA TEKNOLOJĠSĠ TAMPON BASKI SORUNLARI 213GIM261
 T.C. MĠLLÎ EĞĠTĠM BAKANLIĞI MATBAA TEKNOLOJĠSĠ TAMPON BASKI SORUNLARI 213GIM261 Ankara, 2011 Bu modül, mesleki ve teknik eğitim okul/kurumlarında uygulanan Çerçeve Öğretim Programlarında yer alan yeterlikleri
T.C. MĠLLÎ EĞĠTĠM BAKANLIĞI MATBAA TEKNOLOJĠSĠ TAMPON BASKI SORUNLARI 213GIM261 Ankara, 2011 Bu modül, mesleki ve teknik eğitim okul/kurumlarında uygulanan Çerçeve Öğretim Programlarında yer alan yeterlikleri
BĠLĠġĠM TEKNOLOJĠLERĠ
 T.C. MĠLLÎ EĞĠTĠM BAKANLIĞI BĠLĠġĠM TEKNOLOJĠLERĠ MESLEKĠ ÇĠZĠMLER Ankara, 2013 Bu modül, mesleki ve teknik eğitim okul/kurumlarında uygulanan Çerçeve Öğretim Programlarında yer alan yeterlikleri kazandırmaya
T.C. MĠLLÎ EĞĠTĠM BAKANLIĞI BĠLĠġĠM TEKNOLOJĠLERĠ MESLEKĠ ÇĠZĠMLER Ankara, 2013 Bu modül, mesleki ve teknik eğitim okul/kurumlarında uygulanan Çerçeve Öğretim Programlarında yer alan yeterlikleri kazandırmaya
FRENIC MEGA ÖZET KULLANIM KLAVUZU
 FRENIC MEGA ÖZET KULLANIM KLAVUZU GENEL BİLGİLER SÜRÜCÜ KONTROL BAĞLANTILARI PLC 24 VDC CM DİJİTAL GİRİŞ COM UCU FWD REV X1 - X7 EN DİJİTAL GİRİŞLER ( PNP / NPN SEÇİLEBİLİR ) ENABLE GİRİŞİ SW1 Y1 - Y4
FRENIC MEGA ÖZET KULLANIM KLAVUZU GENEL BİLGİLER SÜRÜCÜ KONTROL BAĞLANTILARI PLC 24 VDC CM DİJİTAL GİRİŞ COM UCU FWD REV X1 - X7 EN DİJİTAL GİRİŞLER ( PNP / NPN SEÇİLEBİLİR ) ENABLE GİRİŞİ SW1 Y1 - Y4
CHF100A KOLAY DEVREYE ALMA KİTAPÇIĞI
 CHF100A KOLAY DEVREYE ALMA KİTAPÇIĞI LED PANEL LCD PANEL PANEL ÜZERİNDEKİ BUTONLAR VE AÇIKLAMALARI GÜÇ VE KONTROL TERMİNALLERİ BAĞLANTI ŞEMASI Hız kontrol cihazları, panel üzerinden start/stop ve panel
CHF100A KOLAY DEVREYE ALMA KİTAPÇIĞI LED PANEL LCD PANEL PANEL ÜZERİNDEKİ BUTONLAR VE AÇIKLAMALARI GÜÇ VE KONTROL TERMİNALLERİ BAĞLANTI ŞEMASI Hız kontrol cihazları, panel üzerinden start/stop ve panel
PAZARLAMA VE PERAKENDE
 T.C. MĠLLĠ EĞĠTĠM BAKANLIĞI PAZARLAMA VE PERAKENDE FĠRMA ĠġLEMLERĠ 341TP0040 Ankara, 2011 Bu modül, mesleki ve teknik eğitim okul/kurumlarında uygulanan Çerçeve Öğretim Programlarında yer alan yeterlikleri
T.C. MĠLLĠ EĞĠTĠM BAKANLIĞI PAZARLAMA VE PERAKENDE FĠRMA ĠġLEMLERĠ 341TP0040 Ankara, 2011 Bu modül, mesleki ve teknik eğitim okul/kurumlarında uygulanan Çerçeve Öğretim Programlarında yer alan yeterlikleri
T.C. MİLLÎ EĞİTİM BAKANLIĞI GEMİ YAPIMI BAŞ BLOK RESMİ 521MMI400
 T.C. MİLLÎ EĞİTİM BAKANLIĞI GEMİ YAPIMI BAŞ BLOK RESMİ 521MMI400 Ankara, 2011 Bu modül, mesleki ve teknik eğitim okul/kurumlarında uygulanan Çerçeve Öğretim Programlarında yer alan yeterlikleri kazandırmaya
T.C. MİLLÎ EĞİTİM BAKANLIĞI GEMİ YAPIMI BAŞ BLOK RESMİ 521MMI400 Ankara, 2011 Bu modül, mesleki ve teknik eğitim okul/kurumlarında uygulanan Çerçeve Öğretim Programlarında yer alan yeterlikleri kazandırmaya
T.C. MĠLLÎ EĞĠTĠM BAKANLIĞI METAL TEKNOLOJĠSĠ
 T.C. MĠLLÎ EĞĠTĠM BAKANLIĞI METAL TEKNOLOJĠSĠ TOZALTI KAYNAĞI 521MMI240 Ankara, 2011 Bu modül, mesleki ve teknik eğitim okul/kurumlarında uygulanan Çerçeve Öğretim Programlarında yer alan yeterlikleri
T.C. MĠLLÎ EĞĠTĠM BAKANLIĞI METAL TEKNOLOJĠSĠ TOZALTI KAYNAĞI 521MMI240 Ankara, 2011 Bu modül, mesleki ve teknik eğitim okul/kurumlarında uygulanan Çerçeve Öğretim Programlarında yer alan yeterlikleri
SAĞLIK HĠZMETLERĠ SEKRETERLĠĞĠ
 T.C. MĠLLÎ EĞĠTĠM BAKANLIĞI SAĞLIK HĠZMETLERĠ SEKRETERLĠĞĠ HASTA ĠġLEMLERĠ 2 346SBI017 Ankara, 2011 Bu modül, mesleki ve teknik eğitim okul/kurumlarında uygulanan Çerçeve Öğretim Programlarında yer alan
T.C. MĠLLÎ EĞĠTĠM BAKANLIĞI SAĞLIK HĠZMETLERĠ SEKRETERLĠĞĠ HASTA ĠġLEMLERĠ 2 346SBI017 Ankara, 2011 Bu modül, mesleki ve teknik eğitim okul/kurumlarında uygulanan Çerçeve Öğretim Programlarında yer alan
FP52 PROXIMITY KART OKUYUCUSU KULLANIM KILAVUZU
 FP52 PROXIMITY KART OKUYUCUSU KULLANIM KILAVUZU FP52 kart okuyucusunu; Mody serisi dış kapı buton modülleri ile birlikte kullanılır. Fp52 ile iki farklı röle çıkışı vardır.500 kullanıcıya kadar tanımlanabilir.
FP52 PROXIMITY KART OKUYUCUSU KULLANIM KILAVUZU FP52 kart okuyucusunu; Mody serisi dış kapı buton modülleri ile birlikte kullanılır. Fp52 ile iki farklı röle çıkışı vardır.500 kullanıcıya kadar tanımlanabilir.
GENEL ÖZELLİKLER UNİTY GERGİ KONTROL CİHAZI (UTC01) KULLANIM KLAVUZU
 KULLANIM KLAVUZU") UNİTY GERGİ KONTROL CİHAZI (UTC01) KULLANIM KLAVUZU GENEL ÖZELLİKLER Mikroişlemci tabanlı Yüksek hassasiyet Değiştirilebilir 0-10V, 10-0V çıkışı 24V 4A fren çıkışı Harici set ve start özelliği Stop değeri
UNİTY GERGİ KONTROL CİHAZI (UTC01) KULLANIM KLAVUZU GENEL ÖZELLİKLER Mikroişlemci tabanlı Yüksek hassasiyet Değiştirilebilir 0-10V, 10-0V çıkışı 24V 4A fren çıkışı Harici set ve start özelliği Stop değeri
PULSE ÇIKIŞI İLE SERVO MOTOR KONTROLÜ. Giriş PLS2 Komutunun Açıklanması CP1H ve Smart Step 2 Kablo Bağlantıları Sonuç
 PULSE ÇIKIŞI İLE SERVO MOTOR KONTROLÜ Giriş PLS2 Komutunun Açıklanması CP1H ve Smart Step 2 Kablo Bağlantıları Sonuç GİRİŞ Bu dökümanda CP1H plc sinden pulse çıkışı alınarak Smart Step 2 üzerinden nasıl
PULSE ÇIKIŞI İLE SERVO MOTOR KONTROLÜ Giriş PLS2 Komutunun Açıklanması CP1H ve Smart Step 2 Kablo Bağlantıları Sonuç GİRİŞ Bu dökümanda CP1H plc sinden pulse çıkışı alınarak Smart Step 2 üzerinden nasıl
AYAKKABI VE SARACĠYE TEKNOLOJĠSĠ
 T.C. MĠLLÎ EĞĠTĠM BAKANLIĞI AYAKKABI VE SARACĠYE TEKNOLOJĠSĠ MODEL KESĠM 542TGD322 Ankara, 2011 Bu modül, mesleki ve teknik eğitim okul/kurumlarında uygulanan Çerçeve Öğretim Programlarında yer alan yeterlikleri
T.C. MĠLLÎ EĞĠTĠM BAKANLIĞI AYAKKABI VE SARACĠYE TEKNOLOJĠSĠ MODEL KESĠM 542TGD322 Ankara, 2011 Bu modül, mesleki ve teknik eğitim okul/kurumlarında uygulanan Çerçeve Öğretim Programlarında yer alan yeterlikleri
SAVEL Gas Alarm Sistemleri
 SAVEL Gas Alarm Sistemleri 1 GAS2000+ DEDEKTÖR KONTROL SİSTEMİ GAS2000+ Dedektör Kontrol Sistemi maksimum 30 Adet dedektörün bağlanabileceği ve durumlarının görülebileceği alarm sistemidir. Sistem 320x240
SAVEL Gas Alarm Sistemleri 1 GAS2000+ DEDEKTÖR KONTROL SİSTEMİ GAS2000+ Dedektör Kontrol Sistemi maksimum 30 Adet dedektörün bağlanabileceği ve durumlarının görülebileceği alarm sistemidir. Sistem 320x240
PLS2 KOMUTU. Giriş PLS2 Komutunun Açıklanması Sonuç
 Giriş PLS2 Komutunun Açıklanması Sonuç GİRİŞ Bu dökümanda PLS2 komutunun nasıl kullanılacağı anlatılacaktır.pls2, çoğunlukla pulse ile servo sürme uygulamalarında kullanılır. Kısaca bahsedilecek olunursa
Giriş PLS2 Komutunun Açıklanması Sonuç GİRİŞ Bu dökümanda PLS2 komutunun nasıl kullanılacağı anlatılacaktır.pls2, çoğunlukla pulse ile servo sürme uygulamalarında kullanılır. Kısaca bahsedilecek olunursa
Banka Hesap Tanımı ĠÇERĠK
 Doküman Kodu : MST005 İlk Yayın Tarihi : Ocak 2017 Revizyon Tarihi : Ocak 2017 Revizyon No : 1 ĠÇERĠK GENEL BĠLGĠ BANKA HESAP TANIMI Genel Sekmesi Diğer Sekmesi GeliĢmiĢ Sekmesi EK ĠġLEMLER Banka Hesap
Doküman Kodu : MST005 İlk Yayın Tarihi : Ocak 2017 Revizyon Tarihi : Ocak 2017 Revizyon No : 1 ĠÇERĠK GENEL BĠLGĠ BANKA HESAP TANIMI Genel Sekmesi Diğer Sekmesi GeliĢmiĢ Sekmesi EK ĠġLEMLER Banka Hesap
EĞĠTĠM TEKNOLOLOJĠLERĠ ARAġTIRMALARI DERGĠSĠ
 EĞĠTĠM TEKNOLOLOJĠLERĠ ARAġTIRMALARI DERGĠSĠ EĞĠTĠM TEKNOLOLOJĠLERĠ ARAġTIRMALARI DERGĠSĠ MAKALE YAZIM KURALLARI Versiyon 2 ETAD 2009 1 E T A D W W W. ET- AD. N E T ĠÇĠNDEKĠLER 1. GĠRĠġ... 1 2. MAKALE
EĞĠTĠM TEKNOLOLOJĠLERĠ ARAġTIRMALARI DERGĠSĠ EĞĠTĠM TEKNOLOLOJĠLERĠ ARAġTIRMALARI DERGĠSĠ MAKALE YAZIM KURALLARI Versiyon 2 ETAD 2009 1 E T A D W W W. ET- AD. N E T ĠÇĠNDEKĠLER 1. GĠRĠġ... 1 2. MAKALE
BÖLÜM 5 S_BĐT. Komut listesi (STL) Network 1 LD I0.0 S Q0.0, 1
 Network 1 LD I0.0 S Q0.0, 1") BÖLÜM 5 ET VE EET ÖLELEĐ : PLC teknolojisinde sürekli çalışmayı sağlamak için mühürleme (kilitleme) pek kullanılmaz. ürekli çalışma başka bir yöntemle çözülür. Bu da ET ve EET tekniğidir. Çıkışın girişe
BÖLÜM 5 ET VE EET ÖLELEĐ : PLC teknolojisinde sürekli çalışmayı sağlamak için mühürleme (kilitleme) pek kullanılmaz. ürekli çalışma başka bir yöntemle çözülür. Bu da ET ve EET tekniğidir. Çıkışın girişe
Kullanım Uygulamaları Ön Görünüş. Dijital Ekran Mode Butonu Programlama Tuşu Sıcaklık Değiştirme tuşu ( - ) Sıcaklık Değiştirme tuşu ( +)
 Sıcaklık Değiştirme tuşu ( +)") Kullanım Uygulamaları Ön Görünüş Dijital Ekran Mode Butonu Programlama Tuşu Sıcaklık Değiştirme tuşu ( - ) Sıcaklık Değiştirme tuşu ( +) Dijital Ekran Üzerindeki Bilgiler 1.Manuel Çalışma 2.Çalışma Fonksiyonları
Kullanım Uygulamaları Ön Görünüş Dijital Ekran Mode Butonu Programlama Tuşu Sıcaklık Değiştirme tuşu ( - ) Sıcaklık Değiştirme tuşu ( +) Dijital Ekran Üzerindeki Bilgiler 1.Manuel Çalışma 2.Çalışma Fonksiyonları
KONAKLAMA VE SEYAHAT HĠZMETLERĠ
 T.C. MĠLLÎ EĞĠTĠM BAKANLIĞI KONAKLAMA VE SEYAHAT HĠZMETLERĠ BĠLGĠSAYARDA OPERASYON PROGRAMLARI II 482BK0110 Ankara, 2012 Bu modül, mesleki ve teknik eğitim okul/kurumlarında uygulanan Çerçeve Öğretim Programlarında
T.C. MĠLLÎ EĞĠTĠM BAKANLIĞI KONAKLAMA VE SEYAHAT HĠZMETLERĠ BĠLGĠSAYARDA OPERASYON PROGRAMLARI II 482BK0110 Ankara, 2012 Bu modül, mesleki ve teknik eğitim okul/kurumlarında uygulanan Çerçeve Öğretim Programlarında
4-1. Ön Kontrol Paneli
 4-1. Ön Kontrol Paneli 1 Açma/Kapama(ON/OFF) Düğmesi.! Fan motoru termostat kontrollü olduğu için sadece soğutma gerektiğinde çalışır.! Su soğutma ünitesi otomatik kontrollüdür, sadece gerektiğinde çalışır.
4-1. Ön Kontrol Paneli 1 Açma/Kapama(ON/OFF) Düğmesi.! Fan motoru termostat kontrollü olduğu için sadece soğutma gerektiğinde çalışır.! Su soğutma ünitesi otomatik kontrollüdür, sadece gerektiğinde çalışır.
1) PLSY / DPLSY : Bu komut ile istenilen frekansta istenilen pals adedini üretir.
 PLSY / DPLSY : Bu komut ile istenilen frekansta istenilen pals adedini üretir.") Delta PLC Pals Komutarı 1) PLSY / DPLSY : Bu komut ile istenilen frekansta istenilen pals adedini üretir. Komut Kullanım Şekli DPLSY D50 D60 Y0 D50 Pals frekans değeri bu register a yazılır. D60 Üretilecek
Delta PLC Pals Komutarı 1) PLSY / DPLSY : Bu komut ile istenilen frekansta istenilen pals adedini üretir. Komut Kullanım Şekli DPLSY D50 D60 Y0 D50 Pals frekans değeri bu register a yazılır. D60 Üretilecek
UYGULAMA 1 SİEMENS S PLC UYGULAMALARI CPU-1214C
 UYGULAMA 1 +24V 0V I1.5 I1.4 I1.3 I1.2 I1.1 I1.0 I0.7 I0.6 I0.5 I0.4 I0.3 I0.2 I0.1 I0.0 START CPU-1214C Q1.1 Q1.0 Q0.7 Q0.6 Q0.5 Q0.4 Q0.3 Q0.2 Q0.1 Q0.0 +24V L0 0V Verilen PLC bağlantısına göre; START
UYGULAMA 1 +24V 0V I1.5 I1.4 I1.3 I1.2 I1.1 I1.0 I0.7 I0.6 I0.5 I0.4 I0.3 I0.2 I0.1 I0.0 START CPU-1214C Q1.1 Q1.0 Q0.7 Q0.6 Q0.5 Q0.4 Q0.3 Q0.2 Q0.1 Q0.0 +24V L0 0V Verilen PLC bağlantısına göre; START
7. Bölüm Robot Programlamada Mantıksal Fonksiyonlar
 7. Bölüm Robot Programlamada Mantıksal Fonksiyonlar 7. Bölüm: Mantıksal Fonksiyonlar 7.1. Mantıksal Programlamanın Temelleri Endüstriyel Robot sisteminde çevre birimlerle olan iletişimin sağlanmasında
7. Bölüm Robot Programlamada Mantıksal Fonksiyonlar 7. Bölüm: Mantıksal Fonksiyonlar 7.1. Mantıksal Programlamanın Temelleri Endüstriyel Robot sisteminde çevre birimlerle olan iletişimin sağlanmasında
ML TFT 5 ARAYÜZ KULLANIM KILAVUZU
 ML TFT 5 ARAYÜZ KULLANIM KILAVUZU İçindekiler 1 ML TFT 5 Genel Özellikleri... 3 2 Arayüz... 3 2.1 Arayüz Hakkında... 3 2.2 Cihaz Haberleşmesi... 4 2.3 Kat Görselleri ve Ok Tipi Seçenekleri... 4 2.4 Tema
ML TFT 5 ARAYÜZ KULLANIM KILAVUZU İçindekiler 1 ML TFT 5 Genel Özellikleri... 3 2 Arayüz... 3 2.1 Arayüz Hakkında... 3 2.2 Cihaz Haberleşmesi... 4 2.3 Kat Görselleri ve Ok Tipi Seçenekleri... 4 2.4 Tema
SICAK VE SOĞUK ETĐKET VE BOY KESME MAKĐNASI KULLANIM KILAVUZU
 ELITE A.G. JM-110LRE SICAK VE SOĞUK ETĐKET VE BOY KESME MAKĐNASI KULLANIM KILAVUZU ANA EKRAN Makinenin şalteri açıldığında 5 sn boyunca açılış ekranı gelir. Daha sonra ana ekrana geçilir. Bu ekranda yardımcı
ELITE A.G. JM-110LRE SICAK VE SOĞUK ETĐKET VE BOY KESME MAKĐNASI KULLANIM KILAVUZU ANA EKRAN Makinenin şalteri açıldığında 5 sn boyunca açılış ekranı gelir. Daha sonra ana ekrana geçilir. Bu ekranda yardımcı
E5_C Serisi Hızlı Başlangıç Kılavuzu
 E5_C Serisi Hızlı Başlangıç Kılavuzu İÇİNDEKİLER 1. Giriş 2. Sensör Bağlantı Şekilleri 3. Sensör Tipi Seçimi 4. Kontrol Metodunun PID Olarak Ayarlanması 5. Auto-Tuning Yapılması 6. Alarm Tipinin Değiştirilmesi
E5_C Serisi Hızlı Başlangıç Kılavuzu İÇİNDEKİLER 1. Giriş 2. Sensör Bağlantı Şekilleri 3. Sensör Tipi Seçimi 4. Kontrol Metodunun PID Olarak Ayarlanması 5. Auto-Tuning Yapılması 6. Alarm Tipinin Değiştirilmesi
TAM OTOMATİK KAPI KARTI
 İBRAHİMOĞLU MÜHENDİSLİK TAM OTOMATİK KAPI KARTI KULLANMA KILAVUZU KAPI KARTINA GENEL BAKIŞ SOĞUTUCULARI İLE BİRLİKTE MOTOR SÜRME TRANSİSTÖRLERİ 15V AKÜ BESLEME SİGORTASI AC GİRİŞ BESLEME SİGORTASI Kapı
İBRAHİMOĞLU MÜHENDİSLİK TAM OTOMATİK KAPI KARTI KULLANMA KILAVUZU KAPI KARTINA GENEL BAKIŞ SOĞUTUCULARI İLE BİRLİKTE MOTOR SÜRME TRANSİSTÖRLERİ 15V AKÜ BESLEME SİGORTASI AC GİRİŞ BESLEME SİGORTASI Kapı
MULTĠMETRE... 2 A. ÜST TUġ TAKIMININ KULLANIMI... 3 B. FONKSĠYON SEÇĠM DÜĞMESĠ... 5 C. GĠRĠġLER... 7 D. MULTĠMETRENĠN KULLANIMI...
 MULTĠMETRE KULLANIM KILAVUZU Ġçindekiler MULTĠMETRE... 2 A. ÜST TUġ TAKIMININ KULLANIMI... 3 B. FONKSĠYON SEÇĠM DÜĞMESĠ... 5 C. GĠRĠġLER... 7 D. MULTĠMETRENĠN KULLANIMI... 8 ġekil Listesi ġekil 1 Multimetre
MULTĠMETRE KULLANIM KILAVUZU Ġçindekiler MULTĠMETRE... 2 A. ÜST TUġ TAKIMININ KULLANIMI... 3 B. FONKSĠYON SEÇĠM DÜĞMESĠ... 5 C. GĠRĠġLER... 7 D. MULTĠMETRENĠN KULLANIMI... 8 ġekil Listesi ġekil 1 Multimetre
ZM-2H606 İki Faz Step. Motor Sürücüsü. Özet
 ZM-2H606 İki Faz Step Motor Sürücüsü Özet ZM-2H606 iki faz, 4,6 ve 8 telli step motorlar için üretilmiştir. Yüksek frekanslı giriş sinyallerini kabul edebilecek şekilde donatılmıştır. Akım kararlılığı,
ZM-2H606 İki Faz Step Motor Sürücüsü Özet ZM-2H606 iki faz, 4,6 ve 8 telli step motorlar için üretilmiştir. Yüksek frekanslı giriş sinyallerini kabul edebilecek şekilde donatılmıştır. Akım kararlılığı,
XC8 ile PİC uygulamaları
 XC8 ile PİC uygulamaları Modül tanıtımı : LCD kullanımı Öncelikle Lcd nedir ne değildir biraz tanımamız gerekiyor. LED göstergelerin fazla akım çekmesi ve kullanım zorluğu, son yıllarda LCD göstergelerin
XC8 ile PİC uygulamaları Modül tanıtımı : LCD kullanımı Öncelikle Lcd nedir ne değildir biraz tanımamız gerekiyor. LED göstergelerin fazla akım çekmesi ve kullanım zorluğu, son yıllarda LCD göstergelerin
T.C. MİLLİ EĞİTİM BAKANLIĞI MEGEP (MESLEKİ EĞİTİM VE ÖĞRETİM SİSTEMİNİN GÜÇLENDİRİLMESİ PROJESİ) ENDÜSTRİYEL OTOMASYON TEKNOLOJİLERİ
 ENDÜSTRİYEL OTOMASYON TEKNOLOJİLERİ") T.C. MİLLİ EĞİTİM BAKANLIĞI MEGEP (MESLEKİ EĞİTİM VE ÖĞRETİM SİSTEMİNİN GÜÇLENDİRİLMESİ PROJESİ) ENDÜSTRİYEL OTOMASYON TEKNOLOJİLERİ PLC DE HABERLEŞME ANKARA 2007 Milli Eğitim Bakanlığı tarafından geliştirilen
T.C. MİLLİ EĞİTİM BAKANLIĞI MEGEP (MESLEKİ EĞİTİM VE ÖĞRETİM SİSTEMİNİN GÜÇLENDİRİLMESİ PROJESİ) ENDÜSTRİYEL OTOMASYON TEKNOLOJİLERİ PLC DE HABERLEŞME ANKARA 2007 Milli Eğitim Bakanlığı tarafından geliştirilen
Unidrive M200, M201 (Boy 1-4) Hızlı Başlangıç Kılavuzu
 Hızlı Başlangıç Kılavuzu") Bu kılavuzun amacı bir motoru çalıştırmak üzere bir sürücünün kurulması için gerekli temel bilgileri sunmaktır. Lütfen www.controltechniques.com/userguides veya www.leroy-somer.com/manuals adresinden indirebileceğiniz
Bu kılavuzun amacı bir motoru çalıştırmak üzere bir sürücünün kurulması için gerekli temel bilgileri sunmaktır. Lütfen www.controltechniques.com/userguides veya www.leroy-somer.com/manuals adresinden indirebileceğiniz
SRV2 +2 FONKSİYON. Servo Motor Eğitim Seti. Tamamen mekatronik özel tasarım. Pratik Becerileri kazanmak ve Proje Odaklı Uzmanlık İçin
 SRV2 Servo Motor Eğitim Seti Tamamen mekatronik özel tasarım Pratik Becerileri kazanmak ve Proje Odaklı Uzmanlık İçin %100 kendi imalatımız +2 FONKSİYON Pnömatik 2.eksen Vakumlu Parça Tutma Eğitim Seti
SRV2 Servo Motor Eğitim Seti Tamamen mekatronik özel tasarım Pratik Becerileri kazanmak ve Proje Odaklı Uzmanlık İçin %100 kendi imalatımız +2 FONKSİYON Pnömatik 2.eksen Vakumlu Parça Tutma Eğitim Seti
T.C. MĠLLÎ EĞĠTĠM BAKANLIĞI METAL TEKNOLOJĠSĠ CNC ABKANTTA BÜKME 521MMI254
 T.C. MĠLLÎ EĞĠTĠM BAKANLIĞI METAL TEKNOLOJĠSĠ CNC ABKANTTA BÜKME 521MMI254 Ankara, 2011 Bu modül, mesleki ve teknik eğitim okul/kurumlarında uygulanan Çerçeve Öğretim Programlarında yer alan yeterlikleri
T.C. MĠLLÎ EĞĠTĠM BAKANLIĞI METAL TEKNOLOJĠSĠ CNC ABKANTTA BÜKME 521MMI254 Ankara, 2011 Bu modül, mesleki ve teknik eğitim okul/kurumlarında uygulanan Çerçeve Öğretim Programlarında yer alan yeterlikleri
PEY-D810 SĠNYALĠZASYON SĠSTEMĠ
 PEY-D810 SĠNYALĠZASYON SĠSTEMĠ AÇIKLAMALAR-KULLANIM-BAĞLANTILAR Sayfa 1 ĠÇĠNDEKĠLER SAYFA 1-) Sistemin Genel Tanıtımı 3 2-) Sistemin ÇalıĢma ġekli.4 3-) Sistem Yazılımı 5 4-) Sistemin Elektrik ve Bağlantı
PEY-D810 SĠNYALĠZASYON SĠSTEMĠ AÇIKLAMALAR-KULLANIM-BAĞLANTILAR Sayfa 1 ĠÇĠNDEKĠLER SAYFA 1-) Sistemin Genel Tanıtımı 3 2-) Sistemin ÇalıĢma ġekli.4 3-) Sistem Yazılımı 5 4-) Sistemin Elektrik ve Bağlantı
HACETTEPE ÜNİVERSİTESİ HACETTEPE ASO 1.OSB MESLEK YÜKSEKOKULU HMK 211 CNC TORNA TEKNOLOJİSİ. Öğr. Gör. RECEP KÖKÇAN. Tel: +90 312 267 30 20
 HACETTEPE ÜNİVERSİTESİ HACETTEPE ASO 1.OSB MESLEK YÜKSEKOKULU HMK 211 CNC TORNA TEKNOLOJİSİ Tel: +90 312 267 30 20 E-mail_2: rkokcan@gmail.com KONTROL ÜNİTESİ ELEMANLARI EDIT MODU: Program yazmak, düzenlemek
HACETTEPE ÜNİVERSİTESİ HACETTEPE ASO 1.OSB MESLEK YÜKSEKOKULU HMK 211 CNC TORNA TEKNOLOJİSİ Tel: +90 312 267 30 20 E-mail_2: rkokcan@gmail.com KONTROL ÜNİTESİ ELEMANLARI EDIT MODU: Program yazmak, düzenlemek
TECO N3 SERĐSĐ HIZ KONTROL CĐHAZI HIZLI BAŞLAT DÖKÜMANI. ADIM 1: Sürücü beslemesini ve motor uçlarını bağlama
 1/6 TECO N3 SERĐSĐ HIZLI BAŞLAT DÖKÜMANI ADIM 1 Sürücü beslemesini ve motor uçlarını bağlama Monofaze N3 serisinde 220 volt beslemesi L1 (L) ve L3 (N) girişlerine bağlanarak cihaza enerji verilir. Aşağıdaki
1/6 TECO N3 SERĐSĐ HIZLI BAŞLAT DÖKÜMANI ADIM 1 Sürücü beslemesini ve motor uçlarını bağlama Monofaze N3 serisinde 220 volt beslemesi L1 (L) ve L3 (N) girişlerine bağlanarak cihaza enerji verilir. Aşağıdaki
Bu modül, mesleki ve teknik eğitim okul/kurumlarında uygulanan Çerçeve Öğretim Programlarında yer alan yeterlikleri kazandırmaya yönelik olarak
 Bu modül, mesleki ve teknik eğitim okul/kurumlarında uygulanan Çerçeve Öğretim Programlarında yer alan yeterlikleri kazandırmaya yönelik olarak öğrencilere rehberlik etmek amacıyla hazırlanmış bireysel
Bu modül, mesleki ve teknik eğitim okul/kurumlarında uygulanan Çerçeve Öğretim Programlarında yer alan yeterlikleri kazandırmaya yönelik olarak öğrencilere rehberlik etmek amacıyla hazırlanmış bireysel
Bu modül, Makine Halıcılığı sektöründe hazırlanmış olan sertifika/kurs müfredat programlarındaki yeterlikleri kazandırmayı amaçlayan bireysel öğrenme
 Bu modül, Makine Halıcılığı sektöründe hazırlanmış olan sertifika/kurs müfredat programlarındaki yeterlikleri kazandırmayı amaçlayan bireysel öğrenme materyalidir. Makine Halıcılığı ile ilgili eğitim alan
Bu modül, Makine Halıcılığı sektöründe hazırlanmış olan sertifika/kurs müfredat programlarındaki yeterlikleri kazandırmayı amaçlayan bireysel öğrenme materyalidir. Makine Halıcılığı ile ilgili eğitim alan
03H ALEV MONİTÖRÜ. Uygulama : Uygulama Notları : 03H Alev monitörünün yapısı : 03H Alev monitörünün uygulama alanları :
 ALEV MONİTÖRÜ 03H Uygulama : 03H Alev monitörünün uygulama alanları : Brülörlerde alev denetimi Proseslerde kaçak alev izlemek için. Yüksek gerilim hatlarında kıvılcım tespit etmek için. Yarı otomatik
ALEV MONİTÖRÜ 03H Uygulama : 03H Alev monitörünün uygulama alanları : Brülörlerde alev denetimi Proseslerde kaçak alev izlemek için. Yüksek gerilim hatlarında kıvılcım tespit etmek için. Yarı otomatik
Senkronizasyon Opsiyon Modülü. SV-IS7 Serisi. Kullanıcı Manueli
 Senkronizasyon Opsiyon Modülü SV-IS7 Serisi Kullanıcı Manueli Ürün Standartları Madde Nasıl Montaj Yapılır Master Enkoder Girişi Slave Enkoder Girişi Master Enkoder Geridönüş Çıkışı Terminal Bloğu Çıkışı
Senkronizasyon Opsiyon Modülü SV-IS7 Serisi Kullanıcı Manueli Ürün Standartları Madde Nasıl Montaj Yapılır Master Enkoder Girişi Slave Enkoder Girişi Master Enkoder Geridönüş Çıkışı Terminal Bloğu Çıkışı
T.C. MİLLÎ EĞİTİM BAKANLIĞI MEGEP (MESLEKİ EĞİTİM VE ÖĞRETİM SİSTEMİNİN GÜÇLENDİRİLMESİ PROJESİ) ENDÜSTRİYEL OTOMASYON TEKNOLOJİLERİ
 ENDÜSTRİYEL OTOMASYON TEKNOLOJİLERİ") T.C. MİLLÎ EĞİTİM BAKANLIĞI MEGEP (MESLEKİ EĞİTİM VE ÖĞRETİM SİSTEMİNİN GÜÇLENDİRİLMESİ PROJESİ) ENDÜSTRİYEL OTOMASY TEKNOLOJİLERİ FABRİKA OTOMASY 9 ANKARA, 2009 Milli Eğitim Bakanlığı tarafından geliştirilen
T.C. MİLLÎ EĞİTİM BAKANLIĞI MEGEP (MESLEKİ EĞİTİM VE ÖĞRETİM SİSTEMİNİN GÜÇLENDİRİLMESİ PROJESİ) ENDÜSTRİYEL OTOMASY TEKNOLOJİLERİ FABRİKA OTOMASY 9 ANKARA, 2009 Milli Eğitim Bakanlığı tarafından geliştirilen
SINAMICS G120 CU240B-2 ve CU240E-2 Kontrol Üniteleri Genel Tanımlar & Parametre Açıklamaları (V4.4)
") SINAMICS G120 CU240B-2 ve CU240E-2 Kontrol Üniteleri Genel Tanımlar & Parametre Açıklamaları (V4.4) Siemens Endüstri Sektörü Hareket Kontrol Sistemleri I DT MC Endüstri Sektörü / Hareket Kontrol Sistemleri
SINAMICS G120 CU240B-2 ve CU240E-2 Kontrol Üniteleri Genel Tanımlar & Parametre Açıklamaları (V4.4) Siemens Endüstri Sektörü Hareket Kontrol Sistemleri I DT MC Endüstri Sektörü / Hareket Kontrol Sistemleri
5.31. MODÜLER MOBİLYA ÜRETİMİNDE KULLANILAN SERİ ÜRETİM HATLARINDAN ZIMPARA MAKİNASININ BESLEME ÜNİTESİ OTOMASYONU
 5.31. MODÜLER MOBİLYA ÜRETİMİNDE KULLANILAN SERİ ÜRETİM HATLARINDAN ZIMPARA MAKİNASININ BESLEME ÜNİTESİ OTOMASYONU Prof. Dr. Asaf VAROL avarol@firat.edu.tr ÖZET: GeliĢen teknolojilerin en büyük eksikliği
5.31. MODÜLER MOBİLYA ÜRETİMİNDE KULLANILAN SERİ ÜRETİM HATLARINDAN ZIMPARA MAKİNASININ BESLEME ÜNİTESİ OTOMASYONU Prof. Dr. Asaf VAROL avarol@firat.edu.tr ÖZET: GeliĢen teknolojilerin en büyük eksikliği
ANALOG ADRESLİ YANGIN ALARM SİSTEMİ YAZILIM KULLANMA KILAVUZU
 ANALOG ADRESLİ YANGIN ALARM SİSTEMİ YAZILIM KULLANMA KILAVUZU Bilgisayar üzerinden analog adresli yangın algılama sisteminde bulunan detektörlere yer atama, kontak izleme modülünün senaryo belirtilmesi
ANALOG ADRESLİ YANGIN ALARM SİSTEMİ YAZILIM KULLANMA KILAVUZU Bilgisayar üzerinden analog adresli yangın algılama sisteminde bulunan detektörlere yer atama, kontak izleme modülünün senaryo belirtilmesi
Program akıģı sırasında belirtilen satır numaralı yere gitmek için kullanılır. Genel formu: [<satır numarası>] GOTO <satır numarası 1> GOTO n
![Program akıģı sırasında belirtilen satır numaralı yere gitmek için kullanılır. Genel formu: [<satır numarası>] GOTO <satır numarası 1> GOTO n](/thumbs/63/48760405.jpg "Program akıģı sırasında belirtilen satır numaralı yere gitmek için kullanılır. Genel formu: [<satır numarası>] GOTO <satır numarası 1> GOTO n") KONTROL DEYİMLERİ Kontrol deyimleri bir programın normal akıģını değiģtirmek için kullanılır. Aksi söylenmedikçe programın komut satırları birbiri ardına çalıģtırılır. Program içindeki yapılan sorgulamalara
KONTROL DEYİMLERİ Kontrol deyimleri bir programın normal akıģını değiģtirmek için kullanılır. Aksi söylenmedikçe programın komut satırları birbiri ardına çalıģtırılır. Program içindeki yapılan sorgulamalara
Özel Sahalar ĠÇERĠK. Döküman Kodu : NAS004 İlk Yayın Tarihi : Mart 2017 Revizyon Tarihi : Mart 2017 Revizyon No : 1.
 Döküman Kodu : NAS004 İlk Yayın Tarihi : Mart 2017 Revizyon Tarihi : Mart 2017 Revizyon No : 1 ĠÇERĠK GENEL BĠLGĠ ÖZEL SAHA TANIMLARI Özel Saha Grup Tanımı Özel Saha Tanımı EK ĠġLEMLER Cari Hesap Tanımında
Döküman Kodu : NAS004 İlk Yayın Tarihi : Mart 2017 Revizyon Tarihi : Mart 2017 Revizyon No : 1 ĠÇERĠK GENEL BĠLGĠ ÖZEL SAHA TANIMLARI Özel Saha Grup Tanımı Özel Saha Tanımı EK ĠġLEMLER Cari Hesap Tanımında
T.C. MĠLLÎ EĞĠTĠM BAKANLIĞI METAL TEKNOLOJĠSĠ BOĞMA-BURMA 521MMI048
 T.C. MĠLLÎ EĞĠTĠM BAKANLIĞI METAL TEKNOLOJĠSĠ BOĞMA-BURMA 521MMI048 Ankara, 2011 Bu modül, mesleki ve teknik eğitim okul/kurumlarında uygulanan Çerçeve Öğretim Programlarında yer alan yeterlikleri kazandırmaya
T.C. MĠLLÎ EĞĠTĠM BAKANLIĞI METAL TEKNOLOJĠSĠ BOĞMA-BURMA 521MMI048 Ankara, 2011 Bu modül, mesleki ve teknik eğitim okul/kurumlarında uygulanan Çerçeve Öğretim Programlarında yer alan yeterlikleri kazandırmaya
Swansoft Fanuc OiT Kullanımı
 CNC Torna ve Frezede gerçek simülasyon yapılabilir. 50 den fazla farklı Kontrol Sistemi, 150 nin üzerinde ünite. Alt Programlama ve Delik çevrimleri dahil Manuel programlama Değişken parametrelerle Macro
CNC Torna ve Frezede gerçek simülasyon yapılabilir. 50 den fazla farklı Kontrol Sistemi, 150 nin üzerinde ünite. Alt Programlama ve Delik çevrimleri dahil Manuel programlama Değişken parametrelerle Macro
ELEKTRĠK-ELEKTRONĠK TEKNOLOJĠSĠ
 T.C. MĠLLÎ EĞĠTĠM BAKANLIĞI ELEKTRĠK-ELEKTRONĠK TEKNOLOJĠSĠ ARĠTMETĠK MANTIK DEVRELERĠ 522EE0255 Ankara, 2011 Bu modül, mesleki ve teknik eğitim okul/kurumlarında uygulanan Çerçeve Öğretim Programlarında
T.C. MĠLLÎ EĞĠTĠM BAKANLIĞI ELEKTRĠK-ELEKTRONĠK TEKNOLOJĠSĠ ARĠTMETĠK MANTIK DEVRELERĠ 522EE0255 Ankara, 2011 Bu modül, mesleki ve teknik eğitim okul/kurumlarında uygulanan Çerçeve Öğretim Programlarında
GSM Kartı. Programlama Butonu
 Teknik Özellikler GSM DIALER KULLANMA KILAVUZU Besleme Gerilimi : 12 Volt Sukunet Akımı : 35 ma. Arama Esnasında Çekilen Akım : 100 ma. Tetikleme Türü : Negatif (-) Tetikleme Bağlantı Şekli GSM Kartı SIM
Teknik Özellikler GSM DIALER KULLANMA KILAVUZU Besleme Gerilimi : 12 Volt Sukunet Akımı : 35 ma. Arama Esnasında Çekilen Akım : 100 ma. Tetikleme Türü : Negatif (-) Tetikleme Bağlantı Şekli GSM Kartı SIM
FUJI MICRO HIZLI DEVREYE ALMA KILAVUZU
 FUJI MICRO HIZLI DEVREYE ALMA KILAVUZU KONTEK OTOMASYON A.Ş. BEYİT SOK. NO:27 YUKARI DUDULLU ÜMRANİYE / İSTANBUL 0216 466 47 00 (T) 0216 466 21 20 (F) www.kontekotomasyon.com.tr Sayfa 1 / 7 TUŞ FONKSİYONLARI
FUJI MICRO HIZLI DEVREYE ALMA KILAVUZU KONTEK OTOMASYON A.Ş. BEYİT SOK. NO:27 YUKARI DUDULLU ÜMRANİYE / İSTANBUL 0216 466 47 00 (T) 0216 466 21 20 (F) www.kontekotomasyon.com.tr Sayfa 1 / 7 TUŞ FONKSİYONLARI
OMRON FREKANS İNVERTÖRLERİNDE AUTO-TUNING
 OMRON FREKANS İNVERTÖRLERİNDE AUTO-TUNING İÇİNDEKİLER Giriş MX2 İnvertörlerde Auto-tuning RX İnvertörlerde Auto-tuning V1000 İnvertörlerde Auto-tuning A1000 İnvertörlerde Auto-tuning SX İnvertörlerde Auto-tuning
OMRON FREKANS İNVERTÖRLERİNDE AUTO-TUNING İÇİNDEKİLER Giriş MX2 İnvertörlerde Auto-tuning RX İnvertörlerde Auto-tuning V1000 İnvertörlerde Auto-tuning A1000 İnvertörlerde Auto-tuning SX İnvertörlerde Auto-tuning
TECO N3 SERİSİ HIZ KONTROL CİHAZLARI
 1/55 TECO N3 SERİSİ HIZ 230V 1FAZ 230V 3FAZ 460V 3FAZ 0.4 2.2 KW 0.4 30 KW 0.75 55 KW 2/55 PARÇA NUMARASI TANIMLAMALARI 3/55 TEMEL ÖZELLİKLER 1 FAZ 200-240V MODEL N3-2xx-SC/SCF P5 01 03 Güç (HP) 0.5 1
1/55 TECO N3 SERİSİ HIZ 230V 1FAZ 230V 3FAZ 460V 3FAZ 0.4 2.2 KW 0.4 30 KW 0.75 55 KW 2/55 PARÇA NUMARASI TANIMLAMALARI 3/55 TEMEL ÖZELLİKLER 1 FAZ 200-240V MODEL N3-2xx-SC/SCF P5 01 03 Güç (HP) 0.5 1
T.C. MİLLÎ EĞİTİM BAKANLIĞI YENİLENEBİLİR ENERJİ TEKNOLOJİLERİ GÖRÜNÜM VE ANİMASYON
 T.C. MİLLÎ EĞİTİM BAKANLIĞI YENİLENEBİLİR ENERJİ TEKNOLOJİLERİ GÖRÜNÜM VE ANİMASYON Ankara, 2013 Bu modül, mesleki ve teknik eğitim okul/kurumlarında uygulanan Çerçeve Öğretim Programlarında yer alan yeterlikleri
T.C. MİLLÎ EĞİTİM BAKANLIĞI YENİLENEBİLİR ENERJİ TEKNOLOJİLERİ GÖRÜNÜM VE ANİMASYON Ankara, 2013 Bu modül, mesleki ve teknik eğitim okul/kurumlarında uygulanan Çerçeve Öğretim Programlarında yer alan yeterlikleri
Stop Zaman Rölesi - Kullanıcı Ayarlı
 Stop Zaman Rölesi - Kullanıcı Ayarlı Ürün Kodu 201.018.001-12V 201.018.002-24V Terminal Yapısı & Boyutlar & Diyagram Aksesuarlar 207.150.251 Soket 5 Terminalli, 5 Kablolu - Siyah (Standart kablo boyu 20
Stop Zaman Rölesi - Kullanıcı Ayarlı Ürün Kodu 201.018.001-12V 201.018.002-24V Terminal Yapısı & Boyutlar & Diyagram Aksesuarlar 207.150.251 Soket 5 Terminalli, 5 Kablolu - Siyah (Standart kablo boyu 20
UYGULAMA 1 24V START CPU V LO. Verilen PLC bağlantısına göre; START butonuna basıldığında Q0.0 çıkışını aktif yapan PLC programını yazınız.
 UYGULAMA 1 24V 0V START I1.5 I1.4 I1.3 I1.2 I1,1 I1.0 I0.7 I0.6 I0.5 I0.4 I0.3 I0.2 I0.1 I0.0 CPU-224 Q1.1 Q1.0 Q0.7 Q0.6 Q0.5 Q0.4 Q0.3 Q0.2 Q0.1 Q0.0 0V 24V LO Verilen PLC bağlantısına göre; START butonuna
UYGULAMA 1 24V 0V START I1.5 I1.4 I1.3 I1.2 I1,1 I1.0 I0.7 I0.6 I0.5 I0.4 I0.3 I0.2 I0.1 I0.0 CPU-224 Q1.1 Q1.0 Q0.7 Q0.6 Q0.5 Q0.4 Q0.3 Q0.2 Q0.1 Q0.0 0V 24V LO Verilen PLC bağlantısına göre; START butonuna
L300P GÜÇ BAĞLANTISI BAĞLANTI TERMİNALLERİ
 L3P HITACHI HIZ KONTROL ÜNİTESİ KULLANIM KILAVUZU L3P GÜÇ BAĞLANTISI KONTROL DEVRESİ TERMİNAL BAĞLANTISI BAĞLANTI TERMİNALLERİ Terminal Tanımı Açıklama Sembolü L1 L2 L3 Giriş fazları Şebeke gerilimi bağlanacak
L3P HITACHI HIZ KONTROL ÜNİTESİ KULLANIM KILAVUZU L3P GÜÇ BAĞLANTISI KONTROL DEVRESİ TERMİNAL BAĞLANTISI BAĞLANTI TERMİNALLERİ Terminal Tanımı Açıklama Sembolü L1 L2 L3 Giriş fazları Şebeke gerilimi bağlanacak
T.C. MĠLLÎ EĞĠTĠM BAKANLIĞI TEKSTĠL TEKNOLOJĠSĠ DÜZ ÖRME KOL DĠKĠMĠ 542TGD677
 T.C. MĠLLÎ EĞĠTĠM BAKANLIĞI TEKSTĠL TEKNOLOJĠSĠ DÜZ ÖRME KOL DĠKĠMĠ 542TGD677 Ankara, 2011 Bu modül, mesleki ve teknik eğitim okul/kurumlarında uygulanan Çerçeve Öğretim Programlarında yer alan yeterlikleri
T.C. MĠLLÎ EĞĠTĠM BAKANLIĞI TEKSTĠL TEKNOLOJĠSĠ DÜZ ÖRME KOL DĠKĠMĠ 542TGD677 Ankara, 2011 Bu modül, mesleki ve teknik eğitim okul/kurumlarında uygulanan Çerçeve Öğretim Programlarında yer alan yeterlikleri
T.C. MĠLLÎ EĞĠTĠM BAKANLIĞI. ĠNġAAT TEKNOLOJĠSĠ PVC PENCERE VE KAPI DETAYLARI ÇĠZĠM 582YIM066
 T.C. MĠLLÎ EĞĠTĠM BAKANLIĞI ĠNġAAT TEKNOLOJĠSĠ PVC PENCERE VE KAPI DETAYLARI ÇĠZĠM 582YIM066 Ankara, 2011 Bu modül, mesleki ve teknik eğitim okul/kurumlarında uygulanan Çerçeve Öğretim Programlarında yer
T.C. MĠLLÎ EĞĠTĠM BAKANLIĞI ĠNġAAT TEKNOLOJĠSĠ PVC PENCERE VE KAPI DETAYLARI ÇĠZĠM 582YIM066 Ankara, 2011 Bu modül, mesleki ve teknik eğitim okul/kurumlarında uygulanan Çerçeve Öğretim Programlarında yer
T.C. MİLLÎ EĞİTİM BAKANLIĞI MEGEP (MESLEKİ EĞİTİM VE ÖĞRETİM SİSTEMİNİN GÜÇLENDİRİLMESİ PROJESİ) TESİSAT TEKNOLOJİSİ VE İKLİMLENDİRME
 TESİSAT TEKNOLOJİSİ VE İKLİMLENDİRME") T.C. MİLLÎ EĞİTİM BAKANLIĞI MEGEP (MESLEKİ EĞİTİM VE ÖĞRETİM SİSTEMİNİN GÜÇLENDİRİLMESİ PROJESİ) TESİSAT TEKNOLOJİSİ VE İKLİMLENDİRME SOĞUK SU HAZIRLAMA (CHİLLER) GRUBU MONTAJI ANKARA 2008 Milli Eğitim
T.C. MİLLÎ EĞİTİM BAKANLIĞI MEGEP (MESLEKİ EĞİTİM VE ÖĞRETİM SİSTEMİNİN GÜÇLENDİRİLMESİ PROJESİ) TESİSAT TEKNOLOJİSİ VE İKLİMLENDİRME SOĞUK SU HAZIRLAMA (CHİLLER) GRUBU MONTAJI ANKARA 2008 Milli Eğitim
EL SANATLARI TEKNOLOJİSİ
 T.C. MİLLÎ EĞİTİM BAKANLIĞI EL SANATLARI TEKNOLOJİSİ KİLİM DOKUMA-2 Ankara, 2012 Bu modül, mesleki ve teknik eğitim okul/kurumlarında uygulanan Çerçeve Öğretim Programlarında yer alan yeterlikleri kazandırmaya
T.C. MİLLÎ EĞİTİM BAKANLIĞI EL SANATLARI TEKNOLOJİSİ KİLİM DOKUMA-2 Ankara, 2012 Bu modül, mesleki ve teknik eğitim okul/kurumlarında uygulanan Çerçeve Öğretim Programlarında yer alan yeterlikleri kazandırmaya
CP1E KM-N2-FLK MODBUS HABERLEŞMESİ
 CP1E KM-N2-FLK MODBUS HABERLEŞMESİ Kablo Bağlantıları ve Slave Node Adresinin Belirlenmesi KM-N2-FLK Modbus Ayarlarının Yapılması PLC Modbus Ayarlarının Yapılması KM-N2-FLK dan 1 Word Okuma İşlemi KM-N2-FLK
CP1E KM-N2-FLK MODBUS HABERLEŞMESİ Kablo Bağlantıları ve Slave Node Adresinin Belirlenmesi KM-N2-FLK Modbus Ayarlarının Yapılması PLC Modbus Ayarlarının Yapılması KM-N2-FLK dan 1 Word Okuma İşlemi KM-N2-FLK
(RELAY CONTROL) KRAMER KAPI KONTROL KARTI
 KRAMER KAPI KONTROL KARTI") SNS-155T (RELAY CONTROL) KRAMER KAPI KONTROL KARTI ( Encoder Girişli ) KULLANIM KILAVUZU 8 BİT CORE DEVİCE SWİTCH MOD POWER 16 A. RELAY OUT 12 Khz. PWM 1 CHANNEL ENCODER FEEDBACK Üretici Firma: SENSE Elektrik
SNS-155T (RELAY CONTROL) KRAMER KAPI KONTROL KARTI ( Encoder Girişli ) KULLANIM KILAVUZU 8 BİT CORE DEVİCE SWİTCH MOD POWER 16 A. RELAY OUT 12 Khz. PWM 1 CHANNEL ENCODER FEEDBACK Üretici Firma: SENSE Elektrik
T.C. MĠLLÎ EĞĠTĠM BAKANLIĞI TEKSTĠL TEKNOLOJĠSĠ DÜZ ÖRME ELBĠSE DĠKĠMĠ 542TGD540
 T.C. MĠLLÎ EĞĠTĠM BAKANLIĞI TEKSTĠL TEKNOLOJĠSĠ DÜZ ÖRME ELBĠSE DĠKĠMĠ 542TGD540 Ankara, 2011 Bu modül, mesleki ve teknik eğitim okul/kurumlarında uygulanan Çerçeve Öğretim Programlarında yer alan yeterlikleri
T.C. MĠLLÎ EĞĠTĠM BAKANLIĞI TEKSTĠL TEKNOLOJĠSĠ DÜZ ÖRME ELBĠSE DĠKĠMĠ 542TGD540 Ankara, 2011 Bu modül, mesleki ve teknik eğitim okul/kurumlarında uygulanan Çerçeve Öğretim Programlarında yer alan yeterlikleri
BQ370-02 Modbus Analog Giriş Kartı 6 Kanal 4 20mA. Kullanım Kılavuzu. Doküman Versiyon: 1.0 03.05.2016 BQTEK
 Modbus Analog Giriş Kartı 6 Kanal 4 20mA Kullanım Kılavuzu Doküman Versiyon: 1.0 03.05.2016 BQTEK İçindekiler İçindekiler... 2 1. Cihaz Özellikleri... 3 2. Genel Bilgi... 3 1. Genel Görünüm... 4 2. Cihaz
Modbus Analog Giriş Kartı 6 Kanal 4 20mA Kullanım Kılavuzu Doküman Versiyon: 1.0 03.05.2016 BQTEK İçindekiler İçindekiler... 2 1. Cihaz Özellikleri... 3 2. Genel Bilgi... 3 1. Genel Görünüm... 4 2. Cihaz
Swansoft Fanuc OiM Kullanımı
 SWANSOFT Sol ve üst taraftaki araç çubukları aktif değildir. Acil stop butonuna basıldığında aktif olur. Görünüm çek menüsünden tezgaha bakış yönü değiştirilebilir. Göster menüsü, tezgahta görünmesi istenilen
SWANSOFT Sol ve üst taraftaki araç çubukları aktif değildir. Acil stop butonuna basıldığında aktif olur. Görünüm çek menüsünden tezgaha bakış yönü değiştirilebilir. Göster menüsü, tezgahta görünmesi istenilen
T.C. MĠLLÎ EĞĠTĠM BAKANLIĞI. ĠNġAAT TEKNOLOJĠSĠ ÖLÇEK VE ÖLÇÜ BĠRĠMĠ HESAPLARI
 T.C. MĠLLÎ EĞĠTĠM BAKANLIĞI ĠNġAAT TEKNOLOJĠSĠ ÖLÇEK VE ÖLÇÜ BĠRĠMĠ HESAPLARI Ankara, 2014 Bu modül, mesleki ve teknik eğitim okul/kurumlarında uygulanan Çerçeve Öğretim Programlarında yer alan yeterlikleri
T.C. MĠLLÎ EĞĠTĠM BAKANLIĞI ĠNġAAT TEKNOLOJĠSĠ ÖLÇEK VE ÖLÇÜ BĠRĠMĠ HESAPLARI Ankara, 2014 Bu modül, mesleki ve teknik eğitim okul/kurumlarında uygulanan Çerçeve Öğretim Programlarında yer alan yeterlikleri
DENEY 6: FLİP-FLOP (BELLEK) DEVRESİ UYGULAMALARI
 DEVRESİ UYGULAMALARI") DENEY 6: FLİP-FLOP (BELLEK) DEVRESİ UYGULAMALARI Deneyin Amaçları Flip-floplara aģina olmak. DeğiĢik tipte Flip-Flop devrelerin gerçekleģtirilmesi ve tetikleme biçimlerini kavramak. ArdıĢık mantık devrelerinin
DENEY 6: FLİP-FLOP (BELLEK) DEVRESİ UYGULAMALARI Deneyin Amaçları Flip-floplara aģina olmak. DeğiĢik tipte Flip-Flop devrelerin gerçekleģtirilmesi ve tetikleme biçimlerini kavramak. ArdıĢık mantık devrelerinin
KONTROL INVIKTA Double
 KONTROL INVIKTA Double PAKET ĠÇERĠĞĠ A) "Temel POOL Double" ph ve REDOKS kontrol cihazı B) Emme cihazlı (2 m) PVC Kristal 4x6 C) Polietilen dağıtım hortumu (3 m) D) Bağlantı vidası ( =6 mm) E) Zemin filtresi
KONTROL INVIKTA Double PAKET ĠÇERĠĞĠ A) "Temel POOL Double" ph ve REDOKS kontrol cihazı B) Emme cihazlı (2 m) PVC Kristal 4x6 C) Polietilen dağıtım hortumu (3 m) D) Bağlantı vidası ( =6 mm) E) Zemin filtresi
EL SANATLARI TEKNOLOJĠSĠ
 T.C. MĠLLÎ EĞĠTĠM BAKANLIĞI EL SANATLARI TEKNOLOJĠSĠ KEÇE EV AKSESUARLARI Ankara,2012 Bu modül, mesleki ve teknik eğitim okul/kurumlarında uygulanan Çerçeve Öğretim Programlarında yer alan yeterlikleri
T.C. MĠLLÎ EĞĠTĠM BAKANLIĞI EL SANATLARI TEKNOLOJĠSĠ KEÇE EV AKSESUARLARI Ankara,2012 Bu modül, mesleki ve teknik eğitim okul/kurumlarında uygulanan Çerçeve Öğretim Programlarında yer alan yeterlikleri
KULLANIM KLAVUZU SSM-I SESLĠ ANONS KARTI. Lifkon Elektrik Elektronik SSM-I. D.No: 003 - D.Ver: 102-06.05.2015 - www.lifkon.com
 SESLĠ ANONS KARTI KULLANIM KLAVUZU Bütün Hakları Saklıdır. 1 / 9 İÇİNDEKİLER REVĠZYON GEÇMĠġĠ... 3 GĠRĠġ... 4 TEKNĠK ÖZELLĠKLER... 5 GENEL GÖRÜNÜM... 5 SESLERĠN AYARLANMASI... 6 BĠRDEN FAZLA ANONS SESĠNĠN
SESLĠ ANONS KARTI KULLANIM KLAVUZU Bütün Hakları Saklıdır. 1 / 9 İÇİNDEKİLER REVĠZYON GEÇMĠġĠ... 3 GĠRĠġ... 4 TEKNĠK ÖZELLĠKLER... 5 GENEL GÖRÜNÜM... 5 SESLERĠN AYARLANMASI... 6 BĠRDEN FAZLA ANONS SESĠNĠN
DENEY 3 HAVALI KONUM KONTROL SİSTEMİ DENEY FÖYÜ
 DENEY 3 HAVALI KONUM KONTROL SİSTEMİ DENEY FÖYÜ 1. Deneyin Amacı Bu deneyde, bir fiziksel sistem verildiğinde, bu sistemi kontrol etmek için temelde hangi adımların izlenmesi gerektiğinin kavranması amaçlanmaktadır.
DENEY 3 HAVALI KONUM KONTROL SİSTEMİ DENEY FÖYÜ 1. Deneyin Amacı Bu deneyde, bir fiziksel sistem verildiğinde, bu sistemi kontrol etmek için temelde hangi adımların izlenmesi gerektiğinin kavranması amaçlanmaktadır.
TT - SC6V Video Modülü
 Kullanım Kılavuzu TT - SC6V Video Modülü Ortak Video Hafızası Merdiven Işık Kontrolü Yükseltilebilir Kamera Sayısı SC6V modülü DT sistemler için tasarlanmış video paylaşım, ışık kontrolü ve ekstra kamera
Kullanım Kılavuzu TT - SC6V Video Modülü Ortak Video Hafızası Merdiven Işık Kontrolü Yükseltilebilir Kamera Sayısı SC6V modülü DT sistemler için tasarlanmış video paylaşım, ışık kontrolü ve ekstra kamera
BQ301 RF Ekstra Röle Kontrol Ünitesi. Kullanım Kılavuzu. Doküman Versiyon: BQTEK
 RF Ekstra Röle Kontrol Ünitesi Kullanım Kılavuzu Doküman Versiyon: 1.0 30.11.2015 BQTEK İçindekiler İçindekiler... 2 1. Cihaz Özellikleri... 3 2. Genel Bilgi... 4 2.1. Genel Görünüm... 4 2.2 Cihaz Bağlantı
RF Ekstra Röle Kontrol Ünitesi Kullanım Kılavuzu Doküman Versiyon: 1.0 30.11.2015 BQTEK İçindekiler İçindekiler... 2 1. Cihaz Özellikleri... 3 2. Genel Bilgi... 4 2.1. Genel Görünüm... 4 2.2 Cihaz Bağlantı
CIM - Computer Integrated Manufacturing
 CIM - Computer Integrated Manufacturing Ders 3 spectralight 0200 Machining Center spectralight 0200 Z Ekseni Sürücü Motoru Koruma Kapağı Çapraz Koruma Kapağı İş Mili (Dingil) Motoru X Ekseni Sürücü Motoru
CIM - Computer Integrated Manufacturing Ders 3 spectralight 0200 Machining Center spectralight 0200 Z Ekseni Sürücü Motoru Koruma Kapağı Çapraz Koruma Kapağı İş Mili (Dingil) Motoru X Ekseni Sürücü Motoru
OTOMATİK TRANSFER ŞALTERLERİ
 OTOMATİK TASFE ŞALTELEİ Otomatik Transfer Şalterleri MAU Otomatik Transfer Şalterleri İçindekiler Genel Bilgi.... 71 Modüler Otomatik Transfer Şalteri (100A den 800A e kadar)... 73 İzleme & Kontrol...
OTOMATİK TASFE ŞALTELEİ Otomatik Transfer Şalterleri MAU Otomatik Transfer Şalterleri İçindekiler Genel Bilgi.... 71 Modüler Otomatik Transfer Şalteri (100A den 800A e kadar)... 73 İzleme & Kontrol...
OTOMATİK KAPI KONTROL CİHAZI
 OTOMATİK KAPI KONTROL CİHAZI EKONT Otomatik kapı kontrol cihaz her türlü tam otomatik kapı otomasyonu uygulamalarında kullanılmak üzere tasarlanmış, çok fonksiyonelli ve her türlü güvenlik önlemleri düşünülmüş
OTOMATİK KAPI KONTROL CİHAZI EKONT Otomatik kapı kontrol cihaz her türlü tam otomatik kapı otomasyonu uygulamalarında kullanılmak üzere tasarlanmış, çok fonksiyonelli ve her türlü güvenlik önlemleri düşünülmüş
BĠYOMEDĠKAL CĠHAZ TEKNOLOJĠLERĠ TEKNĠK ORGANĠZASYON VE KAYIT
 BĠYOMEDĠKAL CĠHAZ TEKNOLOJĠLERĠ TEKNĠK ORGANĠZASYON VE KAYIT ĠÇĠNDEKĠLER AÇIKLAMALAR... iv GĠRĠġ... 1 ÖĞRENME FAALĠYETĠ 1... 3 1. BĠYOMEDĠKAL TEKNĠK SERVĠSLERĠ... 3 1.1. Hastane Organizasyonu Ġçindeki
BĠYOMEDĠKAL CĠHAZ TEKNOLOJĠLERĠ TEKNĠK ORGANĠZASYON VE KAYIT ĠÇĠNDEKĠLER AÇIKLAMALAR... iv GĠRĠġ... 1 ÖĞRENME FAALĠYETĠ 1... 3 1. BĠYOMEDĠKAL TEKNĠK SERVĠSLERĠ... 3 1.1. Hastane Organizasyonu Ġçindeki
5.49. METRO ULAŞIM SİSTEMİ OTOMASYONU
 5.49. METRO ULAŞIM SİSTEMİ OTOMASYONU Prof. Dr. Asaf VAROL avarol@firat.edu.tr Giriş: Metro ulaģım sisteminde amaç araçların değil insanların ekonomik, hızlı ve güvenli bir biçimde ulaģımına öncelik vermektir.
5.49. METRO ULAŞIM SİSTEMİ OTOMASYONU Prof. Dr. Asaf VAROL avarol@firat.edu.tr Giriş: Metro ulaģım sisteminde amaç araçların değil insanların ekonomik, hızlı ve güvenli bir biçimde ulaģımına öncelik vermektir.
ÖĞRENME FAALĠYETĠ 2 ÖĞRENME FAALĠYETĠ-2
 ÖĞRENME FAALĠYETĠ 2 AMAÇ ÖĞRENME FAALĠYETĠ-2 Biyomedikal cihazlar alanında hizmet veren hastane ve firmaların biyomedikal teknik servislerinde çalıģma planları yapabileceksiniz. ARAġTIRMA Biyomedikal teknik
ÖĞRENME FAALĠYETĠ 2 AMAÇ ÖĞRENME FAALĠYETĠ-2 Biyomedikal cihazlar alanında hizmet veren hastane ve firmaların biyomedikal teknik servislerinde çalıģma planları yapabileceksiniz. ARAġTIRMA Biyomedikal teknik
ÖZKAY ELEKTRONİK. TK-103 Asansör Kumanda Kartı. KULLANIM KILAVUZU v1.00
 ÖZKAY ELEKTRONİK TK-103 Asansör Kumanda Kartı KULLANIM KILAVUZU v1.00 TK-103 ASANSÖR KUMANDA KARTI KULLANIM KILAVUZU v1.00 ÖZKAY ELEKTRONİK 2008 Eğitim Mahallesi Postane Sokak 13/2 Kadıköy İstanbul Tel
ÖZKAY ELEKTRONİK TK-103 Asansör Kumanda Kartı KULLANIM KILAVUZU v1.00 TK-103 ASANSÖR KUMANDA KARTI KULLANIM KILAVUZU v1.00 ÖZKAY ELEKTRONİK 2008 Eğitim Mahallesi Postane Sokak 13/2 Kadıköy İstanbul Tel
Laboratuvar Ekipmanları
 1 Laboratuvar Ekipmanları Şekil-1 3 faz Asenkron makine üst ve yan görünüşü Şekil-2 DA makine üst ve yan görünüşü 1 2 Şekil-3 3 faz trafo ve tek faz trafo Şekil-4 Manyetik Fren Üst Görünüşü Şekil-5 Omik
1 Laboratuvar Ekipmanları Şekil-1 3 faz Asenkron makine üst ve yan görünüşü Şekil-2 DA makine üst ve yan görünüşü 1 2 Şekil-3 3 faz trafo ve tek faz trafo Şekil-4 Manyetik Fren Üst Görünüşü Şekil-5 Omik
Bu modül, Makine Halıcılığı sektöründe hazırlanmış olan sertifika/kurs müfredat programlarındaki yeterlikleri kazandırmayı amaçlayan bireysel öğrenme
 Bu modül, Makine Halıcılığı sektöründe hazırlanmış olan sertifika/kurs müfredat programlarındaki yeterlikleri kazandırmayı amaçlayan bireysel öğrenme materyalidir. Makine Halıcılığı ile ilgili eğitim alan
Bu modül, Makine Halıcılığı sektöründe hazırlanmış olan sertifika/kurs müfredat programlarındaki yeterlikleri kazandırmayı amaçlayan bireysel öğrenme materyalidir. Makine Halıcılığı ile ilgili eğitim alan
1) PLSY / DPLSY : Bu komut ile istenilen frekansta istenilen pals adedini üretir.
 PLSY / DPLSY : Bu komut ile istenilen frekansta istenilen pals adedini üretir.") Delta PLC Pals Komutarı 1) PLSY / DPLSY : Bu komut ile istenilen frekansta istenilen pals adedini üretir. DPLSY D50 D60 Y0 D50 Pals frekans değeri bu register a yazılır. D60 Üretilecek pals adedi bu register
Delta PLC Pals Komutarı 1) PLSY / DPLSY : Bu komut ile istenilen frekansta istenilen pals adedini üretir. DPLSY D50 D60 Y0 D50 Pals frekans değeri bu register a yazılır. D60 Üretilecek pals adedi bu register