1. GĠRĠġ. Dersin içeriği:
|
|
|
- Süleiman Kunt
- 8 yıl önce
- İzleme sayısı:
Transkript


1 1. GĠĠġ Dersin amacı: Makine müendisi olacak öğrencilere, makine elemanlarının (dişli, rulman, cıvata, kaynak,keçe) tasarımı için gerekli kailiyetleri kazandırmak, makine elemanlarının irirleriyle olan ilişkilerini kavratmak, makine tasarımında ayal güçlerini, yaratıcılık ve önsezilerini geliştirmek, tecrüe kazandırmak ve unları projelendirmektir. Makine elemanlarının ana konuları, ağlama elemanları, taşıma elemanları, destek elemanları, enerji iriktirme elemanları, irtiat elemanları, güç ve areket iletim elemanlarıdır. Dersin içeriği: Konstrüksiyon Malzemelerinin Özellikleri; Malzemelerin mekanik ve fiziksel özelliklerinin tespiti, Makine tasarım malzemeleri, Makine elemanlarında asarlar (Gerilme analizi, emniyet analizleri,mukavemet esapları) Müendislik malzemelerinde yorulma Çözülemeyen ağlantı elemanları (kaynak, perçin,leim,yapıştırma ağlantıları) 1.TEMEL BĠLGĠLE Makine, enerji, veya güç üreten, ileten, değiştiren veya iriktiren sistemlerdir. Kuvvet makineleri ve iş makineleri olmak üzere iki ana grupta toplanır. Kuvvet makineleri, iş ve enerji üretmek amacıyla icat edilmiş, ir enerji kaynağı tarafından tarik edilen; enerji kaynağı olmadan iş üretemeyen makinelerdir. ĠĢ makineleri, iş yapmak amacıyla imal edilen ve kuvvet makineleri tarafından tarik edilen, kuvvet makineleri olmadan iş üretemeyen makinelerdir. Bir makineyi oluşturan er türlü yapı elemanına makine elemanları denir. Makine elemanı asit ir parça olaileceği gii irçok parçanın irleşmesinden meydana geleilir. Herangi ir parçanın makine elemanı olailmesi için; Belirli ir fonksiyonu yerine getirmesi Ayrı ir esaplama ve şekillendirme prensiine saip olması gerekir. Makine elemanları ilimi, makineleri oluşturan yapı elemanlarının tasarım esaplama ve şekillendirme prensiplerini inceleyen ir ilim dalıdır. Bağlama elemanları, iki veya daa çok elemanı iririne veya makineleri temele ağlayan elemanlardır. Bunlara kaynak, leim, yapıştırma, perçin, civata, pim, perno, kama, mil, sıkı geçme ağlantıları örnek olarak verileilir. Bu elemanların dayanımları, kullanım şekilleri ve maliyetleri iririnden farklıdır. Kullanılacağı yere göre, kullanım amacına ağlı olarak istenilen ağlama elemanı seçilir. Kaynak, leim ve perçin gii azı ağlama elemanları kullanıldıktan sonra sökülüp ir daa kullanılamazlar. Ama cıvata gii azı ağlama elemanlar takılıp sökülüp tekrar tekrar kullanılailirler. 1

2 Mekanik enerji iriktirme elemanları, elirli ir enerjiyi şekil değiştirme ile iriktiren ve unu istenildiği durumda geri veren elemanlardır. Örneğin yaylar; Yaylar mekanik enerji iriktirme elemanlarıdır. Yaylar, kendilerine ir kuvvet uygulandığında şekil değiştirerek u kuvveti depolama ve kuvvet kaldırıldığında u kuvvetleri geri vereilme özellikleri vardır. elemanlara kaymalı yatak denir. Kaymalı yatakta irinci amaç mil ile yatak arasında kalın ir yağ filmi oluşturarak metalin metale temasını engellemek, öylece sürtünme yi düşürmek ve aşınmayı ortadan kaldırmaktır. TaĢıma elemanları, dişli çark, kasnak, volan gii silindirik dönel elemanları taşıyan elemanlardır. Örneğin mil, aks ağlantıları; Akslar dönmekte olan elemanları sadece taşırlar. Aksların kuvvet iletme görevleri yoktur. Miller ise em u elemanları taşırlar, em de irinden diğerine ir kuvvet aktarırlar. Bu nedenle akslarda sadece ir eğilme momenti meydana gelir. Millerde ise yaptıkları görev nedeniyle em eğilme momenti em urulma momenti meydana gelir. Ġrtiat elemanları, iki eleman arasında genellikle eksenel yönden irtiat sağlayan elemanlardır. Örneğin kaplin ve kavramalar; Kavramalar, aynı doğrultu üzerinde dönmekte olan iki mil arasındaki areket ağlantısını kesmek yada irinin areketini öürüne iletmek için kullanılan elemanlardır. Güç ve areket iletim elemanları, makinenin esas fonksiyonunu yerine getiren ve makinenin güç kaynağından iş kısmına doğru enerji akışını sağlayan elemanlardır. Örneğin dişli çark, kayış kasnak mekanizmaları, zincir ağlantıları; Destekleme elemanları, genellikle areket alindeki elemanları desteklemek amacıyla kullanılır. Örneğin kaymalı yataklar; Bir milin yüzeyi üzerinde kayarak dönmesini sağlayan



3 Konstrüksiyon Nedir? Konstrüksiyon, erangi ir teknik sistemin elirlenmesi, uygulanacak fiziksel prensiplerin saptanması, u prensipleri sağlayan elemanların seçimi, unların montaj ve parça resimlerinin azırlanmasına kadar geçen ütün faaliyetleri kapsamaktadır. Pazarlanailirlik: Ürün, edef kitlenin alım gücüne uygun olmalı, Bir müendislik tasarımına aşlayailmek için müendisin önünde çözülmesi gereken somut ir sorun ulunmalıdır. Sorun ve gereksinim ortaya konulduktan sonra tasarımcı tasarım sürecinde elli aşlı üç etkinlikte ulunur. Yaratıcılık, Karar verme, Modelleme Yaratıcılık; Tamamen ir ziinsel etkinliktir. Karar verme; Tasarım sürecinde çeşitli aşamalarda ortaya çıkan seçenekler ve yöntemler arasında en uygun olanını seçmektir. Modelleme; Müendislik ilgi irikiminin esaplama yöntemleri ile tasarıma uygulanması Tasarımda Ekonomiklik Makine Tasarımı? Makine Tasarımı, mekanik taiatlı eşya veya sistemlerin (makine, ürün, yapı, ciaz) tasarımı demektir. Makine tasarımında pek çok parça için malzeme, matematik, analiz ve müendislik matematiği kullanılır. Makine tasarımı ütün mekanik tasarıma itiva eder. Tasarım yapmak, elirli ir itiyacı karşılayacak ir plan formüle etmek veya ir prolemi çözmektir. Eğer u plan fiziksel ir realite ortaya çıkaracaksa yani ir ürün elde edilecekse, u ürün aşağıda elirtilen özellikleri taşımalıdır: onksiyonel: Ürün elirtilen itiyacı gidermeli ve müşteriyi memnun etmelidir. Emniyetli: Ürün çevreye, kullanıcıya zarar vermemelidir. Güvenilir: Belirlenen süre zarfınca ürün kendisinden eklenilen fonksiyonları yerine getirmelidir. ekaetçi: Ürün piyasada ir yarışçıdır. Kullanılailirlik: Ürün kullanıcı dostu olmalıdır. Üretileilirlik: Ürün minimum parça sayısına saip olmalı, seri üretime uygun olmalı Tasarımda ekonomiklik oldukça önemlidir ve kimi müendislik tasarımlarında, tasarımın elde edilmesi için, arcanan zamandan daa fazla ir zaman o tasarımının maliyet analizleri için arcanmaktadır. Maliyeti azaltmanın ilk prensii standart ve piyasada ulunan elemanları, oyutları veya geometrileri kullanmaktır.. KONSTÜKSĠYON MALZEMELEĠNĠN ÖZELLĠKLEĠ.1 MEKANĠK VE ĠZĠKSEL ÖZELLĠKLE Malzemelerin kuvvet altında göstermiş oldukları davranışlara mekanik özellikler denilir. Bu özellikler müendise, makine parçasının oyutu şekli ve üretim metodunu elirlemede yardımcı olur. Bazı mekanik ve fiziksel özellikler aşağıda açıklanmıştır. Homojenlik: Malzeme özelliklerinin er noktada aynı olmasıdır. Özellikle metallerde omojenlik çok önemlidir. Çok küçük özellik farklılığı varsa, gerilme ve şekli değiştirme esapları yapılırken malzeme omojen kaul edilir. Küçük ölgelerde özellik farklılıkları ulunsa da genel özellikleri omojen olan malzemelerde u özelliklerine göre kullanılailirler. Ġzotropi: Malzemenin özellikleri yöne ağlı olarak değişmez ise u malzeme izotropiktir. Malzemelerin gerilme ve şekil değiştirme esapları u kaul üzerine yapılır. Yönlere göre özellikleri farklılık gösteren malzemeler anizotropik malzemelerdir. Bu malzemeler u özellikleri ilindiği durumlarda ir çok avantaja saip olarak kullanılailirler.


4 Malzemelerin mekanik yönden karakteristik özelliklerini elirlemek için ir takım deneyler yapılır. Mekanik davranış değişik tür ve zorlamalar altında gerilme ve şekil değiştirmeler ölçülerek veya gözlenerek saptanır. Çekme deneyi, malzemelerin mekanik özelliklerinin elirlenmesi ve mekanik davranışlara göre sınıflandırılması amacıyla yapılır. Çekme deneyi sonucunda elde edilen veriler müendislik esaplarında doğrudan kullanılırlar. Bu yüzden çekme deneyi en yaygım olarak kullanılan tariatlı malzeme muayenesi yöntemlerinden irini oluştururlar. eğri yerine daa evrensel olan gerilme-irim Ģekil değiģtirme eğrisi kullanılır. Gerilme irim şekil değiştirme eğrisine çekme diyagramı adı da verilir. Şekilde normalize edilmiş durumdaki az (düşük) karonlu ir çeliğin gerilme irim uzama eğrisi verilmiştir. Elastiklik: Elastiklik, malzemenin şeklini koruyailmesi olarak tarif edilir. Malzemeye ir dış yük tatik edildikten sonra yük kaldırıldığında malzeme eski şeklini alıyorsa malzeme elastik özellik gösteriyor demektir. Plastiklik: Bir malzemeye dış yük uygulandığında şekil değişimi olur ve yük kaldırıldığında Çekme deneyi sonucunda, malzemenin orantı sınırı, elastiklik sınırı ve çekme mukavemeti gii mukavemet değerleri ile kopma uzaması, kopma üzülmesi ve tokluk gii süneklik değerleri ulunur. Çekme deneyi sonucunda kuvvet () - uzama ( l) eğrisi elde edilir. Ancak u eğri ile irlikte kullanılan numunenin oyutlarını da vermek gerekir. Bu nedenle u malzeme eski şekline dönmez ise malzeme plastik şekil değiştirmiş demektir. Buradaki şekil değişimi kalıcı şekil değişimidir. Çekme Dayanımı: Bir malzemenin kopuncaya veya kırılıncaya kadar dayanaileceği en yüksek gerilme değeridir. diyagramındaki en üyük gerilmedir. Sünek malzemeler 4

5 asmada da emen emen aynı değeri verir. akat gevrek malzemeler daa yüksek asma dayanımı değeri gösterirler. Çekme dayanımı m veya ç ile gösterilir. Akma sınır: Gerilme şekil değiştirme ( ) diyagramında şekil değiştirmenin artmasına rağmen yükün artmadığı sınırdır. Bazı malzemelerde akma sınırında gerilmenin zikzaklı düştüğü görülür (az karonlu alaşımsız çelikler gii). Düşüş görülmeyen malzemelerde ise %0. noktasından elastik ölgeye paralel çizildiğinde u çizginin eğrisini kestiği nokta akma sınırı olarak alınır. Akma sınırı ve p0. ile gösterilir ve elirgin kalıcı şekillenmenin aşlangıcı sayılır. Genelde malzemeler elastik ölge içinde yüklenirler. Dolayısıyla akma sınırındaki gerilme değeri malzemeye uygulanacak yükün üst sınırını elirler. L L [%] Birim kısalma : * 100 [%] Lo Lo Birim uzama : * 100 e Orantı Limiti: diyagramında lineer ölgenin ittiği sınırı göstermektedir. Yukarıdaki şekilde orantı limiti gösterilmiştir. Hooke yasasının, yani =E. ağlantısının geçerli olduğu doğrusal kısmı sınırlayan gerilme değeridir. Elastik Limit: %0. 01irim şekil değiştirmenin meydana geldiği nokta olarak alınır. Uygulamada orantı limiti ile aynı değer olarak kaul edilir. Kayma Modülü: Burulma durumunda G e eşittir. Orantı limitine kadar elastik ölgede geçerli olan u ağıntılara aynı zamanda Hooke kanunu denir. Elastisite modülü E ile kayma modülü G arasında E G(1 v) ağıntısı vardır. Burada v poisson oranı olup v enine olarak ifade edilir. Metallerin üyük ir ölümünde poisson oranı 0. olarak alınailir. oyuna Elastisite Modülü: Orantı limitine kadar durumunda E a eşittir. diyagramındaki eğrinin eğimi olup Çekme Süneklik: Süneklik, malzemenin kırılmadan şekil değiştireilme özelliğidir. orantı limiti Gevreklik: Plastik şekil değiştirme kailiyetinin olmaması durumunu ifade eder. Eğri azen elastik sınırda azen de elastik sınıra çok yakın ir noktada son ulur. Dövüleilirlik: Süneklik gii tarif edilir. Ancak uradaki şekil değiştirme asma şeklindedir. Dövüleilir malzemeler üyük plastik şekil değişimine müsade ederler ve addeleneilirler (Al, Cu, P gii). Az karonlu ir çelik için L L Birim Kayma: * 100 [%] diyagramı Birim Kayma ezilyans Modülü: Malzemenin akma sınırına kadar asore ettiği enerjidir. ezilyans modülü U oranını ifade etmektedir. e e e şeklinde ifade edilir. Burada e E akma sınırındaki irim uzama 5



6 Tokluk: Malzemenin kırılıncaya kadar asore ettiği enerjidir. Bu enerji çekme eğrisinin altında kalan ölgeyi ifade etmektedir. Tokluk genellikle gerilme irim uzama eğrisinin altında kalan alanın esaplanması ile ulunur. Bu formüldeki k malzemede kırılıncaya kadar meydana. gelen d irim şekil değiştirme miktarıdır. Tokluk, malzemenin darelere ve şok yüklere karşı koyailme özelliğidir. k 0 Sertlik: Malzemenin içine atan ir cisme karşı gösterdiği direnç olarak tanımlanır. Önemli sertlik ölçme metodları ;ockwell, Brinell ve Vickers dir..makġne TASAIM MALZEMELEĠ Kaynaklı Konstrüksiyon Malzemeleri Leim Malzemeleri Perçin Malzemeleri Cıvata ve Somun Malzemeleri Pim Malzemeleri Perno Malzemeleri Kama Malzemeleri ulmanlı Yatak Malzemeleri Kaymalı Yatak Malzemeleri Mil Malzemeleri Yay Malzemeleri DiĢli Çark Malzemeleri Yorulma Mukavemeti (Süreli Yorulma Dayanımı): Malzemenin, zamanla değişen gerilme ile zorlanması durumunda sınırlı ve elirli ir devir sayısında taşıyaildiği gerilmedir. Bu gerilme değeri verildiğinde yanına tekrar sayısı mutlaka yazılmalıdır; ile gösterilir. Yorulma Limiti (Süresiz Yorulma Dayanımı): Malzemenin, zamanla değişen gerilme durumunda, teorik olarak sonsuz tekrar sayısında asara uğramadığı gerilmedir. Bakır, akır alaşımları, alüminyum, alüminyum alaşımları, magnezyum gii demir olmayan metaller yorulma limiti göstermezler. Bu malzemeler için süreli yorulma dayanımı söz konusudur. Malzemelerin yorulma limiti değerleri deneylerle elde edilir ve çeşitli malzemelerin yorulma limiti değerlerini çizelgelerde ulmak mümkündür. fn f ile gösterilir..1 Kaynaklı Konstrüksiyon Malzemeleri Kaynak yapılan çeliğin kaynak dikişindeki ısı esas malzeme tarafından ızlı ir şekilde çekilir. Çeliğin karon oranının %0, den fazla olması durumunda kaynak dikişinde sert ve kırılgan mikro yapılar oluşailir. Bu nedenle kaynaklanacak çeliklerin karon oranları %0,'den küçük olmalıdır. Piyasada kaynaklı konstrüksiyonlarda kullanılan leva, I profili, U profili, köşeent vs. yarı mamul çeliklerin karon oranları genellikle %0,14...0, aralığındadır. En çok kullanılan çelikler St (S185), St7(S5), St44(S75) ve St5(S55) çelikleridir. Karon oranı yüksek olan çelikler ön ısıtma yapılarak kaynatılailir; fakat öyle ir işlem pek çok kontrüksiyon için uygulanamaz ve ekonomik değildir. Hafif yapılar elde etmek için, em kaynaklanailir, em de dayanımı yüksek ince taneli çelikler kullanılır. 6

7 . Leim Malzemeleri Leim malzemesi ergiyerek, ergimeyen iki metali ağlar. Bağlantı, leim malzemesinin, leimlenecek malzemenin yüzey oşluklarına, girintilerine, pürüzlülük içlerine doldurması (capillary etkisi) ile sağlanır. Ergime sıcaklığı 450 C 'den küçük olan leimlere yumuşak leim, üyük olanlara sert leim denilir. Leim malzemesi seçilirken ilk dikkat edilecek özellik ergime sıcaklığıdır. Leim ağlantısının çalışma şartlarına göre sıcaklık ve una ağlı olarak da leim alaşımı seçilir. Yumuşak leim malzemelerinin ergime sıcaklıklarının düşük ve sait olması genellikle terci edilir. Bu nedenle leim malzemeleri genellikle ötektik alaşımlardır. Ticari olarak satılan yumuşak leim malzemelerinin ergime sıcaklığı 11 C (Ga-ln-Sn alaşımı) ile 45 C (Ge- AI alaşımı) arasında değişmektedir. Kalay-KurĢun Leimleri: Kalay-kurşun leimlerinin çok geniş kullanım alanı vardır. Ötektik alaşım %6Sn-%7P oranlarındadır ve ergime sıcaklığı 180 C civarındadır. Alaşım oranları %100Sn ve %100P aralığında olailir. %5Sn-%95P leimi kalay kaplı parçaların ve otomoil radyatörlerinin leiminde kullanılır. Otomoil radyatör leimlemesinde kullanılan alaşıma, çalışma sıcaklığında dayanımın artması için az miktarda gümüş katılır. adyatör leimlenmesinde %10Sn-%90P ve %0Sn-%80P alaşımları da kullanılır. Bu alaşımların kullanılması durumunda leimin katılaşması geniş ir sıcaklık aralığında olduğundan, soğuma esnasında, sıcak yırtılmanın olmaması için parçanın areket ettirilmemesi gerekir. Yüksek kalaylı leimlerin ergime sıcaklıkları düşüktür ve genellikle elektronik sanayinde kullanılır. Leim alaşımının içinde ulanailecek kalıntı elementleri (Al, S, As, Bi, Cd, Cu, e, Ni, P, S, Zn,) leim özelliklerini değiştireceği için elirli değerlerin altında tutulması gerekir Diğer YumuĢak Leim Malzemeleri: Ergime sıcaklıkları değişik yumuşak leim alaşımları vardır. Kalay-antimon leimi (%94Sn,%4,5...5,5S) paslanmaz çeliklerin leiminde kullanılır. Bu alaşım iyi sürünme ve yorulma dayanımına saip olduğu için soğutma tesisatlarında kullanılır. Kalay-kurşun leimleri (%94..96Sn+%,4...5,8Ag) diğer alaşımlara göre paalıdır; fakat diğer leimlere göre yüksek dayanımından dolayı, ilassa gıda sanayinde terci edilir. Kalay-çinko ve çinko-alüminyum leimleri galvanik korozyona dayanımlarından dolayı terci edilirler. Ötektik kalay-çinko alaşımının (%91Sn+%9Zn) ergime sıcaklığı 199 C'dir ve düşük sıcaklıklarda çalışacak parçaların irleştirilmesi için uygundur. 88 C ergime sıcaklığına saip ötektik çinko-alüminyum leimi (%95Zn-%5AI) ısı eşanjörü orularının irleştirilmesinde kullanılır. İndiyum esaslı leimler, ilassa sıfır altı sıcaklıklardaki özelliklerinin iyi olmasından dolayı uzay araçları ve uydularda kullanılır. %5ln-%48Sn ve %97ln-%Ag leimleri cam-metal, cam-cam irleştirmelerinde kullanılır. Bu alaşımlar aynı zamanda düşük uarlaşma asınçlarından dolayı vakum teknolojisinde kullanılır. %50ln-%50P leimi elektronik endüstrisinde kullanılır. Yapılacak leimin yüzeylere iyi tutunması için, Leim ile irleştirilecek yüzeyler, asit, nem, pas.yağ, oya vs gii kirliliklerden temizlenmelidir. Temizleme işlemi mekanik ve kimyasal yollarla yapılailir. Temizleme için kullanılan kimyasallara dekapan denilir. Metallerin leimleneilme kailiyetleri, oksit oluşturma aktiflikleri ile ilgilidir. Kolay oksit oluşturan metallerin leimle irleştirilmeleri de zordur. Berilyum ve titanyum leimlenemez metallerdir. Alüminyum ve alüminyum ronzu çok zor leimlenir. Altın, gümüş akır, kalay çok kolay leimlenir. Sert Leim (Brazing): Yukarıda da asedildiği gii, sert leim yapmak için, leim malzemesinin 450 C'nin üzerinde ısıtılması gerekir. Isıtma işlemi, şaloma ile, fırın yardımıyla, indüksiyonla vs yapılailir. Sert leim malzemeleri ve uygulama alanları aşağıda verilmiştir. 7

8 Sert Leim Malzemeleri Leim malzemesi BirleĢtirilecek malzeme Uygulama örnekleri Al-Si ötektik alaşımı (%88,4Al-%11,6Si) Alüminyum, alüminyum alaşımları, çelik ile alüminyum, alüminyum ile otomoil radyatörleri, ısı eşanjörleri, arı peteği yapılar Cu-Sn peritektik alaşımı Cu-Zn peritektik alaşımı erilyum Bakır, akır alaşımları, akır ile yumuşak çelik, akır ile paslanmaz Isı eşanjörleri, otomoil parçaları, Cu-Ag ötektik alaşımı çelik Demir esaslı alaşımlar, Alüminyum Çok geniş kullanım alanı (Ni/e+Cr)-Si-B ve paslanmaz magnezyum çelikler, ariç Nikel demir ve olmayan koalt vardır Uçak türin parçaları, metaller esaslı süper alaşımlar, karon çelikleri, Otomoil parçaları, Isı (Nj.Pd)-Si-B az AiSI alaşımlı 00 serisindeki çelikler, akır paslanamaz eşanjörleri, Arı peteği yapılar, arı peteği Sementit yapılar Au-Ni katı çözeltisi çelikler, Sementit karür (elmas uç olarak Nikel esaslı ilinen ısı torna rezistansları, kalemi), çelikler Süper karür/polikristal elmas takımlar, Arı peteği katalitik yapılar, çeviriciler Türin Cu-(Tİ,Zr)-Ni ötektik ve alaşımlar Titanyum/zirkonyum esaslı alaşımlar parçaları Titanyum tüpler, uçak peritektik alaşımları motorları, uçak parçaları. Perçin Malzemesi Perçinler, kaynak teknolojisi gelişmeden önce kazan, oyler, köprü, gemi ve çelik konstrüksiyon inşaatları gii yapıların imalinde kullanılırdı. Kaynak teknolojisinin geliştiği günümüzde perçinli ağlantılar fazla kullanılmamaktadır. Alüminyum gii kaynağı zor olan malzemelerin ağlantılarında, farklı iki malzemenin irleştirilmesinde, kaynağın meydana getirdiği ısıdan dolayı malzemenin ozulmaması istenen yerlerde perçinli ağlantılar ala cazip olmaktadır. Perçin aş tarafı şişkin silindik parçadır. Perçinin şaft oyu, leva kalınlığından 1,5d kadar fazla olmalıdır. Perçin delik çapı, perçin çapından üyük açılır. Perçinleme esnasında perçin şişerek deliği doldurur. Çelik malzemeler için, perçin yapma işlemi, perçin çapına ağlı olarak sıcak veya soğuk yapılailir, d < 9 mm ise soğuk perçin, d > 9 mm ise sıcak perçin yapılır, d > 6 mm ise perçin presle dövülerek, d<6mm ise alyozla dövülerek ağlantı yapılır. Perçin malzemeleri, ağlantı yapılacak parçaların malzemesine ağlıdır. Perçin malzemesinin soğuk şekillendirmeye uygun olması gerekir. Soğuk veya sıcak şekilleneilir özellikte olan ütün malzemeler perçin-malzemesi olarak kullanılailir. Çelik olarak; soğuk veya sıcak şekilleneilir özellikte olan genel yapı çelikleri, otomat çelikleri, ısla çelikleri, sementasyon çelikleri vs olailir. Perçin malzemesi, irleştirme yapılacak levalardan farklı olursa korozyon ve gevşeme prolemleri meydana gelir. Perçin malzemesinin genleşme katsayısı perçinlenen parçaların genleşme katsayısından fazla olmamalıdır. Bundan dolayı alüminyum parçalar alüminyum perçin ile, akır parçalar akır perçin ile, çelik parçalar çelik perçinle ağlanmalıdır..4 Cıvata ve Somun Malzemeleri Cıvata ve somunlar genellikle çelikten imal edilir. Korozyona dayanıklılık istenen yerlerde paslanmaz çelikler ve akır alaşımları (pirinç) kullanılır. Cıvata malzemelerinde ilk önce soğuk şekillendirme özelliğinin iyi olması istenir. Bu özeliği sağlamak için, cıvata üretiminde kullanılan çeliklerin mikro yapısındaki sementitler lamelli olmamalıdır. Çelik küreleştirme tavlamasına tai tutularak sementitler küreleştirilir. Cıvataların çentik dare tokluğu ve yorulma dayanımlarının iyi olması istenir. Böyle ir özellik genellikle ısla etme işlemi ile sağlanır ve cıvatalar genellikle ısla çeliklerinden yapılır. Cıvataların mekanik özelliklerini elirten semoller kaartma usulü kullanılarak cıvata aşlarına yazılır. DIN ve ISO standartlarına göre cıvata kaliteleri aşağıda gösterildiği gii iki rakamla verilir. Dayanım değerleri yaklaşık olarak esaplanailir. Bunun için, irinci rakamın 100 ile çarpımı çekme dayanımı ( m ) değerini verir. İki rakamın çarpımı ile elde edilen sayı 10 ile çarpılır ise akma sınırı ( e ) değerini verir. SAE VE ASTM standartlarına göre cıvata kaliteleri, cıvata aşlarına kaartma usulü konulan çizgiler ve semollerle gösterilir. 8

9 Kalite DIN 67 Kalite ISO 898 m (N/mm ) DIN 67 Cıvata Kaliteleri ve Mekanik Özellikleri m e e (N/mm ) (N/mm ) (N/mm ) ISO 898 DIN 67 ISO 898 Cıvata imalatında kullanılan çelik örnekleri QSt QSt Cq Cq M0 Cq45, 19MnB4, B, > M0 Cq45, 8Cr, 46Cr, M8 5B > M8 4Cr4, 7Cr4, 41Cr M18 7Cr4,4CrMo4 M4 4CrMo4, 4CrMo4 >M4 4NiCrMo6, 0CrNiMo CrV6.5 Pim Malzemeleri Pimler, merkezleme veya emniyet elemanı olarak kullanılırlar; ayrıca afif zorlamalı ağlantılarda ağlama elamanı olarak da kullanılailirler. Silindirik, konik veya çentikli yapılı elemanlar olup mutelif çeşitleri vardır. Pim malzemesi olarak cıvata malzemeleri kullanılır ve cıvatalar gii kalitelere ayrılmıştır. En çok 5.6 ve 6.6 kalitedeki pimler kullanılır. Pimler küçük ve değiştirilmesi kolay olduğu için, pim malzemesi ağlantı elemanları içinde en zayıf olmalıdır..6 Perno Malzemeleri Pernolar silindirik düz veya aşlı olailirler. Pernolar, mafsallı ağlantılarda, küçük tekerleklerin, kasnakların ve ruloların taşıyıcı elemanlara ağlanmasında kullanılır. Pernolardan aşınmaya ve yerine göre yorulmaya dayanıklılık istenir. Perno malzemesi olarak, genel yapı çelikleri, ısla çelikleri, sementasyon çelikleri, otomat çelikleri kullanılailir. Aşınmaya dayanıklılık istenen yerlerde sementasyon veya indüksiyon ile yüzey sertleştirmesi yapılailir..7 Kama Malzemeleri Kamalar; dişli çark, kasnak, volan vs. gii makine elemanlarının mile göre izafi areket etmesini engeller; yani mildeki momenti ağlı olduğu elemana aktarır. TS 147 de, kama malzemesi olarak C45 Isla çeliği verilmiştir. Kamanın kullandığı ağlantıda, ağlantı elamanlarının malzemesi seçilirken kamanın malzemesinin en düşük dayanımlı olması tavsiye edilir. Bu şekilde, ağlantıda asar meydana gelir ise ilk önce ucuz ve imalatı kolay olan kama asar görür..8 ulmanlı Yatak Malzemeleri ulmanlı yatakların ilezikleri ve dönen elemanları derinlemesine sertleşme kailiyeti olan 100O6 gii çeliklerden veya sementasyon çeliklerinden yapılır. Sertleştirme sonucu 58-65HC sertlik elde edilir. ulmanın çalışma sıcaklığı 15 C'nin üstüne çıkması durumunda sıcağa dayanıklı (%4Cr,%7W, %V, %4Mo, %5Co gii) rulman çelikleri kullanılır. Korozyonlu ortamlarda çalışacak rulmanlı yataklar için martenzitik paslanmaz çelikler (%15Cr, %4Mo, %5Co) kullanılır. ulman çelikleri vakum ergitme yöntemiyle elde edilir. Bu yöntem ile elde edilen çeliğin omojen ir mikro yapısı vardır ve kalıntılar çok azdır. Böyle ir çeliğin güvenirliliği yüksek olur. Dönen elemanları tutmak için kullanılan kafesler, küçük oyutlu rulmanlı yataklarda çelik saclardan veya pirinçten preslenerek yapılır; üyük oyutlu rulmanlı yataklarda talaşlı işleme ile yapılmış çelik veya pirinç kafesler kullanılailir. Küçük veya orta oy rulmanlı yataklar için poliamitten (nylon6.6) yapılmış kafesler kullanılailir. Poliamid kafesli rulmanlı yatakların çalışma sıcaklıkları -40 C'nin altına inmemeli ve 10 C 'nin üstüne çıkmamalıdır. Çelik kafesler sürtünme ve aşınmayı azaltmak için, koronitrürleme gii yüzey sertleştirme işlemlerine tai tutulurlar. Aşrı sıcak ve yüksek korozyonlu ortamlar için geliştirilmiş seramik malzemeler kullanılır. 9

10 .9 Kaymalı Yatak Malzemeleri Kaymalı yatak malzemeleri sertliklerine göre üçe ayrılır: Sertlikleri 50 BSD (HB)' den küçük olan plastik alaşımlar. Plastik alaşımlar, eyaz alaşımlar, kurşun ronzları, plastik alüminyum alaşımları ve gümüştür. Aşırı yüklenen ve aşırı ızla çalışan yataklarda plastik alaşımlar kullanılır. Yatak tam yağlamalı çalışmalıdır. Yatak malzemesi urç üzerine ince kauk şeklinde kaplama yapılır. Sertliği BSD arasında olan yumuşak alaşımlar. Yumuşak alaşımlar, yumuşak ronzlar (Sn, Sn-P, Sn-P-Zn ronzları) ve alüminyum alaşımlarıdır. Sertliği 100 BSD' den üyük olan sert alaşımlar. Sert alaşımlar, Alüminyum ve demir ronzları ve dökme demirlerdir. Yumuşak ve sert alaşımlar, tam yağlamanın yapılamadığı sınır sürtünmeli durumlarda kullanılır. Beyaz Yatak AlaĢımları: Beyaz yatak alaşımları plastik matriks içinde sert ileşiklerin yer aldığı yumuşak metal (Sn, P, Cd, S, Zn) alaşımlarıdır. En önemli eyaz yatak alaşımları ve özellikleri Çizelgede verilmiştir. Beyaz yatak alaşımları, sınır sürtünme şartlarında düşük sürtünme katsayıları, iyi plastik özelliği, kendi kendine alıştırma özelliği ve aşınma dayanımları yönünden diğer malzemelerden ayırt edilirler. Plastiklik, yükün yatak üzerine omojen dağılmasını sağlar ve sert tozların, yağın oksitlenmesinden meydana gelen sert parçacıkların yatağa girmesi durumunda fazla telike oluşturmasının önüne geçer. Bu sert parçacıklar eyaz yatak malzemesinin içine gömülür arazyon aşınması yapmasına mani olur. Beyaz yatak alaşımlarının en üyük zaafı ilassa yüksek sıcaklıklardaki temas yorulma dayanımının düşük olmasıdır. Beyaz yatak alaşımları, 5-5HC sertliğine ısla edilmiş çelik mil ile eraer çalışır. Mil sertliğinin 50-55HC olması güvenirliğin artmasına neden olur. Beyaz yatak alaşımları, yatak urcu üstüne çok ince olarak kaplanır. Kalınlığın azalması ile temas yorulma dayanımı artar. Alaşım elementleri % Sn:89 S:7,5 Cu:,5 En Çok Kullanılan Beyaz Yatak AlaĢımları Ergime aralığı Sertlik HV Isıl genleşme Uygulama örnekleri C (0 C'de) katsayısı 10-6 / C Krank milleri, gaz türini gii yağlamalı yataklarda. Sn:87 S:9 Cu: Krank mili, gemi dişli kutu yatakları, türin yatakları Sn: 1 S:1 Cu:1 P: Düşük sıcaklık ve yüklerde Bronzlar: Bronzlar, sınır sürtünme şartlarında yüksek yük taşıyailen yatak malzemeleridir. Büyük yükleme yapılan, krank milleri, dişli ve türin yatakları vs ronzlardan yapılır. Alaşım elementleri % Kurşun ronzu Cu:75 Sn:5 P:0 Kurşun ronzu Cu:80 Sn:10 P:1O Kurşun ronzu Cu:85 Sn:5 P:10 Kurşun ronzu Cu:74 Sn:4 P: osfor ronzu Cu: Sn:10(enaz) P:0,5(en az) Cu:70 P:0 Ergime aralığı C Matris:900 Kurşun:7 Matris:80 Kurşun:7 Matris:90 Kurşun:7 Matris:900 Kurşun:7 En Çok Kullanılan Bronz yatak AlaĢımları Sertlik HV (Q C'de) Isıl genleşme katsayısı 10-6 / C Kullanıldığı yerler Yüksek asınç altındaki urçlar, kaymalı yataklar; içten yanmalı motorlarda krank mili yatakları, kam mili yatakları, dişli kutusu urçları, gaz türini yataklarında ince ve orta kalınlıkta kaplama şeklinde Burçlar, kaymalı yataklar; kam mili yatakları, dişli kutusu urçları, gaz türini yataklarında ince kalınlıkta kaplama şeklinde Değişik yerlerde kullanılan urçlar, yataklar Yüksek asınç altında çalışan yataklar, urçlar vs. Bilassa, üstü kaplanan krank mili yatakları Yüksek asınç altında ve yüksek sıcaklıkta çalışan urçlar yataklar; eksantrik pres yatakları vs. Matris:1050 Kurşun: Krank mili, gaz türini, kompresör gii yüksek ve orta ızlarda çalışan yatak malzemesi. Üstüne kaplama yapılailir veya yapılmayailir. GümüĢ: Aşırı yüklenen mil yatakları az miktarda Sn, P ilaveli gümüş alaşımlarından yapılır. Gümüş kaplamanın plastiklik özelliği vardır, yumuşaktır ve iyi ir yatak malzemesi özelliği gösterir. Gümüş, porozlü ronz üzerine 0,1-0, mm kalınlığında veya Cu-Ni alaşımı üzerine 10
 ve alüminyum alaşımlarıdır. Sertliği 100 BSD' den üyük olan sert alaşımlar.")
11 0-5 m kalınlığında elektroliz yöntemi ile kaplanır. Yatağın kendi kendisini alıştırma özelliğini geliştirmek için 10-0 m kalınlığında P veya P-S alaşımı ile kaplanır. Bunun üzerine de irkaç mikron kalınlığında İn (indiyum) kaplanır. Milin sertliği 50SD-C den daa üyük olmalıdır. Metal Olmayan Yatak Malzemeleri: Bu malzemeler, plastikler, sert ağaçlar, kauçuk ve grafittir. Bütün u malzemelerden yapılmış yatakların içinde çalışacak millerin sertliği 50HC'den üyük olmalıdır. Bu malzemelerin özellikleri, düşük ısı iletim katsayısına saiptirler ve su ile çalışma özelikleri yağ ile çalışma özelliklerinden iyidir. Çok Katlı kaplamalar: Çok katlı kaplamalarda eyaz metal taakasına destek olması için 0,- 0,5 mm kalınlığında yatak malzemesi kaplanır. Bu destek taakası temas yorulması dayanımını ve dare dayanımını artırır. Destek malzemesi olarak, alüminyum ronzları kullanılır. En iyi netice sinterleme yöntemiyle üretilmiş porözlü Cu-AI, Cu-Ni alaşımlardır. Dökme Demir Yatak Malzemeleri: Dökme demir yataklar, ronzlara göre daa ucuz olduklarından dolayı ronz yatak yerine kullanılır. Dökme demirlerin zaafı kırılgan olmalarıdır. Bilassa yük yoğunlaşması olan kısımların kırılma telikesi vardır. Dökme demir yatakların içinde çalışacak millerin sertliği 55HC'den fazla olmalıdır. Hafif AlaĢımlar: En çok ilineni Alüminyum ronzudur. %6Sn+%1,5Ni+% 0,5-1 S+% 0,5 Si+% 0,5-1 Mn+AI alaşımı em iyi plastiklik em de yüksek dayanım özelliği verir. Alüminyum alaşımı yatakların korozyona dayanıklılıkları iyidir. Bu alaşımların zaafı, düşük aşınma dayanımlı olmalarıdır. Yatak, asınçlı yağ ile yağlanmalıdır ve milin sertliği 55HC'den üyük olmalıdır. Alüminyum alaşımlı yatakların kullanılması durumunda yüksek seviyedeki ısıl genleşme katsayısı göz önünde ulundurulmalıdır. Metal Seramikler: Sınır sürtünme şartlarında veya yeterli yağlama olmaması durumlarında, kendinden yağlamalı metal seramik ronz-grafit, demir-grafit kompozisyonları kullanılır. Bu yataklar metal ve grafit tozların preslenip sinterlenmesiyle elde edilir. Metal seramik yataklar, mikroporözlü yapılarından dolayı üyük miktarda yağ emeilirler. Bu yataklar kullanılmadan önce yağ ile doyurulur. Böyle ir yatak iç yağlanmadan irkaç ay çalışailir. Doyurma işlemi periyodik olarak yapılır. % e+% - grafit kompozisyonunda yüksek kalite gözlenmiştir. % 7'ye kadar Ni ilavesi plastikliği ve darelere dayanıklılığı artırır. Bu malzemeler korozyona da dayanıklıdırlar. Plastikler: Plastik yataklar, sınır sürtünme şartlarında çalışan, yavaş dönme areketi ve titreşimli areket yapan yerlerde, düzenli yağlamanın mümkün olmadığı zamanlarda önem kazanır. Bu yataklar düşük yüklerde yağlama yapmadan da çalışailir. Yatak yapılacak plastik, su ile şişmeyen ve yağlama sıvılarına kimyasal olarak aktif olmayan özellikte olmalıdır. Plastik yatağın taşıyaileceği yük, plastiğin sertliğine ve mukavemetine, çalışma sıcaklığına dönme ızına, yağlamanın tipine kalitesine ağlı olarak 1-10 N/mm arasında değişir. Genellikle yatak olarak kullanılan plastikler: polyamidler ve flurokaronlardır. Plastiklerin aşınma dirençleri oldukça yüksektir. Karon Grafit: Karon grafit, grafit, kömür, kurum ve kok karışımının katran, zift gii yapıştırıcılar ile karıştırılması, preslenmesi ve sinterlenmesi ile elde edilir. Karon grafit iyi ir yatak malzemesi özelliği verir, kolayca işleneilir; fakat kırılgandır. Cu, Cd, eyaz metallerin tozları, karon grafitin içine dayanımı, ısı iletimini ve aşınma direncini artırmak için katılır. Kırılganlık formaldeit, silikon reçineleri ve teflon ile doyurularak ertaraf edileilir. Yatak AlaĢımlarının karģılaģtırmalı özellikleri (1 kötü 5 iyi) Malzeme Brinell Sertlik Maks. Aşınma Yatak Korozyon Çalış. özelliği sarmasına direnci 0 C 150 C Sıcaklık C karşı koyma Min. mil sertliği HC Yağın oksitlenmesine etkisi Yorulma dayanımı Kalay esaslı eyaz yatak alaşımları Kurşun esaslı eya,z yatak alaşımları Çok katlı kaplamalar (Üstü eyaz yatak alaşımı) Kadminyum esaslı eyaz yatak Kurşun alaşımı ronzları Gümüş Kalay ronzları

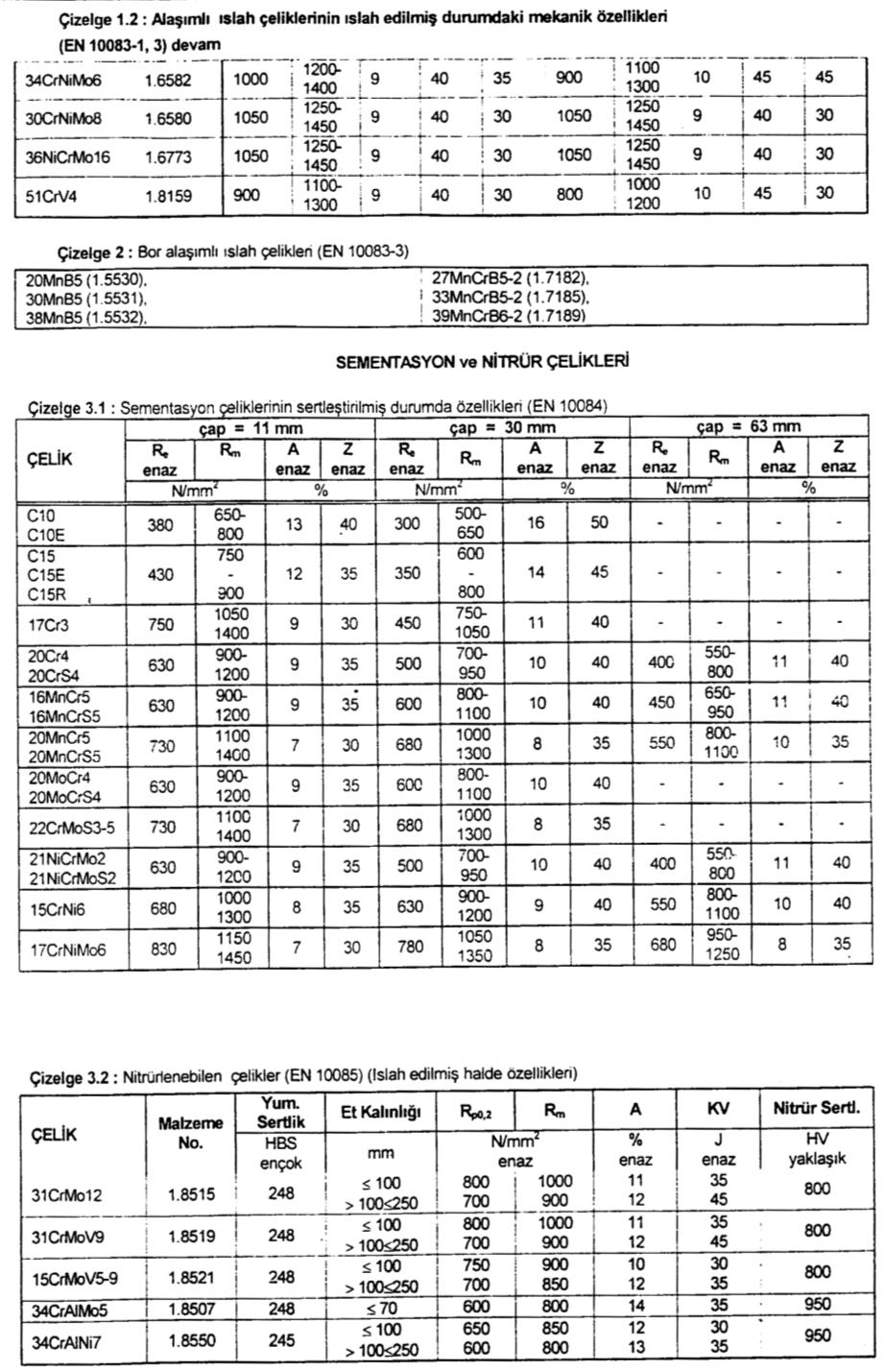
12 Plastik alüminyum alaşımları Yağlamasız Yatak Malzemeleri: Yağlamasız yataklar, yağlamanın mümkün olmadığı, yağlama yağının sisteme zarar vereileceği ve yağlama yapılsa ile vakum gii etkilerden dolayı yatakta yağın kalmayacağı yerlerde kullanılır. Bu yataklar çalışır iken ısınır ve ısının yükselmesi aşınmayı artırır ve yatağın yük taşıma kailiyetini azaltır..10 Mil Malzemeleri Miller, genellikle yuvarlak kesitli, karonlu veya alaşımlı çeliklerden yapılır. Millerde dayanım ve tokluk gereklidir. Bu özellikleri elde etmek için, ilassa aşırı zorlanan miller ısla edilir. Isla edilmeyecek miller için soğuk çekilmiş çelik kullanmak daa avantajlıdır. Aşınan yerlerin çeşitli yöntemlerle yüzey sertleştirme işlemi yapılmasına gerek vardır. Yatakta oluşan sıcaklık; sürtünme katsayısı, asınç ve ızın çarpımı ile orantılıdır ( - P - v ). Oluşan ısının yataktan uzaklaştırılması için uygun yatak tasarımı ve malzeme seçimi yapılmalıdır. Aşınma miktarı ise asınç ve ızın çarpımı ile orantılıdır. Çizelge de yağlamasız yatak malzemeleri verilmiştir. Yağlamasız Yatak Malzemelerinin Özellikleri T müsed Isıl genleşme katsayısı 10" 6 / C Malzeme tipi Örnek P müsed MPa (Stati)k Termoplastikler Katkılı termoplastikler Katkılı PTE Katkılı termosetler Nylon(Poliamid) Asetal(Derlin) (Nylon, Asetal) +MoS, PTE, Grafit, P vs PTE+Bronz, mika, karon, metaller, camlar enolikler, epoksiler +asest, tekstil, PTE Isı iletim katsayısı W/m C ,4 Ucuz Önemli özelliği ,4 Düşük sürtünme katsayısı ,5-0,5 Çok düşük sürtünme katsayısı ,4 ier takviyeler dayanımı artırır Karon-grafit Grafit ve reçine , Kimyasal olarak inert Karon-metal Katkılar: Cu,Ag,S,Sn,P Karon-grafit'e göre dayanım iyi Katı yağlamalı metaller Özel mekanik işlem yapılamayan ürünler Bronz+grafit, MoS, Ag, PTE Yüksek sıcaklığa dayanıklı Çelik-gözenekli ronz/pte PTE/camyünü+reçine ,4 Termoset+yüzey PTE , Metal+doyurulmuş PTE , Miller genellikle değişken gerilme ile zorlandıklarından, mil yapılacak malzemeler yorulmaya karşı dayanıklı olmalıdır. Hareketli makinelerdeki millerin mümkün olduğu kadar afif olması istenir. Bundan dolayı yüksek dayanımlı çelikler terci edilir. Şayet mil dareli çalışan ir makinede çalışıyor ise tokluk da iyi olmalıdır. Bu özellikleri sağlamak için mil ısla çeliklerinden yapılır. Mil imal edildikten sonra sertliği HC civarında olacak şekilde ısla edilir. Şayet mil kaymalı yatak içinde çalışacak ise, yatak içinde kalan muylu kısmı 55HC civarında yüzey sertleştirme işlemleriyle sertleştirilmelidir. Milin üzerinde gerilme yığılması oluşturan fatura, kama kanalı, vida, yağ deliği gii yerlerin dikkatli tasarımı gerekir. Küçük çaplı millerin soğuk çekilmiş çelikten yapılması daa iyidir. Türkiye piyasasında akson adı altında S5(St7) çeliğinin soğuk çekilmiş şekli satılmaktadır. Çeliğin P, S gii kalıntı elementleri ve oksitler sülfürler gii kalıntı ileşiklerinden temiz olması yorulma dayanımını artırır. Milin üzerine yapılacak, krom kaplama, dolgu kaynağı ve kaynaklardır..11 Yay malzemeleri Yaylanma özelliği gösteren pek çok malzeme vardır. akat yaylar genellikle çelikten yapılır. Yay yapılacak çeliğin akma sınırı yüksek olmalıdır. Yay tellerine, üretim esnasında genellikle patentleme denilen termomekanik işlem uygulanır. Bunun yanında soğuk çekilerek deformasyon sertleştirmesi ile sertleştirilmiş teller de vardır. Bazı yayların imal edildikten sonra ısla etme işlemi ile dayanımı artırılır (araçlarda kullanılan yaprak yaylar gii). Yayların yorulma dayanımını artırmak için ikinci ölümde anlatıldığı gii taşlama, parlatma, ilye omardımanı gii işlemler uygulanailir. Çizelgede azı yay malzemeleri ve mekanik 1

13 özellikleri akkında ilgi verilmiştir Korozyonlu ortamlarda çalışacak yayalar için paslanmaz çelikler, fosfor ronzu gii akır alaşımları ve nikel alaşımları kullanılailir. Yay Çeliklerinin Mekanik Özellikleri Çeliğin standardı Isla edilmiş durumda mekanik özellikler DIN AISI GOST Akma sınırı N/mm Çekme dayanımı N/mm Kopma uzaması % 1.090(51 Sİ7) ~955 50S (65Si7) ~960 ~60S (46Si7) ~ (60SiCr7) (50Mn7) ~C105 ~45G (67SiCr5) ~954 60SHA (51Cr) 5155H ~50C (51 CrMoV4) (50Crv4) ~ CGA Kauçuk Yaylar: Kauçuk yayların sönümleme faktörleri üyüktür. Bundan dolayı kauçuk yaylar titreşimleri asore etmek için kullanılırlar.1 DiĢli Çark Malzemeleri Dişli çarklar; çelikler, dökme demirler, demir olmayan metaller, sinter malzemeler, plastik malzemeler gii çok değişik malzemelerden yapılailir. Bu malzemelerin er irinin ayrı üstün özelliği vardır. Tasarımcı dişli çarkı veya malzemesini seçerken; kullanacağı malzemenin ulunailirliğini, maliyetini, yük taşıma kailiyetini, üretileildiğini, dişli oyutunu ve ağırlığını, çalışma sıcaklığını, ızını, yağlama şeklini ve güvenirliliğini dikkate alması gerekir. Dişli çark malzemesinden istenen önemli özelikler; yüzey sertliği, kırılma tokluğu, yorulma dayanımı, dareli yüklere dayanım, aşınma ve korozyona karşı dirençtir. Dişli çarkların en önemli asar şekilleri, diş diinden yorularak kırılma ve yüzey asıncı ile yorularak pullanma (piting) şeklindedir. Çelik içindeki kalıntılar ve gaz oşlukları, yorulma çatlaklarının aşlangıcı olduklarından, yüksek dayanımlı dişli çark yapılacak çelikler temiz çelikler olmalıdır. Çeliğin sertliğinin artması, yüzey asıncı yorulma dayanımını artırdığından dolayı dişli çarklar sertleştirilir. Dişli çark komple sertleştirilir ise tokluğu azalır, dişlerin dareli yüklerde kırılmasına seep olur. Darelere dayanıklı güvenilir sertlik 40HC civarıdır. Dişli-çark komple sertleştirilecek ise u sertliğin üzerine çıkılmamalıdır. Hem daa fazla sertlik em de darelere dayanırlık istenilmesi durumunda yüzey sertleştirme yöntemleri kullanılmalıdır. Bu nedenle yüksek dayanımlı dişli çarklar, termokimyasal işlemler ile yüzey sertleştirmesi yapılailen sementasyon çelikleri, nitrürasyon çelikleri veya ölgesel ısıtma ile (Alev veya indüksiyon ile) yüzey sertleştirmesi yapılailen ısla çeliklerinden yapılır. Yüzey sertleştirme işlemi, yüzey sertliğinin yanında, yüzey taakasında ası iç gerilmeleri meydana getirir. Bu ası iç gerilmeleri dişin yorulma dayanımının artmasına neden olur. Yüksek dayanım istenen dişli çarklar, sementasyon çeliği veya ısla çeliklerinden yapılır. Sementasyon çeliğinden yapılan dişli çarklar, talaşlı işlemden sonra sementasyon, yani karonlama ve sertleştirme ısıl işlemine tai tutulurlar. Dişli çarkların yüzeyi nitrürasyon ile de sertleştirileilir. Nitrürasyon işleminde elde edilen sertlik derinliği çok az olduğu için ancak küçük modüllü dişlilerde uygun olailir, üyük modüllü dişlilerde yeterli sertlik derinliği elde edilemez. Yüzey sertleştirme işlemine tai tutulan dişli çarkların modül esaı yapılırken sağlamlaşma faktörü değeri alınmalıdır. Yüzey sertleştirmesi, ilye omardımanı, ezerek plastik deformasyon sertleştirmesi, yüzey kaplama gii işlemler malzemelerin yorulma dayanımlarını değiştirirler. Bilassa sementasyonla yüzey sertleştirmesi yapılan dişlilerde yorulma dayanımı önemli ir şekilde artmaktadır. Bu artışlar sağlamlaşma faktörü K s ile esaa katılır. Dökümle üretilecek, ilassa üyük modüllü ve oyutlu dişli çarklar için dökme demirler önem kazanmaktadır. Bilassa, yüzey sertleştirme işlemi uygulanailen küresel grafitli dökme demirler cazip olmaktadır. Hafif zorlama durumlarında lamel grafitli dökme demirler, ucuzluğu ve işeneilirlîğinin kolay olması açısından cazip olailir. Ucuzluk açısından diğer ir 1
 ~954 60SHA 15 1470-1670 5 1.7176(51Cr) 5155H ~50C6 1180 170-160 6 1.7701 (51 CrMoV4) - - 1180 170-1670 6 1.")
14 malzeme gruu genel yapı çelikleridir. Genel yapı çeliklerinin, ilassa dayanımı yüksek olanlarının talaşlı işlemesi dökme demirlere göre daa zordur. Dişli çarkların diğer ir asar şekli aşınmadır. Bilassa, sonsuz vida mekanizması gii, sürtünmenin fazla olduğu dişli çarklarda aşınma irinci derecede dikkate alınması gereken asar şeklidir. Sonsuz vida mekanizması gii sürtünen dişli çark mekanizmalarında, dişlilerden irinin demir dışı malzemeden yapılması gerekir. Bu nedenden dolayı, sonsuz vida karşılık dişlisi yüksek aşınma dayanımına saip ronzlarlardan yapılır. Hafif zorlanan dişli çarklar, ilassa küçük çapta olanlar plastik malzemelerden yapılır. Plastik malzemeden yapılmış dişli çarkların ses yapma prolemi olmadığı gii yağlama yapmaya da gerek yoktur. Plastik malzemeler, korozyona dayanıklı, kuru şartlarda sürtünme ve aşınma katsayıları düşük, afif, ucuz ve kolay şekillendirilmeleri açısından dişli çarklar için cazip malzemelerdir. Dayanım değerleri çeliklere göre azdır, yorulma limiti göstermemeleri ve sürünme ile asara uğramaları en üyük eksiklikleridir.türkiye piyasasında, fier adıyla satılan fenolik laminat kompozitler, plastiklere göre yüksek ası dayanımından dolayı cazip olmaktadır. Çizelge de dişli çark üretiminde kullanılan plastik malzemeler verilmiştir. Sinter malzemeler, ilassa küçük modüllü dişli çarkların seri üretiminde cazip olmaktadır. Makine elemanları ve dişli çark esapları ile ilgili kaynaklar dişli kalitelerine göre müsaade edilen dayanım değerlerini vermektedir. Bu değerlerin kullanılması durumunda ilgili standartların elirttiği kalitede dişli üretmek gerekir. Üretilmediği durumda esaplar yanlış yapılmış olur. Burada kaynakların vermiş olduğu dayanım değerlerini vermekle eraer, dayanım esaplarının nasıl yapıldığı detaylı ir şekilde anlatılacak ve kıyaslama yapılacaktır. çentik etkisi azalacak, yükü taşıyan kesit artacaktır. Bu seepten dolayı küresel grafitli dökme demirlerin dayanımları, kopma uzamaları ve toklukları lamel grafitli dökme demirlere göre yüksektir. Grafitin yumrulaşması (küreleşmesi) için, döküm yapılmadan önce, aşılama potasının içine %0,5 Seryum (Ce) veya %0,5 Mg konulur ve üzerine ergimiş metal dökülür. Küresel grafitli dökme demir çeşitleri ve mekanik özellikleri Çizelgede verilmiştir. Küresel grafitli dökme demirler çelikler gii sertleştirme, ısla etme, yüzey sertleştirme işlemlerine tai tutulailir. TS 56 da verilen küresel grafitli döküm çeģitleri, mekanik özellikleri ve yapısı Çekme Akma sınırı Kopma Uzaması Brinell Mikro yapı Dayanımı (en az) (en az) Sertliği özellikleri Semol (en az) N/ mm p 0. N / mm A 5 % (ençok) BSD DDK-40 DDK-50 DDK - 60 DDK-70 DDK-80 DDK-5. DDK Daa çok ferritik erritik/perlitik Perlitik/ erritik Daa çok perlitik Perlitik erritik erritik DIN standartlarında DDK yerine GGG arfleri kullanılmaktadır. Türkiye'de, küresel grafitli dökme demirler genellikle GGG gösterimi ile ilinmektedir. Avrupa standartlarında ise EN- GJS semolü ile gösterilmekte ve çekme dayanımı değerleri MPa cinsinden verilmektedir. ASTM standartları A ve A897M-90'a göre küresel grafitli dökme demirler, çekme dayanımı, akma sının, kopma uzaması değerlerin sırayla yazılması ile verilir. Dayanım değerleri ksi cinsindendir. Küresel Grafitli Dökme Demir: Küresel grafitli dökme demir, piyasada sfero döküm olarak da ilinmektedir. Grafitlerin lamelli olması em gerilme yığılması meydana getirir, em de taşıyıcı kesiti azaltır. Grafitlerin yumrulaştırılması durumunda malzeme içindeki grafitlerin 14

15 DiĢli Çark Üretiminde En Çok Kullanılan çelikleri ve ısıl iģlem Çelik Uygulanailen ısıl iģlem Önemli özelliği SAE, AISI DIN 1045 Ck45 Komple sertleştirme, indüksiyonla yüzey sertleştirme, alevle yüzey sertleştirme Sertleşme kailiyeti zayıf CrMo CrMo4 Komple sertleştirme Komple sertleştirme, Sertleştirme+Nitrürasyon, indüksiyonla yüzey sertleştirme, Alevle yüzey sertleştirme 4145 Komple sertleştirme Sertleştirme+Nitrürasyon indüksiyonla yüzey sertleştirme Alevle yüzey sertleştirme 8640 Komple sertleştirme Sertleştirme+Nitrürasyon indüksiyonla yüzey sertleştirme Alevle yüzey CrNiMo 6 sertleştirme Komple sertleştirme Sertleştirme+Nitrürasyon indüksiyonla yüzey sertleştirme Alevle yüzey sertleştirme Sertleşme kailiyeti az Sertleşme kailiyeti fena değil Sertleşme kailiyeti orta Sertleşme kailiyeti orta Kalın kesitlerde iyi sertleşeilme Nitralloy Sertleştirme+Nitrürasyon Özel ısıl işlem gerektirir 15 Mod. Nitrallqy_G Sertleştirme+Nitrürasyon Özel ısıl işlem gerektirir CrMo4 Komple sertleştirme Sertleştirme+Nitrürason indüksiyonla yüzey sertleştirme Alevle yüzey sertleştirme yüzey sertleştirme Alevle yüzey sertleştirme 414 Sertleştirme+Nitrürasyon indüksiyonla Sertleşme kailiyeti iyi fakat, sertleştirme esnasında çatlamaya yatkın 4140'a göre daa iyi sertleşme kailiyeti 100 Sementasvon Sertleşme kailiyeti çok 4118 Sementasyon zayıf Çekirdek sertliği fena 460 Sementasyon değil İyi kauk sertleştirme Sementasyon Çekirdek sertliği fena MnCr5 Sementasyon değil Çekirdek sertliği fena 40 Sementasyon değil İyi çekirdek sertliği 88 Sementasyon Kalın kesitlerde iyi 480 Sementasyon çekirdek Sertleştirme sertliği kailiyeti 910 Sementasyon mükemmel Sertleştirme kailiyeti NOT:Komple sertleģtirme iģleminde, sertliğin 40HC yi geçmesi durumunda mükemmel tokluk özellikleri kötüleģir. Özellik DiĢli Çark Üretiminde En Çok kullanılan Plastik Malzemeler Poliamid Kestamid Nylon 6.6 (Ektrüzyonla (Dökümle (Ektrüzyonla üretilmiş üretilmiş üretilmiş) Nvlon 6) Nylon 6) Derlin (Asetal) (Ektrüzyonl a üretilmiş) Akma dayanımı. MPa Çekme modülü, GPa 1,4-,8,4-.7,6-,,8-,6 Kopma Uzaması, % Basma dayanımı, MPa Eğme akma dayanımı MPa Eğme modülü GPa,8 1,4-,4 1,4-,1,8 Izot dare dayanımı 0,5-1,6 0,5-1,6 0,5-1,1 0,5-0,80 (oda sıcaklığında). J/cm * Kırılma tokluğu, Kıc MPa m 1 ',5-,5-,5-4 Poisson oranı ,5 Çelik üstünde sürtünme katsayısı, \ (0,8MPa asınç, dinamik) Yorulma dayanımı (N=10 4 ), MPa Yorulma dayanımı (N=10 7 ), MPa 0,8 0,1 48 (%0 cam yünü takviyeli) 40 (%0 cam yünü takviyeli) (%0 cam yünü takviyeli) 48(%0 cam yünü takviyeli) ockwell sertliği M80-90 Isıl iletim katsayısı W/mK ,17 0,6 Isıl genleşme katsayısı ,-18 (10" )1/"C Özgül ısısı. kj/kg 1,7 1,7 1,7 1,7 Çalışma sıcaklığı, Ç Üretim sıcaklığı, O Yumuşama sıcaklığı. D C Ergime sıcaklığı, C Yanma sıcaklığı, C Yoğunluk, g/cm J 1.1-1,14 1,15 1,1-1,15 1,4 4 saatte su emme oranı % 1,7-1, ,5 0, 15

16 ISO ya Göre DiĢli çark Kaliteleri ve müsaade Edilen Dayanım Değerleri Dişli kalitesi Temas yorulma dayanımı, MPa Eğme yorulma dayanımı, MPa Sertlik, HV Sementasyon çelikleri ME MQ (a) ML İndüksiyon ile sertleştirilmiş çelikler ME MQ ML Gaz ortamında nitrürlenmiş ısla çelikleri ME MQ ML Gaz ortamında nitrürlenmiş nitrürasyon çelikleri ME MQ ML (a) Çekirdek sertliği veya çekircek dayanımına göre değişir. AGMA 001-C95 Standardına Göre DiĢli Çark kaliteleri ve Müsaade Edilen Dayanım Değerleri Dişli kalitesi Temas yorulma dayanımı, MPa Eğme yorulma dayanımı, MPa Sertlik, HV Sementasyon çelikleri (a) İndüksiyon ile sertleştirilmiş çelikler en az Gaz ortamında nitrürlenmiş 4140 ve 440 ısla çelikleri en az () () () () 485 Gaz ortamında nitrürlenmiş %,5Cr'lu çelik () 580 en az () () () () () 690 (a) Beynit oranına ağlı olarak. () Çekirdek sertliği veya çekirdek dayanımına göre değişir. Bu değerler düz ve elisel dişliler için geçerlidir. AGMA 001-C95 Standardına Göre Dökme Demir ve Bronzdan YapılmıĢ DiĢli Çarkların Müsaade Dayanım değerleri ASTM sınıfı Lamel Grafitli Dökme demirler Temas yorulma dayanımı, MPa Eğme yorulma dayanımı, MPa 0( m=18mpa) 45 5 Sertlik, HB 0( m=07mpa) ( m=76mpa) Küresel Grafitli Dökme demirler tavlanmış durumda ( m=414mpa, e=76mpa) ısla edilmiş durumda ( m=55mpa, e=79mpa) ısla edilmiş durumda ( m=689mpa, e=48mpa) ısla edilmiş durumda ( m=87mpa, =61MPa) ASTM ye göre sınıflandırmada; irinci rakam çekme dayanımı(ksi), ikinci rakam akma sınırı (ksi), üçüncü rakam kopma uzaması 1ksi=6.9MPa Bakır alaşımları Kuma dökülmüş ronz( m=75mpa) 07 9 Isıl işlem yapılmış ronz ( m=60mpa)

17 Kesme Kalıplarının Erkek ve DiĢi Parçaları için tavsiye edilen çelik ve Sertlikler Kesilecek malzeme Kesilecek malzeme kalınlığı Tavsiye edilen çelik Tavsiye edilen sertlik (HC) mm 'ye kadar 1.080, X10Cr1 1.46, X10CrW Çekme mukavemeti 600MPa 'a kadar olan çelik, alüminyum ve alaşımları, akır ve alaşımları Çekme mukavemeti 600MPa 'a üstünde çelik Dinamo ve transformatör sacları 6 mm 'ye kadar X165CrMoV X155CrVMo MnCrW MnCrV8 1 mm 'ye kadar WCrV WCr mm 'nin üstünde NİCr C105VV mm 'ye kadar X10Cr X10CrW mm 'ye kadar X165CrMoV X155CrVMo 'ye kadar WCrV WCr mm 'nin üstünde WCr NiCr mm 'ye kadar 1.46 X10CrW mm 'ye kadar X10Cr X10CrW mm 'ye kadar 1.46 X10CrW X155CrVMo mm 'ye kadar X10Cr X10CrW Ostenitik çelikler 6 mm 'ye kadar X165CrMoV X155CrVM mm 'ye kadar WCrV WCr mm 'nin üstünde NiCr mm 'ye kadar 1.46 X10CrW1 1.4 S S Kesme oşluğu az assas kesme kalıpları 6 mm 'ye kadar X165CrMoV X155CrVMo S mm 'ye kadar X165CrMoV X155CrVMo S Deri, plastik, aşap, tekstil, kağıt gii metal olmayan malzemeler 1 mm 'nin üstünde 1.79 X155CrVMo X165CrMoV X10Cr X10CrW X165CrMoV X155CrVMo MnCrW MnCrV

18 18
19 19

20 SAE ve AISI Standartlarına Göre karonlu çelik ve Alaşımlı çelikler için Sınıflandırma Sistemi 0

21 1
22 Alüminyum AlaĢımlarına örnekler, Özellikleri ve Kullanım Yerleri Amerikan alüminyum Birliği (AA )No Kimyasal kompozisyonu ve üretim Ģekli Mekanik özellikleri Kullanıldığı yerler 1100 Çökeltme Isıl işlemi yapılmayan Dövme Alüminyum alaşımı 04 Çökeltme İsıl işlemi yapılailen Dövme Alüminyum alaşımı 00 Çökeltme Isıl işlemi yapılmayan Dövme Alüminyum alaşımı 505 Çökeltme Isıl işlemi yapılmayan Dövme Alüminyum alaşımı 6061 Çökeltme Isıl işlemi yapılailen Dövme Alüminyum alaşımı 7075 Çökeltme Isıl işlemi yapılailen Dövme Alüminyum alaşımı 95.0 Çökeltme Isıl işlemi yapılailen Dökme Alüminyum alaşımı Al +%0,1Cu Tavlanmış m=90 (MPa) e=5 (MPa) fn (5x10 8 )=5(MPa) Sertlik=HB A= 5-45 (%) E=69 (GPa) Al +%4,4Cu +%1,5Mg +%0,6Mn Taii yaşlandırma yapılmış Al +%0,1Cu +%1.Mn +%0,1Zn Tavlanmış Al +%,5Mg +%0,5Cr Tavlanmış Al +%0.1Mg +%0,6Si +%0,Cu +%0,Cr Taii yaşlandırma yapılmış Al +%5,6Zn +%,5Mg +%1,6Cu +%0,Cr Suni yaşlandırma yapılmış Al +%4,5Cu +%1,1Si Suni yaşlandırma yapılmış m=470 (MPa) e=5 (MPa) fn (5x10 8 )=140MPa Serlik=10HB A=19-0 (%) E=7 (GPa) m=110(mpa) e=40 (MPa) fn (5x10 8 )=50(MPa) Serlik=8HB A=0-40 (%) E=69 (GPa) m=195(mpa) e=90 (MPa) fn (5x10 8 )=110MPa Serlik=47HB A=5-0 (%) E=70 (GPa) m=40 (MPa) e=145(mpa) fn (5x10 8 )=110MPa Sertlik=65HB A=-5 (%) E=69 (GPa) m=570 (MPa) e=505 (MPa) fn (5x10 8 ) = 160(MPa) Sertlik=150HB A=11 (%) E=7 (GPa) m=50 (MPa) e=165(mpa) fn (5x10 8 )=5(MPa) Serlik=75HB A=5 (%) E=69 (GPa) Kimyasallara ve atmosfere dayanıklı saf ticari alüminyum. Derin çekmeye uygun, ucuz ve kaynaklanailir. Depolama tankları, ısı eşanjörleri, reflektörler, kimyasal proseslerde orular vs. Yüksek dayanım gerektiren yapı elemanları. Korozyona dayanıklı. Uçak parçaları, perçin, araa cantı, dişliler otomoil parçalan, silindirler, pistonlar, ağlama elemanları Genel amaçlar için çok uygun, iyi şekillendirileilir ve kaynaklanailir. Yakıt tankları, soğutucu orular, zirai ve mimari uygulamalar, Pişirme kapları, asınçlı kaplar, orular, iyi, kaynak edileilir ve korozyona dayanıklıdır.deniz ortamında çalışacak depolar, uçak yakıt ve yağ oruları, asınçlı kaplar, fan kanatları, ağlantı elemanları, astane ve medikal ekipmanlar, pişirme kapları. İyi şekillendirileilir, kaynaklanailir, korozyona dayanıklı ve ısıl işlem görmüş durumunda dayanımı iyi. Karayolu, demir yolu ve deniz yolu araçlarında, mimaride ziraat aletlerinde uçaklarda, korkuluk, tel,fan kanatları, ağlantı elemanları, mutfak ekipmanları, depolama tankları. Yüksek dayanım isteyen uçak parçalan, makine parçaları ve sila sanayi Dişli kutuları, uçak ağlantı elemanları, demiryolu araçları koltuk çerçeveleri, araa cantları Semol E Elektrolitik akır CuZn5 Cuzn0 CuZn5 San pirinç CuZn5P Otomat pirinci CuBe Berilyum ronzu D-CuSn10 Kalay ronzu D-CuSn1 Kalay ronzu D- CuSn5Zn5P5 (Kızıl döküm) CuNi18Zn17 J Nikel gümüşü CuZn0Nİ1P 9Sn Döküm nikel gümüşü D-CuSn7P15 Kurşun ronzu D-CuAI8 Alüminyum ronzu Bakır AlaĢımlarına Örnekler, özellikleri ve kullanım yerleri BileĢimi Mekanik Özellikleri % m e Kopma Sertlik MPa MPa uza. HB Kullanım yerleri % Cu100 Tav.0 Tav.69 Tav.45 Tav.4 Elektrik iletiminde kullanılan teller, perçin, çatı kaplaması, conta Cu95 Zn5 Cu70 Zn0 Cu65 Zn5 Cu6 Zn5,5 P.5 Cu97, Be1,9 CoO. Cu 90 Sn 10 Cu88 Sn1 Cu85 Sn 5 Zn5 P5 Cu65 Ni18 P17 Cu56,5 Zn0 P9 Sn Cu 88 P 15 Sn7 Cu9 Aia Sç.90 Sç.50 Sç.5 Sç.114 Bozuk para, mermi kovanı, altın kaplanacak parçalar Tav.00 Tav.75 Tav.68 Sç.8 Sç155 Otomoil radyatörleri, mermi kovanları, Sç.55 Sç.45 avizeler, elektroteknikte kullanılan yaylar Tav5 Tav15 Tav60 Tav55 İyi korozyon direnci istenen yerlerde, Sç50 Sç85. Sç15. Sç115 mimari yapılarda, sıi tesisat aksesuarları, elektroteknikte kullanılan yaylar Sç.500 Sç.00 Sç.18 SÇ.80B Cıvatalar, somunlar, dişliler, kamalar. Çs Çs Çs.4-10 Çs Yay. kaymalı yatak, valfler. Talaşlı üretim yapılması zor, az miktarda plastik şekil verileilir. Tav.50 Tav. 10 Tav. 18 Tav.70 Deniz suyu korozyonuna dayanıklı Çok ağır yük altında ve düşük dönme ızındaki yataklar ve urçlar, soğuk adde yatakları yavaş çalışan ve yüksek dayanım isteyen sonsuz vida çarkı. Vana ve armatür. Dö.60 DÖ140 Do.7 Dö.80 Çok iyi aşınma mukavemeti, deniz suyukorozyonuna dayanıklı. Aşın yüklere dayanıklı yataklar, kızaklar, sonsuz vida karşılık dişlisi, transmisyon cıvatası Dö.45 Tav.400 SçSOO Dö.10 I Tav.175 Sç.480 somunları Vana ve armatür. Do.5 Do.60 Deniz suyu korozyonuna dayanıklı, su uarı armatürleri, pompa çarkları, kaymalı yataklar, urçlar Tav.40 Sç.4 Tav.70 Sç.170 Dö.50 Dö.15 Do. 15 Dö.55 Döküm süs eşyaları, Optik eşyalar, ameliyat ve dişçilik aletleri, fotoğraf makinesi parçaları, madeni süs eşyaları. Do. 170 Dö Yumuşak olup yüksek kaydırma özelliğine saip, sülfirik aside dayanıklı, yağsız kalma durumlarında ve su ile yağlama yapailir. Tav.500 Sert75 Tav.175 Ser1450 Tav. 60 Sert7 Tav.80 Sert10 Deniz suyuna, korozyona dayanıklı. Kimya ve gıda sanayisinde kullanılan mutelif döküm parçaları, ilassa yüksek mukavemetli aside dayanıklı armatürler

23 D-CuAM0e Alüminyum ronzu Cu88 AI10 e Tav.500 Tav. 180 Tav 18 Tav. 100 Kimya, gıda, yağ sanayi, maden makineleri ve gemi inşaat döküm parçaları imalinde, dişliler, konik dişliler, sonsuz dişliler, civatalar, urçlar, sıcak uar armatürleri, kaydırma kızakları ve aşınma parçaları, gemi pervane ve somunları imalinde Polimerlere Örnekler, Kullanıldığı Yerler ve Önemli Özellikleri Polimer adı Molekül Yapısı ve üstünlükleri Kullanıldığı yerlere örnek Önemli Özellikler PC Polikaronat PE Polietilen -iyi oyusal stailite -Dareye dayanıklılığı ve sünekliliği iyi -Kimyasal etkilere dayanı. -Elektrik yalıtkanlığı iyi -Tokluğu iyi -Düşük Sürtünme Katsayısı -Miğfer -Otomoil tamponları -Esnek şişeler -Oyuncaklar -Bardak. -Akü parçalan -Amalaj Ektrüzvon ile üretilmiş Tç=10-15 C e=55-66n/mm A=% =8-90N/mm 0,91 g/cm 4 yoğunluklu Tç=40 C m=6n/mm A=%100 ABS Akrilonitril Bütadien-Stiren PAN Poliakrilonitril PTE Politetraflor Etilen (Teflon) PA Poliamid (Nylon) -iyi dayanım ve tokluk -Elektrik yalıtkanlığı iyi -Isıda deforme olmama -iyi ışık geçirgenliği -Atmosfer etkilerine dayanıklık -Kimyasal etkilere dayanıklık -Elektrik yalıtkanlığı iyi -Düşük sürtünme katsayısı -iyi dayanım ve tokluk -Aşınmaya dayanıklı - Düşük sürtünme katsayısı Termoplastik Polimerler -Buzdolaı iç kaplaması -Baçe sera ekupmanları -Oyuncaklar -Ayakkaı taanları -Boru -Ev eşyaları -Büro eşyaları -Trafik lamaları -Cankurtaran ve polis ışıldakları -Teknik resim çiziminde kullanılan cetvel gönye vs. -Şeffaf plastik ardaklar -iğne enjeksiyon tüpü -Kimyasal etkilere inert -Korozif etkiler altındaki sızdırmazlık keçeleri. -Düşük sürtünme katsayısı -Kaymalı yataklar -Kaplamalar -Kaymalı yataklar -Dişli çarklar -Kalo ve teller için koruyucu kılıflar Ektrüzvon ile üretilmiş Tç=80 C m=4n/mm A=%60 =48N/mm Dökümle üretilmiş Tç=75 C m=66n/mm A=%4 =10N/mm Tç=10 C m=8-45n/mm A=% =10N/mm =0,04 (Kuru sürtünme şartlarında çelik-teflon çifti için) Ektrüzvonla üretilmiş: Tç=79-10 C e=6-90n/mm A=% =69-90N/mm Dökümle üretilmiş Tç=79-10 C e=76-90n/mm A=%0-60 =4-110N/mm ÇEġĠTLĠ MALZEMELE ĠÇĠN KĠTĠK KIILMA TOKLUĞU DEĞELEĠ Metaller K c (MPa m 1/ ) Akma Dayanımı (MPa) Aluminum Alaşımı Demirli alaşımlar Dökme Demir oter Çeliği (A5) Basınçlı Kap Çeliği (HY10) Yüksek Mukavemetli çelik Yumuşak Çelik Orta karonlu Çelik 51-40V D6AC Ni AC Titanium Alaşımı Ti 6Al 4V Beryllium (Be) 4
24 Polimerler Seramikler Kompozitler Malzeme K c Malzeme K c Malzeme K c (MPa m 1/ ) (MPa m 1/ ) (MPa m 1/ ) ABS 4 Electric Porcelain 1 GP 0-60 Epoxy Soda Glass CP -45 Nylon Alumina (Al O ) -5 Boron ier-epoxy 46 Polycaronate 1-.6 Wood (along grain) Polyester 0.5 Mineraller Sentetik malzemeler Polyetylene 1- Sale 0.6 Cement/Concrete 0. Polypropylene Soda Glass Silicon Nitride (Si N 4) 4-5 Polystyrene Cement/Concrete 0. Coalt Carite PMMA Granite Tungsten Carite Çizelge: Sertlik değerlerinin yaklaģık dönüģüm talosu ockwell B ockwell C Vickers Brinell m (MPa)
25 4. MAKĠNA ELEMANLAINDA MUKAVEMET HESABI Makine elemanlarında mukavemet esaplamanın iki amacı vardır. Bir konstrüksiyonda öngörülen elemanın taşıması, iletmesi gereken kuvveti veya momenti, istenilen süre oyunca, emniyetli ir şekilde taşıyailmesi için angi malzemeden ve angi oyutlarda imal edilmesi gerektiğinin ilinmesi İmal edilmiş ir elamanın düşünülen işleme şartları altında angi kuvvet veya momenti emniyet sınırını aşmadan ne kadar süre taşıyaileceğinin elirlenmesi (maksimum zorlamanın elirlenmesi) dir. Makine elemanlarının esaı genel mukavemet ilgisi ile yapılır. Mukavemet esaının amacı; ir elemanda dış kuvvetlerin doğurduğu zorlamaları esap yoluyla ulmak ve unu eleman sınır değerleriyle karşılaştırmaktır. Bir elemanın mukavemet değerleri, malzemenin mekanik özelliklerine, şekline ve oyutlarına ağlıdır. Emniyetli ir çalışma için u değerler dış zorlamaların oluşturduğu gerilmelerden elli ir emniyet sağlayacak kadar üyük olmalıdır. Boyutlandırma yapılırken genelde aşağıdaki ususlara dikkat edilir. Sistem yükler altında taşıyıcı özelliği ozmamalı Boyutlandırma ekonomik olmalı Estetik veya ergonomiklik kavramı değerlendirilmeli Emniyetli şekilde oyutlandırılmalı 4.1 MAKĠNE ELEMANLAINDA HASALA Makine tasarımı elirli ir fonksiyonu gerçekleştirmek üzere, elirli ir malzemeden elirli ir şekle saip ir makinenin gerçekleştirmesi için yapılan işlemleri içerir. Elemanın malzemesi ve şekli gerçekleştirilecek fonksiyonun özelliğine göre elirlenmelidir. Dolayısıyla ir makine elemanı, kendinden eklenen fonksiyonu yerine getiremiyorsa asara uğramış demektir. Bunun sonucu olarak asar, makine elemanını tamamen parçalanıp dağılması şeklinde olaileceği gii assas ir yüzeydeki küçük ir çizik şeklinde de ortaya çıkailir. Makine elemanları ilimi, makine elemanının kullanım süresi oyunca maruz kalacağı etkileri tamin etmek ve tasarım aşamasında u yöntemleri göz önüne almak üzere geliştirilmiştir. Yapılacak taminler tasarımcının deneyimlerine ağlı olarak ne derece doğru olursa yapılan makine elemanı o derece sağlam ve ekonomik olarak elde edilir. Makine elemanları üzerinde çok çeşitli asar türleri görüleilir. 4. EMNĠYET KATSAYISI Makine tasarımında kullanılan malzeme özelliklerine ait ilgiler istatistiksel olarak elde edilmiş ilgilerdir. Buna karşılık çevre şartlarını elirleyen ve gerilmenin esaplanmasında kullanılan ilgiler de istatistiksel verilere dayanmaktadır. Dolayısıyla er iki ilgi de uygulamada azı farklılıklar göstereilecek özellik taşır. Genel olarak elemana etki eden gerilme, elemanının yapıldığı malzemenin dayanımından küçük ise eleman u gerilmeyi taşır denileilir. Buradaki istatistiksel veriler kesin esaplamaları engellemekte ve işlemlerin ir emniyet payı içersinde yapılmasını zorunlu ale getirmektedir. Bu amaçla kullanılan katsayı emniyet katsayısı olarak adlandırılır. Emniyet katsayısı, yük ile gerilmenin orantılı olduğu durumlarda uygulanan gerilme ile dayanım arasındaki ilişkiyi elirleyecek şekilde, e EK AK S denklemi ile tanımlanır. Buradaki emniyet katsayısı malzeme ilgisi için gereken emniyet ve yük ilgileri için gereken emniyet paylarının çarpımı olarak toplam emniyet katsayısını elirtmektedir. Emniyet katsayısı (EK) kendisini elirleyen yük ve malzeme özellikleri ile ilgili ilgilerin kesinlik durumuna ve asar durumunda ortaya çıkacak olan can ve mal kayına göre tasarımcının tecrüesine ağlı olarak esaplanır. Malzeme özellikleri ve yükleme durumu çok iyi iliniyorsa ve asar durumunda ortaya çıkacak mal kayı imal edileilir durum ise EK=1.5 alınailir. En kütü durumunda emniyet katsayısı ile 4 arasında olailir. Burkulma 5

26 gii durumlarda yük ile gerilme orantılı olmaz. Bu durumda emniyet katsayısının uygulaması daa detaylı analizler gerektirir. Çekme gerilmesi; Bir elemana aynı eksen doğrultusunda ve ters yönde kuvvet etkimesinde elemanın kritik kesitinde meydana gelen normal gerilmedir. 4. GEĠLME ĠLE HASA Makine elemanlarındaki en önemli asar nedeni gerilmedir. Dolayısıyla elemanın tasarımı ilk olarak gerilmeye göre yapılmalıdır. Gerilmenin etki şekline göre farklı tiplerde asarlar meydana gelir. Aşağıdaki şekilde iki ve üç oyutlu olmak üzere iki farklı gerilme elemanı gösterilmiştir. Üç oyutlu gerilme elemanında x, y ve z yönlerinde normal gerilmeler ulunmaktadır. Aynı zamanda er ir yüzeyde iki tane olmak üzere x, y ve z yönlerinde farklı kayma gerilmeleri meydana gelmektedir. İki oyutlu elemanda ise, x-y yönünde normal ve kayma gerilmeleri meydana gelmektedir. Elemanın er ir yüzeyinde x ve y ye ağlı olarak tek kayma gerilmesi oluşmaktadır. Bir çok durumda üçüncü oyuttaki gerilmeler imal edilerek sadece oyutlu gerilmelerin incelenmesi yeterli olmaktadır. oyutlu durumda z doğrultusundaki durum ya gerilmelerin sıfıra eşit olduğu ir durumdur, ya da şekil değiştirmelerin sıfıra eşit olduğu ir durumdur. Birinci durum düzlemsel gerilme durumu olarak adlandırılır. İkinci durum ise düzlemsel şekil değiştirme durumu olarak adlandırılır. Düzlemsel şekil değiştirme durumunda z doğrultusundaki normal gerilmeler diğer düzlemdeki normal gerilmelere ağlı olarak esaplanır. ç A Basma gerilmesi, ir elemana aynı eksen doğrultusunda ve aynı yönde kuvvet etkimesinde ç (em) elemanın kritik kesitinde meydana gelen normal gerilmedir. Gerilme değerleri makine elemanı üzerine etki eden yüklere ağlı olarak Cisimlerin Dayanımı dersinde gösterilen formül ve tekniklerle elde edilir. x xy y yx xy x x zy zx yz xz yx xy z y A (em) Eğilme gerilmesi, iki ucu serest mesnetli veya ir ucu ankastre kirişler ir kuvvete maruz kaldığında eğilme momenti etkisi altında eğilme gerilmesine maruz kalmaktadır. yx y İki ve Üç Boyutlu Gerilme Elemanı 6

 W GI p e M 4.")
27 M e. l W W Eğilmeyle irlikte oluşan gerilme değeri; e e ( em) e e k A k (em) Yapıda meydana gelen seim veya çökme; Açısal şekil değiştirme; l 16EI s l 48EI Burulma gerilmesi, dönen eleman, dönme ekseni oyunca döndürme momenti etkisinde urulmaya maruz kalarak kayma gerilmesi ile yüklenmektedir. M e. l W W Eğilmeyle irlikte oluşan gerilme değeri; e e ( em) Yapıda meydana gelen seim veya çökme; Açısal şekil değiştirme; Makaslama (kesme) gerilmesi l EI e l s EI e M Oluşan gerilme değeri; urulma açısı; (em) W GI p e M 4..1 Statik Olarak Etki Eden Gerilme Makine elemanına yavaşça uygulanan ve makine elemanının kullanma süresi oyunca üzerine etki eden gerilmenin üyüklüğü 1000 defadan fazla değişmeyen yükleme durumları statik olarak adlandırılır. Bu gerilme altında şu asarlar meydana gelir. Kırılma veya plastik şekil değiştirme Gevrek kırılma Sünme veya sürünme Elastik kararlılığın (stailite) ozulması Elastik çökme ezonans l 4.. Tekrarlı Yükleme Durumu Elemanın üzerine etki eden gerilmeler kullanım süresi oyunca 1000 kereden fazla değişiyorsa una tekrarlı yükleme durumu denir. Bu gerilme altında iki farklı asar tipi ortaya çıkar. 7
28 Yorulma Aşınma urada iki oyutlu yükleme durumu için esaplanır. max,min x y x y xy ile 4.. Dareli Yükleme Durumu Mor Teorisi Dareli yükleme gerek statik gerekse tekrarlı olarak etki eden gerilmelerin şiddetini artıran yönde etki eder. Örneğin yavaşça etki ettirilen ir statik yük aynı eleman üzerine çok düşük ir mesafeden serest düşme ile çarpışacak şekilde etki ettirilirse eleman üzerinde iki katı üyüklüğünde gerilmenin oluşmasına neden olur. Tekrarlı yüklemede de enzeri ir konu söz konusudur Diğer Hasarlar Korozyon, aşınma ve yüzey ezilmesi gii asarlardır. 4.4 KIILMA VEYA PLASTĠK ġekġl DEĞĠġTĠMEYLE MEYDANA GELEN HASA Gevrek malzemeler kırılarak, sünek malzemeler ise plastik şekil değiştirerek (Akma) asara uğrarlar. Malzemelerin sünek veya gevrek oluşu çekme deneyinden yaklaşık olarak elirleneilir. Toplam şekil değiştirme %5 e kadar olan malzemeler gevrek daa fazla olan malzemeler ise sünek sayılır. Genel gerilme durumunda malzemelerin angi şartlarda asara uğrayacağı konusunda ir çok teori ortaya atılmıştır Maksimum Normal Gerilme (ankine) Teorisi Bu teoriye göre ir makine elemanında meydana gelen mutlak değerce maksimum gerilme değeri çekme veya asma deneyinden elde edilen, asar anındaki gerilme değerine ulaştığında makine elemanında asar aşlar. Bu teorinin çekmedeki ve asmadaki maksimum gerilme değeri eşit olan gevrek malzemeler için doğru sonuçlar verdiği deneysel çalışmalarla gösterilmiştir. Maksimum normal gerilmesi teorisini aşağıdaki içimde yazailiriz. max 1 veya m EK Çekme ve asmadaki maksimum gerilme değerleri, önemli ölçüde fark gösteren malzemeler için ortaya atılmış ir teoridir. Genellikle gevrek malzemeler için uygulanan u teorideki gerilme durumları, a) mç 0 ise 1 EK ) 0 ise 1 c) 0 ise mç m m EK 1 EK şeklinde yazılailir. 1,, asal gerilmeler olarak adlandırılır. Bu gerilmelerin ulunduğu düzlemlerde kayma gerilmesi ulunmamaktadır. Asal gerilmeler düzlemsel gerilme durumu için maksimum normal gerilme teorisinde verilmiş olan maksimum ve minimum gerilmelerin esaplandığı formül sonuçlarına göre aşağıdaki talodan elirlenir. max > min > 0 1 = max, = min, =0 max > 0 > min 1 = max, = 0, = min max > min 1 = 0, = max, = min 4.4. Maksimum Kayma Gerilmesi (Tresca)Teorisi Bu teoriye göre makine elemanı üzerindeki ulunan en üyük kayma gerilmesi değeri, malzemenin çekme deneyindeki asara uğradığı anda üzerinde ulunan kayma gerilmesi değerine ulaştığında asar meydana gelir. Deneyler u teorinin ir çok sünek malzeme için uygun sonuçlar verdiğini göstermiştir. Bu teorinin ir diğer ismi Tresca teorisi olarak ilinmektedir. Bu teori aşağıdaki içimde ifade edilir. 8
29 1 e EK veya 1 e EK yukarıdaki ifadede eğer gerilmelerden erangi irisi sıfır olursa maksimum normal gerilme teorisi elde edilmiş olur. yazıldığında, x elde edilir. y 4 xy e EK..4. Biçim DeğiĢtirme Enerjisi (Von Mises) Teorisi Asal gerilmeler yerine iki oyutlu durum için gerilmeler Bu teoriye göre makine elemanı üzerindeki gerilmelerin neden olduğu içim değiştirme enerjisinin üyüklüğü çekme deneyinde akma noktasında meydana gelen içim değiştirme enerjisine ulaştığında asar gerçekleşir. Deneysel çalışmalar sünek malzemeler için daa düşük ir güvenlik sağlamasına rağmen daa doğru sonuçlar verdiğini göstermiştir. Bu teori Von Mises Teorisi olarak da adlandırılmaktadır. oyutlu durum için matematiksel ifadesi, 1 1 şeklindedir. Asal gerilmelerden ir tanesi örneğin 0 ise, Von-Mises teorisini aşağıdaki içimde yazailiriz. 1 1 e EK e EK u formülde, asal gerilmeler yerine iki oyutlu durumdaki normal gerilmeler yazılırsa, x y x y xy e EK elde edilir. Von Mises teorisi genellikle sünek malzemeler için kullanılan ir teoridir. Çözümlü Soru 1; Şekilde verilen gerilme elemanı ir makine parçasından çıkarılmıştır. Aşağıdaki durumlar için emniyet katsayısını esaplayarak makine elemanında asarın gerçekleşip gerçekleşmeyeceğini EK= için elirleyiniz. x = 70 MPa y = 100 MPa xy = 40 MPa a) Çekme ve asmadaki maksimum gerilme değeri 00 MPa olan gevrek ir malzeme ; ) Çekmedeki maksimum gerilme değeri 00 MPa, asmadaki maksimum gerilme değeri 400 MPa olan gevrek malzeme; c) Akma dayanımı 00 MPa olan sünek malzeme ; durumlarını ulunuz. Prolem iki oyutlu ir yükleme durumunu temsil etmektedir. İlk olarak yapıda oluşacak maksimum ve minimum gerilme değerleri esaplanır. x y x y 70 ( 100) max xy 40 min max, MPa 0 1 min 108, 94MPa a) Çekme ve asma anında maksimum gerilme değeri eşit olduğundan ankine teorisi kullanılailir. max 1 veya m 00 ; 108,94 EK, 75 EK EK Parça asara uğramaz. ) Gevrek malzeme için çekme ve asmada gerilme farklı olduğundan Mor Teorisi kullanılailir. 1 mç m 1 EK 78,94 00 EK 1,49 Hasar gerçekleşir. 108, EK 9

30 c) Sünek malzemeler için Tresca ile çözersek; 1 Örnek; e EK 00 78,94 ( 108,94) 1, 59 EK EK Hasar gerçekleşir. Bir makine parçasının kritik ir noktasında şekildeki gii ir gerilme elemanı çıkarılmıştır. Emniyet katsayısı için aşağıdaki durumları araştırınız. 4.5 GEĠLME KONSANTASYONLAI Gerilme ile ilgili temel formülasyon cisimlerin dayanımı dersinde gerilme esaı yapılan kesitlerde geometrik süreksizlik ulunmaması şartına ağlı olarak elde edilmiştir. Kesitte süreksizlik ulunduğu zaman formüllerle elde edilen değerler atalı sonuçlar verir. Yapılan deneysel ve ilgisayar modellemesine dayalı çalışmalar kesitteki gerilme dağılımının ortalama ir gerilme değerine göre elirli katsayılarla çarpılarak esaplanaileceğini göstermiştir. Hasarlar süreksizlik civarında aşlamaktadır. Bu nedenle süreksizliklerin gerilme konsantrasyonuna (yığılma) neden olduğu elirlenmiştir. Makine elemanları açısından en telikeli durum dikkate alındığı için yalnızca kesitteki maksimum gerilmenin ilinmesi yeterlidir. Bu değerleri elde etmek için gerekli katsayı grafikler alinde verilmiştir. a) Makine elemanının malzemesi m 00MPa olan gevrek ir malzeme olması durumu için; ) Makine elemanı malzemesinin mç 00MPa, m 00MPa malzemeden yapılması durumu için; c) Akma dayanımı 00MPa olan sünek malzeme için; olan ir Örnek; Gerilme konsantrasyonları yüklemenin statik ve tekrarlı olması durumuna göre ve malzemenin sünek ve gevrek olmasına göre farklı şekillerde kullanılır. Statik yükleme durumunda, sünek malzemeler şekil değiştirme sertleşmesine uğrayarak mukavemetleri arttığı için K t değeri dikkate alınmaz. Ayrıca meydana gelen şekil değiştirme süreksizlik civarında ası şeklinde artık gerilmelere neden olduğu için asar oluşumu gecikir. Gevrek malzemelerde ise genellikle malzeme yapısı içinde doğal olarak çentik ve çatlak etkisi Şekilde verilen ankastre kiriş şeklindeki depo sünek ir malzemeden yapılacaktır. Emniyet gösteren kusurlar ulunur. Bu kusurların miktarına ağlı olarak er ir malzeme iç yapısından katsayısı olması istendiğine göre genel yapı çeliklerinden ir malzeme seçiniz. Depo ince kaynaklanan süreksizliklere farklı tepki verir. Bu nedenle gevrek malzemeler için çentik cidarlıdır. (Not: En telikeli ölgeler A ve B noktalarıdır.) assasiyeti (q) tanımlaması yapılmıştır. Bu katsayı sonradan açılan çentiklerin malzemenin 0
31 asarında ne kadar etkili olduğu elirleyen ve gevrek malzemeler için 0,-0,5 arasında değişen ir katsayıdır. Katsayı dikkate alındığında teorik gerilme yığılma katsayısı yerine çentik katsayısı ( K ) kullanılır ve ç K 1 q( K 1) içimde ifade edilir. ç Burada q çentik assasiyeti, t K t ise teorik gerilme konsantrasyon katsayısı olarak tanımlanır. 4.6 GEVEK KIILMA Gerilme konsantrasyonu oluşturan süreksizliklerin ucundaki eğrilik yarıçapı küçüldükçe gerilme konsantrasyonu ızla üyür ve sonsuza yakın ir derecede üyük değerler alır. Bu gii süreksizler çatlak olarak adlandırılır ve gerilim konsantrasyonundan farklı olarak kırılma mekaniği analiz yöntemleriyle incelenir. Bir makine elemanının malzemesi sünek ile olsa üzerinde ulunan çatlak nedeniyle elirli şartlar altında gözle görüleilir şekil değiştirme göstermeden yani gevrek olarak kırılailir. Bu, makine tasarımı açısından istenmeyen durumdur. H kalınlık t anma t y y xy K r f () H d/ K t max anma r x d/ kalınlık t max a x H H d 6 max H d kalınlık t Gerilme Konsantrasyonun Oluşması Çatlaklı Makine Parçasında Çatlak Civarındaki Gerilmeler ormülde çatlak civarındaki gerilmelerdir ( f () ise, ya ağlı ir fonksiyondur., x, ), K gerilim şiddet faktörü ve y xy Çatlak civarındaki gerilmeler gerilme şiddet faktörü olarak adlandırılan geometriye ve yükleme durumuna ağlı olarak değişen ir katsayı ile doğru orantılıdır. Bu katsayı genel olarak; K f a H 1
32 formülü ile esaplanır. Çatlak oyu ve leva genişliğine ağlı olan fonksiyon azen formül ile azen talodan seçilecek ir değer olarak azen de grafiksel olarak literatürden elde edileilir. Gerilme şiddet faktörü tasarım eşitliğinin ir tarafı olarak esaplamalar ile elde edilir. Tasarımın doğruluğunu kontrol etmek için gerekli olan malzeme özelliği kırılma tokluğu olarak adlandırılır ve K c ile gösterilir. K c değeri deneysel olarak elde edilir. Çatlağın geometrisi ve yükleme durumuna göre analizde kolaylık sağlaması açısından kırılma mekaniği prolemleri üç grua ayrılmaktadır. Bunlar mod olarak adlandırılır. Bu geometri ve yükleme durumu için u elemanda ulunailecek en üyük çatlak uzunluğu ne olailir. Çatlak uzunluğu elirlendikten sonra çeşitli muayene yöntemleri kullanılarak elemanda daa üyük ir çatlağın ulunmaması sağlanır. Belirli ir geometri ve çatlak oyuna saip olan ir makine elemanı en fazla angi yükle yükleneilir. Sünek malzemeler çatlak ulundursalar ile azen gevrek kırılmayla değil plastik şekil değiştirmeyle asara uğrayailirler. Bu nedenle u tip makine elemanlarını em gevrek kırılma açısından em de plastik şekil değiştirme açısından kontrol etmek gerekir. Mod I: Açılma modu olup yükleme etkisiyle çatlağın karşılıklı yüzeyleri iririnden ayrılmaya çalışır. Genelde kırılma mekaniği prolemleri u moda uymaktadır. Mod II: Kayma modu olup yüzeyler iriri üzerinden kaymağa çalışır. Buda ikinci dereceden sık karşılaşılan ir prolemdir. Bazı durumlarda Mod I durumu ile eraer ulunailir. Mod III: Yırtılma modudur. Şekil de u üç türlü kırılma mod şekilleri gösterilmiştir. Açılma, Kayma ve yırtılma Modları Kırılma mekaniği prolemlerinde proleme seep olan mod elirlendikten sonra statik yükleme için iki soruya cevap aranır. Malzemelerin kırılma toklukları akma sınırları ile ters orantılıdır. Akma sınırı arttıkça kırılma tokluğu azalır. Çizelge: Bazı Malzemelerin Kırılma Toklukları ve Akma Sınırları MALZEME KIILMA TOKLUĞU AKMA SINII e [MPa] K ıc MPa m Saf demir alüminyum alaşım Dökme demir EN GJS Dökme demir EN GJS çeliği (45 o C temperlenmiş) çeliği (60 o C temperlenmiş) Bakır > Yüksek karonlu çelik Yumuşak çelik Pirinçler Kırılma tokluğu ve akma sınırına ağlı olarak numune kalınlığı sağlamalıdır. Gevrek kırılma için asar kriteri, K K K.5 e ıc B eşitliğini ıc I şeklinde ifade edileilir. EK

33 YÜKLEME DUUMLAINA GÖE GEĠLME ġġddet AKTÖÜ OMÜLLE
34 4 M d d ġekil: aturalı ir milde çekme zorlanmasında gerilme yığılma faktörü değerleri ġekil: aturalı ir milde eğme zorlanmasında gerilme yığılma faktörleri 4
35 16T d 4 d T T ġekil: aturalı ir milde urma zorlanmasında gerilme yığılma faktörleri ġekil: Ortasına atura açılmış milde çekme zorlanmasında gerilme yığılma faktörü değerleri 5
36 M d 16T d T T ġekil: Yivli milde urma zorlanmasında gerilme yığılma faktörü değerleri ġekil: Ortasına atura açılmış milde eğme zorlanmasında gerilme yığılma faktörü değerleri 6
 ( 6 t d W M")
37 7 t d W anma ) ( t d W anma ) ( ) ( 6 t d W M anma ) ( 6 t d W M anma
38 H d mm t anma anma t N / mm T T Çentik faktörü esaplanır. d K ç 5 0 0,16 K ç 1 q( K t1) K t? K,55 sayfa 7 T K 1 1 0,4,55 1 1, 6 1 q T max 1,6x40 64, 8MPa Örnek; D Dd 4 M ( D 5.d ) D ġekil: adyal delikli milde çekme, eğme, urma zorlanmasında gerilme yığılma faktörü D 16T.7( dd d ) Şekildeki mil m 50MPa q0. 4 uğrayıp uğramadığını araştırın. Örnek; olan ir malzemeden yapılmıştır. Milin asara Çözümlü Soru; Şekildeki leva q = 0,4 gevrek ir malzemeden yapılacaktır. levada meydana gelecek maksimum gerilmeyi esaplayınız. Leva çekme kuvvetine maruz kalmaktadır. Levada oluşan maksimum gerilme değeri K. formülüyle esaplanır. Syf:1 max ç anma Şekildeki leva q=0,5 olan dökme demirden yapılıyor. EK=,5 için uygun ir malzeme elirleyiniz? 8
39 Örnek; 4.7 SÜNME VE SÜÜNME Bazı sünek malzemeler akma sınırının altında yüklenmiş olmalarına rağmen zamanla değişik davranış göstermeye aşlayailirler. Eğer malzeme sait ir kuvvet ile yüklenmiş ise, aşlangıçta elde edilen elastik şekil değiştirmenin sait olmadığı ve zamanla değiştiği görülmektedir. Bu olaya sünme adı verilir. Diğer taraftan eğer makine elemanı sait ir şekil değiştirme olacak şekilde yüklenmiş ise, zamanla u şekil değiştirmeyi sağlayan kuvvetin azaldığı görülmektedir. Bu olaya da sürünme veya gerilim gevģemesi adı verilir. Şekildeki mil çekme dayanımı 100 MPa olan gevrek ir malzemeden yapılacaktır. a) q= 0,5 olduğuna göre parçanın asara uğrayıp uğramayacağını elirleyiniz. ) 00 Nm urulma kuvveti altında asara uğrayıp uğramayacağını elirleyiniz. Örnek; 1.Durum ir noktada uzun süre sait olarak tutulması gereken yükler için telikelidir..durum ise, ayar elemanlarında gereken assasiyetin sağlanmaması açısından önemlidir. Özellikle yüksek sıcaklık u iki olayın meydana gelmesini ızlandıracak şekilde etki eder. Şekilde zamanla şekil değiştirmenin artması olayı şematik olarak verilmiştir. 1.ölge aşlangıç ölgesi,.ölge kararlı ve esaplanailir ölge,.ölge kontrolsüz veya asar ölgesi olarak tanımlanır. Herangi ir malzeme için kararlı ölgedeki formulasyon ilinir ise angi sürenin sonunda makine elamanının angi şartlarda asara ulaşacağı tamin edileilir ve u sayede makine elemanı için değiştirme süresi önceden esaplanailir. Şekildeki kiriş sünek ir malzemeden yapılacaktır. Emniyet katsayısı,5 olması istenmektedir. Genel yapı çeliklerinden uygun ir malzeme seçiniz? (kirişin çapı 0 mm dir.) 1. Bölge. Bölge. Bölge Örnek; T1 T T T<T<T1 Şekildeki mil gevrek ir malzeme olan lamel grafitli dökme demirden yapılacaktır. q=0,4 kaul edilerek malzeme seçimini yapınız? EK= alınacaktır. Zaman Sünme Eğrisi 9


40 5. TEKALI YÜKLEME (YOULMA) Eleman içinde ulunan çatlakların zamanla ilerleyerek ve irleşerek kalıcı ir şekil değiştirme göstermeden ve akma sınırını altındaki gerilmelerde kopma şeklinde asara uğraması yorulma olarak tanımlanır. Eleman üzerinde içir çatlak olmasa ile etki eden yük max a altında dislokasyonlar ilerleyerek gerilmelerin yüksek olduğu ölgelerde ir çatlağın oluşmasına neden olailir. Bu da zamanla üyüyerek kırılmaya neden olur. min 0 m t Yorulma asarı, görünen plastik şekil değiştirme olmadan gerçekleştiği için ve kırılma şeklinde olduğundan üyük zararların ortaya çıkmasına neden olailir. Yorulmanın gerçekleģmesi için zaman içinde yüklerin tekrarlı olarak etki etmesi gerekmektedir. Genellikle tekrara kadar gerçekleģen asarlar kısa ömürlü yorulma, 10 milyonun üzerindeki tekrarlarda asar meydana gelmemesi de sonsuz ömür olarak adlandırılır. Bu nedenle yorulma konusu 10 ve 10 7 tekrar arasında gerçekleşen asarlarla ilgilidir ve u aralıkta asarın oluşmaması tasarımcının asıl edefidir. Hesaplamalar yapılırken kolaydan zora doğru ir akış izlenmektedir. Bu nedenle genellikle yükleme durumu aşlangıçta sinüs eğrisine uygun olarak kaul edilmektedir. Şekillerde çok rastlanan yükleme durumları verilmiştir. Eleman üzerine etki eden kuvvetin çeki ve ası olarak eşit ir şekilde meydana geldiği yükleme durumuna tam değiģken tekrarlı yükleme denir. Minimum gerilmenin 0 olduğu durum dalgalı değişken tekrarlı yükleme olarak adlandırılır. Genel değişken yükleme durumu minimum ve maksimum gerilmelerin rast gele olduğu durumlarda oluşur. Şekillerde Tekrarlı yükleme durumları max maksimum gerilmeyi, min minimum gerilmeyi, m ortalama gerilmeyi, ise değişken gerilmeyi göstermektedir. Maksimum ve minimum gerilmelere göre a ortalama ve değişken gerilmeler aşağıdaki içimde ifade edilir. m max min max min a Genel değişken gerilmelerin karakterini elirlemek için gerilme oranları tanımlanmıştır. Bu oranlar min, max A a olarak gösterilir. 1 ise tam değişken yükleme durumu, 0 ise dalgalı yükleme durumu, 1 ise statik yükleme durumu anlamına gelmektedir. m nin değeri unların dışındaysa genel değişken yükleme durumu söz konusudur. max 0 t max min min t Yorulma ile Kırılmış ir malzeme yüzeyi 40
41 Yorulma deneylerinde genellikle 5 veya 10mm çaplı gerilme konsantrasyonu olmayacak Ģekilde iģlenerek üretilmiģ ve yüzeyi ayna parlaklığında parlatılmıģ numuneler kullanılır. Deney oda sıcaklığında yapılır. Ortamda korozif etki oluģturacak maddelerin ulunmamasına özen gösterilir. Şekil: Bir Cıvatanın Yorulma Sonunda Kırılmış Bölgesi Yorulmayı etkileyen faktörler 1. Uygulanan gerilmenin üyüklüğü ve doğası. Gerilme konsantrasyonları. Eleman içinde ulunan kalıntı gerilmeler 4. Eleman yüzey özellikleri 5. Sıcaklık 6. Çevre şartları 7. Elemanın oyutları 5.1. YOULMA DENEYLEĠ Wöler den aşlayarak çok çeşitli yorulma deney ciazı ve yöntemleri geliştirilmiştir. En çok kullanılan tren akslarına enzer şekilde ir yükün uygulandığı dönen eğmeli yorulma deneyidir. Bu deneyde sadece tam değişken yükleme durumuna göre yorulma deneyleri yapılailmektedir. Genel değişken yorulma deneylerini yapailmek için çeşitli deney ciazları tasarlanmış ve üretilmiştir. Bunlar arasında da en çok kullanılan çekme deney ciazının modifiye edilmiş olarak kullanılmasıyla yapılan yorulma deneyleridir. Yorulma deneyinde elirli ir yükleme durumunda eleman üzerine kaç tekrar uygulanırsa uygulansın kırılma meydana gelmez. Bu gerilme değerine yorulma limiti adı verilir. Çelikler aşağıdaki şekilde olduğu gii ir notadan itiaren yataya paralel ale gelen ir diyagrama saiptir. Bu durum genellikle tekrar aralığında gerçekleşir. Bundan önceki er gerilme için asarın gerçekleştiği ir tekrar sayısı söz konusudur. Bu gerilme değeri N tekrar için yorulma mukavemeti olarak adlandırılır. Özellikle demir dışı metaller ve metal olmayan malzemeler için ir yorulma limiti söz konusu olmayailir. Bu türden malzemelerde tekrar sayısı ne olursa olsun ancak yorulma mukavemetinden söz edileilir. Şekilde demir dışı metallere ait şematik ir S-N grafiği verilmiştir. Yorulma deneyleri uzun süren ve paalı deneyler olduğundan yaklaşık ir değer kullanılmak üzere malzemelerin çekme mukavemetlerine göre ir tamin yapılailmektedir. Aşağıdaki çizelgede azı malzemeler için yaklaşık yorulma limitleri verilmiştir. log s S 1 Yorulma deneyleri elirli ir gerilme değerinde numunenin kaç tekrar sayısından kırıldığının ölçülmesi esasına dayanmaktadır. Bu amaçla azırlanan numunelere tespit edilen gerilme değerlerinden en az üç numune yüklenerek kaç devirde kırıldığı diyagram üzerinde işaretlenir. Çok uzun zaman isteyen ve paalı numune ve ciaz gerektiren ir deneydir N log N 41
42 log S 5.. YOULMA HESAPLAI Yorulma esapları ir çok çizelge ve grafiğin formüllerle irlikte kullanıldığı oldukça karmaşık teknikler içerdiğinden kolaydan zora doğru ir akış izlenecektir Tam DeğiĢken Yükleme Ve Sonsuz Ömür Durumu ( f ) log N Şekil Demir ve demir dışı metaller için yorulma deneyi (WÖHLE) grefikleri Bir makine elemanının sonsuz ömüre saip olup olmadığı elirlemek için elemanda esaplanan gerilme değerinin yorulma limitinden daa düşük olması gerekir. Bu durum tasarım eşitliği fd olarak şeklinde ifade edileilir. EK Malzeme Çizelge: Bazı Malzemelerin Yaklaşık Yorulma Limitleri Genel yapı çelikleri Isla çelikleri Sementasyon çeliği m > 1400 olan çelikler Lamel grafitli dökme demir Küresel Grafitli dökme demir Magnezyum alaşımları Ni-Cu Al-adde alaşımları Al-döküm alaşımları YaklaĢık Yorulma Limiti 0.5 m 0.45 m 0.4 m 700 MPa 0.7 m 0.4 m 10 6 tekrar için 0.5 m 10 6 tekrar için 0.45 m 10 8 tekrar için 0.8 m 10 8 tekrar için 0.16 m Yorulma Limiti Düzeltme aktörü Gerçek makine elemanları yorulma deneyi şartlarından çok farklı özelliklere saip olarak kullanılırlar. Buda deneyden elde edilen yorulma limitinin ideal ir değer olması ve unun gerçek şartlara göre düzeltilmesi gereğini ortaya çıkarır. İdeal şartlardan ayrılan er ir özellik için ir doğrultma katsayısı kullanılması gerekmektedir. Bu faktör toplu ir şekilde aşağıdaki eşitlikte gösterilmiştir. C C C ç K y C f T C g f fd Eşitlikte verilen er faktör sırasıyla incelenecektir. Boyut aktörü ( C ) EK Yorulma deneyi 10 mm çaplı numuneler ile yapılmaktadır. Daa üyük çaplı elemanların daa düşük yorulma limitlerine saip olduğu yapılan deneylerde görülmüştür. Bu nedenle makine elemanlarının oyutuna göre aşağıdaki çizelge elirtilen katsayılar kullanılarak düzeltme yapılmalıdır. Parça çaplarına göre oyut faktörleri Parça Çapı 10 mm C 4

43 Bu değerler eğilme ve urulma yüklemeleri için geçerlidir. Çekme asma şeklinde yapılan yüklemelerde oyut faktörü arasında, elde edilen yorulma limiti değerlerinin deneysel değer veya yaklaşık değer olmasına göre seçilir. Kesiti silindirik olmayan makine C y elemanlarında ise, çap yerine kullanılmak üzere d eş A formülüyle ir eş çap esaplanır. Bu formüldeki A değeri kesit alanı olarak tanımlanır. Dareli yükleme faktörü ( C ) ç Yorulma deneyi sinüs eğrisine uyan ir değişken gerilme ile yapılmaktadır. Gerçek uygulamalarda ise daa farklı yükleme durumları olailmektedir. Yükleme durumuna göre düzeltme katsayıları aşağıdaki çizelge seçilir. Yükleme tipi Yükleme Tipine Bağlı Olarak Dareli Yükleme aktörleri C ç Hafif yükleme (motor ve pompa..gii) Orta yükleme (krank-iyel mekanızması) Ağır yükleme (kesme ve şişirme presleri) Şiddetli (şamerdan, adde, taş kırıcı) Güvenilirlik aktörü ( C ) g Yüzey aktörü ( C y ) Değerleri Yüzey aktörü ( C ) y Deneyler ayna parlaklığında numuneyle yapılmaktadır. Malzemelerde genel olarak yüzey pürüzlülükleri çentik etkisi oluşturmaktadır. Bu durum malzemenin yorulma dayanımı etkilemektedir. Bu nedenle ekte verilen grafik yardımıyla yüzey faktörü değerler ulunmaktadır. Yorulma deneyleri ve u deneylerden elde edilen grafikler istatistiksel olarak %50 güvenilirliği ifade etmektedir. Daa yüksek güvenilirlik için ir düzeltme faktörü kullanılmalıdır. Çizelge: Güvenilirlik yüzdesine ağlı olarak güvenilirlik faktörü Güvenilirlik yüzdesi C g % 90 0,897 % 95 0,868 % 99 0,814 4
44 Yorulma çentik faktörü ( K f ) Deney gerilme konsantrasyonsuz numune ile yapılmaktadır. Gerilme konsantrasyonu olması durumunda statik yükleme şartlarında gevrek malzeme için esaplanan K ç eğerine enzer şekilde esaplanır. Kt değeri ilgili grafiklerden q değeri ise aşağıdaki talodan elde edilir. Çelik çekme dayanımı (MPa) Çekme ve Eğmede Çizelge: Çentik Duyarlılık aktörü q Değerleri (Grafikten elde edilmiş yaklaşık değerler) Çentik dii yarıçapı (mm) Burulmada 0,1 0,5 1 1,5,5, ,65 0,89 0,94 0,95 0,96 0,97 0,97 0,98 0,98 Sıcaklık Etkisi (C T ) ,5 0,78 0,84 0,86 0,88 0,9 0,91 0,9 0, ,45 0,68 0,76 0,8 0,8 0,84 0,85 0,86 0, ,4 0,6 0,7 0,76 0,79 0,8 0,8 0,84 0, ,5 0,57 0,65 0,71 0,74 0,76 0,78 0,8 0,8 50 0,1 0,51 0,61 0,67 0,7 0,7 0,74 0,77 0,77 Demir dışı alaşımlar 0,05 0,4 0,55 0,6 0,68 0,7 0,77 0,8 0,8 Çizelge: Yüksek Sıcaklığa Dayanıklı Çelikler İçin Çalışma Sıcaklıklarına Bağlı Sıcaklık Etkisi Çalışma sıcaklıkları ( o C) , , , , Tam DeğiĢken Yüklemelerde Sınırlı Ömür Sonsuz ömür durumunda yorulma limiti dikkate alınır. Her zaman sonsuz ömür için tasarım gerekmeyeilir. Kısa süreli kullanılacak makine parçaları sonsuz ömürden daa yüksek gerilmelerle yükleneilir. Dolayısıyla daa afif makineler yapılailir. Bu durumda elirli ir gerilme uygulanan parçanın kaç tekrara dayanaileceği veya elirli ir tekrara dayanması istenen parçaya ne kadarlık gerilme uygulanaileceğinin ilinmesi gerekir. Bu işlem S-N diyagramından grafiksel olarak elde edileildiği gii esaplama yoluyla da elde edileilir. Şekilde grafiksel yöntem gösterilmiştir. C T Makine elemanları oda sıcaklığından daa düşük sıcaklıklarda çalışıyorsa malzemede gevrek durum söz konusudur. Sıcaklığın oda sıcaklığının üstüne çıkması durumunda malzemenin çekme dayanımı ve akma sınırı düşmektedir. Yüksek sıcaklığa dayanıklı malzemeler dışındaki genel malzemeler için 75 o C ye kadar sıcaklığın etkisi dikkate alınmaz. 75 o C dan sonra ise, artan er 5 o C için 0.1 lik ir katsayı ile küçültülür. Bu ifade 00 o C ye kadar çalışan normal çelikler içindir. Karonlu ve düşük alaşımlı çelikler için sıcaklık faktörleri çizelge verilmiştir. arklı malzemelerin sıcaklık etkisini tespit etmek için kataloglara akmak gerekir. log S e i f 10 N i 10 6 Şekil: Wöler (S-N) Grafiği ve kısa ömürlü yorulma için ömür tekrar sayısı ilişkisinin elirlenmesi log N 44
45 Aynı değerler grafik logaritmik skalada doğrusal karakter gösterdiğinden formüllerle de elde edileilir. Bu kapsamda elirli tekrar sayısı için uygulanailecek tam değişken gerilme değeri, 0.8m CçK f N ile esaplanailir. Buradaki değeri doğrunun eğimidir. K C C fn f f 1000 y f C yc K f 1 log 1000 formülü ile esaplanır. Belirli ir gerilme değerinde 0.8mK ulaşailecek tekrar sayısını (N) ise, 1000 ( 0.8 ) fn f K f CyC N olarak yazılır. m CçK f f 1 Bu formül demir esaslı alaşımlar için 10 ile 10 6 arasındaki tekrarlı yüklemelerde geçerlidir. 10 tekrarda malzemenin akma sınırına kadar yükleneildiği ilinmektedir. ormüldeki u değer çekme mukavemetinin % 80 i olarak alınmıştır. Sonsuz ömür için dikkate alınan yorulma limiti düzeltme faktörleri sınırlı ömür durumunda azı değişikliklerle irlikte dikkate alınır. Genelde yüzey faktörü, yükleme durumu faktörü ve oyut faktörü sonsuz ömür ile aynı alınır. Güvenilirlik faktörü ise 1 olarak kaul edilir. Çentik faktörü ise tekrar sayısı ile irlikte değişen ir faktördür. Bu değişimi dikkate almak için formüllerde K f 1000 tanımlaması yapılmıştır. ile esaplanır. Burada q 1000 ifadesi 10 tekrar için çentik duyarlılık faktörü olarak tanımlanır. Aşağıdaki çizelgede çekme mukavemetine ağlı olarak q 1000 değerleri verilmiştir. Arada kalan değerler lineer orantı kullanılarak ulunailir Çizelge: Çekme Mukavemetine ağlı çentik duyarlılık faktörü ( q 1000) Çekme mukavemeti (MPa) q Ortalama Gerilmenin Etkisi Ortalama gerilmenin 0 dan farklı olması durumunda deneysel sonuçları ifade edeilmek için üç oyutlu ir diyagram çizilmesi gerekir. Bu diyagram tam değişken durum için çizilen Wöler eğrisine ir m eklenerek artan ortalama gerilmeyle yorulma limiti veya yorulma mukavemetindeki değişimi gösterir. Böyle ir deneyin yapılması zaten zor ve paalı olan yorulma deneylerini tamamen zorlaştırır. Buradaki zorluğu yenmek için tam değişken yorulma deneylerinden ve çekme deneyinden elde edilen değerlerle ortalama gerilmenin etkisi arasında ir ağlantı kurmak üzere çeşitli çalışmalar yapılmıştır. Bunlar; Gerer, Bağcı, Goodman, Sodererg kriterleri olarak adlandırılır. Bu kriterler aşağıdaki formulasyonlarda elirtilmiştir. Gerer kriteri, a 1 fn m m EK K 1 ( f 1000 q1000 K f 1) Bağcı kriteri a m 1 fn e EK 4 45
46 Sodererg kriteri; fn m e EK a 1 a / f Goodman kriteri, m EK a m 1 fn ve m a e EK Hasar 1 Bölgesi Gerer asar ölgesi sınırı olarak ir paraol önermiş Goodman ve Sodererg ise irer doğru önermişlerdir. Daa sonra maksimum gerilmenin akma sınırını geçmesi alinde makine elemanında kalıcı şekil değiştirme meydana geleceği gerçeği uygulamak üzere Goodman ikinci ir doğru daa tanımlamıştır. Sodererg Gerer Yapılan deneysel çalışmalar asarların daa ziyade Goodman ve Sodererg den dışarıda meydana geldiği, çok az asarın Goodman içinde oluştuğu gözlemlenmiştir. Bu durumda Sodererg çok güvenilirli ir sınır oluşturmaktadır. diyagramlarının karşılaştırılması şekilde gösterilmiştir. Sodererg, Goodman ve Gerer Emniyet katsayısı da dikkate alındığında Goodman kriteri yeterli sonucu vermektedir. Bununla irlikte ir tek formülle sonuca gidilmesi açısından zaman zaman Sodererg kriteri de kullanılmaktadır. ormüllerde verilen fn değeri yerine sonsuz ömür için fd değeri de yazılailir. Ortalama gerilme çeki olduğu zaman eleman üzerinde olumsuz etki yaparken ası olduğu zaman genel olarak olumlu ir etki yapması eklenir. Bu durumu tanımlamak üzere diyagramdan sol tarafa doğru ortalama gerilme ekseni uzatılır ve asıdaki durum tanımlanmış olur. Ortalama ve değişken gerilmeler, m olarak ifade edilir. max min max min a Goodman m / m Goodman, Gerer ve Sodererg Grafiklerinin Karşılaştırılması Ortalama gerilme eğrisi değişince Wöler eğrisi de değişir. Aynı malzemeye ait çok sayıda Wöler eğrisi ulunmaktadır. Wöler eğrisinin ortalama gerilme ve sürekli mukavemet değerleri Smit diyagramı da denilen Sürekli Mukavemet Diyagramı nda tek diyagram alinde gösterilir. Smit Diyagramı aşağıdaki adımlar gerçekleştirilerek çizilir: Yatay eksene ortalama gerilmeler, düşey eksene ise sürekli mukavemet sınırı, akma ve çekme mukavemet değerleri işaretlenir. Sürekli mukavemet sınırları statik mukavemet sınırında (A noktasında) irleştirilir. Sünek malzemeler için mukavemet sınırı akma gerilmesi olduğundan aşağıdaki şekilde verildiği gii sınırlar elirlenir. (B noktası) 46

47 diyagramda göstermek de mümkündür. Eğilmede tüm kesit aynı çeki-asıya zorlanmadığı için, sadece çeki-ası zorlamasının olduğu duruma göre daa üyük ir tam değişken sürekli mukavemet değeri elde edilir. Sonuç olarak sürekli mukavemet diyagramlarında aynı malzeme için; σ aending > σ atension-compression > σ atorsion Elde edilen u diyagram vasıtasıyla, elirlenen erangi ir ortalama gerilme için, gerilme genliği, maksimum ve minimum gerilme değerleri diyagramdan okunailir. Eğer nominal gerilmeler diyagram içinde kalırsa numune sonsuz ömürlü, diyagram dışında ise sonlu ömürlüdür Birçok gerilme Türünün Ardı Ardına Uygulanması Durumu Önceki prolemlerde ir gerilme türü makine parçasına kullanıma alındığından asara kadar aynı şekilde etki eder şekilde kaul edilmiştir. Oysa gerçek uygulamalarda durum farklıdır. Sürekli değişen karakterde ir yük uygulanması söz konusudur. Sonuçta er karakterdeki yük makine parçasının toplam ömründen ir kısmını tüketerek sonuçta asarın gerçekleşmesine götürür. Dinamik kuvvetlerin meydana getirdiği zorlamanın, çeki-ası ve kayma olmasına göre elde edilecek sürekli mukavemet diyagramları iririnden farklı değerlerde olup er üçünü ir Bazı durumlarda yük tamamen rast geledir. Bu durumlarda makine parçasının gerçek şartlarda denemesi gerekir. Bazı durumlarda ise değişken gerilmeler loklar alinde etki eder. Bu durumda soru, elirli lokların kaç kere uygulanaileceği şekline dönüşür. Şekildeki lok örnek alındığında D değeri 1 olduğunda parça asara uğramış demektir. Bunu elde etmek için D değerinin kaç tekrarında 1 olduğu araştırılmalıdır. 47
48 1,m xm ym xm ym xym olur. Buradan Tresca asar teorisine göre Goodman kriterini yazacak olursak, 1 4 N m 1 m 1 fn a 1 EK Şekil: Karışık Yükleme Durumu 1tekrarsayısı tekrarsayısı... D ömür ömür BirleĢik Gerilme Durumu Bileşik gerilme durumunda statik gerilme ile asar konusunda işlenen asar teorilerden, sünek malzemeler için Tresca ve Von Mises teorileri, gevrek malzemeler için maksimum gerilme teorisi kullanılmaktadır. Bu teorileri uygularken etki eden gerilmenin ortalama gerilme ve değişken gerilme olarak iki parçaya ayrılması ve eş değer gerilmelerin er ir parça için ayrı ayrı esaplanarak Goodman kriterlerindeki formulasyonlarda yerlerine yazılması gerekir. olarak ifade edilir. Buna ilaveten Von Mises asar teorisine göre Goodman teorisini yazacak olursak, vma vmm xa xm ya ym olur. Buradan Goodman kriterini, fn EK vmm vma 1 m xa xm ya ym xya xym Eş değer gerilme esaplanırken er ir gerilmeye ait yorulma limiti düzeltme faktörleri ayrı ayrı ele alınmalıdır. Genel olarak ileşik gerilmeye etki ettirilecek faktörler elde edilirken üyük olan gerilme faktörleri dikkate alınır. Asal gerilmelerin ortalam ve değişken gerilme türünden değerleri; 1,a xa ya xa ya xya yazailiriz. Gevrek malzemeler için maksimum normal gerilme teorisine göre Goodman kriterini yazacak olursak, veya 1aveya 1m m a 1 m fn EK olur. 48

49 Sürekli Mukavemet Diyagramları İnşaat Çelikleri için Sürekli Mukavemet Değerleri Isla Çelikleri için Sürekli Mukavemet Değerleri Sementasyon Çelikleri için Sürekli Mukavemet Değerleri Dökme Demirler için Sürekli Mukavemet Değerleri 49


50 6. BAĞLANTI ELEMANLAI Makine elemanlarını irleştirmek için kullanılan yöntem ve elemanlar ağlantı elemanlar olarak adlandırılır. Söküleilen ve sökülemeyen olmak üzere iki grupta incelenir. Bağlanan elemanlara yada ağlantı için kullanılan elemana zarar vermeden ağlantı ozulailiyorsa unlar söküleilen ağlantılar olarak değerlendirilir. Cıvatalı ağlantılar u şekilde ağlantı elemanlarıdır. Perçinli ağlantılar, yapıştırmalı ve kaynaklı ağlantılı sökülemeyen ağlantılar olarak adlandırılır. Bağlama elemanları ayrıca Ģekil ağlı, kuvvet ağlı ve malzeme ağlı, olmak üzere aşlıca üç ana grua ayrılırlar. Bağlantı Ģekilleri ve ağlantı elemanları ġekil ağlı ağlantılar Kuvvet ağlı ağlantılar Malzeme ağlı ağlantılar Uygu kaması Ön yüklemeli kamalar Kaynak Pim, Perno Sıkma ağlantıları Leim Emniyet Sıkı (pres) geçmeler Yapıştırma Profilli mil Konik geçmeler Perçin Cıvata-somun ağlantıları 6.1 Perçinli Bağlantılar Perçinler, ir aşı azır diğer aşı ise montaj esnasında içimlendirilen en az iki parçayı irleştirmek için kullanılan sökülemeyen ağlantı elemanlarıdır. Perçinli ağlantılar, kaynaklı ağlantı yapılamadığı durumlarda kullanılır. Sökülemeyen ir ağlantı elemanı olan perçin kaynaklı irleştirmenin mümkün olmadığı yada çeşitli masurlar içerdiği durumlarda kullanılmaktadır. Bu durumlar genellikle arazide yapılan irleştirme işlemlerinde, farklı iki metalin irleştirilmesi gerektiği durumlarda ortaya çıkar. Perçinin ir tarafı azır diğer tarafı ise irleştirme esnasında yapıldığında uygulanması gereken kuvvete göre sıcak veya soğuk olarak uygulanailir. Örneğin çelikler için 9 mm çapa kadar soğuk daa üyük çaplar için sıcak perçinleme yapılmalıdır. Ayrıca gerekli kuvvet elle dövme suretiyle veya çeşitli makinelerle uygulanailir. ġekil: Perçin Bağlama Şekli Perçin ağlantılarının avantajları Sızdırmazlık arklı malzemelerin irleştirilmesi Perçin ağlantılarının dezavantajları Perçin deliklerinin parçaların mukavemetini zayıflatması Parçaların iriri üzerine indirilmesi Tasarım açısından ağırlık parametresinin oluşması 50
51 Perçin malzemesi, ağlanacak malzemenin cinsine ağlıdır. Galvanik korozyon meydana gelmemesi için perçin malzemesi ile ağlanan parçalar aynı cinsten yapılmalıdır. Bununla eraer ağlantıda perçin malzemesinin mukavemeti ağlanan parçanın mukavemetinden daa düşük seçilir. Çeliklerden özellikle yüksek plastik şekillendirme kailiyeti olan genel yapı çelikleri, otomat çelikleri ve ısla çelikleri yukarıdaki özelliklere dikkate edilmek şartıyla kullanılailir. arklı iki parçanın irleştirilmesi durumunda korozyonu önlemek için faklı malzemelerin teması önleyecek izolasyon önlemlerinin alınması gerekir. Aşağıda aşlı perçinler, aşsız perçinler ve delikli perçinlere örnekler verilmiştir Perçin Hesapları Perçinler yükleme şekline göre eksenel ve eksantrik zorlamaya maruz kalailirler; I. Eksenel zorlanan perçinler Eksenel zorlanan perçinlerde genel olarak yük perçin ağıntısının ağırlık merkezinden geçer. Perçinlerin zorlanma şekillerine ağlı olarak meydana gelen asarlar: Perçinin Eğilmesi: Perçini eğmeye çalışan moment, t 1 t M ile ifade edilir. t 1 + t değeri arttıkça eğmeye çalıģan moment artar. Küçükse u gii perçinleme yapılailir. Şekil de tek ir perçin ile iki plakanın ağlantısı gösterilmiştir. t M t 1 d ġekil: Tek Bir Perçinle İki Plakanın Bağlantısı İnce plakaların irleştirilmesinde eğilme imal edileilir. Özellikle ile mm lik plakaların irleştirilmesinde kullanılailir. Kalınlığı daa üyük plakaların perçinlenmesinde ise aşağıdaki şekilde görüldüğü gii kapaklı perçinleme kullanılır. t t 1 ġekil: Perçin Çeşitleri d d t 1 ġekil: Kapaklı Perçinleme Bağlantısı 51
52 Perçin ağlantısının eğilmeye zorlanmaması gerekir. Eğilme momenti sac kalınlıklarına ağlı olduğunda küçük sac kalınlıklarında indirme şeklinde perçinleme yapılailirse de sac kalınlığının artması ile perçinlemenin kapaklı şekle döndürülmesi gerekir. Perçinin kesilmesi : Perçini kesmeye çalışan gerilme, A zna em z:perçin sayısı, n=tesir sayısı, A:perçin şaftının kesiti olarak ifade edilir. Şekil de perçinin uygulanan kuvvetler sonucunda kesilme ölgesi gösterilmiştir. Perçinin kesilme ölgesi e olarak ifade edilir. Tekrarlı yükleme durumunda dayanım değeri ise, EK m C olarak ifade edilir. Burada 4EK Perçin yüzeyinin ezilmesi : Perçini ezmeye çalışan asınç, P z. d. t olarak ifade edilir. C oyut faktörü olur perçin çapına göre seçilir. Eğer ağlantıda irden fazla kalınlıkta leva varsa ince olan taaka dikkate alınır. ormüllerdeki oyutlandırmayı yapailmek için statik yükleme durumunda perçinin akma gerilmesi kullanılır. Tekrarlı yükleme durumunda perçinli ağlantılar sonsuz ömre göre esaplanır. Perçin silindirik ir parça olduğundan yorulma limiti düzeltme faktörlerinde oyut faktörünün dikkate alınması yeterli olacaktır. Perçin yüzeyinin statik yükleme durumunda ezilmeye karşı dayanım değeri, Tek sıralı perçin Çift sıralı perçin ġekil: Perçinin Kesilme Bölgesi Yukarıdaki şekilde tek sıralı perçinli ağlantı durumunda parçaya gelen ( ) kuvveti perçin sayısına ölünerek verilen formüllerde esaa katılır. Perçinin kesilmeye karşı statik yüklemedeki dayanım değerini, e ile ulunailir. Tekrarlı yükleme durumunda ise, m C EK EK edilir. şeklinde ifade Tek sıra perçinleme ile yeterli dayanım elde edilmediğinden sıra sayısı artırılır. İki sıralı perçinlemede perçine gelen kuvvet eşit olarak ölünür. Sıra sayısı ikiden faza olduğu durumda sıralara gelen kuvvetler değişir. iki farklı yırtılma görülmektedir. Perçin saçının yırtılması: Perçinli ağlantılarda genel olarak yandan ve alandan olmak üzere 5
53 Çizelgeye göre yorulma limiti düzeltme faktörünü ( fd ), fd m EK C K y f olarak elirtilir. Burada C y yüzey faktörünü, K f yorulma çentik faktörünü ve m çekme ġekil: Perçinli Bir Bağlantının Yan ve Alından Yırtılması Şekildeki durumunda olduğu gii ir perçinin levayı yandan yırtmaya çalışan gerilme, tl zd ile ifade edilir. Burada z perçin sayısını ifade etmektedir. Alından yırtmaya çalışan gerilme ise, et z olarak ifade edilir. Burada e perçinin ağlantı mesafesini göstermektedir. Perçinli ağlantılarda çalışma durumlarına göre değişik yükleme durumları söz konusudur. Yükleme durumunun farklı olması perçinin dayanım değerinin değişmesine seep olacaktır. Çizelgede ir perçinin yandan ve alından yırtılmasına ağlı olarak statik, tekrarlı ve ortalama yükleme durumlarındaki dayanım değerleri gösterilmiştir. Tam Değişken Yükleme Durumlarında Dayanım Değerleri Statik Tekrarlı Ortalama Yandan yırtılma Alından yırtılma e C m y EK EK K f e m C y EK 4EK m a fd EK m 1 m a fd EK m 1 dayanımını ifade etmektedir. Çok sıralı perçinleme durumunda aştaki perçinler yükün üyük ir kısmını sonraki perçinler ise daa sonraki kısmını ise daa küçük ir kısmını taşıdığına dikkat edilmelidir. Altı sıralı perçin için 1. sıra ortalama gerilme 1 in 6 sı kadar. sıra 0,9 kadar. sıra 0,6 sı kadar gerilme ile ilişkilendirilir. Eksenel yüklü perçin ağlantıları için pratik değerler; 1. Perçin merkezleri arasındaki mesafe en az perçin çapının katı olmalıdır.. Perçin merkezi ile alın arasındaki mesafe (e) perçin çapının iki katı olmalıdır.. Perçin merkezi ile yan kenar arasındaki mesafe (e 1 ) saçın mukavemetine göre perçin çapının 1,5,5 katı arasında alınır. 4. Perçin ile sac aynı mukavemete saipse perçinin kesilmesi ve yüzeyinin ezilmesi formüllerin irlikte kullanıldığında indirme ağlantılarında perçin çapının sac kalınlığının,5 katı olması gerektiği görülür. Kapaklı ağlantılarda ise u değer 1,5 e iner. II. Eksantrik zorlanan perçinler Perçinli ağlantılar eksenel zorlanmaya maruz kalaildiği gii eksantrik zorlanmalara da maruz kalailmektedir. Eksantrik zorlanmaya maruz kalan perçinler em urulmaya em de kesilmeye zorlanmaktadır. Perçini u iki zorlanma durumunun ileşkesi asara uğratmaktadır. Şekil de eksantrik zorlanma durumunda perçinler üzerinde meydana gelen kuvvetler gösterilmiştir. 5
54 y G x.l L ġekil: Perçinleri Zorlayan Kuvvetler Burulma sonucunda erangi ir perçinde oluşan gerilme, Tr I olarak ifade edilir. Burada T urulma momentini, I atalet momentini, r ise ağırlık merkezi ile perçin merkezi arasındaki uzaklığı gösterilmiş olup, A perçini için, r A x a y a ile ifade edilir. Buradaki x ve y koordinatları, ağırlık merkezinden perçin merkezlerine uzaklıklarıdır. Ağırlık merkezi ise; x y A x A x 1 A y A A A 1 y A A A x A x A A... A y A A A 4 4 y t D C k k t y a r B r A t x a k k A B t I n i1 d 4 i 64 A. r i i şeklindedir. Bu ifadelerle irlikte perçinlerde meydana gelen kesme kuvveti, k N ile ifade edilir. Burada N perçin sayısını göstermektedir. Burulmadan dolayı meydana gelen teğetsel kuvvet, T T. r r olur. Eğer şekil de gösterildiği gii sadece A perçini için teğetsel kuvveti yazacak olursak, TA r A r B Tr A rc r D olur. Burada sadece A perçini için teğetsel kuvvetin esaplanması durumu ele alınmıştır. Aynı ifade ile B, C ve D perçinleri için yukarıdaki eşitlik yazılailir. Perçin esaplamaları sonucunda genellikle ağırlık merkezinden en uzak perçin telikelidir. Aynı zamanda k ve T kuvvetlerinin ileşkesi alınır. Görüldüğü gii perçinlere kesme kuvveti irde teğetsel kuvvet etki etmektedir. Bu iki kuvvetin ileşkesi perçinin konumuna göre iririni artırma veya azaltma şeklinde etki etmektedir. Perçin için yapılması gereken kesme veya yüzey ezilmesi esaplarını en telikeli perçine göre yapılmasıdır. Buda ağırlık merkezinden en uzak noktadaki ve ileģke kuvvetin en üyük olduğu perçin olacaktır. Şekil de teğetsel ve kesme kuvvetlerinin ileşke durumları gösterilmiştir. ile elirteiliriz. Burulma momentini merkezine göre alınır ve T. L ile esaplanır. Atalet momenti ağırlık 54
 yükünden dolayı perçinlere gelen kesme gerilmesini esaplayınız.")
55 G B T k B ġekil: Perçinli Bağlantılarında Teğetsel ve Kesme Kuvvetleri Bu durumda ileşke kuvveti yazacak olursak, B Tx Ty k olur. Aynı zamanda yukarıdaki şekilde elirtilen açısı, edilir. tg y şeklinde ifade x Örnek Soru; Şekildeki ağlantıda S5 çeliğinden yapılmış 10 mm çaplı perçinler kullanılacaktır. a) yükünden dolayı perçinlere gelen kesme gerilmesini esaplayınız. ) yükünün meydana getirdiği urulma momentin etkisiyle perçinlerde meydana gelen gerilmeyi esaplayınız. c) Bağlantının statik yükleme durumuna göre yeterli olup olmadığını elirleyiniz. d) Saç kalınlığı 5 mm olduğuna göre alından yırtılma olmaması için perçin merkezi ile alın arasındaki mesafe EK=.5 için ne olmalıdır. 6.. Kaynaklı Bağlantılar Kaynak; iki veya daa fazla parçanın ısı veya asınç yardımıyla ilave malzeme kullanarak veya kullanmadan çözülemeyecek ir şekilde malzeme ağlı olarak irleştirilmesidir. Bir çok kaynak yöntemi ulunmaktadır. Pratik açıdan en çok kullanılanlar gaz ergitme kaynağı, elektrik ark kaynağı, elektrik direnç kaynağı, sürtünme kaynağı, difüzyon kaynağı yöntemidir. ġekil: Çelik konstrüksiyonda perçin irleştirme ve düğüm noktası örneği ġekil: Elektrik ark kaynağı 55
56 Basit ir şekilde kaynaklı ağlantı iki metalin uygun ir sıcaklığa kadar ısıtılıp irleştirilmesi olarak tanımlanır. Bu irleştirmede kullanılan kaynak yöntemine göre ergime söz konusu olailir, ilave metal kullanılailir ve parçalara dışarıdan ir asınç uygulanailir. Kaynak sırasında ısınma nedeniyle kaynatılacak malzemeler kimyasal etkilere daa kolay maruz kaldığı için ısına ölgenin korunması gerekir. Bunun için kaynak yöntemine ağlı olarak koruyucu gazlar pastalar veya ısı ile irlikte ergiyerek kaynak ölgesini kaplayan katı maddeler kullanılmaktadır. Birleştirilecek parçalar arasında ir oşluk ulunması alinde u oşluğun ilave metal ile doldurulması gerekir. Kalınlığı üyük parçalarda ise omojen ısınma sağlamak amacı ile parçaların irleşecek kısımlarında kaynak ağzı denilen kanallar açılır. Kaynak ağlantıların avantajları Perçinlerle karşılaştırıldığında daa afif ir konstrüksiyondur. Daa az zaman aldığından üretim maliyeti düşüktür. Çentik etkisi yoktur. Kaynak ağlantıların dezavantajları İç yapıda değişiklik olur ve malzeme gevrekleşir. Mukavemeti azaltıcı etkiler ortaya çıkar. Oluşan iç gerilmeler tavlama ile gidermek mümkün olmasına rağmen ilave masraf gerektirir. Kaynak kalitesi kontrolü paalıdır Kaynak esapları elektrik ark kaynak yöntemi ile irleştirilen parçalar için geliştirilmiş olup diğer kaynak yöntemleri ile yapılan ağlantılar için uradan elde edilen esaplama yöntemi geliştirileilir. I. Kaynak ağlantı dayanımını etkileyen faktörler Çentik Etkisi: Kaynaklı ağlantılarda çentikler ağlantının dış geometrik yapısından kaynaklanaileceği gii irleştirme sırasında meydana gelen kusurlardan da kaynaklanailir. Dış geometrik yapıdan ortaya çıkan çentik etkisi yorulma esaplarında K f değeri ile dikkate alınmaktadır. Kaynak kusurlarından kaynaklanan çentik etkisi(kaynak kalitesi faktörü): Kaynak sırasında çevresel etkiler, kaynakçının yeteneği ve psikolojisi kaynak edilen malzemelerin kaynaklama kailiyeti gii faktörler çeşitli kusurların oluşmasına yol açar unlar cüruf oşlukları, nüfuziyet eksikliği gii gözle görülemeyen kusurlar olaileceği gii artık gerilmeler ve yanma sonucu meydana gelen çentiklerle, ergime sırasında gerçekleşen sıçramalar sonucu ortaya çıkan gözle görüleilen kusurlardır. Gözle görüleilen kusurlar talaşlı işleme ile veya yeniden doldurarak giderileilir ise de gözle görülemeyen kusurların giderilmesi mümkün değildir. Önemli kaynak ağlantılarında u kusurların tariatsız inceleme yöntemi ile incelenerek giderilmesi gerekir. Muayene yapılmayan kaynaklarda ise görülmeyen kusurların etkisini dikkate almak amacıyla ir kaynak kalitesi faktörü (V ) tanımlanmıştır. Otomatik makinelerle yapılan ve çevresel etkilerin iyi kontrol edildiği durumlarda kaynak kalite faktörü V =1 olarak alınır. Kaynakçının ustalığına ve çevresel etkilerin durumuna göre 0,5 e kadar düşen kaynak kalitesi faktörleri alınailir. Genel olarak V değerinin 1-0,8 ve 0,5 alındığı kaynak kalitesi sınıfı kullanılmaktadır. Hidrojen Gevrekliği: Kaynak sıcaklığında atomik yapıda ulunan idrojen iyi korunmayan kaynak ölgesine ızla nüfuz eder. Düşük sıcaklıklarda ise idrojen molekülü oluşturmaya çalışır. Molekül idrojenin acmi atomik idrojenden çok üyük olduğu için u ölgelerde zorlanmalar meydana gelir ve malzeme sünek olmasına rağmen gevrek ir davranış göstereilir. Kaynak sırasında farklı ısınma ve soğumalar farklı miktardaki şekil değiştirmeler iç gerilmelerin oluşmasına neden olur. Bu iç gerilmeler önemli ağlantılarda gerilme giderme tavlaması ile ortadan kaldırılmalıdır. Bunun yapılmaması durumunda kaynak dikişi iç gerilmelerin iririni dengeleyerek yok etmesi amacıyla çaprazlanarak yapılmalıdır. 56

57 Kaynak dikiģinin dayanım değeri: Kaynak dikiş ölgesinin mukavemet değeri esas metalin (irleştirilen parçaların) dayanım değerine göre elirlenir. Literatürde farklı değerler olmakla eraer çelik ina inşaatları için normal gerilme ile zorlanan yerlerde esas malzemenin dayanım değerinin %60 ı kayma gerilmesi ile zorlanan yerlerde ise %40 nın alınması önerilmektedir. ( e yerine 0,6 e veya 0,4 e, m yerinede 0,6 m veya 0,4 m ) diğer kaynaklı ağlantılarda ise deneysel olarak elde edilmiş ir değer yoksa esas malzemenin dayanım değerleri daa önce verilen esaplamalarda olduğu gii (asar teorilerine dayanarak) kullanılır. Kaynaklı Bağlantılarda Kaynak ÇeĢitleri: Birleştirilecek olan malzemelerin geometrik özelliklerine ağlı olarak değişik kaynak çeşitleri ulunmaktadır. Bu kaynak çeşitleri çizelge de gösterilmiştir. Kaynak Türleri Alın (Küt) Kaynak ÇeĢitleri KöĢe Kaynak ÇeĢitleri II. Kaynaklı ağlantı esapları Kaynak dikişindeki mukavemet azaltıcı faktörlerden dolayı kaynak dikişi emniyet gerilmesi zayıflık faktörü dikkate alınarak elirlenir. v v. v 1 v. v 1 : kaynak dikiş faktörü v : kaynak kalite faktörü v : dare faktörü Kaynak dikişi için emniyet gerilmesi Kaynak dikiģi faktörü (v 1 ) v e em EK Alın kaynağı durumunda çekme, asma ve eğilme gerilmeleri için; v 1 =1, kayma gerilmeleri için v 1 =0,8 oğaz kaynağında ise tüm gerilmeler için v 1 =0,8 alınır. Alın (Küt) Kaynağı: Bu kaynak türü düzgün levaların irleştirilmesinde kullanılır. Şekilde asit ir alın kaynak türü gösterilmiştir. Çekme gerilmesi durumunda; ġekil: İki Plakanın Alın kaynağı İle Birleştirilmesi 57
58 Kaynak ağlantısındaki çekme durumunda kaynağı zorlayan gerilme, ile ifade ç a. l k edilir. Burada kaynak dikişini zorlayan kuvvet, a kaynak yapılan levanın kalınlığıdır. Kaynağı zorlayan gerilme eğilme gerilmesi durumunda ise; k a. l k e M a. l e k 6 Eğilme durumunda oluşan gerilme; ġekil: İki Levanın Köşe Kaynağı İle Birleştirilmesi Zorlama kayma olduğu durumda; M e a. l k e 6 k a. l k Alın KöĢe Kaynağı: Biriri üzerine oturtulmuş levaların veya makine elemanlarının iriri ile kaynatılması durumudur. Şekil de iki levanın köşe ir kaynak ile irleştirilmesi gösterilmiştir. Çekme gerilmesi durumunda oluşan gerilme; Köşe kaynağı için şekilde gösterilen a s olarak ifade edilir. Köşe kaynağında kuvvete dik olan yüzey normal gerilme ile paralel olan yüzey ise kayma gerilmesi ile yüklenir. Bu kaynak ağlantılarında asar en çok dikiş kalınlığı kesitinde meydana gelmektedir. Kaynağın Düzlem DıĢında Zorlanması: Şekil de gösterildiği gii kaynak dikişi kaynak düzlemi dışından ir kuvvetle zorlanailir. 58
59 ile göstereiliriz. Maksimum kayma gerilmesine göre esaplanmış olan eş değer kayma gerilmesi köşe kaynağı için verilmiş olan dayanım değerleri ile irlikte kullanılarak oyutlandırma yapılır. Kaynak DikiĢinin Eksantrik Zorlanması: Kullanılacak konstrüksiyonun özelliğine ağlı olarak kaynakla ağlanan elemanlar yüke ağlı olarak eksantrik zorlanmalar meydana gelir. Şekil de görüldüğü gii ir kaynak ağlantısında kaynak dikişi kuvveti etkisi altında G ağırlık merkezi etrafında dönmeye zorlamaktadır. L ġekil: Kaynak Dikişinin Düzlem Dışından Zorlanması kuvveti ile zorlanan kaynak dikişinde parçada meydana gelecek olan moment, G M. e ile ifade edilir. Parçada kuvvetten dolayı ir eğilme meydana gelmektedir. Bu eğilme göz önüne alıp dikiş kaynağındaki eğme gerilmesi, e My olarak ifade edilir. Burada y kaynak ağırlık merkezinden en uzak dik mesafeyi göstermektedir. I ise kaynak dikişinin atalet momentidir. Bu kaynak dikişinde irde kayma gerilmesi oluşur. Bunu da k A ile göstereiliriz. Verilen şekil için maksimum kayma gerilmesi teorisine göre; A.. s dir. Bu durumda eş değer gerilmeyi Şekil: Eksantrik Zorlanmaya Maruz Kalan Kaynak Bağlantısı Şekilde gösterilen kaynak elemanında kuvvetinin etkisi altında kayma gerilmesi, k A al olur. x ve y yönünde meydana gelen urulma gerilmelerini, Tr x Tr y Tx Ty J J olarak ifade edilir. r x ve r y ağırlık merkezinden en uzak noktadaki koordinatlardır. J ise polar atalet momentini gösterir. Bu eşitlikler ile irlikte kaynak dikişinde meydana gelen gerilme, eş e k eş olur. k Ty Tx Bu ifadeyi statik yükleme durumundaki dayanım değeri ile ifade edersek, 59

60 60 EK v e xy Ty k. Kaynak DikiĢlerinin Atalet ve Polar Atalet Momentlerinin Hesaplanması Kaynak dikişlerinin atalet ve polar atalet momentlerinin esaının kolay yapılması için kaynak dikişinin kalınlığı esaa katılmadan, kaynak dikişi ir çizgi olarak tanımlanır. Bu kaul ile ulunan atalet momentlerine irim atalet momenti ve irim polar atalet momenti olarak tanımlanır. Atalet momentini (I) ve polar atalet momentini ise (J) ile gösterilmektedir. Değişik kaynak durumlarındaki irim atalet momenti ve polar atalet momentleri ek çizelge ve şekiller ölümünde ayrıntılı olarak verilmiştir. ġekil: Kaynak Dikişi Yukarıdaki şekilde gösterilen örnek kaynak dikişine ait irim atalet momenti, ) (6 1 L I olur. Birim polar atalet momentini ise, J şeklinde elde edilir. Bazı kaynak dikiş şekillerinin ağırlık merkezleri, Birim Atalet Momentleri ve Birim Polar Atalet Momentleri Kaynak şekli Ağırlık Merkezi Atalet momenti Polar atalet momenti 0 x y 1 I 1 J x y 6 I 6 ) ( J ) ( x ) ( L y ) 1( 6 ) ( 4 J x y ) (6 1 L I J x y ) ( 6 I 6 ) ( J I r r J x y I x y ) ( y y I x y ) ( y y I x y ) ( 6 I
61 Nokta Kaynağı (elektrik direnç kaynağı) Kalınlığı 0,5 ile 5 mm arasında olan sacların iririne tutturulması için yapılır. Bu yöntem punto kaynağı olarak da ifade edilir. Yük taşıma kailiyeti düşüktür. Malzemelerin sac kalınlığına göre taşıyailecekleri kuvvetler çeşitli talolar alinde verilmiştir. Hesaplama tarzı perçin esaplarına enzer ir şekilde yapılır. Şekil de çeşitli nokta kaynak ağlantıları verilmiştir. Kaynaklı Yapılar Ġçin Tasarım Özellikleri Makine elemanlarının tasarımı için kaynak dikişinin uygun olup olmaması çok önemlidir. Aşağıdaki taloda azı kaynak dikişlerinin uygun olup olmaması durumları karşılaştırılmıştır. Kaynak ĠĢleminin kolayca uygulanması Uygun olmayan tasarım Uygun tasarım Kaynak dikişlerinin iç ölüme konulması Kaynak dikişleri dış kısımda olduğu için nedeniyle kaynağın yapılması zordur. kolay kaynak yapılailir. Üretim kolaylığının sağlanması için daa asit kaynak Ģekiller ulunmalı a c ġekil: Nokta Kaynak çeşitleri. a) Tek sıralı tek etkili, ) çift sıralı tek etkili, c) Çift sıralı çift etkili S 5 Çeliği İçin Nokta Kaynağının Taşıyaileceği Kuvvetler Taşıyaileceği yük Sac kalınlığı nokta çapı Tek kesitli Çift kesitli K f değeri 0,5, , , Şekil e göre nokta kaynağında tavsiye edilen ölçüleri, Boru ve flanşın irleştirilmesinde merkezleme için oruya ön işlem yapılmış. Borunun u şekilde tornalanması zordur. Kaynak üst üste gelmemelidir. Dört adet kaynak dikişi tek noktada toplanmış. lanşın tornalanması daa kolaydır. Levalar farklı kaynatılarak iririnden ayrılmış. e1 d e,5d e d olarak söyleyeiliriz. Kaynak dikişleri köşede irleşmiş. Kaynak dikişlerinin irleşmesi önlenmiş. Parçalar iriri ile kaynatılırken ani geçiģ olarak kaynatılmamalıdır. 61
62 Kalınlıklar oranı üçten küçük ise irleştirme yapılailir. Kaynak geçiş ölgesi, çentik etkisini azaltmak için ani geçiş olmayacak şekilde uzun tutulmalıdır. Merkezleme yapılarak kaynak iģlemi asitleģtirilmiģtir. Kalınlıklar oranı üçten üyük ise şekilde görüldüğü gii ön işlem yapılmalıdır. Dört parçadan kesilerek yapılan kutu profil. Kaynak dikiģine yakın ozulailecek yüzeyler konulmamalıdır. U şeklindeki iki parçadan yapılan kutu profil. Silindir ile flanşın merkezlenmesi zordur. Ön iģlem yerine farklı iģlemler yapılailir. lanşa ön işlem yapılmış. Daa Kolay. Kaynak dikişleri dişlinin diine konulmuş. Bu kaynak esnasında dişliler ozulur. Kaynak dikişleri dişlilerden uzakta konulmuş. Kaynak ağzı açmadan yapılailecek kaynak Her iki parçaya kaynak azı açılmıştır. türleri. Presle ön Ģekil verilen parçalar asitleģtirmeli İşlem yapılmış yüzeylere kaynak dikişi konulmamalıdır. Ayrıca köşelere kaynak yapmaktan kaçınılmalıdır. İşlenmiş yüzeylere konan kaynak dikişi içeriye alınıp, köşedeki kaynak yukarıya alınarak doğru işlem yapılmıştır. Şekildeki parçaların yapılailmesi için iki İki ayrı parçaya aynı şekil verilerek, tek adet ayrı parça şekillendirmek gerekir. kalıpla neticeye ulaşılmalıdır. Ġnce levaların ön iģlemler ile yapımı kolaylaģtırılmalıdır. 6
63 Örnek; Örnek: Şekilde verilen kaynaklı oru ağlantısına =60 kn eksenel yönde etki etmektedir. Kaynak dikişinin emniyet gerilmesi a) σ em =80N/mm olduğu durumda ağlantının emniyetli olup olmadığını kontrol ediniz. ) Statik yükleme durumdaki e =00MPa ve kaynak kalitesinin olduğu durum için EK= olması durumunda dayanıp dayanamayacağını elirleyiniz. Örnek: Şekildeki güverte kirişinin kaynaklı askı parçaları ve zincir vasıtasıyla gövdeye ağlantı konstrüksiyonu verilmiştir. Kaynak dikişi ikinci kalite ve kaynak kalınlığı 5 mm dir. Kirişe en çok 80 kn luk ir yük etki etmektedir. Kaynaklı parçalar için akma dayanımı 0 MPa olduğuna göre kaynak dikişinin dayanımını EK= için kontrol ediniz. Örnek: Şekilde verilen ağlantıda akma dayanımı 450 MPA olan St50 çeliğinden üretilmiş ir makine elemanı ir gövdeye a=5 mm kalınlığında II. Kalite ir kaynak dikişi ile kaynak edilmiştir. Makine elemanına 5 kn luk ir yük etki etmektedir. Bu şartlar altında kaynak dikişi emniyetli midir? Bir kaldırma düzeneğine ait alat makarasını taşıyan askı yatağının kaynaklı ağlantı şekli aşağıda verilmiştir. Askı yatağını taşıyan kollar, yatay konumdaki a konsoluna a=6 mm kalınlığında II. Kalite kaynak ile ağlanmıştır. Çalışma sırasında alat kollarına 9 kn 6

64 üyüklüğünde kuvvet etki etmektedir. Kaynaklı parçalar için akma dayanımı 400 N/mm olduğuna göre kaynak dikişinin dayanımını EK= için kontrol ediniz. Şekil de vida temel ölçüleri gösterilmiştir. 7. CIVATALI BAĞLANTILA Cıvatalı ağlantılar söküleilen ağlantı şeklidir. Diğer ağlantı şekillerinden ayrılan en üyük özelliği söküleilir olmasıdır. Kaynaklı ve perçinli ağlantılar sökülemeyen ağlantı çeşidi olduğu için özellikle sökülmesi istenen makine parçalarında cıvatalı ağlantılar kullanılır. ġekil: Vida Ölçüleri Helis eğrisi veya vida eğrisi soldan sağa doğru sarılarak yükselirse sağ vida, sağdan sola doğru sarılarak yükselirse sol vida olarak tanımlanır. Helis üzerinde areket eden ir nokta silindir etrafında dönerken aynı zamanda ötelemede yapar. Cıvata silindirik ir çuuğa vida çekilerek yapılır. Makine alanında kullanılan tipik sağ elis cıvata resmi görülmektedir. Yukarıdaki vidaya göre d diş üstü çapıdır. Somunda kullanılan diş diine eşittir. d 1 diş dii çapı, d ölüm dairesi çapı ve ir diş dolusu ile ir diş oşluğunu ifade eden adım ölçüsüdür. Alan esaplamalarında kullanılacak olan çap ölçüsü; olarak ifade edilir. Anatar ağzı ise AA 1. 5d olur. d d 1. Cıvata Türü Bağlama Cıvata: Hareket Cıvataları: Ayar Cıvataları: Gergi Cıvataları:. Görevi Makine parçalarının çözüleilir ağlanması Dönme areketini ötelemeyle çevirme Mesafelerin ayarlanıp, tespit edilmesi Eksenel yönde gergi kuvveti oluşturma ġekil: Cıvata A: Cıvata Kafası B: Cıvata Şaftı C: Vidalı Şaft Kısmı D: irma İşareti E: Kalite Semolü : Somun 64
 Metrik vida, )Metrik ince vida, c)witwort vida d)trapez vida, e)testere dişli vida, f)yuvarlak dişli vida Üçgen profilli vidalar Metrik ve Witwort vida olmak üzere iki grua ayrılır.")
65 Şekilde cıvata ağlama şekilleri verilmiştir. ġekil: Çekmeye maruz kalan cıvata Vidayı oluşturan elisel oyuk veya çıkıntı kesit geometrisi, vida profilini elirler. a) Metrik vida, )Metrik ince vida, c)witwort vida d)trapez vida, e)testere dişli vida, f)yuvarlak dişli vida Üçgen profilli vidalar Metrik ve Witwort vida olmak üzere iki grua ayrılır. Metrik vidalarda profil eşkenar üçgen olup tepe acısı β = 60, Witwort vidalarda profil ikizkenar üçgen olup tepe acısı β = 55 dir. Yukarıdaki şekilde gösterilen cıvata yük taşımak için kullanılan ir cıvatadır. Cıvatayı çekme esnasında oluşacak olan normal gerilme ve dayanım ifadesi, 4 e olarak ifade edilir. A d EK e Vidayı sıyırmaya çalışan kayma gerilmesi ise, olur. A d L EK 4 e Vida yüzeyini ezmeye çalışan gerilme ise, ez olarak 1 z( d d ) Ek ifade edilir. Burada z vidanın L oyundaki diş sayısıdır. Sıkma Esnasında Hasar OluĢumu Cıvatalar sıkma esnasında urulma momenti uygulanır. Şekil de sıkma esnasında ir cıvata gösterilmiştir Cıvata Hesaplamaları Çekmeye ÇalıĢan Cıvatalar: Bir noktaya monte edildikten sonra eksenel yük ile statik olarak yüklenecek cıvatalar cıvata şaftında normal gerilme ile, vidaların ortalama çapında ise kayma gerilmesi ile yüklenir. Ayrıca vidaların yüzey ezilmesine göre kontrol edilmesi gerekir. Şekil de çekmeye çalışan ġekil: Sıkma Esnasında Bir Cıvata Bağlantısı ir cıvata gösterilmiştir. 65

66 Cıvatada oluşan kayma gerilmesi, Tr 16T dir. Uygulanan urulma momenti J d ile eraer cıvata şaftında yavaş yavaş artan ir normal gerilme oluşur. Bu durumda en telikeli yer olan vida gerilme çapında eşdeğer gerilme esaı yapmak gerekir. Maksimum kayma gerilmesi teorisine göre; 4 16T e eş 4 d 4 d olarak ifade edilir. EK Cıvatayı Sıkmak Ġçin Uygulanması Gereken Moment Cıvatalar takılacakları ağlantı yerinde taşıyailecekleri kuvvet önceden elirlenerek oyutlandırılır. Bu oyutlandırma cıvata çapı yanında sayısını da içermektedir. Bir cıvatanın u ağlantıda ne kadarlık ir eksenel yük taşıyacağı cıvatanın akma dayanımına göre önceden elirlenir. Bu değer ön kuvveti olarak adlandırılır. Uygulanacak ön gerilme akma mukavemetinin %5 ile %75 arasında statik yükleme şartları için sıkma esnasında asar olup olmayacağına göre seçilir. Şekil de kare ir vidada sıkma esnasında meydana gelen kuvvetler gösterilmiştir. üzerinde önağırlığındaki kütlenin yukarıya doğru sürüklenerek taşınması işlemine enzer. Düz profilli cıvatadaki döndürme momenti, ön tan( ) d T T ön tan( ') d tan Sivri profilli cıvatadaki döndürme momenti ise, tan ' şeklinde tanımlanır. cos Cıvatayı Sökmek Ġçin Uygulanması Gereken Moment Cıvatayı sökmek için gerekli kuvvet ve momentin esaplanmasında işaretler değişir. ön tan( ) d T tan ön tan( ') d T tan ' cos cıvatalı ağlantıların sökmek için erangi ir kuvvetin uygulanmayarak cıvatanın kendi kendine sökülmeme kuralına otolokaj adı verilir. Eğer sağlarsa cıvatalı ağlantı sökülmez, yani cıvatanın sökülmesini engelleyen kuvvet cıvatayı sökmeye çalışan kuvvetten üyük olursa cıvata sökülmez. Özellikle titreşimli çalışan yerlerde u şart sağlansa ile zaman içinde cıvatalı ağlantılarda sökülme meydana geleilir. Bu nedenle u gii yerlerde sökülmeyi önlemek için çeşitli saitleme yöntemleri kullanılması gerekir. Bu saitleme yöntemleri aşağıdaki şekilde gösterilmiştir. ġekil: Kare Vidada Sıkma Esnasında Meydana gelen Kuvvetler Bu ön gerilmeyi elde edeilmek için sıkma işleminin son anında cıvata ve somunun dişleri arasındaki sürtünmenin aşılailmesi gerekir. Bu durumda gerekli moment uygulanacak olan ön gerilmeye göre esaplanır. Bu esaplama eğimi elis açısı ile eşit ir eğilimli yüzey a c d e 66
67 f g i j ġekil: Cıvataların Sökülmemesi İçin Bazı Emniyet Tedirleri a) Yaylı rondela, ) Tırtıllı rondela, c) Emniyet sacı, d) Plastik sıkıştırmalı somun, e) Cıvataların iriri ile ağlanması, f) Kopilya, g) Kontra somun, ) Gerdirmeli somun, i) Saitleme plakası, j) Sıkmalı Somun Örnek: Şekilde verilen ir mil düzeltme kirikosunun asit şeması gösterilmektedir. =0 kn çekme kuvveti uygulayacak olan tek ağızlı kare profilli vidanın atvesi 6 mm ve dış çapı 70 mm dir. Vida dişleri ile tala arasındaki sürtünme katsayısı 0,1 olduğuna göre; Vida milindeki çekme gerilmesi ne kadardır? Vidayı sıkmak için uygulanması gereken momenti esaplayınız ve vidanın kendi kendine sökülüp sökülmeyeceğini kontrol ediniz. Oluşacak gerilmeler altında akma dayanımı 480 N/mm oluşmadığını kontrol ediniz. için sıkma esnasında asar oluşup Krikolar döşemeye aynı eksende iki adet cıvata ile ağlanmıştır. 6,6 kalite standardı için gerekli cıvata çapını EK=,5 için esaplayınız. Cıvata BaĢı Altındaki Sürtünmeyi Yenmek Ġçin Uygulanacak Olan Moment Cıvatalı ağlantılarda özellikle diş sonuna geldiği zaman yani sıkma işleminin itmesi esnasında cıvata aşı ile ağlantı yapılan eleman arasında ir sürtünme meydana gelir. Bu sürtünme sonucunda cıvata sıkıştırılmış olur. Cıvata esaplamalarında u sürtünme özellikle sıkma esnasında dikkate alınmış fakat gerilme esaında imal edilmiştir. Sıkma esnasındaki cıvata aşı ile ağlantı elemanı arasında oluşan sürtünmeyi yenmek için gerekli olan moment, T AA ön ( d AA) AA 4 m şeklinde ifade edilir. Burada AA ise somun ile irleştirilen malzemem arasındaki sürtünme katsayısıdır. Düzlem dıģından yüklenmiģ Cıvatalar d m delik çapı, AA anatar ağzıdır. Düzlem dışından yüklenmiş cıvatalarda sürtünme kuvveti, kuvvet ve urulma nedeniyle oluşan iki ileşenin toplamını karşılayacak şekilde esaplanmalıdır. ġekil: Düzlem dışından Yüklenmiş Cıvatalı Bağlantının Eğilmesi Düzlem dışından yüklenmiş cıvata ağlantılarında meydana gelen eğilme momenti asal eksenin üst tarafındaki teması ortadan kaldıracak şekilde etki ettiği için kuvveti karşılamak için oluşturulması gereken sürtünme asal eksenin alt tarafındaki cıvatalara kalır. Üst taraftaki cıvatalar ise eğilme momenti nedeniyle fazladan ir eksenel kuvvet etkisi altında kalacaktır. Ön Gerilmeli Cıvata Bağlantıları Belirli ön gerilme kuvveti ile sıkıldıktan sonra üzerine ilave olarak ir işletme kuvveti etki eden ağlantılar ön gerilmeli cıvatalı ağlantılar olarak adlandırılır. Bu işletme kuvvetinin 67
68 zaman içersinde değişken olarak etki ettiği cıvata ağlantıları u grupta değerlendirilir. Örneğin ir idrolik silindirin kapak ağlantısı veya ir iyel kolunun kranka ağlanması için kullanılan cıvatalar u şekilde yüklenen cıvatalardır. İşletme kuvveti cıvata konstrüksiyonuna ve işletme şartlarına göre ir cıvatayı zorlayan cıvata ekseni yönündeki kuvvettir. İşletme yükünü ( z ), cıvata ve parçalara etkiyen kısımları olarak aşağıdaki şekilde ifade edilir: Ek kuvvet, işletme kuvvetinin cıvatayı zorlayan kısmıdır. z ile gösterilir. İşletme yükünün cıvataya etki eden kısmı; i z K K ve c z ile ifade edilir. Burada sırasıyla i c K c K katsayıları olarak tarif edilir. Bağlantı tarafından asılan kuvvet ise, K cıvatanın ve plakanın yaylanma K olur. i K c K Ön gerilmeli cıvata ağlantısında; sıkıştırılan parçalar asıya çalışan elis yay, parçaları ağlayan cıvata somunun ise çekiye çalışan elis yay olarak düşünülür. Bu ağlantılarda uygulanan ön gerilme nedeniyle cıvata oyu uzar una karşılık ağlanan elemanların oyları kısalır. İşletme kuvveti cıvata oyunun ir miktar daa artmasına seep olurken aynı zamanda kısalmış olan ağlantı elemanlarında ir raatlama meydana gelir. Böylece işletme kuvvetinin ir kısmı cıvata tarafından taşınırken ir kısmı da ağlanan elemanların üzerindeki yükü kaldırmasına arcanmış olur. Şekilde ön gerilmeli ir cıvatadaki kuvvet dağılımları gösterilmiştir. Verilen şekilde cıvata açısı, ağlantı elemanları açısının yay karakteristik açısıdır. ön cıvatanın sıkılması esnasında oluşan ön gerilme kuvvetini göstermektedir.. ġekil: Ön Gerilmeli Cıvata Bağlantısında Kuvvet Değişimi Cıvatanın sıkılması esnasında, cıvatanın uzama miktarı ile plakanın kısalma miktarı, olur. Burada düz ir çuuk için yay katsayısı AE L L AE olarak elde edileilir. Cıvata şaftı diş açılmış ve açılmamış kısımlar ile cıvata aşı ve somun içinde kalan kısım olmak üzere 4 parçadan oluşmaktadır. Ayrıca cıvata şaftı farklı çaplarda da imal edileilir. Bu durumda cıvata 68

 Cıvatanın ve plakalarının yaylanma rijitlikleri elirlenir. İşletme kuvvetinin cıvataya gelen kısmı (ek kuvvet )elirlenir.")
69 seri ağlı yaylar gii değerlendirilerek toplam yay katsayısını K K K AE K c ile esaplanailir L c c1 c Sökülemeyen ağlantılar Ön gerilmeli ir cıvata esaında takip edilecek yol Cıvataya gelen yükler elirlenir. ( Ön gerilme kuvveti, İşletme kuvveti) Cıvata kalitesi elirlenerek cıvata ile ilgili tüm ilgiler talodan seçilir. (Diş dii ve diş üstü çapı, adımı, delik çapı v.) Cıvatanın ve plakalarının yaylanma rijitlikleri elirlenir. İşletme kuvvetinin cıvataya gelen kısmı (ek kuvvet )elirlenir. Son olarak maksimum kuvvet esaplanarak yükleme koşuluna göre gerilme analizi yapılarak ağlantının emniyetli olup olmadığı araştırılır. 8. MĠL GÖBEK BAĞLANTILAI Çoğunlukla ir mil ile ir göeğin (dişli çark, kayış kasnağı, zincir çarkı, kavrama göeği, türin çarkı.. ) moment aktaracak şekilde iririne ağlanmasıdır. Söküleilen Bağlantılar 8.1. Kamalı ağlantılar ġekil: Mil-Göek ağlatısının prensip şeması Miller güç ve areket ileten elemanlardır. Buna göre mil ile göek arasında ir (M d ) dönme momenti oluşur. P M d 9554 P n Kamalar, diģli çark, kasnak, volan gii makine elamanlarını millere sökülüp takılailir Ģekilde ağlanmasında kullanılan elemanlardır. Sökülemeyen ve söküleilir ağlantılar olarak iki grua ayrılırlar. 69

70 Kama yuvaları genellikle freze tezgaında parmak freze çakısı veya kanal freze çakıları ile açılmaktadır. Parmak freze çakısı ile açılmış kama kanalına A tipi kama, kanal freze çakıları ile açılmış kama kanalına ise B tipi olarak adlandırılır. Bazı kamalar alt ve üst yüzeyleri iririne paralel olarak yapılır. Bu tür kamalara düz kamalar denir. Eğimli kamalarda ise, alt kenar ile üst kenar arasında 1/100 eğime saiptir. Kamanın mile afif ir sıkılıkta takılması gerekir. Sık sık durup areket eden ağlantılarda sıkı geçme kamayı saitlemek için yeterli değilse vidalı veya pimli ağlantılarda yapılailir. Statik yükleme durumu e ç EK e EK Tam değişken yükleme Goodman eşitliği durumu Ortalama gerilme m CBC m a 1 4EK m fd EK C C m B ç m a 1 EK m fd EK Kama konstrüksiyonu Kriterleri Göeğin sallanmasını önlemek için kama oyu mil çapının en az 1.5 i kadar olması gerekir. Ayrıca kama genişliğinin mil çapına göre ¼ oranında alınması kama oyu esaında kolaylık sağlar. Hesaplanan ölçüler standart değerlere ya da üretici firmaların katalog değerlerinden sağlanır. TS 147 kama malzemesi olarak Ck45 ısla çeliği tavsiye edilmektedir. Kama esapları Boyuna kamalar mil ve göek ağlantısında dönme eksenine paralel monte edildiği için ağlanan elemanın ara kesitinde kama oyunca ezilmeye ve kesilmeye maruz kalırlar. ġekil: Kama ağlantısı Bağlantı elemanları arasında momentin iletilmesi çevresel kuvvetler ile gerçekleşir. Momentin etkisiyle oluşacak çevre kuvveti; Kama esaında ağlantının güvenilirliği açısından ezilme ve yeterlidir. M t d kesilme kontrolü yapmak Bu durumda kamanın ezilmeye ve kesilmeye zorlayan gerilme olup urada kamanın A alanı A dl ye eşittir. Aynı zamanda uradaki urulma momenti M d olarak Ezilme Kontrolü (Kama ile Mil ) Ezilme Kontrolü (Kama ile Göek) P P P t t 1 em em t1l tl P ifade edilir. Kamalar ilgili olarak değişik yükleme durumlarındaki dayanım değerleri aşağıdaki çizelgede verilmiştir. Kesme Kontrolü M dl t t em A L 70
1 MAKİNE ELEMANLARINDA TEMEL KAVRAMLAR VE BİRİM SİSTEMLERİ
 İÇİNDEKİLER ÖNSÖZ III Bölüm 1 MAKİNE ELEMANLARINDA TEMEL KAVRAMLAR VE BİRİM SİSTEMLERİ 11 1.1. SI Birim Sistemi 12 1.2. Boyut Analizi 16 1.3. Temel Bilgiler 17 1.4.Makine Elemanlarına Giriş 17 1.4.1 Makine
İÇİNDEKİLER ÖNSÖZ III Bölüm 1 MAKİNE ELEMANLARINDA TEMEL KAVRAMLAR VE BİRİM SİSTEMLERİ 11 1.1. SI Birim Sistemi 12 1.2. Boyut Analizi 16 1.3. Temel Bilgiler 17 1.4.Makine Elemanlarına Giriş 17 1.4.1 Makine
Dökme Demirlerin Korozyonu Prof.Dr.Ayşegül AKDOĞAN EKER
 Dökme Demirlerin Korozyonu DÖKME DEMİR %2,06-%6,67 oranında karbon içeren Fe-C alaşımıdır. Gevrektirler. İstenilen parça üretimi sadece döküm ve talaşlı şekillendirme ile gerçekleştirilir. Dayanım yükseltici
Dökme Demirlerin Korozyonu DÖKME DEMİR %2,06-%6,67 oranında karbon içeren Fe-C alaşımıdır. Gevrektirler. İstenilen parça üretimi sadece döküm ve talaşlı şekillendirme ile gerçekleştirilir. Dayanım yükseltici
MKT 204 MEKATRONİK YAPI ELEMANLARI
 MKT 204 MEKATRONİK YAPI ELEMANLARI 2013-2014 Bahar Yarıyılı Kocaeli Üniversitesi Mühendislik Fakültesi Mekatronik Mühendisliği Bölümü Yrd. Doç. Dr. Egemen Avcu Makine Bir veya birçok fonksiyonu (güç iletme,
MKT 204 MEKATRONİK YAPI ELEMANLARI 2013-2014 Bahar Yarıyılı Kocaeli Üniversitesi Mühendislik Fakültesi Mekatronik Mühendisliği Bölümü Yrd. Doç. Dr. Egemen Avcu Makine Bir veya birçok fonksiyonu (güç iletme,
İÇİNDEKİLER 1. Bölüm GİRİŞ 2. Bölüm TASARIMDA MALZEME
 İÇİNDEKİLER 1. Bölüm GİRİŞ 1.1. Tasarım... 1 1.2. Makine Tasarımı... 2 1.3. Tasarım Fazları... 2 1.4. Tasarım Faktörleri... 3 1.5. Birimler... 3 1.6. Toleranslar ve Geçmeler... 3 Problemler... 20 2. Bölüm
İÇİNDEKİLER 1. Bölüm GİRİŞ 1.1. Tasarım... 1 1.2. Makine Tasarımı... 2 1.3. Tasarım Fazları... 2 1.4. Tasarım Faktörleri... 3 1.5. Birimler... 3 1.6. Toleranslar ve Geçmeler... 3 Problemler... 20 2. Bölüm
FZM 220. Malzeme Bilimine Giriş
 FZM 220 Yapı Karakterizasyon Özellikler İşleme Performans Prof. Dr. İlker DİNÇER Fakültesi, Fizik Mühendisliği Bölümü 1 Ders Hakkında FZM 220 Dersinin Amacı Bu dersin amacı, fizik mühendisliği öğrencilerine,
FZM 220 Yapı Karakterizasyon Özellikler İşleme Performans Prof. Dr. İlker DİNÇER Fakültesi, Fizik Mühendisliği Bölümü 1 Ders Hakkında FZM 220 Dersinin Amacı Bu dersin amacı, fizik mühendisliği öğrencilerine,
 Geometriden kaynaklanan etkileri en aza indirmek için yük ve uzama, sırasıyla mühendislik gerilmesi ve mühendislik birim şekil değişimi parametreleri elde etmek üzere normalize edilir. Mühendislik gerilmesi
Geometriden kaynaklanan etkileri en aza indirmek için yük ve uzama, sırasıyla mühendislik gerilmesi ve mühendislik birim şekil değişimi parametreleri elde etmek üzere normalize edilir. Mühendislik gerilmesi
Prof. Dr. HÜSEYİN UZUN KAYNAK KABİLİYETİ
 KAYNAK KABİLİYETİ Günümüz kaynak teknolojisinin kaydettiği inanılmaz gelişmeler sayesinde pek çok malzemenin birleştirilmesi artık mümkün hale gelmiştir. *Demir esaslı metalik malzemeler *Demirdışı metalik
KAYNAK KABİLİYETİ Günümüz kaynak teknolojisinin kaydettiği inanılmaz gelişmeler sayesinde pek çok malzemenin birleştirilmesi artık mümkün hale gelmiştir. *Demir esaslı metalik malzemeler *Demirdışı metalik
Cetvel-13 Güvenirlik Faktörü k g. Güvenirlik (%) ,9 99,99 99,999
 ,9 99,99 99,999") Cetvel-12 Büyüklük Faktörü k b d,mm 10 20 30 50 100 200 250 300 k b 1 0,9 0,8 0,7 0,6 0,57 0,56 0,56 Cetvel-13 Sıcaklık Faktörü k d Cetvel-13 Güvenirlik Faktörü k g T( o C) k d T 350 1 350
Cetvel-12 Büyüklük Faktörü k b d,mm 10 20 30 50 100 200 250 300 k b 1 0,9 0,8 0,7 0,6 0,57 0,56 0,56 Cetvel-13 Sıcaklık Faktörü k d Cetvel-13 Güvenirlik Faktörü k g T( o C) k d T 350 1 350
TAHRİBATLI MALZEME MUAYENESİ DENEYİ
 TAHRİBATLI MALZEME MUAYENESİ DENEYİ MAK-LAB15 1. Giriş ve Deneyin Amacı Bilindiği gibi malzeme seçiminde mekanik özellikler esas alınır. Malzemelerin mekanik özellikleri de iç yapılarına bağlıdır. Malzemelerin
TAHRİBATLI MALZEME MUAYENESİ DENEYİ MAK-LAB15 1. Giriş ve Deneyin Amacı Bilindiği gibi malzeme seçiminde mekanik özellikler esas alınır. Malzemelerin mekanik özellikleri de iç yapılarına bağlıdır. Malzemelerin
ÇELİK YAPILAR (2+1) Yrd. Doç. Dr. Ali SARIBIYIK
 Yrd. Doç. Dr. Ali SARIBIYIK") ÇELİK YAPILAR (2+1) Yrd. Doç. Dr. Ali SARIBIYIK Dersin Amacı Çelik yapı sistemlerini, malzemelerini ve elemanlarını tanıtarak, çelik yapı hesaplarını kavratmak. Dersin İçeriği Çelik yapı sistemleri, kullanım
ÇELİK YAPILAR (2+1) Yrd. Doç. Dr. Ali SARIBIYIK Dersin Amacı Çelik yapı sistemlerini, malzemelerini ve elemanlarını tanıtarak, çelik yapı hesaplarını kavratmak. Dersin İçeriği Çelik yapı sistemleri, kullanım
BASMA DENEYİ MALZEME MÜHENDİSLİĞİ BÖLÜMÜ. 1. Basma Deneyinin Amacı
 1. Basma Deneyinin Amacı Mühendislik malzemelerinin çoğu, uygulanan gerilmeler altında biçimlerini kalıcı olarak değiştirirler, yani plastik şekil değişimine uğrarlar. Bu malzemelerin hangi koşullar altında
1. Basma Deneyinin Amacı Mühendislik malzemelerinin çoğu, uygulanan gerilmeler altında biçimlerini kalıcı olarak değiştirirler, yani plastik şekil değişimine uğrarlar. Bu malzemelerin hangi koşullar altında
Konu: Yüksek Hassasiyetli Yağ Keçelerinin Takviye Bilezik Kalıplarının Üretiminde Kullanılan Takım Çelikleri ve Üretim Prosesleri
 Nurettin ÇALLI Fen Bilimleri Ens. Öğrenci No: 503812162 MAD 614 Madencilikte Özel Konular I Dersi Veren: Prof. Dr. Orhan KURAL İTÜ Maden Fakültesi Konu: Yüksek Hassasiyetli Yağ Keçelerinin Takviye Bilezik
Nurettin ÇALLI Fen Bilimleri Ens. Öğrenci No: 503812162 MAD 614 Madencilikte Özel Konular I Dersi Veren: Prof. Dr. Orhan KURAL İTÜ Maden Fakültesi Konu: Yüksek Hassasiyetli Yağ Keçelerinin Takviye Bilezik
MALZEME BİLGİSİ DERS 8 DR. FATİH AY. www.fatihay.net fatihay@fatihay.net
 MALZEME BİLGİSİ DERS 8 DR. FATİH AY www.fatihay.net fatihay@fatihay.net BÖLÜM IV METALLERİN MEKANİK ÖZELLİKLERİ GERİLME VE BİRİM ŞEKİL DEĞİŞİMİ ANELASTİKLİK MALZEMELERİN ELASTİK ÖZELLİKLERİ ÇEKME ÖZELLİKLERİ
MALZEME BİLGİSİ DERS 8 DR. FATİH AY www.fatihay.net fatihay@fatihay.net BÖLÜM IV METALLERİN MEKANİK ÖZELLİKLERİ GERİLME VE BİRİM ŞEKİL DEĞİŞİMİ ANELASTİKLİK MALZEMELERİN ELASTİK ÖZELLİKLERİ ÇEKME ÖZELLİKLERİ
İÇİNDEKİLER BÖLÜM 1 BÖLÜM 2
 İÇİNDEKİLER BÖLÜM 1 Malzeme Seçiminin Temelleri... 1 1.1 Giriş... 2 1.2 Malzeme seçiminin önemi... 2 1.3 Malzemelerin sınıflandırılması... 3 1.4 Malzeme seçimi adımları... 5 1.5 Malzeme seçiminde dikkate
İÇİNDEKİLER BÖLÜM 1 Malzeme Seçiminin Temelleri... 1 1.1 Giriş... 2 1.2 Malzeme seçiminin önemi... 2 1.3 Malzemelerin sınıflandırılması... 3 1.4 Malzeme seçimi adımları... 5 1.5 Malzeme seçiminde dikkate
MAKİNE ELEMANLARI I TASARIM. Prof. Dr. İrfan KAYMAZ. : 255 (Makine Mühendisliği bölümü II. kat)
") MAKİNE ELEMANLARI I TASARIM Prof. Dr. İrfan KAYMAZ Oda numaram E-posta adresi : 255 (Makine Mühendisliği bölümü II. kat) : ikaymaz@atauni.edu.tr http://muhserv.atauni.edu.tr/makine/ikaymaz/makel Her hafta
MAKİNE ELEMANLARI I TASARIM Prof. Dr. İrfan KAYMAZ Oda numaram E-posta adresi : 255 (Makine Mühendisliği bölümü II. kat) : ikaymaz@atauni.edu.tr http://muhserv.atauni.edu.tr/makine/ikaymaz/makel Her hafta
METALİK MALZEMELERİN GENEL KARAKTERİSTİKLERİ BAHAR 2010
 METALİK MALZEMELERİN GENEL KARAKTERİSTİKLERİ BAHAR 2010 WEBSİTE www2.aku.edu.tr/~hitit Dersler İÇERİK Metalik Malzemelerin Genel Karakteristiklerİ Denge diyagramları Ergitme ve döküm Dökme demir ve çelikler
METALİK MALZEMELERİN GENEL KARAKTERİSTİKLERİ BAHAR 2010 WEBSİTE www2.aku.edu.tr/~hitit Dersler İÇERİK Metalik Malzemelerin Genel Karakteristiklerİ Denge diyagramları Ergitme ve döküm Dökme demir ve çelikler
MMT113 Endüstriyel Malzemeler 5 Metaller, Bakır ve Magnezyum. Yrd. Doç. Dr. Ersoy Erişir 2013-2014 Güz Yarıyılı
 MMT113 Endüstriyel Malzemeler 5 Metaller, Bakır ve Magnezyum Yrd. Doç. Dr. Ersoy Erişir 2013-2014 Güz Yarıyılı Cu Copper 29 Bakır 2 Dünyada madenden bakır üretimi, Milyon ton Yıl Dünyada madenden bakır
MMT113 Endüstriyel Malzemeler 5 Metaller, Bakır ve Magnezyum Yrd. Doç. Dr. Ersoy Erişir 2013-2014 Güz Yarıyılı Cu Copper 29 Bakır 2 Dünyada madenden bakır üretimi, Milyon ton Yıl Dünyada madenden bakır
Doç.Dr.Salim ŞAHİN YORULMA VE AŞINMA
 Doç.Dr.Salim ŞAHİN YORULMA VE AŞINMA YORULMA Yorulma; bir malzemenin değişken yükler altında, statik dayanımının altındaki zorlamalarda ilerlemeli hasara uğramasıdır. Malzeme dereceli olarak arttırılan
Doç.Dr.Salim ŞAHİN YORULMA VE AŞINMA YORULMA Yorulma; bir malzemenin değişken yükler altında, statik dayanımının altındaki zorlamalarda ilerlemeli hasara uğramasıdır. Malzeme dereceli olarak arttırılan
DOĞAL KURŞUN METALİK KURŞUN PLAKALAR
 KURŞUN ve ALAŞIMLARI DOĞAL KURŞUN METALİK KURŞUN PLAKALAR 1 KURŞUN ve ALAŞIMLARI Romalılar kurşun boruları banyolarda kullanmıştır. 2 KURŞUN ve ALAŞIMLARI Kurşuna oda sıcaklığında bile çok düşük bir gerilim
KURŞUN ve ALAŞIMLARI DOĞAL KURŞUN METALİK KURŞUN PLAKALAR 1 KURŞUN ve ALAŞIMLARI Romalılar kurşun boruları banyolarda kullanmıştır. 2 KURŞUN ve ALAŞIMLARI Kurşuna oda sıcaklığında bile çok düşük bir gerilim
PLASTİK ŞEKİL VERME (PŞV) Plastik Şekil Vermenin Temelleri: Başlangıç iş parçasının şekline bağlı olarak PŞV iki gruba ayrılır.
 Plastik Şekil Vermenin Temelleri: Başlangıç iş parçasının şekline bağlı olarak PŞV iki gruba ayrılır.") PLASTİK ŞEKİL VERME (PŞV) Metallerin katı halde kalıp olarak adlandırılan takımlar yardımıyla akma dayanımlarını aşan gerilmelere maruz bırakılarak plastik deformasyonla şeklinin kalıcı olarak değiştirilmesidir
PLASTİK ŞEKİL VERME (PŞV) Metallerin katı halde kalıp olarak adlandırılan takımlar yardımıyla akma dayanımlarını aşan gerilmelere maruz bırakılarak plastik deformasyonla şeklinin kalıcı olarak değiştirilmesidir
Çelik Hasır Kaynak Elektrotları
 CUPRAL 5M CUPRAL 12M Çelik Hasır Kaynak Elektrotları Malzeme Adı, EN Malzeme Numarası, EN Malzeme Numarası, DIN Malzeme Numarası,ASTM Cr Zr Co Ni Be Al Sİ Fe Mn Diğerleri Cu Sertlik (HB) Çekme Dayanımı
CUPRAL 5M CUPRAL 12M Çelik Hasır Kaynak Elektrotları Malzeme Adı, EN Malzeme Numarası, EN Malzeme Numarası, DIN Malzeme Numarası,ASTM Cr Zr Co Ni Be Al Sİ Fe Mn Diğerleri Cu Sertlik (HB) Çekme Dayanımı
TOKLUK VE KIRILMA. Doç.Dr.Salim ŞAHĠN
 TOKLUK VE KIRILMA Doç.Dr.Salim ŞAHĠN TOKLUK Tokluk bir malzemenin kırılmadan önce sönümlediği enerjinin bir ölçüsüdür. Bir malzemenin kırılmadan bir darbeye dayanması yeteneği söz konusu olduğunda önem
TOKLUK VE KIRILMA Doç.Dr.Salim ŞAHĠN TOKLUK Tokluk bir malzemenin kırılmadan önce sönümlediği enerjinin bir ölçüsüdür. Bir malzemenin kırılmadan bir darbeye dayanması yeteneği söz konusu olduğunda önem
AKSLAR ve MİLLER. DEÜ Makina Elemanlarına Giriş Ç. Özes, M. Belevi, M. Demirsoy
 AKSLAR ve MİLLER AKSLAR MİLLER Eksenel kuvvetlerde her iki elemanda çekmeye veya basmaya zorlanabilirler. Her iki elemanda içi dolu veya boş imal edilirler. Eksen durumlarına göre Genel olarak düz elemanlardır
AKSLAR ve MİLLER AKSLAR MİLLER Eksenel kuvvetlerde her iki elemanda çekmeye veya basmaya zorlanabilirler. Her iki elemanda içi dolu veya boş imal edilirler. Eksen durumlarına göre Genel olarak düz elemanlardır
MAKİNA ELEMANLARI I CETVELLER
 MAKİNA ELEMANLARI I CETVELLER Not: Cetveller Makina Elemanlarının Projelendirilmesi (A. Bozacı, İ. Koçaş, Ö. Ü. Çolak) kitabından alınmıştır. Cetvel numaraları bu kitaptaki numaralar ile aynıdır. Dinamik
MAKİNA ELEMANLARI I CETVELLER Not: Cetveller Makina Elemanlarının Projelendirilmesi (A. Bozacı, İ. Koçaş, Ö. Ü. Çolak) kitabından alınmıştır. Cetvel numaraları bu kitaptaki numaralar ile aynıdır. Dinamik
ÇİNKO ALAŞIMLARI :34 1
 09.11.2012 09:34 1 Çinko oda sıcaklıklarında bile deformasyon sertleşmesine uğrayan birkaç metalden biridir. Oda sıcaklıklarında düşük gerilimler çinkonun yapısında kalıcı bozunum yaratabilir. Bu nedenle
09.11.2012 09:34 1 Çinko oda sıcaklıklarında bile deformasyon sertleşmesine uğrayan birkaç metalden biridir. Oda sıcaklıklarında düşük gerilimler çinkonun yapısında kalıcı bozunum yaratabilir. Bu nedenle
TEKNOLOJİNİN BİLİMSEL İLKELERİ. Bölüm-4 MALZEMELERDE ÇEKME-BASMA - KESME GERİLMELERİ VE YOUNG MODÜLÜ. 4.1. Malzemelerde Zorlanma ve Gerilme Şekilleri
 Bölüm-4 MALZEMELERDE ÇEKME-BASMA - KESME GERİLMELERİ VE YOUNG MODÜLÜ 4.1. Malzemelerde Zorlanma ve Gerilme Şekilleri Malzemeler genel olarak 3 çeşit zorlanmaya maruzdurlar. Bunlar çekme, basma ve kesme
Bölüm-4 MALZEMELERDE ÇEKME-BASMA - KESME GERİLMELERİ VE YOUNG MODÜLÜ 4.1. Malzemelerde Zorlanma ve Gerilme Şekilleri Malzemeler genel olarak 3 çeşit zorlanmaya maruzdurlar. Bunlar çekme, basma ve kesme
Isıl işlem, katı haldeki metal ve alaşımlarına belirli özellikler kazandırmak amacıyla bir veya daha çok sayıda, yerine göre birbiri peşine uygulanan
 ISIL İŞLEMLER Isıl işlem, katı haldeki metal ve alaşımlarına belirli özellikler kazandırmak amacıyla bir veya daha çok sayıda, yerine göre birbiri peşine uygulanan ısıtma ve soğutma işlemleridir. İşlem
ISIL İŞLEMLER Isıl işlem, katı haldeki metal ve alaşımlarına belirli özellikler kazandırmak amacıyla bir veya daha çok sayıda, yerine göre birbiri peşine uygulanan ısıtma ve soğutma işlemleridir. İşlem
2/13/2018 MALZEMELERİN GRUPLANDIRILMASI
 a) Kullanış yeri ve amacına göre gruplandırma: 1) Taşıyıcı malzemeler: İnşaat mühendisliğinde kullanılan taşıyıcı malzemeler, genellikle betonarme, çelik, ahşap ve zemindir. Beton, çelik ve ahşap malzemeler
a) Kullanış yeri ve amacına göre gruplandırma: 1) Taşıyıcı malzemeler: İnşaat mühendisliğinde kullanılan taşıyıcı malzemeler, genellikle betonarme, çelik, ahşap ve zemindir. Beton, çelik ve ahşap malzemeler
Mühendislik Makina ve Metalurji San. Tic. Ltd. Şti. Standart Elemanlar. www.ozyigit.com
 Mühendislik Makina ve Metalurji San. Tic. Ltd. Şti. Standart Elemanlar www.ozyigit.com GRAFİTLİ KAYDIRMA ELEMANLARI Grafitli kaydırma elemanları: Taşıyıcı ana yapısı genlikle yüksek dayanımlı bronz olan,
Mühendislik Makina ve Metalurji San. Tic. Ltd. Şti. Standart Elemanlar www.ozyigit.com GRAFİTLİ KAYDIRMA ELEMANLARI Grafitli kaydırma elemanları: Taşıyıcı ana yapısı genlikle yüksek dayanımlı bronz olan,
Bölüm 11: Uygulamalar ve Metal Alaşımların İşlenmesi
 Bölüm 11: Uygulamalar ve Metal Alaşımların İşlenmesi Metal alaşımlar nasıl sınıflandırılır ve genel uygulama alanları nedir? Metallerin genel üretim teknikleri nelerdir? Demir esalı olan ve olmayan alaşımlarda
Bölüm 11: Uygulamalar ve Metal Alaşımların İşlenmesi Metal alaşımlar nasıl sınıflandırılır ve genel uygulama alanları nedir? Metallerin genel üretim teknikleri nelerdir? Demir esalı olan ve olmayan alaşımlarda
ÜRÜN KATALOĞU BM TEKNİK
 TR ÜRÜN KATALOĞU BM TEKNİK HAKKIMIZDA Bm Lazer olarak sektörde edindiğimiz tecrübe ile siz değerli müşterilerimize daha kaliteli, güvenilir ve sürdürülebilir hizmet ulaştırmayı hedefliyoruz. 2009 yılından
TR ÜRÜN KATALOĞU BM TEKNİK HAKKIMIZDA Bm Lazer olarak sektörde edindiğimiz tecrübe ile siz değerli müşterilerimize daha kaliteli, güvenilir ve sürdürülebilir hizmet ulaştırmayı hedefliyoruz. 2009 yılından
BİLGİSAYAR DESTEKLİ TASARIM VE ANALİZ (ANSYS)
") BİLGİSAYAR DESTEKLİ TASARIM VE ANALİZ (ANSYS) MALZEME ÖZELLİKLERİNİN BELİRLENMESİ Bir tasarım yaparken öncelikle uygun bir malzemenin seçilmesi ve bu malzemenin tasarım yüklerini karşılayacak sağlamlıkta
BİLGİSAYAR DESTEKLİ TASARIM VE ANALİZ (ANSYS) MALZEME ÖZELLİKLERİNİN BELİRLENMESİ Bir tasarım yaparken öncelikle uygun bir malzemenin seçilmesi ve bu malzemenin tasarım yüklerini karşılayacak sağlamlıkta
YORULMA HASARLARI Y r o u r l u m a ne n dir i?
 YORULMA HASARLARI 1 Yorulma nedir? Malzemenin tekrarlı yüklere maruz kalması, belli bir tekrar sayısından sonra yüzeyde çatlak oluşması, bunu takip eden kopma olayı ile malzemenin son bulmasına YORULMA
YORULMA HASARLARI 1 Yorulma nedir? Malzemenin tekrarlı yüklere maruz kalması, belli bir tekrar sayısından sonra yüzeyde çatlak oluşması, bunu takip eden kopma olayı ile malzemenin son bulmasına YORULMA
METALLER. şeklinde sıralanır. Demir esaslı alaşımlarda karşılaşılan en önemli problem korozyon eğilimlerinin yüksek olmasıdır.
 METALLER Malzeme seçimiyle ilgili kararlar hem tasarım hem de imalat faaliyetleri açısından son derece önemlidir. Malzemeler temel olarak metaller, seramikler ve polimerler ile bunların fiziksel birleşiminden
METALLER Malzeme seçimiyle ilgili kararlar hem tasarım hem de imalat faaliyetleri açısından son derece önemlidir. Malzemeler temel olarak metaller, seramikler ve polimerler ile bunların fiziksel birleşiminden
AKSLAR ve MİLLER. DEÜ Mühendislik Fakültesi Makina Müh.Böl.Çiçek Özes. Bu sunudaki bilgiler değişik kaynaklardan derlemedir.
 AKSLAR ve MİLLER Bu sunudaki bilgiler değişik kaynaklardan derlemedir. AKSLAR MİLLER Eksenel kuvvetlerde her iki elemanda çekmeye veya basmaya zorlanabilirler. Her iki elemanda içi dolu veya boş imal edilirler.
AKSLAR ve MİLLER Bu sunudaki bilgiler değişik kaynaklardan derlemedir. AKSLAR MİLLER Eksenel kuvvetlerde her iki elemanda çekmeye veya basmaya zorlanabilirler. Her iki elemanda içi dolu veya boş imal edilirler.
MAKİNE ELEMANLARI-I DERS NOTLARI
 MM-303 MAKİNE ELEMANLAI-I DES NOTLAI KAYNAK KİTAPLA Akkurt M., Makine Elemanları I-II, Birsen yayınları Babalık.C, Çavdar K., Makine Elemanları ve Konstrüksiyon Örnekleri, Dora yayınları Babalık.C, Çavdar
MM-303 MAKİNE ELEMANLAI-I DES NOTLAI KAYNAK KİTAPLA Akkurt M., Makine Elemanları I-II, Birsen yayınları Babalık.C, Çavdar K., Makine Elemanları ve Konstrüksiyon Örnekleri, Dora yayınları Babalık.C, Çavdar
MOTOR KONSTRÜKSİYONU-3.HAFTA
 MOTOR KONSTRÜKSİYONU-3.HAFTA Yrd.Doç.Dr. Alp Tekin ERGENÇ İçten Yanmalı Motor Hareketli Elemanları 1- Piston 2- Perno 3- Segman 4- Krank mili 5- Biyel 6- Kam mili 7- Supaplar Piston A-Görevi: Yanma odası
MOTOR KONSTRÜKSİYONU-3.HAFTA Yrd.Doç.Dr. Alp Tekin ERGENÇ İçten Yanmalı Motor Hareketli Elemanları 1- Piston 2- Perno 3- Segman 4- Krank mili 5- Biyel 6- Kam mili 7- Supaplar Piston A-Görevi: Yanma odası
Ç l e i l k i l k e l r e e e Uyg u a l na n n n Yüz ü ey e y Ser Se tle l ş e t ş ir i me e İ şl ş e l m l r e i
 Çeliklere Uygulanan Yüzey Sertleştirme İşlemleri Bazı uygulamalarda kullanılan çelik parçaların hem aşınma dirençlerinin, hem de darbe dayanımlarının yüksek olması istenir. Bunun için parçaların yüzeylerinin
Çeliklere Uygulanan Yüzey Sertleştirme İşlemleri Bazı uygulamalarda kullanılan çelik parçaların hem aşınma dirençlerinin, hem de darbe dayanımlarının yüksek olması istenir. Bunun için parçaların yüzeylerinin
MAKİNE ELEMANLARI-I DERS NOTLARI
 MM-303 MAKİNE ELEMANLARI-I DERS NOTLARI KAYNAK KİTAPLAR Akkurt M., Makine Elemanları I-II, Birsen yayınları Babalık.C, Çavdar K., Makine Elemanları ve Konstrüksiyon Örnekleri, Dora yayınları Babalık.C,
MM-303 MAKİNE ELEMANLARI-I DERS NOTLARI KAYNAK KİTAPLAR Akkurt M., Makine Elemanları I-II, Birsen yayınları Babalık.C, Çavdar K., Makine Elemanları ve Konstrüksiyon Örnekleri, Dora yayınları Babalık.C,
MAKİNE ELEMANLARI DERS SLATYLARI
 MAKİNE ELEMANLARI DERS SLATYLARI TEMEL BİLGİLER P r o f. D r. İ r f a n K A Y M A Z P r o f. D r. A k g ü n A L S A R A N A r ş. G ör. İ l y a s H A C I A L İ HOĞ LU Oda numaram E-posta adresi : 333 (Makine
MAKİNE ELEMANLARI DERS SLATYLARI TEMEL BİLGİLER P r o f. D r. İ r f a n K A Y M A Z P r o f. D r. A k g ü n A L S A R A N A r ş. G ör. İ l y a s H A C I A L İ HOĞ LU Oda numaram E-posta adresi : 333 (Makine
TEKNOLOJİNİN BİLİMSEL İLKELERİ. Öğr. Gör. Adem ÇALIŞKAN
 TEKNOLOJİNİN BİLİMSEL İLKELERİ 3 Malzemelerin esnekliği Gerilme Bir cisme uygulanan kuvvetin, kesit alanına bölümüdür. Kuvvetin yüzeye dik olması halindeki gerilme "normal gerilme" adını alır ve şeklinde
TEKNOLOJİNİN BİLİMSEL İLKELERİ 3 Malzemelerin esnekliği Gerilme Bir cisme uygulanan kuvvetin, kesit alanına bölümüdür. Kuvvetin yüzeye dik olması halindeki gerilme "normal gerilme" adını alır ve şeklinde
PÜSKÜRTME ŞEKİLLENDİRME (SPRAY FORMING / SPRAY DEPOSITION)
") PÜSKÜRTME ŞEKİLLENDİRME (SPRAY FORMING / SPRAY DEPOSITION) Püskürtme şekillendirme (PŞ) yöntemi ilk olarak Osprey Ltd. şirketi tarafından 1960 lı yıllarda geliştirilmiştir. Günümüzde püskürtme şekillendirme
PÜSKÜRTME ŞEKİLLENDİRME (SPRAY FORMING / SPRAY DEPOSITION) Püskürtme şekillendirme (PŞ) yöntemi ilk olarak Osprey Ltd. şirketi tarafından 1960 lı yıllarda geliştirilmiştir. Günümüzde püskürtme şekillendirme
MALZEME BİLGİSİ DERS 7 DR. FATİH AY. www.fatihay.net fatihay@fatihay.net
 MALZEME BİLGİSİ DERS 7 DR. FATİH AY www.fatihay.net fatihay@fatihay.net GEÇEN HAFTA KRİSTAL KAFES NOKTALARI KRİSTAL KAFES DOĞRULTULARI KRİSTAL KAFES DÜZLEMLERİ DOĞRUSAL VE DÜZLEMSEL YOĞUNLUK KRİSTAL VE
MALZEME BİLGİSİ DERS 7 DR. FATİH AY www.fatihay.net fatihay@fatihay.net GEÇEN HAFTA KRİSTAL KAFES NOKTALARI KRİSTAL KAFES DOĞRULTULARI KRİSTAL KAFES DÜZLEMLERİ DOĞRUSAL VE DÜZLEMSEL YOĞUNLUK KRİSTAL VE
Mühendislik Mimarlık Fakültesi Makine Mühendisliği Bölümü
 ÇEKME DENEYİ 1. DENEYİN AMACI Mühendislik malzemeleri rijit olmadığından kuvvet altında deforme olup, şekil ve boyut değişiklikleri gösterirler. Malzeme özelliklerini anlamak üzere mekanik testler yapılır.
ÇEKME DENEYİ 1. DENEYİN AMACI Mühendislik malzemeleri rijit olmadığından kuvvet altında deforme olup, şekil ve boyut değişiklikleri gösterirler. Malzeme özelliklerini anlamak üzere mekanik testler yapılır.
HSS alanında etkinlik
 New Haziran 2017 Talaşlı imalat da yenilikler HSS alanında etkinlik Yeni HSS-E-PM UNI matkabı, HSS ile VHM arasındaki boşluğu dolduruyor TOTAL TOOLING=KALITE x SERVIS 2 WNT Önasya Kesici Takımlar San.
New Haziran 2017 Talaşlı imalat da yenilikler HSS alanında etkinlik Yeni HSS-E-PM UNI matkabı, HSS ile VHM arasındaki boşluğu dolduruyor TOTAL TOOLING=KALITE x SERVIS 2 WNT Önasya Kesici Takımlar San.
BA KENT ÜNİVERSİTESİ. Malzemeler genel olarak 4 ana sınıfa ayrılabilirler: 1. Metaller, 2. Seramikler, 3. Polimerler 4. Kompozitler.
 MALZEMELER VE GERĐLMELER Malzeme Bilimi mühendisliğin temel ve en önemli konularından birisidir. Malzeme teknolojisindeki gelişim tüm mühendislik dallarını doğrudan veya dolaylı olarak etkilemektedir.
MALZEMELER VE GERĐLMELER Malzeme Bilimi mühendisliğin temel ve en önemli konularından birisidir. Malzeme teknolojisindeki gelişim tüm mühendislik dallarını doğrudan veya dolaylı olarak etkilemektedir.
Makine Elemanları I Prof. Dr. Akgün ALSARAN. Temel bilgiler-flipped Classroom Akslar ve Miller
 Makine Elemanları I Prof. Dr. Akgün ALSARAN Temel bilgiler-flipped Classroom Akslar ve Miller İçerik Giriş Temel kavramlar Sınıflandırma Aks ve mil mukavemet hesabı Millerde titreşim kontrolü Konstrüksiyon
Makine Elemanları I Prof. Dr. Akgün ALSARAN Temel bilgiler-flipped Classroom Akslar ve Miller İçerik Giriş Temel kavramlar Sınıflandırma Aks ve mil mukavemet hesabı Millerde titreşim kontrolü Konstrüksiyon
MAKİNE ELEMANLARI DERS SLAYTLARI
 MAKİNE ELEMANLARI DERS SLAYTLARI YORULMA P r o f. D r. İ r f a n K A Y M A Z P r o f. D r. A k g ü n A L S A R A N A r ş. G ör. İ l y a s H A C I S A L İ HOĞ LU Aloha Havayolları Uçuş 243: Hilo dan Honolulu
MAKİNE ELEMANLARI DERS SLAYTLARI YORULMA P r o f. D r. İ r f a n K A Y M A Z P r o f. D r. A k g ü n A L S A R A N A r ş. G ör. İ l y a s H A C I S A L İ HOĞ LU Aloha Havayolları Uçuş 243: Hilo dan Honolulu
PLASTİK ŞEKİLLENDİRME YÖNTEMLERİ
 PLASTİK ŞEKİLLENDİRME YÖNTEMLERİ Metalik malzemelerin geriye dönüşü olmayacak şekilde kontrollü fiziksel/kütlesel deformasyona (plastik deformasyon) uğratılarak şekillendirilmesi işlemlerine genel olarak
PLASTİK ŞEKİLLENDİRME YÖNTEMLERİ Metalik malzemelerin geriye dönüşü olmayacak şekilde kontrollü fiziksel/kütlesel deformasyona (plastik deformasyon) uğratılarak şekillendirilmesi işlemlerine genel olarak
= σ ε = Elastiklik sınırı: Elastik şekil değişiminin görüldüğü en yüksek gerilme değerine denir.
 ÇEKME DENEYİ Genel Bilgi Çekme deneyi, malzemelerin statik yük altındaki mekanik özelliklerini belirlemek ve malzemelerin özelliklerine göre sınıflandırılmasını sağlamak amacıyla uygulanan, mühendislik
ÇEKME DENEYİ Genel Bilgi Çekme deneyi, malzemelerin statik yük altındaki mekanik özelliklerini belirlemek ve malzemelerin özelliklerine göre sınıflandırılmasını sağlamak amacıyla uygulanan, mühendislik
CERRAHİ İĞNE ALAŞIMLARI. Microbiologist KADİR GÜRBÜZ
 CERRAHİ İĞNE ALAŞIMLARI Microbiologist KADİR GÜRBÜZ Bileşimlerinde en az % 12 krom bulunan çelikler paslanmaz çeliklerdir.tüm paslanmaz çeliklerin korozyon direnci, çok yoğun ve koruyucu krom oksit ince
CERRAHİ İĞNE ALAŞIMLARI Microbiologist KADİR GÜRBÜZ Bileşimlerinde en az % 12 krom bulunan çelikler paslanmaz çeliklerdir.tüm paslanmaz çeliklerin korozyon direnci, çok yoğun ve koruyucu krom oksit ince
MUKAVEMET DERSİ. (Temel Kavramlar) Prof. Dr. Berna KENDİRLİ
 Prof. Dr. Berna KENDİRLİ") MUKAVEMET DERSİ (Temel Kavramlar) Prof. Dr. Berna KENDİRLİ Ders Planı HAFTA KONU 1 Giriş, Mukavemetin tanımı ve genel ilkeleri 2 Mukavemetin temel kavramları 3-4 Normal kuvvet 5-6 Gerilme analizi 7 Şekil
MUKAVEMET DERSİ (Temel Kavramlar) Prof. Dr. Berna KENDİRLİ Ders Planı HAFTA KONU 1 Giriş, Mukavemetin tanımı ve genel ilkeleri 2 Mukavemetin temel kavramları 3-4 Normal kuvvet 5-6 Gerilme analizi 7 Şekil
Prof.Dr.İrfan AY. Arş.Gör.T.Kerem DEMİRCİOĞLU. Öğr. Murat BOZKURT. Balıkesir - 2008
 MAKİNA * ENDÜSTRİ Prof.Dr.İrfan AY Arş.Gör.T.Kerem DEMİRCİOĞLU Öğr. Murat BOZKURT * Balıkesir - 2008 1 PLASTİK ŞEKİL VERME YÖNTEMLERİ METALE PLASTİK ŞEKİL VERME İki şekilde incelenir. * HACİMSEL DEFORMASYONLA
MAKİNA * ENDÜSTRİ Prof.Dr.İrfan AY Arş.Gör.T.Kerem DEMİRCİOĞLU Öğr. Murat BOZKURT * Balıkesir - 2008 1 PLASTİK ŞEKİL VERME YÖNTEMLERİ METALE PLASTİK ŞEKİL VERME İki şekilde incelenir. * HACİMSEL DEFORMASYONLA
TALAŞLI İMALAT. Koşul, takım ile iş şekillendirilmek istenen parça arasında belirgin bir sertlik farkının olmasıdır.
 TALAŞLI İMALAT Şekillendirilecek parça üzerinden sert takımlar yardımıyla küçük parçacıklar halinde malzeme koparılarak yapılan malzeme üretimi talaşlı imalat olarak adlandırılır. Koşul, takım ile iş şekillendirilmek
TALAŞLI İMALAT Şekillendirilecek parça üzerinden sert takımlar yardımıyla küçük parçacıklar halinde malzeme koparılarak yapılan malzeme üretimi talaşlı imalat olarak adlandırılır. Koşul, takım ile iş şekillendirilmek
Makine Elemanları I Prof. Dr. Akgün ALSARAN. Temel bilgiler Makine Elemanları
 Makine Elemanları I Prof. Dr. Akgün ALSARAN Temel bilgiler Makine Elemanları İçerik Makine elemanları nedir? Konstrüksiyon nedir? Tasarım nedir? Tasarımda dikkat edilecek hususlar ve örnekler 2 Makine
Makine Elemanları I Prof. Dr. Akgün ALSARAN Temel bilgiler Makine Elemanları İçerik Makine elemanları nedir? Konstrüksiyon nedir? Tasarım nedir? Tasarımda dikkat edilecek hususlar ve örnekler 2 Makine
MALZEMELERİN MEKANİK ÖZELLİKLERİ
 MALZEMELERİN MEKANİK ÖZELLİKLERİ Farklı üretim yöntemleriyle üretilen ürünler uygulama koşullarında üzerlerine uygulanan kuvvetlere farklı yanıt verirler ve uygulanan yükün büyüklüğüne bağlı olarak koparlar,
MALZEMELERİN MEKANİK ÖZELLİKLERİ Farklı üretim yöntemleriyle üretilen ürünler uygulama koşullarında üzerlerine uygulanan kuvvetlere farklı yanıt verirler ve uygulanan yükün büyüklüğüne bağlı olarak koparlar,
Sudan hafif, Çelikten dayanıklı. Mühendislik Plastiklerinde Bir Polikim Klasiği ULPOLEN UHMWPE. Ulpolen Polikim in tescilli markasıdır.
 Sudan hafif, Çelikten dayanıklı Mühendislik Plastiklerinde Bir Polikim Klasiği ULPOLEN UHMWPE Ulpolen Polikim in tescilli markasıdır. Genel Özellikler ULPOLEN, ortalama molekül ağırlığı 4 milyonun üstünde
Sudan hafif, Çelikten dayanıklı Mühendislik Plastiklerinde Bir Polikim Klasiği ULPOLEN UHMWPE Ulpolen Polikim in tescilli markasıdır. Genel Özellikler ULPOLEN, ortalama molekül ağırlığı 4 milyonun üstünde
Prof. Dr. İRFAN AY / Öğr. Gör. FAHRETTİN KAPUSUZ 1
 MAKİNE PROGRAMI MALZEME TEKNOLOJİSİ-I- (DERS NOTLARI) Prof.Dr.İrfan AY Öğr. Gör. Fahrettin Kapusuz 2008-20092009 BALIKESİR Prof. Dr. İRFAN AY / Öğr. Gör. FAHRETTİN KAPUSUZ 1 DEMİR-KARBON (Fe-C) DENGE DİYAGRAMI
MAKİNE PROGRAMI MALZEME TEKNOLOJİSİ-I- (DERS NOTLARI) Prof.Dr.İrfan AY Öğr. Gör. Fahrettin Kapusuz 2008-20092009 BALIKESİR Prof. Dr. İRFAN AY / Öğr. Gör. FAHRETTİN KAPUSUZ 1 DEMİR-KARBON (Fe-C) DENGE DİYAGRAMI
SICAK İŞ TAKIM ÇELİKLERİ B İ R K A L İ T E M A R K A S I
 SICAK İŞ TAKIM ÇELİKLERİ B İ R K A L İ T E M A R K A S I S I C A K İ Ş T A K I M Ç E L İ K L E R İ MARTENSİTİK ÇELİKLER KIND Sınıf AISI Kimyasal Analiz % Kondüsyon HB C Si Mn Cr Mo Ni V Co W Sertleştirme
SICAK İŞ TAKIM ÇELİKLERİ B İ R K A L İ T E M A R K A S I S I C A K İ Ş T A K I M Ç E L İ K L E R İ MARTENSİTİK ÇELİKLER KIND Sınıf AISI Kimyasal Analiz % Kondüsyon HB C Si Mn Cr Mo Ni V Co W Sertleştirme
ÇEKME DENEYĠ. ġekil 1. Düşük karbonlu yumuşak bir çeliğin çekme diyagramı.
 1. DENEYĠN AMACI ÇEKME DENEYĠ Çekme deneyi, malzemelerin mekanik özeliklerinin belirlenmesi, mekanik davranışlarına göre sınıflandırılması ve malzeme seçimi amacıyla yapılır. Bu deneyde standard çekme
1. DENEYĠN AMACI ÇEKME DENEYĠ Çekme deneyi, malzemelerin mekanik özeliklerinin belirlenmesi, mekanik davranışlarına göre sınıflandırılması ve malzeme seçimi amacıyla yapılır. Bu deneyde standard çekme
Malzeme Bilgisi ve Gemi Yapı Malzemeleri
 Malzeme Bilgisi ve Gemi Yapı Malzemeleri Grup 1 Pazartesi 9.00-12.50 Dersin Öğretim Üyesi: Y.Doç.Dr. Ergün Keleşoğlu Metalurji ve Malzeme Mühendisliği Bölümü Davutpaşa Kampüsü Kimya Metalurji Fakültesi
Malzeme Bilgisi ve Gemi Yapı Malzemeleri Grup 1 Pazartesi 9.00-12.50 Dersin Öğretim Üyesi: Y.Doç.Dr. Ergün Keleşoğlu Metalurji ve Malzeme Mühendisliği Bölümü Davutpaşa Kampüsü Kimya Metalurji Fakültesi
Vermiküler/Silindirik Grafitli Dökme Demir COMPACTED GRAPHITE CAST IRON
 Vermiküler/Silindirik Grafitli Dökme Demir COMPACTED GRAPHITE CAST IRON Ferrit Silindirik grafitler (Ferrit + Perlit) Matrix Grafit küreleri Silindirik, Gri ve Küresel grafitli dökme demirler arası özelliklere
Vermiküler/Silindirik Grafitli Dökme Demir COMPACTED GRAPHITE CAST IRON Ferrit Silindirik grafitler (Ferrit + Perlit) Matrix Grafit küreleri Silindirik, Gri ve Küresel grafitli dökme demirler arası özelliklere
MALZEME ANA BİLİM DALI Malzeme Laboratuvarı Deney Föyü. Deneyin Adı: Malzemelerde Sertlik Deneyi. Deneyin Tarihi:
 Deneyin Adı: Malzemelerde Sertlik Deneyi Deneyin Tarihi:13.03.2014 Deneyin Amacı: Malzemelerin sertliğinin ölçülmesi ve mukavemetleri hakkında bilgi edinilmesi. Teorik Bilgi Sertlik, malzemelerin plastik
Deneyin Adı: Malzemelerde Sertlik Deneyi Deneyin Tarihi:13.03.2014 Deneyin Amacı: Malzemelerin sertliğinin ölçülmesi ve mukavemetleri hakkında bilgi edinilmesi. Teorik Bilgi Sertlik, malzemelerin plastik
MMT310 Malzemelerin Mekanik Davranışı 2 Mukavemet ve deformasyon özelliklerinin belirlenmesi - Basma ve sertlik deneyleri
 MMT310 Malzemelerin Mekanik Davranışı 2 Mukavemet ve deformasyon özelliklerinin belirlenmesi - Basma ve sertlik deneyleri Yrd. Doç. Dr. Ersoy Erişir 2011-2012 Bahar Yarıyılı 2. Mukavemet ve deformasyon
MMT310 Malzemelerin Mekanik Davranışı 2 Mukavemet ve deformasyon özelliklerinin belirlenmesi - Basma ve sertlik deneyleri Yrd. Doç. Dr. Ersoy Erişir 2011-2012 Bahar Yarıyılı 2. Mukavemet ve deformasyon
ÇEKME DENEYİ. Şekil. a) Çekme Deneyi makinesi, b) Deney esnasında deney numunesinin aldığı şekiler
 Çekme Deneyi makinesi, b) Deney esnasında deney numunesinin aldığı şekiler") ÇEKME DENEYİ Çekme Deneyi Malzemenin mekanik özelliklerini ortaya çıkarmak için en yaygın kullanılan deney Çekme Deneyidir. Bu deneyden elde edilen sonuçlar mühendislik hesaplarında doğrudan kullanılabilir.
ÇEKME DENEYİ Çekme Deneyi Malzemenin mekanik özelliklerini ortaya çıkarmak için en yaygın kullanılan deney Çekme Deneyidir. Bu deneyden elde edilen sonuçlar mühendislik hesaplarında doğrudan kullanılabilir.
YAPI MALZEMELERİ DERS NOTLARI
 YAPI MALZEMELERİ DERS NOTLARI YAPI MALZEMELERİ Herhangi bir yapının projelendirmesi ve inşaatı aşamasında amaç aşağıda belirtilen üç koşulu bir arada gerçekleştirmektir: a) Yapı istenilen işlevi yapabilmelidir,
YAPI MALZEMELERİ DERS NOTLARI YAPI MALZEMELERİ Herhangi bir yapının projelendirmesi ve inşaatı aşamasında amaç aşağıda belirtilen üç koşulu bir arada gerçekleştirmektir: a) Yapı istenilen işlevi yapabilmelidir,
Yüzey Sertleştirme 1
 Yüzey Sertleştirme 1 Yüzey sertleştirme Sünek yapıya sahip çeliklerden imal edilmiş makine parçalarında sert ve aşınmaya dayanıklı bir yüzey istenir. Örneğin yatak muylusu, kavrama tırnağı ve diğer temas
Yüzey Sertleştirme 1 Yüzey sertleştirme Sünek yapıya sahip çeliklerden imal edilmiş makine parçalarında sert ve aşınmaya dayanıklı bir yüzey istenir. Örneğin yatak muylusu, kavrama tırnağı ve diğer temas
Deneyin Amacı Çekme deneyinin incelenmesi ve metalik bir malzemeye ait çekme deneyinin yapılması.
 1 Deneyin Adı Çekme Deneyi Deneyin Amacı Çekme deneyinin incelenmesi ve metalik bir malzemeye ait çekme deneyinin yapılması. Teorik Bilgi Malzemelerin statik (darbesiz) yük altındaki mukavemet özelliklerini
1 Deneyin Adı Çekme Deneyi Deneyin Amacı Çekme deneyinin incelenmesi ve metalik bir malzemeye ait çekme deneyinin yapılması. Teorik Bilgi Malzemelerin statik (darbesiz) yük altındaki mukavemet özelliklerini
MAKİNE ELEMANLARI 1 GENEL ÇALIŞMA SORULARI 1) Verilen kuvvet değerlerini yükleme türlerini yazınız.
 Verilen kuvvet değerlerini yükleme türlerini yazınız.") MAKİNE ELEMANLARI 1 GENEL ÇALIŞMA SORULARI 1) Verilen kuvvet değerlerini yükleme türlerini yazınız. F = 2000 ± 1900 N F = ± 160 N F = 150 ± 150 N F = 100 ± 90 N F = ± 50 N F = 16,16 N F = 333,33 N F =
MAKİNE ELEMANLARI 1 GENEL ÇALIŞMA SORULARI 1) Verilen kuvvet değerlerini yükleme türlerini yazınız. F = 2000 ± 1900 N F = ± 160 N F = 150 ± 150 N F = 100 ± 90 N F = ± 50 N F = 16,16 N F = 333,33 N F =
TRANSPORT SİSTEMLERİNDE KULLANILAN MALZEMELERİN SEÇİMİ
 BÖLÜM 3. TRANSPORT SİSTEMLERİNDE KULLANILAN MALZEMELERİN SEÇİMİ 3. GİRİŞ Transport sistemleri, üzerinde vinç donanımı da bulunan ve ayrıca öteleme ve dönme hareketlerini de yapacak düzeneklere de sahip
BÖLÜM 3. TRANSPORT SİSTEMLERİNDE KULLANILAN MALZEMELERİN SEÇİMİ 3. GİRİŞ Transport sistemleri, üzerinde vinç donanımı da bulunan ve ayrıca öteleme ve dönme hareketlerini de yapacak düzeneklere de sahip
ÜNİTE-3 BAĞLAMA ELEMANLARI ÖĞR. GÖR. HALİL YAMAK
 ÜNİTE-3 BAĞLAMA ELEMANLARI ÖĞR. GÖR. HALİL YAMAK KONU BAŞLIKLARI Giriş Bağlama Elemanları Çözülemeyen Bağlama Elemanları Çözülebilen Bağlama Elemanları GİRİŞ Makine, enerji veya güç üreten, ileten, değiştiren
ÜNİTE-3 BAĞLAMA ELEMANLARI ÖĞR. GÖR. HALİL YAMAK KONU BAŞLIKLARI Giriş Bağlama Elemanları Çözülemeyen Bağlama Elemanları Çözülebilen Bağlama Elemanları GİRİŞ Makine, enerji veya güç üreten, ileten, değiştiren
2. Amaç: Çekme testi yapılarak malzemenin elastiklik modülünün bulunması
 1. Deney Adı: ÇEKME TESTİ 2. Amaç: Çekme testi yapılarak malzemenin elastiklik modülünün bulunması Mühendislik tasarımlarının en önemli özelliklerinin başında öngörülebilir olmaları gelmektedir. Öngörülebilirliğin
1. Deney Adı: ÇEKME TESTİ 2. Amaç: Çekme testi yapılarak malzemenin elastiklik modülünün bulunması Mühendislik tasarımlarının en önemli özelliklerinin başında öngörülebilir olmaları gelmektedir. Öngörülebilirliğin
MAKİNA ELEMANLARI. İŞ MAKİNALARI (Vinç, greyder, torna tezgahı, freze tezgahı, matkap, hidrolik pres, enjeksiyon makinası gibi)
") MAKİNA ELEMANLARI Makina: Genel anlamda makina; enerji veya güç üreten, ileten veya değiştiren sistemdir. Örneğin; motor, türbin, jeneratör, ısı pompası, elektrik makinası, tekstil makinası, takım tezgâhı,
MAKİNA ELEMANLARI Makina: Genel anlamda makina; enerji veya güç üreten, ileten veya değiştiren sistemdir. Örneğin; motor, türbin, jeneratör, ısı pompası, elektrik makinası, tekstil makinası, takım tezgâhı,
Temel bilgiler-flipped Classroom Akslar ve Miller
 Makine Elemanları I Prof. Dr. İrfan KAYMAZ Temel bilgiler-flipped Classroom Akslar ve Miller İçerik Aks ve milin tanımı Akslar ve millerin mukavemet hesabı Millerde titreşim hesabı Mil tasarımı için tavsiyeler
Makine Elemanları I Prof. Dr. İrfan KAYMAZ Temel bilgiler-flipped Classroom Akslar ve Miller İçerik Aks ve milin tanımı Akslar ve millerin mukavemet hesabı Millerde titreşim hesabı Mil tasarımı için tavsiyeler
Metallerin yerini alan endüstriyel plastik KESTAMİD. Döküm Poliamid. Kestamid Polikim in tescilli markasıdır.
 Metallerin yerini alan endüstriyel plastik KESTAMİD Döküm Poliamid Genel Özellikler KESTAMİD, kimyasal yönden çapraz bağlı (cross-linked) moleküler yapısı nedeni ile üstün özelliklere sahip bir poliamid
Metallerin yerini alan endüstriyel plastik KESTAMİD Döküm Poliamid Genel Özellikler KESTAMİD, kimyasal yönden çapraz bağlı (cross-linked) moleküler yapısı nedeni ile üstün özelliklere sahip bir poliamid
İÇİNDEKİLER ÖNSÖZ...III 1. BÖLÜM MAKİNA BİLGİSİ... 1 2. BÖLÜM BAĞLAMA ELEMANLARI... 7
 İÇİNDEKİLER ÖNSÖZ...III 1. BÖLÜM MAKİNA BİLGİSİ... 1 1.1. Kuvvet Makinaları... 1 1.2. İş Makinaları... 2 1.3. Tarifler... 2 1.4. Birimler ve Uluslararası Birim Sistemleri (SI)... 3 1.5. Makinalarda Tanımlar...
İÇİNDEKİLER ÖNSÖZ...III 1. BÖLÜM MAKİNA BİLGİSİ... 1 1.1. Kuvvet Makinaları... 1 1.2. İş Makinaları... 2 1.3. Tarifler... 2 1.4. Birimler ve Uluslararası Birim Sistemleri (SI)... 3 1.5. Makinalarda Tanımlar...
FZM 220. Malzeme Bilimine Giriş
 FZM 220 Yapı Karakterizasyon Özellikler İşleme Performans Prof. Dr. İlker DİNÇER Fakültesi, Fizik Mühendisliği Bölümü 1 Ders Hakkında FZM 220 Dersinin Amacı Bu dersin amacı, fizik mühendisliği öğrencilerine,
FZM 220 Yapı Karakterizasyon Özellikler İşleme Performans Prof. Dr. İlker DİNÇER Fakültesi, Fizik Mühendisliği Bölümü 1 Ders Hakkında FZM 220 Dersinin Amacı Bu dersin amacı, fizik mühendisliği öğrencilerine,
3. MALZEME PROFİLLERİ (MATERİALS PROFİLES) 3.1. METAL VE ALAŞIMLAR. Karbon çelikleri (carbon steels)
 3.1. METAL VE ALAŞIMLAR. Karbon çelikleri (carbon steels)") 3. MALZEME PROFİLLERİ (MATERİALS PROFİLES) 3.1. METAL VE ALAŞIMLAR Karbon çelikleri (carbon steels) Çelik, bileşiminde maksimum %2 C içeren demir karbon alaşımı olarak tanımlanabilir. Karbon çeliğin en
3. MALZEME PROFİLLERİ (MATERİALS PROFİLES) 3.1. METAL VE ALAŞIMLAR Karbon çelikleri (carbon steels) Çelik, bileşiminde maksimum %2 C içeren demir karbon alaşımı olarak tanımlanabilir. Karbon çeliğin en
Standart Çekme Testi
 Bölüm 2 Malzemeler P Standart Çekme Testi Standart ölçüler d = 2.5, 6.25 veya 12.5 mm l = 1, 25 veya 5 mm Malzeme özelliklerini belirlemek için sıklıkla kullanılır Numune çekilirken, uygulanan yük ve yer
Bölüm 2 Malzemeler P Standart Çekme Testi Standart ölçüler d = 2.5, 6.25 veya 12.5 mm l = 1, 25 veya 5 mm Malzeme özelliklerini belirlemek için sıklıkla kullanılır Numune çekilirken, uygulanan yük ve yer
MMT209 Çeliklerde Malzeme Bilimi ve Son Gelişmeler 3 Çelik üretimi. Yrd. Doç. Dr. Ersoy Erişir Güz Yarıyılı
 MMT209 Çeliklerde Malzeme Bilimi ve Son Gelişmeler 3 Çelik üretimi Yrd. Doç. Dr. Ersoy Erişir 2013-2014 Güz Yarıyılı Fırın Ön hadde Nihai hadde Soğuma Sarma Hadde yolu koruyucusu 1200-1250 ºC Kesme T >
MMT209 Çeliklerde Malzeme Bilimi ve Son Gelişmeler 3 Çelik üretimi Yrd. Doç. Dr. Ersoy Erişir 2013-2014 Güz Yarıyılı Fırın Ön hadde Nihai hadde Soğuma Sarma Hadde yolu koruyucusu 1200-1250 ºC Kesme T >
Demir, atom numarası 26 olan kimyasal element. Simgesi Fe dir. Demir, yerkabuğunda en çok bulunan metaldir. Yerkürenin merkezindeki sıvı çekirdeğin
 Demir, atom numarası 26 olan kimyasal element. Simgesi Fe dir. Demir, yerkabuğunda en çok bulunan metaldir. Yerkürenin merkezindeki sıvı çekirdeğin de tek bir demir kristali olduğu tahmin edilmekle birlikte,
Demir, atom numarası 26 olan kimyasal element. Simgesi Fe dir. Demir, yerkabuğunda en çok bulunan metaldir. Yerkürenin merkezindeki sıvı çekirdeğin de tek bir demir kristali olduğu tahmin edilmekle birlikte,
MUKAVEMET-2 DERSİ BAUN MAKİNA MÜHENDİSLİĞİ VİZE ÖNCESİ UYGULAMA SORULARI MART Burulma 2.Kırılma ve Akma Kriterleri
 MUKAVEMET-2 DERSİ BAUN MAKİNA MÜHENDİSLİĞİ VİZE ÖNCESİ UYGULAMA SORULARI MART-2019 1.Burulma 2.Kırılma ve Akma Kriterleri UYGULAMA-1 Şekildeki şaft C noktasında ankastre olarak sabitlenmiş ve üzerine tork
MUKAVEMET-2 DERSİ BAUN MAKİNA MÜHENDİSLİĞİ VİZE ÖNCESİ UYGULAMA SORULARI MART-2019 1.Burulma 2.Kırılma ve Akma Kriterleri UYGULAMA-1 Şekildeki şaft C noktasında ankastre olarak sabitlenmiş ve üzerine tork
MMT113 Endüstriyel Malzemeler 6 Nikel, Titanyum ve Kobalt alaşımları. Yrd. Doç. Dr. Ersoy Erişir 2012-20123Güz Yarıyılı
 MMT113 Endüstriyel Malzemeler 6 Nikel, Titanyum ve Kobalt alaşımları Yrd. Doç. Dr. Ersoy Erişir 2012-20123Güz Yarıyılı Nikel ve Alaşımları: Ticari Saf Nikel Nikel-Bakır Alaşımları (Monel) Nikel-Krom Alaşımları
MMT113 Endüstriyel Malzemeler 6 Nikel, Titanyum ve Kobalt alaşımları Yrd. Doç. Dr. Ersoy Erişir 2012-20123Güz Yarıyılı Nikel ve Alaşımları: Ticari Saf Nikel Nikel-Bakır Alaşımları (Monel) Nikel-Krom Alaşımları
MMM291 MALZEME BİLİMİ
 MMM291 MALZEME BİLİMİ Ofis Saatleri: Perşembe 14:00 16:00 ayse.kalemtas@btu.edu.tr, akalemtas@gmail.com Bursa Teknik Üniversitesi, Doğa Bilimleri, Mimarlık ve Mühendislik Fakültesi, Metalurji ve Malzeme
MMM291 MALZEME BİLİMİ Ofis Saatleri: Perşembe 14:00 16:00 ayse.kalemtas@btu.edu.tr, akalemtas@gmail.com Bursa Teknik Üniversitesi, Doğa Bilimleri, Mimarlık ve Mühendislik Fakültesi, Metalurji ve Malzeme
Sudan hafif, Çelikten dayanıklı. Mühendislik Plastiklerinde Bir Polikim Klasiği ULPOLEN UHMWPE. Ulpolen Polikim in tescilli markasıdır
 Sudan hafif, Çelikten dayanıklı Mühendislik Plastiklerinde Bir Polikim Klasiği ULPOLEN UHMWPE Ulpolen Polikim in tescilli markasıdır Genel Özellikler ULPOLEN, ortalama molekül ağırlığı 4 milyonun üstünde
Sudan hafif, Çelikten dayanıklı Mühendislik Plastiklerinde Bir Polikim Klasiği ULPOLEN UHMWPE Ulpolen Polikim in tescilli markasıdır Genel Özellikler ULPOLEN, ortalama molekül ağırlığı 4 milyonun üstünde
MALZEMELERİN MEKANİK ÖZELLİKLERİ
 MALZEMELERİN MEKANİK ÖZELLİKLERİ Bir cismin uygulanan kuvvetlere karşı göstermiş olduğu tepki, mekanik davranış olarak tanımlanır. Bu davranış biçimini mekanik özellikleri belirler. Mekanik özellikler,
MALZEMELERİN MEKANİK ÖZELLİKLERİ Bir cismin uygulanan kuvvetlere karşı göstermiş olduğu tepki, mekanik davranış olarak tanımlanır. Bu davranış biçimini mekanik özellikleri belirler. Mekanik özellikler,
Bu deneyler, makine elemanlarının kalite kontrolü için çok önemlidir
 Bu deneyler, makine elemanlarının kalite kontrolü için çok önemlidir Tahribatlı Deneyler ve Tahribatsız Deneyler olmak üzere ikiye ayrılır. Tahribatsız deneylerle malzemenin hasara uğramasına neden olabilecek
Bu deneyler, makine elemanlarının kalite kontrolü için çok önemlidir Tahribatlı Deneyler ve Tahribatsız Deneyler olmak üzere ikiye ayrılır. Tahribatsız deneylerle malzemenin hasara uğramasına neden olabilecek
METAL KESİM ŞERİT TESTERELERİ
 METAL KESİM ŞERİT TESTERELERİ Busatec leri temel olarak özel alaşımlı çelikten oluşan iki bileşenli bir malzemedir. Son derece esnek, yaklaşık 50 HRC taşıyıcı malzeme ile HSS malzemenin elektro kaynak
METAL KESİM ŞERİT TESTERELERİ Busatec leri temel olarak özel alaşımlı çelikten oluşan iki bileşenli bir malzemedir. Son derece esnek, yaklaşık 50 HRC taşıyıcı malzeme ile HSS malzemenin elektro kaynak
BÖLÜM 5 MALZEMELERİN MEKANİK ÖZELLİKLERİ
 BÖLÜM 5 MALZEMELERİN MEKANİK ÖZELLİKLERİ 1 Malzemelerin belirli bir yük altında davranışlarına malzemenin mekanik özellikleri belirlenebilir. Genelde malzeme üzerine dinamik ve statik olmak üzere iki tür
BÖLÜM 5 MALZEMELERİN MEKANİK ÖZELLİKLERİ 1 Malzemelerin belirli bir yük altında davranışlarına malzemenin mekanik özellikleri belirlenebilir. Genelde malzeme üzerine dinamik ve statik olmak üzere iki tür
ÇELİK YAPILAR 1. Hafta. Onur ONAT Munzur Üniversitesi Mühendislik Fakültesi İnşaat Mühendisliği Bölümü, Tunceli
 ÇELİK YAPILAR 1. Hafta Onur ONAT Munzur Üniversitesi Mühendislik Fakültesi İnşaat Mühendisliği Bölümü, Tunceli 1 Hangi Konular İşlenecek? Çelik nedir, yapılara uygulanması ve tarihi gelişimi Çeliğin özellikleri
ÇELİK YAPILAR 1. Hafta Onur ONAT Munzur Üniversitesi Mühendislik Fakültesi İnşaat Mühendisliği Bölümü, Tunceli 1 Hangi Konular İşlenecek? Çelik nedir, yapılara uygulanması ve tarihi gelişimi Çeliğin özellikleri
RULMANLI YATAKLAR 28.04.2016. Rulmanlı Yataklar
 RULMANLI YATAKLAR MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ MAKİNE ELEMANLARI-II DERS NOTU Doç.Dr. Akın Oğuz KAPTI Rulmanlı Yataklar Yataklar minimum sürtünme ile izafi harekete müsaade eden, fakat kuvvet doğrultusundaki
RULMANLI YATAKLAR MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ MAKİNE ELEMANLARI-II DERS NOTU Doç.Dr. Akın Oğuz KAPTI Rulmanlı Yataklar Yataklar minimum sürtünme ile izafi harekete müsaade eden, fakat kuvvet doğrultusundaki
MMT113 Endüstriyel Malzemeler 9 Polimerik Malzemeler. Yrd. Doç. Dr. Ersoy Erişir 2014-2015 Güz Yarıyılı
 MMT113 Endüstriyel Malzemeler 9 Polimerik Malzemeler Yrd. Doç. Dr. Ersoy Erişir 2014-2015 Güz Yarıyılı Polimerik malzemelerin kullanımı her yıl ortalama % 7 büyümektedir. Yıllık tüketimleri yaklaşık 120
MMT113 Endüstriyel Malzemeler 9 Polimerik Malzemeler Yrd. Doç. Dr. Ersoy Erişir 2014-2015 Güz Yarıyılı Polimerik malzemelerin kullanımı her yıl ortalama % 7 büyümektedir. Yıllık tüketimleri yaklaşık 120
T.C. KAHRAMANMARAŞ SÜTÇÜ İMAM ÜNİVERSİTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ M-220 ÇEKME DENEYİ
 T.C. KAHRAMANMARAŞ SÜTÇÜ İMAM ÜNİVERSİTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ M-220 ÇEKME DENEYİ 2017 ÇEKME DENEYİ Çekme Deneyi Malzemenin mekanik özelliklerini ortaya çıkarmak için en yaygın kullanılan deney
T.C. KAHRAMANMARAŞ SÜTÇÜ İMAM ÜNİVERSİTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ M-220 ÇEKME DENEYİ 2017 ÇEKME DENEYİ Çekme Deneyi Malzemenin mekanik özelliklerini ortaya çıkarmak için en yaygın kullanılan deney
T.C. GAZĠ ÜNĠVERSĠTESĠ MAKĠNE RESĠM VE KONSTRÜKSĠYON ÖĞRETMENLĠĞĠ ANABĠLĠM DALI LĠSANS TEZĠ KAYMALI YATAKLAR. Hazırlayan : Ġrem YAĞLICI
 T.C. GAZĠ ÜNĠVERSĠTESĠ MAKĠNE RESĠM VE KONSTRÜKSĠYON ÖĞRETMENLĠĞĠ ANABĠLĠM DALI LĠSANS TEZĠ KAYMALI YATAKLAR Hazırlayan : Ġrem YAĞLICI 051227054 Tez Yöneticisi : Prof. Dr. H. Rıza BÖRKLÜ ANKARA 2009 Giriş
T.C. GAZĠ ÜNĠVERSĠTESĠ MAKĠNE RESĠM VE KONSTRÜKSĠYON ÖĞRETMENLĠĞĠ ANABĠLĠM DALI LĠSANS TEZĠ KAYMALI YATAKLAR Hazırlayan : Ġrem YAĞLICI 051227054 Tez Yöneticisi : Prof. Dr. H. Rıza BÖRKLÜ ANKARA 2009 Giriş
7075 SERĠSĠ ALAġIMLARIN GENEL ÜRETĠM YÖNTEMLERĠ
 7075 SERĠSĠ ALAġIMLARIN GENEL ÜRETĠM YÖNTEMLERĠ 1 7075 SERĠSĠ ALAġIMLARIN KULLANIM ALANI 7075 AlaĢımı Hava taģıtları baģta olmak üzere 2 yüksek Dayanım/Yoğunluk oranı gerektiren birçok alanda kullanılmaktadır.
7075 SERĠSĠ ALAġIMLARIN GENEL ÜRETĠM YÖNTEMLERĠ 1 7075 SERĠSĠ ALAġIMLARIN KULLANIM ALANI 7075 AlaĢımı Hava taģıtları baģta olmak üzere 2 yüksek Dayanım/Yoğunluk oranı gerektiren birçok alanda kullanılmaktadır.
MAKİNA YEDEK PARÇA SANAYİ VE TİCARET A.Ş.
 ÜRÜN KATALOĞU MAKİNA YEDEK PARÇA SANAYİ VE TİCARET A.Ş. Soğuk İş Takım Çelikleri Sıcak İş Takım Çelikleri Plastik Kalıp Çelikleri Islah Çelikleri Sementasyon Çelikleri İmalat Çelikleri Paslanmaz Çelikler
ÜRÜN KATALOĞU MAKİNA YEDEK PARÇA SANAYİ VE TİCARET A.Ş. Soğuk İş Takım Çelikleri Sıcak İş Takım Çelikleri Plastik Kalıp Çelikleri Islah Çelikleri Sementasyon Çelikleri İmalat Çelikleri Paslanmaz Çelikler
Paslanmaz Çeliklerin. kaynak edilmesi. Özlem Karaman Metalurji ve Malzeme Mühendisi Kaynak Mühendisi
 Paslanmaz Çeliklerin kaynak edilmesi Özlem Karaman Metalurji ve Malzeme Mühendisi Kaynak Mühendisi İçerik Kaynak Yöntemleri Östenitik Paslanmaz Çeliklerin Kaynağı Ferritik Paslanmaz Çeliklerin Kaynağı
Paslanmaz Çeliklerin kaynak edilmesi Özlem Karaman Metalurji ve Malzeme Mühendisi Kaynak Mühendisi İçerik Kaynak Yöntemleri Östenitik Paslanmaz Çeliklerin Kaynağı Ferritik Paslanmaz Çeliklerin Kaynağı
29- Eylül KOÜ. Mühendislik Fakültesi Makine Mühendisliği Bölümü ( 1. ve 2. Öğretim 2. Sınıf / B Şubesi) Mukavemet Dersi - 1.
 Mukavemet Dersi - 1.") SORU-1) Şekildeki dikdörtgen kesitli kolonun genişliği b=200 mm. ve kalınlığı t=100 mm. dir. Kolon, kolon kesitinin geometrik merkezinden geçen ve tarafsız ekseni üzerinden etki eden P=400 kn değerindeki
SORU-1) Şekildeki dikdörtgen kesitli kolonun genişliği b=200 mm. ve kalınlığı t=100 mm. dir. Kolon, kolon kesitinin geometrik merkezinden geçen ve tarafsız ekseni üzerinden etki eden P=400 kn değerindeki
Eczacıbaşı - Lincoln Electric ASKAYNAK. Düşük Alaşımlı Yüksek Dayanımlı Çelikler İçin MIG/TIG Kaynak Telleri
 Eczacıbaşı - Lincoln Electric ASKAYNAK Düşük Alaşımlı Yüksek Dayanımlı Çelikler İçin MIG/TIG Kaynak Telleri Düşük Alaşımlı Yüksek Dayanımlı Kaynak Teli Ürün Ailesi Genel Ürün Özellikleri Kararlı ark ve
Eczacıbaşı - Lincoln Electric ASKAYNAK Düşük Alaşımlı Yüksek Dayanımlı Çelikler İçin MIG/TIG Kaynak Telleri Düşük Alaşımlı Yüksek Dayanımlı Kaynak Teli Ürün Ailesi Genel Ürün Özellikleri Kararlı ark ve
MMT407 Plastik Şekillendirme Yöntemleri
 K O C A E L İ ÜNİVERSİTESİ Metalurji ve Malzeme Mühendisliği Bölümü MMT407 Plastik Şekillendirme Yöntemleri 3 Şekillendirmenin Metalurjik Esasları Yrd. Doç. Dr. Ersoy Erişir 2012-2013 Güz Yarıyılı 3. Şekillendirmenin
K O C A E L İ ÜNİVERSİTESİ Metalurji ve Malzeme Mühendisliği Bölümü MMT407 Plastik Şekillendirme Yöntemleri 3 Şekillendirmenin Metalurjik Esasları Yrd. Doç. Dr. Ersoy Erişir 2012-2013 Güz Yarıyılı 3. Şekillendirmenin