GİRİŞ, DÖVÜLEBİÜRÜK, AÇIK KALIPTA DÖVME. Prof. Dr. Levon ÇAPAN İTÜ SAKARYA MÜHENDİSLİK FAKÜLTESİ MAKİNA BÖLÜMÜ
|
|
|
- Yeter Ertegün
- 8 yıl önce
- İzleme sayısı:
Transkript
1 GİRİŞ, DÖVÜLEBİÜRÜK, AÇIK KALIPTA DÖVME Prof. Dr. Levon ÇAPAN İTÜ SAKARYA MÜHENDİSLİK FAKÜLTESİ MAKİNA BÖLÜMÜ 26 ARALIK

2

3 Giriş- Dövülebilirlik- Açık Kalıpta Dövme Giriş. Dövülebilirlik En eski üretim yöntemlerinden biri olan ve günümüzde de endüstride çok önemli bir yeri bulunan dövme, iş parçasının basma kuvvetlerinin etkisi altında plastik şekil değiştirdiği bir şekil verme yöntemleri ailesi oluşturur. Dövme sıcak, yarı sıcak ve soğuk olarak uygulanabilir. Bir plastik şekil değiştirme olayı, yeniden kristalleşme sıcaklığının altındaki sıcaklıklarda meydana gelirse soğuk şekil değiştirme, aksi durumda yani yeniden kristalleşme sıcaklığının üstündeki sıcaklıklarda ise sıcak şekil değiştirme söz konusudur. Soğuk şekil değiştirmede tane yapısı sürekli olarak bozulur, sertlik ve dayanım değerleri artar, ( pekleşme ), süneklik düşer. Ayrıca bir soğuk şekil verme işlemi için gerekli kuvvet ve iş, aynı işlemin sıcak olarak yapılmasına kıyasla daha büyüktür. Buna karşılık soğuk şekil vermede, sıcak şekil vermeye kıyasla daha küçük boyut toleransları ve daha iyi bir yüzey kalitesi elde edilir. Soğuk şekil değiştirmede sünekliğin azalması, malzemenin istenen şekli almadan hasara uğramasına neden olabilir. Bu durumda, bir miktar soğuk şekil değişiminden sonra malzemeye yeniden kristalleşme tavı uygulanır. Böylece şekil değiştirmeden önceki özelliklerini kazanan malzemeye yeniden soğuk şekil verilerek üretime devam edilir. Sıcak şekil verme yeniden kristalleşme sıcaklığının üstünde yapıldığı için, şe-~ kil değiştirme sırasında bozulan yapı hemen yeniden kristalleşir. Sıcaklığın etkisiyle malzemenin akma sınırının düşmesi, sıcak şekil verme işleminin soğuk şekil vermeye kıyasla daha küçük bir kuvvetle yapılabilmesini sağlar. Sıcak şekil verme sırasında döküm yapısındaki büyük ve çubuksu taneler küçük ve eşeksenli tanelere dönüştüğü gibi ayrıcaingotlardaki gaz boşlukları da kapanır ve kaynar; ancak metal ile gaz bir reaksiyona girmiş ve gözeneğin iç duvarlarında reaksiyon ürünleri oluşmuşsa kaynama olmaz. Sıcak şekil verilmiş ürünlerin boyut toleransları soğuk şekil verilmiş olanlara kıyasla daha büyüktür. Ayrıca ısıtma harcamaları üretim maliyetini arttırır. -7-

4 Sıcak şekil verilmiş nın kalınlığı ısıtma küçültülebilir. Fakat verme makinasına taşı Oksit tabakasının kal Şekil verme sırasmdc nin bozulmasına yol E.erin yüzeyi oksit tabakası ile kaplıdır. Bu tabakalının atmosferinin kontrol edilmesiyle büyük ölçüde.tlenmenin, parça fırından çıkarıldıktan sonra şekil n de meydana geleceği unutulmamalıdır. " ; ı ve tipi malzemeye, sıcaklığa ve süreye bağlıdır,.dydeki oksitler malmezemeye gömülerek yüzey kalitesi- " irler. Yeniden kristalleşme yapılan yarı sıcak ŞE kat soğuk şekil değiş malzemenin şekil deği ıslığının, altında ancak yine de belirli bir sıcaklıkta ermede doğal olarak yeniden kristalleşme görülmez, fa-.- ' = y e göre daha küçük bir şekil verme kuvveti gerekir ve.birken hasara uğrama tehlikesi azaları. Bir metalin mutlak eı sıcaklığı yaklaşık C ğı T ile gösterilirse T / Te = 0,3 0,5 kil verme söz konusuc sıcaklığı Te (^Kelvin ) ise yeniden kristalleşme 7e ( Kelvin ) mertebesindedir. Şekil verme sıcaklı- ial olarak, T / Te ^0,3 ise soğuk şekil verme, yarı sıcak şekil verme ve T / Te >0,6 ise sıcak şe- Dövülebilirlik, bir rr tidir. Düşük kuvvetle için " dövülebilirlit deneyler geliştirilin Hiç biri universal al lln dövülerek çatlamadan şekil değiştirebilme kabiliyeçatlamadan dövülerek şekillendirilebilen bir malzeme ;i!! denir. Dövülebilirliğin ölçülmesi amacıyla çeşitli... :i bu deneylerden en çok uygulananlar şunlardır: Yığma deneyi: Bu dene veti uygulanır ( Seki silindirik bir parçaya ekseni doğrultusunda basma kuv-

5 Deney parçası ile basma takımları arayüzeyindeki sürtünme nedeniyle deney parçasının yan yüzeyleri f ıçı ı aşır. Yükseklik azaldıkça fıçılama artar ve nihayet fıçılaşan yan yüzeyde çatlak oluşur ( Şekil 2 ) Çatlak oluşmadan yükseklik doğrultusundaki şekil değiştirme miktarı dövülebilirlıgın bir ölçüsüdür ve ne kadar büyükse malzemenin dövülebilirliği o kadar iyidir denir. Çatlak oluşmasına, fıçılaşan yan yüzeyde, yanlızca bu yüzeyin şekil değiştirmesi nedeniyle doğan çekme gerilmeleri yol açar. Fıçılaşma, deney parçası ile basma takımları arayüzeyindeki sürtünmenin bir sonucu olduğu için, sürtünmenin yığmada çatlak oluşumuna etkisi de doğal olarak ünem kazanmaktadır. Sürtünme arttıkça çatlak oluşumu da erken görülmektedir. Deney parçasmdaki yüzey kusurları da çatlak oluşumunu etkiler ve erken başlamasına neden olur. Yığma deneyleri çeşitli sıcaklıklarda ve şekil değiştirme hızlarında uygulanabilir. Sxcak burme deneyi: Bu deneyde silindirik parçalar çeşitli sıcaklıklarda kırılana kadar burulur. Optimum dövme sıcaklığı Şekil 3 'tekine benzer diyagramlardan tayin edilir. Bu şekilde, alaşımsız çeliklerde karbon oranının sıcak burma deneyine etkisi görülmektedir.

6 Çeşitli malzemeler aşağıda dövülebilirlik sırasına göre dizilmişlerdir. (T-Metal veya alaşım Dövme sıcaklığı ( C ) Alüminyum alaşımları ( en kolay ) Magnezyum alaşımları Bakır alaşımları Karbonlu ve az alaşımlı çelikler Martenzitik paslanmaz çelikler Ostenitik paslanmaz çelikler IMikel alaşımları Titanyum alaşımları Molibden alaşımları ÜQ D Bir plastik şekil verme işleminin değişkenlerini anlayabilmek için en uygun yol işlemi bir sistem olarak ele almaktır. Sistemi oluşturan elemanlar şunlardır: - Hammadde ( Şekil ve malzeme olarak ) - Kalıp ( Şekil ve malzeme alarak ) - Kalıpla malzeme arasındaki temas yüzeyi şartları - Plastik şekil değiştirmenin mekaniği - İşlemin yapıldığı makina - Ürünün karakteristikleri - İşlemin yapıldığı atölye ve çevre İşlemin bir sistem alarak ele alınması, giriş/ çıkış bağıntıları ile işlem değişkenlerinin ürün kalitesine ve maliyete etkilerinin incelenebilmesini sağlar. Başarılı bir şekil verme işlemi yapabilmek için metal akışı iyi anlaşılabilmeii ve iyi kontrol edilmelidir. Metal akışının doğrultusu, şekil değiştirme miktarı ve sıcaklığın ürünün özelliklerine etkisi büyüktür. Metal akışı mekanik özellikleri ve ürün yüzeyinde veya içinde çatlak v.s. gibi kusurların oluşumunu tayin eden faktördür. - /o-

7 Metal akışının bağlı olduğu İŞIEFH değişkenieri şunlardır: Malzeme : Malzemenin iç yapısı ne miktarda şekil değiştirmiş olduğuna ve uygulanan ısıl işleme bağlıdır. Belirli bir kimyasal bileşim ve iç yapı için, bir plastik şekil verme işleminin incelenmesinde söz konusu olan en önemli malzeme değişkenleri akma sınırı ve farklı doğrultularda şekillendirilebilme özelliği yani anizotropidir. Akma sınırı şekil değiştirme miktarı ile hızına ve sıcaklığa bağlıdır. Malzemenin şekillendiriiebilme özelliği ise hasara uğramadan şekil değiştirebilme kabiliyetidir ve şu faktörlere bağlıdır: 1) ŞEkil değiştirme sırasındaki şartlar ( sıcaklık, şekil değiştirme hızı v.s.) 2) Malzeme değişkenleri ( kimyasal bileşim, malzeme içindeki boşluklar, kalıntılar, başlangıçtaki iç yapı gibi ) Sıcak şekil verme işlemlerinde sıcaklık gradyanları da metal akışına ve işlem sırasında oluşabilecek hasara etki eder. Kalıp ve teçhizat : En uygun teçhizatın seçiminde, üretim miktarı, iş yerinin şartları, çevre etkileri, bakım gereksinimleri v.s. dahil bütün şekil verme sistemi ğozonüne alınmalıdır. Kalıp değişkenleri ise şunlardır: Kalıbın geometrisi, yüzey şartları, kalıp malzemesi, kalıba uygulanan ısıl işlem, kalıbın sertliği, kalıpla malzeme arasındaki temas yüzeyinde sürtünme ve yağlama. Yağlama konusuna ilerde değinilecektir.. Şekil değiştirme bölgesi: Malzeme akışını etkileyen faktörler şunlardır: 1) Kalıbın geometrisi 2) Sürtünme şartları 3) Ham maddenin özellikleri 4) Şekil değiştirme bölgesindeki ısıl şartlar Metal akışı ürünün kalitesi ile özelliklerine, ayrıca işlemin yapılması için gerekli kuvvet ve iş değerine etki eder. 11
 ŞEkil değiştirme sırasındaki şartlar ( sıcaklık, şekil değiştirme hızı v.")
8 Ürün : İşlem değişkenleri ürünün makra ve mikrageometrisine yani boyutlarla yüzey durumuna etki eder. Sıcaklık, şekil değiştirme miktarı ve hızı mikro*- yapıyı ve ürün özelliklerini tayin eder. Dalayısıyle şu hususlar göz önüne alınmalıdır: 1) Ürünün mikrayapısı ile özellikleri arasındaki bağıntılar 2) İşlem şartları ile ısıl işlemin mikroyapıya etkisi Açık kalıpta dövme Açık kalıpla dövme, malzemenin düzlemsel veya basit şekilli kalıplar arasında dövüldüğü bir sıcak şekil verme yöntemidir ( Şekil k ). Bu şekilden de anlaşılabileceği gibi, açık kalıpla dövmede malzeme en az bir doğrultuda serbest şekil değişimine uğramakta, buna karşılık kapalı kalıpla dövmede iş parçası tamamen kalıp tarafından çevrelenmiş bulunmaktadır Şekil k b de görülen işlem de gerçek bir kapalı kalıpla dövme işlemi değildir. Bu işlemde hammaddenin hacmi üretilmesi istenen parçanın hacmından biraz fazla alındığı i- çin, fazla malzeme çapak halinde kalıp boşluğu dışında birikir ve bu nedenle alt ve üst kalıbın tam olarak kapanması gerçekleşmez. Gerçek kapalı kalıpla dövme işlemlerinde ise iş parçası tamamen kalıplar tarafından çevrelendiği gibi ayrıca çapak da oluşmaz ( Şekil 5 ). Böylece metalin,ıstampa tarafından uygulanan kuvvetle herhangi bir malzeme kaybı almadan kalıp boşluğunu doldurması sağlanır. Bütün dövülebilir malzemelerin çekiç veya hidrolik preslerde şekillendiril' diği açık kalıpla dövme yöntemi aşağıdaki hallerde kullanılır: 1) İş parçası kapalı kalıpla dövülemeyecek kadar büyükse; 12

9 2) Üretim miktarı kapalı kalıpla maliyetini karşılayamayacak kadar azsa; 3) Üretimin kapalı kalıpla yapılmasına yetmeyecek kadar kısa sürede, bitirilmesi gerekiyorsa; k) İş parçasının talaşlı üretimle elde edilemeyecek mekanik özelliklere sahip olması isteniyorsa. Hammadde olarak çeşitli kesit ve uzunlukta hadde ürünleri, blum ve ingotlarm kullanıldığı açık kalıpla dövmede, ağırlığı kilogram mertebesinden 35ü kg! a kadar değişen çeşitli parçalar üretilmektedir. Açık kalıpla dövme sırasında koç stroku ve dövme kuvvetinin kontrol edilmesi gerektiğinden ağırlık düşmeli çekiçlerle mekanik presler kullanılmamalıdır. Ağırlığı 5 tona kadar olan parçalar için güç düşmeli çekiçler, daha ağır parçalar için de hidrolik presler en uygun açık kalıpla dövme makinalarıdır. Açık kalıpla dövme çekiçleri özellikle küçük atölyelerde yaygın olarak kullanılmaktadır. Bu dövme çekiçlerinin koç ağırlığı kg dan 12 tona kadar değişmektedir. Ancak bunlardan en çok kullanılanı koç ağırlığı 5DD kg civarında olan dövme çekiçleridir. Güç düşmeli açık kalıpla dövme çekiçlerinde piston basıncı D,_D6...D,08 kg/mm2 arasındadır. Çekiçler genellikle iki elle kumandalı kollarla çalıştırılır. Bu kollardan biri buhar basıncı ayar kolu, diğeri ise koçu harekete geçirme yani çalıştırma koludur. Açık kalıpla dövme çekiçleri tek sütunlu önü açık C tipinde veya çift sütunludur. Tek sütunlu C tipi açık kalıpla dövme çekiçlerinde koç ağırlığı 5DD kg dan 3DDD kg 1 a kadar olabilir. Çift sütunlu açık kalıpla dövme çekiçlerinde ise koç ağırlığı 3D DDD kg arasındadır. Şekil 6 ve 7 / de iki açık kalıpla dövme çekici görülmektedir. Şekil 6 daki tek sütunlu C tipi, Şekil 7 deki ise çift sütunludur. Örs ile çekiç gövdesi birbirinden ayrı ve bağımsızdır. Böylece vuruş şiddetinden etkilenmemesi sağlanmış olur. 13

10 Açık kalıpla dövmede küçük veya büyük hemen her boyutta parça üretilebilir. Karışık şekilli bir iş parçasının açık kalıpla dövülmesi oldukça ustalık ve zaman gerektiren pahalı bir işlemdir. Açık kalıpla dövmeye en uygun şekiller^ şunlardır: Yuvarlak, diktörtgen, kare, altı veya sekiz köşeli, çokgen parçalar. Basit yassı parçalar ( dişli, kasnak gibi ) Miller, halkalar, bilezikler. En basit açık kalıpla dövme işlemi, örneğin silindirik bir parçaya, iki düzlerr sel kalıp arasında, ekseni doğrultusunda uygulanan basma kuvveti etkisiyle şekil verilmesidir. ( ŞekilS ) Bu işlemde, iş parçası, bir taraftan boyu kısalırken diğer taraftan kuvvet doğrultusuna dik alarak genişler, yani çapı büyür. Gerçekte iş parçası ile kalıp yüzeyleri arasındaki sürtünme nedeniyle yığılma fıçı şeklinde olur. İş parçası/ kalıp arayüzeylerindeki sürtünme kuvvetleri malzemenin dışa doğru hareketini engelleyerek iş parçasının fıçılaşmasına yol açar. Sıcak bir iş parçasının nisbeten soğuk kalıplarla yığılması halinde de fıçılaşma görülür. Sıcak iş parçası soğuk kalıplarla temas ettiği anda iş parçası/kalıp arsyüzeylerine yakın malzeme hızla soğumaya başlar. Soğuyan malzeme iş parçasının geri kalan ve orta kısmını oluşturan sıcak malzemeye kıyasla şekil değişimine karşı daha fazla direnç göstereceğinden, yığma sırasında orta 14
 Bu işlemde, iş parçası, bir taraftan boyu kısalırken diğer taraftan kuvvet doğrultusuna dik alarak genişler, yani çapı büyür.")
11 kısım alt ve üst yüzeylere yakın kısımlara kıyasla daha fazla şekil değiştirir ve sonuçta iş parçası fıçılaşır. Fıçılaşma, etkin bir yağlama ile ve/veya sıcak kalıplar kullanılarak önlenebilir. Ayrıca kalıplara ultrasonik titreşim uygulanması da sürtünmeyi büyük ölçüde düşürür ( Şekil 9 ). Örneğin düşey kalıp hareketine ( a ), yeterli hızda bir rotasyon hareketi ( b ) veya düşey ( c ) veya yatay ( d ) bir titreşim hareketi eklendiğinde sürtünme ve dolayısıyla fıçılaşma azaldığı gibi yığma kuvveti ve işi de küçülür. Açık kalıpla 'dövmede en çok kullanılan dört kalıp tipi Şekil 1D da verilmiştir. Kalıplara, dövme makinesinin örsüne ve koçuna tesbit edilebilmeleri için, kırlangıç kuyrukları işlenir. Açık ve kapalı dövme kalıplarının üretiminde genel olarak aynı malzemeler kullanılır ( örneğin 6 G, 6 F2 gibi ). Nisbeten küçük kalıplarda AISI 4150 çeliği tatmin edici sonuçlar vermektedir. Açık dövme kalıplarının sertliği kapalı kalıplara kıyasla daha düşüktür. Kalıp malzemesi olarak 6G veya 6F2 kullanıldığı taktirde kalıbın Brinell sertligi kgf/m 4150 veya benzeri bir alaşımlı çelik kullanıldığı taktirde ise kgf/m 2 olmalıdır. Dövme makinasma bağlanan kalıpların yüzeyleri birbirine paralel ölmelidir. te

12 Aksi taktirde üretilen parçalarda bazı boyutlar tolerans dışına çıkabilir. Orta büyüklükte kalıplarda ( örneğin 1000X500 mm boyutlarda ) ön yüzden arka yüze ve kanardan kenara paralellikten sapma 1,5 mm yi aşmamalıdır. Daha küçük kalıplarda sapma daha da az olmalıdır. Açık dövme kalıplarının ömrü kapalı kalıplarınkinden uzundur, Çakiçle yapılan dövme işlemlerinde, açık kalıpların iki bakım arasındaki ömrü 600 çalışma saatinden kısa değildir. Dövmede kalıp yüzeylerinin zamanla hasara uğrayarak bozulacağı açıktır. Bu nedenle zaman zaman bakıma alınır ve bozulan yüzeyler talaş, kaldırılarak ( Örneğin planyalanarak veya frezienerek ) düzeltilir, yüzeyler arasındaki paralellik yeniden sağlanır. Bu işlem sırasında mümkün olduğu kadar az talaş kaldırılmalıdır. Genel olarak mm den az işleme ile bakım gerçekleştirilebilir. Kalıplar kez bakıma alınacak şekilde tasarlanmalıdır. Böylece ^S Q çalışma saatlik bir ömür sağlanabilir. Açık kalıpla dövülecek malzeme, çubuktan istenen uzunlukta testere, makas veya preste kesilir. Büyük parçalar doğrudan kütük, blum veya ingatun dövülmesi ile üretilir. Bu tür parçalar için hammadde ağırlığı A= A1 + A2 + A3 + A^+ şeklinde hesaplanır. ( A= hammadde ağırlığı, A1= mamul ağırlığı, A2= ingot ucundan kesilerek atılan kısmın ağırlığı, A3= tufal kaybı, A4= çapak ağırlığı-varsa- ). İngot dökümünde, malzeme sıvı durumdan katı duruma geçerken hacmi küçülür. Bu olay kendini çekme veya çekinti alarak adlandırılır. Katılaşan malzeme çekinti nedeniyle bir önceki sıvının hacmini dolduramaz ve sonuçta lunker adı verilen boşluklar oluşur. Bu boşluklar toplam hacmin % 10 'u kadar olabilir. Lunkerler konumlarına göre iç ve dış lunker diye ayrılırlar. Bir ingotun katılaşma sırasında sıvı seviyesinin düşmesiyle oluşan kafa lunkeri tipik bir dış lunkerdir ( Şekil 10 ). Yüksek ve dar ingotlarda katılaşma

13 daha hızlı olduğundan eriyik yukardan içeri doğru kolayca akamaz ve lunker ingot tabanına kadar bazen yer yer kesikli olmak üzere uzar ( iplik veya boru lunker ). Dış lunkerlerin hava ile temas sonucu oksitlenen yüzeyleri daha sonraki şekil verme işlemleri sırasında kaynamayarak malzeme ayrılmalarına yol açar ( katmer ). Bu tür hata olasılığı, malzeme içinde farkedilmeden kalmış olabileceği için özellikle iplik lunkerde daha büyüktür. Kafa lunkerinin bulunduğu ingot kafası ise diğer işlemlere geçilmeden önce kesilir. Bu nedenle doğan A2 ağırlık kaybı ingot ağırlığının % 'u arasındadır. Tufal kaybı A3 ise her ısıtma için yaklaşık % 2 alınabilir. Hammaddenin dövme sıcaklığına ısıtılması sırasında yüzeyde karbon kaybı olmamasına ve hızlı ısıtmaya dikkat edilmelidir. Çeşitli malzemeler için uygun dövme sıcaklıkları daha önce verilmiştir. Düzlemsel açık dövme kalıplarının dövme işleminden önce ısıtılması gerekmez. Diğer açık dövme kalıpları ise tamamen soğudukları taktirde ( örneğin hafta sonu gibi tatiller nedeniyle ) özellikle çekiçle dövme işlemlerinde ön ısıtmaya tabi tutulabilirler. Açık dövme kalıplarının yağlanması da genel olarak söz konusu değildir. Açık kalıpla dövmede sıcak metal kapalı kalıpla dövmeye kıyasla daha uzun süre atmosferin etkisinde kalır. Bu nedenle de daha çok tufal oluşur. Dövme işleminden önce tufal giderilmediği taktirde mamul yüzeyinde bozulmalara ve kalıp ömrünün kısalmasına neden olur. Basit örnekler: 1) Yığma: En basit açık kalıpla dövme işlemi yığmadır. Bu konuya daha önce değinilmiş olduğu için tekrarlanmayacaktır. 2) Dar kalıplar arasında dövme : Uzatma yığmada, şekil değişimi parça eksenine göre simetrik olma zorunluluğu ile sınırlıdır. Buna karşılık, takım geometriği değiştirilerek, bir çubuk Şekil 11 de

14 görüldüğü gibi adım adım ilerletilip dövüldüğü taktirde malzeme çubuğun ekse ni doğrultusunda uzar. Kalıpların nisbeten dar alması, çubuğun ekseni doğrultusundaki sürtünme kuvvetlerinin eksene dik olanlardan daha küçük olmasına v dolayısıyla malzeme akışının daha çok eksenel doğrultuda meydana gelmesine y: açar ( Şekil 12 a ). Bununla beraber, eksenel doğrultudaki sürtünme nedeniyle, malzemenin az da olsa eksene dik doğrultuda hareket etmesi kaçınılmazdır ( Şekil 11 ve 12 b ), Kalıp eni daraldıkça ( 1 değeri küçük ) uzama da artar. Fakat dövülerek uzama yerine çubuğun kesilmesine yal açması nedeniyle kalıp eninin çak fazla d? raltılması da söz konusu alamaz ( Şekil 12 c ). Uzatmada iş parçası eninin az da olsa büyümesini gidermek için gerektiğinde iş parçası 90 döndürülerek tekrar dövülür. Böylece iş parçası 90 döndürülerek ardarda vurulan darbelerle çubuğun iki ucu arasında kalan bir kısmmır veya bir ucunun kesit yüzeyi küçültülerek boyu uzaltılmış olur. Uzatma işlemi dövme makinasına takılan başlıklarla yapılır ( Şekil 13 ). Fakat dövülen yüzeyler Şekil 14 te görüldüğü gibi dalgalı olur. Dalgalı yüzeyler Şekil 15 "r n
, Kalıp eni daraldıkça ( 1 değeri küçük ) uzama")
15
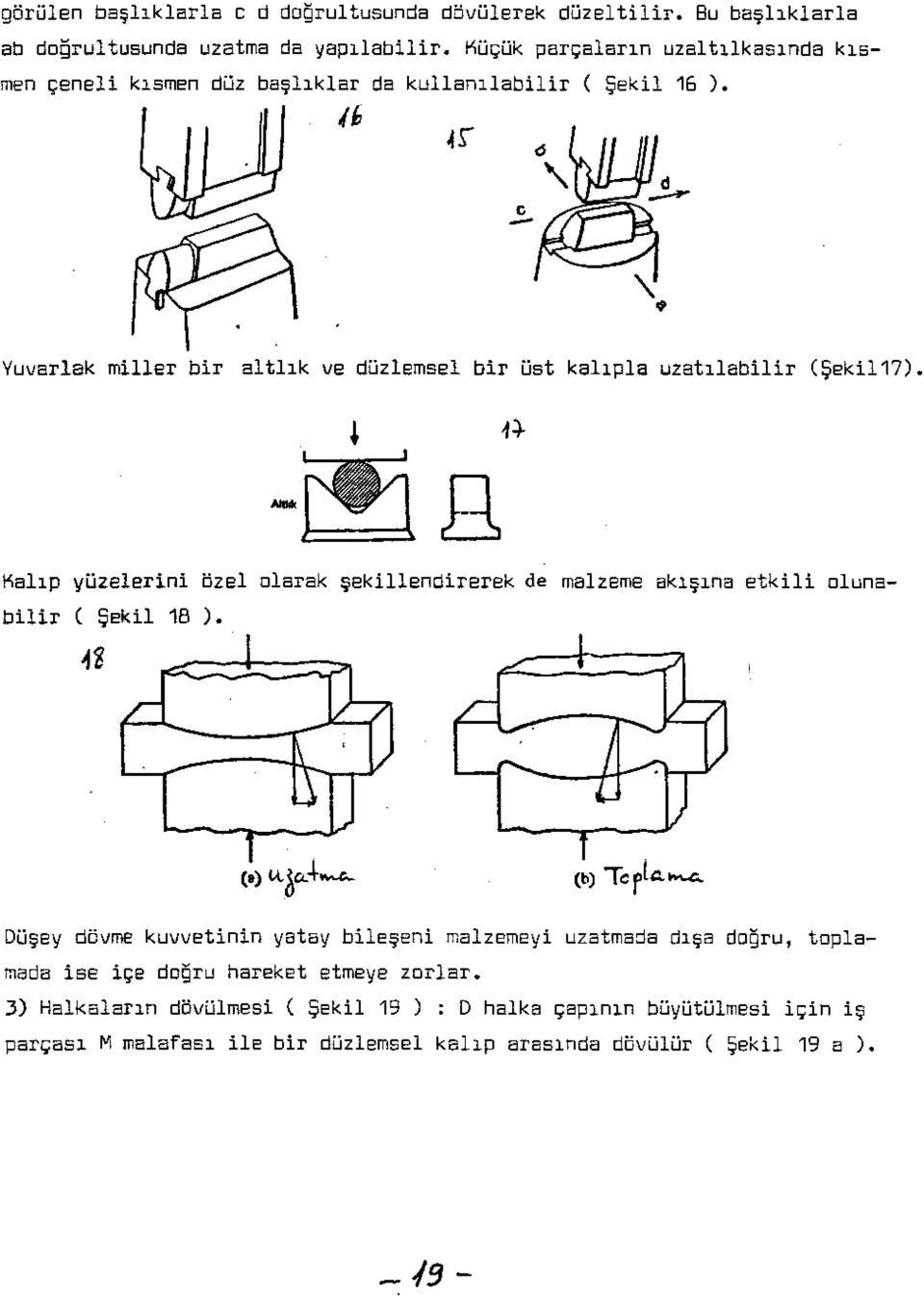
16 İşlem sırasında halkanın et kalınlığı azalır, çapı artar. Düzlemsel kalıbın boyuna doğrultusu malafa eksenine paraleldir. Düzlemsel kalıbın boyuna doğrultusu malafa eksenine dik olduğu taktirde ise halkanın et kalınlığı azalırken boyu uzar ( Şekil 19 b ). Yardımcı takımlar ve donatım : Açık kalıpla dövmede çeşitli yardımcı takımlardan faydalanılır. Bu takımların malzemesi, kalıpların üretiminde kullanılan çeliklerin aynıdır. Yuvarlak millerin dövüldüğü altlık ( Şekil 17 ), iş parçasının kesilmesini sağlayan keskiler ( Sakil 20 ), delme zımbaları ( Şekil21 ), 20

17 çentiklerin derinliği diğer yüzeylerde açılanlardan daha fazla olursa, u- zatılan kısmın kesiti dikdörtgen olur ( Şekil 25 ). Yanlız bir yüzeye çentik açılırsa, uzatmadan sonra Şekil 26 da görülen parça elde edilir. Şekil 27 de bir düzeltme takımı görülmektedir. Bu takım uzatma işleminden sonra dalgalı bir görünüm alan yüzeylerin dövülerek düzeltilmesinde kullanılır. Silindirik bir çubuktan, çentme ve uzatma sonucunda kare kesitli uzaltılmış bir parça elde edilir ( Şekil 28 ). Kare kesitin tekrar yuvarlatılması için önce kenarlar dövülerek sekiz köşeli hale getirildikten sonra yuvarlatma işlemine geçilir ( Şekil 29 ) e'jvme makinesinin örsüne yerleştirilir. Ağır parçalar Şekil 32 de görülen donatımla, kendi etrafında döndürülerek dövülebilir. 21
.")
18 Yardımcı takımlar bazen çak büyük ve bu nedenle de ağır olabilirler. Bu takdirde kullanılmaları sırasında çeşitli kaldırma rnakinalanndan yararlanmak gerekebilir. Hammaddelerle iş parçalarının atölye içersinde sevk ve idaresi de önemli bir konudur«örneğin 2G0 x 2G0 x 800 boyutlarında bir çelik parçanın ağırlığı yaklaşık 250 kg dır ve bu ağırlıkta bir parçanın dövülmesi son dersçe olağan bir işlemdir. Küçük parçalar ( yaklaşık 50 kg.'a kadar ) dövme sırasında özel kıs kaçlarla tutulabilir ve atölye içersinde iki tekerlekli metal tablalı bir araba üzerinde nakledilebilirler ( Şekil 30 ). Tablanın 1 yüksekliği, ısıtma fırınının ve dövme makinasınm örsünün yüksekliğine uygun olmalıdır. Şekil 31 de görülen çubuk vasıtasıyla iş parçası arabanın tablasından fırını itilir, ısınmadan sonra fırından tablaya alınarak dövme makinasınm örsüne yerleştirilir. Ağır parçalar Şekil 32 de görülen donatımla, kendi etrafında döndürülerek dövülebilir.
 dövme sırasında özel kıs kaçlarla tutulabilir ve atölye içersinde iki tekerlekli metal tablalı bir araba üzerinde nakledilebilirler ( Şekil 30 ).")
19 Parça dövüldükten sonra talaş kaldırılarak işlenmekte ve şekildeki ölçülere getirilmektedir. Malzeme olarak 2DD x 2DD kare kesitli çubuk kullanılacağını kabul edelim. Bu çubuktan uygun boyda kesilen parça uzatılarak kesit 150 x 15D mm ye indirilir. Parçanın, kesiti 100 x 150, uzunluğu 2000 olan orta kısmını elde etmek için, 150 x 150 kesitindeki uzatılmış çubuktan kullanılması gereken miktar 100x150x2000 = 150x 150x?C den X= 1333 mm dir. Parçanın her iki ucunu oluşturan 2^ = 2QQ mm m klsımlar da göz önüne 2 alındığı taktirde 150 x150 kesitindeki uzatılmış çubuktan kullanılması gereken miktar 1 = = 1733 mm dir. Bu hacmi elde etmek için 200 x 200 kesitindeki başlangıç çubuğunun uzunluğu 200 x 200 x 1 = 150 x 150"x 1733 ten L - 1 m bulunur. Bu ölçülerdeki bir çelik parçanın ağırlığı ise 300 kg. kadardır. Parçanın gerek iki ucunu oluşturan 150 x 150 kesitindeki kısımların, gerek orta kısmının uzatılmasında tolerans değreleri J 2 alınabilir. Ayrıca orta kısmın ekseniyle uç kısımların ekseninin çakışmayacağı düşünülerek kaçıklık - ^ mm alınır. Bu durumda orta kısmın 100 mm olan kenarına karşılık gelen uç kısmın 150 mm lik boyuta 6 mm büyütülmelidir. 23

20 Ayrıca parçanın tam doğrusal almayacağı düşünülerek sapma 2 mm/m kabul edildiği taktirde uç kısımların ölçüleri 4 mm daha arttırılmalıdır. Dövüldükten sonra parça işlendiği için her yüzeyde talaş kaldırma payı alarak da 4 mm bırakıldığını kabul edelim. Sonuç olarak, orta kısmın 1DÜ mm olan kenarına karşılık gelen uç kısmın boyutu = 168 olur. Uç kısmın diğer boyutu ise dir ( Şekil 34 ). Grta kısmın uzatılmasından önce uygulanacak çsntme işleminin fazla hassas a- lamayacağı düşüncesiyle bu hususta da bir emniyet payı düşünülmelidir. Son alarak genleşme de göz önüne alınırsa ( çelik için 1000 C sıcaklıkta 12 mm/m ) dövme sonunda sıcak iş parçasının uzunluğunun 2,4 x12-30 mm daha fazla olacağı kabul edilebilir. Sonuç olarak, elde edilmesi gereken brüt parçanın boyutları Şekil 34 te verilmiştir. Hesaplanması gereken son değer 200 x 200 kesitindeki çubuktan hammadde alarak kullanılmak üzere kesilmesi gereken uzunluktur. Bunun için, kenar yuvarlatmaları nedeniyle kesitin geometrik alarak tam bir kare olmadığı göz önüne alınarak şu şekilde hareket edilmelidir; Kesilecek çubuk tartılarak metre ağırlığı hesaplanır; iş parçası için gerekli ağırlık d bilindiğine göre kesilmesi gereken bay kalayca bulunur. 2) Şekil 35 te bir mil görülmektedir. Parça dövüldükten sonra talaş kaldırıla rak işlenmekte ve bu şekildeki ölçülere getirilmektedir. Parçanın 120 mm çapında ve 180 mm uzunluğundaki kısmını elde etmek için çapı 160 mm, yüksekliği TT 12g. 120^a0r 7T i l d e n l Ä 1Q2 mm olan bir si- 24

21 lindir gerekir. Bu bakımdan 200 x 2D0 kesitindeki hammadde uzatma ve yuvarlatma işlemleriyle 160 mm çapında ve = 202 mm uzunluğunda bir silindire dönüştürülür. Bu işlemler sununda elde edilen parça Şekil 36 da verilmiştir. Daha sonra yeniden uzatma ve yuvarlatma işlemleriyle parça Şekil 37 de görülen ölçülere getirilir. 3u parça 120 mm çapındaki ucundan tutulup 200 x 200 kesitindeki diğer ucu dövülerek sekizgene dönüştürüldükten sonra bir altlığa yerleştirilir ve yığılır ( Şekil 38 ). Yığma işleminden sonra parçanın altlıktan kolay çıkabilmesi için altlık deliğinin iç yüzeyleri 2 kadar konik olmalıdır. Yığma işlemi için çekiç kapasitesinin yetersiz kalması halinde koçla iş parçası arasına boyutları örneğin 50 x 50 x 500 Dİan ve Şekil 27 de görülen yardımcı takım konur. Böylece enerjinin küçük bir yüzeye uygulanması sağlanır ve yardımcı takım dövülen yüzey ü- zerinde çap boyunca döndürülerek yığmaya devam edilir ( Şekil 36 ) Çapı 120 ve 160 olan kısımlarda işleme payının yarıçapta 5 mm alınması yeterlidir. Çapı 120 olan kısmın ucu uzatma işleminde bombeleşir. Ucun düzeltilmesi için -25-
22 45 çrm ^dar isleme payı bırakılır. Yığılan kısmın ekseni kaçık olabilir. Bunun için çevresel alarak işleme payı karşılığı yarı çapta 15 mm bırakılır. Düvrre tamamlandıktan sonra elde edilecek parça Şekil 39 da verilmiştir.şekildeki ölçü ve toleranslar, kendini çekmeden ve dövme işleminden ileri gelebilecek değişikliklerin giderilebilmesi için yetirlidir. Hammadde ağırlığının hesaplanmasında şekildeki en büyük toleranslar dikkate alınmalıdır. Dövrr^haneye, parçanın dövüldükten sonraki şekli ile birlikte işlendikten ( Talaş <aldırma ) sonraki ölçüleriıde verilmelidir. Böylece herhangi bir nedenle Şekil. 39 daki ölçüler dışına çıkıldığı taktirde kusurların giderilmesi ve parçanın kabul edilebilirliği hususunda neler yapılabileceği dövme sorumlusu tarafından tayin edilebilecektir. KAYNAKLAR 1) ÇAPAIM L. Dövme teknolojisi Makina Mühendisleri Odası Yayını IMo: 128, ) Uladimirov, V. Dies, Moulds and Jips Mir Publiskers, Moscou, ) ÇAPAIM, L. Metallere Plastik Şekil lierme Çağlayan Kitapevi, İstanbul, 1990 k) Hussan, J. Pratigue du Forgeage Pyc Edition, Paris
Dövmenin tarihi 4000 yıl veya daha fazlasına dayanmaktadır. Cıvatalar, perçinler, çubuklar, türbin milleri, paralar, madalyalar, dişliler, el
 Dövmenin tarihi 4000 yıl veya daha fazlasına dayanmaktadır. Cıvatalar, perçinler, çubuklar, türbin milleri, paralar, madalyalar, dişliler, el aletleri, hava taşıtı parçaları dövme yolu ile üretilen elemanlardır.
Dövmenin tarihi 4000 yıl veya daha fazlasına dayanmaktadır. Cıvatalar, perçinler, çubuklar, türbin milleri, paralar, madalyalar, dişliler, el aletleri, hava taşıtı parçaları dövme yolu ile üretilen elemanlardır.
DÖVME (Forging) Dövme (cold forging parts)
 Dövme (cold forging parts)") DÖVME (Forging) Dövmenin tarihi 4000 yıl veya daha fazlasına dayanmaktadır. Cıvatalar, perçinler, çubuklar, türbin milleri, paralar, madalyalar, dişliler, el aletleri, hava taşıtı parçaları dövme yolu
DÖVME (Forging) Dövmenin tarihi 4000 yıl veya daha fazlasına dayanmaktadır. Cıvatalar, perçinler, çubuklar, türbin milleri, paralar, madalyalar, dişliler, el aletleri, hava taşıtı parçaları dövme yolu
PLASTİK ŞEKİL VERMENİN ESASLARI EÜT 231 ÜRETİM YÖNTEMLERİ. Metal Şekillendirmede Gerilmeler. Plastik Şekil Verme
 PLASTİK ŞEKİL VERMENİN ESASLARI EÜT 231 ÜRETİM YÖNTEMLERİ Doç.Dr. Murat VURAL İTÜ Makina Fakültesi 1 1. Plastik Şekil Vermeye Genel Bakış 2. Plastik Şekil Vermede Malzeme Davranışı 3. Plastik Şekil Vermede
PLASTİK ŞEKİL VERMENİN ESASLARI EÜT 231 ÜRETİM YÖNTEMLERİ Doç.Dr. Murat VURAL İTÜ Makina Fakültesi 1 1. Plastik Şekil Vermeye Genel Bakış 2. Plastik Şekil Vermede Malzeme Davranışı 3. Plastik Şekil Vermede
İmal Usulleri. Fatih ALİBEYOĞLU -8-
 Fatih ALİBEYOĞLU -8- Giriş Dövme, darbe veya basınç altında kontrollü bir plastik deformasyon sağlanarak, metale istenen şekli verme, tane boyutunu küçültme ve mekanik özelliklerini iyileştirme amacıyla
Fatih ALİBEYOĞLU -8- Giriş Dövme, darbe veya basınç altında kontrollü bir plastik deformasyon sağlanarak, metale istenen şekli verme, tane boyutunu küçültme ve mekanik özelliklerini iyileştirme amacıyla
27.10.2011. Plastik Şekil Verme MAK351 İMAL USULLERİ. Metal Şekillendirmede Gerilmeler PLASTİK ŞEKİL VERMENİN ESASLARI
 Plastik Şekil Verme MAK351 İMAL USULLERİ Doç.Dr. Turgut GÜLMEZ İTÜ Makina Fakültesi Metal parçaların şeklinin değiştirilmesi için plastik deformasyonun kullanıldığı büyük imalat yöntemleri grubu Genellikle
Plastik Şekil Verme MAK351 İMAL USULLERİ Doç.Dr. Turgut GÜLMEZ İTÜ Makina Fakültesi Metal parçaların şeklinin değiştirilmesi için plastik deformasyonun kullanıldığı büyük imalat yöntemleri grubu Genellikle
BASMA DENEYİ MALZEME MÜHENDİSLİĞİ BÖLÜMÜ. 1. Basma Deneyinin Amacı
 1. Basma Deneyinin Amacı Mühendislik malzemelerinin çoğu, uygulanan gerilmeler altında biçimlerini kalıcı olarak değiştirirler, yani plastik şekil değişimine uğrarlar. Bu malzemelerin hangi koşullar altında
1. Basma Deneyinin Amacı Mühendislik malzemelerinin çoğu, uygulanan gerilmeler altında biçimlerini kalıcı olarak değiştirirler, yani plastik şekil değişimine uğrarlar. Bu malzemelerin hangi koşullar altında
PLASTİK ŞEKİL VERME (PŞV) Plastik Şekil Vermenin Temelleri: Başlangıç iş parçasının şekline bağlı olarak PŞV iki gruba ayrılır.
 Plastik Şekil Vermenin Temelleri: Başlangıç iş parçasının şekline bağlı olarak PŞV iki gruba ayrılır.") PLASTİK ŞEKİL VERME (PŞV) Metallerin katı halde kalıp olarak adlandırılan takımlar yardımıyla akma dayanımlarını aşan gerilmelere maruz bırakılarak plastik deformasyonla şeklinin kalıcı olarak değiştirilmesidir
PLASTİK ŞEKİL VERME (PŞV) Metallerin katı halde kalıp olarak adlandırılan takımlar yardımıyla akma dayanımlarını aşan gerilmelere maruz bırakılarak plastik deformasyonla şeklinin kalıcı olarak değiştirilmesidir
PLASTİK ŞEKİLLENDİRME YÖNTEMLERİ
 PLASTİK ŞEKİLLENDİRME YÖNTEMLERİ Metalik malzemelerin geriye dönüşü olmayacak şekilde kontrollü fiziksel/kütlesel deformasyona (plastik deformasyon) uğratılarak şekillendirilmesi işlemlerine genel olarak
PLASTİK ŞEKİLLENDİRME YÖNTEMLERİ Metalik malzemelerin geriye dönüşü olmayacak şekilde kontrollü fiziksel/kütlesel deformasyona (plastik deformasyon) uğratılarak şekillendirilmesi işlemlerine genel olarak
Tarih İŞYERİ AMİRİ Konunun adı MÜHÜR-İMZA
 PRESLER Sac levhaların kabartma, bükme, oluk açma, kesme vb şekillendirme işlemlerinde işlemin karakteristiğine göre çeşitli türden presler kullanılmaktadır. Bu işlemlerde diğer önemli nokta da belli bir
PRESLER Sac levhaların kabartma, bükme, oluk açma, kesme vb şekillendirme işlemlerinde işlemin karakteristiğine göre çeşitli türden presler kullanılmaktadır. Bu işlemlerde diğer önemli nokta da belli bir
S1) Sıcak haddelenmiş bir levha malzemenin mekanik özelliklerinde anizotropik durum nasıl meydana gelir? Bu malzemenin soğuk bükme işlemlerinde
 Sıcak haddelenmiş bir levha malzemenin mekanik özelliklerinde anizotropik durum nasıl meydana gelir? Bu malzemenin soğuk bükme işlemlerinde") S1) Sıcak haddelenmiş bir levha malzemenin mekanik özelliklerinde anizotropik durum nasıl meydana gelir? Bu malzemenin soğuk bükme işlemlerinde çatlama olmaması için nelere dikkat edilmelidir? S2) Yumuşak
S1) Sıcak haddelenmiş bir levha malzemenin mekanik özelliklerinde anizotropik durum nasıl meydana gelir? Bu malzemenin soğuk bükme işlemlerinde çatlama olmaması için nelere dikkat edilmelidir? S2) Yumuşak
Plastik Şekil Verme
 Plastik Şekil Verme 31.10.2018 1 HADDELEME Malzemeleri, eksenleri etrafında dönen iki silindir arasından geçirerek yapılan plastik şekil verme işlemine haddeleme denir. Haddeleme, plastik şekillendirme
Plastik Şekil Verme 31.10.2018 1 HADDELEME Malzemeleri, eksenleri etrafında dönen iki silindir arasından geçirerek yapılan plastik şekil verme işlemine haddeleme denir. Haddeleme, plastik şekillendirme
TOKLUK VE KIRILMA. Doç.Dr.Salim ŞAHĠN
 TOKLUK VE KIRILMA Doç.Dr.Salim ŞAHĠN TOKLUK Tokluk bir malzemenin kırılmadan önce sönümlediği enerjinin bir ölçüsüdür. Bir malzemenin kırılmadan bir darbeye dayanması yeteneği söz konusu olduğunda önem
TOKLUK VE KIRILMA Doç.Dr.Salim ŞAHĠN TOKLUK Tokluk bir malzemenin kırılmadan önce sönümlediği enerjinin bir ölçüsüdür. Bir malzemenin kırılmadan bir darbeye dayanması yeteneği söz konusu olduğunda önem
EKSTRÜZYON YOLU İLE İMALAT
 EKSTRÜZYON YOLU İLE İMALAT EKSTRÜZYON TANIMI (I) : Bu imalat yöntemi genellikle hafif metaller (Al,Cu,Mg, vs gibi için uygulanır.metal bir takoz bir alıcı kovan içine konur bir ıstampa vasıtasıyla metal
EKSTRÜZYON YOLU İLE İMALAT EKSTRÜZYON TANIMI (I) : Bu imalat yöntemi genellikle hafif metaller (Al,Cu,Mg, vs gibi için uygulanır.metal bir takoz bir alıcı kovan içine konur bir ıstampa vasıtasıyla metal
DÖVME Cıvatalar, perçinler, çubuklar, türbin milleri, paralar, madalyalar, dişliler, el aletleri, hava taşıtı parçaları güvenilirliğin sağlamlığın
 DÖVME Eskiden dövme işi metalin ısıtılıp çekiçlenmesi ile şekillendirilmesi işlemi idi. Bugün, metalin dövme için her zaman ısıtılması gerekmez ve iş, darbe veya sıkıştırma basıncı uygulayan çeşitli tip
DÖVME Eskiden dövme işi metalin ısıtılıp çekiçlenmesi ile şekillendirilmesi işlemi idi. Bugün, metalin dövme için her zaman ısıtılması gerekmez ve iş, darbe veya sıkıştırma basıncı uygulayan çeşitli tip
DÖKÜM TEKNOLOJİSİ. Döküm:Önceden hazırlanmış kalıpların içerisine metal ve alaşımların ergitilerek dökülmesi ve katılaştırılması işlemidir.
 DÖKÜM TEKNOLOJİSİ Döküm:Önceden hazırlanmış kalıpların içerisine metal ve alaşımların ergitilerek dökülmesi ve katılaştırılması işlemidir. DÖKÜM YÖNTEMİNİN ÜSTÜNLÜKLERİ Genelde tüm alaşımların dökümü yapılabilmektedir.
DÖKÜM TEKNOLOJİSİ Döküm:Önceden hazırlanmış kalıpların içerisine metal ve alaşımların ergitilerek dökülmesi ve katılaştırılması işlemidir. DÖKÜM YÖNTEMİNİN ÜSTÜNLÜKLERİ Genelde tüm alaşımların dökümü yapılabilmektedir.
PÜSKÜRTME ŞEKİLLENDİRME (SPRAY FORMING / SPRAY DEPOSITION)
") PÜSKÜRTME ŞEKİLLENDİRME (SPRAY FORMING / SPRAY DEPOSITION) Püskürtme şekillendirme (PŞ) yöntemi ilk olarak Osprey Ltd. şirketi tarafından 1960 lı yıllarda geliştirilmiştir. Günümüzde püskürtme şekillendirme
PÜSKÜRTME ŞEKİLLENDİRME (SPRAY FORMING / SPRAY DEPOSITION) Püskürtme şekillendirme (PŞ) yöntemi ilk olarak Osprey Ltd. şirketi tarafından 1960 lı yıllarda geliştirilmiştir. Günümüzde püskürtme şekillendirme
FZM 220. Malzeme Bilimine Giriş
 FZM 220 Yapı Karakterizasyon Özellikler İşleme Performans Prof. Dr. İlker DİNÇER Fakültesi, Fizik Mühendisliği Bölümü 1 Ders Hakkında FZM 220 Dersinin Amacı Bu dersin amacı, fizik mühendisliği öğrencilerine,
FZM 220 Yapı Karakterizasyon Özellikler İşleme Performans Prof. Dr. İlker DİNÇER Fakültesi, Fizik Mühendisliği Bölümü 1 Ders Hakkında FZM 220 Dersinin Amacı Bu dersin amacı, fizik mühendisliği öğrencilerine,
TEKNOLOJİNİN BİLİMSEL İLKELERİ. Bölüm-4 MALZEMELERDE ÇEKME-BASMA - KESME GERİLMELERİ VE YOUNG MODÜLÜ. 4.1. Malzemelerde Zorlanma ve Gerilme Şekilleri
 Bölüm-4 MALZEMELERDE ÇEKME-BASMA - KESME GERİLMELERİ VE YOUNG MODÜLÜ 4.1. Malzemelerde Zorlanma ve Gerilme Şekilleri Malzemeler genel olarak 3 çeşit zorlanmaya maruzdurlar. Bunlar çekme, basma ve kesme
Bölüm-4 MALZEMELERDE ÇEKME-BASMA - KESME GERİLMELERİ VE YOUNG MODÜLÜ 4.1. Malzemelerde Zorlanma ve Gerilme Şekilleri Malzemeler genel olarak 3 çeşit zorlanmaya maruzdurlar. Bunlar çekme, basma ve kesme
YORULMA HASARLARI Y r o u r l u m a ne n dir i?
 YORULMA HASARLARI 1 Yorulma nedir? Malzemenin tekrarlı yüklere maruz kalması, belli bir tekrar sayısından sonra yüzeyde çatlak oluşması, bunu takip eden kopma olayı ile malzemenin son bulmasına YORULMA
YORULMA HASARLARI 1 Yorulma nedir? Malzemenin tekrarlı yüklere maruz kalması, belli bir tekrar sayısından sonra yüzeyde çatlak oluşması, bunu takip eden kopma olayı ile malzemenin son bulmasına YORULMA
MAKİNE MÜHENDİSLİĞİNE GİRİŞ Ders 8
 İmalat Yöntemleri MAKİNE MÜHENDİSLİĞİNE GİRİŞ Ders 8 Doç. Dr. Yüksel HACIOĞLU Talaşsız İmalat Talaşlı İmalat Fiziksel-Kimyasal Hammaddeye talaş kaldırmadan bir şekil verilir Döküm Dövme Presleme Haddeleme
İmalat Yöntemleri MAKİNE MÜHENDİSLİĞİNE GİRİŞ Ders 8 Doç. Dr. Yüksel HACIOĞLU Talaşsız İmalat Talaşlı İmalat Fiziksel-Kimyasal Hammaddeye talaş kaldırmadan bir şekil verilir Döküm Dövme Presleme Haddeleme
İmalat Yöntemleri. Prof. Dr. Akgün ALSARAN
 İmalat Yöntemleri Prof. Dr. Akgün ALSARAN Sınıflandırma Kütlesel şekilverme 1. Dövme 2. Haddelme 3. Ekstrüzyon 4. Tel çekme Sac şekilverme 1. Eğme 2. Derin çekme 3. Germe 4. Kesme Dövme Dövme, darbe ve
İmalat Yöntemleri Prof. Dr. Akgün ALSARAN Sınıflandırma Kütlesel şekilverme 1. Dövme 2. Haddelme 3. Ekstrüzyon 4. Tel çekme Sac şekilverme 1. Eğme 2. Derin çekme 3. Germe 4. Kesme Dövme Dövme, darbe ve
JOMINY DENEYİ MALZEME MÜHENDİSLİĞİ BÖLÜMÜ
 1. DENEYİN AMACI: Bu deney ile incelenen çelik alaşımın su verme davranışı belirlenmektedir. Bunlardan ilki su verme sonrası elde edilebilecek maksimum sertlik değeri olup, ikincisi ise sertleşme derinliğidir
1. DENEYİN AMACI: Bu deney ile incelenen çelik alaşımın su verme davranışı belirlenmektedir. Bunlardan ilki su verme sonrası elde edilebilecek maksimum sertlik değeri olup, ikincisi ise sertleşme derinliğidir
TAHRİBATLI MALZEME MUAYENESİ DENEYİ
 TAHRİBATLI MALZEME MUAYENESİ DENEYİ MAK-LAB15 1. Giriş ve Deneyin Amacı Bilindiği gibi malzeme seçiminde mekanik özellikler esas alınır. Malzemelerin mekanik özellikleri de iç yapılarına bağlıdır. Malzemelerin
TAHRİBATLI MALZEME MUAYENESİ DENEYİ MAK-LAB15 1. Giriş ve Deneyin Amacı Bilindiği gibi malzeme seçiminde mekanik özellikler esas alınır. Malzemelerin mekanik özellikleri de iç yapılarına bağlıdır. Malzemelerin
Fabrika İmalat Teknikleri
 Fabrika İmalat Teknikleri İmalat Yöntemleri İmalat teknolojisinin temel amacı tasarlanan ürünlerin en düşük maliyetle, en iyi kalitede ve en verimli yöntemle elde edilmesidir. Üretilecek parçaların geometrisi,
Fabrika İmalat Teknikleri İmalat Yöntemleri İmalat teknolojisinin temel amacı tasarlanan ürünlerin en düşük maliyetle, en iyi kalitede ve en verimli yöntemle elde edilmesidir. Üretilecek parçaların geometrisi,
3. 3 Kaynaklı Birleşimler
 3. 3 Kaynaklı Birleşimler Aynı ya da benzer alaşımlı metallerin ısı etkisi yardımıyla birleştirilmesine kaynak denir. Lehimleme ile karıştırılmamalıdır. Kaynakla birleştirmenin bazı türlerinde, benzer
3. 3 Kaynaklı Birleşimler Aynı ya da benzer alaşımlı metallerin ısı etkisi yardımıyla birleştirilmesine kaynak denir. Lehimleme ile karıştırılmamalıdır. Kaynakla birleştirmenin bazı türlerinde, benzer
BARTIN ÜNĠVERSĠTESĠ MÜHENDĠSLĠK FAKÜLTESĠ METALURJĠ VE MALZEME MÜHENDĠSLĠĞĠ
 BARTIN ÜNĠVERSĠTESĠ MÜHENDĠSLĠK FAKÜLTESĠ METALURJĠ VE MALZEME MÜHENDĠSLĠĞĠ MALZEME LABORATUARI I DERSĠ BURULMA DENEY FÖYÜ BURULMA DENEYĠ Metalik malzemelerin burma deneyi, iki ucundan sıkıştırılırmış
BARTIN ÜNĠVERSĠTESĠ MÜHENDĠSLĠK FAKÜLTESĠ METALURJĠ VE MALZEME MÜHENDĠSLĠĞĠ MALZEME LABORATUARI I DERSĠ BURULMA DENEY FÖYÜ BURULMA DENEYĠ Metalik malzemelerin burma deneyi, iki ucundan sıkıştırılırmış
TALAŞLI İMALAT. Koşul, takım ile iş şekillendirilmek istenen parça arasında belirgin bir sertlik farkının olmasıdır.
 TALAŞLI İMALAT Şekillendirilecek parça üzerinden sert takımlar yardımıyla küçük parçacıklar halinde malzeme koparılarak yapılan malzeme üretimi talaşlı imalat olarak adlandırılır. Koşul, takım ile iş şekillendirilmek
TALAŞLI İMALAT Şekillendirilecek parça üzerinden sert takımlar yardımıyla küçük parçacıklar halinde malzeme koparılarak yapılan malzeme üretimi talaşlı imalat olarak adlandırılır. Koşul, takım ile iş şekillendirilmek
İmal Usulleri. Fatih ALİBEYOĞLU -7-
 Fatih ALİBEYOĞLU -7- Giriş Malzemeler birçok imal yöntemiyle şekillendirilebilir. Bundan dolayı malzemelerin mekanik davranışlarını bilmemiz büyük bir önem teşkil etmektedir. Bir mekanik problemi çözerken
Fatih ALİBEYOĞLU -7- Giriş Malzemeler birçok imal yöntemiyle şekillendirilebilir. Bundan dolayı malzemelerin mekanik davranışlarını bilmemiz büyük bir önem teşkil etmektedir. Bir mekanik problemi çözerken
MALZEMELERİN MUKAVEMETİNİ ARTIRICI İŞLEMLER
 MALZEMELERİN MUKAVEMETİNİ ARTIRICI İŞLEMLER Malzemelerin mekanik özelliği başlıca kimyasal bileşime ve içyapıya bağlıdır. Malzemelerin içyapısı da uygulanan mekanik ve ısıl işlemlere bağlı olduğundan malzemelerin
MALZEMELERİN MUKAVEMETİNİ ARTIRICI İŞLEMLER Malzemelerin mekanik özelliği başlıca kimyasal bileşime ve içyapıya bağlıdır. Malzemelerin içyapısı da uygulanan mekanik ve ısıl işlemlere bağlı olduğundan malzemelerin
TALAġSIZ ġekġllendġrme YÖNTEMLERĠ
 TALAġSIZ YÖNTEMLERĠ TalaĢsız Ģekillendirme: İş parçasına uygulanan kuvvetler sonucu kalıcı şekil değişiklikleri yaratarak istenilen şekil ve boyutlarda parçalar üretme işlemine talaşsız şekillendirme denir.
TALAġSIZ YÖNTEMLERĠ TalaĢsız Ģekillendirme: İş parçasına uygulanan kuvvetler sonucu kalıcı şekil değişiklikleri yaratarak istenilen şekil ve boyutlarda parçalar üretme işlemine talaşsız şekillendirme denir.
 Metalik malzemelerdeki kaynakların tahribatlı muayeneleri-kaynaklı yapıların soğuk çatlama deneyleri-ark kaynağı işlemleri Bölüm 2: Kendinden ön gerilmeli deneyler ISO 17642-2:2005 CTS TESTİ Hazırlayan:
Metalik malzemelerdeki kaynakların tahribatlı muayeneleri-kaynaklı yapıların soğuk çatlama deneyleri-ark kaynağı işlemleri Bölüm 2: Kendinden ön gerilmeli deneyler ISO 17642-2:2005 CTS TESTİ Hazırlayan:
ÇELİK YAPILAR (2+1) Yrd. Doç. Dr. Ali SARIBIYIK
 Yrd. Doç. Dr. Ali SARIBIYIK") ÇELİK YAPILAR (2+1) Yrd. Doç. Dr. Ali SARIBIYIK Dersin Amacı Çelik yapı sistemlerini, malzemelerini ve elemanlarını tanıtarak, çelik yapı hesaplarını kavratmak. Dersin İçeriği Çelik yapı sistemleri, kullanım
ÇELİK YAPILAR (2+1) Yrd. Doç. Dr. Ali SARIBIYIK Dersin Amacı Çelik yapı sistemlerini, malzemelerini ve elemanlarını tanıtarak, çelik yapı hesaplarını kavratmak. Dersin İçeriği Çelik yapı sistemleri, kullanım
Isıl işlem, katı haldeki metal ve alaşımlarına belirli özellikler kazandırmak amacıyla bir veya daha çok sayıda, yerine göre birbiri peşine uygulanan
 ISIL İŞLEMLER Isıl işlem, katı haldeki metal ve alaşımlarına belirli özellikler kazandırmak amacıyla bir veya daha çok sayıda, yerine göre birbiri peşine uygulanan ısıtma ve soğutma işlemleridir. İşlem
ISIL İŞLEMLER Isıl işlem, katı haldeki metal ve alaşımlarına belirli özellikler kazandırmak amacıyla bir veya daha çok sayıda, yerine göre birbiri peşine uygulanan ısıtma ve soğutma işlemleridir. İşlem
3.KABARTILI DİRENÇ KAYNAĞI. 05.05.2015 Dr.Salim ASLANLAR 1
 3.KABARTILI DİRENÇ KAYNAĞI 05.05.2015 Dr.Salim ASLANLAR 1 KABARTILI DİRENÇ KAYNAĞI Kabartılı direnç kaynağı, seri imalat için ekonomik bir birleştirme yöntemidir. Uygulamadan yararlanılarak, çoğunlukla
3.KABARTILI DİRENÇ KAYNAĞI 05.05.2015 Dr.Salim ASLANLAR 1 KABARTILI DİRENÇ KAYNAĞI Kabartılı direnç kaynağı, seri imalat için ekonomik bir birleştirme yöntemidir. Uygulamadan yararlanılarak, çoğunlukla
Mak-204. Üretim Yöntemleri II. Talaşlı Đmalatın Genel Tanımı En Basit Talaş Kaldırma: Eğeleme Ölçme ve Kumpas Okuma Markalama Tolerans Kesme
 Mak-204 Üretim Yöntemleri II Talaşlı Đmalatın Genel Tanımı En Basit Talaş Kaldırma: Eğeleme Ölçme ve Kumpas Okuma Markalama Tolerans Kesme Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi
Mak-204 Üretim Yöntemleri II Talaşlı Đmalatın Genel Tanımı En Basit Talaş Kaldırma: Eğeleme Ölçme ve Kumpas Okuma Markalama Tolerans Kesme Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi
EKSTRÜZYON. Bir ingot veya kütüğün basınç etkisiyle bir kalıptan geçirilerek homojen kesite sahip uzun mamül şeklinde üretilmesidir.
 EKSTRÜZYON Bir ingot veya kütüğün basınç etkisiyle bir kalıptan geçirilerek homojen kesite sahip uzun mamül şeklinde üretilmesidir. Ekstrüzyon: Silindirik bir metal bloğunun (takoz:şekil alacak malzeme)
EKSTRÜZYON Bir ingot veya kütüğün basınç etkisiyle bir kalıptan geçirilerek homojen kesite sahip uzun mamül şeklinde üretilmesidir. Ekstrüzyon: Silindirik bir metal bloğunun (takoz:şekil alacak malzeme)
HASSAS KESME. Hassas kesme ile üretilmiş parçalarda kesilme yüzeyinin hemen hemen tamamı parlak ve dik açılıdır.
 HASSAS KESME İlk defa saat endüstrisinin gelişmiş olduğu İsviçre'de uygulanan bu yöntemin 1920'li yıllara kadar giden uzun bir araştırma geçmişi vardır. Hassas kesme ile üretilmiş parçalarda kesilme yüzeyinin
HASSAS KESME İlk defa saat endüstrisinin gelişmiş olduğu İsviçre'de uygulanan bu yöntemin 1920'li yıllara kadar giden uzun bir araştırma geçmişi vardır. Hassas kesme ile üretilmiş parçalarda kesilme yüzeyinin
YAYLAR. Burada, yuvarlak tel kesitli, çelik, silindirik, basma ve çekme yaylarına değinilecektir.
 YAYLAR Yaylar, sıcak veya soğuk olarak bir malafa üzerine sarılır veya özel yay sarma makinalarında şekillendirilir. Yaylar genellikle sağ yönde sarılarak üretilir. Burada, yuvarlak tel kesitli, çelik,
YAYLAR Yaylar, sıcak veya soğuk olarak bir malafa üzerine sarılır veya özel yay sarma makinalarında şekillendirilir. Yaylar genellikle sağ yönde sarılarak üretilir. Burada, yuvarlak tel kesitli, çelik,
PLASTİK ŞEKİL VERME YÖNTEMLERİ
 ÜRETİM VE İMALAT TEKNOLOJİLERİ PLASTİK ŞEKİL VERME Yrd. Doç. Dr. Afşın Alper Cerit Erciyes Üniversitesi Endüstriyel Tasarım Mühendisliği Bölümü PLASTİK ŞEKİL VERME F. Nair A. Cerit Giriş PLASTİK ŞEKİL
ÜRETİM VE İMALAT TEKNOLOJİLERİ PLASTİK ŞEKİL VERME Yrd. Doç. Dr. Afşın Alper Cerit Erciyes Üniversitesi Endüstriyel Tasarım Mühendisliği Bölümü PLASTİK ŞEKİL VERME F. Nair A. Cerit Giriş PLASTİK ŞEKİL
BÖLÜM#5: KESİCİ TAKIMLARDA AŞINMA MEKANİZMALARI
 BÖLÜM#5: KESİCİ TAKIMLARDA AŞINMA MEKANİZMALARI Kesici Takımlarda Aşınma Mekanizmaları Aşınma, kesicinin temas yüzeylerinde meydana gelen malzeme kaybı olarak ifade edilir. Kesici Takımlarda Aşınma Mekanizmaları
BÖLÜM#5: KESİCİ TAKIMLARDA AŞINMA MEKANİZMALARI Kesici Takımlarda Aşınma Mekanizmaları Aşınma, kesicinin temas yüzeylerinde meydana gelen malzeme kaybı olarak ifade edilir. Kesici Takımlarda Aşınma Mekanizmaları
Doç.Dr.Salim ŞAHİN SÜRÜNME
 Doç.Dr.Salim ŞAHİN SÜRÜNME SÜRÜNME Malzemelerin yüksek sıcaklıkta sabit bir yük altında (hatta kendi ağırlıkları ile bile) zamanla kalıcı plastik şekil değiştirmesine sürünme denir. Sürünme her ne kadar
Doç.Dr.Salim ŞAHİN SÜRÜNME SÜRÜNME Malzemelerin yüksek sıcaklıkta sabit bir yük altında (hatta kendi ağırlıkları ile bile) zamanla kalıcı plastik şekil değiştirmesine sürünme denir. Sürünme her ne kadar
TEKNİK KILAVUZ : QUARD VE QUEND SOĞUK ŞEKİLLENDİRİLMESİ
 TEKNİK KILAVUZ : QUARD VE QUEND SOĞUK ŞEKİLLENDİRİLMESİ Distributed by Duferco 1. Giriş Quard, aşınmaya dayanıklı çelik ve Quend, yüksek dayanımlı çelik en iyi soğuk şekillendirme performansı için geliştirilmiştir.
TEKNİK KILAVUZ : QUARD VE QUEND SOĞUK ŞEKİLLENDİRİLMESİ Distributed by Duferco 1. Giriş Quard, aşınmaya dayanıklı çelik ve Quend, yüksek dayanımlı çelik en iyi soğuk şekillendirme performansı için geliştirilmiştir.
FZM 220. Malzeme Bilimine Giriş
 FZM 220 Yapı Karakterizasyon Özellikler İşleme Performans Prof. Dr. İlker DİNÇER Fakültesi, Fizik Mühendisliği Bölümü 1 Ders Hakkında FZM 220 Dersinin Amacı Bu dersin amacı, fizik mühendisliği öğrencilerine,
FZM 220 Yapı Karakterizasyon Özellikler İşleme Performans Prof. Dr. İlker DİNÇER Fakültesi, Fizik Mühendisliği Bölümü 1 Ders Hakkında FZM 220 Dersinin Amacı Bu dersin amacı, fizik mühendisliği öğrencilerine,
BURULMA DENEYİ 2. TANIMLAMALAR:
 BURULMA DENEYİ 1. DENEYİN AMACI: Burulma deneyi, malzemelerin kayma modülü (G) ve kayma akma gerilmesi ( A ) gibi özelliklerinin belirlenmesi amacıyla uygulanır. 2. TANIMLAMALAR: Kayma modülü: Kayma gerilmesi-kayma
BURULMA DENEYİ 1. DENEYİN AMACI: Burulma deneyi, malzemelerin kayma modülü (G) ve kayma akma gerilmesi ( A ) gibi özelliklerinin belirlenmesi amacıyla uygulanır. 2. TANIMLAMALAR: Kayma modülü: Kayma gerilmesi-kayma
formülü zamanı da içerdiği zaman alttaki gibi değişecektir.
 Günümüz endüstrisinde en yaygın kullanılan Direnç Kaynak Yöntemi en eski elektrik kaynak yöntemlerinden biridir. Yöntem elektrik akımının kaynak edilecek parçalar üzerinden geçmesidir. Elektrik akımına
Günümüz endüstrisinde en yaygın kullanılan Direnç Kaynak Yöntemi en eski elektrik kaynak yöntemlerinden biridir. Yöntem elektrik akımının kaynak edilecek parçalar üzerinden geçmesidir. Elektrik akımına
TAKIM ÇELİKLERİ İÇİN UYGULANAN EROZYON İŞLEMLERİ
 TAKIM ÇELİKLERİ İÇİN UYGULANAN EROZYON İŞLEMLERİ Kalıp işlemesinde erozyonla imalatın önemi kimse tarafından tartışılmamaktadır. Elektro erozyon arka arkaya oluşturulan elektrik darbelerinden meydana gelen
TAKIM ÇELİKLERİ İÇİN UYGULANAN EROZYON İŞLEMLERİ Kalıp işlemesinde erozyonla imalatın önemi kimse tarafından tartışılmamaktadır. Elektro erozyon arka arkaya oluşturulan elektrik darbelerinden meydana gelen
Bir cismin içinde mevcut olan veya sonradan oluşan bir çatlağın, cisme uygulanan gerilmelerin etkisi altında, ilerleyerek cismi iki veya daha çok
 Bir cismin içinde mevcut olan veya sonradan oluşan bir çatlağın, cisme uygulanan gerilmelerin etkisi altında, ilerleyerek cismi iki veya daha çok parçaya ayırmasına "kırılma" adı verilir. KIRILMA ÇEŞİTLERİ
Bir cismin içinde mevcut olan veya sonradan oluşan bir çatlağın, cisme uygulanan gerilmelerin etkisi altında, ilerleyerek cismi iki veya daha çok parçaya ayırmasına "kırılma" adı verilir. KIRILMA ÇEŞİTLERİ
MALZEME BİLGİSİ DERS 8 DR. FATİH AY. www.fatihay.net fatihay@fatihay.net
 MALZEME BİLGİSİ DERS 8 DR. FATİH AY www.fatihay.net fatihay@fatihay.net BÖLÜM IV METALLERİN MEKANİK ÖZELLİKLERİ GERİLME VE BİRİM ŞEKİL DEĞİŞİMİ ANELASTİKLİK MALZEMELERİN ELASTİK ÖZELLİKLERİ ÇEKME ÖZELLİKLERİ
MALZEME BİLGİSİ DERS 8 DR. FATİH AY www.fatihay.net fatihay@fatihay.net BÖLÜM IV METALLERİN MEKANİK ÖZELLİKLERİ GERİLME VE BİRİM ŞEKİL DEĞİŞİMİ ANELASTİKLİK MALZEMELERİN ELASTİK ÖZELLİKLERİ ÇEKME ÖZELLİKLERİ
Pik (Ham) Demir Üretimi
 Demir Üretimi") Pik (Ham) Demir Üretimi Çelik üretiminin ilk safhası pik demirin eldesidir. Pik demir için başlıca şu maddeler gereklidir: 1. Cevher: Demir oksit veya karbonatlardan oluşan, bir miktarda topraksal empüriteler
Pik (Ham) Demir Üretimi Çelik üretiminin ilk safhası pik demirin eldesidir. Pik demir için başlıca şu maddeler gereklidir: 1. Cevher: Demir oksit veya karbonatlardan oluşan, bir miktarda topraksal empüriteler
İNŞAAT MALZEME BİLGİSİ
 İNŞAAT MALZEME BİLGİSİ Prof. Dr. Metin OLGUN Ankara Üniversitesi Ziraat Fakültesi Tarımsal Yapılar ve Sulama Bölümü HAFTA KONU 1 Giriş, yapı malzemelerinin önemi 2 Yapı malzemelerinin genel özellikleri,
İNŞAAT MALZEME BİLGİSİ Prof. Dr. Metin OLGUN Ankara Üniversitesi Ziraat Fakültesi Tarımsal Yapılar ve Sulama Bölümü HAFTA KONU 1 Giriş, yapı malzemelerinin önemi 2 Yapı malzemelerinin genel özellikleri,
Konu: Yüksek Hassasiyetli Yağ Keçelerinin Takviye Bilezik Kalıplarının Üretiminde Kullanılan Takım Çelikleri ve Üretim Prosesleri
 Nurettin ÇALLI Fen Bilimleri Ens. Öğrenci No: 503812162 MAD 614 Madencilikte Özel Konular I Dersi Veren: Prof. Dr. Orhan KURAL İTÜ Maden Fakültesi Konu: Yüksek Hassasiyetli Yağ Keçelerinin Takviye Bilezik
Nurettin ÇALLI Fen Bilimleri Ens. Öğrenci No: 503812162 MAD 614 Madencilikte Özel Konular I Dersi Veren: Prof. Dr. Orhan KURAL İTÜ Maden Fakültesi Konu: Yüksek Hassasiyetli Yağ Keçelerinin Takviye Bilezik
Paslanmaz Çeliklerin. kaynak edilmesi. Özlem Karaman Metalurji ve Malzeme Mühendisi Kaynak Mühendisi
 Paslanmaz Çeliklerin kaynak edilmesi Özlem Karaman Metalurji ve Malzeme Mühendisi Kaynak Mühendisi İçerik Kaynak Yöntemleri Östenitik Paslanmaz Çeliklerin Kaynağı Ferritik Paslanmaz Çeliklerin Kaynağı
Paslanmaz Çeliklerin kaynak edilmesi Özlem Karaman Metalurji ve Malzeme Mühendisi Kaynak Mühendisi İçerik Kaynak Yöntemleri Östenitik Paslanmaz Çeliklerin Kaynağı Ferritik Paslanmaz Çeliklerin Kaynağı
AKSLAR ve MİLLER. DEÜ Makina Elemanlarına Giriş Ç. Özes, M. Belevi, M. Demirsoy
 AKSLAR ve MİLLER AKSLAR MİLLER Eksenel kuvvetlerde her iki elemanda çekmeye veya basmaya zorlanabilirler. Her iki elemanda içi dolu veya boş imal edilirler. Eksen durumlarına göre Genel olarak düz elemanlardır
AKSLAR ve MİLLER AKSLAR MİLLER Eksenel kuvvetlerde her iki elemanda çekmeye veya basmaya zorlanabilirler. Her iki elemanda içi dolu veya boş imal edilirler. Eksen durumlarına göre Genel olarak düz elemanlardır
PERÇİN BAĞLANTILARI. Bu sunu farklı kaynaklardan derlemedir.
 PERÇİN BAĞLANTILARI Perçin çözülemeyen bağlantı elemanıdır. Kaynak teknolojisindeki hızlı gelişme sonucunda yerini çoğunlukla kaynaklı bağlantılara bırakmıştır. Sınırlı olarak çelik kazan ve kap konstrüksiyonlarında
PERÇİN BAĞLANTILARI Perçin çözülemeyen bağlantı elemanıdır. Kaynak teknolojisindeki hızlı gelişme sonucunda yerini çoğunlukla kaynaklı bağlantılara bırakmıştır. Sınırlı olarak çelik kazan ve kap konstrüksiyonlarında
BÖLÜM 7. RİJİT ÜSTYAPILAR
 BÖLÜM 7. RİJİT ÜSTYAPILAR Rijit Üstyapı: Oldukça yüksek eğilme mukavemetine sahip ve Portland çimentosundan yapılmış, tek tabakalı plak vasıtasıyla yükleri taban zeminine dağıtan üstyapı tipidir. Çimento
BÖLÜM 7. RİJİT ÜSTYAPILAR Rijit Üstyapı: Oldukça yüksek eğilme mukavemetine sahip ve Portland çimentosundan yapılmış, tek tabakalı plak vasıtasıyla yükleri taban zeminine dağıtan üstyapı tipidir. Çimento
1. Giriş 2. Yayınma Mekanizmaları 3. Kararlı Karasız Yayınma 4. Yayınmayı etkileyen faktörler 5. Yarı iletkenlerde yayınma 6. Diğer yayınma yolları
 1. Giriş 2. Yayınma Mekanizmaları 3. Kararlı Karasız Yayınma 4. Yayınmayı etkileyen faktörler 5. Yarı iletkenlerde yayınma 6. Diğer yayınma yolları Sol üstte yüzey seftleştirme işlemi uygulanmış bir çelik
1. Giriş 2. Yayınma Mekanizmaları 3. Kararlı Karasız Yayınma 4. Yayınmayı etkileyen faktörler 5. Yarı iletkenlerde yayınma 6. Diğer yayınma yolları Sol üstte yüzey seftleştirme işlemi uygulanmış bir çelik
Kovan. Alüminyum ekstrüzyon sisteminin şematik gösterimi
 GİRİŞ Ekstrüzyon; Isı ve basınç kullanarak malzemenin kalıptan sürekli geçişini sağlayarak uzun parçalar elde etme işlemi olup, plastik ekstrüzyon ve alüminyum ekstrüzyon olmak üzere iki çeşittir. Biz
GİRİŞ Ekstrüzyon; Isı ve basınç kullanarak malzemenin kalıptan sürekli geçişini sağlayarak uzun parçalar elde etme işlemi olup, plastik ekstrüzyon ve alüminyum ekstrüzyon olmak üzere iki çeşittir. Biz
İmal Usulleri. Döküm Tekniği
 İmal Usulleri Döküm Tekniği Örnek Heterojen Çekirdeklenme Alışılmamış laboratuar deneyleri dışında, sıvı metal için homojen çekirdeklenme asla olmaz. Uygulamadaki sıvı metallerin içinde hemen her zaman
İmal Usulleri Döküm Tekniği Örnek Heterojen Çekirdeklenme Alışılmamış laboratuar deneyleri dışında, sıvı metal için homojen çekirdeklenme asla olmaz. Uygulamadaki sıvı metallerin içinde hemen her zaman
Kaynak nedir? Aynı veya benzer alaşımlı maddelerin ısı tesiri altında birleştirilmelerine Kaynak adı verilir.
 1 Kaynak nedir? Aynı veya benzer alaşımlı maddelerin ısı tesiri altında birleştirilmelerine Kaynak adı verilir. 2 Neden Kaynaklı Birleşim? Kaynakla, ilave bağlayıcı elemanlara gerek olmadan birleşimler
1 Kaynak nedir? Aynı veya benzer alaşımlı maddelerin ısı tesiri altında birleştirilmelerine Kaynak adı verilir. 2 Neden Kaynaklı Birleşim? Kaynakla, ilave bağlayıcı elemanlara gerek olmadan birleşimler
BARTIN ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ METALURJİ VE MALZEME MÜHENDİSLİĞİ
 BARTIN ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ METALURJİ VE MALZEME MÜHENDİSLİĞİ MALZEME LABORATUARI I DERSİ ISIL İŞLEM (NORMALİZASYON, SU VERME, MENEVİŞLEME) DENEY FÖYÜ DENEYİN ADI: Isıl İşlem(Normalizasyon,
BARTIN ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ METALURJİ VE MALZEME MÜHENDİSLİĞİ MALZEME LABORATUARI I DERSİ ISIL İŞLEM (NORMALİZASYON, SU VERME, MENEVİŞLEME) DENEY FÖYÜ DENEYİN ADI: Isıl İşlem(Normalizasyon,
AKSLAR ve MİLLER. DEÜ Mühendislik Fakültesi Makina Müh.Böl.Çiçek Özes. Bu sunudaki bilgiler değişik kaynaklardan derlemedir.
 AKSLAR ve MİLLER Bu sunudaki bilgiler değişik kaynaklardan derlemedir. AKSLAR MİLLER Eksenel kuvvetlerde her iki elemanda çekmeye veya basmaya zorlanabilirler. Her iki elemanda içi dolu veya boş imal edilirler.
AKSLAR ve MİLLER Bu sunudaki bilgiler değişik kaynaklardan derlemedir. AKSLAR MİLLER Eksenel kuvvetlerde her iki elemanda çekmeye veya basmaya zorlanabilirler. Her iki elemanda içi dolu veya boş imal edilirler.
İmalatta İşlenebilirlik Kriterleri
 Bölüm 24 TALAŞLI İŞLEMEDE EKONOMİ VE ÜRÜN TASARIMINDA DİKKAT EDİLECEK HUSUSLAR Talaşlı işlenebilirlik Toleranslar ve Yüzey Kesme Koşullarının Seçimi konuları İmalatta İşlenebilirlik Kriterleri Takım ömrü-
Bölüm 24 TALAŞLI İŞLEMEDE EKONOMİ VE ÜRÜN TASARIMINDA DİKKAT EDİLECEK HUSUSLAR Talaşlı işlenebilirlik Toleranslar ve Yüzey Kesme Koşullarının Seçimi konuları İmalatta İşlenebilirlik Kriterleri Takım ömrü-
MALZEME BİLGİSİ DERS 11 DR. FATİH AY. www.fatihay.net fatihay@fatihay.net
 MALZEME BİLGİSİ DERS 11 DR. FATİH AY www.fatihay.net fatihay@fatihay.net GEÇEN HAFTA DEMİR ESASLI ALAŞIMLAR DEMİR DIŞI ALAŞIMLAR METALLERE UYGULANAN İMALAT YÖNTEMLERİ METALLERE UYGULANAN ISIL İŞLEMLER
MALZEME BİLGİSİ DERS 11 DR. FATİH AY www.fatihay.net fatihay@fatihay.net GEÇEN HAFTA DEMİR ESASLI ALAŞIMLAR DEMİR DIŞI ALAŞIMLAR METALLERE UYGULANAN İMALAT YÖNTEMLERİ METALLERE UYGULANAN ISIL İŞLEMLER
MAK-205 Üretim Yöntemleri I. Yöntemleri. (4.Hafta) Kubilay Aslantaş
 Kubilay Aslantaş") MAK-205 Üretim Yöntemleri I Kalıcı Kalıp p Kullanılan lan Döküm D Yöntemleri (4.Hafta) Kubilay Aslantaş Kalıcı Kalıp p Kullanan Döküm D m YöntemleriY Harcanan kalıba döküm tekniğinin en büyük dezavantajı;
MAK-205 Üretim Yöntemleri I Kalıcı Kalıp p Kullanılan lan Döküm D Yöntemleri (4.Hafta) Kubilay Aslantaş Kalıcı Kalıp p Kullanan Döküm D m YöntemleriY Harcanan kalıba döküm tekniğinin en büyük dezavantajı;
29- Eylül KOÜ. Mühendislik Fakültesi Makine Mühendisliği Bölümü ( 1. ve 2. Öğretim 2. Sınıf / B Şubesi) Mukavemet Dersi - 1.
 Mukavemet Dersi - 1.") SORU-1) Şekildeki dikdörtgen kesitli kolonun genişliği b=200 mm. ve kalınlığı t=100 mm. dir. Kolon, kolon kesitinin geometrik merkezinden geçen ve tarafsız ekseni üzerinden etki eden P=400 kn değerindeki
SORU-1) Şekildeki dikdörtgen kesitli kolonun genişliği b=200 mm. ve kalınlığı t=100 mm. dir. Kolon, kolon kesitinin geometrik merkezinden geçen ve tarafsız ekseni üzerinden etki eden P=400 kn değerindeki
TAHRİBATLI MALZEME MUAYENESİ
 T. C. GÜMÜŞHANE ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ MAKİNE MÜHENDİSLİĞİ DENEYLER 1 TAHRİBATLI MALZEME MUAYENESİ (Çekme Deneyi) ÖĞRENCİ NO: ADI SOYADI: DENEY SORUMLUSU: ÖĞR. GÖR.
T. C. GÜMÜŞHANE ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ MAKİNE MÜHENDİSLİĞİ DENEYLER 1 TAHRİBATLI MALZEME MUAYENESİ (Çekme Deneyi) ÖĞRENCİ NO: ADI SOYADI: DENEY SORUMLUSU: ÖĞR. GÖR.
Burma deneyinin çekme deneyi kadar geniş bir kullanım alanı yoktur ve çekme deneyi kadar standartlaştırılmamış bir deneydir. Uygulamada malzemelerin
 BURMA DENEYİ Burma deneyinin çekme deneyi kadar geniş bir kullanım alanı yoktur ve çekme deneyi kadar standartlaştırılmamış bir deneydir. Uygulamada malzemelerin genel mekanik özelliklerinin saptanmasında
BURMA DENEYİ Burma deneyinin çekme deneyi kadar geniş bir kullanım alanı yoktur ve çekme deneyi kadar standartlaştırılmamış bir deneydir. Uygulamada malzemelerin genel mekanik özelliklerinin saptanmasında
Malzemelerin Deformasyonu
 Malzemelerin Deformasyonu Malzemelerin deformasyonu Kristal, etkiyen kuvvete deformasyon ile cevap verir. Bir malzemeye yük uygulandığında malzeme üzerinde çeşitli yönlerde ve çeşitli şekillerde yükler
Malzemelerin Deformasyonu Malzemelerin deformasyonu Kristal, etkiyen kuvvete deformasyon ile cevap verir. Bir malzemeye yük uygulandığında malzeme üzerinde çeşitli yönlerde ve çeşitli şekillerde yükler
A TU T R U G R AY A Y SÜR SÜ M R ELİ
 DÜZ DİŞLİ ÇARK AÇMA Düz Dişli Çarklar ve Kullanıldığı Yerler Eksenleri paralel olan miller arasında kuvvet ve hareket iletiminde kullanılan dişli çarklardır. Üzerine aynı profil ve adımda, mil eksenine
DÜZ DİŞLİ ÇARK AÇMA Düz Dişli Çarklar ve Kullanıldığı Yerler Eksenleri paralel olan miller arasında kuvvet ve hareket iletiminde kullanılan dişli çarklardır. Üzerine aynı profil ve adımda, mil eksenine
DENEYİN ADI: Jominy uçtan su verme ile sertleşebilirlik. AMACI: Çeliklerin sertleşme kabiliyetinin belirlenmesi.
 DENEYİN ADI: Jominy uçtan su verme ile sertleşebilirlik AMACI: Çeliklerin sertleşme kabiliyetinin belirlenmesi. TEORİK BİLGİ: Kritik soğuma hızı, TTT diyagramlarında burun noktasını kesmeden sağlanan en
DENEYİN ADI: Jominy uçtan su verme ile sertleşebilirlik AMACI: Çeliklerin sertleşme kabiliyetinin belirlenmesi. TEORİK BİLGİ: Kritik soğuma hızı, TTT diyagramlarında burun noktasını kesmeden sağlanan en
MAK-204. Üretim Yöntemleri. Frezeleme Đşlemleri. (11.Hafta) Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt.
 Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt.") MAK-204 Üretim Yöntemleri Freze Tezgahı Frezeleme Đşlemleri (11.Hafta) Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt. Bölümü Freze tezgahının Tanımı: Frezeleme işleminde
MAK-204 Üretim Yöntemleri Freze Tezgahı Frezeleme Đşlemleri (11.Hafta) Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt. Bölümü Freze tezgahının Tanımı: Frezeleme işleminde
MAKİNE ELEMANLARI 1 GENEL ÇALIŞMA SORULARI 1) Verilen kuvvet değerlerini yükleme türlerini yazınız.
 Verilen kuvvet değerlerini yükleme türlerini yazınız.") MAKİNE ELEMANLARI 1 GENEL ÇALIŞMA SORULARI 1) Verilen kuvvet değerlerini yükleme türlerini yazınız. F = 2000 ± 1900 N F = ± 160 N F = 150 ± 150 N F = 100 ± 90 N F = ± 50 N F = 16,16 N F = 333,33 N F =
MAKİNE ELEMANLARI 1 GENEL ÇALIŞMA SORULARI 1) Verilen kuvvet değerlerini yükleme türlerini yazınız. F = 2000 ± 1900 N F = ± 160 N F = 150 ± 150 N F = 100 ± 90 N F = ± 50 N F = 16,16 N F = 333,33 N F =
 Geometriden kaynaklanan etkileri en aza indirmek için yük ve uzama, sırasıyla mühendislik gerilmesi ve mühendislik birim şekil değişimi parametreleri elde etmek üzere normalize edilir. Mühendislik gerilmesi
Geometriden kaynaklanan etkileri en aza indirmek için yük ve uzama, sırasıyla mühendislik gerilmesi ve mühendislik birim şekil değişimi parametreleri elde etmek üzere normalize edilir. Mühendislik gerilmesi
Dislokasyon hareketi sonucu oluşan plastik deformasyon süreci kayma olarak adlandırılır.
 Dislokasyon hareketi sonucu oluşan plastik deformasyon süreci kayma olarak adlandırılır. Bütün metal ve alaşımlarda bulunan dislokasyonlar, katılaşma veya plastik deformasyon sırasında veya hızlı soğutmadan
Dislokasyon hareketi sonucu oluşan plastik deformasyon süreci kayma olarak adlandırılır. Bütün metal ve alaşımlarda bulunan dislokasyonlar, katılaşma veya plastik deformasyon sırasında veya hızlı soğutmadan
1.GİRİŞ. 1.1. Metal Şekillendirme İşlemlerindeki Değişkenler, Sınıflandırmalar ve Tanımlamalar
 1.GİRİŞ Genel olarak metal şekillendirme işlemlerini imalat işlemlerinin bir parçası olarak değerlendirmek mümkündür. İmalat işlemleri genel olarak şu şekilde sınıflandırılabilir: 1) Temel şekillendirme,
1.GİRİŞ Genel olarak metal şekillendirme işlemlerini imalat işlemlerinin bir parçası olarak değerlendirmek mümkündür. İmalat işlemleri genel olarak şu şekilde sınıflandırılabilir: 1) Temel şekillendirme,
Chapter 22: Tornalama ve Delik Açma. DeGarmo s Materials and Processes in Manufacturing
 Chapter 22: Tornalama ve Delik Açma DeGarmo s Materials and Processes in Manufacturing 22.1 Giriş Tornalama, dışı silindirik ve konik yüzeylere sahip parça işleme sürecidir. Delik açma, işleme sonucunda
Chapter 22: Tornalama ve Delik Açma DeGarmo s Materials and Processes in Manufacturing 22.1 Giriş Tornalama, dışı silindirik ve konik yüzeylere sahip parça işleme sürecidir. Delik açma, işleme sonucunda
TALAŞLI İMALAT SAKARYA ÜNİVERSİTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ KALIPÇILIK TEKNİĞİ DERS NOTU. Doç.Dr. Akın Oğuz KAPTI. Talaşlı İmalat Yöntemleri
 TALAŞLI İMALAT MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ KALIPÇILIK TEKNİĞİ DERS NOTU Doç.Dr. Akın Oğuz KAPTI Talaşlı İmalat Yöntemleri 2 Talaşlı İmalat; iş parçası üzerinden, sertliği daha yüksek bir kesici takım yardımıyla,
TALAŞLI İMALAT MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ KALIPÇILIK TEKNİĞİ DERS NOTU Doç.Dr. Akın Oğuz KAPTI Talaşlı İmalat Yöntemleri 2 Talaşlı İmalat; iş parçası üzerinden, sertliği daha yüksek bir kesici takım yardımıyla,
MALZEME BİLGİSİ. Katılaşma, Kristal Kusurları
 MALZEME BİLGİSİ Dr.- Ing. Rahmi ÜNAL Konu: Katılaşma, Kristal Kusurları 1 Saf Metallerde Katılaşma Metal ve alaşım malzemelerin kullanım özellikleri büyük ölçüde katılaşma sırasında oluşan iç yapı ile
MALZEME BİLGİSİ Dr.- Ing. Rahmi ÜNAL Konu: Katılaşma, Kristal Kusurları 1 Saf Metallerde Katılaşma Metal ve alaşım malzemelerin kullanım özellikleri büyük ölçüde katılaşma sırasında oluşan iç yapı ile
FZM 220. Malzeme Bilimine Giriş
 FZM 220 Yapı Karakterizasyon Özellikler İşleme Performans Prof. Dr. İlker DİNÇER Fakültesi, Fizik Mühendisliği Bölümü 1 Ders Hakkında FZM 220 Dersinin Amacı Bu dersin amacı, fizik mühendisliği öğrencilerine,
FZM 220 Yapı Karakterizasyon Özellikler İşleme Performans Prof. Dr. İlker DİNÇER Fakültesi, Fizik Mühendisliği Bölümü 1 Ders Hakkında FZM 220 Dersinin Amacı Bu dersin amacı, fizik mühendisliği öğrencilerine,
Kaynak yöntemleri ile birleştirilen bir malzemenin kaynak bölgesinin mikroyapısı incelendiğinde iki ana bölgenin var olduğu görülecektir:
 Kaynak Bölgesinin Sınıflandırılması Prof. Dr. Hüseyin UZUN Kaynak yöntemleri ile birleştirilen bir malzemenin kaynak bölgesinin mikroyapısı incelendiğinde iki ana bölgenin var olduğu görülecektir: 1) Ergime
Kaynak Bölgesinin Sınıflandırılması Prof. Dr. Hüseyin UZUN Kaynak yöntemleri ile birleştirilen bir malzemenin kaynak bölgesinin mikroyapısı incelendiğinde iki ana bölgenin var olduğu görülecektir: 1) Ergime
Alaşımların Ergitilmesinde Kullanılan Gereçler Eritme ocakları Potalar ve maşalar Tel ve plaka şideleri
 ERİTME Tanımı ve Önemi Cisimlerin herhangi bir ısı yardımıyla katı hâlini kaybedip akışkan hâle gelmesi işlemine eritme denir. Kuyumculukta en çok yapılan işlemlerden birisi de eritme işlemidir. Altına
ERİTME Tanımı ve Önemi Cisimlerin herhangi bir ısı yardımıyla katı hâlini kaybedip akışkan hâle gelmesi işlemine eritme denir. Kuyumculukta en çok yapılan işlemlerden birisi de eritme işlemidir. Altına
Cetvel-13 Güvenirlik Faktörü k g. Güvenirlik (%) ,9 99,99 99,999
 ,9 99,99 99,999") Cetvel-12 Büyüklük Faktörü k b d,mm 10 20 30 50 100 200 250 300 k b 1 0,9 0,8 0,7 0,6 0,57 0,56 0,56 Cetvel-13 Sıcaklık Faktörü k d Cetvel-13 Güvenirlik Faktörü k g T( o C) k d T 350 1 350
Cetvel-12 Büyüklük Faktörü k b d,mm 10 20 30 50 100 200 250 300 k b 1 0,9 0,8 0,7 0,6 0,57 0,56 0,56 Cetvel-13 Sıcaklık Faktörü k d Cetvel-13 Güvenirlik Faktörü k g T( o C) k d T 350 1 350
Silindirik iç ve dış yüzeyler üzerine açılan helisel girinti ve çıkıntılara vida denir.
 9. VİDALAR Silindirik iç ve dış yüzeyler üzerine açılan helisel girinti ve çıkıntılara vida denir. Vida Helisi Vida Adımı Bir kenarı silindirin çapına eşit dik bir üçgen, silindirin üzerine sarıldığında
9. VİDALAR Silindirik iç ve dış yüzeyler üzerine açılan helisel girinti ve çıkıntılara vida denir. Vida Helisi Vida Adımı Bir kenarı silindirin çapına eşit dik bir üçgen, silindirin üzerine sarıldığında
3.1. Proje Okuma Bilgisi 3.1.1. Tek Etkili Silindirin Kumandası
 HİDROLİK SİSTEM KURMAK VE ÇALIŞTIRMAK 3.1. Proje Okuma Bilgisi 3.1.1. Tek Etkili Silindirin Kumandası Basınç hattından gelen hidrolik akışkan, 3/2 yön kontrol valfine basılınca valften geçer. Silindiri
HİDROLİK SİSTEM KURMAK VE ÇALIŞTIRMAK 3.1. Proje Okuma Bilgisi 3.1.1. Tek Etkili Silindirin Kumandası Basınç hattından gelen hidrolik akışkan, 3/2 yön kontrol valfine basılınca valften geçer. Silindiri
Talaşlı İşlenebilirlik
 Talaşlı İşlenebilirlik Bir malzemenin (genellikle metal) uygun takım ve kesme koşullarıyla göreli olarak kolay işlenebilirliği Sadece iş malzemesine bağlıdır. Talaşlı işleme yöntemi, takım ve kesme koşulları
Talaşlı İşlenebilirlik Bir malzemenin (genellikle metal) uygun takım ve kesme koşullarıyla göreli olarak kolay işlenebilirliği Sadece iş malzemesine bağlıdır. Talaşlı işleme yöntemi, takım ve kesme koşulları
Prof. Dr. HÜSEYİN UZUN KAYNAK KABİLİYETİ
 KAYNAK KABİLİYETİ Günümüz kaynak teknolojisinin kaydettiği inanılmaz gelişmeler sayesinde pek çok malzemenin birleştirilmesi artık mümkün hale gelmiştir. *Demir esaslı metalik malzemeler *Demirdışı metalik
KAYNAK KABİLİYETİ Günümüz kaynak teknolojisinin kaydettiği inanılmaz gelişmeler sayesinde pek çok malzemenin birleştirilmesi artık mümkün hale gelmiştir. *Demir esaslı metalik malzemeler *Demirdışı metalik
ME220T Tasarım ve İmalat SAC ŞEKİLLENDİRME YÖNTEMLERİ. 13. Sac Şekillendirme Yöntemleri. Sac Şekillendirmenin Tanımı
 SAC ŞEKİLLENDİRME YÖNTEMLERİ Groover, Fundamentals of Modern Manufacturing, Bölüm 20 13. Sac Şekillendirme Yöntemleri Mehmet Demirkol 1. Sac kesme 2. Sac Bükme 3. Derin Çekme 4. Diğer Sac Şekillendirme
SAC ŞEKİLLENDİRME YÖNTEMLERİ Groover, Fundamentals of Modern Manufacturing, Bölüm 20 13. Sac Şekillendirme Yöntemleri Mehmet Demirkol 1. Sac kesme 2. Sac Bükme 3. Derin Çekme 4. Diğer Sac Şekillendirme
MAKİNE MÜHENDİSLİĞİNE GİRİŞ Doç.Dr.İrfan AY-Arş.Gör.T.Kerem DEMİRCİOĞLU MAKİNE PARÇALARINI ETKİLEYEN KUVVETLER VE GERİLMELER
 MAKİNE PARÇALARINI ETKİLEYEN KUVVETLER VE GERİLMELER Dış Kuvvetler : Katı cisimlere uygulanan kuvvet cismi çekmeye, basmaya, burmaya, eğilmeye yada kesilmeye zorlar. Cisimde geçici ve kalıcı şekil değişikliği
MAKİNE PARÇALARINI ETKİLEYEN KUVVETLER VE GERİLMELER Dış Kuvvetler : Katı cisimlere uygulanan kuvvet cismi çekmeye, basmaya, burmaya, eğilmeye yada kesilmeye zorlar. Cisimde geçici ve kalıcı şekil değişikliği
Talaş oluşumu. Akış çizgileri plastik deformasyonun görsel kanıtıdır. İş parçası. İş parçası. İş parçası. Takım. Takım.
 Talaş oluşumu 6 5 4 3 2 1 Takım Akış çizgileri plastik deformasyonun görsel kanıtıdır. İş parçası 6 5 1 4 3 2 Takım İş parçası 1 2 3 4 6 5 Takım İş parçası Talaş oluşumu Dikey kesme İş parçası Takım Kesme
Talaş oluşumu 6 5 4 3 2 1 Takım Akış çizgileri plastik deformasyonun görsel kanıtıdır. İş parçası 6 5 1 4 3 2 Takım İş parçası 1 2 3 4 6 5 Takım İş parçası Talaş oluşumu Dikey kesme İş parçası Takım Kesme
İNŞAAT MALZEME BİLGİSİ
 İNŞAAT MALZEME BİLGİSİ Prof. Dr. Metin OLGUN Ankara Üniversitesi Ziraat Fakültesi Tarımsal Yapılar ve Sulama Bölümü HAFTA KONU 1 Giriş, yapı malzemelerinin önemi 2 Yapı malzemelerinin genel özellikleri,
İNŞAAT MALZEME BİLGİSİ Prof. Dr. Metin OLGUN Ankara Üniversitesi Ziraat Fakültesi Tarımsal Yapılar ve Sulama Bölümü HAFTA KONU 1 Giriş, yapı malzemelerinin önemi 2 Yapı malzemelerinin genel özellikleri,
MALZEME ANA BİLİM DALI Malzeme Laboratuvarı Deney Föyü. Deneyin Adı: Malzemelerde Sertlik Deneyi. Deneyin Tarihi:
 Deneyin Adı: Malzemelerde Sertlik Deneyi Deneyin Tarihi:13.03.2014 Deneyin Amacı: Malzemelerin sertliğinin ölçülmesi ve mukavemetleri hakkında bilgi edinilmesi. Teorik Bilgi Sertlik, malzemelerin plastik
Deneyin Adı: Malzemelerde Sertlik Deneyi Deneyin Tarihi:13.03.2014 Deneyin Amacı: Malzemelerin sertliğinin ölçülmesi ve mukavemetleri hakkında bilgi edinilmesi. Teorik Bilgi Sertlik, malzemelerin plastik
HOŞGELDİNİZ MIG-MAG GAZALTI KAYNAK PARAMETRELERİ. K ayna K. Sakarya Üniversitesi Teknik Eğitim Fakültesi. Teknolojisi. Teknolojisi
 MIG-MAG GAZALTI KAYNAK PARAMETRELERİ K ayna K K ayna K Teknolojisi Teknolojisi HOŞGELDİNİZ Doç. Dr. Hüseyin UZUN Kaynak Eğitimi Ana Bilim Dalı Başkanı 1 /27 KAYNAK PARAMETRELERİ VE SEÇİMİ Kaynak dikişinin
MIG-MAG GAZALTI KAYNAK PARAMETRELERİ K ayna K K ayna K Teknolojisi Teknolojisi HOŞGELDİNİZ Doç. Dr. Hüseyin UZUN Kaynak Eğitimi Ana Bilim Dalı Başkanı 1 /27 KAYNAK PARAMETRELERİ VE SEÇİMİ Kaynak dikişinin
www.tungaloy.com.tr 4 köşeli,tek yönlü, güçlü delik delme serisi, talaş kırıcı form ve kalite seçenekleri ile tüm malzemeleri kapsar.
 DrillLine Tungaloy Report No. 377-Tr www.tungaloy.com.tr 4 köşeli,tek yönlü, güçlü delik delme serisi, talaş kırıcı form ve kalite seçenekleri ile tüm malzemeleri kapsar. www.tungaloy.com.tr DrillLine
DrillLine Tungaloy Report No. 377-Tr www.tungaloy.com.tr 4 köşeli,tek yönlü, güçlü delik delme serisi, talaş kırıcı form ve kalite seçenekleri ile tüm malzemeleri kapsar. www.tungaloy.com.tr DrillLine
METAL İŞLEME TEKNOLOJİSİ. Doç. Dr. Adnan AKKURT
 METAL İŞLEME TEKNOLOJİSİ Doç. Dr. Adnan AKKURT Takım Tezgahları İnsan gücü ile çalışan ilk tezgahlardan günümüz modern imalat sektörüne kadar geçen süre zarfında takım tezgahları oldukça büyük bir değişim
METAL İŞLEME TEKNOLOJİSİ Doç. Dr. Adnan AKKURT Takım Tezgahları İnsan gücü ile çalışan ilk tezgahlardan günümüz modern imalat sektörüne kadar geçen süre zarfında takım tezgahları oldukça büyük bir değişim
TORNACILIK. Ali Kaya GÜR Fırat Ün.Teknik Eğitim Fak.MetalFırat Ün.Teknik Eğitim Fak.Metal Eğ.Böl. ELAZIĞ
 TORNACILIK Ali Kaya GÜR Fırat Ün.Teknik Eğitim Fak.MetalFırat Ün.Teknik Eğitim Fak.Metal Eğ.Böl. ELAZIĞ TORNANIN TANIMI VE ENDÜSTRİDEKİ ÖNEMİ Bir eksen etrafında dönen iş parçalarını, kesici bir kalemle
TORNACILIK Ali Kaya GÜR Fırat Ün.Teknik Eğitim Fak.MetalFırat Ün.Teknik Eğitim Fak.Metal Eğ.Böl. ELAZIĞ TORNANIN TANIMI VE ENDÜSTRİDEKİ ÖNEMİ Bir eksen etrafında dönen iş parçalarını, kesici bir kalemle
DENEYİN ADI: Çeliklerin Isıl İşlemi. AMACI: Çeliklerde ısıl işlem yoluyla mikroyapı ve mekanik özelliklerin değişiminin öğretilmesi.
 DENEYİN ADI: Çeliklerin Isıl İşlemi AMACI: Çeliklerde ısıl işlem yoluyla mikroyapı ve mekanik özelliklerin değişiminin öğretilmesi. TEORİK BİLGİ: Metal ve alaşımlarının, faz diyagramlarına bağlı olarak
DENEYİN ADI: Çeliklerin Isıl İşlemi AMACI: Çeliklerde ısıl işlem yoluyla mikroyapı ve mekanik özelliklerin değişiminin öğretilmesi. TEORİK BİLGİ: Metal ve alaşımlarının, faz diyagramlarına bağlı olarak
YAPI MALZEMELERİ DERS NOTLARI
 YAPI MALZEMELERİ DERS NOTLARI YAPI MALZEMELERİ Herhangi bir yapının projelendirmesi ve inşaatı aşamasında amaç aşağıda belirtilen üç koşulu bir arada gerçekleştirmektir: a) Yapı istenilen işlevi yapabilmelidir,
YAPI MALZEMELERİ DERS NOTLARI YAPI MALZEMELERİ Herhangi bir yapının projelendirmesi ve inşaatı aşamasında amaç aşağıda belirtilen üç koşulu bir arada gerçekleştirmektir: a) Yapı istenilen işlevi yapabilmelidir,
MAKİNE MÜHENDİSLİĞİNE GİRİŞ Ders 7
 İmalat Yöntemleri MAKİNE MÜHENDİSLİĞİNE GİRİŞ Ders 7 Doç. Dr. Yüksel HACIOĞLU Talaşsız İmalat Talaşlı İmalat Fiziksel-Kimyasal Hammaddeye talaş kaldırmadan bir şekil verilir Döküm Dövme Presleme Haddeleme
İmalat Yöntemleri MAKİNE MÜHENDİSLİĞİNE GİRİŞ Ders 7 Doç. Dr. Yüksel HACIOĞLU Talaşsız İmalat Talaşlı İmalat Fiziksel-Kimyasal Hammaddeye talaş kaldırmadan bir şekil verilir Döküm Dövme Presleme Haddeleme
Metallerde Özel Kırılganlıklar HASAR ANALİZİ
 Metallerde Özel Kırılganlıklar HASAR ANALİZİ Prof. Dr. Akgün ALSARAN 11 Giriş Hidrojen gevrekliği Sıvı metal kırılganlığı Temper gevrekliği Ana Hatlar 22 Malzemelerin servis koşullarında performanslarını;
Metallerde Özel Kırılganlıklar HASAR ANALİZİ Prof. Dr. Akgün ALSARAN 11 Giriş Hidrojen gevrekliği Sıvı metal kırılganlığı Temper gevrekliği Ana Hatlar 22 Malzemelerin servis koşullarında performanslarını;
FL 3 DENEY 4 MALZEMELERDE ELASTĐSĐTE VE KAYMA ELASTĐSĐTE MODÜLLERĐNĐN EĞME VE BURULMA TESTLERĐ ĐLE BELĐRLENMESĐ 1. AMAÇ
 Malzemelerde Elastisite ve Kayma Elastisite Modüllerinin Eğme ve Burulma Testleri ile Belirlenmesi 1/5 DENEY 4 MAZEMEERDE EASTĐSĐTE VE KAYMA EASTĐSĐTE MODÜERĐNĐN EĞME VE BURUMA TESTERĐ ĐE BEĐRENMESĐ 1.
Malzemelerde Elastisite ve Kayma Elastisite Modüllerinin Eğme ve Burulma Testleri ile Belirlenmesi 1/5 DENEY 4 MAZEMEERDE EASTĐSĐTE VE KAYMA EASTĐSĐTE MODÜERĐNĐN EĞME VE BURUMA TESTERĐ ĐE BEĐRENMESĐ 1.