TÜNEL AÇMA MAKİNALARINDA KAZICI UÇLARIN AŞINMALARINA ETKİ EPEN FAKTÖRLER VE ETKİLERİ
|
|
|
- Ahmet Emin
- 8 yıl önce
- İzleme sayısı:
Transkript
1 TÜNEL AÇMA MAKİNALARINDA KAZICI UÇLARIN AŞINMALARINA ETKİ EPEN FAKTÖRLER VE ETKİLERİ THE FACTORS AND THEIR EFFECTS ON THE PICK WEAR OF THE ROADHEADERS Sabri ALTINOLUK(') OZBT Madencilikte kullanılan gerek bomlu tip tünel açma aakinaları ta e gerekse kömür kasıoı aaklnalar ile kası İşlevi kasıoı kafa Usarlndaki uçlar tarafından yapılır«hakanisa kazının başarısının anahtar faktörü, kasıoı uçların maliyetleri ve dayanıklıkları&ır. Bu uçların kası sırasında açınmaları makim performansının düşmesine ve Önemli taknlk re ekonomik problemlere sebep olur. İsınmaya etki eden faktörlerin bilinmesi ile bunların mekanize kası Userindeki ters etkileria zaltılabilir. Bu bildiride kasıoı uç aşınmalarına etki adan önemli bası faktörlerin etkileri yapılan deney sonuçlarına dayanılarak verilmektedir. ABSTRACT Rook excavation with either roadheaders or shearer drums used in mining is done by the pics on their cutter heads or drums* The key factors on the success of the mechanised excavations are the costs and the tool durability. Pick wear reaching high proportions during oatting due to the various factors affect the machine's performance and presents considerable technloal and economic problems. By understanding these factors and their influences t the adverse effects of piek wear on meobanlzed underground excavations can be minimised. In this paper, the effects of some main factors on pick wear derived from the experiments are given. * Dr. Maden Mühendisi.Btibank Bursa Maden tgl. Mües. BURSA 285

2 1* GİRİŞ Günümüzün gerek madencilik gerekse inşaat sektöründe yeraltında kau yaparak artan galeri ve tünel açma ihtiyacı kargısında giderek mekanize kazı sistemlerine yönelinilmektedir. Dana hisli Te ekonomik galeri açmak için tünel açma makinaları kullanılmaktadır. Makina 1- le kanda klasik yöntemden farklı olarak delme re patlatma island, ortadan kaldırıldığı İçin patlatmaların yan etkileri de önlenmiştir. Patlatma etkisinin istenmediği yerlerde, mesela şehirlerde metro TO kanalizasyon tünelleri açılman gibi, tünel açma makinalamnın kullanılmaları zorunlu hale gelir. Tünel açma makinaları Ï.B.M denilen tam cephe, ve Roadheader olarak adlandırılan bomlu galeri açma makinaları olmak üzere iki gruptur. Madenoilik sektöründe çoğunlukla manevra kabiliyetlerinin ve çalışma şartlarına daha kolay adapte edilebilmeleri, montaj ve işletme kolaylıkları dolayısı ile bomlu tip makinalar kullanılır. Bomlu galeri açma makinalarında kazı işlemi döner kafa üzerindeki kazıcı uçlar tarafından gerçekleştirilir. Bu uçlar makina gücünü kayaca direk olarak ileten elemanlar olarak önem kazanmaktadır* Bu sebeple makine ile kazınınbaşarılı olabilmesi tamamen kazıcı uçların performansına bağlıdır. Mekanize kazının ekonomik başarısının anahtar faktörü kazıcı uç maliyetleri ve ilerleme hızlarıdır. Sert ve aşındırıcı kayaçlarda uç aşınmaları çok yüksek oranlara erişir, önemli teknik ve ekonomik problemlere sebap olur. Kazıcı uçların kullanımında belirleyici faktör aşınmadır. Bu hem uç sarfiyatının artmasına hem de kazı ilerleme hızlarının düğmesine neden olur. Uçlar ağınmaya dayanıklı sinterlenadş tungsten karbürden imal edilirler. Bu metaryel tungsten karbür ve kobalt kompozisyondur, fiziksel ve mekanik özellikleri alaşım kompozisyonu ve mikrostrüktüru değiştirilerek ayarlanabilir. Bu şekilde farklı kazı şartları için değişik Özelliklerde uç imal edilir. Aşınmayı etkileyen faktörler uç materyalinden kazılan kayacın özelliklerine kadar çok geniş bir sahayı kapsamaktadır. Kazıcı 286

3 uçların aşınması sonucunda makinanın kazı performansı düşer, kesme kuvvetlerinde birkaç misli artış olur. Kası için ihtiyaç duyulan makine gücü de o oranda artar. Uçların kayaya girmeleri zorlaştığından kesme derinliği düşer,makine, vibrasyonları artar nihayet kurul«güç kazı yapmaya yetersiz hale gelebilir. Bu konuda İngiltere'nin Newcastle upon ïyne üniversitesinde yazarın yapmış olduğu doktora çalışmasının bası sonuçları bu bildiride verilmektedir» Radyal Uç Kalem Uç Şekil 1 Kazıcı Uçlar 2. TESTLER VE ÖLÇÜ PARAMETRELERİ Deneyler laboratuvar ^artlarında 9 tip tungsten karbür kompozisyonu vs 5 değişik kayaç kullanılarak gerçekleştirilmiştir. Tungsten karbür kazıcı uçlar özel olarak imal edilmişlerdir. Test kayaç numuneleri yaklaşık 1 metre çapında 0.5 metre yüksekliğinde sllindirik olarak hazırlanmış ve uçlar bu numuneler üzerinde dönme hareketi İle gerçek kazı örneğine benzetilerek test edilmiştir. Belirli kesme uzunlukları sonunda uçlara gelen kuvvetler ile aşınma miktarları ölçülmüştür. Aşınma miktarları uçlarda meydana gelen aşınma yüzeyinin genişliği olarak ve aynı zamanda uçtaki ağırlık kaybı olarak iki parametre İle belirlenmiştir. Kesme kuvvetleri 3 eksenli bir dinamometre aracılığı ile bir SE

4 kaydedici enstrumsntaayon kullanılarak ölçulmu v tür. Bu enatrüman bir enerji üniteai, bir amplifikatör re bir integrator Unitesinden oluşur, y bir U.V kaydedioialne bağlanmıştır. Keane eanasında uca gelen kuvretin 3 eksen bileşenleri Ü.V duyarlı kağıt Qserine kaydedilir. 2.1 ölçülen Parametreler ölçülen birçok parametre içinde deney sonuçlarının yorumlanmasında kullanılan başlıca parametreler şunlardır t Ağırlık Kaybı s Kası sırasında uçtan acınarak azalan kütle Aşınma Yüzeyi t Uçta aşınma ile kesme kenarında oludan a w ınmi9 yüşeyin genişliği (mm) Kesme Kurveti t uca gelen kesme yönündeki kurvet ( kh ) Hormal Kurtret t Oca gelen, kesme yönüne re yüzeye dik kurret ( kh ) Spesifik Enerji t Bir birim kazı için harcanan enerji (mj/m 2.2 lest Uçlarının özellikleri Çizelge 1 Uçların Ketalürjik özellikleri»o Kobalt 1 Karbon % Tane Boyu miîrwœ s«rt: Hv
 Kesme Kurveti t uca gelen kesme yönündeki kurvet ( kh ) Hormal Kurtret t Oca gelen, kesme yönüne re yüzeye dik kurret")
5 2.3 Vest Sayaçlarının Özellikleri Çizelge 2 Test Kayaçlarının Fiziksel ve Mekanik Özellikleri Kayao Türü Yoğunluk 3 gr/cm Tek Eksenli Basma Day. MPa Çekme Day. MPa Statik Blastik Mod. OPaJD Springwell Kunta,! Blton Kumtası Penrith Kumtası D. Kumta«ı m. Kireçtaşı Dinamik Elastik Hod. QPa Kuvars * Kuvars Tane Boyu, mm HCB Konik D. Sertliği Springwell Kuatacı Blton Kumtası Penrith Kumtası D. Kumtası m* Kireçtaşı , TÜHOSTEK KARBÜBÖN ÖZELLİKLERİ Tungsten karbür alaşımının üretiminde sinterleme tekniği kullanılır, günkü monokarbürün bosunması sebebiyle standart metal proses yöntemlerini kullanmak mümkün olmaz. Temel üretim prosedürü ilk keşfedildiğinden buyana pek fazla değişmemiştir. Prosesin»nemli adımları»öyledir (Powell,1973). 1. Tungsten cevher konsantresi (şelit veya volframlt) amonyum paratungstat,tungstik asit, veya tungstik okside indirgenir. 2. Bu kimyasalların hidrojenle indirgenmesi ile saf tungsten 289

6 elde edilir. 3. Saf metal toza saf karbon tosu ile oksijensiz ortanda ısıtılarak karbürüz«edilir. 4. Tungsten karbür kobalt ile belirli oranlarda karıştırılarak öğütülür ve iyi bir «eklide karışmış ve dağılan.» duruşa getirilir» Karbür tanelerinin etrafı tasasen kobalt ile kaplanması sağlanır. 5. öğütülen metaryel kurutulur, kalıplara preslenir ıe hidrojen veya vakun fırınlarında slnterlenerek kazıcı uç olabilecek kalitede sert metal elde edilir. Kalıplara preslenen karışım son boyutlarda sinterleme esnasında lineer olarak $20 azalma payı o- laoak şekilde boyutlandırılır. Bazen sinterleme iki aşamada yapılır ı önoe 800 C de 5saat Sn sinterleme yapılır ve istenirse bu parçalar işlenerek düzgün sekil verilir. Saha sonra C de yarım saat son sinterlemeye tabi tutulur. Özel uygulama alanları İçin izostatik presleme tekniği kullanılır. Bu teknikte sin - terleme esnasında parçalara belli bir basınç uygulanmaktadır. Bu şekilde porozitesl az daha dayanıklı ürün elde edilebilmektedir. längsten karbürün özellikleri, üretim prosesine.kompozisyona ve birçok diğer faktöre bağlı olarak değişir. Bu faktörler üretim esnasında kontrollü olarak değiştirilerek farklı kalite ve özellik gösteren sert metaller elde etmek mümkün olmaktadır. tfuphesis tungsten karbür üretim prosesi çok geni$ bir konudur. Bildiri ko - susunun dağıtılmaması için burada kısaoa açıklanmıştır. Sintere tungsten karbür - kobalt alaşımlarının özellikleri, kobalt ve karbon miktarlarına, tane boyutuna, iapüritelere, katkı maddelerine, poroziteye bağlı olarak değişir. Fiziksel ve mekanik bası özelliklerin metalürjjik kompozisyon ile değimimi /Çizelge 3 te verilmiştir. 4. KAZICI UÇLARDA QÖBÜLBÄ AŞINMA ÇBgİTLBRİ 4.1 Kayaçların Keski Uç Btkisi île Kırılma Mekanizması Bir keski tip kazıcı uç kayaç ile temas ettiğinde yüzeyden belirli bir derinlikte ( kesme derinliği ) kayaçta bir kırıma 290

7 çatlağı oluşarak küçük: bir parça koparak ayrılır. Uç kesme yönünde ilerleneye devan eder ve bu arada kesici uç kayaç ile temas tadır. Yeni bir çatlak oiaşur ve yeni bir parça kopar ve kazı hareketi bu gekilde devam eder. Bu süre içinde herbir çatlak oluşumunda uoa etki eden kuvvetler yükselir v«parçanın kopması ile azalır. Kaya yüzeyi ile uç devamlı temas halinde olup sürtünme vardır. Hetice olarak uç metalinin sıcaklığı artar v«bu etkiler İle uçta açınma olur. Şekil 2 de kası sırasında kayaçtan parçaların kopması, aşınmanın gelişmesi ve etki eden kuvvetlerdeki değişme şematik olarak göste riimletir. Çizelge 3 Tungsten Karbürün MetalÜrjik Özellikleri WC-Tane Boyutu (mikron) Co % si % TiC % si % TaC % si % Yoğunluk Gr/em Sertlik Hv T.R.S MI» Basınç Mukavemeti Mim Kopresiv Yorulma 2.10 d.mpa Elastik Modülü OPa Poisson Oranı Termal İletkenlik W/m C Aşınma Mekanizmaları Kayaçlan kazıcı uçlar ile keserken birkaç çeşit aşınma mekanizması görülebilir, (0sborn,1969). Bunların başlıoalarıı 1. A bra si v aşınma 2.Mikroparçaların kopması, impakt yorulma 3.Termal yorulma ve termal şok 4.İmpakt hasar ve tamamen parçalanma Değişik tip mekanizmalar aynı anda etkili olabilir. Ancak en fazla olan diğerlerini maskeler. Tatbikatta bir tür aşınmayı azaltmak genellikle bir başka tür aşınmanın ortaya çıkmasına neden olabilir. 291

8 Yeni Uç Aşınmış Uç w : Aşınma Yüzeyi r : On açı Şekil 2. Uçlarda Aşınmanın Oluşumu ve Kuvvetlerin Artışı 5. KAZICI UÇLARDA AaHWAÏA ETKİ EDEN FAKTÖRLER Ug aşınmalarına etki eden faktörler çok çeşitli olup birbirleri ile de etkilettikleri için kompleks bir konu oluşturmaktadırlar. Bu faktörleri başlıca su gruplarda inceleyebiliriz i 1* Tungsten karbur oetalttrjik kompozisyonu Te buna bağlı faktörler 2«Kazıcı uç geometrisi 3* Kazılan kayacın özellikleri 4* Kazı şartları ve isletme faktörleri 5*1 Tungsten Karbür Metalürjik Kompozisyonunun Etkileri Uçların fiziksel re mekanik özellikleri ile birlikte acınma dirençleri de kompozisyon re mikro yapı ile önemli ölçüde değinir. Kompozisyonu oluşturan tungaten karbür, kobalt ve karbürdeki karbon miktarları acınma üzerinde önemli etkilere sahiptir. Buradaki belirgin faktör kobalt olup artması ile acınma artmaktadır.karbonun limit sınırlar içinde değişiminin etkisi nispeten azdır. Karbür tane boyutu da ağınma üzerinde önemli rol oynamaktadır. Tane boyutu 292

9 293
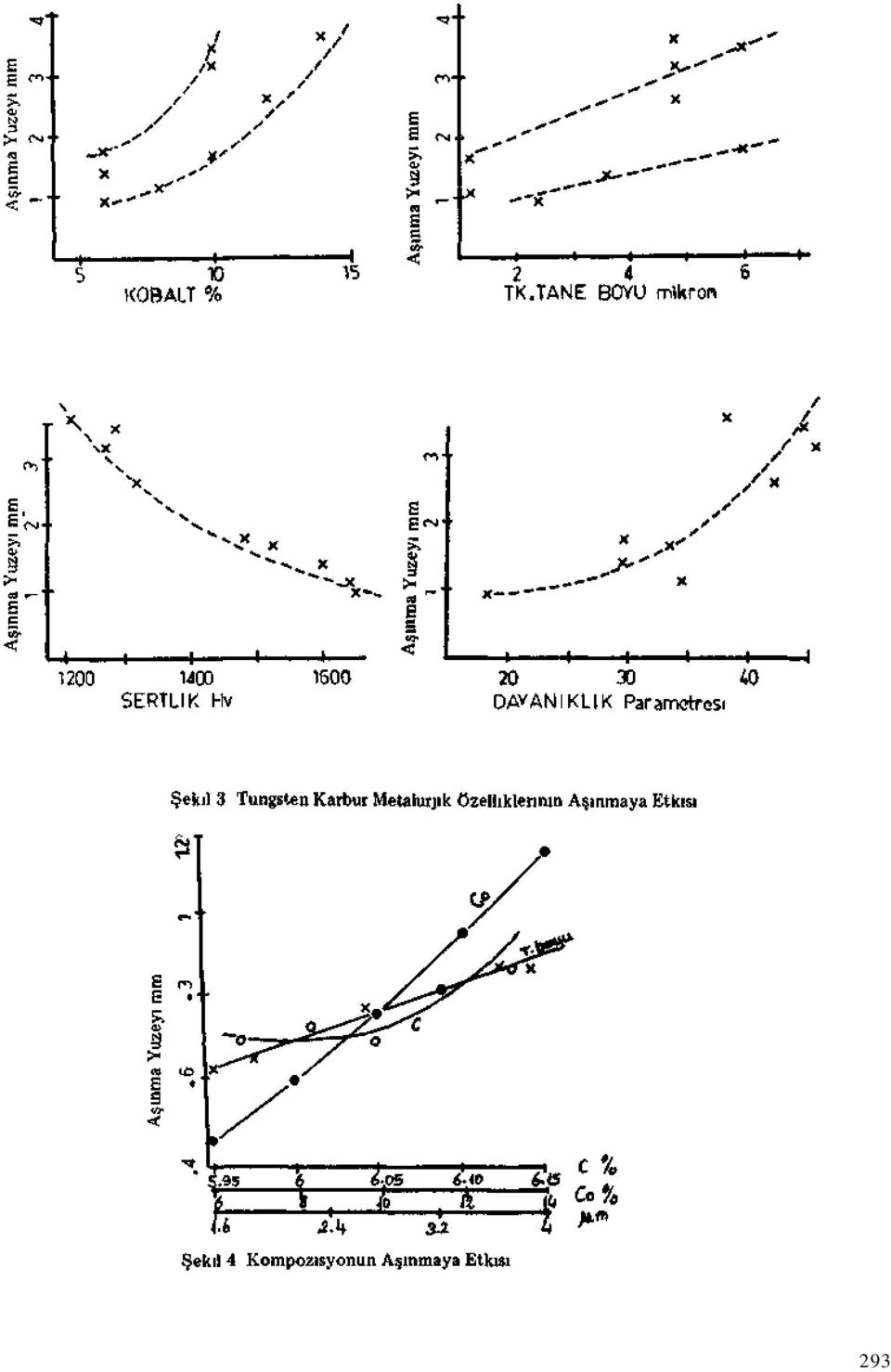
10 azaldığında a 9 ınaa direnci artmaktadır. Kompozisyonda kobalt miktarının azaltılması ucun sertliğini arttırırken aynı zamanda kırılganlığın artmasına sebep olur ve bu da kazıcı uçlar için is - tenmeyen bir durumdur. Sert ve mukavim kayaçlarda uç kırılıp parçalanabilir. Bu sebeple kobalt miktarı fazla azaltılmamalı, böyle ortamlar için acınma direncinin arttırılması tane boyutunu küçülterek sağlanmalıdır. Tamamen abrasiv aşınmanın hakim olduğu ortamda kobalt miktarı % 6'ya kadar indirilerek önemli derecede aşınma direnci elde edilebilir, sekil 3'de Elton Kumtaşında yapılan deney sonuçlarına göre kompozisyonun, sertlik ve dayamlığın acınmaya etkileri grafik olarak görülmektedir. Tungsten karbürün sertliği arttıkça a y ınma miktarı düzgün bir vekilde azal - maktadır. Buna ters olarak dayanıklılık(toughness) arttıkça aşınma miktarı artmaktadır. Gerçekten de bu iki parametre birbirler ini ters olarak etkilemektedirler. Daha önce yapılan bir araştırmada kompozisyon değişkenlerinin etkileri ayrı ayrı tesbit edilmiştir,(harle,1976). Sonuçlar birbirleri ile benzerlik gös - temektedir. A v ınmaya en fazla etkisi olan değişken "Kobalt* daha sonra "iane büyüklüğü' ve en sonra da Karbon miktarıdır^, (Şekil Uç Geometrisi Yan G. ön G. Şekil 5. Uç Geometrisi Temel Açıları Kesici uç geometrisinin uç ağınmaları üzerine etkisi büyüktür. Açicna üzerine en fasla etkisi olan faktör klerans açısıdır* Bu açı ucun alt yüzeyi ile kaya yüzeyi arasında kalan açı olup 5 294

11 dereceden fazla açılarda aşınmanın etkisi azalmaktadır. Saba küçük açılarda ise aşınma giderek artan oranlarda fazlalaşmaktadır. 5 derece burada dönüm noktası olmaktadır. Ucun ön yüzeyi ile kayaç yüzeyine dik düzlem arasındaki açı (rake açısı) a 9 ınma üzerinde fazla etkili değildir.bu sebeple tatbikatta mukavemetin fazla olması için uçlarda bu açı negatif 10 derece civarında olmalıdır. Yine yan açılar da aşınma üzerinde pek etkili değildir. Uç genişliğinin de a«ınma üzerine önemli, bir et - kişi yoktur. Hakinalarda kullanılan kazıcı uçlar genellikle kompleks geometrik şekillerde olmaktadırlar. Değişik şekilli uçlar ile yapılan deneyler sonucunda birim hacim kazı başına en az aşınma gösteren uç alt yüzü radyal ve ön yüzü 110 derece sivri açılı uç olmuştur. Şekil 6 da en az aşınma gösteren uç şekli görülmektedir. Şekil 6. Radyal Tabanlı ve V tabanlı Test Uçları 5.3 Kayaç özelliklerinin Etkileri Kazı yapılan kayacın fiziksel, mekanik ve mineralojik özellikleri a.ınaayı önemli şekilde etkilemektedir. Sert, içinde kuvars gibi aşındırıcı mineral miktarı fazla olan kayaçlarda a w ınma fazla olmaktadır. Aşınma üzerine etkisi olan kayaç özellikleri önem sıra sına göre şu şekilde sıralanabilir t 1. Kuvars ve diğer sert mineral muhtevası 295

12 296 Şekil 7. Kayaç özelliklerinin Aşınmaya Etkileri

13 2. kuvars tanelerinin ortalana tane boyu 3. sert minerallerin tane şekilleri 4. tanelerin birbirleri ile bağlantı şekilleri ve dolgu 5. kayacın mukavemeti ( basma ve çekme dayanımı ) Burada not edilmesi gereken husus bu faktörlerin tek tek etkilerinden çok birlikte etkileri önemlidir. Sn önemli faktör kayacın yapısındaki kuvars ve diğer sert mineral muhtevası ve bunların tane boylarıdır. Her iki faktör arttıkça uç aşınmaları da artar. Kayacın mukavemetinin tek başına etkisi azdır. îçiride kuvars olmayan kireçtaşı gibi mukavemeti fazla kayaçlarda abraelv aşınmaya pek rastlanmaz. Kayacın içinde kuvars varsa ancak o zaman aşınma mukavemet İle artar. Bünyesinde kuvars ve dlger sert mineraller olmayan kayaçlarda kazı uçları a) mlkroparçaların kopması b) termal sok veya c) uç mukavemetinin kazı kazı kuvvetlerine yenilmesi sonucu uç kırılmaları şeklinde ortaya çıkar. Bir genelleme yapmak gerekirse bileşiminde kuvars olmayan kayaçlarda kası uçlarının aşınması diğer formasyonlara nispeten daha az olur. Aşınmaya en dayanıklı tungsten karbür test uou ile değişik kayaçlarda yapılan deney sonuçlarına göre, ağınma miktarı kayaç o* - «elliklerinden kuvars muhtevası, kuvars tane boyu ve basma nukavemeti İla İyi bir korelasyon göstermektedir. Şekil 7' de görüldüğü gibi bu faktörlerin artması ile aşınma miktarı hemen hemen lineer olarak artar. Görüleceği üzere en büyük etkiyi kuvars miktarı yapmaktadır. Kuvarsın % 63' ten % 84'e çlkması ile aşınma yüzeyi 0*5 mm 1 den 4misli artarak 2 mm 1 nin üzerine çıkmaktadır. 5.4 Kazı Şartları ve İşletmeye Bağlı faktörler Kazı şartları ve maklnanın kullanımında operatörün ustalığı ve aynada kası işlemini yapış tarzı, kesioi kafanın aynada ha - raket şekli yanal veya dikey hareketi, kesioi kafa veya tamburun dizaynı, uçların sprey veya su jetleri ile soğutulmaları gibi faktörler aşınma üzerinde önemli etkilere sahiptirler. Bu faktörler kısaca şunlardır : 297

14 298
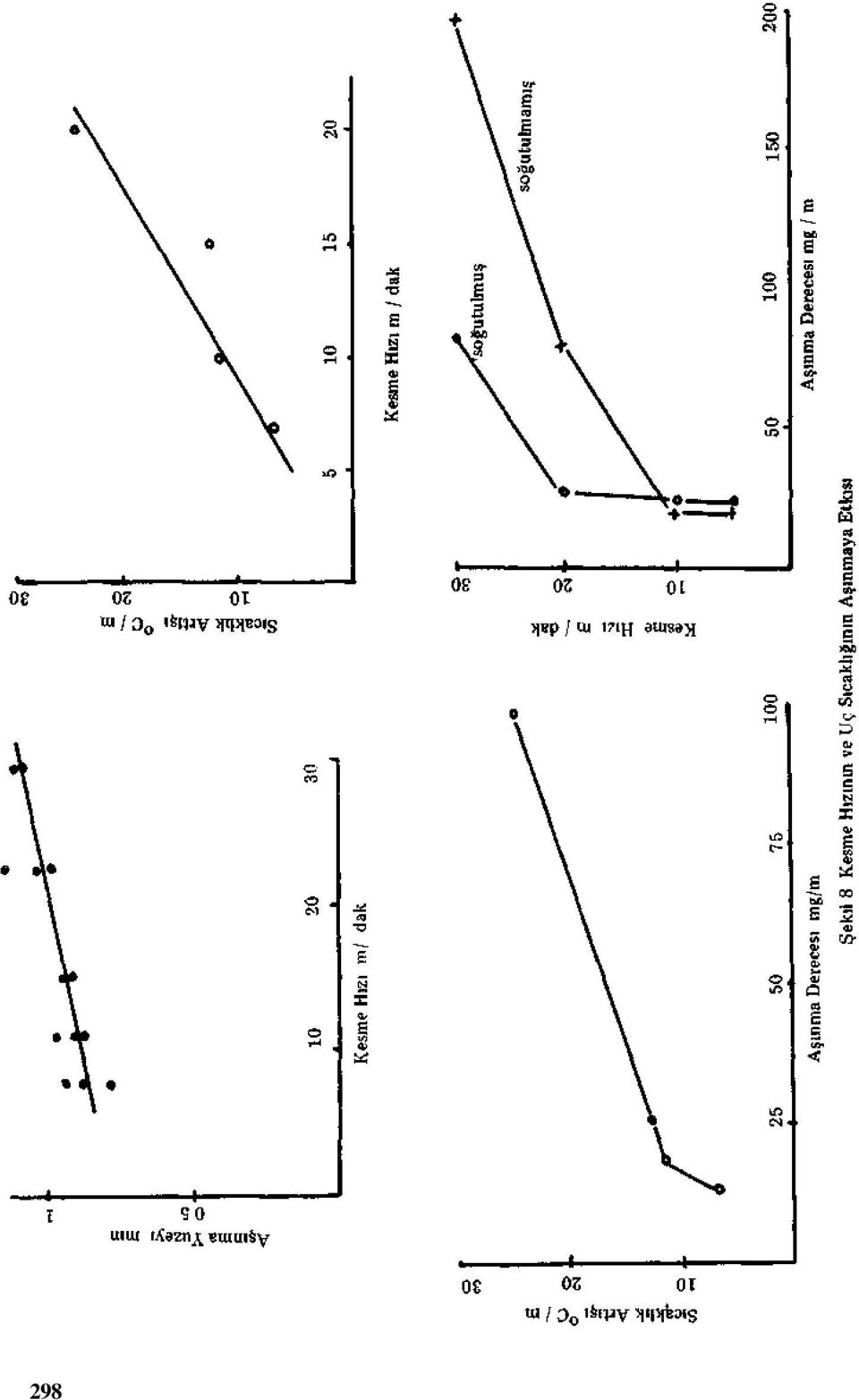
15 1. Kesw» hısı : Kazı sırasında kazı ucunun kaya üzerindeki hızıdır. Hız arttıkça uç aşınması artar. Kesme hızı uçta sıcaklığın artmasına neden olur ve sıcaklık arttıkça aşınma giderek hızlanır. Kesme hızı ve bu esnada ortaya çıkan ısının artmasının a v ınma miktarına etkisi «ekil 8 de görülmektedir. Eğer sıcaklık belli bir kritik sıcaklığa ulaşırsa aşınma çok ani olarak artar. Aşınmayı minimuma indirebilmek için aşındırıcı ortamda kesme hızı düşürülmektedir. Bu amaçla tünel açma makinalarının döner kafaları birden fazla dönme hızları Bağlıyacak şekilde dizayn e- dilmektedirler. 2. Kesme derinliği : Kesme derinliği ucun kayaca girme miktarıdır. Genelde aşınma Üzerine fazla bir etkisi yoktur. Ancak çok düşük derinliklerde sürtünme arttığı için a y ınma artar. Bu yüzden mümkün olduğunca kesme derinliği arttırılmalıdır. 3. Kesme uzunluğu t Kesme uzunluğu uoun kazı süresinde katettiği yoldur. Bu kesintisiz şekilde yapılan kazı süresi ile direk olarak ilgilidir.kesme uzunluğu arttıkça aşınma da doğal olarak artar. Aşınma yüzeyi kesme uzunluğu ile y =» a.x n üssel fonksiyonuna uyarak artmaktadır. Soleil 9 da bir test ucumda ölçülen kazı uzunluğuna bağlı aşınma miktarı görülmektedir. 4. Uçların soğutulması ve mekanik kazıda yüksek hızlı su jetlerinden yararlanılması ı Uçların su ile soğutulması aynı zamanda kazılan kaya kırıntılarını da ortamdan hızla uzaklaştırdığı için ve sıcaklığın acınmaya ters etkisini düşürdüğü için aşınmayı azaltır«. ( Tecen, 1987 ). 5. Diğer faktörler t İsletme şartlarına bağlı diğer faktörlerin en önemlisi kazıoı tambur veya kafa üzerinde uçların dizaynıdır. Bunlar uygun aralıklarla olmalıdır. Aksi takdirde kazı ran - dımanı düşeceği gibi aşınması da artar. Ayrıca operatörün maki - nayı kullanmadaki başarısı da etkili bir faktördür. Kazıcı kafa aynada formasyonu en kolay kazacak tarzda bir hareket yapmalıdır. 299

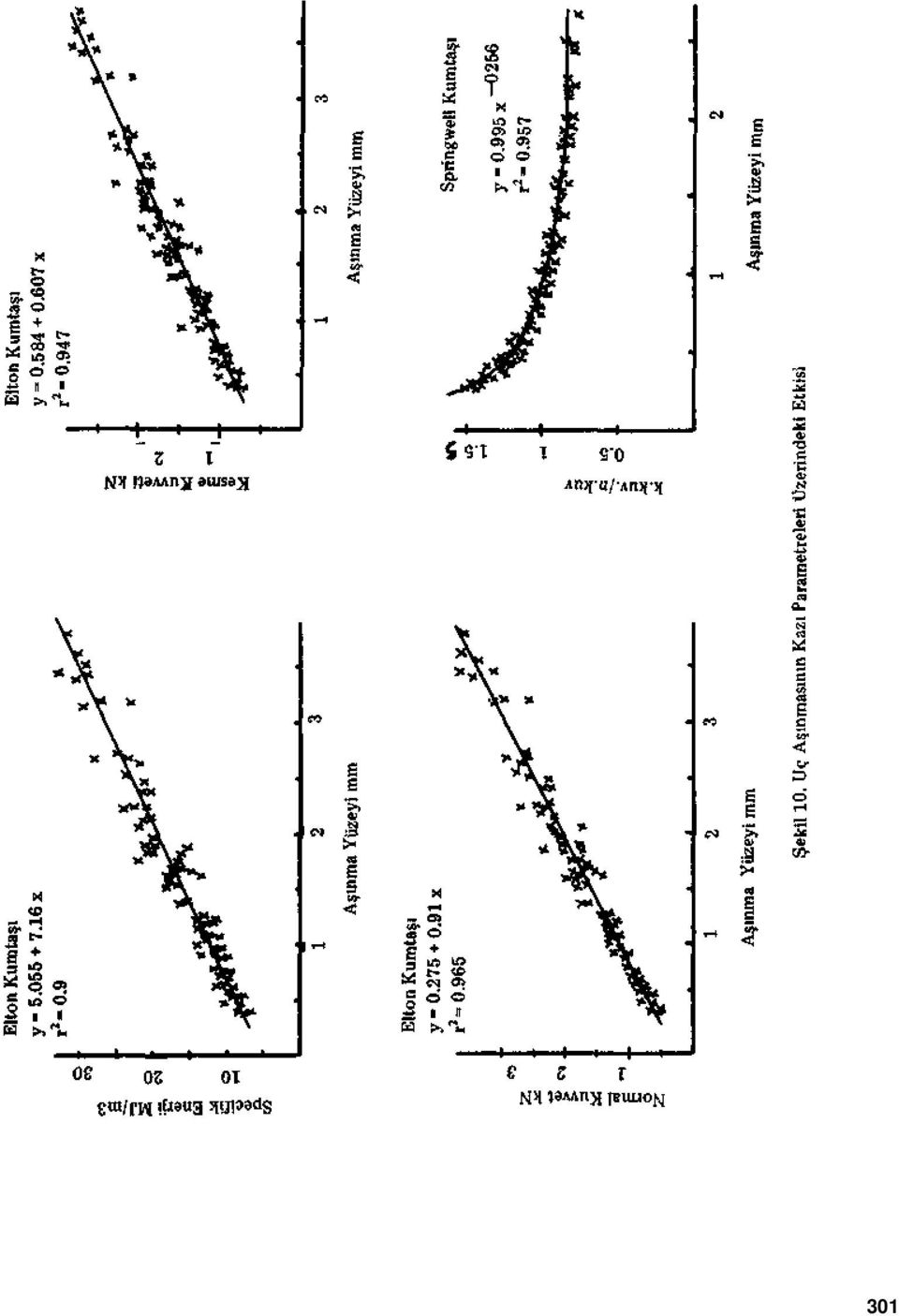
16 6. UÇ AŞIRMALARININ KAZI RANDIMANINA ETKİSİ Kazıcı uçların aşınması makina ile kazı işleminin ekonomik ve teknik başarısını direki olarak etkiler. Aşınma sonucu uçlara dolayı sı ile kazıcı kafaya gelen kazı kuvvetlerinde ve spesifik enerjide on misline varan artışlar olur, kazı randımanı düşebilir. Uçlara gelen kesme kuvveti, normal kuvvet ve spesifik enerjinin aşınma yüzeyine bağlı olarak değişimi şekil ıo'da görülmektedir. Burada önemli olan nokta normal kuvvetin,yani kazıcı ucu kayaç içinde belli bir derinlikte tutmak için makina tarafından uca etki ettirilen kuvvet yeni uçlara nazaran aşınan uçlarda birkaç misil artmasıdır. Bu da aynı iş için daha ağır vegüçlu ma İtinalar gerektirir. 7. SONUÇLAR Tünel açma makinalarinın kazıcı uçlarında oluşan aşınma mekanıze kazının ekonomik ve teknik başarısını direk olarak etkiler. Bu sebeple uç seçimleri çok önemlidir. Uçlar aşınmaya dayanıklıkla - rina göre seçilmelidir. Fazla aşınan uçlar, uç sarfiyatının artması 300

17 301
18 İle nallyetlerl yükseltmekle kalmaz aynı zamanda uç değişimi yapmak için maklnanın durdurulması dolayısı ile kazı randımanının duşmesine neden olur. Ilekanize kazı uygulamasından önce kazı yapılacak formasyonların ezellikleri mutlaka incelenmeli, aşındıraoılıkları tespit - dilme11 kazıoı makina bu özelliklere göre seçilmelidir» Kazı şartları ve kayaç özellikleri ; makina gücünü, ağırlığını, kafa dizaynını ve uç özelliklerini belirleyici etkilere sahiptir. Kazıcı uçlardaki aşınma azaltılarak uçların faydalı ömürlerini arttırmak için değişik kazı şartlarında değişik metalurjik kompozisyonda ve geometrik şekilde uç kullanmak gerekebilir. Tungsten karbürün kompozisyonu parametrelerinden kobalt miktarı Te karbür tane boyu arttıkça aşınma artar, sertlik arttıkça aşınma azalır. Bu parametreler değiştirilerek farklı özelliklerde uç üretimi mümkündür. Kuvars miktarı fazla fakat mukavemeti yüksek olmayan ( 80 MPa dan az ) abrasiv kayaçlarda kobalt miktarı az ( 6 ) tane boyu küçük ( 3.6 mikron ve altı ) sertliği yüksek (1600 Hv) tungsten karbür kompozisyonu seçilmelidir. Ancak mukavemeti yüksek kayaç - larda bu kompozisyon kırılgan olacağından küçük tane boyu (1.2 mikron) fakat yüksek kobalt ( % 10 ) ihtiva etmelidir. Termal şok ve termal yorulma ile aşınmanın hakim olduğu kireçtaşı gibi sert fakat kuvars içermeyen kayaçlarda ise karbür tane boyu bir miktar arttırılmalıdır. Bütün bu kompozisyonlarda karbon % ara - sında olmalıdır. Aşınma üzerinde en çok etkisi olan geometrik faktör uç alt yüzeyi ile kayaç arasındaki klerans açısıdır. Bu açı 5 den fazla olmalıdır. Kompleks uç şekillerinden alt yüzeyi radyal ön yüzü 110 derece Vaçılı uç diğerlerinden daha iyi sonuç vermiştir. Aşınmaya etki eden faktörleri bütün detayları ile derinlemesine açıklamak bildiri sınırları içinde mümkün olmamarştır. Burada başlıca faktörler mskanize kazıyı uygulayıcı mühendise bir fikir vereosk şekilde açıklanmıştır. 302

19 KAYNAKLAR 1. ALTINOLUK, S., 1981 ; "investigations Into Ina Effects of Tungsten Carbide Composition and Geometry on The Durability of Rook Cutting Tools", Doktora Tezi, The university of Newcastle upon Tyne. 2. POWELL, R.J.,HKKtlCÖLU,O.Z.,ALTINOLÜK,S., 1987; "Drag Tools Employed on Shearer Drune and Roadheaders", Türkiye Madencilik Bilimsel ve Teknik 10. Kongresi. 3. TECEN, 0., 1987«"Hidromekanlk ve Mekanik Kesicilerin Çeşitli Kayaglarda Performanslarının Karşılaştırılması", Türkiye Ma - dencllik Bilimsel ve Teknik 10. Kongresi. 4. HARLB, M.R., 1977; "Investigations Into The Effects of Tungs ten Carbide Composition on The Durability of Rock Excavation Tools", Ph.D. Thesis, Univ. of Newcastle upon Tyne, England. 5. SPRÎGGS,G.E.,BETTLE,D.J., "The Properties and End Uses of Cemented Carbides", Powder Metallurgy,1975 Vol.18 No SB0RN,H.J., 1969; "Wear of Rock Cutting Tools", powder Metallurgy,Yoll2,Ho

20

G.L.İ. TUNÇBİLEK LİNYİT MADENİNDE KULLANILAN GALERİ AÇMA MAKİNASI KAZI PERFORMANSI İLE KAYAÇ ÖZELLİKLERİNİN KARŞILAŞTIRILMASI
 G.L.İ. TUNÇBİLEK LİNYİT MADENİNDE KULLANILAN GALERİ AÇMA MAKİNASI KAZI PERFORMANSI İLE KAYAÇ ÖZELLİKLERİNİN KARŞILAŞTIRILMASI Naci BÖLÜKBAŞI(*) Hasan ÇAM(**) ÖZET Bu bildiride, G.L.İ. Tunçbilek Linyit
G.L.İ. TUNÇBİLEK LİNYİT MADENİNDE KULLANILAN GALERİ AÇMA MAKİNASI KAZI PERFORMANSI İLE KAYAÇ ÖZELLİKLERİNİN KARŞILAŞTIRILMASI Naci BÖLÜKBAŞI(*) Hasan ÇAM(**) ÖZET Bu bildiride, G.L.İ. Tunçbilek Linyit
HİDROMEKANİK VE MEKANİK KESİCİLERİN ÇEŞİTLİ KAYAÇLARDA PERFORMANSLARININ KARŞILAŞTIRILMASI
 HİDROMEKANİK VE MEKANİK KESİCİLERİN ÇEŞİTLİ KAYAÇLARDA PERFORMANSLARININ KARŞILAŞTIRILMASI Orhan TECEN (*) ÖZET Tam mekanize bumlu galeri açma makinalarını yüksek basınçlı su jetleri ile birlikte kullanarak
HİDROMEKANİK VE MEKANİK KESİCİLERİN ÇEŞİTLİ KAYAÇLARDA PERFORMANSLARININ KARŞILAŞTIRILMASI Orhan TECEN (*) ÖZET Tam mekanize bumlu galeri açma makinalarını yüksek basınçlı su jetleri ile birlikte kullanarak
BÖLÜM#5: KESİCİ TAKIMLARDA AŞINMA MEKANİZMALARI
 BÖLÜM#5: KESİCİ TAKIMLARDA AŞINMA MEKANİZMALARI Kesici Takımlarda Aşınma Mekanizmaları Aşınma, kesicinin temas yüzeylerinde meydana gelen malzeme kaybı olarak ifade edilir. Kesici Takımlarda Aşınma Mekanizmaları
BÖLÜM#5: KESİCİ TAKIMLARDA AŞINMA MEKANİZMALARI Kesici Takımlarda Aşınma Mekanizmaları Aşınma, kesicinin temas yüzeylerinde meydana gelen malzeme kaybı olarak ifade edilir. Kesici Takımlarda Aşınma Mekanizmaları
Kovan. Alüminyum ekstrüzyon sisteminin şematik gösterimi
 GİRİŞ Ekstrüzyon; Isı ve basınç kullanarak malzemenin kalıptan sürekli geçişini sağlayarak uzun parçalar elde etme işlemi olup, plastik ekstrüzyon ve alüminyum ekstrüzyon olmak üzere iki çeşittir. Biz
GİRİŞ Ekstrüzyon; Isı ve basınç kullanarak malzemenin kalıptan sürekli geçişini sağlayarak uzun parçalar elde etme işlemi olup, plastik ekstrüzyon ve alüminyum ekstrüzyon olmak üzere iki çeşittir. Biz
YAPI MALZEMELERİ DERS NOTLARI
 YAPI MALZEMELERİ DERS NOTLARI YAPI MALZEMELERİ Herhangi bir yapının projelendirmesi ve inşaatı aşamasında amaç aşağıda belirtilen üç koşulu bir arada gerçekleştirmektir: a) Yapı istenilen işlevi yapabilmelidir,
YAPI MALZEMELERİ DERS NOTLARI YAPI MALZEMELERİ Herhangi bir yapının projelendirmesi ve inşaatı aşamasında amaç aşağıda belirtilen üç koşulu bir arada gerçekleştirmektir: a) Yapı istenilen işlevi yapabilmelidir,
FZM 220. Malzeme Bilimine Giriş
 FZM 220 Yapı Karakterizasyon Özellikler İşleme Performans Prof. Dr. İlker DİNÇER Fakültesi, Fizik Mühendisliği Bölümü 1 Ders Hakkında FZM 220 Dersinin Amacı Bu dersin amacı, fizik mühendisliği öğrencilerine,
FZM 220 Yapı Karakterizasyon Özellikler İşleme Performans Prof. Dr. İlker DİNÇER Fakültesi, Fizik Mühendisliği Bölümü 1 Ders Hakkında FZM 220 Dersinin Amacı Bu dersin amacı, fizik mühendisliği öğrencilerine,
formülü zamanı da içerdiği zaman alttaki gibi değişecektir.
 Günümüz endüstrisinde en yaygın kullanılan Direnç Kaynak Yöntemi en eski elektrik kaynak yöntemlerinden biridir. Yöntem elektrik akımının kaynak edilecek parçalar üzerinden geçmesidir. Elektrik akımına
Günümüz endüstrisinde en yaygın kullanılan Direnç Kaynak Yöntemi en eski elektrik kaynak yöntemlerinden biridir. Yöntem elektrik akımının kaynak edilecek parçalar üzerinden geçmesidir. Elektrik akımına
PLASTİK ŞEKİL VERME (PŞV) Plastik Şekil Vermenin Temelleri: Başlangıç iş parçasının şekline bağlı olarak PŞV iki gruba ayrılır.
 Plastik Şekil Vermenin Temelleri: Başlangıç iş parçasının şekline bağlı olarak PŞV iki gruba ayrılır.") PLASTİK ŞEKİL VERME (PŞV) Metallerin katı halde kalıp olarak adlandırılan takımlar yardımıyla akma dayanımlarını aşan gerilmelere maruz bırakılarak plastik deformasyonla şeklinin kalıcı olarak değiştirilmesidir
PLASTİK ŞEKİL VERME (PŞV) Metallerin katı halde kalıp olarak adlandırılan takımlar yardımıyla akma dayanımlarını aşan gerilmelere maruz bırakılarak plastik deformasyonla şeklinin kalıcı olarak değiştirilmesidir
TOKLUK VE KIRILMA. Doç.Dr.Salim ŞAHĠN
 TOKLUK VE KIRILMA Doç.Dr.Salim ŞAHĠN TOKLUK Tokluk bir malzemenin kırılmadan önce sönümlediği enerjinin bir ölçüsüdür. Bir malzemenin kırılmadan bir darbeye dayanması yeteneği söz konusu olduğunda önem
TOKLUK VE KIRILMA Doç.Dr.Salim ŞAHĠN TOKLUK Tokluk bir malzemenin kırılmadan önce sönümlediği enerjinin bir ölçüsüdür. Bir malzemenin kırılmadan bir darbeye dayanması yeteneği söz konusu olduğunda önem
 Geometriden kaynaklanan etkileri en aza indirmek için yük ve uzama, sırasıyla mühendislik gerilmesi ve mühendislik birim şekil değişimi parametreleri elde etmek üzere normalize edilir. Mühendislik gerilmesi
Geometriden kaynaklanan etkileri en aza indirmek için yük ve uzama, sırasıyla mühendislik gerilmesi ve mühendislik birim şekil değişimi parametreleri elde etmek üzere normalize edilir. Mühendislik gerilmesi
KAYALARIN DELİNEBİLİRLİĞİNİ ETKİLEYEN JEOLOJİK ÖZELLİKLER. Adil ÖZDEMİR (adilozdemir2000@yahoo.com)
") (Sondaj Dünyası Dergisi, Sayı 5) www.sondajcilarbirligi.org.tr KAYALARIN DELİNEBİLİRLİĞİNİ ETKİLEYEN JEOLOJİK ÖZELLİKLER Adil ÖZDEMİR (adilozdemir2000@yahoo.com) 1.GİRİŞ Delinebilirlik, matkabın formasyondaki
(Sondaj Dünyası Dergisi, Sayı 5) www.sondajcilarbirligi.org.tr KAYALARIN DELİNEBİLİRLİĞİNİ ETKİLEYEN JEOLOJİK ÖZELLİKLER Adil ÖZDEMİR (adilozdemir2000@yahoo.com) 1.GİRİŞ Delinebilirlik, matkabın formasyondaki
İmalat Teknolojileri. Dr.-Ing. Rahmi Ünal. Talaşlı İmalat Yöntemleri
 İmalat Teknolojileri Dr.-Ing. Rahmi Ünal Talaşlı İmalat Yöntemleri 1 Kapsam Talaşlı imalatın tanımı Talaş kaldırmanın esasları Takımlar Tornalama Frezeleme Planyalama, vargelleme Taşlama Broşlama Kaynak
İmalat Teknolojileri Dr.-Ing. Rahmi Ünal Talaşlı İmalat Yöntemleri 1 Kapsam Talaşlı imalatın tanımı Talaş kaldırmanın esasları Takımlar Tornalama Frezeleme Planyalama, vargelleme Taşlama Broşlama Kaynak
İmalat Teknolojileri. Dr.-Ing. Rahmi Ünal. Talaşlı İmalat Yöntemleri malzemebilimi.net
 İmalat Teknolojileri Dr.-Ing. Rahmi Ünal 1 Talaşlı İmalat Yöntemleri malzemebilimi.net Kapsam Talaşlı imalatın tanımı Talaş kaldırmanın esasları Takımlar Tornalama Frezeleme Planyalama, vargelleme Taşlama
İmalat Teknolojileri Dr.-Ing. Rahmi Ünal 1 Talaşlı İmalat Yöntemleri malzemebilimi.net Kapsam Talaşlı imalatın tanımı Talaş kaldırmanın esasları Takımlar Tornalama Frezeleme Planyalama, vargelleme Taşlama
Metal kesmeyi anlama # /71
 Kesme işlemi Metal kesmeyi anlama Metal kesmeyi anlama Frezeleme ile tornalama arasındaki fark Değişen kesme kuvvetleri (stres). Değişen kesme sıcaklıkları (uç gerilimi). İşlemeden ödün verme Kesme koşulları
Kesme işlemi Metal kesmeyi anlama Metal kesmeyi anlama Frezeleme ile tornalama arasındaki fark Değişen kesme kuvvetleri (stres). Değişen kesme sıcaklıkları (uç gerilimi). İşlemeden ödün verme Kesme koşulları
MADEN MÜHENDİSLİĞİ BÖLÜMÜ MADEN VE TÜNEL KAZILARINDA MEKANİZASYON LABORATUVAR DENEY FÖYÜ
 MADEN MÜHENDİSLİĞİ BÖLÜMÜ MADEN VE TÜNEL KAZILARINDA MEKANİZASYON LABORATUVAR DENEY FÖYÜ Deney 1. Sievers Minyatür Delme Deneyi Deney 2. Kırılganlık(S20) Deneyi Deney 3. Cerchar Aşındırıcılık İndeksi (CAI)
MADEN MÜHENDİSLİĞİ BÖLÜMÜ MADEN VE TÜNEL KAZILARINDA MEKANİZASYON LABORATUVAR DENEY FÖYÜ Deney 1. Sievers Minyatür Delme Deneyi Deney 2. Kırılganlık(S20) Deneyi Deney 3. Cerchar Aşındırıcılık İndeksi (CAI)
MALZEME BİLGİSİ DERS 8 DR. FATİH AY. www.fatihay.net fatihay@fatihay.net
 MALZEME BİLGİSİ DERS 8 DR. FATİH AY www.fatihay.net fatihay@fatihay.net BÖLÜM IV METALLERİN MEKANİK ÖZELLİKLERİ GERİLME VE BİRİM ŞEKİL DEĞİŞİMİ ANELASTİKLİK MALZEMELERİN ELASTİK ÖZELLİKLERİ ÇEKME ÖZELLİKLERİ
MALZEME BİLGİSİ DERS 8 DR. FATİH AY www.fatihay.net fatihay@fatihay.net BÖLÜM IV METALLERİN MEKANİK ÖZELLİKLERİ GERİLME VE BİRİM ŞEKİL DEĞİŞİMİ ANELASTİKLİK MALZEMELERİN ELASTİK ÖZELLİKLERİ ÇEKME ÖZELLİKLERİ
Hidrolik Kazıyla Mekanik Kazıma Birlikle Uygulanması
 Hidrolik Kazıyla Mekanik Kazıma Birlikle Uygulanması Mustafa SUNU (*) ÖZET Hidrolik kazıyla mekanik kazının birlikte uygulanması esas olarak galeri açma makinalan ve sabanlarla yapılmaktadır. Kazı işlemi
Hidrolik Kazıyla Mekanik Kazıma Birlikle Uygulanması Mustafa SUNU (*) ÖZET Hidrolik kazıyla mekanik kazının birlikte uygulanması esas olarak galeri açma makinalan ve sabanlarla yapılmaktadır. Kazı işlemi
MİKRO FREZELEME İŞLEMİNDE KESME KOŞULLARININ TAKIM AŞINMASI VE YÜZEY PÜRÜZLÜLÜĞÜ ÜZERİNDEKİ ETKİSİ
 MİKRO FREZELEME İŞLEMİNDE KESME KOŞULLARININ TAKIM AŞINMASI VE YÜZEY PÜRÜZLÜLÜĞÜ ÜZERİNDEKİ ETKİSİ Mustafa PERÇİN 1, Kubilay ASLANTAŞ 1, İrfan UCUN 1, Adem ÇİÇEK 2 1 Afyon Kocatepe Üniversitesi, Teknoloji
MİKRO FREZELEME İŞLEMİNDE KESME KOŞULLARININ TAKIM AŞINMASI VE YÜZEY PÜRÜZLÜLÜĞÜ ÜZERİNDEKİ ETKİSİ Mustafa PERÇİN 1, Kubilay ASLANTAŞ 1, İrfan UCUN 1, Adem ÇİÇEK 2 1 Afyon Kocatepe Üniversitesi, Teknoloji
İÇİNDEKİLER BÖLÜM 1 BÖLÜM 2
 İÇİNDEKİLER BÖLÜM 1 Malzeme Seçiminin Temelleri... 1 1.1 Giriş... 2 1.2 Malzeme seçiminin önemi... 2 1.3 Malzemelerin sınıflandırılması... 3 1.4 Malzeme seçimi adımları... 5 1.5 Malzeme seçiminde dikkate
İÇİNDEKİLER BÖLÜM 1 Malzeme Seçiminin Temelleri... 1 1.1 Giriş... 2 1.2 Malzeme seçiminin önemi... 2 1.3 Malzemelerin sınıflandırılması... 3 1.4 Malzeme seçimi adımları... 5 1.5 Malzeme seçiminde dikkate
MADEN VE TÜNEL KAZILARINDA MEKANİZASYON
 MADEN VE TÜNEL KAZILARINDA MEKANİZASYON 2018 2019 Güz 10. HAFTA Dr. Serdar YAŞAR 10. Hafta İçeriği Hidrolik Kırıcılar Hidrolik Kırıcı Seçim Kriterleri Hidrolik Kırıcıların Teknik Özellikleri Hidrolik
MADEN VE TÜNEL KAZILARINDA MEKANİZASYON 2018 2019 Güz 10. HAFTA Dr. Serdar YAŞAR 10. Hafta İçeriği Hidrolik Kırıcılar Hidrolik Kırıcı Seçim Kriterleri Hidrolik Kırıcıların Teknik Özellikleri Hidrolik
BASMA DENEYİ MALZEME MÜHENDİSLİĞİ BÖLÜMÜ. 1. Basma Deneyinin Amacı
 1. Basma Deneyinin Amacı Mühendislik malzemelerinin çoğu, uygulanan gerilmeler altında biçimlerini kalıcı olarak değiştirirler, yani plastik şekil değişimine uğrarlar. Bu malzemelerin hangi koşullar altında
1. Basma Deneyinin Amacı Mühendislik malzemelerinin çoğu, uygulanan gerilmeler altında biçimlerini kalıcı olarak değiştirirler, yani plastik şekil değişimine uğrarlar. Bu malzemelerin hangi koşullar altında
SÜPER ALAŞIMLAR Prof.Dr.Ayşegül AKDOĞAN EKER Prof.Dr.Ayşegül AKDOĞAN EKER
 Süper alaşım; ana yapısı demir, nikel yada kobalt olan nisbeten yüksek miktarlarda krom, az miktarda da yüksek sıcaklıkta ergiyen molibden, wofram, alüminyum ve titanyum içeren alaşım olarak tanımlanabilir.
Süper alaşım; ana yapısı demir, nikel yada kobalt olan nisbeten yüksek miktarlarda krom, az miktarda da yüksek sıcaklıkta ergiyen molibden, wofram, alüminyum ve titanyum içeren alaşım olarak tanımlanabilir.
SinterlenmişKarbürler. Co bağlayıcı ~ Mpa Sertlikliğini 1100 ⁰C ye kadar muhafaza eder Kesme hızları hız çeliklerine nazaran 5 kat fazladır.
 SinterlenmişKarbürler Co bağlayıcı ~ Mpa Sertlikliğini 1100 ⁰C ye kadar muhafaza eder Kesme hızları hız çeliklerine nazaran 5 kat fazladır. Seramikler 3 Katogoride Toplanır: 1) Alumina (Al2O3) 2) Alumina
SinterlenmişKarbürler Co bağlayıcı ~ Mpa Sertlikliğini 1100 ⁰C ye kadar muhafaza eder Kesme hızları hız çeliklerine nazaran 5 kat fazladır. Seramikler 3 Katogoride Toplanır: 1) Alumina (Al2O3) 2) Alumina
PLASTİK ŞEKİLLENDİRME YÖNTEMLERİ
 PLASTİK ŞEKİLLENDİRME YÖNTEMLERİ Metalik malzemelerin geriye dönüşü olmayacak şekilde kontrollü fiziksel/kütlesel deformasyona (plastik deformasyon) uğratılarak şekillendirilmesi işlemlerine genel olarak
PLASTİK ŞEKİLLENDİRME YÖNTEMLERİ Metalik malzemelerin geriye dönüşü olmayacak şekilde kontrollü fiziksel/kütlesel deformasyona (plastik deformasyon) uğratılarak şekillendirilmesi işlemlerine genel olarak
Frezeleme takım kompansasyonu # /49
 Frezeleme takım kompansasyonu Kesici pozisyonlandırma Dikkate alınması gereken: Aşağı frezeleme - Yukarı frezeleme. Aynı anda temas eden diş sayısı Giriş sorunları Çıkış sorunları Kesici pozisyonlandırma
Frezeleme takım kompansasyonu Kesici pozisyonlandırma Dikkate alınması gereken: Aşağı frezeleme - Yukarı frezeleme. Aynı anda temas eden diş sayısı Giriş sorunları Çıkış sorunları Kesici pozisyonlandırma
Malzemelerin Deformasyonu
 Malzemelerin Deformasyonu Malzemelerin deformasyonu Kristal, etkiyen kuvvete deformasyon ile cevap verir. Bir malzemeye yük uygulandığında malzeme üzerinde çeşitli yönlerde ve çeşitli şekillerde yükler
Malzemelerin Deformasyonu Malzemelerin deformasyonu Kristal, etkiyen kuvvete deformasyon ile cevap verir. Bir malzemeye yük uygulandığında malzeme üzerinde çeşitli yönlerde ve çeşitli şekillerde yükler
A-Kaya Birimlerinin Malzeme ve Kütle Özellikleri B-Patlayıcı Maddenin Cinsi, Özellikleri ve Dağılımı C-Patlatma Geometrisi
 1-BASAMAK PATLATMA TASARIMINDA GÖZ ÖNÜNE ALINMASI GEREKEN ETKENLER. A-Kaya Birimlerinin Malzeme ve Kütle Özellikleri B-Patlayıcı Maddenin Cinsi, Özellikleri ve Dağılımı C-Patlatma Geometrisi A-Kaya Birimlerinin
1-BASAMAK PATLATMA TASARIMINDA GÖZ ÖNÜNE ALINMASI GEREKEN ETKENLER. A-Kaya Birimlerinin Malzeme ve Kütle Özellikleri B-Patlayıcı Maddenin Cinsi, Özellikleri ve Dağılımı C-Patlatma Geometrisi A-Kaya Birimlerinin
TEKNİK KILAVUZ : QUARD VE QUEND SOĞUK ŞEKİLLENDİRİLMESİ
 TEKNİK KILAVUZ : QUARD VE QUEND SOĞUK ŞEKİLLENDİRİLMESİ Distributed by Duferco 1. Giriş Quard, aşınmaya dayanıklı çelik ve Quend, yüksek dayanımlı çelik en iyi soğuk şekillendirme performansı için geliştirilmiştir.
TEKNİK KILAVUZ : QUARD VE QUEND SOĞUK ŞEKİLLENDİRİLMESİ Distributed by Duferco 1. Giriş Quard, aşınmaya dayanıklı çelik ve Quend, yüksek dayanımlı çelik en iyi soğuk şekillendirme performansı için geliştirilmiştir.
MAK-204. Üretim Yöntemleri
 MAK-204 Üretim Yöntemleri Taşlama ve Taşlama Tezgahı (12.Hafta) Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt. Bölümü Taşlama Đşleminin Tanımı: Belirli bir formda imal
MAK-204 Üretim Yöntemleri Taşlama ve Taşlama Tezgahı (12.Hafta) Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi Makine Eğt. Bölümü Taşlama Đşleminin Tanımı: Belirli bir formda imal
FZM 220. Malzeme Bilimine Giriş
 FZM 220 Yapı Karakterizasyon Özellikler İşleme Performans Prof. Dr. İlker DİNÇER Fakültesi, Fizik Mühendisliği Bölümü 1 Ders Hakkında FZM 220 Dersinin Amacı Bu dersin amacı, fizik mühendisliği öğrencilerine,
FZM 220 Yapı Karakterizasyon Özellikler İşleme Performans Prof. Dr. İlker DİNÇER Fakültesi, Fizik Mühendisliği Bölümü 1 Ders Hakkında FZM 220 Dersinin Amacı Bu dersin amacı, fizik mühendisliği öğrencilerine,
Kayaç Özelliklerinin Keski Aşınmasına Etkileri
 TÜRKİYE:8, KÖMÜR KONGRESİ BİLDJR i.ir*itabl; PROCEEDINGS OF THE 8th COAL CONGRESS OF TURKEY Kayaç Özelliklerinin Keski Aşınmasına Etkileri Effects of Rock Properties on the Abrasion of Cutting Tool Half!
TÜRKİYE:8, KÖMÜR KONGRESİ BİLDJR i.ir*itabl; PROCEEDINGS OF THE 8th COAL CONGRESS OF TURKEY Kayaç Özelliklerinin Keski Aşınmasına Etkileri Effects of Rock Properties on the Abrasion of Cutting Tool Half!
Talaş oluşumu. Akış çizgileri plastik deformasyonun görsel kanıtıdır. İş parçası. İş parçası. İş parçası. Takım. Takım.
 Talaş oluşumu 6 5 4 3 2 1 Takım Akış çizgileri plastik deformasyonun görsel kanıtıdır. İş parçası 6 5 1 4 3 2 Takım İş parçası 1 2 3 4 6 5 Takım İş parçası Talaş oluşumu Dikey kesme İş parçası Takım Kesme
Talaş oluşumu 6 5 4 3 2 1 Takım Akış çizgileri plastik deformasyonun görsel kanıtıdır. İş parçası 6 5 1 4 3 2 Takım İş parçası 1 2 3 4 6 5 Takım İş parçası Talaş oluşumu Dikey kesme İş parçası Takım Kesme
TOPRAK OLUŞUMUNDA AŞINMA, AYRIŞMA VE BİRLEŞME OLAYLARI
 TOPRAK OLUŞUMUNDA AŞINMA, AYRIŞMA VE BİRLEŞME OLAYLARI Toprak Bilgisi Dersi Peyzaj Mimarlığı Prof. Dr. Günay Erpul erpul@ankara.edu.tr Toprak Oluşumunda Aşınma, Ayrışma ve Birleşme Olayları Temel yapıyı
TOPRAK OLUŞUMUNDA AŞINMA, AYRIŞMA VE BİRLEŞME OLAYLARI Toprak Bilgisi Dersi Peyzaj Mimarlığı Prof. Dr. Günay Erpul erpul@ankara.edu.tr Toprak Oluşumunda Aşınma, Ayrışma ve Birleşme Olayları Temel yapıyı
FZM 220. Malzeme Bilimine Giriş
 FZM 220 Yapı Karakterizasyon Özellikler İşleme Performans Prof. Dr. İlker DİNÇER Fakültesi, Fizik Mühendisliği Bölümü 1 Ders Hakkında FZM 220 Dersinin Amacı Bu dersin amacı, fizik mühendisliği öğrencilerine,
FZM 220 Yapı Karakterizasyon Özellikler İşleme Performans Prof. Dr. İlker DİNÇER Fakültesi, Fizik Mühendisliği Bölümü 1 Ders Hakkında FZM 220 Dersinin Amacı Bu dersin amacı, fizik mühendisliği öğrencilerine,
TOZ METALURJİSİ Prof.Dr. Muzaffer ZEREN
 . TEKNİK SEÇİMLİ DERS I TOZ METALURJİSİ Prof.Dr. Muzaffer ZEREN SİNTERLEME Sinterleme, partiküllerarası birleşmeyi oluşturan ısıl prosestir; aynı zamanda ham konumda gözlenen özellikler artırılır. . Sinterlemenin
. TEKNİK SEÇİMLİ DERS I TOZ METALURJİSİ Prof.Dr. Muzaffer ZEREN SİNTERLEME Sinterleme, partiküllerarası birleşmeyi oluşturan ısıl prosestir; aynı zamanda ham konumda gözlenen özellikler artırılır. . Sinterlemenin
Birbiriyle temas eden yüzeylerde sürtünme kuvvetleri güç kaybına, aşınma ise işleme toleranslarının kötüleşmesine neden olduğundan aşınma çok önemli
 AŞINMA HASARLARI 1 Birbiriyle temas eden yüzeylerde sürtünme kuvvetleri güç kaybına, aşınma ise işleme toleranslarının kötüleşmesine neden olduğundan aşınma çok önemli bir parametredir. 2 Sürtünme: İki
AŞINMA HASARLARI 1 Birbiriyle temas eden yüzeylerde sürtünme kuvvetleri güç kaybına, aşınma ise işleme toleranslarının kötüleşmesine neden olduğundan aşınma çok önemli bir parametredir. 2 Sürtünme: İki
Tozların Şekillendirilmesi ve Sinterleme. Yrd. Doç. Dr. Rıdvan YAMANOĞLU
 Tozların Şekillendirilmesi ve Sinterleme Basınç ve sıcaklık farklı iki süreç olarak parça üretimine dahil edildiğinde teorik yoğunluğa ulaşmak neredeyse imkansızdır. Basınç ve sıcaklık farklı iki süreç
Tozların Şekillendirilmesi ve Sinterleme Basınç ve sıcaklık farklı iki süreç olarak parça üretimine dahil edildiğinde teorik yoğunluğa ulaşmak neredeyse imkansızdır. Basınç ve sıcaklık farklı iki süreç
KARADENİZ TEKNİK ÜNİVERSİTESİ MADEN MÜHENDİSLİĞİ BÖLÜMÜ MADEN İŞLETME LABORATUVARI
 DENEY ADI: EĞİLME (BÜKÜLME) DAYANIMI TANIM: Eğilme dayanımı (bükülme dayanımı veya parçalanma modülü olarak da bilinir), bir malzemenin dış fiberinin çekme dayanımının ölçüsüdür. Bu özellik, silindirik
DENEY ADI: EĞİLME (BÜKÜLME) DAYANIMI TANIM: Eğilme dayanımı (bükülme dayanımı veya parçalanma modülü olarak da bilinir), bir malzemenin dış fiberinin çekme dayanımının ölçüsüdür. Bu özellik, silindirik
Asma işletmesi Yeraltı Delik Delme İşlerinde Kullanılan Burguların Performansını Etkileyen Faktörler
 Asma işletmesi Yeraltı Delik Delme İşlerinde Kullanılan Burguların Performansını Etkileyen Faktörler The Factors Affecting the Performance of Drill Bits Used in the Underground Blasthole Drilling at Asma
Asma işletmesi Yeraltı Delik Delme İşlerinde Kullanılan Burguların Performansını Etkileyen Faktörler The Factors Affecting the Performance of Drill Bits Used in the Underground Blasthole Drilling at Asma
KARADENİZ TEKNİK ÜNİVERSİTESİ MADEN MÜHENDİSLİĞİ BÖLÜMÜ MADEN İŞLETME LABORATUVARI. (2014-2015 Bahar Dönemi) BÖHME AŞINMA DENEYİ
 BÖHME AŞINMA DENEYİ") KARADENİZ TEKNİK ÜNİVERSİTESİ MADEN MÜHENDİSLİĞİ BÖLÜMÜ MADEN İŞLETME LABORATUVARI (2014-2015 Bahar Dönemi) BÖHME AŞINMA DENEYİ Amaç ve Genel Bilgiler: Kayaç ve beton yüzeylerinin aşındırıcı maddelerle
KARADENİZ TEKNİK ÜNİVERSİTESİ MADEN MÜHENDİSLİĞİ BÖLÜMÜ MADEN İŞLETME LABORATUVARI (2014-2015 Bahar Dönemi) BÖHME AŞINMA DENEYİ Amaç ve Genel Bilgiler: Kayaç ve beton yüzeylerinin aşındırıcı maddelerle
2/13/2018 MALZEMELERİN GRUPLANDIRILMASI
 a) Kullanış yeri ve amacına göre gruplandırma: 1) Taşıyıcı malzemeler: İnşaat mühendisliğinde kullanılan taşıyıcı malzemeler, genellikle betonarme, çelik, ahşap ve zemindir. Beton, çelik ve ahşap malzemeler
a) Kullanış yeri ve amacına göre gruplandırma: 1) Taşıyıcı malzemeler: İnşaat mühendisliğinde kullanılan taşıyıcı malzemeler, genellikle betonarme, çelik, ahşap ve zemindir. Beton, çelik ve ahşap malzemeler
Konu: Yüksek Hassasiyetli Yağ Keçelerinin Takviye Bilezik Kalıplarının Üretiminde Kullanılan Takım Çelikleri ve Üretim Prosesleri
 Nurettin ÇALLI Fen Bilimleri Ens. Öğrenci No: 503812162 MAD 614 Madencilikte Özel Konular I Dersi Veren: Prof. Dr. Orhan KURAL İTÜ Maden Fakültesi Konu: Yüksek Hassasiyetli Yağ Keçelerinin Takviye Bilezik
Nurettin ÇALLI Fen Bilimleri Ens. Öğrenci No: 503812162 MAD 614 Madencilikte Özel Konular I Dersi Veren: Prof. Dr. Orhan KURAL İTÜ Maden Fakültesi Konu: Yüksek Hassasiyetli Yağ Keçelerinin Takviye Bilezik
İNŞAAT MALZEME BİLGİSİ
 İNŞAAT MALZEME BİLGİSİ Prof. Dr. Metin OLGUN Ankara Üniversitesi Ziraat Fakültesi Tarımsal Yapılar ve Sulama Bölümü HAFTA KONU 1 Giriş, yapı malzemelerinin önemi 2 Yapı malzemelerinin genel özellikleri,
İNŞAAT MALZEME BİLGİSİ Prof. Dr. Metin OLGUN Ankara Üniversitesi Ziraat Fakültesi Tarımsal Yapılar ve Sulama Bölümü HAFTA KONU 1 Giriş, yapı malzemelerinin önemi 2 Yapı malzemelerinin genel özellikleri,
MMU 420 FINAL PROJESİ
 MMU 420 FINAL PROJESİ 2016/2017 Bahar Dönemi İnce plakalarda merkez ve kenar çatlağının ANSYS Workbench ortamında modellenmesi Giriş Makine mühendisliğinde mekanik parçaların tasarımı yapılırken temel
MMU 420 FINAL PROJESİ 2016/2017 Bahar Dönemi İnce plakalarda merkez ve kenar çatlağının ANSYS Workbench ortamında modellenmesi Giriş Makine mühendisliğinde mekanik parçaların tasarımı yapılırken temel
1. Giriş 2. Yayınma Mekanizmaları 3. Kararlı Karasız Yayınma 4. Yayınmayı etkileyen faktörler 5. Yarı iletkenlerde yayınma 6. Diğer yayınma yolları
 1. Giriş 2. Yayınma Mekanizmaları 3. Kararlı Karasız Yayınma 4. Yayınmayı etkileyen faktörler 5. Yarı iletkenlerde yayınma 6. Diğer yayınma yolları Sol üstte yüzey seftleştirme işlemi uygulanmış bir çelik
1. Giriş 2. Yayınma Mekanizmaları 3. Kararlı Karasız Yayınma 4. Yayınmayı etkileyen faktörler 5. Yarı iletkenlerde yayınma 6. Diğer yayınma yolları Sol üstte yüzey seftleştirme işlemi uygulanmış bir çelik
ÖZGEÇMİŞ Doç. Dr. OLGAY YARALI
 ÖZGEÇMİŞ Doç. Dr. OLGAY YARALI Doğum Yılı: 1966 Yazışma Adresi : ZONGULDAK KARAELMAS ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ BÖLÜMÜ İNCİVEZ-ZONGULDAK 67100 /Türkiye Telefon : 372-2574010/1110 Faks : 372-2574023
ÖZGEÇMİŞ Doç. Dr. OLGAY YARALI Doğum Yılı: 1966 Yazışma Adresi : ZONGULDAK KARAELMAS ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ BÖLÜMÜ İNCİVEZ-ZONGULDAK 67100 /Türkiye Telefon : 372-2574010/1110 Faks : 372-2574023
MALZEME BİLİMİ. Mekanik Özellikler ve Davranışlar. Doç. Dr. Özkan ÖZDEMİR. (DERS NOTLARı) Bölüm 5.
 Bölüm 5.") MALZEME BİLİMİ (DERS NOTLARı) Bölüm 5. Mekanik Özellikler ve Davranışlar Doç. Dr. Özkan ÖZDEMİR ÇEKME TESTİ: Gerilim-Gerinim/Deformasyon Diyagramı Çekme deneyi malzemelerin mukavemeti hakkında esas dizayn
MALZEME BİLİMİ (DERS NOTLARı) Bölüm 5. Mekanik Özellikler ve Davranışlar Doç. Dr. Özkan ÖZDEMİR ÇEKME TESTİ: Gerilim-Gerinim/Deformasyon Diyagramı Çekme deneyi malzemelerin mukavemeti hakkında esas dizayn
Malzeme Bilgisi ve Gemi Yapı Malzemeleri
 Malzeme Bilgisi ve Gemi Yapı Malzemeleri Grup 1 Pazartesi 9.00-12.50 Dersin Öğretim Üyesi: Y.Doç.Dr. Ergün Keleşoğlu Metalurji ve Malzeme Mühendisliği Bölümü Davutpaşa Kampüsü Kimya Metalurji Fakültesi
Malzeme Bilgisi ve Gemi Yapı Malzemeleri Grup 1 Pazartesi 9.00-12.50 Dersin Öğretim Üyesi: Y.Doç.Dr. Ergün Keleşoğlu Metalurji ve Malzeme Mühendisliği Bölümü Davutpaşa Kampüsü Kimya Metalurji Fakültesi
Kaynaklı Kesici Takımlar. Kesici Takımlar İ Ç E R İ K. Kaynaklı Takımlar için Teknik Bilgiler. Döner Kaynaklı Takımlar. Madencilik & İnşaat Takımları
 Kaynaklı Kesici Takımlar Kaynaklı Kesici Takımlar İ Ç E R İ K için Teknik Bilgiler 0 0 KOROY Ultraİnce Kalite : FSerisi Korozyon & Manyetizma Önleyici Kalite : INSerisi Genel Kesici Takımlar 0 0 0 0 0
Kaynaklı Kesici Takımlar Kaynaklı Kesici Takımlar İ Ç E R İ K için Teknik Bilgiler 0 0 KOROY Ultraİnce Kalite : FSerisi Korozyon & Manyetizma Önleyici Kalite : INSerisi Genel Kesici Takımlar 0 0 0 0 0
MAKİNE MÜHENDİSLİĞİNE GİRİŞ Ders 8
 İmalat Yöntemleri MAKİNE MÜHENDİSLİĞİNE GİRİŞ Ders 8 Doç. Dr. Yüksel HACIOĞLU Talaşsız İmalat Talaşlı İmalat Fiziksel-Kimyasal Hammaddeye talaş kaldırmadan bir şekil verilir Döküm Dövme Presleme Haddeleme
İmalat Yöntemleri MAKİNE MÜHENDİSLİĞİNE GİRİŞ Ders 8 Doç. Dr. Yüksel HACIOĞLU Talaşsız İmalat Talaşlı İmalat Fiziksel-Kimyasal Hammaddeye talaş kaldırmadan bir şekil verilir Döküm Dövme Presleme Haddeleme
YORULMA HASARLARI Y r o u r l u m a ne n dir i?
 YORULMA HASARLARI 1 Yorulma nedir? Malzemenin tekrarlı yüklere maruz kalması, belli bir tekrar sayısından sonra yüzeyde çatlak oluşması, bunu takip eden kopma olayı ile malzemenin son bulmasına YORULMA
YORULMA HASARLARI 1 Yorulma nedir? Malzemenin tekrarlı yüklere maruz kalması, belli bir tekrar sayısından sonra yüzeyde çatlak oluşması, bunu takip eden kopma olayı ile malzemenin son bulmasına YORULMA
KLİMA SANTRALLERİNDEKİ BOŞ HÜCRELER İÇİN TASARLANAN BİR ANEMOSTAT TİP DİFÜZÖRÜN AKIŞ ANALİZİ
 KLİMA SANTRALLERİNDEKİ BOŞ HÜCRELER İÇİN TASARLANAN BİR ANEMOSTAT TİP DİFÜZÖRÜN AKIŞ ANALİZİ Ahmet KAYA Muhammed Safa KAMER Kerim SÖNMEZ Ahmet Vakkas VAKKASOĞLU Kahramanmaraş Sütçü İmam Üniversitesi Mühendislik
KLİMA SANTRALLERİNDEKİ BOŞ HÜCRELER İÇİN TASARLANAN BİR ANEMOSTAT TİP DİFÜZÖRÜN AKIŞ ANALİZİ Ahmet KAYA Muhammed Safa KAMER Kerim SÖNMEZ Ahmet Vakkas VAKKASOĞLU Kahramanmaraş Sütçü İmam Üniversitesi Mühendislik
Tozların Şekillendirilmesi ve Sinterleme. Yrd. Doç. Dr. Rıdvan YAMANOĞLU
 Tozların Şekillendirilmesi ve Sinterleme Fırın Tasarımı Toz metalurjisinin çoğu uygulamalarında nihai ürün açısından yüksek yoğunluk öncelikli bir kavramdır. Toz yoğunlaştırması (densifikasyon) aşağıda
Tozların Şekillendirilmesi ve Sinterleme Fırın Tasarımı Toz metalurjisinin çoğu uygulamalarında nihai ürün açısından yüksek yoğunluk öncelikli bir kavramdır. Toz yoğunlaştırması (densifikasyon) aşağıda
ZnS (zincblende) NaCl (sodium chloride) CsCl (cesium chloride)
 NaCl (sodium chloride) CsCl (cesium chloride)") Seramik, sert, kırılgan, yüksek ergime derecesine sahip, düşük elektrik ve ısı iletimi ile iyi kimyasal ve ısı kararlılığı olan ve yüksek basma dayanımı gösteren malzemelerdir. Malzeme özellikleri bağ
Seramik, sert, kırılgan, yüksek ergime derecesine sahip, düşük elektrik ve ısı iletimi ile iyi kimyasal ve ısı kararlılığı olan ve yüksek basma dayanımı gösteren malzemelerdir. Malzeme özellikleri bağ
3 LABORATUVAR DENEYLERİ
 Türkiye 17 Uluslararası Madencilik Kongresi ve Sergısı-TUMAKS 2001, 2001, ISBN 975-395-416-6 Tamburlu Kesicilerde Solunabilir Toz ve İnce Tane Oluşumunun Laboratuvar ve Yeraltı Deneyleriyle Araştırılması
Türkiye 17 Uluslararası Madencilik Kongresi ve Sergısı-TUMAKS 2001, 2001, ISBN 975-395-416-6 Tamburlu Kesicilerde Solunabilir Toz ve İnce Tane Oluşumunun Laboratuvar ve Yeraltı Deneyleriyle Araştırılması
TAKIM AŞINMA MEKANİZMALARI VE AŞINMA TİPLERİ
 1 TAKIM AŞINMA MEKANİZMALARI VE AŞINMA TİPLERİ Prof. Dr. Süleyman YALDIZ Selçuk Üniversitesi Teknoloji Fakültesi KESİCİ TAKIMLAR 2 Takım ömrü, genellikle belirli bir kritere ulaşmak için gerekli olan etkili
1 TAKIM AŞINMA MEKANİZMALARI VE AŞINMA TİPLERİ Prof. Dr. Süleyman YALDIZ Selçuk Üniversitesi Teknoloji Fakültesi KESİCİ TAKIMLAR 2 Takım ömrü, genellikle belirli bir kritere ulaşmak için gerekli olan etkili
JEOLOJİK SÜREKSİZLİKLERİN ve YANAL BASINÇLARIN KESKİLERİN KESME PERFORMANSI ÜZERİNDEKİ ETKİLERİ
 Türkiye 15.Madencilik Kongresi /15"" Mining Congress of Turkey. Gûyagüler,Ersajııı3itgen(eds) 1997, ISBN 975-395-216-3 JEOLOJİK SÜREKSİZLİKLERİN ve YANAL BASINÇLARIN KESKİLERİN KESME PERFORMANSI ÜZERİNDEKİ
Türkiye 15.Madencilik Kongresi /15"" Mining Congress of Turkey. Gûyagüler,Ersajııı3itgen(eds) 1997, ISBN 975-395-216-3 JEOLOJİK SÜREKSİZLİKLERİN ve YANAL BASINÇLARIN KESKİLERİN KESME PERFORMANSI ÜZERİNDEKİ
KAYAÇLARIN AŞINDIRICILIKLARINJN KESKİ DAVRANIŞLARI ÜZERİNE ETKİSİ
 KAYAÇLARIN AŞINDIRICILIKLARINJN KESKİ DAVRANIŞLARI ÜZERİNE ETKİSİ Nuh BİLGİN* ÖZET KayaçUmn aşındmcılıklarının keskilerin davranışları üzerine etkileri, teorik düşünnelere've laboratuvar deneylerine dayanarak
KAYAÇLARIN AŞINDIRICILIKLARINJN KESKİ DAVRANIŞLARI ÜZERİNE ETKİSİ Nuh BİLGİN* ÖZET KayaçUmn aşındmcılıklarının keskilerin davranışları üzerine etkileri, teorik düşünnelere've laboratuvar deneylerine dayanarak
Plastik Şekil Verme
 Plastik Şekil Verme 31.10.2018 1 HADDELEME Malzemeleri, eksenleri etrafında dönen iki silindir arasından geçirerek yapılan plastik şekil verme işlemine haddeleme denir. Haddeleme, plastik şekillendirme
Plastik Şekil Verme 31.10.2018 1 HADDELEME Malzemeleri, eksenleri etrafında dönen iki silindir arasından geçirerek yapılan plastik şekil verme işlemine haddeleme denir. Haddeleme, plastik şekillendirme
Toz Metalürjisi. Prof. Dr. Akgün ALSARAN. Notların bir bölümü Dr. Rahmi Ünal ın web sayfasından alınmıştır.
 Toz Metalürjisi Prof. Dr. Akgün ALSARAN Notların bir bölümü Dr. Rahmi Ünal ın web sayfasından alınmıştır. Toz metalürjisi İmali zor parçaların (küçük, fonksiyonel, birbiri ile uyumsuz, kompozit vb.) ekonomik,
Toz Metalürjisi Prof. Dr. Akgün ALSARAN Notların bir bölümü Dr. Rahmi Ünal ın web sayfasından alınmıştır. Toz metalürjisi İmali zor parçaların (küçük, fonksiyonel, birbiri ile uyumsuz, kompozit vb.) ekonomik,
Tozların Şekillendirilmesi ve Sinterleme Yrd. Doç. Dr. Rıdvan YAMANOĞLU
 Tozların Şekillendirilmesi ve Sinterleme Yrd. Doç. Dr. Rıdvan YAMANOĞLU Tozların Şekillendirilmesi Toz metalurjisinin çoğu uygulamalarında nihai ürün açısından yüksek yoğunluk öncelikli bir kavramdır.
Tozların Şekillendirilmesi ve Sinterleme Yrd. Doç. Dr. Rıdvan YAMANOĞLU Tozların Şekillendirilmesi Toz metalurjisinin çoğu uygulamalarında nihai ürün açısından yüksek yoğunluk öncelikli bir kavramdır.
 Metalik malzemelerdeki kaynakların tahribatlı muayeneleri-kaynaklı yapıların soğuk çatlama deneyleri-ark kaynağı işlemleri Bölüm 2: Kendinden ön gerilmeli deneyler ISO 17642-2:2005 CTS TESTİ Hazırlayan:
Metalik malzemelerdeki kaynakların tahribatlı muayeneleri-kaynaklı yapıların soğuk çatlama deneyleri-ark kaynağı işlemleri Bölüm 2: Kendinden ön gerilmeli deneyler ISO 17642-2:2005 CTS TESTİ Hazırlayan:
ATOM HAREKETLERİ ve ATOMSAL YAYINIM
 ATOM HAREKETLERİ ve ATOMSAL YAYINIM 1. Giriş Malzemelerde üretim ve uygulama sırasında görülen katılaşma, çökelme, yeniden kristalleşme, tane büyümesi gibi olaylar ile kaynak, lehim, sementasyon gibi işlemler
ATOM HAREKETLERİ ve ATOMSAL YAYINIM 1. Giriş Malzemelerde üretim ve uygulama sırasında görülen katılaşma, çökelme, yeniden kristalleşme, tane büyümesi gibi olaylar ile kaynak, lehim, sementasyon gibi işlemler
Hidrostatik Güç İletimi. Vedat Temiz
 Hidrostatik Güç İletimi Vedat Temiz Tanım Hidrolik pompa ve motor kullanarak bir sıvı yardımıyla gücün aktarılmasıdır. Hidrolik Pompa: Pompa milinin her turunda (dönmesinde) sabit bir miktar sıvı hareketi
Hidrostatik Güç İletimi Vedat Temiz Tanım Hidrolik pompa ve motor kullanarak bir sıvı yardımıyla gücün aktarılmasıdır. Hidrolik Pompa: Pompa milinin her turunda (dönmesinde) sabit bir miktar sıvı hareketi
Dislokasyon hareketi sonucu oluşan plastik deformasyon süreci kayma olarak adlandırılır.
 Dislokasyon hareketi sonucu oluşan plastik deformasyon süreci kayma olarak adlandırılır. Bütün metal ve alaşımlarda bulunan dislokasyonlar, katılaşma veya plastik deformasyon sırasında veya hızlı soğutmadan
Dislokasyon hareketi sonucu oluşan plastik deformasyon süreci kayma olarak adlandırılır. Bütün metal ve alaşımlarda bulunan dislokasyonlar, katılaşma veya plastik deformasyon sırasında veya hızlı soğutmadan
MALZEMELERİN MUKAVEMETİNİ ARTIRICI İŞLEMLER
 MALZEMELERİN MUKAVEMETİNİ ARTIRICI İŞLEMLER Malzemelerin mekanik özelliği başlıca kimyasal bileşime ve içyapıya bağlıdır. Malzemelerin içyapısı da uygulanan mekanik ve ısıl işlemlere bağlı olduğundan malzemelerin
MALZEMELERİN MUKAVEMETİNİ ARTIRICI İŞLEMLER Malzemelerin mekanik özelliği başlıca kimyasal bileşime ve içyapıya bağlıdır. Malzemelerin içyapısı da uygulanan mekanik ve ısıl işlemlere bağlı olduğundan malzemelerin
Prof. Dr. İrfan KAYMAZ
 Prof. Dr. İrfan KAYMAZ Mühendislik Fakültesi Makine Mühendisliği Bölümü Giriş Bu bölüm sonunda öğreneceğiniz konular: Kayış-kasnak mekanizmalarının türü Kayış türleri Meydana gelen kuvvetler Geometrik
Prof. Dr. İrfan KAYMAZ Mühendislik Fakültesi Makine Mühendisliği Bölümü Giriş Bu bölüm sonunda öğreneceğiniz konular: Kayış-kasnak mekanizmalarının türü Kayış türleri Meydana gelen kuvvetler Geometrik
Çimento Klinker Fazları ve Öğütme Parametreleri Arasındaki İlişkiler
 Çimento Klinker Fazları ve Öğütme Parametreleri Arasındaki İlişkiler Çimsa Çimento Araştırma ve Uygulama Merkezi Mayıs, 2017 Çimento Üretimi ve Enerji Kullanımı Çimento üretimi, enerji kullanımının yoğun
Çimento Klinker Fazları ve Öğütme Parametreleri Arasındaki İlişkiler Çimsa Çimento Araştırma ve Uygulama Merkezi Mayıs, 2017 Çimento Üretimi ve Enerji Kullanımı Çimento üretimi, enerji kullanımının yoğun
KARADENİZ TEKNİK ÜNİVERSİTESİ MADEN MÜHENDİSLİĞİ BÖLÜMÜ KAYA MEKANİĞİ LABORATUVARI
 TEK EKSENLİ SIKIŞMA (BASMA) DAYANIMI DENEYİ (UNIAXIAL COMPRESSIVE STRENGTH TEST) 1. Amaç: Kaya malzemelerinin üzerlerine uygulanan belirli bir basınç altında kırılmadan önce ne kadar yüke dayandığını belirlemektir.
TEK EKSENLİ SIKIŞMA (BASMA) DAYANIMI DENEYİ (UNIAXIAL COMPRESSIVE STRENGTH TEST) 1. Amaç: Kaya malzemelerinin üzerlerine uygulanan belirli bir basınç altında kırılmadan önce ne kadar yüke dayandığını belirlemektir.
Kazılabilirlik Tayininde Aşınma ve Aşınma indeksleri Abrasivity and Abrasivity Indices for Determination of Excavability
 MADENCİLİK Aralık December 1990 Cilt Volume XXIX Sayı No 4 Kazılabilirlik Tayininde Aşınma ve Aşınma indeksleri Abrasivity and Abrasivity Indices for Determination of Excavability Halil ARI (*) ÖZET Bu
MADENCİLİK Aralık December 1990 Cilt Volume XXIX Sayı No 4 Kazılabilirlik Tayininde Aşınma ve Aşınma indeksleri Abrasivity and Abrasivity Indices for Determination of Excavability Halil ARI (*) ÖZET Bu
Kaynak yöntemleri ile birleştirilen bir malzemenin kaynak bölgesinin mikroyapısı incelendiğinde iki ana bölgenin var olduğu görülecektir:
 Kaynak Bölgesinin Sınıflandırılması Prof. Dr. Hüseyin UZUN Kaynak yöntemleri ile birleştirilen bir malzemenin kaynak bölgesinin mikroyapısı incelendiğinde iki ana bölgenin var olduğu görülecektir: 1) Ergime
Kaynak Bölgesinin Sınıflandırılması Prof. Dr. Hüseyin UZUN Kaynak yöntemleri ile birleştirilen bir malzemenin kaynak bölgesinin mikroyapısı incelendiğinde iki ana bölgenin var olduğu görülecektir: 1) Ergime
MALZEME BİLGİSİ DERS 7 DR. FATİH AY. www.fatihay.net fatihay@fatihay.net
 MALZEME BİLGİSİ DERS 7 DR. FATİH AY www.fatihay.net fatihay@fatihay.net GEÇEN HAFTA KRİSTAL KAFES NOKTALARI KRİSTAL KAFES DOĞRULTULARI KRİSTAL KAFES DÜZLEMLERİ DOĞRUSAL VE DÜZLEMSEL YOĞUNLUK KRİSTAL VE
MALZEME BİLGİSİ DERS 7 DR. FATİH AY www.fatihay.net fatihay@fatihay.net GEÇEN HAFTA KRİSTAL KAFES NOKTALARI KRİSTAL KAFES DOĞRULTULARI KRİSTAL KAFES DÜZLEMLERİ DOĞRUSAL VE DÜZLEMSEL YOĞUNLUK KRİSTAL VE
2-C- BAKIR VE ALAŞIMLARININ ISIL İŞLEMLERİ 2-C-3 MARTENSİTİK SU VERME(*)
") 2-C- BAKIR VE ALAŞIMLARININ ISIL İŞLEMLERİ 2-C-3 MARTENSİTİK SU VERME(*) Sınai bakırlı alaşımlar arasında sadece soğukta iki veya çok fazlı alüminyumlu bakırlar pratik olarak mantensitik su almaya yatkındırlar.
2-C- BAKIR VE ALAŞIMLARININ ISIL İŞLEMLERİ 2-C-3 MARTENSİTİK SU VERME(*) Sınai bakırlı alaşımlar arasında sadece soğukta iki veya çok fazlı alüminyumlu bakırlar pratik olarak mantensitik su almaya yatkındırlar.
MMT310 Malzemelerin Mekanik Davranışı 2 Mukavemet ve deformasyon özelliklerinin belirlenmesi - Basma ve sertlik deneyleri
 MMT310 Malzemelerin Mekanik Davranışı 2 Mukavemet ve deformasyon özelliklerinin belirlenmesi - Basma ve sertlik deneyleri Yrd. Doç. Dr. Ersoy Erişir 2011-2012 Bahar Yarıyılı 2. Mukavemet ve deformasyon
MMT310 Malzemelerin Mekanik Davranışı 2 Mukavemet ve deformasyon özelliklerinin belirlenmesi - Basma ve sertlik deneyleri Yrd. Doç. Dr. Ersoy Erişir 2011-2012 Bahar Yarıyılı 2. Mukavemet ve deformasyon
Bir cismin içinde mevcut olan veya sonradan oluşan bir çatlağın, cisme uygulanan gerilmelerin etkisi altında, ilerleyerek cismi iki veya daha çok
 Bir cismin içinde mevcut olan veya sonradan oluşan bir çatlağın, cisme uygulanan gerilmelerin etkisi altında, ilerleyerek cismi iki veya daha çok parçaya ayırmasına "kırılma" adı verilir. KIRILMA ÇEŞİTLERİ
Bir cismin içinde mevcut olan veya sonradan oluşan bir çatlağın, cisme uygulanan gerilmelerin etkisi altında, ilerleyerek cismi iki veya daha çok parçaya ayırmasına "kırılma" adı verilir. KIRILMA ÇEŞİTLERİ
KOMPOZİTLER Sakarya Üniversitesi İnşaat Mühendisliği
 Başlık KOMPOZİTLER Sakarya Üniversitesi İnşaat Mühendisliği Tanım İki veya daha fazla malzemenin, iyi özelliklerini bir araya toplamak ya da ortaya yeni bir özellik çıkarmak için, mikro veya makro seviyede
Başlık KOMPOZİTLER Sakarya Üniversitesi İnşaat Mühendisliği Tanım İki veya daha fazla malzemenin, iyi özelliklerini bir araya toplamak ya da ortaya yeni bir özellik çıkarmak için, mikro veya makro seviyede
ZnS (zincblende) NaCl (sodium chloride) CsCl (cesium chloride)
 NaCl (sodium chloride) CsCl (cesium chloride)") Seramik, sert, kırılgan, yüksek ergime derecesine sahip, düşük elektrik ve ısı iletimi ile iyi kimyasal ve ısı kararlılığı olan ve yüksek basma dayanımı gösteren malzemelerdir. Malzeme özellikleri bağ
Seramik, sert, kırılgan, yüksek ergime derecesine sahip, düşük elektrik ve ısı iletimi ile iyi kimyasal ve ısı kararlılığı olan ve yüksek basma dayanımı gösteren malzemelerdir. Malzeme özellikleri bağ
ÇUKUROVA ÜNİVERSİTESİ MÜHENDİSLİK-MİMARLIK FAKÜLTESİ MADEN MÜHENDİSLİĞİ BÖLÜMÜ 01330 ADANA
 Sayı:B30.2.ÇKO.0.47.00.05/ 488 Tarih:19.06.2009 EMRE TAŞ ve MADENCİLİK A.Ş. TARAFINDAN GETİRİLEN 3114780 ERİŞİM NOLU VE 20068722 RUHSAT NOLU SAHADAN ALINAN BAZALT LEVHALARININ VE KÜP ÖRNEKLERİNİN MİNEROLOJİK,
Sayı:B30.2.ÇKO.0.47.00.05/ 488 Tarih:19.06.2009 EMRE TAŞ ve MADENCİLİK A.Ş. TARAFINDAN GETİRİLEN 3114780 ERİŞİM NOLU VE 20068722 RUHSAT NOLU SAHADAN ALINAN BAZALT LEVHALARININ VE KÜP ÖRNEKLERİNİN MİNEROLOJİK,
TALAŞLI İMALAT SAKARYA ÜNİVERSİTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ KALIPÇILIK TEKNİĞİ DERS NOTU. Doç.Dr. Akın Oğuz KAPTI. Talaşlı İmalat Yöntemleri
 TALAŞLI İMALAT MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ KALIPÇILIK TEKNİĞİ DERS NOTU Doç.Dr. Akın Oğuz KAPTI Talaşlı İmalat Yöntemleri 2 Talaşlı İmalat; iş parçası üzerinden, sertliği daha yüksek bir kesici takım yardımıyla,
TALAŞLI İMALAT MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ KALIPÇILIK TEKNİĞİ DERS NOTU Doç.Dr. Akın Oğuz KAPTI Talaşlı İmalat Yöntemleri 2 Talaşlı İmalat; iş parçası üzerinden, sertliği daha yüksek bir kesici takım yardımıyla,
ERCİYES ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ ENERJİ SİSTEMLERİ MÜHENDİSLİĞİ BÖLÜMÜ
 ERCİYES ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ ENERJİ SİSTEMLERİ MÜHENDİSLİĞİ BÖLÜMÜ DENEY FÖYÜ DENEY ADI AKIŞKAN YATAKLI ISI TRANSFER DENEYİ DERSİN ÖĞRETİM ÜYESİ DENEY SORUMLUSU DENEY GRUBU: DENEY TARİHİ
ERCİYES ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ ENERJİ SİSTEMLERİ MÜHENDİSLİĞİ BÖLÜMÜ DENEY FÖYÜ DENEY ADI AKIŞKAN YATAKLI ISI TRANSFER DENEYİ DERSİN ÖĞRETİM ÜYESİ DENEY SORUMLUSU DENEY GRUBU: DENEY TARİHİ
PÝLSA PE 100 BORULARI
 PÝLSA PE BORULARI Plastik teknolojisinin hýzlý geliþimi hammadde üretiminde de önemli geliþmelerin yaþanmasýný saðlamýþtýr. PE 32, 40 ve 63 ten imal borular yüksek basýnç gerektirmeyen sistemlerde baþarý
PÝLSA PE BORULARI Plastik teknolojisinin hýzlý geliþimi hammadde üretiminde de önemli geliþmelerin yaþanmasýný saðlamýþtýr. PE 32, 40 ve 63 ten imal borular yüksek basýnç gerektirmeyen sistemlerde baþarý
3.KABARTILI DİRENÇ KAYNAĞI. 05.05.2015 Dr.Salim ASLANLAR 1
 3.KABARTILI DİRENÇ KAYNAĞI 05.05.2015 Dr.Salim ASLANLAR 1 KABARTILI DİRENÇ KAYNAĞI Kabartılı direnç kaynağı, seri imalat için ekonomik bir birleştirme yöntemidir. Uygulamadan yararlanılarak, çoğunlukla
3.KABARTILI DİRENÇ KAYNAĞI 05.05.2015 Dr.Salim ASLANLAR 1 KABARTILI DİRENÇ KAYNAĞI Kabartılı direnç kaynağı, seri imalat için ekonomik bir birleştirme yöntemidir. Uygulamadan yararlanılarak, çoğunlukla
BETONARME YAPILARDA BETON SINIFININ TAŞIYICI SİSTEM DAVRANIŞINA ETKİSİ
 BETONARME YAPILARDA BETON SINIFININ TAŞIYICI SİSTEM DAVRANIŞINA ETKİSİ Duygu ÖZTÜRK 1,Kanat Burak BOZDOĞAN 1, Ayhan NUHOĞLU 1 duygu@eng.ege.edu.tr, kanat@eng.ege.edu.tr, anuhoglu@eng.ege.edu.tr Öz: Son
BETONARME YAPILARDA BETON SINIFININ TAŞIYICI SİSTEM DAVRANIŞINA ETKİSİ Duygu ÖZTÜRK 1,Kanat Burak BOZDOĞAN 1, Ayhan NUHOĞLU 1 duygu@eng.ege.edu.tr, kanat@eng.ege.edu.tr, anuhoglu@eng.ege.edu.tr Öz: Son
MMM 2011 Malzeme Bilgisi
 MMM 2011 Malzeme Bilgisi Yrd. Doç. Dr. Işıl BİRLİK Metalurji ve Malzeme Mühendisliği Bölümü isil.kayatekin@deu.edu.tr Materials Science and Engineering: An Introduction W.D. Callister, Jr., John Wiley
MMM 2011 Malzeme Bilgisi Yrd. Doç. Dr. Işıl BİRLİK Metalurji ve Malzeme Mühendisliği Bölümü isil.kayatekin@deu.edu.tr Materials Science and Engineering: An Introduction W.D. Callister, Jr., John Wiley
BİLGİSAYAR DESTEKLİ TASARIM VE ANALİZ (ANSYS)
") BİLGİSAYAR DESTEKLİ TASARIM VE ANALİZ (ANSYS) MALZEME ÖZELLİKLERİNİN BELİRLENMESİ Bir tasarım yaparken öncelikle uygun bir malzemenin seçilmesi ve bu malzemenin tasarım yüklerini karşılayacak sağlamlıkta
BİLGİSAYAR DESTEKLİ TASARIM VE ANALİZ (ANSYS) MALZEME ÖZELLİKLERİNİN BELİRLENMESİ Bir tasarım yaparken öncelikle uygun bir malzemenin seçilmesi ve bu malzemenin tasarım yüklerini karşılayacak sağlamlıkta
ÇELİK YAPILAR 1. Hafta. Onur ONAT Munzur Üniversitesi Mühendislik Fakültesi İnşaat Mühendisliği Bölümü, Tunceli
 ÇELİK YAPILAR 1. Hafta Onur ONAT Munzur Üniversitesi Mühendislik Fakültesi İnşaat Mühendisliği Bölümü, Tunceli 1 Hangi Konular İşlenecek? Çelik nedir, yapılara uygulanması ve tarihi gelişimi Çeliğin özellikleri
ÇELİK YAPILAR 1. Hafta Onur ONAT Munzur Üniversitesi Mühendislik Fakültesi İnşaat Mühendisliği Bölümü, Tunceli 1 Hangi Konular İşlenecek? Çelik nedir, yapılara uygulanması ve tarihi gelişimi Çeliğin özellikleri
Nanografi Nanoteknoloji Bilişim İmalat ve Danışmanlık Ltd. Şti.
 TEKNİK BİLGİ SAYFASI EPOCYL TM NC R2HM-01- Prepreg İşlemleri için Hazırlanmış Reçine Sistemi Genel Özellikler Tanım: EPOCYL TM NC R2HM-01 epoksi tabanlı bir reçine sistemidir, erimiş sıcak prepreg ve basınçlı
TEKNİK BİLGİ SAYFASI EPOCYL TM NC R2HM-01- Prepreg İşlemleri için Hazırlanmış Reçine Sistemi Genel Özellikler Tanım: EPOCYL TM NC R2HM-01 epoksi tabanlı bir reçine sistemidir, erimiş sıcak prepreg ve basınçlı
ISIDAÇ 40. yapı kimyasalları. Özel ürünleriniz için özel bir çimento!
 ISIDAÇ 40 yapı kimyasalları Özel ürünleriniz için özel bir çimento! Çimsa ISDAÇ 40 Kalsiyum Alüminat Çimentosu Yapı Kimyasalları Uygulamaları www.cimsa.com.tr ISIDAÇ 40, 10 yılı aşkın süredir Çimsa tarafından,
ISIDAÇ 40 yapı kimyasalları Özel ürünleriniz için özel bir çimento! Çimsa ISDAÇ 40 Kalsiyum Alüminat Çimentosu Yapı Kimyasalları Uygulamaları www.cimsa.com.tr ISIDAÇ 40, 10 yılı aşkın süredir Çimsa tarafından,
DENEYİN ADI: Çeliklerin Isıl İşlemi. AMACI: Çeliklerde ısıl işlem yoluyla mikroyapı ve mekanik özelliklerin değişiminin öğretilmesi.
 DENEYİN ADI: Çeliklerin Isıl İşlemi AMACI: Çeliklerde ısıl işlem yoluyla mikroyapı ve mekanik özelliklerin değişiminin öğretilmesi. TEORİK BİLGİ: Metal ve alaşımlarının, faz diyagramlarına bağlı olarak
DENEYİN ADI: Çeliklerin Isıl İşlemi AMACI: Çeliklerde ısıl işlem yoluyla mikroyapı ve mekanik özelliklerin değişiminin öğretilmesi. TEORİK BİLGİ: Metal ve alaşımlarının, faz diyagramlarına bağlı olarak
LİMİT DENGE ANALİZİ (Deterministik Yaklaşım)
") 11. ŞEV DURAYLILIĞI ŞEV DURAYLILIĞI (Slope Stability) Şev: Düzensiz veya belirli bir geometriye sahip eğimli yüzeydir. Şevler Düzensiz bir geometriye sahip doğal şevler (yamaç) Belirli bir geometriye sahip
11. ŞEV DURAYLILIĞI ŞEV DURAYLILIĞI (Slope Stability) Şev: Düzensiz veya belirli bir geometriye sahip eğimli yüzeydir. Şevler Düzensiz bir geometriye sahip doğal şevler (yamaç) Belirli bir geometriye sahip
KESKİ GEOMETRİSİNİN SPESİFİK ENERJİ DEĞERİ ÜZERİNE OLAN ETKİSİNİN İNCELENMESİ Investigation of the Effect of Chisel Tool Geometry on Specific Energy
 Madencilik, Cilt 52, Sayı 1, Sayfa 19-26, Mart 2013 Vol.52, No.1, pp 19-26, March 2013 KESKİ GEOMETRİSİNİN SPESİFİK ENERJİ DEĞERİ ÜZERİNE OLAN ETKİSİNİN İNCELENMESİ Investigation of the Effect of Chisel
Madencilik, Cilt 52, Sayı 1, Sayfa 19-26, Mart 2013 Vol.52, No.1, pp 19-26, March 2013 KESKİ GEOMETRİSİNİN SPESİFİK ENERJİ DEĞERİ ÜZERİNE OLAN ETKİSİNİN İNCELENMESİ Investigation of the Effect of Chisel
MEKANİK KAZI MAKİNELERİNİN TİTREŞİM ANALİZİNDE KESKİ KUVVETLERİNİN ANALİTİK YÖNTEMLE HESAPLANMASI
 Türkiye 12. Kömür Kongresi Bildiriler Kitabı, 23-26 May2000, Zonguldak-Kdz. Ereğli, Türkiye Processing of the 12 th Turkish Coal Congress, 23-26 May 2000, Zonguldak-Kdz. Ereğli, Türkiye MEKANİK KAZI MAKİNELERİNİN
Türkiye 12. Kömür Kongresi Bildiriler Kitabı, 23-26 May2000, Zonguldak-Kdz. Ereğli, Türkiye Processing of the 12 th Turkish Coal Congress, 23-26 May 2000, Zonguldak-Kdz. Ereğli, Türkiye MEKANİK KAZI MAKİNELERİNİN
Vermiküler/Silindirik Grafitli Dökme Demir COMPACTED GRAPHITE CAST IRON
 Vermiküler/Silindirik Grafitli Dökme Demir COMPACTED GRAPHITE CAST IRON Ferrit Silindirik grafitler (Ferrit + Perlit) Matrix Grafit küreleri Silindirik, Gri ve Küresel grafitli dökme demirler arası özelliklere
Vermiküler/Silindirik Grafitli Dökme Demir COMPACTED GRAPHITE CAST IRON Ferrit Silindirik grafitler (Ferrit + Perlit) Matrix Grafit küreleri Silindirik, Gri ve Küresel grafitli dökme demirler arası özelliklere
Isıl işlem, katı haldeki metal ve alaşımlarına belirli özellikler kazandırmak amacıyla bir veya daha çok sayıda, yerine göre birbiri peşine uygulanan
 ISIL İŞLEMLER Isıl işlem, katı haldeki metal ve alaşımlarına belirli özellikler kazandırmak amacıyla bir veya daha çok sayıda, yerine göre birbiri peşine uygulanan ısıtma ve soğutma işlemleridir. İşlem
ISIL İŞLEMLER Isıl işlem, katı haldeki metal ve alaşımlarına belirli özellikler kazandırmak amacıyla bir veya daha çok sayıda, yerine göre birbiri peşine uygulanan ısıtma ve soğutma işlemleridir. İşlem
JOMINY DENEYİ MALZEME MÜHENDİSLİĞİ BÖLÜMÜ
 1. DENEYİN AMACI: Bu deney ile incelenen çelik alaşımın su verme davranışı belirlenmektedir. Bunlardan ilki su verme sonrası elde edilebilecek maksimum sertlik değeri olup, ikincisi ise sertleşme derinliğidir
1. DENEYİN AMACI: Bu deney ile incelenen çelik alaşımın su verme davranışı belirlenmektedir. Bunlardan ilki su verme sonrası elde edilebilecek maksimum sertlik değeri olup, ikincisi ise sertleşme derinliğidir
Fabrika: Kütahya Org. San. Böl. 6.cad. No:15 / KÜTAHYA /TÜRKİYE Tel: +90 274 266 25 72 / 79 Fax: +90 274 266 25 76 info@viggroup.com.
 w w w. s k - c w. c o m Fabrika: Kütahya Org. San. Böl. 6.cad. No:15 / KÜTAHYA /TÜRKİYE Tel: +90 274 266 25 72 / 79 Fax: +90 274 266 25 76 info@viggroup.com.tr VIG Metal, alüminyum ve magnezyum gibi haf
w w w. s k - c w. c o m Fabrika: Kütahya Org. San. Böl. 6.cad. No:15 / KÜTAHYA /TÜRKİYE Tel: +90 274 266 25 72 / 79 Fax: +90 274 266 25 76 info@viggroup.com.tr VIG Metal, alüminyum ve magnezyum gibi haf
HİDROLİK MAKİNALAR YENİLENEBİLİR ENERJİ KAYNAKLARI
 HİDROLİK MAKİNALAR YENİLENEBİLİR ENERJİ KAYNAKLARI HİDROLİK TÜRBİN ANALİZ VE DİZAYN ESASLARI Hidrolik türbinler, su kaynaklarının yerçekimi potansiyelinden, akan suyun kinetik enerjisinden ya da her ikisinin
HİDROLİK MAKİNALAR YENİLENEBİLİR ENERJİ KAYNAKLARI HİDROLİK TÜRBİN ANALİZ VE DİZAYN ESASLARI Hidrolik türbinler, su kaynaklarının yerçekimi potansiyelinden, akan suyun kinetik enerjisinden ya da her ikisinin
DOĞAL KURŞUN METALİK KURŞUN PLAKALAR
 KURŞUN ve ALAŞIMLARI DOĞAL KURŞUN METALİK KURŞUN PLAKALAR 1 KURŞUN ve ALAŞIMLARI Romalılar kurşun boruları banyolarda kullanmıştır. 2 KURŞUN ve ALAŞIMLARI Kurşuna oda sıcaklığında bile çok düşük bir gerilim
KURŞUN ve ALAŞIMLARI DOĞAL KURŞUN METALİK KURŞUN PLAKALAR 1 KURŞUN ve ALAŞIMLARI Romalılar kurşun boruları banyolarda kullanmıştır. 2 KURŞUN ve ALAŞIMLARI Kurşuna oda sıcaklığında bile çok düşük bir gerilim
YATAK HASARLARI (I) Mustafa YAZICI TCK
 Mustafa YAZICI TCK") YATAK HASARLARI (I) Mustafa YAZICI TCK Yataklar makinalarda hareket ve yük iletimini aynı anda sağlayan parçalardır. Makinalarda hareketli ve sabit parçalar arasında yük iletimini sağlamak ve bu parçaları
YATAK HASARLARI (I) Mustafa YAZICI TCK Yataklar makinalarda hareket ve yük iletimini aynı anda sağlayan parçalardır. Makinalarda hareketli ve sabit parçalar arasında yük iletimini sağlamak ve bu parçaları