PROJE YÖNETİMİ VE MÜHENDİSLİK
|
|
|
- Altan Niazi
- 8 yıl önce
- İzleme sayısı:
Transkript
1 RJE YÖNEİMİ VE MÜHENDİSLİK ünüüz otootiv dünyasında ürkiye nin, tasarııyla özgün bir aracının olaası, sektörü,daha çok tasarlanan aracı devreye alak ve üretek anlaında çalıştıraktadır.yansanayilerin ciddi anlada rol aldığı bu süreçte, ürkiye deki ana sanayiler bir taraftan kendi içindeki çalışaları yaparken diğer taraftan tedarik edeceği parçaların çalışalarını destekleektedir. Bu devreye ala çalışalarında yapılan ühendislik çalışaları, ne kadar hızlı ve etkin olursa verililik o seviyede artacak ve ülkeizdeki projelerin sayısına da pozitif yönde katkı sağlayacaktır. Belirli gruplara bölünen parçalar, yan sanayiler de yaşanan teklif süreci sonrasında, devreye alınaktadır. roje Yönetii teklif /fiyat belirlee ve devreye ala çalışalarının taaı olarak değerlendirilebilekle birlikte sadece devreye alınası olarak da tanılanabilektedir..eklif/fiyat Belirleenin roje Yönetiindeki Yeri rojeden beklenen çalışalardır: yararların en iyi algılandığı Fira cirosunda üşteri dağılıının görülesi, Sürdürülebilir karlılığın devaının bilinesi, Kuru rekabet edebilirliğini sürdürek, Belirli parçalarda tercih edilebilir olak(ürün gruplarında, üretilebilirlikte elde edilen bilgi düzeyi), Bilgi (know-how) seviyesini artırak Mühendislik çalışalarının başlangıçta, ön proses tasarıı olarak kendini gösterdiği teklif/fiyat belirlee aşaaları, aynı zaanda üreti teknolojisini belirleek adına da proje yönetiin de aşılayacak sınırları oluşturabilektedir. Bununla birlikte yatırı kararlarının alınası veya yan sanayilerden tedarik ete kararlarının verilesi de teklif/fiyat belirlee sürecine ciddi etkendir ve projenin zaanında devreye alınabilesiyle doğrudan orantılıdır. roje süresini geciktirilesi veya daha fazla aliyet oluşturulası riski getirebilektedir. Örnek: Mekanik preslerde operasyonlu, 5x5x3 boyutlarında bir parçanın üzerinde bulunan diklik toleransının sağlanaaası yerine adılı bir kalıptan uygun kaliteyi alabilek. 5 boya kadar iç gövde parçalarda işçiliğin azaltılası yönünde transfer presi kullanıı yaklaşık ¼ oranında fark edecektir. 2. Zaan, Kalite,Maliyet Döngüsü Başarılı proje, girdiler dahilinde belirlenen zaankalite-aliyet çıktılarına göre çalışaların gerçekleşesidir. Bunu elde etenin yolu,sisteatik bir şekilde,faaliyetlerde planla-uygula-kontrol etönle çevriini uygulaaktır. Devreye alınan projenin, zaanında, istenen kalitede ve aliyette olabilesi için; Ana sanayinin yan sanayiye verdiği desteğin hızlılığı, Ana sanayi ve yan sanayinin bilgi düzeyi, rojedeki ekip ve iletişi, roje ekip üyelerinin iş becerisi, roje şartlarını sağlayabilecek proje yöneticisi, Finansan yapısı Uygunluğuna dikkat edilelidir. Örnek; Yan sanayide üretilen bir kalıp setinde ateatik odele göre yapılan çalışadan istenen parça üretileeiştir. Bunun için üşteriye verilen öneri kabul edilecek düzeydedir. Fakat bu kabulün yan sanayiye ulaşası zaan aldığından, kalıp işçiliğinde aliyetler artacaktır. Dolayısıyla projenin zaanı da etkilenecek ve ötelenebilecektir. rojedeki parçaların teknik resilerinde belirtilen toleranslar, üretilebilecek sınırlar dahilinde olalı. Ürün tasarıcısının üretilebilirlik konusunda bilgi sahibi olası veya yan sanayiden verilecek geri besleenin proje içinde olulu değerlendirilebilesi gereklidir. Yan sanayi çalıştığı proje konusunda birçok tecrübesi olalı ve öneriler üretebilelidir. Çeke ukaveeti 35 Mpa olan,2 kalınlıktaki 75 lik boyda bir üründe iki düzle arası,2 lik paralellik sağlanası duruu bunun basit bir örneği olacaktır. Ekipteki (ana sanayi + yan sanayi) herhangi bir soru, 3 veya kişinin iletişiinden geçerek cevaplanaalı. Soru ve cevap en fazla 3 kişi arasında görüşüleli. Yanlış algılanan bir kaplaalı M2 sounun, proje zaanını ötelenebildiğini veya aliyeti yükselttiğini unutaalıyız. Ekipteki tü üyeler, kendi görevleri konusunda işlerini yaparken, bazen de birbirlerinin işlerini de

2 2 yapacaklardır. Bunun için proje içindeki kişiler, çalıştığı konuda tecrübeli ve atak olalıdır. Kaynak nüfuziyeti konusunda -2 kez tecrübesi olan bir kişinin projede o yönde hareketi sınırlı olacak ve yapılacak/ yaptırılacak işlerde bu doğrultuda geciktirilecektir. 2 sac arasında, sağlanası gereken nüfuziyeti sağlaası güçleşecektir. roje yöneticisi; Yapılan iş konusunda bilgili ve tecrübeli, Riskleri öncesinde görebilen, arça ölçe ve değerlendire bilgisi olan, Ekip sinerjisini kullanabilen, Kaynakları verili kullanabilen, İşlerin takibi ve koordinasyonunu sağlayabilecek, kararlı bir yapı olası gerekir. Belirli bir aşaada, ana sanayi veya yan sanayide oluşacak finansan açığı, proje zaanını öteler. 2.. L ödeesi olan projede, projenin 2/3 lük aşaası bittiğinde.. L lik ödee yapıladı ise gecike kaçınılazdır. Bu şartlar sağlanaadığında, utlaka proje gelişiinde zaan-kalite-aliyet, birbiri ile etkileşide olacaktır. Birbiriyle oransal olarak da değişi gösterecektir. ablo.: roje lanı Örnek:.. L aliyetli,,5 yıllık süresi olan ve proses yeteneğinin olası gereken projede yukarıdaki şartlar gerçekleştirildiğinde, zaan-kalitealiyetten herhangi birinde en fazla %5 sapa gerçekleşebilir. Diğerlerinden bir tanesi o oranda azalacaktır. 3. Risk Yönetii roje yönetiinin en öneli aşaalarından biri de risklerin belirlenesi ve yönetiidir. Bunun için; roje planının takibi ve planlanasının aksaaası, rojenin başlatıldığı yerleşkenin değişeesi, Ekipteki kişilerin, görevlerinden ayrılası, Ekip veya firada gerekli bilginin olayışı, Finansan yapısında sarsıla, dikkat edilesi gerekli öneli risklerdir. 3.. roje lanının akibi lanlanasının Aksaaası: ve

3 3.. RJESİ REVİZYN N: 2 Müşteri: KRİİK RJE ARİHLERİ KALI ARÇA ÜREİMİ ÜREİM BAŞLANIÇ KAASİESİ NAYI roje Kodu / Model : EKİMAN ÜREİM KAASİESİ SRAFR MDEL BİİŞ 3D CNC BAŞLANIÇ ALIŞIRMA KAYNAKLI NUMUNE (RSES DĞRULAMA) elefon roje Ekibi E-ail roje Yöneticisi ÜM RSESEN ARÇA ÜREİMİ KALIAN ARÇA ÖNSERİ ÜREİM SERİ ÜREİM Ürün Sorulusu arça Nuarası : Kalıp asarı Sorulusu arça anıı : Fikstür asarı Sorulusu Malzee / Kalınlık : lanlaa Sorulusu Kalite Sorulusu Satınala Sorulusu Nisan Mayıs Haziran euz Ağustos Eylül Kası Aralık cak Şubat Mart Nisan Mayıs Haziran euz Ağustos Eki Mart 7 28 Şubat cak ### Aralık Zaanlaa A RJE ZAMANLAMASI KALIAN ARÇA ZAMAN LANI lanlanan erçekleşe arih n Sorulu Kişiler roses Devreye Ala Adıları RJE EKİBİNİN LUŞURULMASI VE LANISI RJE VERİLERİNİN EMİNİ VE ER SİSEMİNE ÜRÜN KARI ANIMLAMASI DİREK MALZEMELER VE EKİMAN (KALI/FİKSÜR)İMALAÇILARININ ESİİ ( KAASİE ) VE SİARİŞİ (SAINALMA) ÖZEL ÜRÜN KARAKERİSİKLERİN BELİRLENMESİ EMERİ DSYALARI BELİRLEME VE ÖLÇÜM MEDLARI KARŞILAŞIRMA ÜRÜN AĞACI ANIMLAMASI KAYNAKLI ARÇA RSES ASARIMI VE NAYI RESLİ ARÇA RSES ASARIMI VE NAYI ÜRÜNLERİN RALAMA ANIMLAMASI MÜŞERİNİN ARÇA RESMİNİ SABİLEMESİ ÜREİM ARAÇLARI BELİRLEME (KURULUŞ VE EDARİKÇİ /KAASİE) ASLAK RSES AKIŞ ŞEMASI, YERLEŞİM LANI VE AMBALAJLAMANIN BELİRLENMESİ FMEA ÇALIŞMALARINA BAŞLANMASI KAYNAK EKİMANLARI ASARIMI VE NAYI KALI ASARIMI VE NAYI DENEME SAC MALZEME ALEBİ (ÖNSERİ DAHİL 2. LUK) SMUN CİVAA VE DİĞER MALZEMELER ALEBİ KALI VE KAYNAK FİKSÜRÜ MALZEME ALEBİ SAINALINACAK EKİMANA (KALI/FİKSÜR) EKLİF ALINMASI YANSANAYİ KALI/FİKSÜR ASARIMI VE NAYI ÜREİM DÖKÜMANLARI (, K, RSES AKIŞ) HAZIRLANMASI KALI VE KAYNAK FİKSÜRÜ MALZEME EMİNİ (SANDAR MALZEMELER) KALI ÜREİM % Strafor Model % Dökü %27 2 D İşlee %35 3 D İşlee %5 esviye ve arçasız Alıştıra %6 arça İle Alıştıra %85 Kalıbın res Altına Bağlanası(FF L) YANSANAYİ KALI/FİKSÜR ÜREİMİ YANSANAYİ DİREK MALZEMELER A SUNUMU SAC VE DİĞER MALZEMELER EMİNİ RESLİ ARÇA NUMUNE ÜREİMİ (LAZER ) KAYNAK FİKSÜRÜ ÜREİMİ NUMUNE KNRL LANI KALI/FİKSÜR KABULÜ KAYNAKLI NUMUNE ARÇA ÜREİMİ ( LAZER ) AMBALAJLAMA DĞRULANMASI (FAB İÇ DIŞ) MSA FF L ARÇA ÜREİMİ ERAÖR EĞİİMLERİ RSES DENEİMİ KAYNAKLI ARÇA ÖNSERİ ÜREİMİ VE YEERLİLİK İYİLEŞİRMELER A SUNUMU MÜŞERİ DENEİMLERİ VE NAYI SERİ ÜREİM BC-F 256 // NAY: Rev Sebebi: Son NAYLI datalardaki değişiklikler nedeniyle tasarıların güncellenesi. Rev 2 Sebebi: rogresif kalıp planlarının yeni bağlanan parçalar nedeniyle revize edilesi Rev 3 Sebebi: elen son onaylı datalardaki değişikliklerin tasarılara aktarılası. Rev Sebebi: Önkese kalıp zaan planlarının revize edilesi ü takiplere ait güncelleeler asgari haftalık gerçekleşelidir.aksi takdirde projede, gecikeler kaçınılazdır.iyi bir plan,üşterinin istediği bir değişiklik oladığı üddetçe +,- %5 sapa gösterecektir.bu değer,planlaa aşaasında göz ardı edileelidir.

4 Dikkat edilesi gereken en öneli konu, üreti ekipanlarında (kalıp, fikstür) oluşacak gecikelerdir. Bunun önlenebilesi için, tasarıların benzer tecrübelerle desteklenesi, satın alınacak alzeelerin teini (dökü, çelikler) ve üreti planlaalarındaki sürelerin gerçekçi olası gerekir. ve becerisi aynı düzeyde olsa da, projeye alışacağı süre ile 8 hafta arasındadır. Bu görev değişiklikleri projenin son çeyreğinde gerçekleşeelidir. Zira bu döne taaen üşteri ile birlikte birebir çalışılan dönedir. 3.. Ekip Veya Firada erekli Bilginin layışı: Örnek: övde üzerinde orta (B) direk parçasının kalıplarının 6 9 ay içerisinde üretilesi uygundur. Adılı kalıplar için bu süreler 7-2 hafta civarında olalıdır rojenin Değişeesi: Başlatıldığı Yerleşkenin rojenin çalışıldığı ekanın değiştirileesi, akinelerin sabit bir dengeyi yakalaası açısından önelidir. Bu duru, akinelerde üretilecek her ekipan veya ürün için öneli bir hata kaynağı olacaktır ve işçilik aliyetlerini de artıracaktır. Örneğin; 5 eksen CNC nin yerinin değişesi veya lü bir pres hattının yerinin değiştirilesi sonrasında akinenin sabit duruunun sağlanası, yeteneğini deva ettirecektir. İşlenecek kalıp veya üretilecek parça için değişkenlikler oluşacaktır. Bu tip durularda en az 8 hafta ötelee söz konusudur Ekipteki Ayrılaası: Kişilerin, örevlerinden Ekip çalışanlarının proje bitiine kadar görevinin değiştirileesi gerekir. Yeni bir kişinin bilgi roje içerisinde teknolojik açıdan çalışılacak değişik parçalar olacaktır. Bu tip parçaların üretilesi için gerekli bilgi altyapısı yoksa proje aliyeti ve süresi bundan ciddi anlada etkilenecektir. Örneğin; Adılı kalıp tasarıını bileyen firalarda 6-2 hafta arası gecikeler olasıdır. 5 parçanın üretileceği 5 setlik adılı kalıp projesinde 2 set kullanılaaz olduğunda zarar kaçınılazdır Finansan Yapısında Sarsıla: roje döneinde finansan yapısındaki bozulalar firanın projede durasına sebep olabilir. Zira bir süre sonra satın alalar için ödee yapaayacak, aynı şekilde işçiliklere de yansıyacaktır. Bu tip durular ile karşılaşaak için firalar, finansan yapısını gözden geçireli ve bu durular için projenin /3 seviyesindeki serayeyi karşılayabileleri gerekektedir. Kur artışından kaynaklanabilecek finansal önleler düşünülelidir. aliyetler. roje Yöneti Süreci roje Yönetiinde ki genel süreç; için

5 5 Sözleşe roje ekibinin luşturulası ve oplantısı Nuune Üretii ve roses Doğrulaa roses İalatının erçekleştirilesi Ön Seri Üreti Ürün Dosyasının Sunuu örev anılarının luşturulası Ekip Eğitilerinin aalanası roje lanının aalanası (kaynakların planlanası, aşaalar,zaan) ve Risklerin Belirlenesi roses asarıı Seri Üreti nayı Şekil.. : roje Yöneti Süreci.. roje Ekibinin luşturulası ve oplantısı: roje ekibi, yönetiin isteği doğrultusunda, bölülerden katılıcı önerilerinin de gelesiyle oluşturulur. roje ekibinin oluşturulasında, en öneli kriter, uyu içinde çalışabilecek tecrübeli kişilerin seçilesidir. roje Yöneticisi yöneti tarafından atanır. roje Yöneticisi, proje teklif aşaalarında da rol alabilir. roje aliyeti açısından ciddi avantaj sağlar. Zira parçalar, seri şartlara proje aşaasında hazırlandığı için aliyetleri en iyi şekilde bu dönede oluşturulalıdır. roje, oluşturulan bu aliyetler ile seri üretiine deva edecektir. luşturulası gereken ekipte ; RJE YÖNEİCİSİ ÜRÜN SRUMLUSU KALI ASARIM SRUMLUSU FİKSÜR ASARIM SRUMLUSU LANLAMA SRUMLUSU KALİE SRUMLUSU SAINALMA SRUMLUSU görevlerine kişiler belirlenir. roje yöneticisi önderliğinde ilk toplantı yapılır. Müşteri özel istekleri ve projeye ait ürünler tanıtılır.roje planı aşaalarının taslağının oluşturulası sağlanır.(ablo.)


6 6 roses doğrulaa Kalıptan parça ü prosesten parça üretii Önseri üreti Seri üreti.2. örev anılarının luşturulası: Resi.: roje Ekibinin luşası ve oplantısı roje ekibinin her gün toplanası ve çalışalarına 2 günlük faaliyetleri görüşülerek deva etesi gereklidir. Belli aşaalarda ise yönetii bilgilendirek için ayrı toplantıların yapılası da gerekektedir. Bu aşaalar : arça üreti kapasitesi Kalıp üretii başlangıç onayı Ekipan üreti kapasitesi Strafor odel bitiş 3D CNC işlee başlangıcı Alıştıra ablo.2. : örev anıları rojede yer alan tü endirekt çalışanların görev tanıları yapılır. tootivde, proje ekibi taaen proje için çalışaz, varolan organizasyon şeasındaki görevlerine ek olarak yeni görevler alarak proje ekibine dahil olurlar.yani atris organizasyon yapısı ile, seri üreti aşaalarındaki görevlerine ek olarak projedeki görevlerini de yürütürler.bu yapılananın dezavantajı,proje ile bölüü arasındaki iş önceliğinin belirlenesinde öncelik sorununun yaşanasıdır.her ikisinin aksaaası için topla kalite kültürünün yerleşiş olası gerekir. Bu duruda kişiler birbirleri yerine iş yapabilirler. Yalın üretiin çalıştığı organizasyonlarda hatanın oluşası % 2-3 seviyesindedir. Kişiler bölülerden geldiği için görev tanıları kısen oluşuştur aa utlaka ortada kalan işler olacaktır. Bu anlada proje görev tanıları oluşturulur ve paylaşı yapılır. Zaan zaan bazı kişiler görevlerine geleeyecek veya farklı yerlerde olacaktır. duruda günlük toplantılarda bu görevler de paylaşılacaktır.

7 7

8 8

 ve Risklerin Belirlenesi: Bunlar; roje planının taalanası artık gerçekleşebilecektir. Bu plan üzerindeki tü riskler gözden geçirilir.")
9 9 lası gereken,proje ekibindeki endirekt çalışanların,sadece proje için çalışalarıdır.roje devreye alındıktan sonra, bu proje organizasyonu olarak seri üretide de çalışalarıdır. Lojistik çalışaları, Yeterlilik etodları, Kalıplarda yeni çelikler kullanıı, CAM için progralaa, Yeni tasarı yazılıı kullanıı, Müşterinin uyguladığı deneti faaliyetleri (üreti yeri değerlendirilesi, proses kontrol planı denetii, ürün denetii).3. Ekip Eğitilerinin aalanası: Ekipteki görev tanılarına göre eğitiler belirlenir ve üşteri desteği de alarak, ekipteki çalışanlara eğitiler verilir...roje lanının aalanası (kaynakların planlanası, aşaalar,zaan) ve Risklerin Belirlenesi: Bunlar; roje planının taalanası artık gerçekleşebilecektir. Bu plan üzerindeki tü riskler gözden geçirilir. (ablo.) oleranslar, Ölçü etodları, ablo.3.: Kalıp Duruu 2 SIVAMA 3 ÇEVRE KESME + KAMLI KESME Alıştıra sacları geldi ÇEVRE KESME 2 + KAMLI DELME + KAMLI KESME 2 5 BÜKME 2 SIVAMA 3 ÇEVRE KESME + KAMLI KESME Alıştıra sacları geldi ÇEVRE KESME 2 + KAMLI DELME + KAMLI KESME 2 5 EEK BÜKME & KALİBRASYN ÖN KESME 2 SIVAMA 3 ÇEVRE KESME + KAMLI KESME 5. REV.. HAFA 2. REV 8. HAFA 3. REV. 5. HAFA Aralık Şubat 5 29 Mart 6 Nisan N Mart 29 Mayıs 29 Haziran 29 euz N N N Alıştıra sacları geldi N N DÖKÜM BAŞLANICI LAZER NUMUNE ARÇASININ ÜREİM HAININ DEĞİŞMESİ VE MÜŞERİNİN ÜM ARÇALAR İÇİN DEĞİŞİKLİK ALELERİ MÜŞERİ ARAFINDAN RJENİN ZAMANININ LAZERDEN ARÇA ALMA ARİHİNİ. HAFAYA ÇEKMESİ /53 LANLAMASI ÜNCELLENDİ ablo.: Detaylı Kalıp lanı 29 cak ÇEVRE KESME 2 + KAMLI DELME + KAMLI KESME 2 EEK BÜKME & KALİBRASYN Zaanlaa Kası Eki Eylül Ağustos perasyon Adı p. No ARÇA RESMİ 9 28 KMLE N % FF L KALILARIN KAAILMASI NAY KALILARIN MÜŞERİYE RANSFERI
 ve Risklerin Belirlenesi: Bunlar; roje planının taalanası artık gerçekleşebilecektir. Bu plan üzerindeki tü riskler gözden geçirilir.")

10 roje planı üzerinde hedef takip ve değerlendirelerin haftalık ve aylık seyri sağlanır. Kalıp/fikstür ( ekipan) içinde ayrıca takipler sağlanır. roje bütçesi de bu takip içinde yer alır. ablo.5: Hedef akip ve Değerlendireler RJE EKİBİ roje Yöneticisi Ürün Sorulusu Kalıp asarı Sorulusu Fikstür asarı Sorulusu lanlaa Sorulusu Kalite Sorulusu Satınala Sorulusu RANSFER RES VURUŞ SAYISI ANDEM RES VURUŞ SAYISI RRESİF RES VURUŞ SAYISI SMUN UNA SAYISI UNA SAYISI (UNA RBU) SĞUK KAYNAK UNA SAYISI 7 37, 6, 73, 33 6 AZALI KAYNAK UZUNLUĞU ÖZEL KARAKERİSİKLER SAYISI vuruş/araç vuruş/araç vuruş/araç punta/araç punta/araç punta/araç 2 /araç 5 ADE LAM KALI SAYISI 8 LAM ARÇA SAYISI 55 LAM SAIŞ REFERANSI KNRL FİKSÜRÜ SAYISI 59 KAYNAK FİKSÜRÜ SAYISI 8 RJE İLERLEME YÜZDESİ KALI İLERLEME YÜZDESİ MAR 6,3% 8,% NİSAN,5% 6,3% MAYIS 26,7% 23,7% HAZİRAN 33,% 35,7% EMMUZ 37,% 5,6% AĞUSS 2,% 62,8% EYLÜL 6,% 7,% EKİM 55,% 77,5% KASIM 65,6% 8,3% ARALIK 72,5% 86,% CAK 8,% 87,2% ŞUBA 89,% 87,% MAR 98,2% 95,6% ablo.6: roje Bütçesi


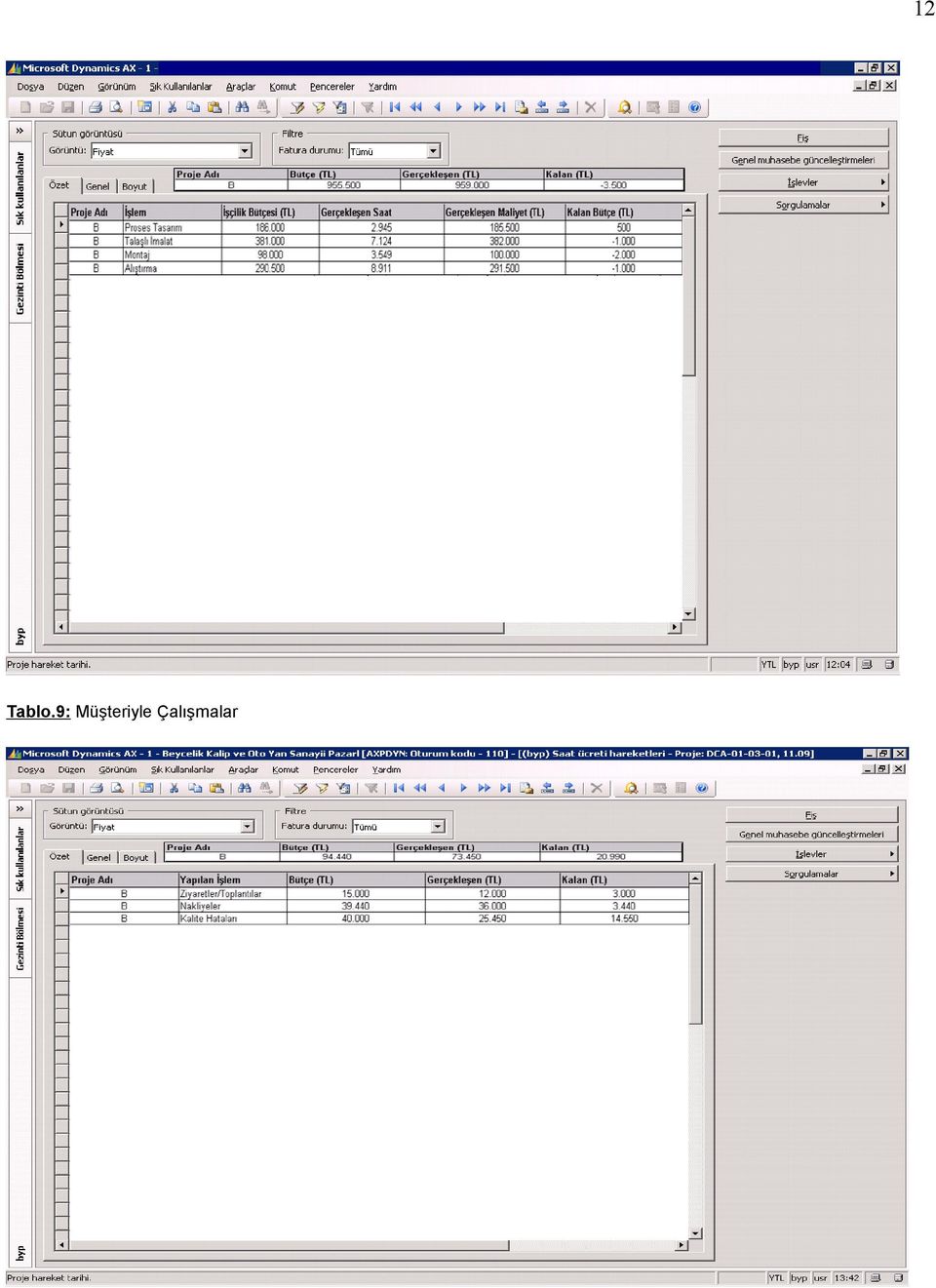
11 ablo.7: Malzee Bütçesi ablo.8: İşçilik Bütçesi


12 2 ablo.9: Müşteriyle Çalışalar
13 3 Müşteriden veri transferleri, ilgili portallar üzerinden yapılır (cad, alzee kaliteleri,teknik resiler, IMDS, şartnaeler) ve ürün kartları, reçeteler,satış ekranları oluşturulur. Fira için kapasite tespiti (kalıp,fikstür, akine, insan, yan sanayi) yapılır.hangi kaynakların nereden kullanılacağı kararı verilir, gerekirse yatırı kararları alınır. ablo.: Kalıp/Fikstür opla Üreti Kapasitesi LAM KAASİE 29-2 SAALER 3 25 BŞ KAASİE 2 D Müş teris i W rojes i C Müş teris i Q rojes i 5 B Müş teris i Z rojes i A Müş teris i Y rojes i 5 A Müş teris i X rojes i LAM KAASİE ca k M 9 ar t M 9 ay e ıs 9 uz Ey 9 lü l Ka 9 sı 9 ca k M ar t M ay e ıs uz Ey lü l Ka sı AYLAR ablo.: roses-kalıp asarı Kapasitesi RSES - KALI ASARIM BŞ KAASİE D Müş teris i W rojes i 25 2 C Müş teris i Q rojes i 5 B Müş teris i Z rojes i A Müş teris i Y rojes i 5 A Müş teris i X rojes i 9 M ar t 9 M ay e ıs 9 uz Ey 9 lü l Ka 9 sı 9 ca k M ar t M ay ı s e uz Ey lü l Ka sı LAM KAASİE ca k SAALER 3 AYLAR

14 ablo.2: alaşlı İalat Kapasitesi ALAŞLI İMALA 29-2 SAALER 2 BŞ KAASİE 8 D Müş teris i W rojes i 6 C Müş teris i Q rojes i B Müş teris i Z rojes i 2 A Müş teris i Y rojes i ca k M 9 ar t M 9 ay e ıs 9 uz Ey 9 lü l Ka 9 sı 9 ca k M ar t M ay e ıs uz Ey lü l Ka sı A Müş teris i X rojes i LAM KAASİE AYLAR ablo.3: Montaj & Denee Kapasitesi MNAJ & DENEME SAALER 8 BŞ KAASİE D Müş teris i W rojes i C Müş teris i Q rojes i B Müş teris i Z rojes i 6 A Müş teris i Y rojes i A Müş teris i X rojes i 2 LAM KAASİE l 9 9 t l 9 z z k k art s s a yı u ylü sı ca Mar ayı u ylü sı c a M a E E Ka M e M e K AYLAR

15 5 ablo.: Üreti Hatları Kapasitesi RJE ANDEM-.HA ANDEM-2.HA RBLU ANDEM-.HA RBLU ANDEM-2.HA RBLU ANDEM-3.HA. HIZLI RES 2. HIZLI RES UNA RBU AZALI RBU X RJESİ,6 3,72,9,2 6,38 6,28 Y RJESİ 2,76,9 RJE İHİYAÇ,37,,, 3,72,28,2 6,38 6,28 ÜREİM BŞ KAASİE 3,5,,, 2,5,5,25 5 SNUÇ -,32,,, -,57,22,3-2,38 -,28 N: Sonucun Negatif ( - ) değer çıkası ihtiyaç olduğu anlaına gelektedir. res hatları için rakalar hat değil akine bazlı sayıları verektedir. ablo.5: rtalaa Üreti Vuruşları R.ÜREİM VURUŞLARI ande.ha (vuruş / dak) ande 2.HA ( vuruş / dak ) ande 3.HA ( vuruş / dak ) Hızlı resler ( vuruş / dak ) 7. HA (vuruş / dak) 8.HA (vuruş / dak) 9.HA (vuruş / dak) Sabit unta (punta / dak) Soğuk Kaynak Mak. (punta/dak) Robot punta (punta / dak) azaltı Robotları ( / dak ) ünlük çalışa (saat) Yıllık çalışa ( ÜN / YIL ) arçalar üzerinde özel ürün karakteristikleri belirlenir ve proses tasarıı sonrasında güncellenir.müşteri tarafından belirlenediyse ekip tarafından hazırlanır. arçaya ait referanslar, ölçü noktaları ve etodları da bu aşaada belirlenir. Belirsiz olan tü toleranslar ve düzelteleri bu aşaada onaylanır.
 ande 3.HA ( vuruş / dak ) Hızlı resler ( vuruş / dak ) 7. HA (vuruş / dak) 8.HA (vuruş / dak) 9.HA (vuruş / dak) Sabit unta (punta / dak) Soğuk Kaynak Mak.")


16 6 Şekil.2. : Referanslar,Ölçü Noktaları ve Sebepleri Risklere yönelik :. Müşteri tarafından devreye ala zaanının erken tarihe alınası, 2. CAD verilerinde kayıpların oluşasının engellenesi, 3. Satınalaların yansanayi bilinesi,. Müşteri olaası, gecikeesi yönünde kapasitelerinin (kalıp/fikstür ) ile ölçü etodunun farklı

17 7 8. Kilit ekipan /akinelerin belirli süreli başka işlere atanaası. 5. Malzee kalitelerinin doğruluğu ve zaanında tedariğine dikkat edilelidir, 6. Kontrol lanında oluşan kontrollerin yetersizliği, 7. asarlanan ürün geoetrisinde,alzee kalitesinin üretilebilirliği, () arçaların hangi hatlarda üretileceği kararı ile birlikte prosesleri belirlenir, operasyonlar oluşturulur. (2) For Vere (3) Kese & Kalı Kese () Kese2 & Kalı Kese-Dele (5) Büke & Kalı Kese Resi.2. : A arçası roses asarıı.5. roses asarıı: roses Akış Şeası oluşturulur. Dele-Kalı Dele -Kalı Kese
 For Vere (3) Kese & Kalı Kese () Kese2 & Kalı Kese-Dele (5) Büke & Kalı Kese Resi.2. : A arçası roses asarıı.")
18 8 ablo.6. : roses Akış Şeası

19 9 SAYFA N roses Akış Şeası : / BASKI/RU/REV.N : ARİH ARÇA N : MÜŞERİ : A ARÇA ADI : ARAÇ / / : : X W Q WSD-MA333-A2 M9A, WSD-MA333-A2 M9A, İDARİ KABUL BE İDARİ KABUL AXAA İDARİ KABUL BE MAKAS AÖLYESİ RUL KESİM KS KNRL KS RED MAKAS KESİM KS RUL KESİM K RES AÖLYESİ AXAA BE KNRL AXAA KS AXAA K KS RED BE K BE K AXAA SAC AMBARI Açı nı Kese K For Vere K Kese & Dele K K Büke & Ütülee Kalı Kese & Kalı Dele- Kalı Kese & Kalı Dele -2 C AS Açı nı Kese K For Vere K AS C Kese & Dele Büke & Ütülee K K RED KNRL KAYNAK AÖLYESİ BE K K KS RED MAKAS KESİM K KS KNRL AXAA K KS RED BE K SAC AMBARI MAMUL KS RED SAC AMBARI KNRL AMBARI AXAA AXAA KNRL SAC AMBARI BE K BE AXAA KNRL KAYNAK AMBARI RED K BE AXAA KAYNAK AMBARI DELME KAYNAK K AS C YKF K BE AXAA UNA (5 ADE) KNRL RED RED / RUŞ ÇEVRİMİ MAMUL AMBARI : ER AÖ R AL İMAI BE : BAR K D EİKEİ K : K N R L L AN I AQ : AQ EİKEİ KS : KESİM ŞEMASI C :R SES N AY Ç EKL İSİ AS : R SES AKIŞ ŞEMASI YKF : YAR I AH R İBALI K N R L F R MU HAZIRLAYAN R UŞ HURDA AXAA AXAA SEVKİYA NAY BCF-53 //

20 2 Yüzey geliştireleri yapıldıktan sonra sonlu elean analiz yönteiyle riskli bölgeler belirlenir ve bu bölgeler için parçada öneriler hazırlanır. Resi.3. : Yüzey Modellee İnc e t el ruş u B Fo r e r Ve a r tu Resi.. : Sonlu Analiz FMEA çalışası, bu aşaada başlatılır. rosese ait tü riskler değerlendirilir. Fira içinde yapılacak çalışalar başlatılır, gerekenler için öneri onayı istenir. üşteri onayı

21 2 Resi.5. : FMEA Çalışasının Strafor Üzerinde Yapılası ablo.7. : otansiyel Hata ürü ve Etkileri Analizi otansiyel Hata ürü ve Etkileri Analizi Maul/Y.Maul: A Revizyon // Araç: rjinal arih:..9 Rev. arihi:..9 Hedef arih:..9 Sorulu Departan: Hazırlayan: MED MÜH. Ekip: ÜR, MD, KL, CR roses ÇEKME ERASYNLARI otansiyel Hata Eksik For otansiyel Etki * Montaj Zorluğu * Kenar hatlarda ondulasyon otansiy. Neden * Dayaa Hatası Kontrol (espit) Kontrol (Önlee) Hasarlana ve Yüzey Bozuklukları * arça yüzeylerinde çöküntüler, çukurlar oluşur. * perator sacı ta olarak dayaaya dayataıştır. * Çeke kalıbı ta kapanaıştır. Kontrol planına ilave edilelidir. İalat Kalite Kayıt Foruyla takip edilelidir Kalıba derinlik zıbası ilave edilelidir. * öz Kontrolu * arça ta derinliğinde çekileiştir. Kontrol planına ilave edilelidir. * Müşteri enuniyetsizliği * Sub-assy.lerin spesifikasyon dışında oluşası İalat Kalite Kayıt Foruyla takip edilelidir. * Hurda parça ÇEKME ERASYNLARI arçada çatlak, uzaa izleri ve alzee incelesi Önl. Faaliyetler * Yapısal bütünlükte kayıp * Saç kalınlığı tolerans dışındadır. * Iskarta * Dayaa hatası * Üreti kaybı * Yanlış kalınlıkta saç kullanılıştır. * Müşteri enuniyetsizliği * Yaşlanış saç, kaplaa hatası * arçalar tashih gerektirir. * Kalıp alt çıkarıcılaının ayarı hatalıdır. Sorulu ln. arih FMEA No: Kapat. ar Kalıba derinlik zıbası ilave edilelidir. * Şablon Kontrol * a kapanaıştır ÇEKME ERASYNLARI Karakteri S K RÖ stik Sınıfı X MD, MD, KL MD, MD, UR S K RÖ İz Zıbaları ilave edildi. Kontrol lanına eklendi İz Zıbaları ilave edildi. Kontrol lanına eklendi Sac Kontrolleri eriyodik olarak yapılıyor. iriş Kalite kontrol planında evcut. * öz Kontrolu * İncele Kontrolü Sonuç 5 iriş Kalite Kontrol lanı KL, MD, UR..28 sac kontrolü eklenesi. * Saç kalınlığı ölçüü ÇEKME ERASYNLARI ÇEKME ERASYNLARI arçada sivilce ve çukurlar * Kötü görünüş * Kalıp kirliliği * öz Kontrolu * Müşteri enuniyetsizliği * Açını saçı kirliliği * arça kalitesinde bozula * perasyonlar arası parça transferi * peratör kalıp kirlendiğinde teizleekte * ot çeberi alıştırası yetersiz * öz Kontrolu Katlana ve ndülasyon * Kötü görünüş * Iskarta * Kalıp alıştırası yetersiz * ot çeberi tuta basıncı uygun değil * res tablaları paralellik hatası vardır peratör aliatlarına periyodik kalıp teizliği konulalıdır. Kontrol lanına ot 72 Çeberi basıncı kontrolü ve aralellik kontrolü eklenesi MD MD p aliatlarında evcut Kontrol lanı ve taliatlarına eklendi Kalıp alıştıraları taalandı. AR-F 7//2
22 22 ü çalışalar istenen noktaya geldiğinde kalıp/fikstür tasarıları yapılır. erekirse dış destek Resi.6. : Kalıp asarıı Resi.7. : Kaynak Fikstür asarıı sağlanır. ü parçalar için teknik resiler oluşturulur ve üretie verilir.
23 23 Resi.8. : Kalıp Montaj Resileri Ekipan tasarıları yapıldıkça alzee siparişleri (döküler,yaylar,çelikler, ) verilir. Aynı zaanda üretilecek parçanın alzee (sac,soun,cıvata, ) siparişi de ithal duruları da göz önünde bulundurularak bu aşaa da verilir. Resi.9. : Malzee tipleri Kontrol lanları ve içeriğinde est (alzee,kaynak,boya,dinaik, ) yapılacak aşaalar belirlenir. Kontrol planları, kesinlikle parça denee üretii başlaadan yapılalı ve ekiple paylaşılalıdır. Hata öngörüsü olan noktalarda ölçü frekansı, ön seriye geçinceye kadar, % olalıdır. Müşteriye gidecek parçalar, kontrol planı kontrollerinden geçeli ve üşteri geri besleesi ile zenginleştirilelidir.
24 2 ablo.8. : Kontrol lanı

 :Kritik Karakteristik FRD SAN İÇİN MEDLAR Ürün roses Karakteristik Sınıfı Ölçü Aleti / Şartnae / İalat parç. Frekansı oleransı SAC ARÇA : // Ş :Şartnae SC :İst.")
25 25 NUMUNE ÖNSERİ SERİ ÜREİM DEAYLAR : ANA ÜRÜN N : ARÇA İSMİ /ANIMI : İ : İMALAÇI/FABRİKA : : İMALAÇI KDU : MALZEME : FE8D F ZN/F//2S -,2 SN RESİM ARİHİ REV. N CF 2 : ARÇA N KNRL LAN N ANAHAR ERSNEL /ELEFN : HAZIRLAYAN ARÇA N EKİ : : RJE MÜHENDİSİ ÜR KL MD NAY Makine,Kalıp, No per. anıı Dayaa,Fikst. R: Resi MÜŞERİ NAY ARİHİ : MK:Malzee giriş kont N :Nor İ :İşlee : ablo S : Sevkiyat : rosedür K :Kalifikasyon :% Kontrol ( C ) :Kritik ( + ) :Öneli ( - ) :İkincil FİA İÇİN ( SC ) :Özel Karakteristik ( CC ) :Kritik Karakteristik FRD SAN İÇİN MEDLAR Ürün roses Karakteristik Sınıfı Ölçü Aleti / Şartnae / İalat parç. Frekansı oleransı SAC ARÇA : // Ş :Şartnae SC :İst. roses Kontrol Ürün/roses : İMALAÇI/FABRİKA NAY ARİHİ : DAĞIIM : Nuara : REVİZYN ARİHİ BASKI /REV.N 3 roses İsi HAZIRLAMA ARİHİ KISALMALAR KARAKERİSİKLER arça roses : : ANA ÜRÜN N KNRL LANI Kontrol Metodu BC-F 3 % AS, İZ, YIRIK, ÇALAK, ÇAAK LMAMALI ÖRÜNÜM Seviyesi / Büyüklüğü Kontrol Kodu AKSAKLIK DURUMUNDA YAILAN İŞLEM Referans Kayıt Foru Fonksiyonu Kalite Kontrol Eleanı üreti için onay verez. Üretide Aksaklık Duruunda Uygulanacak işleler taliatı uygulanır. NUMUNE BC-F 3,7,9 /,3,5 Kalite Kontrol Eleanı üreti için onay verez. Üretide Aksaklık Duruunda Uygulanacak işleler taliatı uygulanır. R.5857 BC-F 3,,8 Kalite Kontrol Eleanı üreti için onay verez. Üretide Aksaklık Duruunda Uygulanacak işleler taliatı uygulanır. R.5857 BC-F 3 FİKSÜR Kalite Kontrol Eleanı üreti için onay verez. Üretide Aksaklık Duruunda Uygulanacak işleler taliatı uygulanır. R.5857 BC-F 3 ÖZ Kalite Kontrol Eleanı üreti için onay verez. Üretide Aksaklık Duruunda Uygulanacak işleler taliatı uygulanır. R.5857 BC-F 3 ÖZ Kalite Kontrol Eleanı üreti için onay verez. Üretide Aksaklık Duruunda Uygulanacak işleler taliatı uygulanır. R.5857 BC-F 3 ÖZ Kalite Kontrol Eleanı üreti için onay verez. Üretide Aksaklık Duruunda Uygulanacak işleler taliatı uygulanır. R.5857 BC-F 3 ÜR-KL ERAÖRÜ ÖZ X-MR ÜR-KL ÇEN.MİK./ULR.Ö LÇ KARI ERAÖRÜ ŞAHİ ARÇADA YIRIK LMAMALI İNCELME 2 / L 2 KNRLÜ MİN.,86 LMALI 3 MALZEME KALINLIĞI,2 ±, BC-F 3 / L BC-F 3 % KMLE KNRL FİKSÜR KNRL FİNAL 5 6 ARÇA EMİZLİĞİ ARÇALAR EMİZ LMALI EİKE AQ EİKEİ LMALI, HER ARÇADA ARÇAYA NSU DEĞİŞİKLİK VE HAFAÜN-YILI ÖSEREN KAĞI BAĞLANMALI 7626 Her arçaya bağlanacak arça no 233 AMBALAJ SL ERAÖRÜ Hafta-ün-Yıl BC-F 3 % 7 ÜR-KL 2926 değişiklik ARÇALAR UYUN AMBALAJDA LMALI ÜR-KL ERAÖRÜ BC-F 3 % ÜR-KL ERAÖRÜ BC-F 3 % ÜR-KL ERAÖRÜ ÜR-KL ERAÖRÜ SL DELİK DELİK ÜREİMDE AKSAKLIK DURUMUNDA YAILACAK İŞLEMLER.. AMAÇ : Kontrol planında belirtilen paraetrelerin ürün/şartnae toleransı dışına çıktığı durularda 3.3. Eğer fonksiyonel kontrollerde aksaklık duruu olduğunda derhal üretii durdur. İlgili frekans aralığında oluşan hatalı parçalara gereken işleleri aşağıdaki sıraya göre gerçekleştir kalite kontrol eleanının ve üreti operatörünün yapası gereken işleleri açıklaak. 2.. UYULAMA ALANI : Kontrol planında geçen kontrol edilecek bütün paraetreler için kullanılır. 3.. İÇERİK : 3.. Kontrol planındaki istenen ürü/proses/şartnae toleransı değerlerinde sapalar eydana geliyorsa prosesin safhasına göre aşağıdaki işleleri yap Eğer üreti başlangıcında isen üretiin başlaası için onay vere.res atölyesinde aksaklığın duruunu göre derhal üdehale istek fişi doldurup kalıbı tadilata gönder. Kaynak atölyesinde üretie onay vere. Aksaklık duruuna göre kaynak/punta aparatını ölçüp tadilata gönder veya kaynak/ punta akinasının akı ayarını gözden geçir. 3.. Fonksiyonel kontrol sonucu oluşan aksaklık duruunda parçaları kalite kontrol eleanı nezaretinde % kontrol et. ayıklaa sonucunda uygun olan parçaları prosese geri gönder. Uygun olayan parçalardan prosese tekrar kazandırıiabilecek olanların üzerine tashih kartı as ve tashih bölgesine gönder. ashih taliatına ( ÜR- 5 ) göre parçalara tashih işlei uygula Aksaklığın eydana geldiği akinanın ayarları kontrol et. ekrar bir denee yap. roble deva ediyorsa hataya neden olan üreti aracı tespit et. Sorunun kaynağı akine ise bakı bölüüne; kalıp veya aparat ise kalıp bölüüne Müdahele İş İstek foru ( BK-F 3 ) ile haber ver airden gelen kalıp, akine veya aparatı BÇ-K 2 deki iş taliatlarına uygun olarak üretie alınır arçaya kalite kontrol eleanı tarafından onay verildikten sonra üretie deva edilir. SRUMLULUK :.. Bu taliatın uygulanasından kalite kontrol eleanı, üreti operatörü, bölü postabaşısı, foreni ve üreti şefi soruludur. BC-F 56 / / /
MİL&GÖBEK BAĞLANTILARI SIKI GEÇMELER
 MİL&GÖBEK BAĞLANTILARI SIKI GEÇMELER MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ MAKİNE ELEMANLARI-I DERS NOTU Sıkı Geçeler / 40 Başka bir elean kullanıına erek kaladan il-flanş bağlantısı yapaya olanak veren bir uyulaadır.
MİL&GÖBEK BAĞLANTILARI SIKI GEÇMELER MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ MAKİNE ELEMANLARI-I DERS NOTU Sıkı Geçeler / 40 Başka bir elean kullanıına erek kaladan il-flanş bağlantısı yapaya olanak veren bir uyulaadır.
İ.T.Ü. YAPISAL TASARIM VE YARIŞMA KULÜBÜ
 İ.T.Ü. YAPISAL TASARIM VE YARIŞMA KULÜBÜ 4. METRAJ - MALİYET YARIŞMASI TEKNİK ŞARTNAMESİ i İÇİNDEKİLER ÖZET... iii 1. HESAP ADIMLARI... 1 2. DEĞERLENDĠRME... 1 3. YARIġMAYA KATILIM KOġULLARI... 2 4. EK-1...
İ.T.Ü. YAPISAL TASARIM VE YARIŞMA KULÜBÜ 4. METRAJ - MALİYET YARIŞMASI TEKNİK ŞARTNAMESİ i İÇİNDEKİLER ÖZET... iii 1. HESAP ADIMLARI... 1 2. DEĞERLENDĠRME... 1 3. YARIġMAYA KATILIM KOġULLARI... 2 4. EK-1...
APQP/PPAP. Prof. Dr. Ali ŞEN
 APQP/PPAP Prof. Dr. Ali ŞEN Ürün Kalite Planlama Döngüsü Geri besleme Değerlendirmesi ve Düzeltici Faaliyetler Planla ve Tanımla Ürün ve Prosesin Geçerli Kılınması Ürün Tasarımı ve Geliştirmesi Proses
APQP/PPAP Prof. Dr. Ali ŞEN Ürün Kalite Planlama Döngüsü Geri besleme Değerlendirmesi ve Düzeltici Faaliyetler Planla ve Tanımla Ürün ve Prosesin Geçerli Kılınması Ürün Tasarımı ve Geliştirmesi Proses
TEK NOKTA EĞİTİMLERİ
 Sürekli gelişim için TEK NOKTA EĞİTİMLERİ İSMAİL HAKKI KAVURMACI MAKİNA YÜKSEK MÜHENDİSİ Yönetim Danışmanı www. kavurmaci.net info@kavurmaci.net 1 Pratik ancak etkin bir yöntem olması nedeni ile tek nokta
Sürekli gelişim için TEK NOKTA EĞİTİMLERİ İSMAİL HAKKI KAVURMACI MAKİNA YÜKSEK MÜHENDİSİ Yönetim Danışmanı www. kavurmaci.net info@kavurmaci.net 1 Pratik ancak etkin bir yöntem olması nedeni ile tek nokta
SICAK EZME TALİMATI. Amirinin verdiği iş emri ve operasyon kartında belirtilen işleri sırasıyla yapar.
 1. AMAÇ : Hidrolik preste, sıcak ezme işleminden geçmiş tekli gövdelerin ve boruların yine sıcak ezme işlemi ile birleştirilerek nasıl çeki kolu üretildiğini açıklamak. 2. UYGULAMA : 2.1.Sıcak Ezmede Çalışacak
1. AMAÇ : Hidrolik preste, sıcak ezme işleminden geçmiş tekli gövdelerin ve boruların yine sıcak ezme işlemi ile birleştirilerek nasıl çeki kolu üretildiğini açıklamak. 2. UYGULAMA : 2.1.Sıcak Ezmede Çalışacak
Üretimin Modernizasyonunda Üretim Süreçlerinin Yenileştirilmesi insansız seri üretim
 Üretimin yenileştirme çalışması İş gücü, zaman ve enerji kullanımları konusunda avantaj sağlayan bir yöntemdir. Üretimin modernizasyonu Firmaların rekabet avantajlarını kazanmaları ve sürdürebilmeleri
Üretimin yenileştirme çalışması İş gücü, zaman ve enerji kullanımları konusunda avantaj sağlayan bir yöntemdir. Üretimin modernizasyonu Firmaların rekabet avantajlarını kazanmaları ve sürdürebilmeleri
Karayolları Genel Müdürlüğü Sanat Yapıları Daire Başkanlığı Tüneller Şubesi Müdürlüğü OCAK 2013
 Karayolları Genel Müdürlüğü Sanat Yapıları Daire Başkanlığı Tüneller Şubesi Müdürlüğü OCAK 2013 TÜNELLER ŞUBESİ MÜDÜRLÜĞÜ KURULUŞ AMACI 1-Yapılacak tünellerin, projelendire kriterlerini belirleek ve teknik
Karayolları Genel Müdürlüğü Sanat Yapıları Daire Başkanlığı Tüneller Şubesi Müdürlüğü OCAK 2013 TÜNELLER ŞUBESİ MÜDÜRLÜĞÜ KURULUŞ AMACI 1-Yapılacak tünellerin, projelendire kriterlerini belirleek ve teknik
PKA. Serisi. Duvar Tipi. Düz Panel & Saf Beyaz Yüzey. Kompakt İç Üniteler
 Duvar Tipi PK Serisi Kopakt, duvar tipi iç ünite, kolay ontajı ile rahatlık sağlarken, geniș ürün gaı ile (RP35-RP1) tü ekanlara en iyi uyuu sağlar. Yüksek enerji verililiği için tasarlanıș PK Serisi ürünler,
Duvar Tipi PK Serisi Kopakt, duvar tipi iç ünite, kolay ontajı ile rahatlık sağlarken, geniș ürün gaı ile (RP35-RP1) tü ekanlara en iyi uyuu sağlar. Yüksek enerji verililiği için tasarlanıș PK Serisi ürünler,
BÖLÜM 5 SPRİNKLER SİSTEMLERİNDE SU İHTİYACI
 BÖLÜM 5 SPRİNKLER SİSTEMLERİNDE SU İHTİYACI 5.1 Sprinkler Sistei Su İhtiyacının Belirlenesi 5.2 Tehlike Sınıfına Göre Su İhtiyacının Belirlenesi 5.2.1 Ön Hesaplı Boru Sistelerinde Su İhtiyacı 5.2.2 Ta
BÖLÜM 5 SPRİNKLER SİSTEMLERİNDE SU İHTİYACI 5.1 Sprinkler Sistei Su İhtiyacının Belirlenesi 5.2 Tehlike Sınıfına Göre Su İhtiyacının Belirlenesi 5.2.1 Ön Hesaplı Boru Sistelerinde Su İhtiyacı 5.2.2 Ta
ERBEK KALIP PLASTİK SAN.TİC. A.Ş.
 ERBEK KALIP PLASTİK SAN.TİC. A.Ş. MÜKEMMEL KALİTE 1 Firma Profili KuruluşYılı : 2008 Yeri : Nilüfer Organize Sanayi Bölgesi BURSA Firma Türü : Anonim Şirket Ciro : 5.000.000 Euro / Yıl Toplam Alan : 5.000
ERBEK KALIP PLASTİK SAN.TİC. A.Ş. MÜKEMMEL KALİTE 1 Firma Profili KuruluşYılı : 2008 Yeri : Nilüfer Organize Sanayi Bölgesi BURSA Firma Türü : Anonim Şirket Ciro : 5.000.000 Euro / Yıl Toplam Alan : 5.000
V. ULUSAL \s * TESİSAT MÜHENDİSLİĞİ KONGRESİ VE SERGİSİ
 tob akina ühendisleri odası V. ULUSAL \s * TESİSAT MÜHENDİSLİĞİ KONGRESİ VE SERGİSİ BİLDİRİLER KİTABI İZMİR o yayın no : E/2001/269-1 EKİM 2001 tob akina ühendisleri odası Süer Sok. No: 36/1 -A Deirtepe,
tob akina ühendisleri odası V. ULUSAL \s * TESİSAT MÜHENDİSLİĞİ KONGRESİ VE SERGİSİ BİLDİRİLER KİTABI İZMİR o yayın no : E/2001/269-1 EKİM 2001 tob akina ühendisleri odası Süer Sok. No: 36/1 -A Deirtepe,
Lean Excellence. 10.11.2009 Farba Kalite Bölümü / Yan sanayi Proses Denetimleri
 10.11.2009 Farba Kalite Bölümü / Yan sanayi Proses Denetimleri 1 NUMUNE ONAYININ ALINMASI DOKUMANTASYONUN FARBA / PPAP GEREKLİLİKLERİNE GÖRE HAZIRLANMASI PROSES DENETİMİ (DENETİM SONUCU 80 PUAN) ÜRÜN ONAYI
10.11.2009 Farba Kalite Bölümü / Yan sanayi Proses Denetimleri 1 NUMUNE ONAYININ ALINMASI DOKUMANTASYONUN FARBA / PPAP GEREKLİLİKLERİNE GÖRE HAZIRLANMASI PROSES DENETİMİ (DENETİM SONUCU 80 PUAN) ÜRÜN ONAYI
FIRINLAR İÇİN UYULMASI GEREKLİ TEMEL ŞARTLAR
 ARBEITSSTÄTTEN ARBEITSSTÄTTEN ARBEITSSTÄTTEN ARBEITSSTÄTTEN ARBEITS STÄTTEN ARBEITSSTÄTTEN ARBEITSSTÄTTEN ARBEITSSTÄTTEN ARBEITSSTÄTTEN RBEITSSTÄTTEN ARBEITSSTÄTTEN ARBEITSSTÄTTEN ARBEITSSTÄTTEN ARBEITS
ARBEITSSTÄTTEN ARBEITSSTÄTTEN ARBEITSSTÄTTEN ARBEITSSTÄTTEN ARBEITS STÄTTEN ARBEITSSTÄTTEN ARBEITSSTÄTTEN ARBEITSSTÄTTEN ARBEITSSTÄTTEN RBEITSSTÄTTEN ARBEITSSTÄTTEN ARBEITSSTÄTTEN ARBEITSSTÄTTEN ARBEITS
 TRS METAL MAKİNA PLASTİK KALIP İMALAT SAN. TİC. LTD. ŞTİ. Kurumsal; TRS İleri Tasarım ve İmalat Teknolojileri San. Tic. Ltd. Şti., Ankara İvedik Organize Sanayi Bölgesinde tamamı kapalı olan 800m² alana
TRS METAL MAKİNA PLASTİK KALIP İMALAT SAN. TİC. LTD. ŞTİ. Kurumsal; TRS İleri Tasarım ve İmalat Teknolojileri San. Tic. Ltd. Şti., Ankara İvedik Organize Sanayi Bölgesinde tamamı kapalı olan 800m² alana
İŞÇİLİK İşçilik 109 adamgün 60,00 /adam 6.540,00
 TEKLİF PROJENİN TARİH ADI BAHÇEŞEHİR SAHİBİ ISORAST Tip Proje KODU IS MA 000 ADRESİ Bahçeşehir İSTANBUL ISORAST MALZEME BEDELİ 29.874,88 İSKONTO 0% İSKONTOLU ISORAST MALZEME BEDELİ 29.874,88 ISORAST DIŞINDAKİ
TEKLİF PROJENİN TARİH ADI BAHÇEŞEHİR SAHİBİ ISORAST Tip Proje KODU IS MA 000 ADRESİ Bahçeşehir İSTANBUL ISORAST MALZEME BEDELİ 29.874,88 İSKONTO 0% İSKONTOLU ISORAST MALZEME BEDELİ 29.874,88 ISORAST DIŞINDAKİ
Anakütleden rassal olarak seçilen örneklemlerden hesaplanan değerlerdir.
 İSTATİSTİKTE VERİ GM-0 MÜH. ÇALIŞ. İSTATİSTİKSEL YÖNTEMLER Hafta sonu hava yağışlı olacak ı? Bu yıl hangi takı şapiyon olacak? Gelecek yıl döviz kuru ne olur? Bu yıl ülkeizin kişi başına illi geliri ne
İSTATİSTİKTE VERİ GM-0 MÜH. ÇALIŞ. İSTATİSTİKSEL YÖNTEMLER Hafta sonu hava yağışlı olacak ı? Bu yıl hangi takı şapiyon olacak? Gelecek yıl döviz kuru ne olur? Bu yıl ülkeizin kişi başına illi geliri ne
11. Üretim Bölgeleri Yönünden Karşılaştırma ve Değerlendirme
 11. Üreti Bölgeleri Yönünden Karşılaştıra ve Değerlendire Üreti bölgeleri yönünden tuz üreti ve tüketii ile ilgili yapacağıız kısa bir çözülee ile, gelecekteki üreti stratejisine ilişkin birtakı ipuçları
11. Üreti Bölgeleri Yönünden Karşılaştıra ve Değerlendire Üreti bölgeleri yönünden tuz üreti ve tüketii ile ilgili yapacağıız kısa bir çözülee ile, gelecekteki üreti stratejisine ilişkin birtakı ipuçları
KONTROL PLANI METODOLOJİSİ
 KONTROL PLANI METODOLOJİSİ KAPSAM Kontrol Planı Kolon Tanımları 1) Prototip, önseri, seri üretim 2) Kontrol planı numarası 3) Parça numarası / son revizyon seviyesi 4) Parça ismi / tanımı 5) İmalatçı /
KONTROL PLANI METODOLOJİSİ KAPSAM Kontrol Planı Kolon Tanımları 1) Prototip, önseri, seri üretim 2) Kontrol planı numarası 3) Parça numarası / son revizyon seviyesi 4) Parça ismi / tanımı 5) İmalatçı /
INDEX - İÇİNDEKİLER 1 - HAKKIMIZDA REFERANSLAR A - ISITMA SOĞUTMA... B - ELEKTRİK ELEKTRONİK... C - BEYAZ EŞYA... D - OTOMOTİV...
 INDEX - İÇİNDEKİLER 1 - HAKKIMIZDA... 1 2 - REFERANSLAR A - ISITMA SOĞUTMA... B - ELEKTRİK ELEKTRONİK... C - BEYAZ EŞYA... D - OTOMOTİV... 2 3 4 5 3 - İZMİR KALIP FABRİKA A - KALIP İŞLETMESİ... B - PRES
INDEX - İÇİNDEKİLER 1 - HAKKIMIZDA... 1 2 - REFERANSLAR A - ISITMA SOĞUTMA... B - ELEKTRİK ELEKTRONİK... C - BEYAZ EŞYA... D - OTOMOTİV... 2 3 4 5 3 - İZMİR KALIP FABRİKA A - KALIP İŞLETMESİ... B - PRES
ALMANCA ÖĞRETİMİNDE ÖĞRETMEN KILAVUZ KİTAPLARININ ÖNEMİ
 The Journal of Acadeic Social Science Studies International Journal of Social Science Volue 6 Issue 3, p. 1217-1230, March 2013 ALMANCA ÖĞRETİMİNDE ÖĞRETMEN KILAVUZ KİTAPLARININ ÖNEMİ THE SIGNIFICANCE
The Journal of Acadeic Social Science Studies International Journal of Social Science Volue 6 Issue 3, p. 1217-1230, March 2013 ALMANCA ÖĞRETİMİNDE ÖĞRETMEN KILAVUZ KİTAPLARININ ÖNEMİ THE SIGNIFICANCE
İKLİM. KALIP ve İMALAT
 İKLİM KALIP ve İMALAT İKLİM Kalıp ve İmalat, uzman teknik kadro ve üstün kalite anlayışı ile otomotiv ve beyaz eşya sanayisi başta olmak üzere diğer sanayilere destek veren, sürekli ve kaliteli hizmet
İKLİM KALIP ve İMALAT İKLİM Kalıp ve İmalat, uzman teknik kadro ve üstün kalite anlayışı ile otomotiv ve beyaz eşya sanayisi başta olmak üzere diğer sanayilere destek veren, sürekli ve kaliteli hizmet
SANAL ÖLÇME UYGULAMASI
 TMMOB Makina Mühendisleri Odası 11. Otomotiv Sempozyumu 8-9 Mayıs 2009 SANAL ÖLÇME UYGULAMASI Özet Uygulamanın temel amacı Otomotiv sac kalıpçılığında, kalıptan elde edilen parçanın kalite seviyesinin
TMMOB Makina Mühendisleri Odası 11. Otomotiv Sempozyumu 8-9 Mayıs 2009 SANAL ÖLÇME UYGULAMASI Özet Uygulamanın temel amacı Otomotiv sac kalıpçılığında, kalıptan elde edilen parçanın kalite seviyesinin
Fatih Üniversitesi Elektrik ve Elektronik Mühendisliği Bölümü EEM 316 Haberleşme I DENEY 4 GENLİK (AM) DEMODÜLASYONU
 DEMODÜLASYONU") Fatih Üniversitesi Elektrik ve Elektronik Mühendisliği Bölüü EEM 316 Haberleşe I DENEY 4 GENLİK (AM) DEMODÜLASYONU 4.1 Aaçlar 1. Genlik odülasyonunun genel prensiplerinin anlaşılası.. Diyot Algılayıı ile
Fatih Üniversitesi Elektrik ve Elektronik Mühendisliği Bölüü EEM 316 Haberleşe I DENEY 4 GENLİK (AM) DEMODÜLASYONU 4.1 Aaçlar 1. Genlik odülasyonunun genel prensiplerinin anlaşılası.. Diyot Algılayıı ile
12UY Metal Levha İşleme Tezgah Operatörü Belgelendirme Programi
 Belgelendirme Programının Adı 12UY0087-4 Metal Levha İşleme Tezgah Operatörü Belgelendirme Programi Belgelendirme Programının Amacı Bu yeterlilik iş sağlığı ve güvenliği önlemlerini ve çevresel önlemleri
Belgelendirme Programının Adı 12UY0087-4 Metal Levha İşleme Tezgah Operatörü Belgelendirme Programi Belgelendirme Programının Amacı Bu yeterlilik iş sağlığı ve güvenliği önlemlerini ve çevresel önlemleri
Dene0m Faaliyetlerinin Dönüşümünde, İç Denetçinin Liderlik Rolüne İlişkin Bir Uygulama Modeli
 12.11.2012 Dene0m Faaliyetlerinin Dönüşümünde, İç Denetçinin Liderlik Rolüne İlişkin Bir Uygulama Modeli Ozan Nazım GÜNAL Yöne0m Kurulu Başkan Yrd. CIA, SMMM, MBA 1 İç Dene0m in Şirkete Katma Değer Yaratması
12.11.2012 Dene0m Faaliyetlerinin Dönüşümünde, İç Denetçinin Liderlik Rolüne İlişkin Bir Uygulama Modeli Ozan Nazım GÜNAL Yöne0m Kurulu Başkan Yrd. CIA, SMMM, MBA 1 İç Dene0m in Şirkete Katma Değer Yaratması
TS EN & TS EN ISO 3834 BELGELENDİRME PROSEDÜRÜ
 TS EN 15085 & TS EN ISO 3834 Doküman Kodu & Son Rev. No Organizasyon Kodu Doküman Tipi Sıra No Son Revizyon No DKR PRS 1500 01 Revizyon Tarihçesi ve Doküman Kontrol & Onayı Rev. No Tarih Tanım Kontrol
TS EN 15085 & TS EN ISO 3834 Doküman Kodu & Son Rev. No Organizasyon Kodu Doküman Tipi Sıra No Son Revizyon No DKR PRS 1500 01 Revizyon Tarihçesi ve Doküman Kontrol & Onayı Rev. No Tarih Tanım Kontrol
 ANKARA PROFESYONEL MAKİNA KALIP PLASTİK YAPI EĞİTİM SANAYİ VE TİCARET LİMİTED ŞİRKETİ HAKKIMIZDA ANKARA PROFESYONEL MAKİNA ; yenilikçi, istihdam ve gelir arttırıcı projeleri ile kuruluşların rekabet güçlerini
ANKARA PROFESYONEL MAKİNA KALIP PLASTİK YAPI EĞİTİM SANAYİ VE TİCARET LİMİTED ŞİRKETİ HAKKIMIZDA ANKARA PROFESYONEL MAKİNA ; yenilikçi, istihdam ve gelir arttırıcı projeleri ile kuruluşların rekabet güçlerini
ORMAN ÜRÜNLERİ SANAYİNDE KALİTE YÖNETİMİ ÜZERİNE BİR ARAŞTIRMA (Karadeniz Bölgesi Örneği)
") ORMAN ÜRÜNLERİ SANAYİNDE KALİTE YÖNETİMİ ÜZERİNE BİR ARAŞTIRMA (Karadeniz Bölgesi Örneği) Hicabi CINDIK Yener TOP Selan KARAYILMAZLAR Kadri Ceil AKYÜZ Karadeniz Teknik Üniversitesi Oran Fakültesi Oran
ORMAN ÜRÜNLERİ SANAYİNDE KALİTE YÖNETİMİ ÜZERİNE BİR ARAŞTIRMA (Karadeniz Bölgesi Örneği) Hicabi CINDIK Yener TOP Selan KARAYILMAZLAR Kadri Ceil AKYÜZ Karadeniz Teknik Üniversitesi Oran Fakültesi Oran
Genel Müdür Ref (GM-01)
") Genel Müdür Ref (GM-01) İş tanımı Genel Müdür, tesisin düzgün yürütülmesini sağlamak, birinci sınıf imalat hizmetleri sunmak, Ortak Kullanım Tesisinin sunacağı hizmetlerin pazarlanmasını sağlamak, personel
Genel Müdür Ref (GM-01) İş tanımı Genel Müdür, tesisin düzgün yürütülmesini sağlamak, birinci sınıf imalat hizmetleri sunmak, Ortak Kullanım Tesisinin sunacağı hizmetlerin pazarlanmasını sağlamak, personel
1954 1957 1976 1982 1996 1998 TSE EN ISO 9002 1999 2003 2004 TS EN ISO 9001:2000 2005 2006 ISO/TS 16949:2002 2009 ISO
 TERBAY 1954 yılında İzmir de soğuk demir atölyesi olarak kuruldu. Türkiye nin sanayi ve ekonomik büyümesine paralel olarak şirketin faaliyetleri genişledi. Firmamız 1972 yılından beri mevcut yerinde faaliyet
TERBAY 1954 yılında İzmir de soğuk demir atölyesi olarak kuruldu. Türkiye nin sanayi ve ekonomik büyümesine paralel olarak şirketin faaliyetleri genişledi. Firmamız 1972 yılından beri mevcut yerinde faaliyet
Güçlü Hedefler İçin Her Zaman
 Güçlü Hedefler İçin Her Zaman OTOMOTİV SANAYİ MAKİNA VE YEDEK PARÇA İMALATÇILARI ISITMA, SOĞUTMA, HAVALANDIRMA VE KLİMA SANAYİ ENDÜSTRİYEL MUTFAK PANO VE TABELA İMALATÇILARI RAF VE RAF AKSESUAR İMALATÇILARI
Güçlü Hedefler İçin Her Zaman OTOMOTİV SANAYİ MAKİNA VE YEDEK PARÇA İMALATÇILARI ISITMA, SOĞUTMA, HAVALANDIRMA VE KLİMA SANAYİ ENDÜSTRİYEL MUTFAK PANO VE TABELA İMALATÇILARI RAF VE RAF AKSESUAR İMALATÇILARI
ANKARA PROFESYONEL MAKİNA KALIP PLASTİK YAPI EĞİTİM SANAYİ VE TİCARET LİMİTED ŞİRKETİ
 ANKARA PROFESYONEL MAKİNA KALIP PLASTİK YAPI EĞİTİM SANAYİ VE TİCARET LİMİTED ŞİRKETİ ANKARA PROFESYONEL MAKİNA KALIP PLASTİK YAPI EĞİTİM SANAYİ VE TİCARET LİMİTED ŞİRKETİ HAKKIMIZDA ANKARA PROFESYONEL
ANKARA PROFESYONEL MAKİNA KALIP PLASTİK YAPI EĞİTİM SANAYİ VE TİCARET LİMİTED ŞİRKETİ ANKARA PROFESYONEL MAKİNA KALIP PLASTİK YAPI EĞİTİM SANAYİ VE TİCARET LİMİTED ŞİRKETİ HAKKIMIZDA ANKARA PROFESYONEL
Özlenen serinlik, keyif veren konfor...
 Özlenen serinlik, keyif veren konfor... Genel Katalog Kaset Tipi Klialar Soğuta Kapasitesi : 18.000 48.000 Btu/h Isıta Kapasitesi :.000 52.000 Btu/h Salon Tipi Klialar Soğuta Kapasitesi : 24.000 48.000
Özlenen serinlik, keyif veren konfor... Genel Katalog Kaset Tipi Klialar Soğuta Kapasitesi : 18.000 48.000 Btu/h Isıta Kapasitesi :.000 52.000 Btu/h Salon Tipi Klialar Soğuta Kapasitesi : 24.000 48.000
Leica Lino L360, L2P5, L2+, L2, P5, P3
 Leica Lino L360, L25, L2+, L2, 5, 3 Kullana Kılavuzu ürü 757665g Türkçe Leica Lino ürününü satın aldığınız için sizi kutlarız. niyet taliatları, kullana kılavuzundan sonraki bölüde açıklanaktadır. Cihazı
Leica Lino L360, L25, L2+, L2, 5, 3 Kullana Kılavuzu ürü 757665g Türkçe Leica Lino ürününü satın aldığınız için sizi kutlarız. niyet taliatları, kullana kılavuzundan sonraki bölüde açıklanaktadır. Cihazı
Kontrol: Gökhan BİRBİL
 Doküman Adı: YÖNETİMİN GÖZDEN GEÇİRMESİ PROSEDÜRÜ Doküman No.: Revizyon No: 06 Yürürlük Tarihi: 08.01.2011 Hazırlayan: Tekin ALTUĞ Kontrol: Gökhan BİRBİL Onay: H. İrfan AKSOY Sayfa 2 / 7 1. AMAÇ Bu prosedürün
Doküman Adı: YÖNETİMİN GÖZDEN GEÇİRMESİ PROSEDÜRÜ Doküman No.: Revizyon No: 06 Yürürlük Tarihi: 08.01.2011 Hazırlayan: Tekin ALTUĞ Kontrol: Gökhan BİRBİL Onay: H. İrfan AKSOY Sayfa 2 / 7 1. AMAÇ Bu prosedürün
PLASTİK KALIP TEKNİSYENİ
 TANIM Plastik kalıplarının çizimlerini yaparak tasarımını ve üretimini gerçekleştirir. Gerekli şartlar sağlandığında atölyede kalıp üretimini yapan bilgisayarlı tezgâhlarda üretim programını hazırlayan
TANIM Plastik kalıplarının çizimlerini yaparak tasarımını ve üretimini gerçekleştirir. Gerekli şartlar sağlandığında atölyede kalıp üretimini yapan bilgisayarlı tezgâhlarda üretim programını hazırlayan
(Computer Integrated Manufacturing)
") 1 (Computer Integrated Manufacturing) 2 1 Bilgisayarlı Sayısal Kontrol; ekipman mekanizmaların hareketlerinin doğru ve hassas biçimde gerçekleştirilmesinde bilgisayarların kullanılması, programlama ile
1 (Computer Integrated Manufacturing) 2 1 Bilgisayarlı Sayısal Kontrol; ekipman mekanizmaların hareketlerinin doğru ve hassas biçimde gerçekleştirilmesinde bilgisayarların kullanılması, programlama ile
data M Roll Form Teknoloji partneriniz
 data M Roll Form Teknoloji partneriniz YAZILIM BÖLÜMÜ COPRA RF ve COPRA FEA RF: Uzun yıllar boyu diğer CAD yazılımlarını kullanan bir metal şekillendirme firması neden COPRA RF ve COPRA FEA RF kullanmaya
data M Roll Form Teknoloji partneriniz YAZILIM BÖLÜMÜ COPRA RF ve COPRA FEA RF: Uzun yıllar boyu diğer CAD yazılımlarını kullanan bir metal şekillendirme firması neden COPRA RF ve COPRA FEA RF kullanmaya
SAC METAL ÜRETİMİ İÇİN ÖZEL TASARIM ÇÖZÜMLER
 SAC METAL ÜRETİMİ İÇİN ÖZEL TASARIM ÇÖZÜMLER Beyaz Eşya / Otomotiv / Lojistik / İnşaat / Elektrik www.hidrotam.com.tr 5 Sektör Beyaz Eşya Otomotiv Lojistik İnşaat Elektrik +21 yıl +50 Çalışan Anahtar teslim
SAC METAL ÜRETİMİ İÇİN ÖZEL TASARIM ÇÖZÜMLER Beyaz Eşya / Otomotiv / Lojistik / İnşaat / Elektrik www.hidrotam.com.tr 5 Sektör Beyaz Eşya Otomotiv Lojistik İnşaat Elektrik +21 yıl +50 Çalışan Anahtar teslim
DOKÜMANLARIN KONTROLÜ PROSEDÜRÜ Doküman No: Yürürlük Tarihi: Revizyon Tarih/No:
 1. AMAÇ Bu prosedürün amacı, İç Kontrol Sistemi içinde bulunan tüm dokümanların hazırlanması, onaylanması, yayını, sürdürülmesi, güncelleştirilmesi ve dağıtım esasları için yöntem ve sorumlulukları belirlemektir.
1. AMAÇ Bu prosedürün amacı, İç Kontrol Sistemi içinde bulunan tüm dokümanların hazırlanması, onaylanması, yayını, sürdürülmesi, güncelleştirilmesi ve dağıtım esasları için yöntem ve sorumlulukları belirlemektir.
2. Kütlenin korunumu ve Endüstriyel fırınlarda uygulanması
 ENDÜSTRİYEL FIRINLARDA KÜTLE VE ENERJİ ANALİZİ Endüstriyel Fırınlar Endüstriyel fırınlar ergite, ısıl işle, pişire, kuruta, teperlee ve benzeri işleleri gerçekleştirek için sanayide yaygın bir biçide kullanılaktadır
ENDÜSTRİYEL FIRINLARDA KÜTLE VE ENERJİ ANALİZİ Endüstriyel Fırınlar Endüstriyel fırınlar ergite, ısıl işle, pişire, kuruta, teperlee ve benzeri işleleri gerçekleştirek için sanayide yaygın bir biçide kullanılaktadır
Şekil E1.1 bir rölenin manyetik devresini temsil etmektedir. Sarım sayısı N=500, ortalama nüve uzunluğu l 36cm
 Örnek 1.1 (P.C. SEN) Şekil E1.1 bir rölenin anyetik devresini tesil etektedir. Sarı sayısı N=500, ortalaa nüve uzunluğu l 36 ve hava aralığının her birisi 1.5 olarak veriliştir. Rölenin kontağı çekebilesi
Örnek 1.1 (P.C. SEN) Şekil E1.1 bir rölenin anyetik devresini tesil etektedir. Sarı sayısı N=500, ortalaa nüve uzunluğu l 36 ve hava aralığının her birisi 1.5 olarak veriliştir. Rölenin kontağı çekebilesi
ipunch CNC TARET PANÇ PRESLER
 ipunch CNC TARET PANÇ PRESLER 1950 1971 1974 1981 1994 2001 2003 2011 MVD ilk makinasını imal etmiştir. İlk sac işleme makinası olan sac delme presini imal etmiştir. Ana üretim konusu olan ağır tip abkant
ipunch CNC TARET PANÇ PRESLER 1950 1971 1974 1981 1994 2001 2003 2011 MVD ilk makinasını imal etmiştir. İlk sac işleme makinası olan sac delme presini imal etmiştir. Ana üretim konusu olan ağır tip abkant
12UY Metal Levha İşleme Tezgah İşçisi Belgelendirme Programi
 Belgelendirme Programının Adı 12UY0086-3 Metal Levha İşleme Tezgah İşçisi Belgelendirme Programi Belgelendirme Programının Amacı Bu yeterlilik iş sağlığı ve güvenliği önlemlerini ve çevresel önlemleri
Belgelendirme Programının Adı 12UY0086-3 Metal Levha İşleme Tezgah İşçisi Belgelendirme Programi Belgelendirme Programının Amacı Bu yeterlilik iş sağlığı ve güvenliği önlemlerini ve çevresel önlemleri
DENEY 7. Frekans Modülasyonu
 DENEY 7 Frekans Modülasyonu Frekans Modülasyonu Frekans ve az odülasyonları açı (t) odülasyonu teknikleri olarak adlandırılırlar. Frekans odülasyonunda, taşıyıcı sinyalin rekansı odüle eden sinyal ile
DENEY 7 Frekans Modülasyonu Frekans Modülasyonu Frekans ve az odülasyonları açı (t) odülasyonu teknikleri olarak adlandırılırlar. Frekans odülasyonunda, taşıyıcı sinyalin rekansı odüle eden sinyal ile
İŞ YERİNDE UYGULAMA KURALLARI
 T.C. İSTANBUL AREL ÜNİVERSİTESİ MÜHENDİSLİK-MİMARLIK FAKÜLTESİ ENDÜSTRİ MÜHENDİSLİĞİ BÖLÜMÜ A. İŞ YERİNDE UYGULAMA KURALLARI ve ESASLARI Genel Hususlar, T.C. İstanbul AREL Üniversitesi Mühendislik-Mimarlık
T.C. İSTANBUL AREL ÜNİVERSİTESİ MÜHENDİSLİK-MİMARLIK FAKÜLTESİ ENDÜSTRİ MÜHENDİSLİĞİ BÖLÜMÜ A. İŞ YERİNDE UYGULAMA KURALLARI ve ESASLARI Genel Hususlar, T.C. İstanbul AREL Üniversitesi Mühendislik-Mimarlık
BUMESH TECHNICS. Otomotiv.
 BUMESH TECHNICS Otomotiv BUMESH TECHNICS OTOMOTİV BUMESH TECHNICS Otomotiv endüstrisinde sac, alüminyum ve iç trim parçaları ile ilgili olarak hem kalıp hem de seri parça tedariği alanında hizmet vermek
BUMESH TECHNICS Otomotiv BUMESH TECHNICS OTOMOTİV BUMESH TECHNICS Otomotiv endüstrisinde sac, alüminyum ve iç trim parçaları ile ilgili olarak hem kalıp hem de seri parça tedariği alanında hizmet vermek
Lean Excellence. 10.11.2009 Farba Kalite Bölümü / Yan sanayi Bilgilendirme Eğitimleri
 1 Farba Kalite Bölümü / Yan sanayi Bilgilendirme Eğitimleri 10.11.2009 2 NUMUNE ONAYININ ALINMASI DOKUMANTASYONUN FARBA / PPAP GEREKLİLİKLERİNE GÖRE HAZIRLANMASI PSW KAPAK SAYFASI / YÖNETİM VEYA TEMSİLCİSİ
1 Farba Kalite Bölümü / Yan sanayi Bilgilendirme Eğitimleri 10.11.2009 2 NUMUNE ONAYININ ALINMASI DOKUMANTASYONUN FARBA / PPAP GEREKLİLİKLERİNE GÖRE HAZIRLANMASI PSW KAPAK SAYFASI / YÖNETİM VEYA TEMSİLCİSİ
Formplast üretimli her ürün çok titiz ve sabırlı bir çalışmanın ürünüdür ve kalitesi uluslararası belgeler ile onaylanmıştır.
 E N D Ü S T R İ Y E L Y A L I T I M D A Ç Ö Z Ü M O R T A Ğ I N I Z HAKKIMIZDA Formplast 1991 yılından bu yana, yarı mamul olarak ithal ettiği yalıtım malzemeleri ve yapışkanları kendi tesislerinde müşterilerin
E N D Ü S T R İ Y E L Y A L I T I M D A Ç Ö Z Ü M O R T A Ğ I N I Z HAKKIMIZDA Formplast 1991 yılından bu yana, yarı mamul olarak ithal ettiği yalıtım malzemeleri ve yapışkanları kendi tesislerinde müşterilerin
26.344,77 Kaba inşaat metrekare maliyeti 210 m2 125,45
 TEKLİF ALTERNATİF 1 Isorast Asolen Çatı (Betonare) PROJENİN TARİH ADI TİP PROJE HOŞSEDA SAHİBİ İSORAST YAPI ELMANLARI A.Ş KODU IS 12 000 ADRESİ BAHÇE ŞEHİR ISORAST MALZEME BEDELİ 16.563,34 ISORAST DIŞINDAKİ
TEKLİF ALTERNATİF 1 Isorast Asolen Çatı (Betonare) PROJENİN TARİH ADI TİP PROJE HOŞSEDA SAHİBİ İSORAST YAPI ELMANLARI A.Ş KODU IS 12 000 ADRESİ BAHÇE ŞEHİR ISORAST MALZEME BEDELİ 16.563,34 ISORAST DIŞINDAKİ
HİKAYEMİZ. RobCell Robotik Mekatronik Mühendislik Teknolojileri A.Ş
 HİKAYEMİZ Robcell Robotik Mekatronik Mühendislik Teknolojileri A.Ş, 2017 yılında Bursa da robotik ve mühendislik sektöründe faaliyete başladı. Teknoloji bir fikir değil, fikri elde etme yoludur dedik ve
HİKAYEMİZ Robcell Robotik Mekatronik Mühendislik Teknolojileri A.Ş, 2017 yılında Bursa da robotik ve mühendislik sektöründe faaliyete başladı. Teknoloji bir fikir değil, fikri elde etme yoludur dedik ve
ERBEK KALIP PLASTİK SAN.TİC. A.Ş.
 ERBEK KALIP PLASTİK SAN.TİC. A.Ş. MÜKEMMEL KALİTE 1 Firma Profili KuruluşYılı : 2008 Yeri : Nilüfer Organize Sanayi Bölgesi BURSA Firma Türü : Anonim Şirket Ciro : 4.000.000 Euro / Yıl Toplam Alan : 5.000
ERBEK KALIP PLASTİK SAN.TİC. A.Ş. MÜKEMMEL KALİTE 1 Firma Profili KuruluşYılı : 2008 Yeri : Nilüfer Organize Sanayi Bölgesi BURSA Firma Türü : Anonim Şirket Ciro : 4.000.000 Euro / Yıl Toplam Alan : 5.000
BÖLÜM HAVALANDIRMA KANALLARININ TASARIMI AMAÇ
 BÖLÜM HAVALANDIRMA KANALLARININ TASARIMI AMAÇ Havalandıra kanallarını tasarlayabile ve fan seçiine esas olacak basınç kaybı ve debi değerlerini esaplayabile.. HAVALANDIRMA KANALLARININ TASARIMI.1. Standart
BÖLÜM HAVALANDIRMA KANALLARININ TASARIMI AMAÇ Havalandıra kanallarını tasarlayabile ve fan seçiine esas olacak basınç kaybı ve debi değerlerini esaplayabile.. HAVALANDIRMA KANALLARININ TASARIMI.1. Standart
OTOMOTİV SEKTÖRÜ ÖZEL İSTEKLERİ EĞİTİMLERİ ( APQP, FMEA, PPAP, SPC, MSA )
") OTOMOTİV SEKTÖRÜ ÖZEL İSTEKLERİ EĞİTİMLERİ ( APQP, FMEA, PPAP, SPC, MSA ) EĞİTİM ADI Otomotiv Sektörü Özel İstekleri Eğitimleri EĞİTİMİN AMACI Kurum Ürün Çevriminde Otomotiv Sektörü İsteklerinin Mühendislik
OTOMOTİV SEKTÖRÜ ÖZEL İSTEKLERİ EĞİTİMLERİ ( APQP, FMEA, PPAP, SPC, MSA ) EĞİTİM ADI Otomotiv Sektörü Özel İstekleri Eğitimleri EĞİTİMİN AMACI Kurum Ürün Çevriminde Otomotiv Sektörü İsteklerinin Mühendislik
TPM Makine 2008 yılından beri sürekli gelişmeyi hedef alıyor.
 TPM Makine 2008 yılından beri sürekli gelişmeyi hedef alıyor. 2008 yılında kurulmuş olan TPM Makine İnşaat Mühendislik Sanayi ve Ticaret LTD.ŞTİ. metal sac işleme teknolojileri ve makineleri konusunda
TPM Makine 2008 yılından beri sürekli gelişmeyi hedef alıyor. 2008 yılında kurulmuş olan TPM Makine İnşaat Mühendislik Sanayi ve Ticaret LTD.ŞTİ. metal sac işleme teknolojileri ve makineleri konusunda
ŞİKAYET VE İTİRAZ PROSEDÜRÜ
 Prosedür Adı : ŞİKAYET VE İTİRAZ PROSEDÜRÜ Doküman Kodu & Son Rev. No Organizasyon Kodu Doküman Tipi Sıra No Son Revizyon No GVN PRS 14 00 Revizyon Tarihçesi ve Doküman Kontrol & Onayı Rev. No Tarih Tanım
Prosedür Adı : ŞİKAYET VE İTİRAZ PROSEDÜRÜ Doküman Kodu & Son Rev. No Organizasyon Kodu Doküman Tipi Sıra No Son Revizyon No GVN PRS 14 00 Revizyon Tarihçesi ve Doküman Kontrol & Onayı Rev. No Tarih Tanım
CoroDrill 808 Dar toleranslı derin delikler için ilk tercih
 CoroDrill 808 CoroDrill 808 Dar toleranslı derin delikler için ilk tercih Endüstriyi uzun yıllar boyunca yakından takip ettik ve dar toleranslar gerektiren derin delik delme konusunda yaşadığınız zorlukları,
CoroDrill 808 CoroDrill 808 Dar toleranslı derin delikler için ilk tercih Endüstriyi uzun yıllar boyunca yakından takip ettik ve dar toleranslar gerektiren derin delik delme konusunda yaşadığınız zorlukları,
Öncü Teknolojiler HİDROLİK KOMBİNE MAKASLAR TEK & ÇİFT SİLİNDİR SERİLERİ.
 Öncü Teknolojiler HİDROLİK KOMBİNE MAKASLAR TEK & ÇİFT SİLİNDİR SERİLERİ www.hilalsan.com.tr www.hilalsan.com.tr 1984 yılında kurulan HİLALSAN, manuel sac makasları ile başladığı üretime, bu gün Hidrolik
Öncü Teknolojiler HİDROLİK KOMBİNE MAKASLAR TEK & ÇİFT SİLİNDİR SERİLERİ www.hilalsan.com.tr www.hilalsan.com.tr 1984 yılında kurulan HİLALSAN, manuel sac makasları ile başladığı üretime, bu gün Hidrolik
Fatih Üniversitesi Elektrik ve Elektronik Mühendisliği Bölümü EEM 316 Haberleşme I DENEY 3 GENLİK (AM) MODÜLASYONU
 MODÜLASYONU") Fatih Üniversitesi Elektrik ve Elektronik Mühendisliği Bölüü EEM 316 Haberleşe I DENEY 3 GENLİK (AM) MODÜLASYONU 3.1 Aaçlar 1. Genlik (AM) odülasyon prensiplerinin anlaşılası 2. Genlik (AM) sinyalinin
Fatih Üniversitesi Elektrik ve Elektronik Mühendisliği Bölüü EEM 316 Haberleşe I DENEY 3 GENLİK (AM) MODÜLASYONU 3.1 Aaçlar 1. Genlik (AM) odülasyon prensiplerinin anlaşılası 2. Genlik (AM) sinyalinin
DÜZCE ÜNİVERSİTESİ CUMAYERİ MESLEK YÜKSEKOKULU MEKATRONİK ÖN LİSANS PROGRAMI 2012-13 Bahar Yarıyılı
 DÜZCE ÜNİVERSİTESİ CUMAYERİ MESLEK YÜKSEKOKULU MEKATRONİK ÖN LİSANS PROGRAMI 2012-13 Bahar Yarıyılı Dersin adı: Bilgisayar Destekli Takım Tezgahları Dersin Kodu: AKTS Kredisi: 4 2. yıl 2. yarıyıl Önlisans
DÜZCE ÜNİVERSİTESİ CUMAYERİ MESLEK YÜKSEKOKULU MEKATRONİK ÖN LİSANS PROGRAMI 2012-13 Bahar Yarıyılı Dersin adı: Bilgisayar Destekli Takım Tezgahları Dersin Kodu: AKTS Kredisi: 4 2. yıl 2. yarıyıl Önlisans
DEPO YÖNETİMİ VE DEPO YÖNETİM SİSTEMLERİ ÖNEMİ
 DEPO YÖNETİMİ VE DEPO YÖNETİM SİSTEMLERİ ÖNEMİ Depo nedir? Depo Hizmeti alan iç ve dış müşteriler için, depo tam zamanlı ve müşteri odaklı çalışan stratejik destek bir birimdir. Depo, katma değer üretilen
DEPO YÖNETİMİ VE DEPO YÖNETİM SİSTEMLERİ ÖNEMİ Depo nedir? Depo Hizmeti alan iç ve dış müşteriler için, depo tam zamanlı ve müşteri odaklı çalışan stratejik destek bir birimdir. Depo, katma değer üretilen
MASA ÜSTÜ 3 EKSEN CNC DÜZ DİŞLİ AÇMA TEZGAHI TASARIMI ve PROTOTİP İMALATI
 MASA ÜSTÜ 3 EKSEN CNC DÜZ DİŞLİ AÇMA TEZGAHI TASARIMI ve PROTOTİP İMALATI Salih DAĞLI Önder GÜNGÖR Prof. Dr. Kerim ÇETİNKAYA Karabük Üniversitesi Tasarım ve Konstrüksiyon Öğretmenliği ÖZET Bu çalışmada
MASA ÜSTÜ 3 EKSEN CNC DÜZ DİŞLİ AÇMA TEZGAHI TASARIMI ve PROTOTİP İMALATI Salih DAĞLI Önder GÜNGÖR Prof. Dr. Kerim ÇETİNKAYA Karabük Üniversitesi Tasarım ve Konstrüksiyon Öğretmenliği ÖZET Bu çalışmada
ALBA KALIP ve OTOMASYON MAKİNALARI İMALAT SANAYİ ve TİC. LTD. ŞTİ.
 ALBA KALIP ve OTOMASYON MAKİNALARI İMALAT SANAYİ ve TİC. LTD. ŞTİ. 1992 yılında 70m2 lik bir alanda iki kardeşin girişimiyle faaliyetlerine başlayan Alba Kalıp, bugün 20,000 m2 si kapalı olmak üzere toplam
ALBA KALIP ve OTOMASYON MAKİNALARI İMALAT SANAYİ ve TİC. LTD. ŞTİ. 1992 yılında 70m2 lik bir alanda iki kardeşin girişimiyle faaliyetlerine başlayan Alba Kalıp, bugün 20,000 m2 si kapalı olmak üzere toplam
İŞÇİLİK İşçilik 52 adamgün 60,00 /adam 3.120,00
 TEKLİF PROJENİN TARİH ADI BODRUM SAHİBİ ISORAST KODU IS MA 000 ADRESİ Tip Proje ISORAST MALZEME BEDELİ 14.501,74 İSKONTO 0% İSKONTOLU ISORAST MALZEME BEDELİ 14.501,74 ISORAST DIŞINDAKİ MALZEME TAHMİNİ
TEKLİF PROJENİN TARİH ADI BODRUM SAHİBİ ISORAST KODU IS MA 000 ADRESİ Tip Proje ISORAST MALZEME BEDELİ 14.501,74 İSKONTO 0% İSKONTOLU ISORAST MALZEME BEDELİ 14.501,74 ISORAST DIŞINDAKİ MALZEME TAHMİNİ
BALIKESİR ÜNİVERSİTESİ EDREMİT MESLEK YÜKSEKOKULU MAKİNE PROGRAMI MESLEKİ UYGULAMA RAPORU HAZIRLAMA KILAVUZU
 BALIKESİR ÜNİVERSİTESİ EDREMİT MESLEK YÜKSEKOKULU MAKİNE PROGRAMI MESLEKİ UYGULAMA RAPORU HAZIRLAMA KILAVUZU I- Yapılacak Çalışmalarla İlgili Bilgiler A) Talaşlı Şekillendirme a-takım tezgahları hakkında
BALIKESİR ÜNİVERSİTESİ EDREMİT MESLEK YÜKSEKOKULU MAKİNE PROGRAMI MESLEKİ UYGULAMA RAPORU HAZIRLAMA KILAVUZU I- Yapılacak Çalışmalarla İlgili Bilgiler A) Talaşlı Şekillendirme a-takım tezgahları hakkında
Journal of Engineering and Natural Sciences Mühendislik ve Fen Bilimleri Dergisi THE FUZZY ANALYTIC HIERARCHY PROCESS FOR SOFTWARE SELECTION PROBLEMS
 Journal of Engineering and Natural Sciences Mühendislik ve Fen Bilileri Dergisi Siga 2005/3 THE FUZZY ANALYTIC HIERARCHY PROCESS FOR SOFTWARE SELECTION PROBLEMS Hüseyin BAŞLIGİL * Yıldız Teknik Üniversitesi,
Journal of Engineering and Natural Sciences Mühendislik ve Fen Bilileri Dergisi Siga 2005/3 THE FUZZY ANALYTIC HIERARCHY PROCESS FOR SOFTWARE SELECTION PROBLEMS Hüseyin BAŞLIGİL * Yıldız Teknik Üniversitesi,
E-ITN 30 RADYO FREKANSLI ELEKTRONİK ISI PAY ÖLÇER
 E-ITN 30 RADYO FREKANSLI ELEKTRONİK ISI PAY ÖLÇER Merkezi sistem ile ısınan binalarda ısı giderlerinin tüketime göre paylaştırılması için tasarlanmıştır Çok fonksiyonlu 5 haneli ekran EEPROM mikro işlemci
E-ITN 30 RADYO FREKANSLI ELEKTRONİK ISI PAY ÖLÇER Merkezi sistem ile ısınan binalarda ısı giderlerinin tüketime göre paylaştırılması için tasarlanmıştır Çok fonksiyonlu 5 haneli ekran EEPROM mikro işlemci
DÖKÜM İMALAT PROSESLERİ İÇİN İLERİ DÜZEY SİMÜLASYON YAZILIMI: VULCAN
 DÖKÜM İMALAT PROSESLERİ İÇİN İLERİ DÜZEY SİMÜLASYON YAZILIMI: VULCAN VULCAN döküm simülasyon yazılımı ile imalat öncesi döküm kusurlarının tespiti ve iyileştirilmesi ÖZET Makalede uygulama yapılan model
DÖKÜM İMALAT PROSESLERİ İÇİN İLERİ DÜZEY SİMÜLASYON YAZILIMI: VULCAN VULCAN döküm simülasyon yazılımı ile imalat öncesi döküm kusurlarının tespiti ve iyileştirilmesi ÖZET Makalede uygulama yapılan model
TES - 46 LAN KABLO ÖLÇER KULLANIM KILAVUZU I. GİRİŞ
 LAN KABLO ÖLÇER TES - 4 KULLANIM KILAVUZU I. GİRİŞ LAN Kablo Ölçer, kablo bağlantılarındaki hataları belirleek, bağlantıları kontrol etek ve UTP (ekransız bükülü tel çifti), FTP (önleniş bükülü tel çifti)
LAN KABLO ÖLÇER TES - 4 KULLANIM KILAVUZU I. GİRİŞ LAN Kablo Ölçer, kablo bağlantılarındaki hataları belirleek, bağlantıları kontrol etek ve UTP (ekransız bükülü tel çifti), FTP (önleniş bükülü tel çifti)
Hafif Atıksu Pompası tip ABS MF 154-804 Dalgıç Parçalayıcı Pompa tip ABS Piranha 08 & 09
 Hafif Atıksu Popası tip ABS MF 154-804 Dalgıç Parçalayıı Popa tip ABS Piranha 08 & 09 1010-00 15975131TR (08/2015) TR Montaj ve Kullana Taliatları www.sulzer.o 2 Montaj ve Kullana Taliatları (Orijinal
Hafif Atıksu Popası tip ABS MF 154-804 Dalgıç Parçalayıı Popa tip ABS Piranha 08 & 09 1010-00 15975131TR (08/2015) TR Montaj ve Kullana Taliatları www.sulzer.o 2 Montaj ve Kullana Taliatları (Orijinal
1. GİRİŞ. N. Yıldırım 1 ve A. Varol 2
 osyal Ağlarda Güvenlik: Bitlis Eren ve Fırat osyal Ağlarda Güvenlik: Bitlis Eren ve Fırat Üniversitelerinde Üniversitelerinde Gerçekleştirilen Bir Alan Çalışası Gerçekleştirilen Bir Alan Çalışası ecurity
osyal Ağlarda Güvenlik: Bitlis Eren ve Fırat osyal Ağlarda Güvenlik: Bitlis Eren ve Fırat Üniversitelerinde Üniversitelerinde Gerçekleştirilen Bir Alan Çalışası Gerçekleştirilen Bir Alan Çalışası ecurity
Bu prosedürün amacı; itiraz ve şikayetler için uygulanacak yöntemi belirlemektir.
 1. AMAÇ Bu prosedürün amacı; itiraz ve şikayetler için uygulanacak yöntemi belirlemektir. 2. TANIMLAR İtiraz: Uygunluk değerlendirmesi amaçlı yeniden denetim kararı için, belgelendirme kuruluşu veya akreditasyon
1. AMAÇ Bu prosedürün amacı; itiraz ve şikayetler için uygulanacak yöntemi belirlemektir. 2. TANIMLAR İtiraz: Uygunluk değerlendirmesi amaçlı yeniden denetim kararı için, belgelendirme kuruluşu veya akreditasyon
Doküman No:ITP 16.1 Revizyon No: 01 Tarih: Sayfa No: 1/5 KALİTE SİSTEM PROSEDÜRLERİ PROJE YÖNETİMİ PROSEDÜRÜ
 Doküman No:ITP 16.1 Revizyon No: 01 Tarih: 09.05.2016 Sayfa No: 1/5 1. AMAÇ Etkin ve verimli bir biçimde proje amacına ve hedeflerine ulaşılması için insanların, finansal ve teknik kaynakların ve zamanın
Doküman No:ITP 16.1 Revizyon No: 01 Tarih: 09.05.2016 Sayfa No: 1/5 1. AMAÇ Etkin ve verimli bir biçimde proje amacına ve hedeflerine ulaşılması için insanların, finansal ve teknik kaynakların ve zamanın
ROSVİTA-TİMUR İMRAĞ MESLEKİ VE TEKNİK ANADOLU LİSESİ MAKİNE TEKNOLOJİSİ ALANI
 ROSVİTA-TİMUR İMRAĞ MESLEKİ VE TEKNİK ANADOLU LİSESİ MAKİNE TEKNOLOJİSİ ALANI Teknolojinin gelişmesi insanın ve insanlığın yaşam kalitesini yükseltmek, insanın kendisine ve çevresine daha fazla zaman ayırmasını
ROSVİTA-TİMUR İMRAĞ MESLEKİ VE TEKNİK ANADOLU LİSESİ MAKİNE TEKNOLOJİSİ ALANI Teknolojinin gelişmesi insanın ve insanlığın yaşam kalitesini yükseltmek, insanın kendisine ve çevresine daha fazla zaman ayırmasını
T.C BARTIN il ÖZEL idaresi PLAN PROJE YATIRIM VE inşaat MÜDÜRLÜGÜ
 T.C BARTIN il ÖZEL idaresi PLAN PROJE YATIRIM VE inşaat MÜDÜRLÜGÜ TARiH: 23/01/2015 SAYı: TEKliF MEKTUBU Adı SoyadifTicaret Ünvanı Tebligat Adresi Bağlı Olduğu Vergi Dairesi Vergi Nuarası T.C.Kilik Nuarası
T.C BARTIN il ÖZEL idaresi PLAN PROJE YATIRIM VE inşaat MÜDÜRLÜGÜ TARiH: 23/01/2015 SAYı: TEKliF MEKTUBU Adı SoyadifTicaret Ünvanı Tebligat Adresi Bağlı Olduğu Vergi Dairesi Vergi Nuarası T.C.Kilik Nuarası
Doküman No Revizyon No Yayın Tarihi Sayfa No PROSES FMEA TALİMATI
 1.0 AMAÇ VE KAPSAM Bu talimatın amacı; ürün veya proseste karşılaşabilecek potansiyel hataları ve bunların neden olabileceği sonuçları önceden analiz ederek, gerekli önlemlerin alınması için kullanılan
1.0 AMAÇ VE KAPSAM Bu talimatın amacı; ürün veya proseste karşılaşabilecek potansiyel hataları ve bunların neden olabileceği sonuçları önceden analiz ederek, gerekli önlemlerin alınması için kullanılan
HEMA ENDRÜSTRİ. Çınar Kalite Çemberi
 HEMA ENDRÜSTRİ Çınar Kalite Çemberi ÇINAR ÇALIŞMA GRUBU SUNUMU 60 50 Çalışma Grubu Sayısı 51 40 33 36 30 20 24 Hema Regrasyon Eğrisi 2010 Ödül Töreni 10 0 3 2008 2009 2010 2011 2012 2011 Ödül Töreni 2012
HEMA ENDRÜSTRİ Çınar Kalite Çemberi ÇINAR ÇALIŞMA GRUBU SUNUMU 60 50 Çalışma Grubu Sayısı 51 40 33 36 30 20 24 Hema Regrasyon Eğrisi 2010 Ödül Töreni 10 0 3 2008 2009 2010 2011 2012 2011 Ödül Töreni 2012
Ürün Geliştirme. Oğuz ALTAY Satış Direktörü
 Ürün Geliştirme Oğuz ALTAY Satış Direktörü 3 Boyutlu Teknolojiler Mühendislik ve Simülasyon 20 Yılı aşkın tecrübe Yurtiçi ve yurtdışında 4 ofis Teknoloji uygulama merkezleri 50 nin üzerinde Personel ISO
Ürün Geliştirme Oğuz ALTAY Satış Direktörü 3 Boyutlu Teknolojiler Mühendislik ve Simülasyon 20 Yılı aşkın tecrübe Yurtiçi ve yurtdışında 4 ofis Teknoloji uygulama merkezleri 50 nin üzerinde Personel ISO
GEÇERLİ DOKÜMAN LİSTESİ (FORMLAR)
") Düzeltici Önleyici Faaliyet Takip Çizelgesi FR-01 01.02.2001 4 26.11.2011 Kaynak eklendi. Tedarikçi Değerlendirme FR-02 31.03.2005 2 23.12.2010 Onaylı Tedarikçi Performans Takip FR-03 31.01.2006 4 27.12.2011
Düzeltici Önleyici Faaliyet Takip Çizelgesi FR-01 01.02.2001 4 26.11.2011 Kaynak eklendi. Tedarikçi Değerlendirme FR-02 31.03.2005 2 23.12.2010 Onaylı Tedarikçi Performans Takip FR-03 31.01.2006 4 27.12.2011
Verimli İş Ortağınız... KALİTE KONTROL SKOR YAZILIM VE BİLİŞİM POLEN YAZILIM
 KALİTE KONTROL İÇİNDEKİLER AMAÇ KAPSAM KULLANIM EKRANI SONUÇ AMAÇ Açıklama Kalite Kontrol Hammadde ya da Ürünlerin ölçümlerini saklayarak değerlendiren bir üründür. Ürünlerin istenen kriterlere uygun olanlarını
KALİTE KONTROL İÇİNDEKİLER AMAÇ KAPSAM KULLANIM EKRANI SONUÇ AMAÇ Açıklama Kalite Kontrol Hammadde ya da Ürünlerin ölçümlerini saklayarak değerlendiren bir üründür. Ürünlerin istenen kriterlere uygun olanlarını
İSTANBUL ÜNİVERSİTESİ İÇ KONTROL STANDARTLARI EYLEM PLANI 1- KONTROL ORTAMI STANDARTLARI
 art Kau İç Kontrol Standardı ve Genel Şartı İSTANBUL ÜNİVERSİTESİ İÇ KONTROL STANDARTLARI EYLEM PLANI 1- KONTROL ORTAMI STANDARTLARI Mevcut Duru Öngörülen veya ler veya Taala Açıklaa Uygulaa Sonucu (*),
art Kau İç Kontrol Standardı ve Genel Şartı İSTANBUL ÜNİVERSİTESİ İÇ KONTROL STANDARTLARI EYLEM PLANI 1- KONTROL ORTAMI STANDARTLARI Mevcut Duru Öngörülen veya ler veya Taala Açıklaa Uygulaa Sonucu (*),
DEĞİŞİKLİK KAYDI REV TARIH SAYFA DEĞİŞİKLİK TANIMI
 Sayfa No : 1/7 İŞE ALIM PROSEDÜRÜ DEĞİŞİKLİK KAYDI REV TARIH SAYFA DEĞİŞİKLİK TANIMI 00 - Sayfa No : 2/7 1- AMAÇ Bu prosedürün amacı, EMEK BORU (prosedürde Şirket olarak anılacaktır) bünyesinde işe alınacak
Sayfa No : 1/7 İŞE ALIM PROSEDÜRÜ DEĞİŞİKLİK KAYDI REV TARIH SAYFA DEĞİŞİKLİK TANIMI 00 - Sayfa No : 2/7 1- AMAÇ Bu prosedürün amacı, EMEK BORU (prosedürde Şirket olarak anılacaktır) bünyesinde işe alınacak
GREE U-MATCH TİCARİ TİP KLİMA SERİSİ
 GREE U-MATCH TİCARİ TİP KLİMA SERİSİ Gree U-Macth Ticari Tip Klia Serisi çeşitli iç ünite odeli, Inverter ya da ON-OFF seçeneği ile iç dekorasyonun ve ihtiyaçların farklılık gösterdiği ofis, restoran,
GREE U-MATCH TİCARİ TİP KLİMA SERİSİ Gree U-Macth Ticari Tip Klia Serisi çeşitli iç ünite odeli, Inverter ya da ON-OFF seçeneği ile iç dekorasyonun ve ihtiyaçların farklılık gösterdiği ofis, restoran,
STRATEJİK YÖNETİM VE YÖNETİMİN GÖZDEN GEÇİRMESİ PROSEDÜRÜ
 Sayfa 1/6 Revizyon Takip Tablosu REVİZYON NO TARİH AÇIKLAMA 00 02.07.2018 İlk yayın 1. AMAÇ Bu prosedürün amacı, Toros Üniversitesi Meslek Yüksekokulunda Kalite Yönetim Sistemi politika, hedef ve iş akışlarındaki
Sayfa 1/6 Revizyon Takip Tablosu REVİZYON NO TARİH AÇIKLAMA 00 02.07.2018 İlk yayın 1. AMAÇ Bu prosedürün amacı, Toros Üniversitesi Meslek Yüksekokulunda Kalite Yönetim Sistemi politika, hedef ve iş akışlarındaki
OYAK RENAULT ERGONOMİ UYGULAMALARI. DRH / 1740 Département Conditions et Santé de Travail 1
 OYAK RENAULT ERGONOMİ UYGULAMALARI 1 ERGONOMİ ÇALIŞANLARIMIZIN SAĞLIĞINI KORUMAK İÇİN ÇOK ÖNEMLİDİR 2 İÇERİK 01 02 03 04 ERGONOMİ GENEL KAVRAMLAR OYAK RENAULT DA ERGONOMİ ORGANİZASYONU VE KULLANILAN ÖLÇÜM
OYAK RENAULT ERGONOMİ UYGULAMALARI 1 ERGONOMİ ÇALIŞANLARIMIZIN SAĞLIĞINI KORUMAK İÇİN ÇOK ÖNEMLİDİR 2 İÇERİK 01 02 03 04 ERGONOMİ GENEL KAVRAMLAR OYAK RENAULT DA ERGONOMİ ORGANİZASYONU VE KULLANILAN ÖLÇÜM
İŞÇİLİK İşçilik 124 adamgün 60,00 /adam 7.440, ,34 Kaba inşaat metrekare maliyeti 461 m2 123,23
 TEKLİF PROJENİN TARİH ADI AKYAZI SAHİBİ Rabia ALBAYRAK Akyazı KODU IS MA 000 ADRESİ Trabzon ISORAST MALZEME BEDELİ 34.139,81 İSKONTO 0% İSKONTOLU ISORAST MALZEME BEDELİ 34.139,81 ISORAST DIŞINDAKİ MALZEME
TEKLİF PROJENİN TARİH ADI AKYAZI SAHİBİ Rabia ALBAYRAK Akyazı KODU IS MA 000 ADRESİ Trabzon ISORAST MALZEME BEDELİ 34.139,81 İSKONTO 0% İSKONTOLU ISORAST MALZEME BEDELİ 34.139,81 ISORAST DIŞINDAKİ MALZEME
Yıkım Robotu. Yıkım İşlerinde ajınız!
 Yıkı Robotu Yıkı İşlerinde ajınız! ROBOT 185 Öncü Özellikler Teleskopik kol (bo) 46c ekstra uzunluk sunar ve zorlu uygulaalarda daha fazla uyu sağlar Polikarbon silindirleri koruak için özel kapaklar Sağla
Yıkı Robotu Yıkı İşlerinde ajınız! ROBOT 185 Öncü Özellikler Teleskopik kol (bo) 46c ekstra uzunluk sunar ve zorlu uygulaalarda daha fazla uyu sağlar Polikarbon silindirleri koruak için özel kapaklar Sağla
TOROS TORNA ve KALIP SANAYİİ
 1 2 HAKKIMIZDA 1980 yılında Eskişehir de talaşlı imalat sektöründe hizmet vermek üzere kurulmuş olan Toros Torna, kurucumuz Sn. Yakup Sağdilek in gösterdiği dürüst, titiz ve çözüm odaklı çalışma prensiplerini
1 2 HAKKIMIZDA 1980 yılında Eskişehir de talaşlı imalat sektöründe hizmet vermek üzere kurulmuş olan Toros Torna, kurucumuz Sn. Yakup Sağdilek in gösterdiği dürüst, titiz ve çözüm odaklı çalışma prensiplerini
KIRMACI ENDÜSTRİ IV.0 DEĞİŞİM SÜRECİ DANIŞMANLIĞI İŞ PLANI. KIRMACI MÜHENDİSLİK DANIŞMANLIK TİC. 1
 KIRMACI ENDÜSTRİ IV.0 DEĞİŞİM SÜRECİ DANIŞMANLIĞI İŞ PLANI www.kirmacidanismanlik.com KIRMACI MÜHENDİSLİK DANIŞMANLIK TİC. 1 I. Fabrikanın sektörel teknolojik Endüstri seviye tespiti ve yol haritası, raporlama,
KIRMACI ENDÜSTRİ IV.0 DEĞİŞİM SÜRECİ DANIŞMANLIĞI İŞ PLANI www.kirmacidanismanlik.com KIRMACI MÜHENDİSLİK DANIŞMANLIK TİC. 1 I. Fabrikanın sektörel teknolojik Endüstri seviye tespiti ve yol haritası, raporlama,
teknolojinin yeni adresi
 teknolojinin yeni adresi ÜRÜN ve HİZMETLERİMİZ Her türlü döküm, dövme, mekanik hassas ve kaba talaşlı imalat veya kaynak ile imal edilebilecek parçaların üretilmesi, ürettirilmesi, eğer var ise ısıl işlem,
teknolojinin yeni adresi ÜRÜN ve HİZMETLERİMİZ Her türlü döküm, dövme, mekanik hassas ve kaba talaşlı imalat veya kaynak ile imal edilebilecek parçaların üretilmesi, ürettirilmesi, eğer var ise ısıl işlem,
YORKA DÖKÜMHANE OTOMASYONU
 YORKA DÖKÜMHANE OTOMASYONU Yorka Bilgisayar Yazılım Dan.Hiz.San.Tic.LTD.ŞTİ. Fakülte Cad. No:24 DENİZLİ 0(258) 211 66 33 211 66 43 FAX:0(258) 211 66 20 http://www.yorkayazilim.com e-mail:yorka@yorkayazilim.com
YORKA DÖKÜMHANE OTOMASYONU Yorka Bilgisayar Yazılım Dan.Hiz.San.Tic.LTD.ŞTİ. Fakülte Cad. No:24 DENİZLİ 0(258) 211 66 33 211 66 43 FAX:0(258) 211 66 20 http://www.yorkayazilim.com e-mail:yorka@yorkayazilim.com
HAKKIMIZDA HAS- EL TEKNİK;
 HAKKIMIZDA HAS- EL TEKNİK; ilgili şartname veya teknik resimlere göre muhtelif imalat tezgahları, test ve ölçüm cihazlarından oluşan üre
HAKKIMIZDA HAS- EL TEKNİK; ilgili şartname veya teknik resimlere göre muhtelif imalat tezgahları, test ve ölçüm cihazlarından oluşan üre
Dalgıç Atıksu Pompası tip ABS AS 0530-0841
 15975045TR (02/2015) 1006-00 TR Montaj ve Kullana Taliatları www.sulzer.o 2 Montaj ve Kullana Taliatları (Orijinal Taliatların Çevirisi) Dalgıç Atıksu Popası tip ABS AS: 0530 0631 0830 0840 0630 0641 0831
15975045TR (02/2015) 1006-00 TR Montaj ve Kullana Taliatları www.sulzer.o 2 Montaj ve Kullana Taliatları (Orijinal Taliatların Çevirisi) Dalgıç Atıksu Popası tip ABS AS: 0530 0631 0830 0840 0630 0641 0831
MÜŞTERİ MEMNUNİYETİ, İTİRAZ ve ŞİKAYETLERİNİN YÖNETİMİ PROSEDÜRÜ
 REV. 4 TEMMUZ 2013 MÜŞTERİ MEMNUNİYETİ, İTİRAZ ve ŞİKAYETLERİNİN YÖNETİMİ PROSEDÜRÜ HAZIRLAYANLAR : Ayfer KÖSE......TARİH: TEMMUZ 2013 EYS Şefi ONAYLAYANLAR : Dursun TEDİK..TARİH: TEMMUZ 2013 Kalite Müdürü
REV. 4 TEMMUZ 2013 MÜŞTERİ MEMNUNİYETİ, İTİRAZ ve ŞİKAYETLERİNİN YÖNETİMİ PROSEDÜRÜ HAZIRLAYANLAR : Ayfer KÖSE......TARİH: TEMMUZ 2013 EYS Şefi ONAYLAYANLAR : Dursun TEDİK..TARİH: TEMMUZ 2013 Kalite Müdürü
A Class MRP-II Performans Ölçekleri
 diyalog / eğitim yayınları A Class MRP-II Performans Ölçekleri İş Planı Satış Planı Üretim Planı Ana İmalat Planı Malzeme Planı Kapasite Planı Ürün Ağaçları Envanter Yönetimi Üretim Rotası Satınalma Planı
diyalog / eğitim yayınları A Class MRP-II Performans Ölçekleri İş Planı Satış Planı Üretim Planı Ana İmalat Planı Malzeme Planı Kapasite Planı Ürün Ağaçları Envanter Yönetimi Üretim Rotası Satınalma Planı
TİTCK/ DESTEK VE LABORATUVAR HİZMETLERİ BAŞKAN YARDIMCILIĞI/ ANALİZ VE KONTROL LABORATUVAR DAİRESİ BAŞKANLIĞI KALİTE KONTROL PROSEDÜRÜ PR17/KYB
 TİTCK/ DESTEK VE LABORATUVAR HİZMETLERİ BAŞKAN YARDIMCILIĞI/ ANALİZ VE KONTROL LABORATUVAR DAİRESİ BAŞKANLIĞI PR17/KYB Sayfa No: 1/6 1. AMAÇ ve KAPSAM Bu prosedürün amacı, Daire Başkanlığında deney hizmetleri
TİTCK/ DESTEK VE LABORATUVAR HİZMETLERİ BAŞKAN YARDIMCILIĞI/ ANALİZ VE KONTROL LABORATUVAR DAİRESİ BAŞKANLIĞI PR17/KYB Sayfa No: 1/6 1. AMAÇ ve KAPSAM Bu prosedürün amacı, Daire Başkanlığında deney hizmetleri
TRS METAL MAKİNA PLASTİK KALIP İMALAT SAN. TİC. LTD. ŞTİ.
 TRS METAL MAKİNA PLASTİK KALIP İMALAT SAN. TİC. LTD. ŞTİ. Kuruluş; TRS İleri Tasarım ve İmalat Teknolojileri, Ankara İvedik Organize Sanayi Bölgesi, Aydın Plastikçiler Sanayi Sitesi nde tamamı kapalı olan
TRS METAL MAKİNA PLASTİK KALIP İMALAT SAN. TİC. LTD. ŞTİ. Kuruluş; TRS İleri Tasarım ve İmalat Teknolojileri, Ankara İvedik Organize Sanayi Bölgesi, Aydın Plastikçiler Sanayi Sitesi nde tamamı kapalı olan