DİŞLİ GEOMETRİSİ. Metin Yılmaz Arge Müdürü Yılmaz Redüktör
|
|
|
- Serkan Sabancı
- 8 yıl önce
- İzleme sayısı:
Transkript
1 DİŞLİ GEOMETRİSİ Metin Yılmaz Arge Müdürü Yılmaz Redüktör

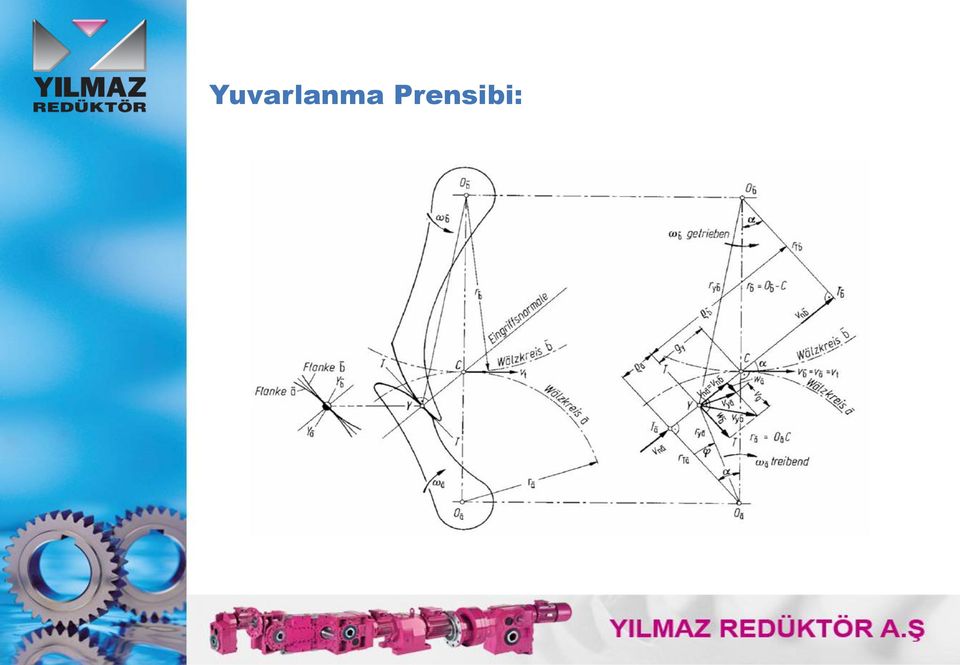
2 Yuvarlanma Prensibi:
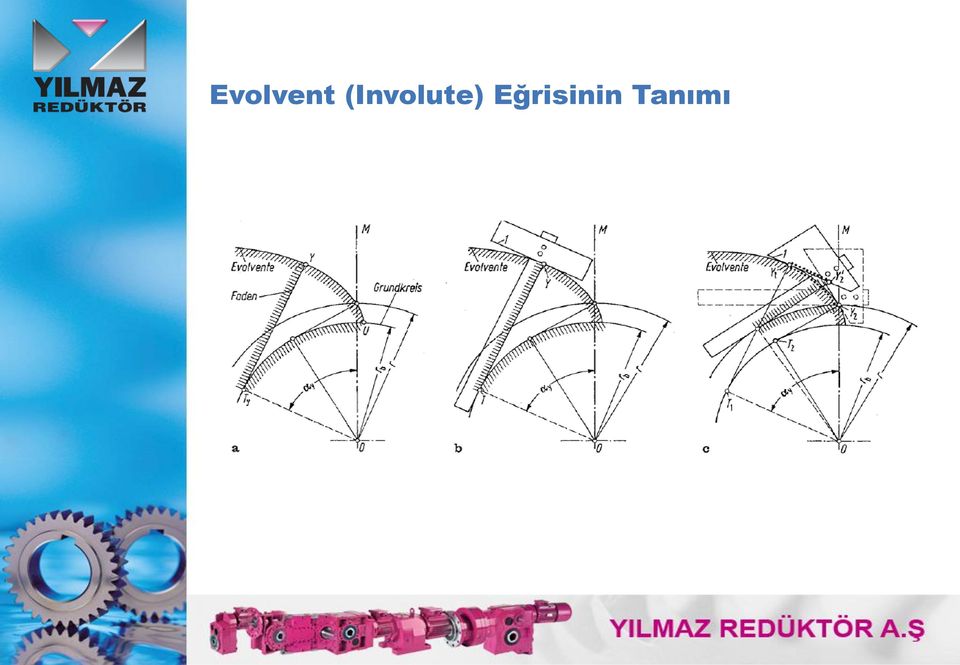
3 Evolvent (Involute) Eğrisinin Tanımı
4 Evolvent Dişli Formu Özellikleri Kolay imal edilebilir. Farklı diş sayılarına sahip dişliler aynı takım ile imal edilebilir. Eksen arası mesafe sapmalarını tolere edebilir. Kavrama doğru doğrusaldır. Dişli normal kuvvetinin yönü ve büyüklüğü sabittir. Her iki profilin dış bükey olması nedeni ile yüksek temas basıncı oluşur. Birbirini kavrayan evolvent eğrileri, temel daireleri üzerindeki eşit taksimatlara sahiptir. Kavrama doğrusu her iki evolventin temel dairesine teğettir. Pinyon ve çarkın arasındaki çevrim oranı temel dairelerin çapları arasındaki orana eşittir. Eksen arası mesafesindeki değişiklikler kavrama doğrusunun boyunu ve açısını değiştirir. Eksen arası mesafedeki değişiklikler evolvent formu etkilenmez. Sabit basınç açılı takımlarla üretim yapılabilir.

5 Evolvent Dişli Formu Özellikleri Sabit basınç açılı doğrusal yanaklara sahip basit takımlarla üretim yapılabilir. d=db / cosα Temel daire üzerindeki taksimat modülü belirler.


6 Referans Profil Bir dişlinin referans profili, referans çapının bir doğruya açılması ile elde edilir. Evolvent dişlilerde referans profilin yanakları doğrusaldır. Referans profilde referans dairesi olarak taksimat dairesi alınır.

7 Referans Profil, DIN867 Diş üstü(addendum) yüksekliği hap*=1 Diş dibi(dedendum) yüksekliği hfp*=1+cp* Tepe boşluğu(tip clearance) faktörü cp*=0,1-0,4 Basınç açısı (Pressure angle) αp=20
 faktörü cp*=0,1-0,4 Basınç açısı")

8 Profil Kaydırma / Tashih Miktarı (Profile Shifting / Addendum Modification) Takımla iş merkezi arasındaki mesafe değiştirilerek profil kaydırma yapılabilir.

 Diş")
9 Profil Kaydırma (Profile Shifting) Artan Profil Kaydırma; Diş dibi kalınlaşır. Diş tepesi sivrilir Azalan Profil Kaydırma; Diş dibi kesilebilir (kısmi evolvent) Diş tepesi kalınlaşır.
 Diş")
10 Profil Kaydırma (Profile Shifting) Düşük diş sayılarına sahip dişliler tahsis miktarı değişimlerinden daha fazla etkilenir.


11 Dişdibi Kesilmesi (Undercut) Düşük diş sayılı dişlilerde meydana gelir. Uygun profil kaydırma miktarı ile dişdibi kesilmesi önlenebilir.


12 Kayma Hızı (Specific Sliding) Kayma hızı, kavrama doğrusu üzerinde temas noktasında evolvente teğet olan hızdır.


13 Kayma Hızı Değişimi Aşınmayı azaltmak ve ısıyı düşürmek için kayma hızlarının düşük tutulması hedeflenir.

14 Kavrama Doğrusu (Path of Contact) Kavrama doğrusu iki temel daireye de teğet olan doğrudur. Kavrama noktaları teoride bu doğrunun üzerindedir.

15 Temel Formüller Taksimat dairesi: d= z.mt = z.mn/cos(β) Dış üstü çapı: da = d + 2mn.hap + 2mn.x + 2mn.k Dış dibi çapı: df = d - 2mn.hfp + 2mn.x Yuvarlanma dairesi çapı: dw1 = 2a.z1/(z1+z2) Temel daire çapı: db = d.cos(αt) Taksimat alın basınç açısı: tan(αt) = tan(αn) / cos(β) Basınç açısı: cos(αyt) = db / dy = d.cos(αt)/dy Dişli kalınlığı: sn = mn.(π/2+2.x.tan(αn)) Eksen mesafesi; Referans eksen mesafesi ad= (z1+z2)/(2mncos(β)) Gerçek eksen arası mesafesi a=(dw1+dw2)/2 = ad.cos(αt) / cos(αwt) < ad + Σx.mn
/dy Dişli kalınlığı: sn = mn.(π/2+2.x.")
16 İç Dişli Formu (Internal Gear Form) İç dişliler için eksen mesafesi, çaplar ve diş sayıları negatif olarak alınır.

17 Protuberance Dişli taşlama esnasında diş dibinde oluşan çentik etkisini azaltmak için protuberance bıçaklar kullanılır.

18 Dişli Profillerinin Çakışması (Interference) Evolvent olmayan profil bölgesinde (temel dairesi altında) oluşabilir. İç dişliler için özel durum; Temel dairesi diş üstü dairesi çapı üzerinde olduğu durumlarda kesin olarak oluşur. Bu nedenle buna izin verilmez.

19 Teorik Diş Arası Boşluğu (Backlash) Normal boşluk (jn) dişli yanaklarına dik olarak ölçülür. Alın boşluk (jt) dişli alnına paralel olarak ölçülür. Düz dişlilerde ikisi birbirine eşittir. jr Radyal olarak dişlilerin birbirlerine temas edene kadarki boşluktur.

20 Kalınlık Toleransı, DIN3967 (Thickness Tolerances) Asne,i geçme boşluğunu, Tsn bunun imalat toleransını ifade eder. Asn = Asne,i + Tsn Tolerans sınıfı harf ve sayılar ile ifade edilir(örnek: 25cd). Harf kısmı Asn değerlerini, sayı kısmı da Tsn değerlerini yani toleransını tanımlar. a en yüksek boşluk, h ise sıfır boşluğu ifade eder. a dan h a doğru ISO geçme toleranslarında olduğu gibi boşluk azalır. 21 den 30 a doğru Tsn değerleri dar tolerans alanından geniş tolerans alanına doğru gider.

21 Kalınlık Toleransı, DIN3967 (Thickness Tolerances) Döküm çember dişli a29, a30 Çember dişli(normal boşluklu) a28 Çember dişli(az boşluklu) bc26 Yüksek sıcaklıkta çalışan dişliler (ΔT=70K) ab25 Genel endüstriyel dişliler (tek yön çalışan) b26 Genel endüstriyel dişliler (çift yön çalışan) c25,c24,cd25, cd24, d25, d24, e25, e24 Otomobil şanzımanları d26 Tarım makinaları e27, e28 Tezgah takımları f24, f25 Baskı makinaları f24, g24 Ölçüm makinaları g22
22 Eksen Arası Toleransı, DIN3964 Aa: Dişlilerin içine yerleştirildiği gövdenin eksenlerinin arasındaki toleransı ifade eder. Gösterimi js ve bir sayı ile isimlendirilir. (Örnek: js7) Döküm çember dişli js10 Çember dişli(normal boşluklu) js9 Çember dişli(az boşluklu) js9, js8 Yüksek sıcaklıkta çalışan dişliler (ΔT=70K) js6 Genel endüstriyel dişliler (tek yön çalışan) js7 Genel endüstriyel dişliler (çift yön çalışan) js7, js6 Otomobil şanzımanları js7 Tarım makinaları js8 Tezgah takımları js6 Baskı makinaları js6 Ölçüm makinaları js5
23 Gerçek Diş Arası Boşluğu (Backlash) Gerçek çalışma boşluğu genleşmeden dolayı olan farklılıklar ve yük altındaki deformasyonlar dikkate alınarak düzeltilmelidir. Isıl genleşmeye bağlı boşluk değişimi Deformasyona bağlı boşluk değişimi
24 Dişli Kalitesi Dişli kalitesi ISO1328, DIN3961, AGMA2015 ve BS436/2 çok az farklarla aynı gruplandırma sayısı ile tanımlanır. İmalat yöntemine göre elde edilebilir kaliteler aşağıda verilmiştir. İşleme Yöntemi Kalite Taşlama 2 7 Raspalama, lebleme 5 7 Azdırma 6 9 Fellow 6 9 Sinterleme 8 12 Not: AGMA eski norm kaliteleri ISO ile aynı değildir. Aralarında yaklaşık olarak 17 sayı fark vardır. AGMA2000-A88 (17 ISO Kalitesi) Örnek: ISO 8.Kalite AGMA 9.Kalite

25 Profil Sapmaları Toplam profil sapma Profil form sapması Profil açı sapması

26 Helis Sapmaları Toplam helis sapması Helis form sapması Helis açı sapması
27 Birleşik Adım Sapmaları Toplam teğetsel adım sapması Dişten dişe teğetsel adım sapması Toplam radyal adım sapması Dişten dişe radyal adım sapması

28 Adım Sapmaları Taksimat dairesindeki tek diş adım sapması Temel dairesindeki tek diş taksimat sapması
 Radyal")
29 Eş Merkezlik Sapması (Radyal Salgı) Radyal salgı
30 Diş Kalınlık Değişimi Diş kalınlık değişimi


31 Dişli Kalınlık Ölçüm Yöntemleri Mikrometre ile ölçüm Mikset ile ölçüm Dişli kumpası ile ölçüm Dişli ölçüm tezgahı
Yıldız Teknik Üniversitesi Eğitim Semineri
 Yıldız Teknik Üniversitesi Eğitim Semineri 06/11/2012 Metin Yılmaz Arge Müdürü Yılmaz Redüktör Hakan Yardımcı Arge Müd. Yard. Yılmaz Redüktör Seminer Konuları: Firma Tanıtımı Yılmaz Redüktör Ürünleri Redüktör
Yıldız Teknik Üniversitesi Eğitim Semineri 06/11/2012 Metin Yılmaz Arge Müdürü Yılmaz Redüktör Hakan Yardımcı Arge Müd. Yard. Yılmaz Redüktör Seminer Konuları: Firma Tanıtımı Yılmaz Redüktör Ürünleri Redüktör
Makine Elemanları II Prof. Dr. Akgün ALSARAN. Üretim. Dişli çarklar
 Makine Elemanları II Prof. Dr. Akgün ALSARAN Üretim Dişli çarklar İçerik Üretim Yöntemleri Yuvarlanma yöntemi MAAG yöntemi Fellow yöntemi Azdırma yöntemi Alt kesilme 2 Giriş 3 Üretim Yöntemleri Dişli çarklar
Makine Elemanları II Prof. Dr. Akgün ALSARAN Üretim Dişli çarklar İçerik Üretim Yöntemleri Yuvarlanma yöntemi MAAG yöntemi Fellow yöntemi Azdırma yöntemi Alt kesilme 2 Giriş 3 Üretim Yöntemleri Dişli çarklar
DİŞLİ ÇARKLAR I: GİRİŞ
 DİŞLİ ÇARKLAR I: GİRİŞ Prof. Dr. İrfan KAYMAZ Mühendislik Fakültesi Makine Mühendisliği Bölümü Giriş Dişli Çarklar Bu bölüm sonunda öğreneceğiniz konular: Güç ve Hareket İletim Elemanları Basit Dişli Dizileri
DİŞLİ ÇARKLAR I: GİRİŞ Prof. Dr. İrfan KAYMAZ Mühendislik Fakültesi Makine Mühendisliği Bölümü Giriş Dişli Çarklar Bu bölüm sonunda öğreneceğiniz konular: Güç ve Hareket İletim Elemanları Basit Dişli Dizileri
DİŞLER; Diş Profili, çalışma sırasında iki çark arasındaki oranı sabit tutacak şekilde biçimlendirilir. Dişli profillerinde en çok kullanılan ve bu
 KAVRAMLAR Dişli Çarklar, eksenleri birbirine yakın veya birbirini kesen miller arasında hareket ve güç ileten makine elemanlarıdır. Çevrelerine diş açılmış iki dişli çark bir dişli çiftini oluştururlar
KAVRAMLAR Dişli Çarklar, eksenleri birbirine yakın veya birbirini kesen miller arasında hareket ve güç ileten makine elemanlarıdır. Çevrelerine diş açılmış iki dişli çark bir dişli çiftini oluştururlar
DİŞLİ ÇARKLAR. Makine Elemanları 2 PROFİL KAYDIRMA. Doç.Dr. Ali Rıza Yıldız. BURSA TECHNICAL UNIVERSITY (BTU) Department of Mechanical Engineering
 Department of Mechanical Engineering") Makine Elemanları 2 DİŞLİ ÇARKLAR PROFİL KAYDIRMA Doç.Dr. Ali Rıza Yıldız 1 Bu bölümden elde edilecek kazanımlar Profil kaydırmanın tanımı Profil kaydırma yapılmasındaki amaçlar Pozitif ve negatif profil
Makine Elemanları 2 DİŞLİ ÇARKLAR PROFİL KAYDIRMA Doç.Dr. Ali Rıza Yıldız 1 Bu bölümden elde edilecek kazanımlar Profil kaydırmanın tanımı Profil kaydırma yapılmasındaki amaçlar Pozitif ve negatif profil
DÜZ VE HELİSEL DİŞLİ ÇARKLAR ÖRNEK PROBLEMLER
 DÜZ VE HELİSEL DİŞLİ ÇARKLAR ÖRNEK PROBLEMLER 1. Evolvent profilli standart bir düz dişli çarkta diş sayısı z=19 ve modül m=4 mm olduğuna göre dişbaşı ve temel daireleri üzerindeki diş kalınlıklarını hesaplayınız
DÜZ VE HELİSEL DİŞLİ ÇARKLAR ÖRNEK PROBLEMLER 1. Evolvent profilli standart bir düz dişli çarkta diş sayısı z=19 ve modül m=4 mm olduğuna göre dişbaşı ve temel daireleri üzerindeki diş kalınlıklarını hesaplayınız
BURSA TECHNICAL UNIVERSITY (BTU) 2 DİŞLİ ÇARKLAR I: GİRİŞ
 2 DİŞLİ ÇARKLAR I: GİRİŞ") Makine Elemanları 2 DİŞLİ ÇARKLAR I: GİRİŞ 1 Bu bölümden elde edilecek kazanımlar Güç Ve Hareket İletim Elemanları Basit Dişli Dizileri Redüktörler Ve Vites Kutuları : Sınıflandırma Ve Kavramlar Silindirik
Makine Elemanları 2 DİŞLİ ÇARKLAR I: GİRİŞ 1 Bu bölümden elde edilecek kazanımlar Güç Ve Hareket İletim Elemanları Basit Dişli Dizileri Redüktörler Ve Vites Kutuları : Sınıflandırma Ve Kavramlar Silindirik
Dişli çark mekanizmaları en geniş kullanım alanı olan, gerek iletilebilen güç gerekse ulaşılabilen çevre hızları bakımından da mekanizmalar içinde
 DİŞLİ ÇARKLAR Dişli çark mekanizmaları en geniş kullanım alanı olan, gerek iletilebilen güç gerekse ulaşılabilen çevre hızları bakımından da mekanizmalar içinde özel bir yeri bulunan mekanizmalardır. Mekanizmayı
DİŞLİ ÇARKLAR Dişli çark mekanizmaları en geniş kullanım alanı olan, gerek iletilebilen güç gerekse ulaşılabilen çevre hızları bakımından da mekanizmalar içinde özel bir yeri bulunan mekanizmalardır. Mekanizmayı
Temas noktalarının geometrik yerine kavrama eğrisi (temas izi) denir.
 denir.") DİŞLİ ÇARK KİNEMATİĞİ : Temel Kavramlar Prof.Dr. Aybars ÇAKIR Dişli Ana Kanunu : İki yuvarlanma dairesine (sürtünmeli çark mekanizması) kinematik olarak eşdeğer ve birbirleri ile eş çalışan iki dişin yan
DİŞLİ ÇARK KİNEMATİĞİ : Temel Kavramlar Prof.Dr. Aybars ÇAKIR Dişli Ana Kanunu : İki yuvarlanma dairesine (sürtünmeli çark mekanizması) kinematik olarak eşdeğer ve birbirleri ile eş çalışan iki dişin yan
DİŞLİ ÇARK: Hareket ve güç iletiminde kullanılan, üzerinde eşit aralıklı ve özel profilli girinti ve çıkıntıları bulunan silindirik veya konik
 DİŞLİ ÇARKLAR 1 DİŞLİ ÇARK: Hareket ve güç iletiminde kullanılan, üzerinde eşit aralıklı ve özel profilli girinti ve çıkıntıları bulunan silindirik veya konik yüzeyli makina elemanı. 2 Hareket Aktarma
DİŞLİ ÇARKLAR 1 DİŞLİ ÇARK: Hareket ve güç iletiminde kullanılan, üzerinde eşit aralıklı ve özel profilli girinti ve çıkıntıları bulunan silindirik veya konik yüzeyli makina elemanı. 2 Hareket Aktarma
1.Yüzey Basınç (Pitting) Kontrolü, ISO6336:2006. = Nominal yüzey basıncı K faktörleri = Çalışma şartlarına uygun düzeltme katsayıları
 Kontrolü, ISO6336:2006. = Nominal yüzey basıncı K faktörleri = Çalışma şartlarına uygun düzeltme katsayıları") DİŞLİ MUKAVEMETİ 1.Yüzey Basınç (Pitting) Kontrolü, ISO6336:2006 = Nominal yüzey basıncı K faktörleri = Çalışma şartlarına uygun düzeltme katsayıları Yüzey Basınç (Pitting) Kontrolü, ISO6336:2006 Ft =
DİŞLİ MUKAVEMETİ 1.Yüzey Basınç (Pitting) Kontrolü, ISO6336:2006 = Nominal yüzey basıncı K faktörleri = Çalışma şartlarına uygun düzeltme katsayıları Yüzey Basınç (Pitting) Kontrolü, ISO6336:2006 Ft =
DİŞLİ ÇARKLAR I: GİRİŞ
 DİŞLİ ÇARKLAR I: GİRİŞ Prof. Dr. İrfan KAYMAZ Prof. Dr. Akgün ALSARAN Arş. Gör İlyas HACISALİHOĞLU Mühendislik Fakültesi Makine Mühendisliği Bölümü Giriş Dişli Çarklar Bu bölüm sonunda öğreneceğiniz konular:
DİŞLİ ÇARKLAR I: GİRİŞ Prof. Dr. İrfan KAYMAZ Prof. Dr. Akgün ALSARAN Arş. Gör İlyas HACISALİHOĞLU Mühendislik Fakültesi Makine Mühendisliği Bölümü Giriş Dişli Çarklar Bu bölüm sonunda öğreneceğiniz konular:
DİŞLİ ÇARKLAR III: HELİSEL DİŞLİ ÇARKLAR
 DİŞLİ ÇARKLAR III: HELİSEL DİŞLİ ÇARKLAR Prof. Dr. İrfan KAYMAZ Prof. Dr. Akgün ALSARAN Arş. Gör. İlyas HACISALİHOĞLU Mühendislik Fakültesi Makine Mühendisliği Bölümü Giriş Helisel Dişli Çarklar Bu bölüm
DİŞLİ ÇARKLAR III: HELİSEL DİŞLİ ÇARKLAR Prof. Dr. İrfan KAYMAZ Prof. Dr. Akgün ALSARAN Arş. Gör. İlyas HACISALİHOĞLU Mühendislik Fakültesi Makine Mühendisliği Bölümü Giriş Helisel Dişli Çarklar Bu bölüm
DİŞLİ ÇARKLAR III: HELİSEL DİŞLİ ÇARKLAR
 DİŞLİ ÇARKLAR III: HELİSEL DİŞLİ ÇARKLAR Prof. Dr. İrfan KAYMAZ Atatürk Üniversitesi Mühendislik Fakültesi Makine Mühendisliği Bölümü Giriş Helisel Dişli Çarklar Bu bölüm sonunda öğreneceğiniz konular:
DİŞLİ ÇARKLAR III: HELİSEL DİŞLİ ÇARKLAR Prof. Dr. İrfan KAYMAZ Atatürk Üniversitesi Mühendislik Fakültesi Makine Mühendisliği Bölümü Giriş Helisel Dişli Çarklar Bu bölüm sonunda öğreneceğiniz konular:
DİŞLİ ÇARKLAR III: Makine Elemanları 2 HELİSEL DİŞLİ ÇARKLAR. Doç.Dr. Ali Rıza Yıldız
 Makine Elemanları 2 DİŞLİ ÇARKLAR III: HELİSEL DİŞLİ ÇARKLAR Doç.Dr. Ali Rıza Yıldız 1 Bu bölümden elde edilecek kazanımlar Helisel ın Tanımı Helisel ın Geometrik Özellikleri Helisel da Ortaya Çıkan Kuvvetler
Makine Elemanları 2 DİŞLİ ÇARKLAR III: HELİSEL DİŞLİ ÇARKLAR Doç.Dr. Ali Rıza Yıldız 1 Bu bölümden elde edilecek kazanımlar Helisel ın Tanımı Helisel ın Geometrik Özellikleri Helisel da Ortaya Çıkan Kuvvetler
Makine Elemanları II Prof. Dr. Akgün ALSARAN. Konik Dişli Çarklar DİŞLİ ÇARKLAR
 Makine Elemanları II Prof. Dr. Akgün ALSARAN Konik Dişli Çarklar DİŞLİ ÇARKLAR İçerik Giriş Konik dişli çark mekanizması Konik dişli çark mukavemet hesabı Konik dişli ark mekanizmalarında oluşan kuvvetler
Makine Elemanları II Prof. Dr. Akgün ALSARAN Konik Dişli Çarklar DİŞLİ ÇARKLAR İçerik Giriş Konik dişli çark mekanizması Konik dişli çark mukavemet hesabı Konik dişli ark mekanizmalarında oluşan kuvvetler
1. Kayma dirençli ( Kaymalı) Yataklar 2. Yuvarlanma dirençli ( Yuvarlanmalı=Rulmanlı ) Yataklar
 Yataklar 2. Yuvarlanma dirençli ( Yuvarlanmalı=Rulmanlı ) Yataklar") YATAKLAR Miller, dönel ve doğrusal hareketlerini bir yerden başka bir yere nakletmek amacıyla üzerlerine dişli çark, zincir, kayış-kasnak ve kavramalara bağlanır. İşte yataklar; millerin bu görevlerini
YATAKLAR Miller, dönel ve doğrusal hareketlerini bir yerden başka bir yere nakletmek amacıyla üzerlerine dişli çark, zincir, kayış-kasnak ve kavramalara bağlanır. İşte yataklar; millerin bu görevlerini
DİŞLİ ÇARKLAR II: HESAPLAMA
 DİŞLİ ÇARLAR II: HESAPLAMA Prof. Dr. İrfan AYMAZ Atatürk Üniversitesi Mühendislik Fakültesi Makine Mühendisliği Bölümü Giriş Bu bölüm sonunda öğreneceğiniz konular: Dişli Çark uvvetleri Diş Dibi Gerilmeleri
DİŞLİ ÇARLAR II: HESAPLAMA Prof. Dr. İrfan AYMAZ Atatürk Üniversitesi Mühendislik Fakültesi Makine Mühendisliği Bölümü Giriş Bu bölüm sonunda öğreneceğiniz konular: Dişli Çark uvvetleri Diş Dibi Gerilmeleri
Şekil. Tasarlanacak mekanizmanın şematik gösterimi
 Örnek : Düz dişli alın çarkları: Bir kaldırma mekanizmasının P=30 kw güç ileten ve çevrim oranı i=500 (d/dak)/ 300 (d/dak) olan evolvent profilli standard düz dişli mekanizmasının (redüktör) tasarlanması
Örnek : Düz dişli alın çarkları: Bir kaldırma mekanizmasının P=30 kw güç ileten ve çevrim oranı i=500 (d/dak)/ 300 (d/dak) olan evolvent profilli standard düz dişli mekanizmasının (redüktör) tasarlanması
Makine Elemanları II Prof. Dr. Akgün ALSARAN. Temel bilgiler Dişli çarklar
 Makine Elemanları II Prof. Dr. Akgün ALSARAN Temel bilgiler Dişli çarklar İçerik Basit Dişli Dizileri Dişli Çarklar: Sınıflandırma ve Kavramlar Silindirik Düz Dişli Çarklar Dişli Çark Mekanizmasının Temel
Makine Elemanları II Prof. Dr. Akgün ALSARAN Temel bilgiler Dişli çarklar İçerik Basit Dişli Dizileri Dişli Çarklar: Sınıflandırma ve Kavramlar Silindirik Düz Dişli Çarklar Dişli Çark Mekanizmasının Temel
GÜÇ VE HAREKET ĠLETĠM ELEMANLARI
 GÜÇ VE HAREKET ĠLETĠM ELEMANLARI P=sbt n m? n iģmak Ġġ MAKĠNASI Yapı olarak motor, güc ve hareket iletim elemanları ve iģ makinası kısmından oluģan bir makinanın esas amacı baģka bir enerjiyi mekanik enerjiye
GÜÇ VE HAREKET ĠLETĠM ELEMANLARI P=sbt n m? n iģmak Ġġ MAKĠNASI Yapı olarak motor, güc ve hareket iletim elemanları ve iģ makinası kısmından oluģan bir makinanın esas amacı baģka bir enerjiyi mekanik enerjiye
DİŞLİ ÇARKLAR SAKARYA ÜNİVERSİTESİ MAKİNE MÜH. BÖLÜMÜ MAKİNE ELEMANLARI DERS NOTU. Doç.Dr. Akın Oğuz KAPTI
 DİŞLİ ÇARKLAR MAKİNE MÜH. BÖLÜMÜ MAKİNE ELEMANLARI DERS NOTU Doç.Dr. Akın Oğuz KAPTI Dişli Çarklar 2 Dişli çarklar, eksenleri birbirine paralel, birbirini kesen ya da birbirine çapraz olan miller arasında
DİŞLİ ÇARKLAR MAKİNE MÜH. BÖLÜMÜ MAKİNE ELEMANLARI DERS NOTU Doç.Dr. Akın Oğuz KAPTI Dişli Çarklar 2 Dişli çarklar, eksenleri birbirine paralel, birbirini kesen ya da birbirine çapraz olan miller arasında
DİŞLİ ÇARKLAR II. Makine Elemanları 2 HESAPLAMALAR. Doç.Dr. Ali Rıza Yıldız. BURSA TECHNICAL UNIVERSITY (BTU) Department of Mechanical Engineering
 Department of Mechanical Engineering") Makine Elemanları 2 DİŞLİ ÇARKLAR II HESAPLAMALAR Doç.Dr. Ali Rıza Yıldız 1 Bu Bölümden Elde Edilecek Kazanımlar Dişli Çark Kuvvetleri Diş Dibi Gerilmeleri Mukavemeti Etkileyen Faktörler Yüzey Basıncı
Makine Elemanları 2 DİŞLİ ÇARKLAR II HESAPLAMALAR Doç.Dr. Ali Rıza Yıldız 1 Bu Bölümden Elde Edilecek Kazanımlar Dişli Çark Kuvvetleri Diş Dibi Gerilmeleri Mukavemeti Etkileyen Faktörler Yüzey Basıncı
DİŞLİ ÇARKLAR II: HESAPLAMA
 DİŞLİ ÇARKLAR II: HESAPLAMA Prof. Dr. İrfan KAYMAZ Prof. Dr. Akgün ALSARAN Arş. Gör. İlyas HACISALİHOĞLU Mühendislik Fakültesi Makine Mühendisliği Bölümü Giriş Bu bölüm sonunda öğreneceğiniz konular: Dişli
DİŞLİ ÇARKLAR II: HESAPLAMA Prof. Dr. İrfan KAYMAZ Prof. Dr. Akgün ALSARAN Arş. Gör. İlyas HACISALİHOĞLU Mühendislik Fakültesi Makine Mühendisliği Bölümü Giriş Bu bölüm sonunda öğreneceğiniz konular: Dişli
DİŞLİ ÇARKLAR IV: KONİK DİŞLİ ÇARKLAR
 DİŞLİ ÇARKLAR IV: KONİK DİŞLİ ÇARKLAR Prof. Dr. İrfan KAYMAZ Atatürk Üniversitesi Mühendislik Fakültesi Makine Mühendisliği Bölümü Atatürk Üniversitesi Giriş Bu bölüm sonunda öğreneceğiniz konular: ın
DİŞLİ ÇARKLAR IV: KONİK DİŞLİ ÇARKLAR Prof. Dr. İrfan KAYMAZ Atatürk Üniversitesi Mühendislik Fakültesi Makine Mühendisliği Bölümü Atatürk Üniversitesi Giriş Bu bölüm sonunda öğreneceğiniz konular: ın
DİŞLİ ÇARKLAR I: GİRİŞ
 DİŞLİ ÇARKLAR I: GİRİŞ Prof. Dr. İrfan KAYMAZ Prof. Dr. Akgün ALSARAN Arş. Gör İlyas HACISALİHOĞLU Mühendislik Fakültesi Makine Mühendisliği Bölümü İçerik Dişli Çarklar Bu bölüm sonunda öğreneceğini konular:
DİŞLİ ÇARKLAR I: GİRİŞ Prof. Dr. İrfan KAYMAZ Prof. Dr. Akgün ALSARAN Arş. Gör İlyas HACISALİHOĞLU Mühendislik Fakültesi Makine Mühendisliği Bölümü İçerik Dişli Çarklar Bu bölüm sonunda öğreneceğini konular:
DÜZ VE HELİS DİŞLİ ÇARKLAR ÖĞR. GÖR. KORCAN FIRAT AKHİSAR MESLEK YÜKSEKOKULU
 DÜZ VE HELİS DİŞLİ ÇARKLAR ÖĞR. GÖR. KORCAN FIRAT AKHİSAR MESLEK YÜKSEKOKULU DÜZ DİŞLİ ÇARKLAR TANIMI Eksenleri paralel olan miller arasında hareket ileten, dişleri mil eksenine paralel açılmış dişlilere
DÜZ VE HELİS DİŞLİ ÇARKLAR ÖĞR. GÖR. KORCAN FIRAT AKHİSAR MESLEK YÜKSEKOKULU DÜZ DİŞLİ ÇARKLAR TANIMI Eksenleri paralel olan miller arasında hareket ileten, dişleri mil eksenine paralel açılmış dişlilere
DİŞLİ ÇARKLAR IV: KONİK DİŞLİ ÇARKLAR
 Helisel Dişli Dişli Çarklar DİŞLİ ÇARKLAR IV: KONİK DİŞLİ ÇARKLAR Prof. Dr. İrfan KAYMAZ Erzurum Teknik Üniversitesi Mühendislik ve Mimarlık Fakültesi Makine Mühendisliği Bölümü Erzurum Teknik Üniversitesi
Helisel Dişli Dişli Çarklar DİŞLİ ÇARKLAR IV: KONİK DİŞLİ ÇARKLAR Prof. Dr. İrfan KAYMAZ Erzurum Teknik Üniversitesi Mühendislik ve Mimarlık Fakültesi Makine Mühendisliği Bölümü Erzurum Teknik Üniversitesi
DİŞLİ ÇARKLAR IV: KONİK DİŞLİ ÇARKLAR
 DİŞLİ ÇARKLAR IV: KONİK DİŞLİ ÇARKLAR Prof. Dr. İrfan KAYMAZ Atatürk Üniversitesi Mühendislik Fakültesi Makine Mühendisliği Bölümü Atatürk Üniversitesi Giriş Bu bölüm sonunda öğreneceğiniz konular: ın
DİŞLİ ÇARKLAR IV: KONİK DİŞLİ ÇARKLAR Prof. Dr. İrfan KAYMAZ Atatürk Üniversitesi Mühendislik Fakültesi Makine Mühendisliği Bölümü Atatürk Üniversitesi Giriş Bu bölüm sonunda öğreneceğiniz konular: ın
15 DİŞLİLER. bugün. verimlilikle çalışan 701-DIN. edinebilir. Şekil 15.1. 15.2f
 15 DİŞLİLER Dişlilerin 2600 B.C li yıllarda bulunduğu u ve Cinde kullanıldığı sanılmaktadır. O yıllarda dişliler şekil 15.1 de görüldüğüne benzer şekilde imal edilmiş olup su çekme, yük kaldırma, değirmen
15 DİŞLİLER Dişlilerin 2600 B.C li yıllarda bulunduğu u ve Cinde kullanıldığı sanılmaktadır. O yıllarda dişliler şekil 15.1 de görüldüğüne benzer şekilde imal edilmiş olup su çekme, yük kaldırma, değirmen
DİŞLİ ÇARK MEKANİZMALARI
 DİŞLİ ÇARK MEKANİZMALARI Bir milin dönme hareketini diğer mile dönme kaybı olmadan nakletmek için kullanılan mekanizmalardır. Bir dişli çark mekanizması biri döndüren diğeri döndürülen olmak üzere en az
DİŞLİ ÇARK MEKANİZMALARI Bir milin dönme hareketini diğer mile dönme kaybı olmadan nakletmek için kullanılan mekanizmalardır. Bir dişli çark mekanizması biri döndüren diğeri döndürülen olmak üzere en az
DİŞLİ ÇARKLAR I: GİRİŞ
 DİŞLİ ÇARKLAR I: GİRİŞ Prof. Dr. İrfan KAYMAZ Mühendislik ve Mimarlık Fakültesi Makine Mühendisliği Bölümü Giriş Bu bölüm sonunda öğreneceğiniz konular: Güç ve Hareket İle.m Elemanları Basit Dişli Dizileri
DİŞLİ ÇARKLAR I: GİRİŞ Prof. Dr. İrfan KAYMAZ Mühendislik ve Mimarlık Fakültesi Makine Mühendisliği Bölümü Giriş Bu bölüm sonunda öğreneceğiniz konular: Güç ve Hareket İle.m Elemanları Basit Dişli Dizileri
MAKİNA ELEMANLARI II HAREKET, MOMENT İLETİM VE DÖNÜŞÜM ELEMANLARI ÇARKLAR-SINIFLANDIRMA UYGULAMA-SÜRTÜNMELİ ÇARK
 MAKİNA ELEMANLARI II HAREKET, MOMENT İLETİM VE DÖNÜŞÜM ELEMANLARI ÇARKLAR-SINIFLANDIRMA SÜRTÜNMELİ DİŞLİ (Friction wheels) (Gear or Toothed Wheels) UYGULAMA-SÜRTÜNMELİ ÇARK Mekanizmayı boyutlandırınız?
MAKİNA ELEMANLARI II HAREKET, MOMENT İLETİM VE DÖNÜŞÜM ELEMANLARI ÇARKLAR-SINIFLANDIRMA SÜRTÜNMELİ DİŞLİ (Friction wheels) (Gear or Toothed Wheels) UYGULAMA-SÜRTÜNMELİ ÇARK Mekanizmayı boyutlandırınız?
KONİK DİŞLİ ÇARKLAR. Öğr. Gör. Korcan FIRAT. CBÜ Akhisar MYO
 KONİK DİŞLİ ÇARKLAR Öğr. Gör. Korcan FIRAT CBÜ Akhisar MYO TANIMI Eksenleri kesişen millerde kuvvet ve hareket iletmek için kullanılan ve yanal yüzeylerinin çevresine ve kesik koni tepe noktasında birleşecek
KONİK DİŞLİ ÇARKLAR Öğr. Gör. Korcan FIRAT CBÜ Akhisar MYO TANIMI Eksenleri kesişen millerde kuvvet ve hareket iletmek için kullanılan ve yanal yüzeylerinin çevresine ve kesik koni tepe noktasında birleşecek
MAKĠNE ELEMANLARI II REDÜKTÖR PROJESĠ
 T.C PAMUKKALE ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ MAKĠNE ELEMANLARI II REDÜKTÖR PROJESĠ Öğrencinin; Adı: Cengiz Görkem Soyadı: DENGĠZ No: 07223019 DanıĢman: Doç. Dr. TEZCAN ġekercġoğlu
T.C PAMUKKALE ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ MAKĠNE ELEMANLARI II REDÜKTÖR PROJESĠ Öğrencinin; Adı: Cengiz Görkem Soyadı: DENGĠZ No: 07223019 DanıĢman: Doç. Dr. TEZCAN ġekercġoğlu
tanımlar, ölçüler ve açılar DIN ISO 5419 (alıntı baskı 06/98)
") temel bilgiler tanımlar, ölçüler ve açılar DIN ISO 5419 (alıntı baskı 06/98) helisel matkap ucu silindirik saplı/ konik saplı matkap ucu-ø kanal sırt döndürücü dil (DIN 1809' a göre) sap-ø eksen gövde
temel bilgiler tanımlar, ölçüler ve açılar DIN ISO 5419 (alıntı baskı 06/98) helisel matkap ucu silindirik saplı/ konik saplı matkap ucu-ø kanal sırt döndürücü dil (DIN 1809' a göre) sap-ø eksen gövde
Diş açma. Giriş. Tek Nokta Tornalama. Diş Frezeleme. Diş Taşlama. Diş Ovalama # /62
 Giriş Sıkma Bağlantı Hareket Kapatma Giriş Tek Nokta Tornalama Diş Frezeleme Diş Taşlama Diş Ovalama Giriş Dış diş Minör çap Majör çap İç diş Minör çap Majör çap Giriş Sağ yön Sol yön Giriş Tek ağızlı
Giriş Sıkma Bağlantı Hareket Kapatma Giriş Tek Nokta Tornalama Diş Frezeleme Diş Taşlama Diş Ovalama Giriş Dış diş Minör çap Majör çap İç diş Minör çap Majör çap Giriş Sağ yön Sol yön Giriş Tek ağızlı
1. DİŞLİ ÇARK MEKANİZMALARI. 1.1 Genel İfadeler ve Sınıflandırması
 1. DİŞLİ ÇARK MEKANİZMALARI 1.1 Genel İfadeler ve Sınıflandırması Dişli çarklar; aralarında bir kayma oluşmadan, iki mil arasında kuvvet ve hareket ileten elemanlardır. Güç iletme bakımından, mekanizmanın
1. DİŞLİ ÇARK MEKANİZMALARI 1.1 Genel İfadeler ve Sınıflandırması Dişli çarklar; aralarında bir kayma oluşmadan, iki mil arasında kuvvet ve hareket ileten elemanlardır. Güç iletme bakımından, mekanizmanın
YENİLİKÇİ METROLOJİ DİŞLİ KALİTENİZİ ARTIRIYOR. BU NEDENLE MARGEAR VAR
 2 M arg e a r. Di ş l i Ö l çme M a k i n e l e r i YENİLİKÇİ METROLOJİ DİŞLİ KALİTENİZİ ARTIRIYOR. BU NEDENLE MARGEAR VAR MARGEAR ürünleri ile ilgili en güncel bilgilere web sitemizden ulaşılabilir: www.mahr.com,
2 M arg e a r. Di ş l i Ö l çme M a k i n e l e r i YENİLİKÇİ METROLOJİ DİŞLİ KALİTENİZİ ARTIRIYOR. BU NEDENLE MARGEAR VAR MARGEAR ürünleri ile ilgili en güncel bilgilere web sitemizden ulaşılabilir: www.mahr.com,
Konik Dişli Çarklar. Prof. Dr. Mehmet Fırat 89
 Prof. Dr. Mehmet Fırat 89 Konik Dişli Çarklar Hareketi, ekseni döndüren milin ekseni ile kesişen başka bir mile aktarmak ve gerektiğinde hız dönüşümü de sağlamak amacı ile kullanılan mekanizmalar konik
Prof. Dr. Mehmet Fırat 89 Konik Dişli Çarklar Hareketi, ekseni döndüren milin ekseni ile kesişen başka bir mile aktarmak ve gerektiğinde hız dönüşümü de sağlamak amacı ile kullanılan mekanizmalar konik
DİŞLİ AÇMA TEKNİKLERİ
 DİŞLİ AÇMA TEKNİKLERİ Kaynaklar: 1-Kısa M., Özel üretim Teknikleri, Furkan Ofset, 2002, Bursa. 2-MEB, Megeb ve Görseller 3-http://www.guven-kutay.ch/disliler Haz.: Doç. Dr. Ahmet Demirer 1 DİŞLİLERDE GENEL
DİŞLİ AÇMA TEKNİKLERİ Kaynaklar: 1-Kısa M., Özel üretim Teknikleri, Furkan Ofset, 2002, Bursa. 2-MEB, Megeb ve Görseller 3-http://www.guven-kutay.ch/disliler Haz.: Doç. Dr. Ahmet Demirer 1 DİŞLİLERDE GENEL
Mikrometrelerle ölçüm yaparken 250 gramdan fazla kuvvet uygulanmamalıdır. Fazla uygulanıp uygulanmadığı cırcırla anlaşılır.
 Mikrometreler Kumpaslara nazaran daha hassas olan ve okuma kolaylığı sağlayan ölçü aletleridir. Genellikle silindirik parçaların çaplarının ve ya düz parçaların kalınlıklarının ölçülmesinde kullanılır.
Mikrometreler Kumpaslara nazaran daha hassas olan ve okuma kolaylığı sağlayan ölçü aletleridir. Genellikle silindirik parçaların çaplarının ve ya düz parçaların kalınlıklarının ölçülmesinde kullanılır.
DİŞLİ AÇMA TEKNİKLERİ
 DİŞLİ AÇMA TEKNİKLERİ Kaynaklar: 1-Kısa M., Özel üretim Teknikleri, Furkan Ofset, 2002, Bursa. 2-MEB, Megeb ve Görseller 3-http://www.guven-kutay.ch/disliler Haz.: Doç. Dr. Ahmet Demirer 1 DİŞLİLERDE GENEL
DİŞLİ AÇMA TEKNİKLERİ Kaynaklar: 1-Kısa M., Özel üretim Teknikleri, Furkan Ofset, 2002, Bursa. 2-MEB, Megeb ve Görseller 3-http://www.guven-kutay.ch/disliler Haz.: Doç. Dr. Ahmet Demirer 1 DİŞLİLERDE GENEL
MAK 305 MAKİNE ELEMANLARI-1
 MAK 305 MAKİNE ELEMANLARI-1 Toleranslar ve Yüzey Kalitesi Doç. Dr. Ali Rıza Yıldız 1 BU DERS SUNUMUNDAN EDİNİLMESİ BEKLENEN BİLGİLER Tolerans kavramının anlaşılması ISO Tolerans Sistemi Geçmeler Toleransın
MAK 305 MAKİNE ELEMANLARI-1 Toleranslar ve Yüzey Kalitesi Doç. Dr. Ali Rıza Yıldız 1 BU DERS SUNUMUNDAN EDİNİLMESİ BEKLENEN BİLGİLER Tolerans kavramının anlaşılması ISO Tolerans Sistemi Geçmeler Toleransın
YUVARLANMALI YATAKLARIN MONTAJI VE BAKIMI
 Makine Elemanları 2 YUVARLANMALI YATAKLAR-III YUVARLANMALI YATAKLARIN MONTAJI VE BAKIMI Doç.Dr. Ali Rıza Yıldız 1 Bu Bölümden Elde Edilecek Kazanımlar Rulmanların Montajı Tolerans Değerlerinin Belirlenmesi
Makine Elemanları 2 YUVARLANMALI YATAKLAR-III YUVARLANMALI YATAKLARIN MONTAJI VE BAKIMI Doç.Dr. Ali Rıza Yıldız 1 Bu Bölümden Elde Edilecek Kazanımlar Rulmanların Montajı Tolerans Değerlerinin Belirlenmesi
MAKINA TASARIMI I Örnek Metin Soruları TOLERANSLAR
 MAKINA TASARIMI I Örnek Metin Soruları TOLERANSLAR 1. Boyut, gerçek boyut, nominal boyut ve tolerans nedir, tanımlayınız. 2. Toleransları sınıflandırınız. 3. Tasarımı yapılırken bir makine parçasının boyutları
MAKINA TASARIMI I Örnek Metin Soruları TOLERANSLAR 1. Boyut, gerçek boyut, nominal boyut ve tolerans nedir, tanımlayınız. 2. Toleransları sınıflandırınız. 3. Tasarımı yapılırken bir makine parçasının boyutları
YUVARLANMALI YATAKLAR III: Yuvarlanmalı Yatakların Montajı ve Bakımı
 Rulmanlı Yataklar YUVARLANMALI YATAKLAR III: Yuvarlanmalı Yatakların Montajı ve Bakımı Prof. Dr. İrfan KAYMAZ Mühendislik Fakültesi Makine Mühendisliği Bölümü Giriş Rulmanlı Yataklar Bu bölüm sonunda öğreneceğiniz
Rulmanlı Yataklar YUVARLANMALI YATAKLAR III: Yuvarlanmalı Yatakların Montajı ve Bakımı Prof. Dr. İrfan KAYMAZ Mühendislik Fakültesi Makine Mühendisliği Bölümü Giriş Rulmanlı Yataklar Bu bölüm sonunda öğreneceğiniz
ZİNCİR DİŞLİ ÇARKLAR. Öğr. Gör. Korcan FIRAT CBÜ Akhisar MYO
 ZİNCİR DİŞLİ ÇARKLAR Öğr. Gör. Korcan FIRAT CBÜ Akhisar MYO ZİNCİR DİŞLİ ÇARK NEDİR? Tanımı: Güç ve hareket iletecek millerin merkez uzaklığının fazla olduğu durumlarda, aradaki bağlantıyı dişli çarklarla
ZİNCİR DİŞLİ ÇARKLAR Öğr. Gör. Korcan FIRAT CBÜ Akhisar MYO ZİNCİR DİŞLİ ÇARK NEDİR? Tanımı: Güç ve hareket iletecek millerin merkez uzaklığının fazla olduğu durumlarda, aradaki bağlantıyı dişli çarklarla
Makine Elemanları II Prof. Dr. Akgün ALSARAN. Helisel Dişli Çarklar-Flipped Classroom DİŞLİ ÇARKLAR
 Makine Elemanları II Prof. Dr. Akgün ALSARAN Helisel Dişli Çarklar-Flipped Classroom DİŞLİ ÇARKLAR İçerik Giriş Helisel dişli geometrisi Kavrama oranı Helisel dişli boyutları Helisel dişlilerin mukavemet
Makine Elemanları II Prof. Dr. Akgün ALSARAN Helisel Dişli Çarklar-Flipped Classroom DİŞLİ ÇARKLAR İçerik Giriş Helisel dişli geometrisi Kavrama oranı Helisel dişli boyutları Helisel dişlilerin mukavemet
BURSA TECHNICAL UNIVERSITY (BTU) Department of Mechanical Engineering. Makine Elemanları 2 DİŞLİ ÇARKLAR IV: KONİK DİŞLİ ÇARKLAR
 Department of Mechanical Engineering. Makine Elemanları 2 DİŞLİ ÇARKLAR IV: KONİK DİŞLİ ÇARKLAR") Makine Elemanları 2 DİŞLİ ÇARKLAR IV: KONİK DİŞLİ ÇARKLAR Doç.Dr. Ali Rıza Yıldız 1 Bu bölümden elde edilecek kazanımlar Konik ın Tanımı Konik dişli çark çeşitleri Konik dişli çark boyutları Konik dişli
Makine Elemanları 2 DİŞLİ ÇARKLAR IV: KONİK DİŞLİ ÇARKLAR Doç.Dr. Ali Rıza Yıldız 1 Bu bölümden elde edilecek kazanımlar Konik ın Tanımı Konik dişli çark çeşitleri Konik dişli çark boyutları Konik dişli
Makine Elemanları Dersi Bilgisayar ile buluşuyor: Dişli Çarkların 3D Modeli ve Kinematik Analizi (Taslak)
") Makine Elemanları Dersi Bilgisayar ile buluşuyor: ın 3D Modeli ve Kinematik Analizi (Taslak) Prof. Dr. İrfan KAYMAZ Erzurum Teknik Üniversitesi Mühendislik ve Mimarlık Fakültesi Makine Mühendisliği Bölümü
Makine Elemanları Dersi Bilgisayar ile buluşuyor: ın 3D Modeli ve Kinematik Analizi (Taslak) Prof. Dr. İrfan KAYMAZ Erzurum Teknik Üniversitesi Mühendislik ve Mimarlık Fakültesi Makine Mühendisliği Bölümü
DİŞLİ ÇARK MEKANİZMALARI
 DİŞLİ ÇARK MEKANİZMALARI Hareket ve güç iletiminde kullanılan,üzerinde eşit aralıklı ve özel profilli girinti ve çıkıntıları bulunan silindirik veya konik yüzeyli elemanlara DİŞLİ ÇARKLAR denir. Dişli
DİŞLİ ÇARK MEKANİZMALARI Hareket ve güç iletiminde kullanılan,üzerinde eşit aralıklı ve özel profilli girinti ve çıkıntıları bulunan silindirik veya konik yüzeyli elemanlara DİŞLİ ÇARKLAR denir. Dişli
İÇİNDEKİLER 1. Bölüm GİRİŞ 2. Bölüm TASARIMDA MALZEME
 İÇİNDEKİLER 1. Bölüm GİRİŞ 1.1. Tasarım... 1 1.2. Makine Tasarımı... 2 1.3. Tasarım Fazları... 2 1.4. Tasarım Faktörleri... 3 1.5. Birimler... 3 1.6. Toleranslar ve Geçmeler... 3 Problemler... 20 2. Bölüm
İÇİNDEKİLER 1. Bölüm GİRİŞ 1.1. Tasarım... 1 1.2. Makine Tasarımı... 2 1.3. Tasarım Fazları... 2 1.4. Tasarım Faktörleri... 3 1.5. Birimler... 3 1.6. Toleranslar ve Geçmeler... 3 Problemler... 20 2. Bölüm
MAKİNA ELEMANLAR I MAK Bütün Gruplar ÖDEV 2
 MAKİNA ELEMANLAR I MAK 341 - Bütün Gruplar ÖDEV 2 Şekilde çelik bir mile sıkı geçme olarak monte edilmiş dişli çark gösterilmiştir. Söz konusu bağlantının P gücünü n dönme hızında k misli emniyetle iletmesi
MAKİNA ELEMANLAR I MAK 341 - Bütün Gruplar ÖDEV 2 Şekilde çelik bir mile sıkı geçme olarak monte edilmiş dişli çark gösterilmiştir. Söz konusu bağlantının P gücünü n dönme hızında k misli emniyetle iletmesi
DİŞLİ AÇMA USULLERİ. Mak.Müh.Sait EYİGÖZ. DAŞ Dişli San.ve Tic.A.Ş. M.M.O.İst.Şube Y.Kurulu üyesi
 DİŞLİ AÇMA USULLERİ Mak.Müh.Sait EYİGÖZ DAŞ Dişli San.ve Tic.A.Ş. M.M.O.İst.Şube Y.Kurulu üyesi 3 Şubat 1991 O î :~4_ ± AÇHA USULLER % I, ALÎN, DÜZ ve HELiS DiSLîLERîN AÇILMASI 1) Sonsuz vida kesici takı
DİŞLİ AÇMA USULLERİ Mak.Müh.Sait EYİGÖZ DAŞ Dişli San.ve Tic.A.Ş. M.M.O.İst.Şube Y.Kurulu üyesi 3 Şubat 1991 O î :~4_ ± AÇHA USULLER % I, ALÎN, DÜZ ve HELiS DiSLîLERîN AÇILMASI 1) Sonsuz vida kesici takı
METİN SORULARI. Hareket Cıvataları. Pim ve Perno Bağlantıları
 Hareket Cıvataları METİN SORULARI. Hareket cıvatalarını bağlama cıvataları ile karşılaştırınız ve özelliklerini anlatınız. 2. Hareket vidalarının verimi hangi esaslara göre belirlenir? Açıklayınız ve gereken
Hareket Cıvataları METİN SORULARI. Hareket cıvatalarını bağlama cıvataları ile karşılaştırınız ve özelliklerini anlatınız. 2. Hareket vidalarının verimi hangi esaslara göre belirlenir? Açıklayınız ve gereken
Dişli çarklarda ana ölçülerin seçimi
 Dişli çarklarda ana ölçülerin seçimi Taksimat dairesi; pinyon dişli mil ile birlikte imâl edildiği durumda, kabaca taksimat dairesi çapı, Pinyon mile takıldığında taksimat dairesi çapı Pinyon feder ile
Dişli çarklarda ana ölçülerin seçimi Taksimat dairesi; pinyon dişli mil ile birlikte imâl edildiği durumda, kabaca taksimat dairesi çapı, Pinyon mile takıldığında taksimat dairesi çapı Pinyon feder ile
REDÜKTOR & DİŞLİ İMALATI. Ürün Kataloğu
 REDÜKTOR & DİŞLİ İMALATI Ürün Kataloğu Hakkımızda 2007 yılında kurulan PARS MAKSAN, 2009 yılına kadar talaşlı imalat, alüminyum döküm, model yapımı alanlarında faaliyet göstermiştir. 2009 yılında üretim
REDÜKTOR & DİŞLİ İMALATI Ürün Kataloğu Hakkımızda 2007 yılında kurulan PARS MAKSAN, 2009 yılına kadar talaşlı imalat, alüminyum döküm, model yapımı alanlarında faaliyet göstermiştir. 2009 yılında üretim
Kısa Program yazma-mdi
 TEZGAHIN AÇILMASI Kısa Program yazma-mdi TAKIM TUTUCUYU MAGAZİNE TAKMAK VE SÖKMEK CNC MAKİNE REFERANS VE SIFIR NOKTALARI CNC FREZEDE KOORDİNAT SİSTEMLERİ Bir CNC- Tezgahında bir iş parçasını üretebilmek
TEZGAHIN AÇILMASI Kısa Program yazma-mdi TAKIM TUTUCUYU MAGAZİNE TAKMAK VE SÖKMEK CNC MAKİNE REFERANS VE SIFIR NOKTALARI CNC FREZEDE KOORDİNAT SİSTEMLERİ Bir CNC- Tezgahında bir iş parçasını üretebilmek
ULUDAĞ ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ
 ULUDAĞ ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ DİŞLİ VERİMLİLİĞİNİ BELİRLEME DENEYİ FÖYÜ 2015-2016 Güz Dönemi 1.1. Deneyin Amacı DĠġLĠ VERĠMLĠLĠĞĠNĠ BELĠRLEME DENEYĠ Mevcut deney
ULUDAĞ ÜNİVERSİTESİ MÜHENDİSLİK FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ DİŞLİ VERİMLİLİĞİNİ BELİRLEME DENEYİ FÖYÜ 2015-2016 Güz Dönemi 1.1. Deneyin Amacı DĠġLĠ VERĠMLĠLĠĞĠNĠ BELĠRLEME DENEYĠ Mevcut deney
TALAŞLI İMALAT SAKARYA ÜNİVERSİTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ KALIPÇILIK TEKNİĞİ DERS NOTU. Doç.Dr. Akın Oğuz KAPTI. Talaşlı İmalat Yöntemleri
 TALAŞLI İMALAT MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ KALIPÇILIK TEKNİĞİ DERS NOTU Doç.Dr. Akın Oğuz KAPTI Talaşlı İmalat Yöntemleri 2 Talaşlı İmalat; iş parçası üzerinden, sertliği daha yüksek bir kesici takım yardımıyla,
TALAŞLI İMALAT MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ KALIPÇILIK TEKNİĞİ DERS NOTU Doç.Dr. Akın Oğuz KAPTI Talaşlı İmalat Yöntemleri 2 Talaşlı İmalat; iş parçası üzerinden, sertliği daha yüksek bir kesici takım yardımıyla,
ÖĞRENME FAALİYETİ-2 2. ZİNCİR DİŞLİ ÇARKLAR
 ÖĞRENME FAALİYETİ -2 AMAÇ TS ISO Standart çielgelerinde, incir dişli çark ile ilgili hesaplamaları yapabilecek, elde edilen verilere göre yapım resmini çiebileceksini. ARAŞTIRMA İmal edilmiş ve yapım resimleri
ÖĞRENME FAALİYETİ -2 AMAÇ TS ISO Standart çielgelerinde, incir dişli çark ile ilgili hesaplamaları yapabilecek, elde edilen verilere göre yapım resmini çiebileceksini. ARAŞTIRMA İmal edilmiş ve yapım resimleri
1. 2. 3. 4. 5. 6. 7. 8. 9. 10. 11. 12. 13. 14. 15. 16. 17. 18. 19. 20. 21. 22. 23. 24. 25. 26.
 Mil-Göbek Bağlantıları Soruları 1. Mil-göbek bağlantılarını fiziksel esasa göre sınıflandırarak her sınıfın çalışma prensiplerini açıklayınız. 2. Kaç çeşit uygu kaması vardır? Şekil ile açıklayınız. 3.
Mil-Göbek Bağlantıları Soruları 1. Mil-göbek bağlantılarını fiziksel esasa göre sınıflandırarak her sınıfın çalışma prensiplerini açıklayınız. 2. Kaç çeşit uygu kaması vardır? Şekil ile açıklayınız. 3.
MAK-204. Üretim Yöntemleri. (8.Hafta) Kubilay Aslantaş
 Kubilay Aslantaş") MAK-204 Üretim Yöntemleri Vidalar-Vida Açma Đşlemi (8.Hafta) Kubilay Aslantaş Kullanım yerlerine göre vida Türleri Bağlama vidaları Hareket vidaları Kuvvet ileten vidaları Metrik vidalar Trapez vidalar
MAK-204 Üretim Yöntemleri Vidalar-Vida Açma Đşlemi (8.Hafta) Kubilay Aslantaş Kullanım yerlerine göre vida Türleri Bağlama vidaları Hareket vidaları Kuvvet ileten vidaları Metrik vidalar Trapez vidalar
makale ASĐMETRĐK EVOLVENT PROFĐLLĐ DÜZ DĐŞLĐ ÇARKLARIN GEOMETRĐSĐ ve GERĐLME ANALĐZĐ Fatih KARPAT Arş.Gör., Uludağ Üniversitesi, Makina Mühendisliği
 makale ASĐMETRĐK EVOLVENT PROFĐLLĐ DÜZ DĐŞLĐ ÇARKLARIN GEOMETRĐSĐ ve GERĐLME ANALĐZĐ Fatih KARPAT Arş.Gör., Uludağ Üniversitesi, Makina Mühendisliği Bölümü Kadir ÇAVDAR Öğr.Gör.Dr.,Uludağ Üniversitesi,
makale ASĐMETRĐK EVOLVENT PROFĐLLĐ DÜZ DĐŞLĐ ÇARKLARIN GEOMETRĐSĐ ve GERĐLME ANALĐZĐ Fatih KARPAT Arş.Gör., Uludağ Üniversitesi, Makina Mühendisliği Bölümü Kadir ÇAVDAR Öğr.Gör.Dr.,Uludağ Üniversitesi,
AKSLAR ve MİLLER. DEÜ Makina Elemanlarına Giriş Ç. Özes, M. Belevi, M. Demirsoy
 AKSLAR ve MİLLER AKSLAR MİLLER Eksenel kuvvetlerde her iki elemanda çekmeye veya basmaya zorlanabilirler. Her iki elemanda içi dolu veya boş imal edilirler. Eksen durumlarına göre Genel olarak düz elemanlardır
AKSLAR ve MİLLER AKSLAR MİLLER Eksenel kuvvetlerde her iki elemanda çekmeye veya basmaya zorlanabilirler. Her iki elemanda içi dolu veya boş imal edilirler. Eksen durumlarına göre Genel olarak düz elemanlardır
PLASTİK ŞEKİL VERMENİN ESASLARI EÜT 231 ÜRETİM YÖNTEMLERİ. Metal Şekillendirmede Gerilmeler. Plastik Şekil Verme
 PLASTİK ŞEKİL VERMENİN ESASLARI EÜT 231 ÜRETİM YÖNTEMLERİ Doç.Dr. Murat VURAL İTÜ Makina Fakültesi 1 1. Plastik Şekil Vermeye Genel Bakış 2. Plastik Şekil Vermede Malzeme Davranışı 3. Plastik Şekil Vermede
PLASTİK ŞEKİL VERMENİN ESASLARI EÜT 231 ÜRETİM YÖNTEMLERİ Doç.Dr. Murat VURAL İTÜ Makina Fakültesi 1 1. Plastik Şekil Vermeye Genel Bakış 2. Plastik Şekil Vermede Malzeme Davranışı 3. Plastik Şekil Vermede
DĠġLĠ ÇARK HATALARININ GÖRÜNTÜ ĠġLEME YÖNTEMLERĠ ĠLE ÖLÇÜMÜ. YÜKSEK LĠSANS TEZĠ Müh. Fatih KÖSE. Anabilim Dalı : DĠSĠPLĠNLER ARASI
 ĠSTANBUL TEKNĠK ÜNĠVERSĠTESĠ FEN BĠLĠMLERĠ ENSTĠTÜSÜ DĠġLĠ ÇARK HATALARININ GÖRÜNTÜ ĠġLEME YÖNTEMLERĠ ĠLE ÖLÇÜMÜ YÜKSEK LĠSANS TEZĠ Müh. Fatih KÖSE Anabilim Dalı : DĠSĠPLĠNLER ARASI Programı : MEKATRONĠK
ĠSTANBUL TEKNĠK ÜNĠVERSĠTESĠ FEN BĠLĠMLERĠ ENSTĠTÜSÜ DĠġLĠ ÇARK HATALARININ GÖRÜNTÜ ĠġLEME YÖNTEMLERĠ ĠLE ÖLÇÜMÜ YÜKSEK LĠSANS TEZĠ Müh. Fatih KÖSE Anabilim Dalı : DĠSĠPLĠNLER ARASI Programı : MEKATRONĠK
SIZDIRMAZLIK Sİ S STEMLER İ İ Vedat Temiz
 SIZDIRMAZLIK SİSTEMLERİ Vedat Temiz Sızdırmazlık Kavramı Sızdırmazlık problemi en genel halde ortak bir sınırı bulunan, iki farklı ortam arasındaki akışkan ş akışının ş kontrol edilebilmesi olarak tarif
SIZDIRMAZLIK SİSTEMLERİ Vedat Temiz Sızdırmazlık Kavramı Sızdırmazlık problemi en genel halde ortak bir sınırı bulunan, iki farklı ortam arasındaki akışkan ş akışının ş kontrol edilebilmesi olarak tarif
Dişli Çark Mekanizmaları. Vedat Temiz
 Dişli Çark Mekanizmaları Vedat Temiz Giriş Dişli çark mekanizmaları en geniş kullanım alanı olan, gerek iletilebilen güç gerekse ulaşılabilen çevre hızları bakımından da mekanizmalar içinde özel bir yeri
Dişli Çark Mekanizmaları Vedat Temiz Giriş Dişli çark mekanizmaları en geniş kullanım alanı olan, gerek iletilebilen güç gerekse ulaşılabilen çevre hızları bakımından da mekanizmalar içinde özel bir yeri
Küçük kasnağın merkeze göre denge şartı Fu x d1/2 + F2 x d1/2 F1 x d1/2 = 0 yazılır. Buradan etkili (faydalı) kuvvet ; Fu = F1 F2 şeklinde bulunur. F1
 kuvvet ; Fu = F1 F2 şeklinde bulunur. F1") Kayış-kasnak ve zincir mekanizmaları Kayış-kasnak mekanizmaları Çeşitleri 1-Düz kayışlı mekanizma 2-V-kayışlı mekanizma 3-Dişli kayışlı mekanizma Avantajları: 1-Konstrüksiyonları basit imalatları ve bakımları
Kayış-kasnak ve zincir mekanizmaları Kayış-kasnak mekanizmaları Çeşitleri 1-Düz kayışlı mekanizma 2-V-kayışlı mekanizma 3-Dişli kayışlı mekanizma Avantajları: 1-Konstrüksiyonları basit imalatları ve bakımları
Mak-204. Üretim Yöntemleri II. Talaşlı Đmalatın Genel Tanımı En Basit Talaş Kaldırma: Eğeleme Ölçme ve Kumpas Okuma Markalama Tolerans Kesme
 Mak-204 Üretim Yöntemleri II Talaşlı Đmalatın Genel Tanımı En Basit Talaş Kaldırma: Eğeleme Ölçme ve Kumpas Okuma Markalama Tolerans Kesme Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi
Mak-204 Üretim Yöntemleri II Talaşlı Đmalatın Genel Tanımı En Basit Talaş Kaldırma: Eğeleme Ölçme ve Kumpas Okuma Markalama Tolerans Kesme Kubilay ASLANTAŞ Afyon Kocatepe Üniversitesi Teknik Eğitim Fakültesi
HELİSEL DİŞLİ ÇARKLAR
 HELİSEL DİŞLİ ÇARKLAR Helisel Dişli Çarkların Yapısı 2 Düz dişli çarklardaki darbeli ve gürültülü çalışma koşullarının önüne geçilmesi, daha sessiz-yumuşak kavrama sağlanması ve mukavemetin artırılması
HELİSEL DİŞLİ ÇARKLAR Helisel Dişli Çarkların Yapısı 2 Düz dişli çarklardaki darbeli ve gürültülü çalışma koşullarının önüne geçilmesi, daha sessiz-yumuşak kavrama sağlanması ve mukavemetin artırılması
Talaş oluşumu. Akış çizgileri plastik deformasyonun görsel kanıtıdır. İş parçası. İş parçası. İş parçası. Takım. Takım.
 Talaş oluşumu 6 5 4 3 2 1 Takım Akış çizgileri plastik deformasyonun görsel kanıtıdır. İş parçası 6 5 1 4 3 2 Takım İş parçası 1 2 3 4 6 5 Takım İş parçası Talaş oluşumu Dikey kesme İş parçası Takım Kesme
Talaş oluşumu 6 5 4 3 2 1 Takım Akış çizgileri plastik deformasyonun görsel kanıtıdır. İş parçası 6 5 1 4 3 2 Takım İş parçası 1 2 3 4 6 5 Takım İş parçası Talaş oluşumu Dikey kesme İş parçası Takım Kesme
Temel bilgiler-flipped Classroom Akslar ve Miller
 Makine Elemanları I Prof. Dr. İrfan KAYMAZ Temel bilgiler-flipped Classroom Akslar ve Miller İçerik Aks ve milin tanımı Akslar ve millerin mukavemet hesabı Millerde titreşim hesabı Mil tasarımı için tavsiyeler
Makine Elemanları I Prof. Dr. İrfan KAYMAZ Temel bilgiler-flipped Classroom Akslar ve Miller İçerik Aks ve milin tanımı Akslar ve millerin mukavemet hesabı Millerde titreşim hesabı Mil tasarımı için tavsiyeler
FREZE TEZGÂHINDA BÖLME İŞLEMLERİ
 Üniversal Bölme Aygıtları(Divizörler) Freze tezgâhında her çeşit bölme işlemleri, divizör yardımıyla yapılabilir. Divizör ile, silindirik parçalar üzerine değişik sayılarda bölme yapma, konik parçalara
Üniversal Bölme Aygıtları(Divizörler) Freze tezgâhında her çeşit bölme işlemleri, divizör yardımıyla yapılabilir. Divizör ile, silindirik parçalar üzerine değişik sayılarda bölme yapma, konik parçalara
Toplam çevrim oranının kademelere paylaştırılması
 Toplam çevrim oranının kademelere paylaştırılması Normalde alın dişli çarklarda bir kademe çevrim oranının 8 den küçük olması önerilir. Bu nedenle toplam çevrim oranınız 40-45 ten küçük ise mekanizmanızı
Toplam çevrim oranının kademelere paylaştırılması Normalde alın dişli çarklarda bir kademe çevrim oranının 8 den küçük olması önerilir. Bu nedenle toplam çevrim oranınız 40-45 ten küçük ise mekanizmanızı
Pinyon-tipi takımla imal edilen standart olmayan dişlilerin bilgisayar simülasyonu
 Journal of the Faculty of Engineering and Architecture of Gazi University 33:1 (2018) 51-61 Pinyon-tipi takımla imal edilen standart olmayan dişlilerin bilgisayar simülasyonu Mahmut Cüneyt Fetvacı* İstanbul
Journal of the Faculty of Engineering and Architecture of Gazi University 33:1 (2018) 51-61 Pinyon-tipi takımla imal edilen standart olmayan dişlilerin bilgisayar simülasyonu Mahmut Cüneyt Fetvacı* İstanbul
TOLERANSLAR (TOLERANCES)
") TOLERANSLAR (TOLERANCES) İş parçalarının ideal şekil ve tam ölçüsünde üretilmesi: Zor Masraflı Gereksiz Bir parçanın ölçüsü, çizimde belirtilen değerden biraz büyük veya küçük olabilir. Bu iki sınıra TOLERANS
TOLERANSLAR (TOLERANCES) İş parçalarının ideal şekil ve tam ölçüsünde üretilmesi: Zor Masraflı Gereksiz Bir parçanın ölçüsü, çizimde belirtilen değerden biraz büyük veya küçük olabilir. Bu iki sınıra TOLERANS
Teknik Resim TEKNİK BİLİMLER MESLEK YÜKSEKOKULU. 9. Alıştırma Toleransları. Yrd. Doç. Dr. Garip GENÇ. [ ES (es) = EBÖ AÖ ]
![Teknik Resim TEKNİK BİLİMLER MESLEK YÜKSEKOKULU. 9. Alıştırma Toleransları. Yrd. Doç. Dr. Garip GENÇ. [ ES (es) = EBÖ AÖ ]](/thumbs/56/39108273.jpg "Teknik Resim TEKNİK BİLİMLER MESLEK YÜKSEKOKULU. 9. Alıştırma Toleransları. Yrd. Doç. Dr. Garip GENÇ. [ ES (es) = EBÖ AÖ ]") TEKNİK BİLİMLER MESLEK YÜKSEKOKULU Teknik Resim Toleransın Tanımı ve Önemi Elde edilen ölçü ve şekil, çizim üzerinde belirtilen değerden biraz büyük veya biraz küçük olabilir. İşte bu iki sınır arasındaki
TEKNİK BİLİMLER MESLEK YÜKSEKOKULU Teknik Resim Toleransın Tanımı ve Önemi Elde edilen ölçü ve şekil, çizim üzerinde belirtilen değerden biraz büyük veya biraz küçük olabilir. İşte bu iki sınır arasındaki
Karadeniz Teknik Üniversitesi Orman Fakültesi Orman Endüstri Mühendisliği Bölümü Yrd.Doç.Dr. Kemal ÜÇÜNCÜ
 Öğrenci Numarası Adı ve Soyadı İmzası: CEVAP ANAHTARI Açıklama: Bellek yardımcısı kullanılabilir. Sorular eşit puanlıdır. SORU 1. Standart vida profillerini çizerek şekil üzerinde parametrelerini gösteriniz,
Öğrenci Numarası Adı ve Soyadı İmzası: CEVAP ANAHTARI Açıklama: Bellek yardımcısı kullanılabilir. Sorular eşit puanlıdır. SORU 1. Standart vida profillerini çizerek şekil üzerinde parametrelerini gösteriniz,
MASTARLAR MASTAR ÇEŞİTLERİ. 1 - Tampon Mastarlar. 2 - Vida Mastarları. 3 - Çatal Mastarlar. 4 - Johnson Mastarları. 5 - Prizmatik Mastarlar
 MASTARLAR Makine parçalarının ölçme ve kontrol işlemlerinde ölçme ve kontrol aletleri ile birlikte kullanılan yardımcı aletlere Mastarlar denir. Bunların bazıları direkt bazıları ise endirekt olarak ölçme
MASTARLAR Makine parçalarının ölçme ve kontrol işlemlerinde ölçme ve kontrol aletleri ile birlikte kullanılan yardımcı aletlere Mastarlar denir. Bunların bazıları direkt bazıları ise endirekt olarak ölçme
Makine Elemanları I. Toleranslar. Prof. Dr. İrfan KAYMAZ. Erzurum Teknik Üniversitesi. Mühendislik Fakültesi Makine Mühendisliği Bölümü
 Makine Elemanları I Prof. Dr. İrfan KAYMAZ Mühendislik Fakültesi Makine Mühendisliği Bölümü İçerik Toleransın tanımı Boyut Toleransı Geçme durumları Tolerans hesabı Yüzey pürüzlülüğü Örnekler Tolerans
Makine Elemanları I Prof. Dr. İrfan KAYMAZ Mühendislik Fakültesi Makine Mühendisliği Bölümü İçerik Toleransın tanımı Boyut Toleransı Geçme durumları Tolerans hesabı Yüzey pürüzlülüğü Örnekler Tolerans
AKSLAR ve MİLLER. DEÜ Mühendislik Fakültesi Makina Müh.Böl.Çiçek Özes. Bu sunudaki bilgiler değişik kaynaklardan derlemedir.
 AKSLAR ve MİLLER Bu sunudaki bilgiler değişik kaynaklardan derlemedir. AKSLAR MİLLER Eksenel kuvvetlerde her iki elemanda çekmeye veya basmaya zorlanabilirler. Her iki elemanda içi dolu veya boş imal edilirler.
AKSLAR ve MİLLER Bu sunudaki bilgiler değişik kaynaklardan derlemedir. AKSLAR MİLLER Eksenel kuvvetlerde her iki elemanda çekmeye veya basmaya zorlanabilirler. Her iki elemanda içi dolu veya boş imal edilirler.
BURULMA (TORSİON) Dairesel Kesitli Çubukların (Millerin) Burulması MUKAVEMET - Ders Notları - Prof.Dr. Mehmet Zor
 Dairesel Kesitli Çubukların (Millerin) Burulması MUKAVEMET - Ders Notları - Prof.Dr. Mehmet Zor") 3 BURULMA (TORSİON) Dairesel Kesitli Çubukların (Millerin) Burulması 1.1.018 MUKAVEMET - Ders Notları - Prof.Dr. Mehmet Zor 1 3. Burulma Genel Bilgiler Burulma (Torsion): Dairesel Kesitli Millerde Gerilme
3 BURULMA (TORSİON) Dairesel Kesitli Çubukların (Millerin) Burulması 1.1.018 MUKAVEMET - Ders Notları - Prof.Dr. Mehmet Zor 1 3. Burulma Genel Bilgiler Burulma (Torsion): Dairesel Kesitli Millerde Gerilme
METEOROLOJİ. IV. HAFTA: Hava basıncı
 METEOROLOJİ IV. HAFTA: Hava basıncı HAVA BASINCI Tüm cisimlerin olduğu gibi havanın da bir ağırlığı vardır. Bunu ilk ortaya atan Aristo, deneyleriyle ilk ispatlayan Galileo olmuştur. Havanın sahip olduğu
METEOROLOJİ IV. HAFTA: Hava basıncı HAVA BASINCI Tüm cisimlerin olduğu gibi havanın da bir ağırlığı vardır. Bunu ilk ortaya atan Aristo, deneyleriyle ilk ispatlayan Galileo olmuştur. Havanın sahip olduğu
Redüktör Seçiminde Dikkat Edilecek Hususlar
 Redüktör Seçiminde Dikkat Edilecek Hususlar Katalog Verileri Katalogda motorsuz tablolarında verilen nominal moment değerleri doğrusal yükler (servis faktörü fs=1) için verilir. Motorlu tablolarında verilen
Redüktör Seçiminde Dikkat Edilecek Hususlar Katalog Verileri Katalogda motorsuz tablolarında verilen nominal moment değerleri doğrusal yükler (servis faktörü fs=1) için verilir. Motorlu tablolarında verilen
Burulma (Torsion): Dairesel Kesitli Millerde Gerilme ve Şekil Değiştirmeler
: Dairesel Kesitli Millerde Gerilme ve Şekil Değiştirmeler") Burulma (orsion): Dairesel Kesitli Millerde Gerilme ve Şekil Değiştirmeler Endüstiryel uygulamalarda en çok rastlanan yükleme tiplerinden birisi dairsel kesitli millere gelen burulma momentleridir. Burulma
Burulma (orsion): Dairesel Kesitli Millerde Gerilme ve Şekil Değiştirmeler Endüstiryel uygulamalarda en çok rastlanan yükleme tiplerinden birisi dairsel kesitli millere gelen burulma momentleridir. Burulma
Yüzey Pürüzlülüğü. M Nalbant
 Yüzey Pürüzlülüğü M Nalbant 2017 1 Yüzey pürüzlülüğü veya kısaca pürüzlülük, yüzey dokusunun bir bileşenidir. Pürüzlülük, gerçek yüzeyin ideal biçiminden gerçek yüzeyin normal vektörü yönündeki, sapmalarıyla
Yüzey Pürüzlülüğü M Nalbant 2017 1 Yüzey pürüzlülüğü veya kısaca pürüzlülük, yüzey dokusunun bir bileşenidir. Pürüzlülük, gerçek yüzeyin ideal biçiminden gerçek yüzeyin normal vektörü yönündeki, sapmalarıyla
Metal kesmeyi anlama # /71
 Kesme işlemi Metal kesmeyi anlama Metal kesmeyi anlama Frezeleme ile tornalama arasındaki fark Değişen kesme kuvvetleri (stres). Değişen kesme sıcaklıkları (uç gerilimi). İşlemeden ödün verme Kesme koşulları
Kesme işlemi Metal kesmeyi anlama Metal kesmeyi anlama Frezeleme ile tornalama arasındaki fark Değişen kesme kuvvetleri (stres). Değişen kesme sıcaklıkları (uç gerilimi). İşlemeden ödün verme Kesme koşulları
BÖLÜM#5: KESİCİ TAKIMLARDA AŞINMA MEKANİZMALARI
 BÖLÜM#5: KESİCİ TAKIMLARDA AŞINMA MEKANİZMALARI Kesici Takımlarda Aşınma Mekanizmaları Aşınma, kesicinin temas yüzeylerinde meydana gelen malzeme kaybı olarak ifade edilir. Kesici Takımlarda Aşınma Mekanizmaları
BÖLÜM#5: KESİCİ TAKIMLARDA AŞINMA MEKANİZMALARI Kesici Takımlarda Aşınma Mekanizmaları Aşınma, kesicinin temas yüzeylerinde meydana gelen malzeme kaybı olarak ifade edilir. Kesici Takımlarda Aşınma Mekanizmaları
Journal of Engineering and Natural Sciences Mühendislik ve Fen Bilimleri Dergisi DESIGN OF VISUAL SPUR GEAR MATERIALS WITH COMPUTER
 Journal of Engineering and Natural Sciences Mühendislik ve Fen Bilimleri Dergisi Sigma 2004/4 DESIGN OF VISUAL SPUR GEAR MATERIALS WITH COMPUTER M. Cüneyt FETVACI *, C. Erdem İMRAK İstanbul Teknik Üniversitesi,
Journal of Engineering and Natural Sciences Mühendislik ve Fen Bilimleri Dergisi Sigma 2004/4 DESIGN OF VISUAL SPUR GEAR MATERIALS WITH COMPUTER M. Cüneyt FETVACI *, C. Erdem İMRAK İstanbul Teknik Üniversitesi,
A TU T R U G R AY A Y SÜR SÜ M R ELİ
 DÜZ DİŞLİ ÇARK AÇMA Düz Dişli Çarklar ve Kullanıldığı Yerler Eksenleri paralel olan miller arasında kuvvet ve hareket iletiminde kullanılan dişli çarklardır. Üzerine aynı profil ve adımda, mil eksenine
DÜZ DİŞLİ ÇARK AÇMA Düz Dişli Çarklar ve Kullanıldığı Yerler Eksenleri paralel olan miller arasında kuvvet ve hareket iletiminde kullanılan dişli çarklardır. Üzerine aynı profil ve adımda, mil eksenine
TORNA TEZGAHINDA KESME KUVVETLERİ ANALİZİ
 İMALAT DALI MAKİNE LABORATUVARI II DERSİ TORNA TEZGAHINDA KESME KUVVETLERİ ANALİZİ DENEY RAPORU HAZIRLAYAN Osman OLUK 1030112411 1.Ö. 1.Grup DENEYİN AMACI Torna tezgahı ile işlemede, iş parçasına istenilen
İMALAT DALI MAKİNE LABORATUVARI II DERSİ TORNA TEZGAHINDA KESME KUVVETLERİ ANALİZİ DENEY RAPORU HAZIRLAYAN Osman OLUK 1030112411 1.Ö. 1.Grup DENEYİN AMACI Torna tezgahı ile işlemede, iş parçasına istenilen
RİJİT CİSİMLERİN DÜZLEMSEL KİNEMATİĞİ
 RİJİT CİSİMLERİN DÜZLEMSEL KİNEMATİĞİ MUTLAK GENEL DÜZLEMSEL HAREKET: Genel düzlemsel hareket yapan bir karı cisim öteleme ve dönme hareketini eşzamanlı yapar. Eğer cisim ince bir levha olarak gösterilirse,
RİJİT CİSİMLERİN DÜZLEMSEL KİNEMATİĞİ MUTLAK GENEL DÜZLEMSEL HAREKET: Genel düzlemsel hareket yapan bir karı cisim öteleme ve dönme hareketini eşzamanlı yapar. Eğer cisim ince bir levha olarak gösterilirse,
T.C. GÜMÜŞHANE ÜNİVERSİTESİ MÜHENDİSLİK VE DOĞA BİLİMLERİ FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ MAKİNE MÜHENDİSLİĞİ DENEYLER II DERSİ
 T.C. GÜMÜŞHANE ÜNİVERSİTESİ MÜHENDİSLİK VE DOĞA BİLİMLERİ FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ MAKİNE MÜHENDİSLİĞİ DENEYLER II DERSİ İÇ BASINÇ ETKİSİNDEKİ İNCE CIDARLI SİLİNDİRLERDE GERİLME ANALİZİ DENEYİ
T.C. GÜMÜŞHANE ÜNİVERSİTESİ MÜHENDİSLİK VE DOĞA BİLİMLERİ FAKÜLTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ MAKİNE MÜHENDİSLİĞİ DENEYLER II DERSİ İÇ BASINÇ ETKİSİNDEKİ İNCE CIDARLI SİLİNDİRLERDE GERİLME ANALİZİ DENEYİ
 TİMAK-Tasarım İmalat Analiz Kongresi 26-28 Nisan 2006 - BALIKESİR ASİMETRİK EVOLVENT DİŞE SAHİP DÜZ DİŞLİ ÇARKLARIN BİLGİSAYAR DESTEKLİ PARAMETRİK ANALİZİ Fatih KARPAT 1, Kadir ÇAVDAR 2, Fatih Cengiz BABALIK
TİMAK-Tasarım İmalat Analiz Kongresi 26-28 Nisan 2006 - BALIKESİR ASİMETRİK EVOLVENT DİŞE SAHİP DÜZ DİŞLİ ÇARKLARIN BİLGİSAYAR DESTEKLİ PARAMETRİK ANALİZİ Fatih KARPAT 1, Kadir ÇAVDAR 2, Fatih Cengiz BABALIK
TEMEL İŞLEMLER VE UYGULAMALARI Prof.Dr. Salim ASLANLAR
 1. ÖLÇME TEKNİĞİ Bilinen bir değer ile bilinmeyen bir değerin karşılaştırılmasına ölçme denir. Makine parçalarının veya yapılan herhangi işin görevini yapabilmesi için istenen ölçülerde olması gerekir.
1. ÖLÇME TEKNİĞİ Bilinen bir değer ile bilinmeyen bir değerin karşılaştırılmasına ölçme denir. Makine parçalarının veya yapılan herhangi işin görevini yapabilmesi için istenen ölçülerde olması gerekir.
FRENLER SAKARYA ÜNİVERSİTESİ MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ MAKİNE ELEMANLARI-II DERS NOTU
 FRENLER MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ MAKİNE ELEMANLARI-II DERS NOTU Frenler 2 / 20 Frenler, sürtünme yüzeyli kavramalarla benzer prensiplere göre çalışan bir makine elemanı grubunu oluştururlar. Şu şekilde
FRENLER MAKİNE MÜHENDİSLİĞİ BÖLÜMÜ MAKİNE ELEMANLARI-II DERS NOTU Frenler 2 / 20 Frenler, sürtünme yüzeyli kavramalarla benzer prensiplere göre çalışan bir makine elemanı grubunu oluştururlar. Şu şekilde
S.D.E. İĞNE VANA. Akış yönlendiriciler, Düz kanat, helis kanat, kanallı ve delikli olmak üzere çeşitli yönlendiriciler, ihtiyaca göre kullanılır.
 İĞNE VANA İğne vana, gövde, silindir, piston, akış yönlendirici, mil ve dişlilerden oluşan yüksek basınç vanasıdır. Atık sularda kullanılmaz, temiz sularda olmak şartı ile herhangi bir vana olarak da kullanılabilir.
İĞNE VANA İğne vana, gövde, silindir, piston, akış yönlendirici, mil ve dişlilerden oluşan yüksek basınç vanasıdır. Atık sularda kullanılmaz, temiz sularda olmak şartı ile herhangi bir vana olarak da kullanılabilir.